Embed Size (px)
Citation preview

Juli 2007DEUTSCHE NORM
Normenausschuss Eisen und Stahl (FES) im DIN
Preisgruppe 13DIN Deutsches Institut für Normung e.V. · Jede Art der Vervielfältigung, auch auszugsweise, nur mit Genehmigung des DIN Deutsches Institut für Normung e.V., Berlin, gestattet.
ICS 23.040.10
!,x49"9851722
www.din.de
DDIN EN 10255
Rohre aus unlegiertem Stahl mit Eignung zum Schweißen undGewindeschneiden –
Technische Lieferbedingungen;
Deutsche Fassung EN 10255:2004 + A1:2007
Non-Alloy steel tubes suitable for welding and threading –Technical delivery conditions;German version EN 10255:2004 + A1:2007
Tubes en acier non-allié filetables et soudables –Conditions techniques de livraison;Version allemande EN 10255:2004 + A1:2007
©
Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 Berlin
Ersatz fürDIN EN 10255:2004-11
www.beuth.de
Gesamtumfang 26 Seiten
DIN EN 10255:2007-07
2
Nationales Vorwort
Diese Norm beinhaltet die Deutsche Fassung der vom Technischen Komitee (TC) 29 �Stahlrohre und Fittings für Stahlrohre� (Sekretariat: Italien) des Europäischen Komitees für die Eisen- und Stahlnormung (ECISS) ausgearbeitete EN 10255:2004, die durch die Änderung A1:2007 modifiziert wurde.
Das zuständige deutsche Normungsgremium ist der Unterausschuss 09/1 �Rohre aus allgemeinen Baustählen oder Feinkornbaustählen� des Normenausschusses Eisen und Stahl (FES).
Die Änderung betrifft im Wesentlichen Ergänzungen, die sich als notwendig erwiesen, damit die Norm den Anforderungen des Mandats M/131 der Europäischen Kommission unter der Bauproduktenrichtlinie 89/106/EWG entspricht.
Änderungen
Gegenüber DIN EN 10255:2004-11 wurden folgende Änderungen vorgenommen:
a) Hinweis auf die Richtlinie für Bauprodukte 89/106/EWG in das Vorwort aufgenommen.
b) Festlegungen zum Innendruckversuch mit Wasser überarbeitet (siehe 8.5 und 9.6).
c) Abschnitt zu gefährlichen Substanzen und zum Brandverhalten neu aufgenommen (siehe Abschnitt 8.6 und 8.7).
d) Festlegungen zur Maßkontrolle präzisiert (siehe 9.7).
e) Neuer Abschnitt 12 anstelle des bisherigen Anhangs C zur Konformitätsbewertung aufgenommen.
f) Anhang ZA überarbeitet.
g) Redaktionelle Überarbeitung.
Frühere Ausgaben
DIN 2440: 1927-07, 1928-10, 1934-10, 1953-01, 1955-06, 1958-01, 1961x-05, 1972-07, 1978-06 DIN 2441: 1937-11, 1953-01, 1955-06, 1958-01, 1961x-05, 1972-07, 1978-06 DIN EN 10255: 2004-11
EUROPÄISCHE NORM
EUROPEAN STANDARD
NORME EUROPÉENNE
EN 10255:2004+A1
April 2007
ICS 23.040.10 Ersatz für EN 10255:2004
Deutsche Fassung
Rohre aus unlegiertem Stahl mit Eignung zum Schweißen und Gewindeschneiden —
Technische Lieferbedingungen
Non-Alloy steel tubes suitable for welding and threading — Technical delivery conditions
Tubes en acier non-allié filetables et soudables — Conditions techniques de livraison
Diese Europäische Norm wurde vom CEN am 27. Mai 2004 angenommen und schließt Änderung 1 ein, die am 5. März 2007 vom CEN angenommen wurde. Die CEN-Mitglieder sind gehalten, die CEN/CENELEC-Geschäftsordnung zu erfüllen, in der die Bedingungen festgelegt sind, unter denendieser Europäischen Norm ohne jede Änderung der Status einer nationalen Norm zu geben ist. Auf dem letzten Stand befindliche Listen dieser nationalen Normen mit ihren bibliographischen Angaben sind beim Management-Zentrum des CEN oder bei jedem CEN-Mitglied auf Anfrage erhältlich. Diese Europäische Norm besteht in drei offiziellen Fassungen (Deutsch, Englisch, Französisch). Eine Fassung in einer anderen Sprache,die von einem CEN-Mitglied in eigener Verantwortung durch Übersetzung in seine Landessprache gemacht und dem Management-Zentrum mitgeteilt worden ist, hat den gleichen Status wie die offiziellen Fassungen. CEN-Mitglieder sind die nationalen Normungsinstitute von Belgien, Bulgarien, Dänemark, Deutschland, Estland, Finnland, Frankreich,Griechenland, Irland, Island, Italien, Lettland, Litauen, Luxemburg, Malta, den Niederlanden, Norwegen, Österreich, Polen, Portugal,Rumänien, Schweden, der Schweiz, der Slowakei, Slowenien, Spanien, der Tschechischen Republik, Ungarn, dem Vereinigten Königreichund Zypern.
E U R O P Ä I S C H E S K O M I T E E F Ü R N O R M U N G EUROPEAN COMMITTEE FOR STANDARDIZATION C O M I T É E U R O P É E N D E N O R M A L I S A T I O N
Management-Zentrum: rue de Stassart, 36 B-1050 Brüssel
© 2007 CEN Alle Rechte der Verwertung, gleich in welcher Form und in welchem Verfahren, sind weltweit den nationalen Mitgliedern von CEN vorbehalten.
Ref. Nr. EN 10255:2004+A1:2007 D
EN 10255:2004+A1:2007 (D)
2
Inhalt
Seite Vorwort ........................................................................................................................................................................3 1 Anwendungsbereich .....................................................................................................................................4 2 Normative Verweisungen..............................................................................................................................4 3 Begriffe ...........................................................................................................................................................5 4 Einteilung und Bezeichnung ........................................................................................................................5 5 Bestellangaben ..............................................................................................................................................5 5.1 Verbindliche Angaben...................................................................................................................................5 5.2 Optionen .........................................................................................................................................................5 5.3 Bestellbeispiele..............................................................................................................................................6 6 Herstellverfahren ...........................................................................................................................................6 6.1 Stahlherstellung.............................................................................................................................................6 6.2 Rohrherstellung .............................................................................................................................................6 7 Lieferbedingungen.........................................................................................................................................6 7.1 Allgemeines....................................................................................................................................................6 7.2 Alternative Beschaffenheit und Schutz der Rohrenden ............................................................................7 7.3 Eignung zum Schmelztauchverzinken ........................................................................................................7 7.4 Schmelztauchverzinkte Ausführung............................................................................................................7 8 Anforderungen...............................................................................................................................................7 8.1 Allgemeines....................................................................................................................................................7 8.2 Chemische Zusammensetzung und mechanische Eigenschaften...........................................................7 8.3 Oberflächenbeschaffenheit ..........................................................................................................................8 8.4 Maße, Masse und Grenzabmaße ..................................................................................................................8 8.5 !Dichtheit ..................................................................................................................................................10 8.6 Gefährliche Stoffe........................................................................................................................................10 8.7 Brandverhalten.............................................................................................................................................11 9 Prüfung .........................................................................................................................................................11 9.1 Allgemeines..................................................................................................................................................11 9.2 Prüfbescheinigungen ..................................................................................................................................11 9.3 Zugversuch...................................................................................................................................................11 9.4 Biegeversuch ...............................................................................................................................................11 9.5 Ringfaltversuch............................................................................................................................................12 9.6 Dichtheitsprüfung........................................................................................................................................12 9.7 Maßkontrolle.................................................................................................................................................12 9.8 Sichtprüfung.................................................................................................................................................12 10 Kennzeichnung ............................................................................................................................................12 11 Temporärer Oberflächenschutz .................................................................................................................13 12 !Konformitätsbewertung.........................................................................................................................13 12.1 Allgemeines..................................................................................................................................................13 12.2 Erstprüfung (ITT)..........................................................................................................................................13 12.3 Werkseigene Produktionskontrolle (WPK) ...............................................................................................14 Anhang A (informativ) Zusammenhang zwischen Nennaußendurchmesser, Gewindegröße und
Nennweite .....................................................................................................................................................16 Anhang B (normativ) Rohrarten mit Wanddicken, die von den entsprechenden Werten für die mittlere
und schwere Reihe abweichen...................................................................................................................17 Anhang ZA (informativ) !Abschnitte in dieser Europäischen Norm, die Bestimmungen der EG-
Bauproduktenrichtlinie für die Anwendung des Mandats M 131 betreffen ...........................................19
EN 10255:2004+A1:2007 (D)
3
Vorwort
Dieses Dokument (EN 10255:2004+A1:2007) wurde vom Technischen Komitee ECISS/TC 29 „Stahlrohre und Fittings für Stahlrohre“ erarbeitet, dessen Sekretariat vom UNI gehalten wird.
Dieses Dokument muss den Status einer nationalen Norm erhalten, entweder durch Veröffentlichung eines identischen Textes oder durch Anerkennung bis Oktober 2007, und etwaige entgegenstehende nationale Normen müssen bis Oktober 2007 zurückgezogen werden.
Dieses Dokument enthält die Änderung A1, die vom CEN am 05. März 2007angenommen wurde.
Dieses Dokument ersetzt EN 10255:2004.
Beginn und Ende in den Text eingeführter Änderungen sind durch Textmarker !" gekennzeichnet
Dieses Dokument wurde unter einem Mandat erarbeitet, das die Europäische Kommission und die Europäische Freihandelszone dem CEN erteilt haben, und unterstützt grundlegende Anforderungen der EG-Richtlinie 89/106/EWG.
Zum Zusammenhang mit EG-Richtlinien siehe informativen Anhang ZA, der Bestandteil dieser Norm ist.
Dieses Dokument basiert — mit Änderungen — auf ISO 65 „Carbon steel tubes suitable for screwing in accordance with ISO 7/1“.
Entsprechend der CEN/CENELEC-Geschäftsordnung sind die nationalen Normungsinstitute der folgenden Länder gehalten, diese Europäische Norm zu übernehmen: Belgien, Bulgarien, Dänemark, Deutschland, Estland, Finnland, Frankreich, Griechenland, Irland, Island, Italien, Lettland, Litauen, Luxemburg, Malta, Niederlande, Norwegen, Österreich, Polen, Portugal, Rumänien, Schweden, Schweiz, Slowakei, Slowenien, Spanien, Tschechische Republik, Ungarn, Vereinigtes Königreich und Zypern.
EN 10255:2004+A1:2007 (D)
4
1 Anwendungsbereich
Dieses Dokument legt die Anforderungen an kreisförmige Rohre aus unlegiertem Stahl mit Eignung zum Schweißen und Gewindeschneiden fest und sieht eine Reihe von Optionen für die Rohrendenbeschaffenheit und für Beschichtungen und Überzüge vor. Dieses Dokument gilt für Rohre mit 10,2 mm bis 165,1 mm Nenn-Außendurchmesser (Gewindegröße 1/8 bis 6) für zwei Reihen, mittlere und schwere Reihe, und drei weitere Rohrarten mit festgelegter Wanddicke.
ANMERKUNG Nach diesem Dokument gefertigte Rohre können für den Transport von flüssigen und gasförmigen Medien und für andere Anwendungsgebiete verwendet werden.
2 Normative Verweisungen
Die folgenden zitierten Dokumente sind für die Anwendung dieses Dokuments erforderlich. Bei datierten Verweisungen gilt nur die in Bezug genommene Ausgabe. Bei undatierten Verweisungen gilt die letzte Ausgabe des in Bezug genommenen Dokuments (einschließlich aller Änderungen).
EN 10002-1, Metallische Werkstoffe — Zugversuch — Teil 1: Prüfverfahren bei Raumtemperatur
EN 10020, Begriffsbestimmungen für die Einteilung der Stähle
EN 10021, !Allgemeine Technische Lieferbedingungen für Stahlerzeugnisse"
EN 10027-1, Bezeichnungssysteme für Stähle — !Teil 1: Kurznamen"
EN 10027-2, Bezeichnungssysteme für Stähle — Teil 2: Nummernsystem
EN 10204, Metallische Erzeugnisse — Arten von Prüfbescheinigungen
!gestrichener Text"
EN 10226-1, Rohrgewinde für im Gewinde dichtende Verbindungen — Teil 1: Kegelige Außengewinde und zylindrische Innengewinde — Maße, Toleranzen und Bezeichnung
!EN 10226-2", Rohrgewinde für im Gewinde dichtende Verbindungen — Teil 2: Kegelige Außengewinde und kegelige Innengewinde — Maße, Toleranzen und Bezeichnung
EN 10240, Innere und/oder äußere Schutzüberzüge für Stahlrohre — Festlegungen für durch Schmelztauchver-zinken in automatisierten Anlagen hergestellte Überzüge
EN 10241, Stahlfittings mit Gewinde
EN 10242, Gewindefittings aus Temperguss
EN 10246-1, Zerstörungsfreie Prüfung von Stahlrohren — Teil 1: Automatische elektromagnetische Prüfung nahtloser und geschweißter (ausgenommen unterpulvergeschweißter) ferromagnetischer Stahlrohre zum Nachweis der Dichtheit
EN 10266:2003, Stahlrohre, Fittings und Hohlprofile für den Stahlbau — Symbole und Definition von Begriffen für die Verwendung in Erzeugnisnormen
EN ISO 1461, Durch Feuerverzinken auf Stahl aufgebrachte Zinküberzüge (Stückverzinken) — Anforderungen und Prüfung (ISO 1461:1999)
EN ISO 2566-1, Stahl — Umrechnung von Bruchdehnungswerten — Teil 1: Unlegierte und niedriglegierte Stähle (ISO 2566-1:1984)
!EN ISO 8491, Metallische Werkstoffe — Rohr (Rohrabschnitt) — Biegeversuch (ISO 8491:1998)
EN ISO 8492, Metallische Werkstoffe — Rohr — Ringfaltversuch (ISO 8492:1998)
EN ISO 9001, Qualitätsmanagementsysteme – Anforderungen (ISO 9001:2000)"
--`,`,,,`,`,,,,,,`,`,``,`,,,,,-`-`,,`,,`,`,,`---
EN 10255:2004+A1:2007 (D)
5
3 Begriffe
Für die Anwendung dieses Dokument gelten die Begriffe in EN 10020:2000, EN 10021:1993 und EN 10266:2003 und die folgenden Begriffe.
3.1 Reihe und Rohrart Bezeichnung, die in Verbindung mit dem Durchmesser zur Definition der Wanddicke und der längenbezogenen Masse des Rohres verwendet wird
3.2 rohschwarzes Rohr Rohr, mit einer Oberfläche im Herstellungszustand ohne Beschichtung oder Überzug
4 Einteilung und Bezeichnung
Die in dieser Europäischen Norm festgelegte Stahlsorte ist nach EN 10020 ein unlegierter Qualitätsstahl.
Der Kurzname S195T wurde in Übereinstimmung mit EN 10027-1 gebildet.
Die Werkstoffnummer 1.0026 wurde nach EN 10027-2 vergeben.
5 Bestellangaben
5.1 Verbindliche Angaben
!Dem Hersteller müssen bei der Anfrage und Bestellung folgende Angaben vorliegen":
a) Menge (Masse oder Gesamtlänge oder Anzahl);
b) Rohrfertigungsverfahren, nahtlos oder geschweißt (S oder W);
c) Begriff „Rohr“;
d) Nummer dieser Europäischen Norm (EN 10255);
e) Nennaußendurchmesser D in mm oder Gewindegröße R (siehe Tabelle 2 oder Anhang B);
f) Wanddicke T in mm oder Wanddickenreihe (M oder H) (siehe Tabelle 2) oder Rohrart (L oder L1 oder L2) (siehe Anhang B).
5.2 Optionen
Eine Reihe von Optionen ist nach dieser Europäischen Norm festgelegt und nachstehend aufgeführt. Sollte der Besteller bei der Anfrage und Bestellung von den entsprechenden Optionen keinen Gebrauch machen, sind die Rohre in Übereinstimmung mit den Grundfestlegungen zu liefern (siehe 5.1).
1) Enden mit Gewinde (siehe 7.2);
2) Rohr mit Muffe (siehe 7.2);
3) Muffentyp festzulegen (siehe 7.2);
4) Endenverschluss zur Vermeidung des Eindringens von Fremdstoffen (siehe 7.2);
--`,`,,,`,`,,,,,,`,`,``,`,,,,,-`-`,,`,,`,`,,`---
EN 10255:2004+A1:2007 (D)
6
5) Gewindekonservierung oder -schutz (siehe 7.2);
6) Eignung zum Schmelztauchverzinken nach EN ISO 1461 oder nach EN 10240, mit Ausnahme von Überzugsqualität A.1 (siehe 7.3);
7) Eignung zum Schmelztauchverzinken nach EN 10240, Überzugsqualität A.1 (siehe 7.3);
8) schmelztauchverzinkt nach EN ISO 1461 (siehe 7.4);
9) schmelztauchverzinkt nach EN 10240, Übergangsqualität festzulegen (siehe 7.4);
10) Lieferlänge (siehe 8.4.10);
11) Prüfbescheinigung 2.2 (siehe 9.2);
12) Temporärer Oberflächenschutz (siehe Abschnitt 11).
5.3 Bestellbeispiele
5.3.1 Bestellung nach Außendurchmesser und Wanddicke
Bestellung von 6 000 m nahtlosen Rohren nach EN 10255 mit 26,9 mm Außendurchmesser und 2,6 mm Wanddicke, schmelztauchverzinkt nach EN 10240 – Überzugsqualität A.1, mit Gewinde:
BEISPIEL 6 000 m S-Rohre — 26,9 × 2,6 — EN 10255 — Optionen 1 und 9: A.1
5.3.2 Bestellung nach Gewindegröße und Reihe
Bestellung von 80 t geschweißten Rohren nach EN 10255 mit Gewindegröße 2, mittelschwere Reihe, Standard-länge von 6,4 m mit Schutzkappen oder Stopfen an den Rohrenden:
BEISPIEL 80 t W-Rohre — EN 10255 — 2 — M — Optionen 4 und 10: 6,4 m
6 Herstellverfahren
6.1 Stahlherstellung
Das Stahlherstellungsverfahren ist der Wahl des Herstellers überlassen. Der Stahl muss vollberuhigt sein.
6.2 Rohrherstellung
Die Rohre sind — wie festgelegt (siehe 5.1 b) — nahtlos (S) oder längsnahtgeschweißt (W) zu fertigen.
Kalt umgeformte Rohre der Rohrart L müssen wärmebehandelt werden (siehe B.2). Die anderen Reihen und Rohrarten können nach Wahl des Hersteller wärmebehandelt werden.
Die Rohre dürfen keine Bandverbindungsnähte enthalten.
7 Lieferbedingungen
7.1 Allgemeines
Soweit bei der Anfrage und Bestellung nichts anderes vereinbart wurde (siehe 7.2 bis 7.4), sind die Rohre rohschwarz mit glatten Enden zu liefern.
EN 10255:2004+A1:2007 (D)
7
Die Rohre sind mit einem zur Rohrachse senkrechten Trennschnitt zu liefern und dürfen keine übermäßigen Grate aufweisen.
7.2 Alternative Beschaffenheit und Schutz der Rohrenden
Alternative Arten der Endenbeschaffenheit können durch Wahl der folgenden Optionen festgelegt werden:
Option 1: Die Rohrenden sind mit konischem Außengewinde nach EN 10226-1 oder EN 10226-2 zu liefern.
Option 2: Die Rohre sind mit je einer Muffe zu liefern. Für die Muffe gelten die Festlegungen in EN 10241 oder EN 10242, wobei die Wahl der Referenznorm und des Muffentyps dem Hersteller überlassen ist, wenn nicht Option 3 festgelegt wurde. Der Besteller muss darüber informiert werden, nach welcher Norm und mit welchem Muffentyp geliefert wird.
Option 3: Der Besteller legt fest, nach welcher Norm und welcher Muffentyp nach Option 2 zu liefern ist.
ANMERKUNG Besteller, die Gewinderohre mit Muffe verlangen, sollten entweder Option 1 und Option 2 oder Option 1 und Option 3 festlegen.
Schutz vor dem Eindringen von Fremdstoffen oder vor physikalischer Schädigung oder Rostbildung des/am Gewinde(s) kann durch Wahl der folgenden Optionen sichergestellt werden:
Option 4: Jedes Rohrende ist zum Schutz vor dem Eindringen von Fremdstoffen, nach Wahl des Herstellers, mit einer Kappe oder einem Stopfen zu verschließen.
Option 5: Die Rohre sind mit Gewindekonservierung oder Gewindeschutz zu liefern. Die Wahl der Art des Schutzes ist dem Hersteller überlassen.
7.3 Eignung zum Schmelztauchverzinken
Option 6: Die Rohre müssen zum Verzinken nach EN ISO 1461 oder nach EN 10240, Überzugsqualitäten A.2, A.3, B.1, B.2 oder B.3, geeignet sein.
Option 7: Die Rohre müssen zum Verzinken nach EN 10240, Überzugsqualität A.1, geeignet sein (siehe 8.4.9).
7.4 Schmelztauchverzinkte Ausführung
Option 8: Die Rohre sind verzinkt nach EN ISO 1461 zu liefern.
Option 9: Die Rohre sind verzinkt nach EN 10240 zu liefern. Der Besteller muss die Überzugsqualität bei der Anfrage und Bestellung festlegen.
8 Anforderungen
8.1 Allgemeines
Die Rohre müssen den Anforderungen dieser Europäischen Norm entsprechen, wenn sie in Übereinstimmung mit Abschnitt 9 geprüft werden.
Zusätzlich zu den Anforderungen dieser Europäischen Norm gelten die in EN 10021 festgelegten allgemeinen technischen Lieferbedingungen.
8.2 Chemische Zusammensetzung und mechanische Eigenschaften
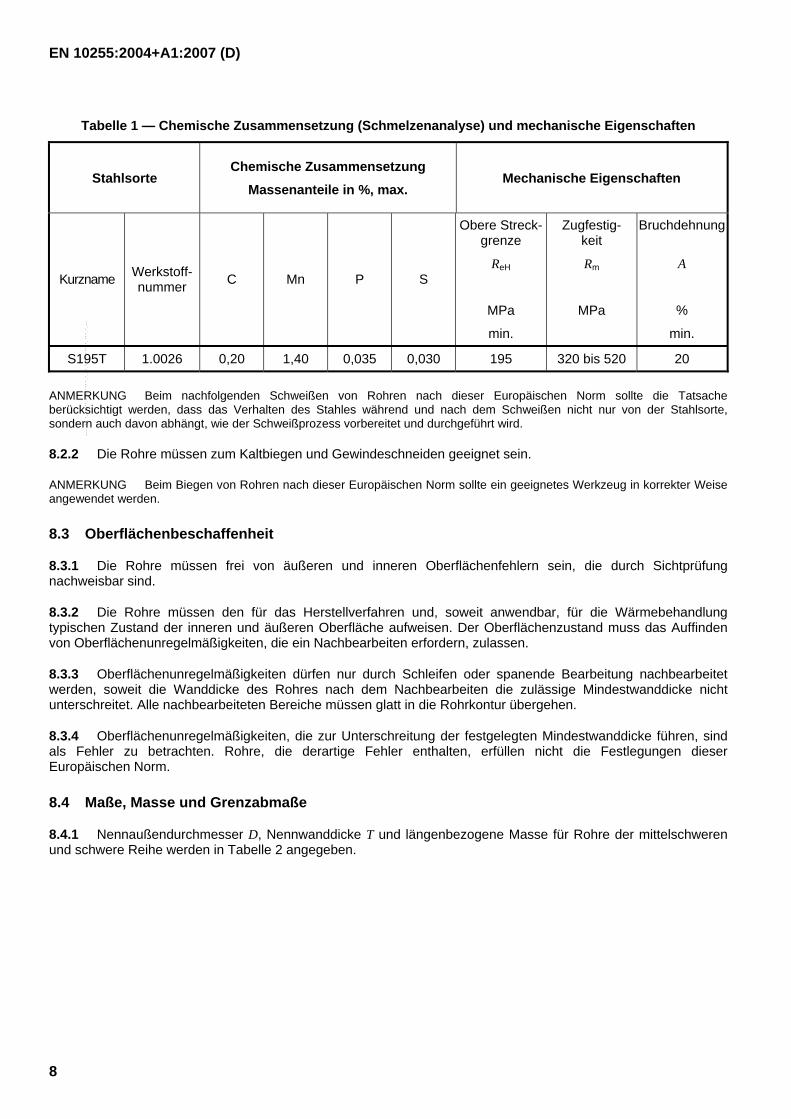
8.2.1 Die Rohre müssen den Anforderungen an die chemische Zusammensetzung und die mechanischen Eigenschaften nach Tabelle 1 entsprechen.
--`,`,,,`,`,,,,,,`,`,``,`,,,,,-`-`,,`,,`,`,,`---
EN 10255:2004+A1:2007 (D)
8
Tabelle 1 — Chemische Zusammensetzung (Schmelzenanalyse) und mechanische Eigenschaften
Stahlsorte Chemische Zusammensetzung
Massenanteile in %, max. Mechanische Eigenschaften
Kurzname Werkstoff- nummer C Mn P S
Obere Streck- grenze
ReH
MPa
min.
Zugfestig- keit
Rm
MPa
Bruchdehnung
A
%
min.
S195T 1.0026 0,20 1,40 0,035 0,030 195 320 bis 520 20
ANMERKUNG Beim nachfolgenden Schweißen von Rohren nach dieser Europäischen Norm sollte die Tatsache berücksichtigt werden, dass das Verhalten des Stahles während und nach dem Schweißen nicht nur von der Stahlsorte, sondern auch davon abhängt, wie der Schweißprozess vorbereitet und durchgeführt wird.
8.2.2 Die Rohre müssen zum Kaltbiegen und Gewindeschneiden geeignet sein.
ANMERKUNG Beim Biegen von Rohren nach dieser Europäischen Norm sollte ein geeignetes Werkzeug in korrekter Weise angewendet werden.
8.3 Oberflächenbeschaffenheit
8.3.1 Die Rohre müssen frei von äußeren und inneren Oberflächenfehlern sein, die durch Sichtprüfung nachweisbar sind.
8.3.2 Die Rohre müssen den für das Herstellverfahren und, soweit anwendbar, für die Wärmebehandlung typischen Zustand der inneren und äußeren Oberfläche aufweisen. Der Oberflächenzustand muss das Auffinden von Oberflächenunregelmäßigkeiten, die ein Nachbearbeiten erfordern, zulassen.
8.3.3 Oberflächenunregelmäßigkeiten dürfen nur durch Schleifen oder spanende Bearbeitung nachbearbeitet werden, soweit die Wanddicke des Rohres nach dem Nachbearbeiten die zulässige Mindestwanddicke nicht unterschreitet. Alle nachbearbeiteten Bereiche müssen glatt in die Rohrkontur übergehen.
8.3.4 Oberflächenunregelmäßigkeiten, die zur Unterschreitung der festgelegten Mindestwanddicke führen, sind als Fehler zu betrachten. Rohre, die derartige Fehler enthalten, erfüllen nicht die Festlegungen dieser Europäischen Norm.
8.4 Maße, Masse und Grenzabmaße
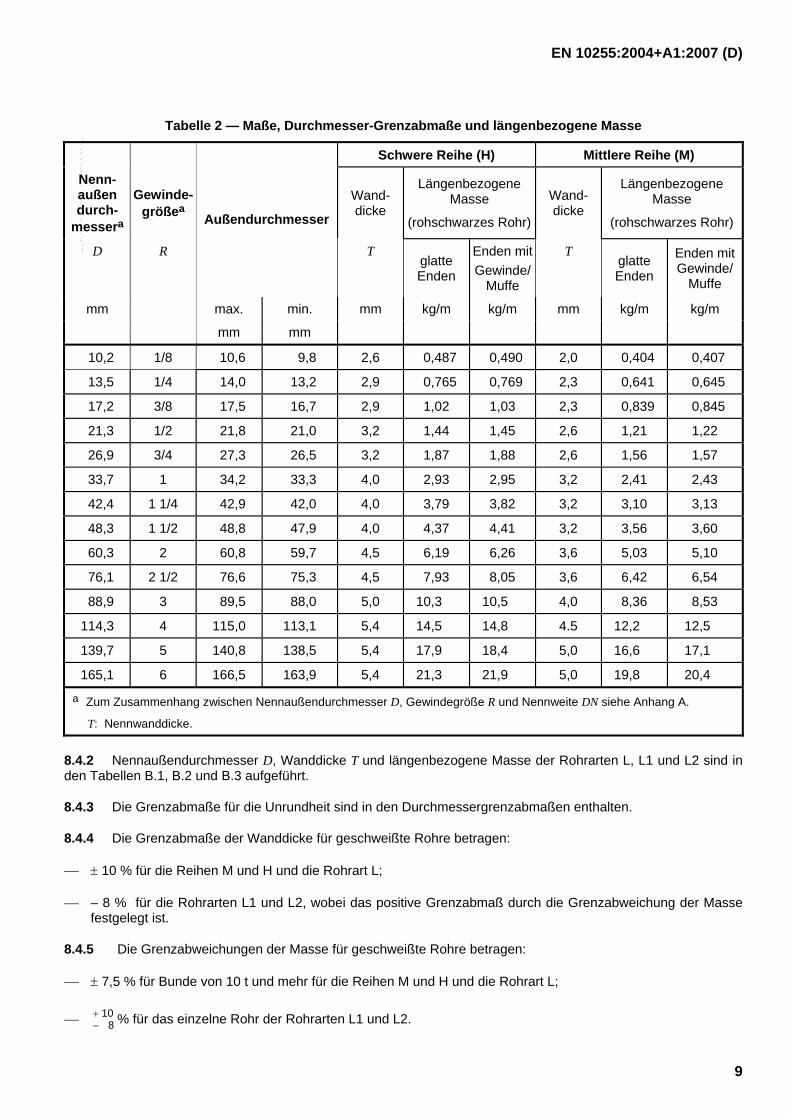
8.4.1 Nennaußendurchmesser D, Nennwanddicke T und längenbezogene Masse für Rohre der mittelschweren und schwere Reihe werden in Tabelle 2 angegeben.
--`,`,,,`,`,,,,,,`,`,``,`,,,,,-`-`,,`,,`,`,,`---
EN 10255:2004+A1:2007 (D)
9
Tabelle 2 — Maße, Durchmesser-Grenzabmaße und längenbezogene Masse
Schwere Reihe (H) Mittlere Reihe (M)
Nenn- außen durch-
messera
Gewinde- größea
Wand-dicke
Längenbezogene Masse
(rohschwarzes Rohr)
Wand-dicke
Längenbezogene Masse
(rohschwarzes Rohr)
D R
Außendurchmesser
T glatte Enden
Enden mit Gewinde/
Muffe
T glatte Enden
Enden mit Gewinde/
Muffe
mm max. min. mm kg/m kg/m mm kg/m kg/m
mm mm
10,2 1/8 10,6 9,8 2,6 0,487 0,490 2,0 0,404 0,407
13,5 1/4 14,0 13,2 2,9 0,765 0,769 2,3 0,641 0,645
17,2 3/8 17,5 16,7 2,9 1,02 1,03 2,3 0,839 0,845
21,3 1/2 21,8 21,0 3,2 1,44 1,45 2,6 1,21 1,22
26,9 3/4 27,3 26,5 3,2 1,87 1,88 2,6 1,56 1,57
33,7 1 34,2 33,3 4,0 2,93 2,95 3,2 2,41 2,43
42,4 1 1/4 42,9 42,0 4,0 3,79 3,82 3,2 3,10 3,13
48,3 1 1/2 48,8 47,9 4,0 4,37 4,41 3,2 3,56 3,60
60,3 2 60,8 59,7 4,5 6,19 6,26 3,6 5,03 5,10
76,1 2 1/2 76,6 75,3 4,5 7,93 8,05 3,6 6,42 6,54
88,9 3 89,5 88,0 5,0 10,3 10,5 4,0 8,36 8,53
114,3 4 115,0 113,1 5,4 14,5 14,8 4.5 12,2 12,5
139,7 5 140,8 138,5 5,4 17,9 18,4 5,0 16,6 17,1
165,1 6 166,5 163,9 5,4 21,3 21,9 5,0 19,8 20,4
a Zum Zusammenhang zwischen Nennaußendurchmesser D, Gewindegröße R und Nennweite DN siehe Anhang A. T: Nennwanddicke.
8.4.2 Nennaußendurchmesser D, Wanddicke T und längenbezogene Masse der Rohrarten L, L1 und L2 sind in den Tabellen B.1, B.2 und B.3 aufgeführt.
8.4.3 Die Grenzabmaße für die Unrundheit sind in den Durchmessergrenzabmaßen enthalten.
8.4.4 Die Grenzabmaße der Wanddicke für geschweißte Rohre betragen:
⎯ ± 10 % für die Reihen M und H und die Rohrart L;
⎯ – 8 % für die Rohrarten L1 und L2, wobei das positive Grenzabmaß durch die Grenzabweichung der Masse festgelegt ist.
8.4.5 Die Grenzabweichungen der Masse für geschweißte Rohre betragen:
⎯ ± 7,5 % für Bunde von 10 t und mehr für die Reihen M und H und die Rohrart L;
⎯ 108
+− % für das einzelne Rohr der Rohrarten L1 und L2.
--`,`,,,`,`,,,,,,`,`,``,`,,,,,-`-`,,`,,`,`,,`---
EN 10255:2004+A1:2007 (D)
10
8.4.6 Die Grenzabmaße der Wanddicke für nahtlose Rohre betragen ± 12,5 %. Das obere Grenzabmaß gilt nicht, wenn die Bundmasse den aus der längenbezogene Masse berechneten Wert (siehe Tabellen 2, B.1, B.2 und B.3) um nicht mehr als + 7,5 % überschreitet.
8.4.7 Die äußere Schweißnahtüberhöhung elektrisch geschweißter Rohre ist im Wesentlichen glatt abzuarbeiten.
8.4.8 Die innere Schweißnahtüberhöhung darf einen Wert von 60 % der Nennwanddicke T nicht übersteigen.
8.4.9 Sind geschweißte Rohre mit Eignung zum Schmelztauchverzinken oder verzinkt in Qualität A.1 nach EN 10240 festgelegt (Option 7 oder Option 9), so darf die innere Schweißnahtüberhöhung der Rohre keine scharfen Kanten oder Porosität aufweisen. Die innere Schweißnahtüberhöhung darf 0,3 mm + 0,05 T nicht überschreiten, und ihr Profil muss glatt in die Rohrkontur übergehen.
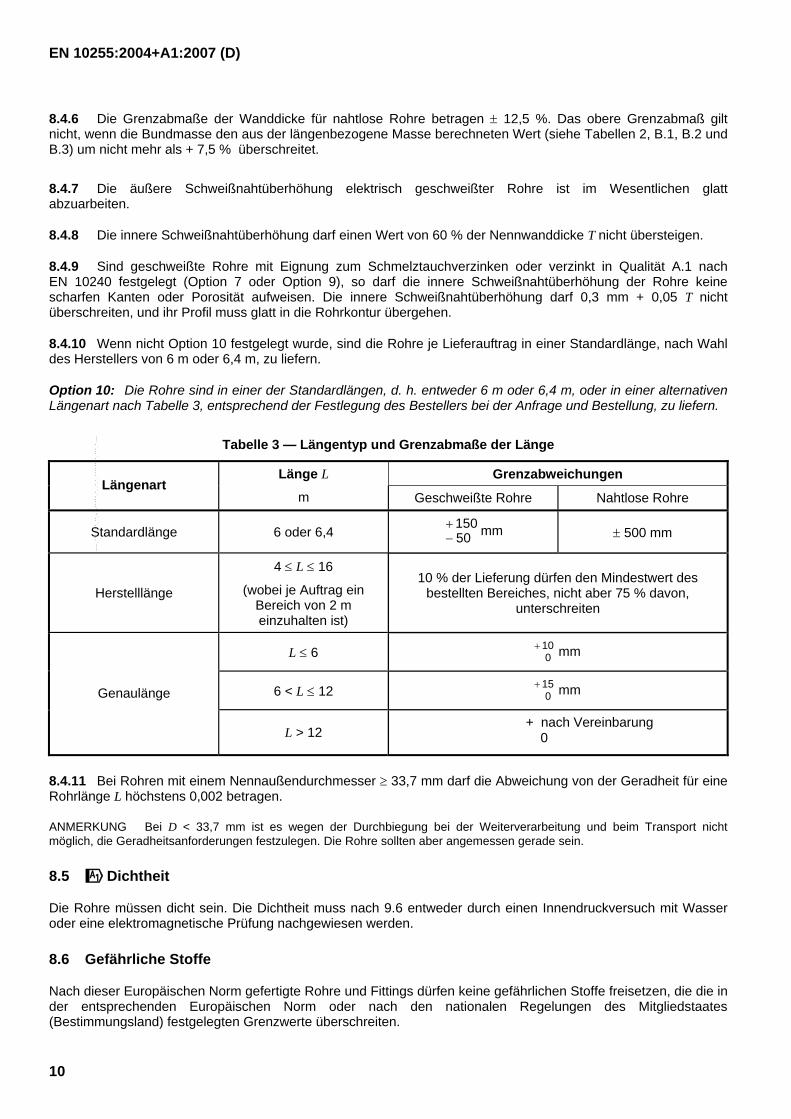
8.4.10 Wenn nicht Option 10 festgelegt wurde, sind die Rohre je Lieferauftrag in einer Standardlänge, nach Wahl des Herstellers von 6 m oder 6,4 m, zu liefern.
Option 10: Die Rohre sind in einer der Standardlängen, d. h. entweder 6 m oder 6,4 m, oder in einer alternativen Längenart nach Tabelle 3, entsprechend der Festlegung des Bestellers bei der Anfrage und Bestellung, zu liefern.
Tabelle 3 — Längentyp und Grenzabmaße der Länge
Grenzabweichungen Längenart
Länge L
m Geschweißte Rohre Nahtlose Rohre
Standardlänge 6 oder 6,4 15050
+− mm ± 500 mm
Herstelllänge
4 ≤ L ≤ 16
(wobei je Auftrag ein Bereich von 2 m einzuhalten ist)
10 % der Lieferung dürfen den Mindestwert des bestellten Bereiches, nicht aber 75 % davon,
unterschreiten
L ≤ 6 mm100
+
6 < L ≤ 12 mm150
+ Genaulänge
L > 12 + nach Vereinbarung
0
8.4.11 Bei Rohren mit einem Nennaußendurchmesser ≥ 33,7 mm darf die Abweichung von der Geradheit für eine Rohrlänge L höchstens 0,002 betragen.
ANMERKUNG Bei D < 33,7 mm ist es wegen der Durchbiegung bei der Weiterverarbeitung und beim Transport nicht möglich, die Geradheitsanforderungen festzulegen. Die Rohre sollten aber angemessen gerade sein.
8.5 !Dichtheit
Die Rohre müssen dicht sein. Die Dichtheit muss nach 9.6 entweder durch einen Innendruckversuch mit Wasser oder eine elektromagnetische Prüfung nachgewiesen werden.
8.6 Gefährliche Stoffe
Nach dieser Europäischen Norm gefertigte Rohre und Fittings dürfen keine gefährlichen Stoffe freisetzen, die die in der entsprechenden Europäischen Norm oder nach den nationalen Regelungen des Mitgliedstaates (Bestimmungsland) festgelegten Grenzwerte überschreiten.
--`,`,,,`,`,,,,,,`,`,``,`,,,,,-`-`,,`,,`,`,,`---
EN 10255:2004+A1:2007 (D)
11
8.7 Brandverhalten
In Übereinstimmung mit der Kommissionsentscheidung 96/303/EWG vom 4. Oktober 1996, geändert durch Ratsentscheidung vom 28. September 2000, ist der Werkstoff in Klasse A1 eingestuft und braucht daher nicht auf Brandverhalten geprüft zu werden."
9 Prüfung
9.1 Allgemeines
Die Übereinstimmung mit den Anforderungen der Bestellung ist durch nichtspezifische Prüfung nach EN 10021 zu prüfen.
9.2 Prüfbescheinigungen
Wenn nicht Option 11 festgelegt wurde, sind die Rohre mit einer Prüfbescheinigung 2.1 nach EN 10204 zu liefern.
Option 11: Die Rohre sind mit einer Prüfbescheinigung 2.2 nach EN 10204 zu liefern.
9.3 Zugversuch
Der Zugversuch ist an rohschwarzen Rohren nach EN 10002-1 durchzuführen, und folgende Werte sind zu bestimmen:
⎯ die Zugfestigkeit Rm,
⎯ die obere Streckgrenze ReH oder, wenn die Streckgrenze nicht ausgeprägt ist, die 0,2 %-Dehngrenze Rp0,2 oder die Dehngrenze für 0,5 % Gesamtdehnung Rt0,5 und
⎯ die Bruchdehnung A für eine Messlänge L0 = 5,65 0S . Werden nichtproportionale Proben verwendet, so ist die prozentuale Dehnung auf eine Messlänge L0 = 5,65 0S unter Anwendung der Umrechnungstabellen in EN ISO 2566-1 umzurechnen.
In strittigen Fällen ist die Streckgrenze Rt0,5 zu bestimmen und eine Messlänge L0 = 5,65 0S für die Ermittlung der Bruchdehnung zu verwenden.
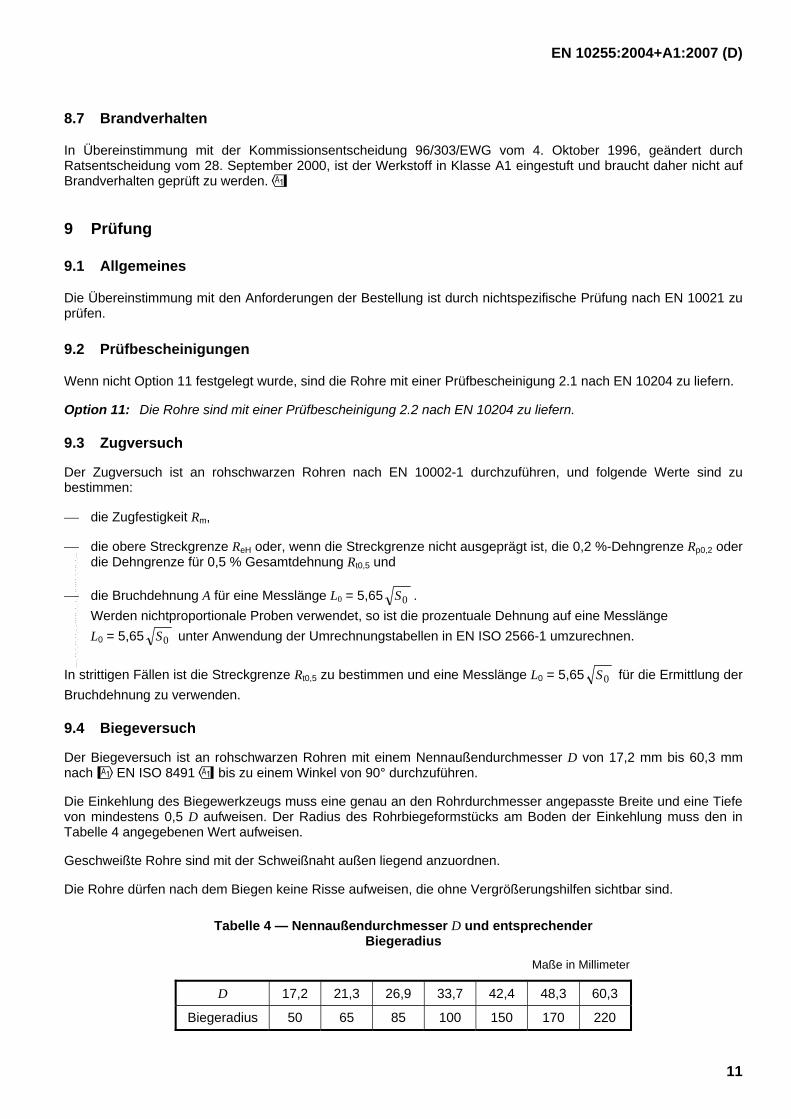
9.4 Biegeversuch
Der Biegeversuch ist an rohschwarzen Rohren mit einem Nennaußendurchmesser D von 17,2 mm bis 60,3 mm nach !EN ISO 8491" bis zu einem Winkel von 90° durchzuführen.
Die Einkehlung des Biegewerkzeugs muss eine genau an den Rohrdurchmesser angepasste Breite und eine Tiefe von mindestens 0,5 D aufweisen. Der Radius des Rohrbiegeformstücks am Boden der Einkehlung muss den in Tabelle 4 angegebenen Wert aufweisen.
Geschweißte Rohre sind mit der Schweißnaht außen liegend anzuordnen.
Die Rohre dürfen nach dem Biegen keine Risse aufweisen, die ohne Vergrößerungshilfen sichtbar sind.
Tabelle 4 — Nennaußendurchmesser D und entsprechender Biegeradius
Maße in Millimeter
D 17,2 21,3 26,9 33,7 42,4 48,3 60,3
Biegeradius 50 65 85 100 150 170 220
--`,`,,,`,`,,,,,,`,`,``,`,,,,,-`-`,,`,,`,`,,`---
EN 10255:2004+A1:2007 (D)
12
9.5 Ringfaltversuch
Der Ringfaltversuch ist an rohschwarzen Rohren mit einem Nennaußendurchmesser D > 60,3 mm nach !EN ISO 8492 "durchzuführen.
Bei der Prüfung geschweißter Rohre ist die Schweißnaht abwechselnd in 0°- oder 90°-(12-Uhr- oder 3-Uhr-)Lage zur Faltrichtung anzuordnen.
Der Rohrabschnitt ist in einer Presse zu falten, bis der Abstand zwischen den Druckplatten, gemessen unter Last, 75 % des Original-Außendurchmessers des Rohres erreicht hat. Die Rohre dürfen weder Brüche noch Risse aufweisen, die ohne Vergrößerungshilfen sichtbar sind.
Brüche oder Risse, die ohne Vergrößerungshilfen sichtbar sind, dürfen außerhalb der Schweißnaht nicht auftreten, bis der Abstand zwischen den Druckplatten — gemessen unter Last — einen Wert von 60 % des Original-Durchmessers erreicht.
Eine leichte vorzeitige Rissbildung an den Kanten darf nicht als Rechtfertigung für eine Zurückweisung angesehen werden.
9.6 Dichtheitsprüfung
Jedes Rohr ist (vor dem Gewindeschneiden, soweit anwendbar) auf Dichtheit zu prüfen.
Nach Wahl des Herstellers ist entweder mittels Innendruckversuch mit Wasser bei einem Druck von mindestens 50 bar über eine Haltezeit von mindestens 5 s !ohne Anzeichen von Undichtheit " zu prüfen, oder eine elektromagnetische Prüfung nach EN 10246-1 ist durchzuführen.
9.7 Maßkontrolle
!Die Maße der Rohre sind mit Messmitteln, die so genau kalibriert sind, dass die Einhaltung der Anforderungen dieser Europäischen Norm sichergestellt werden kann, auf Übereinstimmung mit 8.4 zu prüfen. "
9.8 Sichtprüfung
Die Rohre sind einer Sichtprüfung zu unterziehen, um Übereinstimmung mit 8.3 nachzuweisen.
10 Kennzeichnung
10.1 Die Rohre müssen auf geeignete Weise dauerhaft gekennzeichnet werden, zumindest mit
⎯ dem Zeichen des Herstellers,
⎯ dem Symbol zur Kennzeichnung der Reihe (H oder M) (siehe Tabelle 2) oder der Rohrart (L, L1 oder L2) (siehe Anhang B),
⎯ dem Symbol S (nahtlos) oder W (geschweißt) zur Angabe des Herstellverfahrens.
Jedes Rohr muss im Abstand von bis zu einem Meter vom Rohrende einseitig gekennzeichnet sein.
Nach Wahl des Herstellers darf die Kennzeichnung der Reihe ersatzweise durch Farbcodierung auf folgende Weise vorgenommen werden:
⎯ Schwere Reihe: Rot;
⎯ Mittlere Reihe: Blau;
⎯ Rohrarten: siehe Anhang B.
Die Farbstreifen der Codierung müssen etwa 50 mm breit sein.
--`,`,,,`,`,,,,,,`,`,``,`,,,,,-`-`,,`,,`,`,,`---
EN 10255:2004+A1:2007 (D)
13
10.2 Jedes Bund muss mit einem Anhänger versehen sein, der folgende Angaben enthält:
⎯ Name oder Kennzeichen des Herstellers;
⎯ Nummer dieser Europäischen Norm (EN 10255);
⎯ Symbol S (nahtlos) oder W (geschweißt) zur Angabe des Herstellverfahrens;
⎯ D (Nennaußendurchmesser) oder R (Gewindegröße);
⎯ Reihe oder Rohrart oder Wanddicke.
11 Temporärer Oberflächenschutz
Wenn nicht Option 12 festgelegt wurde, sind die Rohre rohschwarz zu liefern.
Option 12: Die Rohre sind mit einem temporären Oberflächenschutz zu liefern.
12 !Konformitätsbewertung
12.1 Allgemeines
Die Übereinstimmung der Rohre mit den Anforderungen dieser Europäischen Norm und mit den angegebenen Werten muss nachgewiesen werden durch:
⎯ Erstprüfung (ITT);
⎯ werkseigene Produktionskontrolle (WPK).
12.2 Erstprüfung (ITT)
12.2.1 Allgemeines
Die ITT umfasst die Durchführung aller Prüfungen und sonstiger Verfahren, die in der technischen Spezifikation beschrieben werden, und bestimmt die Leistung von Produktmustern, die für den jeweiligen Stahlrohrtyp repräsentativ sind. Die Erstprüfung ist durchzuführen, um bei der Erstanwendung dieser Europäischen Norm für Stahlrohre mit Eignung zum Schweißen und Gewindeschneiden, die auf den Markt gebracht werden, Konformität mit diesem Dokument nachzuweisen sowie bei
⎯ Beginn der Produktion eines neuen oder modifizierten Stahlrohrtyps;
⎯ Beginn der Produktion nach einem neuen oder modifizierten Herstellungsverfahren.
Die Prüfung muss an Produkten mit dem größten Durchmesser und der größten Wanddicke und an Produkten mit dem kleinsten Durchmesser und der kleinsten Wanddicke für den/das jeweilige(n) Verfahrensablauf/Werk durchgeführt werden. Die Prüfungen sind nach 9.3 bzw. 9.6 bzw. 9.7 dieser Europäischen Norm durchzuführen.
Dies Prüfung kann für Stahlrohre, für die bereits eine Erstprüfung nach dieser Europäischen Norm durchgeführt worden war, reduziert werden, wenn
⎯ nachgewiesen wurde, dass sich die technischen Parameter im Vergleich mit den bereits geprüften Stahlrohren nicht geändert haben oder
⎯ frühere Daten verfügbar sind (siehe 12.2.4).
Die Ergebnisse aller Erstprüfungen sind aufzuzeichnen und für die Dauer von mindestens 5 Jahren aufzubewahren.
EN 10255:2004+A1:2007 (D)
14
12.2.2 Wesentliche Eigenschaften
Alle wesentlichen Eigenschaften nach Abschnitt 8, für die der Hersteller einen Wert angibt, sind der ITT zu unterziehen und/oder einer entsprechenden Berechnung und/oder durch Vorlage tabellierter Werte nach den entsprechenden Unterabschnitten von Abschnitt 8, mit Ausnahme des Unterabschnitts „Abgabe gefährlicher Stoffe”, nachzuweisen. Die Abgabe gefährlicher Stoffe kann indirekt durch Überprüfung des Anteils der betreffenden Stoffe bestimmt werden, vorausgesetzt, der Hersteller kann den Anteil oder die Abwesenheit der identifizierten Stoffe nachweisen und belegen, dass sich im Herstellungsprozess der Anteil keines dieser Stoffe erhöht.
12.2.3 Produktgruppen
Für die Prüfung (einschließlich der WPK-Prüfungen) dürfen die Stahlrohre in Produktgruppen eingeteilt werden, wenn davon ausgegangen wird, dass die für eine wesentliche Eigenschaft an einem Produkt bestimmten Ergebnisse für alle Rohre der Gruppe gelten.
12.2.4 Verwendung früherer Daten
An derselben Rohrart durchgeführte Prüfungen nach den Festlegungen dieser Norm (dieselbe(n)/dasselbe Eigenschaften, Prüfverfahren, Probenahmeverfahren, System der Konformitätsbescheinigung usw.) dürfen berücksichtigt werden.
12.2.5 Als hinreichend geltende Bedingungen und Verwendung tabellierter Bezugswerte
Wenn die Grundlage für die Feststellung der Konformität mit diesem Dokument ‚als hinreichend geltende’ Bedingungen oder tabellierte Werte sind, muss die Erstprüfung darauf beschränkt bleiben zu verifizieren, ob das Stahlrohr den Anforderungen, die für die Verwendung jener Werte, Klassen oder Stufen gelten, entspricht, wenn nicht bessere Werte Klassen oder Stufen geltend gemacht werden.
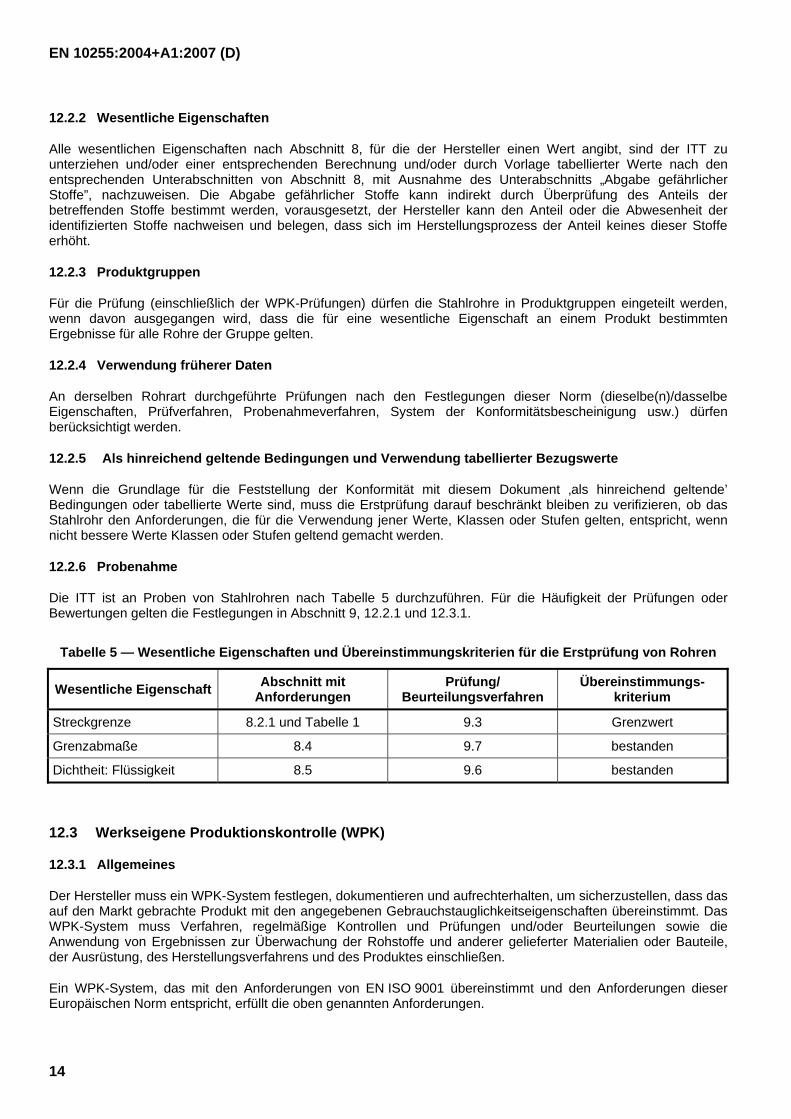
12.2.6 Probenahme
Die ITT ist an Proben von Stahlrohren nach Tabelle 5 durchzuführen. Für die Häufigkeit der Prüfungen oder Bewertungen gelten die Festlegungen in Abschnitt 9, 12.2.1 und 12.3.1.
Tabelle 5 — Wesentliche Eigenschaften und Übereinstimmungskriterien für die Erstprüfung von Rohren
Wesentliche Eigenschaft Abschnitt mit Anforderungen
Prüfung/ Beurteilungsverfahren
Übereinstimmungs- kriterium
Streckgrenze 8.2.1 und Tabelle 1 9.3 Grenzwert
Grenzabmaße 8.4 9.7 bestanden
Dichtheit: Flüssigkeit 8.5 9.6 bestanden
12.3 Werkseigene Produktionskontrolle (WPK)
12.3.1 Allgemeines
Der Hersteller muss ein WPK-System festlegen, dokumentieren und aufrechterhalten, um sicherzustellen, dass das auf den Markt gebrachte Produkt mit den angegebenen Gebrauchstauglichkeitseigenschaften übereinstimmt. Das WPK-System muss Verfahren, regelmäßige Kontrollen und Prüfungen und/oder Beurteilungen sowie die Anwendung von Ergebnissen zur Überwachung der Rohstoffe und anderer gelieferter Materialien oder Bauteile, der Ausrüstung, des Herstellungsverfahrens und des Produktes einschließen.
Ein WPK-System, das mit den Anforderungen von EN ISO 9001 übereinstimmt und den Anforderungen dieser Europäischen Norm entspricht, erfüllt die oben genannten Anforderungen.
EN 10255:2004+A1:2007 (D)
15
Die Ergebnisse der Kontrollen, Prüfungen oder Beurteilungen müssen wie jede andere Maßnahme belegt werden. Die zu ergreifenden Maßnahmen, wenn Überwachungswerte oder -kriterien nicht erfüllt sind, müssen aufge-zeichnet und für die in den WPK-Vorschriften des Herstellers angegebene Dauer aufbewahrt werden.
12.3.2 Ausrüstung
Prüfung — Sämtliche benutzten Wäge-, Mess- und Prüfausrüstungen müssen kalibriert und entsprechend den festgelegten Auslegungsbestimmungen, Häufigkeiten und Kriterien regelmäßig überprüft werden.
Herstellung — Sämtliche im Herstellungsprozess benutzten Ausrüstungen müssen regelmäßig überprüft und instandgehalten werden, um sicherzustellen, dass deren Verwendung, Abnutzung oder Mängel nicht zu Unregel-mäßigkeiten im Herstellungsprozess führen. Überprüfungen und Instandhaltung sind entsprechend den schriftlich niedergelegten Verfahren des Herstellers durchzuführen und aufzuzeichnen, und die Aufzeichnungen müssen für die in den WPK-Vorschriften des Herstellers angegebene Dauer aufbewahrt werden.
12.3.3 Einsatzstoffe und Komponenten
Die Spezifikationen für alle eingehenden Einsatzstoffe und Komponenten sind zu dokumentieren, ebenso der Prüfplan zur Sicherung ihrer Konformität mit den Spezifikationen.
12.3.4 Produktprüfung und -bewertung
Der Hersteller muss Verfahren festlegen, um sicherzustellen, dass die festgelegten Werte für alle als wesentlich benannten Gebrauchseigenschaften während der regulären Produktion beibehalten werden und darüber entsprechende Aufzeichnungen als Teil des Produktionskontrollsystems führen. Diese Aufzeichnungen sind so lange aufzubewahren, wie es in den WPK-Vorschriften festgelegt ist, und müssen mindestens folgende Angaben enthalten:
⎯ Identifizierung des geprüften Erzeugnisses;
⎯ Datum der Probenahme;
⎯ angewendete Prüfverfahren;
⎯ Prüfergebnisse;
⎯ Datum der Prüfungen;
⎯ Identifizierung des Verantwortlichen im Werk.
12.3.5 Prüfung
Die Prüfung der Rohre aus unlegiertem Stahl ist nach Abschnitt 9, 12.2.1 und 12.3.1 durchzuführen.
12.3.6 Nichtkonforme Produkte
Der Hersteller muss schriftlich niedergelegte Verfahren bereithalten, die angeben, wie nichtkonforme Produkte zu behandeln sind. Alle derartigen Vorkommnisse sind bei ihrem Auftreten aufzuzeichnen, und diese Aufzeichnungen sind für die in den schriftlich niedergelegten Verfahren des Herstellers angegebene Dauer aufzubewahren."
EN 10255:2004+A1:2007 (D)
16
Anhang A (informativ)
Zusammenhang zwischen Nennaußendurchmesser, Gewindegröße und
Nennweite
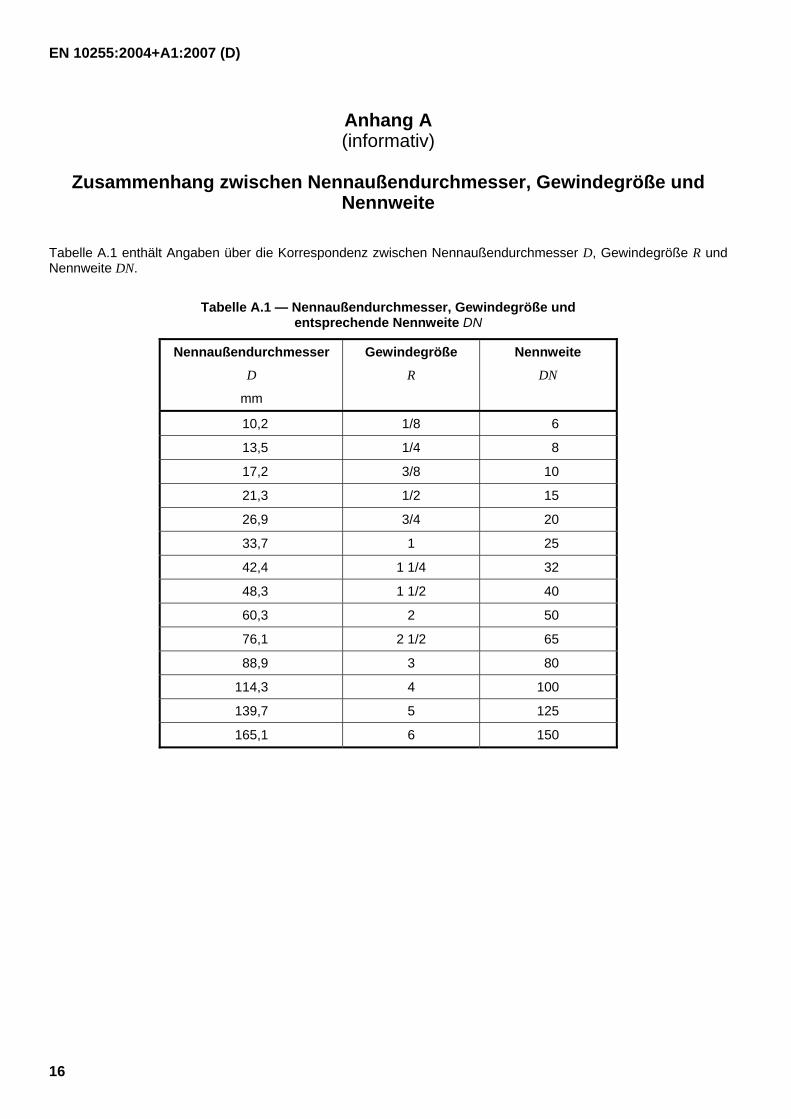
Tabelle A.1 enthält Angaben über die Korrespondenz zwischen Nennaußendurchmesser D, Gewindegröße R und Nennweite DN.
Tabelle A.1 — Nennaußendurchmesser, Gewindegröße und entsprechende Nennweite DN
Nennaußendurchmesser D
mm
Gewindegröße R
Nennweite DN
10,2 1/8 6
13,5 1/4 8
17,2 3/8 10
21,3 1/2 15
26,9 3/4 20
33,7 1 25
42,4 1 1/4 32
48,3 1 1/2 40
60,3 2 50
76,1 2 1/2 65
88,9 3 80
114,3 4 100
139,7 5 125
165,1 6 150
EN 10255:2004+A1:2007 (D)
17
Anhang B (normativ)
Rohrarten mit Wanddicken, die von den entsprechenden Werten für die
mittlere und schwere Reihe abweichen
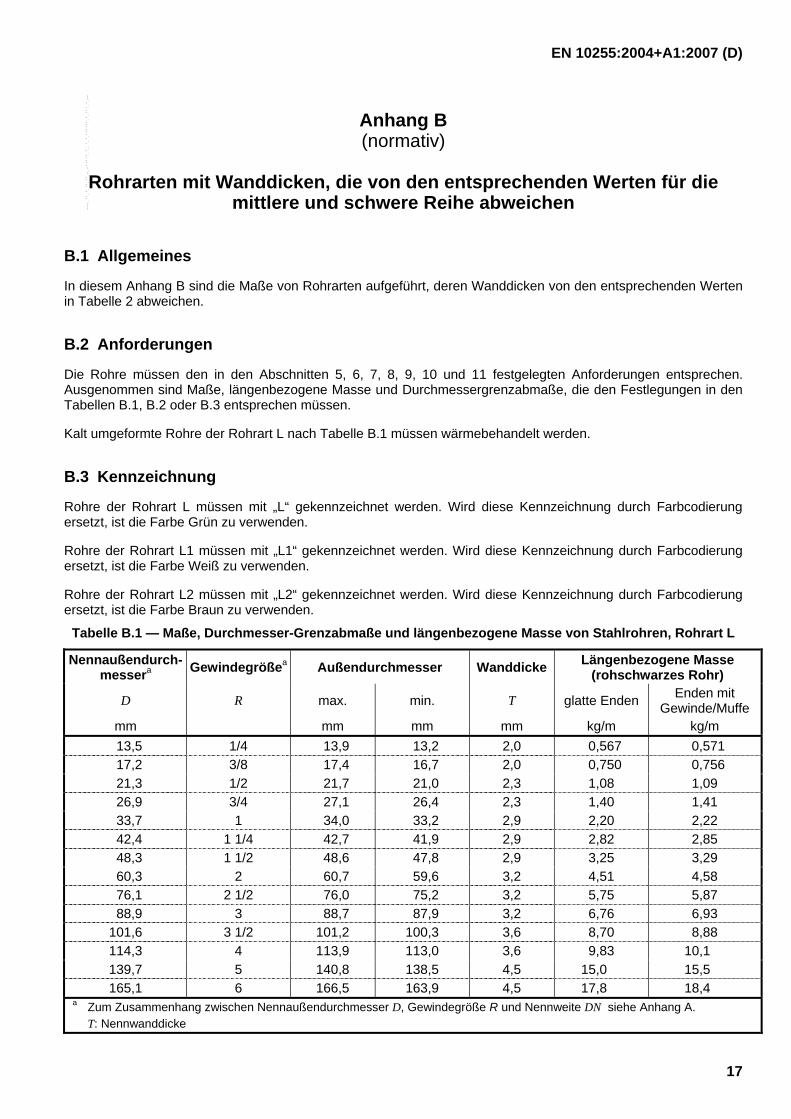
B.1 Allgemeines
In diesem Anhang B sind die Maße von Rohrarten aufgeführt, deren Wanddicken von den entsprechenden Werten in Tabelle 2 abweichen.
B.2 Anforderungen
Die Rohre müssen den in den Abschnitten 5, 6, 7, 8, 9, 10 und 11 festgelegten Anforderungen entsprechen. Ausgenommen sind Maße, längenbezogene Masse und Durchmessergrenzabmaße, die den Festlegungen in den Tabellen B.1, B.2 oder B.3 entsprechen müssen.
Kalt umgeformte Rohre der Rohrart L nach Tabelle B.1 müssen wärmebehandelt werden.
B.3 Kennzeichnung
Rohre der Rohrart L müssen mit „L“ gekennzeichnet werden. Wird diese Kennzeichnung durch Farbcodierung ersetzt, ist die Farbe Grün zu verwenden.
Rohre der Rohrart L1 müssen mit „L1“ gekennzeichnet werden. Wird diese Kennzeichnung durch Farbcodierung ersetzt, ist die Farbe Weiß zu verwenden.
Rohre der Rohrart L2 müssen mit „L2“ gekennzeichnet werden. Wird diese Kennzeichnung durch Farbcodierung ersetzt, ist die Farbe Braun zu verwenden.
Tabelle B.1 — Maße, Durchmesser-Grenzabmaße und längenbezogene Masse von Stahlrohren, Rohrart L
Nennaußendurch- messera Gewindegrößea Außendurchmesser Wanddicke Längenbezogene Masse
(rohschwarzes Rohr)
D R max. min. T glatte Enden Enden mit Gewinde/Muffe
mm mm mm mm kg/m kg/m 13,5 1/4 13,9 13,2 2,0 0,567 0,571 17,2 3/8 17,4 16,7 2,0 0,750 0,756 21,3 1/2 21,7 21,0 2,3 1,08 1,09 26,9 3/4 27,1 26,4 2,3 1,40 1,41 33,7 1 34,0 33,2 2,9 2,20 2,22 42,4 1 1/4 42,7 41,9 2,9 2,82 2,85 48,3 1 1/2 48,6 47,8 2,9 3,25 3,29 60,3 2 60,7 59,6 3,2 4,51 4,58 76,1 2 1/2 76,0 75,2 3,2 5,75 5,87 88,9 3 88,7 87,9 3,2 6,76 6,93 101,6 3 1/2 101,2 100,3 3,6 8,70 8,88 114,3 4 113,9 113,0 3,6 9,83 10,1 139,7 5 140,8 138,5 4,5 15,0 15,5 165,1 6 166,5 163,9 4,5 17,8 18,4
a Zum Zusammenhang zwischen Nennaußendurchmesser D, Gewindegröße R und Nennweite DN siehe Anhang A. T: Nennwanddicke
--`,`,,,`,`,,,,,,`,`,``,`,,,,,-`-`,,`,,`,`,,`---
EN 10255:2004+A1:2007 (D)
18
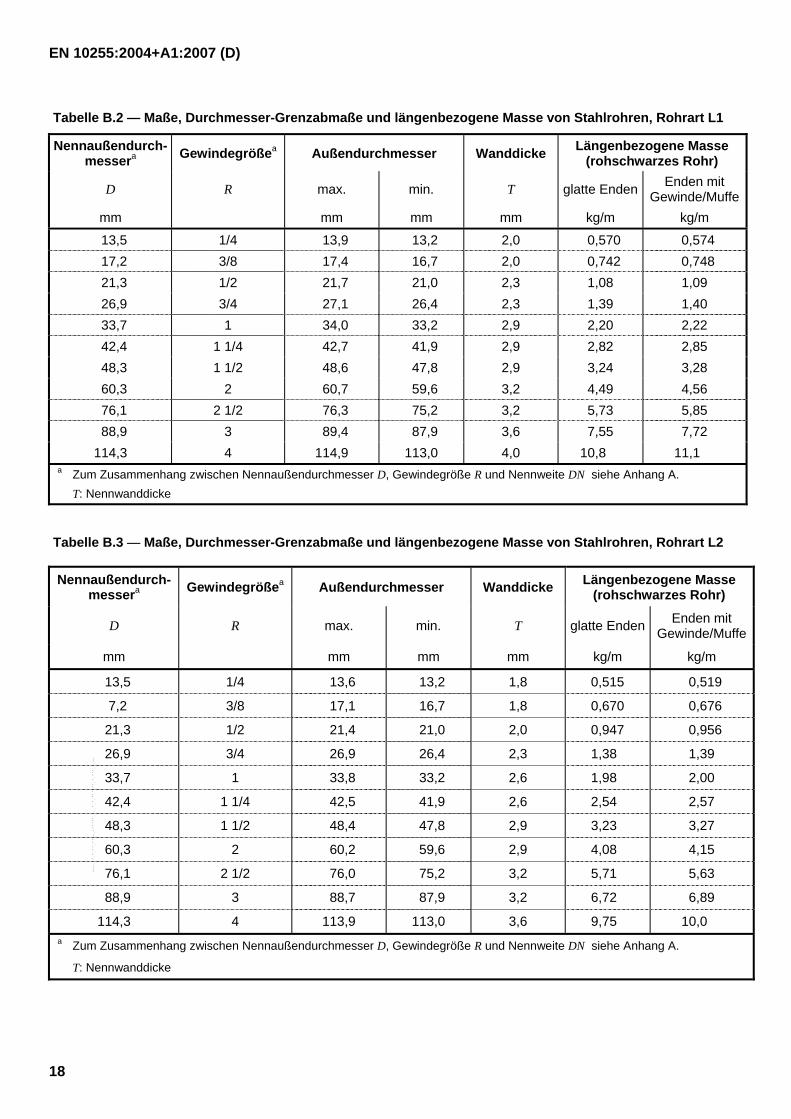
Tabelle B.2 — Maße, Durchmesser-Grenzabmaße und längenbezogene Masse von Stahlrohren, Rohrart L1
Nennaußendurch- messera Gewindegrößea Außendurchmesser Wanddicke Längenbezogene Masse
(rohschwarzes Rohr)
D R max. min. T glatte Enden Enden mit Gewinde/Muffe
mm mm mm mm kg/m kg/m
13,5 1/4 13,9 13,2 2,0 0,570 0,574 17,2 3/8 17,4 16,7 2,0 0,742 0,748 21,3 1/2 21,7 21,0 2,3 1,08 1,09 26,9 3/4 27,1 26,4 2,3 1,39 1,40 33,7 1 34,0 33,2 2,9 2,20 2,22 42,4 1 1/4 42,7 41,9 2,9 2,82 2,85 48,3 1 1/2 48,6 47,8 2,9 3,24 3,28 60,3 2 60,7 59,6 3,2 4,49 4,56 76,1 2 1/2 76,3 75,2 3,2 5,73 5,85 88,9 3 89,4 87,9 3,6 7,55 7,72 114,3 4 114,9 113,0 4,0 10,8 11,1
a Zum Zusammenhang zwischen Nennaußendurchmesser D, Gewindegröße R und Nennweite DN siehe Anhang A. T: Nennwanddicke
Tabelle B.3 — Maße, Durchmesser-Grenzabmaße und längenbezogene Masse von Stahlrohren, Rohrart L2
Nennaußendurch- messera Gewindegrößea Außendurchmesser Wanddicke Längenbezogene Masse
(rohschwarzes Rohr)
D R max. min. T glatte Enden Enden mit Gewinde/Muffe
mm mm mm mm kg/m kg/m
13,5 1/4 13,6 13,2 1,8 0,515 0,519
7,2 3/8 17,1 16,7 1,8 0,670 0,676
21,3 1/2 21,4 21,0 2,0 0,947 0,956
26,9 3/4 26,9 26,4 2,3 1,38 1,39
33,7 1 33,8 33,2 2,6 1,98 2,00
42,4 1 1/4 42,5 41,9 2,6 2,54 2,57
48,3 1 1/2 48,4 47,8 2,9 3,23 3,27
60,3 2 60,2 59,6 2,9 4,08 4,15
76,1 2 1/2 76,0 75,2 3,2 5,71 5,63
88,9 3 88,7 87,9 3,2 6,72 6,89
114,3 4 113,9 113,0 3,6 9,75 10,0 a Zum Zusammenhang zwischen Nennaußendurchmesser D, Gewindegröße R und Nennweite DN siehe Anhang A.
T: Nennwanddicke
--`,`,,,`,`,,,,,,`,`,``,`,,,,,-`-`,,`,,`,`,,`---
EN 10255:2004+A1:2007 (D)
19
Anhang ZA (informativ)
!Abschnitte in dieser Europäischen Norm, die Bestimmungen der EG-Bauproduktenrichtlinie für die Anwendung des Mandats M 131 betreffen
ZA.1 Allgemeines
Diese Europäische Norm wurde gemäß dem von der Europäischen Kommission und der Europäischen Freihandelszone an CEN erteilten Mandat M/131 „Rohre, Behälter und Zubehör, die nicht in Kontakt mit Trinkwasser stehen“, erarbeitet.
Die in diesem Anhang angegebenen Abschnitte dieser Europäischen Norm erfüllen die Anforderungen des Mandates, das auf der Grundlage der EG-Bauproduktenrichtlinie (89/106/EWG) erteilt wurde.
Die Übereinstimmung mit diesen Abschnitten berechtigt zu der Annahme, dass die in diesem Anhang behandelten Bauprodukte in den Anwendungsbereich dieser Norm fallen. Es ist auf die Angaben zur CE-Kennzeichnung hinzuweisen.
WARNVERMERK – Für die Bauprodukte, die in den Anwendungsbereich dieser Europäischen Norm fallen, können andere Anforderungen und EG-Richtlinien, welche die Eignung des Produktes für den vorgesehenen Verwendungszweck nicht beeinflussen, gelten.
ANMERKUNG 1 Zusätzlich zu den konkreten Abschnitten dieser Norm, die sich auf gefährliche Stoffe beziehen, kann es weitere Anforderungen an die Produkte, die in den Anwendungsbereich dieser Norm fallen, geben (z. B. umgesetzte europäische Rechtsvorschriften und nationale Rechts- und Verwaltungsvorschriften). Um die Bestimmungen der EG-Bauproduktenrichtlinie zu erfüllen, ist es notwendig, die besagten Anforderungen, sofern sie gelten, ebenfalls einzuhalten.
ANMERKUNG 2 Eine Informations-Datenbank über europäische und nationale Bestimmungen über gefährliche Stoffe ist auf der Website der Kommission unter EUROPA (CREATE, Zugang über http://ec.europa.eu/enterprise/construction/internal/dangsub/dangmain_en.htm) verfügbar.
Dieser Anhang legt die Bedingungen für die CE-Kennzeichnung der unlegierten Stahlrohre mit Eignung zum Schweißen und Gewindeschneiden fest, die für die nachfolgend in Tabelle ZA.1 angegebene Verwendung bestimmt sind. Dafür werden die entsprechenden geltenden Abschnitte aufgeführt.
Für diesen Anhang gilt der gleiche Anwendungsbereich wie in Abschnitt 1 dieser Norm angegeben mit den Definitionen in Tabelle ZA.1.
--`,`,,,`,`,,,,,,`,`,``,`,,,,,-`-`,,`,,`,`,,`---
EN 10255:2004+A1:2007 (D)
20
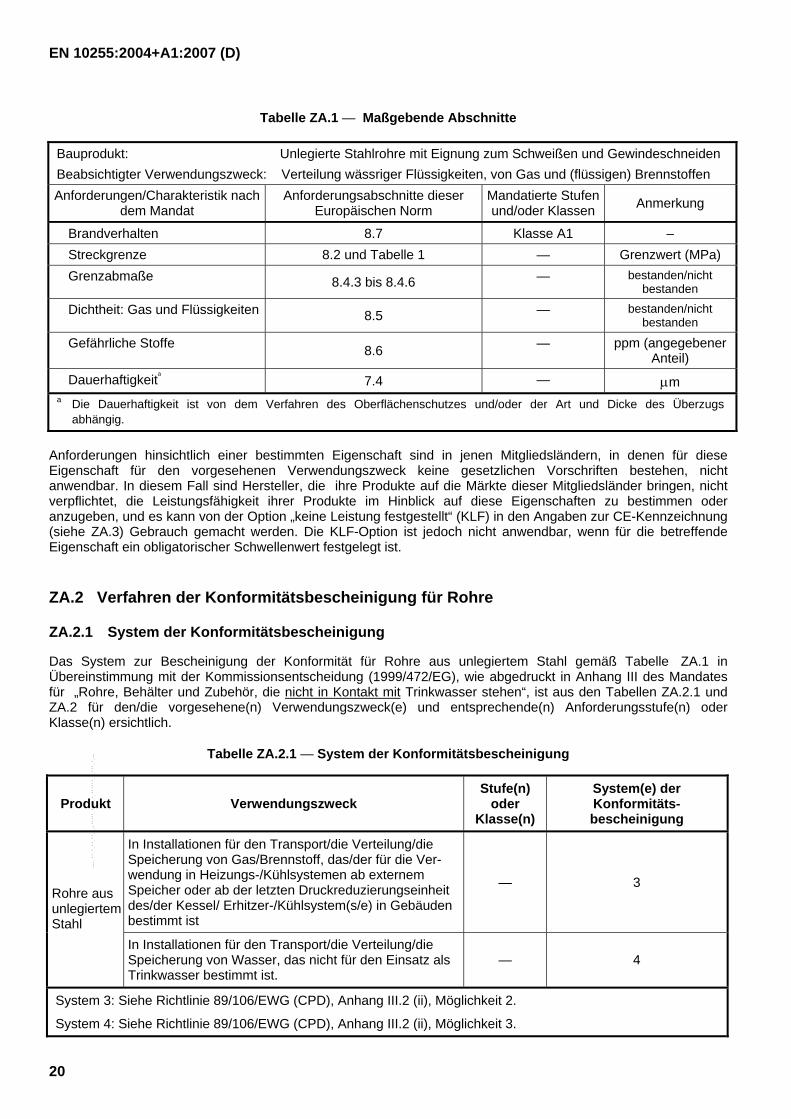
Tabelle ZA.1 — Maßgebende Abschnitte
Bauprodukt: Unlegierte Stahlrohre mit Eignung zum Schweißen und Gewindeschneiden Beabsichtigter Verwendungszweck: Verteilung wässriger Flüssigkeiten, von Gas und (flüssigen) Brennstoffen Anforderungen/Charakteristik nach
dem Mandat Anforderungsabschnitte dieser
Europäischen Norm Mandatierte Stufen und/oder Klassen Anmerkung
Brandverhalten 8.7 Klasse A1 – Streckgrenze 8.2 und Tabelle 1 — Grenzwert (MPa) Grenzabmaße 8.4.3 bis 8.4.6 — bestanden/nicht
bestanden
Dichtheit: Gas und Flüssigkeiten 8.5 — bestanden/nicht bestanden
Gefährliche Stoffe 8.6 — ppm (angegebener Anteil)
Dauerhaftigkeita 7.4 — µm a Die Dauerhaftigkeit ist von dem Verfahren des Oberflächenschutzes und/oder der Art und Dicke des Überzugs abhängig.
Anforderungen hinsichtlich einer bestimmten Eigenschaft sind in jenen Mitgliedsländern, in denen für diese Eigenschaft für den vorgesehenen Verwendungszweck keine gesetzlichen Vorschriften bestehen, nicht anwendbar. In diesem Fall sind Hersteller, die ihre Produkte auf die Märkte dieser Mitgliedsländer bringen, nicht verpflichtet, die Leistungsfähigkeit ihrer Produkte im Hinblick auf diese Eigenschaften zu bestimmen oder anzugeben, und es kann von der Option „keine Leistung festgestellt“ (KLF) in den Angaben zur CE-Kennzeichnung (siehe ZA.3) Gebrauch gemacht werden. Die KLF-Option ist jedoch nicht anwendbar, wenn für die betreffende Eigenschaft ein obligatorischer Schwellenwert festgelegt ist.
ZA.2 Verfahren der Konformitätsbescheinigung für Rohre
ZA.2.1 System der Konformitätsbescheinigung
Das System zur Bescheinigung der Konformität für Rohre aus unlegiertem Stahl gemäß Tabelle ZA.1 in Übereinstimmung mit der Kommissionsentscheidung (1999/472/EG), wie abgedruckt in Anhang III des Mandates für „Rohre, Behälter und Zubehör, die nicht in Kontakt mit Trinkwasser stehen“, ist aus den Tabellen ZA.2.1 und ZA.2 für den/die vorgesehene(n) Verwendungszweck(e) und entsprechende(n) Anforderungsstufe(n) oder Klasse(n) ersichtlich.
Tabelle ZA.2.1 — System der Konformitätsbescheinigung
Produkt Verwendungszweck Stufe(n)
oder Klasse(n)
System(e) der Konformitäts- bescheinigung
In Installationen für den Transport/die Verteilung/die Speicherung von Gas/Brennstoff, das/der für die Ver-wendung in Heizungs-/Kühlsystemen ab externem Speicher oder ab der letzten Druckreduzierungseinheit des/der Kessel/ Erhitzer-/Kühlsystem(s/e) in Gebäuden bestimmt ist
— 3 Rohre aus unlegiertem Stahl
In Installationen für den Transport/die Verteilung/die Speicherung von Wasser, das nicht für den Einsatz als Trinkwasser bestimmt ist.
— 4
System 3: Siehe Richtlinie 89/106/EWG (CPD), Anhang III.2 (ii), Möglichkeit 2.
System 4: Siehe Richtlinie 89/106/EWG (CPD), Anhang III.2 (ii), Möglichkeit 3.
--`,`,,,`,`,,,,,,`,`,``,`,,,,,-`-`,,`,,`,`,,`---
EN 10255:2004+A1:2007 (D)
21
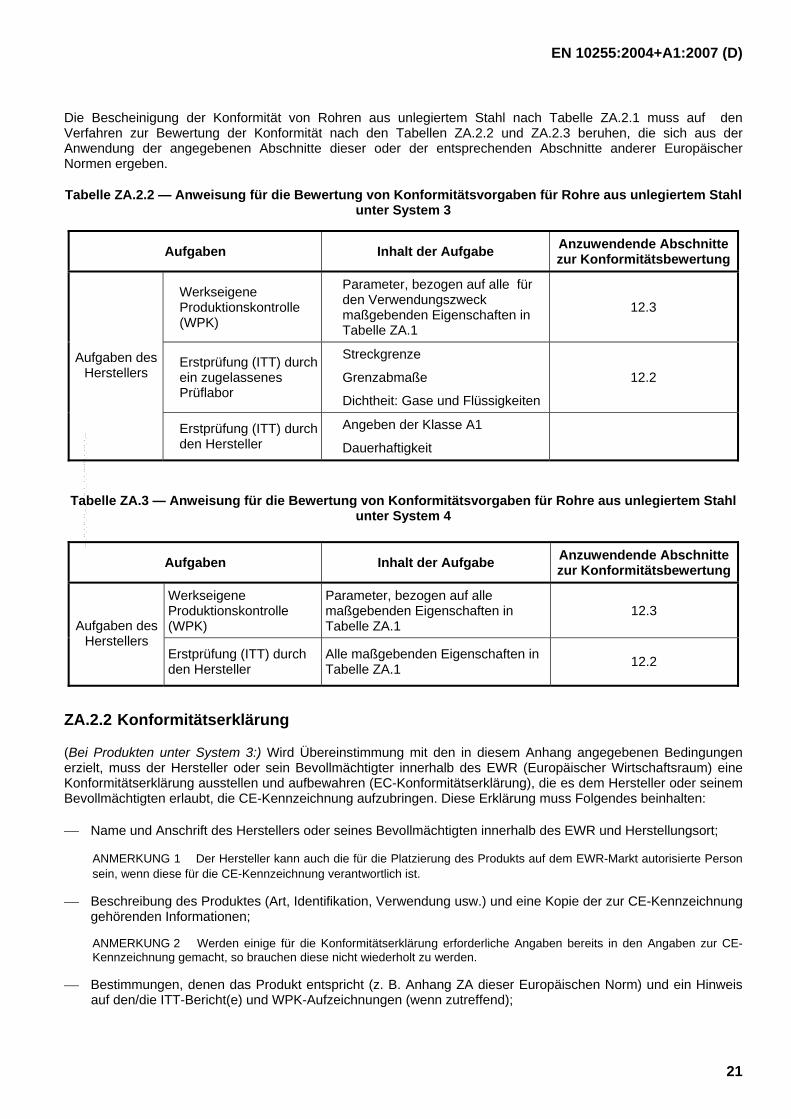
Die Bescheinigung der Konformität von Rohren aus unlegiertem Stahl nach Tabelle ZA.2.1 muss auf den Verfahren zur Bewertung der Konformität nach den Tabellen ZA.2.2 und ZA.2.3 beruhen, die sich aus der Anwendung der angegebenen Abschnitte dieser oder der entsprechenden Abschnitte anderer Europäischer Normen ergeben.
Tabelle ZA.2.2 — Anweisung für die Bewertung von Konformitätsvorgaben für Rohre aus unlegiertem Stahl unter System 3
Tabelle ZA.3 — Anweisung für die Bewertung von Konformitätsvorgaben für Rohre aus unlegiertem Stahl unter System 4
ZA.2.2 Konformitätserklärung
(Bei Produkten unter System 3:) Wird Übereinstimmung mit den in diesem Anhang angegebenen Bedingungen erzielt, muss der Hersteller oder sein Bevollmächtigter innerhalb des EWR (Europäischer Wirtschaftsraum) eine Konformitätserklärung ausstellen und aufbewahren (EC-Konformitätserklärung), die es dem Hersteller oder seinem Bevollmächtigten erlaubt, die CE-Kennzeichnung aufzubringen. Diese Erklärung muss Folgendes beinhalten:
⎯ Name und Anschrift des Herstellers oder seines Bevollmächtigten innerhalb des EWR und Herstellungsort;
ANMERKUNG 1 Der Hersteller kann auch die für die Platzierung des Produkts auf dem EWR-Markt autorisierte Person sein, wenn diese für die CE-Kennzeichnung verantwortlich ist.
⎯ Beschreibung des Produktes (Art, Identifikation, Verwendung usw.) und eine Kopie der zur CE-Kennzeichnung gehörenden Informationen;
ANMERKUNG 2 Werden einige für die Konformitätserklärung erforderliche Angaben bereits in den Angaben zur CE-Kennzeichnung gemacht, so brauchen diese nicht wiederholt zu werden.
⎯ Bestimmungen, denen das Produkt entspricht (z. B. Anhang ZA dieser Europäischen Norm) und ein Hinweis auf den/die ITT-Bericht(e) und WPK-Aufzeichnungen (wenn zutreffend);
Aufgaben Inhalt der Aufgabe Anzuwendende Abschnittezur Konformitätsbewertung
Werkseigene Produktionskontrolle (WPK)
Parameter, bezogen auf alle für den Verwendungszweck maßgebenden Eigenschaften in Tabelle ZA.1
12.3
Erstprüfung (ITT) durch ein zugelassenes Prüflabor
Streckgrenze
Grenzabmaße
Dichtheit: Gase und Flüssigkeiten
12.2 Aufgaben des
Herstellers
Erstprüfung (ITT) durch den Hersteller
Angeben der Klasse A1
Dauerhaftigkeit
Aufgaben Inhalt der Aufgabe Anzuwendende Abschnittezur Konformitätsbewertung
Werkseigene Produktionskontrolle (WPK)
Parameter, bezogen auf alle maßgebenden Eigenschaften in Tabelle ZA.1
12.3 Aufgaben des
Herstellers Erstprüfung (ITT) durch den Hersteller
Alle maßgebenden Eigenschaften in Tabelle ZA.1 12.2
--`,`,,,`,`,,,,,,`,`,``,`,,,,,-`-`,,`,,`,`,,`---
EN 10255:2004+A1:2007 (D)
22
⎯ Besondere Bedingungen, die für die Anwendung des Produktes gelten (z. B. Vorkehrungen für seine Anwendung unter bestimmten Bedingungen usw.);
⎯ Name und Adresse der zugelassenen Prüfstelle;
⎯ Namen und Position der Person, die berechtigt ist, die Konformitätserklärung im Namen des Herstellers oder seines Bevollmächtigten zu unterzeichnen.
(Bei Produkten unter System 4:) Wird Übereinstimmung mit den in diesem Anhang angegebenen Bedingungen erzielt, muss der Hersteller oder sein Bevollmächtigter innerhalb des EWR (Europäischer Wirtschaftsraum) eine Konformitätsbescheinigung ausstellen und aufbewahren (EC-Konformitätserklärung), die es dem Hersteller oder seinem Bevollmächtigten erlaubt, die CE-Kennzeichnung aufzubringen. Diese Erklärung muss Folgendes beinhalten:
⎯ Name und Anschrift des Herstellers oder seines Bevollmächtigten innerhalb des EWR und Herstellungsort;
ANMERKUNG 3 Der Hersteller kann auch die für die Platzierung des Produkts auf dem EWR-Markt autorisierte Person sein, wenn diese für die CE-Kennzeichnung verantwortlich ist.
⎯ Beschreibung des Produktes (Art, Identifikation, Verwendung usw.) und eine Kopie der zur CE-Kennzeichnung gehörenden Informationen;
ANMERKUNG 4 Werden einige für die Konformitätserklärung erforderliche Angaben bereits in den Angaben zur CE-Kennzeichnung gemacht, so brauchen diese nicht wiederholt zu werden.
⎯ Bestimmungen, denen das Produkt entspricht (z. B. Anhang ZA dieser Europäischen Norm) und ein Hinweis auf den/die ITT-Bericht(e) und WPK-Aufzeichnunngen (wenn zutreffend);
⎯ Besondere Bedingungen, die für die Anwendung des Produktes gelten (z. B. Vorkehrungen für seine Anwendung unter bestimmten Bedingungen usw.);
⎯ Namen und Position der Person, die berechtigt ist, die Konformitätserklärung im Namen des Herstellers oder seines Bevollmächtigten zu unterzeichnen.
ANMERKUNG 5 Die Dopplung von Angaben in Erklärung und Zertifikat sollte vermieden werden. Zu diesem Zweck können Querverweise dienen, wenn das eine Dokument mehr Angaben als das andere enthält.
Die Erklärung muss in einer/den offiziellen Sprache(n) des/der Mitgliedsstaates/n, in dem/denen das Produkt angewendet werden soll, abgefasst sein.
ZA.3 CE-Kennzeichnung
Der Hersteller oder sein Bevollmächtigter innerhalb des EWR ist verantwortlich für das Aufbringen der CE-Kennzeichnung. Das aufzubringende CE-Symbol muss den Festlegungen der Richtlinie 93/68/EG entsprechen und [auf dem Bauprodukt] sichtbar aufgebracht sein (oder, wenn dies nicht möglich ist, auf dem angebrachten Etikett, der Verpackung oder den begleitenden Handelspapieren, z. B. einer Lieferbescheinigung). Die begleitenden Angaben zum CE-Symbol müssen Folgendes beinhalten:
⎯ Name oder Kennzeichen und registrierte Anschrift des Herstellers (siehe ANMERKUNG 1 in ZA.2.2);
⎯ die beiden letzten Ziffern des Jahres, in dem die Kennzeichnung erfolgte;
⎯ Hinweis auf diese Europäische Norm;
⎯ Beschreibung des Produktes: Produktbezeichnung, Werkstoff, Maße, ... und vorgesehener Einsatz;
⎯ Angabe jener zutreffenden wesentlichen Eigenschaften in Tabelle ZA.1, die anzugeben sind;
⎯ Angegebene Werte und, wenn zutreffend, Stufe oder Klasse (einschließlich der „bestanden"- oder „bestanden/nicht bestanden“-Anforderung, wenn erforderlich) zur Angabe jeder grundlegenden Anforderung entsprechend den Hinweisen in der Spalte Anmerkung in Tabelle ZA.1;
⎯ „keine Leistung festgestellt“ für Eigenschaften, auf die dies zutrifft.
EN 10255:2004+A1:2007 (D)
23
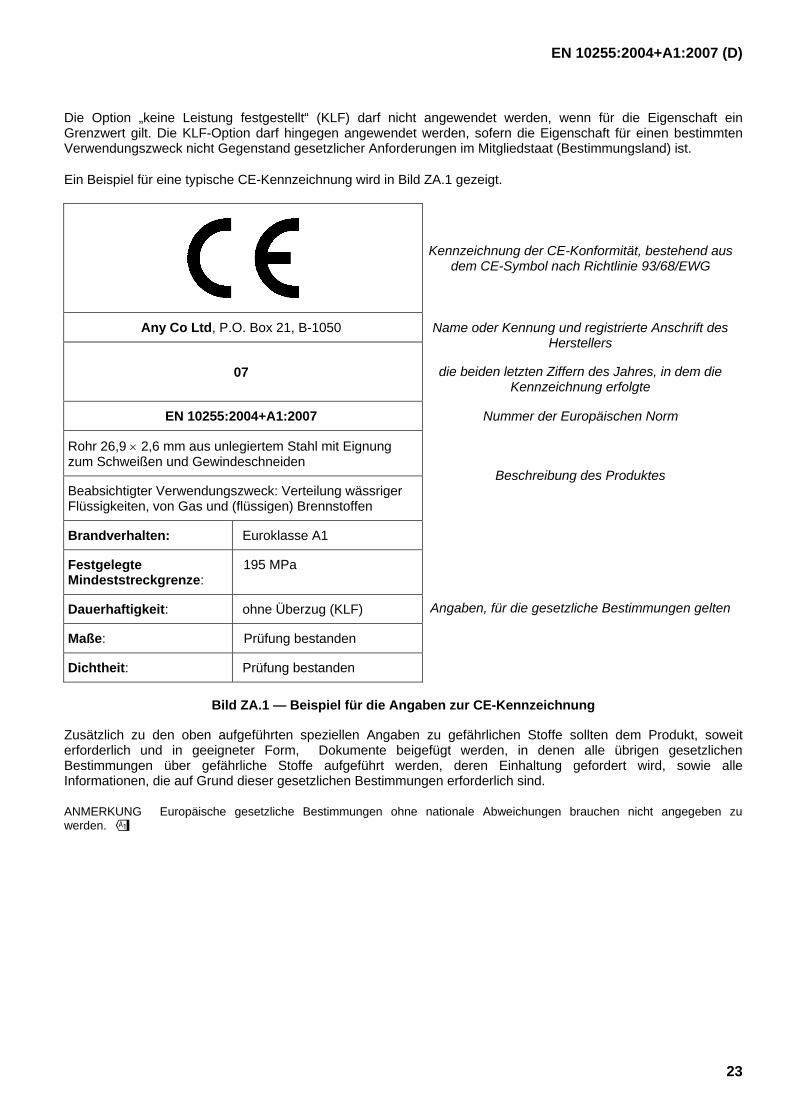
Die Option „keine Leistung festgestellt“ (KLF) darf nicht angewendet werden, wenn für die Eigenschaft ein Grenzwert gilt. Die KLF-Option darf hingegen angewendet werden, sofern die Eigenschaft für einen bestimmten Verwendungszweck nicht Gegenstand gesetzlicher Anforderungen im Mitgliedstaat (Bestimmungsland) ist.
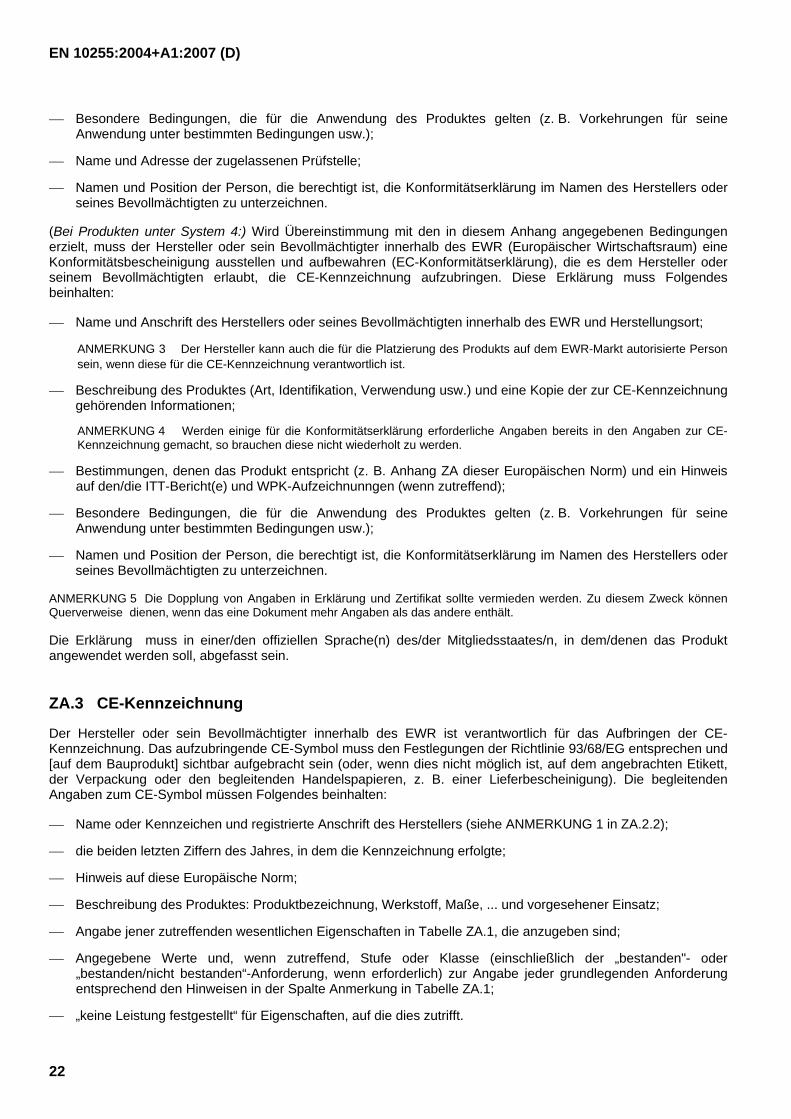
Ein Beispiel für eine typische CE-Kennzeichnung wird in Bild ZA.1 gezeigt.
Bild ZA.1 — Beispiel für die Angaben zur CE-Kennzeichnung
Zusätzlich zu den oben aufgeführten speziellen Angaben zu gefährlichen Stoffe sollten dem Produkt, soweit erforderlich und in geeigneter Form, Dokumente beigefügt werden, in denen alle übrigen gesetzlichen Bestimmungen über gefährliche Stoffe aufgeführt werden, deren Einhaltung gefordert wird, sowie alle Informationen, die auf Grund dieser gesetzlichen Bestimmungen erforderlich sind.
ANMERKUNG Europäische gesetzliche Bestimmungen ohne nationale Abweichungen brauchen nicht angegeben zu werden. "
Kennzeichnung der CE-Konformität, bestehend aus dem CE-Symbol nach Richtlinie 93/68/EWG
Any Co Ltd, P.O. Box 21, B-1050
07
Name oder Kennung und registrierte Anschrift des Herstellers
die beiden letzten Ziffern des Jahres, in dem die Kennzeichnung erfolgte
EN 10255:2004+A1:2007 Nummer der Europäischen Norm
Rohr 26,9 × 2,6 mm aus unlegiertem Stahl mit Eignung zum Schweißen und Gewindeschneiden
Beabsichtigter Verwendungszweck: Verteilung wässriger Flüssigkeiten, von Gas und (flüssigen) Brennstoffen
Beschreibung des Produktes
Brandverhalten: Euroklasse A1
Festgelegte Mindeststreckgrenze:
195 MPa
Dauerhaftigkeit: ohne Überzug (KLF)
Maße: Prüfung bestanden
Dichtheit: Prüfung bestanden
Angaben, für die gesetzliche Bestimmungen gelten

EN 10255:2004+A1:2007 (D)
24
!gestrichener Text"