Embed Size (px)
Citation preview
Peter Schierbock
PrüfungsvorbereitungZerspanungsmechaniker/-in
Abschlussprüfung Teil 1
2. Auflage
Bestellnummer 04956
Quellenverzeichnis
Den nachfolgend aufgeführten Firmen danken wir für die Zusendung von Informationsmaterial, Fotos und fachlicher Beratung:
Friedrich Müller GmbH, Ransweiler, (S. 46, 70, 96, 124)Hahn + Kolb GmbH, Stuttgart (S. 16)Hoffmann GmbH Qualitätswerkzeuge, München (S. 19, 69, 94)Mitutoyo Deutschland GmbH, Neuss (S. 42, 89, 90, 123)RÖHM GmbH, Sontheim(S. 16, 42, 66)Seco Tools GmbH, Erkrath, (S. 19)Wollschläger GmbH & Co.KG, Bochum (S. 12, 17, 18, 19, 22, 43, 44, 46 65, 67, 68, 69, 70, 87, 90, 93, 94, 95, 115, 118, 120, 121, 123)
www.bildungsverlag1.de
Bildungsverlag EINS GmbHHansestraße 115, 51149 Köln
ISBN 978-3-427-04956-2
© Copyright 2012: Bildungsverlag EINS GmbH, KölnDas Werk und seine Teile sind urheberrechtlich geschützt. Jede Nutzung in anderen als den gesetzlich zugelassenen Fällen bedarf der vorherigen schriftlichen Einwilligung des Verlages.Hinweis zu § 52a UrhG: Weder das Werk noch seine Teile dürfen ohne eine solche Einwilligung eingescannt und in ein Netzwerk eingestellt werden. Dies gilt auch für Intranets von Schulen und sonstigen Bildungseinrichtungen.
Haben Sie Anregungen oder Kritikpunkte zu diesem Produkt?Dann senden Sie eine E-Mail an [email protected] und Verlag freuen sich auf Ihre Rückmeldung.
© Bildungsverlag EINS GmbH 3
Inhaltsverzeichnis
Vorwort, Hinweis für den Benutzer . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4Gewichtung der Abschlussprüfung Teil 1 . . . . . . . . . . . . . . . . . . . . . . . 6Prüfung 1Anschlagschiebewelle mit Führung . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7Gesamtzeichnung, Einzelteilzeichnungen . . . . . . . . . . . . . . . . . . . . . . . 8Teil A: Aufgabenstellungen, gebunden . . . . . . . . . . . . . . . . . . . . . . . . 11 Zusatz-Prüfungsaufgaben, gebunden . . . . . . . . . . . . . . . . . . . 17Teil B: Aufgabenstellungen, ungebunden . . . . . . . . . . . . . . . . . . . . . 23 Zusatz-Prüfungsaufgaben, ungebunden . . . . . . . . . . . . . . . . . 26Teil C: Materialbereitstellungsliste, Beschreibung der Arbeitsaufgabe 27 Planung der Arbeitsaufgabe . . . . . . . . . . . . . . . . . . . . . . . . . . . 29 Prüfprotokoll, Übergabe, Ergebnisse . . . . . . . . . . . . . . . . . . . . 31
Prüfung 2 Langlochgeführte Kegelschiebewelle . . . . . . . . . . . . . . . . . . . . . . . . . . 33Gesamtzeichnung, Einzelteilzeichnungen . . . . . . . . . . . . . . . . . . . . . . . 34Teil A: Aufgabenstellungen, gebunden . . . . . . . . . . . . . . . . . . . . . . . . 37 Zusatz-Prüfungsaufgaben, gebunden . . . . . . . . . . . . . . . . . . . 42Teil B: Aufgabenstellungen, ungebunden . . . . . . . . . . . . . . . . . . . . . 47 Zusatz-Prüfungsaufgaben, ungebunden . . . . . . . . . . . . . . . . . 50Teil C: Materialbereitstellungsliste, Beschreibung der Arbeitsaufgabe 51 Planung der Arbeitsaufgabe . . . . . . . . . . . . . . . . . . . . . . . . . . . 53 Prüfprotokoll, Übergabe, Ergebnisse . . . . . . . . . . . . . . . . . . . . 55
Prüfung 3Verschraubte Welle im Halteblock . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57Gesamtzeichnung, Einzelteilzeichnungen . . . . . . . . . . . . . . . . . . . . . . . 58Teil A: Aufgabenstellungen, gebunden . . . . . . . . . . . . . . . . . . . . . . . . 61 Zusatz-Prüfungsaufgaben, gebunden . . . . . . . . . . . . . . . . . . . 67Teil B: Aufgabenstellungen, ungebunden . . . . . . . . . . . . . . . . . . . . . 72 Zusatz-Prüfungsaufgaben, ungebunden . . . . . . . . . . . . . . . . . 75Teil C: Materialbereitstellungsliste, Beschreibung der Arbeitsaufgabe 77 Planung der Arbeitsaufgabe . . . . . . . . . . . . . . . . . . . . . . . . . . . 79 Prüfprotokoll, Übergabe, Ergebnisse . . . . . . . . . . . . . . . . . . . . 81
Prüfung 4Umschlaggesicherte Welle mit Sechseckführung . . . . . . . . . . . . . . . . . 83Gesamtzeichnung, Einzelteilzeichnungen . . . . . . . . . . . . . . . . . . . . . . . 84Teil A: Aufgabenstellungen, gebunden . . . . . . . . . . . . . . . . . . . . . . . . 87 Zusatz-Prüfungsaufgaben, gebunden . . . . . . . . . . . . . . . . . . . 93Teil B: Aufgabenstellungen, ungebunden . . . . . . . . . . . . . . . . . . . . . 98 Zusatz-Prüfungsaufgaben, ungebunden . . . . . . . . . . . . . . . . . 101Teil C: Materialbereitstellungsliste, Beschreibung der Arbeitsaufgabe 103 Planung der Arbeitsaufgabe . . . . . . . . . . . . . . . . . . . . . . . . . . . 106 Prüfprotokoll, Übergabe, Ergebnisse . . . . . . . . . . . . . . . . . . . . 108
Prüfung 5Befestigte Kegelwelle im Fräsblock . . . . . . . . . . . . . . . . . . . . . . . . . . . . 109Gesamtzeichnung, Einzelteilzeichnungen . . . . . . . . . . . . . . . . . . . . . . . 110Teil A: Aufgabenstellungen, gebunden . . . . . . . . . . . . . . . . . . . . . . . . 115 Zusatz-Prüfungsaufgaben, gebunden . . . . . . . . . . . . . . . . . . . 120Teil B: Aufgabenstellungen, ungebunden . . . . . . . . . . . . . . . . . . . . . 125 Zusatz-Prüfungsaufgaben, ungebunden . . . . . . . . . . . . . . . . . 128Teil C: Materialbereitstellungsliste, Beschreibung der Arbeitsaufgabe 129 Planung der Arbeitsaufgabe . . . . . . . . . . . . . . . . . . . . . . . . . . . 132 Prüfprotokoll, Übergabe, Ergebnisse . . . . . . . . . . . . . . . . . . . . 134
Vorschläge situativer Gesprächsphasen . . . . . . . . . . . . . . . . . . . . . . . . . 136
Anhang Gesamtzeichnungen zu den Prüfungen 1 bis 5, (Format A3) 137
4 © Bildungsverlag EINS GmbH
Nichts ist so sicher wie der ständige technische Wandel in unserer Arbeitswelt. Die Ausbildung erhält neue Strukturen und die Prüfungen verändern sich. Neue Verordnungen kennzeichnen dies.
– Nach 18 Monaten der Ausbildungszeit soll zur Ermittlung des Ausbildungsstands die Abschlussprüfung Teil 1 stattfi nden.
– Sie besteht aus:• Arbeitsaufgabe,• situativen Gesprächsphasen und• schriftlichen Aufgabenstellungen, bestehend aus Teil A und aus Teil B.
Die Prüfung umfasst 8 Stunden bei einer Vorgabezeit von 6,5 Stunden für die Arbeitsaufgabe einschließlich den situativen Gesprächsphasen von maximal 10 Minuten.
Die Vorgabezeit der schriftlichen Aufgabenstellungen für Teil A und Teil B zusammen beträgt 1,5 Stunden.
Die schriftlichen Aufgabenstellungen beinhalten 8 Aufgaben in ungebundener und 23 Aufgaben, davon 3 abwählbar, in gebundener Form. Hier werden auch Aufgaben aus der Technischen Kommunikation und der Mathematik gestellt. Die insgesamt 6 Aufgaben, 3 Aufgaben der Technischen Kommunikation und 3 Auf-gaben zur Mathematik in gebundener Form, sind nicht abwählbar.
Die einzelnen Prüfungsbereiche stehen in einem engen thematischen und zeitlichen Bezug zueinander und sind nur mit den dazugehörenden Konstruktionszeichnungen zu lösen.
Die Leistungen der Zwischenprüfung werden als Teil 1 der Abschlussprüfung mit 40 % bewertet und bilden mit dem Ergebnis der Abschlussprüfung Teil 2 ein Gesamtergebnis.
Um den Prüfl ingen bei der Vorbereitung der Abschlussprüfung Teil 1 eine Hilfe an die Hand zu geben, wurde dieses Buch erstellt. In diesem Prüfungsvorbereitungsbuch sind die Aufgaben so gewählt, wie sie an Umfang und Schwierig-keitsgrad in der Abschlussprüfung auch wirklich gestellt werden.
Lernenden, Lehrern und Ausbildern wird ein neues Werk gereicht, das im Unterricht, in den Ausbildungs-betrieben, in den Lehrwerkstätten und als Hausaufgabe eingesetzt werden kann, um die zukünftigen Zerspanungsmechaniker/-innen auf eine optimale Abschlussprüfung Teil 1 vorbereiten zu können.
Materialbereitstellungsliste:Die Materialbereitstellungslisten sind nicht nur für die Vorbereitungsarbeiten mit ggf. anschließender Durchführung der Arbeitsaufgabe gedacht, sondern sie erschließen den Schülern und angehenden Prüf-lingen gebündelte Zusammenhänge wie: – den erforderlichen Zeitaufwand zur Vorbereitung der Einzelteile nach den Skizzen,– die notwendige Zeitschiene zur Herstellung der komplexen Arbeitsaufgabe einschließlich der Montage-
arbeiten,– das Planen und Organisieren der Arbeitsabläufe, – die Auswahl der geeigneten Fertigungsverfahren, – das Berücksichtigen betriebswirtschaftlicher, sicherheitstechnischer und ökologischer Gesichtpunkte,– die betriebliche und technische Kommunikation, – das Arbeiten im Team,– die Hinführung zu einer bewussten Kundenorientierung.
Die Durchführung der Arbeitsaufgabe lässt sich z. B. im Berufsschulunterricht vorbereiten und in den Aus-bildungsstätten praktisch realisieren.
Vorwort, Hinweise für den Benutzer
© Bildungsverlag EINS GmbH 5
Der Löser:Damit der/die Lernende leicht überprüfen kann, ob die Aufgaben richtig gelöst wurden, ist der Löser als separates Werk verfasst.
Dieser Löser zeigt ausführliche Lösungsschritte und Lösungswege auf.
Der Lernende kann die Aufgaben dadurch selbstständig nachvollziehen. So ist z. B. für die Aufgaben der Technischen Mathematik stets der Lösungsweg mit Formeln, Ziffern, Einheiten und Endergebnissen vorzu-fi nden.
Der Prüfl ing kann seinen Leistungsstand selbst ermitteln. Für jede der einzelnen Prüfungen ist das Punkte-system vorgeschrieben.
Hinweise zur Bewertung der schriftlichen Aufgaben und deren Berechnung fi nden Sie im Löser.Die Gewichtung für die schriftlichen Prüfungsteile A und B sind verbindlich jeweils mit 50 % zu bewerten.
Vorschläge zu situativen Geschprächsphasen sind als Orientierungshilfe beigefügt.
Zusatz-PrüfungsaufgabenUm den Prüfl ingen eine möglichst große Prüfungssicherheit zu verschaffen, sind in diesem Prüfungsvorbe-reitungsbuch an jede einzelne Prüfung Zusatz-Prüfungsaufgaben angehängt.
Diese Aufgaben beziehen sich stets auf dasselbe Prüfungsprojekt mit denselben dazugehörenden Konstruk-tionszeichnungen. Dies gilt für alle Prüfungen in diesem Prüfungsvorbereitungsbuch.Diese zusätzlichen Aufgaben eröffnen den Prüfl ingen die Möglichkeit, ihre Prüfungsvorbereitungen zu erweitern und zu vertiefen. Dadurch wird eine erhöhte Prüfungssicherheit erzielt. Werden die Zusatz-Prüfungsaufgaben für Teil A und Teil B bearbeitet, ist eine zusätzliche Vorgabezeit von 30 Minuten zu be-rücksichtigen.Für den Teil B sind 2 Zusatzaufgaben und für den Teil A sind 17 Zusatzaufgaben vorgesehen. Die schriftlichen Aufgabenstellungen beinhalten dann 10 Aufgaben in ungebundener und 40 Aufgaben, davon 5 abwählbar, in gebundener Form. Hier werden auch Aufgaben aus der Technischen Kommunikation und der Mathema-tik gestellt. Die insgesamt 6 Aufgaben zur Technischen Kommunikation und zur Mathematik in gebundener Form sind nicht abwählbar.
Hinweise zur Bewertung und Berechnung der Ergebnisse der schriftlichen Aufgabenstellungen der Zusatz-Prüfungsaufgaben fi nden Sie im Löser dieses Prüfungsvorbereitungsbuchs.
Durchführung der Arbeitsaufgabe:Falls Sie die Durchführung der Arbeitsaufgabe leisten, hat sich der Prüfl ing innerhalb der Vorgabezeit von 6,5 Stunden in die Prüfungsunterlagen einzuarbeiten und folgende gegliederte Arbeitsphasen durchzufüh-ren: Gewichtung 1. Planung 10 %2. Durchführung 75 %3. Kontrolle mit Prüfprotokoll und Übergabe 10 %4. Situative Gesprächsphasen 5 %
Für jede einzelne Prüfung in dem vorliegenden Prüfungsvorbereitungsbuch gibt es ein Prüfprotokoll mit einem Gesamtbewertungsschlüssel für die Arbeitsphasen 1 bis 4. Sie erkennen somit, welche Anforderungen gestellt werden. Außerdem können Sie jede Bewertung der Arbeitsaufgabe selbst schlüssig nachvollziehen.
6 © Bildungsverlag EINS GmbH
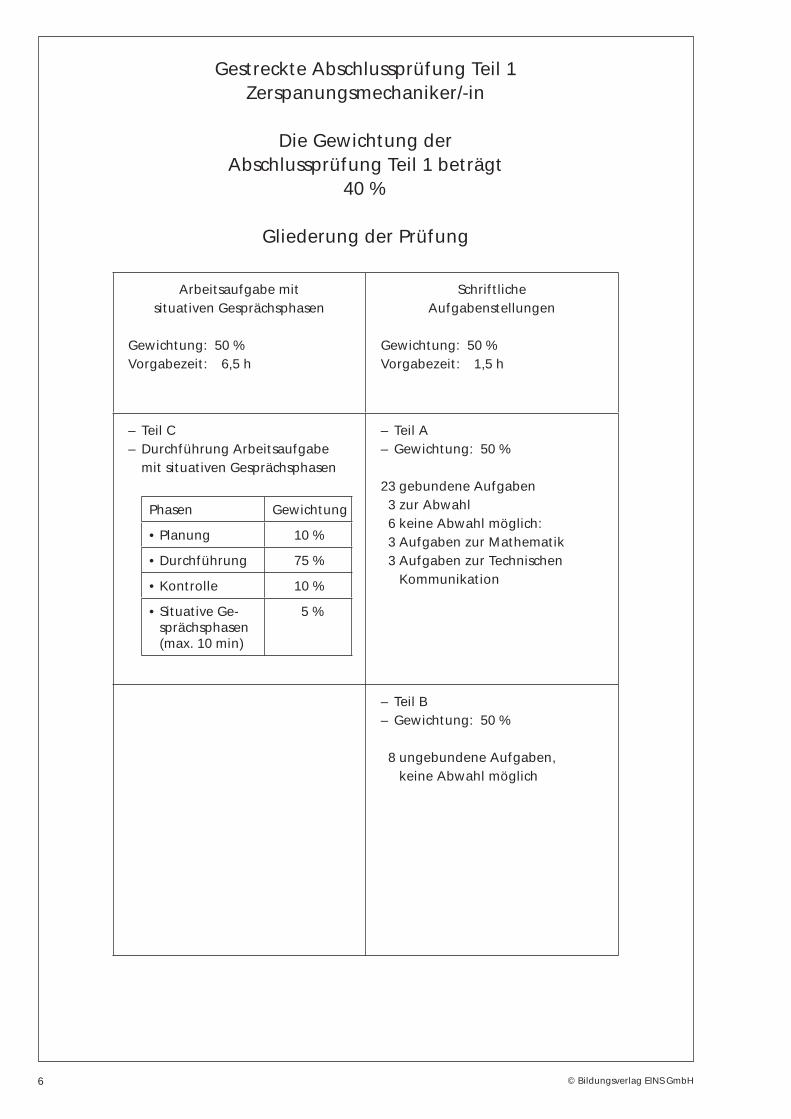
Gestreckte Abschlussprüfung Teil 1Zerspanungsmechaniker/-in
Die Gewichtung der Abschlussprüfung Teil 1 beträgt
40 %
Gliederung der Prüfung
Arbeitsaufgabe mit situativen Gesprächsphasen
Gewichtung: 50 %Vorgabezeit: 6,5 h
Schriftliche Aufgabenstellungen
Gewichtung: 50 %Vorgabezeit: 1,5 h
– Teil C– Durchführung Arbeitsaufgabe
mit situativen Gesprächsphasen
Phasen Gewichtung
• Planung 10 %
• Durchführung 75 %
• Kontrolle 10 %
• Situative Ge-sprächsphasen (max. 10 min)
5 %
– Teil A– Gewichtung: 50 %
23 gebundene Aufgaben 3 zur Abwahl 6 keine Abwahl möglich: 3 Aufgaben zur Mathematik 3 Aufgaben zur Technischen
Kommunikation
– Teil B– Gewichtung: 50 %
8 ungebundene Aufgaben, keine Abwahl möglich
© Bildungsverlag EINS GmbH 7
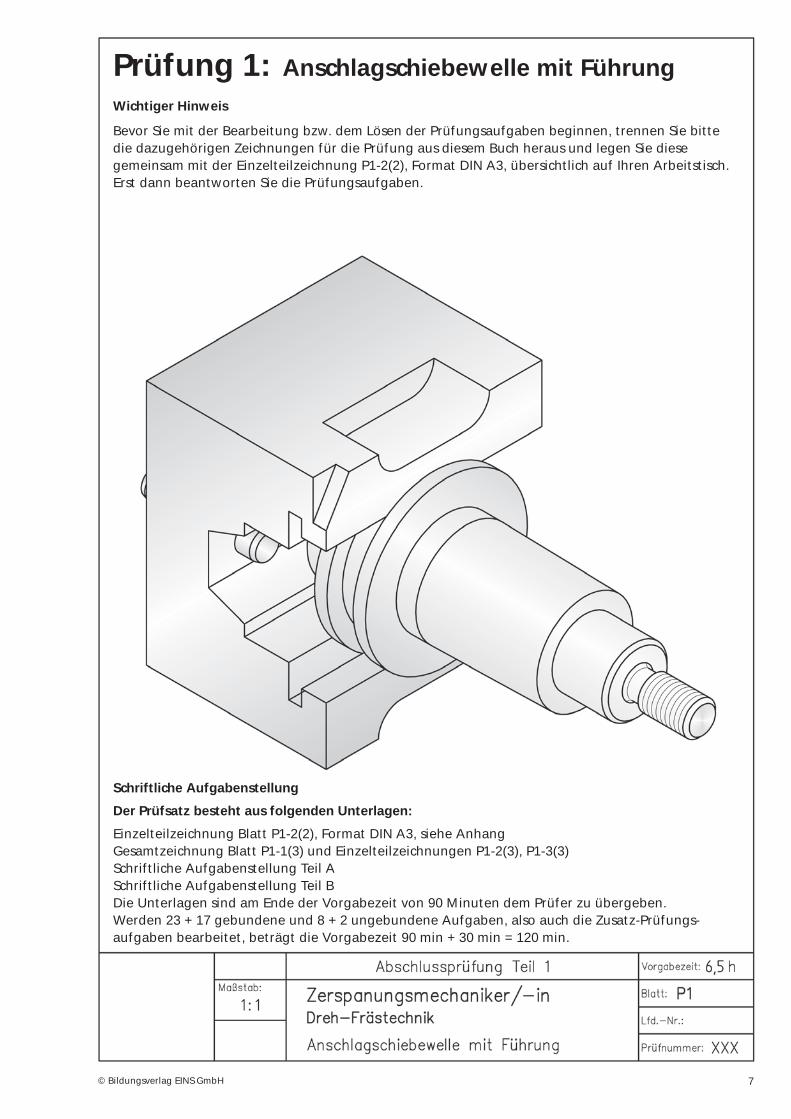
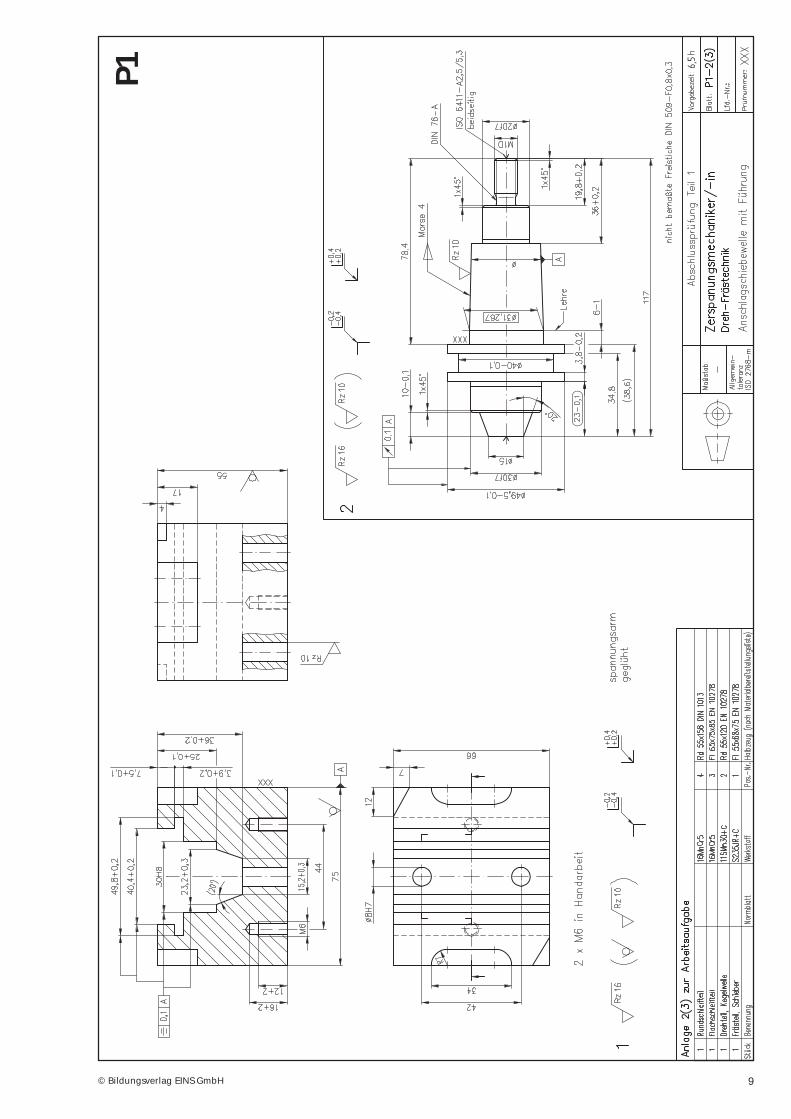
Prüfung 1: Anschlagschiebewelle mit FührungWichtiger Hinweis
Bevor Sie mit der Bearbeitung bzw. dem Lösen der Prüfungsaufgaben beginnen, trennen Sie bitte die dazugehörigen Zeichnungen für die Prüfung aus diesem Buch heraus und legen Sie diese gemeinsam mit der Einzelteilzeichnung P1-2(2), Format DIN A3, übersichtlich auf Ihren Arbeitstisch. Erst dann beantworten Sie die Prüfungsaufgaben.
Schriftliche Aufgabenstellung
Der Prüfsatz besteht aus folgenden Unterlagen:
Einzelteilzeichnung Blatt P1-2(2), Format DIN A3, siehe Anhang Gesamtzeichnung Blatt P1-1(3) und Einzelteilzeichnungen P1-2(3), P1-3(3)Schriftliche Aufgabenstellung Teil ASchriftliche Aufgabenstellung Teil BDie Unterlagen sind am Ende der Vorgabezeit von 90 Minuten dem Prüfer zu übergeben.Werden 23 + 17 gebundene und 8 + 2 ungebundene Aufgaben, also auch die Zusatz-Prüfungs-aufgaben bearbeitet, beträgt die Vorgabezeit 90 min + 30 min = 120 min.
© Bildungsverlag EINS GmbH 9
6,5
P1
© Bildungsverlag EINS GmbH 17
Prüfung 1 Teil A Zerspanungsmechaniker/-in Dreh-Frästechnik
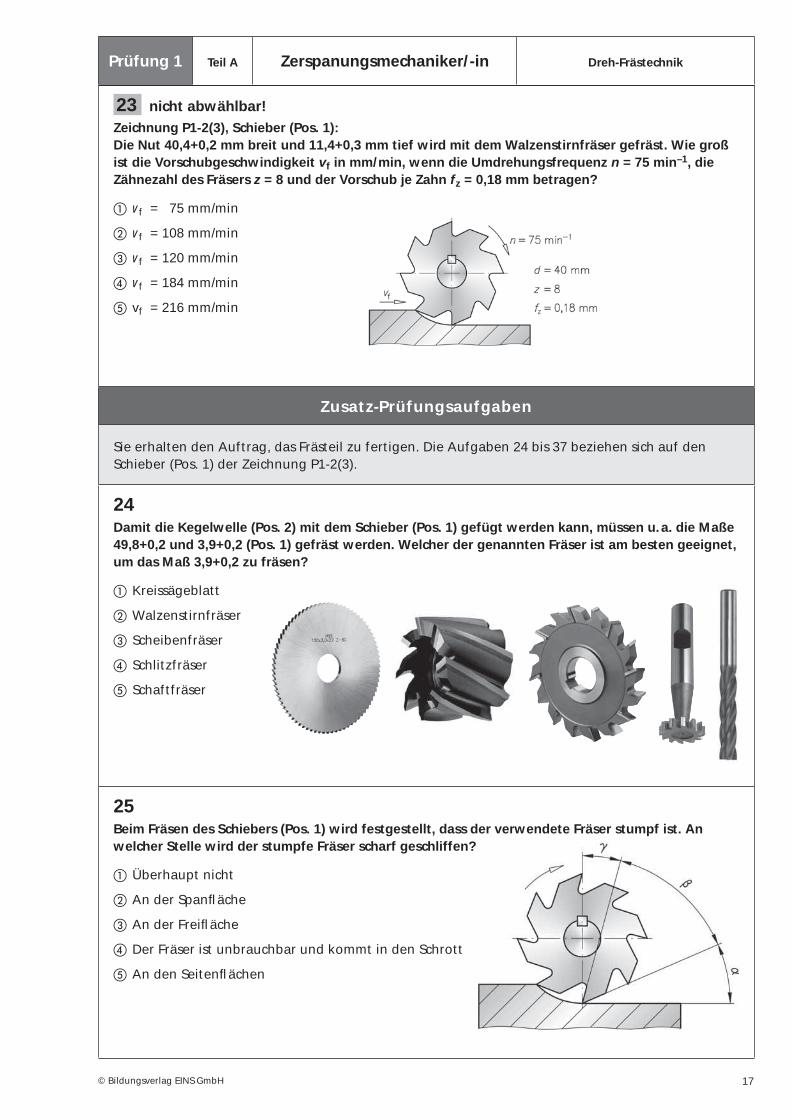
23 nicht abwählbar! Zeichnung P1-2(3), Schieber (Pos. 1): Die Nut 40,4+0,2 mm breit und 11,4+0,3 mm tief wird mit dem Walzenstirnfräser gefräst. Wie groß ist die Vorschubgeschwindigkeit vf in mm/min, wenn die Umdrehungsfrequenz n = 75 min–1, die Zähnezahl des Fräsers z = 8 und der Vorschub je Zahn fz = 0,18 mm betragen?
� vf = 75 mm/min
� vf = 108 mm/min
� vf = 120 mm/min
� vf = 184 mm/min
� vf = 216 mm/min
Zusatz-Prüfungsaufgaben
Sie erhalten den Auftrag, das Frästeil zu fertigen. Die Aufgaben 24 bis 37 beziehen sich auf den Schieber (Pos. 1) der Zeichnung P1-2(3).
24Damit die Kegelwelle (Pos. 2) mit dem Schieber (Pos. 1) gefügt werden kann, müssen u. a. die Maße 49,8+0,2 und 3,9+0,2 (Pos. 1) gefräst werden. Welcher der genannten Fräser ist am besten geeignet, um das Maß 3,9+0,2 zu fräsen?
� Kreissägeblatt
� Walzenstirnfräser
� Scheibenfräser
� Schlitzfräser
� Schaftfräser
25Beim Fräsen des Schiebers (Pos. 1) wird festgestellt, dass der verwendete Fräser stumpf ist. An welcher Stelle wird der stumpfe Fräser scharf geschliffen?
� Überhaupt nicht
� An der Spanfl äche
� An der Freifl äche
� Der Fräser ist unbrauchbar und kommt in den Schrott
� An den Seitenfl ächen
23
Prüfung 1 Teil B Zerspanungsmechaniker/-in Dreh-Frästechnik
© Bildungsverlag EINS GmbH
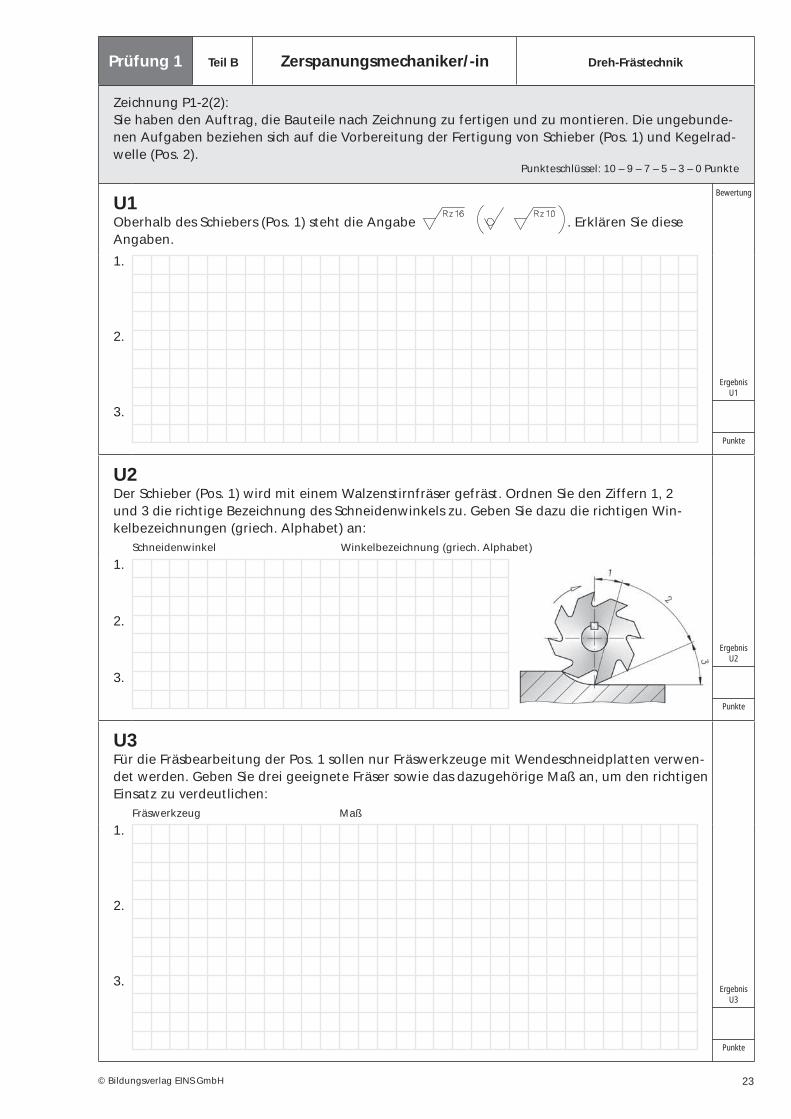
Zeichnung P1-2(2):Sie haben den Auftrag, die Bauteile nach Zeichnung zu fertigen und zu montieren. Die ungebunde-nen Aufgaben beziehen sich auf die Vorbereitung der Fertigung von Schieber (Pos. 1) und Kegelrad-welle (Pos. 2).
Punkteschlüssel: 10 – 9 – 7 – 5 – 3 – 0 Punkte
U1Oberhalb des Schiebers (Pos. 1) steht die Angabe . Erklären Sie diese Angaben.
Bewertung
Ergebnis U1
Punkte
1.
2.
3.
U2Der Schieber (Pos. 1) wird mit einem Walzenstirnfräser gefräst. Ordnen Sie den Ziffern 1, 2 und 3 die richtige Bezeichnung des Schneidenwinkels zu. Geben Sie dazu die richtigen Win-kelbezeichnungen (griech. Alphabet) an: Schneidenwinkel Winkelbezeichnung (griech. Alphabet)
Ergebnis U2
Punkte
1.
2.
3.
U3Für die Fräsbearbeitung der Pos. 1 sollen nur Fräswerkzeuge mit Wendeschneidplatten verwen-det werden. Geben Sie drei geeignete Fräser sowie das dazugehörige Maß an, um den richtigen Einsatz zu verdeutlichen: Fräswerkzeug Maß
Ergebnis U3
Punkte
1.
2.
3.
27© Bildungsverlag EINS GmbH
Abschlussprüfung Teil 1 – Arbeitsaufgabe
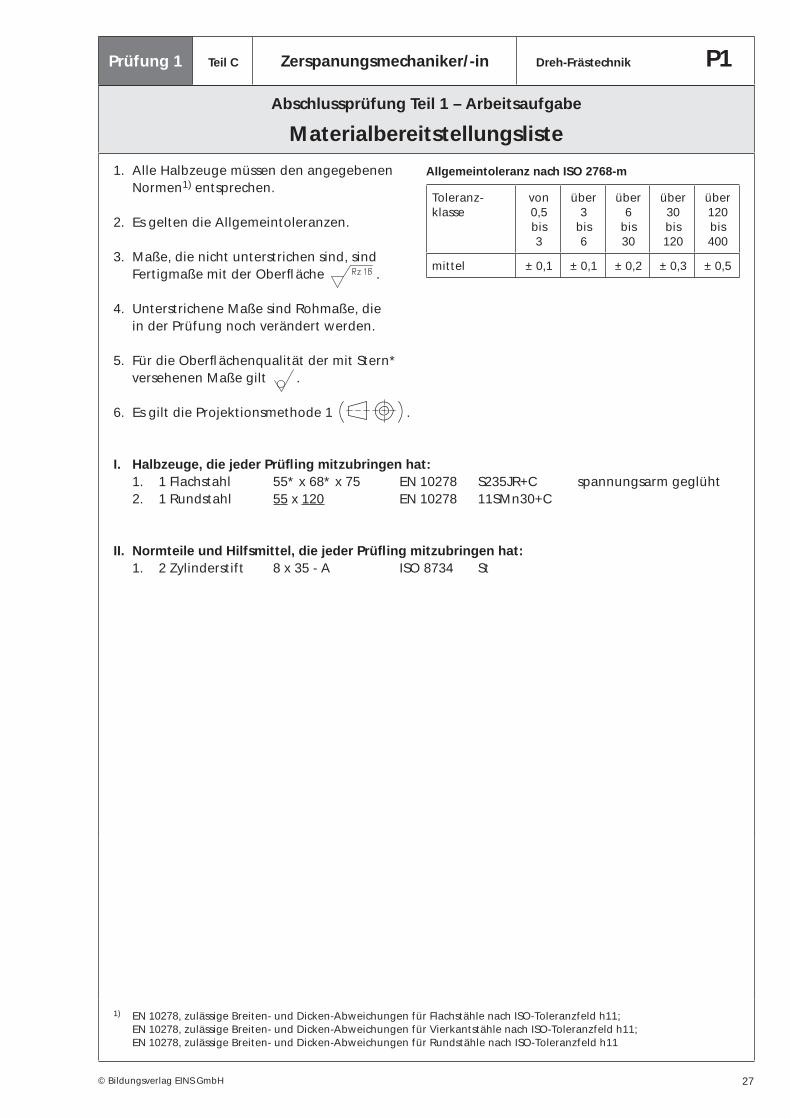
Materialbereitstellungsliste
1. Alle Halbzeuge müssen den angegebenen Normen1) entsprechen.
2. Es gelten die Allgemeintoleranzen.
3. Maße, die nicht unterstrichen sind, sind Fertigmaße mit der Oberfl äche .
4. Unterstrichene Maße sind Rohmaße, die in der Prüfung noch verändert werden.
5. Für die Oberfl ächenqualität der mit Stern* versehenen Maße gilt .
6. Es gilt die Projektionsmethode 1 .
I. Halbzeuge, die jeder Prüfl ing mitzubringen hat: 1. 1 Flachstahl 55* x 68* x 75 EN 10278 S235JR+C spannungsarm geglüht 2. 1 Rundstahl 55 x 120 EN 10278 11SMn30+C
II. Normteile und Hilfsmittel, die jeder Prüfl ing mitzubringen hat: 1. 2 Zylinderstift 8 x 35 - A ISO 8734 St
1) EN 10278, zulässige Breiten- und Dicken-Abweichungen für Flachstähle nach ISO-Toleranzfeld h11; EN 10278, zulässige Breiten- und Dicken-Abweichungen für Vierkantstähle nach ISO-Toleranzfeld h11; EN 10278, zulässige Breiten- und Dicken-Abweichungen für Rundstähle nach ISO-Toleranzfeld h11
Prüfung 1 Teil C Zerspanungsmechaniker/-in Dreh-Frästechnik P1
Allgemeintoleranz nach ISO 2768-m
Toleranz-klasse
von0,5bis3
über3
bis6
über6
bis30
über30bis120
über120bis400
mittel ± 0,1 ± 0,1 ± 0,2 ± 0,3 ± 0,5
29© Bildungsverlag EINS GmbH
Aufgabe 1Zeichnung P1-2(2):Pos. 1 oder Pos. 2 Kreuzen Sie an, welches Werkstück Sie planen werden. Frästeil (Pos. 1) oder Drehteil (Pos. 2)
Kreuzen Sie an, wie Sie das Werkstück fertigen werden. CNC oder konventionell
Geben Sie zur Herstellung der Pos. 1 oder Pos. 2 die erforderlichen Arbeitsgänge in Fertigungsfolge sowie die erforderlichen Werkzeuge, Spannzeuge, Prüfmittel und die technologischen Daten wie Vorschub und Schnittgeschwindigkeit an. (Vorschub f und Schnittgeschwindigkeit vc sind für jedes Werkzeug nur einmal anzugeben.) Die Lösungen sind stichwortartig bzw. nur in kurzen Sätzen zu beschreiben. Entscheiden Sie sich für die CNC-Fertigung, ist auf S. 28, Nr. 5. Arbeitsaufgabe zu beachten.
Punkteschlüssel: 10 – 9 – 7 – 5 – 3 – 0 Punkte
Lösung:
Nr. Arbeitsgänge Werkzeuge, Spannzeuge, Prüfmittel, technologische Daten
1
2
3
4
5
6
7
8
9
Bewertung
Prüfung 1 Teil CPlanung, ArbeitsaufgabeRichtzeit: 30 min
Zerspanungsmechaniker/-inDreh-Frästechnik
57© Bildungsverlag EINS GmbH
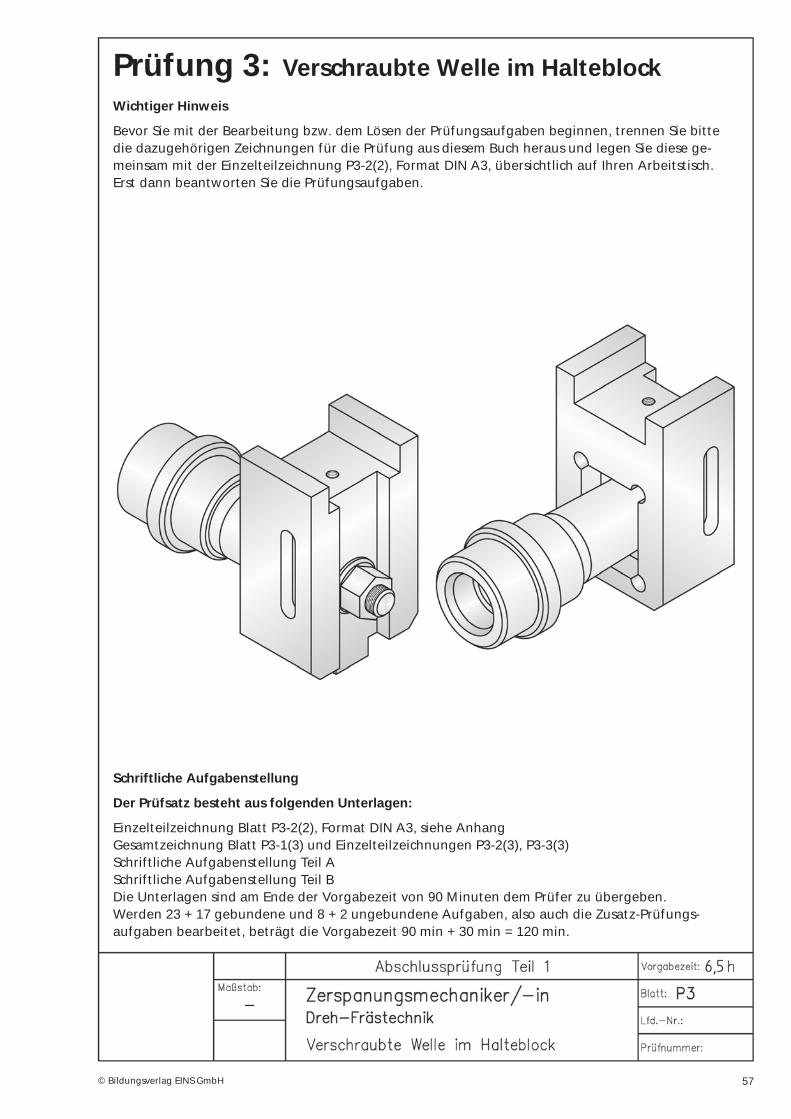
Prüfung 3: Verschraubte Welle im HalteblockWichtiger Hinweis
Bevor Sie mit der Bearbeitung bzw. dem Lösen der Prüfungsaufgaben beginnen, trennen Sie bitte die dazugehörigen Zeichnungen für die Prüfung aus diesem Buch heraus und legen Sie diese ge-meinsam mit der Einzelteilzeichnung P3-2(2), Format DIN A3, übersichtlich auf Ihren Arbeitstisch. Erst dann beantworten Sie die Prüfungsaufgaben.
Schriftliche Aufgabenstellung
Der Prüfsatz besteht aus folgenden Unterlagen:
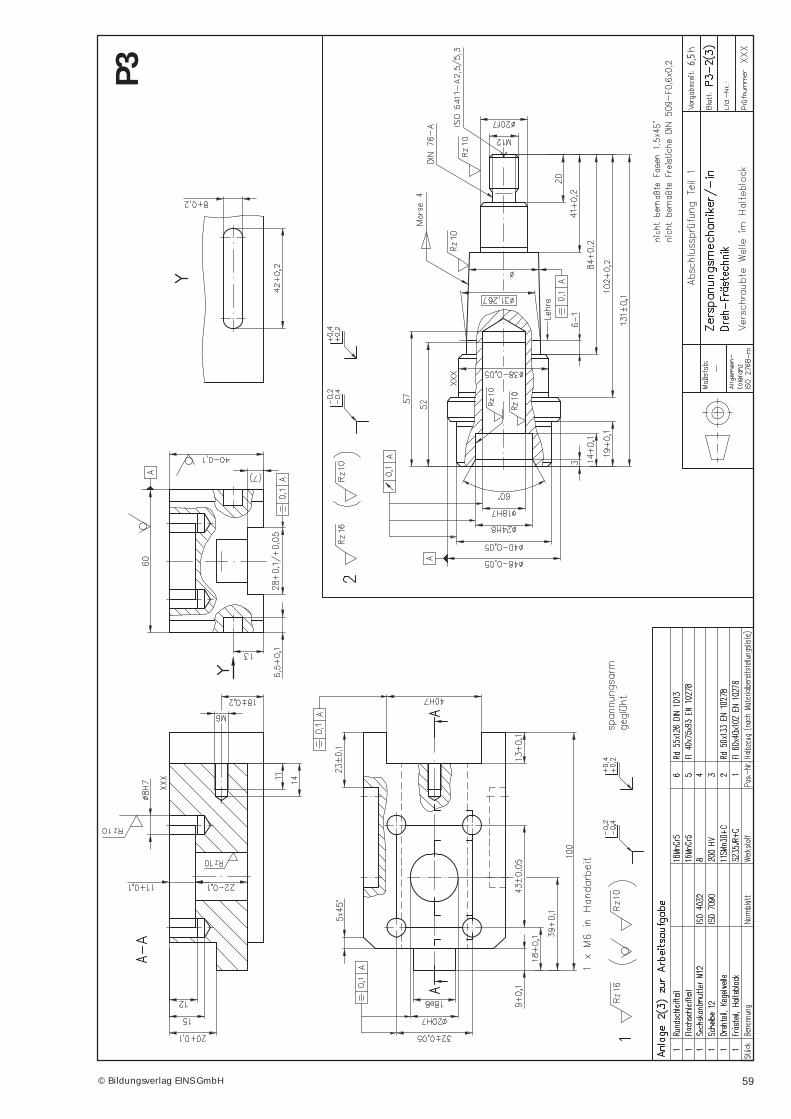
Einzelteilzeichnung Blatt P3-2(2), Format DIN A3, siehe Anhang Gesamtzeichnung Blatt P3-1(3) und Einzelteilzeichnungen P3-2(3), P3-3(3)Schriftliche Aufgabenstellung Teil ASchriftliche Aufgabenstellung Teil BDie Unterlagen sind am Ende der Vorgabezeit von 90 Minuten dem Prüfer zu übergeben.Werden 23 + 17 gebundene und 8 + 2 ungebundene Aufgaben, also auch die Zusatz-Prüfungs-aufgaben bearbeitet, beträgt die Vorgabezeit 90 min + 30 min = 120 min.
59© Bildungsverlag EINS GmbH
6,5
P3
65
Prüfung 3 Teil A Zerspanungsmechaniker/-in Dreh-Frästechnik
© Bildungsverlag EINS GmbH
17 Für das Aufbohren der Passbohrung Ø 18H7 verwenden Sie einen HS-Spiralbohrer mit der Bezeich-nung HS 2-9-1-8. In welcher Zeile steht die richtige Analyse für die Zusammensetzung?
� 2 % Co, 9 % V, 1 % Mo, 8 % W
� 2 % V, 9 % Mo, 1 % W, 8 % Co
� 2 % Mo, 9 % W, 1 % Co, 8 % V
� 2 % W, 9 % Mo, 1 % V, 8 % Co
� 1 % W, 2 % Mo, 8 % V, 9 % Co
Zeichnung P3-2(3):Die Aufgaben 18 bis 23 beziehen sich auf die Gebiete Bohren, Reiben und Spanntechnik im Zusam-menhang mit der Kegelwelle (Pos. 2) sowie einer Form- und Lagetolerierung bei Pos. 1.
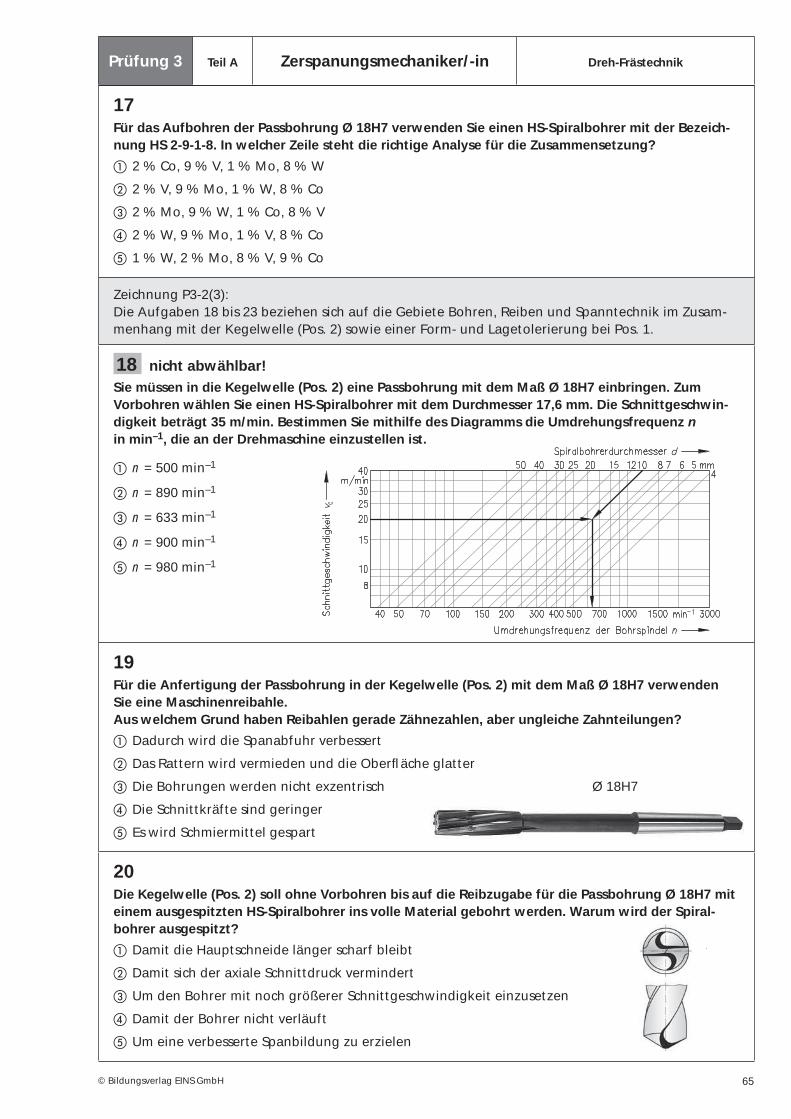
18 nicht abwählbar!Sie müssen in die Kegelwelle (Pos. 2) eine Passbohrung mit dem Maß Ø 18H7 einbringen. Zum Vorbohren wählen Sie einen HS-Spiralbohrer mit dem Durchmesser 17,6 mm. Die Schnittgeschwin-digkeit beträgt 35 m/min. Bestimmen Sie mithilfe des Diagramms die Umdrehungsfrequenz n in min–1, die an der Drehmaschine einzustellen ist.
� n = 500 min–1
� n = 890 min–1
� n = 633 min–1
� n = 900 min–1
� n = 980 min–1
19 Für die Anfertigung der Passbohrung in der Kegelwelle (Pos. 2) mit dem Maß Ø 18H7 verwenden Sie eine Maschinenreibahle. Aus welchem Grund haben Reibahlen gerade Zähnezahlen, aber ungleiche Zahnteilungen?
� Dadurch wird die Spanabfuhr verbessert
� Das Rattern wird vermieden und die Oberfl äche glatter
� Die Bohrungen werden nicht exzentrisch Ø 18H7
� Die Schnittkräfte sind geringer
� Es wird Schmiermittel gespart
20 Die Kegelwelle (Pos. 2) soll ohne Vorbohren bis auf die Reibzugabe für die Passbohrung Ø 18H7 mit einem ausgespitzten HS-Spiralbohrer ins volle Material gebohrt werden. Warum wird der Spiral-bohrer ausgespitzt?
� Damit die Hauptschneide länger scharf bleibt
� Damit sich der axiale Schnittdruck vermindert
� Um den Bohrer mit noch größerer Schnittgeschwindigkeit einzusetzen
� Damit der Bohrer nicht verläuft
� Um eine verbesserte Spanbildung zu erzielen
Peter Schierbock
PrüfungsvorbereitungZerspanungsmechaniker/-in
Abschlussprüfung Teil 1
Lösungen
2. Auflage
Bestellnummer 04956
Prüfung 1 Teil A Zerspanungsmechaniker/-in Dreh-Frästechnik
6 © Bildungsverlag EINS GmbH
Abschlussprüfung Teil 1 – Schriftliche Aufgabenstellung
ohne Zusatz-Prüfungsaufgaben
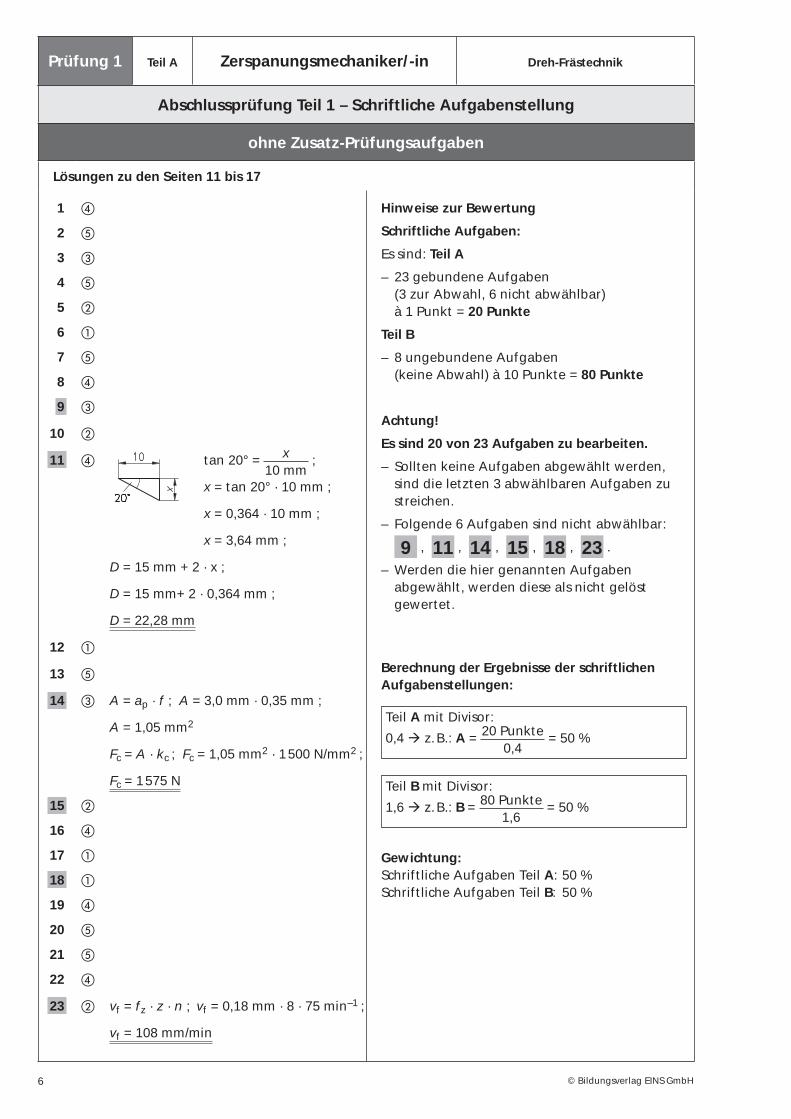
Lösungen zu den Seiten 11 bis 17
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
tan 20° = x10 mm
;
x = tan 20° · 10 mm ;
x = 0,364 · 10 mm ;
x = 3,64 mm ;
D = 15 mm + 2 · x ;
D = 15 mm+ 2 · 0,364 mm ;
D = 22,28 mm
A = ap · f ; A = 3,0 mm · 0,35 mm ;
A = 1,05 mm2
Fc = A · kc ; Fc = 1,05 mm2 · 1 500 N/mm2 ;
Fc = 1 575 N
vf = fz · z · n ; vf = 0,18 mm · 8 · 75 min–1 ;
vf = 108 mm/min
Hinweise zur Bewertung
Schriftliche Aufgaben:
Es sind: Teil A
– 23 gebundene Aufgaben(3 zur Abwahl, 6 nicht abwählbar)à 1 Punkt = 20 Punkte
Teil B
– 8 ungebundene Aufgaben(keine Abwahl) à 10 Punkte = 80 Punkte
Achtung!
Es sind 20 von 23 Aufgaben zu bearbeiten.
– Sollten keine Aufgaben abgewählt werden, sind die letzten 3 abwählbaren Aufgaben zu streichen.
– Folgende 6 Aufgaben sind nicht abwählbar:
9 , 11 , 14 , 15 , 18 , 23 .
– Werden die hier genannten Aufgaben abgewählt, werden diese als nicht gelöst gewertet.
Berechnung der Ergebnisse der schriftlichen Aufgabenstellungen:
Teil A mit Divisor:
0,4 ‡ z. B.: A = 20 Punkte0,4
= 50 %
Teil B mit Divisor:
1,6 ‡ z. B.: B = 80 Punkte1,6
= 50 %
Gewichtung:Schriftliche Aufgaben Teil A: 50 %Schriftliche Aufgaben Teil B: 50 %

16 © Bildungsverlag EINS GmbH
Prüfung 2 Teil B Zerspanungsmechaniker/-in Dreh-Frästechnik
Abschlussprüfung Teil 1 – Schriftliche Aufgabenstellungohne Zusatz-Prüfungsaufgaben
Lösungen zu den Seiten 47 bis 49
U1 – Von der Oberfl ächenbeschaffenheit – Schruppen bzw. Schlichten, also von den Arbeitsschritten – Von dem Werkstoff des Drehteils – Von dem Werkstoff des Drehmeißels – Von der festgelegten Standzeit des Schneidwerkzeugs – Von den Kühlschmierverhältnissen – Von der Leistung der Drehmaschine
U2 – Vorschub f in mm – Spanwinkel γ in Grad – Einstellwinkel χ in Grad – Eckenradius R in mm – Schnittgeschwindigkeit vc in m/min – Kühlschmierstoff (KSS)
U3Rth = f 2
8 · r ; r = f 2
8 · Rth ; r = 0,322 mm2
8 · 0,016 mm ; r = 0,8 mm
U41. Lösungsweg: L = 79 mm – 36 mm – 6 mm ; L = 37 mm ; tan α
2 = x
L ; x = tan α
2 · L ; x = tan 1,488° · 37 mm
x = 0,02598 · 37 mm ; x = 0,961 mm ; 2x = 1,922 mm ; d = D – 2x ; d = 31,267 mm – 1,922 mm
d = 29,345 mm
2. Lösungsweg über die Verjüngung C: C = 1 : 19,254 ; d = D – C · L ; d = 31,267 mm – 1
19,254 · 37 mm ;
d = 31,267 mm – 1,922 mm ; d = 29,345 mm
U5Indem die Arbeitsgänge für die Schlichtbearbeitung der Welle (Pos. 2) ohne umzuspannen durch-geführt werden.