Embed Size (px)
Citation preview
Schunk Carbon Technology
Herstellung und Eigenschaften von Kohlenstoffwerkstoffenfür mechanische Anwendungen
schunk-carbontechnology.com
02
HERSTELLUNG UND EIGENSCHAFTEN VON KOHLENSTOFFWERKSTOFFEN
Schunk Carbon Technology: Weltweit erfolgreich. Immer an Ihrer Seite.
Schunk Carbon Technology ist weltweit führend in der Entwicklung, Fertigung und Anwendung von Carbon- und Keramiklösungen. Wie kein anderer vereint Schunk Carbon Technology dabei Innovationskraft und technologisches Know-how mit außergewöhnlicher Serviceorientierung zu einem im Markt einzigartigen Leistungsspektrum.
Mit Schunk Carbon Technology finden Sie einen Partner, der Ihnen alle technologischen
Möglichkeiten eines weltweit aktiven Unternehmens bietet und Ihre Ideen pragmatisch und
ganz auf Ihre Anforderungen zugeschnitten in die Tat umsetzt – für industrielle Volumen-
märkte genauso wie für hoch spezialisierte Nischenmärkte.
Eine Division der Schunk Group
Wegbereitend, ideenreich, partner-schaftlich – damit hat sich die Schunk Group seit 1913 als global agierender Technologiekonzern einen Namen gemacht.
Wegbereitend, weil wir für unsere Kunden
Brücken bauen, damit sie mit innovativen
Technologien bessere Produkte entwickeln
und neue Märkte erobern können.
Ideenreich, weil Innovationen ein wesentlicher
Bestandteil unserer Unternehmenskultur sind.
Partnerschaftlich, weil Kundenorientierung von
jedem Mitarbeiter der Schunk Group gelebt wird.
Mit über 8000 Mitarbeitern in 29 Ländern
entwickelt die Schunk Group auf dieser Basis
maßgeschneiderte Hightech-Produkte und
Anlagen in den Bereichen Kohlenstofftechnik
und Keramik, Umweltsimulation und Klima-
technik, Sintermetall und Ultraschallschweißen.
Und zwar in zahlreichen Schlüsselindustrien: von
Automotive sowie Bahn-, Flugzeug- und Schiffs-
technik über Solar- und Windenergie bis hin zu
chemischer Industrie und Maschinenbau.
02
03
Kohlenstoff
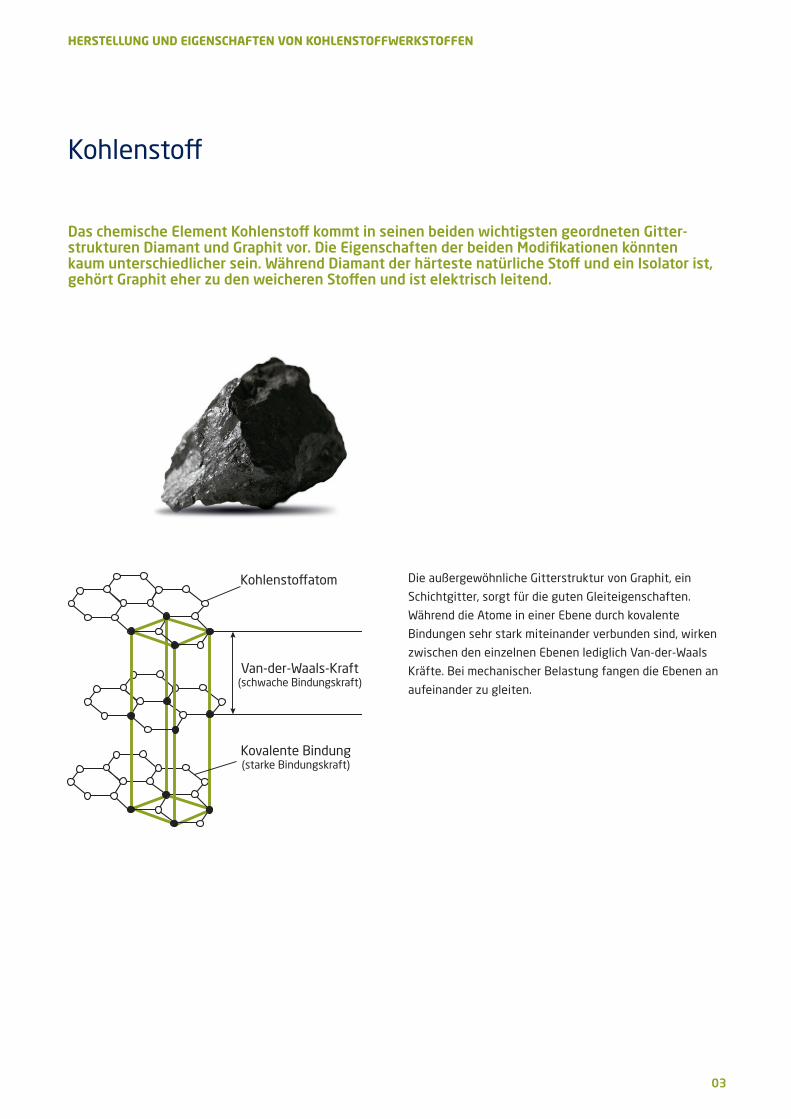
Das chemische Element Kohlenstoff kommt in seinen beiden wichtigsten geordneten Gitter-strukturen Diamant und Graphit vor. Die Eigenschaften der beiden Modifikationen könnten kaum unterschiedlicher sein. Während Diamant der härteste natürliche Stoff und ein Isolator ist, gehört Graphit eher zu den weicheren Stoffen und ist elektrisch leitend.
Die außergewöhnliche Gitterstruktur von Graphit, ein
Schichtgitter, sorgt für die guten Gleiteigenschaften.
Während die Atome in einer Ebene durch kovalente
Bindungen sehr stark miteinander verbunden sind, wirken
zwischen den einzelnen Ebenen lediglich Van-der-Waals
Kräfte. Bei mechanischer Belastung fangen die Ebenen an
aufeinander zu gleiten.
Kohlensto�atom
Van-der-Waals-Kraft(schwache Bindungskraft)
Kovalente Bindung(starke Bindungskraft)
HERSTELLUNG UND EIGENSCHAFTEN VON KOHLENSTOFFWERKSTOFFEN

HERSTELLUNG UND EIGENSCHAFTEN VON KOHLENSTOFFWERKSTOFFEN
Technische Kohlenstoffwerkstoffe
In tribologischen Anwendungen sind im Wesentlichen die beiden Werkstoffgruppen der Kohlenstoffgraphite und Elektrographite weit verbreitet und oftmals die einzige technische Lösung. Neben den hervorragenden Gleiteigenschaften sind es vor allem die mechanischen Eigenschaften, die diese keramischen Werkstoffe auszeichnen.
Kohlenstoffgraphit- und Graphitwerkstoffe werden im All-
gemeinen in polygranularer und/oder polykristalliner Form
hergestellt. Dies bedeutet, dass die Rohstoffkörner solcher
Kohlenstoffwerkstoffe aus kleinsten Kristalliten verschie-
dener Orientierung zusammengesetzt sind. Aufgrund dieser
mikrokristallinen Struktur weist der makroskopische Körper
oft nicht die typischen anisotropen Kristalleigenschaften
des Graphiteinkristalls auf. Die extreme Anisotropie der
elektrischen Leitfähigkeit oder des Wärmeausdehnungsko-
effizienten ist bei polykristallinen Werkstoffen gewollt kaum
vorhanden oder zumindest stark abgeschwächt.
Die geringe Anisotropie der Eigenschaften, die bei polykris-
tallinen Kohlenstoffwerkstoffen trotzdem auftritt, ist vor-
wiegend durch das Pressverfahren bedingt. So haben zum
Beispiel isostatisch gepresste Kohlenstoffwerkstoffe keine
oder nur eine sehr geringe Anisotropie, während ein- oder
zweiseitig hydraulisch gepresste Werkstoffe eine etwas
stärker ausgeprägte Anisotropie aufweisen.
Kunstharzgebundene Kohlenstoffgraphite ergänzen die
Werkstoffpalette für tribologische Anwendungen auf der
Polymerseite. Diese Werkstoffe zeichnen sich durch ihre
kostengünstige Herstellung in hohen Stückzahlen und die
Realisierung von komplexen Formen aus.
Auf der Seite der Karbidkeramiken sei hier noch kurz auf die
mit Graphit gefüllten SiC-Werkstoffe verwiesen. Eine
Besonderheit ist hier sicherlich der Siliziumkarbid-
Graphit-Verbundwerkstoff SiC30 von Schunk.
Weitere technische Kohlenstoffprodukte werden unter
Verwendung von Kohlenstoff- oder Graphitfasern herge-
stellt. Diese Fasern werden zum Beispiel durch thermische
Behandlung von Polymerfasern – meist aus Polyacrylnitril
(PAN) – hergestellt. Kohlenstofffasern dienen zur Verstär-
kung von Polymeren (CFK), Kohlenstoff (CFC, C/C), Keramik
(CMC) und Metallen. Diese Verbundwerkstoffe werden vor
allem dort eingesetzt, wo hohe Steifigkeit und Festigkeit
bei geringem Gewicht eine entscheidende Rolle spielen. Be-
kannte Anwendungsgebiete für CFK sind Sportartikel oder
Bauteile für die Luft- und Raumfahrt, die keine hohe Tempe-
raturbelastung erfahren. Für Hochtemperaturanwendungen,
z. B. in der Halbleitertechnik oder im Ofenbau, werden C/C-
Werkstoffe eingesetzt. Als nicht sprödbrechende, hochfeste
Keramik sind diese Werkstoffe auch zunehmend interessant
für den Einsatz in tribologisch belasteten Bauteilen.
Des Weiteren gibt es noch Diamant- und diamantähnliche
(DLC)-Beschichtungen, die auch im tribologischen Bereich
an Bedeutung gewinnen. Die sehr aufwendigen Diamantbe-
schichtungen widerstehen widrigsten Bedingungen, auch
kurzzeitigem Trockenlauf, und sind in einzelnen Anwen-
dungen alternativlos, wo SiC- und SiC-C-Verbundwerkstoffe
nicht eingesetzt werden können.
04

05
HERSTELLUNG UND EIGENSCHAFTEN VON KOHLENSTOFFWERKSTOFFEN
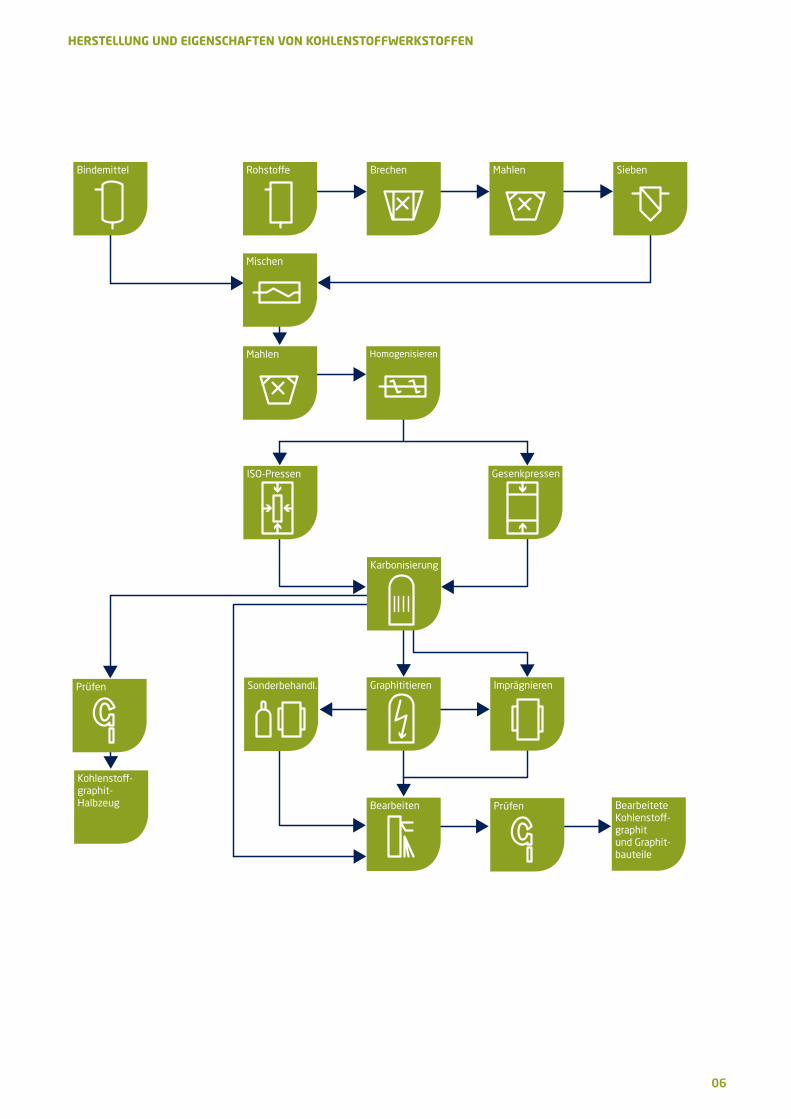
Herstellung von Kohlenstoffgraphit- und Graphitwerkstoffen
Die Herstellung der Werkstoffe erfolgt nach Fertigungsmethoden, die an klassische keramische Technologien angelehnt sind. Dies geschieht bei Schunk in teilweise vollautomatischen Prozessen, online überwacht.
Materialaufbereitung und Mischen
Der Schmelzpunkt von Kohlenstoff liegt bei einem Druck
von 100 bar bei über 4000 °C. Bei niedrigeren Drücken
sublimiert Kohlenstoff. Technische Kohlenstoffe können
also nicht durch einfache Sinterprozesse hergestellt wer-
den. Daher erfolgt die Herstellung von Kohlenstoffgraphit-
und Graphitwerkstoffen über ein Füller/Binder-System.
Rohstoffe wie Petrolkokse, Pechkokse, Ruße und Graphite
werden auf definierte Korngrößenverteilungen gemahlen.
Diese Füllstoffe werden anschließend bevorzugt auf Dop-
pelschneckenextrudern bei erhöhter Temperatur mit einem
thermoplastischen Bindemittel gemischt. Hierfür kommen
sowohl Peche auf Steinkohlenteer- oder Petrolpechbasis als
auch Kunstharze in Betracht. Die Mischung wird anschlie-
ßend für den Formgebungsprozess zu Pulver gemahlen.
Formgebung
Die pressfertigen Mischungen werden unidirektional in
Gesenkpressen oder in isostatischen Pressen zu soge-
nannten grünen Körpern geformt.
Karbonisieren
Die grünen Körper werden nun karbonisiert. Dazu werden je
nach Werkstoff, Abmessungen und den gewünschten Werk-
stoffeigenschaften unterschiedliche Öfen mit bestimmten
Aufheizraten, Maximaltemperaturen und Ofenatmosphären
verwendet.
Während des Karbonisierungsvorganges erfolgt die Pyroly-
se, d.h. Zersetzung des Bindemittels in flüchtige Bestand-
teile und Kohlenstoff. Die flüchtigen Bestandteile erzeugen
ein offenes Porengefüge. Der Binder bleibt im Formkörper
als so genannter Binderkoks zurück und sorgt für hohe
Festigkeit und Härte.
Man bezeichnet diese Werkstoffe als Kohlenstoffe oder
Kohlenstoffgraphite, manchmal auch Hartkohlen genannt.
Graphitieren
Kohlenstoffgraphite sind in Teilen amorph, wenig graphi-
tisch. Um Graphitwerkstoffe herzustellen, werden Kohlen-
stoffgraphite bei Temperaturen bis 3000 °C graphitiert.
Bei Schunk erfolgt dies vorwiegend nach dem Acheson-
Verfahren. Hierbei wird das zu graphitierende Material zwi-
schen zwei Ofenelektroden gepackt und ist als Widerstand
im Sekundärkreis eines Transformators angeordnet. Das
Material wird also durch Widerstandserhitzung auf die Gra-
phitierungstemperatur gebracht. Hierbei bilden sich durch
Rekristallisation größere graphitische Bereiche aus.
Solche Elektrographite weisen im Allgemeinen gute Gleit-
eigenschaften auf, besitzen einen niedrigen elektrischen
Widerstand, eine hohe Wärmeleitfähigkeit sowie eine
gegenüber Kohlenstoffgraphiten verbesserte Korrosions-
beständigkeit.
Imprägnieren
Die Porosität von Kohlenstoffgraphit- und Graphitwerk-
stoffen kann je nach Werkstoff in einem weiten Bereich
variieren.
Durch Imprägnierprozesse kann die Porosität reduziert oder
sogar eliminiert werden. In vielen tribologischen Anwendun-
gen ist Undurchlässigkeit gegenüber Fluiden erforderlich;
dabei werden über das Imprägniermedium auch gezielt
weitere Materialeigenschaften beeinflusst.
Bei Schunk erfolgt das Imprägnieren in der Regel über ein
Vakuum-Druck-Verfahren. Imprägniert werden kann mit
unterschiedlichen Kunstharzen, Metallen wie Antimon oder
Kupfer und mit anorganischen Salzen. Auch eine Nachver-
dichtung mit Kohlenstoff ist möglich.
HERSTELLUNG UND EIGENSCHAFTEN VON KOHLENSTOFFWERKSTOFFEN
06
Bindemittel Rohsto�e Brechen Mahlen Sieben
Mischen
Mahlen Homogenisieren
ISO-Pressen Gesenkpressen
Karbonisierung
Sonderbehandl. Graphititieren Imprägnieren
Bearbeiten Prüfen Bearbeitete Kohlensto�- graphitund Graphit-bauteile
Prüfen
Kohlensto�-graphit-Halbzeug
HERSTELLUNG UND EIGENSCHAFTEN VON KOHLENSTOFFWERKSTOFFEN
Eigenschaften von Kohlenstoffgraphit- und Graphitwerkstoffen
Porosität
Die herstellungsbedingt entstandene Porosität von Koh-
lenstoffgraphit- und Graphitwerkstoffen führt zu einer
gewissen Permeabilität für Fluide. Für einige Verwendungs-
zwecke stören die im Material vorhandenen Poren nicht. Für
Dichtungselemente wie z. B. Gleitringe für Gleitringdichtun-
gen sind dagegen porige Werkstoffe ungeeignet.
Die offene Porosität von Kohlenstoffgraphit und Graphit-
werkstoffen kann durch Imprägnierungen verringert bzw.
ganz verschlossen werden (siehe vorheriges Kapitel
„Imprägnieren“).
Schliffbilder von einem unimprägnierten und einem
imprägnierten Werkstoff
Rohdichte
Wegen der vorhandenen Poren ist es üblich, die scheinbare
Dichte oder Rohdichte anzugeben. Sie kann je nach Porosi-
tät und Imprägnierung von 1,5 bis 3,3 g/cm³ betragen.
Kohlenstoffbauteile sind ausgesprochen leicht.
Chemische Beständigkeit
Kohlenstoffgraphit- und Graphitwerkstoffe sind aufgrund
ihrer ausgezeichneten chemischen Resistenz in die Gruppe
der korrosionsfesten Werkstoffe einzureihen.
Einzelheiten entnehmen Sie bitte unserer Broschüre 39.12
zur chemischen Beständigkeit.
Temperaturbeständigkeit
In sauerstoffhaltiger Atmosphäre wird Kohlenstoff bei
hohen Temperaturen oxidiert.
Diese Oxidation tritt bei Kohlenstoffgraphitwerkstoffen an
Luft ab etwa 350 °C und bei Elektrographiten ab 500 °C auf.
Durch spezielle Nachbehandlungen lässt sich die Tempe-
raturbeständigkeit von Elektrographiten in oxidierender
Atmosphäre auf über 600 °C steigern.
In nicht oxidierender Atmosphäre wird die Temperatur-
beständigkeit von Kohlenstoffgraphit und Graphit durch die
Behandlungstemperatur beim Herstellprozess bestimmt und
liegt damit bei etwa 1000 °C bzw. > 2500 °C.
Bei kunstharz- und metallimprägnierten Werkstoffen ist
die Temperaturbeständigkeit durch die Zersetzungs- bzw.
Schmelztemperatur der verwendeten Imprägniermittel
begrenzt. Die Temperatureinsatzgrenze kunstharzimpräg-
nierter Werkstoffe liegt je nach verwendetem Harz >200 °C.
07
08
Festigkeit
Kohlenstoffgraphit- und Graphitwerkstoffe weisen eine
vergleichsweise geringe Zug- und Biegefestigkeit, dagegen
aber eine hohe Druckfestigkeit auf. Im Gegensatz zu Kunst-
stoffen oder metallischen Werkstoffen nimmt die Festigkeit
mit steigender Temperatur nicht ab.
Bei der Konstruktion mit Kohlenstoffgraphit- und Graphit-
werkstoffen muss keramiktypisch eine gewisse Sprödigkeit
berücksichtigt werden. Wegen dieser größeren Sprödigkeit
im Vergleich zu gebräuchlichen metallischen Werkstoffen ist
die Festigkeit von diesen Werkstoffen nicht durch Angaben
von Zugfestigkeits- und Dehnungswerten zu charakterisie-
ren. Es ist vielmehr üblich, die Biege- und Druckfestigkeit
sowie den Elastizitätsmodul als Kenngrößen anzugeben.
Kohlenstoffgraphit ist hinsichtlich der Festigkeit den Elek-
trographiten überlegen. Elektrographit hingegen besitzt
eine etwas geringere Sprödigkeit.
Durch Imprägnierungen mit Kunstharzen oder Metallen
können die Festigkeiten, E-Moduln und Härten wesentlich
erhöht werden.
Härte
Schunk ermittelt für seine Kohlenstoffwerkstoffe die Härten
HR5/40, HR5/100 und HR5/150. Hierbei wird eine 5-mm-
Stahlkugel mit 98 N Vorlast und 294 N, 883 N bzw. 1373
N Zusatzlast in den zu prüfenden Körper gedrückt. Nach
Abnehmen der Zusatzlast ist die bleibende Eindringtiefe ein
Maß für die Härte HR5/40, HR5/100 bzw. HR5/150 (dimen-
sionslos), die an der B-Skala von Rockwellhärteprüfgeräten
abgelesen wird.
Um einen Vergleich mit Härtewerten anderer Werkstoffe zu
ermöglichen, haben wir in unserer Broschüre „Kenndaten –
Standardwerkstoffe“ (30.14) zusätzlich zur Rockwellhärte
(HR) die Brinellhärte angegeben. Zur ständigen Qualitäts-
überwachung ziehen wir das Härtemessverfahren nach
Brinell nicht heran, da dieses nur statthaft ist, wenn die
Oberfläche des porigen Materials poliert wird.
Dynamische Härtemessverfahren sind nach unserer Erfah-
rung wegen der Struktur des Materials weniger gut geeig-
net. Außerdem ist die Angabe von Shore-Härtewerten allein
wegen der stark vom jeweils benutzen Gerät abhängigen
Messwerte problematisch.
Wärmeleitfähigkeit
In Tabelle 1 sind die typischen Wärmeleitfähigkeiten von
Kohlenstoffgraphit und Elektrographit im Vergleich zu
einigen weiteren gebräuchlichen Werkstoffen zusammen-
gestellt. Kohlenstoffgraphite erreichen die Leitfähigkeit
rostfreier Stähle, Elektrographite zeichnen sich durch noch
wesentlich höhere Wärmeleitfähigkeiten aus.
Wärmeausdehnungskoeffizient
Eine weitere wichtige Eigenschaft, die bei der Konstruktion
mit Kohlenstoffwerkstoffen unbedingt berücksichtigt wer-
den muss, ist der im Vergleich zu Metallen niedrige Wärme-
ausdehnungskoeffizient. Mit Werten von 2 bis 6 *10-6/K ist
dieser um Faktoren kleiner als der von Metallen.
Werkstoffe Wärmeleitfähigkeit bei +20 °C W/m*K
Elektrographit 40-130
Kohlenstoffgraphit 8-17
Chrom-Nickel-Stahl 18/8 15
Grauguss 45-60
Kupfer 395
Bronze SnBz 12 38
Chromstahlguss 19
Sinterkeramik (Al2O3) 21
Siliziumkarbid 80-130
Tabelle 1: Wärmeleitfähigkeit
HERSTELLUNG UND EIGENSCHAFTEN VON KOHLENSTOFFWERKSTOFFEN
HERSTELLUNG UND EIGENSCHAFTEN VON KOHLENSTOFFWERKSTOFFEN
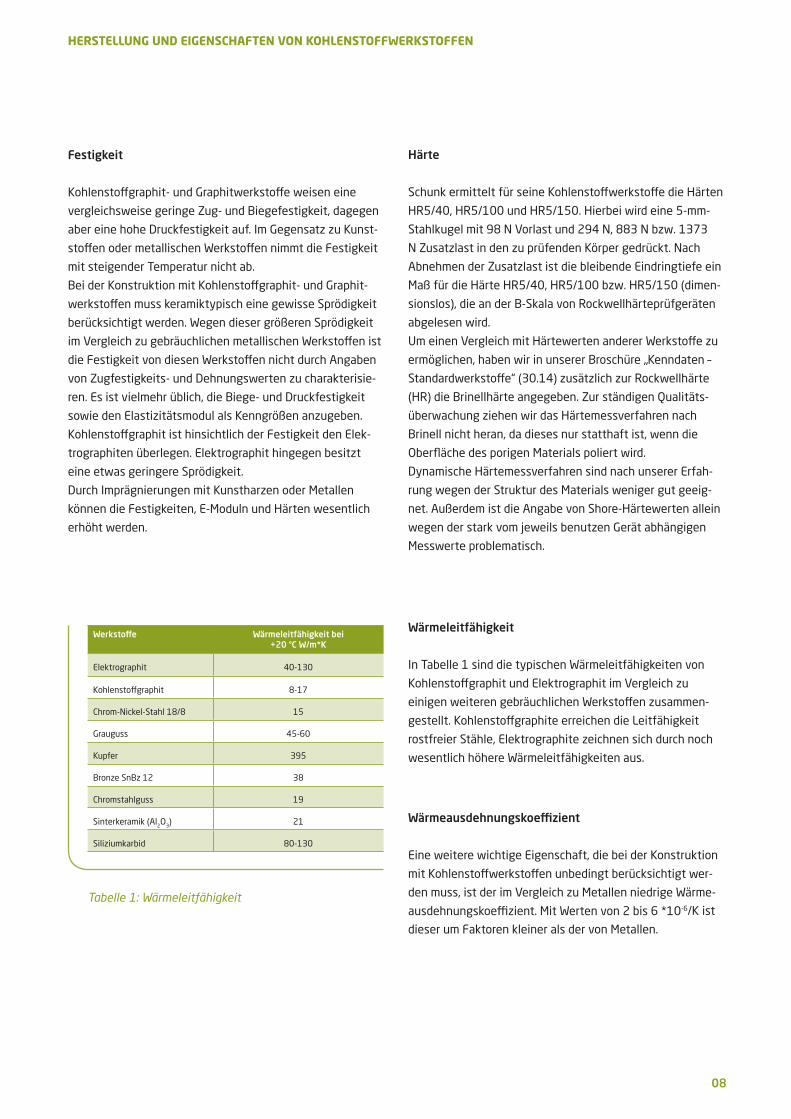
Temperaturwechselbeständigkeit
Die Thermoschockbeständigkeit ist für Kohlenstoffgra-
phit- und insbesondere auch für Elektrographitwerkstoffe
hervorragend. Sie kann als Quotient aus dem Produkt von
Festigkeit und Wärmeleitfähigkeit und dem Produkt von
E-Modul und thermischem Ausdehnungskoeffizienten defi-
niert werden.
Gleiteigenschaften
Graphit, ob Naturgraphit oder Elektrographit, besitzt auf
Grund seiner besonderen Kristallstruktur selbstschmierende
Eigenschaften. Da bei der Herstellung von Kohlenstoff-
graphitwerkstoffen für Lager und Dichtungselemente
ebenfalls stets Graphit als Komponente verwendet wird,
bestehen neben den Elektrographitwerkstoffen auch diese
Werkstoffe zu einem bedeutenden Teil aus dem Trocken-
schmiermittel. Bereits ohne zusätzliche flüssige Schmier-
mittel ist daher der Reibungskoeffizient zwischen Kohlen-
stoffwerkstoffen und deren Reibpartnern bei einwandfreier
Gleitflächenbeschaffenheit vergleichsweise klein.
Allgemein gültige Angaben über den Reibungskoeffizienten
lassen sich infolge stark unterschiedlicher Betriebsbedin-
gungen nicht machen. Im Trockenlauf ist gegen Grauguss
oder Stahl mit einem Reibungskoeffizienten in der Größen-
ordnung von µ=0,1 bis 0,3 zu rechnen. In Gegenwart von
Flüssigkeiten oder Dämpfen, wobei die Art der Flüssigkeiten
bzw. Dämpfe von untergeordneter Bedeutung ist, wird der
Reibbeiwert bedeutend herabgesetzt, im Mischreibungs-
bereich auf µ < 0,1. Anhaltspunkte über den Verlauf des
Reibungskoeffizienten zwischen Kohlenstoffgraphit und
Grauguss bzw. Stahl bei Trockenlauf geben die nachfolgen-
den vier Diagramme.
10 20 30 40 50 60 70 min. 90 Laufzeit
0,3
0,2
0,1
Rei
bung
skoe
�zi
ent µ
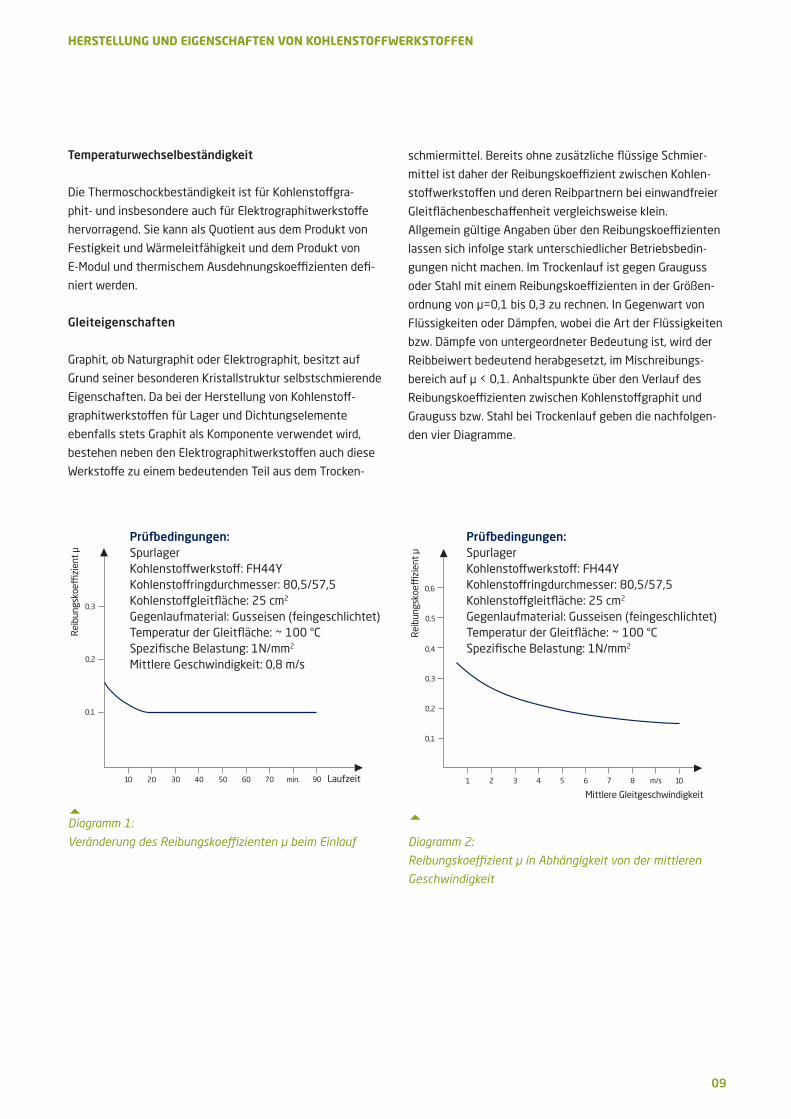
1 2 3 4 5 6 7 8 m/s
Mittlere Gleitgeschwindigkeit
0,3
0,2
0,1
Rei
bung
skoe
�zi
ent µ
0,4
0,6
0,5
10
Diagramm 1:
Veränderung des Reibungskoeffizienten μ beim Einlauf Diagramm 2:
Reibungskoeffizient μ in Abhängigkeit von der mittleren
Geschwindigkeit
Prüfbedingungen:SpurlagerKohlenstoffwerkstoff: FH44YKohlenstoffringdurchmesser: 80,5/57,5Kohlenstoffgleitfläche: 25 cm2
Gegenlaufmaterial: Gusseisen (feingeschlichtet)Temperatur der Gleitfläche: ~ 100 °CSpezifische Belastung: 1N/mm2 Mittlere Geschwindigkeit: 0,8 m/s
Prüfbedingungen:SpurlagerKohlenstoffwerkstoff: FH44YKohlenstoffringdurchmesser: 80,5/57,5Kohlenstoffgleitfläche: 25 cm2
Gegenlaufmaterial: Gusseisen (feingeschlichtet)Temperatur der Gleitfläche: ~ 100 °CSpezifische Belastung: 1N/mm2
09
10
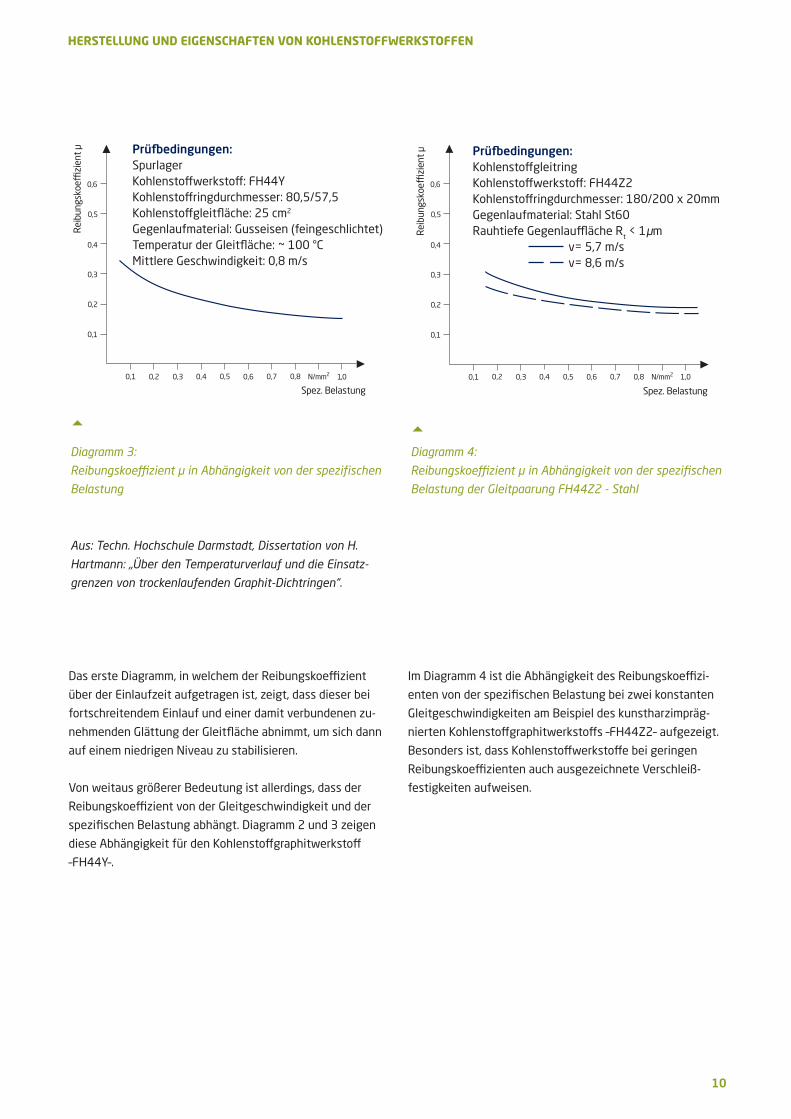
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
Spez. Belastung
0,3
0,2
0,1
Rei
bung
skoe
�zi
ent µ
0,4
0,6
0,5
1,0N/mm2 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 N/mm2
Spez. Belastung
0,3
0,2
0,1
Rei
bung
skoe
�zi
ent µ
0,4
0,6
0,5
1,0
Diagramm 3:
Reibungskoeffizient μ in Abhängigkeit von der spezifischen
Belastung
Diagramm 4:
Reibungskoeffizient μ in Abhängigkeit von der spezifischen
Belastung der Gleitpaarung FH44Z2 - Stahl
Aus: Techn. Hochschule Darmstadt, Dissertation von H.
Hartmann: „Über den Temperaturverlauf und die Einsatz-
grenzen von trockenlaufenden Graphit-Dichtringen“.
Das erste Diagramm, in welchem der Reibungskoeffizient
über der Einlaufzeit aufgetragen ist, zeigt, dass dieser bei
fortschreitendem Einlauf und einer damit verbundenen zu-
nehmenden Glättung der Gleitfläche abnimmt, um sich dann
auf einem niedrigen Niveau zu stabilisieren.
Von weitaus größerer Bedeutung ist allerdings, dass der
Reibungskoeffizient von der Gleitgeschwindigkeit und der
spezifischen Belastung abhängt. Diagramm 2 und 3 zeigen
diese Abhängigkeit für den Kohlenstoffgraphitwerkstoff
–FH44Y–.
Im Diagramm 4 ist die Abhängigkeit des Reibungskoeffizi-
enten von der spezifischen Belastung bei zwei konstanten
Gleitgeschwindigkeiten am Beispiel des kunstharzimpräg-
nierten Kohlenstoffgraphitwerkstoffs –FH44Z2– aufgezeigt.
Besonders ist, dass Kohlenstoffwerkstoffe bei geringen
Reibungskoeffizienten auch ausgezeichnete Verschleiß-
festigkeiten aufweisen.
Prüfbedingungen:SpurlagerKohlenstoffwerkstoff: FH44YKohlenstoffringdurchmesser: 80,5/57,5Kohlenstoffgleitfläche: 25 cm2
Gegenlaufmaterial: Gusseisen (feingeschlichtet)Temperatur der Gleitfläche: ~ 100 °CMittlere Geschwindigkeit: 0,8 m/s
Prüfbedingungen:KohlenstoffgleitringKohlenstoffwerkstoff: FH44Z2Kohlenstoffringdurchmesser: 180/200 x 20mmGegenlaufmaterial: Stahl St60Rauhtiefe Gegenlauffläche Rt < 1μm v= 5,7 m/s v= 8,6 m/s
HERSTELLUNG UND EIGENSCHAFTEN VON KOHLENSTOFFWERKSTOFFEN
HERSTELLUNG UND EIGENSCHAFTEN VON KOHLENSTOFFWERKSTOFFEN
Konstruktionshinweise für Maschinenelemente aus Feinstkornkohlenstoffwerkstoffen
Da sämtliche Gleitelemente von Schunk Carbon Technology nach Kundenzeichnung und/oder Kundenspezifikation hergestellt werden, ist der Konstrukteur bzgl. Ausführungsform, Abmessungen und Werkstoff nicht an Normen oder Standardausführungen gebunden.
Bei der Gestaltung von Gleitlagern und Dichtungselementen
sind die bereits beschriebenen Eigenschaften von Kohlen-
stoffgraphit- und Graphitwerkstoffen zu beachten. Es ist
daher sinnvoll, bereits in der Konstruktionsphase für neue
Bauteile Kontakt zu uns aufzunehmen, um nicht realisierba-
re oder ungünstige Ausführungen zu vermeiden.
Die Geometrien werden in der Regel aus gepressten
Halbzeugen gespant. Hierbei kommen nahezu alle Span-
verfahren zum Einsatz: u. a. Sägen, Wasserstrahlschneiden,
Drehen, Fräsen, Bohren, Schleifen, Hohnen, Läppen und
Polieren.
Die Wandstärke sollte möglichst nicht unter 3 mm liegen.
Bei Rundkörpern ist je nach Größe der Bauteile die Wand-
stärke mit 10–20 % des Innendurchmessers festzulegen.
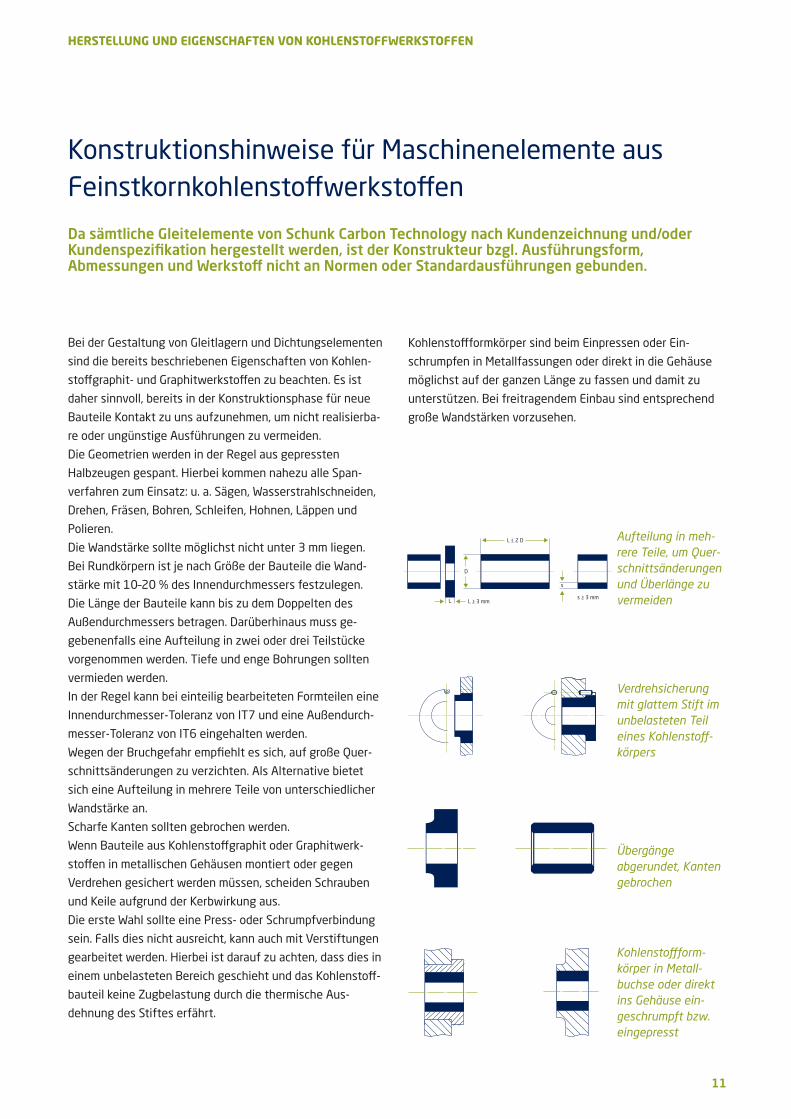
Die Länge der Bauteile kann bis zu dem Doppelten des
Außendurchmessers betragen. Darüberhinaus muss ge-
gebenenfalls eine Aufteilung in zwei oder drei Teilstücke
vorgenommen werden. Tiefe und enge Bohrungen sollten
vermieden werden.
In der Regel kann bei einteilig bearbeiteten Formteilen eine
Innendurchmesser-Toleranz von IT7 und eine Außendurch-
messer-Toleranz von IT6 eingehalten werden.
Wegen der Bruchgefahr empfiehlt es sich, auf große Quer-
schnittsänderungen zu verzichten. Als Alternative bietet
sich eine Aufteilung in mehrere Teile von unterschiedlicher
Wandstärke an.
Scharfe Kanten sollten gebrochen werden.
Wenn Bauteile aus Kohlenstoffgraphit oder Graphitwerk-
stoffen in metallischen Gehäusen montiert oder gegen
Verdrehen gesichert werden müssen, scheiden Schrauben
und Keile aufgrund der Kerbwirkung aus.
Die erste Wahl sollte eine Press- oder Schrumpfverbindung
sein. Falls dies nicht ausreicht, kann auch mit Verstiftungen
gearbeitet werden. Hierbei ist darauf zu achten, dass dies in
einem unbelasteten Bereich geschieht und das Kohlenstoff-
bauteil keine Zugbelastung durch die thermische Aus-
dehnung des Stiftes erfährt.
Kohlenstoffformkörper sind beim Einpressen oder Ein-
schrumpfen in Metallfassungen oder direkt in die Gehäuse
möglichst auf der ganzen Länge zu fassen und damit zu
unterstützen. Bei freitragendem Einbau sind entsprechend
große Wandstärken vorzusehen.
D
L
s
L ≥ 3 mm
L ≤ 2 D
s ≥ 3 mm
Aufteilung in meh-rere Teile, um Quer-schnittsänderungen und Überlänge zu vermeiden
Verdrehsicherung mit glattem Stift im unbelasteten Teil eines Kohlenstoff-körpers
Übergänge abgerundet, Kanten gebrochen
Kohlenstoffform-körper in Metall-buchse oder direkt ins Gehäuse ein-geschrumpft bzw. eingepresst
11

12
Kunstharzgebundene Carbonwerkstoffe
Bei diesen Werkstoffen handelt es sich um kohlenstoff- und/oder graphitgefülltes Phenolharz. Unterschiedliche Rezepturen und Füllgrade tragen den unterschiedlichen Anforderungen in der jeweiligen Anwendung Rechnung.
Ein großer Vorteil dieser Werkstoffe liegt in der Möglichkeit
der Kunststoffformgebungsverfahren, welche eine kosten-
günstige Herstellung in hohen Stückzahlen ermöglichen.
Neben dem Spritzgussformgebungsverfahren werden bei
Schunk für diese Werkstoffe auch das Spritzprägen und das
unidirektionale Pressen in temperierten Gesenken ange-
wandt. Da im Spritzguss die Werkzeugkosten beträchtlich
sind, kommen als Einsatzgebiete Lager, Dichtungsringe und
Pumpenteile in Frage, die wie z. B. in der Automobilindustrie
in hohen Stückzahlen benötigt werden.
Anwendungsbeispiele: Autokühlwasserpumpen, Kraft-
stoffpumpen, Vakuumpumpen für die Zentralverriegelung,
Kompressoren für Komfortsitze, Haushaltswasserpumpen,
Ölbrennerpumpen, Waschmaschinenpumpen etc.
Hinzuweisen ist hier auf die Temperaturbeständigkeit bis
180 °C und den Temperaturausdehnungskoeffizienten, der
in der Größenordnung von metallischen Werkstoffen liegt.
Dadurch ist es möglich, metallische Einlegeteile oder den
Werkstoff selbst als Einlegeteil zu umspritzen. Es wurden
auch bereits Anwendungen bis 250 °C realisiert, selbst die
Herstellung von All-Carbon-Werkstoffen ist möglich.
Die kleinste Wandstärke wird in erster Linie durch den
Werkzeugbau bestimmt und kann bei bis zu 0,5 mm liegen.
Die max. Wandstärke eines Bauteils sollte 10 mm nicht
überschreiten, da sonst durch längere Aushärtezeiten dieser
duromeren Werkstoffe im beheizten Pressgesenk eine ratio-
nelle Fertigung nicht mehr gegeben ist.
Für ein im Werkzeug liegendes Maß kann eine Toleranz von
IT9 bis IT10 als Anhaltswert genannt werden. Für Maße in
der Trennebene des Werkszeuges kann eine Toleranz von
≈ 0,1 mm eingehalten werden. Bei allen Toleranzen gilt,
dass sie abhängig sind von zahlreichen Parametern wie
Werkstoff, Geometrie des Bauteils, Anzahl der Werkzeug-
kavitäten oder thermischen Nachbehandlungen. Die end-
gültige Toleranzfestlegung sollte hier nach ersten Ferti-
gungsversuchen mit statistischer Auswertung erfolgen.
Für die Einhaltung von funktionswichtigen Toleranzen
werden Prozessregelungsverfahren als Qualitätssicherungs-
maßnahme eingesetzt.
HERSTELLUNG UND EIGENSCHAFTEN VON KOHLENSTOFFWERKSTOFFEN

Schunk Kohlenstofftechnik GmbH
Rodheimer Straße 59
35452 Heuchelheim ¬ Deutschland
Tel +49 641 6080
Fax +49 641 6080 1223
E-Mail [email protected]
schunk-carbontechnology.com
30
.20
d/2
01
8
Alle Angaben stehen unter dem Vorbehalt technischer Änderungen. Texte und Bilder unterliegen dem Urheberrecht.Eine Nutzung der Inhalte ist nur nach schriftlicher Zustimmung der Schunk GmbH gestattet.





























