Embed Size (px)
Citation preview

DGUV-Information
Schwenkbiegemaschinen und Langabkantmaschinen: Schutzmaßnahmen
Ausgabe 12/2017 FB HM-033
__
__
__
Schwenkbiege- und Langabkantmaschinen werden zum Biegen von Blechen eingesetzt. Ihre Einsatz-gebiete sind zum Beispiel im Heizungs- und Lüftungsbau, im Maschinen- und Fahrzeugbau, in Spenglereien und Dachdeckerbetrieben sowie im Hallenbau oder in der Lohnfertigung. Diese Maschinen fallen in den Anwendungsbereich der Richtlinie für Maschinen (im Folgenden kurz: MRL) [1].
Für Schwenkbiege- und Langabkantmaschinen existieren keine europäisch harmonisierten Produktnormen. Um die als Schutzziele formulierten rechtsverbindlichen grund-legenden Sicherheits- und Gesundheitsschutzanforder-ungen des Anhang I der MRL einzuhalten, können die unspezifischen Grund- und Gruppennormen (z. B. DIN EN ISO 12100 [2], DIN EN ISO 13857 [3]) für die Konstruktion und den Bau der Maschinen zugrunde gelegt werden. Da dort Anforderungen jedoch recht allgemein gehalten sind, empfiehlt diese DGUV-Information konkrete Schutz-maßnahmen.
Diese DGUV-Information behandelt nur kraftbetriebene Schwenkbiege- und Langabkantmaschinen, keine muskel-kraftbetriebenen Maschinen. Auch das Thema der Genauigkeitsanforderungen, z. B. zur Parallelität von Ober-, Unter- und Biegewangen zueinander sowie der Schwenkachse zur Biegeachse wird nicht behandelt [4].
Bild 1: Beispiel Schwenkbiegemaschine (Vorderseite)
mit durchgehender Biegeschiene an Oberwange und Biegewange
1 Unterschied zwischen Schwenkbiegen und Gesenkbiegen
Das Fertigungsverfahren „Biegeumformen“ [5] umfasst alle Verfahren zur Herstellung von geometrisch bestimmten, festen Körpern. Das Biegeumformen ist dabei eine Untergruppe des Umformens und wird nochmals unterteilt in das Biegeumformen mit drehender Werkzeugbewegung und das Biegeumformen mit geradliniger Werkzeug-bewegung.
Inhaltsverzeichnis
1 Unterschied zwischen Schwenkbiegen und Gesenkbiegen
2 Unterschiede zwischen Schwenkbiegemaschinen und Langabkantmaschinen
3 Schutzmaßnahmen
4 Maschinen älteren Baujahrs
5 Betrieb von Schwenkbiegemaschinen und Langabkantmaschinen
6 Zusammenfassung und Anwendungsgrenzen
Biegeumformen mit drehender Werkzeugbewegung bedeutet, dass die die Formgebung bewirkenden Werk-zeugteile eine drehende Bewegung ausführen. (siehe Bild 2). Hierzu gehört das Schwenkbiegen, bei dem die Biegewange an den aus einer Einsparung heraus-stehenden Teil eines Werkstücks angelegt und mit diesem um die Biegekante herumgeschwenkt wird. Das Ferti-gungsverfahren „Schwenkbiegen“ wird bei Schwenk-biegemaschinen und Langabkantmaschinen eingesetzt.
Schwenkbiegemaschine und Langabkantmaschinen fallen nicht unter den Anhang IV der MRL [6].
Bild 2: Prinzip Schwenkbiegen, drehende Bewegung

DGUV-Information, FB HM-033 Ausgabe 12/2017 Seite 2 / 10 Schwenkbiegemaschinen und Langabkantmaschinen: Schutzmaßnahmen
Biegeumformen mit geradliniger Werkzeugbewegung bedeutet, dass die die Formgebung bewirkenden Werk-zeugteile eine geradlinige Bewegung ausführen (siehe Bild 3). Hierzu gehört das Gesenkbiegen, bei dem das Werkstück zwischen Biegestempel und Biegegesenk bis zur Anlage des Werkstücks gebogen wird. Das Fertigungs-verfahren „Gesenkbiegen“ wird bei Gesenkbiegepressen verwendet. Gesenkbiegepressen fallen unter den Anhang IV der MRL, wonach meistens auch eine EG-Baumusterprüfung verpflichtend ist. Da es für Gesenk-biegepressen die Produktnorm DIN EN 12622 [7] gibt, werden sie in dieser DGUV-Information nicht weiter behandelt.
Bild 3: zum Vergleich: Prinzip Gesenkbiegen, mit gerad-
liniger Bewegung, hier nicht weiter behandelt.
2 Unterschiede zwischen Schwenkbiege- und Langabkantmaschinen
Sowohl mit der Schwenkbiegemaschine als auch mit der Langabkantmaschine werden Bleche im eingespannten Zustand zwischen Oberwange und Unterwange durch die Biegewange gebogen. Die klassische Biegevariante ist die Bewegung der Biegewange um ihren Drehpunkt nach oben. Sie rollt dabei am Material ab, wie in Bild 2 dargestellt. Neuere Maschinen besitzen infolge einer konstruktiven Änderung der Biegewange die Möglichkeit in beiden Richtungen zu biegen (Schwenkbiegemaschinen) oder besitzen zwei unabhängige Biegewangen (Lang-abkantmaschinen, vgl. Bild 8), das heißt eine Biegewange bewegt sich um ihren Drehpunkt nach oben, die andere um ihren Drehpunkt nach unten.
Eine weitere Unterscheidung liegt in der Art der Führung der Ober-, Unter- und Biegewange. Während bei einer Schwenkbiegemaschine die drei Wangenelemente durch einen Seitenständer seitlich geführt sind, sind die Wangen-elemente bei einer Langabkantmaschine seitlich offen und durch beliebige Anzahl von C-förmigen Rahmen geführt, die hinter der Maschine angeordnet sind (Mehrständer-system).
2.1 Schwenkbiegemaschinen
Schwenkbiegemaschinen gibt es momentan bis zu einer Arbeitslänge von ca. 6 m. In der Grundbauweise bestehen die Maschinen aus einem linken (1) und einem rechten (2) Maschinenständer (vgl. Bild 4), zwischen denen die Oberwange (3, vertikale Bewegung) und Biegewange (4, drehende Bewegung) befestigt sind. Das Bedienpult (5) ist hier in fest montierter Ausführung angebracht. Bei Maschinen mit kleineren Maschinenständern auf jeder Seite sind üblicherweise Abweisbleche angebracht, die der Verhinderung von Quetsch- und Scherstellen zwischen Maschinenständer (1, 2) und Biegewange dienen.
Bild 4: Beispiel Schwenkbiegemaschine mit segmentier-
ter Biegeschiene (Vorderseite) an der Oberwange
Bei der Schwenkbiegemaschine in Bild 1 verfügen Ober-wange und Biegewange über je eine gleichbleibende Biegeschiene während in Bild 4 die Biegeschiene der Oberwange segmentiert ist. Bei der segmentierten Aus-führung der Oberwange können unterschiedliche Biege-werkzeuge, zum Beispiel Falzschiene, Rundschiene oder Geißfußschiene zum Einsatz kommen und somit unter-schiedliche Biegegeometrien realisiert werden. Die Länge der Segmente ist abhängig vom Werkstück und wird daher durch die Anwendung bestimmt. Der Vorteil liegt darin, dass ein Werkstück mit zum Beispiel drei unterschiedlichen Biegegeometrien fertiggestellt werden kann, ohne dass es einer Umrüstung auf ein anderes Biegewerkzeug bedarf. Durch die Segmentierung lassen sich umlaufende Aufkantungen an Blechprofilen (Kastenform) ohne die Verwendung von zusätzlichen (und nicht erlaubten) Einlegklötzen herstellen.
Bild 5: Beispiel Auflagetisch an der Rückseite einer
Schwenkbiegemaschine
Für das leichte Handhaben der Bleche sind die Schwenk-biegemaschinen in der Regel auf der Rückseite mit einem Auflagetisch und motorisch betriebenen Tiefenanschlägen, zum Einstellung der Biegelänge zur Biegelinie des Blechteils (siehe Bild 5) ausgestattet.

DGUV-Information, FB HM-033 Ausgabe 12/2017 Seite 3 / 10 Schwenkbiegemaschinen und Langabkantmaschinen: Schutzmaßnahmen
2.2 Langabkantmaschinen
Langabkantmaschinen gibt es momentan bis zu einer Arbeitslänge von ca. 18 m. In der Grundbauweise besteht die Maschine aus einem Mehrständersystem, das heißt in einem Abstand von ca. 1 m sind die Oberwange und die Biegewange befestigt. Dadurch können die Flächen für die Aufnahme des Biegewerkzeugs sowohl an der Oberwange als auch an der Biegewange deutlich kleiner ausfallen, da die statische Durchbiegung bei einem Ständerabstand von ca. 1 m deutlich geringer ausfällt als bei 6 m.
Infolge der massiven Ständerbauweise der Langabkant-maschine ist die maximale Einlegetiefe von ca. 1,5 m gering im Vergleich zur konstruktiv unbegrenzten Einlege-tiefen an Schwenkbiegemaschinen (vgl. Bild 6, Einlege-tiefe).
Bild 6: Langabkantmaschine mit kraftbetätigter Schneid-
einrichtung (orange), begrenzter Einlegetiefe und Not-Halt-Schaltstange (rot)
Bild 7: Beispiel Langabkantmaschine mit roter Not-Halt-
stange. (analog zu Bild 6)
Die meisten Langabkantmaschinen besitzen zudem eine kraftbetätigte Schneideinrichtung (vgl. Bild 11), mit der das eingespannte Blech vor dem Biegen auf Fertigmass geschnitten werden kann.
3 Schutzmaßnahmen
Gefahrbringende Bewegungen an Schwenkbiegemaschi-nen und Langabkantmaschinen sind besonders an folgenden Elementen zu finden:
Oberwange (auch als Spannwange bekannt)
Biegewange
kraftbetätigte Tiefenanschläge
Schneideinrichtung (nur Langabkantmaschine)
Unerwartete Anläufe, zum Beispiel durch Auftreten von Fehlfunktionen elektronischer Steuerungen, müssen für die Abwärtsbewegung der Oberwange, für die Abwärts-
und Aufwärtsbewegung der Biegewange, für die kraft-betätigte Schneideinrichtung (nur Langabkantmaschine) und für die kraftbetätigten Tiefenanschläge sicher verhindert sein.
Sicher stillgesetzt, verhindert, überwacht oder reduziert bedeutet, dass beim Auftreten von Fehlfunktionen der Steuerung infolge innerer Fehler oder äußerer Störein-flüsse (Störimpulse) keine Gefahren für Personen entstehen dürfen.
Die sicherheitsbezogenen Teile von elektromechanischen Steuerungen sollten mindestens Performance Level c Kategorie 1 und die von elektronischen und programmierbar elektronischen Steuerungen mindestens „Performance-Level c“ Kategorie 2 nach DIN EN ISO 13849-1 [8] erreichen.
Bild 8: Beispiel Langabkantmaschine mit zwei Biege-
wangen, d. h. Biegen nach oben sowie Biegen nach unten.
3.1 Maschinen unter manueller Kontrolle
Eine Maschine steht unter manueller Kontrolle, wenn alle Bearbeitungsschritte, gegebenenfalls mit Unterstützung eines NC-Bearbeitungsprogramms, von der Bedienperson einzeln gestartet und somit gesteuert werden (Hand-betrieb). Dazu muss die Bedienperson vom Standort der Befehlsauslösung alle Maschinenbereiche einsehen kön-nen, um den nächsten anstehenden Bearbeitungsschritt nur bei Abwesenheit von Personen im Gefahrenbereich zu starten.
Der seitliche und hintere Zutritt zur Maschine ist so zu gestalten, dass Personen ausreichend nach DIN EN ISO 13857 von Gefahrstellen (z. B. Spannstelle, etc.) fernge-halten werden.
Wenn die Risikobeurteilung es zulässt, kann bei kleinen Maschinen, bei denen der Bediener vom Standort der Befehlsauslösung alle Maschinenbereiche leicht einsehen kann, auf rückseitige Schutzmaßnahmen verzichtet werden.
3.1.1 Not-Halt-Einrichtungen
Für das Stillsetzen einer gefahrbringenden Bewegung muss am Bedienpult oder in unmittelbarer Nähe eine von Hand zu betätigende Not-Halt-Einrichtung vorhanden sein.
Schwenkbiegemaschinen mit einer Arbeitslänge über 2,5 m müssen mindestens zwei von den Bedienplätzen aus leicht erreichbare Not-Halt- Einrichtungen (vgl. Bild 9) oder

DGUV-Information, FB HM-033 Ausgabe 12/2017 Seite 4 / 10 Schwenkbiegemaschinen und Langabkantmaschinen: Schutzmaßnahmen
eine über die gesamte Arbeitslänge angebrachte Schaltleine bzw. Schaltstange (DIN EN ISO 13856-3 [9]) als eine mit dem Fuß leicht zu betätigende Not-Halt-Einrichtung besitzen, die augenfällig rot gekennzeichnet sein sollte (vgl. Bild 7).
Langabkantmaschinen mit einer Arbeitslänge über 2,50 m, müssen eine über die gesamte Arbeitslänge angebrachte Schaltleine bzw. Schaltstange als eine mit dem Fuß leicht zu betätigende Not-Halt-Einrichtung besitzen, die augenfällig rot gekennzeichnet sein sollte (vgl. Bild 7).
Bild 9: Beispiel Schwenkbiegemaschine mit Not-Halt-
Taster an den beiden Maschinenständern (links, rechts)
Die Wirkung der Not-Halt-Einrichtung für die Schwenk-biegemaschine wie auch für die Langabkantmaschine muss der des Fußschalters „Pedal ganz durchgedrückt“ oder Stellung 2 in Tabelle 2 entsprechen.
Die Forderung nach leichtem Betätigen ist bei der Schalt-leine bzw. Schaltstange erfüllt, wenn sie senkrecht unterhalb der Vorderkante der Unterwange ca. 200 mm über Flur angeordnet ist und bei leichtem Anstoßen die Not-Halt-Funktion auslöst. (vgl. Bild 7).
3.1.2 Fußschalter
Für die Bedienung der Maschine mit Fußschalter ist mindestens ein 2-pedaliger Fußschalter für die Bedien-person erforderlich. Beispielhafte Betriebsweisen mit 2- oder 3-pedaligem Fußschaltern zeigen die Tabelle 2 und Tabelle 3 am Ende dieser DGUV-Information.
Bei Mehrpersonenbedienung ist für jeden Biegehelfer oder Biegehelferin zusätzlich ein Fußschalter als Zustimmschal-ter notwendig. Die Anzahl der erforderlichen Zustimm-schalter ist unter anderem von der Arbeitslänge der Maschine abhängig. Es ist zum Beispiel sinnvoll, ab einer Arbeitslänge von 8 m zwei Zustimmschalter (Bedienperson plus zwei Biegehelfer oder Biegehelferinnen) vorzusehen. Damit ist auch ein Wahlschalter mit der Stellung Dreipersonenbedienung notwendig.
Dabei ist es ausreichend, wenn den Biegehelfern oder Biegehelferinnen ein 1-pedaliger Fußschalter mit den drei Stellungen
Aus – unbetätigt
Zustimmung – betätigt in Mittelstellung
Stopp – betätigt in unterster Position (Not-Halt)
bereitgestellt wird (siehe Bild 10). In den Fällen in denen die Bedienung auf Einpersonenbedienung steht, sollten die für die Biegehelfer und Biegehelferinnen gedachten Fuß-schalter als Stopp-Schalter wirksam bleiben.
Für den Wechsel von Einpersonenbedienung auf Mehrpersonenbedienung und umgekehrt muss ein in jeder Stellung abschließbarer Wahlschalter vorhanden sein. Der
abschließbare Wahlschalter kann auch durch eine sichere und zuverlässige Softwarelösung ersetzt werden.
Bild 10: Beispiel 1-pedaliger Fußschalter mit Rück-
stellknopf als Zustimmschalter für Biegehelfer und Biegehelferinnen
Bei Mehrpersonenbedienung darf die gefahrbringende Bewegung, insbesondere das Schließen der Oberwange oder das Verfahren der Schneideinrichtung, erst ingang gesetzt werden, wenn die Befehlseinrichtungen gleich-zeitig betätigt werden. Bei Freigabe einer der Stellteile muss der jeweilige Steuerbefehl aufgehoben werden.
Unter gleichzeitiger Betätigung wird die ununterbrochene Betätigung aller Stellteile während des gleichen Zeit-abschnitts, unabhängig vom zeitlichen Versatz zwischen dem Beginn des einen Eingangssignals und dem Beginn des anderen verstanden [10]. Gleichzeitigkeit ist zum Beispiel gewährleistet, wenn ein Gleichzeitigkeitsrelais benutzt wird, das einen erteilten Steuerbefehl nach maximal 3 s wieder aufhebt, falls die Zustimmung von den anderen Stellteilen nicht erfolgt. Erfolgt keine Zustimmung aller Stellteile, müssen erst alle Stellteile in Ruhestellung gebracht werden, bevor ein erneuter Steuerbefehl eingeleitet werden kann. Bei Verwendung von Relais mit einstellbarer Zeitverzögerung muss ein unbefugtes Ändern der eingestellten Verzögerungszeit verhindert sein.
Auf die Gleichzeitigkeitsüberwachung kann verzichtet werden, wenn
steuerungstechnisch sichergestellt wird, dass vor jedem Zyklus (Spannen, Biegen) alle betätigten Fußschalter freigegeben wurden (Stellung 0), und
jede Schaltstellung des Fußschalters steuerungs-technisch abgefragt wird, und
die Fußschalter regelmäßig, das heißt mindestens beim Einschalten der Maschine, auf Funktionsfähigkeit getestet werden.
3.1.3 Zwischenstopp bei 15 mm
Bei Schwenkbiegemaschinen und Langabkantmaschinen wird ein Zwischenstopp verwendet, der es den Bedien-personen ermöglicht, die Finger vor dem endgültigen Spannen aus dem Gefahrenbereich zwischen Oberwange und Unterwange zu entfernen.
Die Schließbewegung der Oberwange muss automatisch einen Zwischenstopp bei 15 mm oberhalb der maximal zulässigen Blechdicke einlegen. Erst nach erneuter Betätigung des Fußschalters darf die Oberwange in die unterste Stellung (Spannposition) fahren. Dabei muss die Schließgeschwindigkeit ab dem Zwischenstopp ≤ 10 mm/s sein. Konstruktionsbedingt darf für Maschinen mit Exzenterantrieb die durchschnittliche Schließgeschwindig-keit ab dem Zwischenstopp angesetzt werden.
Die Bewegung der Biegewange darf erst gestartet werden können, wenn der Spannvorgang abgeschlossen ist. Bei Langabkantmaschinen muss zusätzlich noch die Schneid-einrichtung außerhalb des Bewegungsbereichs der Biegewange sein.

DGUV-Information, FB HM-033 Ausgabe 12/2017 Seite 5 / 10 Schwenkbiegemaschinen und Langabkantmaschinen: Schutzmaßnahmen
Ein elektronisches Wegmesssystem zur Steuerung der Oberwange sollte auch zur Steuerung des Zwischenstopps verwendet werden. Das hat den Vorteil, dass ein manuelles Nachstellen der Hardware-Endschalter (z. B. Positions-schalter) auf die jeweilige Blechdicke entfallen kann. Damit das Wegmesssystem die Anforderungen nach DIN EN ISO 13849-1 „Perfomance-Level c“ Kategorie 2 erreicht, muss eine zusätzliche Testeinrichtung geschaffen werden. Das kann ein zusätzlich angebrachter Hardware-Schalter sein, der auf einen festen Wert voreingestellt ist.
Eine Information des IFA zur Änderung der DIN EN ISO 13849 sagt zum Thema Testrate: „Für Kategorie 2 galt bisher ausschließlich die Regel einer Anforderungsrate ≤ 1/100 der Testrate. Alternativ kann die Testung nun auch unmittelbar bei Anforderung der Sicherheitsfunktion erfolgen, wenn die Gesamtzeit zum Erkennen des Ausfalls und zur Überführung der Maschine in einen sicheren Zustand (in der Regel wird die Maschine angehalten) kürzer ist als die Zeit zum Erreichen der Gefährdung“. [11]
3.1.4 Absicherung durch Laserstrahlen
Bei der hier gezeigten Variante an der Langabkant-maschine (vgl. Bild 11) erfolgt die Absicherung mittels Laserstrahlen oberhalb der Unterwange bzw. Biegewange und ist anwendbar bei seitlich offenen Maschinen. Sobald ein Laserstrahl unterbrochen wird, wird die Schließ-bewegung der Oberwange oder die Fahrbewegung der Schneideinrichtung gestoppt.
Bild 11: Beispiel Laserabsicherung mit AKAS-SBMA
beim Schneidvorgang. Lichtstrahl 1 ist aktiv während dem Schneidvorgang und Lichtstrahl 2 für das Einlegen und Spannen der Bleche. [12]
Bei dieser Schutzmaßnahme „Absicherung durch Laser-strahlen“ sind die Hände aller beteiligten Bediener gleichermaßen geschützt und es kann auch bei mehreren Personen mit einem einzelnen Fußschalter gearbeitet werden.
Zudem kann die Schutzmaßnahme „Zwischenstopp“ zu-gunsten der Schutzmaßnahme „Absicherung durch Laser-strahlen“ deaktiviert werden. Für die Umschaltung ist ein Betriebsartenwahlschalter (Schlüsselschalter) oder eine gleichwertige Lösung mittels Zugangscode vorzusehen.
3.1.5 Absicherung durch Lichtvorhang oder Laserscanner
Vereinzelt gibt es auch Schwenkbiegemaschinen die von der Rückseite bedient werden können. Diese Schwenk-biegemaschinen benötigen mindestens folgende Ausstattung:
abschließbaren Wahlschalter für Wechsel zwischen Bedienung von der Vorderseite oder Rückseite, und
Lichtvorhang oder Laserscanner auf der Vorderseite, damit niemand in den Bereich der Biegewange und eventuell herausstehende Blechteile gelangen kann, und
Fußschalter zur Bedienung der Oberwange und Biegewange, und
Einstellung Tiefenanschläge über Tippbetrieb oder reduzierte Geschwindigkeit
Bild 12: Beispiel Schwenkbiegemaschine, Vorderseite
abgesichert mittels Lichtvorhang (grüner Kreis)
3.1.6 Schneideinrichtung (Langabkantmaschinen)
Das Ingangsetzen der Schneideinrichtung darf erst möglich sein, wenn die Oberwange in der untersten Stellung (Spannposition) und alle Biegewangen in Ausgangs-stellung oder Ruheposition sind.
Die Bewegung der Schneideinrichtung kann einerseits im Tippbetrieb oder andererseits mittels Startauslösung in Verbindung mit nichttrennenden Schutzeinrichtungen (z. B. Laserstrahlen und Ausschaltbügel) erfolgen.
Beim Tippbetrieb muss während der gesamten Dauer der Vorwärts- /Rückwärtsbewegung der Schneideinrichtung die Bedienperson den Starttaster und die Biegehelfer oder die Biegehelferinnen die Zustimmungstaste betätigen. Wird der Starttaster und/oder die Zustimmungstaste losgelassen, muss die Schneideinrichtung nach geringem Nachlaufweg stehen bleiben.
Unter geringem Nachlaufweg der Schneideinrichtung wird eine maximale Nachlaufwegstrecke von 60 mm im Leerlauf, das heißt ohne Material verstanden. Dieser Wert ist auch nach Alterungserscheinungen einzuhalten, so dass bei neuen Maschinen der Nachlaufweg bereits geringer sein muss. Größere Nachlaufwege als 60 mm sind nicht akzeptabel und bedingen eine Reduzierung der maximalen Schneidgeschwindigkeit.
Bei der Startauslösung in Verbindung mit nicht trennenden Schutzeinrichtungen soll der Nachlaufweg nach DIN EN ISO 13855 [13] so klein sein, dass ein Körperteil zwischen der Schneideinrichtung und dem Werkstück bzw. festste-henden Teilen der Umgebung nicht verletzt werden kann.

DGUV-Information, FB HM-033 Ausgabe 12/2017 Seite 6 / 10 Schwenkbiegemaschinen und Langabkantmaschinen: Schutzmaßnahmen
Bild 13: Beispiel fingersichere Schneideinrichtung.
Die Einlaufstellen der Rollenmesser müssen in geeigneter Weise gegen Hineingreifen gesichert sein (vgl. Bild 13). Die Öffnungsweite der Schneideinrichtung ist auf ein Maxi-malmaß von sechs Millimeter bei einem minimalen Sicher-heitsabstand von 10 mm zur Schneide zu begrenzen, um Verletzungen an der Fingerspitze zu verhindern (vgl. Tabelle 4 der DIN EN ISO 13857).
3.2 Maschinen mit automatisch ablaufenden Bearbeitungsschritten
Alle Maschinen die automatisch eine Biegefolge abarbeiten können, müssen mit einem allseitigen Zugangsschutz ausgerüstet sein und sollten nur von einer Seite bedient werden können.
Als Zugangsschutz für die Bedienseite wird ein ausreichender Mindestabstand in Kombination mit nicht trennenden Schutzeinrichtungen, bestehend aus mindestens einer Lichtschranke mit drei Einzelstrahlen gemäß Tabelle E.1 der DIN EN ISO 13855 angesehen.
Infolge der Einsehbarkeit des Arbeitsraumes vor der Maschine ist ein Quittiertaster (Hand- oder Fußausführung) ausreichend, um die Aktivierung der nicht trennenden Schutzeinrichtung, bei Abwesenheit von Personen im Arbeitsraum, vorzunehmen. Der Quittiertaster muss außerhalb des Arbeitsraumes angeordnet sein und darf von innerhalb des Arbeitsraumes nicht erreichbar sein. Falls der Quittiertaster von innerhalb des Arbeitsraumes erreichbar ist, muss ein Hintertretschutz in Form von hori-zontal verbauten Lichtvorhängen oder vergleichbaren tech-nischen Schutzmaßnahmen verwendet werden. Zudem muss die funktionale Steuerung ein Hängenbleiben des Quittiertasters erkennen, z. B. mittels Flankenauswertung.
Die übrigen Seiten sind mit einem geeigneten Zugangs-schutz zu versehen, der aus feststehenden trennenden Schutzeinrichtungen nach DIN EN ISO 13857 oder aus nicht trennenden Schutzeinrichtungen mit mindestens gleichwertigen Sicherheitsniveau besteht.
Das Ingangsetzen bzw. Starten der Biegefolge darf erst nach aktiviertem Zugangsschutz für die Bedienseite möglich sein.
Bei Maschinen deren Arbeitslänge größer als vier Meter ist, empfiehlt es sich einen Hintertretschutz in Form von hori-zontal verbauten Lichtvorhängen oder vergleichbaren tech-nischen Schutzmaßnahmen einzubauen. Auf diese Weise wird die Bedienperson der Maschine entlastet und muss nicht ständig prüfen, ob ihre Biegehelfer und Biegehelferinnen den Schutzbereich verlassen haben, bevor sie den Biegeprozess startet. Zugleich wird auch verhindert, dass durch aufkommende Routine infolge von tagtäglich gleicher Arbeitsweise eine Unachtsamkeit zu einem Unfall führt.
Bild 14: Beispiel Langabkantmaschine als Doppelbieger
mit vertikalem und horizontalem Lichtvorhang als Zutrittsschutz und Hintertretschutz sowie Schutzzaun und Laserstrahlen (vgl. Kap. 3.1.4).
4 Maschinen älteren Baujahrs
Ältere Schwenkbiegemaschinen und Langabkant-maschinen sind häufig nicht mit Sicherheitseinrichtungen wie mehrpedaligem Fußschalter für die Bedienperson, Zustimmungsfußschalter für die Biegehelferinnen und Biegehelfer sowie Betriebsartenwahlschalter (Schlüssel-schalter oder Zugangscode) ausgerüstet. Außerdem ist bei Maschinen älteren Baujahrs der Zwischenstopp möglicher-weise nicht vorhanden oder auf andere Öffnungsweite eingestellt, als in Tabelle 1 angeführt. Dies liegt im Allgemeinen daran, dass einige Hersteller zu Beginn der Einführung dieser Schutzmaßnahme den „Zwischenstopp“ als Option gegen Aufpreis angeboten haben. Folglich existieren Modelle von Schwenkbiegemaschinen und Langabkantmaschinen gleichen Baujahres mit und ohne Zwischenstopp.

DGUV-Information, FB HM-033 Ausgabe 12/2017 Seite 7 / 10 Schwenkbiegemaschinen und Langabkantmaschinen: Schutzmaßnahmen
Wegen der vorhandenen Gefährdung sollten alle betrie-benen Schwenkbiegemaschinen und Langabkantmaschi-nen älteren Baujahrs mindestens mit einem Zwischenstopp bei 15 mm oberhalb der maximal zulässigen Blechdicke nachgerüstet werden.
seit Zwischenstopp der Oberwange
vor 05.1983 kein Zwischenstopp vorhanden
05.1983 - bis 8 mm Zweihandschaltung - ab 8 mm Fußschalter
Wert aus einer dänischen Studie die besagte, dass Quetschungen von Fingern ab 8 mm noch heilbar sind.
01.1990 - bis 13 mm Zweihandschaltung - ab 13 mm Fußschalter
Änderung aufgrund von Kenntnissen aus Unfallunter-suchungen.
06.1990 - 25 mm Zwischenstopp, - nur noch Fußschalter
Änderung aufgrund der Vermeidung von Unfällen.
12.1999 - 15 mm Zwischenstopp - nur noch Fußschalter
Neue Erkenntnisse aus Unfalluntersuchungen. Bei 25 mm nimmt die Bedienperson wegen fehlender Druckeinwirkung nicht wahr, dass die Hände im Gefahrbereich sind.
10.2007 - 15 mm Zwischenstopp - nur noch Fußschalter - Geschwindigkeit ≤ 10 mm/s
Tabelle 1: „Geschichte“ des Zwischenstopps
5 Betrieb von Schwenkbiegemaschinen und Langabkantmaschinen
Der Betreiber oder Arbeitgeber hat entsprechend den Regelungen der BetrSichV [14] vor der Verwendung von Arbeitsmitteln die auftretenden Gefährdungen zu beur-teilen (Gefährdungsbeurteilung) und daraus notwendige und geeignete Schutzmaßnahmen abzuleiten und umzu-setzen. Hierbei ist der Stand der Technik zu berück-sichtigen. Zur Ermittlung des Standes der Technik kann die Bekanntmachung zur Betriebssicherheit BekBS 1114 „Anpassung an den Stand der Technik bei der Verwendung von Arbeitsmitteln“ [15] herangezogen werden.
Die Maßnahmen zur Arbeitssicherheit beim Betrieb von Schwenkbiege- bzw. Langabkantmaschinen umfassen neben den technischen Maßnahmen, denen grundsätzlich Vorrang gebührt, auch nichttechnische Maßnahmen. Diese nichttechnischen Maßnahmen betreffen auch das Verhalten der Nutzer und Nutzerinnen. Dazu zählen zum Beispiel:
Aushängen einer Betriebsanweisung an der Schwenkbiege- oder Langabkantmaschine
Bedienung nur durch unterwiesene, beauftragte Personen
Überprüfung der Schutzeinrichtungen vor Arbeitsbeginn auf Wirksamkeit
Benutzung der für die Mehrpersonenbedienung vorge-sehenen Sicherheitseinrichtungen (Betriebsartenwahl-schalter, Zustimmungsfußschalter für die Biegehelfer-innen und Biegehelfer)
Die Nutzer und Nutzerinnen von Schwenkbiege- oder Langabkantmaschinen sind in regelmäßigen (mindestens jährlichen) Unterweisungen durch den Betreiber oder Arbeitgeber mit den Gefahren vertraut zu machen.
6 Zusammenfassung und Anwendungsgrenzen
Diese DGUV-Information beruht auf dem durch den Fachbereich Holz und Metall, Sachgebiet Maschinen, Anlagen und Fertigungsautomation zusammengeführten Erfahrungswissen beim Inverkehrbringen und Betreiben von neuen und gebrauchten Schwenkbiegemaschinen und Langabkantmaschinen.
Sie soll besonders Händlern und Händlerinnen, Einkäufern und Einkäuferinnen, Sicherheitsfachkräften und Aufsichts-personen bei der Sichtprüfung des Stands der sicher-heitstechnischen Ausrüstung eine Orientierung geben.
Die Bestimmungen nach einzelnen Gesetzen und Verord-nungen bleiben durch diese DGUV-Information unberührt. Die Anforderungen der gesetzlichen Vorschriften gelten uneingeschränkt. Um vollständige Informationen zu erhal-ten, ist es erforderlich, alle in Frage kommenden Vorschrif-tentexte und aktuellen Normen einzusehen.
Der Fachbereich Holz und Metall setzt sich unter anderem zusammen aus Vertretern und Vertreterinnen der Unfall-versicherungsträger, staatlichen Stellen, Sozialpartnern, Herstellern und Betreibern.
Diese DGUV-Information ersetzt die gleichnamige Fassung, herausgegeben als Entwurf 08/2017. Weitere DGUV-Informationen bzw. Informationsblätter des Fachbereichs Holz und Metall stehen im Internet zum Download bereit [16].
Zu den Zielen der DGUV-Informationen siehe DGUV-Information FB HM-001 „Ziele der DGUV-Information herausgegeben vom Fachbereich Holz und Metall“.

DGUV-Information, FB HM-033 Ausgabe 12/2017 Seite 8 / 10 Schwenkbiegemaschinen und Langabkantmaschinen: Schutzmaßnahmen
Literatur:
[1] Richtlinie 2006/42/EG (Maschinenrichtlinie) Amtsblatt der Europä-
ischen Gemeinschaften Nr. L 157/24 vom 09.06.2006 mit Berichtigung im Amtsblatt L76/35 vom 16.03.2007.
[2] DIN EN ISO 12100 Sicherheit von Maschinen – Allgemeine Gestalt-ungsleitsätze – Risikobeurteilung und Risikominderung, Ausgabe 2010-03, Beuth Verlag, Berlin
[3] DIN EN ISO 13857 Sicherheit von Maschinen - Sicherheitsabstände gegen das Erreichen von Gefährdungsbereichen mit den oberen und unteren Gliedmaßen, Ausgabe 2008-06, Beuth Verlag, Berlin
[4] DIN 55802 Werkzeugmaschinen, Schwenkbiegemaschinen, Abnah-mebedingungen; Ausgabe 1979-12, Beuth Verlag, Berlin
[5] DIN 8586 Fertigungsverfahren Biegeumformen Einordnung, Unter-teilung, Begriffe, Ausgabe 2003-09, Beuth-Verlag, Berlin
[6] Consolidated Minutes of the Machinery Working Group, 23.-24 October 2003, Doc.2003.29rev1, European Commission, >12 Translation of Machinery Directive, Annex IV, No 9 (Doc.2003.09)<.
[7] DIN EN 12622 Sicherheit von Maschinen – Hydraulische Gesenkbiege-pressen, Ausgabe 2014-02, Beuth-Verlag, Berlin
[8] DIN EN ISO 13849-1 Sicherheit von Maschinen - Sicherheitsbezogene Teile von Steuerungen - Teil 1: Allgemeine Gestaltungsleitsätze, Ausgabe 2016-06, Beuth-Verlag, Berlin
[9] DIN EN ISO 13856-3 Sicherheit von Maschinen, Druckempfindliche Schutzeinrichtungen Teil 3: Allgemeine Leitsätze für die Gestaltung und Prüfung von Schaltpuffern, Schaltflächen, Schaltleinen und ähnlichen Einrichtungen, Ausgabe 2013-12, Beuth-Verlag, Berlin
[10] DIN EN 574:2008-12 Sicherheit von Maschinen – Zweihandschalt-ungen – Funktionelle Aspekte - Gestaltungsleitsätze; Kapitel 3.4, Beuth-Verlag GmbH, Berlin
[11] Änderung der DIN EN ISO 13849-1 – Die wesentlichen Neuerungen aus 2015 im Überblick vom Institut für Arbeitsschutz der Deutschen Gesetzlichen Unfallversicherung (IFA), Stand Oktober 2015.
[12] SBMA-Absicherung, Fa. Fiessler Elektronik GmbH & Co. KG, Esslingen
[13] DIN EN ISO 13855 Sicherheit von Maschinen – Anordnung von Schutzeinrichtungen im Hinblick auf Annäherungsgeschwindigkeiten von Körperteilen, Ausgabe 2010-10, Beuth-Verlag, Berlin
[14] Betriebssicherheitsverordnung (BetrSichV) – Verordnung über Sicher-heit und Gesundheitsschutz bei der Verwendung von Arbeitsmitteln vom 3. Februar 2015 (BGBl. I S. 49), geändert 13. Juli 2015 (BGBl. I S. 1187).
[15] Bekanntmachungen zur Betriebssicherheit >Anpassungen an den Stand der Technik bei der Verwendung von Arbeitsmitteln< (BekBS 1114), Ausgabe März 2015, GMBl 2015 S. 331 [Nr. 17/18], korrigiert: GMBl 2015 S. 542 [Nr. 27], BAuA
[16] Internet: www.dguv.de/fb-holzundmetall Publikationen oder www.bghm.de Webcode: <626>
Bildnachweis:
Die in der DGUV-Information gezeigten Bilder wurden freundlicherweise zur Verfügung gestellt von:
Bild 1, 9, 12 : Hans Schröder Maschinenbau GmbH Feuchten 2 82405 Wessobrunn-Forst
Bild 2, 3, 6, 10, 16 FBHM, SG MAF
Bild 4, 5, 8, 15 RAS Reinhardt Maschinenbau GmbH Richard-Wagner-Straße 4-10 71065 Sindelfingen
Bild 7, 13 Sperr & Lechner GmbH & Co. KG Hertlingweg 26 74613 Öhringen-Ohrnberg
Bild 11 Fiessler Elektronik GmbH & Co. KG Kastellstraße 9 73734 Esslingen
Bild 14 Jorns AG Kirchgasse 12 CH-4932 Lotzwil
Herausgeber:
Fachbereich Holz und Metall der DGUV Sachgebiet Maschinen, Anlagen und Fertigungsautomation c/o Berufsgenossenschaft Holz und Metall Postfach 37 80 55027 Mainz
DGUV-Information, FB HM-033 Ausgabe 12/2017 Seite 9 / 10 Schwenkbiegemaschinen und Langabkantmaschinen: Schutzmaßnahmen Anhang: Tabelle 2 und Tabelle 3 – Beispiel Betriebsweisen mit 2- oder 3-pedaligen Fußschaltern
Bild 15: Beispiel 2-pedaliger Fußschalter
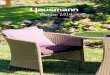
Schutzmaßnahme Linkes Pedal (Oberwange) Stellung Rechtes Pedal (Biegewange)
Zwischenstopp
Aus,
Oberwange steht in Ausgangsstellung Stellung 0, Pedal unbetätigt
Aus, Biegewange steht in Ausgangsstellung (Ruheposition)
Schließen der Oberwange in Tippschaltung,
Selbsttätiger Halt der Oberwange am Zwischenstopp bei 15 mm oberhalb der maximal zulässigen Blechdicke.
Nach Loslassen und erneutem Betätigen schließt Oberwange im Tippbetrieb mit max. 10 mm/s.
Stellung 1, Pedal gegen Druckpunkt
Biegewangenzyklus Start wenn Spannposition erreicht
Oberwange fährt für die Dauer der Betätigung mit max. Geschwindigkeit auf.
Stellung 2, Pedal ganz durchgedrückt
Oberwange nicht in Spannposition: Oberwange fährt mit max. Geschwindigkeit auf eine Öffnungshöhe von mindestens 80 mm.
Oberwange in Spannposition: Biegewange Stopp, Oberwange Stopp.
Laserstrahlen
Aus, Oberwange in Ausgangsstellung
Stellung 0, Pedal unbetätigt
Aus, Biegewange steht in Ausgangsstellung (Ruheposition)
Herabfahren der Oberwange in Tippschaltung mit unbegrenzter Geschwindigkeit, sofern keine Laserstrahlen unterbrochen sind.
Stopp der Oberwange, wenn ein Laserstrahl unterbrochen ist. Nach nochmaliger Betätigung des Fußschalters und weiterhin unterbrochenem Laserstrahl (z. B. gewelltes Blech) Reduktion der Geschwindigkeit auf max. 10 mm/s.
Ausschalten der Laserstrahlen nach gesichertem Erreichen der Geschwindigkeit von max. 10 mm/s
Stellung 1, Pedal gegen Druckpunkt
Biegewangenzyklus Start wenn Spannposition erreicht
Oberwange fährt für die Dauer der Betätigung mit max. Geschwindigkeit auf.
Stellung 2, Pedal ganz durchgedrückt
Oberwange nicht in Spannposition: Oberwange fährt mit max. Geschwindigkeit auf eine Öffnungshöhe von mindestens 80 mm.
Oberwange in Spannposition: Biegewange Stopp, Oberwange Stopp.
Bei Loslassen des Pedals, bevor der Zwischenstopp erreicht ist, bleibt die Oberwange in der aktuellen Position stehen. Bei Loslassen des Pedals bleibt die Oberwange in der aktuellen Position stehen.
Tabelle 2: Beispiel - Betriebsweisen mit 2-pedaligem Fußschalter
DGUV-Information, FB HM-033 Ausgabe 12/2017 Seite 10 / 10 Schwenkbiegemaschinen und Langabkantmaschinen: Schutzmaßnahmen Anhang: Tabelle 2 und Tabelle 3 – Beispiel Betriebsweisen mit 2- oder 3-pedaligen Fußschaltern
Bild 16: Beispiel 3-pedaliger Fußschalter
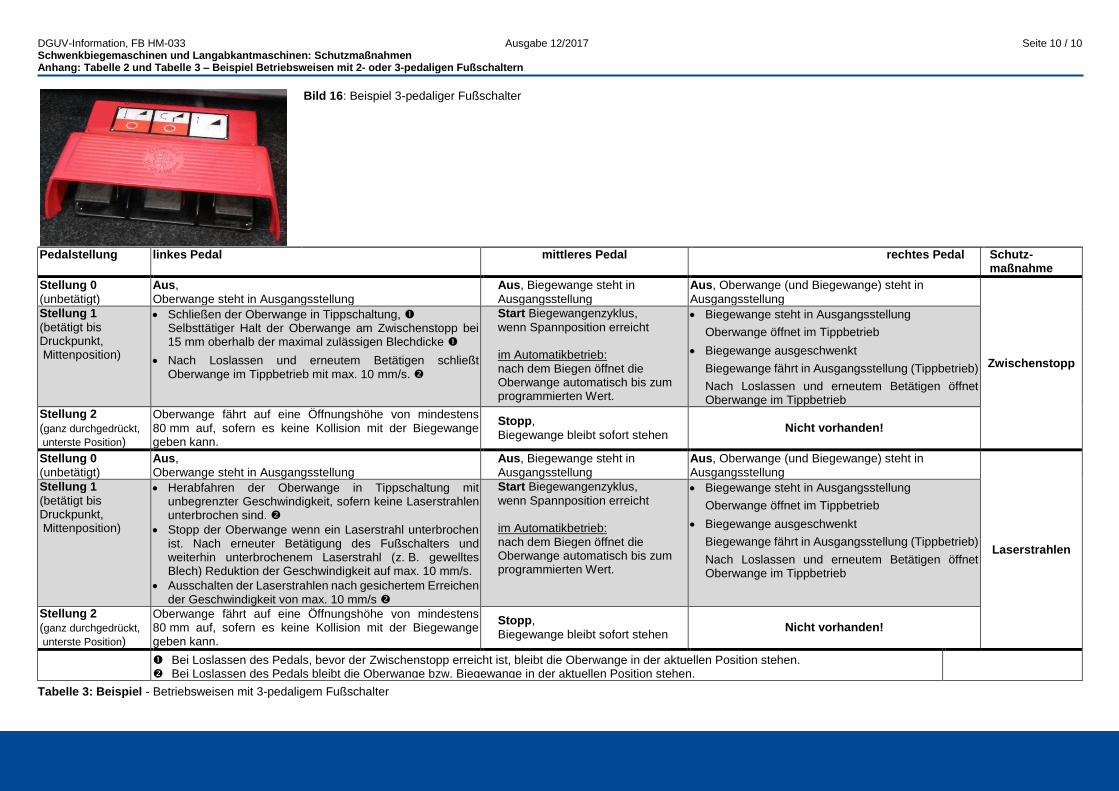
Pedalstellung linkes Pedal mittleres Pedal rechtes Pedal Schutz-maßnahme
Stellung 0
(unbetätigt)
Aus,
Oberwange steht in Ausgangsstellung
Aus, Biegewange steht in
Ausgangsstellung
Aus, Oberwange (und Biegewange) steht in
Ausgangsstellung
Zwischenstopp
Stellung 1
(betätigt bis Druckpunkt, Mittenposition)
Schließen der Oberwange in Tippschaltung, Selbsttätiger Halt der Oberwange am Zwischenstopp bei 15 mm oberhalb der maximal zulässigen Blechdicke
Nach Loslassen und erneutem Betätigen schließt Oberwange im Tippbetrieb mit max. 10 mm/s.
Start Biegewangenzyklus,
wenn Spannposition erreicht im Automatikbetrieb: nach dem Biegen öffnet die Oberwange automatisch bis zum programmierten Wert.
Biegewange steht in Ausgangsstellung
Oberwange öffnet im Tippbetrieb
Biegewange ausgeschwenkt
Biegewange fährt in Ausgangsstellung (Tippbetrieb)
Nach Loslassen und erneutem Betätigen öffnet Oberwange im Tippbetrieb
Stellung 2
(ganz durchgedrückt,
unterste Position)
Oberwange fährt auf eine Öffnungshöhe von mindestens 80 mm auf, sofern es keine Kollision mit der Biegewange geben kann.
Stopp,
Biegewange bleibt sofort stehen Nicht vorhanden!
Stellung 0
(unbetätigt)
Aus,
Oberwange steht in Ausgangsstellung
Aus, Biegewange steht in
Ausgangsstellung
Aus, Oberwange (und Biegewange) steht in
Ausgangsstellung
Laserstrahlen
Stellung 1
(betätigt bis Druckpunkt, Mittenposition)
Herabfahren der Oberwange in Tippschaltung mit unbegrenzter Geschwindigkeit, sofern keine Laserstrahlen unterbrochen sind.
Stopp der Oberwange wenn ein Laserstrahl unterbrochen ist. Nach erneuter Betätigung des Fußschalters und weiterhin unterbrochenem Laserstrahl (z. B. gewelltes Blech) Reduktion der Geschwindigkeit auf max. 10 mm/s.
Ausschalten der Laserstrahlen nach gesichertem Erreichen der Geschwindigkeit von max. 10 mm/s
Start Biegewangenzyklus,
wenn Spannposition erreicht im Automatikbetrieb: nach dem Biegen öffnet die Oberwange automatisch bis zum programmierten Wert.
Biegewange steht in Ausgangsstellung
Oberwange öffnet im Tippbetrieb
Biegewange ausgeschwenkt
Biegewange fährt in Ausgangsstellung (Tippbetrieb)
Nach Loslassen und erneutem Betätigen öffnet Oberwange im Tippbetrieb
Stellung 2
(ganz durchgedrückt,
unterste Position)
Oberwange fährt auf eine Öffnungshöhe von mindestens 80 mm auf, sofern es keine Kollision mit der Biegewange geben kann.
Stopp,
Biegewange bleibt sofort stehen Nicht vorhanden!
Bei Loslassen des Pedals, bevor der Zwischenstopp erreicht ist, bleibt die Oberwange in der aktuellen Position stehen. Bei Loslassen des Pedals bleibt die Oberwange bzw. Biegewange in der aktuellen Position stehen.
Tabelle 3: Beispiel - Betriebsweisen mit 3-pedaligem Fußschalter