-
Tetrix Tetrix Tetrix AWTetrix Plasma
activArc® forceTig® Plasma Kaltdraht Heißdraht
PATENTIERT
Innovative EWM WIG/Plasma-Schweißprozesse
Der Code des Schweißens ist entschlüsselt - Wirtschaftlichkeit
und Qualität steigern!
-
2
a l s t e c h n o lo g i e f ü h r e r f o r s c h t u n d
e n t w i c k e lt e w M se i t Ja h r z e h n t e n , u M
s c h w e i s s e n f ü r u n s e r e k u n d e n n o c h
e i n fac h e r , w i r t s c h a f t l i c h e r u n d v o
r
alleM ergebnissicherer zu Machen. dabei
un t er su ch en un d analysier en w ir da s
koMple xe zusa MMenspiel der e inzelnen
koMponenten und paraMeter und optiMieren
so den gesaMten schweissprozess.
unser anspruch ist es, nicht einfach nur kennlinien und kon
figurationen zu bestimmen, sondern ganz neue, innovative
schweißverfahren zu entwickeln. basierend auf unserer elek
trotechnischen kernkompetenz setzen wir diese konse
quent in modernste inverter und Mikro prozessor
technologie um.
schweißen gehört zu den schlüsseltechnologien
der Menschheit. es begleitet, ja ermöglicht unseren
for tschrit t seit hunderten von Jahren. heute
begegnet uns schweißen in den vielfält igs
ten formen. wir verbinden Metalle zu gigan
t i s c h e n b a u w e r k e n o d e r f ü g e n f e i n s t
e
Materialien zu filigranen konstruktionen zusammen.
in unserem alltag vertrauen wir – oftmals ohne es zu
wissen – auf die Qualität und dauerhaftigkeit dieser
verbindungen.
Der Code des Schweißens ist entschlüsselt!
-
Wirtschaftlichkeit und Qualität steigern!
speziell im bereich wig / plasma (untergruppen 141 und 15 nach
din iso 4063) hat ewM prozesse und funk
tionen entwickelt, mit denen die kunden ihre schweißaufgaben
schneller, günstiger und in höchster Qualität
realisieren können.
Die innovativen WIG / Plasma-Schweißprozesse
Vielfältige Funktionen, die Zeit und Kosten sparen
WIG-Schweißprozess mit besonders konzentriertem Lichtbogen für
mehr Einbrand und höhere Schweißge-schwindigkeiten.
Effektive und produktive WIG-Pro-zesse durch mechanisierte
Zugabe des Schweißzusatzwerkstoffes.
WIG-spotArc-Punktschweißen und Bleche sind perfekt
verbunden.
Gebündelter Lichtbogen mit hoher Energiedichte.
Detaillierte Informationen zu den Funktionen finden Sie auf den
Seiten 15, 16 und 17
Dynamischer WIG-Lichtbogen mit kompensierter
Lichtbogenleistung.
AC Spezial
AC Frequenz AC Balance
AC Pulsen
Pulsen kHz-Pulsen Puls-Automatik
Spotmatic
spotArc®
AC Stromformen
activArc® forceTig®
Plasma
Kaltdraht
Heißdraht
-
Tetrix
forceTig
4
dynamischer wiglichtbogen für gezielte und konzent
rierte wärmeeinbringung
sicheres wigschweißen in allen positionen und blech
dicken
volle kontrolle über die energie des lichtbogens
beeinflussung der viskosität des schmelzbades
stabiler lichtbogen bei sehr hohen fügegeschwin
digkeiten von mehr als 3 m/min z.b. beim löten von
karosserieblechen
stark fokussierter wiglichtbogen mit hoher energie
dichte
schmale nähte vergleichbar mit plasma oder laser
schweißen
deutliche konzentration der energie und stei
gender lichtbogendruck bei kürzer werdendem
lichtbogen
fehlervermeidung beim heften – wolframelek
trode klebt nicht bei leichter berührung des
schmelzbades
einlagiges schweißen kleiner und großer blechdi
cken möglich
für vollmechanisierte und automatisierte ferti
gungsprozesse
löten und schweißen von dünnblechen mit
hoher geschwindigkeit
Dynamischer WIG-Lichtbogenmit kompensierter
Lichtbogenleistung.
WIG-Schweißprozess mit besonders konzentriertem Lichtbogenfür
mehr Einbrand und höhere Schweißgeschwindigkeiten.
PATENTIERT
activArc®
activArc®
forceTig®
forceTig®
-
Tetrix Plasma
microplasma
gebündelter, richtungsstabiler lichtbogen
zündsicherheit bei wiederholten zündvorgängen
stabiler Mikroplasmaprozess auch bei sehr niedrigen
schweißströmen (ab 0,1a)
plasmastichlochschweißen mit ausgezeichneter wur
zelausbildung
fügen unterschiedlichster werkstoffe möglich
(z.b. ne Metalle, kunststoff)
hohe schweißgeschwindigkeiten bei vollmechni
sierten und automatisierten anwendungen
geringe wärmeeinbringung und somit weniger
verzug
Gebündelter Lichtbogenmit hoher Energiedichte.
effektive handhabung des wigprozesses
vorteilhaft auch beim manuellen schweißen langer
nähte und großer Querschnitte
höhere schweißgeschwindigkeit und abschmelzleis
tung im vergleich zum konventionellen wigschweißen
auch für neMetalle geeignet, z.b. aluminium und
aluminiumlegierungen
hohe abschmelzleistungen vergleichbar mit
Mig/Mag schweißen
hohe schweißgeschwindigkeit
geringe gefahr von bindefehlern
gut geeignet zum engspalt und auftragschweißen
hochqualitative, feinschuppige naht
besonders effektiv bei mechanisierten und automati
sierten anwendungen
Effektive und produktive WIG-Prozessedurch mechanisierte Zugabe
des Schweiß-zusatzwerkstoffes.
Plasma
Kaltdraht Heißdraht
Plasma
KaltdrahtHeißdraht
Tetrix AWKaltdraht
Tetrix AWHeißdraht
-
Tetrix
6
Dynamischer WIG-Lichtbogen mit kompensierter
Lichtbogenleistung
OhnE activArc®
MIt activArc®
kOntrOLLIErtE WärMEEInbrInGunG
bei Änderung der lichtbogenlänge ergeben sich
spannungsveränderungen und somit leistungsschwankungen im
lichtbogen.
der schweißtrom wird bei verkürzung des lichtbogens erhöht.
der schweißtrom wird bei verlängerung des lichtbogens
abgesenkt.
bei Änderung der lichtbogenlänge werden leistungsschwankungen im
lichtbogen kompensiert.
activArc®
Großer Abstand ca. 12 VSchweißstrom 60 A
Großer Abstand ca. 12 VSchweißstrom 60 A
Kleinerer Abstand ca. 10,5 VSchweißstrom 60 A
Kleinerer Abstand ca. 10,5 VSchweißstrom 68,5 A
Spannung u
Spannung u
Strom I
Strom I
-
Anforderung:ausreichende energiedichte und hoher lichtbogendruck
für sichere flankenerfassung
Problem:konstanter schweißstrom und sinkende leistung durch
sinkende schweißspannung
Lösung mit activArc:sinkende spannung bei kürzer werdendem
lichtbogen wird durch ansteigenden schweißstrom kompensiert.
Anforderung:
niedrige energiedichte und niedriger lichtbogendruck für bessere
schmelzbadkontrolle
Problem:
konstanter schweißstrom und steigende leistung durch steigende
spannung
Lösung mit activArc:
sinkender schweißstrom bei länger werdendem lichtbogen
Einfacher und sicherer WIG-Schweißen
activArc®
WIG wolframelektrode klebt fest bei kurzer berührung
wolframelektrode klebt nicht fest bei kurzer berührung, spitze
bleibt erhalten
Spannung
Spannung
Strom
Strom
ausreichende energiedichte
erhöhter lichtbogendruck durch ansteigenden schweißstrom
sichere flankenerfassung
niedrige energiedichte
niedriger lichtbogendruck
einfluss auf die schmelzbadviskosität
-
forceTig
8
WIG-Schweißprozess mit besonders konzentriertem Lichtbogen für
mehr Einbrand und höhere Schweißgeschwindigkeiten
bestens geeignet für mechanisierte und automatisierte
anwendungen mit und ohne zusatzwerkstoff
hohe brennerleistung 800 a bei 100 % ed
sehr hohe strombelastbarkeit, hohe stromdichte
stabile bauart des brenners für mehr crashsicherheit
geschlossener, hoch effektiver kühlkreislauf
einfacher elektrodenwechsel ohne lehren durch definierte,
kalibrierte geometrie
100 % reproduzierbarer tcp
niedrige beschaffungskosten und energiebedarf
PATENTIERT
forceTig®
forceTig® - DIE kOMbInAtIOn DEr VOrtEILE
geringe anschaffungskosten
geringe betriebskosten
einfaches handling
hohe prozessstabilität
hohe fügegeschwindigkeit
hohe energiedichte
tiefer einbrand
VOrtEILE WIG VOrtEILE LASEr
-
40
30
20
1010
50 100 150 200 250 300 350
0
universell einsetzbar - von dünn bis dick
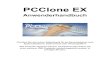
VErGLEICh LIChtbOGEnDruCk WIG / forceTig
®
werkstoff: 1.4301
blechdicke: 2 mm
schweißstrom: 250 a
schweißgeschwindigkeit > 2m/min
ECknAht In POSItIOn PG forceTig®
ECkStOSS
Schweißstrom [A]
Lich
tbog
endr
uck
[10
2 Pa] wig
forcetig®
-
Tetrix Plasma
microplasma
10
Gebündelter Lichtbogen mit hoher Energiedichte.
PLASMALIChtbOGEn: EIGEnSChAftEn
PLASMALIChtbOGEn: VOrtEILE für DIE PrAxIS
eingeschnürter, nahezu zylindrischer lichtbogen
hohe energiedichte
geringe strahldivergenz (t=10.000° bis 20.000°k)
stabil auch bei extrem niedrigen strömen ab 0,1a
(Mikroplasmaschweißen)
höhere schweißgeschwindigkeit gegenüber dem wigschweißen, vor
allem im blechdickenbereich oberhalb 2,5 mm
(plasmastichlochschweißen)
sichere durchschweißung in einer lage bis 8 mm (hochlegierte
stähle) und 10 mm (unlegierte stähle) möglich
schmale wärmeeinflusszonen, weniger anlauffarben
geringer verzug
günstiges verhältnis nahtbreite zu nahttiefe
kontrollierbare einbrandtiefe
PlasmaWIG
sehr richtungsstabil
unempfindlich gegenüber abstandsänderungen zwischen brenner und
werkstück
hohe zündsicherheit durch den pilotlichtbogen
geringe nahtüberhöhung und wurzeldurchhang, somit meist keine
mechanische nachbearbeitung der schweißnaht notwendig
vorteilhaft gegenüber wigschweißen in der vorfertigung
unempfindlich gegenüber kantenversatz der werkstücke
unempfindlicher gegenüber bauteiltoleranzen, die eine
lichtbogenlängenänderung verursachen
keine gefahr von wolframeinschlüssen im schweißgut
kleines schmelzbad
Plasma
-
0.202 mm
Schnell, sicher und für höchste Qualitätsanforderungen
behälter, apparate und rohrleitungsbau
fahrzeug, automobil, schienenfahrzeug und schiffbau
lebensmittel und chemieindustrie
Maschinen und anlagenbau
produktions sowie reparaturarbeiten in der luft und
raumfahrtindustrie
formenbau
klöpperbödenfertigung
tieftemperaturtechnik
produktions sowie reparaturarbeiten in der luft und
raumfahrtindustrie
lebensmittel und chemieindustrie
fahrzeug, automobil, und schiffbau
formenbau
tieftemperaturtechnik
Mess und regeltechnik
Medizintechnik
drucktechnik
elektronik
PLASMA/PLASMAStIChLOCh-SChWEISSEn
kombination plasmastichloch / Mag
MIkrOPLASMA-SChWEISSEn
-
12
Effektive und produktive WIG-Prozesse durch mechanisierte Zugabe
des Schweiß-zusatzwerkstoffes.
WIG-SChWEISSEn
WIG-kALtDrAht-SChWEISSEn
WIG-hEISSDrAht-SChWEISSEn
in hinblick auf die zu verarbeitenden werkstoffe, wanddicken und
schweißpositionen ist das wigschweißen ein universell einsetzbares
schweißverfahren. es ermöglicht, schweißverbindungen in höchster
Qualität zu erzeugen.
Mit dem ziel das wigschweißen auf der einen seite in der
handhabung einfacher und bequemer zu machen und auf der anderen die
schweißgeschwindigkeit zu erhöhen, wurde das wigkaltdrahtschweißen
entwickelt. der zusatzwerkstoff wird dabei von einer
drahtvorschubeinheit zum schweißbad gefördert. die
abschmelzleistungen bleiben allerdings begrenzt.
das wigheißdrahtschweißen ist eine weiterentwicklung des
wigkaltdrahtschweißens. der zusatzwerkstoff wird von einer
separaten stromquelle durch widerstandserwärmung im freien
drahtende zwischen kontaktrohr des heißdrahtbrenners und schmelzbad
aufgeheizt. durch die verbesserte wärmebilanz des verfahrens
ergeben sich viele vorteile gegenüber dem kaltdrahtschweißen.
KaltdrahtHeißdraht
Tetrix AWKaltdraht
Tetrix AWHeißdraht
-
5
6
4
3
2
1
0
WIG-heißdraht 100 % höhere Schweißgeschwindigkeit
bis zu 100 % höhere schweißgeschwindigkeit
bis zu 60 % höhere abschmelzleistung
reduktion der aufmischung bis zu 60 %
höhere abschmelzmenge (3050 %) bei gleicher schweißleistung
einfacheres schweißen in zwangslagen
VOrtEILE WIG-hEISSDrAht-SChWEISSEn
Abschmelzleistung beim WIG-Schweißen im Vergleich
Abs
chm
elzl
eist
ung
[kg/
h]
wig Manuell
wigkaltdraht
wigheißdraht
-
14
WIG-spotArc®-Punktschweißen
und Bleche sind perfekt verbunden
WIG-spotArc®-PunktSChWEISSEn unD bLEChE SInD PErfEkt
VErbunDEn
PErfEktE ObErfLäChEnAuSbILDunG
universell einsetzbar durch die Möglichkeit zwei bleche mit
gleicher und unterschiedlicher stärke zu verbinden
optimal zum heften von werkstücken für manuelle und
automatisierte anwendungen
einfach anwendbar es wird nur auf einer seite geschweißt
flachere punktausbildung gegenüber dem Magpunktschweißen
ausgezeichnete eigenschaften der punktverbindung durch minimalen
wärmeeintrag
sehr geringe thermische spannungen und wenig verzug durch kurze
schweißzeiten
optimal für verbindungen im sichtbereich durch sauberes
nahtbild
ausgezeichnete nahtgüte mit geringem verzug durch die minimale
wärmeeinbringung
ergonomische brennerform für bestes handling und optimale
kraftausübung
wirtschaftliche lösung bestehend aus standardkomponenten:
ewMwigdcschweißgerät, wigpunktschweißbrenner sowie optionaler
punktfernsteller
alternative zum widerstandsschweißen mit wesentlich einfacherem
handling
I-Stoß/überlappstoß
Stumpfnaht kehlnaht Ecknaht rundnaht
t-Stoß Eckstoß rohrstumpfstoß
Dn (Ø mm)25506580
100
für jEDE AnWEnDunG DIE PASSEnDE DüSEnfOrM
spotArc®
-
Punkt für Punkt zur perfekten WIG-Naht
mit minimierten Punkt- und Heftzeiten
Spotmatic – bIS zu 50 % rEDuzIErtE fErtIGunGSkOStEn
SIChEr - SChnELL unD EInfACh In DEr AnWEnDunG
QuALItät unD rEPrODuzIErbArkEIt
durch die fehlende, sonst übliche, tasterbetätigung wird bis zu
50 % der heftzeit gespart
praxisorientierte und innovative lösung
leicht reproduzierbare schweißergebnisse
es ist kein spezialbrenner notwendig, jeder „normale“
wigschweißbrenner reicht völlig aus!
Mehrere hundert heftpunkte können gesetzt werden, ohne die
wolframelektrode anschleifen zu müssen
einfacheres handling – auch vom nichtprofi leicht zu
erlernen
der lichtbogen wird nicht mehr durch den brennertaster, sondern
durch das berühren der elektrodenspitze mit dem werkstück mit
anschließender verzögerung gezündet
das kleben der elektrode wird ausgeschlossen
geichmäßiges erscheinungsbild der heftpunkte
punktergebnisse vergleichbar mit mechanisierten oder
automatisierten anwendungen
keine „nickbewegung“ beim starten und stoppen des
punktprozesses
vermeidung von ungenauen schweißergebnissen
PATENTIERT
Spotmatic
-
16
Vielfältige funktionen, die zeit und kosten sparen
bessere schmelzbadbeherrschung in zwangslagen vor
allem in der position pf
einfache überbrückung von größerem spalt und unter
schiedlich großem spalt
einschnüren des lichtbogens mit steigender frequenz
konzentration der lichbogenenergie auf eine kleinere
fläche
lichtbogenstabilität auch bei sehr hohen schweißge
schwindigkeiten
pulsfrequenz abhängig vom schweißstrom
durch schwingungen im schweißbad ideal zum heften
oder verlaufen lassen
geringere wärmeeinbringung
gezielte steuerung des wärmeeintrags
Minimierter Materialverzug
reduzierung der streckenenergie, optimal für crni
schweißen und wärmeempfindliche werkstoffe
schweißnahtoptik mit sehr gleichmäßiger nahtschup
pung optimal für sichtnähte
Kostenersparnis durch sicheres WIG-Schweißen.
von 0,05 – 15 khz
Pulsen
kHz-Pulsen
Puls-Automatik
beim „wigpulsen“ wird zwischen zwei unterschiedlich hohen
schweißströmen, dem puls und pausen(grund) strom,
hin und hergeschaltet. die zeiten und somit die frequenz und das
tastverhältnis sind am gerät oder über fernsteller
individuell einstellbar. wigpulsen ist beim gleich(dc) und
wechselstrom(ac)schweißen möglich.
um die lichtbogenstabilität und die einbrandeigenschaften
besonders bei niedrigen strömen zu erhöhen, wird der
strom automatisch gepulst.
ideales einsatzgebiet ist das heften und punkten von
werkstücken
Schwierige Schweißanwendungen einfach realisierbar
Ausgezeichnete Schweißnahtqualität
kleinere wärmeeinflusszone
bessere nahtoberfläche
AC Pulsen
StromStrom frequenzfrequenz
-
AC funktionen - optimal fürs Aluminium-Schweißen
sehr gut geeignet zum schweißen in steigender positi
on auch ohne pendeln
kontrollierte wurzelausbildung beim schweißen von
dünnblechen im stumpfstoß
sinus leises lichtbogengeräusch, vibrationsarmes
schmelzbad, ideal zum schweißen mit zusatzwerkstoff,
niedrige elektrodenbelastung
trapez der allrounder
hohe frequenz schmaler, eingeschnürter lichtbogen
mit tieferem einbrand
positiver stromanteil gute reinigung, hohe elektro
denbelastung
höhere schweißgeschwindigkeit bei vollmecha
nisierten und automatisierten anwendungen mit
und ohne zusatzwerkstoff
hervorragendes nahtaussehen, tiefer einbrand
durch die höhere strombelastbarkeit der wolf
ramelektrode
rechteck gute reinigungswirkung, hohe elektro
denbelastung, sicherer nulldurchgang
niedrige frequenz breiter lichtbogen
negativer stromanteil tiefer einbrand, geringe
elektrodenbelastung
AC Spezial
AC Stromformen
AC Frequenz
AC Balance
50 – 200 hz
- 30 % bis + 30 %
die betriebsart „ac spezial“ ist eine wigpulsvariante, bei der
zwischen wechselstrom in der pulsphase und gleich
strom in der grundstromphase umgeschaltet wird. der schweißstrom
und die jeweiligen zeiten sind auch hier für
jede phase individuell einstellbar.
-
18
Geräte und Verfahren von EWM –für jede Anforderung die optimale
Lösung.Mit unseren schweißsystemen geben wir unseren kunden
werkzeuge, mit denen sie ihre individuelle schweißaufgabe
schneller, günstiger und in höchster Qualität lösen.
übersicht innovative WIG / Plasma-Prozesse
Steuerung Smart Classic Comfort Synergic
Tetrix
● ● ● ●
Tetrix Plasma
● ● ●
Tetrix Kalt- / Heißdraht
●
activArc ● ● ● ●
spotArc ● ● ●
Kalt- / Heißdraht ●
forceTig
●
-
Detaillierte Informationen finden Sie in unserem
Produktkatalog!
übersicht innovative WIG / Plasma-funktionen
Steuerung Smart Classic Comfort Synergic
Spotmatic ● ● ● ●
Punkten ● ● ● ●
Pulsen ● ● ●
Puls-Automatik ● ● ●
kHZ-Pulsen ● ●
Zusätzliche Funktionen AC/DC-Schweißgeräte
AC Pulsen ● ● ●
AC Spezial ● ●
AC Balance ● ● ● ●
AC Frequenz ● ● ● ●
AC Stromformen ● ● ●
-
www.ewm-group.com
EWM HIGHTEC WELDING GmbH Dr. Günter-Henle-Straße 8 56271
Mündersbach · DeutschlandTel: +49 2680 181-0 · Fax:
-244www.ewm-group.com · [email protected]
EWM HIGHTEC WELDING (Kunshan) Ltd.10 Yuanshan Road, Kunshan ·
New & High-tech Industry Development ZoneKunshan · Jiangsu ·
215300 · Volksrepublik ChinaTel: +86 512 57867-188 · Fax:
-182www.ewm-group.com/cn · [email protected]
© E
WM
HIG
HTE
C W
ELD
ING
Gm
bH · W
M.0
709.
00 ·
06.2
011
· Änd
erun
gen
vorb
ehal
ten.
EWM HIGHTEC WELDING GmbHLindenstraße 1a 38723 Seesen-Rhüden ·
Tel: +49 5384 90798-0 · Fax: -20www.ewm-group.com/handel ·
[email protected]
EWM HIGHTEC WELDING GmbHSachsstraße 28 50259 Pulheim · Tel: +49
2234 697-047 · Fax: -048www.ewm-group.com/handel ·
[email protected]
EWM HIGHTEC WELDING GmbHIn der Florinskaul 14-16 56218
Mülheim-Kärlich · Tel: +49 261 988898-0 · Fax:
-20www.ewm-group.com/handel · [email protected]
EWM HIGHTEC WELDING GmbHEiserfelder Straße 30057080 Siegen ·
Tel: +49 271 3878103-0 · Fax: -9www.ewm-group.com/handel ·
[email protected]
EWM HIGHTEC WELDING GmbHFichtenweg 14810 Gmunden · Österreich ·
Tel: +43 7612 778 02-0 · Fax: -20www.ewm-group.com/at ·
[email protected]
EWM HIGHTEC WELDING UK Ltd.Unit 2B Coopies Way · Coopies Lane
Industrial EstateMorpeth · Northumberland · NE61 6JN ·
GroßbritannienTel: +44 1670 505875 · Fax:
-514305www.ewm-group.com/uk · [email protected]
EWM HIGHTEC WELDING (Kunshan) Ltd.10 Yuanshan Road, Kunshan ·
New & High-tech Industry Development ZoneKunshan · Jiangsu ·
215300 · Volksrepublik ChinaTel: +86 512 57867-188 · Fax:
-182www.ewm-group.com/cn · [email protected]
EWM HIGHTEC WELDING Sales s.r.o. / Prodejní a poradenské centrum
Tyršova 2106 256 01 Benešov u Prahy · Tschechische RepublikTel:
+420 317 729-517 · Fax: -712www.ewm-group.com/cz ·
[email protected]
EWM HIGHTEC WELDING FZCO / Regional Office Middle EastLOB 21 G
16 · P.O. Box 262851 Jebel Ali Free Zone · Dubai, UAE · Vereinigte
Arabische EmirateTel: +971 48870-322 · Fax:
-323www.ewm-group.com/me · [email protected]
EWM HIGHTEC WELDING AUTOMATION GmbHBoxbachweg 4 08606
Oelsnitz/V. · DeutschlandTel: +49 37421 20-300 · Fax:
-318www.ewm-group.com/automation · [email protected]
EWM HIGHTEC WELDING s.r.o.Tr. 9. kvetna 718 / 31 407 53 Jiříkov
· Tschechische RepublikTel: +420 412 358-551 · Fax:
-504www.ewm-group.com/cz · [email protected]
Produktion, Vertrieb und Service
Vertrieb und Service Deutschland
Vertrieb und Service International
HauptsitzEWM HIGHTEC WELDING GmbHDr. Günter-Henle-Straße 8 56271
Mündersbach · DeutschlandTel: +49 2680 181-0 · Fax:
-244www.ewm-group.com · [email protected]
TechnologiezentrumEWM HIGHTEC WELDING GmbHForststr. 7-13 56271
Mündersbach · DeutschlandTel: +49 2680 181-0 · Fax:
-144www.ewm-group.com · [email protected]
VERKAUF / BERATUNG / SERVICE
EWM HIGHTEC WELDING GmbHVertriebs- und
TechnologiezentrumDraisstraße 2a69469 Weinheim · Tel: +49 6201
84557-0 · Fax: -20www.ewm-group.com/handel ·
[email protected]
EWM Schweißtechnik Handels GmbHRittergasse 189143 Blaubeuren ·
Tel: +49 7344 9191-75 · Fax: -77www.ewm-group.com/handel ·
[email protected]
EWM Schweißtechnik Handels GmbHHeinkelstraße 8 89231 Neu-Ulm ·
Tel: +49 731 7047939-0 · Fax: -15www.ewm-group.com/handel ·
[email protected]
EWM HIGHTEC WELDING AUTOMATION GmbHSteinfeldstrasse 15 90425
Nürnberg · Tel: +49 911 3841-727 · Fax:
-728www.ewm-group.com/[email protected]