Embed Size (px)
Citation preview

Optimierung der Wärmebehandlungsparameter eines
C60 für ein Folgeschneidwerkzeug
• Autoren: Marcel Esper, Christian Kunz
• Klasse: HME09a
• Fachlehrer: Frau Schwabe, Herr Dr. Alkan
• Fächer: Werkstofftechnik, Werkstoffprüfung & Analyse,
Metallographie
Inhaltsverzeichnis
1. Problemstellung/Aufgabenstellung
2. Das Folgeschneidwerkzeug
3. Die geplanten Wärmebehandlungen
4. Erwartungen an die Ergebnisse
5. Versuchsdurchführung
6. Auswertung und Diskussion der Ergebnisse
7. Bewertung hinsichtlich der Problemstellung
8. Zusammenfassung
9. Danksagung
1. Problemstellung/Aufgabenstellung
• Problem: Die Stempel-, Druck- und Kopfplatte eines Folgeschneidwerkzeuges
erfüllen die geforderten mechanischen Eigenschaften nicht. Es wird
vermutet, dass eine falsche Wärmebehandlung durchgeführt wurde.
• Aufgabe: Suche nach optimalen Wärmebehandlungsparametern mit Hilfe von
geeigneten Wärmebehandlungsversuchen und metallographischen
Untersuchungen.
• Anforderung: Randhärte von 435-605 HV 0,5 bei einem Randabstand von 1,5 mm
bei den oben genannten Bauteilen.
• Frage: Kann C60 diese Anforderung erfüllen?
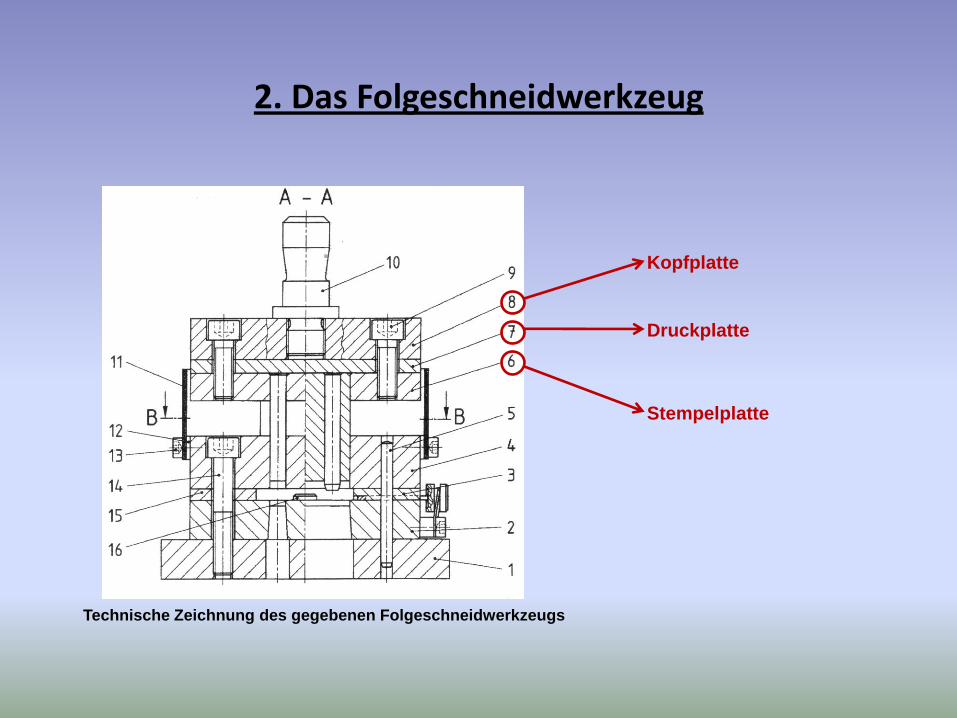
2. Das Folgeschneidwerkzeug
Technische Zeichnung des gegebenen Folgeschneidwerkzeugs
Kopfplatte
Druckplatte
Stempelplatte
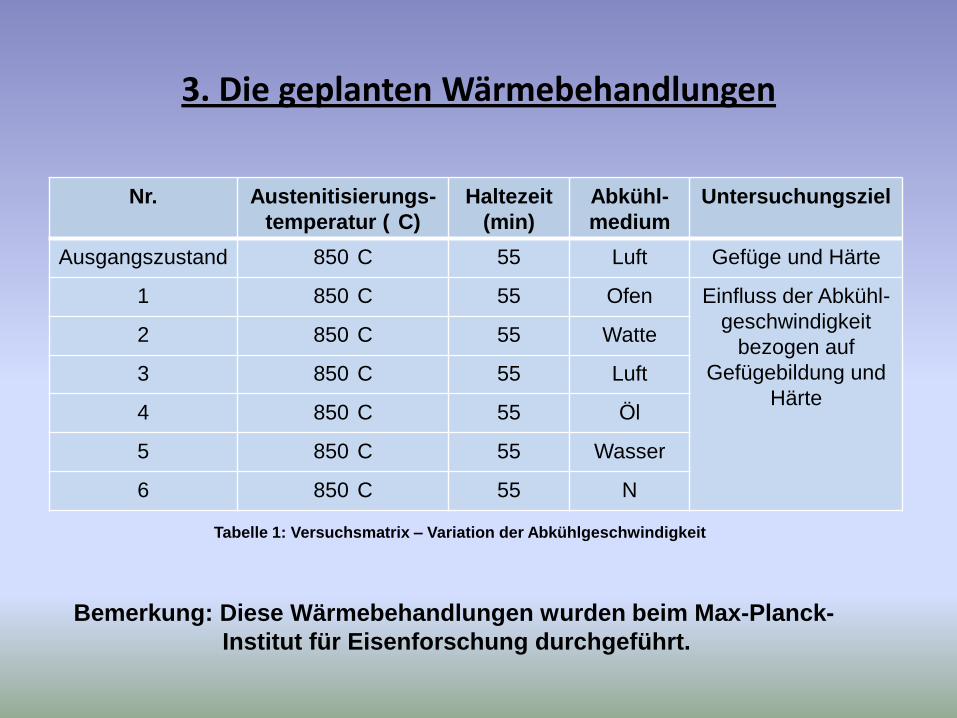
3. Die geplanten Wärmebehandlungen
Nr. Austenitisierungs-
temperatur ( C)
Haltezeit
(min)
Abkühl-
medium
Untersuchungsziel
Ausgangszustand 850 C 55 Luft Gefüge und Härte
1 850 C 55 Ofen Einfluss der Abkühl-
geschwindigkeit
bezogen auf
Gefügebildung und
Härte
2 850 C 55 Watte
3 850 C 55 Luft
4 850 C 55 Öl
5 850 C 55 Wasser
6 850 C 55 N
Tabelle 1: Versuchsmatrix – Variation der Abkühlgeschwindigkeit
Bemerkung: Diese Wärmebehandlungen wurden beim Max-Planck-
Institut für Eisenforschung durchgeführt.
Nr. Austenitisierungs
-temperatur ( C)
Haltezeit
(min)
Abkühl-
medium
Untersuchungsziel
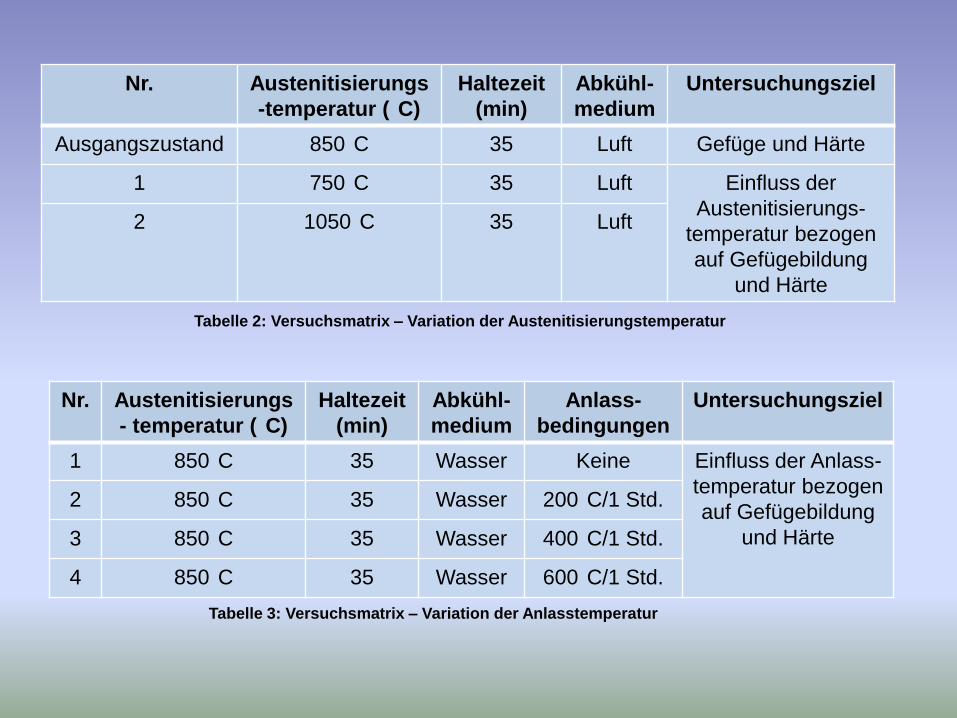
Ausgangszustand 850 C 35 Luft Gefüge und Härte
1 750 C 35 Luft Einfluss der
Austenitisierungs-
temperatur bezogen
auf Gefügebildung
und Härte
2 1050 C 35 Luft
Tabelle 2: Versuchsmatrix – Variation der Austenitisierungstemperatur
Nr. Austenitisierungs
- temperatur ( C)
Haltezeit
(min)
Abkühl-
medium
Anlass-
bedingungen
Untersuchungsziel
1 850 C 35 Wasser Keine Einfluss der Anlass-
temperatur bezogen
auf Gefügebildung
und Härte
2 850 C 35 Wasser 200 C/1 Std.
3 850 C 35 Wasser 400 C/1 Std.
4 850 C 35 Wasser 600 C/1 Std.
Tabelle 3: Versuchsmatrix – Variation der Anlasstemperatur
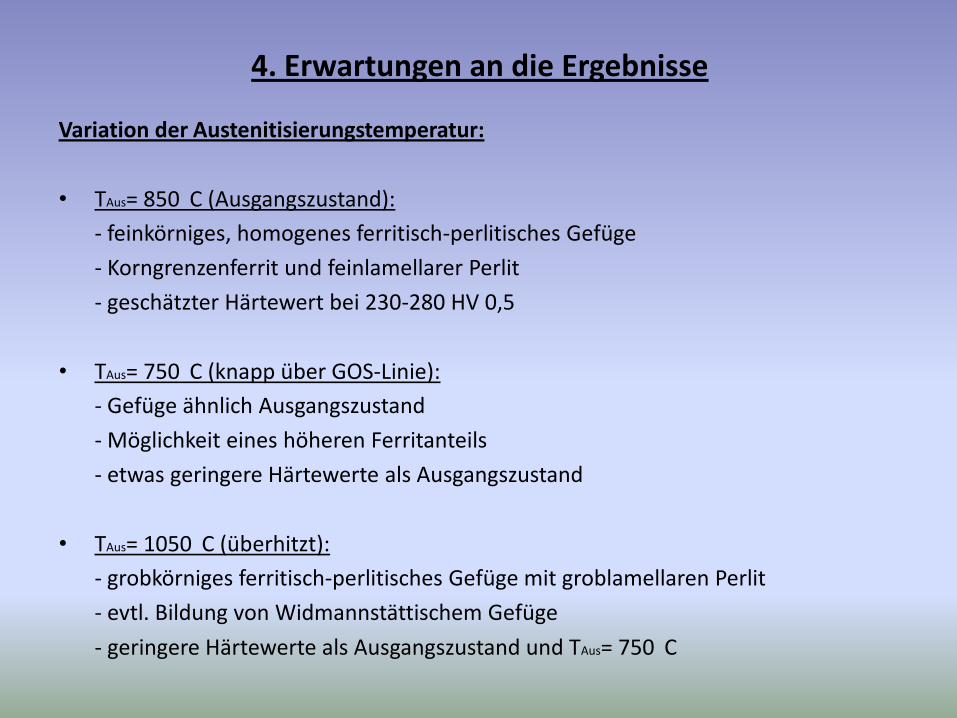
4. Erwartungen an die Ergebnisse
Variation der Austenitisierungstemperatur:
• TAus= 850 C (Ausgangszustand):
- feinkörniges, homogenes ferritisch-perlitisches Gefüge
- Korngrenzenferrit und feinlamellarer Perlit
- geschätzter Härtewert bei 230-280 HV 0,5
• TAus= 750 C (knapp über GOS-Linie):
- Gefüge ähnlich Ausgangszustand
- Möglichkeit eines höheren Ferritanteils
- etwas geringere Härtewerte als Ausgangszustand
• TAus= 1050 C (überhitzt):
- grobkörniges ferritisch-perlitisches Gefüge mit groblamellaren Perlit
- evtl. Bildung von Widmannstättischem Gefüge
- geringere Härtewerte als Ausgangszustand und TAus= 750 C
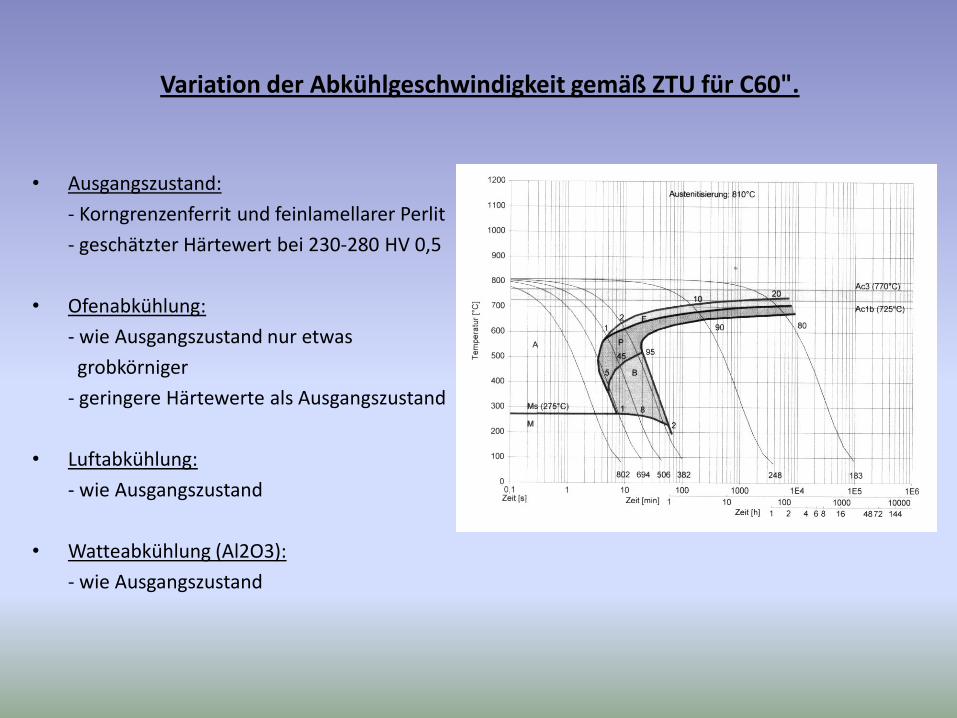
Variation der Abkühlgeschwindigkeit gemäß ZTU für C60".
• Ausgangszustand:
- Korngrenzenferrit und feinlamellarer Perlit
- geschätzter Härtewert bei 230-280 HV 0,5
• Ofenabkühlung:
- wie Ausgangszustand nur etwas
grobkörniger
- geringere Härtewerte als Ausgangszustand
• Luftabkühlung:
- wie Ausgangszustand
• Watteabkühlung (Al2O3):
- wie Ausgangszustand
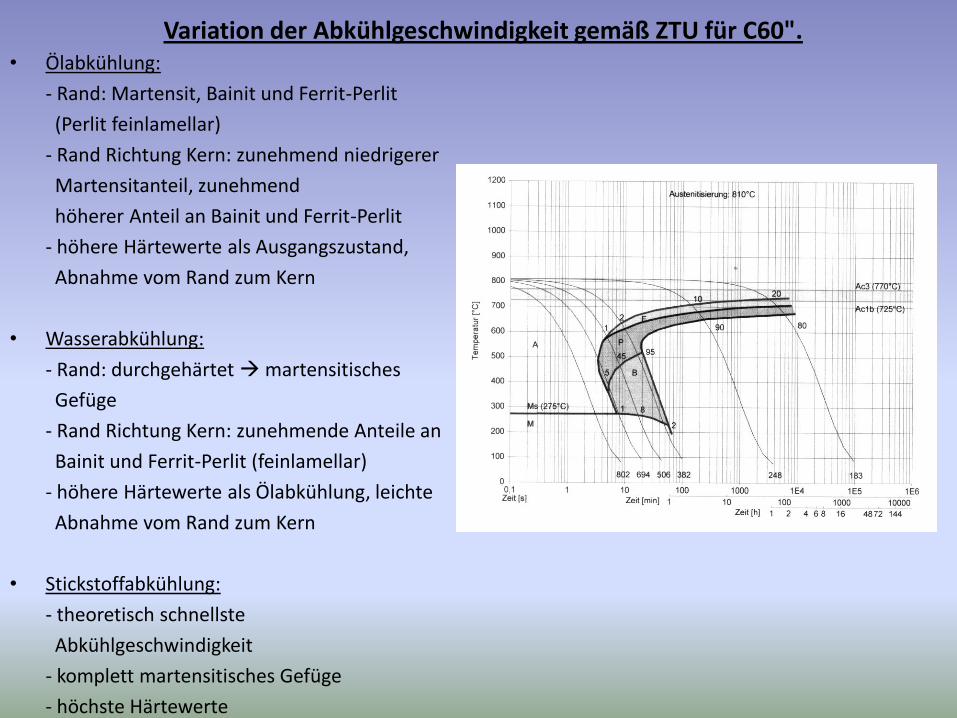
Variation der Abkühlgeschwindigkeit gemäß ZTU für C60". • Ölabkühlung:
- Rand: Martensit, Bainit und Ferrit-Perlit
(Perlit feinlamellar)
- Rand Richtung Kern: zunehmend niedrigerer
Martensitanteil, zunehmend
höherer Anteil an Bainit und Ferrit-Perlit
- höhere Härtewerte als Ausgangszustand,
Abnahme vom Rand zum Kern
• Wasserabkühlung:
- Rand: durchgehärtet martensitisches
Gefüge
- Rand Richtung Kern: zunehmende Anteile an
Bainit und Ferrit-Perlit (feinlamellar)
- höhere Härtewerte als Ölabkühlung, leichte
Abnahme vom Rand zum Kern
• Stickstoffabkühlung:
- theoretisch schnellste
Abkühlgeschwindigkeit
- komplett martensitisches Gefüge
- höchste Härtewerte
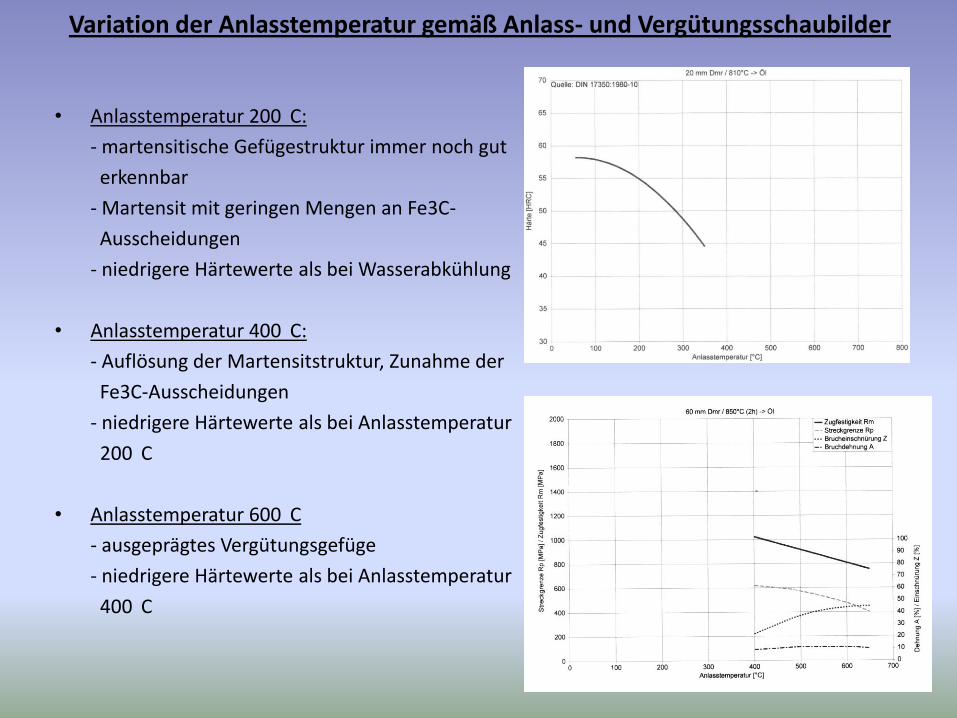
Variation der Anlasstemperatur gemäß Anlass- und Vergütungsschaubilder
• Anlasstemperatur 200 C:
- martensitische Gefügestruktur immer noch gut
erkennbar
- Martensit mit geringen Mengen an Fe3C-
Ausscheidungen
- niedrigere Härtewerte als bei Wasserabkühlung
• Anlasstemperatur 400 C:
- Auflösung der Martensitstruktur, Zunahme der
Fe3C-Ausscheidungen
- niedrigere Härtewerte als bei Anlasstemperatur
200 C
• Anlasstemperatur 600 C
- ausgeprägtes Vergütungsgefüge
- niedrigere Härtewerte als bei Anlasstemperatur
400 C
11
5. Versuchsdurchführung
1. Probenabmessungen
Zylinder: L=40 mm, D=30 mm
2. Trennen
3. Durchführung der Abkühlversuche am Max-Planck-Institut für Eisenforschung Durchführung der Austenitisierungs- und Anlassversuche am TBK-Solingen
4. Einbetten
Jede Probe als Quer- und Längstschliff
5. Schleifen
Körnung: 120er, 320er, 500er, 800er, 1200er und 2400er (SiC)
6. Polieren
Harte Werkstoffzustände: 6, 3 und 1 µm (Dac)
Weichere Werkstoffzustände: 6, 3 und 1 µm (Mol)
Chemisch-mechanisch mit OPS
7. Mikroätzen mit 3% Nital
8. Analyse der Gefügestruktur am Lichtmikroskop und Dokumentation
9. Härteprüfung nach Vickers (Kleinlast HV 0,5)
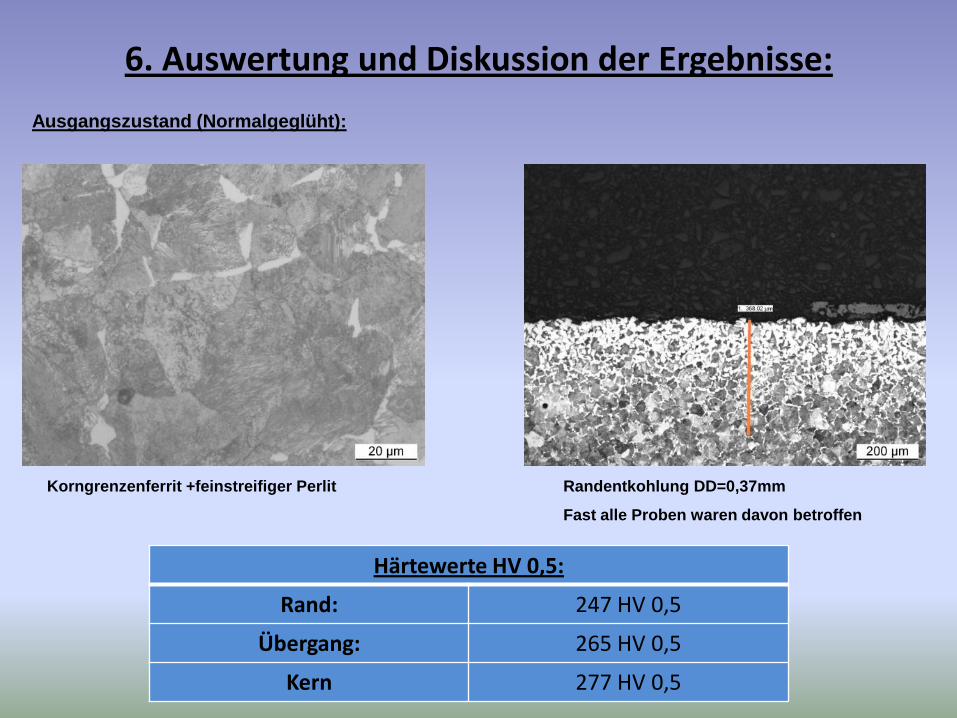
6. Auswertung und Diskussion der Ergebnisse:
Ausgangszustand (Normalgeglüht):
Randentkohlung DD=0,37mm
Fast alle Proben waren davon betroffen
Korngrenzenferrit +feinstreifiger Perlit
Härtewerte HV 0,5:
Rand: 247 HV 0,5
Übergang: 265 HV 0,5
Kern 277 HV 0,5
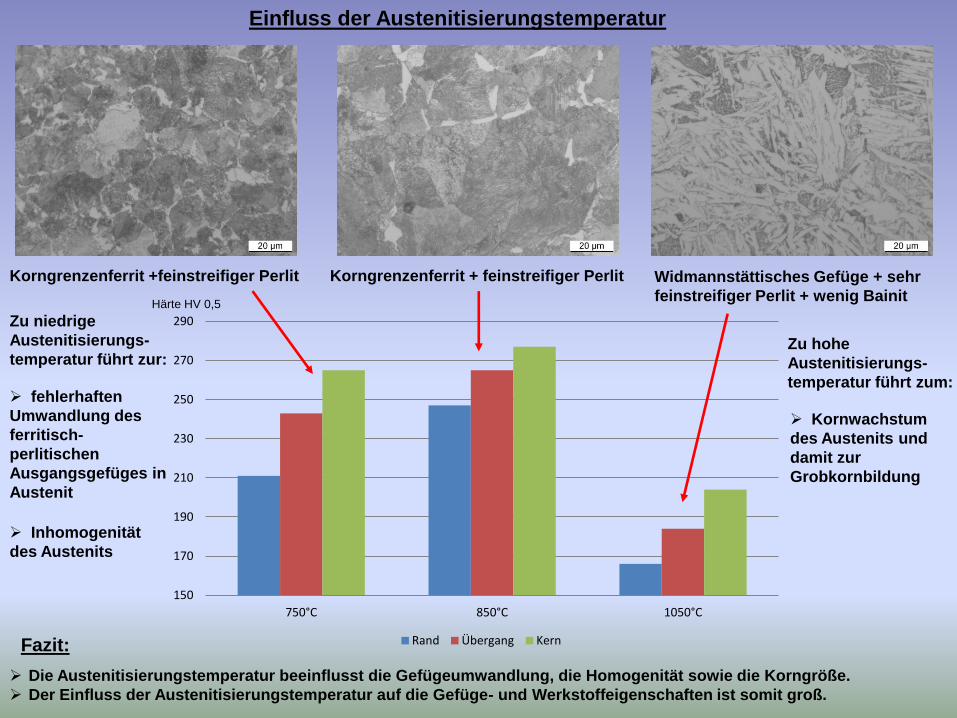
Korngrenzenferrit + feinstreifiger Perlit Korngrenzenferrit +feinstreifiger Perlit Widmannstättisches Gefüge + sehr
feinstreifiger Perlit + wenig Bainit
Inhomogenität
des Austenits
fehlerhaften
Umwandlung des
ferritisch-
perlitischen
Ausgangsgefüges in
Austenit
Einfluss der Austenitisierungstemperatur
Kornwachstum
des Austenits und
damit zur
Grobkornbildung
Zu niedrige
Austenitisierungs-
temperatur führt zur: Zu hohe
Austenitisierungs-
temperatur führt zum:
Die Austenitisierungstemperatur beeinflusst die Gefügeumwandlung, die Homogenität sowie die Korngröße.
Der Einfluss der Austenitisierungstemperatur auf die Gefüge- und Werkstoffeigenschaften ist somit groß.
Fazit:
150
170
190
210
230
250
270
290
750°C 850°C 1050°C
Rand Übergang Kern
Härte HV 0,5
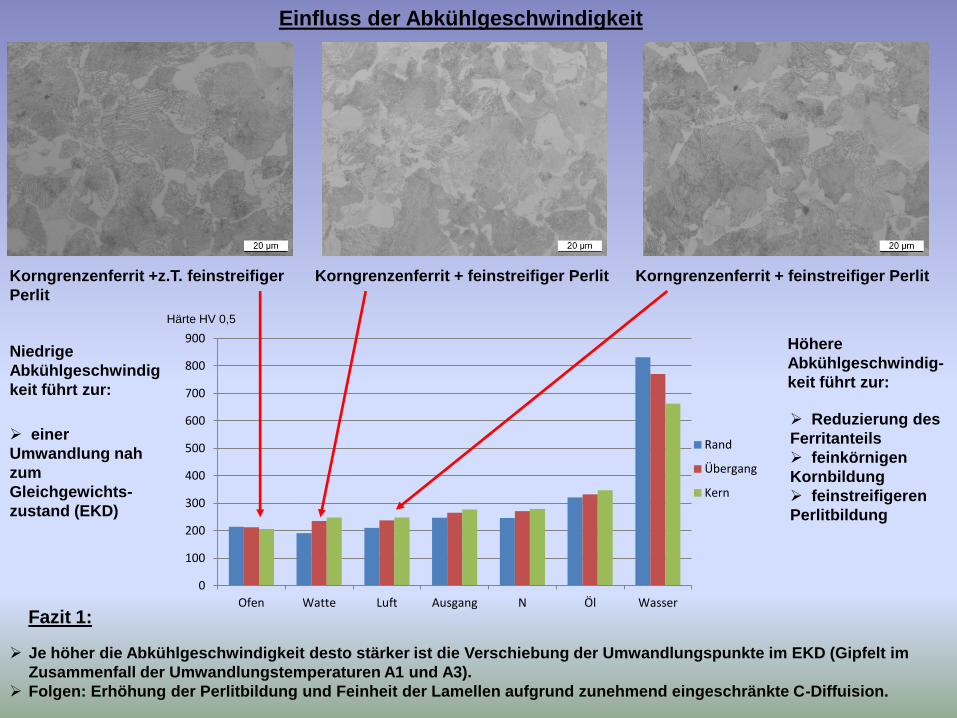
Korngrenzenferrit + feinstreifiger Perlit Korngrenzenferrit +z.T. feinstreifiger
Perlit
einer
Umwandlung nah
zum
Gleichgewichts-
zustand (EKD)
Einfluss der Abkühlgeschwindigkeit
Reduzierung des
Ferritanteils
feinkörnigen
Kornbildung
feinstreifigeren
Perlitbildung
Niedrige
Abkühlgeschwindig
keit führt zur:
Höhere
Abkühlgeschwindig-
keit führt zur:
Je höher die Abkühlgeschwindigkeit desto stärker ist die Verschiebung der Umwandlungspunkte im EKD (Gipfelt im
Zusammenfall der Umwandlungstemperaturen A1 und A3).
Folgen: Erhöhung der Perlitbildung und Feinheit der Lamellen aufgrund zunehmend eingeschränkte C-Diffuision.
Fazit 1:
Korngrenzenferrit + feinstreifiger Perlit
0
100
200
300
400
500
600
700
800
900
Ofen Watte Luft Ausgang N Öl Wasser
Rand
Übergang
Kern
Härte HV 0,5
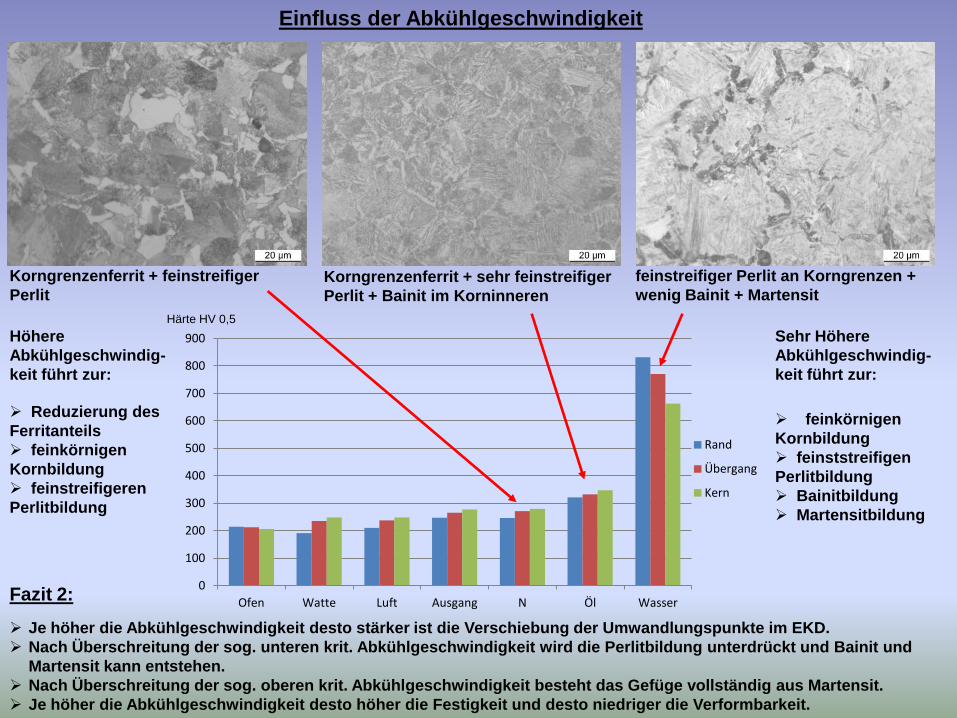
Korngrenzenferrit + feinstreifiger
Perlit
Einfluss der Abkühlgeschwindigkeit
Reduzierung des
Ferritanteils
feinkörnigen
Kornbildung
feinstreifigeren
Perlitbildung
Höhere
Abkühlgeschwindig-
keit führt zur:
Je höher die Abkühlgeschwindigkeit desto stärker ist die Verschiebung der Umwandlungspunkte im EKD.
Nach Überschreitung der sog. unteren krit. Abkühlgeschwindigkeit wird die Perlitbildung unterdrückt und Bainit und
Martensit kann entstehen.
Nach Überschreitung der sog. oberen krit. Abkühlgeschwindigkeit besteht das Gefüge vollständig aus Martensit.
Je höher die Abkühlgeschwindigkeit desto höher die Festigkeit und desto niedriger die Verformbarkeit.
Fazit 2:
Korngrenzenferrit + sehr feinstreifiger
Perlit + Bainit im Korninneren
feinstreifiger Perlit an Korngrenzen +
wenig Bainit + Martensit
Sehr Höhere
Abkühlgeschwindig-
keit führt zur:
feinkörnigen
Kornbildung
feinststreifigen
Perlitbildung
Bainitbildung
Martensitbildung
0
100
200
300
400
500
600
700
800
900
Ofen Watte Luft Ausgang N Öl Wasser
Rand
Übergang
Kern
Härte HV 0,5
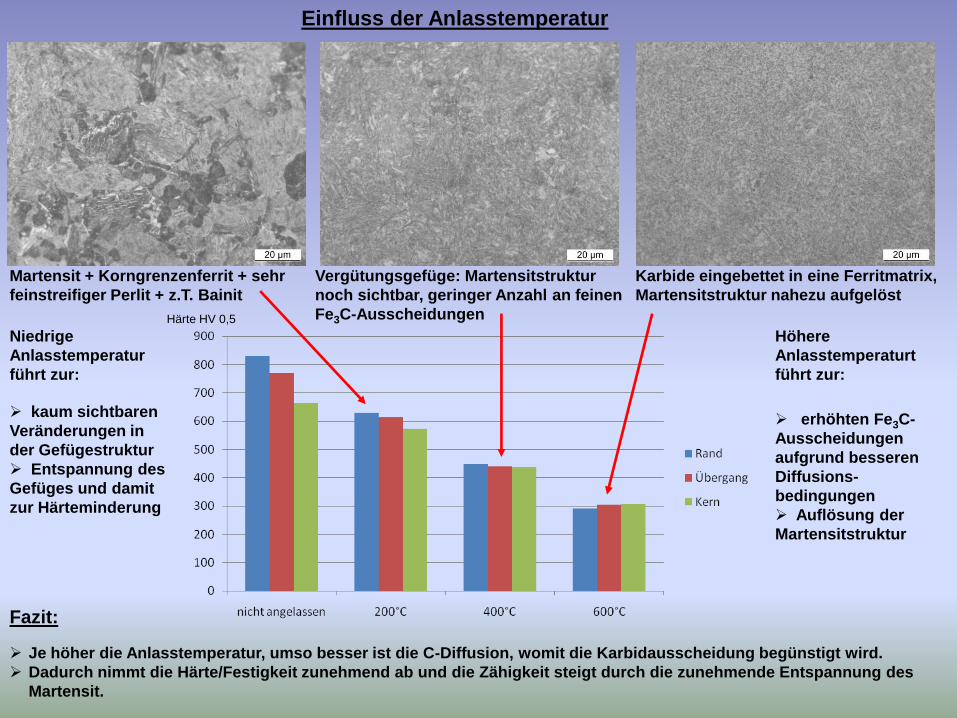
Einfluss der Anlasstemperatur
kaum sichtbaren
Veränderungen in
der Gefügestruktur
Entspannung des
Gefüges und damit
zur Härteminderung
Niedrige
Anlasstemperatur
führt zur:
Je höher die Anlasstemperatur, umso besser ist die C-Diffusion, womit die Karbidausscheidung begünstigt wird.
Dadurch nimmt die Härte/Festigkeit zunehmend ab und die Zähigkeit steigt durch die zunehmende Entspannung des
Martensit.
Fazit:
Vergütungsgefüge: Martensitstruktur
noch sichtbar, geringer Anzahl an feinen
Fe3C-Ausscheidungen
Karbide eingebettet in eine Ferritmatrix,
Martensitstruktur nahezu aufgelöst
Höhere
Anlasstemperaturt
führt zur:
erhöhten Fe3C-
Ausscheidungen
aufgrund besseren
Diffusions-
bedingungen
Auflösung der
Martensitstruktur
Martensit + Korngrenzenferrit + sehr
feinstreifiger Perlit + z.T. Bainit
Härte HV 0,5
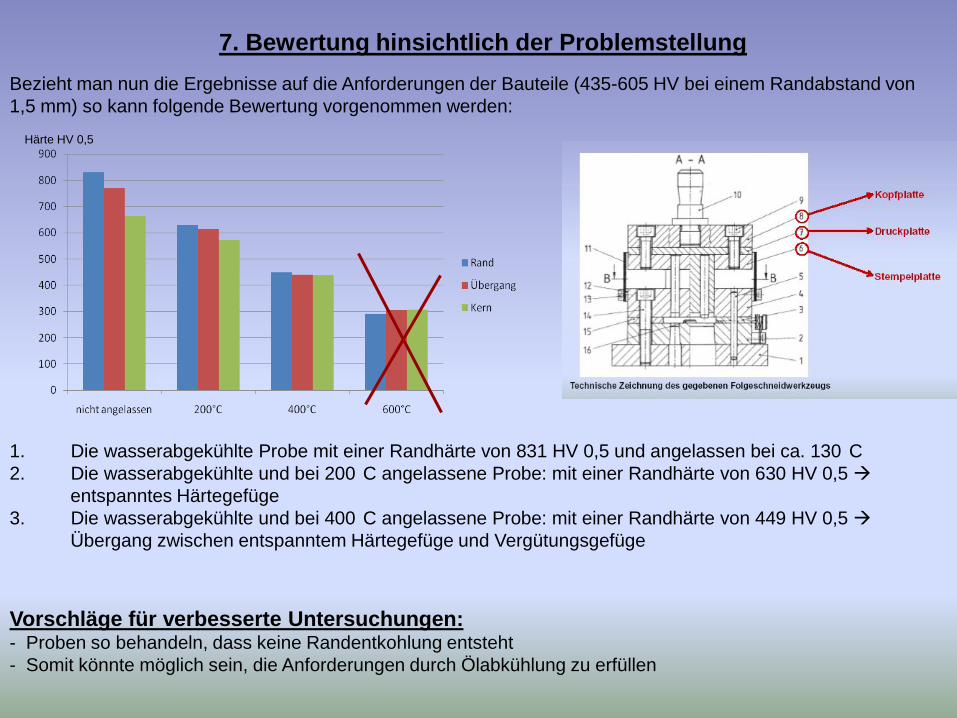
7. Bewertung hinsichtlich der Problemstellung
Bezieht man nun die Ergebnisse auf die Anforderungen der Bauteile (435-605 HV bei einem Randabstand von
1,5 mm) so kann folgende Bewertung vorgenommen werden:
1. Die wasserabgekühlte Probe mit einer Randhärte von 831 HV 0,5 und angelassen bei ca. 130 C
2. Die wasserabgekühlte und bei 200 C angelassene Probe: mit einer Randhärte von 630 HV 0,5
entspanntes Härtegefüge
3. Die wasserabgekühlte und bei 400 C angelassene Probe: mit einer Randhärte von 449 HV 0,5
Übergang zwischen entspanntem Härtegefüge und Vergütungsgefüge
Vorschläge für verbesserte Untersuchungen: - Proben so behandeln, dass keine Randentkohlung entsteht
- Somit könnte möglich sein, die Anforderungen durch Ölabkühlung zu erfüllen
Härte HV 0,5
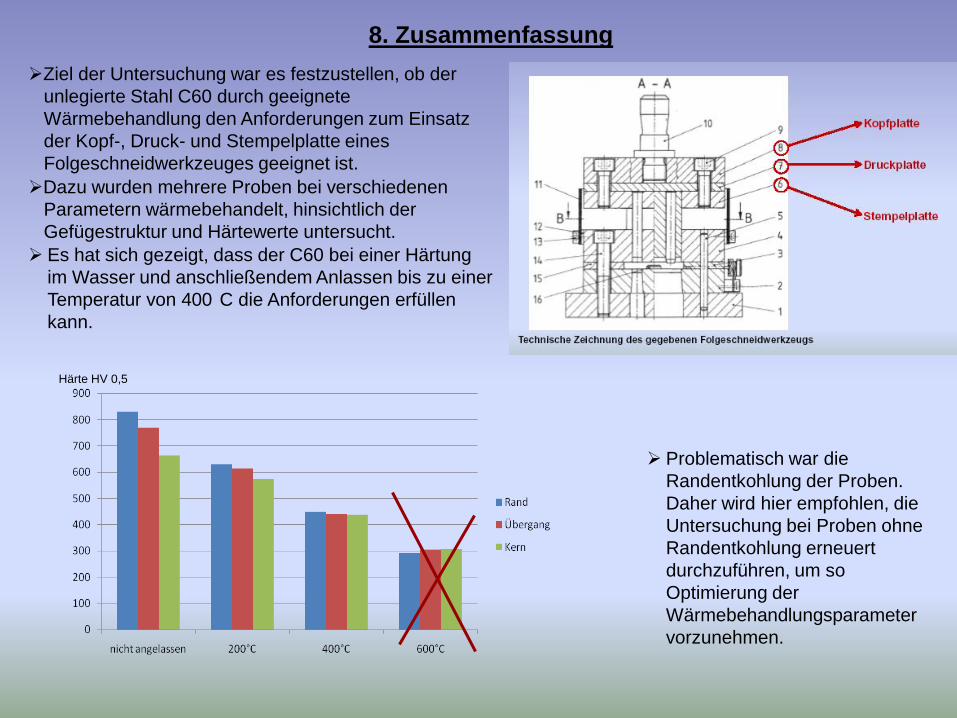
8. Zusammenfassung
Es hat sich gezeigt, dass der C60 bei einer Härtung
im Wasser und anschließendem Anlassen bis zu einer
Temperatur von 400 C die Anforderungen erfüllen
kann.
Problematisch war die
Randentkohlung der Proben.
Daher wird hier empfohlen, die
Untersuchung bei Proben ohne
Randentkohlung erneuert
durchzuführen, um so
Optimierung der
Wärmebehandlungsparameter
vorzunehmen.
Ziel der Untersuchung war es festzustellen, ob der
unlegierte Stahl C60 durch geeignete
Wärmebehandlung den Anforderungen zum Einsatz
der Kopf-, Druck- und Stempelplatte eines
Folgeschneidwerkzeuges geeignet ist.
Dazu wurden mehrere Proben bei verschiedenen
Parametern wärmebehandelt, hinsichtlich der
Gefügestruktur und Härtewerte untersucht.
Härte HV 0,5
9. Danksagung
Wir danken Frau Heidi Bögershausen von der metallographischen Abteilung und Herrn Herbert Faul von der Abteilung für Werkstoffprüfung des Max-Planck-Instituts für Eisenforschung für ihre Zusammenarbeit und der Unterstützung bei diesen Untersuchungen.
Danke für Ihre Aufmerksamkeit
Falls Sie weitere Fragen zum Thema haben, können Sie sich vertrauensvoll an unsere
zukünftigen Metallographen wenden.
20