Embed Size (px)
Citation preview

Schwachstellenanalyse an Abfüll- und Verpackungslinien
Mögen hätten wir schon wollen, aber dürfen haben wir uns nicht getraut
haipac
Manfred Haider, Dipl. Ing., Mastère Spécialisé der Ecole Centrale Paris
Manfred Haider Dipl.Ing., Mastère Spécialisé (ECP) Falkenstraße 42 81541 München
Telefon: +49/89/62231662 Telefax: +49/89/62231663Email:[email protected] Internet:www.haipac.de

Referenzen
haipac

haipac
Referenzen

haipac
Produktionskosten

haipac
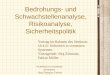
Leistungen der Maschinen
0%
20%
40%
60%
80%
100%
120%
140%
Falscher Berg Sortiergrad
Entlader
Auspacker
Sortierung
Flaschenw aschmaschine
Leerflascheninspektor
Füller
Etikettierer
Einpacker
Belader
Leistungsverteilung der Maschinen einer Abfüllanlage nach Prof. Berg

SCHWACHSTELLENANALYSE AN ABFÜELL-UND VERPACKUNGSLINIEN
INHALT
1. Beschreibung der AnalyseAllgemein
Dauer und Zeitraum für den TestOrganisation des Tests
2. Benötigtes Personal, Pflichten und Positionen2.1. Personal
2.2. Aufgaben des Personals2.2.1. Testleiter
2.2.2. Linienführer
3. Aufnahmeformulare
4. Maschinenspezifikation, Schwachstellen mit Lösungsvorschlägen4.1. Garantien und Forderungen
4.2. Maschinengruppen und Anforderungen4.2.1 Neuglasabschieber, Palettenentlader, Auspacker, Gebindekontrollen, Paletten-, Gebinde-, Artikeltransport 4.2.2 Flaschenwaschmaschine, Flascheninspektor, Füller, Verschliesser, Verschlußzuführung, inkl. Kontrollen,
Artikeltransport4.2.3 Etikettierer, Kontrolle, Einpacker, Artikeltransport
4.2.4. Kastenwascher, Leerkstenspeicher und Gebindetransport mit Gebindekontrollen 4.2.5 Gebindetransport Palettiererzulauf, Palettierer, Palettentransport, Palettenumreifer, Palettendruckprüfung,
Leerpalettenmagazin
5. Leistung, Verarbeitungsprogramm, Auswerteformulare und Aufstellungsplan
haipac

Allgemein
Abfüllanlagen sind für Mehrwegflaschen das Instrument um die Produktion zu gewährleisten. Alle Flaschenarten mit rundem Durchmesser eignen sich hierfür, da einfach im Pulk zu transportieren und zu reinigen. Puffer auf den Transportbahnen ist lebensnotwendig um die Anlagen am Laufen zu halten.
Zeitraum für den Test
Der Zeitraum zur Prüfung der Schwachstellen soll im Normalfall 3 Produktionsschichten sein.Während der Testzeit sollen möglichst wenig Formatwechsel durchgeführt werden, um einenbesseren Eindruck vom kontinuierlichen Linien-lauf zu bekommen. Bei Überprüfung der Formatwechselzeiten mitHilfe der Methode SMED werden diese separat betrachtet.
Organisation des Tests
Das Bedienungspersonal erhält einen Satz Maschinenblätter für die Maschinen in ihrem Bedienbereich. Der Testleiter prüft die Maschinengruppen unabhängig.
Vorbereitung des Tests
Vor Beginn des Tests sind alle Lichtschranken zu reinigen.Wichtig ist, dass man als Prüfer die Linie zwar auf dem Plan schon gesehen hat, aber in Realität immer erst während der Analyse beobachtet, um jedwede Betriebsblindheit zu vermeiden.
1. Beschreibung der Analyse
haipac

Personal Aufgaben des Personals
Testleiter Linienführer
2. Benötigtes Personal, Pflichten und Positionen
haipac
haipac haipac

3. Aufnahmeformulare
haipac
Ausrüstung Füllgruppe
Aufnehmer
Aufnahmezeit Produktzähler
Start h Start P/h
Stop h Stop P/h
Total h Total P/h
Ursache Maschinenstop Dauer Maschinenstop s
keine Flaschen am Einlauf
Flaschenstau am Auslauf
Fehler beim Füller
liegende Flaschen am Einlauf
Flaschenlücken am Einlauf
Flaschenbruch oder Einklemmen im Füller
Einklemmen am Auslauf
Fehler beim Verschliesser
Fehler bei der Auslaufkontrolle, Niveau, Verschluss
Produktdruck nicht ausreichend
kein Produkt
Zu wenig Luft
Zu wenig CO²
Probleme mit der Wassereinspritzung
Anzahl der liegenden Flaschen auf dem Artikeltransport und am Einlauf
Anzahl der zerbrochenen und nicht verschlossenen Flaschen
haipac

4. Maschinenspezifikation
4.1. Garantien und Forderungen
Maschinenwirkungsgrad ηm• ηm = Allgemeine Laufzeit - Maschinenbedingten Störungen x 100% / Allgemeine Laufzeit• Allgemeine Laufzeit = Betriebszeit - Maschinen- oder anlagefremde Störzeiten• Maschinen- oder anlagenbedingte Störzeiten = Störungen von der Maschinenfunktion oder -
operation verursacht• Maschinen- oder anlagenfremde Störzeiten = Störungen nicht von der Maschinen- funktion
oder -operation verursacht
Füllerwirkungsgrad ηf• ηf = Anzahl der korrekt gefüllten Produktionseinheiten x 100% / Allgemeine Laufzeit x
Einstellleistung• Anzahl der korrekt gefüllten Prod.einheiten = Anzahl der Prod.einheiten aus dem Füller weniger
der Anzahl der nicht korrekt gefüllten Prod.einheiten• Die Anzahl der Prod.einheiten wird gemessen von der Füllstandskontrolle nach dem Füller
Anlagenwirkungsgrad ηa• ηa =Anzahl der korrekt gefüllten Produktionseinheiten x 100% / Allgemeine Laufzeit x
Anlageneinstellleistung• Die Anzahl der Prod.einheiten kann im Lager oder an der Vollgutkontrolle nach dem Einpacker
gemessen werden
haipac

haipac

4.2. Maschinengruppen und Anforderungen
4.2.1 Neuglasabschieber, Palettenentlader, Auspacker, Gebindekontrollen, Paletten-, Gebinde-, Artikeltransport
4.2.2 Flaschenwaschmaschine, Flascheninspektor, Füller, Verschliesser, Verschlußzuführung, inkl. Kontrollen, Artikeltransport
4.2.3 Etikettierer, Kontrolle, Einpacker, Artikeltransport
4.2.4. Kastenwascher, Leerkastenspeicher und Gebindetransport mit Gebindekontrollen
4.2.5 Gebindetransport Palettiererzulauf, Palettierer, Palettentransport, Palettenumreifer, Palettendruckprüfung, Leerpalettenmagazin
haipac

haipac

haipac
5. Leistung, Verarbeitungsprogramm und Aufstellungsplan
haipac
LAUFENDE NUMMER VERPACKUNG
1 2 3 4 5
BEHÄLTER NR. 1 2 3
Nennninhalt ( l ) 0,5 0,5 0,33
Bezeichnung ( - ) Glas Glas Glas
Produktsorte
Abfülltemperatur ( ° C )
CO2-Gehalt (g / l)
CO2-Reinheitsgrad ( % )
FÜLLERNENNLEISTUNG (*)Behälter/
h60000 60000 60000 60000 60000
Nennleistung inGebinde/
h3000 3000 2500 #DIV/0! #DIV/0!
LEISTUNGSVERZEICHNIS

haipac
haipac
LAUFENDE NUMMER VERPACKUNG 1 2 3
BEHÄLTER NR. 1 2 3
Nenninhalt (l / g) 0,5 0,5 0,33
Bezeichnung ( - ) BH BWB BP
Produktsorte ( - )
Behälterart(Flasche / Dose /
Glas)Flasche Flasche Flasche
Material (Glas / PET / RPB) Glas Glas Glas
Durchmesser ( mm )
Toleranz ( +mm / -mm )
Höhe ( mm )
Mündungsform (SV / KK) KK KK SV
Behälterfarbe (weiß/grün/braun)
Füllhöhe (mm)
Gewicht (g)
Zeichnung Nr. (-)
Etikett 1 ( R ) - fest X X X
Etikett 2( B / Sg / Ss / Hr /
Si / St ) - festX X X
Etikett 3 ( Rü ) - fest X X X
VERARBEITUNGSPROGRAMM GLASLINIE A

haipac
LAUFENDE NUMMER GEBINDE 1 2 3 1
Gebindeart (Kasten/Karton/Tray) Kasten Kasten Kasten
Formation im Gebinde 4 x5 4 x 5 4 x 6
Behälter je Gebinde 20 20 24
Ausstattung / Innenkontur / Farbe
Gefache (ohne / mit / versetzt) mit mit mit
Höhe / Stärke der Gefache bei Kartons (mm / mm)
Länge ( ) L ( ) l ( mm ) 400 400 400
Breite ( ) B ( ) b ( mm ) 300 300 300
Höhe ( ) H ( ) h ( mm ) 250 250 250
Gebindelauf ( längs / quer ) längs längs längs
LAUFENDE NUMMER GEBINDE - PACKBILD 1 1 1
Beladung auf Palette ( Nr. ) 1 1 1
Packbildzeichnung ( Nr. )
Abmessungen LxBxH in mm 1200 x 1000 1200 x 1000 1200 x 1000
Ausführung 2-Weg / 4-Weg CHEP CHEP CHEP
Gabelstapleraufnahme längs / quer l/q l/q l/q
Laufrichtung auf Rollenbahnen längs / quer längs längs längs
Laufrichtung auf Kettenbahnen längs / quer quer quer quer
PACKBILDPROGRAMME
Anzahl Gebinde je Lage 10 10 10
Lagen je Palette ( LEERGUT )
Lagen je Palette ( VOLLGUT ) 5 5 5
Gesamthöhe Vollpalette ( mm ) 1284 1244 1219
Stapelart ( Säule / Verbund ) Verbund Verbund Verbund

haipac
Auswerteformular

haipac
Mehrweglinie 60.000 b/h

haipac

haipac
PET Einweglinie 20.000 b/h

haipac

haipac
Verpackungslinie Lebensmittel

haipac