Embed Size (px)
Citation preview
Doku-Name_Revision erstellt Datum / Autor Informationsflyer EN 15085_Rev.02.Docx 14.12.2016 / DW Seite 1 von 4
Schweissen von Schienenfahrzeugen
nach EN 15085 im Überblick
Grundlegend für die EN 15085 sind zum einen die EN ISO 9001 sowie die EN ISO 3834. Des weiteren schliesst sie ebenfalls die Schweissnormen für Verfahren EN ISO 15614 ff und für Personal EN ISO 9606 inkl. EN ISO 14732, EN ISO 9712, ISO 14731 ein. Teil: 1. Allgemeines 2. Qualitätsanforderungen und Zertifizierung 3. Konstruktionsvorgaben 4. Fertigungsanforderungen der EN 15085 5. Prüfung und Dokumentation
1. Allgemeines Schweissen ist ein spezieller Prozess, der auch zur Herstellung von Schienenfahrzeugen und –fahrzeugteilen angewendet wird. Die erforderlichen Festlegungen für diesen Prozess sind in der Normenreihe EN ISO 3834 getroffen. Die Basis dieser Festlegun-gen sind die grund-legenden schweisstechnischen Normen unter Berücksichtigung der besonderen Anforderungen an den Schie-nenfahrzeugbau. Mit Blick auf das Umfeld des Schienenverkehrs legt diese Normen-reihe die Zertifizierung und die Qualitätsanforderungen an den Schweissbetrieb für die Neufertigung und Instandsetzung fest. Weiterhin stellt sie eine grundlegende Verbindung zwischen den von der Konstruktion festgelegten Güteanforderungen, der Erzie-lung der entsprechenden Schweissnahtgüte in der Fertigung und der Prüfung zum Nachweis der geforderten Güte her. Diese Verbindung wird über die Festlegung von Schweissnaht-güteklassen während der Konstruktion, die auf den für den Bahn-betrieb wichtigen Sicherheits- und Spannungsfaktoren basieren, erreicht. Den Schweissnahtgüteklassen werden Bewertungsgrup-pen zugeordnet, um die von der Konstruktion angestrebten Güte-anforderungen sicherzustellen. Auf der Grundlage der Schweiss-nahtgüteklassen werden Zertifizierungsstufen für die Fertigung sowie Prüfverfahren und Qualifizierung des Schweisspersonals festgelegt.
2. Aufbau der EN 15085
Diese Normenreihe gilt für das Schweissen metallischer Werkstof-fe bei der Herstellung und Instandsetzung von Schienenfahrzeu-gen und -fahrzeugteilen und wird in 5 Teile aufgeteilt.
EN 15085 – Teil 1, Dieser Teil legt allgemeine Regelungen fest, wie Anwendungs-bereiche, normative Verweisungen, Begriffe und allgemeine An-forderungen. Ebenfalls bezieht er sich auf die Zertifizierung des Herstellers, die Qualifizierung der Schweisser und Anlagen-bediener, sowie den Nachweis der Schweissprozesse und Arbeits-proben. Ebenfalls enthält dieser Teil der Normenreihe allgemeine Empfeh-lungen und Definitionen für die schweisstechnische Fertigung von Schienenfahrzeugen und dazugehöriger Komponenten. Mit Aus-nahme anderweitig vertraglich getroffener spezieller Festlegungen ist diese Europäische Norm auf alle Baugruppen und Unterbau-gruppen anzuwenden, welche durch schweisstechnische Verfah-ren in manueller, teilweise oder vollständig mechanisierter oder automatisierter Anwendung nach EN ISO 4063 (Schweissen und verwandte Prozesse - Liste der Prozesse und Ordnungsnummern) gefertigt werden.
EN 15085 – Teil 2, Dieser Teil der Normenreihe legt die Zertifizierungsstufen ebenso wie die Anforderungen an den Schweissbetrieb fest und beschreibt das Verfahren für die Anerkennung von Schweissbetrieben.
EN 15085 – Teil 3 Dieser Teil der Normenreihe legt Konstruktions- und Klassifizie-rungsrichtlinien für die Herstellung und Instandhaltung von Schie-nenfahrzeugen und deren Bauteilen fest. Nach Abstimmung mit dem Kunden dürfen auf Zeichnungen, die vor Veröffentlichung dieser Norm erstellt wurden, die Festlegungen dieser Norm ange-wendet werden. Diese Europäische Norm legt keine Parameter für die Dimensio-nierung (z.B. zur Ermüdung) fest.
EN 15085 – Teil 4 Dieser Teil der Normenreihe beschreibt die Fertigungs-anforderungen für das Schweissen (u. a. die Vorbereitung und Ausführung).
EN 15085 – Teil 5 Dieser Teil der Normenreihe definiert die an den Schweissnähten durchzuführenden Prüfungen. Ebenfalls werden die Durchführung der zerstörenden und zerstörungsfreien Prüfungen festgelegt, sowie die notwendigen Dokumentationen zur Herausgabe der Produktkonformitätserklärung definiert.
3. Anforderungen an den Hersteller
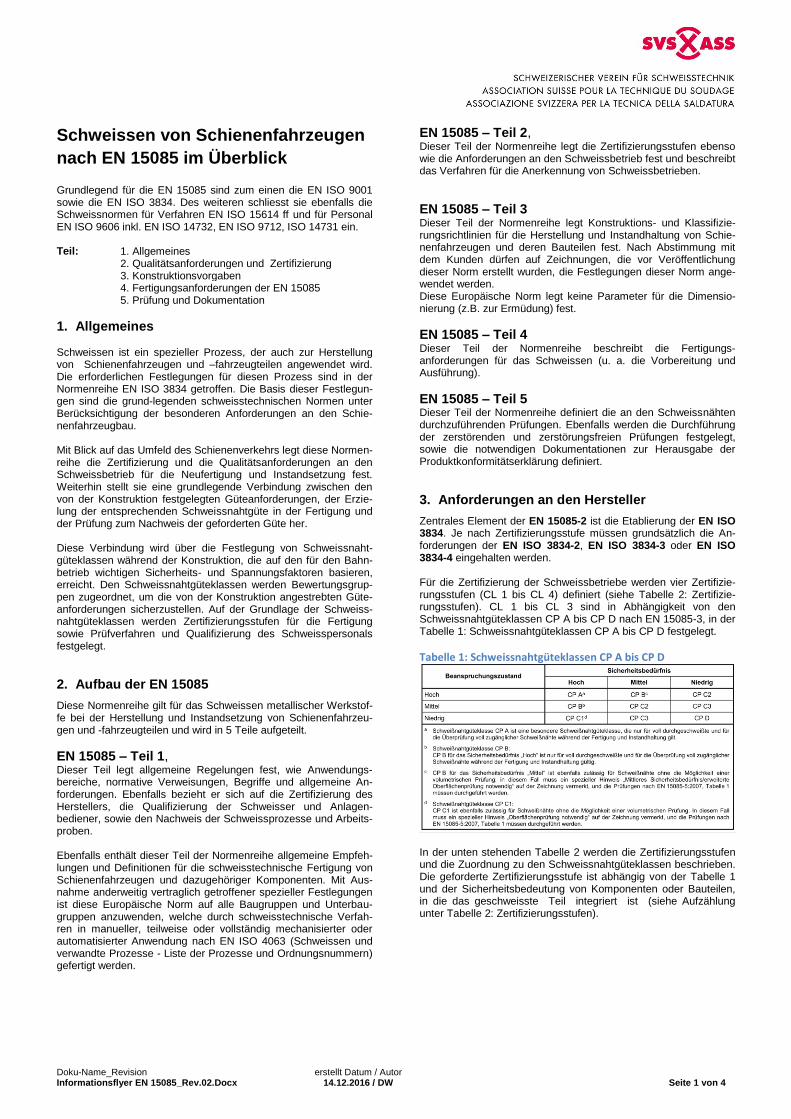
Zentrales Element der EN 15085-2 ist die Etablierung der EN ISO 3834. Je nach Zertifizierungsstufe müssen grundsätzlich die An-forderungen der EN ISO 3834-2, EN ISO 3834-3 oder EN ISO 3834-4 eingehalten werden. Für die Zertifizierung der Schweissbetriebe werden vier Zertifizie-rungsstufen (CL 1 bis CL 4) definiert (siehe Tabelle 2: Zertifizie-rungsstufen). CL 1 bis CL 3 sind in Abhängigkeit von den Schweissnahtgüteklassen CP A bis CP D nach EN 15085-3, in der Tabelle 1: Schweissnahtgüteklassen CP A bis CP D festgelegt.
Tabelle 1: Schweissnahtgüteklassen CP A bis CP D
In der unten stehenden Tabelle 2 werden die Zertifizierungsstufen und die Zuordnung zu den Schweissnahtgüteklassen beschrieben. Die geforderte Zertifizierungsstufe ist abhängig von der Tabelle 1 und der Sicherheitsbedeutung von Komponenten oder Bauteilen, in die das geschweisste Teil integriert ist (siehe Aufzählung unter Tabelle 2: Zertifizierungsstufen).
Doku-Name_Revision erstellt Datum / Autor Informationsflyer EN 15085_Rev.02.Docx 14.12.2016 / DW Seite 2 von 4
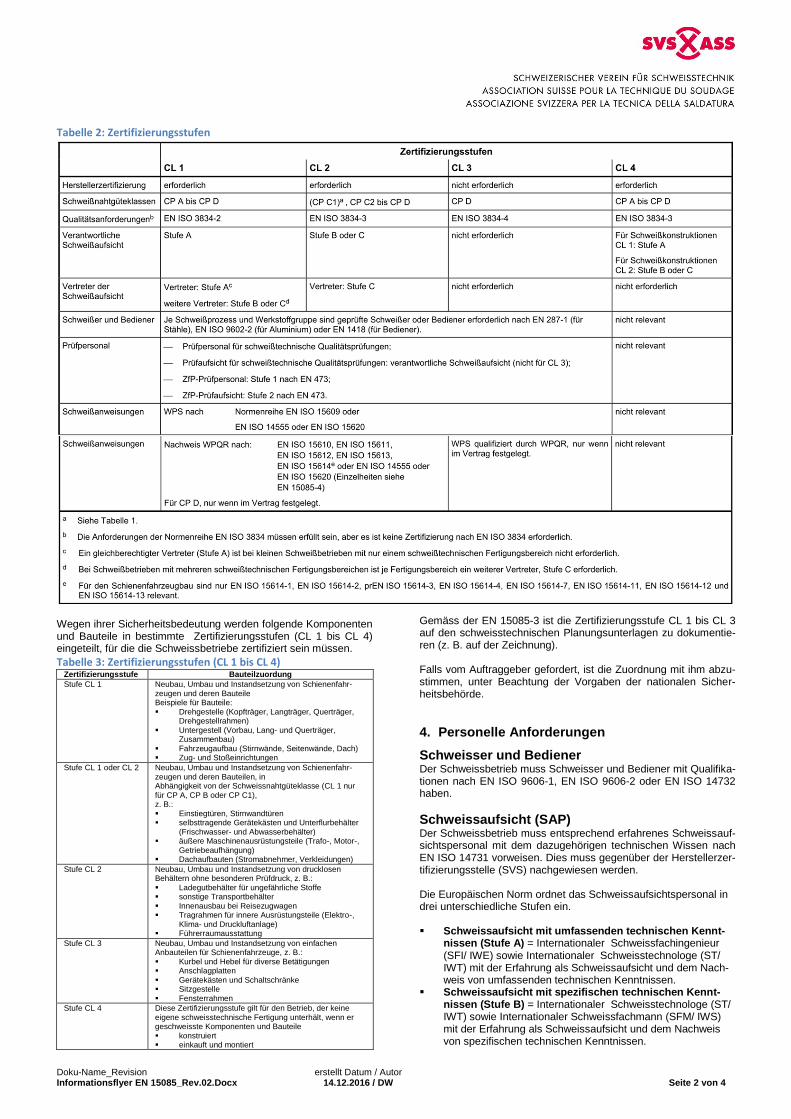
Tabelle 2: Zertifizierungsstufen
Wegen ihrer Sicherheitsbedeutung werden folgende Komponenten und Bauteile in bestimmte Zertifizierungsstufen (CL 1 bis CL 4) eingeteilt, für die die Schweissbetriebe zertifiziert sein müssen.
Tabelle 3: Zertifizierungsstufen (CL 1 bis CL 4)
Zertifizierungsstufe Bauteilzuordung
Stufe CL 1 Neubau, Umbau und Instandsetzung von Schienenfahr-zeugen und deren Bauteile Beispiele für Bauteile: Drehgestelle (Kopfträger, Langträger, Querträger,
Drehgestellrahmen) Untergestell (Vorbau, Lang- und Querträger,
Zusammenbau) Fahrzeugaufbau (Stirnwände, Seitenwände, Dach) Zug- und Stoßeinrichtungen
Stufe CL 1 oder CL 2 Neubau, Umbau und Instandsetzung von Schienenfahr-zeugen und deren Bauteilen, in Abhängigkeit von der Schweissnahtgüteklasse (CL 1 nur für CP A, CP B oder CP C1), z. B.: Einstiegtüren, Stirnwandtüren selbsttragende Gerätekästen und Unterflurbehälter
(Frischwasser- und Abwasserbehälter) äußere Maschinenausrüstungsteile (Trafo-, Motor-,
Getriebeaufhängung) Dachaufbauten (Stromabnehmer, Verkleidungen)
Stufe CL 2 Neubau, Umbau und Instandsetzung von drucklosen Behältern ohne besonderen Prüfdruck, z. B.: Ladegutbehälter für ungefährliche Stoffe sonstige Transportbehälter Innenausbau bei Reisezugwagen Tragrahmen für innere Ausrüstungsteile (Elektro-,
Klima- und Druckluftanlage) Führerraumausstattung
Stufe CL 3 Neubau, Umbau und Instandsetzung von einfachen Anbauteilen für Schienenfahrzeuge, z. B.: Kurbel und Hebel für diverse Betätigungen Anschlagplatten Gerätekästen und Schaltschränke Sitzgestelle Fensterrahmen
Stufe CL 4 Diese Zertifizierungsstufe gilt für den Betrieb, der keine eigene schweisstechnische Fertigung unterhält, wenn er geschweisste Komponenten und Bauteile konstruiert einkauft und montiert
Gemäss der EN 15085-3 ist die Zertifizierungsstufe CL 1 bis CL 3 auf den schweisstechnischen Planungsunterlagen zu dokumentie-ren (z. B. auf der Zeichnung). Falls vom Auftraggeber gefordert, ist die Zuordnung mit ihm abzu-stimmen, unter Beachtung der Vorgaben der nationalen Sicher-heitsbehörde.
4. Personelle Anforderungen
Schweisser und Bediener Der Schweissbetrieb muss Schweisser und Bediener mit Qualifika-tionen nach EN ISO 9606-1, EN ISO 9606-2 oder EN ISO 14732 haben.
Schweissaufsicht (SAP) Der Schweissbetrieb muss entsprechend erfahrenes Schweissauf-sichtspersonal mit dem dazugehörigen technischen Wissen nach EN ISO 14731 vorweisen. Dies muss gegenüber der Herstellerzer-tifizierungsstelle (SVS) nachgewiesen werden. Die Europäischen Norm ordnet das Schweissaufsichtspersonal in drei unterschiedliche Stufen ein. Schweissaufsicht mit umfassenden technischen Kennt-
nissen (Stufe A) = Internationaler Schweissfachingenieur (SFI/ IWE) sowie Internationaler Schweisstechnologe (ST/ IWT) mit der Erfahrung als Schweissaufsicht und dem Nach-weis von umfassenden technischen Kenntnissen.
Schweissaufsicht mit spezifischen technischen Kennt-nissen (Stufe B) = Internationaler Schweisstechnologe (ST/ IWT) sowie Internationaler Schweissfachmann (SFM/ IWS) mit der Erfahrung als Schweissaufsicht und dem Nachweis von spezifischen technischen Kenntnissen.
Doku-Name_Revision erstellt Datum / Autor Informationsflyer EN 15085_Rev.02.Docx 14.12.2016 / DW Seite 3 von 4
Schweissaufsicht mit technischen Basiskenntnissen (Stufe C) = Internationaler Schweissfachmann (SFM/ IWS), sowie Internationaler Schweisspraktiker (IWP) mit Erfahrung als Schweissaufsicht und Nachweis von technischen Basis-kenntnissen.
Die Schweissaufsichtspersonen sollten dem Betrieb angehören, können aber auch von extern kommen, unter den folgenden Vo-raussetzungen: Eine externe Schweissaufsicht ist für die Stufe CL1, CL 2 und CL4 zugelassen wenn: eine dem Betrieb angehörende Vertretung entsprechend den
Vorgaben vorhanden und anerkannt ist die externe Schweissaufsicht vertraglich an den Betrieb
gebunden ist und die Zustimmung des Erstarbeitgebers vor-liegt
die Arbeitszeit vertraglich geregelt ist und der Nachweis über ein Arbeitsbuch geführt wird
Prüfpersonal Der Schweissbetrieb muss über ausreichend qualifiziertes Prüf-personal verfügen: Qualitätsprüfungen innerhalb der schweisstechnischen Ferti-
gung müssen von der verantwortlichen Schweissaufsicht durchgeführt werden, oder durch eingewiesene Vertreter nach Anforderungen der EN 15085-3
Schweissnähte müssen durch zertifiziertes Prüfpersonal nach EN ISO 9712 geprüft werden
Das Prüfpersonal für PT, MT, ET, UT und RT muss über eine verfahrensbezogene Qualifikation mindestens der Stufe 1 verfügen und von der verantwortlichen Schweissaufsicht in die Qualitätsanforderungen nach EN 15085-3 Abschnitt 5 eingewiesen sein
Für die zertifizierte Prüfaufsicht ist die Qualifikation Stufe 2 nach EN ISO 9712 erforderlich
Zerstörungsfreie Prüfungen dürfen auch durch externes Prüfpersonal mit den entsprechenden Qualifikationen nach EN ISO 9712 durchgeführt werden
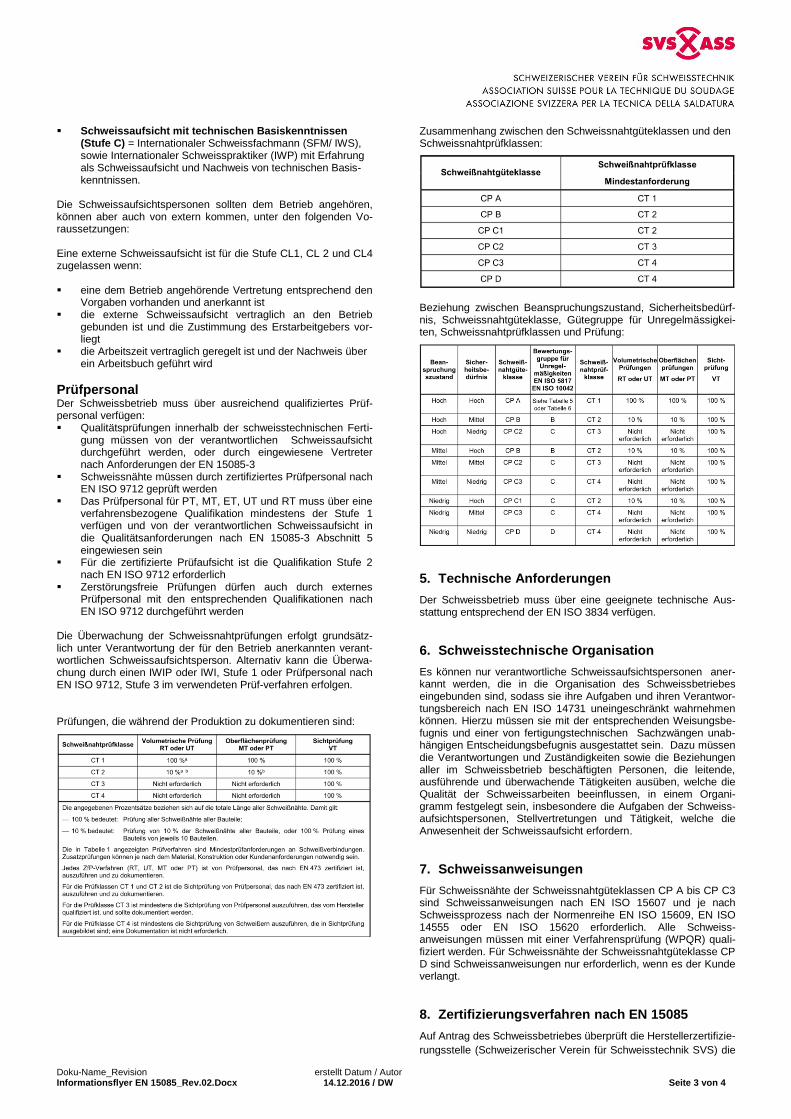
Die Überwachung der Schweissnahtprüfungen erfolgt grundsätz-lich unter Verantwortung der für den Betrieb anerkannten verant-wortlichen Schweissaufsichtsperson. Alternativ kann die Überwa-chung durch einen IWIP oder IWI, Stufe 1 oder Prüfpersonal nach EN ISO 9712, Stufe 3 im verwendeten Prüf-verfahren erfolgen. Prüfungen, die während der Produktion zu dokumentieren sind:
Zusammenhang zwischen den Schweissnahtgüteklassen und den Schweissnahtprüfklassen:
Beziehung zwischen Beanspruchungszustand, Sicherheitsbedürf-nis, Schweissnahtgüteklasse, Gütegruppe für Unregelmässigkei-ten, Schweissnahtprüfklassen und Prüfung:
5. Technische Anforderungen
Der Schweissbetrieb muss über eine geeignete technische Aus-stattung entsprechend der EN ISO 3834 verfügen.
6. Schweisstechnische Organisation
Es können nur verantwortliche Schweissaufsichtspersonen aner-kannt werden, die in die Organisation des Schweissbetriebes eingebunden sind, sodass sie ihre Aufgaben und ihren Verantwor-tungsbereich nach EN ISO 14731 uneingeschränkt wahrnehmen können. Hierzu müssen sie mit der entsprechenden Weisungsbe-fugnis und einer von fertigungstechnischen Sachzwängen unab-hängigen Entscheidungsbefugnis ausgestattet sein. Dazu müssen die Verantwortungen und Zuständigkeiten sowie die Beziehungen aller im Schweissbetrieb beschäftigten Personen, die leitende, ausführende und überwachende Tätigkeiten ausüben, welche die Qualität der Schweissarbeiten beeinflussen, in einem Organi-gramm festgelegt sein, insbesondere die Aufgaben der Schweiss-aufsichtspersonen, Stellvertretungen und Tätigkeit, welche die Anwesenheit der Schweissaufsicht erfordern.
7. Schweissanweisungen
Für Schweissnähte der Schweissnahtgüteklassen CP A bis CP C3 sind Schweissanweisungen nach EN ISO 15607 und je nach Schweissprozess nach der Normenreihe EN ISO 15609, EN ISO 14555 oder EN ISO 15620 erforderlich. Alle Schweiss-anweisungen müssen mit einer Verfahrensprüfung (WPQR) quali-fiziert werden. Für Schweissnähte der Schweissnahtgüteklasse CP D sind Schweissanweisungen nur erforderlich, wenn es der Kunde verlangt.
8. Zertifizierungsverfahren nach EN 15085
Auf Antrag des Schweissbetriebes überprüft die Herstellerzertifizie-
rungsstelle (Schweizerischer Verein für Schweisstechnik SVS) die
Doku-Name_Revision erstellt Datum / Autor Informationsflyer EN 15085_Rev.02.Docx 14.12.2016 / DW Seite 4 von 4
Erfüllung der Anforderungen dieser Europäischen Norm. Im Ein-
zelnen werden geprüft:
Anforderungen an das schweisstechnische Personal (Schweissaufsicht, Schweisser, Bediener)
ob die erforderlichen Kenntnisse der SAP ausreichend sind Schweissanweisungen (WPS) mit Nachweis über Verfahrens-
prüfungen (WPQR) Nachweis der Schweisserprüfungen nach EN ISO 9606-1
und/oder EN ISO 9606-2 (mindestens 2 geprüfte Schweisser sind gefordert)
Nachweis der Bedienerprüfungen nach EN ISO 14732 (min-destens 2 geprüfte Bediener sind gefordert)
Nachweis der Arbeitsproben nach EN 15085-4 Zweckmässigkeit der Infrastruktur schweisstechnische Qualitätssicherung nach den zutreffen-
den Teilen der EN ISO 3834
9. Ablauf der Zertifizierung nach EN 15085
Informationsgespräch
beim SVS (optional)
Antrag auf Zertifizierung beim SVS
Voraudit (optional, durch den SVS)
Zertifizierungsaudit
Prüfung der personellen und technischen Voraussetzungen
Ausstellung des Zertifikates
nach erfolgreicher Erstprüfung durch den SVS
Jährliche Überwachung
zur Umsetzung der Anforderungen durch den SVS
Rezertifizierungsaudit nach Ablauf der Gültigkeit des Zertifikates durch den SVS
10. Gültigkeit der Zertifizierung EN 15085
Die Gültigkeit des Zertifikates wird auf höchstens 3 Jahre begrenzt. Die Zertifizierung nach dieser Europäischen Norm gilt nur für den im Zertifikat benannten Schweissbetrieb (Anschrift des Schweiss- betriebes).
11. Glossar
WPS Schweissanweisungen WRQR Welding Procedure Qualification Report VP Verfahrensprüfung ZfP Zerstörungsfreies Prüfen SVS Schweizerischer Verein für Schweisstechnik EN Europäische Normen ISO Internationale Organisation für Normung VT Visuelle Prüfung (Zerstörungsfreies Prüfverfahren) MT Magnetpulverprüfung (Zerstörungsfreies Prüfverfahren) PT Farbeindringprüfung UT Ultraschallprüfung (Zerstörungsfreies Prüfverfahren) RT Röntgenprüfung ET Wirbelstromprüfung IWIP International Welding Inspection Personnel IWI International Welding Inspector
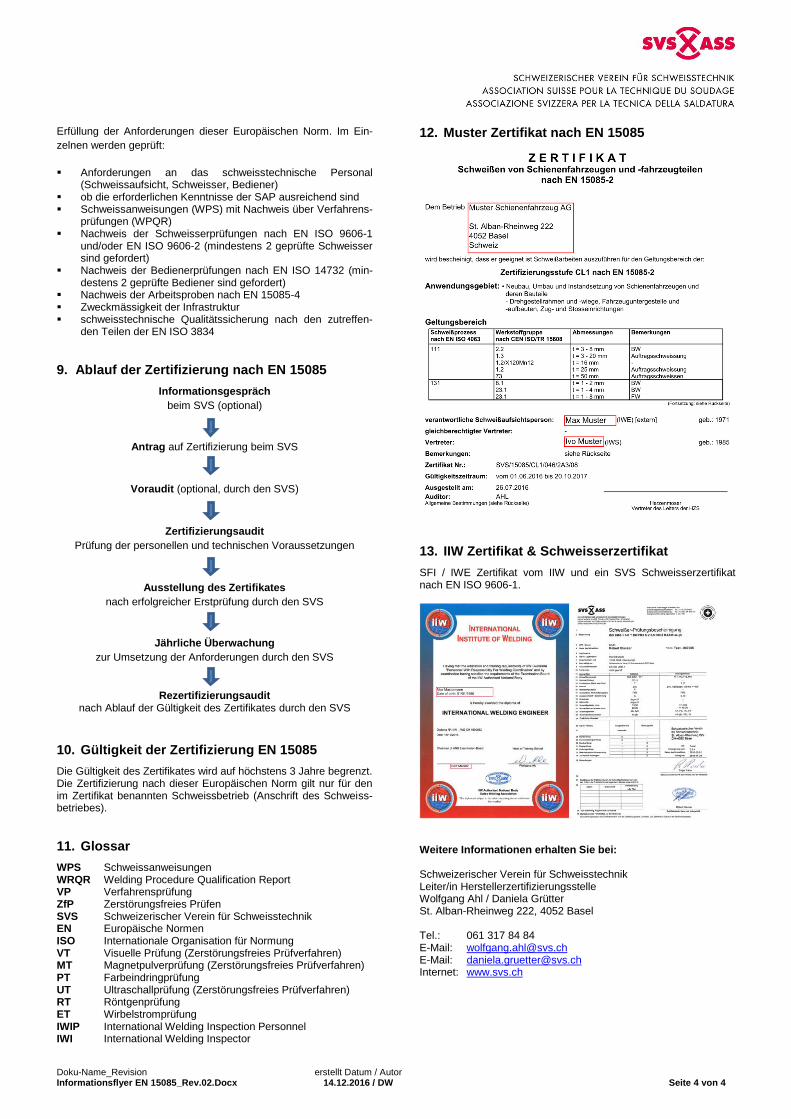
12. Muster Zertifikat nach EN 15085
13. IIW Zertifikat & Schweisserzertifikat
SFI / IWE Zertifikat vom IIW und ein SVS Schweisserzertifikat nach EN ISO 9606-1.
Weitere Informationen erhalten Sie bei: Schweizerischer Verein für Schweisstechnik Leiter/in Herstellerzertifizierungsstelle Wolfgang Ahl / Daniela Grütter St. Alban-Rheinweg 222, 4052 Basel Tel.: 061 317 84 84 E-Mail: [email protected] E-Mail: [email protected] Internet: www.svs.ch


![MF1839 Baler NEW 15085 DE - Austro Diesel · (lqidfkh +dqgkdexqj dxi ghu 6wud¼h xqg lp )hog 6lh ehphunhq ghq huvwhq 9ruwhlo ehuhlwv ehyru 6lh gdv )hog huuhlfkhq 7urw] ghu euhlwhq](https://img.pdfslide.org/doc/110x75/5ca9ebae88c993130d8c91e6/mf1839-baler-new-15085-de-austro-diesel-lqidfkh-dqgkdexqj-dxi-ghu-6wudh.jpg)

























