Embed Size (px)
Citation preview
Victor Taichung – ein anerkanntes ISO-9001 & 14001 Unternehmen
Rheinland ISO 9001 Certificate approvedTÜV
DIN EN ISO 9001DIN EN ISO 14001
Rheinland ISO 14001 Certificate approvedTÜV
Erhöhung der Produktivität mit jeder Drehung.
R
VictorTaichung
ÜÜbeerr ss icchhtt ddeeerrr
VVVVttuuurr nnn DDDDrr ehmmmaaassccchh iinneeenn

Vturn-16 / 20 / 26
Einstiegsmodell zur zuverlässigen
Schwerzerspanung● Flachführungen mit einer Oberflächenhärte von HRC 55 zur
Schwerzerspanung.● Ein einteiliges 45˚ geneigtes Maschinenbett mit geringem
Abstand zwischen der z-Achsen Kugelrollspindel und der Werkzeugspitze.
● Ein hydraulisches 6/8"- Kitagawa® Futter gehört zum Standard.● Programmierbarer Reitstock und Späneförderer sind standard.● Hochelastische Fanuc Spindelmotoren αPi gewährleisten eine
hohe Zerspanungsleistung bei geringen Drehzahlen.● Hohe Genauigkeit und geringer Kosteneinsatz.● Maximale Drehlänge von 600mm für Vturn-16/20/26 und 1100
mm für Vturn-26/110.● Spezielle LSB Option für die Vturn-26 mit einer
Bohrungskapazität von 91 mm / 2500 U/min.
Das Fundament auf dem Ihre Produktion aufbaut.Voon ddenn AAnfaangggssenntwüüürffeen bbiss zumm abschließßendeenn TeTestlaauf wwirdd beeei VVICCTOOOR ddiee
Heersttellluungg sttreenng nnacchh ISISO 9000001 kkontrolliertt und d übübeerwaccht.t. Auuf deemm zunnehhhmmeendd
auuf WWettttbbeewerrb aaussggerriichhteteen MMarrkt von heutte haat VVicctor, Taaiiiwann ann trraadititioonnelllenn
Meethhodeenen ffürr QQuualiittät uundd ZuZuveveerrlässsigkeit der Werkkzeeugugmaaschhihinenn feesstgegehaalteenn, ddie e
auuch in ddedenn koommmmmenndennn Jaahreen GGaraant für Genaauigkkeeitt unnd WWerttbbbesttänddiigkkeit sinndnd.
VTplus-15 & VTplus-20
Ökonomische Modelle zur kosteneffektiven
Investition● Linearführungen in bewährter Qualität.● Eilgänge mit 24/24 m/min.● Hochelastische Fanuc Spindelmotoren αPi gewährleisten eine
hohe Zerspanungsleistung bei geringen Drehzahlen.● Ein hydraulisches 6/8"- Kitagawa® Futter gehört zum Standard.● Einteiliges 30˚ geneigtes Maschinenbett.● Maximale Drehlänge von 370 mm.● Rückseitige Anordnung der Spänefördereinrichtung ist möglich.● Spezielle LSB Ausführung (Große Spindelbohrung) optional für
die VTplus-20 mit einem Wellendurchmesser bis 66mm / 4500 U/min.
1

Vturn-40
2 Meter Drehmaschine mit hohen
Vorschüben zur Schwerzerspanung● Eilgänge von 20/20 m/min!● Maximale Drehlänge von 2200 mm!● Ein einteiliges 45˚ geneigtes Maschinenbett mit geringem
Abstand zwischen der z-Achsen Kugelrollspindel und der Werkzeugspitze.
● Flachführungen mit einer Oberflächengüte von HRC 55 zur Schwerzerspanung.
● Ein hydraulisches 15" (18")- Kitagawa Futter ist Standard bei der Vturn-40 (Vturn-45) Maschine.
● Spindelnase A2-11.● Ein 2-Stufengetriebe gewährleistet ein hohes
Zerspanungsdrehmoment bei niedrigen Drehzahlen.● Verfügbar als CV Maschine mit Built-In (DDS) Motor für
Vturn-40 CV.
Vturn-46
4-Stufengetriebe zur kraftvollen
Schwerzerspanung● Flachführungen mit einer Oberflächenhärte von HRC 55 zur
Schwerzerspanung.● Ein einteiliges 60˚ geneigtes Maschinenbett mit geringem
Abstand zwischen der z-Achsen Kugelrollspindel und der Werkzeugspitze.
● Ein hydraulisches 15" - Kitagawa® Futter gehört zum Standard, optional ist ein 24" Futter lieferbar.
● Ein eingebautes 4- Stufengetriebe innerhalb des Spindelstockes gewährleistet ein hohes Zerspanungsmoment bei geringen Drehzahlen.
● Spindelnase A2-11.● Maximale Drehlänge von 1650 mm.● Verfügbar mit einer C- Achsen Spindel und angetriebenen
Werkzeugen mit einem Sauter® VDI- Revolver.
Vturn-36
2-Stufengetriebe zur Schwerzerspanung● Flachführungen mit einer Oberflächengüte von HRC 55 zur
Schwerzerspanung.● Ein einteiliges 45˚ geneigtes Maschinenbett mit geringem
Abstand zwischen der z-Achsen Kugelrollspindel und der Werkzeugspitze.
● Ein hydraulisches 12" - Kitagawa® Futter gehört zum Standard.
● Ein 2-Stufengetriebe gewährleistet ein hohes Zerspanungsdrehmoment bei niedrigen Drehzahlen.
● Maximale Drehlänge von 855 mm bei Vturn-36/85 und 1255 mm bei Vturn-36/125.
● Verfügbar mit einer C- Achsen Spindel und angetriebenen Werkzeugen mit einem Sauter® VDI- Revolver.
● Spezielle LSB Option mit Spindelnase A2-11 für eine Stangenkapazität von 160 mm bei 1300 U/min.
2
Maschinen Design:Durch die Verwendung von computerunterstützten CAD und CAE Systemen kann unsere Konstruktionsabteilung Struktur- und Verformungscharakteristika simulieren.Diese Simulationen können später in computergestützten Tests nachgewiesen werden.
Meehanite® Gußeisen:Die Qualität eines Werkzeuges basiert auf Festigkeit, Stabilität und vor allem Dämpfungseigenschaften.Diese Eigenschaften verbinden sich in dem von Victor in seiner eigenen, nach ISO 9001 zertifizierten Giesserei, entwickelten Kugelgraphitguß.Alle Gußteile werden nach dem Meehanite® Prinzip gefertigt. Weltweit gilt dieses als ein anerkanntes Qualitätssiegel.
Fertigung Spindelstock & Spindelbohrung:Um die Qualitätskontrolle der hochgenauen Teile wie Spindelstock und Spindel zu gewährleisten, hat Victor Taiwan seine eigenen Spindelschleifmaschinen entwickelt, um eine lange Haltbarkeit der Spindellager nach der Installation zu gewähren.
Spindelstock & Zusammenbau der
Spindel:Alle Spindeln werden in temperaturkontrollierter Umgebung im Hause gefertigt und unter unterschiedlichsten Testbedingungen bis zu 24 Stunden getestet.Dieses ermöglicht alle möglichen extremen Lagertemperaturen zu simulieren und verhindert so, dass es zu gravierenden Schwierigkeiten beim Kunden kommt.
unndktur- r- und
Testssss
ruung:
wanwanwanwanwanwannnnnnnnw nenenenee
3
Oberflächengehärtete Führungsbahnen
(außer VTplus-15&20):Eingegossene Führungsbahnen stehen für ein Maximum an Genauigkeit.
Der Kugelgraphitguß garantiert eine hohe Steifigkeit ohne Zähigkeit zu verlieren. Die Wärmebehandlung durch Induktionshärten
erzeugt eine Oberflächenhärte ohne die Zähigkeit des inneren Aufbaus zu verringern. Eine Randschichthärte von 0,5 mm
sichert eine maximale Verschleißfestigkeit einschließlich der Genauigkeit die für ein langes Maschinenleben
notwendig ist.
Qualitätssicherung:Jede Maschine verläßt die Fertigung erst nach
umfangreichen Tests. Dadurch wird gewährleistet, dass jeder Kunde ein Produkt erhält, das den Ansprüchen entspricht.
Führungsbahnen:Um glatte und vollkommen ebene Führungsbahnen zu gewährleisten, werden diese traditionell von ausgebildeten Technikern durch Schaben hergestellt. Der Vorteil dieses Verfahrens gegenüber dem maschinengefertigten Tuschieren liegt in den größeren Auflageflächen und erzielt somit eine höhere Stabilität. Zusätzlich werden die Schmiermittelkanäle ebenfalls per Handarbeit nachgefertigt. Dieses legt den Grundstein für die traditionell hochgenaue und langlebige Qualität der Maschinenführungen.
Zusammenbau der Maschine:Mit der Philosophie, dass Qualität während des
Zusammenbaus auf den Maschinen-fertigungslinien verbaut und geprüft wird, erfährt
jede Maschine lange bevor diese die Endkontrolle durchläuft eine produktionsnahe Kontrolle. Dieses fördert
das eigenverantwortliche Arbeiten eines jeden während des gesamten Fertigungsprozesses.
ualitätssicheQualMaschine verläßt dieJede Ma
ngreichen Tests. Dadurchumfangrs jeder Kunde ein Produkt erhädass jed
ntsprichtent
fdchg
mteng
rflächengehäOberflä
er VTplus(außerossene FühEingegoss
gelgraphDer Kugeeren. zu verliere
t eerzeugt eAufbau
sichede
FFFFUF
ndig notwend
fjjejed
dddudurceigddas eig
mtengesam
4

THK® Linearführungen● verriegelt im Maschinenbett.● reduziert die Reibung bei hohen Vorschubgeschwindigkeiten.
● Linearführungen in bewährter Qualität.● Eilgänge von 20/24 m/min in X/Z Achse.● Hochelastische Fanuc Spindelmotoren αPi gewährleisten
eine hohe Zerspanungsleistung bei geringen Drehzahlen (500 U/min. für VTplus-15 und 350 U/min. für VTplus-20).
● Hydraulische 6/8" Kitagawa® Futter sind standard.● Einteiliges 30˚ geneigtes Maschinenbett.● Maximale Drehlänge von 370 mm.● Rückseitige Späneförderanordnung ist möglich.● Spezielle LSB Ausführung (Große Spindelbohrung) optional
für die VTplus-20 mit einem Wellendurchmesser bis 66 mm bei 4500 U/min.
Preiswerte Modelle für kosteneffektive Investitionen
*30 min kann durch 15%, 15 min oder 20 min ersetzt werden je nach FANUC Spezifikation
(U/min)
P1
Leistung (kW)
P2P3
P4
S1 S2 S3 S4 S1 S2 S3 S4
T1T3T2
T4
Drehmoment (Nm)
(U/min)
P1 (*30 min erste Wicklung)P2 (Kont. erste Wicklung)P3 (*30 min zweite Wicklung)P4 (Kont. zweite Wicklung)
S1 (Nenn U/min erste Wicklung)S2 (Nenn U/min zweite Wicklung)S3 (Max. U/min erste Wicklung)S4 (Max. U/min zweite Wicklung)
® Linearführungenegelt im Maschinenbett.ziert die Reibung bei hohen chubgeschwindigkeiten.
ikation
1 S2 S3 S4
(Nm)
(U/min)
Diagramm Spindeldrehmoment - AusgangDie direktgekoppelten Spindeleinheiten verwenden die kraftvollen Fanuc αPi Motoren mit großem Ausgangsdrehmoment und einer schnellen Beschleunigung bei optimalen Drehzahlbereichen.
Modell Spindel Nenndrehzahl (U/min) Max. Drehzahl (U/min) Leistung (kW) Leistung (kW) Drehmoment
(Nm)Drehmoment
(Nm)
VTplus-15 αP12iErste Stufe 500 1500 3,7 7,5 (15 min.) 72 146 (15 min.)
Zweite Stufe 700 6000 5,5 7,5 (30 min.) 71,3 97,3 (30 min.)
Opt. αP15iErste Stufe 500 1500 5 9 (15 min.) 97,3 175 (15 min.)
Zweite Stufe 700 6000 7,5 9 (30 min.) 97,3 116,7 (30 min.)
VTplus-20 αP15iErste Stufe 350 1050 5 9 (15 min.) 139 250 (15 min.)
Zweite Stufe 525 4200 7,5 9 (30 min.) 139 166,8 (30 min.)
Opt. αP22iErste Stufe 350 1050 7,5 15 (15 min.) 208,4 416,9 (15 min.)
Zweite Stufe 525 4200 11 15 (15 min.) 205,2 279,8 (30 min.)
T1 (*30 min erste Wicklung)T2 (Kont. erste Wicklung)T3 (*30 min zweite Wicklung)T4 (Kont. zweite Wicklung)
S1 (Nenn U/min erste Wicklung)S2 (Nenn U/min zweite Wicklung)S3 (Max. U/min erste Wicklung)S4 (Max. U/min zweite Wicklung)
5
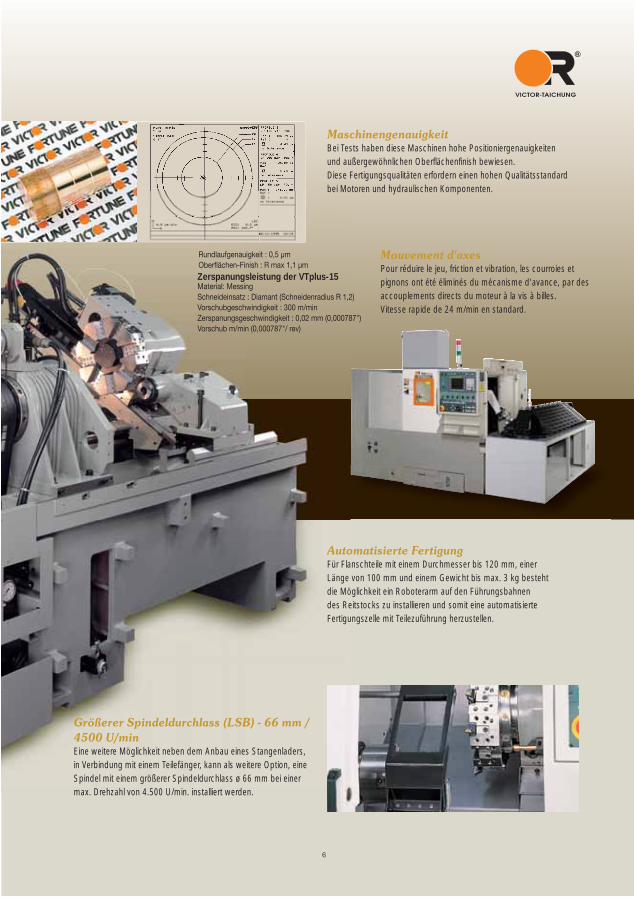
Mouvement d'axesPour réduire le jeu, friction et vibration, les courroies et pignons ont été éliminés du mécanisme d'avance, par des accouplements directs du moteur à la vis à billes.Vitesse rapide de 24 m/min en standard.
6
Automatisierte FertigungFür Flanschteile mit einem Durchmesser bis 120 mm, einer Länge von 100 mm und einem Gewicht bis max. 3 kg besteht die Möglichkeit ein Roboterarm auf den Führungsbahnen des Reitstocks zu installieren und somit eine automatisierte Fertigungszelle mit Teilezuführung herzustellen.
MaschinengenauigkeitBei Tests haben diese Maschinen hohe Positioniergenauigkeiten und außergewöhnlichen Oberflächenfinish bewiesen.Diese Fertigungsqualitäten erfordern einen hohen Qualitätsstandard bei Motoren und hydraulischen Komponenten.
Rundlaufgenauigkeit : 0,5 μmOberflächen-Finish : R max 1,1 μmZerspanungsleistung der VTplus-15Material: MessingSchneideinsatz : Diamant (Schneidenradius R 1,2)Vorschubgeschwindigkeit : 300 m/minZerspanungsgeschwindigkeit : 0,02 mm (0,000787")Vorschub m/min (0,000787"/ rev)
Größerer Spindeldurchlass (LSB) - 66 mm /
4500 U/minEine weitere Möglichkeit neben dem Anbau eines Stangenladers, in Verbindung mit einem Teilefänger, kann als weitere Option, eine Spindel mit einem größerer Spindeldurchlass ø 66 mm bei einer max. Drehzahl von 4.500 U/min. installiert werden.

Hochgenaue & stabile Präzisionsspindel● Eingeschlossen in einem stark verrippten Spindelstock für
eine max. Wärmeabfuhr. ● Schrägkugellager absorbieren die auftretenden Axialkräfte. ● Kugellager der NN-Serie ermöglichen hohe
Zerspanungsleistungen.
● Ein einteiliges 45˚ geneigtes Maschinenbett mit geringstem Abstand zwischen der z-Achsen Kugelrollspindel und der Werkzeugspitze.
● Flachführungen mit einer Oberflächenhärte von HRC 55 zur Schwerzerspanung. ● Ein hydraulisches 6/8/10"- Kitagawa® Futter gehört zum Standard. ● Ein programmierbarer Reitstock sowie ein Späneförderer gehören zum Standard.● Hochelastische Fanuc Spindelmotoren αPi gewährleisten ein hohes Drehmoment bei
niedrigen Drehzahlen.● Z-Achsen Kugelrollspindeln mit 40 mm Durchmesser zur Schwerzerspanung mit hoher
Zuverlässigkeit.● Maximale Drehlängen von 600 mm für Vturn-16/20/26 und 1100 mm für Vturn-26/110.● Die besondere LSB Option ermöglicht eine Stangenkapazität von 91mm / 2500 U/min.
bei den Vturn-26 Maschinen.
Diagramm Spindeldrehmoment - Ausgang
Preiswerte Modelle für zuverlässige Schwerzerspanung!
*30 min kann durch 15%, 15 min oder 20 min ersetzt werden je nach FANUC Spezifikation
Doppelreihige Hochleistungskugellager
Axialschrägkugellager
Präzisionsspindelrrippten Spindelstock für
auftretenden Axialkräfte.hen hohe
iiii ii iiii i
. .
ssige
(U/min)
P1
Leistung (kW)
P2P3
P4
S1 S2 S3 S4 S1 S2 S3 S4
T1T3T2
T4
Drehmoment (Nm)
(U/min)
P1 (*30 min erste Wicklung)P2 (Kont. erste Wicklung)P3 (*30 min zweite Wicklung)P4 (Kont. zweite Wicklung)
S1 (Nenn U/min erste Wicklung)S2 (Nenn U/min zweite Wicklung)S3 (Max. U/min erste Wicklung)S4 (Max. U/min zweite Wicklung)
T1 (*30 min erste Wicklung)T2 (Kont. erste Wicklung)T3 (*30 min zweite Wicklung)T4 (Kont. zweite Wicklung)
S1 (Nenn U/min erste Wicklung)S2 (Nenn U/min zweite Wicklung)S3 (Max. U/min erste Wicklung)S4 (Max. U/min zweite Wicklung)
7
Modell Spindel Nenndrehzahl (U/min) Max. Drehzahl (U/min) Leistung (kW) Leistung (kW) Drehmoment
(Nm) Drehmoment (Nm)
Vturn-16 αP15iErste Stufe 500 1500 5 9 (15 min.) 97,3 175 (15 min.)
Zweite Stufe 750 6000 7,5 9 (30 min.) 97,3 116,7 (30 min.)
Vturn-20 αP15iErste Stufe 350 1050 5 9 (30 min.) 139 250 (15 min.)
Zweite Stufe 525 4200 7,5 9 (15 min.) 139 166,8 (30 min.)
Opt. αP22iErste Stufe 350 1050 7,5 15 (15 min.) 208,4 416,9 (15 min.)
Zweite Stufe 525 4200 11 15 (30 min.) 205,2 279,8 (30 min.)
Vturn-26 αP30iErste Stufe 308 1156 11 18,5 (15 min.) 347,7 584,7 (15 min.)
Zweite Stufe 443 3500 15 18,5 (30 min.) 329,2 406 (30 min.)
Opt. αP40iErste Stufe 308 1156 13 22 (15 min.) 409,8 693,6 (15 min.)
Zweite Stufe 443 3500 18,5 22 (30 min.) 405,8 182,6 (30 min.)
Vturn-26LSB αP30iErste Stufe 211 833 11 18,5 (15 min.) 487 819 (15 min.)
Zweite Stufe 316 2500 15 18,5 (30 min.) 461,7 569,4 (30 min.)
Opt. αP40iErste Stufe 211 833 13 22 (15 min.) 574,8 972,7 (15 min.)
Zweite Stufe 316 2500 18,5 22 (30 min.) 569 676,9 (30 min.)
P1Kugelrollspindel Kugelrollspindel
P2
L2
L1
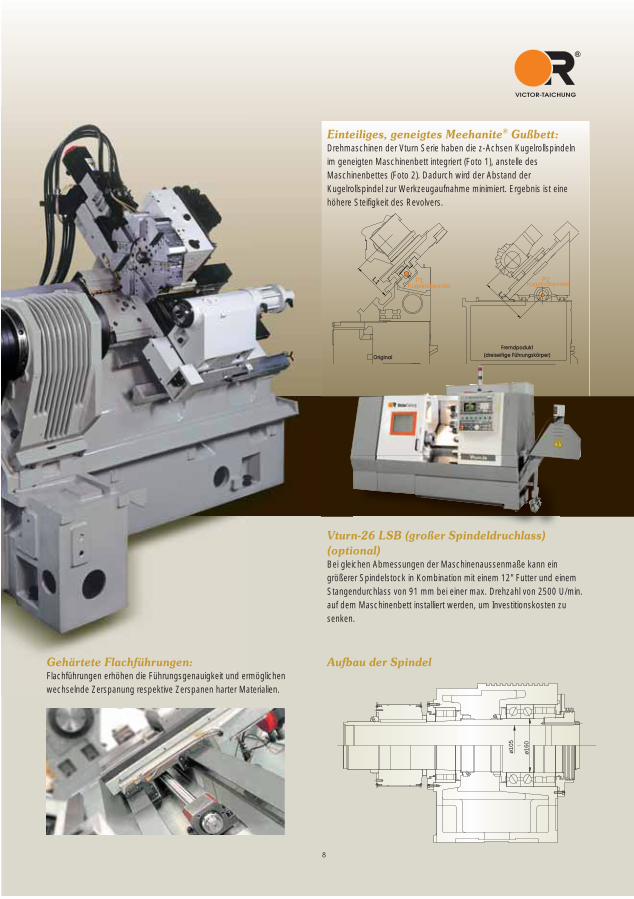
Einteiliges, geneigtes Meehanite® Gußbett:Drehmaschinen der Vturn Serie haben die z-Achsen Kugelrollspindeln im geneigten Maschinenbett integriert (Foto 1), anstelle des Maschinenbettes (Foto 2). Dadurch wird der Abstand der Kugelrollspindel zur Werkzeugaufnahme minimiert. Ergebnis ist eine höhere Steifigkeit des Revolvers.
Vturn-26 LSB (großer Spindeldruchlass)
(optional)Bei gleichen Abmessungen der Maschinenaussenmaße kann ein größerer Spindelstock in Kombination mit einem 12" Futter und einem Stangendurchlass von 91 mm bei einer max. Drehzahl von 2500 U/min. auf dem Maschinenbett installiert werden, um Investitionskosten zu senken.
ø105
ø160
Aufbau der Spindel
Original
Fremdpodukt(dreiseitige Führungskörper)
Gehärtete Flachführungen:Flachführungen erhöhen die Führungsgenauigkeit und ermöglichen wechselnde Zerspanung respektive Zerspanen harter Materialien.
8

2-Stufengetriebe zur sicheren Schwerzerspanung!
4030
20
10
543
2
1
10 100 1000 2500
26KW: 30 min Nennleistung22KW: Konstante Nennleistung
Leis
tung
(kw
)
278 831
910Nm
304Nm
770Nm
257Nm
● Ein Einteiliges 45˚ geneigtes Maschinenbett verringert den Abstand zwischen der z-Achsen Kugelrollspindel und der Werkzeugspitze.
● Z-Achsen Kugelrollspindel mit Durchmesser 50 mm.● 91 mm Stangendurchlaß.● Flachführungen mit einer Oberflächenhärte von HRC 55 zur Schwerzerspanung.● Ein hydraulisches 12" - Kitagawa® Futter gehört zum Standard.● Ein 2-Stufengetriebe gewährleistet ein hohes Zerspanungsdrehmoment bei niedrigen Drehzahlen.● Maximale Drehlänge von 855 mm bei Vturn-36/85 und 1255 mm bei Vturn-36/125. ● Verfügbar mit einer C- Achsen Spindel und angetriebenen Werkzeugen mit einem Sauter® VDI- Revolver. ● Spezielle LSB Option mit einer Spindelnase A2-11 für eine Stangenkapazität von 160 mm bei 1300 U/min.
2-Stufengetriebe
Spindeldrehzahl (U/min.)Fanuc Spindelmotor α22i
● Vturn-36CV
Motordrehzahl U/min.
Spindeldrehzahl (U/min.)
Motordrehzahl U/min.
Spindeldrehzahl (U/min.)
0
300
200 400 650360
15
30
45
60
Leis
tung
(kW
)
45kw S2 30min
37kw S1 Cont
S3 15min
untere Wicklungsstufe
400
800
1200
1600
0
Leis
tung
(kW
)
200 400 650300
360
661
544
1432Nm S3 15min
1194Nm S2 30min
981Nm S1 Cont
obere Wicklungsstufe
0 1000 2000
15
30
45
60
Leis
tung
(kW
)
200
400
600
800
0
Dre
hmom
ent
(Nm
)
3000 1000 2000 3000
45kw S2 30min
37kw S1 Cont
650
30
25
661Nm S2 30min
543Nm S1 Cont
9580650
215Nm
177Nm
Diagramm Spindeldrehmoment● Vturn-36 Standard
W:
den Abstanddd zwischen deder z-Ac-AcAcAccccA hsehseen n n n n n n KKKugeuuggegeu lrolrolrolrollsllsllsllsslll pinpinpininnnpp dedededeeleeldeldeeldeleeeeleee
ur Schwewerzerspanung.g.g.5 zur dnddardard.
momentt b b bei niedrigegsdgsdgsddrerehehehm ent iediediediededed grigrigrigrigrigggeenenenenenen en DreDDDrehzhzhhzahzaahlhlehlehlehlehlehleh nnn.n.12255255 m mm bebebebeiii Vi VVtururururtt n-33n-3nn 6/1/16/16/1/ 2525.2525. nenen WWerkerkrkzeuuuggengegen mimit eeineeeinein m Sm Sm Sm SSSautautautautautautautu ererererereeer®®® VVDVDV I- RevRevevevevvve oolvolvolveeeer.er.er.rre ee Stanggenkenkenen apapapapaazitzität vovonon 1616 160 m0 m0 m0 mm bm bmm bei 13130130300 U0 U0 /mi/mi/mimimi/min.n.nn.
-Stufengetriebe
● Vturn-n-36C36C36CVVV
60
45kw S2 30minS3 15min
untere Wicklungsstufe
1600
1432Nm S3 15min
9
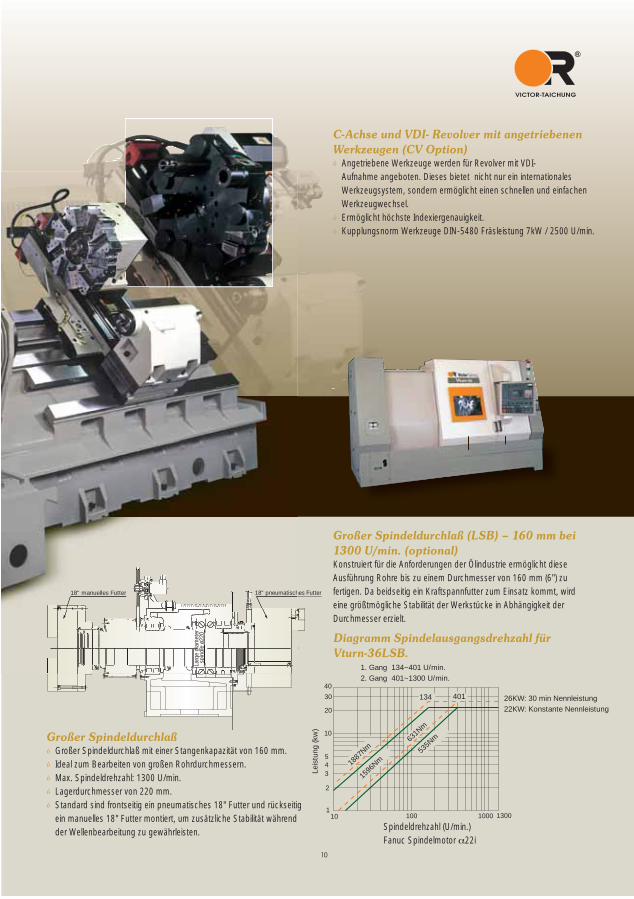
Großer Spindeldurchlaß (LSB) – 160 mm bei
1300 U/min. (optional)Konstruiert für die Anforderungen der Ölindustrie ermöglicht diese Ausführung Rohre bis zu einem Durchmesser von 160 mm (6") zu fertigen. Da beidseitig ein Kraftspannfutter zum Einsatz kommt, wird eine größtmögliche Stabilität der Werkstücke in Abhängigkeit der Durchmesser erzielt.
40
30
20
10
543
2
110 100 1000 1300
1. Gang 134~401 U/min.2. Gang 401~1300 U/min.
Leis
tung
(kw
)
26KW: 30 min Nennleistung22KW: Konstante Nennleistung
134
1887
Nm
1596
Nm53
5Nm63
1Nm
401
Diagramm Spindelausgangsdrehzahl für
Vturn-36LSB.
Großer Spindeldurchlaß● Großer Spindeldurchlaß mit einer Stangenkapazität von 160 mm.● Ideal zum Bearbeiten von großen Rohrdurchmessern.● Max. Spindeldrehzahl: 1300 U/min.● Lagerdurchmesser von 220 mm.● Standard sind frontseitig ein pneumatisches 18" Futter und rückseitig
ein manuelles 18" Futter montiert, um zusätzliche Stabilität während der Wellenbearbeitung zu gewährleisten.
C-Achse und VDI- Revolver mit angetriebenen
Werkzeugen (CV Option)● Angetriebene Werkzeuge werden für Revolver mit VDI-
Aufnahme angeboten. Dieses bietet nicht nur ein internationales Werkzeugsystem, sondern ermöglicht einen schnellen und einfachen Werkzeugwechsel.
● Ermöglicht höchste Indexiergenauigkeit.● Kupplungsnorm Werkzeuge DIN-5480 Fräsleistung 7kW / 2500 U/min.
18" manuelles Futter
Larg
e di
amet
er
spin
dle
ø220
18" pneumatisches Futter
Spindeldrehzahl (U/min.)Fanuc Spindelmotor α22i
18" manuelles Futter
Larg
e di
amet
er
esp
indl
e pgg
ø2200
18" pneumatisch
10

2 m-Drehmaschine mit Getriebe und hohen Vorschüben zur Schwerzerspanung!
● Ein einteiliges (45˚) geneigtes Maschinenbett für maximale Steifigkeit. ● Maximale Drehlänge von 2200 mm!● Eilgänge von 20/20 m/min!● Spindelnase A2-11 mit einem hydraulischen 15" (18") Kitagaw Futter und einem Stangendurchlass
bis 91 mm bei der Vturn-40 und 117,5 mm bei der Vturn-45 Maschine.● Spindelleistung von 37 kW durch einen Fanuc α30/6000i Motor.● Z-Achsenkugelrollspindel mit einem Durchmesser von 50 mm.● Flachführungen mit einer Oberflächenhärte von HRC 55 zur Schwerzerspanung.● 2-Stufengetriebe gewährleistet ein hohes Drehmoment bei niedrigen Drehzahlen. Verfügbar mit
einer C-Achsenspindel und angetriebenen Werkzeugen auf einem Sauter® VDI- Revolver.
11118"8"8")8") KiKK tagggagtagtaagtagagagaggawawawawwwwawawawawawawawawaw aw w FFFFuFuFutFuFutFutFuFutFFut etertertererererererereerererrerrererer uununununun un un un un un ununununuuu unn ununununuunnd ed ed ed ed ed ed ed ed ed ed ed ed ed eeed ed ed ed ed ed ed ed ed ed ed ed ed eineineineineineneineineineineineineineineineineneineineineineiiineeeineeinni mmmm Sm Sm Sm Sm Sm Sm Sm SSm Sm Sm Sm Sm Smm Smm Smmmmmmm tantantantanantantantanantanantaannannnngengengenengengengengengengengengengengengengengenggennndudduduuuuurdurdururururdududuuuruuududuuuduuduuu chlchlchlchlchlchlchlchlchlchlhllchchlassassasassassasassasssassssasssassasasssas VtuVtuVtuV rn-rn-rn-rn-rnnrnrnnn 45 45 45 45 45 45 45 45 45 45 45 5 MasMasMasMasMasMasMasMasMasMasMasMasMasMaMasMaMa chichichichichichichihichichichichhichchichichichineneneneneeenene.eneneene.ne.nene.ne.ne.ene.0/0/0/0/0/0/0/0//0/600600600600600600600600600600600000i0i 0i 0i MotMotMotototototor.oor.or.oor.r.or.or.r vr vr vr von on 50 5050 mm.mm.mm.mm.m..HRHRHRHRHRHRCCC 5C 5C 5C 5C 55 zz5 urur ru SchSchchchchchchchchchhwewwwerwerwerwerwerwerwerwewee zerzerzezezeerzererrspaspaspaspaspaspaspaspaspaspaaspapaasp nunnunnunnunnunnununununununununuunnu g.g.g.g.ggg
omomententnt be bebebebeeii ni ni ni nniediediedieiediiedie rrigrigiggrigiggen en en en en nneeee DreDreDreDrereeDreDreDreDreDreDrehzhhzhzhzahzahzhzahzhh hlehlehlhlelen. n. nn VerVerVerVe fügfügfüggbababababababaararararabaabbaaa mmm mimiiiiimmmiiit t ttzzeugeeugen en n aufaufffaufauf eieeee e nemnemnemem Sa Saauteuteerr®® VDVDI- I- RevRevRevRevReReReRevReveevooolvolvolvolvo er.er.erer.
2-Stufengetriebe
● Vturn-40 CV
0 1000 2000 2500
0 1000 2000
5
10
15
20
25
30
35
40
200
400
600
800
1000
1200
0 1000 2000
5
10
15
20
25
30
35
40
100
200
300
400
500
2500286
286 0 1000 2000728 2500
2500
(Übersetzungsverhälnis 4,02)
728
37kw
30kw
37kw
30kw
1235
115141
394
485
115141
Leis
tung
(kW
)
Spindeldrehzahl (U/min.)
Dre
hmom
ent
(Nm
)
Konstante Nennleistung
30 min. Nennleistung
Konstante Nennleistung
30 min. Nennleistung
30 min. Nennleistung30 min. Nennleistung
Leis
tung
(kW
)D
rehm
omen
t (N
m)
Spindeldrehzahl (U/min.)
Spindeldrehzahl (U/min.) Spindeldrehzahl (U/min.)
untere Getriebestufe obere Getriebestufe
Konstante Nennleistung
Konstante Nennleistung
1. Gang 286~728 U/min. 1. Gang 728~2500 U/min.
(Übersetzungsverhältnis 1,58)
Motordrehzahl U/min.
Spindeldrehzahl (U/min.)
Motordrehzahl U/min.
Spindeldrehzahl (U/min.)
0
300
200 400 650360
15
30
45
60
Leis
tung
(kW
)
45kw S2 30min
37kw S1 Cont
S3 15min
untere Wicklungsstufe
400
800
1200
1600
0
Leis
tung
(kW
)
200 400 650300
360
661
544
1432Nm S3 15min
1194Nm S2 30min
981Nm S1 Cont
obere Wicklungsstufe
0 1000 2000
15
30
45
60
Leis
tung
(kW
)
200
400
600
800
0
Dre
hmom
ent
(Nm
)
3000 1000 2000 3000
45kw S2 30min
37kw S1 Cont
650
30
25
661Nm S2 30min
543Nm S1 Cont
9580650
215Nm
177Nm
Diagramm Drehmoment - Spindelausgang● Vturn-40 & 45 Standard (Vturn-45 max. 2000 U/min.)
11

Ein vergrößerter Kühlmitteltank mit
Ölabscheider ist standard
Einteiliges Meehanite® Gußbett● Auf neuesten Technologieerkenntnissen basierend ist das neue Vturn-
40 Drehmaschinenbett aus einem einteiligen mehrfach verrippten Meehanite® Kugelgraphitguß gefertigt. Dieses ermöglicht eine hohe Steifigkeit.
● Der Revolverschlitten weist eine 15% höhere Steifigkeit auf als die Vturn-36 Maschine und erzielt somit höhere Zerspanungsleistungen.
● Ein großvolumiger Kühlmittelfluß über dem z-Achsengehäuse verringert ein Späneaufkommen innerhalb der Maschine.
Ein vergrößerter Kühlmitteltltltananankkkk imimimitt t
Ölabscheider ist standard
ein Späneaufkommen innerhalb der Maschine.
Eine frei bewegliche Verschalung ermöglicht
mehr Bewegungsfreiraum für den Anwender und
vermeidet hohe Kosten beim Transport.
C-Achsen VDI Revolver mit angetriebenen
Werkzeugen (CV Version)● Built-in Spindel (DDS) nur bei Vturn-40 CV
Handbetätigte Lünette (Optional)● Spannbereich: 280~400 mm
12

4-Stufengetriebe zur kraftvollen Schwerzerspanung!
Diagramm Drehmoment - Spindelausgang
● Ein einteiliges 60˚ geneigtes Maschinenbett verringert den Abstand zwischen der Kugelrollspindel und der Werkzeugspitze und minimiert damit die Spanaufbaukraft.
● Das im Spindelstock integrierte 4-Stufengetriebe erhöht das Zerspanungs drehmoment auf 5364 Nm bei einer Spindeldrehzahl von 67 U/min.
● Spindelnase A2-11 mit einem hydraulischen 15" Kitagawa® Futter ist standard Optional erhältlich ist ein 24" Futter.
● Z-Achsen Kugelrollspindel mit einem Durchmesser von 50 mm.● Maximale Drehlänge von 1650 mm.● Verfügbar mit einer C-Achsenspindel und angetriebenen Werkzeugen auf
einem Sauter® VDI- Revolver.
456N
m562N
m
977N
m1204
Nm
2032
Nm2509
Nm
4349
Nm5364
Nm
64030014467
10 100 1000 1500
40
30
20
10
54
3
2
1
50
37KW
30KW
22KW
1.Gang 67~260 U/min.2.Gang 144~560 U/min.3.Gang 300~1170 U/min.4.Gang 640~1500 U/min.
Leis
tung
(kW
)
4-Stufengetriebe
Spindeldrehzahl (U/min.)Fanuc Spindelmotor α30i
37KW : 30 min. ED30KW : konstant
gang
nenen n WWerkzezezeeeugeugeennnn aaaaaaauuufuf ff
37KW
30KWW
22KW
in.min./min./min.
fengetriebe
13

Außenbearbeitung Drehen Bohren (Z-Achse α30i) Fräsen Gewindeschneiden792 cc/min (93%) 58 mm (672 cc/min) 30 cc/min (99%) M16 x P2 (80%)
F32 x 10 mm F58 x 35 mm F25 x 15 mm686 U/min 848 U/min 600 U/min 300 U/min
F0,35 mm/min. F0,3 mm/min. F80 mm/min F600 mm/min
Vturn-46CV Zerspanungsleistung
C-Achse VDI- Revolver mit
angetriebenen Werkzeugen (CV
option.)● Angetriebene Werkzeuge werden für VDI Revolver
angeboten. Dieses international verbreitete Werkzeugsystem ermöglicht einen schnellen und einfachen Werkzeugwechsel.
● CV-Achsenausführung mit Winkelpositioniergeber. ● Ermöglicht höchste Indexiergenauigkeit.● Kupplungsnorm Werkzeuge DIN-5480.● Fräsleistung 7 kW bei 2500 U/min.
Programmierbarer Reitstock● Eingebaute Lager für eine stabile Ausrichtung.● MK 5 Reitstockaufnahme für eine leistungsstarke Verwendung.
Vturn-46CV Zerspanungsleistung
PPPr● E● M
14
Standardzubehör
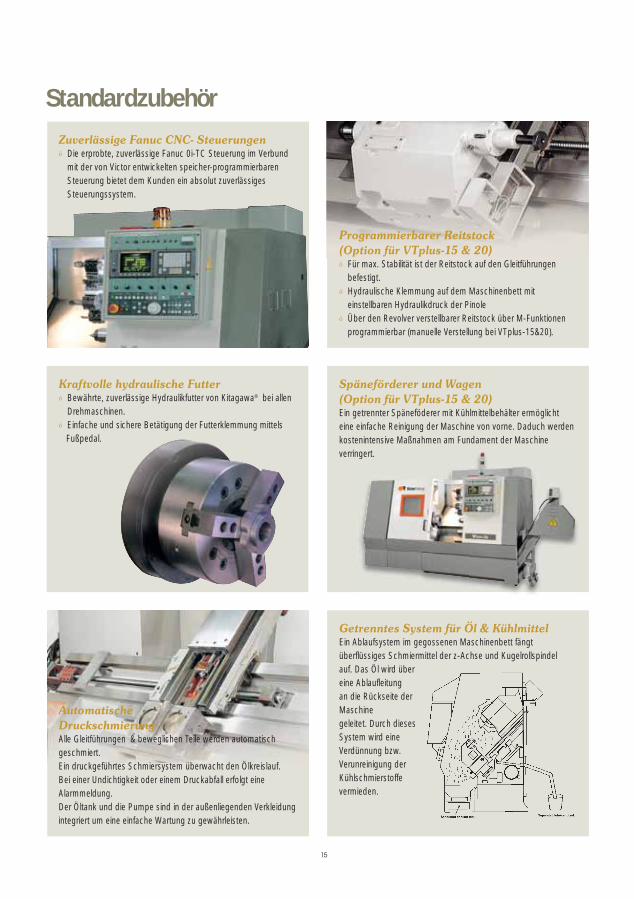
Automatische
DruckschmierungAlle Gleitführungen & beweglichen Teile werden automatisch geschmiert.Ein druckgeführtes Schmiersystem überwacht den Ölkreislauf.Bei einer Undichtigkeit oder einem Druckabfall erfolgt eine Alarmmeldung. Der Öltank und die Pumpe sind in der außenliegenden Verkleidung integriert um eine einfache Wartung zu gewährleisten.
Getrenntes System für Öl & Kühlmittel Ein Ablaufsystem im gegossenen Maschinenbett fängt überflüssiges Schmiermittel der z-Achse und Kugelrollspindel auf. Das Öl wird über eine Ablaufleitung an die Rückseite der Maschine geleitet. Durch dieses System wird eine Verdünnung bzw. Verunreinigung der Kühlschmierstoffe vermieden.
Programmierbarer Reitstock
(Option für VTplus-15 & 20)● Für max. Stabilität ist der Reitstock auf den Gleitführungen
befestigt.● Hydraulische Klemmung auf dem Maschinenbett mit
einstellbaren Hydraulikdruck der Pinole● Über den Revolver verstellbarer Reitstock über M-Funktionen
programmierbar (manuelle Verstellung bei VTplus-15&20).
Zuverlässige Fanuc CNC- Steuerungen● Die erprobte, zuverlässige Fanuc 0i-TC Steuerung im Verbund
mit der von Victor entwickelten speicher-programmierbaren Steuerung bietet dem Kunden ein absolut zuverlässiges Steuerungssystem.
Kraftvolle hydraulische Futter● Bewährte, zuverlässige Hydraulikfutter von Kitagawa® bei allen
Drehmaschinen. ● Einfache und sichere Betätigung der Futterklemmung mittels Fußpedal.
Späneförderer und Wagen
(Option für VTplus-15 & 20)Ein getrennter Späneföderer mit Kühlmittelbehälter ermöglicht eine einfache Reinigung der Maschine von vorne. Daduch werden kostenintensive Maßnahmen am Fundament der Maschine verringert.ngert.
15
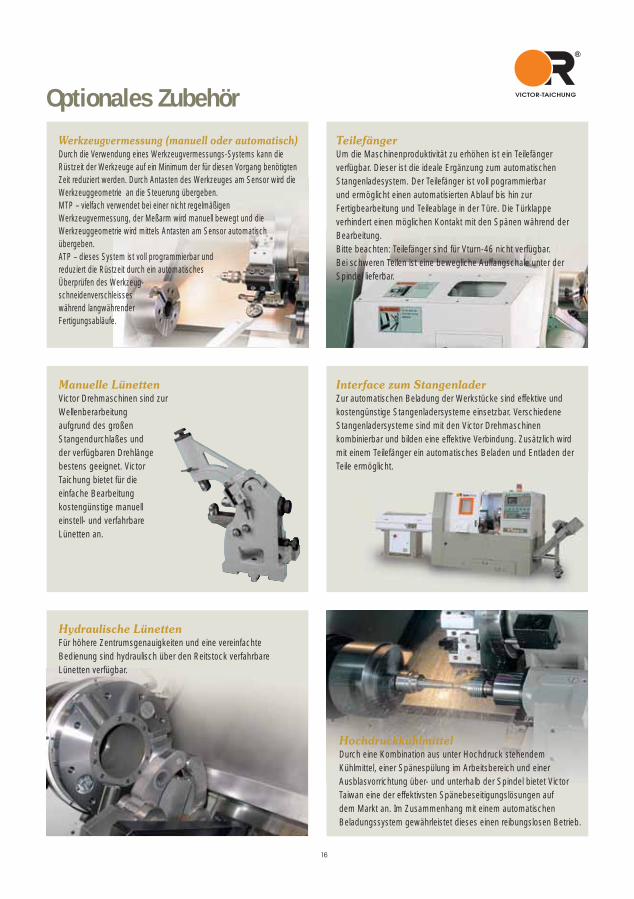
Optionales Zubehör
HochdruckkühlmittelDurch eine Kombination aus unter Hochdruck stehendem Kühlmittel, einer Spänespülung im Arbeitsbereich und einer Ausblasvorrichtung über- und unterhalb der Spindel bietet Victor Taiwan eine der effektivsten Spänebeseitigungslösungen auf dem Markt an. Im Zusammenhang mit einem automatischen Beladungssystem gewährleistet dieses einen reibungslosen Betrieb.
Werkzeugvermessung (manuell oder automatisch)Durch die Verwendung eines Werkzeugvermessungs-Systems kann die Rüstzeit der Werkzeuge auf ein Minimum der für diesen Vorgang benötigten Zeit reduziert werden. Durch Antasten des Werkzeuges am Sensor wird die Werkzeuggeometrie an die Steuerung übergeben.MTP – vielfach verwendet bei einer nicht regelmäßigen Werkzeugvermessung, der Meßarm wird manuell bewegt und die Werkzeuggeometrie wird mittels Antasten am Sensor automatisch übergeben.ATP – dieses System ist voll programmierbar und reduziert die Rüstzeit durch ein automatisches Überprüfen des Werkzeug-schneidenverschleisses während langwährender Fertigungsabläufe.
Teilefänger Um die Maschinenproduktivität zu erhöhen ist ein Teilefänger verfügbar. Dieser ist die ideale Ergänzung zum automatischen Stangenladesystem. Der Teilefänger ist voll pogrammierbar und ermöglicht einen automatisierten Ablauf bis hin zur Fertigbearbeitung und Teileablage in der Türe. Die Türklappe verhindert einen möglichen Kontakt mit den Spänen während der Bearbeitung. Bitte beachten: Teilefänger sind für Vturn-46 nicht verfügbar. Bei schweren Teilen ist eine bewegliche Auffangschale unter der Spindel lieferbar.
Hydraulische LünettenFür höhere Zentrumsgenauigkeiten und eine vereinfachte Bedienung sind hydraulisch über den Reitstock verfahrbare Lünetten verfügbar.
Manuelle LünettenVictor Drehmaschinen sind zur Wellenberarbeitung aufgrund des großen Stangendurchlaßes und der verfügbaren Drehlänge bestens geeignet. Victor Taichung bietet für die einfache Bearbeitung kostengünstige manuell einstell- und verfahrbare Lünetten an.
Interface zum StangenladerZur automatischen Beladung der Werkstücke sind effektive und kostengünstige Stangenladersysteme einsetzbar. Verschiedene Stangenladersysteme sind mit den Victor Drehmaschinen kombinierbar und bilden eine effektive Verbindung. Zusätzlich wird mit einem Teilefänger ein automatisches Beladen und Entladen der Teile ermöglicht.
16
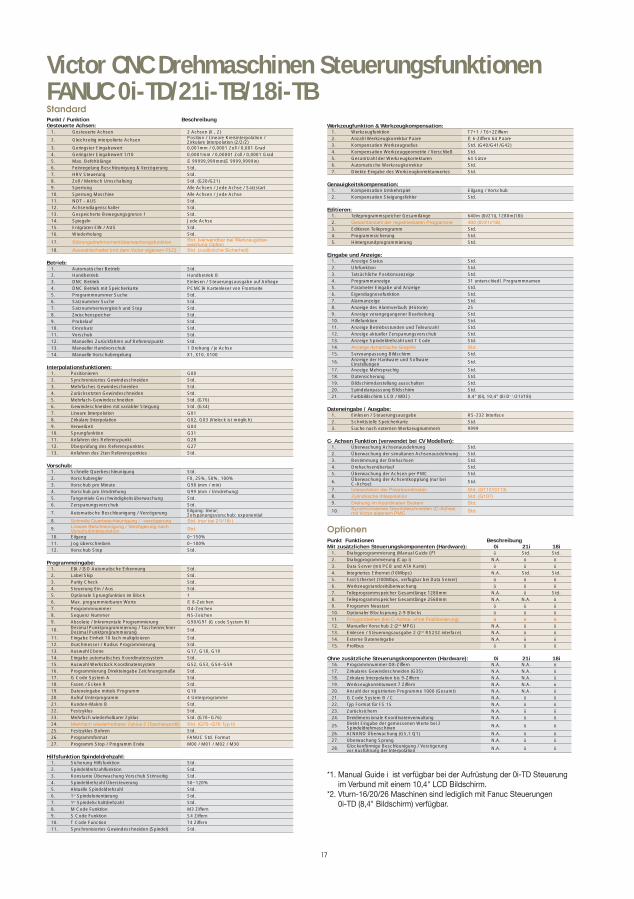
Werkzeugfunktion & Werkzeugkompensation:1. Werkzeugfunktion T7+1 / T6+2Ziffern2. Anzahl Werkzeugkorrektur Paare ±6-Ziffern 64 Paare3. Kompensation Werkzeugradius Std. (G40/G41/G42)4. Kompensation Werkzeuggeometrie / Verschließ Std.5. Gesamtzahl der Werkzeugkorrekturen 64 Sätze6. Automatische Werkzeugkorrektur Std.7. Direkte Eingabe des Werkzeugkorrekturwertes Std.
Genauigkeitskompensation:1. Kompensation Umkehrspiel Eilgang / Vorschub2. Kompensation Steigungsfehler Std.
Editieren:1. Teileprogrammspeicher Gesamtlänge 640m (0i/21i), 1280m(18i)2. Gesamtanzahl der registrierbaren Programme 400 (0i/21i/18i)
3. Editieren Teileprogramm Std.4. Programmsicherung Std.5. Hintergrundprogrammierung Std.
Eingabe und Anzeige:1. Anzeige Status Std.2. Uhrfunktion Std.3. Tatsächliche Positionsanzeige Std.4. Programmanzeige 31 unterschiedl. Programmnamen5. Parameter Eingabe und Anzeige Std.6. Eigendiagnosefunktion Std.7. Alarmanzeige Std.8. Anzeige des Alarmverlaufs (Historie) 259. Anzeige vorangegangener Bearbeitung Std.10. Hilfefunktion Std.11. Anzeige Betriebsstunden und Teileanzahl Std.12. Anzeige aktueller Zerspanungsvorschub Std.13. Anzeige Spindeldrehzahl und T Code Std.14. Anzeige dynamische Graphik Std.
15. Servoanpassung Bildschirm Std.
16. Anzeige der Hardware und Software Einstellungen Std.
17. Anzeige Mehrsprachig Std.18. Datensicherung Std.19. Bildschirmdarstellung ausschalten Std.20. Spindelanpassung Bildschirm Std.21. Farbbildschirm LCD / MDI ) 8,4" (0i), 10,4" (0i-D*1/21i/18i)
Dateneingabe / Ausgabe:1. Einlesen / Steuerungsausgabe RS-232 Interface2. Schnittstelle Speicherkarte Std.3. Suche nach externen Werkzeugnummern 9999
C- Achsen Funktion (verwendet bei CV Modellen):1. Überwachung Achsenausdehnung Std.2. Überwachung der simultanen Achsenausdehnung Std.3. Bestimmung der Drehachsen Std.4. Drehachsenüberlauf Std.5. Überwachung der Achsen per PMC Std.
6. Überwachung der Achsentkopplung (nur bei C-Achse) Std.
7. Interpolation der Polarkoordinaten Std. (G112/G113)
8. Zylindrische Interpolation Std. (G107)
9. Drehung im Koordinaten System Std.
10. Synchronisiertes Gewindeschneiden (C-Achse) mit Victor eigenem PMC Std.
OptionenPunkt Funktionen BeschreibungMit zusätzlichen Steuerungskomponenten (Hardware): 0i 21i 18i
1. Dialogprogrammierung (Manual Guide i)*1 □ Std. Std.2. Dialogprogrammierung (Cap i) N.A. □ □
3. Data Server (mit PCB und ATA Karte) □ □ □
4. Integriertes Ethernet (10Mbps) N.A. Std. Std.5. Fast Ethernet (100Mbps, verfügbar bei Data Server) □ □ □
6. Werkzeugstandzeitüberwachung □ □ □
7. Teileprogrammspeicher Gesamtlänge 1280mm N.A. □ Std.8. Teileprogrammspeicher Gesamtlänge 2560mm N.A. N.A. □
9. Programm Neustart □ □ □
10. Optionaler Blocksprung 2-9 Blocks □ □ □
11. Polygondrehen (bei C-Achse, ohne Positionierung) □ □ □
12. Manueller Vorschub 2 (2nd MPG) N.A. □ □
13. Einlesen / Steuerungsausgabe 2 (2nd RS232 interface) N.A. □ □
14. Externe Dateneingabe N.A. □ □
15. Profibus □ □ □
Ohne zusätzliche Steuerungskomponenten (Hardware): 0i 21i 18i16. Programmnummer O8-Ziffern N.A. N.A. □
17. Zirkulares Gewindeschneiden (G35) N.A. N.A. □
18. Zirkulare Interpolation bis 9-Ziffern N.A. N.A. □
19. Werkzeugkorrekturwert 7 Ziffern N.A. N.A. □
20. Anzahl der registrierten Programme 1000 (Gesamt) N.A. N.A. □
21. G Code System B / C N.A. □ □
22. Typ Format für FS 15 N.A. □ □
23. Zurücksichern N.A. □ □
24. Dreidimensionale Koordinatenverwaltung N.A. □ □
25. Direkt Eingabe der gemessenen Werte bei 2 Spindeldrehmaschinen N.A. □ □
26. AI NANO Überwachung (G5,1 Q1) N.A. □ □
27. Überwachung Sprung N.A. □ □
28. Glockenförmige Beschleunigung / Verzögerung vor Ausführung der Interpolation N.A. □ □
Victor CNC Drehmaschinen Steuerungsfunktionen FANUC 0i-TD/21i-TB/18i-TB StandardPunkt / Funktion BeschreibungGesteuerte Achsen:
1. Gesteuerte Achsen 2 Achsen (X , Z)
2. Gleichzeitig interpolierte Achsen Position / Lineare Kreisinterpolation / Zirkulare Interpolation (2/2/2)
3. Geringster Eingabewert 0,001mm / 0,0001 Zoll / 0,001 Grad4. Geringster Eingabewert 1/10 0,0001mm / 0,00001 Zoll / 0,0001 Grad5. Max. Befehlslänge ±99999,999mm(±9999,9999in)6. Feinregelung Beschleunigung & Verzögerung Std.7. HRV Steuerung Std.8. Zoll / Metrisch Umschaltung Std. (G20/G21)9. Sperrung Alle Achsen / Jede Achse / Satzstart10. Sperrung Maschine Alle Achsen / Jede Achse11. NOT - AUS Std.12. Achsendlagenschalter Std.13. Gespeicherte Bewegungsgrenze 1 Std.14. Spiegeln Jede Achse15. Entgraten EIN / AUS Std.16. Wiederholung Std.
17. Störungsdrehmomentüberwachungsfunktion Std. (verwendbar bei Werkzeugüber- wachung Option
18. Auswahlschalter (mit dem Victor eigenem PLC) Std. (zusätzliche Sicherheit)
Betrieb:1. Automatischer Betrieb Std.2. Handbetrieb Handbetrieb B3. DNC Betrieb Einlesen / Steuerungsausgabe auf Anfrage4. DNC Betrieb mit Speicherkarte PCMCIA Kartenleser von Frontseite5. Programmnummer Suche Std.6. Satznummer Suche Std.7. Satznummernvergleich und Stop Std.8. Zwischenspeicher Std.9. Probelauf Std.10. Einzelsatz Std.11. Vorschub Std.12. Manuelles Zurückfahren auf Referenzpunkt Std.13. Manueller Handvorschub 1 Drehung / je Achse14. Manuelle Vorschubregelung X1, X10, X100
Interpolationsfunktionen:1. Positionieren G002. Synchronisiertes Gewindeschneiden Std.3. Mehrfaches Gewindeschneiden Std.4. Zurücksetzten Gewindeschneiden Std.5. Mehrfach-Gewindeschneiden Std. (G76)6. Gewindeschneiden mit variabler Steigung Std. (G34)7. Lineare Interpolation G018. Zirkulare Interpolation G02, G03 (Vieleck ist möglich)9. Verweilzeit G0410. Sprungfunktion G3111. Anfahren des Referenzpunkt G2812. Überprüfung des Referenzpunktes G2713. Anfahren des 2ten Referenzpunktes Std.
Vorschub:1. Schnelle Querbeschleunigung Std.2. Vorschubregler F0, 25%, 50%, 100%3. Vorschub pro Minute G98 (mm / min)4. Vorschub pro Umdrehung G99 (mm / Umdrehung)5. Tangentiale Geschwindigkeitsüberwachung Std.6. Zerspanungsvorschub Std.
7. Automatische Beschleunigung / Verzögerung Eilgang: linear; Zerspanungsvorschub: exponential
8. Schnelle Querbeschleunigung / -verzögerung Std. (nur bei 21i/18i )
9. Lineare Beschleunigung / Verzögerung nach Vorschubinterpolation Std.
10. Eilgang 0~150%11. Jog überschreiben 0~100%12. Vorschub Stop Std.
Programmeingabe:1. EIA / ISO Automatische Erkennung Std.2. Label Skip Std.3. Parity Check Std.4. Steuerung Ein / Aus Std.5. Optionale Sprungfunktion im Block 16. Max. programmierbaren Werte ±8-Zeichen7. Programmnummer O4-Zeichen8. Sequenz Nummer N5-Zeichen9. Absolute / Inkrementale Programmierung G90/G91 (G code System B)
10. Dezimal Punktprogrammierung / TaschenrechnerDezimal Punktprogrammierung Std.
11. Eingabe Einheit 10 fach multiplizieren Std.12. Durchmesser / Radius Programmierung Std.13. Auswahl Ebene G17, G18, G1914. Eingabe automatisches Koordinatensystem Std.15. Auswahl Werkstück Koordinatensystem G52, G53, G54~G5916. Programmierung Direkteingabe Zeichnungsmaße Std.17. G Code System A Std.18. Fasen / Ecken R Std.19. Dateneingabe mittels Programm G1020. Aufruf Unterprogramm 4 Unterprogramme21. Kunden-Makro B Std.22. Festzyklus Std.23. Mehrfach wiederholbarer Zyklus Std. (G70~G76)24. Mehrfach wiederholbarer Zyklus 2 (Taschenprofil) Std. (G70~G76 Typ II)
25. Festzyklus Bohren Std.26. Programmformat FANUC Std. Format27. Programm Stop / Programm Ende M00 / M01 / M02 / M30
Hilfsfunktion Spindeldrehzahl:1. Sicherung Hilfsfunktion Std.2. Spindeldrehzahlfunktion Std.3. Konstante Überwachung Vorschub Stirnseitig Std.4. Spindeldrehzahl Übersteuerung 50~120%5. Aktuelle Spindeldrehzahl Std.6. 1st Spindelorientierung Std.7. 1te Spindelschaltdrehzahl Std.8. M Code Funktion M3 Ziffern9. S Code Funktion S4 Ziffern10. T Code Function T4 Ziffern11. Synchronisiertes Gewindeschneiden (Spindel) Std.
*1. Manual Guide i ist verfügbar bei der Aufrüstung der 0i-TD Steuerung im Verbund mit einem 10,4" LCD Bildschirm.
*2. Vturn-16/20/26 Maschinen sind lediglich mit Fanuc Steuerungen 0i-TD (8,4" Bildschirm) verfügbar.
17
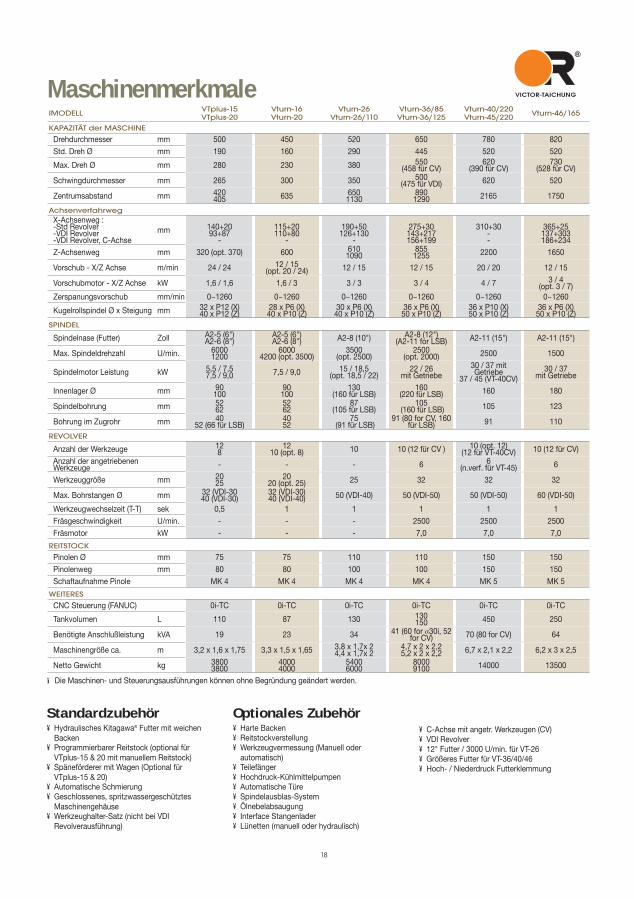
Standardzubehör. Hydraulisches Kitagawa® Futter mit weichen
Backen. Programmierbarer Reitstock (optional für
VTplus-15 & 20 mit manuellem Reitstock). Späneförderer mit Wagen (Optional für
VTplus-15 & 20).Automatische Schmierung. Geschlossenes, spritzwassergeschütztes
Maschinengehäuse. Werkzeughalter-Satz (nicht bei VDI
Revolverausführung)
Optionales Zubehör.Harte Backen.Reitstockverstellung. Werkzeugvermessung (Manuell oder
automatisch).Teilefänger.Hochdruck-Kühlmittelpumpen.Automatische Türe.Spindelausblas-System.Ölnebelabsaugung.Interface Stangenlader.Lünetten (manuell oder hydraulisch)
.C-Achse mit angetr. Werkzeugen (CV).VDI Revolver.12" Futter / 3000 U/min. für VT-26.Größeres Futter für VT-36/40/46.Hoch- / Niederdruck Futterklemmung
MaschinenmerkmaleIMODELL VTplus-15
VTplus-20Vturn-16Vturn-20
Vturn-26Vturn-26/110
Vturn-36/85Vturn-36/125
Vturn-40/220Vturn-45/220 Vturn-46/165
KAPAZITÄT der MASCHINE
Drehdurchmesser mm 500 450 520 650 780 820Std. Dreh Ø mm 190 160 290 445 520 520
Max. Dreh Ø mm 280 230 380 550(458 für CV)
620(390 für CV)
730(528 für CV)
Schwingdurchmesser mm 265 300 350 500 (475 für VDI) 620 520
Zentrumsabstand mm 420405 635 650
11308901290 2165 1750
AchsenverfahrwegX-Achsenweg :-Std Revolver-VDI Revolver-VDI Revolver, C-Achse
mm 140+2093+87
-
115+20110+80
-
190+50126+130
-
275+30143+217156+199
310+30--
365+25137+303186+234
Z-Achsenweg mm 320 (opt. 370) 600 6101090
8551255 2200 1650
Vorschub - X/Z Achse m/min 24 / 24 12 / 15(opt. 20 / 24) 12 / 15 12 / 15 20 / 20 12 / 15
Vorschubmotor - X/Z Achse kW 1,6 / 1,6 1,6 / 3 3 / 3 3 / 4 4 / 7 3 / 4(opt. 3 / 7)
Zerspanungsvorschub mm/min 0~1260 0~1260 0~1260 0~1260 0~1260 0~1260
Kugelrollspindel Ø x Steigung mm 32 x P12 (X)40 x P12 (Z)
28 x P6 (X)40 x P10 (Z)
30 x P6 (X)40 x P10 (Z)
36 x P6 (X)50 x P10 (Z)
36 x P10 (X)50 x P10 (Z)
36 x P6 (X)50 x P10 (Z)
SPINDEL
Spindelnase (Futter) Zoll A2-5 (6")A2-6 (8")
A2-5 (6")A2-6 (8") A2-8 (10") A2-8 (12")
(A2-11 for LSB) A2-11 (15") A2-11 (15")
Max. Spindeldrehzahl U/min. 60001200
60004200 (opt. 3500)
3500(opt. 2500)
2500(opt. 2000) 2500 1500
Spindelmotor Leistung kW 5,5 / 7,57,5 / 9,0 7,5 / 9,0 15 / 18,5
(opt. 18,5 / 22)22 / 26
mit Getriebe30 / 37 mit Getriebe
37 / 45 (VT-40CV)30 / 37
mit Getriebe
Innenlager Ø mm 90100
90100
130 (160 für LSB)
160 (220 für LSB) 160 180
Spindelbohrung mm 5262
5262
87 (105 für LSB)
105 (160 für LSB) 105 123
Bohrung im Zugrohr mm 4052 (66 für LSB)
4052
75 (91 für LSB)
91 (80 for CV, 160 für LSB) 91 110
REVOLVER
Anzahl der Werkzeuge 128
1210 (opt. 8) 10 10 (12 für CV ) 10 (opt. 12)
(12 für VT-40CV) 10 (12 für CV)Anzahl der angetriebenen Werkzeuge - - - 6 6
(n.verf. für VT-45) 6
Werkzeuggröße mm 2025
2020 (opt. 25) 25 32 32 32
Max. Bohrstangen Ø mm 32 (VDI-3040 (VDI-30)
32 (VDI-30)40 (VDI-40) 50 (VDI-40) 50 (VDI-50) 50 (VDI-50) 60 (VDI-50)
Werkzeugwechselzeit (T-T) sek 0,5 1 1 1 1 1Fräsgeschwindigkeit U/min. - - - 2500 2500 2500Fräsmotor kW - - - 7,0 7,0 7,0
REITSTOCK
Pinolen Ø mm 75 75 110 110 150 150Pinolenweg mm 80 80 100 100 150 150Schaftaufnahme Pinole MK 4 MK 4 MK 4 MK 4 MK 5 MK 5
WEITERES
CNC Steuerung (FANUC) 0i-TC 0i-TC 0i-TC 0i-TC 0i-TC 0i-TC
Tankvolumen L 110 87 130 130150 450 250
Benötigte Anschlußleistung kVA 19 23 34 41 (60 for α30i, 52 for CV) 70 (80 for CV) 64
Maschinengröße ca. m 3,2 x 1,6 x 1,75 3,3 x 1,5 x 1,65 3,8 x 1,7x 24,4 x 1,7x 2
4,7 x 2 x 2,25,2 x 2 x 2,2 6,7 x 2,1 x 2,2 6,2 x 3 x 2,5
Netto Gewicht kg 38003800
40004000
54006000
80009100 14000 13500
※Die Maschinen- und Steuerungsausführungen können ohne Begründung geändert werden.
18
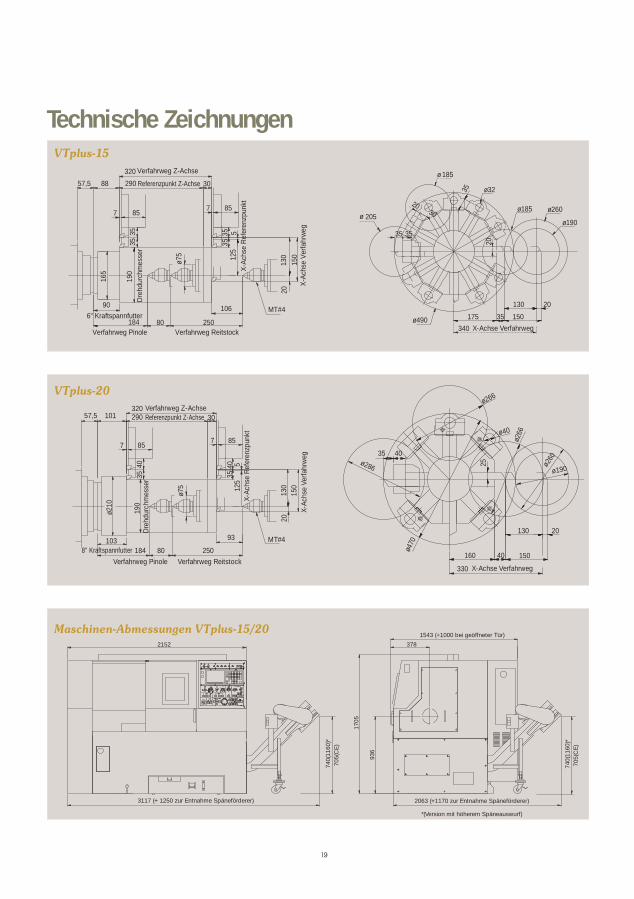
Technische Zeichnungen VTplus-15
VTplus-20
Maschinen-Abmessungen VTplus-15/20
250
7 85
35
80
30290320
3519
0
125
5
ø75
857
35 35
90
165
8857,5
184
106
X-Ac
hse
Refe
renz
punk
t
6" Kraftspannfutter
Dreh
durc
hmes
ser
Verfahrweg Z-AchseReferenzpunkt Z-Achse
Verfahrweg Pinole Verfahrweg Reitstock
2015
013
0
X-Ac
hse
Verfa
hrwe
gMT#4
2030
20
35
20
35
175
130
150
35
X-Achse Verfahrweg340
ø185 ø260
ø32
35
185
ø190205
ø490
ø
ø
Verfahrweg Z-Achse
2013
0
250103
80184
290320
10157,5
3540
ø210
190
125
ø75
150
857
93
X-A
chse
Ref
eren
zpun
kt
X-A
chse
Ver
fahr
weg
8" Kraftspannfutter
Dre
hdur
chm
esse
r
Referenzpunkt Z-Achse
Verfahrweg Pinole Verfahrweg Reitstock
MT#4
7 85
3540 5
30
ø266ø40
ø266
4035
ø470
20130
15040160
ø260
ø190ø286
X-Achse Verfahrweg330
25
3117 (+ 1250 zur Entnahme Späneförderer) 2063 (+1170 zur Entnahme Späneförderer)
*(Version mit höherem Späneauswurf)
2152
1543 (+1000 bei geöffneter Tür)
1705
936
740(
1160
)*70
5(C
E)
740(
1160
)*70
5(C
E)
378
5
19
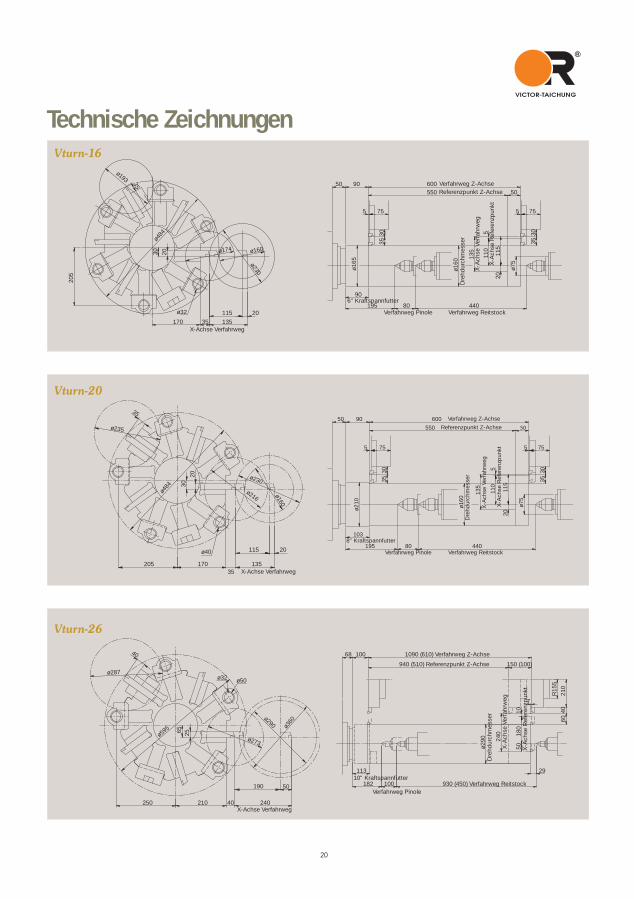
Technische Zeichnungen Vturn-16
Vturn-20
Vturn-26
X-Achse Verfahrweg
2030ø4
84
ø193 35
205
35
20115
135170
ø32
ø174
ø230
ø160
ø165
3530
5 75 5 75
3035
505506009050
90
195 80 440
ø160
135 115
20
ø75
110
5
6" Kraftspannfutter
Verfahrweg Pinole Verfahrweg Reitstock
Dre
hdur
chm
esse
r
X-A
chse
Ver
fahr
weg
X-A
chse
Ref
eren
zpun
kt
Verfahrweg Z-AchseReferenzpunkt Z-Achse
35
ø235
ø484
20
30
ø216
ø160
ø230
20115
135205 17035
ø40
X-Achse Verfahrweg
8" Kraftspannfutter
Verfahrweg Pinole Verfahrweg Reitstock
Dre
hdur
chm
esse
r
X-A
chse
Ver
fahr
weg
X-A
chse
Ref
eren
zpun
kt
Verfahrweg Z-Achse
Referenzpunkt Z-Achse
ø210
3530
5 75 5 75
3035
550
6009050
103
195 80 440
ø160
135
115
20
ø75
110
5
50
40
ø287ø50ø32
ø595
ø273
ø360
ø290
2565
50
240210 40250
190
X-Achse Verfahrweg
150 (100)940 (510) Referenzpunkt Z-Achse
1090 (610) Verfahrweg Z-Achse10068
R15
521
060
40
7
1018
050
240
ø290
29
930 (450) Verfahrweg Reitstock100Verfahrweg Pinole
X-A
chse
Ref
eren
zpun
kt
X-A
chse
Ver
fahr
weg
Dre
hdur
chm
esse
r
182
11310" Kraftspannfutter
20
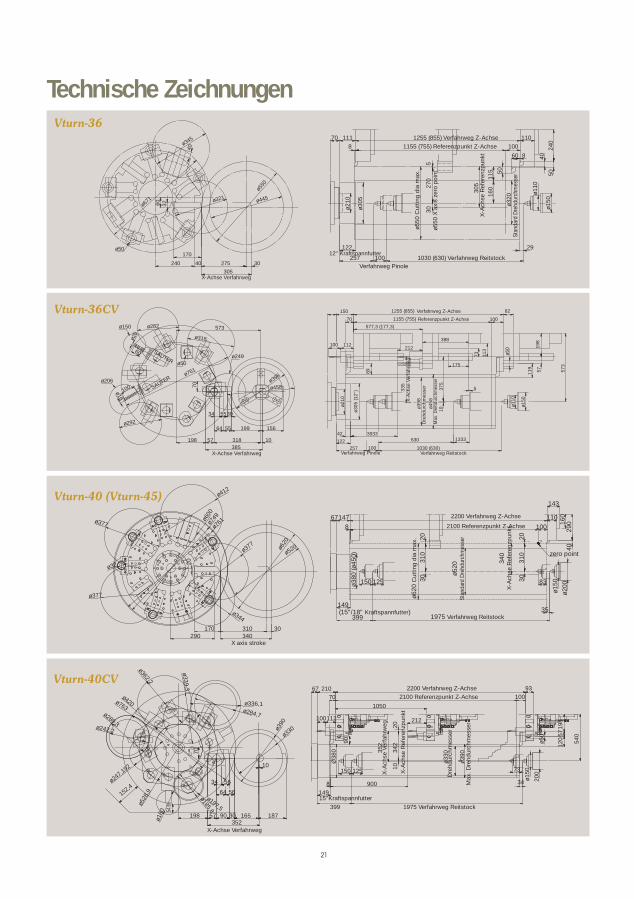
Vturn-40CV
90 30
10
ø284,7
ø336,1
ø339,3
ø362,2
ø763
ø420
ø289,3ø242,2
ø247,192
152,4
ø185,8
ø197,5
34 56
64 56
187165
ø390
ø330
70
198 57352
54,6ø5
28,9
ø160
X-Achse Verfahrweg
X-A
chse
Ref
eren
zpun
kt
15"Kraftspannfutter
1050
2100 Referenzpunkt Z-Achse2200 Verfahrweg Z-Achse
70210
10093
540
198
5712
0ø50
Ø38
0
399 1975 Verfahrweg Reitstock
150
ø150
200
125
67
34
1499008
212
90
112100
ø330
73X-A
chse
Ver
fahr
weg
Max
. Dre
hdur
chm
esse
r
Dre
hdur
chm
esse
r
ø390
342
10
352
20
Vturn-36CV
Vturn-40 (Vturn-45)
5
1333630
100257122
42 3933
1030 (630)
82150
388
212
175
100 112
1255 (855) Verfahrweg Z-Achse
Verfahrweg ReitstockVerfahrweg Pinole
X-A
chse
Ver
fahr
weg
Referenzpunkt Z-Achse
Dre
hdur
chm
esse
r
Max
. Dre
hdur
chm
esse
r
577,3 (177,3)
1155 (755)70
573
198
57119
335
ø398
ø458
375
10
113
ø210
ø305
(12”
)
89
73
ø150
ø110
ø50
100
ø345
ø671
3260
ø321ø445
ø550
170
240 275 30
305
40
X-Achse Verfahrweg
ø50
40
11170 1101255 (855) Verfahrweg Z-Achse8 1155 (755) Referenzpunkt Z-Achse 100
60 8
50
40
240
ø110
ø150
29122
257 100 1030 (630) Verfahrweg Reitstock
Stan
dard
Dre
hdur
chm
esse
r
Verfahrweg Pinole
ø210
ø305
3027
05
ø320
50
115
16030
5
ø550
Cut
ting
dia
max
.
ø550
X a
xis
zero
poi
nt
X-A
chse
Ref
eren
zpun
kt
12" Kraftspannfutter
SAUTER
SAUTER
ø398
ø458
ø249
ø318
573ø282ø150
ø20
60
ø16
100ø206
ø761
70
ø50
305534
5564 199 156
1031857198385
X-Achse Verfahrweg
ø292
Technische Zeichnungen Vturn-36
ø520ø620
ø377
ø412
ø377
ø377
ø344
ø749
ø761
290170 30310
340
ø600
ø32 20
X axis stroke
ø380
(ø45
0)
149
67 110100
30
zero point
30
(15"/18" Kraftspannfutter)
1478
160
290
40
143
399 1975 Verfahrweg Reitstock
150
ø150
ø200
125 83
35
310
20
340
X-A
chse
Ref
eren
zpun
kt
310
20ø6
20 C
uttin
g d
ia m
ax.
ø520
Stan
dard
Dre
hdur
chm
esse
r
2100 Referenzpunkt Z-Achse
2200 Verfahrweg Z-Achse
21
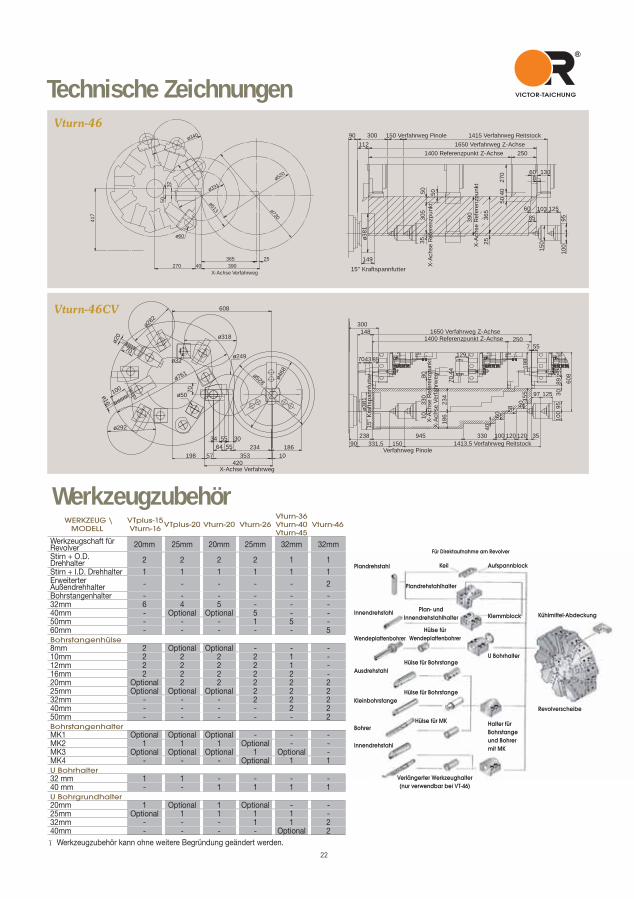
Technische Zeichnungen Vturn-46
Kühlmittel-Abdeckung
Revolverscheibe
Halter für Bohrstangeund Bohrer mit MK
Klemmblock
AufspannblockKeil
Für Direktaufnahme am Revolver
Plandrehstahlhalter
Plan- undInnendrehstahlhalter
Hülse fürWendeplattenbohrer
Hülse für Bohrstange
Hülse für Bohrstange
Hülse für MK
Verlängerter Werkzeughalter(nur verwendbar bei VT-46)
Plandrehstahl
Innendrehstahl
Wendeplattenbohrer
Ausdrehstahl
Bohrer
Kleinbohrstange
Innendrehstahl
U Bohrhalter
ø520
ø730
ø331
ø513
3250
ø340
417
ø60
25365390
X-Achse Verfahrweg270 40
9510
0
150
12510360
85
90 300 150 Verfahrweg Pinole 1415 Verfahrweg Reitstock
112 1650 Verfahrweg Z-Achse
1400 Referenzpunkt Z-Achse 250
13060827
040
50
390
365
253530
550 50
ø381
149
15" Kraftspannfutter
X-A
chse
Ref
eren
zpun
kt
X-A
chse
Ref
eren
zpun
kt
Vturn-46CV
ø20
70
ø16
100
ø32
ø50
ø761
ø292
70
608
ø468
ø282
ø528
198 57 353
X-Achse Verfahrweg
23464 5555 3034
10420
186
ø318
ø249
Verfahrweg Pinole
15"
Kra
ftsp
annf
utte
r
148300
70ø3
81
9510
0
12597
35120120100330945238
60825
5
155
60
40
58
50234
186
X-A
chse
Ver
fahr
weg
1413,5 Verfahrweg Reitstock150331,590
198
8930
8543129
X-A
chse
Ref
eren
zpun
kt33
080
7044
10
552501400 Referenzpunkt Z-Achse
1650 Verfahrweg Z-Achse
7
WERKZEUG \ MODELL
VTplus-15Vturn-16 VTplus-20 Vturn-20 Vturn-26
Vturn-36Vturn-40Vturn-45
Vturn-46
Werkzeugschaft für Revolver 20mm 25mm 20mm 25mm 32mm 32mmStirn + O.D. Drehhalter 2 2 2 2 1 1Stirn + I.D. Drehhalter 1 1 1 1 1 1Erweiterter Außendrehhalter - - - - - 2Bohrstangenhalter - - - - - -32mm 6 4 5 - - -40mm - Optional Optional 5 - -50mm - - - 1 5 -60mm - - - - - 5Bohrstangenhülse8mm 2 Optional Optional - - -10mm 2 2 2 2 1 -12mm 2 2 2 2 1 -16mm 2 2 2 2 2 -20mm Optional 2 2 2 2 225mm Optional Optional Optional 2 2 232mm - - - 2 2 240mm - - - - 2 250mm - - - - - 2BohrstangenhalterMK1 Optional Optional Optional - - -MK2 1 1 1 Optional - -MK3 Optional Optional Optional 1 Optional -MK4 - - - Optional 1 1U Bohrhalter32 mm 1 1 - - - -40 mm - - 1 1 1 1U Bohrgrundhalter20mm 1 Optional 1 Optional - -25mm Optional 1 1 1 1 -32mm - - - 1 1 240mm - - - - Optional 2
※Werkzeugzubehör kann ohne weitere Begründung geändert werden.
Werkzeugzubehör
22
11
07
01
02
TE
L: 0
4-2
47
33
32
6R
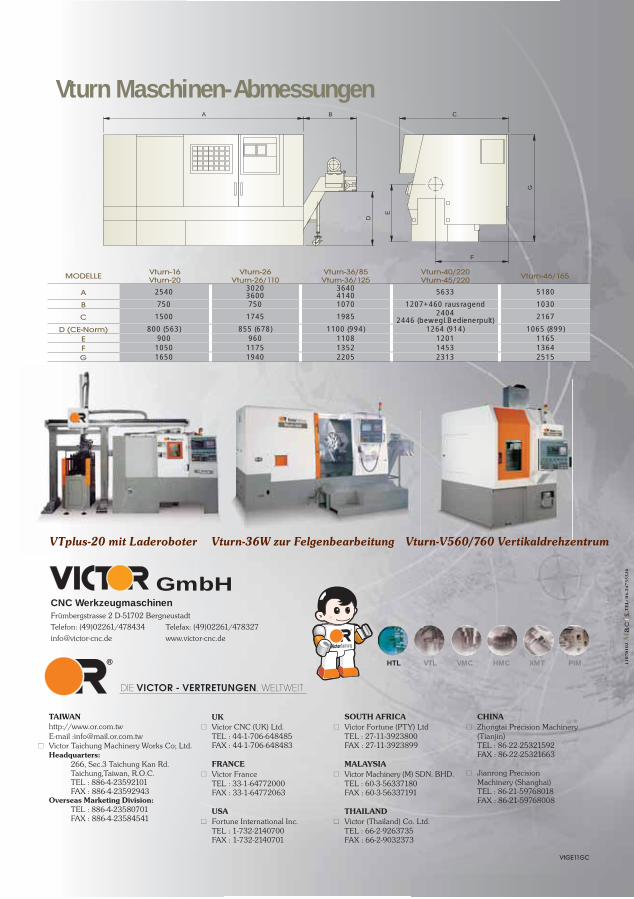
Vturn Maschinen-Abmessungen
D
E
C
G
F
BA
VTplus-20 mit Laderoboter
VtGE11GC
GmbHCNC WerkzeugmaschinenFrümbergstrasse 2 D-51702 Bergneustadt
Telefon: (49)02261/478434 Telefax: (49)02261/478327
[email protected] www.victor-cnc.de
DIE VICTOR - VERTRETUNGEN, WELTWEIT
UK
☐ Victor CNC (UK) Ltd. TEL : 44-1-706-648485 FAX : 44-1-706-648483
FRANCE
☐ Victor France TEL : 33-1-64772000 FAX : 33-1-64772063
USA
☐ Fortune International Inc. TEL : 1-732-2140700 FAX : 1-732-2140701
SOUTH AFRICA
☐ Victor Fortune (PTY) Ltd TEL : 27-11-3923800 FAX : 27-11-3923899
MALAYSIA
☐ Victor Machinery (M) SDN. BHD. TEL : 60-3-56337180 FAX : 60-3-56337191
THAILAND
☐ Victor (Thailand) Co. Ltd. TEL : 66-2-9263735 FAX : 66-2-9032373
CHINA
☐ Zhongtai Precision Machinery (Tianjin) TEL : 86-22-25321592 FAX : 86-22-25321663
☐ Jianrong Precision Machinery (Shanghai) TEL : 86-21-59768018 FAX : 86-21-59768008
TAIWAN
http://www.or.com.tw E-mail :[email protected]☐ Victor Taichung Machinery Works Co; Ltd. Headquarters:
266, Sec.3 Taichung Kan Rd. Taichung,Taiwan, R.O.C. TEL : 886-4-23592101 FAX : 886-4-23592943 Overseas Marketing Division:
TEL : 886-4-23580701 FAX : 886-4-23584541
MODELLE Vturn-16Vturn-20
Vturn-26Vturn-26/110
Vturn-36/85Vturn-36/125
Vturn-40/220Vturn-45/220 Vturn-46/165
A 2540 30203600
36404140 5633 5180
B 750 750 1070 1207+460 rausragend 1030
C 1500 1745 1985 24042446 (bewegl.Bedienerpult) 2167
D (CE-Norm) 800 (563) 855 (678) 1100 (994) 1264 (914) 1065 (899)E 900 960 1108 1201 1165F 1050 1175 1352 1453 1364G 1650 1940 2205 2313 2515
Vturn-36W zur Felgenbearbeitung Vturn-V560/760 Vertikaldrehzentrum
HTL VTL VMC HMC PIMXMT





























