Embed Size (px)
Citation preview

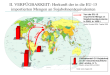
Beiträge zum Titelthema Ein steiniger Weg 58 Alles läuft rund 62 Was kann PCad2Wop? 64 Von einfach bis komplex 66 Produktinfos rund um das Thema CAD/CAM 61, 65, 68-71
Ohne Ohne Hürden Hürden Wie kommen die Daten aus dem CAD auf das Bearbeitungszentrum, so dass möglichst wenig manuelle Eingriffe an der Maschine erforderlich sind? Wir haben einfach mal einige Kollegen gefragt, wie sie den Daten-fluss in ihrem Betrieb organisiert haben. Außerdem: Ein Über blick über die Neuheiten der einschlägigen Softwareanbieter.
»Ein steiniger Weg – aber er
lohnt sich« Die Schreinerei Müller aus der Nähe
von Siegen ist ein erfolgreicher Innenausbaubetrieb mit 18 Mitarbeitern.
Wir haben uns vor Ort angeschaut, wie das Unternehmen seinen Datenfluss
vom CAD bis zur CNC organisiert hat.
dds das magazin für möbel und ausbau 8/2013 58
Simulation der Bearbeitung an der Maschine: Hat AV’ler Marvin Dreier richtig konstruiert, geht hier im Normalfall nichts mehr schief

A rbeitsvorbereiter Marvin Dreier öffnet sein CAD-Programm und erstellt mit Hilfe des Korpus-
Generators einen 60er-Küchen-Unter-schrank. Per Mausklick ändert er die Aufteilung des Schrankes auf einen flachen und zwei höhere Schubkästen ab. Er weist ein Dekor für die Front zu und geht dann auf den Button »Bauteile ableiten«. Damit wird der Korpus in seine Bauteile aufgelöst und in einer 2D-Ansicht übersichtlich und mit allen vorgesehenen Bohrungen, Nuten, Fäl-zen etc. dargestellt. Hieraus kann er die Zuschnittdaten und Materiallisten ex-portieren. Durch einen Klick auf den Reiter »NC-Bauteile erzeugen« werden die erforderlichen MPR-Dateien für das Bearbeitungszentrum Weeke BHC 260 erstellt. Nach einem prüfenden Blick übergibt Dreier den Korpus an Wood-Wop, wo er vom Maschinenbediener in
Titelthema CAD/CAM
dds das magazin für möbel und ausbau 8/2013 59
Screenshots von oben nach unten: Korpus
konstruieren in Inte -rior cad, Ableiten der
Bauteile und Über -nahme in VectorWop, Aufrufen in WoodWop
Fertigen der Korpus-teile auf dem BAZ.
Die Schreinerei arbeitet mit einer Weeke BHC 260
Profiline Foto
s: H
. G
raff
é, d
ds (3
), S
chre
iner
ei M
ülle
r: (
2)

Der Spezialist für Planung und Kon-struktion bei der Schreinerei Müller ist Arbeitsvorbereiter Marvin Dreier. Der 29-jährige Schreinergeselle hat sich richtig ins CAD eingefuchst. In der Regel hat er eine Küche in zwei bis drei Stun-den so angelegt, dass sie dem Kunden präsentiert werden kann. Ist der Auftrag im Haus, braucht er noch einmal etwa zwei Stunden für die Feinplanung. Dann stehen alle Unterlagen für die Werkstatt zur Verfügung.
Aus den abgeleiteten Bauteilen wer-den die Zuschnittdaten an die Optimie-rungssoftware übergeben und die Zu-schnittlisten für die Striebig erstellt. Beim Zuschneiden werden die Teile mit Etiketten versehen, sodass sie eindeutig identifiziert sind. Die Etiketten enthal-ten alle für die weitere Bearbeitung wichtigen Infos wie Position, Bauteil, Stück, Kantenbild etc.
CNC-Schnittstelle VectorWop
Für die Erzeugung der CNC-Daten für die Weeke nutzt Dreier das Interiorcad-Zusatz modul »VectorWop«. Diese CNC-Schnittstelle wird vom Soft-warehaus Extragroup auf die betriebs-spezifischen Gegebenheiten hin angepasst. Sie enthält die Daten der auf dem BAZ vorhandenen Werkzeuge, die Zuweisung von Bearbeitungsregeln etc. An der Maschine bzw. im WoodWop selbst muss nur noch in Ausnahmefäl-len programmiert werden. Das ist z. B. bei Gehrungsschnitten oder komplexen Fräsungen der Fall.
Martin Bülow und Markus Gerhard sehen sich mit ihrer Fertigungsorganisa-tion gut aufgestellt. Nur bei der Zeiter-fassung gibt es noch einen Bruch. Die Daten werden zwar elektronisch erfasst, müssen aber noch von Hand in Profacto eingepflegt werden. Doch Gespräche laufen bereits, sodass demnächst auch an dieser Stelle die Daten flüssig durch den Betrieb laufen dürften. HJG
Titelthema CAD/CAM
dds das magazin für möbel und ausbau 8/2013 60
der Werkstatt zu gegebener Zeit ab -gerufen werden kann.
»Das sieht so einfach aus, ist aber ein steiniger Weg, bis es reibungslos funk-tioniert«, sagt Martin Bülow. Gemein-sam mit Markus Gerhard leitet er die Schreinerei Müller in Hilchenbach in der Nähe von Siegen (www.mueller-schrei-nerei.de). Der Betrieb ist im Möbel- und Innenausbau tätig, überwiegend für Privatkunden. Küchen sind ein wesent-liches Standbein des Unternehmens.
Das Fundament der Softwarearchitektur in der Schreinerei bildet die Kombi -nation aus dem Branchenprogramm »Profacto« und dem CAD »Vectorworks Interiorcad«. Mit Profacto werden alle Aufträge abgewickelt, mit Interiorcad wird geplant, präsentiert und konstru-iert. Geschäftsführer Markus Gerhard: »Wir haben uns für eine Lösung aus ei-nem Haus entschieden, um an dieser Stelle möglichst wenig Reibungsverluste zu bekommen.«
Software Profacto und Vectorworks Interiorcad: www.extragroup.de
Bearbeitungszentrum: www.weeke.de
Kantenanleimmaschine: www.brandt.de
Säge: www.striebig.ch, www.martin.de
Für weitere Infos
Marvin Dreier zeigt an seinem Arbeitsplatz in der AV die Teileliste für einen Auftrag
Haben den betrieblichen Datenfluss im Griff: Geschäftsführer Martin Bülow (li.) und Markus Gerhard
Blick in den Zuschnittbereich mit Format- und Plattensäge
Titelthema CAD/CAM
dds das magazin für möbel und ausbau 8/2013 62
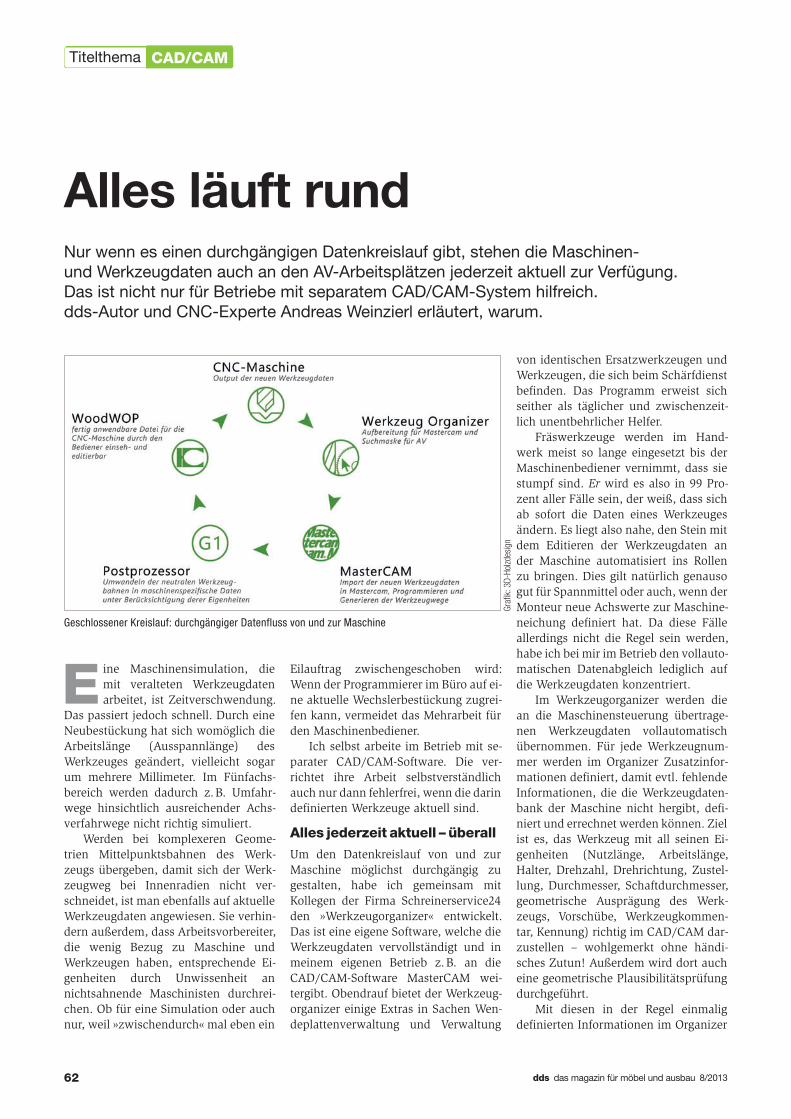
Alles läuft rund Nur wenn es einen durchgängigen Datenkreislauf gibt, stehen die Maschinen- und Werkzeugdaten auch an den AV-Arbeitsplätzen jederzeit aktuell zur Verfügung. Das ist nicht nur für Betriebe mit separatem CAD/CAM-System hilfreich. dds-Autor und CNC-Experte Andreas Weinzierl erläutert, warum.
E ine Maschinensimulation, die mit veralteten Werkzeugdaten arbeitet, ist Zeitverschwendung.
Das passiert jedoch schnell. Durch eine Neubestückung hat sich womöglich die Arbeitslänge (Ausspannlänge) des Werkzeuges geändert, vielleicht sogar um mehrere Millimeter. Im Fünfachs -bereich werden dadurch z. B. Umfahr-wege hinsichtlich ausreichender Achs-verfahrwege nicht richtig simuliert.
Werden bei komplexeren Geome-trien Mittelpunktsbahnen des Werk-zeugs übergeben, damit sich der Werk-zeugweg bei Innenradien nicht ver-schneidet, ist man ebenfalls auf aktuelle Werkzeugdaten angewiesen. Sie verhin-dern außerdem, dass Arbeitsvorbereiter, die wenig Bezug zu Maschine und Werkzeugen haben, entsprechende Ei-genheiten durch Unwissenheit an nichtsahnende Maschinisten durchrei-chen. Ob für eine Simulation oder auch nur, weil »zwischendurch« mal eben ein
Eilauftrag zwischengeschoben wird: Wenn der Programmierer im Büro auf ei-ne aktuelle Wechslerbestückung zugrei-fen kann, vermeidet das Mehrarbeit für den Maschinenbediener.
Ich selbst arbeite im Betrieb mit se-parater CAD/CAM-Software. Die ver-richtet ihre Arbeit selbstverständlich auch nur dann fehlerfrei, wenn die darin definierten Werkzeuge aktuell sind.
Alles jederzeit aktuell – überall
Um den Datenkreislauf von und zur Maschine möglichst durchgängig zu gestalten, habe ich gemeinsam mit Kollegen der Firma Schreinerservice24 den »Werkzeugorganizer« entwickelt. Das ist eine eigene Software, welche die Werkzeugdaten vervollständigt und in meinem eigenen Betrieb z. B. an die CAD/CAM-Software MasterCAM wei-tergibt. Obendrauf bietet der Werkzeug -organizer einige Extras in Sachen Wen-deplattenverwaltung und Verwaltung
von identischen Ersatzwerkzeugen und Werkzeugen, die sich beim Schärfdienst befinden. Das Programm erweist sich seither als täglicher und zwischenzeit-lich unentbehrlicher Helfer.
Fräswerkzeuge werden im Hand-werk meist so lange eingesetzt bis der Maschinenbediener vernimmt, dass sie stumpf sind. Er wird es also in 99 Pro-zent aller Fälle sein, der weiß, dass sich ab sofort die Daten eines Werkzeuges ändern. Es liegt also nahe, den Stein mit dem Editieren der Werkzeugdaten an der Maschine automatisiert ins Rollen zu bringen. Dies gilt natürlich genauso gut für Spannmittel oder auch, wenn der Monteur neue Achswerte zur Maschine-neichung definiert hat. Da diese Fälle allerdings nicht die Regel sein werden, habe ich bei mir im Betrieb den vollauto-matischen Datenabgleich lediglich auf die Werkzeugdaten konzentriert.
Im Werkzeugorganizer werden die an die Maschinensteuerung übertrage-nen Werkzeugdaten vollautomatisch übernommen. Für jede Werkzeugnum-mer werden im Organizer Zusatzinfor-mationen definiert, damit evtl. fehlende Informationen, die die Werkzeugdaten-bank der Maschine nicht hergibt, defi-niert und errechnet werden können. Ziel ist es, das Werkzeug mit all seinen Ei-genheiten (Nutzlänge, Arbeitslänge, Halter, Drehzahl, Drehrichtung, Zustel-lung, Durchmesser, Schaftdurchmesser, geometrische Ausprägung des Werk-zeugs, Vorschübe, Werkzeugkommen-tar, Kennung) richtig im CAD/CAM dar-zustellen – wohlgemerkt ohne händi-sches Zutun! Außerdem wird dort auch eine geometrische Plausibilitätsprüfung durchgeführt.
Mit diesen in der Regel einmalig definierten Informationen im Organizer
Geschlossener Kreislauf: durchgängiger Datenfluss von und zur Maschine
Gra
fik: 3
D-H
olzd
esig
n
dds das magazin für möbel und ausbau 8/2013 63
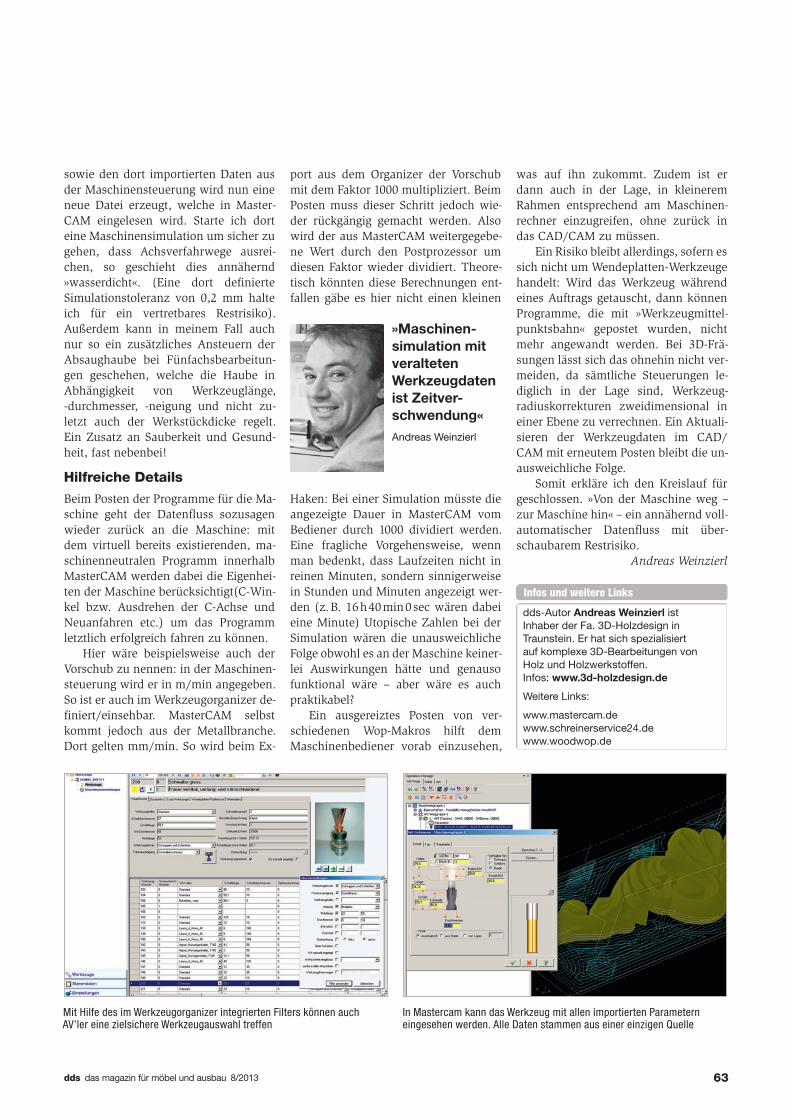
In Mastercam kann das Werkzeug mit allen importierten Parametern eingesehen werden. Alle Daten stammen aus einer einzigen Quelle
sowie den dort importierten Daten aus der Maschinensteuerung wird nun eine neue Datei erzeugt, welche in Master-CAM eingelesen wird. Starte ich dort eine Maschinensimulation um sicher zu gehen, dass Achsverfahrwege ausrei-chen, so geschieht dies annähernd »wasserdicht«. (Eine dort definierte Simulationstoleranz von 0,2 mm halte ich für ein vertretbares Restrisiko). Außerdem kann in meinem Fall auch nur so ein zusätzliches Ansteuern der Absaughaube bei Fünfachsbearbeitun-gen geschehen, welche die Haube in Abhängigkeit von Werkzeuglänge, -durchmesser, -neigung und nicht zu-letzt auch der Werkstückdicke regelt. Ein Zusatz an Sauberkeit und Gesund-heit, fast nebenbei!
Hilfreiche Details
Beim Posten der Programme für die Ma-schine geht der Datenfluss sozusagen wieder zurück an die Maschine: mit dem virtuell bereits existierenden, ma-schinenneutralen Programm innerhalb MasterCAM werden dabei die Eigenhei-ten der Maschine berücksichtigt(C-Win-kel bzw. Ausdrehen der C-Achse und Neuanfahren etc.) um das Programm letztlich erfolgreich fahren zu können.
Hier wäre beispielsweise auch der Vorschub zu nennen: in der Maschinen-steuerung wird er in m/min angegeben. So ist er auch im Werkzeugorganizer de-finiert/einsehbar. MasterCAM selbst kommt jedoch aus der Metallbranche. Dort gelten mm/min. So wird beim Ex-
port aus dem Organizer der Vorschub mit dem Faktor 1000 multipliziert. Beim Posten muss dieser Schritt jedoch wie-der rückgängig gemacht werden. Also wird der aus MasterCAM weitergegebe-ne Wert durch den Postprozessor um diesen Faktor wieder dividiert. Theore-tisch könnten diese Berechnungen ent-fallen gäbe es hier nicht einen kleinen
dds-Autor Andreas Weinzierl ist Inhaber der Fa. 3D-Holzdesign in Traunstein. Er hat sich spezialisiert auf kom plexe 3D-Bearbeitungen von Holz und Holzwerkstoffen. Infos: www.3d-holzdesign.de
Weitere Links:
www.mastercam.de www.schreinerservice24.de www.woodwop.de
Infos und weitere Links
Mit Hilfe des im Werkzeugorganizer integrierten Filters können auch AV'ler eine zielsichere Werkzeugauswahl treffen
»Maschinen -
simulation mit
veralteten
Werkzeugdaten
ist Zeitver-
schwendung«
Andreas Weinzierl
Haken: Bei einer Simulation müsste die angezeigte Dauer in MasterCAM vom Bediener durch 1000 dividiert werden. Eine fragliche Vorgehensweise, wenn man bedenkt, dass Laufzeiten nicht in reinen Minuten, sondern sinnigerweise in Stunden und Minuten angezeigt wer-den (z. B. 16 h 40 min 0 sec wären dabei eine Minute) Utopische Zahlen bei der Simulation wären die unausweichliche Folge obwohl es an der Maschine keiner-lei Auswirkungen hätte und genauso funktional wäre – aber wäre es auch praktikabel?
Ein ausgereiztes Posten von ver-schiedenen Wop-Makros hilft dem Maschinenbediener vorab einzusehen,
was auf ihn zukommt. Zudem ist er dann auch in der Lage, in kleinerem Rahmen entsprechend am Maschinen-rechner einzugreifen, ohne zurück in das CAD/CAM zu müssen.
Ein Risiko bleibt allerdings, sofern es sich nicht um Wendeplatten-Werkzeuge handelt: Wird das Werkzeug während eines Auftrags getauscht, dann können Programme, die mit »Werkzeugmittel-punktsbahn« gepostet wurden, nicht mehr angewandt werden. Bei 3D-Frä-sungen lässt sich das ohnehin nicht ver-meiden, da sämtliche Steuerungen le-diglich in der Lage sind, Werkzeug -radiuskorrekturen zweidimensional in einer Ebene zu verrechnen. Ein Aktuali-sieren der Werkzeugdaten im CAD/CAM mit erneutem Posten bleibt die un-ausweichliche Folge.
Somit erkläre ich den Kreislauf für geschlossen. »Von der Maschine weg – zur Maschine hin« – ein annähernd voll-automatischer Datenfluss mit über-schaubarem Restrisiko.
Andreas Weinzierl

dds das magazin für möbel und ausbau 8/2013 64
Titelthema CAD/CAM
ma CNC vertraut zu machen. Dann stand die Datenüber-gabe aus Palette an. Dabei wurde recht schnell klar, dass das ohne PCad2Wop nicht befriedigend funktio-niert. Da wir im Betrieb nie-mand hatten, der sich mit dem Thema CNC-Anbindung auskennt, haben wir einen Technikerschüler gebeten, uns hier zu unterstützen. Da-durch kamen wir recht zügig voran.
Wie lange hat es gedau-
ert, bis es rundlief? So etwa ein halbes Jahr. Mittlerweile funktioniert al-les reibungslos. Ist ein Auf-trag einmal in Palette CAD konstruiert, kann er an der CNC von Tischlerhelfern abgearbeitet werden. Wir sind flexibel im Bezug auf kurzfristige Änderungswün-sche der Kunden, machen weniger Fehler und produ-zieren sehr rationell.
Nachgefragt
Herr Körber, wie spielen
bei Ihnen Planung und
Produktion zusammen? Wir planen nahezu jedes Projekt mit PaletteCAD und nutzen die Daten für die Präsentation, für die kauf-männische Abwicklung und
natürlich für die Fertigung. Die erforderlichen Daten für unser »Tech-Z1«-Bearbei-tungszentrum von SCM werden über PCad2Wop erzeugt. Wie aufwendig ist es, diese
Durchgängigkeit hinzube-
kommen? Na ja, von eben auf gleich geht das nicht. Wir haben erst eine Weile lang über das Wop der Maschine program-miert, um uns mit dem The-
Schreiner Andreas Körber aus Oyten über seine Erfahrun-gen mit PCad2Wop.
»Wir programmieren nichts mehr an der Maschine«
Flexibel und offen PCad2Wop ist der CNC-Datenkonverter für alle, die mit Palette CAD arbeiten. Was leistet das Produkt und für welche Maschinen ist es einsetzbar?
P Cad2Wop ist ein CAM-/CNC-Modul, welches Bauteil- und Bearbeitungsdefinitionen aus
Palette CAD direkt in das WOP-/CNC-Format der Maschine übersetzt. Auf Knopfdruck werden die CNC-Program-me für alle Bauteile eines Auftrags direkt aus Palette CAD heraus erzeugt. Folgen-de Details werden dabei übernommen:
·Werkstück, Auftragsdaten: Auftrag, Bauteil, Objekt
·Außenkontur, Innenkonturen
·Bohrungen vert./horiz., Lochreihen
·Nuten, Gehrungsschnitte
·Rechteck- und Kreistaschen
·Umspannbefehl vor Bearbeitungen auf anderer Seite
Für Bauteile mit Bearbeitungen auf beiden Seiten kann wahlweise ein CNC-Programm mit einem Maschinenstopp zum Umspannen oder pro Seite ein eigenes CNC-Programm auch für unter-schiedliche Anschlagsituationen gene-riert werden.
Über die aus anderen Programmen (z. B. aus dem Officebereich) bekannte
Programmierschnittstelle Visual Basic können kundenspezifische Randbedin-gungen berücksichtigt werden. Hierzu zählen z. B. die Verwendung anderer Bohrdurchmesser oder -tiefen als in Palette CAD definiert oder der Einsatz von Fräsern statt Sägen bei bestimmten Nuten/Falzen. Diese Programmier-schnittstelle macht PCad2Wop offen und flexibel für Wünsche und Anforde-rungen der Kunden
Mit PCad2Wop können Bauteile aus Palette CAD mit ihren Bearbeitungen an WOP-Systeme aller marktüblichen Ma-schinenhersteller übergeben werden, u. a. Biesse (BiesseWorks und NcHops), Felder (WoodFlash), Homag und Weeke (WoodWop), Ima (ImaWop), SCM, Mor-bidelli (Xilog), Masterwood (Master-Works), HolzHer (NcHops oder TWin-Cam). Die Übergabe an ältere Maschi-nen mit DIN-orientierter Programmie-rung ist möglich. Es können auch für mehrere bzw. unterschiedliche Maschi-nen CNC-Programme generiert werden. PCad2Wop ist praxiserprobt auf allen
Palette CAD GmbH 70329 Stuttgart Tel.: (0711) 9595-0, Fax: -250 www.palettecad.com
Konstruktion in Palette CAD (oben), Übergabe der Daten an WoodWop, Ima-Wop, Xilog (von oben nach unten)
gängigen CNC-Maschinen und kann ein-fach per CD installiert werden. Eine Schulung ist i. d. R. nicht erforderlich. Der Anwender muss kein weiteres CAD/CAM-System einführen, erlernen und parallel pflegen und warten.

dds das magazin für möbel und ausbau 8/2013 66
Von einfach bis komplex Bei der Tischlerei Hüser Michels wird jeder Auftrag, ob Einzelmöbel oder Großprojekt, per CAD gezeichnet. Aus der Konstruktion werden automatisiert die CNC-Daten generiert. Dreh- und Angelpunkt der AV ist die Software Imos 3D.
J an und Josef Hüser, Geschäfts -führer der Tischlerei Hüser Michels sind sich einer Tatsache
bewusst: Mit der Arbeitsvorbereitung steht und fällt der Erfolg eines Auftrags. Seit knapp zehn Jahren führen Vater und Sohn gemeinsam den 13-köpfigen Betrieb aus dem westfälischen Büren. Das Leistungsspektrum der Tischlerei erstreckt sich vom klassischen Einzel-möbelbau bis hin zu Objekteinrichtun-gen für Kanzleien, Praxen und Kranken-häuser. Um Objekte in dieser Größen-ordnung wirtschaftlich abzuwickeln, muss der Workflow in AV und Fertigung stimmen.
Aus dem CAD auf die CNC
Bereits seit dem Jahr 2006 setzt Jan Hüser auf CAD/CAM-Software von Imos. Heute ist das System aus der Planung und Konstruktion nicht mehr wegzudenken. Jan Hüser: »Jeder Auf-trag bei uns wird mit Imos abgewickelt.
Für mich ist es das ideale Werkzeug, gerade bei der individuellen Fertigung und Stückzahl eins«.
Grundlage von Imos ist der objekt-orientierte Ansatz. Im Gegensatz zum einfachen 3D-CAD, bei dem der Benut-zer mit geometrischen Objekten arbei-tet, stehen dem Anwender bei Imos in-telligente Bauteile oder Baugruppen wie Seiten, Böden und Türen zur Verfügung. Neben Länge, Breite und Höhe sind alle Eigenschaften definiert, die sich unmit-telbar auf den Konstruktionsprozess und die nachfolgenden Arbeitsschritte auswirken. Wird z. B. eine Korpusseite konstruiert, werden im Hintergrund In-formationen bezüglich Material, Ober-fläche, Kanten, Bohrbild und vielen wei-teren Details mitberücksichtigt.
Um aus den CAD-Daten die notwen-digen CNC-Informationen zu generie-ren, setzt Hüser das CAM-Modul von Imos ein. Dessen Arbeitsplangenerator erstellt die CNC-Daten in einem maschi-
nenneutralen Format. Ein Postprozessor übersetzt diese Daten dann ins Wood-Wop-Programm des Bearbeitungszen-trums »Venture 3« von Weeke.
Weitere Schnittstellen
Bei Hüser wurde das CAM-Modul noch um die automatische Ansteuerung des Werkzeugwechslers ergänzt. Ebenfalls aus Imos heraus werden Daten für die Zuschnittoptimierung der Schelling-»S 45«-Säge erzeugt. Besonderheit ist hier, dass auch die Informationen für Winkelschnitte bzw. Schifterschnitte übergeben werden. Die Kantenanleim-maschine (HolzHer) ist nicht in den Datenfluss eingebunden. Als Informati-on für den Maschinenbediener dient hier ein Klartextetikett, das zuvor an der Säge ausgedruckt wird. Auf diesem ist auch grafisch dargestellt, welche Kante wo angefahren werden muss. Der Bedie-ner gibt ein, welche Art Kante angefah-ren werden soll, die Maschine rüstet
Jan Hüser und sein Vater Josef führen den Betrieb mit 13 Mitarbeitern
Konstruieren, fertigen, montieren: Hüser Michels wickelt häufig Objekteinrichtun-gen ab, hier z.B. eine Apotheke
Titelthema CAD/CAM

sich dann auf Knopfdruck selbst. Zwei weitere Schnittstellen sorgen für Über-gabe von Daten: eine zur Branchensoft-ware »H&H« für die kaufmännische Weitebearbeitung, eine weitere an das Renderprogramm »Cinema4D«, mit dem Jan Hüser seine fotorealistischen Dar-stellungen erzeugt.
Seine Stärke im Planen, Konstruie-ren und Abwickeln von komplexen Auf-trägen, konnte Hüser bei einem seiner aktuellen Projekte ausspielen. Die kom-plette Einrichtung der Wahlleistungs -station des St. Vinzenz Hospitals in Rheda-Wiedenbrück. Die Auftraggeber hatten ein klares Ziel vorgegeben: Die Patienten sollten sich in den neuen Räu-men so wohlfühlen wie in einem Hotel.
Die Devise lautete: »Weg von der Kran-kenhaus- und hin zur Wohlfühlatmo-sphäre!« Heute zeichnet die frisch aus-gebauten Zimmer genau dieses Raum-gefühl aus. Durch Glasböden und LED-Beleuchtungen wird eine edle Optik er-zielt. Medizinische Anschlüsse für
Druckluft, Sauerstoff oder Strom »ver-schwinden« in den Möbeln und werden nur bei Bedarf sichtbar. Statt typischer Krankenhausmöbel findet man stilvolle Einzelanfertigungen. Jan Hüser: »Dabei wurde die Planung durch die Auftragge-ber zu den unterschiedlichsten Zeit-punkten noch geändert oder angepasst. Beispielsweise sollten kurzfristig weite-re Möbel integriert werden. Sogar wäh-rend der Produktion gab es noch Ände-rungen. Dank unserer stringenten Work-flows in AV und Fertigung konnten wir alles reibungslos umsetzen.«
dds das magazin für möbel und ausbau 8/2013 67
Tischlerei Hüser Michels GmbH, 33142 Büren, www.hueser-michels.de
Weitere Links: Branchenprogramm: www.hundh.de, Cinema4D: www. maxon.net CNC-BAZ: www.weeke.de Kantenanleimmaschine:www.holzher.de Plattensäge: www.schelling.de
Kontakte
Dann mal rauf auf die Säge: Team der Tischlerei Hüser Michels
Imos AG 32052 Herford Tel.: (05221) 976-0, Fax: -123 www.imos3d.com
Beispielhafte Hüser-Michels-Projekte aus dem Krankenhaus- und Praxisbau

Titelthema CAD/CAM
dds das magazin für möbel und ausbau 8/2013 68
Offen für Neues Nicht nur Treppen: Compass öffnet sein CAM-Modul
Alles, was man mit der Trep-penbau-Branchensoftware Version »ND« (New Dimensi-on) von Compass konstru-iert, kann auch ablaufgesteu-ert auf einem CNC-Bearbei-tungszentrum gefertigt wer-den. Und das auch mit der automatischen Positionie-rung von Spannmitteln (Va-kuumsauger, horizontale Klemmen, vertikale Klem-men etc.). Das integrierte CAM-Modul ist hochgradig optimiert, ausgereift und fle-xibel einsetzbar. Im Lauf der
Jahre – bereits seit 1980 wer-den Anbindungen mit fünf-achsigem, voll interpoliertem Fräsen realisiert – sammelte das Unternehmen einen riesi-gen Erfahrungsschatz in die-ser Hinsicht. Durch neue ef-fektive, modulare Program-miertechniken setzt Compass das CAM-Modul jetzt auch für Anwendungen über den Trepppenbau hinaus ein.
Compass Software GmbH 44379 Dortmund Tel.: (0231) 981290-0, Fax: -10 www.compass-software.de
Compass öffnet sein CAM-Modul für Anwendungen über Treppen hinaus
(WOP = werkstattorientierte Programmierung). Der Vorteil ist u. a., dass ein WOP Pro-gramm plattformunabhängig zur Anwendung gebracht werden kann, wenn es je-weils für die Maschine und den DIN/ISO-Code einen Postprozessor gibt. Ein Postprozessor ist nichts an-deres als ein Übersetzungs-programm. Da alle CNC- Bearbeitungszentren auf der untersten Ebene mit DIN/ISO-Code angesteuert wer-den, bedarf es dieses Über-setzungsprogramms.
Anders als ein klassisches CAD-Programm arbeitet eine CAD/CAM-Software projektorientiert und ist viel komplexer aufgebaut. Sie ist in der Regel produktbe-zogen programmiert. In je-dem Fall arbeitet sie min-destens mit Voreinstellun-gen, welche aus einer Da-tenbank entnommen wer-den. Es werden Richtlinien bzw. Techniken festgelegt, auf deren Basis die Pro-dukte variabel konstruiert werden können. Dipl.-Ing. Dittmar Siebert
Begriffe
CAD ist die Abkürzung für Computer Aided Design (= Computer unterstütztes Zeichnen). Mit CNC, »Com-puterized Numerical Con-trol« (computer-gestützte numerische Steuerung), be-zeichnet man elektronische Anwendungen zur Steue-rung und Regelung von
Maschinen und Anlagen. Die unterste Stufe der Program-mierung an einem CNC–Be-arbeitungszentrum ist die sog. DIN/ISO-Programmie-
rung. Diese bezieht sich auf die Norm DIN 66025/ISO 6983. Durch die genormte Struktur kann sie im Prinzip von jeder CNC-Maschine verarbeitet werden. Die Pro-grammierung ist jedoch an-spruchsvoll und in der Kon-trolle schwierig. Daher wer-den heute fast ausschließlich grafisch-interaktive WOP-
Programme verwendet
Fachautor Dittmar Siebert erläutert die wichtigsten Begriffe aus dem CAD/CAM-Umfeld.
Was macht noch gleich der Postprozessor?
Vereinfacht die Prozesse CAM-Modul für Wintergartensoftware Klaes 3D
Die Horst Klaes GmbH & Co. KG aus Ahrweiler bietet mit »Klaes 3D« eine leistungsfähi-ge Software für den Winter-garten- und Fassadenbau an. Durch die Neuentwicklung »Klaes CAM« werden die Pro-
zesse nun enorm vereinfacht. Das CAM-Modul ermöglicht es, alle Bearbeitungsabläufe bereits am Bildschirm in 3D-Ansicht zu sehen. Für die Fertigung werden die Daten optimal aufbereitet. Mit dem CAM-Modul können Winter-gärten, Fassaden und auch Fenster flexibel auf CNC-Be-arbeitungszentren hergestellt werden. Es können nahezu alle CNC-Maschinen für die Holzbearbeitung angesteuert werden, unabhängig von Bauart, Anzahl der Achsen, Klemmen- oder Saugersyste-matik. Die CNC-Programme erstellt Klaes CAM auf Basis von Voreinstellungen auto-matisch. Für jeden Bearbei-tungstyp können Einstellun-gen zu Aggregat, verwende-tem Werkzeug etc. vorge-nommen werden. Klaes CAM steht auch für die Fenster -fertigung zur Verfügung.
Horst Klaes GmbH und Co. KG 53474 Bad Neuenahr-Ahrweiler Tel.: (02641) 909-0, Fax: -2000 www.klaes.de
Konstruktion von Fassadenteilen in Klaes 3D
Bei der Fertigung auf dem BAZ hilft das neuentwicklete CAM-Modul

CNC-Anbindung der 3. Generation Direkt und intelligent: CAM-Interface von CAD+T
Um einen schnellen und feh-lerminimierten Produktions-ablauf zu ermöglichen, bietet CAD+T eine direkte intelli-gente CNC-Anbindung an. Bis jetzt wurden CNC-Daten
ten Möbel, direkt aufzulösen und Daten automatisiert an die Maschinen zu senden. Die notwendigen Bearbei-tungslogiken, die je nach Ma-terial notwendigen Zugaben, Fräser, Einfahrpunkte, Pro-duktionsschritte und alle weiteren relevanten Informa-tionen werden von der Schnittstelle automatisch an die Maschine geliefert. Eine der Besonderheiten ist die Ansteuerung großer Werk-zeuge, wie Sägen im Fünf-achsbereich mit Berücksich-tigung der Produktionslogik wie alle Schnitte von oben, materialabhängiges Vorritzen etc. CAD+T bietet Schnitt-stellen zu allen gängigen Drei- bis Fünfachs-CNC- Maschinen sowie Tools für Kantenanleimen, Saugerposi-tionierung und Nesting.
CAD+T Deutschland 33100 Paderborn Tel.: (05251) 15024-0, Fax: -9 www.cadt.at
Bringt die Daten auf die CNC: CAM-Modul von CAD+T
Verwandelt Ideen in Realität Neues CAD/CAM-Modul von Biesse
Biesse präsentiert die neue Software »bSolid« die das Arbeiten mit CNC-Maschinen vereinfacht. Mit bSolid sind Entwürfe und Simulationen auf einfache, intuitive Weise möglich. Sie erlaubt dem Nutzer mit anspruchsvollen Anwendungen zu arbeiten: von der Idee direkt zur vi -suellen Gestaltung der Werk-stücke. Durch die vollständi-ge Integration der neuesten CAD-Technik kann bSolid
als alleiniges Entwicklungs-programm genutzt werden. Die visuelle und direkte Si-mulation erlaubt es, die rich-tige Datennutzung hinsicht-lich der Werkzeugwege zu überprüfen. Das verhindert einfache Programmierfehler z. B. bei Tiefe, Durchlauf- oder Bearbeitungsabläufen.
Biesse Deutschland 89275 Elchingen Tel.: (07308) 9606-0. Fax: -66 www.biesse.de
Simulation von Bearbeitungsschritten mit bSolid von Biesse
Perfekte Datenkommunkation für kurze Zykluszeiten Holz-Her stellt das neue Softwaremodul Curve 3D Performance für High Speed Cutting beim Fünfachsfräsen vor
Ideal geeignet für die Fünf-achsmaschinen der Pro-Mas-ter-Serie ist das neue Soft-waremodul »Curve 3D Perfor-
Holz-Her GmbH 72622 Nürtingen Tel.: (07022) 702-0, Fax: -101 www.holzher.com Aufwendige Fräsarbeiten, die mit Unterstützung des 3D Curve Moduls ...
beitung maximale Bearbei-tungsgeschwindigkeiten und höchste Dynamik beim Frä-sen von Kurven und dreidi-mensionalen Formteilen er-reicht. Größter Vorteil der neuen Schnittstellendefiniti-on ist, dass selbst umfangrei-che Programme mit großen Datenmengen flüssig zum Prozessor und an die Spindel und Achsantriebe geleitet werden. Das garantiert kurze Zykluszeiten und perfekte Bearbeitungsergebnisse.
... flüssig abgearbeitet werden
mance Paket«. Bei der Daten-übergabe aus CAD/CAM- Programmen über einen spe-ziell entwickelten Postpro-
zessor werden durch Spline-Interpolation und voraus-schauende rechnerische Be-trachtung der Fünfachsbear-
oft eigens programmiert oder aus AutoCAD oder Inventor als DXF an die Maschinen ge-sandt. Durch das CAM-Inter-face von CAD+T ist dies nicht mehr notwendig. Diese CNC-Anbindung der dritten Generation ermöglicht es, den Materialmix der im Kon-struktionsmodul gezeichne-
Titelthema CAD/CAM
dds das magazin für möbel und ausbau 8/2013 70