Embed Size (px)
Citation preview
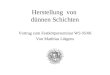
_____ Herkömmliche Zink- oder Zinkle-gierungsschichten mit schwarzem Finish sind aufgrund ihrer vergleichsweise schwachen Korrosionsschutzeigenschaf-ten meist auf Innenräume beschränkt. Außerdem sind die Metallverteilung und Deckfähigkeit der Zinkschicht begrenzt. Die schwarze Konversionsschicht trägt sich zudem wieder ab und so kann es im Inneren kompliziert gestalteter Bauteile zu unbeschichteten Bereichen kommen (Bild 1a).
Duplexsysteme mit schwarzem Lack oder lackähnlicher Deckschicht kommen wiederum für manche Anwendungen, beispielsweise wenn elektrische Leitfä-higkeit der Oberfläche gefordert ist, nicht in Frage. Hier bewährt sich das erstmalig in einer englischen Galvanik eingesetzte Schichtsystem TriCem. Durch die gleichmäßige Metallverteilung mit einer außergewöhnlich guten Tiefen-streuung gehören unbeschichtete Bereiche am Bauteil der Vergangenheit an (Bild 1b).
Hoher KorrosionsschutzHerkömmliche, einfache schwarzpassi-vierte Zinkschichten überstehen selbst mit sehr guten Topcoats kaum mehr als 200 Stunden im neutralen Salzsprühtest, bis sie sehr deutliche Zeichen von Zink-korrosion zeigen. Schwarz passivierte Zink/Eisen- und sogar Zink/Nickel-
Galvanische Dreifachbeschichtung
Schwarze Schichten mit bestem KorrosionsschutzEin schwarzes, dreistufig aufgebautes Schichtsystem erfüllt selbst extreme Korrosionsschutzanforderungen, wie sie zum Beispiel für Ventile, Getriebe oder auch Leitungen im Schiffsbau gelten. Die äußerst glatte Oberfläche mit hydrophobem Effekt und einem sehr gleichmäßigen Schichtaufbau liefert eine ausgezeichnete Maßhaltigkeit der Bauteile.
Bild 1a: Bei klassischen Verzinkungs- oder Zinklegierungsverfahren ist die Metallver-teilung begrenzt und es können unbeschich-tete Bereiche entstehen, die korrodieren
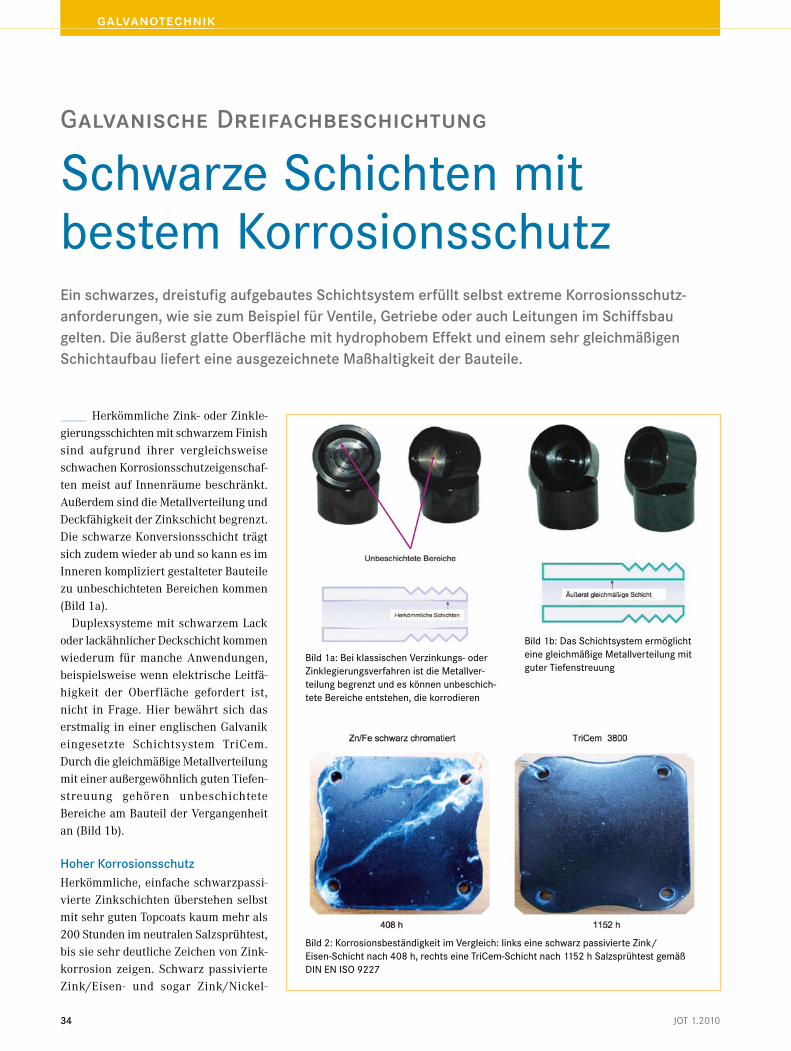
Bild 2: Korrosionsbeständigkeit im Vergleich: links eine schwarz passivierte Zink/ Eisen-Schicht nach 408 h, rechts eine TriCem-Schicht nach 1152 h Salzsprühtest gemäß DIN EN ISO 9227
Bild 1b: Das Schichtsystem ermöglicht eine gleichmäßige Metallverteilung mit guter Tiefenstreuung
34 � JOT 1.2010
galvanotechnik

Legierungsschichten halten etwas län-ger. Je nach Verfahren und Ausführung können 500 Stunden erreicht werden.
Erstaunlicherweise hat sich gezeigt, dass mit TriCem eine tatsächlich tief-schwarze Schicht erzeugt werden kann, die auch nach 1000 Stunden noch kei-nerlei Zinkkorrosion aufweist (Bild 2). Hier wirken nicht nur die hydrophobie-rende Abschlussschicht, sondern alle aufeinander abgestimmten Schichten zusammen.
Der Untergrund, die Zinkschicht und auch die Passivierungen beeinflussen sich gegenseitig. Das wurde für galva-nische Überzüge vielfach gezeigt und ist aufgrund ihrer riss- und porenhaltigen Struktur auch naheliegend. Der Unter-grund bestimmt mit seinem Gitter, sei-nen spezifischen Störungen und Fehlern sehr stark die inneren Spannungen und die Textur der galvanischen Zink- oder Zinklegierungsschicht.
Mit dem schwarzen Schichtsystem wird im ersten Arbeitsgang eine dichte, glatte und homogene Schicht erzeugt, die die beste Voraussetzung für eine her-vorragende Zinklegierungsschicht dar-stellt. Eine Konversionsschicht, also die so genannte Passivierung, ist ebenfalls umso gleichmäßiger und dichter, je
homogener die Textur der Zink- oder Zinklegierungsschicht vorliegt. Je dich-ter und schwerer löslich die Passivie-rungsschicht ist, umso höher ist auch ihr Korrosionsschutz. TriCem-Beschichtun-gen in verschiedenen Ausführungen zeigen selbst nach mehreren Tausend Stunden Korrosionsprüfung im Salz-sprühschrank oder nach langem Praxis-einsatz im maritimen Bereich nur geringe Korrosionserscheinungen.
Tolerant gegenüber KratzernAuf Kratzer reagiert das Schichtsystem verblüffend tolerant. Zwei relativ kom-plexe Bauteile (Bild 3) wurden mit Tri-Cem beschichtet, fertig montiert und einem Salzsprühtest unterzogen. Teil A wurde dabei nicht verletzt, Teil B jedoch
bis zum Grundwerkstoff diagonal einge-ritzt. Zwar ist die Kratzspur selbst weiß, aber es zeigen sich auch nach 1000 Stun-den keinerlei Anzeichen für Unterwan-derung oder Grundmetallkorrosion.
Selbst im Vergleich zu einer Che-misch-Nickel-Beschichtung zeigt sich das Mehrfachschichtsystem deutlich überlegen. So wurde jeweils ein Rund-stab mit Gewinde 20 µm dick beschich-tet, einmal mit Chemisch Nickel (mittle-rer Phosphorgehalt), einmal mit TriCem. Nach dem Eintauchen in Leitungswasser wies das vernickelte Teil bereits nach 72 Stunden erste Eisenkorrosionsstellen am Gewinde auf und nach 764 Stunden auch deutlich am Schaft, während die Ober-fläche des schwarzen TriCem-Stabes vollkommen unverändert war.
Bild 3: Im Kratztest zeigt sich der kathodische Schutz des Schichtsystems, der die Funktion des Grundmaterials bewahrt. Links (Teil A) ohne Verletzung; die Schicht von Teil B wurde vor dem Salzsprühtest bis zum Grundwerkstoff ein-geritzt.
Bild 4: Bei einer Gesamtschicht-dicke von etwa 20 µm wird der Untergrund eben und es bildet sich eine äußerst glatte Ober-fläche aus
Bild 5: Die dreiwertige Passivierung zeigt in der Langzeitkorro-sionsbetrachtung tendenziell bessere Ergebnisse als die sechswertige. TriCem 3850 Black Tri nach 2166 h (links) und nach 5500 h (rechts).
Farbe tief schwarzSchichtdicke < 20 µmMaßhaltigkeit gleichmäßige Metallverteilung, kein Kantenaufbau,
hervorragende TiefenstreuungKorrosionsschutz > 1000 h Salzsprühbeständigkeit ohne Weißkorrosion bei einer
Schichtdicke von 12 µmHaftung hervorragende Haftung auf allen üblichen MetallenOberfläche äußerst glatte, eingeebnete Schicht mit hydrophobem EffektUmweltaspekt erfüllt mit TriCem 3850 die Anfordungen von WEEE, RoHS, ELV
Das Eigenschaftsprofil des TriCem-Schichtsystems
galvanotechnik
JOT 1.2010 35

Eine Schicht, die sich klein machtDie typische Oberfläche von Bauteilen ist mehr oder weniger rau. Sie weist Spuren der vorausgegangenen Bearbeitung auf, beispielsweise Rillen vom Drehen, Über-walzungen, Fehlstellen und Rauheiten von Gussprozessen, Überlappungen durch Strahlen, Korrosionsnarben und vieles mehr. Diese Rauheit bewirkt eine starke Vergrößerung der effektiven Ober-fläche und bietet damit sehr viele Angriffspunkte für Benetzung, biolo-gische Besiedelung und Korrosionsvor-gänge. In Kavitäten, kleinen Hohlräu-men, können Elektrolytreste und sogar Säuren oder Laugen aus der Vorbehand-lung eingeschlossen sein. Verzinkungs-verfahren bilden diese Oberfläche ab und vergrößern meist sogar die Rauheit.
Das Schichtsystem ebnet jedoch ein, füllt die Kavitäten und bildet schließlich eine äußerst glatte Oberfläche (Bild 4). Diese Oberfläche ist hydrophob und besitzt damit eine sehr geringe Benetz-barkeit. Wassertropfen perlen ab. Bakte-rien und Algen können die Oberfläche schlecht besiedeln. Zudem wirken Zink-ionen hemmend auf Mikroorganismen. TriCem ist also eine ideale Schicht für den Einsatz in feuchten Medien, bei denen nicht nur die Gefahr elektroche-mischer, sondern auch bakterieller Kor-rosion besteht.
Der Schichtaufbau ist dreiteilig. Eine erste Levelingschicht erzeugt den glatten, homogenen Untergrund, auf dem sich die Schutzschicht störungsarm und wenig verzerrt ausbilden kann. Sie liefert den eigentlichen kathodischen Korrosionsschutz. Die Schwarzchroma-tierung (TriCem 3800 Black) mit einer Nachtauchlösung oder eine dreiwertige Schwarzpassivierung (TriCem 3850 Black Tri) mit einer Versiegelung bilden die schwarze Oberfläche (Bild 5). Alle oben zitierten Werte wurden sowohl mit sechswertiger als auch dreiwertiger Kon-versionsschicht erzielt. In der Langzeit-korrosion zeichnet sich sogar eine ten-denzielle Überlegenheit der dreiwertigen Passivierung ab.
Beständig im MeerwasserTriCem ist see- und meerwasserbestän-dig. Daher findet diese Schicht ein großes Anwendungsgebiet im Offshore-bereich oder in der Erdöl- und Erdgasför-derung bei Manifolds, großen Bauteilen von Pumpsystemen mit zahlreichen Anschlüssen, Gewinden, Bohrungen und Sacklöchern. Im harten Einsatz vor der Küste werden die Bauteile vielfältigen Medien, mechanischer Belastung und Temperaturschwankungen ausgesetzt.
An ihre Beschichtung werden daher allerhöchste Ansprüche gestellt. Es hat sich herausgestellt, dass das Beschich-tungssystem hierfür ideal ist, denn es besitzt nicht nur eine äußerst gute Korro-sionsbeständigkeit, die gerade die Boh-rungen gut vor Rost schützt, sie kann auch relativ dünn mit sehr engen Tole-ranzen aufgebracht werden und ist sehr gut kratzbeständig. Weitere Anwendungs-felder finden sich bei Manifolds für den Landbau, bei Tauchapparaturen, Anker-kettengliedern für mittelgroße Boote, Krä-nen und Liften, um Boote ins Wasser zu lassen, bei Achsen für Windkraftwerke, Luftströmungsrotoren, Stellschrauben für den Offshorebereich, hydraulischen Kupplungen und Stangen für Lkw sowie in der optischen Industrie, die für Geräte in schwer zugänglichen Zonen schwarze,
maßhaltige Schichten mit sehr guter Beständigkeit benötigt. Der Einsatz für U-Boot-Deckel wird derzeit von der nie-derländischen Marine getestet.
Einsatz im PelamisProjekt Pelamis ist ein Wellenkraftwerk, also ein Wasserkraftwerk, das die Energie der Meereswellen zur Gewinnung elek-trischen Stromes nutzt. Im Unterschied zum Gezeitenkraftwerk wird jedoch nicht der Tidenhub, sondern die kontinu-ierliche Wellenbewegung genutzt. Neben pneumatischen Kammern, die in ihrer Leistung bisher eher enttäuscht haben, und Rampen, quasi Wellenkonzentra-toren, die erst als Prototypen existieren, gibt es das Funktionsprinzip des Auf-triebskörpers. Das erste kommerzielle Wellenkraftwerk, das vor der schot-tischen Nordküste entwickelt und gebaut wurde, besteht aus Auftriebskörpern und ähnelt im Aussehen einer insgesamt 150 Meter langen Seeschlange (grie-chisch: „pelamis“). Es besteht aus vier miteinander verbundenen, langen Stahl-zylindern von 3,5 Metern Durchmesser und drei Energieumwandlungsmodulen. Eine solche Anlage hat eine Nennleis-tung von 750 kW und wiegt mit Ballast 700 Tonnen. Diese Stahlröhren schau-keln auf den Wellen. In den Gelenken befinden sich Hydraulikpumpzylinder. Durch die Bewegung auf den Wellen wird biologisch abbaubares Öl als Arbeitsflüs-sigkeit mit einem Hochdruck von bis zu 350 bar durch Röhren mit integrierten Turbinen und Generatoren in die Aus-gleichszylinder gedrückt. Das Öl treibt in jedem der Module einen Hydraulikgene-rator an, der eine Leistung von 250 Kilo-watt erbringt. Neben dem schottischen Wellenkraftwerk wurden 2008 drei wei-tere Anlagen bei Porto/Portugal in Betrieb genommen. Bei diesem Anlagen-typ sind die Ventilmanifolds mit TriCem beschichtet (Bild 6). __|
Bild 6: Vor Korrosion gut geschützt: Ein typischer beschichteter Pelamis-Ventilmanifold mit den Maßen 450 x 250 x 280 mm und einem Gesamtgewicht von 128 kg.
Die Autoren: Bettina Kerle, SurTec Benelux, [email protected],
und Patricia Preikschat, SurTec International, Zwingenberg, [email protected]. www. SurTec.com
galvanotechnik
36 � JOT 1.2010

Neue Anlage für Zink-Lamellen-Beschichtung von kleinen TeilenDie� Firma� WMV� Apparatebau� GmbH� in��Windeck� hat� eine� neue� Maschine� für� die��Zink-Lamellenbeschichtung,�die�CuatroCent�350-4,�in�ihr�Lieferprogramm�aufgenommen.�Das�Besondere�an�der�Maschine,�die�für�die�Beschichtung�von�kleinen�Schrauben�bis�zu�Abmessungen�von�M12�und�einer�maximalen�Länge�von�150�mm�ausgelegt�ist,�ist�der�Ein-satz�der�Planetentechnologie.�Diese�Techno-logie�ermöglicht�eine�Lageänderung�der�zu�beschichteten�Teile�durch�Drehung,�wodurch�eine�Lageänderung�aller�Teile�im�Korb�gewähr-leistet�wird.�Wie�bei�der�konventionellen�Tauch-Schleu-der-Technik� wird� die� Aufnahme� mit� den�Beschichtungskörben� durch� das� Anheben�des�Lackbehälters�in�diesen�eingetaucht�und�anschließend�mit�hoher�Drehzahl�abgeschleu-dert.�Danach�werden�bei�verringerter�Dreh-zahl�die�einzelnen�Beschichtungskörbe�lang-sam�gedreht.�Dies�hat�zur�Folge,�dass�Teile,�die�durch�die�Zentrifugalkraft�der�Korbauf-nahme�nach�außen�gedrückt�werden,�lang-sam�an�den�Wänden�der�Einzelkörbe�entlang�
rollen�und�somit�ihre�relative�Lage�zur�Zentri-fugal-Achse�verändern.�Dann�wird�die�Dreh-zahl� der�Korbaufnahme�wieder� erhöht,� so�dass�das�überschüssige�Beschichtungsmedi-um�aus�den�Innenangriffen�und�Öffnungen�abgeschleudert�werden�kann.Bei� der� konventionellen� Zentrifugentechnik�wird�die�Lageänderung�durch�Schwenken�des�Beschichtungskorbes�und�Umwälzen�der�Teile�erreicht.� Dies� bedingt� jedoch� durch� den�Schwenkvorgang�und�die�Notwendigkeit,�die�Teile�vor�dem�erneuten�Abschleudern�zu�egali-sieren,�um�Unwucht�zu�vermeiden,�eine�er-hebliche�Verlängerung�der�Taktzeit�und�somit�eine�Reduzierung�des�Materialdurchsatzes.Ein�weiterer�Vorteil� sind�die�vier�Beschich-tungskörbe.�Jeweils�zwei�Körbe�können�gleich-zeitig�aus�der�Korbaufnahme�herausgescho-ben� werden,� um� sie� parallel� zu� entleeren�beziehungsweise�zu�beladen.�Im�Vergleich�zu�Maschinen�mit�nur�drei�Körben�verkürzen�sich�Be-�und�Entladezeit.�Damit�werden�die�Bela-dekapazität�je�Beschichtungstakt�und�somit�auch�der�Materialdurchsatz�erhöht.
Durch�die�Integration�in�das�WMV-Lieferpro-gramm�ist�es�möglich,�die�Planetentechnolo-gie�auch�mit�einem�Hordenblech-Ofen�anstel-le�eines�Bandofens�zu�kombinieren.�Hierdurch�wird�gewährleistet,�dass�die�Trennung�zwi-schen�zwei�Chargen�mit�unterschiedlichen�Artikeln�ohne�eine�Reduzierung�der�Produk-tionsleistung�erfolgt.�Beim�Bandofen�ist�es�erforderlich�bei�Chargenwechsel�eine�Lücke�auf�dem�Band�zu�fahren.Kleinteile�können�auch�in�der�herkömmlichen�Tauch-Umwälz-Lackier-Zentrifuge�beschichtet�werden.�Allerdings�reduziert�sich�dann�die�Füllmenge�im�Korb�erheblich�und�die�Taktzeit�verlängert�sich�signifikant,�da�während�des�Beschichtungszyklus� der� Korb� mehrfach�geschwenkt�werden�muss,�um�die�Teile�umzu-wälzen�und� in�der�Lage�zu�verändern.�Hier�liegt�der�Vorteil�klar�bei�der�CuatroCent,�da�die�Umwälzung�der�Teile�wie�zuvor�beschrie-ben�erheblich�weniger�Zeit�in�Anspruch�nimmt�und�die�Füllmenge�der�Körbe�nicht�reduziert�werden�muss.Tel. 0 2292 9520, www.wmv.com
galvanotechnikG
LOB
ALI
TÄ
T
DELTA® schützt Oberflächen.
Kindergarten, Sauerkraut, Dörken:Ein paar deutsche Wörter kennt man auf der ganzen Welt.Unser Hauptkunde, die Automobilindustrie, hat uns zum Global Player gemacht. Und weil für uns das Wichtigste an Geschäftsbeziehungen eben die Beziehungen sind, gibt es auf allen wichtigen internationalen Märkten eigene Repräsentanzen, in denen Ihnen einheimische Mitarbeiter mit Rat und Tat zur Seite stehen. Denn Qualität zeigt sich bei uns nicht nur am Produkt, sondern auch am welt-weiten Service und Support. In diesem Sinne: „hope to see you“. Mehr über uns und unsere Produkteunter www.doerken-mks.de