Embed Size (px)
Citation preview
PTS-FORSCHUNGSBERICHT IK_MF110064FARBMETRISCH KONTROLLIERTE EINSTELLUNG DER FÄRBUNG VON DEKORPAPIER
www.ptspaper.de
» VERPACKUNGEN » PRINTPRODUKTE » RESSOURCENEFFIZIENZ» NEUE WERKSTOFFE
K. Erhard, G. Meinl: Farbmetrik Papier 1 (29)
PTS-Forschungsbericht www.ptspaper.de
Farbmetrisch kontrollierte Einstellung der Färbung von Dekorpapier K. Erhard, G. Meinl Inhalt
1 Zusammenfassung .................................................................................................................... 2
2 Abstract ....................................................................................................................................... 3
3 Einleitung..................................................................................................................................... 5
4 Material und Methoden .............................................................................................................. 6
5 Erzeugung unbunter und bunter Dekorpapiermuster mit den zugehörigen Verpressungen ........................................................................................................................... 8
6 Mess- und berechnungstechnische Grundlagen (Basiswerkzeuge) ............................... 12
7 Aufbau des Prognosewerkzeugs ........................................................................................... 13
7.1 Virtuelle Verpressung von Dekorrohpapier ............................................................................... 13
7.2 Messgenauigkeit, Zuverlässigkeit und Prognosesicherheit ..................................................... 16
7.3 Korrektur der Grenzflächenphänomene – SAUNDERSON-Korrektur ..................................... 18
7.4 Messgenauigkeit, Zuverlässigkeit und Prognosesicherheit ..................................................... 20
7.5 Prognosetool: Prognose der Farbverschiebung beim Beharzen und Verpressen von Dekorrohpapier ........................................................................................................................... 21
8 Schlussfolgerungen für die Qualitätssicherung von Dekorrohpapier ............................. 23
9 Wirtschaftliche Ziele ................................................................................................................ 25
K. Erhard, G. Meinl: Farbmetrik Papier 2 (29)
PTS-Forschungsbericht www.ptspaper.de
1 Zusammenfassung
Thema Farbmetrisch kontrollierte Einstellung der Färbung von Dekorpapier
Ziel des Projektes
Im Projekt sollte geklärt werden, ob und in welchem Umfange die praktizierte empirische Vorgehensweise beim Färben von Dekorpapier durch ein farbmetri-sches Prognoseverfahren schrittweise abgelöst werden kann.
Aufbau Prognosewerk-zeug
Die Untersuchungen ergaben, dass für das genannte Problem keine geschlos-sene, auf physikalischen Gesetzen beruhende Lösung mit den gegenwärtig zur Verfügung stehenden Mitteln möglich ist.
Es wurde ein Prognosewerkzeug entwickelt, das physikalisch determiniert ist und auf der spektralen Messung des Reflexionsfaktors am Rohpapier beruht. Die bei der Beharzung und Verpressung beobachtete Remissionsverminderung wird dabei in einem empirischen Term korrigiert und die Grenzflächenphänomene wurden nach der von SAUNDERSON benannten Korrektur berücksichtigt.
Wirtschaftliche Vorteile
Der wirtschaftliche Nutzen bei Einführung des Prognosewerkzeugs ergibt sich aus einem reduzierten Prüfaufwand, der als Maschinenlaufzeit nutzbar gemacht werden kann. Dies ermöglicht im Umfang der freigesetzten Maschinenlaufzeit Mehrproduktion sowie Steigerung von Umsatz und Produktivität beim Erzeuger. Dadurch wird der auf erzeugtes Produkt bezogene spezifische Bedarf an Faser-stoffen, Pigmenten und Additiven gesenkt sowie Energie eingespart und die Effektivität kleiner Fertigungslose verbessert.
K. Erhard, G. Meinl: Farbmetrik Papier 3 (29)
PTS-Forschungsbericht www.ptspaper.de
Danksagung Die Ergebnisse wurden im Rahmen des Forschungsvorhabens MF 110064 gewonnen, das im Programm zur "Förderung von Forschung und Entwicklung bei Wachstumsträgern in benachteiligten Regionen" mit finanziellen Mitteln des Bundesministeriums für Wirtschaft und Energie (BMWi) über den Projektträger EuroNorm Gesellschaft für Qualitätssicherung und Technologie mbH aufgrund eines Beschlusses des Deutschen Bundestages gefördert wurde. Dafür sei an dieser Stelle herzlich gedankt.
Unser Dank gilt außerdem den beteiligten Firmen der Papier- und Zulieferindust-rie für die Unterstützung der Arbeiten.
2 Abstract
Theme Colorimetrically controlled colour adjustment of decor paper
Project objective Aim is to clarify if and to what extent it is possible to gradually replace the trial and error methods currently used in decor paper colouring with a colorimetric forecasting technique.
Forecasting tool Investigations have shown that by means of the tools and methods available today, it is not possible to derive a closed-form solution to the problem based on the laws of physics.
We have therefore designed a forecasting tool that is physically determined and based on the spectroscopic measurement of reflectance factors on the base paper surface. The reflectance losses observed during resin impregnation and embossing/densification are corrected by an empirical term, interface phenome-na are considered by means of the correction method proposed by SAUNDER-SON.
K. Erhard, G. Meinl: Farbmetrik Papier 4 (29)
PTS-Forschungsbericht www.ptspaper.de
Economic benefits
Companies using the forecasting tool will benefit economically because they need less time for testing. The time saved is available as extra machine time, enabling manufacturers to increase their production, turnover and productivity. This lowers the product-related specific consumption of fibres, pigments and additives, saves energy and improves the efficiency of small production runs.
Acknowledge-ment
The research project MF 110064 was funded by the German Federal Ministry of Economic Affairs and Energy BMWi in the programme for the "Promotion of Research, Development and Innovation in disadvantaged Areas" based on the decision of the German Parliament and carried out under the umbrella of Euro-Norm in Berlin. We would like to express our warm gratitude for this support.
We would also like to express our thanks to the involved companies from the paper and supply sectors for supporting the project work.
K. Erhard, G. Meinl: Farbmetrik Papier 5 (29)
PTS-Forschungsbericht www.ptspaper.de
3 Einleitung
Besonderheiten der Färbung von Dekorpapier/ Dekorfolie
Im Gegensatz zu gefärbten Papierfasern in massegefärbten Papieren werden Dekorpapiere mittels unbunter (weißer, schwarzer) und bunter Pigmente eingefärbt, deren Brechungsindex sich deutlich vom Brechungsindex cellulosi-scher Fasern, üblicher Papierfüllstoffe, wie Kaolin, und des in der Weiterverar-beitung zu Dekorfolie eingesetzten Imprägnierharzes unterscheiden. Neben hauptsächlich anorganischen Pigmenten (z. B. TiO2 und oxidische Eisenpig-mente) finden deshalb organische Farbpigmente und Ruß Anwendung.
Dies ist notwendig, da die Harzimprägnierung die im Rohpapier vorhandenen lichtstreuenden Grenzflächen um jene reduziert, die aufgrund der praktisch gleichen Brechungsindizes von Cellulose, silikatischen Extenderpigmenten und Imprägnierharz, verschwinden. Dadurch wird die Lichtreflexion im verpess-ten Imprägnat in diesem Umfang reduziert und außerdem das von den Pig-menten in der Harzschicht remittierte Licht durch Totalreflexion an der Grenz-fläche Harz-Luft vermindert. Beide Effekte führen dazu, dass die beobachteten Farborte von Rohpapier und Imprägnierung deutlich voneinander abweichen.
Aufwändige, empirische Qualitäts-sicherung mit wirtschaftlichen Nachteilen
Zur Sicherung der Farbqualität eines Dekorrohpapiers muss der Papiererzeu-ger deshalb diese nicht am Rohpapier sondern am beharzten und verpressten Muster des Rohpapiers nachweisen, bevor produziert werden kann.
Zur Einstellung der Färbung des Rohpapiers ist es deshalb notwendig, gefer-tigte Rohpapierproben aus der Produktion zu entnehmen, diese im Labormaß-stab zu beharzen und zu verpressen, ihren Farbort zu ermitteln und im Ver-gleich zur Mustervorlage zu bewerten. Wird das Färbeziel erreicht, kann gefertigt werden. Ansonsten wird die Rezeptur erfahrungsgemäß nachgeführt und die Prüfprozedur wiederholt. Dies geschieht so lange, bis das Färbeziel für das Rohpapier erreicht wird und produziert werden kann.
Der Zeitbedarf für einen Prüf- und Einstellzyklus beträgt dabei 20 – 30 min. Die Zeit für diese Prüfung und Nachführung der Rezeptur geht als produktive Maschinenlaufzeit verloren. Da gefärbte Dekorpapiere in kleinen Chargen ab etwa 2t/Charge gefertigt werden, wirkt sich diese rein empirische Prüf- und Einstellprozedur für die Papiermaschine in erheblichem Maße auf das Be-triebsergebnis und die Wettbewerbsfähigkeit des Erzeugers aus.
Ziele Im Projekt sollte geklärt werden, ob und in welchem Umfange die praktizierte empirische Vorgehensweise beim Färben von Dekorpapier durch ein farbmetri-sches Prognoseverfahren schritt-weise abgelöst werden kann.
Das wesentlichste zu klärende Problem hierzu besteht in der Entwicklung einer schnellen und zielgenauen Vorhersage der Färbung von Dekorfolie nach Harzimprägnierung und Verpressung auf Basis des aktuell auf der Papierma-schine gefertigten Dekorrohpapiers, ohne dass dies in einer zeitaufwändigen externen Laborverpressung, Farbortmessung und Rezepturnachführung erfol-gen muss.
Dabei soll die Maschinenverfügbarkeit erhöht und der spezifische Rohstoff und Energiebedarf gesenkt werden.
K. Erhard, G. Meinl: Farbmetrik Papier 6 (29)
PTS-Forschungsbericht www.ptspaper.de
4 Material und Methoden
Vorgehensweise im Überblick
Die ausgeführten Arbeiten wiesen drei Schwerpunkte auf:
1. Planung und Durchführung der Versuche zum Aufbau eines Musterpools unbunter und bunter Rohpapiere sowie der zugehörigen Verpressungen.
2. Messtechnische Erfassung und Bewertung der spektrale Lichtremissionsei-genschaften der Rohpapiere und Verpressungen; Berechnung der opti-schen sowie farbmetrischen Grundeigenschaften und deren Zuordnung zu Papiereigenschaften und Erzeugungsbedingungen - Aufbau der Datenbasis für den empirischen Korrekturterm zur Farbortverschiebung infolge Behar-zung und Verpressung (ohne Grenzflächenphänomene).
3. Schaffung der Werkzeuge für die Berechnung der farbmetrischen Relation zwischen den Rohpapieren und deren Verpressungen in Abhängigkeit von Papierrezeptur und Prozessführung in der Erzeugung – Aufbau des Prog-nosetools.
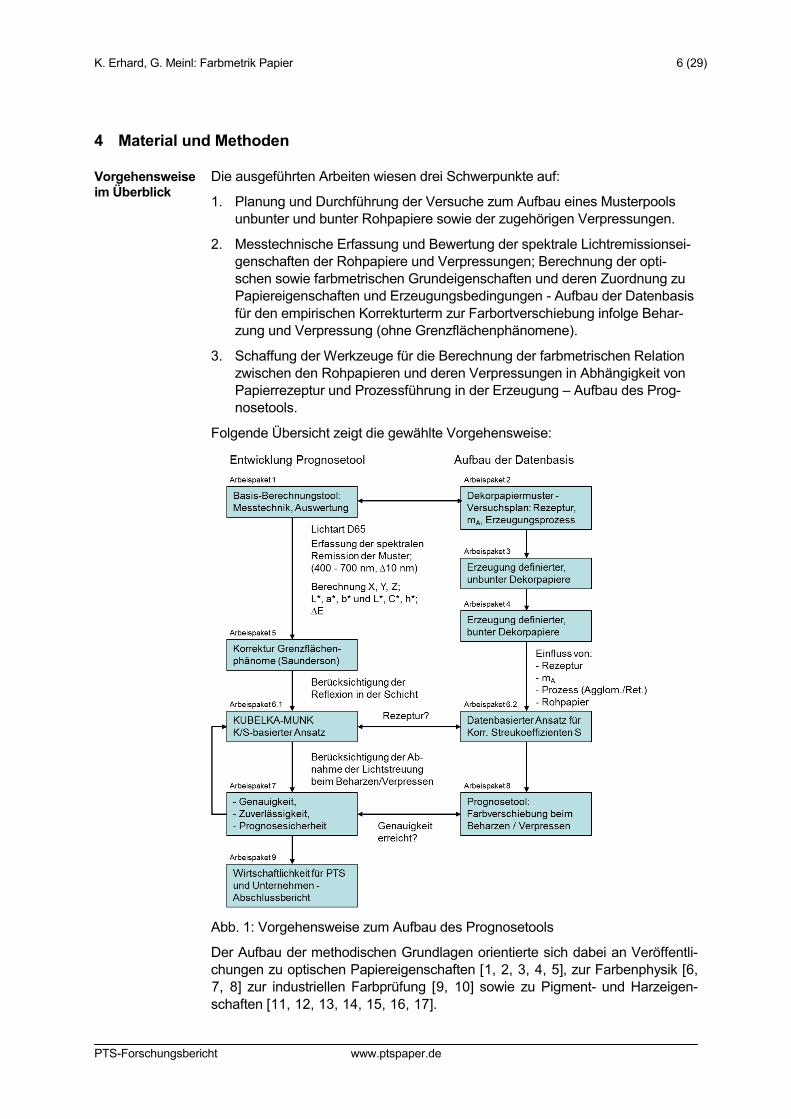
Folgende Übersicht zeigt die gewählte Vorgehensweise:
Abb. 1: Vorgehensweise zum Aufbau des Prognosetools
Der Aufbau der methodischen Grundlagen orientierte sich dabei an Veröffentli-chungen zu optischen Papiereigenschaften [1, 2, 3, 4, 5], zur Farbenphysik [6, 7, 8] zur industriellen Farbprüfung [9, 10] sowie zu Pigment- und Harzeigen-schaften [11, 12, 13, 14, 15, 16, 17].
K. Erhard, G. Meinl: Farbmetrik Papier 7 (29)
PTS-Forschungsbericht www.ptspaper.de
Erzeugung der Dekorrohpapiere
Die notwendigen Rohpapiermuster wurden im PTS-Technikum in Anlehnung an die in der industriellen Praxis übliche Vorgehensweise gefertigt.
Die betraf sowohl die Aufbereitung der Faserstoffe und Pigmente als auch die Erzeugungsbedingungen auf der Versuchspapiermaschine der PTS. Dabei wurden die Spezifika der Rezepturen sowie des Vorgehens beim Dispergieren und Dosieren der Pigmente, der Additive und der Einstellung des pH-Regimes an die industriellen Bedingungen angelehnt. Die verwendeten Faserstoffe, Pigmente und Additive wiesen die für die Dekorpapiererzeugung notwendigen Qualitätseigenschaften auf.
Bezüglich der Fertigung von Dekorrohpapieren liegen in der PTS im breiten Umfange Kenntnisse und Erfahrungen vor [18].
Die so erzeugten Muster wurden auf Format A4 geschnitten und so für Analy-sen, Messungen und die Erzeugung der Verpressungen bereitgestellt.
Erzeugung der Verpressungen
Zur Erzeugung der Verpressungen der Rohpapiermuster wurden diese mit einer Harzlösung definiert imprägniert, getrocknet und danach auf einer Spanplatten-unterlage unter Anwendung von Temperatur und Druck unter vergleichbaren Bedingungen verpresst. Die Reflexionseigenschaften an der Oberfläche der so erzeugten Dekorfolie auf Spanplatte wurden durch Anwendung eines definiert strukturierten Pressblechs eingestellt.
Die Verpressung des Dekorrohpapiers erfolgte dabei jeweils über schwarzer und weißer Unterlage sowie direkt auf der Spanplatte.
Da die Wiederholbarkeit der Remissionseigenschaften und damit des Farborts der verpressten Muster stringent von der Wiederholbarkeit der Bedingungen in der Beharzung und Verpressung abhängig sind, erfolgten diese bei einem Dekorpapierhersteller unter Nutzung der dort vorliegenden Kenntnisse und Erfahrungen, um derartige Fehler auszuschließen.
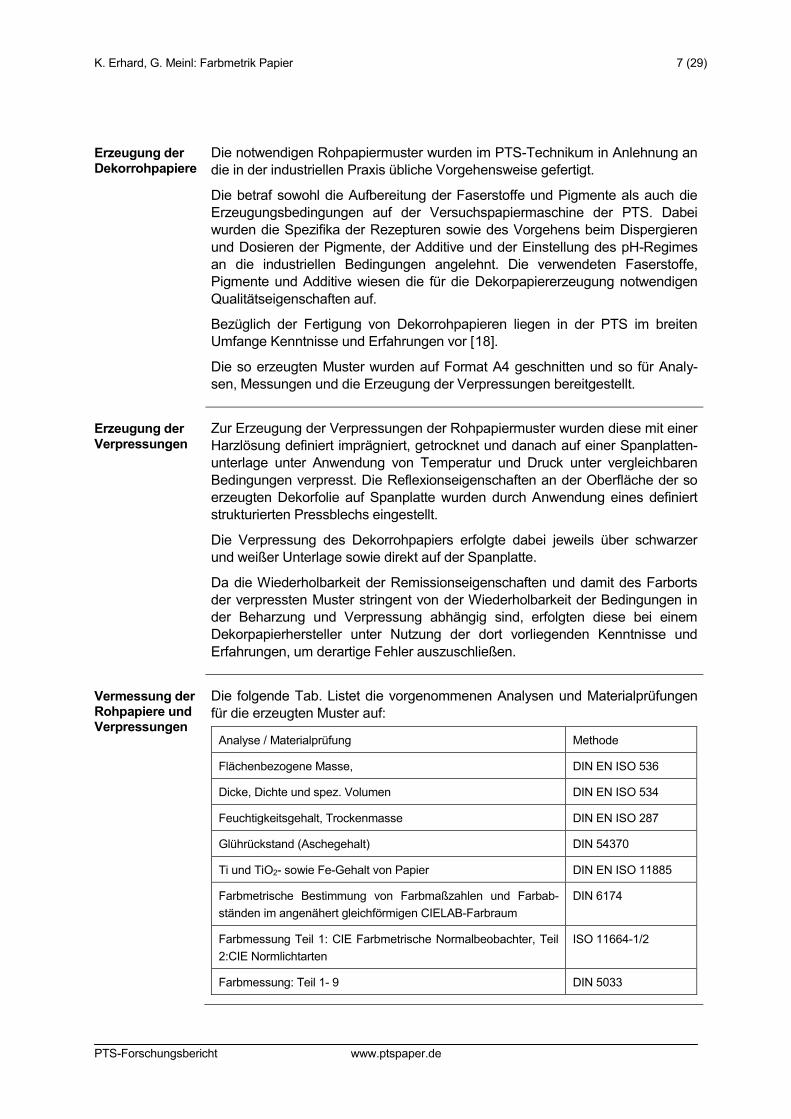
Vermessung der Rohpapiere und Verpressungen
Die folgende Tab. Listet die vorgenommenen Analysen und Materialprüfungen für die erzeugten Muster auf:
Analyse / Materialprüfung Methode
Flächenbezogene Masse, DIN EN ISO 536
Dicke, Dichte und spez. Volumen DIN EN ISO 534
Feuchtigkeitsgehalt, Trockenmasse DIN EN ISO 287
Glührückstand (Aschegehalt) DIN 54370
Ti und TiO2- sowie Fe-Gehalt von Papier DIN EN ISO 11885
Farbmetrische Bestimmung von Farbmaßzahlen und Farbab-ständen im angenähert gleichförmigen CIELAB-Farbraum
DIN 6174
Farbmessung Teil 1: CIE Farbmetrische Normalbeobachter, Teil 2:CIE Normlichtarten
ISO 11664-1/2
Farbmessung: Teil 1- 9 DIN 5033
K. Erhard, G. Meinl: Farbmetrik Papier 8 (29)
PTS-Forschungsbericht www.ptspaper.de
5 Erzeugung unbunter und bunter Dekorpapiermuster mit den zugehörigen Verpressungen
Vorgehen Anhand industriell bereitgestellter Dekorpapiermuster und deren Verpressung wurden die Variablen mit stringentem und marginalem Einfluss auf die Farbort-verschiebung ermittelt. Auf dieser Basis wurden die Versuchspläne für die einzelnen Projektstufen aufgestellt und an die Belange der praktischen Dekorpa-piererzeugung auf der kleintechnischen Papiermaschine angepasst.
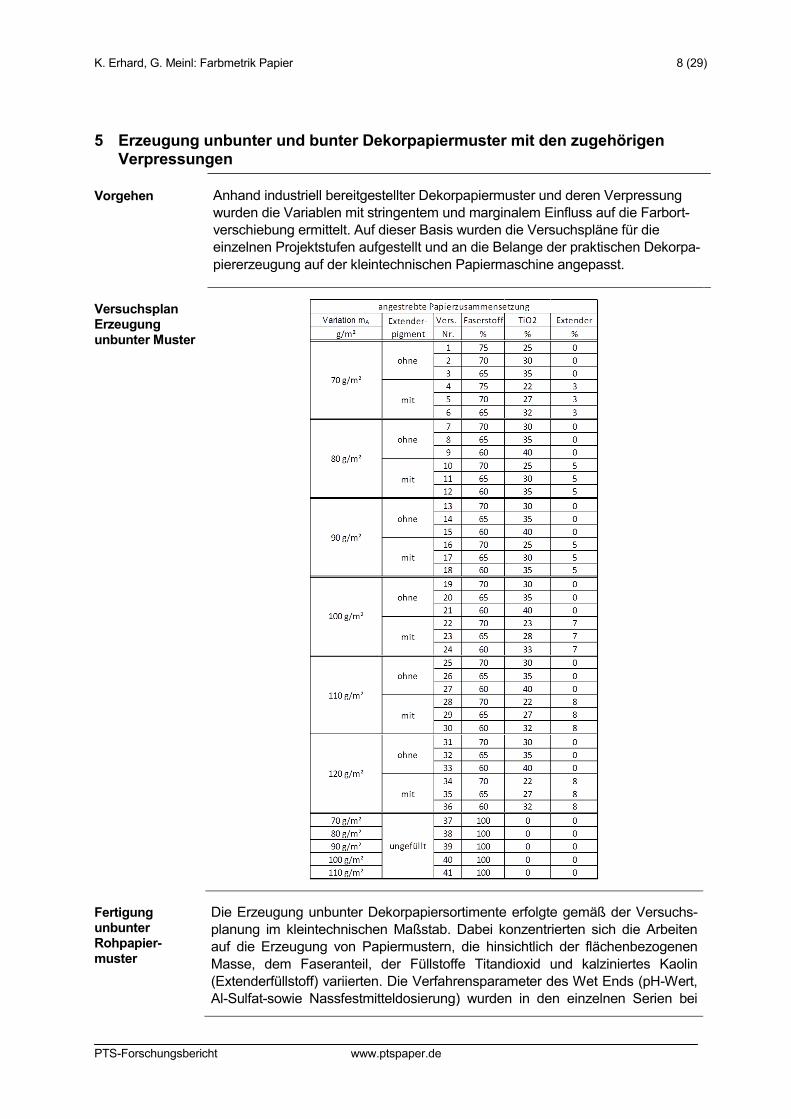
Versuchsplan Erzeugung unbunter Muster
Fertigung unbunter Rohpapier-muster
Die Erzeugung unbunter Dekorpapiersortimente erfolgte gemäß der Versuchs-planung im kleintechnischen Maßstab. Dabei konzentrierten sich die Arbeiten auf die Erzeugung von Papiermustern, die hinsichtlich der flächenbezogenen Masse, dem Faseranteil, der Füllstoffe Titandioxid und kalziniertes Kaolin (Extenderfüllstoff) variierten. Die Verfahrensparameter des Wet Ends (pH-Wert, Al-Sulfat-sowie Nassfestmitteldosierung) wurden in den einzelnen Serien bei
K. Erhard, G. Meinl: Farbmetrik Papier 9 (29)
PTS-Forschungsbericht www.ptspaper.de
variierender Rezeptur in Bezug zum Faserstoff konstant gehalten.
Die Vorgehensweise zur kleintechnischen Erzeugung von Dekorpapiermustern soll hier nicht im Einzelnen dargestellt werden. Vorliegende Vorgehensweisen und Erfahrungen sind im Bericht [18] ausführlich für weiße Muster dargestellt und können dort recherchiert werden. Schwerpunkt war hier die Sicherung der Wiederholbarkeit durch möglichst konstante Erzeugungsbedingungen hinsicht-lich Retention, Pigmentflockung und -agglomeration.
Eigenschaften der Rohpapiere und Verpressungen
Gemäß Versuchsplan wurden 41 Rohpapiermuster hergestellt, die bei einem Dekorpapierhersteller imprägniert und verpresst wurden, so dass je Muster ein Rohpapier und eine zugehörige Verpressung für die spektrale Remissionsmes-sung und Papieranalyse zur Verfügung standen. Wichtig waren hier die Abstu-fungen und Gehalte der Fasern und Extenderpigmente mit einem Brechungsin-dex von ca. 1,6 im Verhältnis zum TiO2 mit einem Brechungsindex in der Rutil-Modifikation von 2,87 [19].
Da beim Imprägnieren und Verpressen mit einem Harz mit vergleichbarem Brechungsindex von ca. 1,6 aufgrund des Wegfalls der Grenzflächen zwischen Harz, Fasern und Extenderpigmenten keine Remission mehr von diesen Grenzflächen ausgeht, wird die beobachtete Remission in den weißen Mustern praktisch nur vom TiO2 und dessen Grenzflächen zum Harz erzeugt. Die Größe der Grenzfläche des TiO2 hängt dabei von seiner Menge, also Dosierung und Retention sowie der durch die Partikelgröße festgelegten Grenzfläche ab. Diese wiederum wird kolloidchemisch durch Flockung und Partikelvergrößerung bei Agglomeration im Wet-End der Papiermaschine festgelegt.
Die Änderung der Lichtstreuung wurde an den Mustersätzen durch Remissi-onsmessungen erfasst. Die spezifischen Lichtstreu- und Lichtabsorptionskoeffi-zienten zueinander gehörenden Paare Rohpapier - Verpressung bilden die Grundlage für die Kalibrierung einer geschlossenen Funktion zur rechnerischen Korrektur der Streulichtverminderung bei der virtuellen Verpressung.
Fertigung bunter Rohpapier-muster
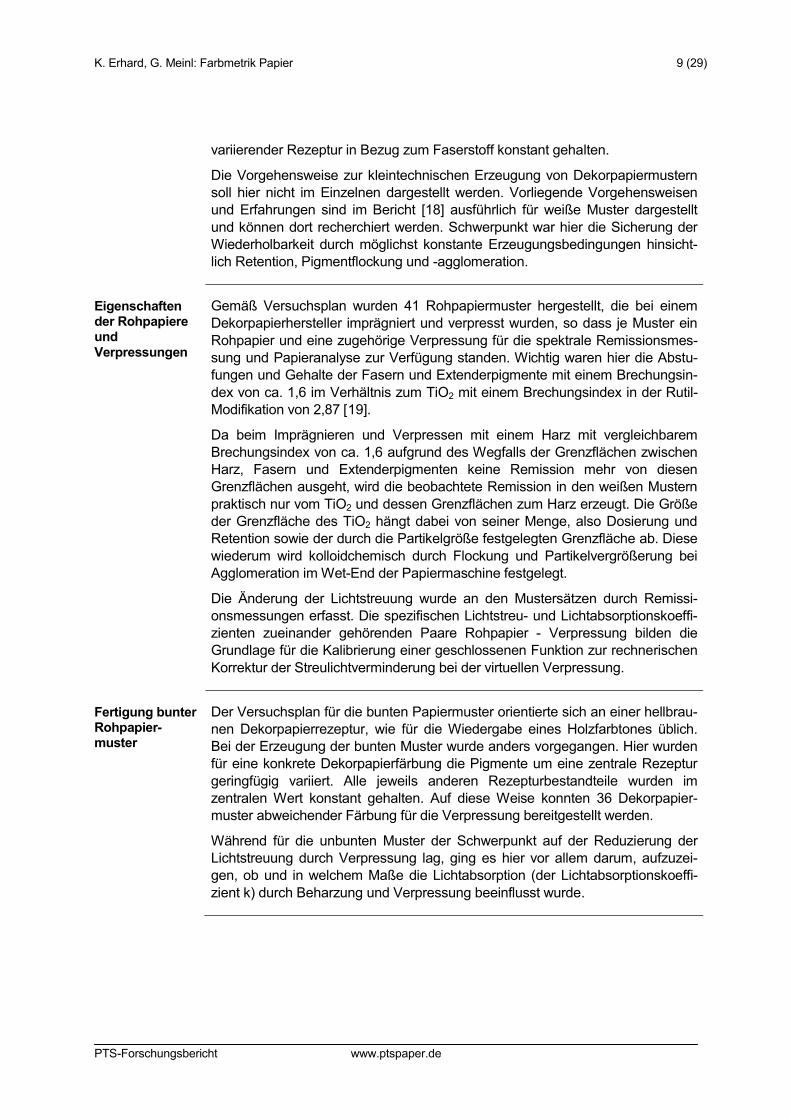
Der Versuchsplan für die bunten Papiermuster orientierte sich an einer hellbrau-nen Dekorpapierrezeptur, wie für die Wiedergabe eines Holzfarbtones üblich. Bei der Erzeugung der bunten Muster wurde anders vorgegangen. Hier wurden für eine konkrete Dekorpapierfärbung die Pigmente um eine zentrale Rezeptur geringfügig variiert. Alle jeweils anderen Rezepturbestandteile wurden im zentralen Wert konstant gehalten. Auf diese Weise konnten 36 Dekorpapier-muster abweichender Färbung für die Verpressung bereitgestellt werden.
Während für die unbunten Muster der Schwerpunkt auf der Reduzierung der Lichtstreuung durch Verpressung lag, ging es hier vor allem darum, aufzuzei-gen, ob und in welchem Maße die Lichtabsorption (der Lichtabsorptionskoeffi-zient k) durch Beharzung und Verpressung beeinflusst wurde.
K. Erhard, G. Meinl: Farbmetrik Papier 10 (29)
PTS-Forschungsbericht www.ptspaper.de
Versuchsplan Erzeugung bunte Muster
Symmetrische Variation einzelner Farbpigmente um die Rezeptur des Referenzversuchs, buntes Muster mit Ruß (Versuche 1-6)
K. Erhard, G. Meinl: Farbmetrik Papier 11 (29)
PTS-Forschungsbericht www.ptspaper.de
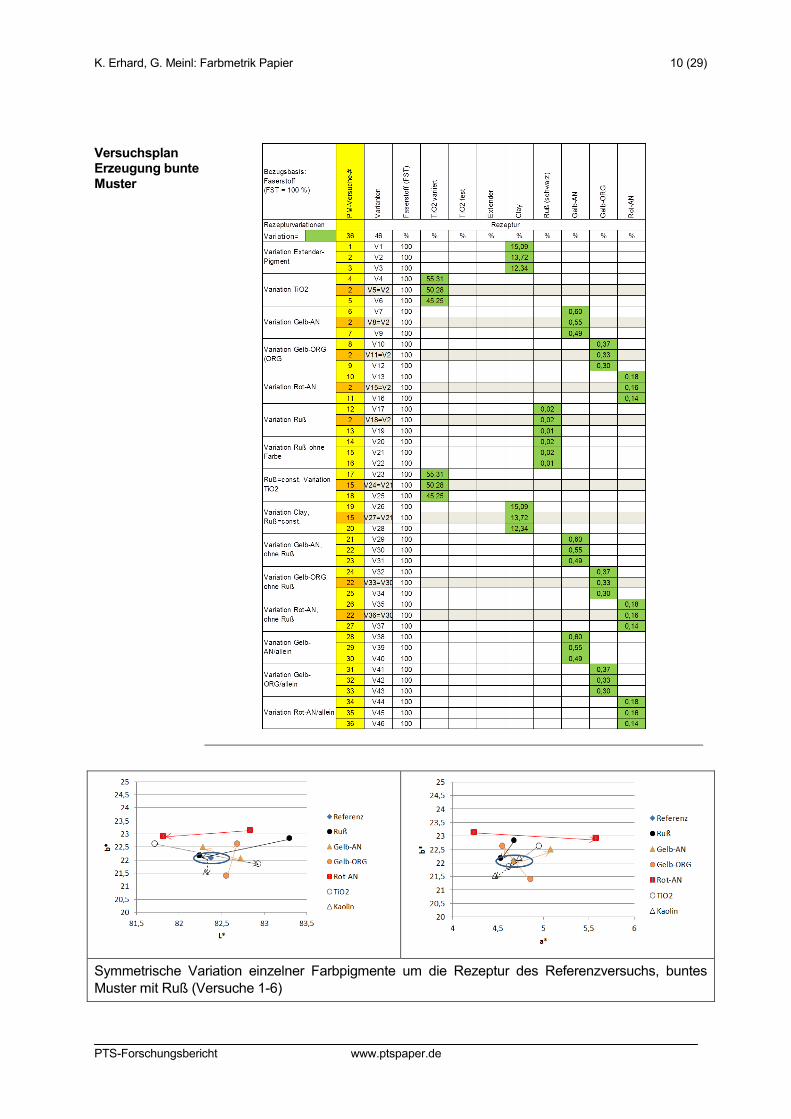
Symmetrische Variation einzelner Farbpigmente um die Rezeptur des Referenzversuchs, buntes Muster ohne Ruß (Versuche 10-12)
Abb. 2: Gemessenen Farborte ausgewählter Verpressungen bei Variation von Farb- und Extender-pigmenten entsprechend eines Sternversuchsplanes. Der Mittelpunktsversuch ist „blau“ mar-kiert. Die Ellipse um den Mittelpunktsversuch umschreibt alle Farborte mit einem Abstand ∆E≤0,2 vom Mittelpunktsversuch.
Eigenschaften der bunten Rohpapiere und Verpressungen
Die so erzeugten 36 bunten Dekorrohpapiermuster wurden bei einem Dekorpa-pierhersteller imprägniert und verpresst, so dass je Muster ein Rohpapier und eine zugehörige Verpressung für die spektrale Remissionsmessung und Pa-pieranalyse zur Verfügung standen.
Es zeigte sich, dass bei einer symmetrischen Variation der Pigmentanteile die Basisrezeptur nicht im Zentrum der erzeugten Papierfarborte lag (siehe Abb. 2).
Dies ist ein Indiz dafür, dass es entweder versuchstechnisch nicht gelingt, die Pigmentdosierung symmetrisch zur Basisrezeptur zu variieren oder dass durch wechselnde kolloidchemische Verhältnisse im Wet-End und am Stoffauflauf die Pigmente nicht den gleichen Retentionsverhältnissen unterliegen, weil wech-selnde Pigmentdosierung sich auf die Flockung und die Pigmentagglomeration in unterschiedlichem Maße auswirkt. Da Ersteres aus versuchstechnischer Sicht ausgeschlossen werden kann, ändern sich offensichtlich die Wechselwirkungen zwischen den Rezepturkomponenten bei wechselnder Dosierung.
Mit Hilfe der zu erzeugenden Musterreihen der Dekorrohpapiere und den dazugehörigen Verpressungen wurde die Datenbasis für die die folgenden Auswertungen und Entwicklungen gelegt.
K. Erhard, G. Meinl: Farbmetrik Papier 12 (29)
PTS-Forschungsbericht www.ptspaper.de
6 Mess- und berechnungstechnische Grundlagen (Basiswerkzeuge)
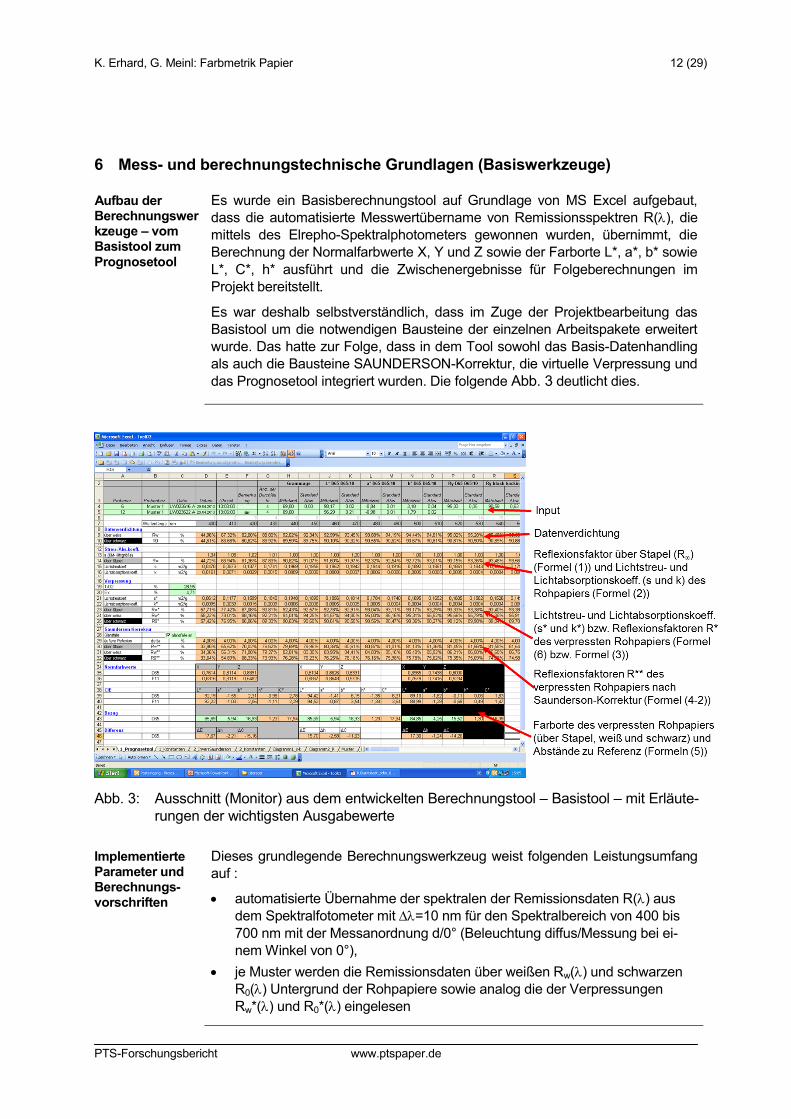
Aufbau der Berechnungswerkzeuge – vom Basistool zum Prognosetool
Es wurde ein Basisberechnungstool auf Grundlage von MS Excel aufgebaut, dass die automatisierte Messwertübername von Remissionsspektren R(λ), die mittels des Elrepho-Spektralphotometers gewonnen wurden, übernimmt, die Berechnung der Normalfarbwerte X, Y und Z sowie der Farborte L*, a*, b* sowie L*, C*, h* ausführt und die Zwischenergebnisse für Folgeberechnungen im Projekt bereitstellt.
Es war deshalb selbstverständlich, dass im Zuge der Projektbearbeitung das Basistool um die notwendigen Bausteine der einzelnen Arbeitspakete erweitert wurde. Das hatte zur Folge, dass in dem Tool sowohl das Basis-Datenhandling als auch die Bausteine SAUNDERSON-Korrektur, die virtuelle Verpressung und das Prognosetool integriert wurden. Die folgende Abb. 3 deutlicht dies.
Abb. 3: Ausschnitt (Monitor) aus dem entwickelten Berechnungstool – Basistool – mit Erläute-rungen der wichtigsten Ausgabewerte
Implementierte Parameter und Berechnungs-vorschriften
Dieses grundlegende Berechnungswerkzeug weist folgenden Leistungsumfang auf :
• automatisierte Übernahme der spektralen der Remissionsdaten R(λ) aus dem Spektralfotometer mit ∆λ=10 nm für den Spektralbereich von 400 bis 700 nm mit der Messanordnung d/0° (Beleuchtung diffus/Messung bei ei-nem Winkel von 0°),
• je Muster werden die Remissionsdaten über weißen Rw(λ) und schwarzen R0(λ) Untergrund der Rohpapiere sowie analog die der Verpressungen Rw*(λ) und R0*(λ) eingelesen
K. Erhard, G. Meinl: Farbmetrik Papier 13 (29)
PTS-Forschungsbericht www.ptspaper.de
• Hinterlegen der Strahlungsfunktion für die Lichtarten D65/F11 als Funktion der Wellenlänge
• Hinterlegen der Normvalenzfunktion (λ) • Berechnen der zugehörigen Normfarbwerte X, Y, Z • Farbraumtransformation und Berechnung/Darstellung der Farborte L*, a*, b*
sowie L*, C*, h*. • Berechnung der spektralen Reflexion R∞(λ) bei unendlicher Schichtdicke
sowie der spektralen Absorptions- und Streukoeffizienten k und s(λ). Das aufgebaute Berechnungswerkzeug ist Voraussetzung für jegliche Auswer-tung und Bewertung von Remissionsspektren der Rohpapiere und Verpressun-gen.
7 Aufbau des Prognosewerkzeugs
7.1 Virtuelle Verpressung von Dekorrohpapier
Vorgehen Die virtuelle Verpressung errechnet für eine konkrete Rezeptur die Veränderung im Reflexionsverhalten eines erzeugten Rohpapiers infolge Beharzung und Verpressung. Im engeren Sinne wird im Rahmen der virtuellen Verpressung die Änderung der Lichtstreu- und Lichtabsorptionskoeffizienten berechnet, da diese gemäß KUBELKA-MUNK in eineindeutiger Beziehung zu den Reflexionsfakto-ren R vor der Verpressung bzw. R* nach der Verpressung (aber vor der SAUN-DERSON-Korrektur) stehen. Auf Basis der in den Versuchen ermittelten Verän-derungen des Streu-und Absorptionsverhaltens zwischen Rohpapier und zugehöriger Verpressung wurden zwei Mechanismen und zugehörige Berech-nungsansätze auf deren Plausibilität untersucht:
1. Vereinfachter Mechanismus:
Es wird angenommen, dass die Veränderung des Reflexionsverhaltens einzig auf Reduzierung streuender Oberflächen zurückzuführen ist. Dieser Mechanis-mus unterstellt, dass der Lichtabsorptionskoeffizient beim Übergang vom Rohpapier zur Verpressung unverändert bleibt, während die Änderung des Lichtstreukoeffzienten eine Funktion des Faserstoff- und des Extenderpigmen-tanteils ist, da diese einen zum Harz ähnlichen Brechungsindex besitzen und deren Grenzflächen im Zuge der Beharzung verschwinden. Dieser Weg garan-tiert eine schnellere und einfachere Korrektur.
2. Komplexer Mechanismus:
Im Unterschied zum vereinfachten Mechanismus wurde angenommen, dass neben einer Veränderung des Streulichtanteils beim Beharzen und Verpressen sich auch die Lichtabsorbtion verändert (vergl. die schematische Vorgehenswei-se Abb. 4).
K. Erhard, G. Meinl: Farbmetrik Papier 14 (29)
PTS-Forschungsbericht www.ptspaper.de
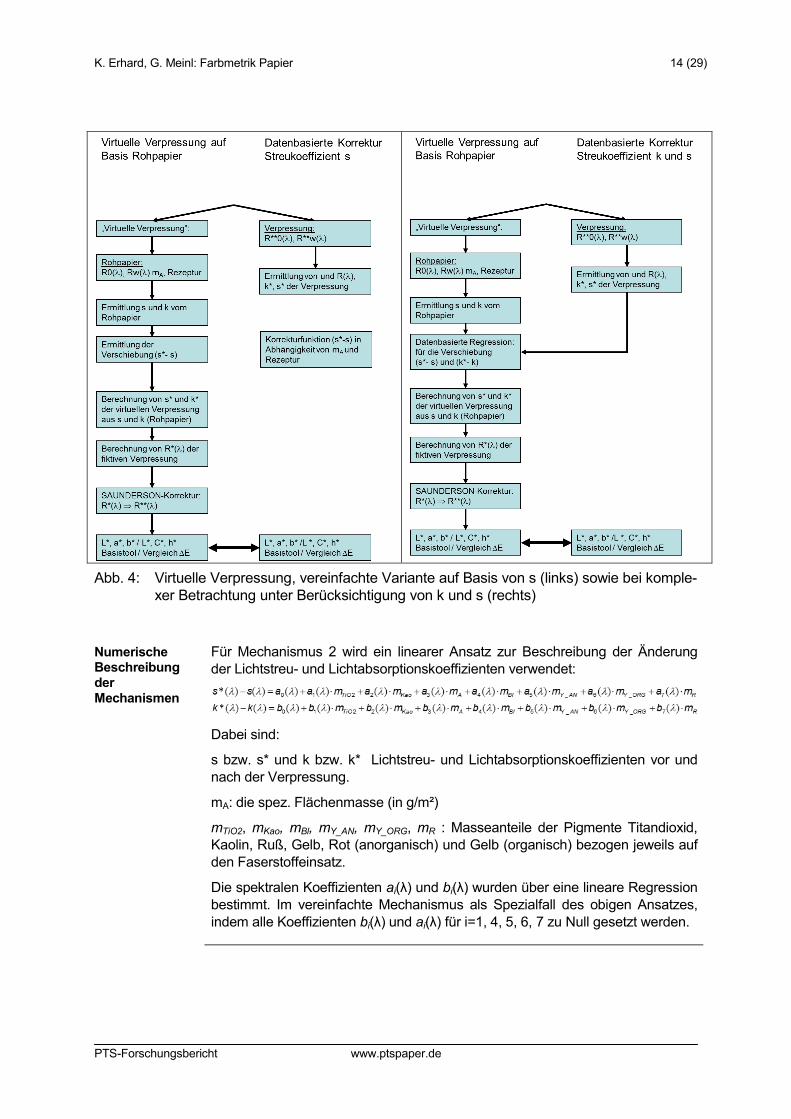
Abb. 4: Virtuelle Verpressung, vereinfachte Variante auf Basis von s (links) sowie bei komple-xer Betrachtung unter Berücksichtigung von k und s (rechts)
Numerische Beschreibung der Mechanismen
Für Mechanismus 2 wird ein linearer Ansatz zur Beschreibung der Änderung der Lichtstreu- und Lichtabsorptionskoeffizienten verwendet:
Dabei sind:
s bzw. s* und k bzw. k* Lichtstreu- und Lichtabsorptionskoeffizienten vor und nach der Verpressung.
mA: die spez. Flächenmasse (in g/m²)
mTiO2, mKao, mBl, mY_AN, mY_ORG, mR : Masseanteile der Pigmente Titandioxid, Kaolin, Ruß, Gelb, Rot (anorganisch) und Gelb (organisch) bezogen jeweils auf den Faserstoffeinsatz.
Die spektralen Koeffizienten ai(λ) und bi(λ) wurden über eine lineare Regression bestimmt. Im vereinfachte Mechanismus als Spezialfall des obigen Ansatzes, indem alle Koeffizienten bi(λ) und ai(λ) für i=1, 4, 5, 6, 7 zu Null gesetzt werden.
K. Erhard, G. Meinl: Farbmetrik Papier 15 (29)
PTS-Forschungsbericht www.ptspaper.de
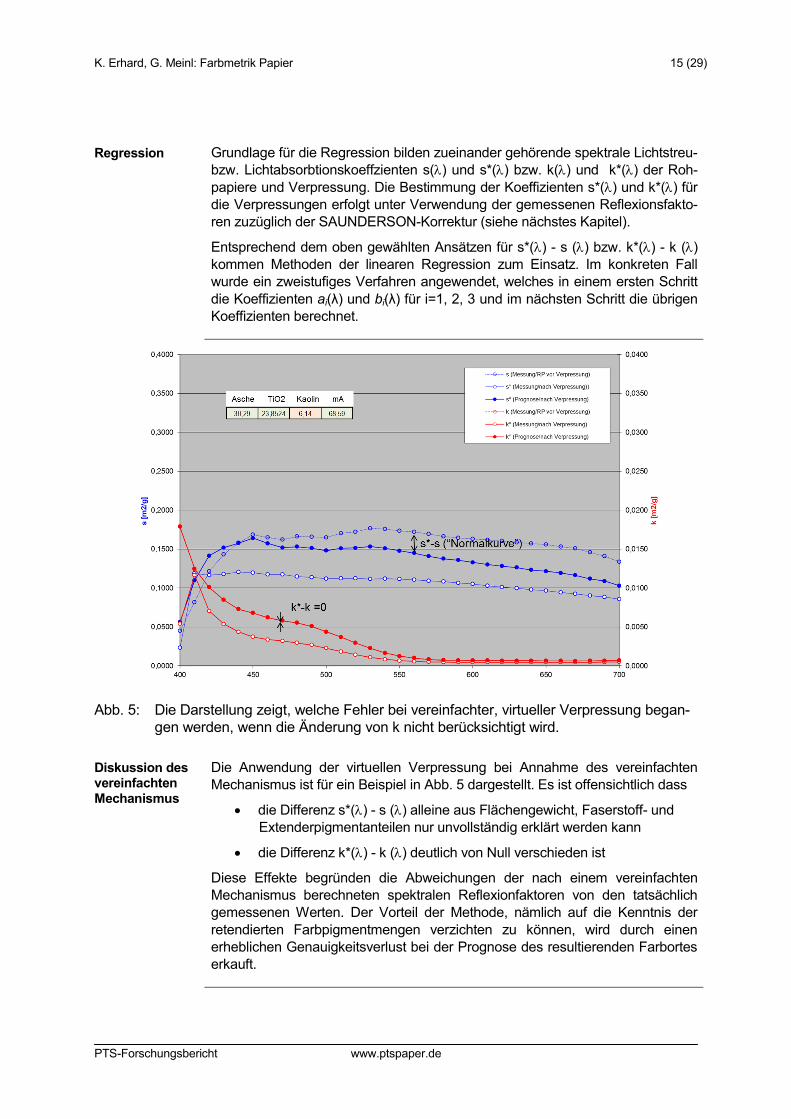
Regression Grundlage für die Regression bilden zueinander gehörende spektrale Lichtstreu- bzw. Lichtabsorbtionskoeffzienten s(λ) und s*(λ) bzw. k(λ) und k*(λ) der Roh-papiere und Verpressung. Die Bestimmung der Koeffizienten s*(λ) und k*(λ) für die Verpressungen erfolgt unter Verwendung der gemessenen Reflexionsfakto-ren zuzüglich der SAUNDERSON-Korrektur (siehe nächstes Kapitel).
Entsprechend dem oben gewählten Ansätzen für s*(λ) - s (λ) bzw. k*(λ) - k (λ) kommen Methoden der linearen Regression zum Einsatz. Im konkreten Fall wurde ein zweistufiges Verfahren angewendet, welches in einem ersten Schritt die Koeffizienten ai(λ) und bi(λ) für i=1, 2, 3 und im nächsten Schritt die übrigen Koeffizienten berechnet.
Abb. 5: Die Darstellung zeigt, welche Fehler bei vereinfachter, virtueller Verpressung began-gen werden, wenn die Änderung von k nicht berücksichtigt wird.
Diskussion des vereinfachten Mechanismus
Die Anwendung der virtuellen Verpressung bei Annahme des vereinfachten Mechanismus ist für ein Beispiel in Abb. 5 dargestellt. Es ist offensichtlich dass
• die Differenz s*(λ) - s (λ) alleine aus Flächengewicht, Faserstoff- und Extenderpigmentanteilen nur unvollständig erklärt werden kann
• die Differenz k*(λ) - k (λ) deutlich von Null verschieden ist
Diese Effekte begründen die Abweichungen der nach einem vereinfachten Mechanismus berechneten spektralen Reflexionfaktoren von den tatsächlich gemessenen Werten. Der Vorteil der Methode, nämlich auf die Kenntnis der retendierten Farbpigmentmengen verzichten zu können, wird durch einen erheblichen Genauigkeitsverlust bei der Prognose des resultierenden Farbortes erkauft.
K. Erhard, G. Meinl: Farbmetrik Papier 16 (29)
PTS-Forschungsbericht www.ptspaper.de
7.2 Messgenauigkeit, Zuverlässigkeit und Prognosesicherheit
Genauigkeit der virtuellen Ver-pressung
Die Genauigkeit der virtuellen Verpressung war vor allem von der Genauigkeit der Kalibrierung von s*- s und k*- k abhängig. Folgende Faktoren bestimmen diese:
• die Genauigkeit der analytisch bestimmten Papierzusammensetzung und den dort getroffenen Vereinfachungen (selektive Bestimmbarkeit der Pigmen-te und der Pigmentanteile).
• die Wiederholbarkeit des papiertechnologischen Erzeugungsprozesses hinsichtlich Rezeptur, Retention der Rezepturkomponenten und Agglomera-tion der Pigmente in unabhängigen Fertigungen.
• die flächigeGleichmäßigkeit in Zusammensetzung, Flächenmasse und Formation der gefertigten Papiere und Verpressungen.
• Qualitätsschwankungen der eingesetzten Faserstoffe und Pigmente sowie Schwankungen der Prozessparameter zwischen zwei Fertigungen
• Eignung des Zweikanal-Ansatzes nach KUBELKA-MUNK für die Lösung der Problematik
• Genauigkeit der Bestimmung der spektralen Reflexionsfaktoren und damit der KUBELK-MUNK-Koeffizienten s und k (siehe Abb. 6)
• Eignungsfähigkeit des linearen Kalibrieransatzes
Prognose-sicherheit
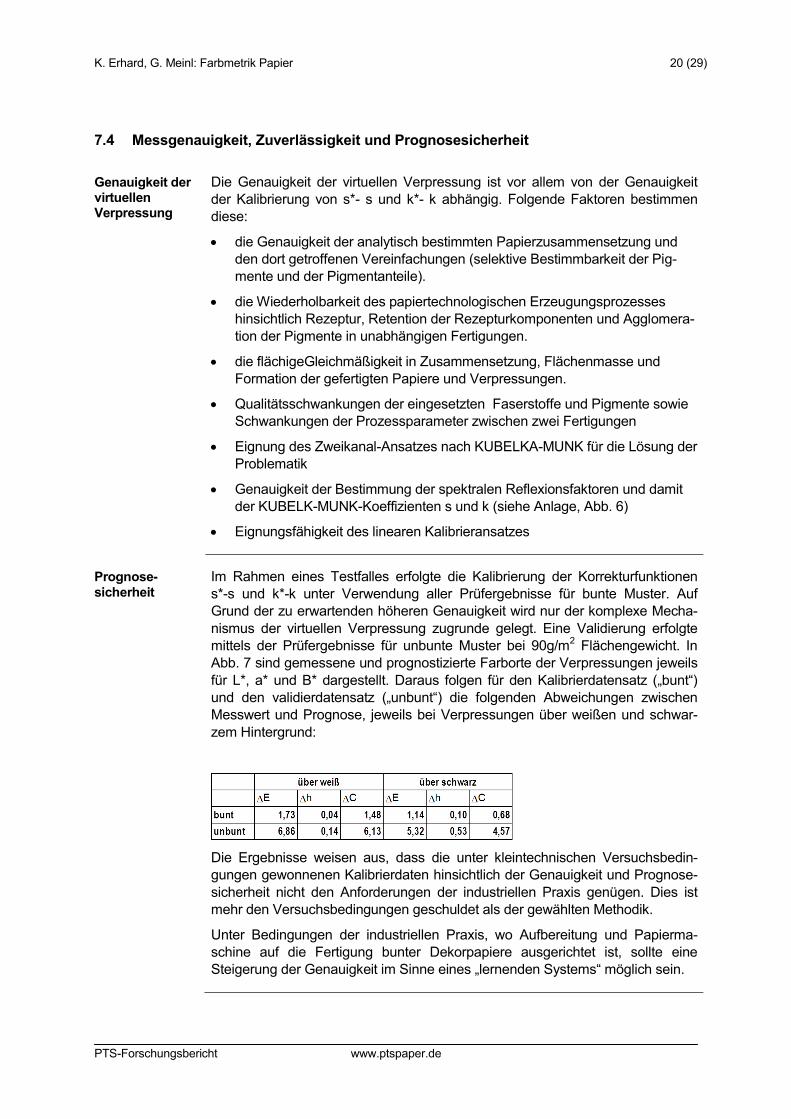
Im Rahmen eines Testfalles erfolgte die Kalibrierung der Korrekturfunktionen s*-s und k*-k unter Verwendung aller Prüfergebnisse für bunte Muster. Auf Grund der zu erwartenden höheren Genauigkeit wird nur der komplexe Mechanismus der virtuellen Verpressung zugrunde gelegt. Eine Validierung erfolgte mittels der Prüfergebnisse für unbunte Muster bei 90g/m2 Flächengewicht). Im Anhang (Abb. 7) sind gemessene und prognostizierte Farborte der Verpressungen jeweils für L*, a* und B* dargestellt. Daraus folgen für den Kalibrierdatensatz („bunt“) und den validierdatensatz („unbunt“) die folgenden Abweichungen zwischen Mess-wert und Prognose, jeweils bei Verpressungen über weißen und schwarzem Hintergrund:
Die Ergebnisse weisen aus, dass die unter kleintechnischen Versuchsbedingun-gen gewonnenen Kalibrierdaten hinsichtlich der Genauigkeit und Prognosesi-cherheit nicht den Anforderungen der industriellen Praxis genügen. Dies ist mehr den Versuchsbedingungen geschuldet als der gewählten Methodik.
Unter Bedingungen der industriellen Praxis, wo Aufbereitung und Papiermaschi-ne auf die Fertigung bunter Dekorpapiere ausgerichtet ist, sollte eine Steigerung der Genauigkeit im Sinne eines „lernenden Systems“ möglich sein.
K. Erhard, G. Meinl: Farbmetrik Papier 17 (29)
PTS-Forschungsbericht www.ptspaper.de
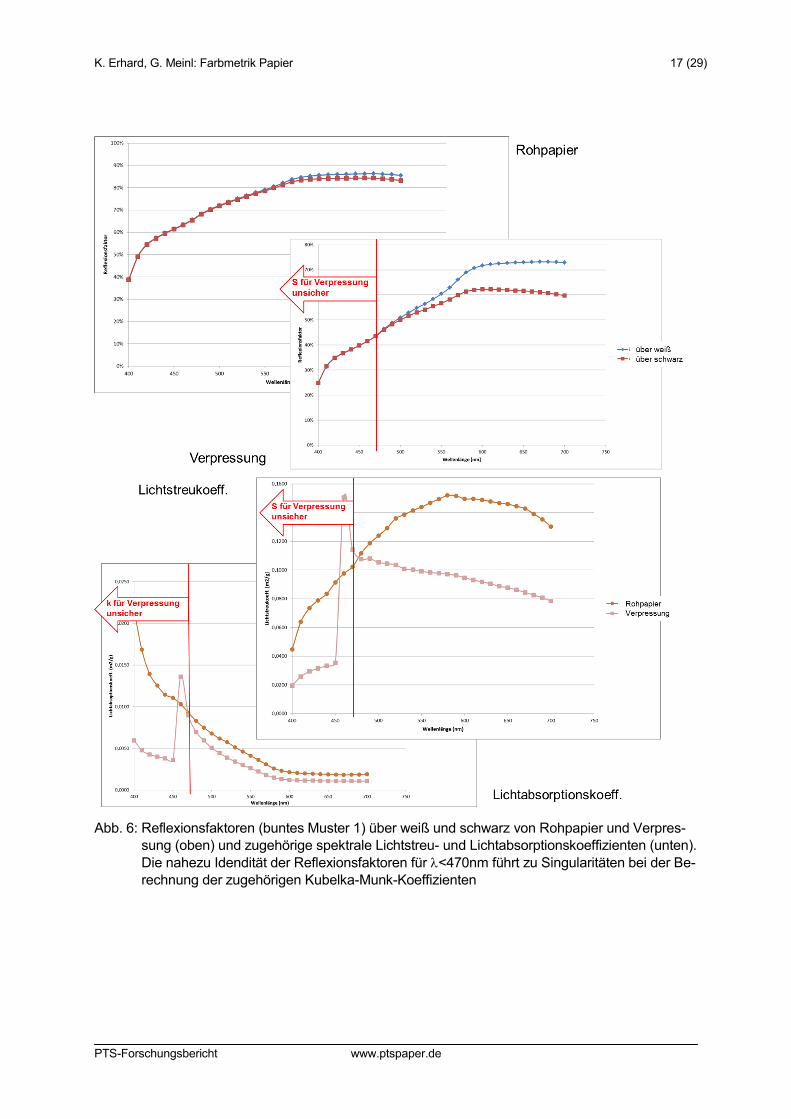
Abb. 6: Reflexionsfaktoren (buntes Muster 1) über weiß und schwarz von Rohpapier und Verpres-
sung (oben) und zugehörige spektrale Lichtstreu- und Lichtabsorptionskoeffizienten (unten). Die nahezu Idendität der Reflexionsfaktoren für λ<470nm führt zu Singularitäten bei der Be-rechnung der zugehörigen Kubelka-Munk-Koeffizienten
K. Erhard, G. Meinl: Farbmetrik Papier 18 (29)
PTS-Forschungsbericht www.ptspaper.de
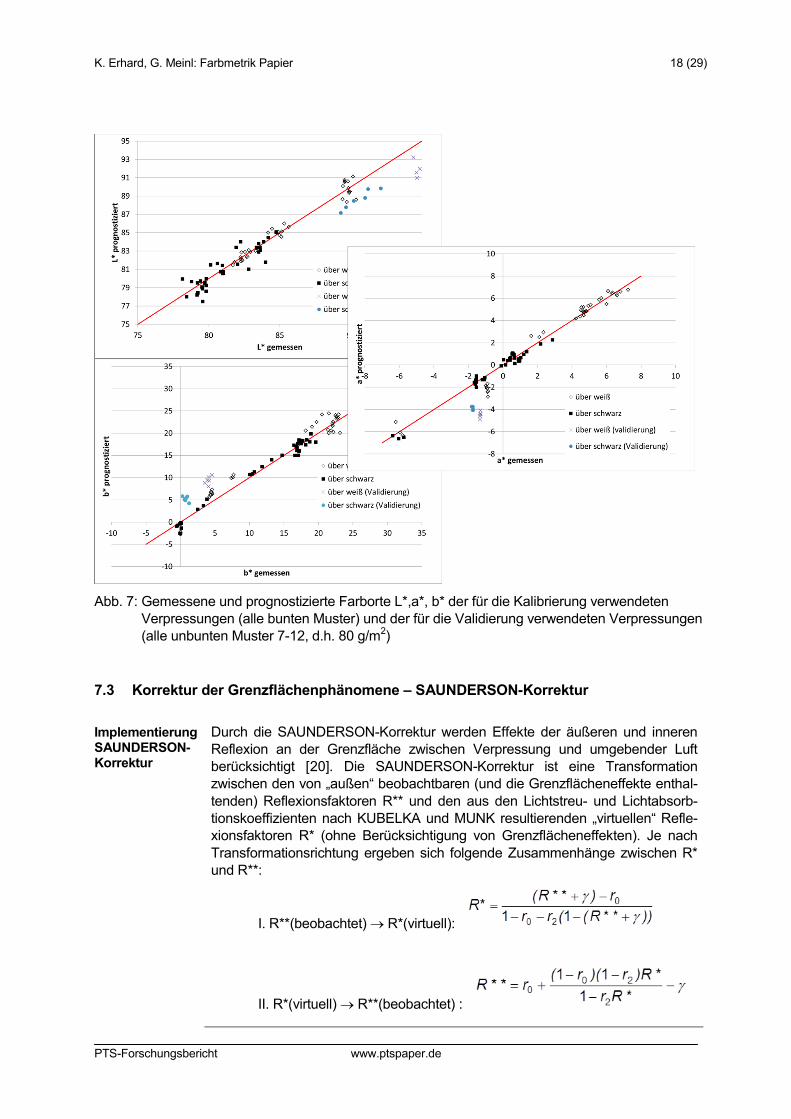
Abb. 7: Gemessene und prognostizierte Farborte L*,a*, b* der für die Kalibrierung verwendeten
Verpressungen (alle bunten Muster) und der für die Validierung verwendeten Verpressungen (alle unbunten Muster 7-12, d.h. 80 g/m2)
7.3 Korrektur der Grenzflächenphänomene – SAUNDERSON-Korrektur
Implementierung SAUNDERSON-Korrektur
Durch die SAUNDERSON-Korrektur werden Effekte der äußeren und inneren Reflexion an der Grenzfläche zwischen Verpressung und umgebender Luft berücksichtigt [20]. Die SAUNDERSON-Korrektur ist eine Transformation zwischen den von „außen“ beobachtbaren (und die Grenzflächeneffekte enthal-tenden) Reflexionsfaktoren R** und den aus den Lichtstreu- und Lichtabsorb-tionskoeffizienten nach KUBELKA und MUNK resultierenden „virtuellen“ Refle-xionsfaktoren R* (ohne Berücksichtigung von Grenzflächeneffekten). Je nach Transformationsrichtung ergeben sich folgende Zusammenhänge zwischen R* und R**:
I. R**(beobachtet) → R*(virtuell):
II. R*(virtuell) → R**(beobachtet) :
K. Erhard, G. Meinl: Farbmetrik Papier 19 (29)
PTS-Forschungsbericht www.ptspaper.de
Diffus reflektierende Dekorrohpapiere besitzen diese Grenzschicht nicht (nLuft = 1,00). In Abhängigkeit vom Material und Messtechnik gelten:
r0: äußere Reflexion (für Imprägnierharz r0 ~ 0,04, für Rohpapier r0 ~ 0)
r2: innere Reflexion (für Imprägnierharz r2 ~0,6, für Rohpapier r2 ~ 0)
γ: Effekt einer Glanzfalle am Spektralphotometer: γ ~ 0,04 bei aktiver Glanzfalle und γ ~ 0 bei inaktiver Glanzfalle
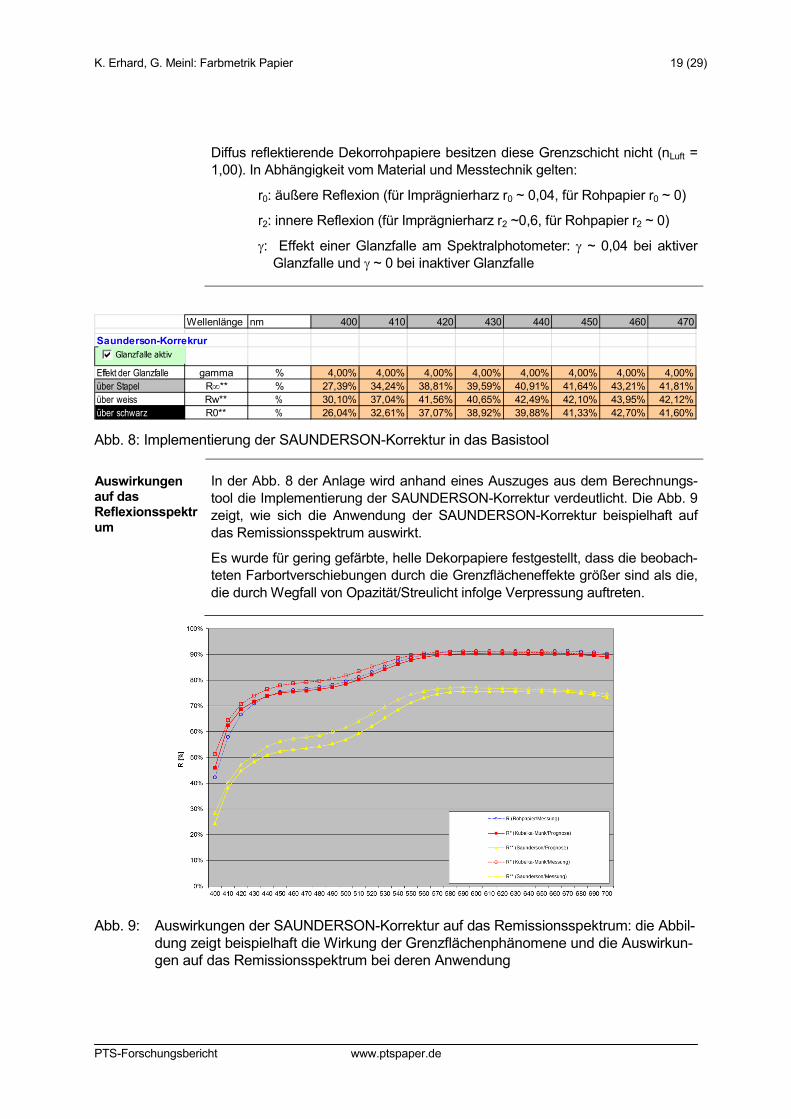
Wellenlänge nm 400 410 420 430 440 450 460 470
Saunderson-Korrekrur
WAHREffekt der Glanzfalle gamma % 4,00% 4,00% 4,00% 4,00% 4,00% 4,00% 4,00% 4,00%über Stapel R∞** % 27,39% 34,24% 38,81% 39,59% 40,91% 41,64% 43,21% 41,81%über weiss Rw** % 30,10% 37,04% 41,56% 40,65% 42,49% 42,10% 43,95% 42,12%über schwarz R0** % 26,04% 32,61% 37,07% 38,92% 39,88% 41,33% 42,70% 41,60%
Glanzfalle aktiv
Abb. 8: Implementierung der SAUNDERSON-Korrektur in das Basistool
Auswirkungen auf das Reflexionsspektrum
In der Abb. 8 der Anlage wird anhand eines Auszuges aus dem Berechnungs-tool die Implementierung der SAUNDERSON-Korrektur verdeutlicht. Die Abb. 9 zeigt, wie sich die Anwendung der SAUNDERSON-Korrektur beispielhaft auf das Remissionsspektrum auswirkt.
Es wurde für gering gefärbte, helle Dekorpapiere festgestellt, dass die beobach-teten Farbortverschiebungen durch die Grenzflächeneffekte größer sind als die, die durch Wegfall von Opazität/Streulicht infolge Verpressung auftreten.
Abb. 9: Auswirkungen der SAUNDERSON-Korrektur auf das Remissionsspektrum: die Abbil-dung zeigt beispielhaft die Wirkung der Grenzflächenphänomene und die Auswirkun-gen auf das Remissionsspektrum bei deren Anwendung
K. Erhard, G. Meinl: Farbmetrik Papier 20 (29)
PTS-Forschungsbericht www.ptspaper.de
7.4 Messgenauigkeit, Zuverlässigkeit und Prognosesicherheit
Genauigkeit der virtuellen Verpressung
Die Genauigkeit der virtuellen Verpressung ist vor allem von der Genauigkeit der Kalibrierung von s*- s und k*- k abhängig. Folgende Faktoren bestimmen diese:
• die Genauigkeit der analytisch bestimmten Papierzusammensetzung und den dort getroffenen Vereinfachungen (selektive Bestimmbarkeit der Pig-mente und der Pigmentanteile).
• die Wiederholbarkeit des papiertechnologischen Erzeugungsprozesses hinsichtlich Rezeptur, Retention der Rezepturkomponenten und Agglomera-tion der Pigmente in unabhängigen Fertigungen.
• die flächigeGleichmäßigkeit in Zusammensetzung, Flächenmasse und Formation der gefertigten Papiere und Verpressungen.
• Qualitätsschwankungen der eingesetzten Faserstoffe und Pigmente sowie Schwankungen der Prozessparameter zwischen zwei Fertigungen
• Eignung des Zweikanal-Ansatzes nach KUBELKA-MUNK für die Lösung der Problematik
• Genauigkeit der Bestimmung der spektralen Reflexionsfaktoren und damit der KUBELK-MUNK-Koeffizienten s und k (siehe Anlage, Abb. 6)
• Eignungsfähigkeit des linearen Kalibrieransatzes
Prognose-sicherheit
Im Rahmen eines Testfalles erfolgte die Kalibrierung der Korrekturfunktionen s*-s und k*-k unter Verwendung aller Prüfergebnisse für bunte Muster. Auf Grund der zu erwartenden höheren Genauigkeit wird nur der komplexe Mecha-nismus der virtuellen Verpressung zugrunde gelegt. Eine Validierung erfolgte mittels der Prüfergebnisse für unbunte Muster bei 90g/m2 Flächengewicht. In Abb. 7 sind gemessene und prognostizierte Farborte der Verpressungen jeweils für L*, a* und B* dargestellt. Daraus folgen für den Kalibrierdatensatz („bunt“) und den validierdatensatz („unbunt“) die folgenden Abweichungen zwischen Messwert und Prognose, jeweils bei Verpressungen über weißen und schwar-zem Hintergrund:
Die Ergebnisse weisen aus, dass die unter kleintechnischen Versuchsbedin-gungen gewonnenen Kalibrierdaten hinsichtlich der Genauigkeit und Prognose-sicherheit nicht den Anforderungen der industriellen Praxis genügen. Dies ist mehr den Versuchsbedingungen geschuldet als der gewählten Methodik.
Unter Bedingungen der industriellen Praxis, wo Aufbereitung und Papierma-schine auf die Fertigung bunter Dekorpapiere ausgerichtet ist, sollte eine Steigerung der Genauigkeit im Sinne eines „lernenden Systems“ möglich sein.
K. Erhard, G. Meinl: Farbmetrik Papier 21 (29)
PTS-Forschungsbericht www.ptspaper.de
7.5 Prognosetool: Prognose der Farbverschiebung beim Beharzen und Verpressen von Dekorrohpapier
Vorgehen Durch schrittweises Zusammenführen der einzelnen Entwicklungsbausteine wurde ein Prognosetool entwickelt, das nach Kalibrierung eine Vorhersage des Farborts der Verpressung eines gefertigten Rohpapiers ermöglicht. Das Schau-bilde der Abb. 1 zeigt die Vorgehensweise.
Die Untersuchungen ergaben, dass von methodischer Seite ein universelles Prognosetool erstellt wurde, das für die einzelnen Fertigungen mit den zugehö-rigen Rezepturen unter den spezifischen fertigungstechnischen Bedingungen kalibriert werden muss.
Probennr. Probenbez. Datei Datum Uhrzeit BemerkungAnz. der
Durchläufe MittelwertStandard
Abw. MittelwertStandard
Abw. MittelwertStandard
Abw. MittelwertStandard
Abw.22 Muster 7 LW024097.A 08.05.2013 12:01:00 mit 1 111,00 91,50 0,00 -1,82 0,00 8,75 0,0023 Muster 7 LW024098.A 08.05.2013 12:01:00 mit 1 111,00 37,55 0,00 -0,65 0,00 -5,75 0,00
1 2 3 4 5 6 7 8 9 10 11 12Wellenlänge nm 400 410 420 430 440 450 460 470 480 490 500 510
Datenverdichtungüber weiss Rw** % 33,40% 47,45% 57,76% 63,82% 68,08% 70,06% 71,82% 73,01% 74,49% 75,54% 76,68% 77,83%über schwarz R0** % 13,50% 13,09% 12,81% 12,46% 12,10% 11,78% 11,54% 11,26% 11,09% 10,86% 10,69% 10,47%Nachfolgend nur aus Zeile 24 berechenbarüber Stapel R∞** % 18,52% 22,57% 26,34% 28,81% 30,71% 31,50% 32,32% 32,75% 33,58% 34,05% 34,72% 35,36%
Inverse Saunderson-Korrekrur
WAHRäußere Reflexion gamma % 4,00% 4,00% 4,00% 4,00% 4,00% 4,00% 4,00% 4,00% 4,00% 4,00% 4,00% 4,00%über weiss Rw* % 57,15% 70,96% 79,06% 83,22% 85,91% 87,10% 88,13% 88,81% 89,65% 90,23% 90,84% 91,46%über schwarz R0* % 29,03% 28,30% 27,80% 27,16% 26,50% 25,91% 25,46% 24,94% 24,61% 24,18% 23,85% 23,43%
Streu-/Abs.koeff.a (KM-Hilfsgröße) 1,52 1,37 1,27 1,23 1,20 1,18 1,17 1,17 1,16 1,15 1,15 1,14über Stapel R∞∗ % 37,41% 43,46% 48,59% 51,74% 54,04% 54,97% 55,92% 56,41% 57,35% 57,88% 58,61% 59,31%Lichtstreukoeff. s* m2/g 0,0054 0,0045 0,0040 0,0038 0,0036 0,0034 0,0033 0,0032 0,0031 0,0031 0,0030 0,0029Lichtabsorptionskoeff. k* m2/g 0,0028 0,0016 0,0011 0,0008 0,0007 0,0006 0,0006 0,0005 0,0005 0,0005 0,0004 0,0004
Grammage L* D65 D65/10 a* D65 D65/10 b* D65 D65/10
Glanzfalle aktiv
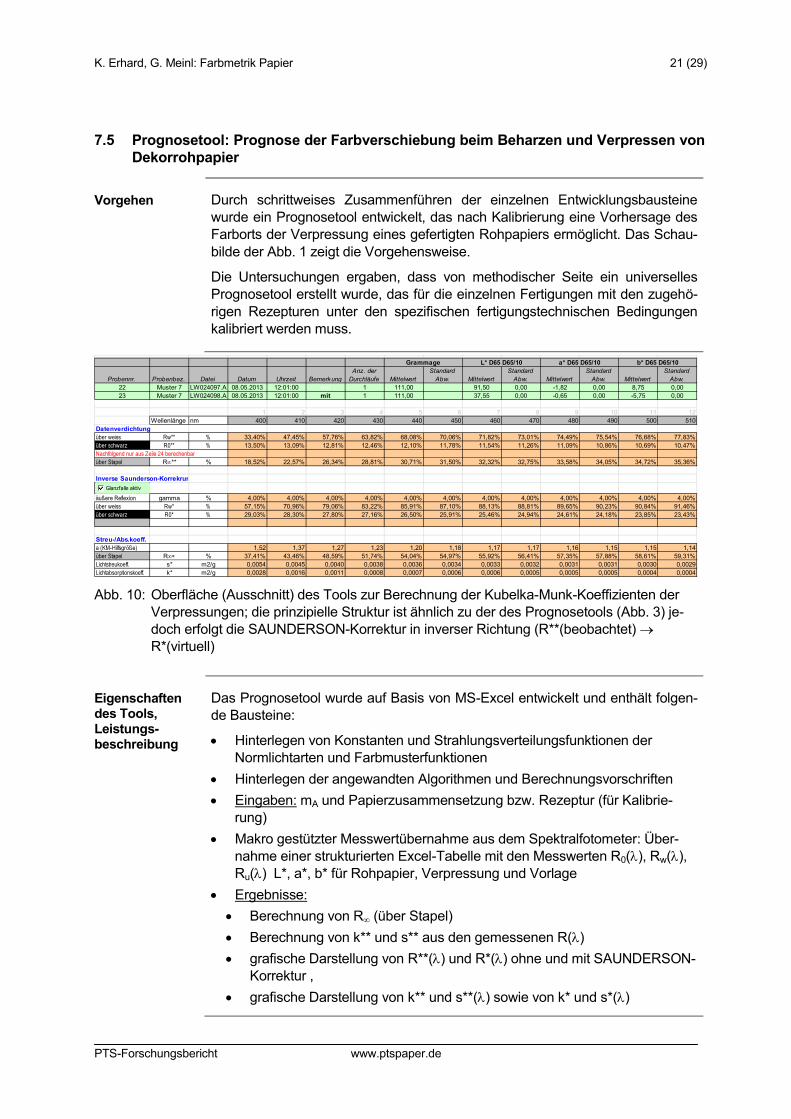
Abb. 10: Oberfläche (Ausschnitt) des Tools zur Berechnung der Kubelka-Munk-Koeffizienten der
Verpressungen; die prinzipielle Struktur ist ähnlich zu der des Prognosetools (Abb. 3) je-doch erfolgt die SAUNDERSON-Korrektur in inverser Richtung (R**(beobachtet) → R*(virtuell)
Eigenschaften des Tools, Leistungs-beschreibung
Das Prognosetool wurde auf Basis von MS-Excel entwickelt und enthält folgen-de Bausteine:
• Hinterlegen von Konstanten und Strahlungsverteilungsfunktionen der Normlichtarten und Farbmusterfunktionen
• Hinterlegen der angewandten Algorithmen und Berechnungsvorschriften • Eingaben: mA und Papierzusammensetzung bzw. Rezeptur (für Kalibrie-
rung) • Makro gestützter Messwertübernahme aus dem Spektralfotometer: Über-
nahme einer strukturierten Excel-Tabelle mit den Messwerten R0(λ), Rw(λ), Ru(λ) L*, a*, b* für Rohpapier, Verpressung und Vorlage
• Ergebnisse: • Berechnung von R∞ (über Stapel) • Berechnung von k** und s** aus den gemessenen R(λ) • grafische Darstellung von R**(λ) und R*(λ) ohne und mit SAUNDERSON-
Korrektur , • grafische Darstellung von k** und s**(λ) sowie von k* und s*(λ)
K. Erhard, G. Meinl: Farbmetrik Papier 22 (29)
PTS-Forschungsbericht www.ptspaper.de
• Berechnung der Farborte L*, a*, b* sowie L*, C*, h* für das Rohpapier, die zugehörigen Verpressung und die virtuelle, errechnete Verpressung so-wie
• Berechnung der Farbabstände ∆E zwischen Verpressung, virtueller Ver-pressung und Vorlage sowie zwischen Rohpapier und Verpressung und virtueller Verpressung
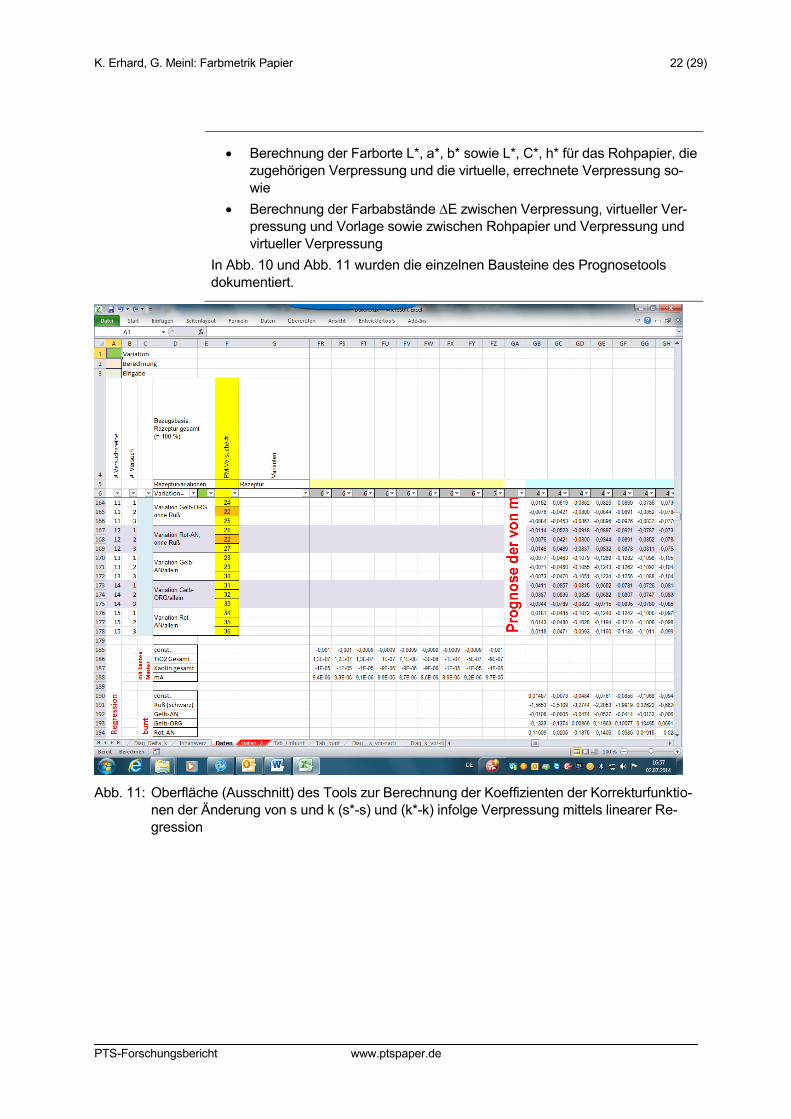
In Abb. 10 und Abb. 11 wurden die einzelnen Bausteine des Prognosetools dokumentiert.
Abb. 11: Oberfläche (Ausschnitt) des Tools zur Berechnung der Koeffizienten der Korrekturfunktio-
nen der Änderung von s und k (s*-s) und (k*-k) infolge Verpressung mittels linearer Re-gression
K. Erhard, G. Meinl: Farbmetrik Papier 23 (29)
PTS-Forschungsbericht www.ptspaper.de
8 Schlussfolgerungen für die Qualitätssicherung von Dekorrohpapier
Stand der Technik
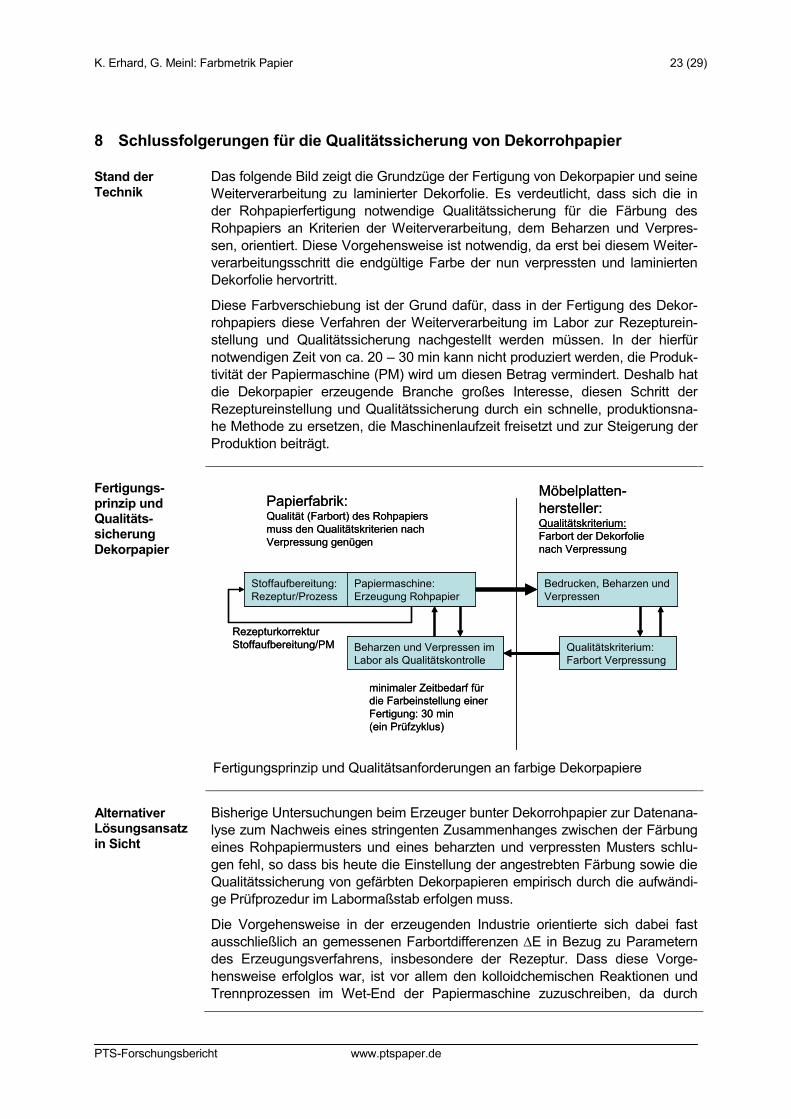
Das folgende Bild zeigt die Grundzüge der Fertigung von Dekorpapier und seine Weiterverarbeitung zu laminierter Dekorfolie. Es verdeutlicht, dass sich die in der Rohpapierfertigung notwendige Qualitätssicherung für die Färbung des Rohpapiers an Kriterien der Weiterverarbeitung, dem Beharzen und Verpres-sen, orientiert. Diese Vorgehensweise ist notwendig, da erst bei diesem Weiter-verarbeitungsschritt die endgültige Farbe der nun verpressten und laminierten Dekorfolie hervortritt.
Diese Farbverschiebung ist der Grund dafür, dass in der Fertigung des Dekor-rohpapiers diese Verfahren der Weiterverarbeitung im Labor zur Rezepturein-stellung und Qualitätssicherung nachgestellt werden müssen. In der hierfür notwendigen Zeit von ca. 20 – 30 min kann nicht produziert werden, die Produk-tivität der Papiermaschine (PM) wird um diesen Betrag vermindert. Deshalb hat die Dekorpapier erzeugende Branche großes Interesse, diesen Schritt der Rezeptureinstellung und Qualitätssicherung durch ein schnelle, produktionsna-he Methode zu ersetzen, die Maschinenlaufzeit freisetzt und zur Steigerung der Produktion beiträgt.
Fertigungs-prinzip und Qualitäts-sicherung Dekorpapier
Stoffaufbereitung:Rezeptur/Prozess
Bedrucken, Beharzen und Verpressen
Papiermaschine:Erzeugung Rohpapier
Papierfabrik:Qualität (Farbort) des Rohpapiers muss den Qualitätskriterien nach Verpressung genügen
Möbelplatten-hersteller:Qualitätskriterium:Farbort der Dekorfolie nach Verpressung
Beharzen und Verpressen im Labor als Qualitätskontrolle
minimaler Zeitbedarf für die Farbeinstellung einer Fertigung: 30 min (ein Prüfzyklus)
RezepturkorrekturStoffaufbereitung/PM Qualitätskriterium:
Farbort Verpressung
Stoffaufbereitung:Rezeptur/Prozess
Bedrucken, Beharzen und Verpressen
Papiermaschine:Erzeugung Rohpapier
Papierfabrik:Qualität (Farbort) des Rohpapiers muss den Qualitätskriterien nach Verpressung genügen
Möbelplatten-hersteller:Qualitätskriterium:Farbort der Dekorfolie nach Verpressung
Beharzen und Verpressen im Labor als Qualitätskontrolle
minimaler Zeitbedarf für die Farbeinstellung einer Fertigung: 30 min (ein Prüfzyklus)
RezepturkorrekturStoffaufbereitung/PM Qualitätskriterium:
Farbort Verpressung
Fertigungsprinzip und Qualitätsanforderungen an farbige Dekorpapiere
Alternativer Lösungsansatz in Sicht
Bisherige Untersuchungen beim Erzeuger bunter Dekorrohpapier zur Datenana-lyse zum Nachweis eines stringenten Zusammenhanges zwischen der Färbung eines Rohpapiermusters und eines beharzten und verpressten Musters schlu-gen fehl, so dass bis heute die Einstellung der angestrebten Färbung sowie die Qualitätssicherung von gefärbten Dekorpapieren empirisch durch die aufwändi-ge Prüfprozedur im Labormaßstab erfolgen muss.
Die Vorgehensweise in der erzeugenden Industrie orientierte sich dabei fast ausschließlich an gemessenen Farbortdifferenzen ∆E in Bezug zu Parametern des Erzeugungsverfahrens, insbesondere der Rezeptur. Dass diese Vorge-hensweise erfolglos war, ist vor allem den kolloidchemischen Reaktionen und Trennprozessen im Wet-End der Papiermaschine zuzuschreiben, da durch
K. Erhard, G. Meinl: Farbmetrik Papier 24 (29)
PTS-Forschungsbericht www.ptspaper.de
diese die im Papier verbliebene Menge an Faserrohstoffen, Pigmenten und Additiven, gemessen als Retention, unbekannt war. Dadurch verändern die im wässrigen Milieu ablaufenden Flockungs- und Agglomerationsprozesse in Abhängigkeit der Nassfestmittel- und Aluminiumsulfatdosierung die für das Licht zugänglichen Grenzflächen im Papier gegenüber den Ausgangsprodukten in unbekannter Weise.
In Kenntnis der oben beschriebenen Effekte stützte sich der im Projekt verfolgte Lösungsweg auf die Tatsache, dass der messbare, spektrale Reflexionsfaktor des Rohpapiers die oben genannten Unwägbarkeiten der Veränderungen der Grenzflächen infolge Retention und Agglomeration mit ihren Auswirkungen auf die remittierenden Eigenschaften, widergibt.
Um die Veränderung zur imprägnierten Verpressung zu erfassen war es not-wendig, den durch das Rohpapier remittierten Lichtanteil um jene spektralen Bestandteile zu vermindern, die die Farbverschiebung in der Verpressung verursachen. Gelingt dies mit hinreichender Genauigkeit, ist eine Prognose der Farbortverschiebung möglich
Fazit In der Analyse der Auswirkungen der Beharzung und Verpressung auf den Reflexionsfaktor der laminierten Dekorfolie wurde gefunden, dass zur Verände-rung des Farborts der imprägnierten Verpressung in Bezug zum Rohpapier folgende drei Effekte beitragen:
1. Es entfallen die Reflexionsanteile der Pigmente und Faserstoffe in der Harzschicht, deren Brechungsindex in der Größenordnung des Brechungs-indizes des Imprägnierharzes liegen. Durch das Verschwinden der opti-schen Grenzflächen zwischen diesen Rezepturkomponenten kann ihr Re-flexionsanteil in der Harzschicht praktisch vernachlässigt werden. Diese Verringerung des reflektierten Lichtanteils wird gegenwärtig mittels eines versuchsbasierten, empirischen Anteils korrigiert.
2. Der reflektierte, gemessene Lichtanteil außerhalb der Harzschicht ist nicht mit dem in der Harzschicht wirklich reflektierten Licht identisch. Für diese Reduzierung des austretenden Lichtanteils sind die Grenzflächenphänome-ne der Harzschicht gegenüber Luft verantwortlich. Ursache hierfür ist die Totalreflexion in der Schicht an der Grenzfläche des Harzes zur Luft. Dieser Anteil der beobachteten verminderten Lichtremission wurde unter Anwen-dung der SAUNDERSON-Korrektur berücksichtigt.
3. Durch die veränderte Reflexion in der Harzschicht sowie durch den Remis-sionsanteil der hauptsächlich absorbierenden Pigmente wird auch der Grad der Lichtabsorption beeinflusst. Zum Erreichen der Zielgenauigkeit der Prognose kann dieser Anteil nicht vernachlässigt werden.
Basierend auf diesen Grundlagen wurden Werkzeuge und ein Prognosetool mittels MS Excel mit folgenden Funktionen entwickelt:
• Berechnung der spezifischen Lichtabsorptions- und Streukoeffizienten k und s aus spektralen Remissionsmessungen gemäß der Zweikanaltheorie von KUBELKA und MUNK,
• Bereitstellung von Messwerten, Zwischenergebnissen und Konstanten für die Berechnungen,
K. Erhard, G. Meinl: Farbmetrik Papier 25 (29)
PTS-Forschungsbericht www.ptspaper.de
• SAUNDERSON-Korrektur und farbmetrische Berechnungen zur Ermittlung der Farborte L*, a*, b* und L*, C*, h* aus spektralen Remissionsdaten ein-schließlich der Farbabstände ∆E aus Farborten ,
• Visualisierung einzelner Ergebnisse zur Farbortprognose in Diagrammen.
9 Wirtschaftliche Ziele
Wirtschaftliche Ziele
Mit Hilfe der im Projekt entwickelten Methodik des Prognosetools soll die notwendige Zeit zur Einstellung einer Rohpapierfärbung drastisch verkürzt werden. Die dadurch freigesetzte Maschinenlaufzeit soll zur Steigerung der Produktion nutzbar gemacht werden, um die Erzeugungsproduktivität zu stei-gern. Dies ermöglicht einerseits Mehrproduktion und Umsatzsteigerung, wobei auf der anderen Seite gleichzeitig der auf erzeugtes Produkt bezogene spezifi-sche Bedarf an Faserstoffen, Pigmenten und Additiven gesenkt sowie Energie eingespart werden kann. Die Effektivität kleiner Fertigungslose wird verbessert.
Zielgruppe Im besonderen Maße wird die Wertschöpfungskette zur Erzeugung von Lamina-ten auf Basis von Dekorfolie an den Forschungsergebnissen profitieren. Dabei wird der unmittelbare Nutzen bei den Erzeugern von Dekorrohpapier eintreten, da diese bei Einführung der Prognosemethodik schrittweise ihre Produktion steigern und die spezifischen Produkterzeugungskosten senken können.
Wettbewerbs-situation
Dekorpapiere sind Spezialpapiere in einem heiß umkämpften Markt, der im besonderen Maße von der Entwicklung der Möbel erzeugenden Industrie sowie der Bauindustrie beeinflusst wird. – Letztlich geprägt durch die Individualisierung des gesellschaftlichen Zusammenlebens haben sich Trends rund um das Wohnen ausgebildet, die die damit betroffenen Branchen massiv beeinflussen und im nächsten Jahrzehnt kräftiges Wachstum versprechen[21].
Andererseits war infolge der Finanzkrise ein Auftragsrückgang zu verzeichnen. Aufgrund der geringeren Nachfrage, vorhandener Überkapazitäten und steigen-der Preise für Energie, Pigmente und Faserstoffe verschärfte sich der Wettbe-werb auf dem Dekorpapiermarkt.
Da diese Papiere gegenwärtig fasst vollständig zur Fertigung von Fußboden-laminaten und Möbelplatten verwendet werden, ist ihr Absatz eng mit der Entwicklung der Baubranche verbunden. Außerdem ist ein Trend zum Einsatz in Außenbereich zur Gestaltung von Fassaden zu verzeichnen. Deutschland ist dabei einer der Hauptproduzenten von Dekorpapier und Folgeprodukten[22].
K. Erhard, G. Meinl: Farbmetrik Papier 26 (29)
PTS-Forschungsbericht www.ptspaper.de
Entwicklung der Kosten
Einem wachsenden Marktvolumen stehen aber Steigerungen in den Erzeu-gungskosten gegenüber. Die Fertigung von Dekorpapier verlangt den Einsatz hochwertiger und deshalb besonders teurer Rohstoffe. Das betrifft sowohl die eingesetzten Kurzfaserzellstoffe hoher Reinheit und Weiße genauso, wie vor allem das Titandioxid, die Extenderpigmente sowie die verschiedenen Buntpig-mente als auch das Nassfestmittel. Die Papierindustrie als energieintensive Industrie wird auch im besonderen Maße durch steigende Energiepreise belas-tet. Der erzielbare Erlös aus Dekorpapieren ist stark von der Entwicklung der Rohstoff- und Energiepreise abhängig.
Verbesserung der Wett-bewerbssituation
Diese Situation zeigt, dass die Entwicklung des Dekorpapierabsatzes insbeson-dere von der Entwicklung der Bautätigkeit, auch außerhalb von Deutschland abhängt und die anhaltend beobachtet Entwicklung der Rohstoff- und Energie-preisentwicklung sich nachteilig auf die Gewinnsituation auswirkt.
Deshalb wird im Wettbewerb zwischen den Dekorpapiererzeugern derjenige Vorteile erzielen, der in einem wachsenden Markt kostengünstiger produzieren und Erlöse erwirtschaften kann. Bessere Preisangebote, ein größeres Marktvo-lumen und eine nachhaltig kostengünstigere Erzeugung kann dabei Ausgangs-punkt für nachhaltiges Wachstum sein.
Hier kann das entwickelte Prognosetool dazu beitragen, dass durch freigesetzte Maschinenlaufzeit die Produktion gesteigert werden kann, und gleichzeitig die spezifischen Produktionskosten bezogen auf eine Fertigung gesenkt werden können. Dies wird durch eine schrittweise zu reduzierende Fertigungszeit für eine Farbcharge Dekorpapier möglich. Dadurch wird die Wettbewerbsfähigkeit der Unternehmen verbessert.
Kundenspezifi-sche Adaption des Prognose-tools in Auftrags-forschung
Das im Ergebnis des Projekts vorliegende Prognosewerkzeug ist eine Prinziplö-sung, die für ausgewählten Pigmente und Pigmentmischungen anhand der bei PTS erzeugten Dekorpapiermustersätze entwickelt wurde. Das Entwicklungser-gebnis ist eine konkrete Referenz, an der sich Kunden über Methodik und Leistungsfähigkeit informieren können.
Bei Übertragung dieser im Projekt Lösung auf eine kundenspezifische Dekorpa-pierfertigung muss der empirische Teil des Prognosewerkzeugs zuerst auf das beim Kunden gefertigte Dekorpapier und dessen Rezeptur sowie Verpres-sungsbedingungen eingestellt werden. Es ist notwendig, diese Prozedur für jede Fertigung durchzuführen. Aufbauend auf Messergebnissen der Fertigungshisto-rie, sowie unter Nutzung der Daten jeder weiteren Fertigung erfolgt dabei die fertigungsspezifische Kalibrierung der virtuellen Verpressung im Prognosetool.
Die wirtschaftliche Verwertung der Forschungsergebnisse soll vorrangig durch Auftragsforschung erfolgen. Durch eine zeitlich gestaffelte Nutzungsgebühr, die an die gefertigte Tonnage gekoppelt sein soll, kann der für die Pflege des Prognosetools notwendige Aufwand abgedeckt werden.
Erfahrungsgemäß können die Ergebnisse schrittweise eingeführt werden. Es wird davon ausgegangen, dass im Zeitfenster von 5 Jahren ein Marktvolumen von ca. 50.000 t mit Hilfe des Prognosetools gefärbt wird, wobei sich das Produktionsvolumen auf ca. 70 Fertigungen aufgliedern könnte.
K. Erhard, G. Meinl: Farbmetrik Papier 27 (29)
PTS-Forschungsbericht www.ptspaper.de
Ansprechpartner für weitere Informationen: Dr. Klaus Erhard / Dr. Gert Meinl Tel. 03529 / 551-60 [email protected]
Papiertechnische Stiftung PTS
Pirnaer Straße 37 01809 Heidenau Tel. 03529 / 551-60 Fax 03529 / 551-899 e-Mail: [email protected] www.ptspaper.de
K. Erhard, G. Meinl: Farbmetrik Papier 28 (29)
PTS-Forschungsbericht www.ptspaper.de
Literaturverzeichnis 1 HUBBE M. A., PAWLAK J. J. u. A. A. KOUKOULAS
Paper’s Appearance: A Review BioResources 3; 627 – 655 (2008), Nr. 2
2 G. SCHMIDT Die optischen Eigenschaften von Papier Verlag Dr. Martin Sändig GmbH Walluf 1976
3 N. PAULER Optische Papiereigenschaften AB Lorentzen & Wettre
4 KUBELKA P. u. F. MUNK A contribution to the optics of colorant layers Zeitschrift für Physik 12, 593 – 601 (1931), Nr. 11A
5 F. CORTAT The Kubelka-Munk-Theory, applications and modifications – A literature Review Report and Presentation of the graduate course “Optical Properties of Paper 2004/2003”
6 G. A. KLEIN Farbenphysik für industrielle Anwendungen Springer-Verlag Berlin Heidelberg 2004
7 J. L:SAUNDERSON Calculation of the Color of Pigmented Plastics Journal Optical Soc. Am., 32, 727 - 736 (1942)
8 K. UNTERFORSTHUBER Theorethische Grundlagen der Farbrezeptberechnung Eigenverlag, Dannstadt-Schauernheim Frankfurt 2005
9 L. GALL Messen, Kontrollieren, Rezeptieren http://www.farbmetrik-gall.de/index.html
10 H. G. VÖLZ Industrielle Farbprüfung – Grundlagen und Methoden, 2. Auflage WILEY-VCH, Weinheim 2001
11 PFAFF G. u. G. BUXBAUM Industrial Inorganic Pigments (3. Aufl.) Wiley-VCH Verlag Weinheim 2007
12 J. WINKLER (Hersg. U. Zorll) Titandioxid Vincentz Hannover 2003
13 J. E. MARK (Hrsg.) Polymer Data Handbook Oxford University Press, Inc., New York 1999
14 H.-G. ELIAS Makromoleküle – Struktur-Eigenscaften-Synthesen sowie Stofftechnologie (4. Aufl.) 14 – Optische Eigenschaften S. 421 – 433 Hüthig & Wepf Verlag Basel, Heidelberg, New York 1981
K. Erhard, G. Meinl: Farbmetrik Papier 29 (29)
PTS-Forschungsbericht www.ptspaper.de
15 H. G. VÖLZ
Optische Eigenschaften von Pigmenten und objektive Methoden zu Ihrer Bewertung Angewandte Chemie 87, 721 – 750 (1975), Nr. 20
16 LATOUR G., ELIAS M. u. J.-M. FRIGERIO Determination of the Absorptiom and Scattering Coefficients of Pigments: Application to the Idetification of Components of Pigment Mixtures Applied Spectroskopie 63, 136A – 156A u. 591 – 726 (2009), Nr. 6 und 604 – 607 (2009), Nr. 7
17 KOUKOULAS A. A u. B. JORDAN Effect of strong absorption on the KUBELKA-MUNK scattering coefficient Journal of Pulp Paper Science, 23, J224 – 231(1997), Nr. 5
18 ERHARD K., BERGER H. u. M. FIEDLER Optimierung der TiO2-Retention unter dem Einfluss von Scherkräften in Faserstoffmischungen zur Erzeugung von Dekorpapieren PTS-Forschungsbericht 13/03 zum Forschungsvorhaben BMWi 325/01, PTS-IZP Heidenau 2003
19 N. N. Brechungsindexdatenbank http://www.filmetrics.de/refractive-index-database
20 LUNDBERG A.: Light scattering/reflection from surface, the Saunderson correction. Umea University, Dept of Physics, Thesis Project, 2004-2006 http://www.tp.umu.se/~nylen/x.doc
21 VARGA C., SEIDEL A., LANZINGER C. u. H. GATTERER Zukunft des Wohnens – Die zentralen Trends bis 2025 Zukunftsinstitut GmbH, Kelkheim 2013
22 F. GOECKE Developments in the markets of decorative paper ERA ProDeco Forum, Wiesbaden 2007
www.ptspaper.de
Papiertechnische StiftungHeßstraße 134 · 80797 München · Telefon +49 (0)89-12146-0 · Telefax +49 (0)89-12146-36 · Mail [email protected] Straße 37 · 01809 Heidenau · Telefon +49 (0)3529-551-60 · Telefax +49 (0)3529-551-899 · Mail [email protected]





























