Embed Size (px)
Citation preview
PTS-FORSCHUNGSBERICHT IGF 17635AUFSCHÄUMEN VON HOHLRAUMSTRUKTUREN FÜR STRICHSCHICHTEN ZUR REDUZIERUNG DES SPEZIFISCHEN GEWICHTES (SCHAUMSTRICH)
www.ptspaper.de
» VERPACKUNG UNDKONFORMITÄT
» DRUCK UND FUNKTIONALE OBERFLÄCHEN
» MATERIALPRÜFUNGUND ANALYTIK
» FASERN UNDCOMPOSITE
» PAPIER-WIRTSCHAFT 4.0
T. Stocker, J. Eisenblätter:
Aufschäumen von Hohlraumstrukturen für Strichschichten zur Reduzierung des spezifischen Ge-wichtes (Schaumstrich) PTS-Forschungsbericht 36/14
August 2015, zweite geringfügig überarbeitete Auflage März 2015
Papiertechnische Stiftung (PTS) Heßstraße 134 D - 80797 München
www.ptspaper.de
Download-Information:
Diese Studie steht auf der Homepage der PTS zum Download bereit: www.ptspaper.de/forschungsdatenbank
Ansprechpartner:
Dipl.-Ing. Thomas Stocker Tel. (089) 12146-498 [email protected]
Dr. Jördis Eisenbläter Tel. (0721) 4640-866 [email protected]
Papiertechnische Stiftung PTS Papiertechnisches Institut PTI Heßstraße 134 80797 München
Fraunhofer Institut für chemische Technologien Joseph-von-Fraunhofer-Str.7 76327 Pfinztal
Das Forschungsvorhaben IGF 17635 BG der AiF-Forschungs-vereinigung PTS wurde über die AiF im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert. Dafür sei an dieser Stelle herzlich gedankt.
Unser Dank gilt außerdem den beteiligten Firmen für die Probenbe-reitstellung und für die freundliche Unterstützung bei der Projekt-durchführung.
1(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Aufschäumen von Hohlraumstrukturen für Strichschichten zur Reduzierung des spezifischen Gewichtes
T. Stocker, J. Eisenblätter Inhalt
1 Zusammenfassung 3
2 Abstract 5
3 Wissenschaftlich- technische und wirtschaftliche Problemstellung 7
3.1 Stand der Forschung 8 3.1.1 Streichen, Streichfarben und Auftragsaggregate ............................................................. 8 3.1.2 Schaumsysteme ................................................................................................................. 9 3.1.3 Chemische Schaumerzeugung ....................................................................................... 13
4 Forschungsziel 16
5 Gesamtvorgehen 16
6 Material und Methoden inkl. Projektbegleitung 18
6.1 Polyurethananalytik 18
6.2 Papieranalytik 19 6.2.1 Messverfahren Flüssigkeiten und Dispersionen ............................................................. 19 6.2.2 Messverfahren Carbonat-Schaumschicht ....................................................................... 20
6.3 Messverfahren Gasentwicklung 20
6.4 Identifikation von Hohlräumen – Modifizierter Rupftest 21
6.5 Technikumscoater – PUR-Strich 22
6.6 Technikumscoater - Carbonatstrich 22
7 Auswahl der Pigmente, Polyvinylalkohole und Säuren sowie PUR-Schäume und Protein-Typen 23
7.1 Vorgehen 23
7.2 Auswahl der Komponenten 24
8 Mischungsverhältnisse 29
8.1 Carbonat-Säure Reaktionen 29
8.2 Polyurethan Reaktionen 32

T.Stocker, J. Eisenblätter: Schaumstrich 2(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
9 Rezyklierbarkeit / ökologische Bewertung 34
10 Formulierung, Applikation und Bewertung der Schaumsysteme 38
10.1 Formulierung der Carbonatstreichfarbe 38
10.2 Untersuchungen des Aufschäumverhaltens von PUR-Schichten auf ungeleimtes Papier bei Auftragsdicken im µm-Bereich 43
11 Auswahl geeigneter Auftragssysteme 44
11.1 Nass- in-Nass Streichen der Carbonat-Streichfarbe 44
11.2 Curtain Coating und Sprühauftrag 47
11.3 Curtain Coating: Zweischicht Streichen 48
11.4 Auftragung von dünnen PUR-Schichten 50
12 Optimale Prozessbedingungen 51
12.1 Optimierung der Auftragsprozesses der Carbonat Streichfarben 51
12.2 Optimierung des PUR-Auftragsprozesses 54
13 Technikumsversuche 56
13.1 Auftrag von Carbonat basierte Streichfarben im kleintechnischen Maßstab 57 13.1.1 Auftragsaggregate und Vorgehen .............................................................................. 57 13.1.2 Ergebnisse der Technikumsversuche ....................................................................... 57
13.2 Auftragung von Polyurethan basierenden Beschichtungen im kleintechnischen Maßstab 60
14 Bewertung anwendungsspezifischer Eigenschaften wie Bedruckbarkeit und Weiterverarbeitbarkeit 61
14.1 Bedruckbarkeit 61
14.2 Verarbeitbarkeit 62
14.3 Mechanische Eigenschaften 64
14.4 Alterungsbeständigkeit 65
14.5 Glanz und Farbe 67
15 Wirtschaftlichkeitsbetrachtung 68
Glossar 71
Anhang 72
Literarturverzeichnis 88
T.Stocker, J. Eisenblätter: Schaumstrich 3(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
1 Zusammenfassung
Thema Aufschäumen von Hohlraumstrukturen für Strichschichten zur Reduzierung des spezifischen Gewichtes.
Ziel des Projektes
Das Ziel des Forschungsprojektes war die Entwicklung von Strategien zur in-situ Herstellung von definierten Hohlraumstrukturen in Streichfarben um ein geringeres spezifisches Gewicht zu erhalten:
• Reduzierung der spezifischen Masse, • Opazitätssteigerung und • Erzeugung von Grenzflächen
Ergebnisse In dem Forschungsvorhaben wurden verschiedene Strategien zur chemischen Erzeugung von Schaumstrukturen erfolgreich analysiert. Dabei war die in situ Erzeugung von Gas durch CaCO3 – Säure Reaktionen, durch Treibmittel und durch reaktive PUR-Systeme Gegenstand der Untersuchungen.
Mit reaktiven PUR-Systemen sind sowohl Blasenstriche (Poren in einer Poly-mermatrix) als auch klassische Schaumschichten (Poren verbunden durch schmale Polymerstege) möglich. Es sind dabei Blasenstriche mit einer Höhe von ~300 µm (Gewichtsreduktion ≤30%) und geschäumte Strichschichten mit einer Dicke von mindestens 1000 µm (Gewichtsreduktion ≥300 %) realisierbar. Eine Strichschichtdicke unterhalb dieser Werte ist aus physikalischen Gründen und der sich minimal ausbildenden Blasengröße von ~150 µm bei der verwendeten Formulierung nicht realisierbar. Es konnten Muster mit annehmbarer Bedruck-barkeit und Weiterverarbeitbarkeit hergestellt werden, daneben wiesen die beschichteten Muster eine sehr hohe Abdeckung auf.
Zudem war es möglich zum ersten Mal PUR-Striche im µm-Bereich durch einen am Fraunhofer ICT selbstkonzipierten Coater im kleintechnischen Maßstab auf Papierbahnen kontinuierlich aufzubringen. Hierzu wurde eine Beschichtungsan-lage dahingehend modifiziert, dass sie in der Lage war in einem kontinuierlichen Prozess auf das Papiersubstrat die frische PUR-Lösung aufzubringen, darauf eine schützende Kunststofffolie abzulegen und die noch flüssige PUR-Schicht zu egalisieren. Die entstehende PUR-Schichtdicke und die gebildeten Blasengrößen sind dabei reproduzierbar.
Auch Hohlraumstrukturen bei Carbonat basierten Strichen konnten erfolgreich erzeugt werden. Von den verschiedenen Reaktionswegen zur CO2-Erzeugung erwiesen sich die heterogene Carbonat/Säure Reaktion und die Zugabe von chemischen Treibmitteln als besonders geeignet. Dabei kann je nach Reakti-onsweg eine Verringerung des spezifischen Gewichts zwischen 15 % (Carbo-nat/-Säure-Reaktion) und 39 % (Treibmittel) erreicht werden. Zur Stabilisierung der erzeugten Gasblasen wurden Stabilisatoren eingesetzt, unter anderem Tenside und Proteine. Von vorgeschäumten Streichfarben musste abgesehen werden, da diese mit heute üblichen Auftragsaggregaten aufgrund der stark scherenden Wirkung zerstört werden. Mit Rezepturen verlangsamter Schaumbil-dung ist die Auftragung dagegen auch im kleintechnischen Maßstab gut möglich. Es konnten dünne Schichtdicken von ca. 30 µm erreicht werden. Die Bedruck-barkeit stellte sich als gut dar, die Weiterverarbeitbarkeit ebenso. Nicht zuletzt
T.Stocker, J. Eisenblätter: Schaumstrich 4(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
war eine sehr gute Abdeckung der Papiersubstrate gegeben.
Schluss-folgerung
Geschäumte Strichschichten können in verschiedenen Industriezweigen zur Entwicklung kostengünstiger oder höherwertiger Produkte führen. Optisch sichtbare PUR-Schichten können z.B. als Gestaltungselement für Tapeten verwendet werden. Einen weiteren Mehrwert würde die Verwendung der PUR-Schichten als Thermoisolationsmaterial bieten.
Carbonat basierte, geschäumte Strichschichten bieten den Vorteil der Ge-wichtseinsparung bei gleichbleibenden oder besseren mechanischen und optischen Eigenschaften der beschichteten Substrate. So kann bspw. bei Verpa-ckungspapieren eine gute Abdeckung erreicht werden, bei gleichzeitigem verringerten Materialeinsatz, was insgesamt zu einer Kostensenkung führt.
Nutzen und wirtschaftliche Bedeutung des Forschungsthemas für kleine und mittlere Unternehmen (kmU)
Für Chemiezulieferer und Additivhersteller, die sich v.a. aus kmU zusammenset-zen ist die Bereitstellung maßgeschneiderter Chemikalienrezepturen von Bedeu-tung, da hiermit die Effizienz der Schaumerzeugung, ebenso wie dessen Stabili-tät gezielt und kostengünstig gesteigert werden kann. Dadurch entstehen zusätzliche Absatzmöglichkeiten von chemischen Hilfsmitteln, wie Säuren, Stabilisatoren, Treibmitteln oder PUR-Komponenten.
Weiterhin ist die Möglichkeit bedruckbare und voluminöse Papiere auf den Markt zu bringen für die kmU geprägten Druckereien von Bedeutung, da durch die Anwendung dieser Technologie Printmedien attraktiver gestaltet und so neue Märkte erobert bzw. zurückgewonnen werden können. Zusätzlich bietet sich durch die Beschichtung z.B. mit Polyurethanen die Möglichkeit neue z.B. hapti-sche Gestaltungselemente einzusetzen. Hiermit könnten hochqualitative und individuell angepasste Produkte angeboten und somit Alleinstellungsmerkmale im Wettbewerb erworben werden. Ebenso bringen bedruckbare, voluminöse Papiere weniger Materialkosten und Transportkosten mit sich. Außerdem können Muster mit höherer mechanischer Festigkeit bei weniger Materialeinsatz durch geschäumte Schichten von den Druckern angeboten werden.
Zur Zulieferindustrie der Druckindustrie zählen neben den Druckmaschinenher-stellern eine ganze Reihe von kmU, die Druckfarben, Lack sowie Hilfs- und Reinigungsmittel an Druckereien liefern. Der Umsatz dieser Firmen ist direkt mit der Auftragslage und dem Bestand der Druckereien verbunden.
Ein wachsender Bedarf an neuen und innovativen Verpackungsmaterialien mit zusätzlichen, teilweise aktiven, Verpackungskomponenten trägt zusätzlich dazu bei neue Absatzmöglichkeiten zu erschließen. Im Umfeld der Papierindustrie hat sich ein breiter Mittelstand angesiedelt, der als Zulieferer oder Kunde von der Effizienz und dem Fortbestehen der Papierindustrie in Deutschland abhängig ist. Der Transfer der Ergebnisse des Forschungsprojekts wird dazu beitragen, die Wettbewerbsfähigkeit der genannten kmU direkt zu stärken und einigen von ihnen einen neuen Markt in der Papierindustrie zu erschließen.
Auch die kmU geprägte Branche der Maschinenbauer profitiert von der Entwick-lung der individuell angepassten Auftragsaggregate für geschäumte Striche. Den Unternehmen bietet sich die Möglichkeit neue Märkte in der Papierindustrie und papiernahen Industrie zu erschließen. Des Weiteren profitieren die Unternehmen von den Wartungsaufträgen für die neu entwickelten Auftragsaggregate.
T.Stocker, J. Eisenblätter: Schaumstrich 5(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
2 Abstract
Subject Frothing of cavity structures in coating layers in order to reduce specific weight.
Project objective The objective of the project was to develop strategies for the in situ production of defined cavity structures in coating colours in order to achieve lower specific weight:
• Reduction in specific weight, • Enhancement of opacity und • Creation of boundary layers
Results In this research project, different strategies for producing foam structures by chemical means were analysed successfully. In doing so, the subject of the studies was the in situ generation of gas by CaCO3/acid reactions, by propellants and by reactive polyurethane (PUR) systems.
Reactive PUR systems make both bubble coatings (pores in a polymer matrix) and ordinary foam coatings (pores connected by narrow polymer strands) possible. Here bubble coatings ~300 microns thick (weight reduction ≤30%) and frothed coating layers at least 1000 microns thick (weight reduction ≥300%) are feasible. A coating thickness below these values is not practicable for physical reasons, nor is the resulting minimum bubble size of ~150 µm with the formula-tion used. It was possible to make samples with acceptable printability and processability. In addition, the coated samples exhibited excellent coverage.
Moreover it was possible for the first time ever to continuously apply PUR coat-ings onto a paper web in the micron domain by using a self-designed, small pilot-plant scale coater. For this purpose, the coating unit was modified such that it was possible to apply the fresh PUR solution onto the paper substrate in a continuous process, to place a protective plastic film on top and to level the still liquid PUR layer. The resulting PUR layer size and the formed bubble sizes are reproducible.
It was also successfully demonstrated that cavity structures can be created in carbonate-based coatings. Of the different reaction pathways for generating CO2, the heterogeneous carbonate/acid reaction and the addition of chemical propel-lants proved to be particularly suitable.
This makes it possible to achieve a reduction in specific weight ranging between 15% (carbonate/acid reaction) and 39% (propellants) depending on the reaction pathway.
To stabilise the generated gas bubbles stabilizers were used, among others surfactants and proteins. It was necessary to abstain from pre-foamed coating colours, because they are destroyed by common application units due to the high shearing forces. Application in a small pilot-plant scale is possible using formula-tions with decelerated foam formation. Thin layer thicknesses of about 30 mi-crons could be achieved. Printability was good, processability too. At last, very good coverage was possible.
Conclusion Foamed coating layers can lead to the development of cost-effective or high-

T.Stocker, J. Eisenblätter: Schaumstrich 6(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
order products in different sectors of industry. Optically visible PUR layers can be used for example as a design element for wallpapers. Another additional value would be to use the PUR layers as thermal insulation.
Foamed carbonate-based coating layers offer the advantage of saving weight while maintaining or improving the mechanical and visual properties of the coated substrates. Good coverage on packaging paper can be attained in this way, with a simultaneous reduced use of material, which leads to an overall cost reduction.
Benefits and economic viability of the research topic for small and medium-sized enterprises (SME)
For chemical suppliers and additive manufacturers, which belong above all to SMEs, the provision of customized chemical formulations is highly important because this allows both the efficiency of foam generation and its stability to be improved in a specific and cost efficient manner. This leads to additional sales opportunities for chemical additives, such as acids, stabilizers, propellants or PUR components.
Furthermore, the possibility of placing printable and voluminous papers on the market is of importance for the SME dominated printing plants, since the applica-tion of this technology could render the print media more attractive, thus opening up new markets or reclaiming those lost. In addition, the application of such coatings, e.g. made of polyurethane, would make it possible to use innovative haptic design elements, for example. This would allow high-quality and individu-ally customized products to be offered, thus giving rise to unique selling proposi-tions in competitive markets. In addition, printable, voluminous papers go hand-in-hand with lower material and transport costs. Moreover, printers could also offer samples with high mechanical strength and lower material costs by using foamed coating layers.
Besides printing press manufacturers, a wide range of SMEs that provide printing inks, varnish and also additives and detergents supply printing plants as well. The turnover of these companies is linked directly to the order situation and the existence of the printing plants.
A growing demand for new and innovative packaging materials including addi-tional, partly active, packaging components also contributes to new sales oppor-tunities. A broad SME sector has established itself in and around the paper industry. As suppliers or customers, they are dependent on the efficiency and the persistence of the paper industry in Germany. Transferring the research project results will contribute to directly strengthening the competitiveness of the SMEs mentioned and to opening a new market in the paper industry for some of them.
The mechanical engineering sector, also characterized by SMEs, profits from the development of individually customized coating units for foamed coatings. Companies are thus able to open new markets in the paper and paper-related industries. Furthermore, these companies will profit from the maintenance contracts for the newly developed coating units.
T.Stocker, J. Eisenblätter: Schaumstrich 7(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
3 Wissenschaftlich- technische und wirtschaftliche Problemstellung
Wirtschaftliche Bedeutung gestrichener graphischer Papiere
Die deutsche Papierindustrie hat im Jahr 2014 22,5 Millionen Tonnen Papier, Pappe und Karton erzeugt [1]. Der Schwerpunkt lag dabei auf Verpackungspa-pieren. Ca. 40% des in Deutschland produzierten Papiers entfällt auf solche Produkte. Dieser Wert liegt deutlich höher als der weltweite Durchschnitt von ca. 31%. Fast die Hälfte des graphischen Papiers ist mittlerweile gestrichen [2]. Ansatzpunkte zur weiteren Verringerung der Herstellungskosten ergeben sich vor allem aus einer Analyse der Kostenstruktur bei der Papierherstellung. Bei der Produktion von Papier, sind das im Wesentlichen die Rohstoffkosten [3].
Qualität als entscheidender Faktor
Gestrichene Papiere dienen als Basis zur Herstellung einer Vielzahl an graphi-schen Produkten, wie z.B. Bücher, Kataloge, Broschüren, Zeitungen und Zeit-schriften. Der Druckqualität kommt eine große Bedeutung zu, die von Kunden der Druckindustrie heute sehr genau kontrolliert wird. Den hohen Anforderungen an Weißgrad und Opazität grafischer Papiere steht der Trend zur Verringerung des Flächengewichtes zur Transportkostenreduzierung bedruckter Informations-träger gegenüber. Die Qualitätsanforderungen der klassischen Druckverfahren des Offset- oder Tiefdrucks sowie der an Bedeutung zunehmenden non-impact-Verfahren des Inkjet- oder Laserdrucks können nur durch gestrichene Papiere erreicht werden. Gleichzeitig müssen die mechanischen Eigenschaften wie die Steifigkeit von Papieren, aber auch die für den Verarbeitungsprozess wichtige Weiterreißarbeit erhalten oder sogar noch verbessert werden [3].
Die Sicherstellung einer hohen Druckqualität bei guten Verarbeitungseigenschaf-ten ist langfristig für die deutsche Druckindustrie und für die Papierindustrie der einzige Weg, um sich gegenüber der weltweiten Konkurrenz zu behaupten.
Möglichkeit der Kosten-reduzierung
Die entsprechende Entwicklung eines voluminösen Striches für Papier ist eine entscheidende Maßnahme zur Reduzierung der Rohstoffkosten. Dabei ergeben sich zwei Möglichkeiten der Entwicklungsrichtung.
A) Die Entwicklung eines voluminösen Striches bei gleicher Auftragsmenge, wie bei einem herkömmlichen Strich, aber deutlich höherer Strichdicke durch enthaltene Hohlraumstrukturen in Form von Blasen
oder alternativ
B) die Entwicklung eines voluminösen Striches mit gleicher Strichdicke, aber hierdurch verringerter Auftragsmenge, ebenfalls resultierend durch Hohlraumstrukturen.
Bevorzugt hierbei ist die Variante B) da nur diese zu einer Gewichtsreduzierung bei Eigenschaftserhaltung des Strichs führt und damit zur Kostensenkung der Strichschichten beitragen kann.
T.Stocker, J. Eisenblätter: Schaumstrich 8(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
3.1 Stand der Forschung
Allgemein Im Rahmen von an der PTS durchgeführten Forschungsprojekten wurde haupt-sächlich an einer Volumensteigerung des Rohpapiers geforscht. Dabei lag das Hauptaugenmerk auf der gezielten Einstellung des Volumens und der Steifigkeit des Papiers durch Einsatz einer optimalen Faserstoff-Additiv-Rezeptur zur qualitätsgerechten und kostengünstigen Erzeugung von Papier und Karton.
Des Weiteren wurde bereits eine Vielzahl von Untersuchungen durchgeführt, die sich mit der physikalischen Erzeugung von Holraumstrukturen befassen [4]. Diese Untersuchungen führen zwar zur Erzeugung von durchaus stabilen und homogenen Schäumen. Sie sind aber auf Blasengrößen zwischen 50µm-100µm begrenzt. Zudem sind diese Schichten schlecht bedruckbar und lassen sich nur schwer weiterverarbeiten. Die Volumensteigerung lag hier bei ca. 20%.
3.1.1 Streichen, Streichfarben und Auftragsaggregate
Zusammen-setzung von Streichfarben
Streichfarben sind heute in der Regel Suspensionen aus Pigmenten, meist Calciumcarbonat oder Kaolin und Bindemitteln (Polymerdispersionen wie z.B. Styrol-Butadien-Latices oder Acrylat-Latices) sowie ausgewählten Additiven zur Einstellung des rheologischen Verhaltens bzw. zur Verbesserung der Produkt-qualität. Je nach Zusammensetzung kann der Feststoffgehalt zwischen 50% und 70% betragen. Diese Streichrohstoffe sind neben den Faserstoffen und Hilfsmit-teln zur Rohpapierherstellung der zweite wesentliche Ansatzpunkt zur Erhöhung der Wirtschaftlichkeit bei der Herstellung von gestrichenen Papieren. Je nach dem Druckverfahren unterscheiden sich die Streichfarben wesentlich in den eingesetzten Pigmenten sowie in der Bindemittelart und –menge.
Binde- und Cobindemittel
Synthetische Binde- und Cobindemittel übernehmen die Aufgaben für die Verarbeitbarkeit der Streichfarben (Laufverhalten, Wasserretention und Viskosi-tät) und für die Qualität des gestrichenen Substrats (Bindekraft, Farbabsorption der Druckfarbe und Akzeptor für optischen Aufheller).
Hauptaufgabe des Binders ist die Entwicklung der Bindekraft, um die Pigmente untereinander und den Strich mit dem Substrat zu verankern. Neben den Cobindemitteln kommen in Streichfarben noch weitere Additive zum Einsatz wie z. B. Farbstoffe, Fließ- und Satinagehilfsmittel, Härter und Vernetzer. Diese Additive dienen hauptsächlich der Verbesserung rheologischer Eigen-schaften und damit zur Verbesserung der Runnability.
Streichverfahren Die Streichfarbe wird meist im Überschuss durch Walzen oder Düsen auf das Rohpapier aufgetragen und in einem weiteren Arbeitsgang egalisiert. Zur Egali-sierung werden hauptsächlich Rollrakel und Blade verwendet. Bei vielen gestri-chenen Papieren kommen darüber hinaus Filmstreichaggregate zum Einsatz. Eine weitere Alternative, besonders geeignet für mehrfach gestrichene Papiere, besteht im Curtain-Coating-Verfahren. Dieses Verfahren wird bislang hauptsäch-lich für Spezialpapiere eingesetzt. Das Prinzip beruht darauf, dass ein Flüssig-

T.Stocker, J. Eisenblätter: Schaumstrich 9(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
keitsfilm als Vorhang, durch Auspressen einer Flüssigkeit über eine Schlitzdüse erzeugt wird, der sich anschließend nach freiem Fall gleichmäßig auf ein sich bewegendes Substrat legt.
3.1.2 Schaumsysteme
Definition Schäume sind disperse Systeme aus Gas und Flüssigkeit bzw. Gas und Fest-stoff, wobei der Volumenanteil der Gasphase überwiegt. Wird der reinen Flüs-sigkeit eine grenzflächenaktive Substanz (z.B. Tenside, Proteine, mineralische Nanopartikel) zugegeben, dann reichert sich diese an den Phasengrenzen an, da bspw. Tenside einen amphiphilen Molekülaufbau besitzen. Der hydrophile Molekülteil taucht in die polare Flüssigkeitsphase und der hydrophobe Teil in die Gasphase. Steigt in der Tensidlösung eine Gasblase auf, umgibt sie sich zu-nächst mit einer ersten Adsorptionsschicht aus Tensidmolekülen und beim Durchstoßen der Flüssigkeitsoberfläche mit einer zweiten Schicht. Dadurch entstehen stabile Blasen, die bald die gesamte Phasengrenze bedecken und schließlich einen Kugelschaum bilden [5].
Entstehung Schaum stellt eine Dispersion von Gas in einer Flüssigkeit dar. Voraussetzung zur Schaumbildung ist eine herabgesetzt Oberflächenspannung der Flüssigkeit und Gas in der Flüssigkeit, welches in Form kleiner Bläschen in der Flüssigkeit verteilt ist. Die Blasenentstehung kann mechanisch aber auch durch Gasbil-dungsreaktionen (z.B. CO2) in der Flüssigkeit ausgelöst werden.
Bei Vorhandensein von ausreichend gelöstem Gas (CO2) in der Flüssigkeit (überkritische Konzentration) tritt Blasenbildung durch homogene bzw. hetero-gene Keimbildung und Keimaktivierung auf.
Diese Mechanismen unterscheiden sich nach der Energie, die für die Entstehung eines stabilen Keims notwendig ist und entsprechend ist die Entstehungswahr-scheinlichkeit für eine Blase unterschiedlich [6].
Ein wichtiger Parameter beim Blasenwachstum ist der Druck. Der Durchmesser einer Mikroblase ist direkt proportional zum äußeren Druck. Nimmt man einen Blaseninnendruck, der dem Systemdruck entspricht an, sind Mikroblasen über unbegrenzte Zeit in der Flüssigkeit stabil. Wird der Druck nun abgesenkt, wächst die Blase an und Oberflächenspannung steigt gelichzeitig durch die neu gebilde-te Oberfläche an. In der Flüssigkeit ist die Gas Konzentration (z.B. CO2) aber noch im Gleichgewicht. Hieraus resultiert ein ins Flüssigkeitsinnere gerichteter Konzentrationsgradient des Gases, der die Mikroblase bei unterschreiten eines kritischen Blasendurchmessers wieder zum Schrumpfen bringt. Ein solcher Blasenkeim ist inaktiv. Überschreitet die Mikroblase diesen kritischen Durchmes-ser, wächst die Mikroblase weiter zur makroskopisch sichtbaren Blase an. Ein solcher Blasenkeim wird als aktiv bezeichnet [7].
In diesem Zusammenhang sei die Koaleszenz, also das Zusammenfließen von Blasen, erwähnt. Koaleszenz ist ein sehr stark von Grenzflächenphänomenen geprägter Vorgang. Nach der gängigen Modellvorstellung wird der Vorgang in drei Teilschritte untergliedert. Zunächst nähern sich zwei Blasen und es kommt
T.Stocker, J. Eisenblätter: Schaumstrich 10(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
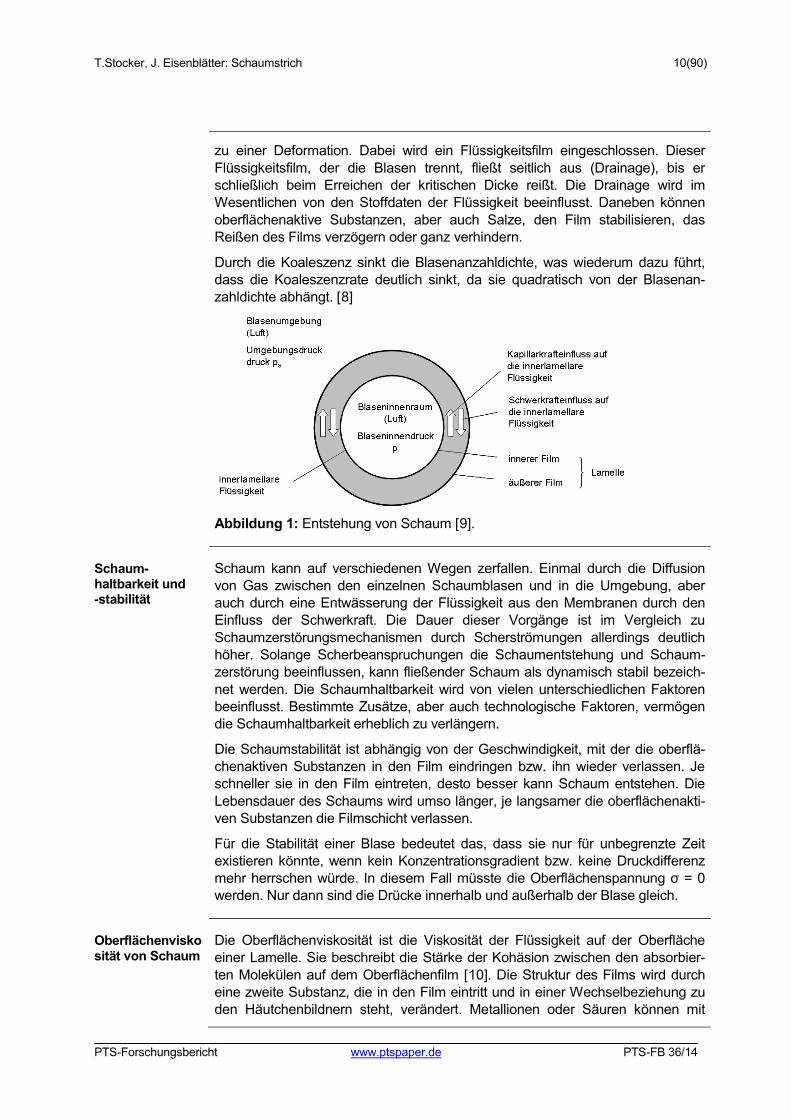
zu einer Deformation. Dabei wird ein Flüssigkeitsfilm eingeschlossen. Dieser Flüssigkeitsfilm, der die Blasen trennt, fließt seitlich aus (Drainage), bis er schließlich beim Erreichen der kritischen Dicke reißt. Die Drainage wird im Wesentlichen von den Stoffdaten der Flüssigkeit beeinflusst. Daneben können oberflächenaktive Substanzen, aber auch Salze, den Film stabilisieren, das Reißen des Films verzögern oder ganz verhindern.
Durch die Koaleszenz sinkt die Blasenanzahldichte, was wiederum dazu führt, dass die Koaleszenzrate deutlich sinkt, da sie quadratisch von der Blasenan-zahldichte abhängt. [8]
Abbildung 1: Entstehung von Schaum [9].
Schaum-haltbarkeit und -stabilität
Schaum kann auf verschiedenen Wegen zerfallen. Einmal durch die Diffusion von Gas zwischen den einzelnen Schaumblasen und in die Umgebung, aber auch durch eine Entwässerung der Flüssigkeit aus den Membranen durch den Einfluss der Schwerkraft. Die Dauer dieser Vorgänge ist im Vergleich zu Schaumzerstörungsmechanismen durch Scherströmungen allerdings deutlich höher. Solange Scherbeanspruchungen die Schaumentstehung und Schaum-zerstörung beeinflussen, kann fließender Schaum als dynamisch stabil bezeich-net werden. Die Schaumhaltbarkeit wird von vielen unterschiedlichen Faktoren beeinflusst. Bestimmte Zusätze, aber auch technologische Faktoren, vermögen die Schaumhaltbarkeit erheblich zu verlängern.
Die Schaumstabilität ist abhängig von der Geschwindigkeit, mit der die oberflä-chenaktiven Substanzen in den Film eindringen bzw. ihn wieder verlassen. Je schneller sie in den Film eintreten, desto besser kann Schaum entstehen. Die Lebensdauer des Schaums wird umso länger, je langsamer die oberflächenakti-ven Substanzen die Filmschicht verlassen.
Für die Stabilität einer Blase bedeutet das, dass sie nur für unbegrenzte Zeit existieren könnte, wenn kein Konzentrationsgradient bzw. keine Druckdifferenz mehr herrschen würde. In diesem Fall müsste die Oberflächenspannung σ = 0 werden. Nur dann sind die Drücke innerhalb und außerhalb der Blase gleich.
Oberflächenviskosität von Schaum
Die Oberflächenviskosität ist die Viskosität der Flüssigkeit auf der Oberfläche einer Lamelle. Sie beschreibt die Stärke der Kohäsion zwischen den absorbier-ten Molekülen auf dem Oberflächenfilm [10]. Die Struktur des Films wird durch eine zweite Substanz, die in den Film eintritt und in einer Wechselbeziehung zu den Häutchenbildnern steht, verändert. Metallionen oder Säuren können mit
T.Stocker, J. Eisenblätter: Schaumstrich 11(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Proteinen Verbindungen eingehen und die Struktur des Oberflächenfilms so verändern, dass die Schaumhaltbarkeit verlängert wird [10].
Oberflächen-elastizität
Die Oberflächenelastizität ist das wichtigste Merkmal der Schaumhaltbarkeit. Sie beschreibt die Fähigkeit einer Schaumlamelle, der örtlichen Kraftwirkung stand-zuhalten. Bei der Dehnung der Lamelle verringert sich die lokale Konzentration der oberflächenaktiven Stoffe. Dies führt zu einem Transport der Moleküle dieser Stoffe aus dem Volumen in die Lamelle, bis sich ein neues Absorptionsgleich-gewicht eingestellt hat. Da bei dieser Vergrößerung der Oberfläche die Konzent-ration der oberflächenaktiven Moleküle pro Oberflächeneinheit konstant bleibt, resultiert eine höhere Oberflächenspannung als im ungedehnten Zustand. Diese Erhöhung der Oberflächenspannung entspricht einer Elastizität der Lamelle, da mit zunehmender Ausdehnung jeweils eine höhere Rückstellkraft die Lamelle wieder in ihre Ausgangsform zurückbringt. Auch bei nicht erfolgendem Konzent-rationsausgleich der oberflächenaktiven Moleküle findet eine Erhöhung der Oberflächenspannung bei Vergrößerung der Oberfläche statt. Wird die Lamelle lokal gestört, so führt die Spannungserhöhung an diesem Ort dazu, dass umlie-gende Grenzflächen zu dieser Störung hingezogen werden. Dabei wird auch Flüssigkeit zu den geschwächten Bereichen gezogen, wodurch die Dicke der Lamelle wieder ausgeglichen und somit stabilisiert wird (Marangoni-Effekt zweiter Art) [11].
Dynamische Oberflächen-spannung
Das mechanische Gleichgewicht für Blasen wird mit Hilfe der Laplace-Gleichung beschrieben;
Δp = 4 σ/d (1)
wobei Δp die Druckdifferenz zwischen dem absoluten Blasendruck und dem Druck in der umgebenden Flüssigkeit ist. σ ist die Oberflächenspannung und d der Blasendurchmesser. Der Druck in der Flüssigkeit ist durch den hydrostati-schen Druck Δph und den Atmosphärendruck pat, gegeben, so dass Δp auch alternativ formuliert werden kann als
Δp = pBlase - Δph - pat (2)
Gleichung (1) zeigt: je kleiner die Blase ist, umso höher ist der Blaseninnen-druck. Deshalb neigen diese Blasen zum Verschwinden, weil sich das Gas unter hohem Druck in der Flüssigkeit löst. Große Blasen werden dagegen immer größer, weil der Druckunterschied das treibende Gefälle für den Stoffdurchgang durch die Schaumlamelle darstellt. Um dieses treibende Gefälle genauer be-stimmen zu können, ist es wichtig, die Oberflächenspannung, die direkt in die Laplace-Gleichung eingeht, zu kennen [12].
Einfluss von oberflächen-aktiven Zusatzstoffen
Voraussetzung für das Schaumvermögen einer Flüssigkeit ist die Beschaffenheit des Oberflächenfilms, der die Gasblasen umgibt. Einzelne Inhaltsstoffe, insbe-sondere oberflächenaktive Stoffe, haben diesbezüglich großen Einfluss auf die Schaumeigenschaften. Die oberflächenaktiven Stoffe bestehen aus hydrophilen und hydrophoben Zonen. Dabei sind die hydrophoben Zonen für die Oberflä-chenaktivität der Stoffe in wässrigen Systemen verantwortlich. Durch die geringe Anziehungskraft der hydrophoben Enden der Moleküle wird die Oberflächen-spannung der Flüssigkeit herabgesetzt. Es ist nun weniger Energie für die
T.Stocker, J. Eisenblätter: Schaumstrich 12(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Bildung neuer Oberflächen, d. h. für neuen Schaum, erforderlich [10].
Grenzflächenaktive Substanzen reichern sich aufgrund ihres amphiphilen Charakters in der Oberfläche an. Die Änderung der Grenzflächenspannung σ mit der Raumphasenkonzentration c in Abhängigkeit von der Grenzflächenbelegung Γ lässt sich mit dem thermodynamischen begründeten Gibbs-Ansatz beschrei-ben:
⋅⋅
=Γ−cdTR
dln
σ
R ist die allgemeine Gaskonstante und T die Absoluttemperatur [12].
Da die Tensid-Gesamtmenge je Lamellenabschnitt auch bei vergrößerter Oberfläche konstant bleibt, ist die Spannung auch nach der Einstellung des stofflichen Gleichgewichtes höher als im ungedehnten Zustand. Dies wird als Gibbs-Effekt bezeichnet. Die Zunahme der Spannung bei einer Dehnung be-schreibt eine Elastizität. Die Lamelle hat somit durch die Anwesenheit der Tenside elastische Eigenschaften erhalten.
Gasanteil Als eine kennzeichnende Größe von Gas/Flüssigkeits-Systemen dient der Gasanteil
( )lg
g
VVV+
=ϕ
mit Vg als Gasvolumen und Vl als Flüssigkeitsvolumen
Je nach Gasanteil unterscheidet man zwischen
- Gasdispersion (φ = 0,52),
- Kugelschaum (0,52 ≤ φ ≤ 0,74) und
- Polyederschaum (φ > 0,74).
In Gasdispersionen überwiegt in der Regel der Flüssigkeitsanteil ε = (1 – φ).
In Kugelschäumen liegt die Flüssigkeit nur noch als Zwickelvolumen vor, deshalb gilt für die lockerste Kugelpackung mit gleich großen Blasendurchmessern φ = 0,52 und für die dichteste φ = 0,74. Bei Gasanteilen φ > 0,74 benötigen die Blasen mehr Platz als für die dichteste Kugelpackung möglich ist. Sie flachen an den Berührungsstellen ab und bilden Lamellen. Die Lamellen bestehen aus Doppelfilmen mit angereicherten grenzflächenaktiven Stoffen und dazwischen-liegender zunächst frei beweglicher Flüssigkeit [5].
Blasengröße Zusammenfassend lässt sich folgende Bewertung für die Parameter abgeben:
- Innendruck: je kleiner die Blase ist, umso höher ist der Blaseninnendruck, d.h., dass sehr kleine Blasen einen hohen Blaseninnendruck besitzen und eine starke Tendenz zum Verschwinden haben.
- Stabilität: Blasen können nur dann über unbegrenzte Zeit stabil sein, wenn kein Stoffaustausch mehr stattfindet, d.h. wenn der Massenstrom gleich Null ist.
T.Stocker, J. Eisenblätter: Schaumstrich 13(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
- Viskosität der Lamellen: Je größer die Viskosität ist, desto weniger Moleküle können aus dem Oberflächenfilm ausbrechen
Appliziert man dies auf die Anwendung im Papierstrich, so sollen zwar möglichst kleine Schaumblasen erzeugt werden, aber diese müssen sehr schnell immobili-siert, d.h. in einem stabilen System verankert werden, damit die Schaumblasen keine Möglichkeit haben zu expandieren und sich somit selbst zu zerstören.
Anwendungs-gebiete „geschäumte Schichten“
Gas/ Flüssigkeits-Schäume finden in einer Reihe industrieller und technischer Prozesse Anwendung. So werden Schäume vor allem als Lösungen von perfluo-rierten Tensiden und/ oder Proteinen zur Erzeugung von Schäumen verwendet, die erfolgreich bei der Bekämpfung von Treibstoffbränden eingesetzt werden [13].
Beim Flotations-Verfahren werden Gasblasen in das Stoffgemisch eingeblasen, um eine Auftrennung von Stoffgemischen nach der jeweiligen Benetzbarkeit der Einzelkomponenten zu erwirken. Die gemeinhin geläufigste Anwendung von Schäumen findet man im Bereich Kosmetik, Haarpflege sowie Wasch- und Reinigungsmitteln.
Darüber hinaus existiert eine Vielzahl weiterer Anwendungsbeispiele von Schäumen verschiedenster Art. Exemplarisch genannt werden: Polymerschäu-me als Wärme- oder Schalldämmungsmaterial (z.B. Polyurethan- oder Polysty-rolschäume), Schäume in der Lebensmitteltechnologie (z.B. Eiscreme, Sahne-produkte, Bierschaum), in der Textilveredelung oder als Medium zur Dämpfung von Explosionsdruckwellen [14]. Eine der neuesten potentiellen Einsatzmöglich-keiten wässriger Schaumsysteme zeichnet sich in der Halbleiterindustrie, insbe-sondere in der Wafer-Produktion, zur Befreiung integrierter Schaltkreise von Ätzrückständen ab [15].
3.1.3 Chemische Schaumerzeugung
PUR-Schaum Polyurethane (kurz: PUR) sind Kunststoffe oder Kunstharze, welche aus der Polyadditionsreaktion von Diolen beziehungsweise Polyolen (Polyalkohole) mit Polyisocyanaten entstehen. Charakteristisch für Polyurethane ist die Urethan-Gruppe (–NH–CO–O–).
Polyurethane können je nach Herstellung hart und spröde, aber auch weich und elastisch sein. Polyurethane können je nach Wahl des Isocyanats und des Polyols unterschiedliche Eigenschaften aufweisen.
Im Wesentlichen werden die späteren Eigenschaften durch die Polyolkomponen-te bestimmt. Zum Erreichen gewünschter Eigenschaften wird üblicherweise nicht die Isocyanatkomponente chemisch verändert, sondern die Polyolkomponente. Abhängig von Kettenlänge und Anzahl der Verzweigungen im Polyol können mechanische Eigenschaften beeinflusst werden. So führt ein Einsatz von Polyes-terpolyolen zu formstabileren jedoch hydrolyseanfälligeren Polyurethanen als
T.Stocker, J. Eisenblätter: Schaumstrich 14(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Polyurethane auf Basis von Polyetherpolyolen.
Das eigentliche Aufschäumen der PUR-Schäume entsteht durch die Zugabe von Wasser. Bei der Reaktion von Wasser mit Isocyanat wird Kohlenstoffdioxid (CO2) abgespalten, welches den Schaum auftreibt [16]. PUR-Schaum wird zum jetzigen Zeitpunkt meist aufgesprüht.
Vorteile PUR-Schaum
PUR-Schaum wird bereits in verschiedenen Gebieten der Technik (Teppichrück-seiten, Automobilindustrie etc.) eingesetzt. Die Eigenschaften des Schaums können individuell durch Wahl des Isocyanats und Polyols eingestellt werden, dabei sind insbesondere die Kettenlänge und die Verzweigung des Polyols entscheidend. Durch die Menge an zugegebenen Wasser kann die Dichte des Schaums eingestellt werden. Es entsteht ein sehr flexibles/elastisches System.
Im Regelfall entstammen sowohl die Polyole wie auch die Polyisocyanate der Produktion aus petrochemischen Rohstoffen, es können jedoch auch Polyole auf der Basis von Pflanzenölen und Dicarbonsäuren aus erneuerbaren Ressourcen eingesetzt werden. Als Pflanzenöl ist vor allem Rizinusöl geeignet, da es selbst über Hydroxygruppen verfügt und so direkt mit Isocyanaten umgesetzt werden kann. Weiterhin werden Derivate des Rizinusöls verwendet [17]. Darüber hinaus können Polyole auf Basis von Pflanzenölen durch Epoxidierung der Pflanzenöle mit anschließender Ringöffnung wie auch über eine Umesterung von Pflanzen-ölen mit Glycerin hergestellt werden [18]. Dicarbonsäuren können mit Alkoholen über eine Veresterung zu Polyolen umgesetzt werden.
PUR-Schäume sind nach Ende der chemischen Reaktion sehr formstabil und weisen bei optimierter Einstellung der Formulierung sehr homogene Blasengrö-ßen auf. Die Blasengröße ist dabei einstellbar, wobei in Hartschäumen kleinere Blasengrößen erreicht werden können.
Nachteile PUR-Schaum
Bio-Polyole liegen in ihrem Preis derzeit oberhalb der petrochemischen Polyole.
Isocyanate können Allergien auslösen und stehen im Verdacht, Krebs zu verur-sachen [19]. Wenn Polyurethane vollständig ausreagiert sind und keine freien Isocyanate mehr enthalten, besitzen sie jedoch in der Regel keine gesundheits-schädlichen Eigenschaften. Um gesundheitsschädlichen Aspekte aufgrund eines sehr geringen Dampfdruckes auszuklammern kamen in den durchgeführten Arbeiten keine Toluol-Diisocyanat (TDI)-Formulierungen zum Einsatz. Es wurden stattdessen Formulierungen auf Basis von 4.4´-Diphenylmethan-Diisocyanat (MDI) verwendet, deren Dampfdruck höher liegt. Dadurch ist es möglich unter Verwendung von Abzügen oder Ventilatoren unterhalb der Arbeitsplatzgrenzwer-te zu arbeiten. Bei Verwendung von TDI hätten die Arbeiten in einem geschlos-senen Abzugssystem durchgeführt werden müssen.
Calciumcarbonat/Säure
Das CaCO3/Säure-System ist ein zweischichtiges System, welches in der unteren Schicht aus einer wasserbasierten viskoelastischen Polymerlösung (PVA, Stärke usw.) besteht. Diese untere Schicht setzt sich aus einem feinen Carbonatsalz zusammen, welche bei einem pH-Wert von 7-8 auf das Rohpapier
T.Stocker, J. Eisenblätter: Schaumstrich 15(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
aufgetragen wird. Die obere Strichschicht besteht aus einer Säurelösung mit einem pH-Wert von 3 oder niedriger.
Eine Säure/Base-Reaktion beginnt wenn die saure obere Strichschicht mit der unteren Farbschicht in Kontakt kommt. Der pH-Wert der unteren Streichfarbe wird hierdurch auf ein niedrigeres Niveau durch Eintritt von Protonen abgesenkt. Dieses Ansäuern der Carbonat-haltigen unteren Strichschicht bewirkt die Bildung von CO2 durch Zersetzung von Carbonat, welches aufrahmt oder kleine Hohl-räume bildet. Der Schaum wird während des Trockenprozesses immobilisiert und dabei fixiert.
Vorteile Calciumcarbonat/Säure
Der Vorteil des CaCO3/Säure-System ist, dass keine gesundheitsschädlichen Chemikalien eingesetzt werden.
Außerdem handelt es sich um bereits bekannte Chemikalien für Papiermacher und ist im Einsatz bei der Papierherstellung.
Nachteile Calciumcarbonat/Säure
CaCO3/Säure-Schäume fallen relativ schnell in sich zusammen. Durch höhere Drucklöslichkeit von CO2 in wässriger Lösung liegt eher eine Neigung zur Expansion zu größeren Blase vor, da nur hierdurch der Blaseninnendruck verringert wird. Sehr kleine Blasen hingegen haben bei entsprechend hohem Innendruck die Tendenz zu verschwinden, da die Löslichkeit des CO2 in der Blase in umgebender Flüssigkeit deutlich erhöht ist. Eine schnelle Immobilisie-rung des Systems ist anzustreben.
Induzierte Aufschäumung
Eine Möglichkeit zur Erzeugung von geschäumten Streichfarben ist der Einsatz von Treibmitteln. Bei diesen wird z.B. durch eine Erhöhung der Temperatur ein Abspalten von z.B. CO2 induziert.
Vorteile induzierte Aufschäumung
Beim Einsatz der Treibmittel ist es möglich einschichtige Strichsysteme zu entwickeln. Durch die erst bei Temperaturerhöhung einsetzende Gasabspaltung kann der Zeitpunkt des Aufschäumens gesteuert werden. So ist es möglich das Aufschäumen erst nach der Egalisierung der Strichschichten zu starten.
Nachteile induzierte Aufschäumung
Je nach eingesetztem Treibmittel ist es nicht möglich von außen zu beurteilen, ob sich die Treibmittel, entweder fest oder flüssig, homogen in der Dispersion der Streichfarbe verteilt haben. Des Weiteren kann nicht genau gesteuert werden wieviel CO2 pro Treibmitteleinheit an einem Ort abgegeben wird.
T.Stocker, J. Eisenblätter: Schaumstrich 16(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
4 Forschungsziel
Ziel Das Forschungsvorhaben zielt auf die systematische Entwicklung von möglichen Strategien der in-situ Herstellung aufgeschäumter Hohlraumstrukturen für Strichschichten von Papier und/oder Karton unter Erhalt des Eigenschaftsprofils einer gebräuchlichen Streichfarbenrezeptur. Das Hauptaugenmerk soll dabei auf der Erreichung eines geringeren spezifischen Gewichtes liegen.
5 Gesamtvorgehen
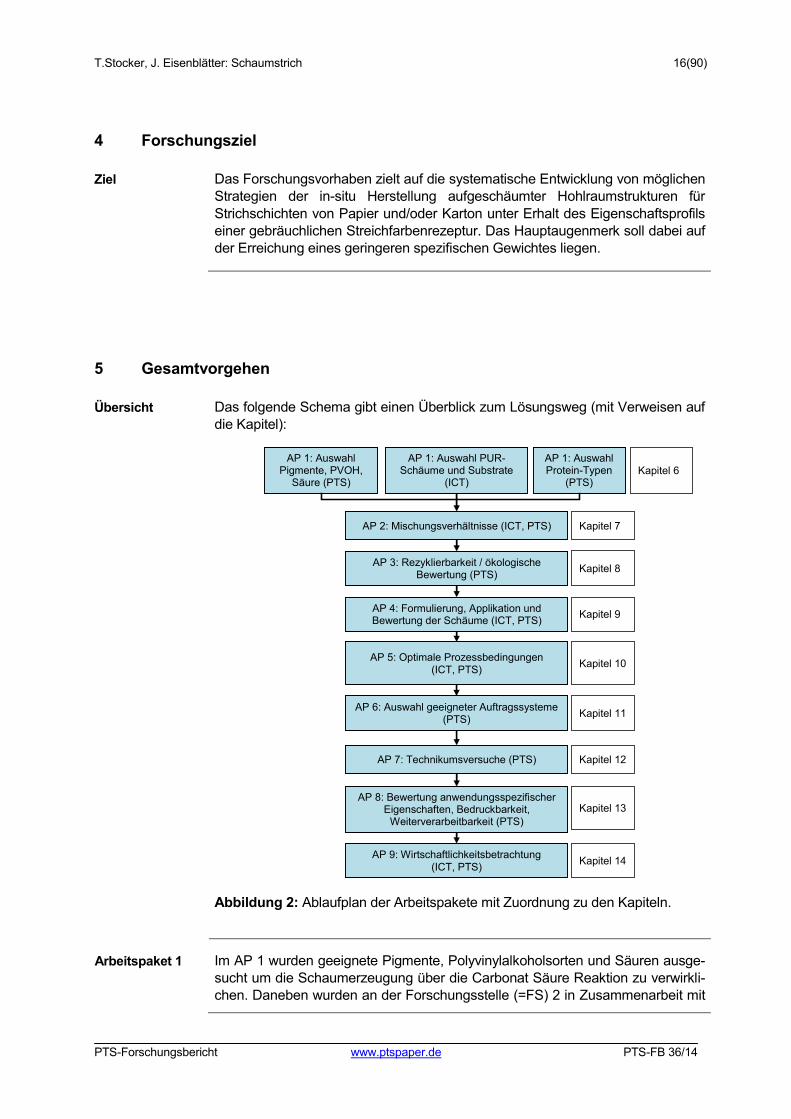
Übersicht Das folgende Schema gibt einen Überblick zum Lösungsweg (mit Verweisen auf die Kapitel):
AP 1: Auswahl Pigmente, PVOH,
Säure (PTS)
AP 1: Auswahl Protein-Typen
(PTS)
AP 1: Auswahl PUR-Schäume und Substrate
(ICT)
AP 2: Mischungsverhältnisse (ICT, PTS)
AP 3: Rezyklierbarkeit / ökologische Bewertung (PTS)
AP 4: Formulierung, Applikation und Bewertung der Schäume (ICT, PTS)
AP 5: Optimale Prozessbedingungen (ICT, PTS)
AP 6: Auswahl geeigneter Auftragssysteme (PTS)
AP 7: Technikumsversuche (PTS)
AP 8: Bewertung anwendungsspezifischer Eigenschaften, Bedruckbarkeit,
Weiterverarbeitbarkeit (PTS)
AP 9: Wirtschaftlichkeitsbetrachtung (ICT, PTS)
Kapitel 6
Kapitel 7
Kapitel 8
Kapitel 9
Kapitel 10
Kapitel 11
Kapitel 12
Kapitel 13
Kapitel 14
Abbildung 2: Ablaufplan der Arbeitspakete mit Zuordnung zu den Kapiteln.
Arbeitspaket 1 Im AP 1 wurden geeignete Pigmente, Polyvinylalkoholsorten und Säuren ausge-sucht um die Schaumerzeugung über die Carbonat Säure Reaktion zu verwirkli-chen. Daneben wurden an der Forschungsstelle (=FS) 2 in Zusammenarbeit mit

T.Stocker, J. Eisenblätter: Schaumstrich 17(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
dem projektbegleitenden Ausschuss (=PA) geeignete und viel versprechende PUR-Formulierungen ausgewählt. Ebenso wurden verschiedene Proteine zur Erzeugung bzw. Stabilisierung von Schäumen ermittelt.
Arbeitspaket 2 In diesem Arbeitspaket wurden, aufbauend aus der Materialauswahl im ersten Arbeitspaket, Mischungsverhältnisse der Schaumsysteme analysiert. Hierbei lag besonderes Augenmerk auf der Stabilität des Schaumes, der erzeugten Blasen-größe, der Blasenverteilung, des größtmöglich erreichbaren Schaumvolumens und der Kinetik der Schaumerzeugung
Arbeitspaket 3 Das AP 3 beinhaltete Untersuchungen bzgl. der Rezyklierbarkeit der Schaumva-rianten und die Vorbereitung der Daten für ein Life Cycle Asessment (LCA) nach Ende der Projektlaufzeit. Die Deinkbarkeit der bedruckten Schaumschichten wurde analysiert und die Möglichkeit der einfachen Abtrennbarkeit der Faser-schicht von der Schaumschicht betrachtet.
Arbeitspaket 4 Die verschiedenen, in den vorherigen Arbeitspaketen vorbereiteten Varianten wurden in Laborversuchen formuliert und auf ausgewählte Substrate aufgetra-gen. Dabei wurden die optischen Eigenschaften der Papiere bzw. Beschichtun-gen und die Weiterverarbeitbarkeit analysiert und beurteilt, ebenso wie die Form und Abmessungen der Bläschen mit Hilfe von REM-Aufnahmen. Die Möglichkeit eines defekt freien Auftrags des PUR konnte nachgewiesen werden. Analog zu den Carbonat basierenden Strichen wurden die optischen Eigenschaften, die Weiterverarbeitbarkeit und Bedruckbarkeit der Schichten untersucht.
Arbeitspaket 5 Nach der Formulierung und Applizierung der Schäume im Labor in AP 4 wurden die Prozessbedingungen soweit möglich und sinnvoll optimiert. Hierzu wurde vor allem das PUR System betrachtet, um einen Einsatz dieses Systems in der papierverarbeitenden Industrie zu ermöglichen. Zu den untersuchten Parametern zählten die Topfzeit, die Viskosität, die Stabilität des Schaumes, die Reaktions-temperatur, die minimale Auftragungsdicke und eventuelle Wechselwirkungen mit dem Substrat.
Arbeitspaket 6 In diesem Arbeitspaket wurden verschiedene Auftragsmöglichkeiten bzw. -aggregate analysiert. Es konnten für die einzelnen Schaumvarianten Auftrags-systeme gefunden werden. Es wurden Versuche mit einem halbautomatischen Handrakel und einem Curtain Coater durchgeführt. Auch wurde die Möglichkeit eines Sprühauftrags ermittelt. Zum Auftragen des PUR-Schaumes wurde an der FS 2 eine Auftragsmethode nach dem Prinzip des Blade-Auftrags modifiziert und für Streichversuche angewendet.
Arbeitspaket 7 Nach den Untersuchungen der Eignung der diversen Auftragsverfahren für die Applizierung der Schaumschicht, wurden geeignete Verfahren im Technikums-maßstab umgesetzt. Für den auf Carbonat basierenden Strich konnte ein Jagenbergcoater verwendet werden. Für den PUR-Auftrag wurde ein Beschich-tungsverfahren nach den Kenntnissen aus AP 6 angepasst und ein Upscaling auf einen kleinen Technikumsmaßstab zur kontinuierlichen Auftragung des PUR-

T.Stocker, J. Eisenblätter: Schaumstrich 18(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Schaumes durchgeführt. Die erhaltenen Schaumschichten konnten schließlich auf ihre Homogenität, die Blasengröße und gegebenenfalls auftretende Defekte untersucht werden.
Arbeitspaket 8 Zur Bewertung der anwendungsspezifischen Eigenschaften wurden verschiede-ne Versuche durchgeführt. Hierzu zählten u.a. Bedruckbarkeitsuntersuchungen mit Rupf-, Mottling- und Wegschlagtests, ebenso wie Praxisdruckversuche in einer Offsetdruckerei. Daneben wurde die Weiterverarbeitbarkeit, mit Untersu-chungen hinsichtlich Rillen, Stanzen und Verkleben durchgeführt. Neben weite-ren Versuchen zur Beurteilung der mechanischen Stabilität, wurden auch Glanz, Farbe, thermische Beständigkeit, UV-Stabilität und die Vergilbung der Beschich-tungen bewertet.
Arbeitspaket 9 Im letzten Arbeitspaket wurde eine Wirtschaftlichkeitsbetrachtung durchgeführt. Hier konnten die Formulierungen hinsichtlich des Materialeinsatzes und dessen Kosten dem Volumengewinn und einer möglichen Kosteneinsparung gegenüber gestellt werden.
Material und Methoden
Die mehrfach eingesetzten Materialien und Methoden sind im Kap. 5 beschrie-ben. Speziell eingesetzte Materialien und Methoden sind im Vorfeld der jeweilig durchgeführten Untersuchung aufgeführt.
6 Material und Methoden inkl. Projektbegleitung
6.1 Polyurethananalytik
Messverfahren Die folgenden Messmethoden wurden angewandt:
Tabelle 1: Eingesetzte Messverfahren zur PUR Prüfung.
Parameter Messmethode
Blasengröße REM
Oberflächenbeschaffenheit Lichtmikroskop
Schichtdicke REM
Vergilbung Xenontest (nach DIN EN ISO 4892-2)
Alterung Infrarot-Spektroskopie
T.Stocker, J. Eisenblätter: Schaumstrich 19(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Methode zur Zerfaserung der PUR-Beschichtung
Zunächst wurden die mit einer PUR-Schicht beschichteten Papiersubstrate in ca. 1 cm² große Stücke geschnitten. Anschließend wurden diese Papierstückchen in einem Wasserbad für ca. 15 Minuten eingeweicht und dann in einen Desintegra-tor gegeben.
In dieser Maschine wurden über 10 Minuten durch mechanische Einwirkung der feuchte Faserstoff so weit wie möglich von den PUR-Schichten getrennt.
Danach wurde die so erhaltene Faser-PUR-Suspension in ein Faserfraktionier-gerät nach Brecht und Holl überführt. Mit dessen Hilfe ist eine einfache und schnelle Trennung der Bestandteile der PUR beschichteten Papiere möglich. Hier konnte ein großer Teil der Fasern von den leichteren, d.h. schwimmenden PUR-Schichten getrennt werden. Aus dem erhaltenen Faserstoff konnten nun wiederum Laborpapiere zur weiteren Analyse hergestellt werden.
6.2 Papieranalytik
6.2.1 Messverfahren Flüssigkeiten und Dispersionen
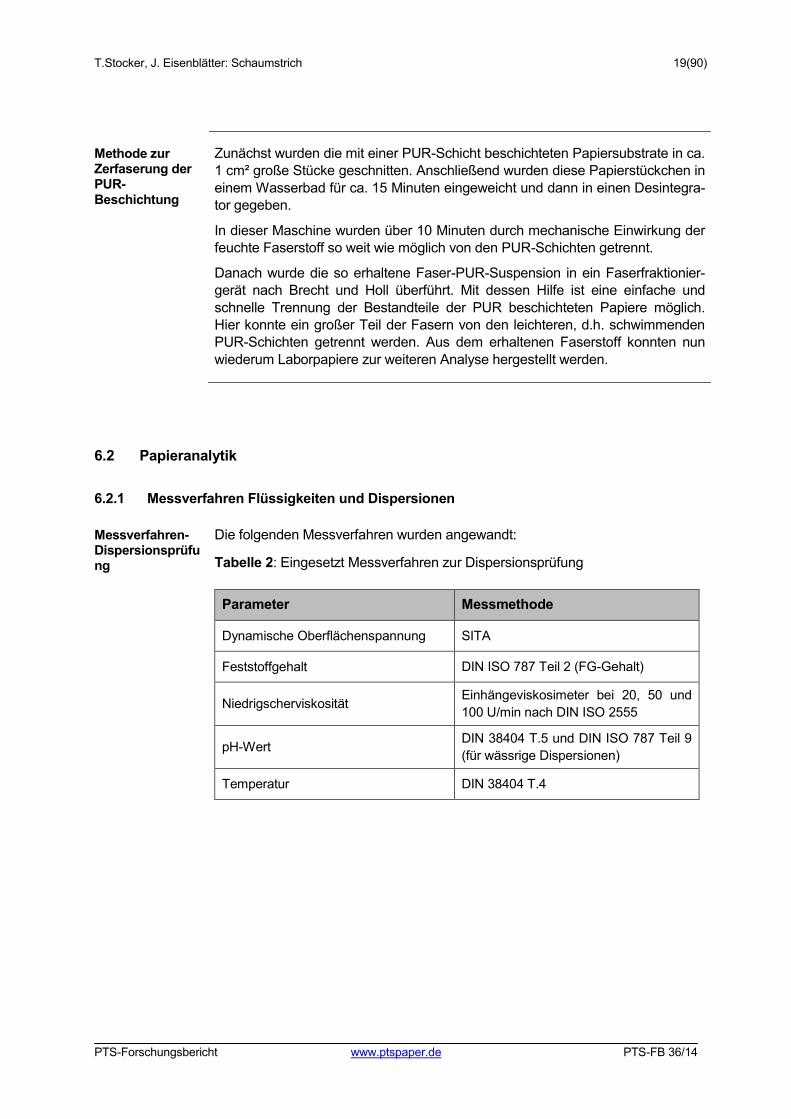
Messverfahren-Dispersionsprüfung
Die folgenden Messverfahren wurden angewandt:
Tabelle 2: Eingesetzt Messverfahren zur Dispersionsprüfung
Parameter Messmethode
Dynamische Oberflächenspannung SITA
Feststoffgehalt DIN ISO 787 Teil 2 (FG-Gehalt)
Niedrigscherviskosität Einhängeviskosimeter bei 20, 50 und 100 U/min nach DIN ISO 2555
pH-Wert DIN 38404 T.5 und DIN ISO 787 Teil 9 (für wässrige Dispersionen)
Temperatur DIN 38404 T.4
T.Stocker, J. Eisenblätter: Schaumstrich 20(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
6.2.2 Messverfahren Carbonat-Schaumschicht
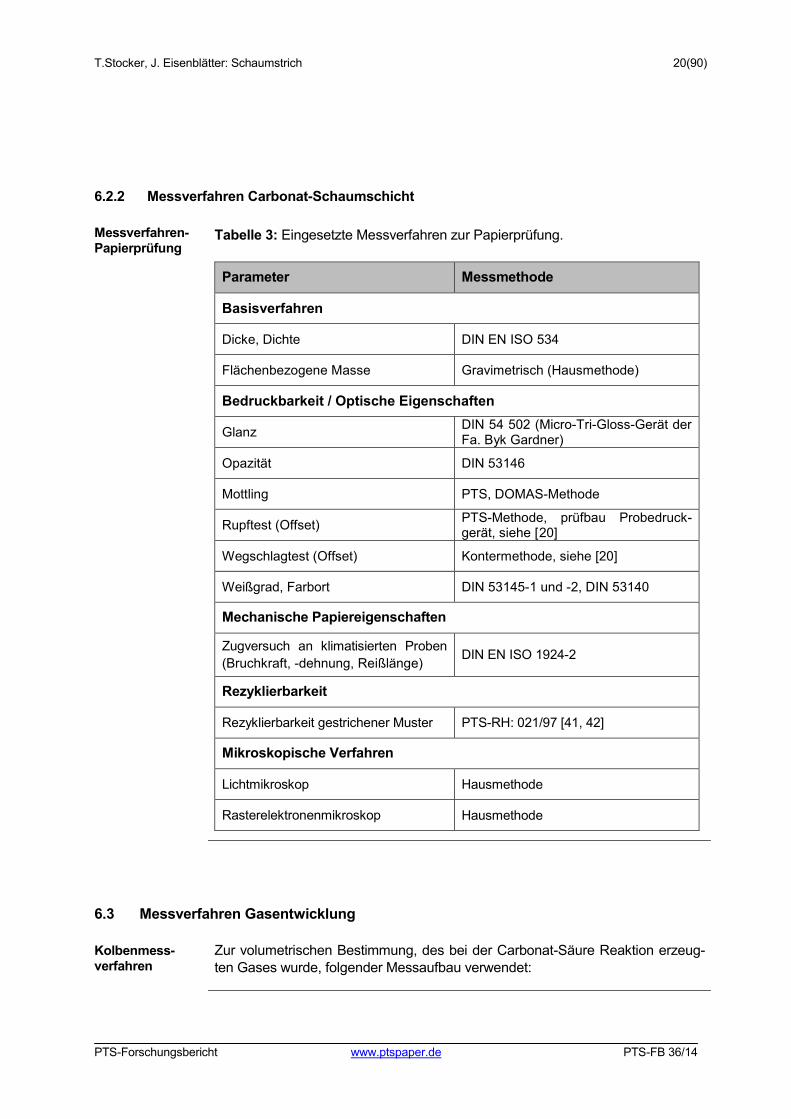
Messverfahren-Papierprüfung
Tabelle 3: Eingesetzte Messverfahren zur Papierprüfung.
Parameter Messmethode
Basisverfahren
Dicke, Dichte DIN EN ISO 534
Flächenbezogene Masse Gravimetrisch (Hausmethode)
Bedruckbarkeit / Optische Eigenschaften
Glanz DIN 54 502 (Micro-Tri-Gloss-Gerät der Fa. Byk Gardner)
Opazität DIN 53146
Mottling PTS, DOMAS-Methode
Rupftest (Offset) PTS-Methode, prüfbau Probedruck-gerät, siehe [20]
Wegschlagtest (Offset) Kontermethode, siehe [20]
Weißgrad, Farbort DIN 53145-1 und -2, DIN 53140
Mechanische Papiereigenschaften
Zugversuch an klimatisierten Proben (Bruchkraft, -dehnung, Reißlänge) DIN EN ISO 1924-2
Rezyklierbarkeit
Rezyklierbarkeit gestrichener Muster PTS-RH: 021/97 [41, 42]
Mikroskopische Verfahren
Lichtmikroskop Hausmethode
Rasterelektronenmikroskop Hausmethode
6.3 Messverfahren Gasentwicklung
Kolbenmess-verfahren
Zur volumetrischen Bestimmung, des bei der Carbonat-Säure Reaktion erzeug-ten Gases wurde, folgender Messaufbau verwendet:

T.Stocker, J. Eisenblätter: Schaumstrich 21(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Abbildung 3: Messaufbau zur Bestimmung von Menge des erzeugten CO2.
Wie in Abbildung 3 zu sehen, wird die Carbonatlösung im Rundkolben, die Säurekomponente in dem darüber befindlichen Tropftrichter vorgelegt. Der Inhalt des Tropftrichters wird möglichst schnell in den Rundkolben entleert, während der Magnetrührer die Mischung kontinuierlich rührt. Das durch die Reaktion von Säure und Carbonat entstehende Gas drückt den Kolben des Kolbenprobers nach hinten. Durch die auf dem Prober angebrachte Messskala ist es möglich das erzeugte Gasvolumen abzulesen. Zusätzlich wurde mit Hilfe einer Digital-kamera die Stellung des Kolbens im Kolbenprober in festen Zeitabständen fotografiert. Mit dieser Methode war es möglich den Volumengewinn zeitaufge-löst zu bestimmen und somit die Geschwindigkeit der Gaserzeugung zu ermit-teln. Eine Korrektur (CO2-Rest gelöst in Vorlage, Temperatur und Druck) wurde nicht vorgenommen. Insofern sind keine absoluten Volumenwerte vorliegend.
6.4 Identifikation von Hohlräumen – Modifizierter Rupftest
Ausgangs-verfahren
Zur schnellen Überprüfung ob sich Hohlräume in der Strichschicht gebildet haben, wurde ein Verfahren zur Bedruckbarkeitsprüfung von Papier modifiziert. Die Rupffestigkeit wird mit einem standardisierten Verfahren auf einem Probe-druckgerät der Firma „prüfbau“ untersucht.
Modifikation Dieses Verfahren wurde nun dahin gehend modifiziert, dass mit einem geringe-ren Druck von 500 N, statt 600 N mit geringerer Druckgeschwindigkeit von 1,5 oder 3 m/s, bedruckt wurde. Wurden nun durch die Carbonat-Säure Hohlräume in der Strichschicht gebildet, vermindert dies lokal die Festigkeit des Strichs. Dies führt zum schnelleren Rupfen an den Stellen der Hohlräume, die somit einfacher identifiziert werden können.

T.Stocker, J. Eisenblätter: Schaumstrich 22(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
6.5 Technikumscoater – PUR-Strich
Aufbau Die untenstehende Abbildung 4 zeigt den Aufbau des Technikumscoaters, der am Fraunhofer ICT konzipiert wurde.
Abbildung 4: Technikumscoater (INPREG) zur Auftragung von PUR-Schichten.
Bei dieser Anlage wird die PUR-Formulierung mit Hilfe der PUR-Mischapparatur Polytec DG 10 vermischt und vor der Walze und der PE-Folie aufgetragen. Die Geschwindigkeit der Austragung aus der Mischapparatur wird auf die Förderge-schwindigkeit der INPREG-Anlage angepasst. Die Fördergeschwindigkeit betrug in den durchgeführten Versuchsreihen 1 m/min. Die Breite der Auftragungs-schicht wurde durch die Menge der PUR-Formulierung und durch die Förderge-schwindigkeit bestimmt und betrug in allen Versuchsreihen ~24 cm.
6.6 Technikumscoater - Carbonatstrich
Aufbau Die untenstehende Abbildung 5 zeigt den Aufbau des Technikumscoaters der Firma Jagenberg (heute Voith Paper Holding GmbH & Co. KG, Heidenheim).
Abbildung 5: Rollrakel und Gegenwalze des Jagenberg Coaters.
Arbeitsbreite: 300 mm
Rollendurchmesser: max. 400 mm
Hülsendurchmesser: 76 mm
Betriebsgeschwindigkeit: 1-15 m/min
Rakelbett: 12 mm Elektro IR Trocknung

T.Stocker, J. Eisenblätter: Schaumstrich 23(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Bei diesem wird die Streichfarbe in einen Dosiersumpf eingefüllt. Anschließend findet die Übertragung der Farbe mit Hilfe eines Edelstahl-Rollrakels auf die Papierbahn statt. Mit Hilfe dieser Dosiereinheit ist es möglich über die gesamte Arbeitsbreite gleichmäßige Strichschichten zu erhalten. Durch eine dem Rollra-kel gegenüberliegende Kunststoff beschichtete Walze kann durch den Abstand der beiden Elemente die Auftragsmenge der Streichfarbe eingestellt werden. Die Auftragsgeschwindigkeit betrug ca. 3 m/min. Nach dem Auftrag des Striches folgt eine kurze Trocknungsstrecke, zuletzt die Aufrollung der Papierbahn.
7 Auswahl der Pigmente, Polyvinylalkohole und Säuren sowie PUR-Schäume und Protein-Typen
7.1 Vorgehen
Vorgehen Carbonate/Säure-Schaum
In der Auswahl der Pigmente wurden v.a. Carbonate mit geringer Teilchengröße ausgewählt. Diese weisen eine im Verhältnis zum Volumen größere Oberfläche auf als größere Pigmente. Dies vergrößert die Fläche an der die Carbonat-Säure Reaktion stattfinden kann. Hierbei konnten neben sehr feinen Pigmenten auch ultrafeine bzw. nanoskalige Pigmente zu den Untersuchungen herangezogen werden. Weiterhin wurden Polyvinylalkohole ausgewählt, die verschiedene Viskosität aufwiesen.
Zuletzt wurden diverse Säuren ausgewählt und auf ihre Reaktionsfähigkeit mit den Carbonat Pigmenten hin untersucht. Hierbei musste darauf geachtet wer-den, dass die Reaktion in ausreichender Geschwindigkeit stattfindet.
Vorgehen PUR-Schaum
Zur Evaluierung geeigneter PUR-Systeme wurden drei Typen von PUR-Formulierungen ausgewählt, welche unterschiedliche Eigenschaften hinsichtlich Struktur (Schaum, Beschichtung) und Hydrophilie (lebensmittelecht/hydrophil, hydrophob) aufweisen. Die ausgewählten PUR-Formulierungen wurden über die Firma Rühl Puromer GmbH bezogen. Die Formulierungen weisen firmeninterne Bezeichnungen auf. Eine detaillierte Auflistung der einzelnen Bestandteile ist aufgrund von Geheimhaltungsvereinbarungen nicht möglich.
Als PUR-Formulierungen wurden folgende PUR-Systeme ausgewählt (Polyol / Isocyanat):
1) EP 3354 / PUR 980 (Verhältnis 100 : 36): hydrophobe Beschichtung
2) Purocast®765N / PUR 980(Verhältnis 100 : 36): lebensmittelgeeignete Beschichtung
3) EP 3375 / PUR 920 (Verhältnis 100 : 58): kompakter, feinporiger Schaum
T.Stocker, J. Eisenblätter: Schaumstrich 24(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Für die Beschichtungsversuche wurde ein ungeleimtes Papier (Parade Prima 80 g) mit einer Dicke von 80 µm und Filmziehgeräte der Firma Lau (Spaltweite: 30/40/50/60 µm; Filmbreite: 120 mm) und der Firma Zehnter (Spaltweite: 0-3000 µm ± 10 µm; Filmbreite: 150 mm) verwendet.
Die Formulierungen wurden im von der Firma Rühl angegebenen Verhältnis in einem Pappbecher mit Hilfe eines Holzspatels vermischt und nach kurzer Vermischungszeit auf Papier aufgetragen und sofort mit Hilfe eines Filmziehr-ahmens gleichmäßig verstrichen.
Vorgehen Proteinschaum
Als dritte Möglichkeit eine Schaumschicht zu erzeugen, wurden Proteine heran-gezogen, diese sind durch Ihren Aufbau teilweise in der Lage Schäume in wässrigen Lösungen zu stabilisieren. Es sollten nur fluorfreie Proteine ausge-wählt werden, damit eine geringe Bläschengröße erreicht werden kann.
7.2 Auswahl der Komponenten
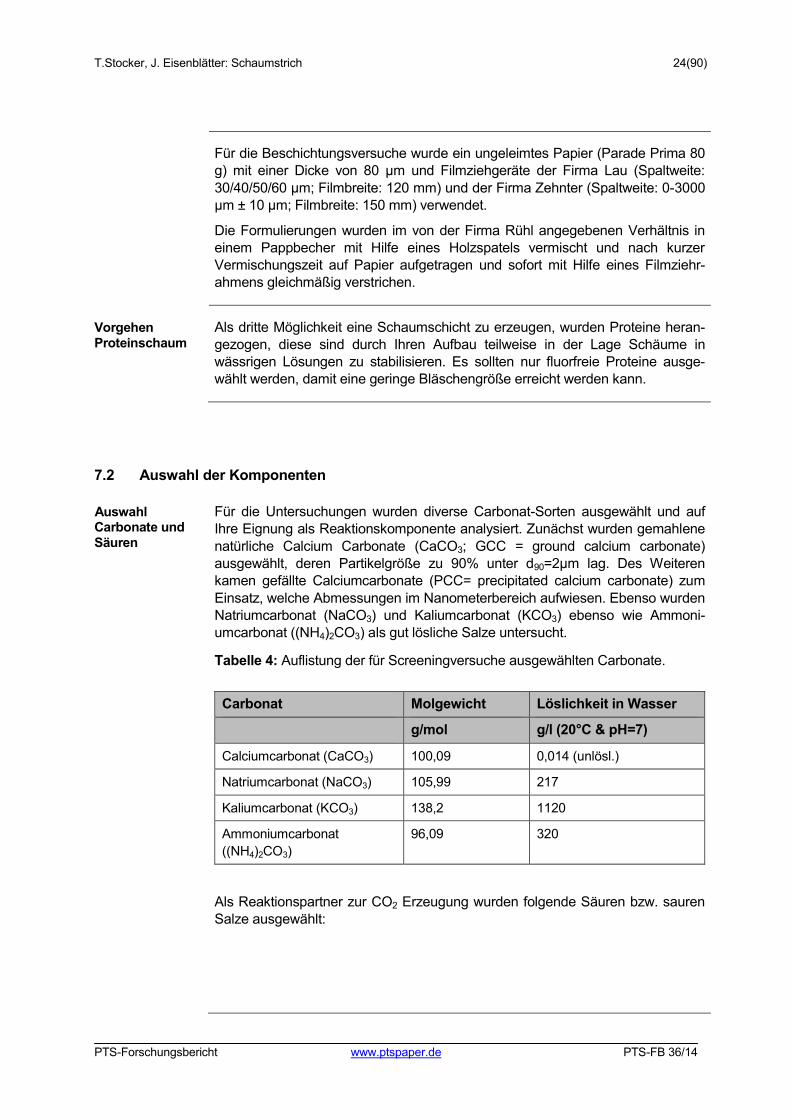
Auswahl Carbonate und Säuren
Für die Untersuchungen wurden diverse Carbonat-Sorten ausgewählt und auf Ihre Eignung als Reaktionskomponente analysiert. Zunächst wurden gemahlene natürliche Calcium Carbonate (CaCO3; GCC = ground calcium carbonate) ausgewählt, deren Partikelgröße zu 90% unter d90=2µm lag. Des Weiteren kamen gefällte Calciumcarbonate (PCC= precipitated calcium carbonate) zum Einsatz, welche Abmessungen im Nanometerbereich aufwiesen. Ebenso wurden Natriumcarbonat (NaCO3) und Kaliumcarbonat (KCO3) ebenso wie Ammoni-umcarbonat ((NH4)2CO3) als gut lösliche Salze untersucht.
Tabelle 4: Auflistung der für Screeningversuche ausgewählten Carbonate.
Als Reaktionspartner zur CO2 Erzeugung wurden folgende Säuren bzw. sauren Salze ausgewählt:
Carbonat Molgewicht Löslichkeit in Wasser
g/mol g/l (20°C & pH=7)
Calciumcarbonat (CaCO3) 100,09 0,014 (unlösl.)
Natriumcarbonat (NaCO3) 105,99 217
Kaliumcarbonat (KCO3) 138,2 1120
Ammoniumcarbonat ((NH4)2CO3)
96,09 320
T.Stocker, J. Eisenblätter: Schaumstrich 25(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
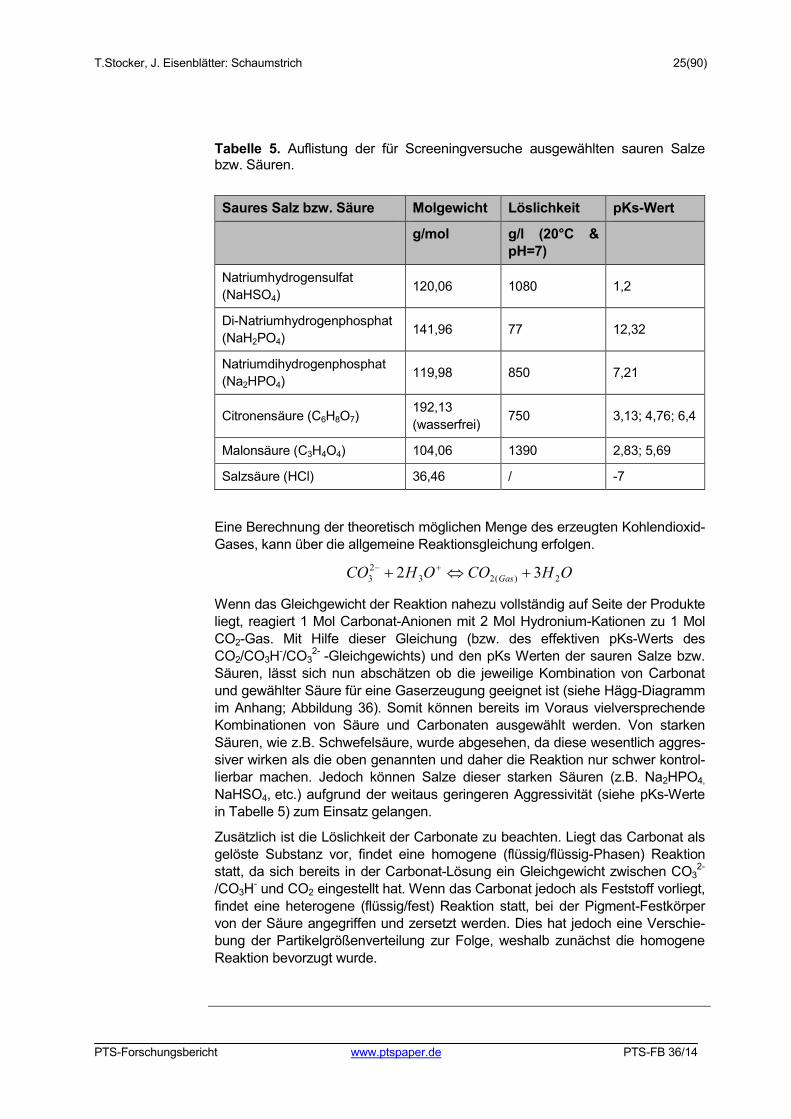
Tabelle 5. Auflistung der für Screeningversuche ausgewählten sauren Salze bzw. Säuren.
Eine Berechnung der theoretisch möglichen Menge des erzeugten Kohlendioxid-Gases, kann über die allgemeine Reaktionsgleichung erfolgen.
OHCOOHCO Gas 2)(2323 32 +⇔+ +−
Wenn das Gleichgewicht der Reaktion nahezu vollständig auf Seite der Produkte liegt, reagiert 1 Mol Carbonat-Anionen mit 2 Mol Hydronium-Kationen zu 1 Mol CO2-Gas. Mit Hilfe dieser Gleichung (bzw. des effektiven pKs-Werts des CO2/CO3H-/CO3
2- -Gleichgewichts) und den pKs Werten der sauren Salze bzw. Säuren, lässt sich nun abschätzen ob die jeweilige Kombination von Carbonat und gewählter Säure für eine Gaserzeugung geeignet ist (siehe Hägg-Diagramm im Anhang; Abbildung 36). Somit können bereits im Voraus vielversprechende Kombinationen von Säure und Carbonaten ausgewählt werden. Von starken Säuren, wie z.B. Schwefelsäure, wurde abgesehen, da diese wesentlich aggres-siver wirken als die oben genannten und daher die Reaktion nur schwer kontrol-lierbar machen. Jedoch können Salze dieser starken Säuren (z.B. Na2HPO4, NaHSO4, etc.) aufgrund der weitaus geringeren Aggressivität (siehe pKs-Werte in Tabelle 5) zum Einsatz gelangen.
Zusätzlich ist die Löslichkeit der Carbonate zu beachten. Liegt das Carbonat als gelöste Substanz vor, findet eine homogene (flüssig/flüssig-Phasen) Reaktion statt, da sich bereits in der Carbonat-Lösung ein Gleichgewicht zwischen CO3
2-
/CO3H- und CO2 eingestellt hat. Wenn das Carbonat jedoch als Feststoff vorliegt, findet eine heterogene (flüssig/fest) Reaktion statt, bei der Pigment-Festkörper von der Säure angegriffen und zersetzt werden. Dies hat jedoch eine Verschie-bung der Partikelgrößenverteilung zur Folge, weshalb zunächst die homogene Reaktion bevorzugt wurde.
Saures Salz bzw. Säure Molgewicht Löslichkeit pKs-Wert
g/mol g/l (20°C & pH=7)
Natriumhydrogensulfat (NaHSO4)
120,06 1080 1,2
Di-Natriumhydrogenphosphat (NaH2PO4)
141,96 77 12,32
Natriumdihydrogenphosphat (Na2HPO4)
119,98 850 7,21
Citronensäure (C6H8O7) 192,13 (wasserfrei) 750 3,13; 4,76; 6,4
Malonsäure (C3H4O4) 104,06 1390 2,83; 5,69
Salzsäure (HCl) 36,46 / -7
T.Stocker, J. Eisenblätter: Schaumstrich 26(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Auswahl oberflächen-aktiver Substanzen
Zur Schaumstabilisierung wurden einige Proteine ausgewählt, die aufgrund Ihrer amphiphilen Eigenschaften in der Lage sind, sich an Phasengrenzen anzula-gern. Bereits im alltäglichen Gebrauch sind verschiede Proteinschäume bekannt, die teils eine verhältnismäßig hohe Stabilität aufweisen, wie z.B. Eischnee. Aufgrund ihrer größeren Abmessungen im Vergleich zu z.B. Tensiden, besitzen Proteine eine geringere Adsorptionsgeschwindigkeit an die Grenzfläche.
Für das Projekt wurden unter anderem ein Kartoffelprotein, Casein, Albumin und Hühnereiweiß ausgewählt.
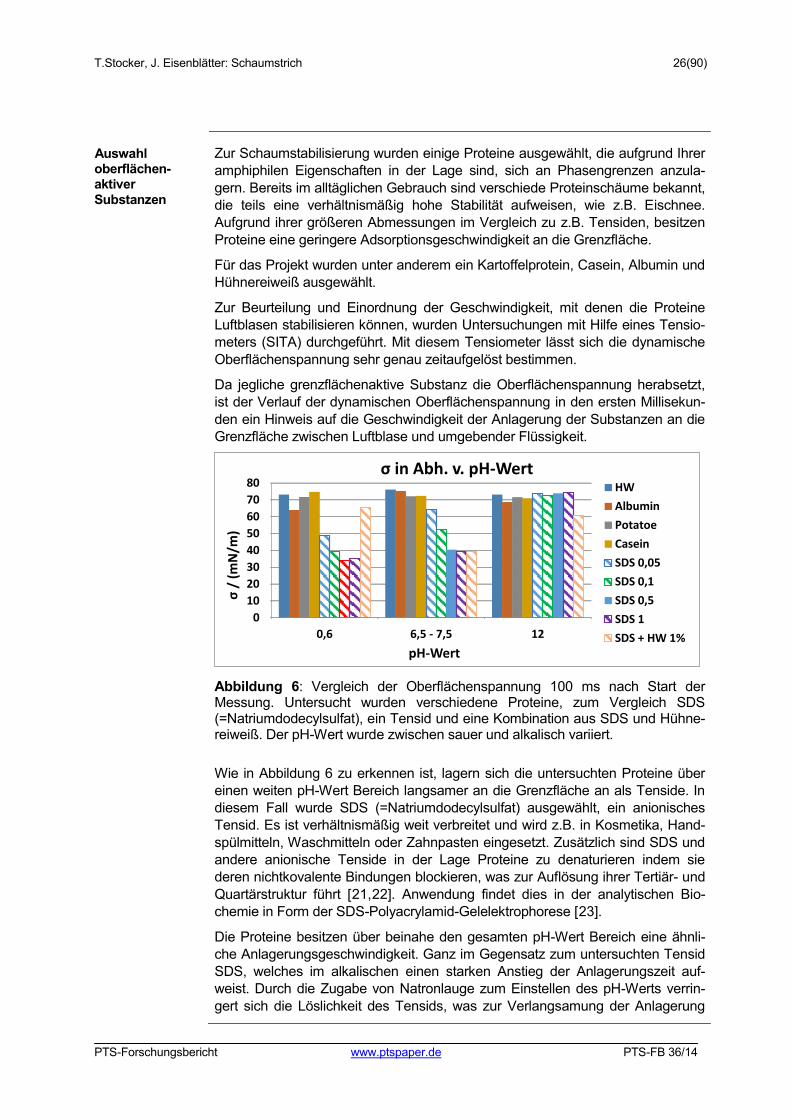
Zur Beurteilung und Einordnung der Geschwindigkeit, mit denen die Proteine Luftblasen stabilisieren können, wurden Untersuchungen mit Hilfe eines Tensio-meters (SITA) durchgeführt. Mit diesem Tensiometer lässt sich die dynamische Oberflächenspannung sehr genau zeitaufgelöst bestimmen.
Da jegliche grenzflächenaktive Substanz die Oberflächenspannung herabsetzt, ist der Verlauf der dynamischen Oberflächenspannung in den ersten Millisekun-den ein Hinweis auf die Geschwindigkeit der Anlagerung der Substanzen an die Grenzfläche zwischen Luftblase und umgebender Flüssigkeit.
01020304050607080
0,6 6,5 - 7,5 12
σ/
(mN
/m)
pH-Wert
σ in Abh. v. pH-WertHWAlbuminPotatoeCaseinSDS 0,05SDS 0,1SDS 0,5SDS 1SDS + HW 1%
Abbildung 6: Vergleich der Oberflächenspannung 100 ms nach Start der Messung. Untersucht wurden verschiedene Proteine, zum Vergleich SDS (=Natriumdodecylsulfat), ein Tensid und eine Kombination aus SDS und Hühne-reiweiß. Der pH-Wert wurde zwischen sauer und alkalisch variiert.
Wie in Abbildung 6 zu erkennen ist, lagern sich die untersuchten Proteine über einen weiten pH-Wert Bereich langsamer an die Grenzfläche an als Tenside. In diesem Fall wurde SDS (=Natriumdodecylsulfat) ausgewählt, ein anionisches Tensid. Es ist verhältnismäßig weit verbreitet und wird z.B. in Kosmetika, Hand-spülmitteln, Waschmitteln oder Zahnpasten eingesetzt. Zusätzlich sind SDS und andere anionische Tenside in der Lage Proteine zu denaturieren indem sie deren nichtkovalente Bindungen blockieren, was zur Auflösung ihrer Tertiär- und Quartärstruktur führt [21,22]. Anwendung findet dies in der analytischen Bio-chemie in Form der SDS-Polyacrylamid-Gelelektrophorese [23].
Die Proteine besitzen über beinahe den gesamten pH-Wert Bereich eine ähnli-che Anlagerungsgeschwindigkeit. Ganz im Gegensatz zum untersuchten Tensid SDS, welches im alkalischen einen starken Anstieg der Anlagerungszeit auf-weist. Durch die Zugabe von Natronlauge zum Einstellen des pH-Werts verrin-gert sich die Löslichkeit des Tensids, was zur Verlangsamung der Anlagerung
T.Stocker, J. Eisenblätter: Schaumstrich 27(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
der Tensidmoleküle an die Grenzfläche führt. Die Proteine hingegen sind auf-grund ihres Aufbaus weitgehend gegen diese Löslichkeitsveränderung gefeit. Durch eine Kombination der Tenside mit Proteinen könnten die Vorteile beider Substanzklassen ausgenutzt werden. Tenside könnten sich schnell an eine Grenzfläche anlagern und diese vorübergehend stabilisieren. Daraufhin können sich die Proteine an diese Grenzflächen anlagern und die Stabilität der Grenzflä-che weiter erhöhen. Diese Stabilisierung ist v.a. auf die flächige Vernetzung und Überlagerung der Proteine zurückzuführen [24].
Weitere Möglichkeiten zur CO2-Erzeugung
Neben der oben genannten Carbonat-Säure Reaktion und der Polyol-Isocyanat Reaktion wurden noch zusätzlich Substanzen untersucht, die bei Hitzeeinwir-kung CO2 abspalten, sogenannte Trieb- oder Treibmittel.
Bekannte Treibmittel sind hierbei beispielsweise, Ammoniumhydrogencarbonat (NH4HCO3) oder Kaliumhydrogencarbonat (KHCO3), wobei diese auch als Bestandteil bestimmter Backtriebmittel eingesetzt werden.
Neben diesen festen Substanzen wurde Malonsäure (Propandiolsäure) einge-setzt. Diese kann sowohl über die Reaktion als Säure mit dem Carbonat CO2 erzeugen, als auch durch Hitzeeinwirkung CO2 abspalten. In wässriger Lösung geschieht das bereits bei 70 °C, in kristalliner Form findet die Decarboxylierung erst oberhalb des Schmelzpunktes bei ca. 140 °C statt.
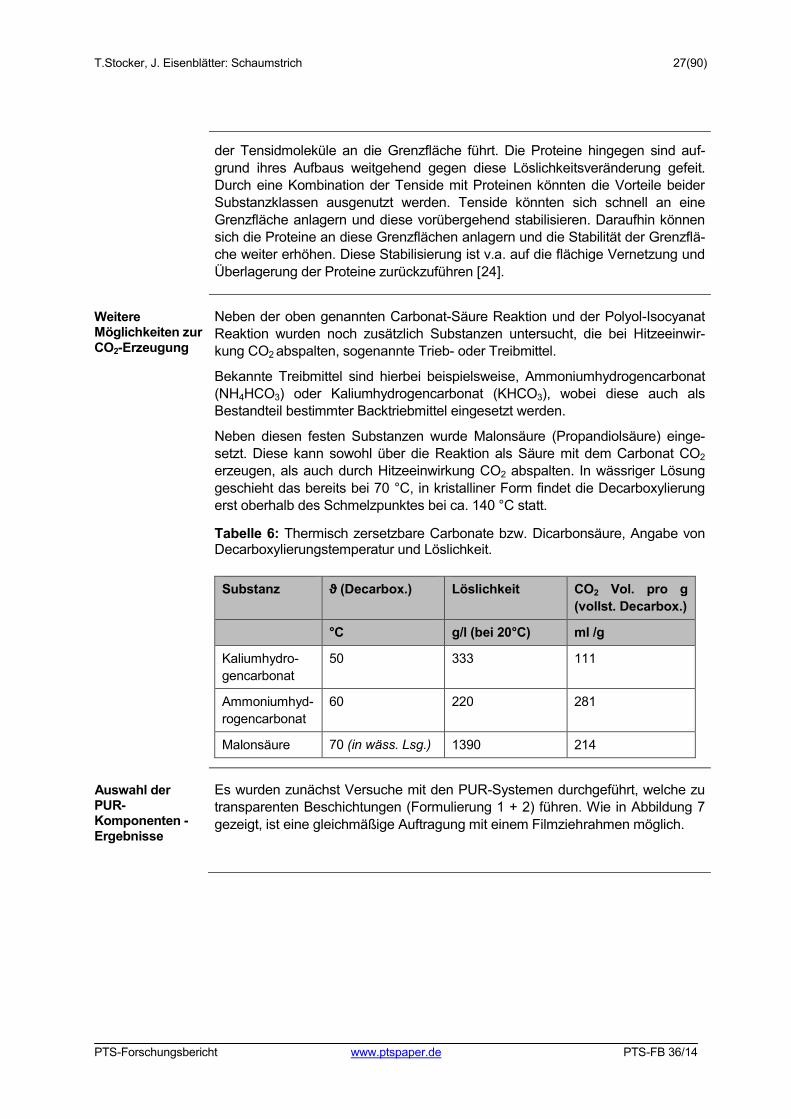
Tabelle 6: Thermisch zersetzbare Carbonate bzw. Dicarbonsäure, Angabe von Decarboxylierungstemperatur und Löslichkeit.
Substanz ϑ (Decarbox.) Löslichkeit CO2 Vol. pro g (vollst. Decarbox.)
°C g/l (bei 20°C) ml /g
Kaliumhydro-gencarbonat
50 333 111
Ammoniumhyd-rogencarbonat
60 220 281
Malonsäure 70 (in wäss. Lsg.) 1390 214
Auswahl der PUR-Komponenten - Ergebnisse
Es wurden zunächst Versuche mit den PUR-Systemen durchgeführt, welche zu transparenten Beschichtungen (Formulierung 1 + 2) führen. Wie in Abbildung 7 gezeigt, ist eine gleichmäßige Auftragung mit einem Filmziehrahmen möglich.

T.Stocker, J. Eisenblätter: Schaumstrich 28(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Abbildung 7: Auftragung von 30 µm PUR-Formulierung mit Filmziehrahmen (a: hydrophobe Formulierung (EP3354/PUR 980); b: lebensmittelgeeignete Formu-lierung (Purocast®765N/PUR 980) Es zeigte sich, dass bei Auftragsdicken bis ≤ 60 µm annähernd homogen verteilte erhabene Strukturen auf der Oberfläche auftreten (Abbildung 8) und zudem die erhaltenen Beschichtungen eine geringere Schichtdicke aufweisen, als die mit dem Filmziehrahmen eingestellten Auftragsdicken. Erst ab Auftrags-dicken von > 60 µm bildete sich eine homogene, ebene Schicht aus und die Schichtdicken entsprachen annähernd den eingestellten Auftragsdicken.
Abbildung 8: Oberflächenstruktur der untersuchten hydrophoben (a) und lebensmittelgeeigneten (b) Formulierung bei 30 µm Auftragsdicke.
Bei Auftragung des aufschäumenden PUR-Systems (Formulierung 3) konnte ebenfalls eine homogene Oberfläche erreicht werden. Es zeigte sich, dass die gewählte PUR-Formulierung gut geeignet ist, um sehr feinporige Schäume zu generieren. Die Poren weisen jedoch einen minimalen Durchmesser von 100-200 µm auf, welcher eine finale Schichtdicke von wenigen Mikrometern aus-schließt. Nach Rücksprache mit der Firma Rühl Puromer, war diese Formulie-rung jedoch die erfolgversprechendste, und wurde daher in den weiteren Ver-suchsreihen zur Schaumstrich-/Blasenstricherzeugung verwendet.
T.Stocker, J. Eisenblätter: Schaumstrich 29(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
8 Mischungsverhältnisse
Vorgehen Nach Auswahl der vielversprechendsten Komponenten, wurden diese auf Ihre Eignung eine Schaumschicht zu erzeugen, im Labor überprüft. Bei vielverspre-chenden Ergebnissen wurden diese Komponentenkombinationen genauer untersucht und vor allem das Mischungsverhältnis optimiert.
8.1 Carbonat-Säure Reaktionen
Vorgehen Die ausgewählten verschiedenen Säuren und sauren Salze der Gaserzeugung mittels einer Carbonat-Säure Reaktion wurden in Lösung bzw. Verdünnung eingesetzt. Der pH-Wert der sauren Komponentenlösungen wurde bestimmt und variiert. Die Carbonat Komponenten wurden sowohl in gelöster, als auch fester Form als basische Komponente verwendet. Schwer- bis unlösliche Carbonate wurden zusätzlich in verschiedener Partikelgröße vorgelegt.
Ergebnisse homogene Reaktion
Für die Reaktion zur Gaserzeugung von einem Carbonat mit einer Säure können zwei verschiedene Reaktionswege, wie schon erwähnt (siehe 7.2) angenommen werden. Die zunächst betrachtete Voraussetzung war eine homogene, d.h. flüssig/flüssig Reaktion. Hierzu wurde sowohl ein Carbonat in Lösung gebracht als auch eine Säure bzw. ein saures Salz gelöst. Beide Lösungen wurden in unterschiedlichen Konzentrationen (Carbonat-Lösung immer in höherer Konzent-ration) zusammen gegeben, die Gasentwicklung beobachtet und das jeweils gewonnene Gasvolumen gemessen. In erster Linie sollte hierbei in Funktion des pH-Werts die zugängliche bzw. das freigesetzte CO2-Volumen ermittelt werden, da für einen Kugel-Schaum ein im Verhältnis zur ungeschäumten Farbe stehen-des Gasvolumen zu erzeugen ist.
Gleichzeitig lässt sich in diesem Zusammenhang die Geschwindigkeit der Gaserzeugung untersuchen. Diese hängt maßgeblich vom pH-Wert der einge-setzten sauren Lösung ab. Ziel war hierbei zu sehen ob bei einem geeigneten pH-Wertbereich bei gleichzeitig ausreichendem Gasvolumen, die Geschwindig-keit der Bildung so herabgesetzt werden kann, dass auch noch nach Ablegen einer entsprechenden Farbe ein Aufschäumung durch unveränderte, jedoch mit reduzierter Geschwindigkeit erfolgende CO2-Bildung, möglich ist, bevor eine Immobilisierung stattfindet.
In Abbildung 37 (vgl. Anhang) ist die pH-Wert Abhängigkeit der homogenen Reaktion, hier die Reaktion von 0,5m Kaliumcarbonat mit einer Mischung aus NaHSO4 und NaH2PO4, sehr gut zu erkennen. Senkt man z.B. den pH-Wert von pH=2,11 auf pH=0,53 ab, so wird das Reaktionsgleichgewicht stark in Richtung CO2 Erzeugung verschoben, wodurch im selben Zeitintervall beinahe die dreifa-che Gasmenge freigesetzt wird. Ebenso kann man erkennen, dass aber im gesamten pH-Bereich von 1-4 eine Gaserzeugung stattfindet, aber ein bestimm-tes definiertes Volumen mit steigendem pH-Wert später erreicht wird (pH 0,53 norm. Volumen 0,25 nach 0,6s, bei pH 3,2 erst nach 10s). Für andere Carbonate zeigt sich hier ein ähnliches Bild, je nach Konzentration des Carbonats in der
T.Stocker, J. Eisenblätter: Schaumstrich 30(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Lösung und je nach Aufbau des Carbonats ist die Reaktion schneller bzw. bildet in der gleichen Zeit mehr CO2.
Nachdem die Reaktion zwischen Carbonatlösung und saurer Lösung durchge-führt und die dabei jeweils erzeugte CO2 Menge gemessen werden konnte, sollte diese Art der Gaserzeugung in einer konventionellen Streichfarbe übertragen werden. Dazu wurde das gelöste Carbonat unter Rühren zu einer Streichfarbe mit Pigmenten aus Calciumcarbonat und Kaolin gegeben. Hierbei verursachte die Carbonatlösung jedoch eine drastische Erhöhung der Viskosität über den Messbereich des Viskosimeters hinaus. Dies ist wahrscheinlich auf die hohe Konzentration der gelösten Alkalikationen (c=1 Mol/L) und die Verschiebung des pH-Werts auf pH=11 zurückzuführen, was zu einer starken Agglomeration der CaCO3 (GCC) Pigmente führt. Da Calciumcarbonate in wässriger Umgebung kaum löslich sind, tragen sie zu diesem Effekt nicht bei.
Natriumhydrogencarbonate zeigen diese Auswirkung bei bestimmten Konzentra-tionen nur bedingt, sind also theoretisch innerhalb dieser Parameterintervalle als flüssiger Carbonatlieferant denkbar. Jedoch erhöhen auch diese die Viskosität der Streichfarbendispersion.
Aufgrund der unerwünschten Wechselwirkungen der Carbonate, die zur sehr starken Erhöhung der Viskosität führen, wurde von der homogenen Reaktion zur Gaserzeugung abgesehen.
Ergebnisse heterogene Reaktion
Der zweite Reaktionsweg, der über eine heterogene, d.h. flüssig/fest Reaktion CO2 erzeugt, wurde im Anschluss an die homogene Reaktion untersucht. Hierfür wurde eine Lösung eines sauren Salze oder alternativ einer schwachen Säure hergestellt, die als Protonenlieferant dient. Das zu CO2 reagierende Carbonat wird durch das feste, als Streichfarbenpigment dienende Calciumcarbonat bereitgestellt.
Bei diesem Reaktionsweg ist zu beachten, dass zwar eine übermäßige Erhöhung der Viskosität nicht stattfindet, jedoch die sauren Substanzen einen Teil der vorwiegend kleinteiligen Calciumcarbonatpigmente abbauen.
T.Stocker, J. Eisenblätter: Schaumstrich 31(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
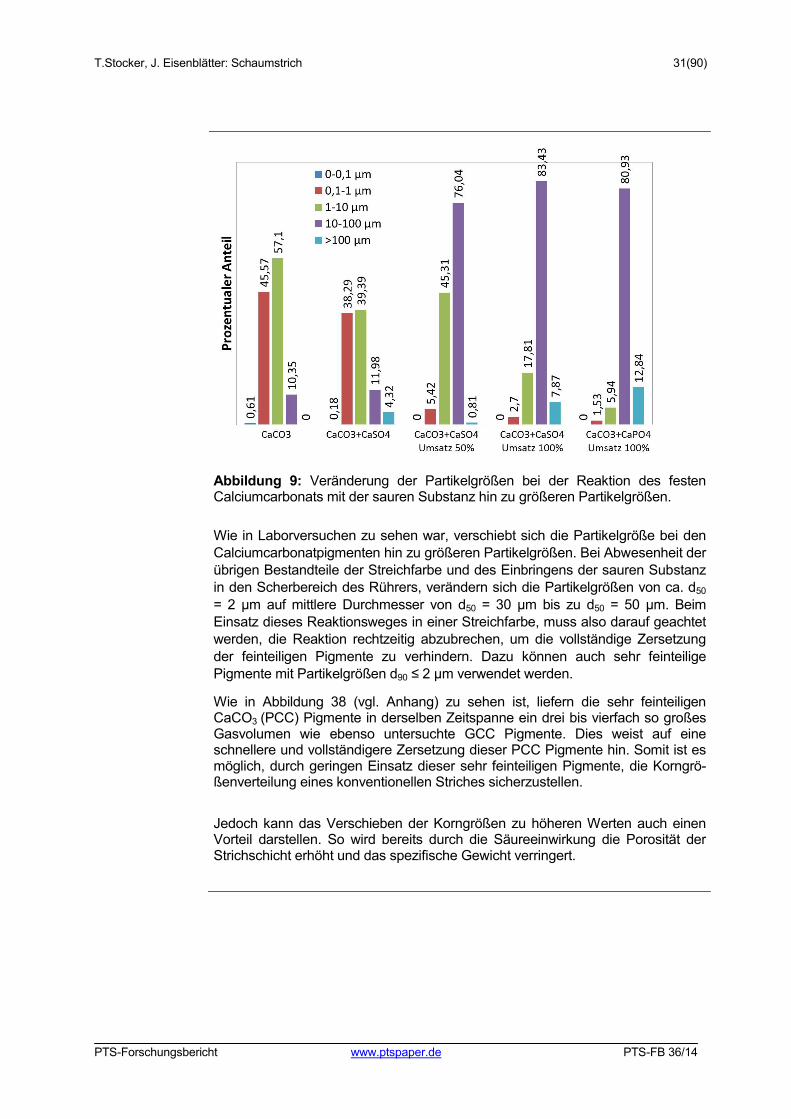
Abbildung 9: Veränderung der Partikelgrößen bei der Reaktion des festen Calciumcarbonats mit der sauren Substanz hin zu größeren Partikelgrößen.
Wie in Laborversuchen zu sehen war, verschiebt sich die Partikelgröße bei den Calciumcarbonatpigmenten hin zu größeren Partikelgrößen. Bei Abwesenheit der übrigen Bestandteile der Streichfarbe und des Einbringens der sauren Substanz in den Scherbereich des Rührers, verändern sich die Partikelgrößen von ca. d50 = 2 µm auf mittlere Durchmesser von d50 = 30 µm bis zu d50 = 50 µm. Beim Einsatz dieses Reaktionsweges in einer Streichfarbe, muss also darauf geachtet werden, die Reaktion rechtzeitig abzubrechen, um die vollständige Zersetzung der feinteiligen Pigmente zu verhindern. Dazu können auch sehr feinteilige Pigmente mit Partikelgrößen d90 ≤ 2 µm verwendet werden.
Wie in Abbildung 38 (vgl. Anhang) zu sehen ist, liefern die sehr feinteiligen CaCO3 (PCC) Pigmente in derselben Zeitspanne ein drei bis vierfach so großes Gasvolumen wie ebenso untersuchte GCC Pigmente. Dies weist auf eine schnellere und vollständigere Zersetzung dieser PCC Pigmente hin. Somit ist es möglich, durch geringen Einsatz dieser sehr feinteiligen Pigmente, die Korngrö-ßenverteilung eines konventionellen Striches sicherzustellen.
Jedoch kann das Verschieben der Korngrößen zu höheren Werten auch einen Vorteil darstellen. So wird bereits durch die Säureeinwirkung die Porosität der Strichschicht erhöht und das spezifische Gewicht verringert.
T.Stocker, J. Eisenblätter: Schaumstrich 32(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
8.2 Polyurethan Reaktionen
Vorgehen Anders als im AP 2 (Mischungsverhältnisse) angegeben, wurde für das ausge-wählte PUR-System, die optimale Zeit für die Auftragung bestimmt, da das Mischungsverhältnis vom PUR-Formulierer bereits optimiert vorgegeben wurden.
Die Versuche zur optimalen Topfzeit (Dauer bis zur Auftragung der PUR-Formulierung) wurden mit Hilfe des PUR-Systems EP 3354 / PUR 980 (hydro-phobe Formulierung 1) durchgeführt. Dafür wurde die Polyol- und Isocyanat-Komponenten in einem Pappbecher zunächst im angegebenen Verhältnis mit Hilfe eines Holzspatels vermischt und nach 1, 2, 3, 4 beziehungsweise 5 min auf das Papier aufgebracht und sofort mit Hilfe eines Filmziehrahmens eine gleich-mäßige Schichtdicke eingestellt.
Ergebnisse Beispielhaft ist in Abbildung 10 der Einfluss der Topfzeit auf die Viskosität bei der Auftragung und damit auf die Streichfähigkeit und finale Schichtdicke des PUR-Systems EP 3354 / PUR 980 (hydrophobe Formulierung 1) aufgezeigt. Wie in Abbildung 10 angegeben steigt mit der Topfzeit die finale Schichtdicke. Dies ist darauf zurückzuführen, dass aufgrund der steigenden Viskosität im Rahmen der PUR-Reaktion bei der händischen Auftragung ein ausreichender Druck in Richtung des Papiers beim Filmziehen nicht gewährleistet werden kann. Für die Formulierung 1 ist es bis zu einer Topfzeit von 4 min noch möglich eine Be-schichtung mit einer homogenen Schichtdicke zu erreichen. Jedoch war bei einer Topfzeit von 4 min die Formulierung so hochviskos, dass der Druck auf den Filmziehrahmen nicht ausreichte, um eine Beschichtung im Bereich der angestrebten Auftragsdicke von 30 µm zu erreichen. Bei einer Topfzeit von 5 min war die Viskosität der Formulierung bereits so hoch, dass der Film gerissen ist. Theoretisch ist es also möglich diese Formulierung nach einer Topfzeit von wenigen Sekunden bis zu 2-3 min aufzutragen. Da die Viskosität bei sehr geringer Topfzeit jedoch noch sehr niedrig ist (steigt mit der Reaktionsdauer), ist die Stabilität der entstehenden Blasen zu diesem Zeitpunkt noch nicht gewähr-leistet. Für die Stabilität der Blasen sind demnach höhere Topfzeiten = höhere Viskosität optimal. Andererseits muss die Viskosität aber auch an die gewählte Auftragungsmethode (neben der Verwendung eines Rakels wäre auch z.B. Sprühen möglich) angepasst werden. Um eine gleichmäßige und in der Auftra-gungshöhe reproduzierbare PUR-Schicht zu erreichen in dem die entstehenden Blasen stabil sind, ist daher für die verwendete Formulierung eine Topfzeit von 1-2 min anzustreben.

T.Stocker, J. Eisenblätter: Schaumstrich 33(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Abbildung 10: Auftragungsversuche mit EP 3354/PUR 980 (hydrophobe Beschichtung) nach 1, 2, 3, 4 und 5 min Topfzeit (von links nach rechts)
Für die industrielle Anwendung (kontinuierliche Anlage) ist in diesem Zusam-menhang auch die Aufrollzeit (minimale Zeit bis zur möglichen Aufrollung der beschichteten Papierbahnen) relevant. Diese wurde im Rahmen des Projektes nicht detailliert bestimmt. Jedoch hängt diese mit der Topfzeit zusammen. Die Aufrollzeit ist unabhängig vom Zeitpunkt der Auftragung. Das heisst, dass im Fall der untersuchten Formulierung 1 die Aufrollzeit konstant ist, unabhängig davon, ob die Formulierung nach 1 bzw. 2 min aufgetragen wurde, Ein System mit geringer Topfzeit weist jedoch auch geringere Aufrollzeiten auf, da das System generell schneller abreagiert.
Für Versuche im Labormaßstab zur Evaluierung von geeigneten Systemen sind Topfzeiten im geringen Minutenbereich optimal. Für die industrielle Anwendung ist es möglich die Topfzeit der PUR-Formulierung in den Sekundenbereich und damit die Aufrollzeit in den niedrigen Minutenbereich zu verringern.
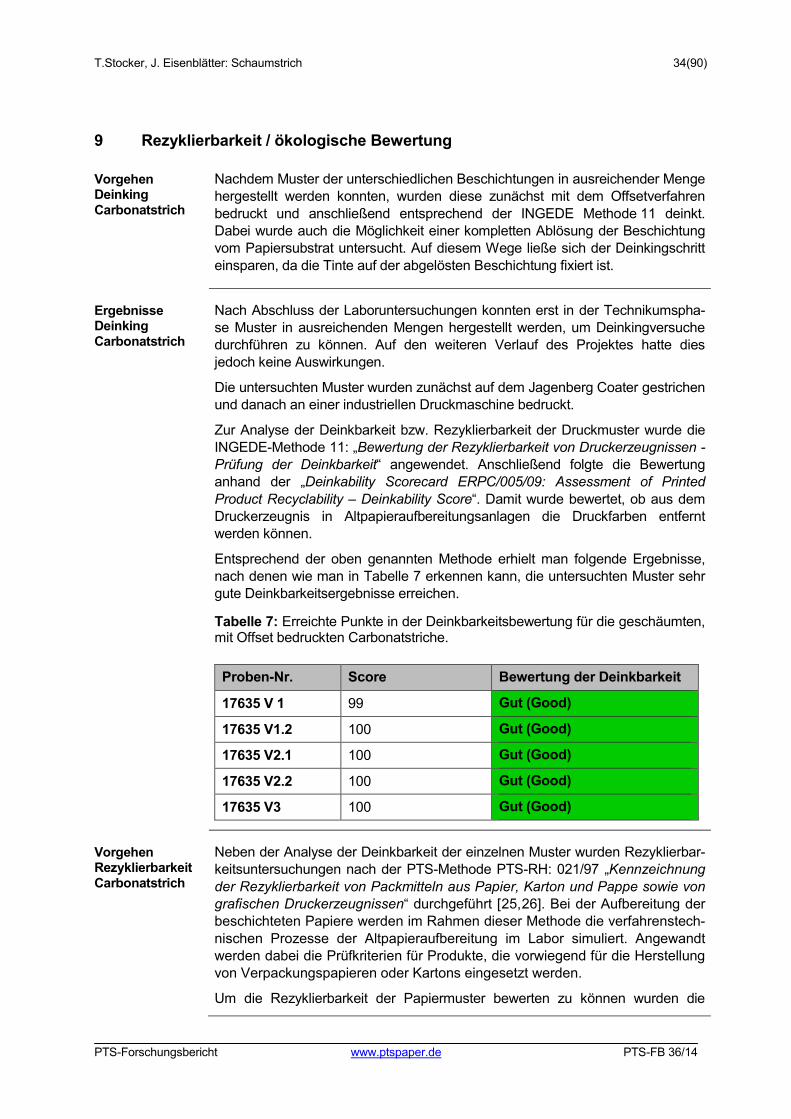
T.Stocker, J. Eisenblätter: Schaumstrich 34(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
9 Rezyklierbarkeit / ökologische Bewertung
Vorgehen Deinking Carbonatstrich
Nachdem Muster der unterschiedlichen Beschichtungen in ausreichender Menge hergestellt werden konnten, wurden diese zunächst mit dem Offsetverfahren bedruckt und anschließend entsprechend der INGEDE Methode 11 deinkt. Dabei wurde auch die Möglichkeit einer kompletten Ablösung der Beschichtung vom Papiersubstrat untersucht. Auf diesem Wege ließe sich der Deinkingschritt einsparen, da die Tinte auf der abgelösten Beschichtung fixiert ist.
Ergebnisse Deinking Carbonatstrich
Nach Abschluss der Laboruntersuchungen konnten erst in der Technikumspha-se Muster in ausreichenden Mengen hergestellt werden, um Deinkingversuche durchführen zu können. Auf den weiteren Verlauf des Projektes hatte dies jedoch keine Auswirkungen.
Die untersuchten Muster wurden zunächst auf dem Jagenberg Coater gestrichen und danach an einer industriellen Druckmaschine bedruckt.
Zur Analyse der Deinkbarkeit bzw. Rezyklierbarkeit der Druckmuster wurde die INGEDE-Methode 11: „Bewertung der Rezyklierbarkeit von Druckerzeugnissen - Prüfung der Deinkbarkeit“ angewendet. Anschließend folgte die Bewertung anhand der „Deinkability Scorecard ERPC/005/09: Assessment of Printed Product Recyclability – Deinkability Score“. Damit wurde bewertet, ob aus dem Druckerzeugnis in Altpapieraufbereitungsanlagen die Druckfarben entfernt werden können.
Entsprechend der oben genannten Methode erhielt man folgende Ergebnisse, nach denen wie man in Tabelle 7 erkennen kann, die untersuchten Muster sehr gute Deinkbarkeitsergebnisse erreichen.
Tabelle 7: Erreichte Punkte in der Deinkbarkeitsbewertung für die geschäumten, mit Offset bedruckten Carbonatstriche.
Proben-Nr. Score Bewertung der Deinkbarkeit
17635 V 1 99 Gut (Good)
17635 V1.2 100 Gut (Good)
17635 V2.1 100 Gut (Good)
17635 V2.2 100 Gut (Good)
17635 V3 100 Gut (Good)
Vorgehen Rezyklierbarkeit Carbonatstrich
Neben der Analyse der Deinkbarkeit der einzelnen Muster wurden Rezyklierbar-keitsuntersuchungen nach der PTS-Methode PTS-RH: 021/97 „Kennzeichnung der Rezyklierbarkeit von Packmitteln aus Papier, Karton und Pappe sowie von grafischen Druckerzeugnissen“ durchgeführt [25,26]. Bei der Aufbereitung der beschichteten Papiere werden im Rahmen dieser Methode die verfahrenstech-nischen Prozesse der Altpapieraufbereitung im Labor simuliert. Angewandt werden dabei die Prüfkriterien für Produkte, die vorwiegend für die Herstellung von Verpackungspapieren oder Kartons eingesetzt werden.
Um die Rezyklierbarkeit der Papiermuster bewerten zu können wurden die

T.Stocker, J. Eisenblätter: Schaumstrich 35(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
folgende Parameter verwendet:
• das Zerfaserungsverhalten,
• die Abtrennbarkeit vorhandener Störstoffe mittels Sortierung,
• das Potential zur Stickybildung (störungsfreie Blattbildung; Wasserbelas-tung, Störpotential möglicher Wasserinhaltsstoffe)
• Eigenschaften des wiedergewonnenen Faserstoffs im Hinblick auf opti-sche Inhomogenitäten.
Ergebnisse Rezyklierbarkeit Carbonatstrich
Mit Hilfe der PTS-Methode PTS-RH: 021/97 wurden in Laboruntersuchungen die folgenden Ergebnisse zur Bewertung der Rezyklierbarkeit ermittelt:
Tabelle 8: Rezyklierbarkeitsuntersuchung der Technikumspapiere V1 - V3.
Prüfung auf Rezyklierbarkeit
Stippenfreie Zerfaserbarkeit Bewertung der Prüfblätter aus
Zerfaserung Rückstand auf der Lochplatte
Gesamtstoff Gutstoff
IGF 17635 V 1 vollständig keine
• keine Haftwirkung
• keine Beschädigung beim Abziehen
• Schmutzpunk-te sichtbar
• keine Haftwirkung
• keine Beschädigung beim Abziehen
• Schmutzpunk-te sichtbar
IGF 17635 V 1.2 vollständig keine
• keine Haftwirkung
• keine Beschädigung beim Abziehen
• Schmutzpunk-te sichtbar
• keine Haftwirkung
• keine Beschädigung beim Abziehen
• Schmutzpunk-te sichtbar
IGF 17635 V 2.1 vollständig keine
• keine Haftwirkung
• keine Beschädigung beim Abziehen
• Schmutzpunk-te sichtbar
• keine Haftwirkung
• keine Beschädigung beim Abziehen
• Schmutzpunk-te sichtbar
IGF 17635 V 2.2 vollständig keine
• keine Haftwirkung
• keine Beschädigung beim Abziehen
• Schmutzpunk-te sichtbar
• keine Haftwirkung
• keine Beschädigung beim Abziehen
• Schmutzpunk-te sichtbar
IGF 17635 V 3 vollständig keine
• keine Haftwirkung
• keine Beschädigung
• keine Haftwirkung
• keine Beschädigung
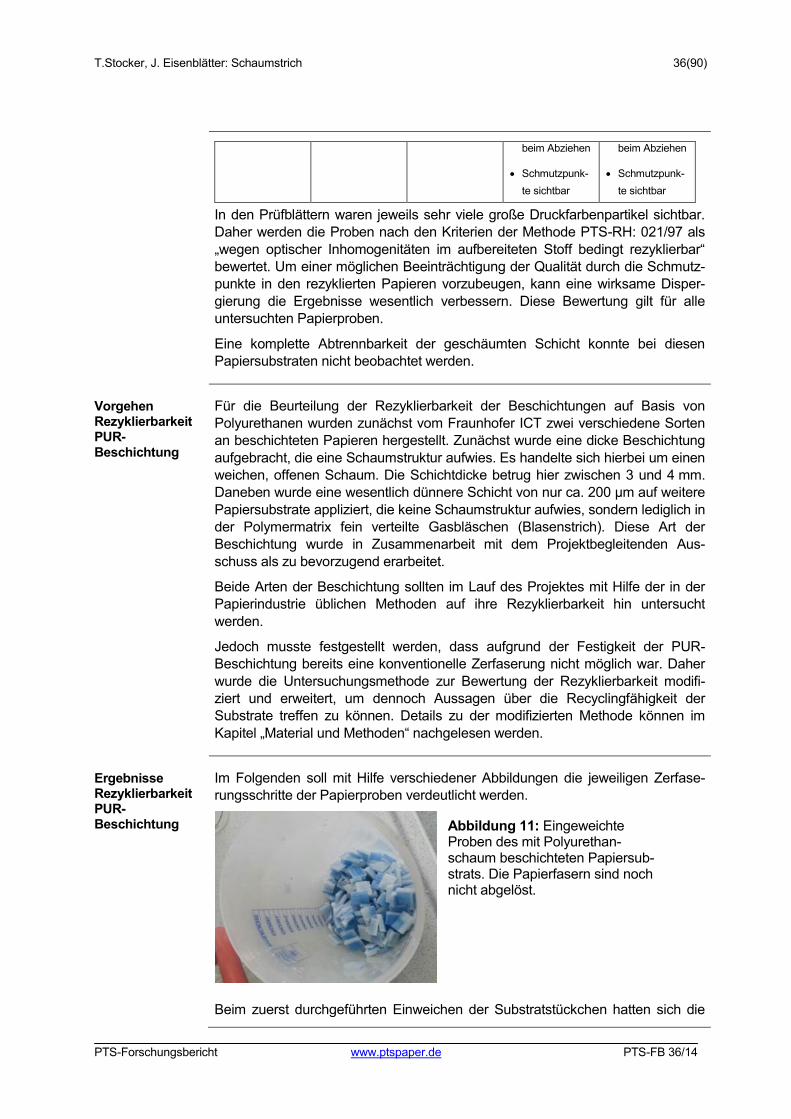
T.Stocker, J. Eisenblätter: Schaumstrich 36(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
beim Abziehen
• Schmutzpunk-te sichtbar
beim Abziehen
• Schmutzpunk-te sichtbar
In den Prüfblättern waren jeweils sehr viele große Druckfarbenpartikel sichtbar. Daher werden die Proben nach den Kriterien der Methode PTS-RH: 021/97 als „wegen optischer Inhomogenitäten im aufbereiteten Stoff bedingt rezyklierbar“ bewertet. Um einer möglichen Beeinträchtigung der Qualität durch die Schmutz-punkte in den rezyklierten Papieren vorzubeugen, kann eine wirksame Disper-gierung die Ergebnisse wesentlich verbessern. Diese Bewertung gilt für alle untersuchten Papierproben.
Eine komplette Abtrennbarkeit der geschäumten Schicht konnte bei diesen Papiersubstraten nicht beobachtet werden.
Vorgehen Rezyklierbarkeit PUR-Beschichtung
Für die Beurteilung der Rezyklierbarkeit der Beschichtungen auf Basis von Polyurethanen wurden zunächst vom Fraunhofer ICT zwei verschiedene Sorten an beschichteten Papieren hergestellt. Zunächst wurde eine dicke Beschichtung aufgebracht, die eine Schaumstruktur aufwies. Es handelte sich hierbei um einen weichen, offenen Schaum. Die Schichtdicke betrug hier zwischen 3 und 4 mm. Daneben wurde eine wesentlich dünnere Schicht von nur ca. 200 µm auf weitere Papiersubstrate appliziert, die keine Schaumstruktur aufwies, sondern lediglich in der Polymermatrix fein verteilte Gasbläschen (Blasenstrich). Diese Art der Beschichtung wurde in Zusammenarbeit mit dem Projektbegleitenden Aus-schuss als zu bevorzugend erarbeitet.
Beide Arten der Beschichtung sollten im Lauf des Projektes mit Hilfe der in der Papierindustrie üblichen Methoden auf ihre Rezyklierbarkeit hin untersucht werden.
Jedoch musste festgestellt werden, dass aufgrund der Festigkeit der PUR-Beschichtung bereits eine konventionelle Zerfaserung nicht möglich war. Daher wurde die Untersuchungsmethode zur Bewertung der Rezyklierbarkeit modifi-ziert und erweitert, um dennoch Aussagen über die Recyclingfähigkeit der Substrate treffen zu können. Details zu der modifizierten Methode können im Kapitel „Material und Methoden“ nachgelesen werden.
Ergebnisse Rezyklierbarkeit PUR-Beschichtung
Im Folgenden soll mit Hilfe verschiedener Abbildungen die jeweiligen Zerfase-rungsschritte der Papierproben verdeutlicht werden.
Beim zuerst durchgeführten Einweichen der Substratstückchen hatten sich die
Abbildung 11: Eingeweichte Proben des mit Polyurethan-schaum beschichteten Papiersub-strats. Die Papierfasern sind noch nicht abgelöst.

T.Stocker, J. Eisenblätter: Schaumstrich 37(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Fasern noch nicht von der PUR-Schaumschicht getrennt, wie in Abbildung 11 zu erkennen ist.
Nachdem die Stücke des Papiersubstrats in den Desintegrator gegeben wurden, wurden die abgetrennten Fasern als Faserbrei neben den Polyurethanschichten deutlich erkennbar.
Dieser Faserbrei konnte schließlich über einen Fraktionierer abgetrennt werden. Die übrigen Stücke der Beschichtung verblieben auf der Lochplatte des Fraktio-nierers und konnten somit leicht aus dem Prozess entfernt werden, wie man in Abbildung 13 gut erkennen kann.
Aus den so gewonnenen Fasern konnten wieder Papierblätter hergestellt werden. Durch auswiegen dieser Blätter und der Rückstände der PUR-Beschichtung (vgl. Tabelle 10) konnte mit dem Ausgangsgewicht der jeweiligen Substrate der Verlust an Faserstoff durch die Auftrennung der Bestandteile ermittelt werden.
Tabelle 9: Faserstoffanteil der untersuchten, mit PUR beschichteten Muster.
Faserstoff-suspension
Stoffdichte Faser-stoff
Faser-stoff
G % g % Dicke Beschichtung 2000 0,60 12,00 24,00 Dünne Beschichtung 2000 0,68 13,60 27,20
Abbildung 12: PUR-Beschichtung mit abgetrenntem Faserbrei nach der mechanischen Beanspruchung im Desintegrator.
Abbildung 13: Stückchen der PUR-Beschichtung nach der Abtrennung der Fasern durch den Fraktionierer.
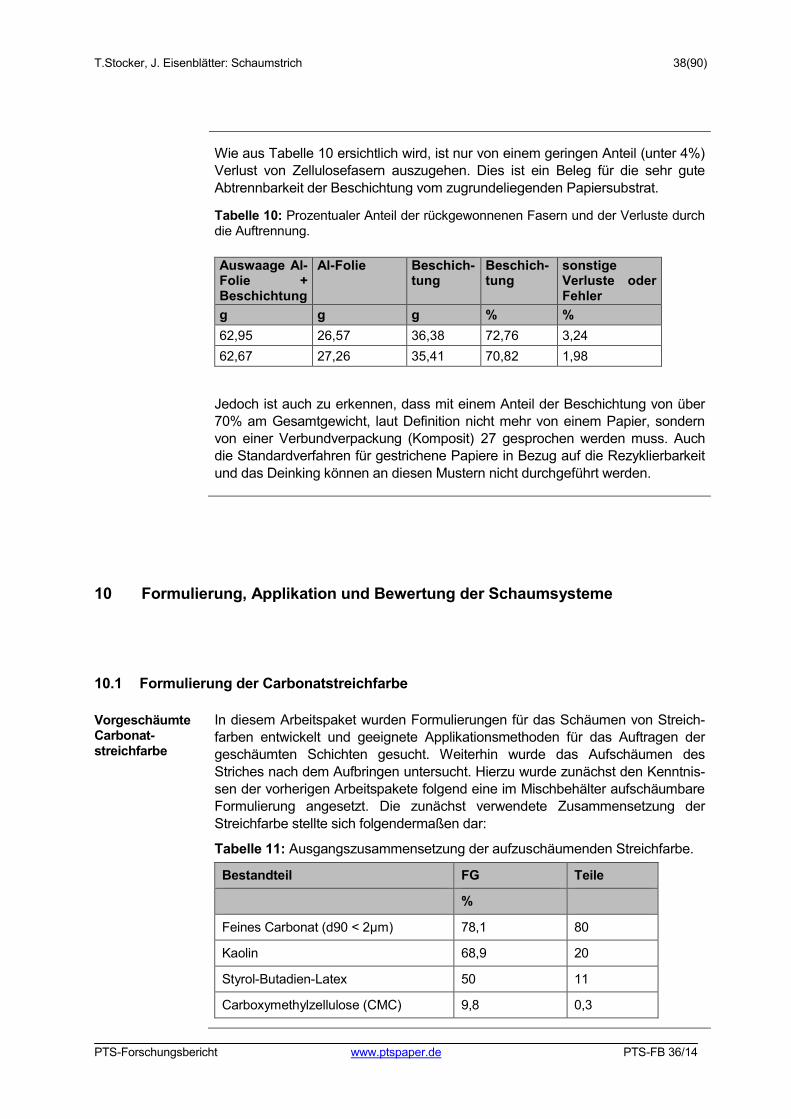
T.Stocker, J. Eisenblätter: Schaumstrich 38(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Wie aus Tabelle 10 ersichtlich wird, ist nur von einem geringen Anteil (unter 4%) Verlust von Zellulosefasern auszugehen. Dies ist ein Beleg für die sehr gute Abtrennbarkeit der Beschichtung vom zugrundeliegenden Papiersubstrat.
Tabelle 10: Prozentualer Anteil der rückgewonnenen Fasern und der Verluste durch die Auftrennung.
Auswaage Al-Folie + Beschichtung
Al-Folie Beschich-tung
Beschich-tung
sonstige Verluste oder Fehler
g g g % % 62,95 26,57 36,38 72,76 3,24 62,67 27,26 35,41 70,82 1,98
Jedoch ist auch zu erkennen, dass mit einem Anteil der Beschichtung von über 70% am Gesamtgewicht, laut Definition nicht mehr von einem Papier, sondern von einer Verbundverpackung (Komposit) 27 gesprochen werden muss. Auch die Standardverfahren für gestrichene Papiere in Bezug auf die Rezyklierbarkeit und das Deinking können an diesen Mustern nicht durchgeführt werden.
10 Formulierung, Applikation und Bewertung der Schaumsysteme
10.1 Formulierung der Carbonatstreichfarbe
Vorgeschäumte Carbonat- streichfarbe
In diesem Arbeitspaket wurden Formulierungen für das Schäumen von Streich-farben entwickelt und geeignete Applikationsmethoden für das Auftragen der geschäumten Schichten gesucht. Weiterhin wurde das Aufschäumen des Striches nach dem Aufbringen untersucht. Hierzu wurde zunächst den Kenntnis-sen der vorherigen Arbeitspakete folgend eine im Mischbehälter aufschäumbare Formulierung angesetzt. Die zunächst verwendete Zusammensetzung der Streichfarbe stellte sich folgendermaßen dar:
Tabelle 11: Ausgangszusammensetzung der aufzuschäumenden Streichfarbe.
Bestandteil FG Teile
%
Feines Carbonat (d90 < 2µm) 78,1 80
Kaolin 68,9 20
Styrol-Butadien-Latex 50 11
Carboxymethylzellulose (CMC) 9,8 0,3
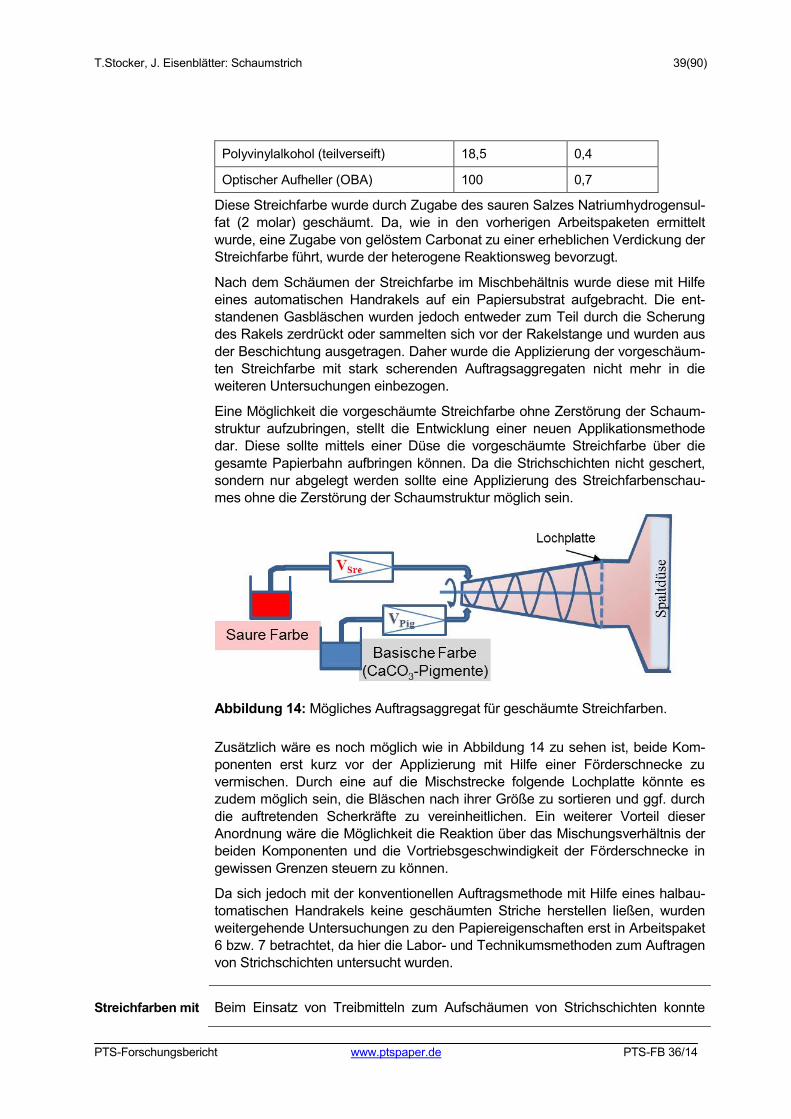
T.Stocker, J. Eisenblätter: Schaumstrich 39(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Polyvinylalkohol (teilverseift) 18,5 0,4
Optischer Aufheller (OBA) 100 0,7
Diese Streichfarbe wurde durch Zugabe des sauren Salzes Natriumhydrogensul-fat (2 molar) geschäumt. Da, wie in den vorherigen Arbeitspaketen ermittelt wurde, eine Zugabe von gelöstem Carbonat zu einer erheblichen Verdickung der Streichfarbe führt, wurde der heterogene Reaktionsweg bevorzugt.
Nach dem Schäumen der Streichfarbe im Mischbehältnis wurde diese mit Hilfe eines automatischen Handrakels auf ein Papiersubstrat aufgebracht. Die ent-standenen Gasbläschen wurden jedoch entweder zum Teil durch die Scherung des Rakels zerdrückt oder sammelten sich vor der Rakelstange und wurden aus der Beschichtung ausgetragen. Daher wurde die Applizierung der vorgeschäum-ten Streichfarbe mit stark scherenden Auftragsaggregaten nicht mehr in die weiteren Untersuchungen einbezogen.
Eine Möglichkeit die vorgeschäumte Streichfarbe ohne Zerstörung der Schaum-struktur aufzubringen, stellt die Entwicklung einer neuen Applikationsmethode dar. Diese sollte mittels einer Düse die vorgeschäumte Streichfarbe über die gesamte Papierbahn aufbringen können. Da die Strichschichten nicht geschert, sondern nur abgelegt werden sollte eine Applizierung des Streichfarbenschau-mes ohne die Zerstörung der Schaumstruktur möglich sein.
Abbildung 14: Mögliches Auftragsaggregat für geschäumte Streichfarben.
Zusätzlich wäre es noch möglich wie in Abbildung 14 zu sehen ist, beide Kom-ponenten erst kurz vor der Applizierung mit Hilfe einer Förderschnecke zu vermischen. Durch eine auf die Mischstrecke folgende Lochplatte könnte es zudem möglich sein, die Bläschen nach ihrer Größe zu sortieren und ggf. durch die auftretenden Scherkräfte zu vereinheitlichen. Ein weiterer Vorteil dieser Anordnung wäre die Möglichkeit die Reaktion über das Mischungsverhältnis der beiden Komponenten und die Vortriebsgeschwindigkeit der Förderschnecke in gewissen Grenzen steuern zu können.
Da sich jedoch mit der konventionellen Auftragsmethode mit Hilfe eines halbau-tomatischen Handrakels keine geschäumten Striche herstellen ließen, wurden weitergehende Untersuchungen zu den Papiereigenschaften erst in Arbeitspaket 6 bzw. 7 betrachtet, da hier die Labor- und Technikumsmethoden zum Auftragen von Strichschichten untersucht wurden.
Streichfarben mit Beim Einsatz von Treibmitteln zum Aufschäumen von Strichschichten konnte
T.Stocker, J. Eisenblätter: Schaumstrich 40(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Treibmitteln eine teilweise Blasenbildung erreicht werden. Da das Gas jedoch erst bei der Erwärmung nach dem Aufbringen des Striches auf ein Substrat freigesetzt wurde, wurden hier nur die viskoelastischen Eigenschaften der Dispersion ohne Gasbläschen gemessen.
Bei dieser Rezeptur kamen zum Einsatz:
Tabelle 12: Grundlegende Rezeptur der Treibmittelstreichfarben.
Bestandteil Teile
Feines Carbonat (d90 < 2 µm) 95
Sehr feines Carbonat (d97 < 2 µm) 5
SB-Latex 7
Stärke 4
Polyvinylalkohol 0,5
Grenzflächenaktive Substanz 0,5-10
Treibmittel 3
Die eingesetzten Grenzflächenaktiven Substanzen (GFS) waren: Tabelle 13: Ausgewählte und eingesetzte Stabilisatoren.
Grenzflächenaktive Substanz Abkürzung
Hühnereiweiß HEW
Natriumdodecylsulfat SDS
Natronwasserglas NWG
Mikronisiertes Kieselsol MKS
Aufgrund des geringen Feststoffgehaltes und der Anwendungsempfehlung kam das Kieselsol mit einem Anteil von 10 Teilen zum Einsatz, die übrigen Substan-zen nur zu 0,5 Teilen. Die Treibmittel entsprechen den in Kapitel 6 erwähnten Feststoffen Ammoniumhydrogencarbonat (AHC) und Kaliumhydrogencarbonat (KHC). Natronwasserglas wurde ausgewählt, da Wasserglas bei Kontakt mit Säure (u.a. Kohlensäure) ausflockt 28. Dies könnte zu einer Stabilisierung der CO2-Bläschen führen.
Tabelle 14: Rezepturen der mit Treibmittel und grenzflächenaktiven Substanzen
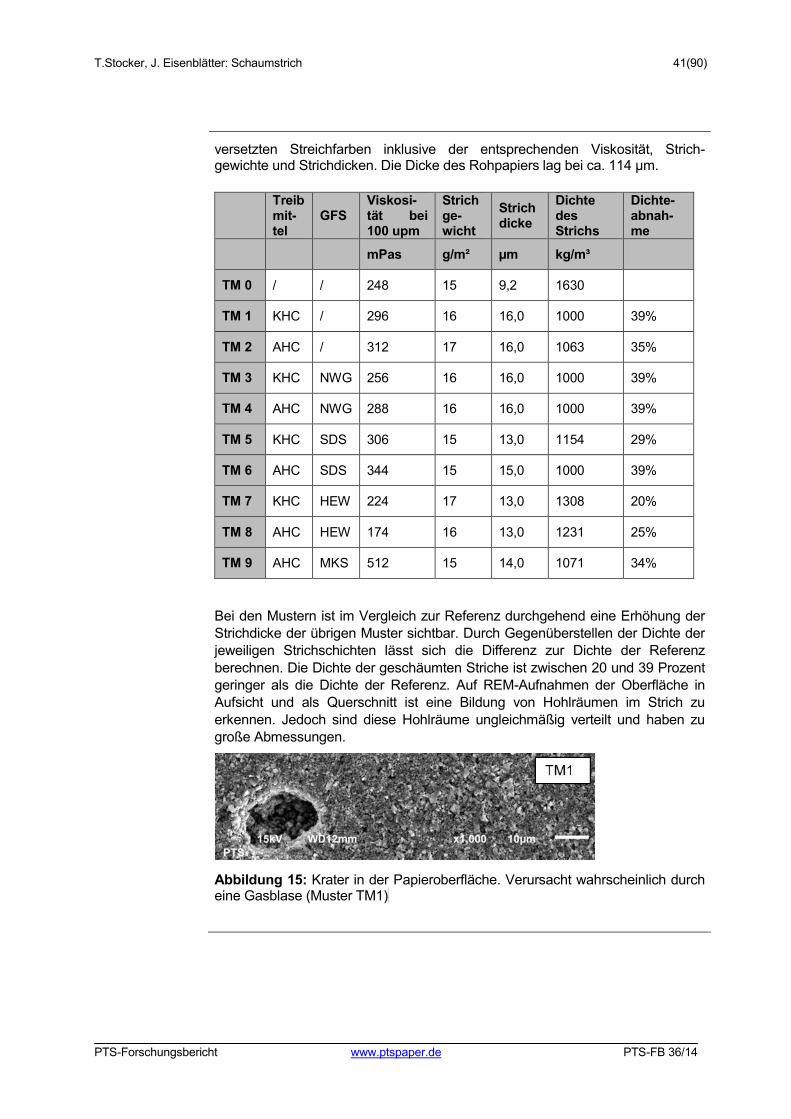
T.Stocker, J. Eisenblätter: Schaumstrich 41(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
versetzten Streichfarben inklusive der entsprechenden Viskosität, Strich-gewichte und Strichdicken. Die Dicke des Rohpapiers lag bei ca. 114 µm.
Treibmit-tel
GFS Viskosi-tät bei 100 upm
Strichge-wicht
Strichdicke
Dichte des Strichs
Dichte-abnah-me
mPas g/m² µm kg/m³
TM 0 / / 248 15 9,2 1630
TM 1 KHC / 296 16 16,0 1000 39%
TM 2 AHC / 312 17 16,0 1063 35%
TM 3 KHC NWG 256 16 16,0 1000 39%
TM 4 AHC NWG 288 16 16,0 1000 39%
TM 5 KHC SDS 306 15 13,0 1154 29%
TM 6 AHC SDS 344 15 15,0 1000 39%
TM 7 KHC HEW 224 17 13,0 1308 20%
TM 8 AHC HEW 174 16 13,0 1231 25%
TM 9 AHC MKS 512 15 14,0 1071 34%
Bei den Mustern ist im Vergleich zur Referenz durchgehend eine Erhöhung der Strichdicke der übrigen Muster sichtbar. Durch Gegenüberstellen der Dichte der jeweiligen Strichschichten lässt sich die Differenz zur Dichte der Referenz berechnen. Die Dichte der geschäumten Striche ist zwischen 20 und 39 Prozent geringer als die Dichte der Referenz. Auf REM-Aufnahmen der Oberfläche in Aufsicht und als Querschnitt ist eine Bildung von Hohlräumen im Strich zu erkennen. Jedoch sind diese Hohlräume ungleichmäßig verteilt und haben zu große Abmessungen.
Abbildung 15: Krater in der Papieroberfläche. Verursacht wahrscheinlich durch eine Gasblase (Muster TM1) ::
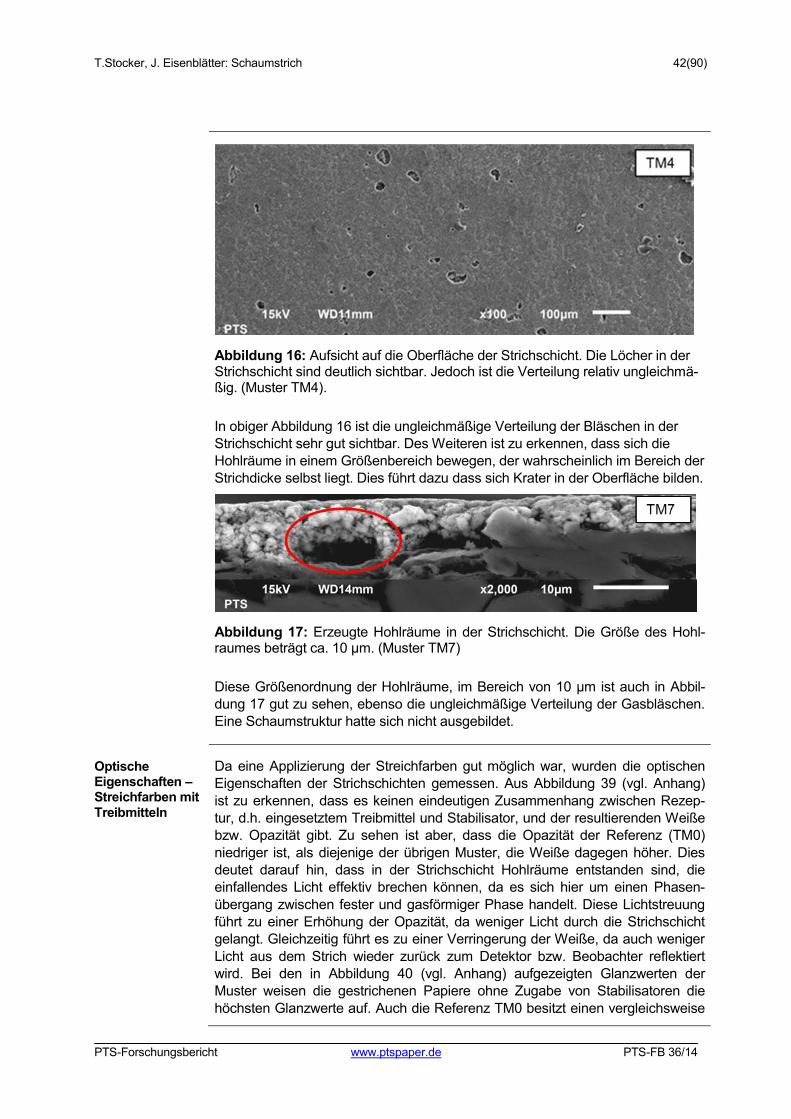
T.Stocker, J. Eisenblätter: Schaumstrich 42(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Abbildung 16: Aufsicht auf die Oberfläche der Strichschicht. Die Löcher in der Strichschicht sind deutlich sichtbar. Jedoch ist die Verteilung relativ ungleichmä-ßig. (Muster TM4).
In obiger Abbildung 16 ist die ungleichmäßige Verteilung der Bläschen in der Strichschicht sehr gut sichtbar. Des Weiteren ist zu erkennen, dass sich die Hohlräume in einem Größenbereich bewegen, der wahrscheinlich im Bereich der Strichdicke selbst liegt. Dies führt dazu dass sich Krater in der Oberfläche bilden.
Abbildung 17: Erzeugte Hohlräume in der Strichschicht. Die Größe des Hohl-raumes beträgt ca. 10 µm. (Muster TM7)
Diese Größenordnung der Hohlräume, im Bereich von 10 µm ist auch in Abbil-dung 17 gut zu sehen, ebenso die ungleichmäßige Verteilung der Gasbläschen. Eine Schaumstruktur hatte sich nicht ausgebildet.
Optische Eigenschaften – Streichfarben mit Treibmitteln
Da eine Applizierung der Streichfarben gut möglich war, wurden die optischen Eigenschaften der Strichschichten gemessen. Aus Abbildung 39 (vgl. Anhang) ist zu erkennen, dass es keinen eindeutigen Zusammenhang zwischen Rezep-tur, d.h. eingesetztem Treibmittel und Stabilisator, und der resultierenden Weiße bzw. Opazität gibt. Zu sehen ist aber, dass die Opazität der Referenz (TM0) niedriger ist, als diejenige der übrigen Muster, die Weiße dagegen höher. Dies deutet darauf hin, dass in der Strichschicht Hohlräume entstanden sind, die einfallendes Licht effektiv brechen können, da es sich hier um einen Phasen-übergang zwischen fester und gasförmiger Phase handelt. Diese Lichtstreuung führt zu einer Erhöhung der Opazität, da weniger Licht durch die Strichschicht gelangt. Gleichzeitig führt es zu einer Verringerung der Weiße, da auch weniger Licht aus dem Strich wieder zurück zum Detektor bzw. Beobachter reflektiert wird. Bei den in Abbildung 40 (vgl. Anhang) aufgezeigten Glanzwerten der Muster weisen die gestrichenen Papiere ohne Zugabe von Stabilisatoren die höchsten Glanzwerte auf. Auch die Referenz TM0 besitzt einen vergleichsweise
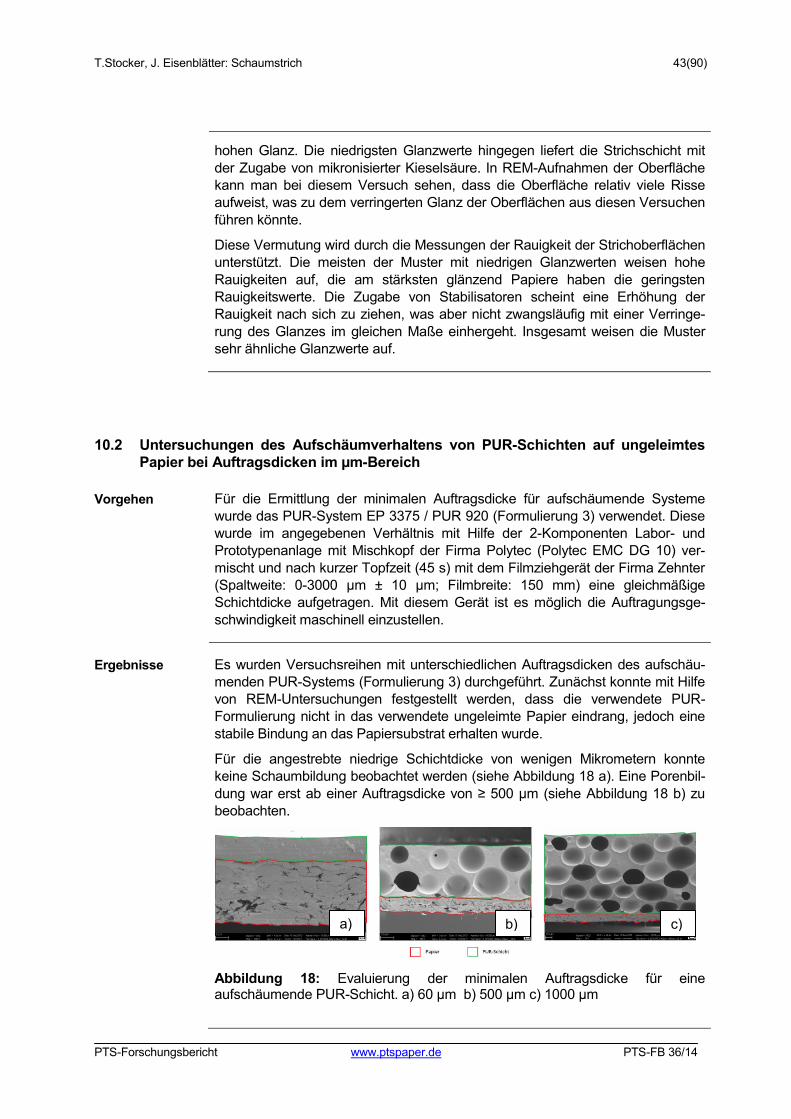
T.Stocker, J. Eisenblätter: Schaumstrich 43(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
hohen Glanz. Die niedrigsten Glanzwerte hingegen liefert die Strichschicht mit der Zugabe von mikronisierter Kieselsäure. In REM-Aufnahmen der Oberfläche kann man bei diesem Versuch sehen, dass die Oberfläche relativ viele Risse aufweist, was zu dem verringerten Glanz der Oberflächen aus diesen Versuchen führen könnte.
Diese Vermutung wird durch die Messungen der Rauigkeit der Strichoberflächen unterstützt. Die meisten der Muster mit niedrigen Glanzwerten weisen hohe Rauigkeiten auf, die am stärksten glänzend Papiere haben die geringsten Rauigkeitswerte. Die Zugabe von Stabilisatoren scheint eine Erhöhung der Rauigkeit nach sich zu ziehen, was aber nicht zwangsläufig mit einer Verringe-rung des Glanzes im gleichen Maße einhergeht. Insgesamt weisen die Muster sehr ähnliche Glanzwerte auf.
10.2 Untersuchungen des Aufschäumverhaltens von PUR-Schichten auf ungeleimtes Papier bei Auftragsdicken im µm-Bereich
Vorgehen Für die Ermittlung der minimalen Auftragsdicke für aufschäumende Systeme wurde das PUR-System EP 3375 / PUR 920 (Formulierung 3) verwendet. Diese wurde im angegebenen Verhältnis mit Hilfe der 2-Komponenten Labor- und Prototypenanlage mit Mischkopf der Firma Polytec (Polytec EMC DG 10) ver-mischt und nach kurzer Topfzeit (45 s) mit dem Filmziehgerät der Firma Zehnter (Spaltweite: 0-3000 µm ± 10 µm; Filmbreite: 150 mm) eine gleichmäßige Schichtdicke aufgetragen. Mit diesem Gerät ist es möglich die Auftragungsge-schwindigkeit maschinell einzustellen.
Ergebnisse Es wurden Versuchsreihen mit unterschiedlichen Auftragsdicken des aufschäu-menden PUR-Systems (Formulierung 3) durchgeführt. Zunächst konnte mit Hilfe von REM-Untersuchungen festgestellt werden, dass die verwendete PUR-Formulierung nicht in das verwendete ungeleimte Papier eindrang, jedoch eine stabile Bindung an das Papiersubstrat erhalten wurde.
Für die angestrebte niedrige Schichtdicke von wenigen Mikrometern konnte keine Schaumbildung beobachtet werden (siehe Abbildung 18 a). Eine Porenbil-dung war erst ab einer Auftragsdicke von ≥ 500 µm (siehe Abbildung 18 b) zu beobachten.
Abbildung 18: Evaluierung der minimalen Auftragsdicke für eine aufschäumende PUR-Schicht. a) 60 µm b) 500 µm c) 1000 µm
a) b) c)
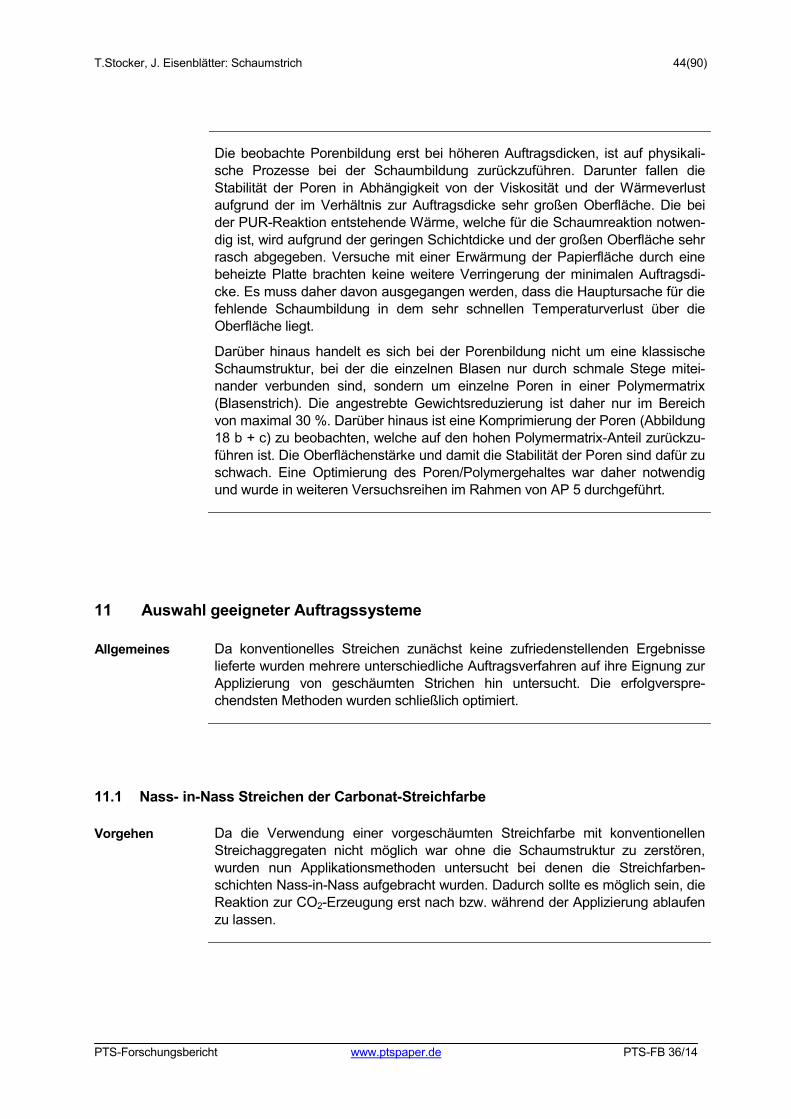
T.Stocker, J. Eisenblätter: Schaumstrich 44(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Die beobachte Porenbildung erst bei höheren Auftragsdicken, ist auf physikali-sche Prozesse bei der Schaumbildung zurückzuführen. Darunter fallen die Stabilität der Poren in Abhängigkeit von der Viskosität und der Wärmeverlust aufgrund der im Verhältnis zur Auftragsdicke sehr großen Oberfläche. Die bei der PUR-Reaktion entstehende Wärme, welche für die Schaumreaktion notwen-dig ist, wird aufgrund der geringen Schichtdicke und der großen Oberfläche sehr rasch abgegeben. Versuche mit einer Erwärmung der Papierfläche durch eine beheizte Platte brachten keine weitere Verringerung der minimalen Auftragsdi-cke. Es muss daher davon ausgegangen werden, dass die Hauptursache für die fehlende Schaumbildung in dem sehr schnellen Temperaturverlust über die Oberfläche liegt.
Darüber hinaus handelt es sich bei der Porenbildung nicht um eine klassische Schaumstruktur, bei der die einzelnen Blasen nur durch schmale Stege mitei-nander verbunden sind, sondern um einzelne Poren in einer Polymermatrix (Blasenstrich). Die angestrebte Gewichtsreduzierung ist daher nur im Bereich von maximal 30 %. Darüber hinaus ist eine Komprimierung der Poren (Abbildung 18 b + c) zu beobachten, welche auf den hohen Polymermatrix-Anteil zurückzu-führen ist. Die Oberflächenstärke und damit die Stabilität der Poren sind dafür zu schwach. Eine Optimierung des Poren/Polymergehaltes war daher notwendig und wurde in weiteren Versuchsreihen im Rahmen von AP 5 durchgeführt.
11 Auswahl geeigneter Auftragssysteme
Allgemeines Da konventionelles Streichen zunächst keine zufriedenstellenden Ergebnisse lieferte wurden mehrere unterschiedliche Auftragsverfahren auf ihre Eignung zur Applizierung von geschäumten Strichen hin untersucht. Die erfolgverspre-chendsten Methoden wurden schließlich optimiert.
11.1 Nass- in-Nass Streichen der Carbonat-Streichfarbe
Vorgehen Da die Verwendung einer vorgeschäumten Streichfarbe mit konventionellen Streichaggregaten nicht möglich war ohne die Schaumstruktur zu zerstören, wurden nun Applikationsmethoden untersucht bei denen die Streichfarben-schichten Nass-in-Nass aufgebracht wurden. Dadurch sollte es möglich sein, die Reaktion zur CO2-Erzeugung erst nach bzw. während der Applizierung ablaufen zu lassen.
T.Stocker, J. Eisenblätter: Schaumstrich 45(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Abbildung 19: Schema eines möglichen Nass-in-Nass Auftrags.
Zur Überprüfung der Machbarkeit eines Nass-in-Nass Auftrags, ähnlich zur Vorgehensweise aus Abbildung 19, wurden daher sukzessive eine Carbonat basierende Strichschicht und eine saure Lösung aufgerakelt.
Als Substrat wurde zunächst eine hydrophile Polyester-Folie mit einem Flächen-gewicht von 240 g/m² und einer Dicke von (169 ± 1) µm verwendet. Die Folie verhinderte das Wegschlagen der Streichfarbe bzw. der sauren Komponente. Somit stehen diese komplett für die Reaktion zur Gaserzeugung zur Verfügung. Über die Messung der Strichdicken der Muster, konnte der Volumengewinn im Vergleich zu einer Referenz bestimmt werden. Die Schichtabfolge von saurer Schicht S1 und basischer Carbonatschicht S2, wurde variiert.
Bei der ungeschäumten Referenz wurde statt der sauren Lösung Wasser aufgetragen, um ein Schäumen zu vermeiden, weswegen auch die Auftragsrei-henfolge keine Rolle spielte. Für alle übrigen Versuche wurde die Abfolge der Strichschichten nach dem Schema basisch/sauer (S2/S1) bzw. sauer/basisch (S1/S2) variiert. Zusätzlich dazu wurden die pH-Werte der sauren Lösungen verändert, um eine Aussage über die Abhängigkeit des erzeugten Gasvolumens vom pH-Wert bei dieser Streichmethode treffen zu können.
Tabelle 15: Variation von Schichtabfolge und pH-Werten zur Ermittlung des möglichen, erzeugbaren Schaumvolumens.
Bezeichnung F-pH1 F-pH2 F-pH3 F-pH7 pH1-F pH2-F pH3-F
Schichtabfolge S1/S2 S1/S2 S1/S2 S1/S2 S2/S1 S2/S1 S2/S1
pH-Wert 1 2 3 7 1 2 3
Die zugrunde liegende Rezeptur für die Variation der Schichtabfolge war wie in Tabelle 16 zu sehen ist, aufgebaut:
Tabelle 16: Streichfarbenzusammensetzung für das Nass-in-Nass Streichen.
Bestandteil Teile
Feines Carbonat (d90 < 2 µm) 75
Sehr feines Carbonat (d97 < 2 µm) 25
SB-Latex 7
Stärke 5
Polyvinylalkohol 0,5
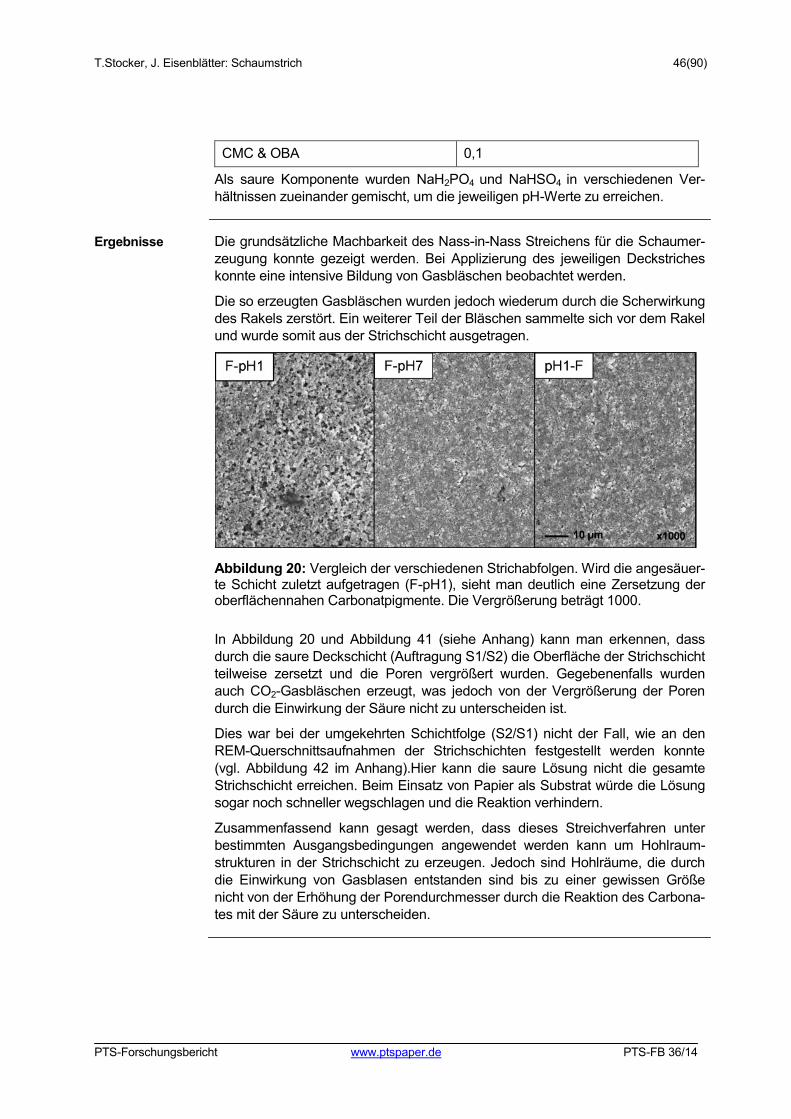
T.Stocker, J. Eisenblätter: Schaumstrich 46(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
CMC & OBA 0,1
Als saure Komponente wurden NaH2PO4 und NaHSO4 in verschiedenen Ver-hältnissen zueinander gemischt, um die jeweiligen pH-Werte zu erreichen.
Ergebnisse Die grundsätzliche Machbarkeit des Nass-in-Nass Streichens für die Schaumer-zeugung konnte gezeigt werden. Bei Applizierung des jeweiligen Deckstriches konnte eine intensive Bildung von Gasbläschen beobachtet werden.
Die so erzeugten Gasbläschen wurden jedoch wiederum durch die Scherwirkung des Rakels zerstört. Ein weiterer Teil der Bläschen sammelte sich vor dem Rakel und wurde somit aus der Strichschicht ausgetragen.
Abbildung 20: Vergleich der verschiedenen Strichabfolgen. Wird die angesäuer-te Schicht zuletzt aufgetragen (F-pH1), sieht man deutlich eine Zersetzung der oberflächennahen Carbonatpigmente. Die Vergrößerung beträgt 1000.
In Abbildung 20 und Abbildung 41 (siehe Anhang) kann man erkennen, dass durch die saure Deckschicht (Auftragung S1/S2) die Oberfläche der Strichschicht teilweise zersetzt und die Poren vergrößert wurden. Gegebenenfalls wurden auch CO2-Gasbläschen erzeugt, was jedoch von der Vergrößerung der Poren durch die Einwirkung der Säure nicht zu unterscheiden ist.
Dies war bei der umgekehrten Schichtfolge (S2/S1) nicht der Fall, wie an den REM-Querschnittsaufnahmen der Strichschichten festgestellt werden konnte (vgl. Abbildung 42 im Anhang).Hier kann die saure Lösung nicht die gesamte Strichschicht erreichen. Beim Einsatz von Papier als Substrat würde die Lösung sogar noch schneller wegschlagen und die Reaktion verhindern.
Zusammenfassend kann gesagt werden, dass dieses Streichverfahren unter bestimmten Ausgangsbedingungen angewendet werden kann um Hohlraum-strukturen in der Strichschicht zu erzeugen. Jedoch sind Hohlräume, die durch die Einwirkung von Gasblasen entstanden sind bis zu einer gewissen Größe nicht von der Erhöhung der Porendurchmesser durch die Reaktion des Carbona-tes mit der Säure zu unterscheiden.
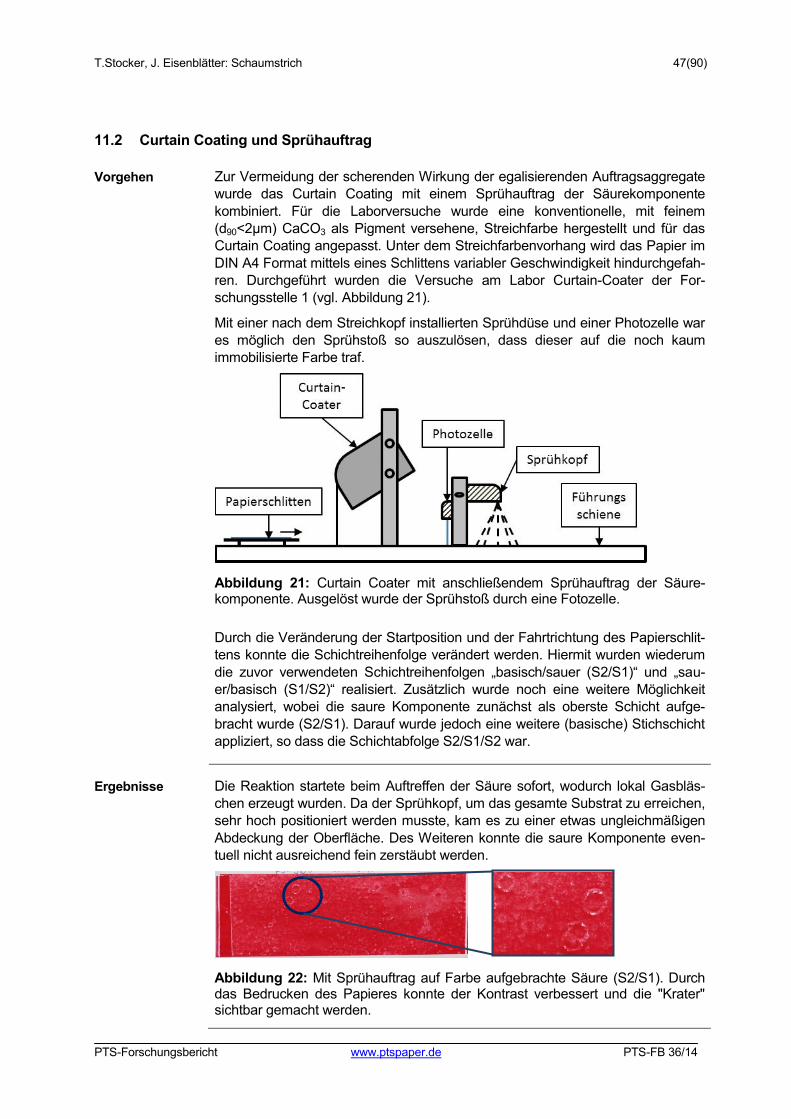
T.Stocker, J. Eisenblätter: Schaumstrich 47(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
11.2 Curtain Coating und Sprühauftrag
Vorgehen Zur Vermeidung der scherenden Wirkung der egalisierenden Auftragsaggregate wurde das Curtain Coating mit einem Sprühauftrag der Säurekomponente kombiniert. Für die Laborversuche wurde eine konventionelle, mit feinem (d90<2µm) CaCO3 als Pigment versehene, Streichfarbe hergestellt und für das Curtain Coating angepasst. Unter dem Streichfarbenvorhang wird das Papier im DIN A4 Format mittels eines Schlittens variabler Geschwindigkeit hindurchgefah-ren. Durchgeführt wurden die Versuche am Labor Curtain-Coater der For-schungsstelle 1 (vgl. Abbildung 21).
Mit einer nach dem Streichkopf installierten Sprühdüse und einer Photozelle war es möglich den Sprühstoß so auszulösen, dass dieser auf die noch kaum immobilisierte Farbe traf.
Abbildung 21: Curtain Coater mit anschließendem Sprühauftrag der Säure-komponente. Ausgelöst wurde der Sprühstoß durch eine Fotozelle.
Durch die Veränderung der Startposition und der Fahrtrichtung des Papierschlit-tens konnte die Schichtreihenfolge verändert werden. Hiermit wurden wiederum die zuvor verwendeten Schichtreihenfolgen „basisch/sauer (S2/S1)“ und „sau-er/basisch (S1/S2)“ realisiert. Zusätzlich wurde noch eine weitere Möglichkeit analysiert, wobei die saure Komponente zunächst als oberste Schicht aufge-bracht wurde (S2/S1). Darauf wurde jedoch eine weitere (basische) Stichschicht appliziert, so dass die Schichtabfolge S2/S1/S2 war.
Ergebnisse Die Reaktion startete beim Auftreffen der Säure sofort, wodurch lokal Gasbläs-chen erzeugt wurden. Da der Sprühkopf, um das gesamte Substrat zu erreichen, sehr hoch positioniert werden musste, kam es zu einer etwas ungleichmäßigen Abdeckung der Oberfläche. Des Weiteren konnte die saure Komponente even-tuell nicht ausreichend fein zerstäubt werden.
Abbildung 22: Mit Sprühauftrag auf Farbe aufgebrachte Säure (S2/S1). Durch das Bedrucken des Papieres konnte der Kontrast verbessert und die "Krater" sichtbar gemacht werden.

T.Stocker, J. Eisenblätter: Schaumstrich 48(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Beim Auftreffen der Tröpfchen auf die noch nicht immobilisierte Strichschicht bildeten sich kleine „Krater“ aus, die sich durch die Säurereaktion noch zusätz-lich vergrößerten. Wurde die Säure vor der Strichschicht aufgetragen, konnte man dieses Phänomen nur sehr vereinzelt beobachten.
Bei der Überprüfung auf Hohlräume (vgl. Kapitel 5.6) konnten bei vielen der Papiere Rissmuster identifiziert werden, die auf die Bildung von Hohlräumen in der Strichschicht hinweisen. Sind bereits oberflächlich Bläschen oder Krater sichtbar, so erübrigt sich diese Untersuchung. Ansonsten liefert sie jedoch wertvolle Hinweise auf die Gasbildung in der Strichschicht. Bei den mittels Sprühauftrag hergestellten Mustern, mit der Schichtfolge S1/S2, konnten zu-nächst an der Oberfläche keine Krater oder Hohlraumstrukturen identifiziert werden. Durch den modifizierten Rupftest wurden jedoch Strukturen sichtbar, die auf Hohlräume innerhalb der Strichschicht hindeuten (vgl. Abbildung 43, An-hang).
Auch hier konnte man feststellen, dass Hohlräume gebildet wurden. Die räumli-che Verteilung und die Verteilung der Durchmesser der Hohlräume sind jedoch nicht einheitlich. Durch Abstimmung der Oberflächenspannung von Papier und Strich auf die saure Komponente könnte dieser ungleichmäßigen Verteilung entgegengewirkt werden. Durch die Erhöhung der Oberflächenspannung könnte die saure Komponente weiter spreiten und somit für eine gleichmäßigere Vertei-lung sorgen.
Insgesamt sind die Hohlräume bei dieser Methode nur in der obersten bzw. untersten Schicht verortet. Eine Vermischung von saurer Komponente und basischer Streichfarbe findet nicht statt. Somit ist eine gleichmäßige Verteilung kleiner und kleinster Hohlräume in der Strichschicht nicht zu erwarten.
11.3 Curtain Coating: Zweischicht Streichen
Vorgehen Nach dem Sprühauftrag in Kombination mit einem mittels Curtain Coating erzeugten Strichs wurde das zweischichtige Streichen am Curtain-Coater untersucht. Dabei sollten die saure und basische Schicht gleichzeitig aufge-bracht werden. Als Streichfarbenkomponente wurde wiederum die in Kapitel 10.2 verwendete Streichfarbenrezeptur angewandt. Um die saure Komponente gießfähig machen zu können, wurde hierfür eine PVOH Lösung hergestellt und angesäuert, da diese im Gegensatz zu einer wässrigen Lösung eine höhere und justierbare Viskosität bot. Weil PVOH als einzelne Schicht nur mit großem Aufwand einen stabilen Film bildet, wurde die PVOH-Lösung als oberste Schicht gefahren. Die darunter laufende Streichfarbe kann die PVOH Schicht mitreißen und somit einen stabilen zweischichtigen Vorhang bilden.
Ergebnisse Bei der Untersuchung wurde zunächst die Streichfarbe alleine gefahren, um die Gießfähigkeit der Streichfarbe zu gewährleisten. Die PVOH-Lösung bildete auf der Ablauffläche eine stabile Schicht, aber keinen Vorhang. Die PVOH-Schicht wurde schließlich auf einen pH-Wert von ca. 3 angesäuert, um eine moderate
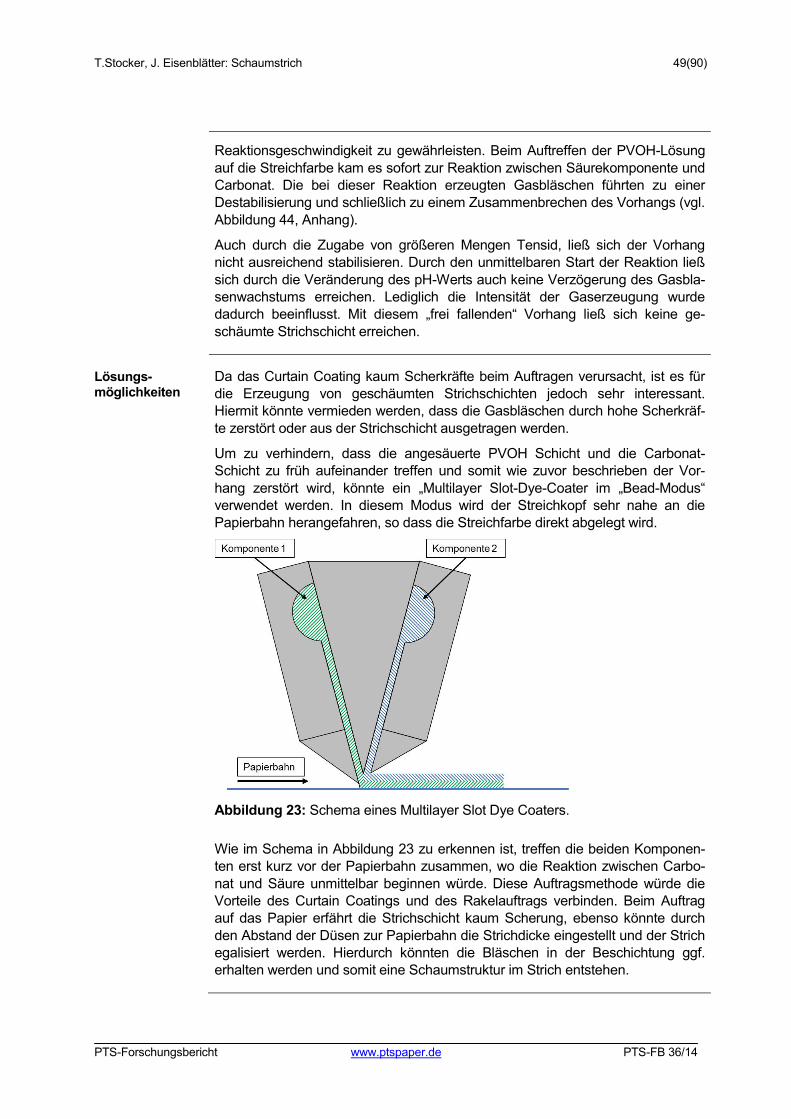
T.Stocker, J. Eisenblätter: Schaumstrich 49(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Reaktionsgeschwindigkeit zu gewährleisten. Beim Auftreffen der PVOH-Lösung auf die Streichfarbe kam es sofort zur Reaktion zwischen Säurekomponente und Carbonat. Die bei dieser Reaktion erzeugten Gasbläschen führten zu einer Destabilisierung und schließlich zu einem Zusammenbrechen des Vorhangs (vgl. Abbildung 44, Anhang).
Auch durch die Zugabe von größeren Mengen Tensid, ließ sich der Vorhang nicht ausreichend stabilisieren. Durch den unmittelbaren Start der Reaktion ließ sich durch die Veränderung des pH-Werts auch keine Verzögerung des Gasbla-senwachstums erreichen. Lediglich die Intensität der Gaserzeugung wurde dadurch beeinflusst. Mit diesem „frei fallenden“ Vorhang ließ sich keine ge-schäumte Strichschicht erreichen.
Lösungs-möglichkeiten
Da das Curtain Coating kaum Scherkräfte beim Auftragen verursacht, ist es für die Erzeugung von geschäumten Strichschichten jedoch sehr interessant. Hiermit könnte vermieden werden, dass die Gasbläschen durch hohe Scherkräf-te zerstört oder aus der Strichschicht ausgetragen werden.
Um zu verhindern, dass die angesäuerte PVOH Schicht und die Carbonat-Schicht zu früh aufeinander treffen und somit wie zuvor beschrieben der Vor-hang zerstört wird, könnte ein „Multilayer Slot-Dye-Coater im „Bead-Modus“ verwendet werden. In diesem Modus wird der Streichkopf sehr nahe an die Papierbahn herangefahren, so dass die Streichfarbe direkt abgelegt wird.
Abbildung 23: Schema eines Multilayer Slot Dye Coaters.
Wie im Schema in Abbildung 23 zu erkennen ist, treffen die beiden Komponen-ten erst kurz vor der Papierbahn zusammen, wo die Reaktion zwischen Carbo-nat und Säure unmittelbar beginnen würde. Diese Auftragsmethode würde die Vorteile des Curtain Coatings und des Rakelauftrags verbinden. Beim Auftrag auf das Papier erfährt die Strichschicht kaum Scherung, ebenso könnte durch den Abstand der Düsen zur Papierbahn die Strichdicke eingestellt und der Strich egalisiert werden. Hierdurch könnten die Bläschen in der Beschichtung ggf. erhalten werden und somit eine Schaumstruktur im Strich entstehen.
T.Stocker, J. Eisenblätter: Schaumstrich 50(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
11.4 Auftragung von dünnen PUR-Schichten
Vorgehen Das Arbeitspaket 6 wurde für die PUR-Auftragungstechniken vor Beginn aller anderen Arbeitspakete durchgeführt. Die Vor- und Nachteile verschiedener Auftragungstechniken mussten vor der Auswahl und Optimierung eines geeigne-ten PUR-Systems zur Auftragung von homogenen PUR- Schichten im µm-Bereich evaluiert werden. Ausschlaggebend ist die hohe Reaktivität des PUR-Systems. Sobald die Polyol- und Isocyanatkomponente miteinander in Kontakt kommen, ist eine Unterbrechung der Reaktion nicht mehr möglich. Aufgrund dessen müssen Überlegungen speziell für Produktionsunterbrechungen (z.B. Papierrollenwechsel) angestellt werden.
Ergebnisse Für die Auftragung von PUR-Schichten sind zwei verschiedene Auftragungs-techniken möglich. Im Folgenden werden die Vor- und Nachteile der beiden Methoden aufgezeigt.
1. Auftragung über einen Sprühkopf
1.1. Vorteile:
• Sehr genaue Dosierung möglich
• Sehr gleichmäßige Auftragung
• Automatisierbar
1.2. Nachteile:
• Verstopfung des Sprühkopfes bei Produktionsunterbre-chung
• Ggf. keine homogene Schicht durch schnelle Abreaktion der einzelnen Tröpfchen
• Sicherheitsaspekte aufgrund Aerosol-Bildung der Iso-cyanatkomponente
2. Auftragung mit einem Rakel
2.1. Vorteile:
• Einfache Einstellung der Spaltbreite
• Gleichmäßige Auftragung
• Keine Aerosol-Bildung, daher nur geringe Sicherheitsas-pekte
2.2. Nachteile:
• Verkleben des Rakels durch abreagiertes PUR
Aufgrund der Sicherheitsaspekte und der zunächst durchzuführenden Machbar-keit im Labormaßstab wurde die Auftragung mit einem Rakel ausgewählt. In Kapitel 11.2 wird eine Optimierung der Auftragungstechnik beschrieben.
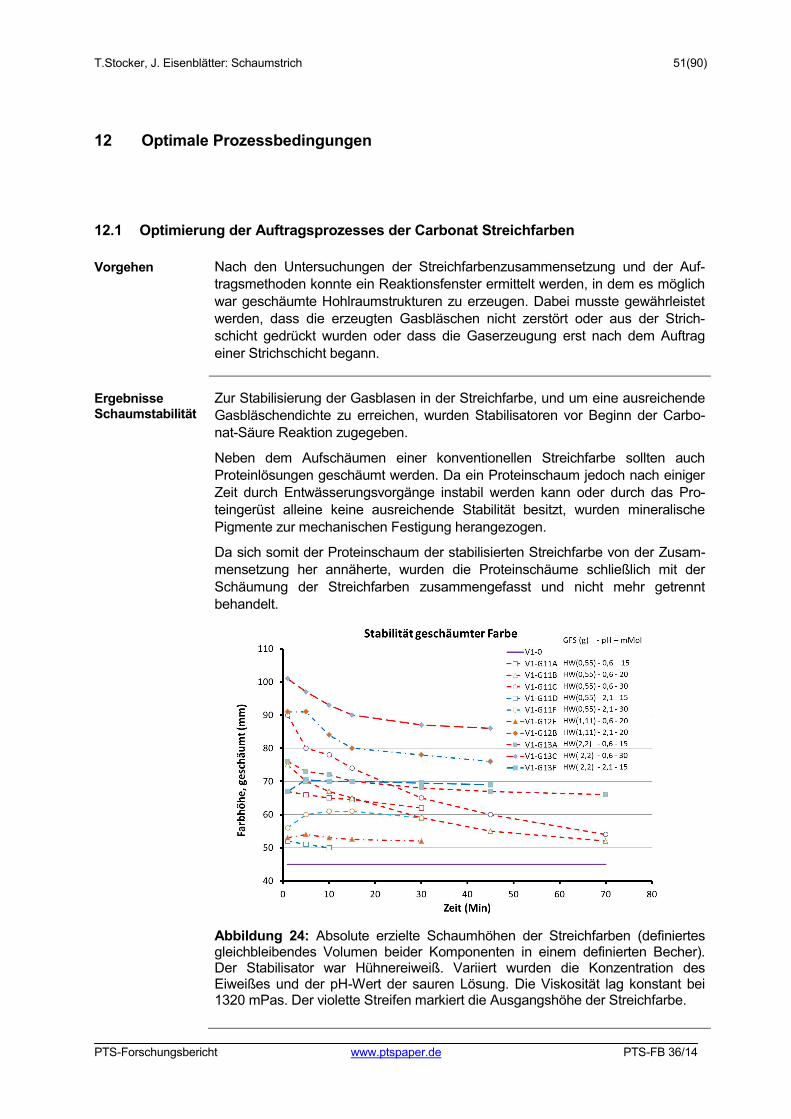
T.Stocker, J. Eisenblätter: Schaumstrich 51(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
12 Optimale Prozessbedingungen
12.1 Optimierung der Auftragsprozesses der Carbonat Streichfarben
Vorgehen Nach den Untersuchungen der Streichfarbenzusammensetzung und der Auf-tragsmethoden konnte ein Reaktionsfenster ermittelt werden, in dem es möglich war geschäumte Hohlraumstrukturen zu erzeugen. Dabei musste gewährleistet werden, dass die erzeugten Gasbläschen nicht zerstört oder aus der Strich-schicht gedrückt wurden oder dass die Gaserzeugung erst nach dem Auftrag einer Strichschicht begann.
Ergebnisse Schaumstabilität
Zur Stabilisierung der Gasblasen in der Streichfarbe, und um eine ausreichende Gasbläschendichte zu erreichen, wurden Stabilisatoren vor Beginn der Carbo-nat-Säure Reaktion zugegeben.
Neben dem Aufschäumen einer konventionellen Streichfarbe sollten auch Proteinlösungen geschäumt werden. Da ein Proteinschaum jedoch nach einiger Zeit durch Entwässerungsvorgänge instabil werden kann oder durch das Pro-teingerüst alleine keine ausreichende Stabilität besitzt, wurden mineralische Pigmente zur mechanischen Festigung herangezogen.
Da sich somit der Proteinschaum der stabilisierten Streichfarbe von der Zusam-mensetzung her annäherte, wurden die Proteinschäume schließlich mit der Schäumung der Streichfarben zusammengefasst und nicht mehr getrennt behandelt.
Abbildung 24: Absolute erzielte Schaumhöhen der Streichfarben (definiertes gleichbleibendes Volumen beider Komponenten in einem definierten Becher). Der Stabilisator war Hühnereiweiß. Variiert wurden die Konzentration des Eiweißes und der pH-Wert der sauren Lösung. Die Viskosität lag konstant bei 1320 mPas. Der violette Streifen markiert die Ausgangshöhe der Streichfarbe.
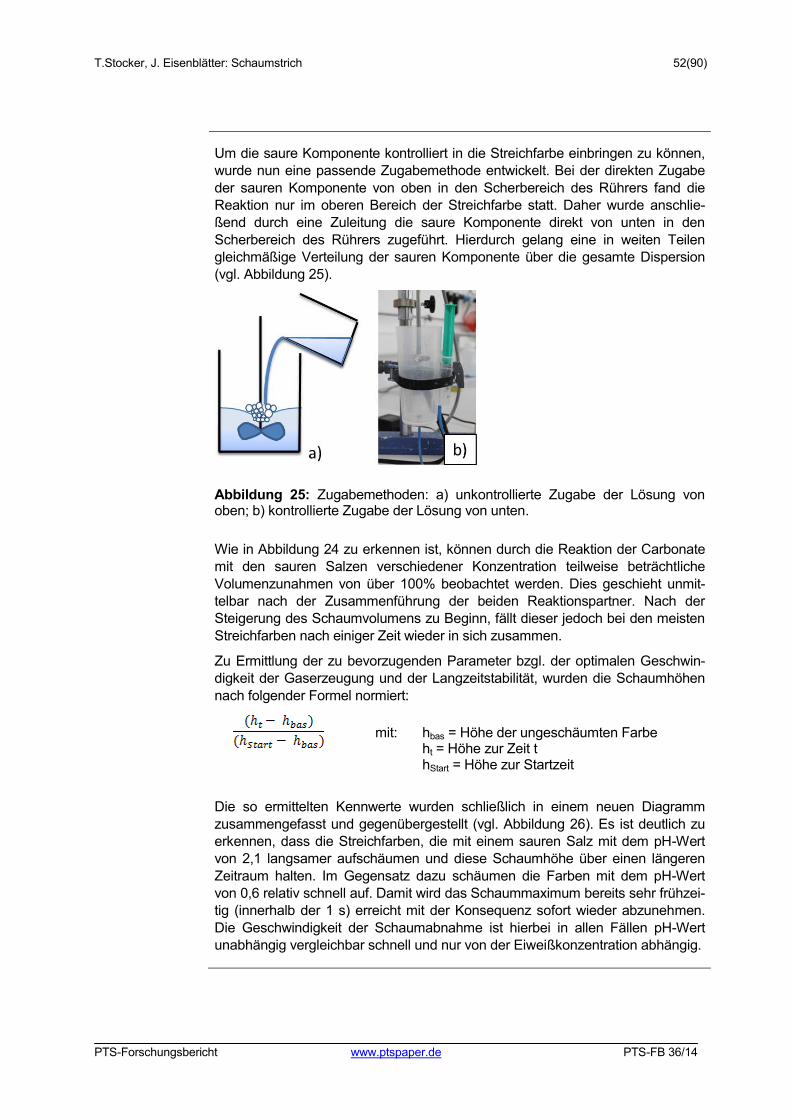
T.Stocker, J. Eisenblätter: Schaumstrich 52(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
mit: hbas = Höhe der ungeschäumten Farbe ht = Höhe zur Zeit t hStart = Höhe zur Startzeit
Um die saure Komponente kontrolliert in die Streichfarbe einbringen zu können, wurde nun eine passende Zugabemethode entwickelt. Bei der direkten Zugabe der sauren Komponente von oben in den Scherbereich des Rührers fand die Reaktion nur im oberen Bereich der Streichfarbe statt. Daher wurde anschlie-ßend durch eine Zuleitung die saure Komponente direkt von unten in den Scherbereich des Rührers zugeführt. Hierdurch gelang eine in weiten Teilen gleichmäßige Verteilung der sauren Komponente über die gesamte Dispersion (vgl. Abbildung 25).
Abbildung 25: Zugabemethoden: a) unkontrollierte Zugabe der Lösung von oben; b) kontrollierte Zugabe der Lösung von unten.
Wie in Abbildung 24 zu erkennen ist, können durch die Reaktion der Carbonate mit den sauren Salzen verschiedener Konzentration teilweise beträchtliche Volumenzunahmen von über 100% beobachtet werden. Dies geschieht unmit-telbar nach der Zusammenführung der beiden Reaktionspartner. Nach der Steigerung des Schaumvolumens zu Beginn, fällt dieser jedoch bei den meisten Streichfarben nach einiger Zeit wieder in sich zusammen.
Zu Ermittlung der zu bevorzugenden Parameter bzgl. der optimalen Geschwin-digkeit der Gaserzeugung und der Langzeitstabilität, wurden die Schaumhöhen nach folgender Formel normiert:
Die so ermittelten Kennwerte wurden schließlich in einem neuen Diagramm zusammengefasst und gegenübergestellt (vgl. Abbildung 26). Es ist deutlich zu erkennen, dass die Streichfarben, die mit einem sauren Salz mit dem pH-Wert von 2,1 langsamer aufschäumen und diese Schaumhöhe über einen längeren Zeitraum halten. Im Gegensatz dazu schäumen die Farben mit dem pH-Wert von 0,6 relativ schnell auf. Damit wird das Schaummaximum bereits sehr frühzei-tig (innerhalb der 1 s) erreicht mit der Konsequenz sofort wieder abzunehmen. Die Geschwindigkeit der Schaumabnahme ist hierbei in allen Fällen pH-Wert unabhängig vergleichbar schnell und nur von der Eiweißkonzentration abhängig.
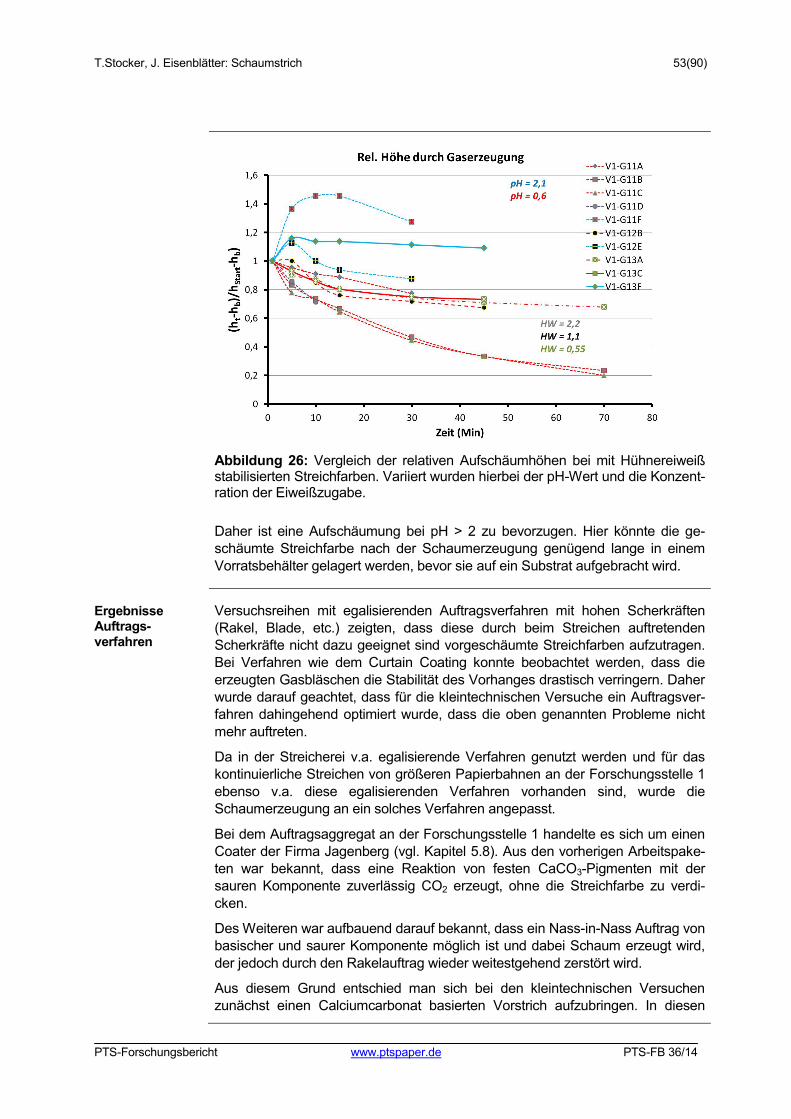
T.Stocker, J. Eisenblätter: Schaumstrich 53(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Abbildung 26: Vergleich der relativen Aufschäumhöhen bei mit Hühnereiweiß stabilisierten Streichfarben. Variiert wurden hierbei der pH-Wert und die Konzent-ration der Eiweißzugabe.
Daher ist eine Aufschäumung bei pH > 2 zu bevorzugen. Hier könnte die ge-schäumte Streichfarbe nach der Schaumerzeugung genügend lange in einem Vorratsbehälter gelagert werden, bevor sie auf ein Substrat aufgebracht wird.
Ergebnisse Auftrags-verfahren
Versuchsreihen mit egalisierenden Auftragsverfahren mit hohen Scherkräften (Rakel, Blade, etc.) zeigten, dass diese durch beim Streichen auftretenden Scherkräfte nicht dazu geeignet sind vorgeschäumte Streichfarben aufzutragen. Bei Verfahren wie dem Curtain Coating konnte beobachtet werden, dass die erzeugten Gasbläschen die Stabilität des Vorhanges drastisch verringern. Daher wurde darauf geachtet, dass für die kleintechnischen Versuche ein Auftragsver-fahren dahingehend optimiert wurde, dass die oben genannten Probleme nicht mehr auftreten.
Da in der Streicherei v.a. egalisierende Verfahren genutzt werden und für das kontinuierliche Streichen von größeren Papierbahnen an der Forschungsstelle 1 ebenso v.a. diese egalisierenden Verfahren vorhanden sind, wurde die Schaumerzeugung an ein solches Verfahren angepasst.
Bei dem Auftragsaggregat an der Forschungsstelle 1 handelte es sich um einen Coater der Firma Jagenberg (vgl. Kapitel 5.8). Aus den vorherigen Arbeitspake-ten war bekannt, dass eine Reaktion von festen CaCO3-Pigmenten mit der sauren Komponente zuverlässig CO2 erzeugt, ohne die Streichfarbe zu verdi-cken.
Des Weiteren war aufbauend darauf bekannt, dass ein Nass-in-Nass Auftrag von basischer und saurer Komponente möglich ist und dabei Schaum erzeugt wird, der jedoch durch den Rakelauftrag wieder weitestgehend zerstört wird.
Aus diesem Grund entschied man sich bei den kleintechnischen Versuchen zunächst einen Calciumcarbonat basierten Vorstrich aufzubringen. In diesen
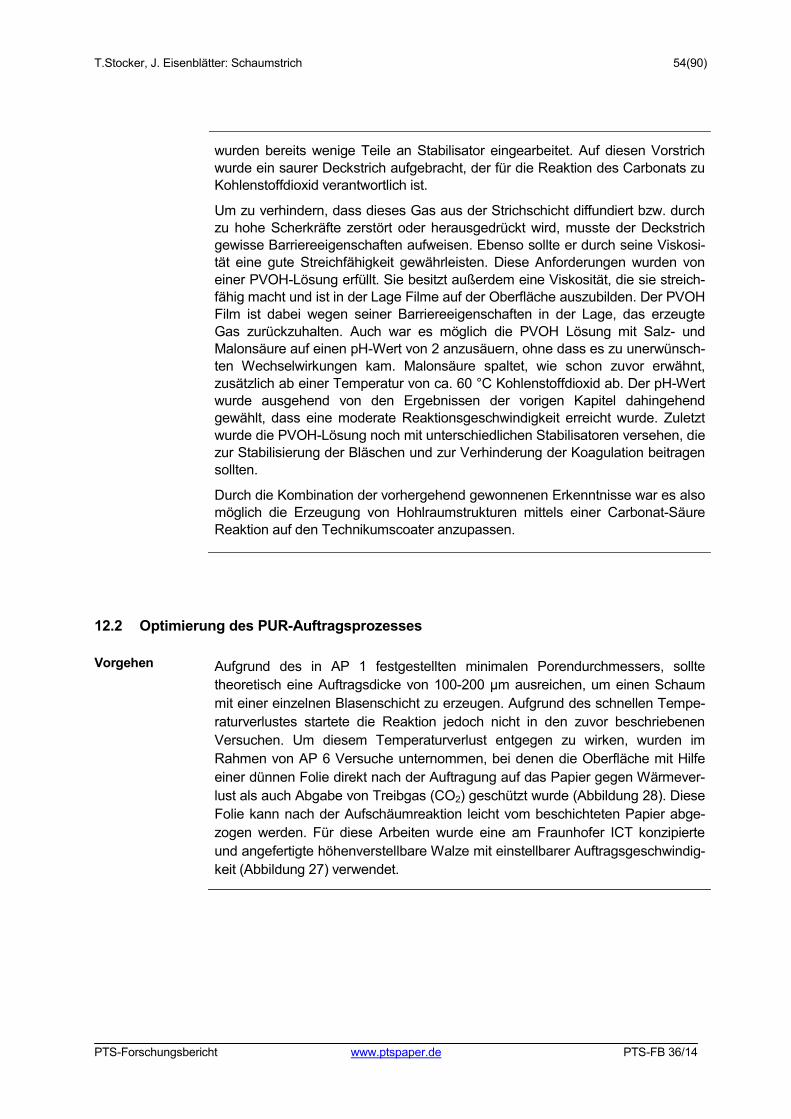
T.Stocker, J. Eisenblätter: Schaumstrich 54(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
wurden bereits wenige Teile an Stabilisator eingearbeitet. Auf diesen Vorstrich wurde ein saurer Deckstrich aufgebracht, der für die Reaktion des Carbonats zu Kohlenstoffdioxid verantwortlich ist.
Um zu verhindern, dass dieses Gas aus der Strichschicht diffundiert bzw. durch zu hohe Scherkräfte zerstört oder herausgedrückt wird, musste der Deckstrich gewisse Barriereeigenschaften aufweisen. Ebenso sollte er durch seine Viskosi-tät eine gute Streichfähigkeit gewährleisten. Diese Anforderungen wurden von einer PVOH-Lösung erfüllt. Sie besitzt außerdem eine Viskosität, die sie streich-fähig macht und ist in der Lage Filme auf der Oberfläche auszubilden. Der PVOH Film ist dabei wegen seiner Barriereeigenschaften in der Lage, das erzeugte Gas zurückzuhalten. Auch war es möglich die PVOH Lösung mit Salz- und Malonsäure auf einen pH-Wert von 2 anzusäuern, ohne dass es zu unerwünsch-ten Wechselwirkungen kam. Malonsäure spaltet, wie schon zuvor erwähnt, zusätzlich ab einer Temperatur von ca. 60 °C Kohlenstoffdioxid ab. Der pH-Wert wurde ausgehend von den Ergebnissen der vorigen Kapitel dahingehend gewählt, dass eine moderate Reaktionsgeschwindigkeit erreicht wurde. Zuletzt wurde die PVOH-Lösung noch mit unterschiedlichen Stabilisatoren versehen, die zur Stabilisierung der Bläschen und zur Verhinderung der Koagulation beitragen sollten.
Durch die Kombination der vorhergehend gewonnenen Erkenntnisse war es also möglich die Erzeugung von Hohlraumstrukturen mittels einer Carbonat-Säure Reaktion auf den Technikumscoater anzupassen.
12.2 Optimierung des PUR-Auftragsprozesses
Vorgehen Aufgrund des in AP 1 festgestellten minimalen Porendurchmessers, sollte theoretisch eine Auftragsdicke von 100-200 µm ausreichen, um einen Schaum mit einer einzelnen Blasenschicht zu erzeugen. Aufgrund des schnellen Tempe-raturverlustes startete die Reaktion jedoch nicht in den zuvor beschriebenen Versuchen. Um diesem Temperaturverlust entgegen zu wirken, wurden im Rahmen von AP 6 Versuche unternommen, bei denen die Oberfläche mit Hilfe einer dünnen Folie direkt nach der Auftragung auf das Papier gegen Wärmever-lust als auch Abgabe von Treibgas (CO2) geschützt wurde (Abbildung 28). Diese Folie kann nach der Aufschäumreaktion leicht vom beschichteten Papier abge-zogen werden. Für diese Arbeiten wurde eine am Fraunhofer ICT konzipierte und angefertigte höhenverstellbare Walze mit einstellbarer Auftragsgeschwindig-keit (Abbildung 27) verwendet.
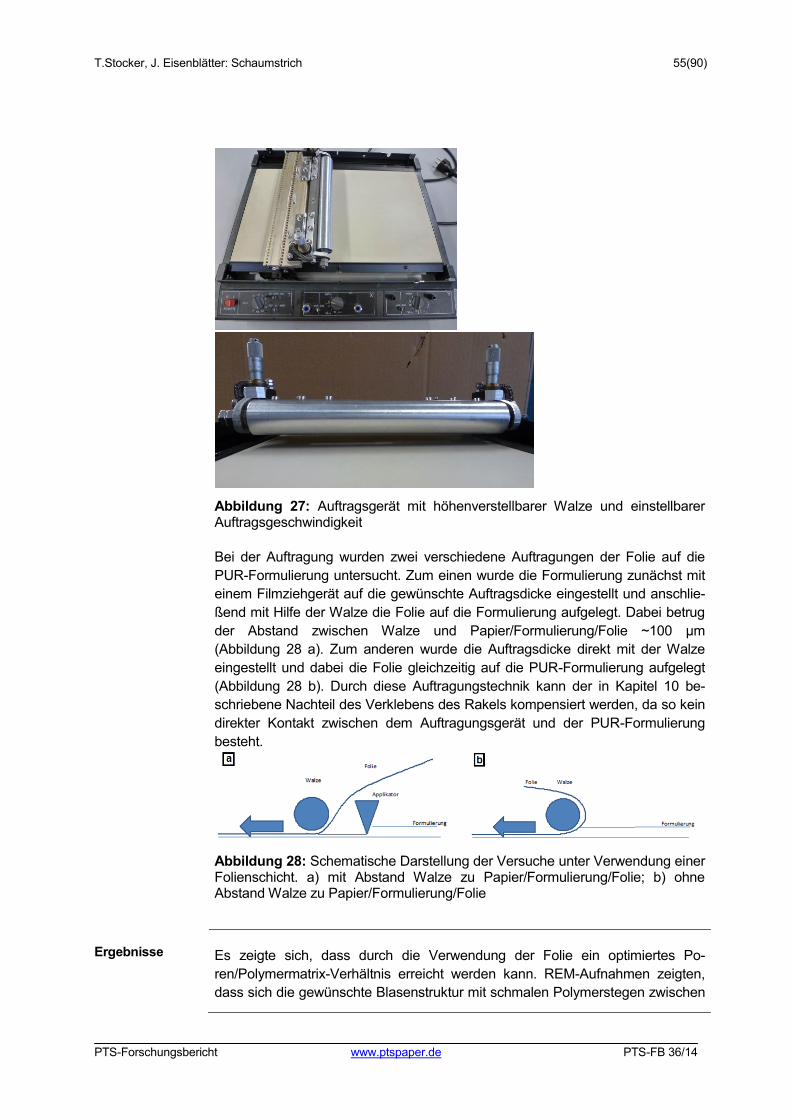
T.Stocker, J. Eisenblätter: Schaumstrich 55(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Abbildung 27: Auftragsgerät mit höhenverstellbarer Walze und einstellbarer Auftragsgeschwindigkeit
Bei der Auftragung wurden zwei verschiedene Auftragungen der Folie auf die PUR-Formulierung untersucht. Zum einen wurde die Formulierung zunächst mit einem Filmziehgerät auf die gewünschte Auftragsdicke eingestellt und anschlie-ßend mit Hilfe der Walze die Folie auf die Formulierung aufgelegt. Dabei betrug der Abstand zwischen Walze und Papier/Formulierung/Folie ~100 µm (Abbildung 28 a). Zum anderen wurde die Auftragsdicke direkt mit der Walze eingestellt und dabei die Folie gleichzeitig auf die PUR-Formulierung aufgelegt (Abbildung 28 b). Durch diese Auftragungstechnik kann der in Kapitel 10 be-schriebene Nachteil des Verklebens des Rakels kompensiert werden, da so kein direkter Kontakt zwischen dem Auftragungsgerät und der PUR-Formulierung besteht.
Abbildung 28: Schematische Darstellung der Versuche unter Verwendung einer Folienschicht. a) mit Abstand Walze zu Papier/Formulierung/Folie; b) ohne Abstand Walze zu Papier/Formulierung/Folie
Ergebnisse Es zeigte sich, dass durch die Verwendung der Folie ein optimiertes Po-ren/Polymermatrix-Verhältnis erreicht werden kann. REM-Aufnahmen zeigten, dass sich die gewünschte Blasenstruktur mit schmalen Polymerstegen zwischen
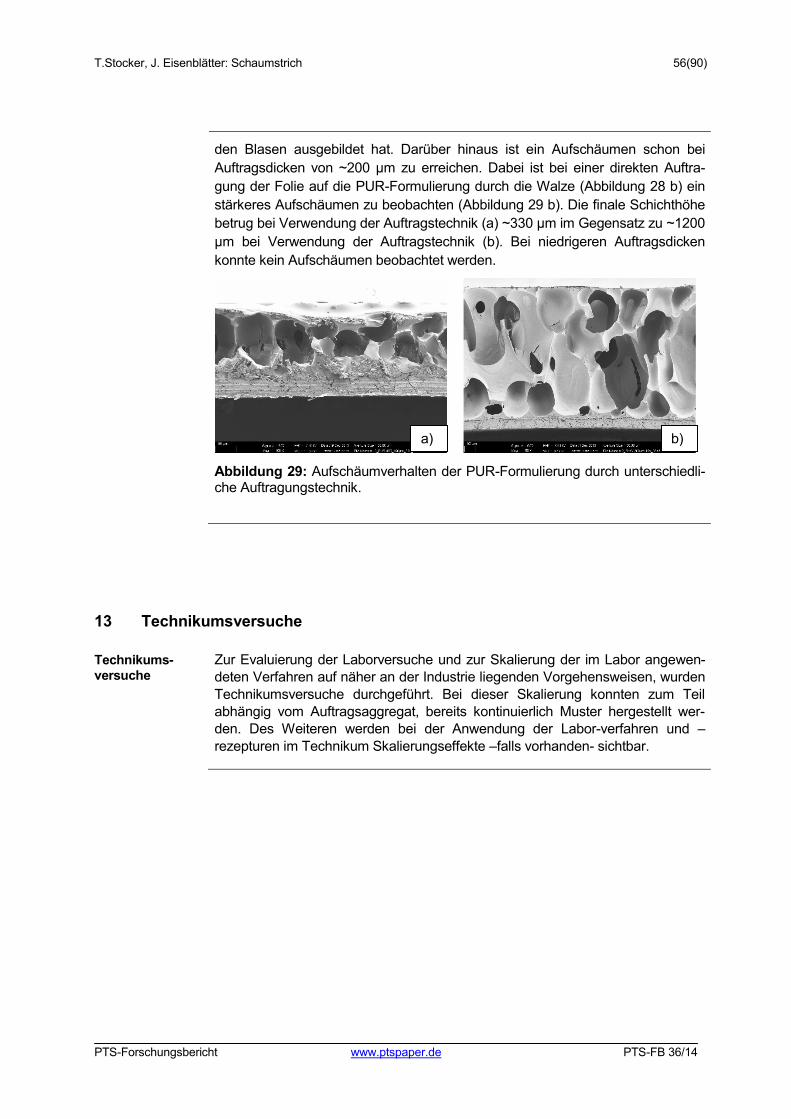
T.Stocker, J. Eisenblätter: Schaumstrich 56(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
den Blasen ausgebildet hat. Darüber hinaus ist ein Aufschäumen schon bei Auftragsdicken von ~200 µm zu erreichen. Dabei ist bei einer direkten Auftra-gung der Folie auf die PUR-Formulierung durch die Walze (Abbildung 28 b) ein stärkeres Aufschäumen zu beobachten (Abbildung 29 b). Die finale Schichthöhe betrug bei Verwendung der Auftragstechnik (a) ~330 µm im Gegensatz zu ~1200 µm bei Verwendung der Auftragstechnik (b). Bei niedrigeren Auftragsdicken konnte kein Aufschäumen beobachtet werden.
Abbildung 29: Aufschäumverhalten der PUR-Formulierung durch unterschiedli-che Auftragungstechnik.
13 Technikumsversuche
Technikums-versuche
Zur Evaluierung der Laborversuche und zur Skalierung der im Labor angewen-deten Verfahren auf näher an der Industrie liegenden Vorgehensweisen, wurden Technikumsversuche durchgeführt. Bei dieser Skalierung konnten zum Teil abhängig vom Auftragsaggregat, bereits kontinuierlich Muster hergestellt wer-den. Des Weiteren werden bei der Anwendung der Labor-verfahren und –rezepturen im Technikum Skalierungseffekte –falls vorhanden- sichtbar.
a) b)

T.Stocker, J. Eisenblätter: Schaumstrich 57(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
13.1 Auftrag von Carbonat basierte Streichfarben im kleintechnischen Maßstab
13.1.1 Auftragsaggregate und Vorgehen
Auftrags-aggregate
An der Forschungsstelle 1 standen zwei Beschichtungsaggregate im kleintechni-schen Maßstab zur Verfügung. Ein Multi-Layer Curtain-Coater und ein Coater der Firma Jagenberg. Aufgrund der Ergebnisse der vorhergehenden Untersu-chungen in Arbeitspaket 6 (vgl. Kapitel 10.3) wurde der Curtain-Coater nicht verwendet. Stattdessen kam der Jagenberg-Coater zum Einsatz.
Vorgehen Die in Kapitel 11.1 beschriebene Auftragsmethode wurde nun im kleintechni-schen Maßstab verwirklicht. Dazu wurde auf eine bahnförmiges Papiersubstrat, mit einer Grammatur von ca. 80 g/m² und sehr glatter, vorgestrichener Oberflä-che zunächst der auf CaCO3 basierende Vorstrich aufgebracht. Auf die Trock-nung des Vorstriches folgend wurde darauf eine PVOH-Schicht als Deckstrich aufgebracht, die mit Salz- und Malonsäure angesäuert war. Zusätzlich wurden den Vor- und Deckstrichen Stabilisatoren zugegeben. Eine Aufstellung der verwendeten Rezepturen ist in Tabelle 21 (vgl. Anhang) zu sehen.
Nach der Fertigstellung der Musterrollen wurden diese in einer industriellen Druckerei Offset bedruckt. Weiterhin konnten die Dicken der Papiere und die Porendurchmesser und -volumen der Strichschichten vermessen werden.
13.1.2 Ergebnisse der Technikumsversuche
Ergebnisse – Dicke & Dichte
Zur Bewertung wurden die Dicken des gesamten Strichsystems inklusive des Rohpapiers ermittelt, mit Hilfe der mittleren Dicke des Rohpapiers konnten dann die Dicken der Strichschichten berechnet werden. Hier waren bereits Unter-schiede zwischen den Mustern erkennbar, wobei die große Differenz zur Refe-renz V1 auf das Fehlen der PVOH-Schicht bei V1 zurückzuführen ist. Zum besseren Vergleichen und um den Volumengewinn ermitteln zu können, wurde die Dichte der Strichsysteme über Strichgewicht und Strichdicke berechnet:
Tabelle 17: Berechnete Dichten der Strichsysteme der Technikumsmuster.
V1 (Ref.) V1.2 V2.1 V2.2 V3
Dicke Strichsystem
Dicke [µm] 26,2 35 32,4 31,4 31,4
Flächengewicht Strichsystem
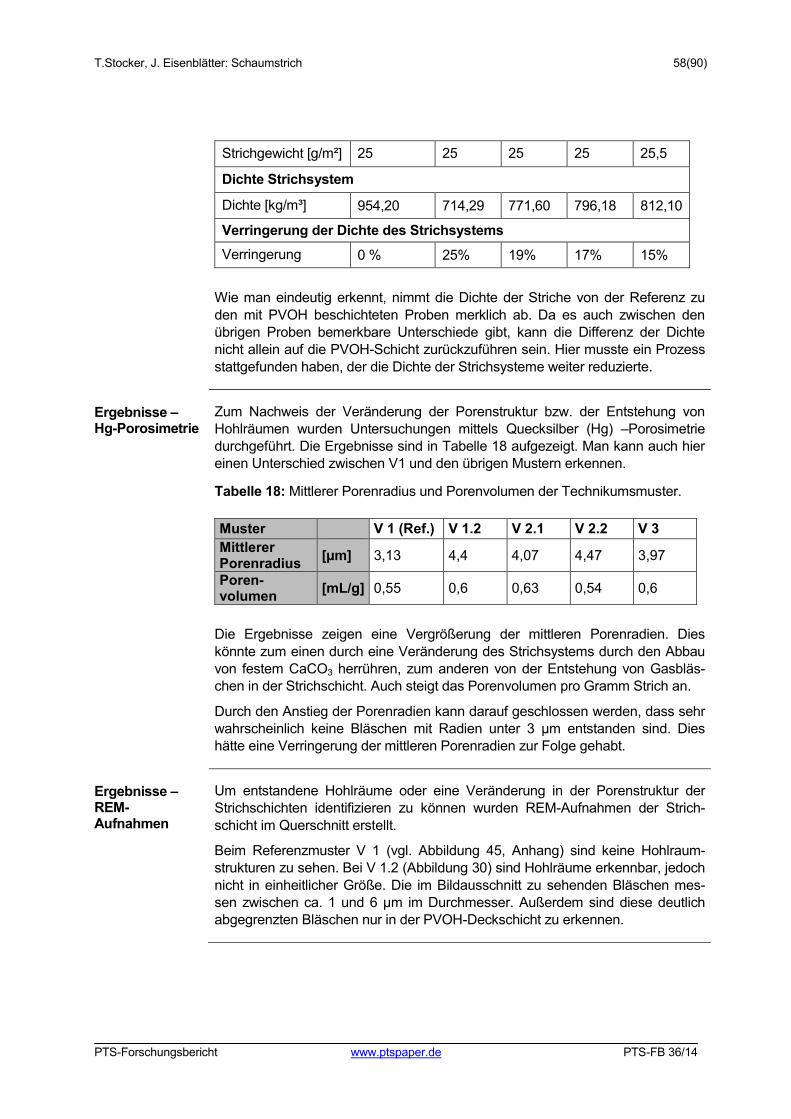
T.Stocker, J. Eisenblätter: Schaumstrich 58(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Strichgewicht [g/m²] 25 25 25 25 25,5
Dichte Strichsystem
Dichte [kg/m³] 954,20 714,29 771,60 796,18 812,10
Verringerung der Dichte des Strichsystems Verringerung 0 % 25% 19% 17% 15%
Wie man eindeutig erkennt, nimmt die Dichte der Striche von der Referenz zu den mit PVOH beschichteten Proben merklich ab. Da es auch zwischen den übrigen Proben bemerkbare Unterschiede gibt, kann die Differenz der Dichte nicht allein auf die PVOH-Schicht zurückzuführen sein. Hier musste ein Prozess stattgefunden haben, der die Dichte der Strichsysteme weiter reduzierte.
Ergebnisse – Hg-Porosimetrie
Zum Nachweis der Veränderung der Porenstruktur bzw. der Entstehung von Hohlräumen wurden Untersuchungen mittels Quecksilber (Hg) –Porosimetrie durchgeführt. Die Ergebnisse sind in Tabelle 18 aufgezeigt. Man kann auch hier einen Unterschied zwischen V1 und den übrigen Mustern erkennen.
Tabelle 18: Mittlerer Porenradius und Porenvolumen der Technikumsmuster.
Muster V 1 (Ref.) V 1.2 V 2.1 V 2.2 V 3 Mittlerer Porenradius [µm] 3,13 4,4 4,07 4,47 3,97
Poren-volumen [mL/g] 0,55 0,6 0,63 0,54 0,6
Die Ergebnisse zeigen eine Vergrößerung der mittleren Porenradien. Dies könnte zum einen durch eine Veränderung des Strichsystems durch den Abbau von festem CaCO3 herrühren, zum anderen von der Entstehung von Gasbläs-chen in der Strichschicht. Auch steigt das Porenvolumen pro Gramm Strich an.
Durch den Anstieg der Porenradien kann darauf geschlossen werden, dass sehr wahrscheinlich keine Bläschen mit Radien unter 3 µm entstanden sind. Dies hätte eine Verringerung der mittleren Porenradien zur Folge gehabt.
Ergebnisse – REM-Aufnahmen
Um entstandene Hohlräume oder eine Veränderung in der Porenstruktur der Strichschichten identifizieren zu können wurden REM-Aufnahmen der Strich-schicht im Querschnitt erstellt.
Beim Referenzmuster V 1 (vgl. Abbildung 45, Anhang) sind keine Hohlraum-strukturen zu sehen. Bei V 1.2 (Abbildung 30) sind Hohlräume erkennbar, jedoch nicht in einheitlicher Größe. Die im Bildausschnitt zu sehenden Bläschen mes-sen zwischen ca. 1 und 6 µm im Durchmesser. Außerdem sind diese deutlich abgegrenzten Bläschen nur in der PVOH-Deckschicht zu erkennen.
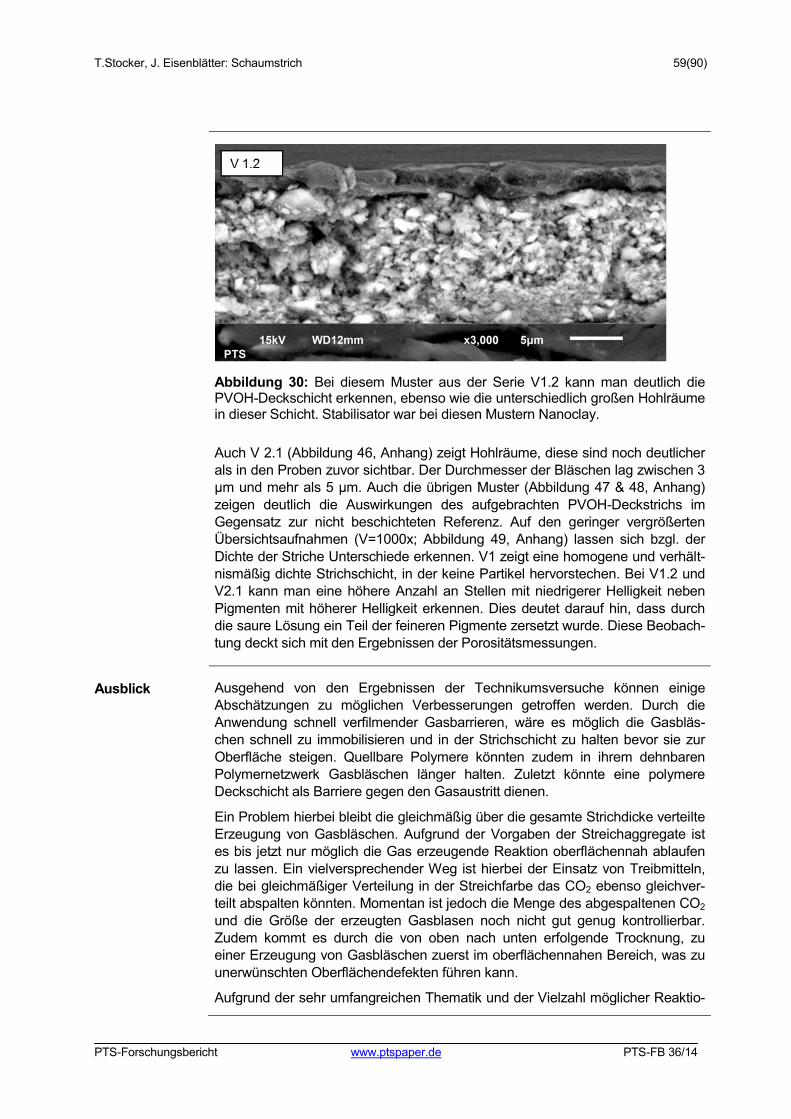
T.Stocker, J. Eisenblätter: Schaumstrich 59(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Abbildung 30: Bei diesem Muster aus der Serie V1.2 kann man deutlich die PVOH-Deckschicht erkennen, ebenso wie die unterschiedlich großen Hohlräume in dieser Schicht. Stabilisator war bei diesen Mustern Nanoclay.
Auch V 2.1 (Abbildung 46, Anhang) zeigt Hohlräume, diese sind noch deutlicher als in den Proben zuvor sichtbar. Der Durchmesser der Bläschen lag zwischen 3 µm und mehr als 5 µm. Auch die übrigen Muster (Abbildung 47 & 48, Anhang) zeigen deutlich die Auswirkungen des aufgebrachten PVOH-Deckstrichs im Gegensatz zur nicht beschichteten Referenz. Auf den geringer vergrößerten Übersichtsaufnahmen (V=1000x; Abbildung 49, Anhang) lassen sich bzgl. der Dichte der Striche Unterschiede erkennen. V1 zeigt eine homogene und verhält-nismäßig dichte Strichschicht, in der keine Partikel hervorstechen. Bei V1.2 und V2.1 kann man eine höhere Anzahl an Stellen mit niedrigerer Helligkeit neben Pigmenten mit höherer Helligkeit erkennen. Dies deutet darauf hin, dass durch die saure Lösung ein Teil der feineren Pigmente zersetzt wurde. Diese Beobach-tung deckt sich mit den Ergebnissen der Porositätsmessungen.
Ausblick Ausgehend von den Ergebnissen der Technikumsversuche können einige Abschätzungen zu möglichen Verbesserungen getroffen werden. Durch die Anwendung schnell verfilmender Gasbarrieren, wäre es möglich die Gasbläs-chen schnell zu immobilisieren und in der Strichschicht zu halten bevor sie zur Oberfläche steigen. Quellbare Polymere könnten zudem in ihrem dehnbaren Polymernetzwerk Gasbläschen länger halten. Zuletzt könnte eine polymere Deckschicht als Barriere gegen den Gasaustritt dienen.
Ein Problem hierbei bleibt die gleichmäßig über die gesamte Strichdicke verteilte Erzeugung von Gasbläschen. Aufgrund der Vorgaben der Streichaggregate ist es bis jetzt nur möglich die Gas erzeugende Reaktion oberflächennah ablaufen zu lassen. Ein vielversprechender Weg ist hierbei der Einsatz von Treibmitteln, die bei gleichmäßiger Verteilung in der Streichfarbe das CO2 ebenso gleichver-teilt abspalten könnten. Momentan ist jedoch die Menge des abgespaltenen CO2 und die Größe der erzeugten Gasblasen noch nicht gut genug kontrollierbar. Zudem kommt es durch die von oben nach unten erfolgende Trocknung, zu einer Erzeugung von Gasbläschen zuerst im oberflächennahen Bereich, was zu unerwünschten Oberflächendefekten führen kann.
Aufgrund der sehr umfangreichen Thematik und der Vielzahl möglicher Reaktio-
T.Stocker, J. Eisenblätter: Schaumstrich 60(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
nen zur Gaserzeugung können auf diesem Projekt aufbauend noch weitere Folgeprojekte zur umfassenden Erforschung dieses Gebiets von Nöten sein.
13.2 Auftragung von Polyurethan basierenden Beschichtungen im kleintechnischen Maßstab
Vorgehen Die Versuche dienten der Evaluierung der Machbarkeit der PUR-Auftragung mit Hilfe einer kontinuierlichen Anlage. Die Papierbreite betrug 30 cm. Es wurde ein Rohpapier mit einem Gewicht von 80 g/m2 und die PUR-Formulierung EP 3375 / PUR 920 (Formulierung 3) verwendet. Bei allen Versuchsreihen wurde die in Kapitel 5.4 beschriebene INPREG-Apparatur verwendet und die PUR-Formulierung mithilfe der PUR-Mischapparatur Polytec DG 10 vermischt und vor der Walze aufgetragen. Die Geschwindigkeit der Austragung aus der Mischap-paratur wurde auf die Fördergeschwindigkeit der INPREG-Anlage angepasst. Die Fördergeschwindigkeit betrug in allen Beschichtungsversuchen 1 m/min. Die Breite der Auftragungsschicht wurde durch die Menge der Formulierungsmi-schung und durch die Fördergeschwindigkeit bestimmt und betrug in allen Versuchsreihen ~24 cm.
Ergebnisse Es wurden zwei Versuchsreihen unter Variation der Spaltweite der Walze durchgeführt. Die Spaltweite betrug dabei 0,6 mm bzw. 0,8 mm. Dabei wurde auch die Temperatur des 1.Heiztisches variiert (90°C bei 0,6 mm Spaltweite; 120°C bei 0,8 mm Spaltweite), was jedoch keinen Einfluss auf das Aufschäum-verhalten hat. Die Erwärmung sollte lediglich die Abreaktion beschleunigen, so dass geringere Klebfreizeiten (Zeit bis zum möglichen Aufrollen der beschichte-ten Papierbahnen) erreicht werden können. Aufgrund der visuellen Betrachtung konnte im Rahmen dieser Versuchsreihen jedoch keine Aussage über die finale Dauer bis zum Erreichen der Klebfreizeit getroffen werden. Für das verwendete System liegen diese im Bereich von ≥ 30 min. Die Klebfreizeit kann für die Anwendung im industriellen Maßstab durch Zugabe von Additiven noch verrin-gert werden. Realistisch sind dann Klebfreizeiten im Bereich von wenigen Minuten. Es zeigte sich zudem, dass in beiden Versuchsreihen eine gleichmäßi-ge Aufschäumung erreicht werden konnte. Die finale Schaumdicke betrug 0,6 cm beziehungsweise 1,0 cm.
In einer weiteren Versuchsreihe wurde bei einer Auftragung mit einer Spaltweite von 0,6 mm die Temperatur der Heiztische auf 90°C (1.Heiztisch) und 30°C (2.Heiztisch) eingestellt. Dabei sollte die Temperatur des entstehenden Schau-mes zu verschiedenen Zeitpunkten der Aufschäumung ermittelt werden. Es zeigte sich, dass der Schaum direkt nach der Walze zu Beginn der Aufschäu-mung eine Temperatur von ~ 21°C hat, auf der Mitte des 1. Heiztisches 33 °C, am Ende des 1.Heiztisches 58 °C aufweist und auf dem 2. Heiztisch sehr schnell auf 40 °C abkühlt. Eine Temperatur von 90°C ist optimal, da der Schaum beim exothermen Aufschäumprozess eine Temperatur von ~60°C besitzt. Der, durch die geringe Schichtdicke und dem damit hohen Verhältnis von Oberfläche zu Volumen starke Temperaturverlust, kann durch die etwas höhere Heiztischtem-

T.Stocker, J. Eisenblätter: Schaumstrich 61(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
peratur ausgeglichen und somit der Aufschäumprozess unterstützt werden.
Es zeigte sich daher, dass eine Übertragung der untersuchten PUR-Reaktion für sehr dünne Striche auf den industriellen Maßstab möglich ist. Die PUR-Formulierung muss jedoch hinsichtlich der Topfzeit und Klebefreizeit angepasst werden, um eine effektive Produktion zu gewährleisten.
14 Bewertung anwendungsspezifischer Eigenschaften wie Bedruckbarkeit und Weiterverarbeitbarkeit
Vorgehen In diesem Kapitel sollte die Eignung der Muster hinsichtlich anwendungsspezifi-scher Eigenschaften untersucht werden. Hierzu zählte zum einen die Bedruck-barkeit, zum anderen die Weiterverarbeitbarkeit.
14.1 Bedruckbarkeit
Vorgehen Bedruckbarkeit
Die Bedruckbarkeitsanalyse umfasste Rupf- und Mottlingtests, sowie Weg-schlagtests, außerdem noch Praxisdruckversuche in einer industriellen Drucke-rei. Die im Technikum kontinuierlich hergestellten Papiermuster wurden unter produktionsnahen Bedingungen (4200 Takte pro h) in der Offsetdruckerei Schäfer Etiketten GmbH gefahren. Die Druckversuche wurden auf der Offset-druckmaschine Gallus TCS 250 (Druckwerk 1: Cyan, Druckwerk 2: Magenta, Druckwerk 3: Reflex blau, Druckwerk 4: Pantone 287 C) durchgeführt. Die Muster wurden schließlich hinsichtlich Lauffähigkeit und Bedruckbarkeit beurteilt.
Ergebnisse Carbonatstrich
Die Untersuchungen wurden an Labormustern der Treibmittel Serie durchge-führt. Diese Serie lieferte zuverlässig eine ausreichende Menge an qualitativ hochwertigen und verarbeitbaren Papieren.
Die Muster TM1-9 weisen eine leichte Mottlingneigung auf (vgl. Abbildung 52, Anhang). Hierbei ist das Muster TM 7 das Muster mit der geringsten Druckun-gleichmäßigkeit. Diese Labordrucke erlauben eine erste Abschätzung, die jedoch durch Industriedrucke verifiziert werden müsste. Rupfen konnte bei den Mustern TM1 bis TM8 dagegen nicht festgestellt werden. Einzig die Probe TM 9 rupfte bei einer Geschwindigkeit von 1,628 m/s. Die Werte der Farbdichten streuen im ersten Druckintervall von 15s sehr stark (vgl. Abbildung 53, Anhang). Die Referenz (TM 0) zeigt beinahe das schnellste Wegschlagverhalten, unterboten nur noch durch das Muster TM 9. Dieses Muster zeigt jedoch viele Risse in der Oberfläche, was für das Wegschlagen von Vorteil sein könnte. Insgesamt erreichen die Muster ausreichend hohe Weg-schlaggeschwindigkeiten. Diese Striche sind insgesamt also gut für den Offset-
T.Stocker, J. Eisenblätter: Schaumstrich 62(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
druck geeignet.
Die produktionsnahen Druckversuche wurden schließlich mit den Technikums-papieren durchgeführt. Diese Papiere konnten in größerer Menge und kontinuier-lich, als Rollenware, hergestellt werden. Die Bedruckbarkeit konnte direkt von den Experten der Druckerei vor Ort bewertet werden. Als Fazit der Versuchsrei-he konnte die Druckerei zusammenfassen, dass bei den V 2.1, V2.2 und v.a. bei V 3 bereits nach wenigen Laufmetern sich Papierstrich auf den Gummitüchern absetzte (vgl. Abbildung 58, Anhang). Eine stabile Produktion könnte so nicht gefahren werden. Das beste Druckergebnis lieferte die Referenz, dabei bildeten sich keine Ablagerungen während der Testphase. Wenig schlechter war der Versuchspunkt V 1.2. Das relativ starke Stauben dieser Versuchspunkte kann auf zweierlei Auslöser zurückgeführt werden. Zum einen scheinen viele große Hohlräume, wie bei V 2.1 zu sehen ist, zu einem leichteren Aufspalten und Rupfen der Deckschicht führen. Dies tritt auch in ähnlicher Weise bei V3 auf. Jedoch mag hier der Umstand einer gegebenenfalls ungeeigneten grenzflä-chenaktiven Substanz zu den Staubproblemen geführt haben. Hier wurde Hühnereiweiß als Stabilisator verwendet, was schon beim Streichen zu leichten Problemen führte.
Ergebnisse PUR-Strich
Die mit Polyurethan beschichteten Papiersubstrate wurden schließlich auch auf ihre Bedruckbarkeit hin untersucht. Da kontinuierliche Substrate noch nicht mit ausreichend Laufmetern (100-200 Meter) hergestellt werden konnten, konnten keine produktionsnahen Druckversuche gefahren werden. Weiterhin lagen zu Projektbeginn in den Forschungsstellen noch keine Erfahrungen hinsichtlich der Bedruckbarkeit vor. Aus diesem Grund wurden Teststreifen mit einer Offsetfarbe im Labor bedruckt.
Aus Abbildung 59 (siehe Anhang) ist gut zu erkennen, dass eine grundsätzliche Bedruckbarkeit der PUR-Schicht gegeben ist. Jedoch weisen die bedruckten Muster mit steigender Dicke eine ungleichmäßige, lederartige Oberfläche auf. Daneben ist auch auf der Oberfläche die Blasenstruktur der darunterliegenden Schaumschicht zu erkennen. Die Stellen der Oberfläche unter denen die Hohl-räume liegen, scheinen dabei schlechter zu benetzen als die Stellen über den Stegen.
14.2 Verarbeitbarkeit
Vorgehen Zur Überprüfung der Verarbeitbarkeit wurden die Eignung der Technikumsmus-ter für Rillen, Stanzen und Verkleben untersucht. Für die Rill- und Stanzbarkeit wurden die zu untersuchenden Muster in einem Heidelberger Tiegel mit einem Rill und Stanzwerkzeug bearbeitet. Des Weiteren wurde die Verklebbarkeit der Muster mit Hotmelt- und Dispersionsklebstoffen untersucht. Hierfür wurde der jeweilige Klebstoff auf die Strichoberfläche aufgetragen. Auf diese mit Klebstoff bestrichenen Bereiche wurde ein Papierstreifen des gleichen Musters aufge-bracht und mit einer definierten Kraft auf das Papier gepresst.

T.Stocker, J. Eisenblätter: Schaumstrich 63(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Ergebnisse Carbonatstrich
Die Muster des Carbonatstriches konnten problemlos gestanzt werden. Hierbei gab es keine Unterschiede zu gewöhnlichen, gestrichenen Mustern. Auch das Verkleben zeigte keinerlei Auffälligkeiten. Nach der Trocknungszeit der Klebstof-fe waren die Papierstreifen fest auf dem Substrat fixiert und ließen sich nicht mehr zerstörungsfrei voneinander lösen.
Ergebnisse PUR-Schichten
PUR beschichtete Papiere zeigten je nach Dicke der aufgetragenen PUR-Schicht unterschiedlich gute Eignung für das Rillen und Stanzen.
Muster mit geringerer Schichtdicke von ≤ 200 µm konnten komplett durchge-stanzt werden (vgl. Abbildung 60, Anhang). Auch die vom Rillwerkzeug erzeug-ten Rillen sind gut sichtbar. Durch die im Verhältnis relativ hohe Schichtdicke der Beschichtung, ist jedoch die Belastung der Substrate beim Stanzen an den Kanten bzw. Ecken sehr hoch. Hier kann es zu Einrissen des Papiersubstrats (vgl. Abbildung 31) kommen.
Abbildung 31: Einrisse an den Ecken der Laschen der Faltschachtel. Um die Risse besser sehen zu können wurde der Kontrast des Bildes etwas erhöht.
Dickere Schichten (> 1mm) konnten dagegen aufgrund ihrer Höhe nicht komplett durchgestanzt werden. Darüber hinaus wirken durch die Dicke der Schicht sehr starke Kräfte beim Erzeugen der Rilllinie auf der dem Werkzeug gegenüberlie-genden Seite des Substrats. Hierdurch reißt das Substrat teilweise auf der kompletten Länge der Rilllinie (vgl. Abbildung 61, Anhang).
Durch Verwendung eines speziell angepassten Werkzeuges wäre es möglich die oben zu sehenden Problematiken zu verhindern. Hierzu müsste u.a. das Rill-messer breitere Rillnuten erzeugen. Dadurch würde durch der Druck beim Rillen auf eine größere Fläche verteilt und somit verhindert, dass die Rillkante aufreißt. Auch könnte durch Erhöhung des Drucks der Probenkörper komplett durchge-stanzt werden.
Die beim Rillvorgang erzeugten Rillen schwächen das Fasergefüge an den Rillnuten. Die Biegesteifigkeit kann hierbei um bis zu 60% reduziert werden, wodurch die Substrate nach dem Stanzen und Rillen leichter gefaltet werden können. Im Falle der Schaumschicht wäre es denkbar, dass zwar die Biegestei-figkeit des Papiersubstrats verringert wird, jedoch nicht diejenige der Schaum-schicht, da diese elastisch reagiert. Dadurch kann es zu Problemen bei der Verarbeitung des Substrats kommen. Überdies kann die elastische Rückstellkraft der Schaumschicht zu einem Aufreißen von Klebestellen führen, da auf diese durch die Rückstellkräfte ständig Zugkräfte wirken.
Während sich also dünnere PUR-Schichten ≤ 200 µm verhältnismäßig gut verarbeiten lassen, werfen dickere Schichten Problemstellungen auf, die tiefer-gehende Untersuchungen benötigen.
Zuletzt wurde die Eignung für das Verkleben der PUR Schichten untersucht. Hierbei wurde festgestellt, dass Dispersions- oder Schmelzklebstoffe (=Hotmelt)

T.Stocker, J. Eisenblätter: Schaumstrich 64(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
keine dauerhafte Verbindung der Schicht mit einem Gegenstück herstellen konnte. Ebenso war die Heißsiegelfähigkeit des Substrats nicht gegeben. Eine stoffschlüssige Verbindung konnte nicht hergestellt werden.
14.3 Mechanische Eigenschaften
Vorgehen Für die Analyse der mechanischen Eigenschaften wurden Zugprüfversuche nach DIN EN ISO 1924-2 durchgeführt. Hierbei konnten Bruchkraft und Reißlänge der Substrate ermittelt werden.
Ergebnisse Carbonatstrich
Die Bruchkräfte der Technikumsmuster in Maschinenrichtung (MD) (vgl. Abbil-dung 54, Anhang) weisen keine Besonderheiten auf. Durch den Strich der Muster wird die maximal erreichte Kraft bis zum Versagen des Striches um über
20 N/15mm erhöht. Die applizierte PVOH Schicht kann teilweise zu einer Erhö-hung der maximalen Bruchkraft gegenüber der Referenz führen, jedoch konnte nur eine Differenz von maximal 9 N/15mm festgestellt werden. Der PVOH-Film trägt durch seine Festigkeit wahrscheinlich positiv zur Gesamtfestigkeit bei.
Die Unterschiede der Technikumsmuster hinsichtlich ihrer maximalen Dehnung (vgl. Abbildung 55, Anhang) sind ebenso kaum vorhanden. Im Rahmen des Standardfehlers unterscheiden sie sich nicht voneinander. Im Vergleich zum Rohpapier ist aber die Wirkung des Strichs auf das Dehnungsverhalten zu erkennen.
Ergebnisse PUR Beschichtung
0,0
1,0
2,0
3,0
4,0
0
2
4
6
8
D1.1 D2.1 D3.1 D4.1 D5.1 D6.1 D7.1
Dick
e /
mm
Bruc
hkra
ft /
(kN
/m)
max. Bruchkraft vs Dicke
Abbildung 32: Die Bruchkräfte der mit PUR-Schaum beschichteten Muster weisen eine Abhängigkeit von der Dicke auf.
Die Bruchkraft einer PUR-Beschichtung steigt mit sinkender Schichtdicke, wie in Abbildung 32 zu sehen ist. Dieses Verhalten ist wahrscheinlich von der Struktur der jeweiligen Schaumschichten verursacht. Dicke Schaumschichten besitzen eine verhältnismäßig hohe Elastizität. Daher sind sie in der Lage die auftreten-den Zugkräfte ohne Beschädigung aufzunehmen. Im Gegensatz dazu, haben die Papiersubstrate keine derartige Elastizität, weshalb diese versagen, bevor die Schaumschicht an ihre Dehngrenze gelangt. Je dünner die Schaumschicht, desto geringer ist ihre Elastizität bzw. ihr Speichermodul. Hier zeigt sich schließ-lich ein eher plastisches Verhalten. Diese Beschichtungen verhalten sich nicht
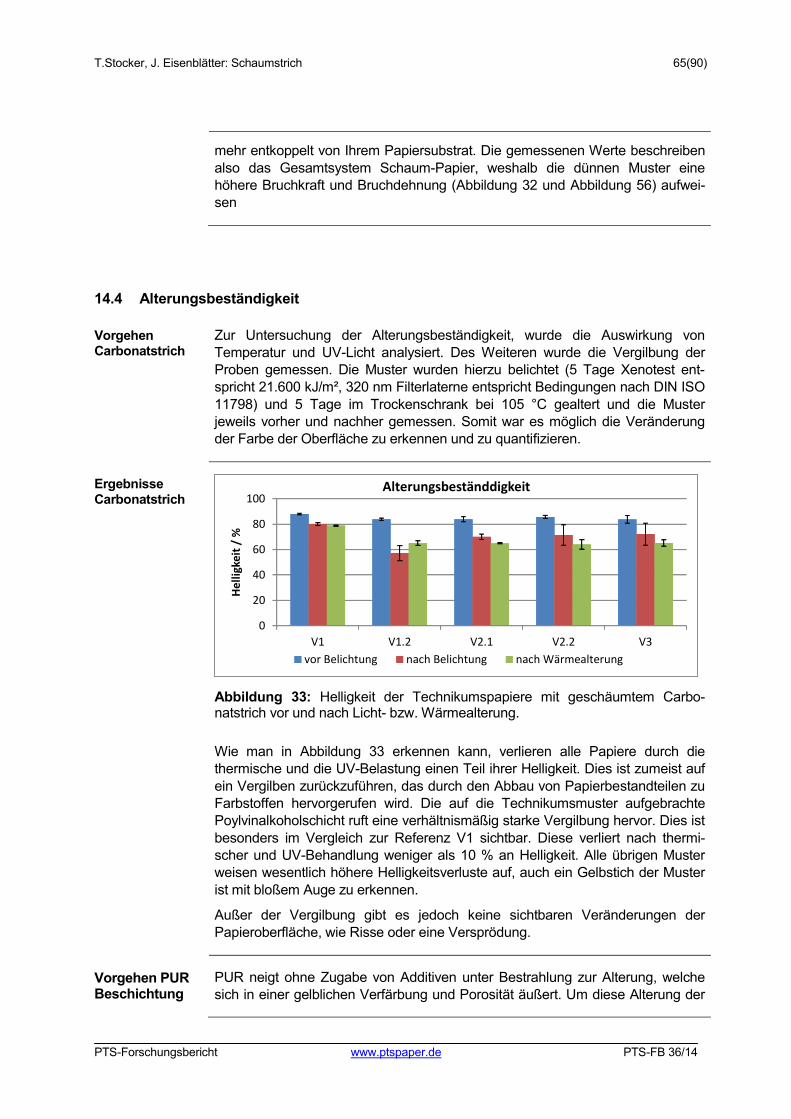
T.Stocker, J. Eisenblätter: Schaumstrich 65(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
mehr entkoppelt von Ihrem Papiersubstrat. Die gemessenen Werte beschreiben also das Gesamtsystem Schaum-Papier, weshalb die dünnen Muster eine höhere Bruchkraft und Bruchdehnung (Abbildung 32 und Abbildung 56) aufwei-sen
14.4 Alterungsbeständigkeit
Vorgehen Carbonatstrich
Zur Untersuchung der Alterungsbeständigkeit, wurde die Auswirkung von Temperatur und UV-Licht analysiert. Des Weiteren wurde die Vergilbung der Proben gemessen. Die Muster wurden hierzu belichtet (5 Tage Xenotest ent-spricht 21.600 kJ/m², 320 nm Filterlaterne entspricht Bedingungen nach DIN ISO 11798) und 5 Tage im Trockenschrank bei 105 °C gealtert und die Muster jeweils vorher und nachher gemessen. Somit war es möglich die Veränderung der Farbe der Oberfläche zu erkennen und zu quantifizieren.
Ergebnisse Carbonatstrich
0
20
40
60
80
100
V1 V1.2 V2.1 V2.2 V3
Helli
gkei
t / %
Alterungsbeständdigkeit
vor Belichtung nach Belichtung nach Wärmealterung
Abbildung 33: Helligkeit der Technikumspapiere mit geschäumtem Carbo-natstrich vor und nach Licht- bzw. Wärmealterung.
Wie man in Abbildung 33 erkennen kann, verlieren alle Papiere durch die thermische und die UV-Belastung einen Teil ihrer Helligkeit. Dies ist zumeist auf ein Vergilben zurückzuführen, das durch den Abbau von Papierbestandteilen zu Farbstoffen hervorgerufen wird. Die auf die Technikumsmuster aufgebrachte Poylvinalkoholschicht ruft eine verhältnismäßig starke Vergilbung hervor. Dies ist besonders im Vergleich zur Referenz V1 sichtbar. Diese verliert nach thermi-scher und UV-Behandlung weniger als 10 % an Helligkeit. Alle übrigen Muster weisen wesentlich höhere Helligkeitsverluste auf, auch ein Gelbstich der Muster ist mit bloßem Auge zu erkennen.
Außer der Vergilbung gibt es jedoch keine sichtbaren Veränderungen der Papieroberfläche, wie Risse oder eine Versprödung.
Vorgehen PUR Beschichtung
PUR neigt ohne Zugabe von Additiven unter Bestrahlung zur Alterung, welche sich in einer gelblichen Verfärbung und Porosität äußert. Um diese Alterung der

T.Stocker, J. Eisenblätter: Schaumstrich 66(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
aufgetragenen Schichten zu untersuchen, wurden Alterungstests unternommen. Dafür wurden zwei Analysemethoden verwendet: Xenontest (Bestrahlung) und Infrarot-Spektroskopie.
Für die Alterungsversuche wurde sowohl ein Blasenstrich (200 µm Schichtdicke; durch Rakel aufgebracht) als auch ein Schaumstrich (~600µm Schichtdicke; mit Walze + Folie aufgebracht) hergestellt und diese für die Analysemethoden vorbereitet.
Ergebnisse PUR-Beschichtung – Xenon Test
Für den Xenontest wurden die Proben zugeschnitten und in die Probenrahmen eingespannt. Die Proben wurden in das Xenongerät Beta LM gehängt und mit Licht im Wellenlängenbereich von 320-400 nm bestrahlt. Es erfolgte eine visuelle Probenanalyse alle 24 h. Dabei zeigte es sich, dass bereits nach 24 h eine deutliche Gelbfärbung (stärker als auf den Fotos in Abbildung 34 zu erkennen) auftrat. Nach 72 h zeigten sich bereits Risse im Schaum und dieser wurde hart und spröde. Nach 168 h war der Schaum deutlich braun und wies viele Risse auf (ohne mechanische Belastung !). Daher wurde der Versuch hier abgebrochen. Der Blasenstrich verhielt sich ähnlich mit einer geringen zeitlichen Verzögerung von wenigen Stunden.
Abbildung 34: Einfluss von Bestrahlung auf PUR-Proben (Xenon-Test)
Ergebnisse PUR – Beschichtung Infrarot Spektroskopie (IR)
Die Proben aus dem Xenon-Test wurden mit Hilfe der IR-Spektroskopie hinsichtlich charakteristischer Banden des PUR-Materials untersucht, welche bei der Kettenspaltung durch einen photo-oxidativen Prozess auftreten. Die wichtigsten Banden sind dabei 3380 cm-1 (NH Streckschwingung), 1730 cm-1 (C=O Streckschwingung der Urethanbindung), 1520 cm-1 (Amid II = NH Biege-

T.Stocker, J. Eisenblätter: Schaumstrich 67(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
und CN Streckschwingung) und 1250 cm-1 (Amid III = NH Biege- und CN Streckschwingung) .29.
Die C=O-Bande bei 1752 cm-1 (O=C-NH-C=O ) und die NH-Bande bei 1520 cm-1 können als Indiz für die Oxidation und Kettenspaltung verwendet werden.
In Abbildung 62 (Anhang) sind die IR-Spektren von jeweils zwei PUR-Proben vor der Alterung (gekennzeichnet mit „hell“) und nach der Alterung (gekennzeichnet mit „dunkel“) aufgezeigt.
Es zeigte sich, dass im Bereich der charakteristischen Banden jedoch nur marginale Abweichungen zwischen den frisch präparierten und den gealterten PUR-Proben nachzuweisen sind, obwohl das visuelle Erscheinungsbild sehr stark variierte (Anfangs weiß, nach Alterung dunkles gelb bis braun). Eine Evaluierung der chemischen Zersetzungsprodukte mit Hilfe der IR-Spektroskopie war daher nicht möglich.
Die in diesem Projekt verwendete PUR-Formulierung wies keine Photostabilisatoren auf. Daher kam es zu einer sehr schnellen Alterung des Materials. Diese kann durch Optimierung der Formulierung durch einen PUR-Hersteller, wie Rühl Puromer entscheidend verringert werden. Jedoch wird auch ein optimiertes PUR Alterungsprozessen unterworfen sein. Diese werden jedoch erst nach Monaten Einfluss auf die Materialeigenschaften hervorrufen.
14.5 Glanz und Farbe
Vorgehen Für die Messungen des Farbraumes und des Weißgrades wurden die jeweiligen Muster an der Forschungsstelle 1 gemäß der Normen DIN 53140 und DIN 53145-1 & 2 analysiert. Zur Bestimmung des Glanzes wurden die Muster nach der Norm DIN 54 502 mit einem Micro-Tri-Gloss-Gerät der Fa. Byk-Gardner untersucht. Die Glanzmessung wurde bei Winkeln von 60° und 85° durchgeführt.
Ergebnisse Glanz Carbonatstrich
Die Ergebnisse der Glanzmessungen der Technikumsmuster zeigten deutlich den Einfluss der PVOH Schicht auf der Oberfläche. Gegenüber der Referenz ohne PVOH sind die Glanzwerte bei beinahe allen Mustern um mindestens 20 % erhöht für den Winkel von 60°. Bei 85° Einfallswinkel sind kaum Unterschiede zwischen Referenz und den übrigen Mustern zu erkennen.
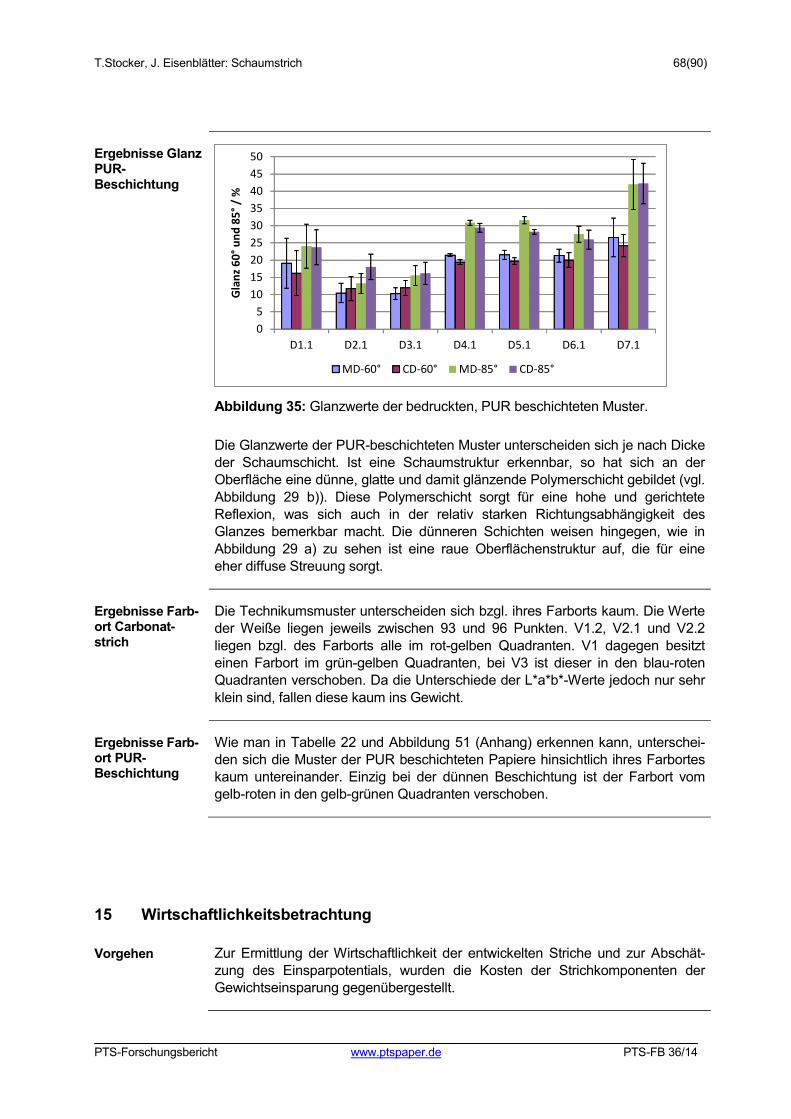
T.Stocker, J. Eisenblätter: Schaumstrich 68(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Ergebnisse Glanz PUR-Beschichtung
05
101520253035404550
D1.1 D2.1 D3.1 D4.1 D5.1 D6.1 D7.1
Gla
nz 6
0°un
d 85
°/ %
MD-60° CD-60° MD-85° CD-85°
Abbildung 35: Glanzwerte der bedruckten, PUR beschichteten Muster.
Die Glanzwerte der PUR-beschichteten Muster unterscheiden sich je nach Dicke der Schaumschicht. Ist eine Schaumstruktur erkennbar, so hat sich an der Oberfläche eine dünne, glatte und damit glänzende Polymerschicht gebildet (vgl. Abbildung 29 b)). Diese Polymerschicht sorgt für eine hohe und gerichtete Reflexion, was sich auch in der relativ starken Richtungsabhängigkeit des Glanzes bemerkbar macht. Die dünneren Schichten weisen hingegen, wie in Abbildung 29 a) zu sehen ist eine raue Oberflächenstruktur auf, die für eine eher diffuse Streuung sorgt.
Ergebnisse Farb-ort Carbonat-strich
Die Technikumsmuster unterscheiden sich bzgl. ihres Farborts kaum. Die Werte der Weiße liegen jeweils zwischen 93 und 96 Punkten. V1.2, V2.1 und V2.2 liegen bzgl. des Farborts alle im rot-gelben Quadranten. V1 dagegen besitzt einen Farbort im grün-gelben Quadranten, bei V3 ist dieser in den blau-roten Quadranten verschoben. Da die Unterschiede der L*a*b*-Werte jedoch nur sehr klein sind, fallen diese kaum ins Gewicht.
Ergebnisse Farb-ort PUR-Beschichtung
Wie man in Tabelle 22 und Abbildung 51 (Anhang) erkennen kann, unterschei-den sich die Muster der PUR beschichteten Papiere hinsichtlich ihres Farbortes kaum untereinander. Einzig bei der dünnen Beschichtung ist der Farbort vom gelb-roten in den gelb-grünen Quadranten verschoben.
15 Wirtschaftlichkeitsbetrachtung
Vorgehen Zur Ermittlung der Wirtschaftlichkeit der entwickelten Striche und zur Abschät-zung des Einsparpotentials, wurden die Kosten der Strichkomponenten der Gewichtseinsparung gegenübergestellt.
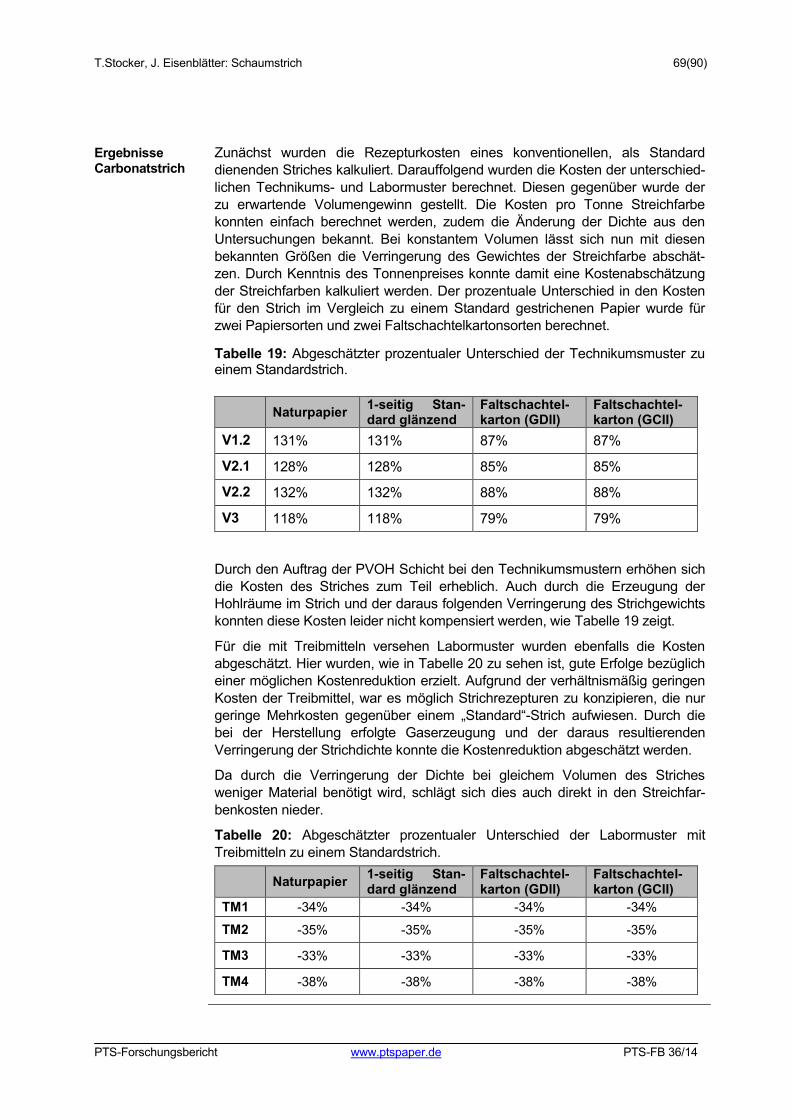
T.Stocker, J. Eisenblätter: Schaumstrich 69(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Ergebnisse Carbonatstrich
Zunächst wurden die Rezepturkosten eines konventionellen, als Standard dienenden Striches kalkuliert. Darauffolgend wurden die Kosten der unterschied-lichen Technikums- und Labormuster berechnet. Diesen gegenüber wurde der zu erwartende Volumengewinn gestellt. Die Kosten pro Tonne Streichfarbe konnten einfach berechnet werden, zudem die Änderung der Dichte aus den Untersuchungen bekannt. Bei konstantem Volumen lässt sich nun mit diesen bekannten Größen die Verringerung des Gewichtes der Streichfarbe abschät-zen. Durch Kenntnis des Tonnenpreises konnte damit eine Kostenabschätzung der Streichfarben kalkuliert werden. Der prozentuale Unterschied in den Kosten für den Strich im Vergleich zu einem Standard gestrichenen Papier wurde für zwei Papiersorten und zwei Faltschachtelkartonsorten berechnet.
Tabelle 19: Abgeschätzter prozentualer Unterschied der Technikumsmuster zu einem Standardstrich.
Naturpapier 1-seitig Stan-dard glänzend
Faltschachtel-karton (GDII)
Faltschachtel-karton (GCII)
V1.2 131% 131% 87% 87%
V2.1 128% 128% 85% 85%
V2.2 132% 132% 88% 88%
V3 118% 118% 79% 79%
Durch den Auftrag der PVOH Schicht bei den Technikumsmustern erhöhen sich die Kosten des Striches zum Teil erheblich. Auch durch die Erzeugung der Hohlräume im Strich und der daraus folgenden Verringerung des Strichgewichts konnten diese Kosten leider nicht kompensiert werden, wie Tabelle 19 zeigt.
Für die mit Treibmitteln versehen Labormuster wurden ebenfalls die Kosten abgeschätzt. Hier wurden, wie in Tabelle 20 zu sehen ist, gute Erfolge bezüglich einer möglichen Kostenreduktion erzielt. Aufgrund der verhältnismäßig geringen Kosten der Treibmittel, war es möglich Strichrezepturen zu konzipieren, die nur geringe Mehrkosten gegenüber einem „Standard“-Strich aufwiesen. Durch die bei der Herstellung erfolgte Gaserzeugung und der daraus resultierenden Verringerung der Strichdichte konnte die Kostenreduktion abgeschätzt werden.
Da durch die Verringerung der Dichte bei gleichem Volumen des Striches weniger Material benötigt wird, schlägt sich dies auch direkt in den Streichfar-benkosten nieder.
Tabelle 20: Abgeschätzter prozentualer Unterschied der Labormuster mit Treibmitteln zu einem Standardstrich.
Naturpapier 1-seitig Stan-dard glänzend
Faltschachtel-karton (GDII)
Faltschachtel-karton (GCII)
TM1 -34% -34% -34% -34%
TM2 -35% -35% -35% -35%
TM3 -33% -33% -33% -33%
TM4 -38% -38% -38% -38%

T.Stocker, J. Eisenblätter: Schaumstrich 70(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
TM5 -22% -22% -22% -22%
TM6 -37% -37% -37% -37%
TM7 -11% -11% -11% -11%
TM8 -22% -22% -22% -22%
TM9 20% 20% 20% 20%
Die Kostenabschätzungen zeigen, dass bereits im Projekt, je nach Methode, bis zu einem Drittel der Kosten eingespart werden können. Da jedoch die Oberflä-chenbeschaffenheit der Muster teilweise ungenügend ist, sind für einen industri-ellen Einsatz noch einige Optimierungsarbeiten von Nöten. Nichts desto trotz zeigen die Ergebnisse, dass man mit Hilfe dieses Projektes wertvolle Erkennt-nisse zur Erzeugung von Hohlraumstrukturen in Strichschichten gewinnen konnte.
Ergebnisse PUR-Strich
Da bei der Auftragung von aufschäumbaren PUR-Schichten verhältnismäßig dicke Auftragungsdicken von ≥100 µm notwendig sind, kann eine Kostenerspar-nis im Vergleich zu einem Standard gestrichenen Papier nicht ermittelt werden. Es kann jedoch festgestellt werden, dass sich durch den Auftrag einer PUR-Schicht die Kosten des Striches erheblich erhöhen. Auch durch die Erzeugung der Hohlräume in den Strichen und der daraus folgenden Verringerung des Gewichts/ cm3 können diese Kosten nicht kompensiert werden.
Um einen Vergleich anstellen zu können, muss zunächst ein Markt für PUR-beschichtete Papiere gefunden werden, bei dem diese eine Alternative zu bestehenden Papier/Karton-Erzeugnissen darstellen.
T.Stocker, J. Eisenblätter: Schaumstrich 71(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Glossar
Glossar AiF Arbeitsgemeinschaft industrieller Forschung CaCO3 Calciumcarbonat CMC Carboxymethylcellulose CO2 Kohlenstoffdioxid CD cross direction FS Forschungsstelle GCC ground calcium carbonate (gemahlenes CaCO3) MD machine direction OBA Optical brightening agent (=optischer Aufheller) PA Projektbegleitender Ausschuss PCC precipitated calcium carbonate PTI Papiertechnisches Institut PTS Papiertechnische Stiftung PUR Polyurethan REM Rasterelektronenmikroskop
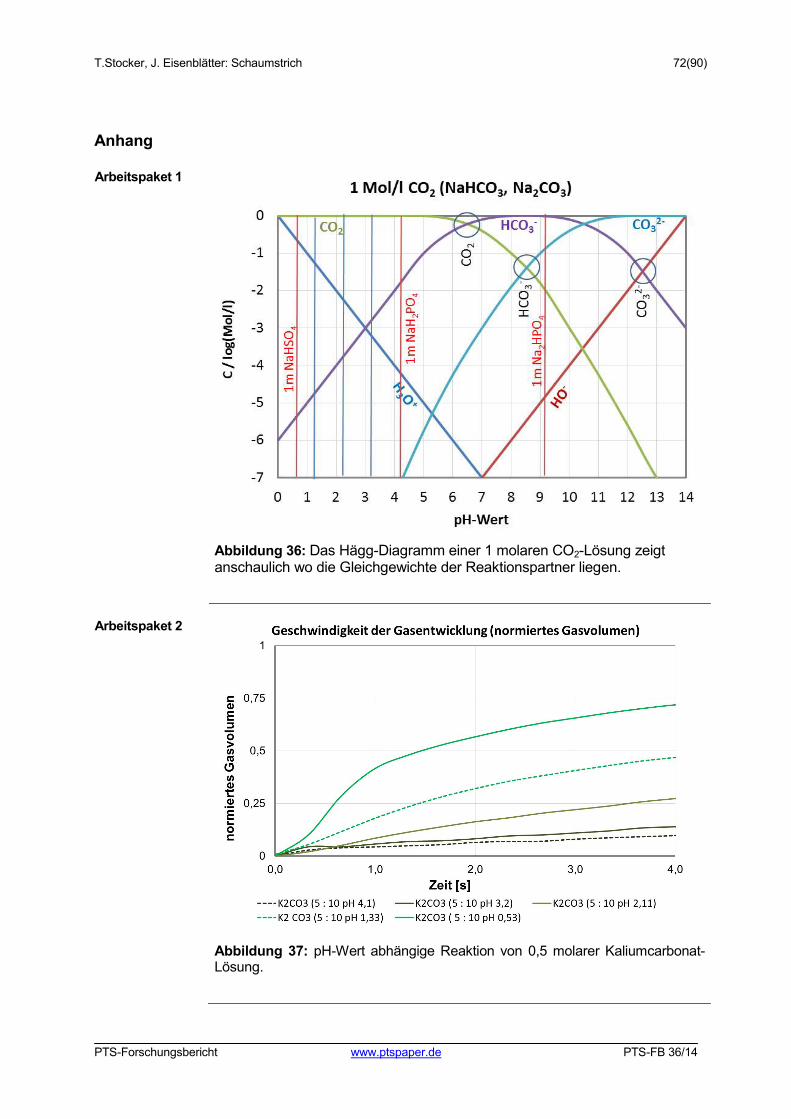
T.Stocker, J. Eisenblätter: Schaumstrich 72(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Anhang
Arbeitspaket 1
Abbildung 36: Das Hägg-Diagramm einer 1 molaren CO2-Lösung zeigt anschaulich wo die Gleichgewichte der Reaktionspartner liegen.
Arbeitspaket 2
Abbildung 37: pH-Wert abhängige Reaktion von 0,5 molarer Kaliumcarbonat-Lösung.

T.Stocker, J. Eisenblätter: Schaumstrich 73(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Abbildung 38: Heterogene Reaktion GCC bzw. PCC in 5 ml Wasser
Arbeitspaket 4
88
88,5
89
89,5
90
90,5
91
91,5
92
88
90
92
94
96
98
100
102
TM0 TM1 TM2 TM3 TM4 TM5 TM6 TM7 TM8 TM9
Opa
zitä
t [%
]
Wei
ßgra
d [%
]
Muster
Weiße R457 mit UV Weiße R457 ohne UV Opazität [%]
Abbildung 39: Optische Eigenschaften der Muster TM0 - TM9; R457 Weiße mit und ohne UV und Opazität. TM0 ist die ungeschäumte Referenz.
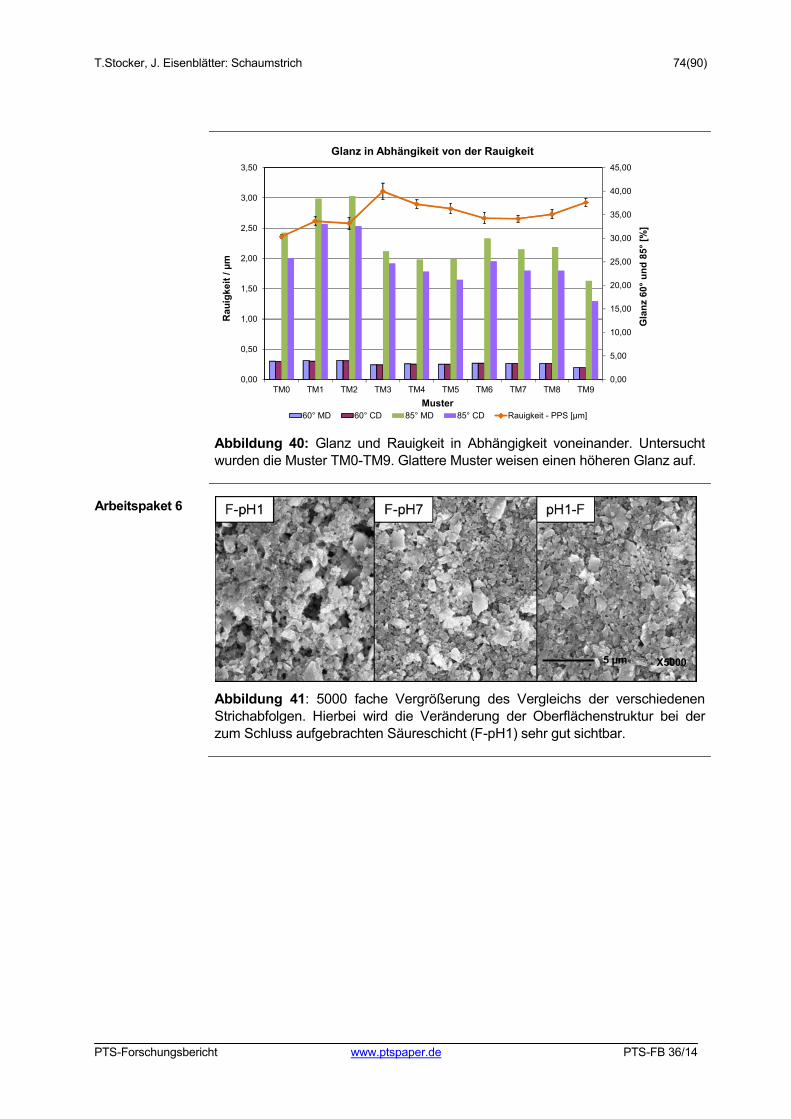
T.Stocker, J. Eisenblätter: Schaumstrich 74(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
0,00
5,00
10,00
15,00
20,00
25,00
30,00
35,00
40,00
45,00
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
TM0 TM1 TM2 TM3 TM4 TM5 TM6 TM7 TM8 TM9
Gla
nz 6
0°un
d 85
°[%
]
Rau
igke
it / µ
m
Muster
Glanz in Abhängikeit von der Rauigkeit
60° MD 60° CD 85° MD 85° CD Rauigkeit - PPS [µm] Abbildung 40: Glanz und Rauigkeit in Abhängigkeit voneinander. Untersucht wurden die Muster TM0-TM9. Glattere Muster weisen einen höheren Glanz auf.
Arbeitspaket 6
Abbildung 41: 5000 fache Vergrößerung des Vergleichs der verschiedenen Strichabfolgen. Hierbei wird die Veränderung der Oberflächenstruktur bei der zum Schluss aufgebrachten Säureschicht (F-pH1) sehr gut sichtbar.
5 µm X5000

T.Stocker, J. Eisenblätter: Schaumstrich 75(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Abbildung 42: 5000 fache Vergrößerung des Vergleichs der verschiedenen Strichabfolgen im Querschnitt. Die Veränderung der Porosität der Strichschicht bei der Abfolge F-pH1 ist auch hier zu sehen.
Abbildung 43: Vergleich der mit dem modifizierten Rupftest untersuchten Muster. Bei der Reihenfolge S1/S2 kann man deutlich lokal begrenzte Ausrisse erkennen. Dies deutet auf Hohlräume in der Strichschicht hin.
Schichtung S1/S2
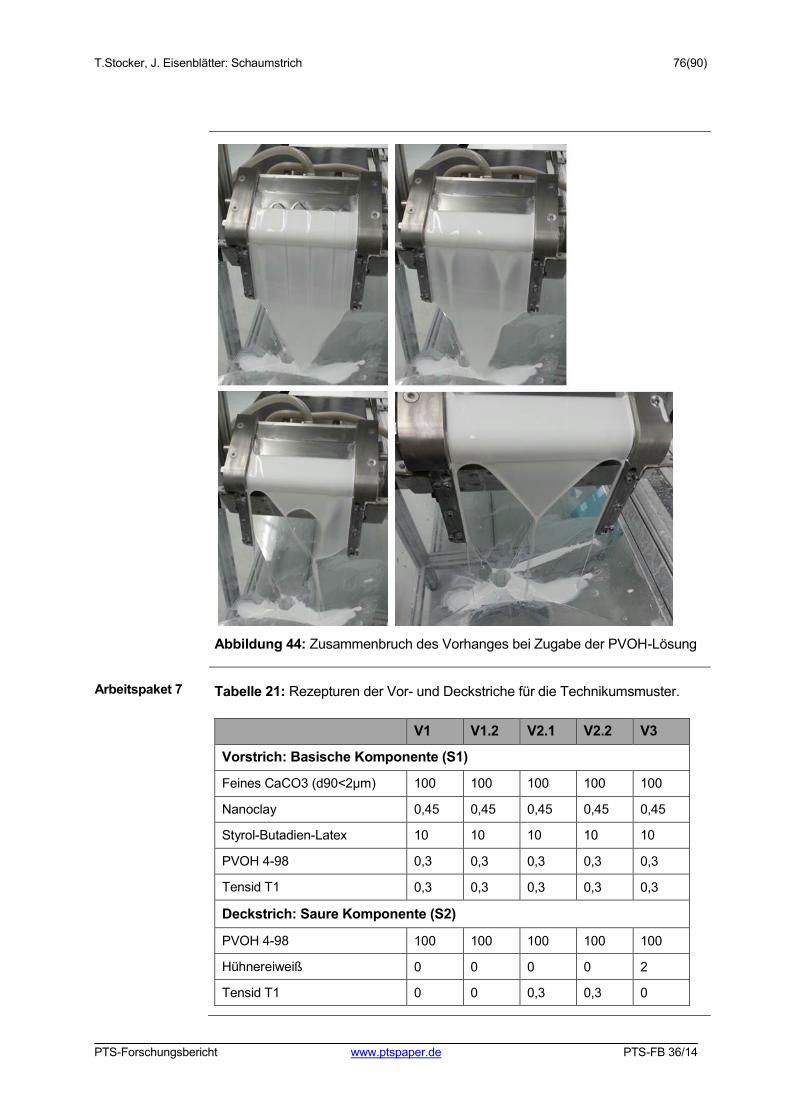
T.Stocker, J. Eisenblätter: Schaumstrich 76(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Abbildung 44: Zusammenbruch des Vorhanges bei Zugabe der PVOH-Lösung
Arbeitspaket 7 Tabelle 21: Rezepturen der Vor- und Deckstriche für die Technikumsmuster.
V1 V1.2 V2.1 V2.2 V3
Vorstrich: Basische Komponente (S1)
Feines CaCO3 (d90<2µm) 100 100 100 100 100
Nanoclay 0,45 0,45 0,45 0,45 0,45
Styrol-Butadien-Latex 10 10 10 10 10
PVOH 4-98 0,3 0,3 0,3 0,3 0,3
Tensid T1 0,3 0,3 0,3 0,3 0,3
Deckstrich: Saure Komponente (S2)
PVOH 4-98 100 100 100 100 100
Hühnereiweiß 0 0 0 0 2
Tensid T1 0 0 0,3 0,3 0
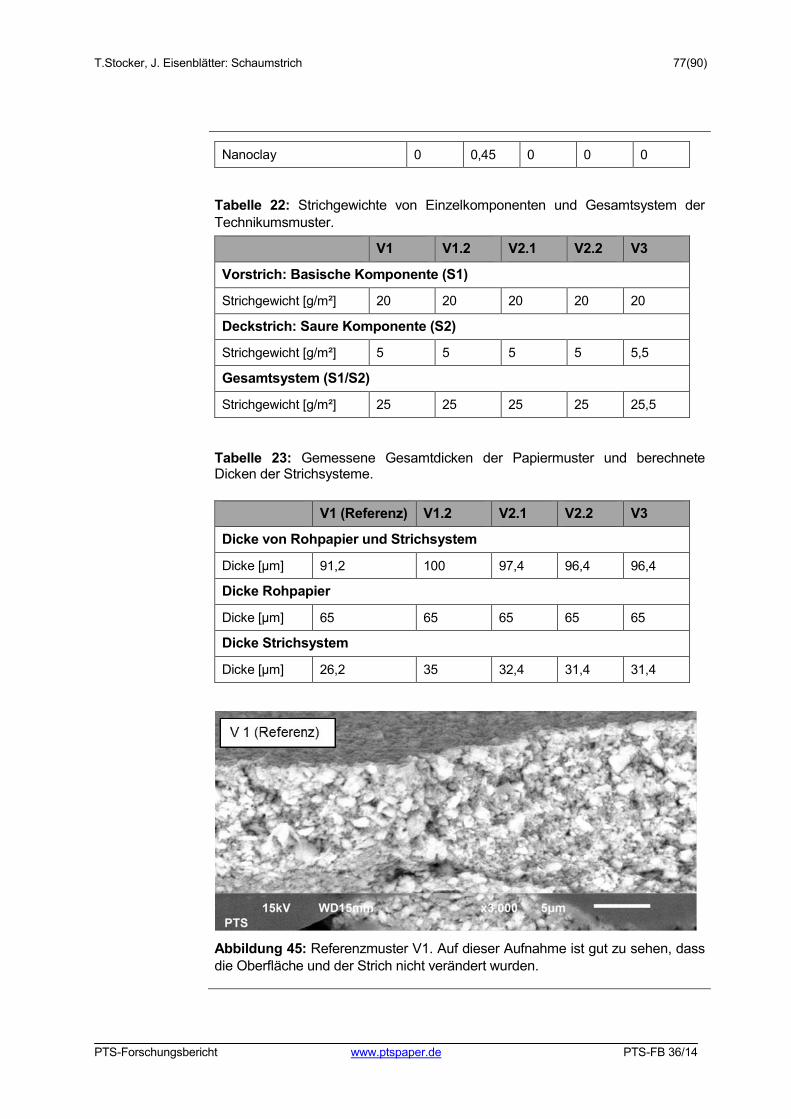
T.Stocker, J. Eisenblätter: Schaumstrich 77(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Nanoclay 0 0,45 0 0 0
Tabelle 22: Strichgewichte von Einzelkomponenten und Gesamtsystem der Technikumsmuster.
V1 V1.2 V2.1 V2.2 V3
Vorstrich: Basische Komponente (S1)
Strichgewicht [g/m²] 20 20 20 20 20
Deckstrich: Saure Komponente (S2)
Strichgewicht [g/m²] 5 5 5 5 5,5
Gesamtsystem (S1/S2)
Strichgewicht [g/m²] 25 25 25 25 25,5
Tabelle 23: Gemessene Gesamtdicken der Papiermuster und berechnete Dicken der Strichsysteme.
V1 (Referenz) V1.2 V2.1 V2.2 V3
Dicke von Rohpapier und Strichsystem
Dicke [µm] 91,2 100 97,4 96,4 96,4
Dicke Rohpapier
Dicke [µm] 65 65 65 65 65
Dicke Strichsystem
Dicke [µm] 26,2 35 32,4 31,4 31,4
Abbildung 45: Referenzmuster V1. Auf dieser Aufnahme ist gut zu sehen, dass die Oberfläche und der Strich nicht verändert wurden.
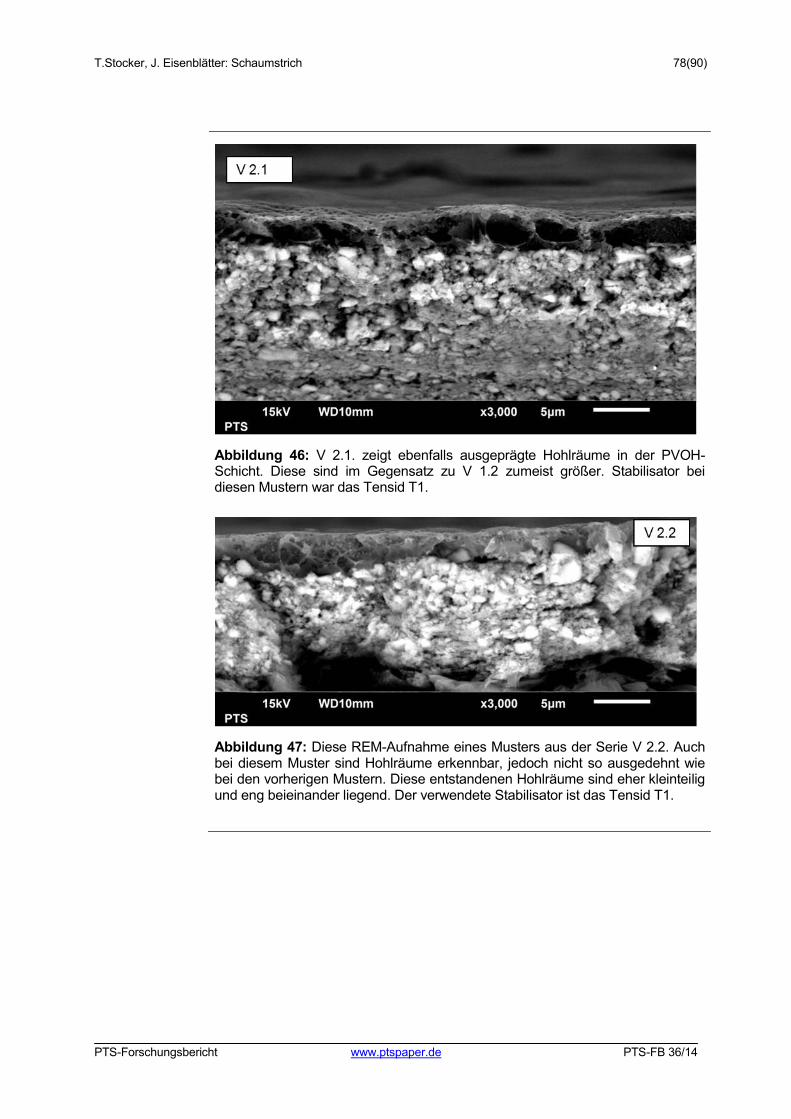
T.Stocker, J. Eisenblätter: Schaumstrich 78(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Abbildung 46: V 2.1. zeigt ebenfalls ausgeprägte Hohlräume in der PVOH-Schicht. Diese sind im Gegensatz zu V 1.2 zumeist größer. Stabilisator bei diesen Mustern war das Tensid T1.
Abbildung 47: Diese REM-Aufnahme eines Musters aus der Serie V 2.2. Auch bei diesem Muster sind Hohlräume erkennbar, jedoch nicht so ausgedehnt wie bei den vorherigen Mustern. Diese entstandenen Hohlräume sind eher kleinteilig und eng beieinander liegend. Der verwendete Stabilisator ist das Tensid T1.
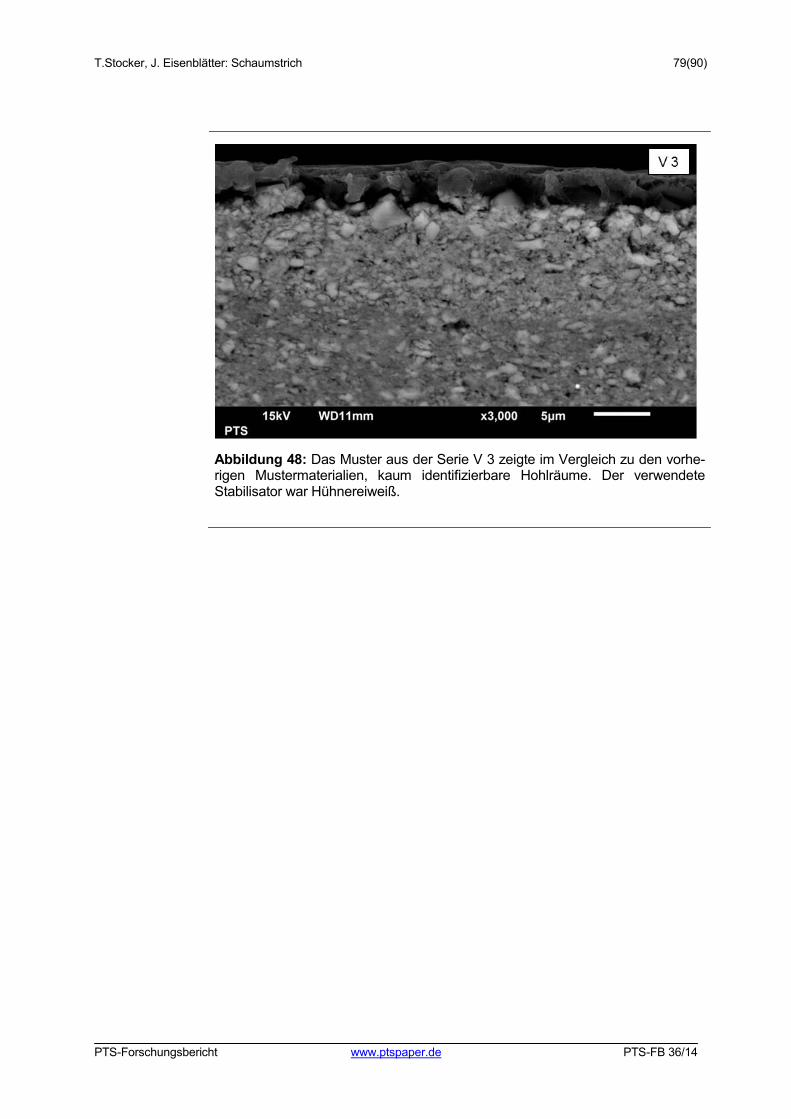
T.Stocker, J. Eisenblätter: Schaumstrich 79(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Abbildung 48: Das Muster aus der Serie V 3 zeigte im Vergleich zu den vorhe-rigen Mustermaterialien, kaum identifizierbare Hohlräume. Der verwendete Stabilisator war Hühnereiweiß.
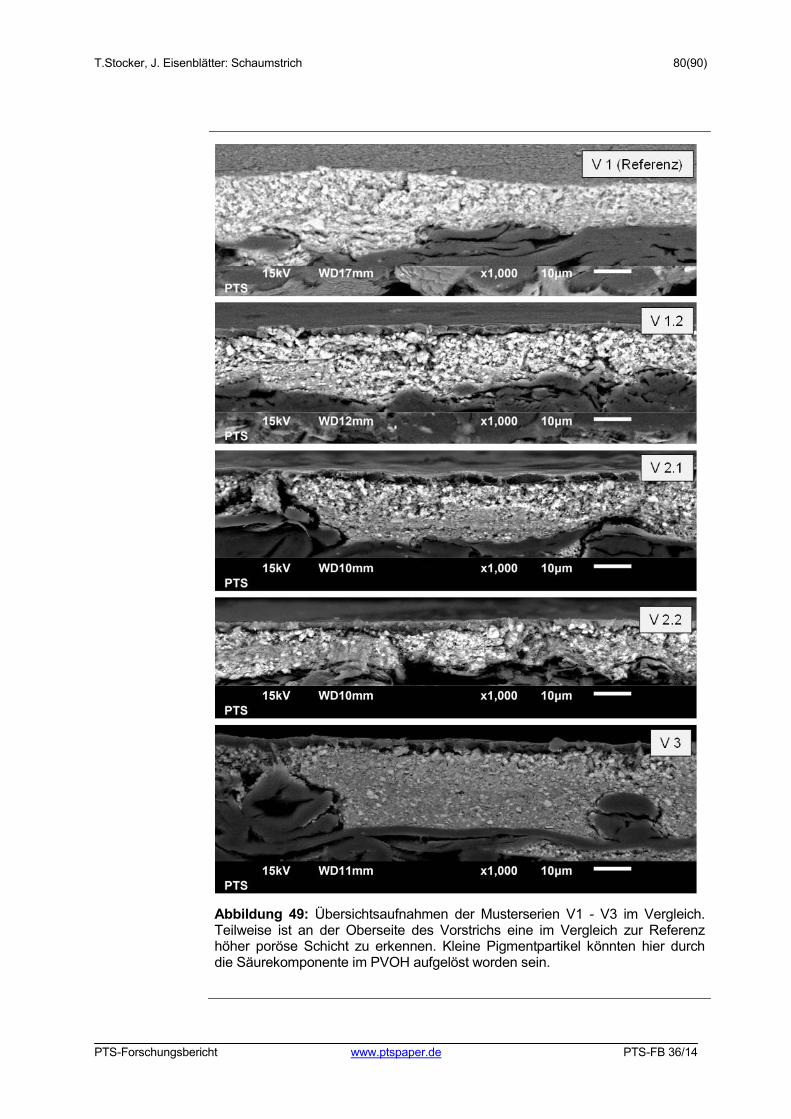
T.Stocker, J. Eisenblätter: Schaumstrich 80(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Abbildung 49: Übersichtsaufnahmen der Musterserien V1 - V3 im Vergleich. Teilweise ist an der Oberseite des Vorstrichs eine im Vergleich zur Referenz höher poröse Schicht zu erkennen. Kleine Pigmentpartikel könnten hier durch die Säurekomponente im PVOH aufgelöst worden sein.
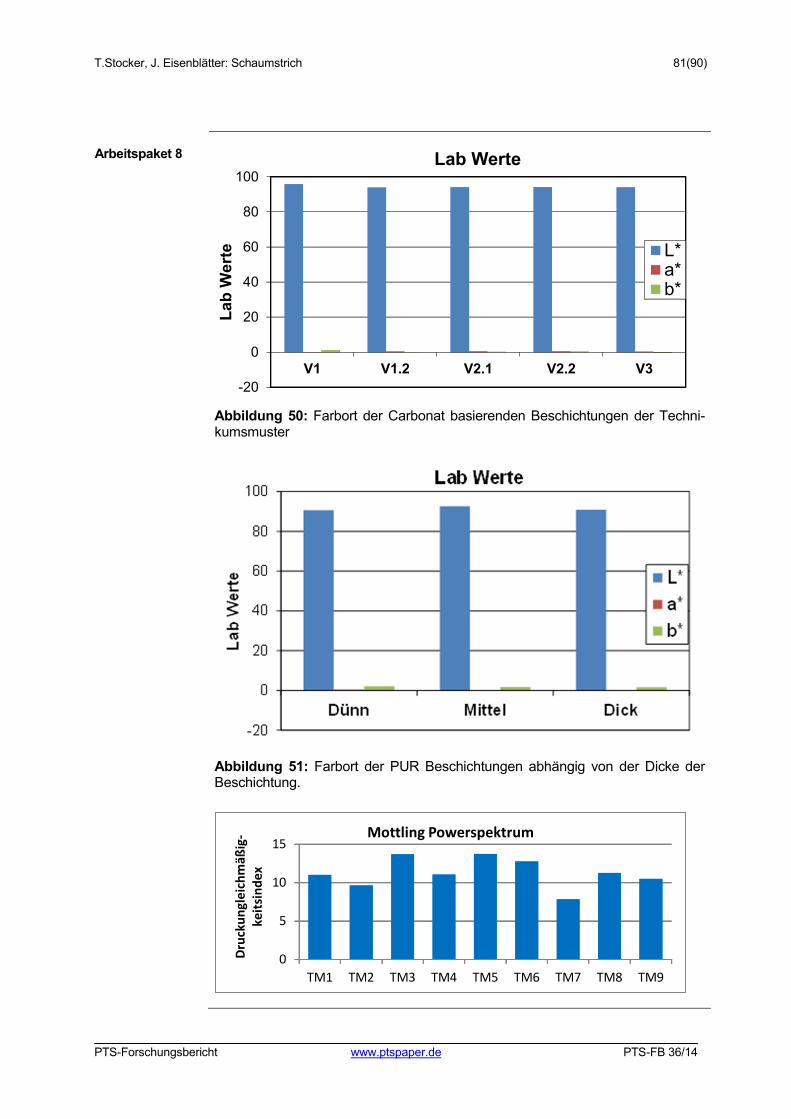
T.Stocker, J. Eisenblätter: Schaumstrich 81(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Arbeitspaket 8
-20
0
20
40
60
80
100
V1 V1.2 V2.1 V2.2 V3
Lab
Wer
te
Lab Werte
L*a*b*
Abbildung 50: Farbort der Carbonat basierenden Beschichtungen der Techni-kumsmuster
Abbildung 51: Farbort der PUR Beschichtungen abhängig von der Dicke der Beschichtung.
0
5
10
15
TM1 TM2 TM3 TM4 TM5 TM6 TM7 TM8 TM9
Druc
kung
leic
hmäß
ig-
keits
inde
x
Mottling Powerspektrum
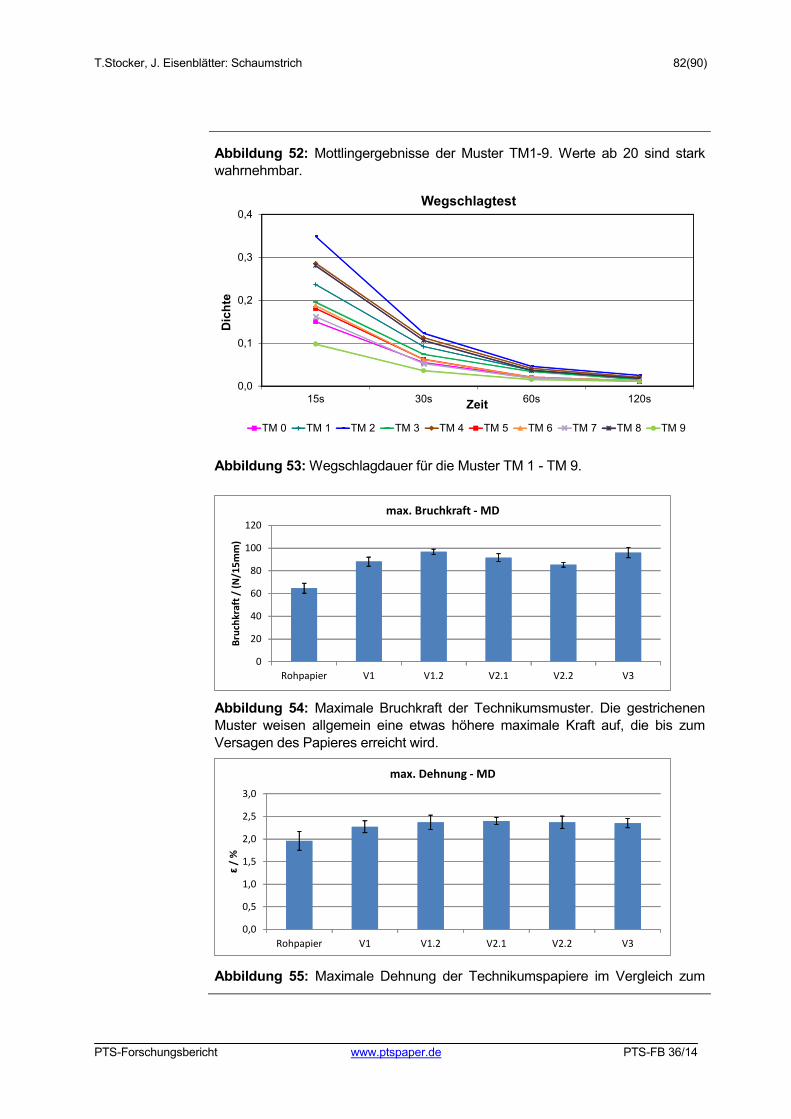
T.Stocker, J. Eisenblätter: Schaumstrich 82(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Abbildung 52: Mottlingergebnisse der Muster TM1-9. Werte ab 20 sind stark wahrnehmbar.
0,0
0,1
0,2
0,3
0,4
15s 30s 60s 120s
Dic
hte
Zeit
Wegschlagtest
TM 0 TM 1 TM 2 TM 3 TM 4 TM 5 TM 6 TM 7 TM 8 TM 9
Abbildung 53: Wegschlagdauer für die Muster TM 1 - TM 9.
0
20
40
60
80
100
120
Rohpapier V1 V1.2 V2.1 V2.2 V3
Bruc
hkra
ft /
(N/1
5mm
)
max. Bruchkraft - MD
Abbildung 54: Maximale Bruchkraft der Technikumsmuster. Die gestrichenen Muster weisen allgemein eine etwas höhere maximale Kraft auf, die bis zum Versagen des Papieres erreicht wird.
0,0
0,5
1,0
1,5
2,0
2,5
3,0
Rohpapier V1 V1.2 V2.1 V2.2 V3
ε/
%
max. Dehnung - MD
Abbildung 55: Maximale Dehnung der Technikumspapiere im Vergleich zum

T.Stocker, J. Eisenblätter: Schaumstrich 83(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Rohpapier. Die Muster unterscheiden sich untereinander kaum.
0,0
1,0
2,0
3,0
4,0
0,0
0,5
1,0
1,5
2,0
D1.1 D2.1 D3.1 D4.1 D5.1 D6.1 D7.1
Dick
e /
mm
ε/
%
max. Dehnung vs Dicke
Abbildung 56: Die Bruchdehnungen der mit PUR-Schaum beschichteten Muster weisen nur geringe Unterschiede auf. Die maximal mögliche Dehnung nimmt dabei mit zunehmender Schichtdicke ab.
0
10
20
30
40
50
60
70
80
V 1 V 1.2 V 2.1 V 2.2 V 3
Gla
nz 6
0°un
d 85
°/ %
60°-MD 60°-CD 85°-MD 85°-CD
Abbildung 57: Glanzwerte der bedruckten Technikumsmuster in CD und MD für die Winkel 60° und 85°.
Tabelle 24: CIE-L*a*b* Werte zur Bestimmung des Farbraumes der Carbonat basierten Beschichtungen der Technikumsmuster.
Muster L* a* b* V1 95,83 -0,02 1,23 V1.2 93,88 0,34 0,035 V2.1 94,09 0,36 0,19 V2.2 94,16 0,4 0,31 V3 93,99 0,27 -0,42
Tabelle 25: CIE-L*a*b* Werte zur Bestimmung des Farbraumes der PUR Beschichtungen.
Muster L* a* b* Dick 92,56 0,2 1,78 Mittel 90,58 0,44 2,05 Dünn 90,82 -0,07 1,62
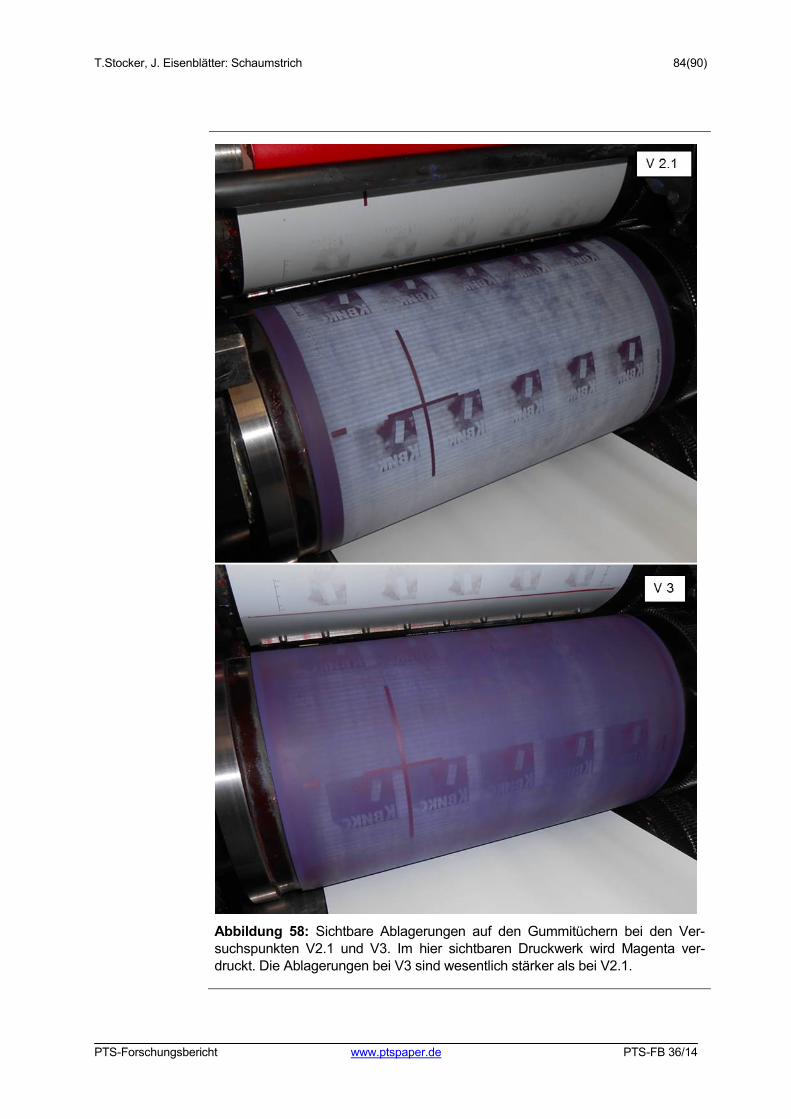
T.Stocker, J. Eisenblätter: Schaumstrich 84(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Abbildung 58: Sichtbare Ablagerungen auf den Gummitüchern bei den Ver-suchspunkten V2.1 und V3. Im hier sichtbaren Druckwerk wird Magenta ver-druckt. Die Ablagerungen bei V3 sind wesentlich stärker als bei V2.1.
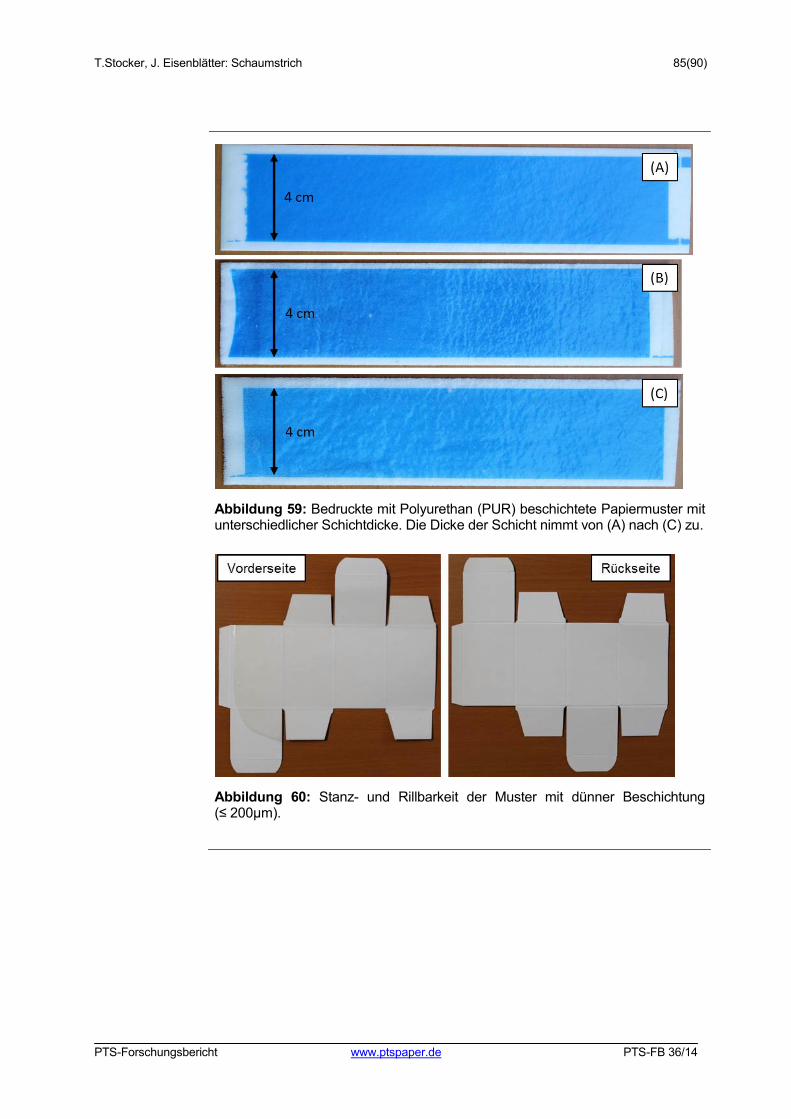
T.Stocker, J. Eisenblätter: Schaumstrich 85(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Abbildung 59: Bedruckte mit Polyurethan (PUR) beschichtete Papiermuster mit unterschiedlicher Schichtdicke. Die Dicke der Schicht nimmt von (A) nach (C) zu.
Abbildung 60: Stanz- und Rillbarkeit der Muster mit dünner Beschichtung (≤ 200µm).
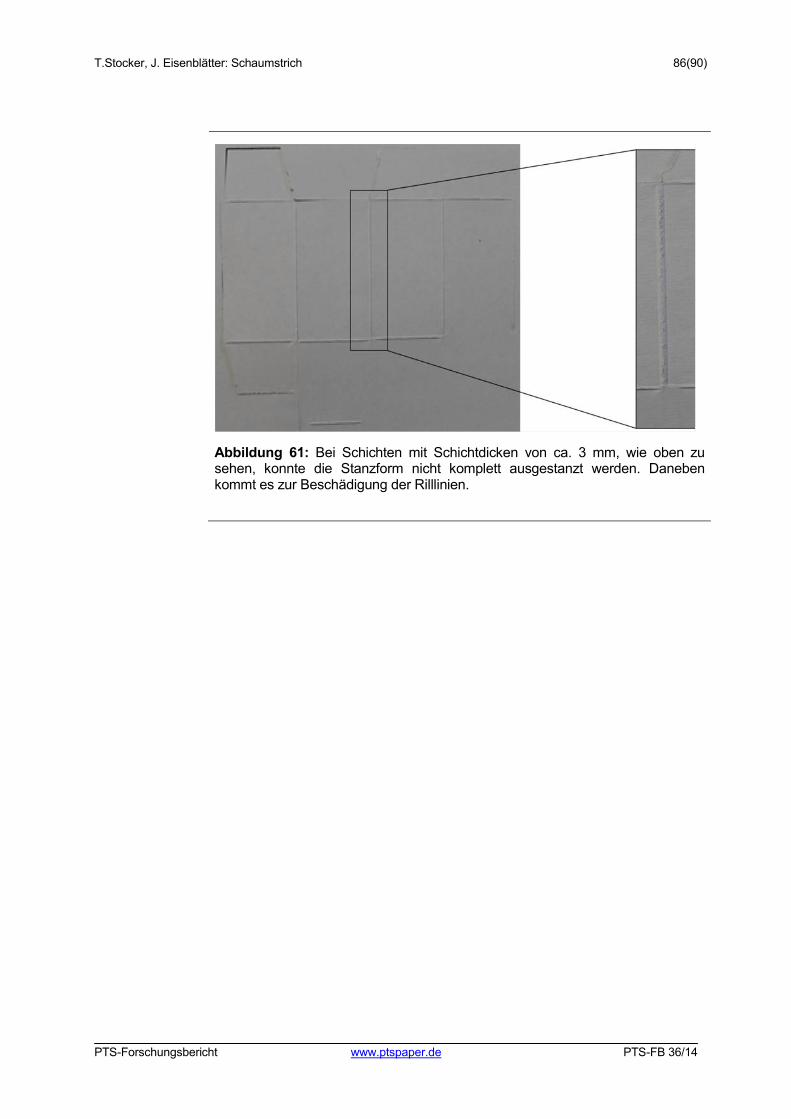
T.Stocker, J. Eisenblätter: Schaumstrich 86(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Abbildung 61: Bei Schichten mit Schichtdicken von ca. 3 mm, wie oben zu sehen, konnte die Stanzform nicht komplett ausgestanzt werden. Daneben kommt es zur Beschädigung der Rilllinien.
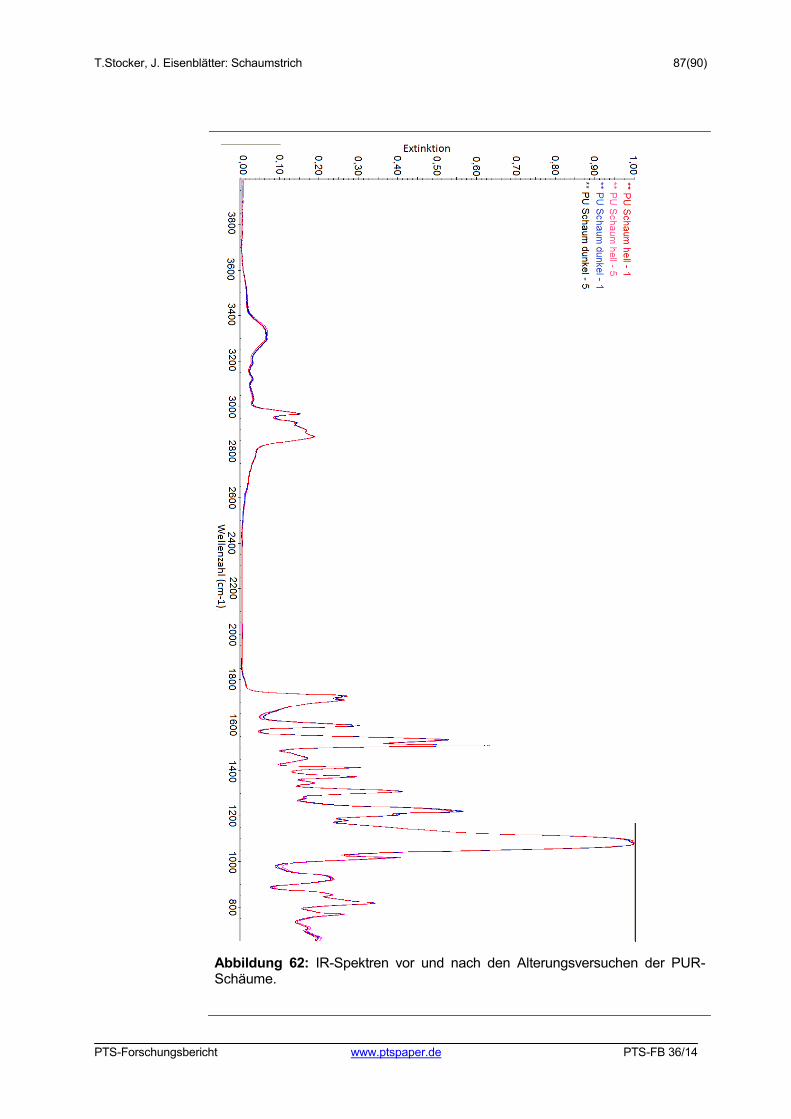
T.Stocker, J. Eisenblätter: Schaumstrich 87(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Abbildung 62: IR-Spektren vor und nach den Alterungsversuchen der PUR-Schäume.
T.Stocker, J. Eisenblätter: Schaumstrich 88(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
Literarturverzeichnis
1 N.N.; Papierkompass der VDP (Verband Deutscher Papierfabriken e.V.) 2015
2 N.N. Jahresbericht des VDP ,Papier 2011“ (2012)
3 R. Sangl; Entwicklung eines innovativen Papierveredelungsverfahrens (Projektskizze) 2002
4 Kinnunen, K., Hjelt, T.,Kenttä,E.; Innovative surface treatment with foam coating technology; SUNPAP – Final Conference Presentation (2012)
5 M.H. Pahl; H. Meinecke; Schaumzerstörung mit arteigener Flüssigkeit. Dechema-Monographien Band 114 – VCH Verlagsgesellschaft 1989
6 J. Winter ; Kinetik des Blasenwachstums: Herbert Utz Verlag 1998
7 S. Fischer; Dissertation zu: Blasenbildung von in Flüssigkeiten gelösten Gasen Technische Universität München 2001
8 O. Gnotke; Experimentelle und theoretische Untersuchungen zur Bestimmung von veränderlichen Blasengrößen und Blasengrößenverteilungen in turbulenten Gas-Flüssigkeits-Strömungen; Dissertation 2004
9 F. Zehle; Die Entstehung von Schaumstrukturen in Backwaren und deren Vorprodukten 2009
10 http://www.hausarbeiten.de/rd/archiv/ernaehrungswiss/ernaehrungswiss-oschaum.shtml 11 Aiming Ji; Analyse diskreter Flüssigkeits- Gasströmungen mit optischen Fasersensoren;
Dissertation Universität Dortmund (2007)
12 M.H Pahl,; D. Franke; Schaum und Schaumzerstörung – ein Überblick. Chem.-Ing.-Tech. 67 (1995) Nr. 3, S. 300-312
13 T. Briggs, in Foams: Theory, Measurements, and Applications (Hrsg.: R. K. Prud'homme, S. A. Khan), Marcel Dekker, New York, 1996.
14 J. H. Aubert, A. M. Kraynik, P. B. Rand, Spektrum der Wissenschaft Juli 1986, 126-138.
15 P. Kittle, R. Small, M. A. Cernat, B. Patel, Advancing Applications in Contamination Control 2002, 13-17.
16 J. Falbe; M. Regnitz; Römpp: Chemie Lexikon: Pl-S: 9. Auflage: Georg Thieme Verlag Stuttgart 1992;
17 H.Kittel; W. Krauß; Lehrbuch der Lacke und Beschichtungen. Band 2: Bindemittel für lösemittelhaltige und lösemittelfreie Systeme. 2. Aufl. Hirzel Verlag 1998
18 H.-J. Endres, A. Siebert-Raths; Technische Biopolymere. Hanser-Verlag, München 2009, S. 113–114.
19 http://de.wikipedia.org/wiki/Polyurethane
20 Dittrich, K. (2006): Prüfung und Bedruckbarkeitsbeurteilung Vortrag auf PTS-Fachseminar: „Grundlagen der Papiererzeugung – Teil 4 Streichtechnik, München, 10.11. 2006
21 Internetquelle: http://www.chemie.de/lexikon/Natriumlaurylsulfat.html (Stand: 24.07.2015)
22 Dissertation: Möllmann, Rosali; Gefügeentwicklung von biokompatiblen Keramikschäumen für Bioreaktoren; Technische Universität Berlin 2012
23 G. Richter, Praktische Biochemie, Grundlagen und Techniken, Thieme Verlag 2003, S 79

T.Stocker, J. Eisenblätter: Schaumstrich 89(90)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 36/14
24 Disserstation: Pott, Jens Uwe; Entwicklungsstrategien für zementgebundene Schäume;
Universität Hannover 2006
25 Strauß, J. (1995): Prüfung von Roh-, Halb- und Hilfsstoffen der Papiererzeugung – Kennzeichnung der Rezyklierbarkeit von Packmitteln aus Papier, Karton und Pappe sowie graphischen Druckerzeugnissen PTS-RH 021/95, S. 1-6
26 Strauß, J. (2003): Untersuchungen zum Recyclingverhalten von barrierebeschichteten Packmit-teln aus Papier, Karton und Pappe; Veröffentlichung auf der PTS-Homepage (www.ptspaper.de) zum AiF-Forschungsvorhaben Nr.12568
27 Bundesministerium für Umwelt Naturschutz und Reaktorsicherheit; Verpackungsverordnung (2008)
28 Dissertation: Barg, Andree; Anorganisch-organische Hybridschäume; Universität Paderborn 2004
29 Srichatrapimuk, V.W. and S. Cooper (1978), 'Infrared thermal analysis of polyurethane block polymers', J. Macromol. Sci., Phys.,B 15 (2) 267-311.
www.ptspaper.de
Papiertechnische StiftungHeßstraße 134 · 80797 München · Telefon +49 (0)89-12146-0 · Telefax +49 (0)89-12146-36 · Mail [email protected] Straße 37 · 01809 Heidenau · Telefon +49 (0)3529-551-60 · Telefax +49 (0)3529-551-899 · Mail [email protected]





























