Embed Size (px)
Citation preview


E. Breitbach, M. Sinapius
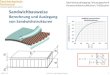
Stand und Perspektiven des Faserverbundleichtbaus und der Adaptronik
Institut für Strukturmechanik
August 2004
Redaktion J. Block U. Ehlert M. Sinapius
Autoren S. Algermissen J. Baaran S. Babben B. Biering G. Ernst M. Görlich H.-Ch. Goetting W. Haefker M. Hanke W. Hillger L. Herbeck Ch. Hühne S. Keye M. Kleineberg F. Lura Th. Mahrholz M. Meyer
H. P. Monner J. Nickel T. Raible U. Richter U. Riedel J. Riemenschneider D. Röstermundt K. Rohwer R. Rolfes M. Rose A. Schröder Ch. Sickinger J. Teßmer G. Töpfer T. Weyer P. Wierach R. Zimmermann
Zum Gelingen dieses Berichtes und der darin dokumentierten Ergebnisse haben neben den Autoren
alle Mitarbeiter des Instituts beigetragen, auch wenn sie hier nicht namentlich erwähnt werden

ii
1. Leitbild und Herausforderungen 1
2. Ausgangssituation und Randbedingungen 3
3. Innovationen im Hochleistungsleichtbau 1998 – 2004 4 3.1. ADAPTRONIK FÜR ANPASSUNGSFÄHIGE, MULTIFUNKTIONALE STRUKTURSYSTEME 5 3.1.1. Erkenntnisgewinn ............................................................................................................................ 6 3.1.1.1. Entwicklung gekapselter Aktuatorhalbzeuge 6 3.1.1.2. Aktivierung von Carbon-Nanotubes 6 3.1.1.3. Hochdynamische Parallelstrukturen mit adaptronischen Komponenten 7 3.1.1.4. Lärm- und Schwingungsreduktion im Fahrzeug 8 3.1.2. Vernetzung und Kooperationen....................................................................................................... 9 3.1.2.1. Leitprojekt ADAPTRONIK / Kompetenznetz Adaptronik 9 3.1.2.2. Intelligent Materials for Active Noise Reduction (InMAR) 10 3.1.3. Vermarktung und Produktnähe ..................................................................................................... 11 3.1.3.1. Gekapselte Aktuatorhalbzeuge 11 3.1.3.2. Adaptiver Magnetresonanztomograph 12 3.1.3.3. Gestaltkontrolle an einem Leichtbaureflektor 12 3.2. EFFIZIENTE WERKZEUGE DER NUMERISCHEN UND EXPERIMENTELLEN STRUKTURANALYSE 13 3.2.1. Erkenntnisgewinn .......................................................................................................................... 14 3.2.1.1. Verfeinerte Werkzeuge der Thermalanalyse 14 3.2.1.2. 3D Spannungs- und Versagensanalyse textiler Faserverbunde 15 3.2.1.3. Robuster Entwurf dünnwandiger Schalen 16 3.2.1.4. Modellierung adaptiver Strukturen 17 3.2.1.5. Ultraschallprüftechnik mit Luftankopplung 18 3.2.1.6. Berührungslose Messung der Temperaturverteilung unter Weltraumbedingungen 19 3.2.1.7. Optimiertes Meßsystem für Lichtdruck auf dünne Folien 20 3.2.2. Vernetzung und Kooperationen..................................................................................................... 21 3.2.2.1. Führung der EU-Forschung zum Nachbeulen 21 3.2.2.2. EXSACOM – Anerkannte europäische Forschungsinfrastruktur 22 3.2.2.3. Brückenfunktion in der nationalen Luftfahrt-Forschung: CORUBA 23 3.2.3. Vermarktung und Produktnähe ..................................................................................................... 24 3.2.3.1. Schnelle Analyse der Schadenstoleranz mit CODAC 24 3.2.3.2. Schnelle Berechnungswerkzeuge des Entwurfs: TRAVEST, TACO, IBUCK 25 3.2.3.3. Bestimmung der Porenkonzentration mit Ultraschall 25 3.3. KOSTENGÜNSTIGE FASERVERBUNDFERTIGUNG 26 3.3.1. Erkenntnisgewinn .......................................................................................................................... 27 3.3.1.1. Design Rules für A380 27 3.3.1.2. Strukturelle Nähverfahren 28 3.3.1.3. Entfaltbare Leichtbaustrukturen 29 3.3.1.4. Brandsicherheit für Schienenfahrzeuge 30 3.3.1.5. Naturfaserverstärkte Biopolymere 31 3.3.2. Vernetzung und Kooperationen..................................................................................................... 32 3.3.2.1. EFA-Rumpfschale in SLI-Technik 32 3.3.2.2. Kundenzentrum bei Airbus Bremen 32 3.3.2.3. Material, Struktur und Fertigungskonzepte für zukünftige Seitenleitwerke 33 3.3.2.4. Hamburger Hochbahn 34 3.3.3. Vermarktung und Produktnähe ..................................................................................................... 35 3.3.3.1. Innovationen in der Anwendung für Fairchild/Dornier 328 Jet und 728 35 3.3.3.2. Industrieschutzhelm aus BioVerbund 36 3.3.3.3. Kennwerte für A380 und A400M 36 3.3.3.4. Neuartige CFK-Inserts für Sandwichstrukturen 37 3.3.3.5. Entwicklung einer Hochleistungssegelyacht für den America’s Cup 37

iii
3.4. ÜBERGREIFENDE PROJEKTE UND SYSTEME 38 3.4.1. Projekt Schwarzer Rumpf............................................................................................................... 39 3.4.2. Adaptiver Rotor ............................................................................................................................. 41 3.4.3. Rosetta-Lander (Philae) .................................................................................................................. 42 3.4.4. Mars NetLander............................................................................................................................. 44 3.4.5. Solar Sail........................................................................................................................................ 46 3.4.6. BIRD – Satellitenbusentwicklung und Qualifizierung ...................................................................... 48 3.4.7. Aktive Schwingungskompensation am Cabriolet ........................................................................... 50 3.4.8. Leitprojekt DYNASTORE – Energiesparende Schwungmassenspeicher............................................ 51 3.5. WISSENSBILANZ 52 3.5.1. Veröffentlichungen........................................................................................................................ 52 3.5.2. Lehrtätigkeiten .............................................................................................................................. 54 3.5.3. Habilitation/Berufungen................................................................................................................. 55 3.5.4. Promotionen.................................................................................................................................. 55 3.5.5. Diplome......................................................................................................................................... 56 3.5.6. Auszeichnungen............................................................................................................................ 57 3.5.7. Patente.......................................................................................................................................... 57 3.6. NETZWERK 58 3.6.1. Patenschaften................................................................................................................................ 58 3.6.2. Gastwissenschaftler ....................................................................................................................... 59 3.6.3. Ausgerichtete Konferenzen ........................................................................................................... 61 3.6.4. Gutachtertätigkeiten ..................................................................................................................... 61 3.6.5. Mitarbeit in Fachgremien............................................................................................................... 62
4. Innovationsmotore in Faserverbundleichtbau und Adaptronik 63 4.1. NANOBASIERTE WERKSTOFFSYSTEME 64 4.1.1. Carbon-Nanotube-Aktuatoren....................................................................................................... 64 4.1.2. Nanopartikel zur Konditionierung von Faserverbunden.................................................................. 65 4.2. ENTWURF UND FERTIGUNG IMPERFEKTIONS- UND SCHADENSTOLERANTER STRUKTUREN 66 4.2.1. Beulen von Rumpftonnen bis zum Kollaps ..................................................................................... 66 4.2.2. Abminderung von Materialparametern infolge Schädigung ........................................................... 67 4.2.3. Berechnung textiler Faserverbunde ................................................................................................ 67 4.2.4. Mechanische Eigenschaften textiler Faserverbunde........................................................................ 68 4.3. PROZESSOPTIMIERUNG DURCH PROZESSSIMULATION UND NEUE FERTIGUNGSTECHNOLOGIEN 69 4.3.1. Mikrowellenprozessierung ............................................................................................................. 69 4.3.2. Hybride Faserverbundfertigung...................................................................................................... 70 4.3.3. Qualitätsüberwachung der Fertigungsprozesse .............................................................................. 70 4.3.4. Prozesssimulation und virtuelle Versuche ....................................................................................... 71 4.4. NEUE FUNKTIONEN IN STRUKTUREN 72 4.4.1. Neue Flächenaktuatoren................................................................................................................ 72 4.4.2. Aktive Reduktion von Flugzeuginnenlärm...................................................................................... 73 4.4.3. Structural Health Monitoring durch Ultraschall .............................................................................. 74 4.5. MATERIALIEN UND STRUKTUREN FÜR ENERGIE- UND THERMALSYSTEME 75 4.5.1. Analyse des Wärmetransports........................................................................................................ 75 4.5.2. Thermalmanagement thermisch hoch belasteter Strukturen .......................................................... 76 4.5.3. Wasserstoffspeicherung durch Physisorption an Nanopartikeln mit Minimalflächenstruktur ........... 77
5. Anhang 78 5.1. ABKÜRZUNGEN 78

1
1. Leitbild und Herausforderungen Seit jeher waren neue Werkstoffe, Materialsys-teme und die adäquate Umsetzung ihrer Ei-genschaften in Strukturen maßgebliche Inno-vationsmotoren der technischen Entwicklung. Das gilt besonders für Luftfahrt, Raumfahrt und Verkehrstechnik. Im 21. Jahrhundert wer-den diese Technologiefelder wesentlich ge-prägt von „intelligenten“, maßgeschneiderten und multifunktionalen Hochleistungsstruktu-ren, deutlich abzulesen an nationalen und internationalen Programmen wie dem nationa-len Rahmenprogramm Werkstoff-Innovationen für INdustrie und Gesellschaft (WING), ent-sprechenden Empfehlungen der NASA sowie den Schwerpunkten im 6. Forschungsrahmen-
programm der Europäischen Union. Als typi-sches, aktuelles Beispiel für die Bedeutung von neuen Materialsystemen für künftige Flug-zeugstrukturen sei hier die 7E7 genannt, die der amerikanische Flugzeughersteller Boeing 2003 als Kampfansage im Wettbewerb mit Airbus als „First Composite Jetliner“ ankündig-te. Das Ziel einer deutlichen Treibstoffeinspa-rung, ausgedrückt in einer Senkung des pas-sagierbezogenen Treibstoffverbrauchs um 20 %, soll neben einer Verbesserung von Triebwerk und Aerodynamik immerhin zu ei-nem Viertel durch neue Materialsysteme und Strukturkonzepte erreicht werden.
Die Forschungs- und Entwicklungsarbeiten an Materialsystemen und Strukturen im Leichtbau zielen auf
die Erhöhung der Sicherheit durch Verbes-serung der Steifigkeiten und Festigkeiten von Leichtbaustrukturen mit neuen Materi-alsystemen und verbesserten Strukturanaly-sen
Kostenreduktion in der Fertigung und durch Beschleunigung des Entwurfs zur Stärkung der Wettbewerbsfähigkeit
Erweiterung der Funktionalitäten von Materialien, Strukturen und Systemen zur Steigerung ihrer Leistungsfähigkeit
Erhöhung des Komforts von Luftfahrtsys-temen und bodengebundenen Verkehrsträ-gern durch aktive Schall- und Schwin-gungsminderung
Reduktion der Umweltbelastung und Schonung der natürlichen Ressourcen ins-besondere durch Gewichtsreduktion.
Das Institut für Strukturmechanik fokussiert dafür seine Forschung auf den Faserverbund-leichtbau und die Adaptronik mit den Kompe-tenzen in der Entwicklung anpassungsfähiger Struk-
tursysteme zur aktiven Konturanpassung und zur aktiven Schall- und Vibrationsre-duktion,
der Formulierung schneller Verfahren der Strukturanalyse vor allem zu Fragen der Stabilität, Festigkeit und Thermalanalyse verbunden mit deren experimenteller Vali-dierung,
der Konzeptionierung einer geschlossenen Prozesskette des Faserverbundleichtbaus von der Materialentwicklung bis zum Proto-typenbau zur Steigerung der Effizienz des Fertigungsprozesses und
der Konditionierung komplexer Systeme für extreme Einsatzbedingungen.
Que
lle: A
irbus

2
Mit diesen Kompetenzen will das Institut auf den Ergebnissen der Forschungsarbeiten der letzten Jahre aufbauen und sich in der nächs-ten Zukunft schwerpunktmäßig auf fünf Schlüsselthemenfeldern konzentrieren:
1. Nanobasierte Materialsysteme Entwicklung von Aktuatoren mit Hilfe akti-vierbarer Carbon-Nanotubes, Konditionie-rung von Faserverbunden mit Nanopartikeln und die Modellbildung und Simulation von Materialsystemen.
2. Entwurf und Fertigung imperfektions- und schadenstoleranter Strukturen Die führende Stellung des Instituts auf dem Gebiet des Beul- und Nachbeulverhaltens von Schalenstrukturen soll ausgebaut wer-den durch Methoden zur Auslegung imper-fektions- und schadenstoleranter Verbund-strukturen, zu deren robuster Fertigung, zu Degradation und Restfestigkeit sowie durch Entwicklung von Material- und Versagens-modellen für textile Verbunde.
3. Prozesssimulation und neue Fertigungstechniken Neue Fertigungs- und Reparaturverfahren basierend auf der Mikrowellentechnik wer-den erarbeitet und Kennwerte für die Nass-technologie systematisiert. Mit Hilfe von Simulation sollen Fertigungsprozesse für Fa-serverbundstrukturen optimiert werden.
4. Multifunktionale Leichtbaustrukturen Strukturelle Integration von Bauteilüberwa-chungssystemen mittels Ultraschall, Ent-wicklung neuer Flächenaktuatoren für die Adaptronik, Methoden der aktiven struktu-rellen Schall- und Vibrationssreduktion.
5. Materialsysteme und Strukturen für optimales Energiemanagement Als Forschungsthemen stehen Entwicklun-gen zur effizienten Thermalanalyse und zum Thermalmanagement im Vordergrund. Die Entwicklung von Wasserstoffspeichern mit Hilfe nanoskaliger Kohlenstoffstruktu-ren soll aufgenommen werden.
In diesen Schlüsselthemenfeldern will das Insti-tut eng mit deutschen Hochschulen im Rah-men der Deutschen Forschungsgemeinschaft und mit den europäischen Forschungseinrich-tungen im Rahmen der EU-Programme koope-rieren. Gemeinsam mit der Industrie werden die Ergebnisse in Form von Demonstratoren und Prototypen in die industrielle Anwendung umgesetzt.
Die Vermarktung der Leistungen des Instituts erfolgt in fünf Geschäftsfeldern:
1. Materialien und Fertigungsprozesse o Multifunktionale und
intelligente Materialsysteme o Verbunde aus nachwachsenden
Rohstoffen o Nano – Materialien o Prozesssimulation o Fertigungsprozesse : Analyse,
Bewertung und Entwicklung
2. Faserverbund-Leichtbaustrukturen o Bauteilentwicklung für Faserverbunde o Strukturberechnung,
-bewertung und -simulation o Machbarkeitsstudien
und Bauweisenkonzepte o Strukturentwicklung
für Raumfahrtsysteme
3. Simulationswerkzeuge für den Leichtbau o Schnelle Berechnungsverfahren
und -werkzeuge o Design Rules für den Flugzeugbau o Modelle für textile Verbunde o Regelung aktiver Systeme
4. Aktive Leichtbausysteme o Aktive Lärm - und Vibrationsminderung o Aktive Sicherung der Kontur
und Präzision o Strukturintegrierte Aktuatoren
und Sensoren
5. Testhaus o Thermische und mechanische Tests
zur Validierung und Qualifikation o Konditionierung
für extreme Umweltbelastung o Kennwertermittlung für Faserverbunde o Virtuelle Versuchsstände
Diese Fokussierung auf Leitthemen und deren Umsetzung in Zielprodukte folgt dem Leitbild:
Wir setzen unsere wissenschaftlichen und technischen Erkenntnisse in Faserverbund-leichtbau und Adaptronik im inter-nationalen Netzwerk von Forschung und Industrie in prototypische Produkte um.

3
2. Ausgangssituation und Randbedingungen Potenziale der wissenschaftlich-technischen Entwicklung sind die schöpferische Fantasie, die Innovationskraft, der Gestaltungswille und das Adaptionsvermögen der Mitarbei-ter. Wie effektiv diese eingebracht werden können, hängt nicht zuletzt von den vorlie-genden Rahmenbedingungen ab. Dazu zäh-len neben den rein materiellen Gütern wie Vergütung, Ausstattung mit Arbeitsmitteln und Möglichkeiten zur Kommunikation auch immaterielle Güter wie Betriebsklima und Führungsqualität der Vorgesetzten. Die Aus-richtung der Forschungsaufgaben an der Nachfrage ist von entscheidender Bedeu-tung. Sie ermöglicht erst die Einwerbung lukrativer Aufträge, sie fördert aber auch die Initiative der Mitarbeiter und erleichtert de-ren Identifikation mit der Aufgabenstellung.
In dem Votum zur Überprüfung im Juni 1998 haben die Gutachter dem Institut ein-hellig bescheinigt, „exzellent geführt und dargestellt“ zu sein. Hervorgehoben wurde die gute Ausgewogenheit von experimentel-len und theoretischen Arbeiten. Um theore-tische und versuchstechnische Aspekte noch enger zu verzahnen und um Synergieeffekte zu nutzen, wurden im Oktober 1998 die Abteilungen Thermostabile Strukturen und Schadenstolerante Strukturen zur Struktur-analyse zusammengeführt. Damit konzent-rierte sich die wissenschaftliche Arbeit auf die drei Schwerpunkte Adaptronik, Struktur-analyse und Strukturtechnologie. Die Not-wendigkeit einer erheblichen Umstrukturie-rung am Standort Berlin-Adlershof und die fachliche Nähe zur dortigen Abteilung für Systemkonditionierung führten im April 2003 zu deren Eingliederung ins Institut.
Die vorhandene Fachkompetenz in den jetzt vier Forschungsschwerpunkten wird konse-quent eingesetzt, um Projekte mit festen Terminen, Lieferumfang und Ressourcen zu formulieren und zu bearbeiten. Vor dem Hintergrund einer kontinuierlich rückläufigen Basisförderung werden dafür in zunehmen-dem Maße Drittmittel benötigt. Bei aller er-wünschten und gewollten Anwendungsnähe bleibt als Richtschnur bestehen, dass die Forschungsrelevanz in jedem Fall ausschlag-gebend für die Einwerbung und Durchfüh-rung von Projekten sein muss.
Erfolgreich akquiriert wurde bei Auftraggebern aus der Industrie, hier naturgemäß überwie-gend bei Luft- und Raumfahrtfirmen. Aber auch für andere Bereiche wie Fahrzeugbau, Schiffbau, allgemeiner Maschinenbau, Mess-technik und Medizintechnik konnten For-schungsaufträge bearbeitet und in vielen Fällen auch mit hervorragenden Ergebnissen abge-schlossen werden. Besonders enge Kooperati-onen führten zu gemeinsam finanzierten Pa-tenschaftsverträgen mit der Firma Airbus, aber auch mit der MSC.Software Corporation, dem weltweit größten Vertreiber von FE-Software. Es zeigt sich, dass eine Einbindung in Netzwer-ke die Akquisition unterstützt. Zu nennen sind hier die ausgegründeten Firmen und die Betei-ligung an der Initiative Neue Materialien Niedersachsen (NMN).
Darüber hinaus konnte das Institut erhebliche Projektmittel von öffentlichen Auftraggebern gewinnen. Hier ist besonders das BMBF-Leitprojekt ADAPTRONIK hervorzuheben, über das ausführlich berichtet wird. Aber auch die Mittel der Luftfahrt-Forschungsprogramme und des MaTech-Programms haben zahlreiche For-schungsprojekte ermöglicht. Die traditionell herausragenden Fähigkeiten des Instituts auf dem Gebiet der Beullastuntersuchungen konn-ten durch das EU-Projekt POSICOSS ausgebaut werden. Die Thermalanalyse wurde mit Mitteln aus dem FESTIP-Programm der ESA gefördert.
Eng verbunden ist das Institut auch mit einer Reihe von Hochschulen in der Region und dar-über hinaus. Das manifestiert sich in intensiver Lehrtätigkeit mehrerer Mitarbeiter. Damit ver-knüpft ist auch die Betreuung zahlreicher Stu-dien- und Diplomarbeiten sowie die Durchfüh-rung und Begutachtung von Promotionen. Darüber hinaus beteiligt sich das Institut auch an Sonderforschungsbereichen, Schwerpunkt-programmen und an einem Graduiertenkolleg der Deutschen Forschungsgemeinschaft.
Das Institut bildet damit eine tragfähige Brücke zwischen Hochschulforschung und industrieller Anwendung.

4
3. Innovationen im Hochleistungsleichtbau 1998 – 2004 Die Vielfalt an Innovationen für den Hochleis-tungsleichtbau, die das Institut in den letzten sechs Jahren hervorgebracht hat, sollen schlaglichtartig gezeigt werden. In allen Berei-chen arbeitete das Institut an grundlegenden neuen wissenschaftlichen Erkenntnissen, suchte den engen Kontakt zu anderen For-schungseinrichtungen, baute Kooperationen mit der Industrie auf und leistete Beiträge zur Umsetzung der wissenschaftlichen Erkennt-nisse in marktfähige Produkte. Die Kriterien
o Wissenschaftlicher Erkenntnisgewinn o Vernetzung und Kooperationen o Produktnähe
sind Maßstab für die erreichten Fortschritte des Instituts in seinen schwerpunktmäßigen Themenfeldern. Die Fortschritte werden ent-lang dieser Kriterien an beispielhaften Ergeb-nissen aufgezeigt. Thematisch sind sie in drei Felder zusammengefasst:
o Adaptronik für anpassungsfähige, multifunktionale Struktursysteme (Abschnitt 3.1., ab Seite 5)
o Neue Werkzeuge der numerischen und experimentellen Strukturanalyse (Abschnitt 3.2., ab Seite 13)
o Kostengünstige Faserverbundleichtbaufertigung (Abschnitt 3.3., ab Seite 26)
Für jedes dieser Themenfelder wird die Um-setzung der wissenschaftlichen Erkenntnisse in prototypische Produkte im nationalen und internationalen Kontext aufgezeigt.
Eine besondere Stärke des Instituts liegt in der Fähigkeit, Systeme vom Standpunkt des Leichtbaus und der Adaptronik zu entwickeln, zu beurteilen und für den technischen Einsatz zu qualifizieren. Dies wird an großen Projek-ten deutlich, die das Institut geführt hat oder an denen es maßgeblich beteiligt war (siehe Abschnitt 3.4., ab Seite 38). Dazu zählten unter anderem
o Rosetta Lander o Schwarzer Rumpf o Kleinsatellit Bird
In einer Wissensbilanz gibt der Abschnitt 3.5. (ab Seite 52) eine Übersicht über referierte Publikationen, Promotionen und Diplomprü-fungen, Habilitationen und Berufungen, Prei-se und Auszeichnungen, sowie die umfang-reiche Lehrtätigkeit der Wissenschaftler des Instituts an Hochschulen.
Das Netzwerk mit Hochschulen, Forschungs-einrichtungen und Industrie, in dem das Insti-tut eingebunden ist, wird in Abschnitt 3.6. (ab Seite 58) an Hand von verabredeten Indust-riepatenschaften, des Wissenschaftleraustau-sches und der Konferenzorganisationen do-kumentiert.
Abgeleitet aus den erreichten Zielen und den gesellschaftlichen Anforderungen an den Fa-serverbundleichtbau und die Adaptronik wer-den in Kapitel 4. (ab Seite 63) die strategi-schen Forschungsfelder vorgestellt, an denen das Institut in den nächsten Jahren schwer-punktmäßig arbeiten will.
Adaptronik Strukturanalyse Strukturtechnologie Systemkonditionierung

Adaptronik für anpassungsfähige, multifunktionale Struktursysteme
5
3.1. ADAPTRONIK FÜR ANPASSUNGSFÄHIGE, MULTIFUNKTIONALE STRUKTURSYSTEME
Adaptronik ist eine interdisziplinäre Schlüssel-technologie für das 21. Jahrhunderts. Ziel ist die Realisierung so genannter adaptiver Struk-tursysteme. Voraussetzung dafür ist die Integ-ration von Sensoren und Aktuatoren auf der Basis aktivierbarer Materialien wie z.B. Piezo-keramiken oder Formgedächtnislegierungen in die lasttragende Struktur. Kombiniert mit op-timierter Regelungstechnik und Leistungsver-sorgung können für Anwendungen aus ver-schiedensten Branchen neue Lösungsansätze realisiert werden, die es auch bei veränderli-chen Betriebsbedingungen erlauben, Lärm zu unterdrücken
(z.B. in Flugzeugrümpfen) , Schwingungen zu reduzieren
(z.B. in Magnetresonanztomographen) oder Konturen zu korrigieren
bzw. gewollt zu verändern (z.B. in Satellitenleichtbauspiegeln).
Adaptive Struktursysteme entstehen erst durch das Zusammenwirken mehrerer Teildisziplinen, von denen Strukturmechanik inklusive Materi-altechnologie und Leichtbau sowie Regelungs-technik, Sensorik und Aktuatorik die wichtigs-ten sind. Die Beherrschung weiterer system-spezifischer Disziplinen wie der Fahrdynamik für Schienen- und Straßenfahrzeuge, der Ae-rodynamik und Flugmechanik für Luftfahrzeu-ge und der Thermomechanik für Raumfahrt-systeme ist je nach Aufgabenstellung ebenfalls unverzichtbar und setzen ein kompetentes Wissensumfeld voraus.
Mit seinen Forschungsschwerpunkten in der Sensor- und Aktuatorentwicklung auf Basis
multifunktionaler Materialien , Entwicklung von Konzepten und Ferti-
gungstechnologien für adaptronische Kom-ponenten und Strukturen ,
Aufstellung von Design Rules für adaptroni-sche Strukturen ,
Toolentwicklung zur Systemanalyse und -identifikation, Berechnung sowie Modellie-rung und Simulation adaptronischer Kom-ponenten, Strukturen und Systeme sowie
Reglerentwicklung für komplexe adaptroni-sche Systeme
und der entsprechend interdisziplinären Kom-petenz kann das Institut die anspruchsvolle
Entwicklung, Herstellung und Erprobung die-ser Strukturen optimal umsetzen.
Das Institut erforscht und entwickelt adaptive Struktursysteme bereits seit 1993; es beher-bergt die gegenwärtig größte Gruppe von Wissenschaftlern in Deutschland, die auf dem Gebiet der Adaptronik tätig ist. Diese Arbeiten würdigte der Vorstand des DLR –als Ergebnis einer externen Begutachtung– im Jahr 2000 mit der Auszeichnung zum Center of Excel-lence für Adaptronik.
Das Institut wurde im Jahr 2001 von der Euro-päischen Kommission zum Marie Curie Trai-ning Site ernannt. Seither können Doktoran-den aus Ländern der EU einen Teil ihrer Pro-motionsarbeit in dieser international anerkann-ten Forschergruppe durchführen und so ihr Wissen weiterentwickeln. Diese Möglichkeit haben bisher bereits sechs junge Wissenschaft-ler aus fünf Nationen erfolgreich genutzt.
Darüber hinaus besteht im Rahmen der BMBF Kompetenznetze das durch das Institut initiier-te und geführte Kompetenznetz Adaptronik. In diesem Netzwerk arbeiten die Partner ge-meinsam daran, Adaptronik zum Nutzen des Standortes Deutschland nachhaltig voranzu-treiben. Damit bildet das Institut eine wesentli-che Schnittstelle des Technologietransfers zwi-schen Forschung und Wirtschaft.
Beispiele für erfolgreiche Arbeiten sowohl in der Forschung als auch in enger Kooperation mit der Wirtschaft sind Robotersysteme für Handhabung und Montage, Adaptive Rotor-systeme und insbesondere das BMBF Leitpro-jekt Adaptive Verbundstrukturen für den Leichtbau. Das Leitprojekt wurde mit dem Wis-senschaftspreis des Stifterverbandes der deut-schen Wirtschaft 2000 ausgezeichnet.
Diese Arbeiten werden nun auf europäischer Ebene fortgeführt. Das Institut ist maßgeblich an Integrierten Projekten (IP) innerhalb des 6. Rahmenprogramms der europäischen For-schungsförderung beteiligt. Beispiele sind die IPs Intelligent Materials for Active Noise Reduc-tion und Integration of Technologies in Sup-port of a Passenger and Environmentally Friendly Helicopter.

Adaptronik für anpassungsfähige, multifunktionale Struktursysteme
6
3.1.1. Erkenntnisgewinn
3.1.1.1. Entwicklung gekapselter Aktuatorhalbzeuge
Voraussetzung für die Entwicklung adaptiver Strukturen sind geeignete multifunktionale Werkstoffsysteme, die lasttragende, sensori-sche und aktuatorische Eigenschaften in sich vereinen. Erreicht werden diese Eigenschaften durch die Kombination von sensorisch und aktuatorisch wirksamen Materialien (z.B. Pie-zokeramik) mit lasttragenden Werkstoffen (z.B. Stahl und CFK).
Die Weiterverarbeitung und strukturelle Integ-ration der in der Regel höchst empfindlichen aktuatorisch und sensorisch wirkenden Werk-stoffe sowie Probleme hinsichtlich der elektri-schen Kontaktierung und Isolierung erforder-ten die Entwicklung eines neuartigen „Verpa-ckungskonzeptes“ zur Kapselung aller für Kontaktierung, Isolierung, Fügung und Einbet-tung notwendigen Werkstoffkomponenten in einem integrierten Funktionsmodul. Erst in einem zweiten Schritt lassen sich die so ent-standenen adaptiven Halbzeuge vorteilhaft auf
einen Strukturwerkstoff applizieren oder in den Strukturwerkstoff integrieren.
Bild 3.1.1 : Aufbau eines Funktionsmoduls
Mit dieser Technologie zur Einbettung multifunktionaler Werkstoffe wurde die Voraussetzung für adaptronisch wirksame Werkstoffsysteme mit hoher Lebensdauer und Zuverlässigkeit für unterschiedlichste Anwendungen geschaffen.
3.1.1.2. Aktivierung von Carbon-Nanotubes
Eine Grenze bei der Entwicklung von adapti-ven Systemen ist häufig die Leistungsfähigkeit der verfügbaren Aktuatorik. Carbon-Nano-tubes haben Eigenschaften, die großes Po-tenzial für die Entwicklung neuer Aktuatoren versprechen. Einzelne Tubes besitzen hervor-ragende passive mechanische Eigenschaften sowie die Fähigkeit, sich in Kombination mit einem Elektrolyten in einem bisher nicht ge-kannten Ausmaß aktiv zu dehnen. Um diese außergewöhnlichen Eigenschaften technisch nutzbar zu machen, werden im Institut die Grundlagen für die Entwicklung von Aktuato-ren auf Nanotube-Basis untersucht.
Dabei wurden umfangreiche Erfahrungen mit der Herstellung von makroskopischen Nanotu-be-Strukturen mittels Vakuumfiltration von Nanotube-Dispersionen gesammelt. Das Dis-persionsmittel bestimmt vornehmlich die Dis-persionsqualität, die wiederum über die Quali-tät des Filtrats (Nanotube-Papier) entscheidet. Entsprechend wurden geeignete Dispersions-mittel verwendet und das Filtrationsverfahren auf diese Anwendung abgestimmt. Solche Nanotube-Papiere wurden anschließend in einem dafür entwickelten Prüfstand auf ihre aktive Dehnung hin untersucht. Als Elektrolyt
werden in diesem Prüfstand wässrige Salzlö-sungen verwendet.
0
0,1
0,2
0,3
0,4
0,5
-0,01 -0,005 0 0,005 0,01Ladung [C]
Deh
nung
[‰]
1.
3.
2.4.
Bild 3.1.2 : Ladungs-Dehnungs-Verlauf
Es wurde eine starke Abhängigkeit der Deh-nung von der Art der Ionen festgestellt. Bisher wurde bei 1 V Ansteuerspannung eine maxi-male Dehnung von 0,5 % gemessen, bei 2 V sogar 0,8 %. Der in Bild 3.1.2 gezeigte Zu-sammenhang zwischen Dehnung und Ladung wurde in Abhängigkeit von elektrischer Span-nung und Art des Elektrolyts intensiv unter-sucht.
Die ersten Versuche und Ergebnisse wei-sen das Potenzial der Carbon-Nanotubes als Aktuatoren nach.

Erkenntnisgewinn
7
3.1.1.3. Hochdynamische Parallelstrukturen mit adaptronischen Komponenten
Die zunehmende Automatisierung im Bereich der Handhabung und Montage erfordert lang-fristig eine Verminderung der Zykluszeiten bei gleichzeitiger Erhöhung der Genauigkeit im Sinne von Prozessqualität. Diese ambitionier-ten Ziele können durch Parallelkinematiken erreicht werden, die mit ihren geringeren Mas-sen bei gleich bleibender Genauigkeit höhere Geschwindigkeiten und Beschleunigungen als konventionelle Roboterstrukturen erlauben. Durch Kombination von gestellfesten An-triebseinheiten mit parallelen Kinematiken entstehen leichtere Führungsketten, d.h. Leichtbaulösungen mit höherer Gesamtsteifig-keit.
Insbesondere die gegensätzlichen Ziele hoher Geschwindigkeiten und hoher Genauigkeiten erfordern adaptronische Lösungen. Die Effi-zienzverbesserungen durch den Einsatz von Parallelstrukturen mit adaptronischen Konzep-ten werden im DFG - Sonderforschungsbereich 562 „Robotersysteme für Handhabung und Montage“ untersucht.
Bild 3.1.3 : Parallelroboter FÜNFGELENK
Die Modellierung von Parallelstrukturen für die Steuerung, Regelung, Kalibrierung und Analy-se im Rahmen der Strukturentwicklung erfor-dert die Erstellung kinematischer und dynami-scher Modelle auf der Basis eines Mehrkörper-simulationssystems. Entsprechende Analyse und Synthese ermöglichten die Ermittlung spezieller Eigenschaften, wie z.B. Arbeitsraum oder Positioniergenauigkeit. Für den gesamten Arbeitsraum wurde für verschiedene Struktur-Konfigurationen ein Ansatz entwickelt, einen
Parallelroboter aktiv und kollisionsfrei durch Singularitäten zu bewegen.
Das Institut konfigurierte im Besonderen die adaptronischen Komponenten zur Schwin-gungskompensation. Hierbei war der Einsatz multifunktionaler Aktoren und Sensoren erfor-derlich. Durch deren Integration in die lasttra-genden Elemente konnten die wesentlichen Leichtbauanforderungen erfüllt werden. Es wurde ein aktiver Stab als „intelligentes“ Ro-boterglied entwickelt, dessen modularer Auf-bau eine flexible Implementierung in verschie-dene Parallelkinematiken ermöglicht. Die Leis-tungsdaten der aktiven Stäbe wurden experi-mentell überprüft und die Ergebnisse mit den Auslegungsdaten abgeglichen. Die wesentli-chen Strukturbauteile sind in Faserverbund-bauweise ausgelegt und gefertigt, sie wurden in den Demonstrator FÜNFGELENK (Bild 3.1.3), einen Parallelroboter mit ebener Struktur, ein-gebaut.
Bild 3.1.4 : Störübertragungsfunktion
Mit den im aktiven Stab integrierten Piezo-Aktuatoren und einer positionsabhängigen H∞-Regelung konnte eine signifikante Schwin-gungsreduktion während des Betriebs erreicht werden. Bild 3.1.4 zeigt als Beispiel den Fre-quenzgang der Störübertragungsfunktion im geregelten und ungeregelten Fall.
Im Parallelroboter FÜNFGELENK wurde Adaptronik konsequent realisiert. Die er-zielte sehr gute Schwingungsreduktion in mehreren Moden erlaubt es, den Roboter in kürzeren Zykluszeiten bei gleich blei-bender Genauigkeit zu fahren und damit sein Arbeitspotenzial nachweislich zu stei-gern.

Adaptronik für anpassungsfähige, multifunktionale Struktursysteme
8
3.1.1.4. Lärm- und Schwingungsreduktion im Fahrzeug
Das Dach eines PKW ist eine schallabstrahlen-de Fläche, welche u.a. durch den Motor zu Schwingungen angeregt wird. Fallen bestimm-te Motorharmonische mit den Resonanzfre-quenzen eines Daches zusammen, entsteht im Fahrgastinnenraum unerwünschter Lärm, der den Komfort nachhaltig beeinträchtigt.
Ein Ansatz zur Vermeidung dieses Effektes sind passive Schalldämmmaßnahmen, die in mo-dernen Fahrzeugen teilweise schon recht zu-frieden stellend eingesetzt werden, allerdings um den Preis zusätzlicher Massen. Nachteilig ist dabei ebenfalls, dass auf sich verändernde Betriebsdingungen nicht reagiert werden kann. Daher wird der Ansatz der aktiven Schwingungskompensation mittels adaptroni-scher Komponenten verfolgt.
Bild 3.1.5 : Versuchsaufbau (oben), Messergebnisse (Mitte), Eigenschwingungsform (unten)
Die Idee liegt in der Einleitung von Gegen-schwingungen, die zu einer Verringerung der Dachschwingungen beitragen und so auch die Schallabstrahlung reduzieren. Die Arbeiten werden an der Rohkarosserie eines Volkswa-gens Bora Variant und an einem kompletten Serienfahrzeug Golf Variant durchgeführt. Zur aktorischen Schwingungseinleitung und senso-rischen Erfassung kommen dabei die im Insti-
tut entwickelten und gefertigten piezokerami-sche Folienmodule zum Einsatz.
Im ersten Schritt wird eine experimentelle Mo-dalanalyse der untersuchten Dachstruktur durchgeführt. Diese Analyse liefert die Eigen-frequenzen, Eigenformen und modalen Dämp-fungen. Diese Parameter sind für die Entwick-lung der Regelung von entscheidender Bedeu-tung. Zu diesem Zweck werden die Betriebs-schwingformen des Daches mit einem Laser-Scanning-Vibrometer erfasst und die Messda-ten mit einer Modalanalyse-Software weiter-verarbeitet. In Bild 3.1.5 ist eine solche gemes-sene Eigenform dargestellt.
Nach Bestimmung der optimalen Aktuator- und Sensorpositionen und entsprechender Applikation der Piezofolienmodule können mit einem geeigneten Reglungskonzept die Lärm verursachenden Strukturvibrationen reduziert werden.
Bild 3.1.6 zeigt die signifikante Reduktion der Schwingungsamplituden der tiefsten Eigenfre-quenzen an Hand der Frequenzantwortfunkti-onen mit und ohne aktivierte Regelung.
0
0.2
0.4
0.6
0.8
1
1.2
40 45 50 55 60 65 70
Ampl
itude
[line
ar]
Frequenz[Hz]
Bild 3.1.6 : Ungeregelte (rot) und geregelte (grün) Frequenzantwort
Mit der Studie konnte nachgewiesen wer-den, dass sich mit der integrierten Aktua-torik die ersten drei Eigenformen kontrol-lieren und damit auch beruhigen lassen. Dies führte jedoch noch nicht zu einer merklichen Lärmreduktion im Fahr-gastraum. Weitere Untersuchungen unter Einbeziehung des PKW-Gesamtsystems mit daraus abgeleiteten adaptronischen Maßnahmen sind unerlässlich.

Vernetzung und Kooperationen
9
3.1.2. Vernetzung und Kooperationen
Die Forschungsarbeiten zur Adaptronik waren eingebettet in den Aufbau eines Netzwerkes mit Hochschulen, Forschungseinrichtungen und Industrie, der durch das Leitprojekt „Adaptronik“ des Bundesministeriums für Forschung und Technologie (BMBF) vorangetrieben wurde.
3.1.2.1. Leitprojekt ADAPTRONIK / Kompetenznetz Adaptronik
Im Jahr 1997 startete das BMBF einen Ideen-wettbewerb zum Thema „Innovative Produkte auf der Grundlage neuer Technologien sowie zugehöriger Produktverfahren“. Dabei wurden aus 271 eingereichten Vorschlägen fünf Leit-projekte mit einem Gesamtvolumen von 175 Mio. € ausgewählt. Eines davon war das vom Institut initiierte und geleitete Projekt „Adapti-ve Verbundstrukturen für den Leichtbau – strukturkonform integrierte piezoelektrische Fasern und Folien“ (ADAPTRONIK) mit einem Volumen von 25 Mio. € und einer Laufzeit von 4 ½ Jahren (01.07.1998 bis 31.12.2002). Das Konsortium umfasste 23 namhafte Partner aus Universitäten, Forschungsinstituten, KMU’s und Industrie.
Ziel war es, möglichst viele industrielle An-wendungsmöglichkeiten für die Adaptronik zu erschließen. Dabei wurde in allen Fällen mit geometrisch einfachen Funktionsmustern be-
gonnen, die dann in Richtung auf prototypi-sche Baugruppen für die jeweils ins Auge ge-fasste Anwendung hin weiterentwickelt wur-den:
In der Verkehrstechnik konnten mit Hilfe adaptiver Elemente Hautfeld-Schwingungen bzw. die daraus resultierenden Lärmpegel im Innenraum von PKW-Karosserien und in Schienenfahrzeugen reduziert werden.
Für den Maschinen- und Anlagenbau sollten durch die aktive Beeinflussung von Maschinenschwingungen höhere Genauig-keiten bei gleichzeitig reduzierten Aus-schwingzeiten erreicht werden.
Hinsichtlich der Anwendungsmöglichkeiten in der optischen Industrie ging es um die Korrektur von hochgenauen Spiegeln sowie die deformationsfreie Halterung von Linsen, beides für den Einsatz in optischen Syste-men der Halbleiterlithographie. Hier werden marktreife Anwendungen binnen zwei Jah-ren gesehen.
Ziel in der Medizintechnik war die akusti-sche Entlastung von Patienten in hochauflö-senden Magnetresonanztomographen.
Im Bereich der Luft- und Raumfahrt konn-te die Kontur und die Präzision eines Satelli-tenleichtbauspiegels gesteigert werden.
Die Beiträge des Instituts zum Leitprojekt ADAPTRONIK lagen –neben der Projektlei-tung– schwerpunktmäßig in der Entwicklung multifunktionaler Verbundstoffe bzw. Werk-stoffsysteme auf Basis piezokeramischer Folien. Hier galt es, Fertigungs- und Verarbeitungs-techniken zu entwickeln, welche die direkte Integration piezokeramischer Folien in Faser-verbundwerkstoffe oder deren Applikation auf Leichtbaustrukturen ermöglichen. Mit Hilfe dieser Techniken konnten im Rahmen des Pro-jektes Funktionsmodule für Aktuatoren und Sensoren angepasst an die jeweils spezifischen Anforderungen realisiert und den anderen Arbeitspaketen zur Verfügung gestellt werden. Diese Fertigungs- und Verarbeitungstechniken wurden außerdem erfolgreich auf die Verwen-

Adaptronik für anpassungsfähige, multifunktionale Struktursysteme
10
dung von piezokeramischen Fasern als Aktua-torhalbzeug angepasst.
Aus der erfolgreichen Zusammenarbeit im Konsortium haben sich Ausgründungen und weiterführende Projekte zwischen einzelnen Partnern, aber auch viele gemeinsame Auftrit-te auf Messen und Konferenzen (z.B. A-daptronic Congress, SPIE Conference, ICAST) ergeben. Das Leitprojekt wurde 2000 mit dem Wissenschaftspreis des Stifterverbandes der deutschen Wirtschaft sowie mit dem Otto-von-Guericke Forschungspreis Magdeburg ausge-zeichnet.
Das Konsortium wurde auch vom BMBF als „Kompetenznetz Adaptronik“ in die Initiative kompetenznetze.de aufgenommen, um die Weiterentwicklung und Markteinführung a-daptiver Produkte zu fördern.
Die Erfolge des Leitprojektes Adaptronik liefern die wissenschaftlich-technische Grundlage für die weitere Verbreitung der Adaptronik in unterschiedlichste Indust-riezweige. Das Kompetenznetz Adaptro-nik bildet mit dem Institut im Mittelpunkt die ideale Plattform für die wirkungsvolle Vernetzung der Bedarfsträger mit den Technologieanbietern.
3.1.2.2. Intelligent Materials for Active Noise Reduction (InMAR)
Für das Institut besteht die Nachfolge des natio-nal geförderten Leitpro-jekts ADAPTRONIK in der maßgeblichen Beteili-gung an einem nunmehr
internationalen Konsortium aus 42 Partnern, welches im 6. Forschungsrahmenprogramm der EU ein Integriertes Projekt (IP) zum The-ma Nanotechnologie, multifunktionale Ma-terialien und neue Produktionsprozesse (NMP) vorantreibt.
Dieses IP mit dem Titel „Intelligent Materials for Active Noise Reduction – InMAR“ wurde als eines von 15 Projekten aus 406 Vor-schlägen ausgewählt, hat einen Umfang von 27 Mio. € (davon 15 Mio. € Fördersumme) und läuft über 4 Jahre.
Ziel des Projektes ist die Entwicklung neuer, adaptiver Materialsysteme zur Reduktion der Schallabstrahlung in technischen Produkten, Anlagen und Gebäuden um bis zu 10 dB.
Das Institut leitet im Rahmen von InMAR zwei zentrale Arbeitsbereiche, nämlich
Material Systems und Characterization and Validation.
Es ist zudem an 5 weiteren der insgesamt 23 Arbeitsbereiche als Partner beteiligt und hierbei verantwortlich für die Arbeitspakete: Actuator and Sensor System, Manufacturing, Power Train, Structure-Born Attenuation
of Car and Truck Bodies, Noise Transmission of Windows.
Thematisch ist das Institut insbesondere für die Entwicklung von hochtemperaturtauglichen piezokeramischen Flächenaktuatoren und -sensoren verantwortlich.
Auf Grund seiner langjährigen Erfahrung auf dem Gebiet der Adaptronik wird das Institut einen maßgeblichen Beitrag zur Erreichung der ambitionierten Zielsetzun-gen in InMAR leisten.
InMAR

Vermarktung und Produktnähe
11
3.1.3. Vermarktung und Produktnähe
3.1.3.1. Gekapselte Aktuatorhalbzeuge
Voraussetzung für eine industrielle Umsetzung adaptronischer Produkte ist die Verfügbarkeit preiswerter, zuverlässiger und einfach zu ver-arbeitender Komponenten zum Aufbau adap-tiver Systeme. Eine der wichtigsten Kompo-nenten sind flächige Aktuatoren und Senso-ren.
Motiviert durch Forderungen aus der Industrie wurden gekapselte Aktuatorhalbzeuge mit verbesserten Leistungsparametern entwickelt. Dabei stand die materialspezifische Anpassung der Komponenten (aktiver Werkstoff, lasttra-gender Werkstoff, elektrische Kontaktierung und Isolation) im Sinne eines kompatiblen Werkstoffsystems im Vordergrund. Im Hinblick auf die Vielfalt unterschiedlicher Anwendun-gen wurde deutlich, dass es keine standardi-sierte Lösung für jedes Problem geben kann. Ziel war es daher, ein modulares Fertigungs-konzept aufzubauen, das es durch eine Anpas-sung der Komponenten ermöglicht, schnell und flexibel eine problemangepasste Lösung bereitzustellen.
In Zusammenarbeit mit industriellen Partnern wurde hierfür eine neue Technologie zur Ein-bettung piezokeramischer Folien in Polymere entwickelt. Die so entstandenen Wandlerele-mente werden als Funktionsmodule bezeich-net und können durch Variation einzelner Komponenten: Auswahl des piezokeramischen Materials Gestaltung und Material der Elektrodierung Geometrie der Piezokeramik Auswahl des Isolationswerkstoffes Beeinflussung der Oberfläche Gestaltung der elektrischen Anschlüsse
an die jeweilige Aufgabe angepasst werden.
Bild 3.1.7 zeigt die Standardausführung eines solchen Funktionsmoduls und demonstriert die strukturelle Flexibilität des Aktuators bzw. Sen-sors. Der ursprünglich spröde piezokeramische Werkstoff wird durch die Einbettung in die Polymermatrix mechanisch stabilisiert und e-lektrisch isoliert. Durch die Integration der e-lektrischen Anschlüsse entstand ein universell einsetzbares Maschinenelement, das sich ge-genüber bisher verfügbaren Technologien durch größere mechanische Belastbarkeit,
drastische Verbesserung hinsichtlich der Zuver-lässigkeit und Lebensdauer sowie deutlich ver-einfachte Handhabung und Montage aus-zeichnet.
Bild 3.1.7 : Universell einsetzbares Aktuatorhalb-zeug (Standardausführung)
Mit den im Institut entwickelten Funktionsmo-dulen wurde so ein vermarktungsfähiges Pro-dukt geschaffen und patentrechtlich abgesi-chert. Während das Patent in Deutschland bereits erteilt wurde, sollen laufende Antrags-verfahren den Patentschutz auf Europa und die USA erweitern.
Diese Funktionsmodule stellen national und auch international ein Alleinstellungsmerkmal des Instituts dar. Daraus werden gemeinsam mit Partnern aus Industrie und Forschung durch Direktbeauftragung und geförderte Pro-jekte aufgabenspezifische Aktuatoren und Sensoren entwickelt. Darüber hinaus werden adaptive Gesamtsysteme aufgebaut, deren Realisierbarkeit erst durch die Verfügbarkeit der Funktionsmodule möglich wurde.
Auf Messen und Konferenzen wurde star-kes Interesse an einer Produktion und Vermarktung der Funktionsmodule im Rahmen von Lizenzverträgen geäußert. Mit der Firma ERAS GmbH wurden bereits konkrete Lizenzverhandlungen aufge-nommen.

Adaptronik für anpassungsfähige, multifunktionale Struktursysteme
12
3.1.3.2. Adaptiver Magnetresonanztomograph
Der Betrieb eines Magnetresonanztomo-graphen führt durch die schnelle zeitliche Vari-ation des starken Magnetfeldes zu intensiver Lärmabstrahlung durch die Verkleidungsteile des Gerätes. Das bedeutet eine erhebliche Belastung für Patienten, Bedienpersonal und Umgebung. Im Rahmen des Leitprojektes A-daptronik wurde die Frontverkleidung (‚Trich-ter’) beim Projektpartner Siemens Med. expe-rimentell sowie numerisch hinsichtlich lärmre-levanter Schwingungsmoden analysiert. Auf Basis der modalen Parameter wurden zwei aktive Konzepte zur Schallreduktion entwi-ckelt. Ein Verfahren orientiert sich an den durch die äußere Anregung des Trichters er-zeugten Trägheitskräften und deren Kompen-sation, das andere an den Trichtermoden und ihrer geeigneten Auslöschung. Hierzu wurden zwei verschiedene Trichterbelegungen mit piezoelektrischen Folienmodulen sowie Deh-nungs- bzw. Beschleunigungsaufnehmern als Sensoren realisiert. Die Schallreduktion konnte erfolgreich demonstriert werden.
Bild 3.1.8 : Platzierung der Aktuator- (rot) und Sen-sorpatches (blau) auf der Trichteroberfläche.
Die viel versprechenden Ergebnisse lassen bei zukünftigen Weiterentwicklungen von Tomographen eine deutliche Reduktion des Lärmpegels erwarten.
3.1.3.3. Gestaltkontrolle an einem Leichtbaureflektor
An Satellitenreflektoren der nächsten Genera-tion werden extrem hohe Genauigkeitsanfor-derungen gestellt. Heute werden diese Anfor-derungen mit hochsteifen Konstruktionen rea-lisiert, was unter dem Aspekt des Leichtbaus deutliche Nachteile birgt.
Bild 3.1.9 : Leichtbaureflektor Ø600mm (links) und Funktionsmodule (rechts)
Im Auftrag von EADS Dornier wurden daher spezielle Aktuatoren für den Aufbau eines adaptiven Satellitenreflektors mit struktur-integrierter Aktuatorik entwickelt.
Durch die besondere Bauweise der im Institut entwickelten Funktionsmodule konnte der sphärisch gekrümmte Reflektor mit kosten-günstigen ebenen Aktuatoren bestückt wer-
den, ohne die empfindlichen und spröden Keramiken zu beschädigen (Bild 3.1.9). Gleich-zeitig konnte durch die angepasste geometri-sche Gestaltung der Aktuatoren die erforderli-che hohe Bedeckung der Reflektoroberfläche mit aktuatorisch wirksamem Material verwirk-licht werden.
Von großer Bedeutung war u.a. ein möglichst homogener thermischer Ausdehnungskoeffi-zient der Aktuatoren. Um diese Anforderung zu erfüllen, wurden spezielle Isolationsmateria-lien entwickelt, die den gleichen Ausdeh-nungskoeffizienten wie das piezokeramische Material besitzen.
Die Integration der Funktionsmodule in die Faserverbundstruktur des Leichbaureflektors erfolgte bei EADS Dornier. Nach einer auf-wändigen Bearbeitung der optischen Oberflä-che wird gegenwärtig die Leistungsfähigkeit des Reflektors experimentell untersucht wird. Insgesamt wurden 72 Funktionsmodule herge-stellt und an Dornier ausgeliefert.
Es konnte nachgewiesen werden, dass auch komplexe adaptive Strukturen zuver-lässig und reproduzierbar hergestellt werden können.

Effiziente Werkzeuge der numerischen und experimentellen Strukturanalyse
13
3.2. EFFIZIENTE WERKZEUGE DER NUMERISCHEN UND EXPERIMENTELLEN STRUKTURANALYSE
Aktive und passive Faserverbundstrukturen für den Hochleistungsleichtbau bedürfen auf-grund ihrer speziellen Eigenarten, wie der Im-pact- und Temperaturempfindlichkeit, der Viel-zahl möglicher Versagensmoden, der Kopp-lung mehrerer Felder (z.B. elektrisch, ther-misch, mechanisch) und der Adaptierbarkeit an den Kraftfluss besonderer Werkzeuge der Struktursimulation. Ziel ist es, diese so zu kon-zipieren, dass sie sowohl schnell genug für den Konzeptentwurf sind als auch genau genug für den Vorentwurf. Damit wird ein simulati-onsbasierter Entwurf möglich, der Zeit und Kosten spart. Die frühzeitige Ausrichtung auf diese Anforderung hat dem Institut einen Marktvorsprung verschafft.
Eine praxisnahe und marktgerechte Ausrich-tung wird einerseits durch Bereitstellung neuer Prä- und Postprozessoren, Finite-Elemente-Formulierungen und Lösungsalgorithmen für (semi-) kommerzielle Software und anderer-seits durch Entwicklung von Spezialprogram-men für die Industrie gewährleistet. Die Hauptpartner auf diesem Gebiet sind die Softwarehäuser MSC.Software und SMR (B2000) sowie Airbus. Neben der breiten Palet-te an Analysewerkzeugen trägt insbesondere deren experimentelle Validierung zur starken Marktposition des Instituts bei. Die Experimen-talanlagen des Instituts werden unter dem Namen EXSACOM von der EU als führende Forschungsinfrastruktur gefördert. Die Ausstat-tung wurde durch Beschaffung eines High-Speed-ARAMIS-Systems und eines Phased-Array-Ultraschallsystems auf höchstes Niveau gehoben. Die Versuchsanlagen dienen auch der Qualifikation von Strukturkonzepten indus-trieller Partner (z.B. ARIANE-V-Düse) oder von Eigenentwicklungen (z.B. patentierte CFK-Inserts). Die Ultraschall-Prüftechnik wird dar-über hinaus auf industrielle Bedürfnisse ange-passt und in Zusammenarbeit mit einem aus-gegründeten Unternehmen als einsatzfähiges System angeboten (z.B. Porenscanner).
Im Bereich der Strukturanalyse konzentriert sich das Institut auf drei fachliche Säulen die Thermalanalyse, die Spannungs- und Versagensanalyse und die Stabilitätsanalyse.
Die Thermalanalyse mit Hilfe neuer effizien-ter finiter Elemente ist ursprünglich für Raum-
fahrtanwendungen im Institut aufgebaut wor-den und wird dort nach wie vor eingesetzt, z.B. für hochgenaue Raumfahrtantennen (EADS). Mit dem starken Einzug temperatur-empfindlicher Faserverbunde im Flugzeugbau ist die Nachfrage aus der Luftfahrt stark ge-stiegen. Für Airbus Deutschland werden im Rahmen der A380-Entwicklung die Thermal-analysen des GLARE-Rumpfes sowie der CFK-Klappen durchgeführt. Auch Airbus Frankreich ist zu einem starken Partner geworden.
Die Spannungs- und Versagensanalyse befasst sich sowohl mit quasistatischen als auch mit kurzzeitdynamischen Belastungen. Neue physikalisch basierte Versagenskriterien bauen auf effizienten Finite-Elemente-Formu-lierungen zur dreidimensionalen Spannungs-analyse auf, die besonders für den simulati-onsbasierten Entwurf geeignet sind. Beides wird für quasistatische Analysen im Programm TRAVEST im Auftrag von MSC.Software be-reitgestellt. Für kurzzeitdynamische Impact-Analyse und Restfestigkeitsberechnung wird in enger Abstimmung mit MSC und Airbus das Programm CODAC entwickelt, das dem ent-werfenden Ingenieur in wenigen Minuten wichtige Aussagen über Schadensresistenz und –toleranz liefert. Die Arbeiten zu Span-nungs- und Versagensanalyse orientieren sich derzeit stark an Doppelschalerkonzepten, wie sie im Rahmen von LuFo III für den CFK-Rumpf der Zukunft untersucht werden. Die Arbeiten umfassen außerdem die Entwicklung des Ent-wurfswerkzeugs TACO für textile Faserverbun-de in „Tailored-Fibre-Placement“-Technologie, das für einen CFK-Rumpf-Spant eingesetzt werden soll.
Die Stabilitätsanalyse befasst sich schwer-punktmäßig mit der schnellen und genauen Simulation des Nachbeulverhaltens versteifter Paneele. Damit können strukturelle Reserven in erheblichem Umfang nutzbar gemacht und das Leichtbaupotenzial besser ausgenutzt wer-den. Für Faserverbundstrukturen geschieht dies in den laufenden EU-Projekten POSICOSS und COCOMAT, die beide vom Institut koor-diniert werden; für metallische Rumpfpaneele existiert eine direkte Zusammenarbeit mit Air-bus, die zu dem Entwurfstool IBUCK geführt hat. Wichtiger Bestandteil eines robusten Ent-wurfsprozesses ist auch die zuverlässige Be-stimmung der ersten Beullast unter Einbezie-hung von Imperfektionen.

Effiziente Werkzeuge der numerischen und experimentellen Strukturanalyse
14
3.2.1. Erkenntnisgewinn
3.2.1.1. Verfeinerte Werkzeuge der Thermalanalyse
Langjährige Forschungsaktivitäten prägen die wichtige Rolle des Instituts auf dem Gebiet der Thermalanalyse. Insbesondere sind neue For-mulierungen für die Finite-Elemente-Methode entwickelt worden, die den internationalen Ruf durch Beiträge in referierten Fachzeitschrif-ten und Doktorarbeiten maßgeblich vorange-bracht haben. Erarbeitet wurden: Finite-Elemente-Formulierungen
für Verbundwerkstoffe, Methoden zur schnellen Anwendung
kommerzieller Berechnungsprogramme auf komplexe innovative Strukturen,
Mess- und Prüftechniken für thermisch und mechanisch belastete Strukturen und
Experimentelle Validierungsstrategien für neue Berechnungsverfahren.
Experimentelle Erfahrungen mit den THERMEX-Versuchsanlagen und analytische Fachkompetenz ergänzen sich dabei vorbild-lich.
340
350
360
370
380
-2,70 Koordinate in Hautdickenrichtung [mm]
Tem
pera
tur
[K]
2 Elemente (3D)
36 Elemente (3D)
1 Element (2D-QLT)
Bild 3.2.1 : Temperaturprofil einer GLARE-Haut
Große Fortschritte sind bei der Thermalanalyse hybrider Verbundstrukturen (z.B. Sandwich oder Faser-Metall-Laminate) erzielt worden. Diese weisen im Vergleich zu klassischen La-minaten (CFK-Prepreg) eine zusätzliche Ord-nung von Heterogenität auf. In der Praxis be-
deutete dies bisher, dass 3-dimensionale an-statt 2-dimensionale Berechnungsmodelle verwendet werden mussten. Durch die Formu-lierung neuer finiter Elemente ist nun die sehr viel einfachere und schnellere Berechnung mit 2-dimensionaler Diskretisierung möglich, die über interne Ansätze das Temperaturfeld selbst mit zick-zack-förmigen Verläufen über die Dicke der Struktur approximieren kann.
Den Vergleich verschiedener Modellierungen und die Effizienz der neuen Methode (2D-Quadratic Lamination Theory QLT) für die Er-mittlung des Temperaturprofils einer GLARE-Haut zeigt Bild 3.2.1. Diese Temperaturen sind bemessungsrelevant für GLARE-Rumpfbauteile im Airbus A380 (Darstellung eines Ausschnitts in Bild 3.2.2).
Bild 3.2.2 : GLARE-Rumpf Temperatur beim Start
Um die neuen Berechnungsmethoden zu vali-dieren, sind in der THERMEX-Versuchsanlage Experimente an GLARE-Paneelen im Rahmen von Airbus-Direkt-Aufträgen und an Sand-wich-Paneelen im Rahmen des HGF-Projekts „Schwarzer Rumpf“ durchgeführt worden. In diesem Zuge hat sich eine spezielle Expertise für die Durchführung von Validierungsversu-chen (als Erweiterung zu phänomenologischen Versuchen) aufgebaut, wobei Prüf- und Mess-technik mit dem Einsatz von Wärmestromdich-tesensoren neben gebräuchlichen Temperatur-sensoren ständig weiter entwickelt wurden.
Durch rechtzeitiges Aufgreifen des wach-senden Gebietes der Thermalanalyse hat sich das Institut eine starke Position erar-beitet.

Erkenntnisgewinn
15
3.2.1.2. 3D Spannungs- und Versagensanalyse textiler Faserverbunde
Textile Faserverbundwerkstoffe können kos-tengünstig gefertigt werden, erfordern wegen ihrer komplexen Faserarchitektur aber spezielle Berechnungsverfahren, die insbesondere die Materialnichtlinearität berücksichtigen und das Versagensverhalten erfassen. Bild 3.2.3 zeigt typische Spannungs-Dehnungsverläufe ver-schiedener Multiaxialgelege.
0
100
200
300
400
500
600
0
1000
2000
3000
4000
5000
6000
0 1 2 3 4 5
GF-MAG-EP
GF-MAG-EP CLT
GF-MAG-EP
Spa
nnun
g [M
Pa]
Querrissdichte [1/m
]
Dehnung [%] Bild 3.2.3 : Nichtlineares Materialgesetz typischer Multiaxialgelege♦
Textile Verbunde sind besonders gut für dick-wandige, dreidimensional belastete Struktu-ren, z.B. Lasteinleitungsbereiche, geeignet. Hier versagen die gängigen Schichtentheorien. Es wurde daher ein neues finites 3D-Element entwickelt, das Inhomogenität und Anisotropie sowie die Abminderung der mechanischen Eigenschaften in Abhängigkeit von der bishe-rigen Belastungsgeschichte berücksichtigt.
Dabei wird zuerst mit hierarchischen p-Elementen der Verschiebungszustand berech-net. Die Spannungen werden dann in einem Zwei-Schritt-Verfahren bestimmt. In einem ersten Schritt berechnet man die Membran-spannungen σxx , σyy und σxy mit dem Material-gesetz. In einem zweiten Schritt werden die Querspannungen σxz , σyz und σzz aus den schon berechneten Spannungen mit Hilfe der Gleichgewichtsbedingungen ermittelt.
Damit können alle Spannungskomponenten genau ermittelt werden. Insbesondere die Querspannungen, die trotz ihrer relativen Kleinheit bedeutend für das Versagen sind, werden weit besser approximiert als mit exis-
♦ Bildquelle AB 5-09/1 TUHH
tierenden Composite-3D-Elementen, z.B. in MSC.MARC (vgl. Bild 3.2.4). Gegenüber einer Berechnung mit konventionellen homogenen 3D-Elementen wird die Berechnungszeit stark reduziert.
-0.5
-0.25
0
0.25
0.5
0.00 0.05 0.10 0.15 0.20 0.25 0.30τyz
z
3DB2000 (p=3,q=2)B2000 (p=3,q=3)MARC Elem 150
Bild 3.2.4 : Vergleich von Querschubspannungsver-läufen (3D Element versus MSC.MARC)
Multiaxialgelege besitzen durch den Wirkfaden generell eine, wenn auch schwache, Verstär-kung in Dickenrichtung. Diese kann in hochbe-lasteten Bereichen z.B. durch Vernähung wei-ter ertüchtigt werden. Für derartige textile Verbunde wurde ein neues physikalisch basier-tes Versagenskriterium entwickelt. Bild 3.2.5 zeigt für eine doppelt gekrümmte Schale die damit errechnete Materialanstrengung vor (Maximalwert 0,99) und nach 3D-Vernähung (Maximalwert 0,31).
Bild 3.2.5 : Materialanstrengung vor und nach
3D-Vernähung
Durch die neuen Analysemethoden kön-nen kostengünstige textile Faserverbunde wirtschaftlich ausgelegt werden.
0,99
0,31

Effiziente Werkzeuge der numerischen und experimentellen Strukturanalyse
16
3.2.1.3. Robuster Entwurf dünnwandiger Schalen
Hochoptimierte dünnwandige Strukturen wie Kreiszylinderschalen unter axialer Druckbelas-tung tragen die Last über ihre Membrantrag-wirkung ab. Da dieser Effekt in realen Struktu-ren durch Abweichungen von der idealen Ge-ometrie und Belastung gestört wird, sind sie besonders empfindlich. Die Empfindlichkeit gegenüber solchen Imperfektionen wird durch das Verhältnis der Beullast der imperfekten Schale und der perfekten Schale (Knock-Down-Faktor) charakterisiert. Basierend auf Versuchsdaten wurde für isotrope Schalen eine untere Grenze der Traglast bestimmt, die von Konstrukteuren seit über 40 Jahren verwendet wird, aber zu sehr konservativen Bemessungs-lasten führt.
Beim Faserverbundwerkstoff beeinflusst die Faserorientierung sowohl die Beullast als auch die Imperfektionsempfindlichkeit der Struktur. Da die Imperfektionen in der Entwurfsphase nicht bekannt sind, wird eine imperfektionsto-lerante Struktur angestrebt. Dies führt auf eine Mehrzieloptimierung; d.h. die Optimierung der Beullast bei gleichzeitiger Minimierung der Empfindlichkeit.
Durch numerische und experimentelle Unter-suchungen wurde gezeigt, dass die Empfind-lichkeit einer Struktur gegenüber verschiede-nen Arten von Imperfektionen – geometrische Imperfektionen und Lastimperfektionen – sehr ähnlich ist und somit durch einen einzigen Parameter, z.B. einen Sensitivitätsindex nach GEIER oder KOITER beschrieben werden kann.
Unser Konzept des robusten Entwurfs führt unter Verwendung der Sensitivitätsindizes zu einer schnellen Vorauswahl von wenigen Ent-würfen, die mittels numerischer Analysen ge-nauer untersucht und miteinander verglichen werden.
Die experimentelle Validierung des Konzeptes des robusten Entwurfs wird durch Versuche mit einer Störvorrichtung vorgenommen. Un-terschiedlich große radiale Imperfektionen können eingebracht werden, ohne die Schale zu schädigen. Die Deformationen werden mit dem 360°-Rundum- sowie dem High-Speed-ARAMIS-System vermessen (Bild 3.2.6). Erste Ergebnisse (Bild 3.2.7) deuten darauf hin, dass sich sowohl eine Imperfektionsempfindlichkeit (Steigung m1) als auch ein Knock-down-Faktor ( ρ=N1/Ncrit ) bestimmen lassen.
Bild 3.2.6 : Mit ARAMIS gemessene Deformation
Das Konzept wird zurzeit für unversteifte Scha-len entwickelt und soll im Weiteren auch auf versteifte Schalen übertragen werden. Bei Er-höhung der Belastung über den ersten Beul-punkt hinaus kann eine Veränderung im Flug-verhalten durch die Steifigkeitsabminderung auftreten, die Aerodynamik kann durch das Beulmuster beeinträchtigt werden, oder bei hoher Lastspielzahl Ermüdung einsetzen. Häu-fige Lastfälle sollten daher unter der ersten Beullast bleiben, während seltene Lastfälle den Nachbeulbereich ausnutzen könnten. Obwohl der Trend zur Ausnutzung des Nachbeulberei-ches geht, bleibt die zuverlässige Bestimmung des ersten Beulpunktes aus den genannten Gründen unverzichtbar.
0
5
10
15
20
25
0 2 4 6 8 10
Störlast P (N)
Beu
llast
N (k
N)
Ncrit
N1
Steigung m1
Bild 3.2.7 : Validierungstests mit radialer Störlast.
Das Konzept des robusten Entwurfs führt zu einer fundierten Auswahl weniger Entwürfe, die eingehender untersucht werden. Es ist ein weiterer Schritt zur Aus-nutzung des Potenzials der Faserverbunde auf dem Gebiet der Stabilitätsanalyse.

Erkenntnisgewinn
17
3.2.1.4. Modellierung adaptiver Strukturen
Für die Analyse und Synthese adaptronischer Systeme spielt sowohl die Modellierung der einzelnen Komponenten, bestehend aus Aktu-atoren, Sensoren und der zugrunde liegenden mechanischen Struktur, als auch die Berück-sichtigung des Zusammenspiels im Gesamtsys-tem eine entscheidende Rolle. Für die einge-setzten piezokeramischen Materialsysteme oder Formgedächtnislegierungen sind die den mechanischen und elektrischen Anteil be-schreibenden Differenzialgleichungen in so genannten Mehrfeldbeschreibungen mitein-ander gekoppelt. Ein wichtiges Ziel war es daher, die dafür vorliegenden Konzepte im Finite-Elemente-Bereich dem Institut nutzbar zu machen. So konnte ein neues Finites Ele-ment in ANSYS® erstellt und getestet werden, welches für flächige piezokeramische Module den d31-Effekt vollständig berücksichtigt.
Damit steht dem Institut ein Werkzeug zur Verfügung, mit dem dünnwandige Leichtbau-strukturen mit integrierten oder applizierten flächigen piezokeramischen Modulen ein-schließlich der elektromechanischen Kopplung als FE-Modell beschrieben werden können. Eine numerische Verifikation des Elements hat ergeben, dass das mechanische Verhalten mit klassischen Schalenelementen gut korreliert (vgl. Bild 3.2.8). Ein experimenteller Nachweis mit vorhandenen Teststrukturen ist derzeit in Vorbereitung.
Mit dem neuen aktiven Schalenelement in ANSYS® können z.B. Übertragungsfunktionen zwischen piezokoeramischen Aktuatoren und Sensoren direkt aus dem FE-Modell gewonnen werden. Außerdem sind transiente Lösungen im Zeitbereich möglich, die elektrische Ein- und Ausgangsgrößen berücksichtigen. Über die Vorgabe eines Spannungssignals auf einem Aktuator ist somit der zeitliche Verlauf etwa einer Auslenkung einer bestimmten Struktur-komponente ermittelbar.
Für die modellbasierte Auslegung von Struk-turregelungen ist es erforderlich, die generier-ten FE-Modelle auf eine Plattform zu übertra-gen, auf der die Regelung ausgelegt wird. Dazu wurde eine Schnittstelle zur Entwick-lungsumgebung in MATLAB® entwickelt, die Steifigkeitsmatrizen, Massenmatrizen, Eigen-formen und andere Daten in MATLAB® ver-fügbar machen.
d -Effekt31
Bild 3.2.8 : Piezo-Effekt und Vergleichsrechnungen mit Standard- und neuem Schalenelement 10X.
In Verbindung mit dem aktiven Schalenele-ment sind die mechanischen Systemmatrizen automatisch um die elektrischen Zustandsgrö-ßen erweitert, so dass das Aufstellen des Stre-ckenmodells für das elektromechanische Ge-samtsystem in ähnlicher Weise wie im Falle von rein mechanischen Modellen möglich ist.
In dem Teilprojekt „Modellierung von Parallel-strukturen“ des SFB 562 „Robotersysteme für Handhabung und Montage“ wird in Koopera-tion mit dem Institut für Werkzeugmaschinen und Fertigungstechnik (IWF) der TU-Braunschweig ein Konzept zur Modellierung aktiver Komponenten in Parallelrobotern ent-wickelt, welches die Vorteile von Mehrkörper-simulationsprogrammen wie etwa SIMPACK® mit der flexibel programmierbaren MATLAB®-Oberfläche über Schnittstellen kombiniert.
Das neue ANSYS®-Element 10X ermöglicht die effektive Modellierung aktiver Struk-turen mit integrierten oder applizierten Piezomodulen direkt in ANSYS®. Bei einem Modellexport in die MATLAB®-Umgebung wird die elektro-mechanische Kopplung automatisch berücksichtigt.

Effiziente Werkzeuge der numerischen und experimentellen Strukturanalyse
18
3.2.1.5. Ultraschallprüftechnik mit Luftankopplung
Die Ultraschallprüftechnik erfordert ein Kop-pelmittel zur effektiven Schallübertragung zwi-schen Prüfkopf und Probekörper. Bei manuel-len Prüfungen wird hierfür ein Gel benutzt, bei automatischen Prüfungen kommt meist Was-ser zum Einsatz (Tauchtechnik). Koppelmittel sind im Prüfablauf hinderlich, erlauben nur schwer die Aufrechterhaltung konstanter An-koppelbedingungen und erfordern oft erhebli-chen Reinigungsaufwand der Prüfobjektober-flächen nach der Prüfung.
Die Ankopplung über Luft vermeidet diese Nachteile. Wegen des großen akustischen Im-pedanzunterschiedes zwischen Festkörpern und Luft (104:1) treten bei der Verwendung von üblichen Prüfköpfen bei der Durchschal-lung einer CFK-Platte mit niedrigen Frequen-zen zwischen dem Sende- und dem Emp-fangsprüfkopf Schalldruckdifferenzen von über 150 dB auf, dagegen bei Tauchtechnik nur 18 dB. Daher erfordert diese Technik ein spe-zielles System bestehend aus Prüfköpfen mit Anpassschichten an Luft sowie spezielle Prüf-köpfe und eine spezielle Sende- und Emp-fangselektronik mit einer entsprechenden Sig-nalanalyse.
Im Rahmen eines vom Institut initiierten und mit den Firmen Airbus und IntelligeNDT (Toch-terunternehmen von SIEMENS) sowie der TU-Hamburg-Harburg durchgeführten MaTech-Forschungsvorhabens wurden erstmals Grund-lagenuntersuchungen an Prüfköpfen unter-schiedlicher Hersteller durchgeführt und diese an CFK-Testkörpern sowie an Sandwichbauten mit Schaum- und Nomex-Kernen durchge-führt. Die Prüfkopfe zeigen häufig ein sehr schmales Frequenzspektrum (< 15% der Mit-tenfrequenz), können jedoch sehr stark fokus-siert sein. Trotz der ungünstigen Impedanzver-hältnisse wurden bei der Prüfung in Durch-schallung Signal-Rauschverhältnisse größer als 30 dB erzielt. Der Vorteil der Luftankopplung besteht darin, dass bei relativ niedrigen Fre-quenzen (100 kHz bis 1 MHz) sich wesentlich kleinere Schallbündel erzielen lassen als bei den gleichen Frequenzen bei Wasserankopp-lung. Deshalb erreicht man z.B. bei der Prü-fung von Sandwichbauteilen mit Ankopplung über Luft eine bessere Auflösung als mit Was-serankopplung, wie Bild 3.2.9 anschaulich darstellt. Mit speziellen Sendeimpulsen (Chirp, codierten Signalen) kann der Signal-Rausch-abstand weiter verbessert werden. Hierfür sind
breitbandige Prüfköpfe erforderlich. Hinsicht-lich einer Prüfung mit einseitiger Zugänglich-keit (in-service) besteht noch Entwicklungsbe-darf. Erste Untersuchungen mit getrennten Sende- und Empfangsköpfen auf einer Seite (pitch and catch-Technik), wobei eine Moden-konversion in Lamb- oder Transversalwellen erzielt wird, zeigen gute Ergebnisse. Breitban-dige Prüfköpfe mit neuen Aktuatormaterialien bieten hierfür hervorragende Voraussetzun-gen.
Bild 3.2.9 : Ultraschall C-Bilder eines CFK-Sandwichtestkörpers mit Nomex-Waben, oben: Ankopplung über Wasser, unten: Luftankopplung
In Zusammenarbeit mit den MaTech-Partnern wurde ein Demonstrator entwi-ckelt, der sich derzeit in der industriellen Erprobung bei Airbus befindet.

Erkenntnisgewinn
19
3.2.1.6. Berührungslose Messung der Temperaturverteilung unter Weltraumbedingungen
Wärmebildkameras können Temperaturflä-chenprofile aufnehmen, bearbeiten und aus-werten. Die Wärmestrahlung von Körpern kann in Grauwertbildern festgehalten, in Falschfarben dargestellt und durch mathemati-sche Bearbeitung (z.B. Histogramm) ausgewer-tet werden. Für den Einsatz unter simulierten Weltraumbedingungen (Hochvakuum, Kälte-hintergrund) sind Wärmebildkameras bisher allerdings nicht verfügbar. Es ist daher allge-mein üblich, die Temperatur mittels Punktsen-soren (Thermoelemente oder temperaturab-hängige Widerstände) zu ermitteln. Ein flä-chenhafter Überblick über die Temperaturent-wicklung ist mit Punktsensoren quasi nicht realisierbar. Außerdem gibt es Messaufgaben, bei denen wegen der Eigenschaften des Test-objektes der Einsatz von Punktsensoren nicht möglich ist bzw. zur Verfälschung der Tester-gebnisse führt. Insbesondere gilt dies für die Temperaturmessung an dünnen Folien und anderen Testobjekten mit sehr kleiner Wärme-kapazität. Die berührungslose Temperaturmes-sung mit einer Wärmebildkamera findet hier ein ideales Einsatzgebiet. Um für solche Einsatzfälle messfähig zu werden, wurde eine vorhandene kommerzielle Wärmebildkamera (Sensortyp: Bolometer) für den Einsatz unter Weltraumbedingungen umgerüstet.
Bild 3.2.10 : Fensterflansch und Mechanik zur fern-gesteuerten Objektivjustierung
Kerngedanke war dabei die Schaffung einer geeigneten Kameraumhüllung, die die für den Betrieb der Kamera vorgeschriebenen Operati-onsbedingungen auch unter den extremen Umgebungsbedingungen des freien Weltrau-mes (Hochvakuum, tiefkalte Umgebung) ge-währleistet und in die ein mechanisches Sys-tem für alle erforderlichen Steuerfunktionen
der Kamera integriert werden kann. Zu diesem Zweck wurde eine Grundplatte entwickelt, die die Kamera und alle mechanischen Baugrup-pen zum ferngesteuerten Betreiben aufnimmt. Diese Grundplatte ist verbunden mit einem Fensterflansch (IR-Fenster: Germanium), der als Deckel einen angepassten Leichtbaubehälter aus Alu vakuumdicht abschließt. Der Leicht-baubehälter ist, bis auf das IR-Fenster, mit Su-perisolation (MLI) umhüllt, so dass die IR-Kamera unter normalen atmosphärischen Be-dingungen arbeitet –unabhängig von den Umgebungsbedingungen.
Bild 3.2.11 : Einsatzfähige IR-Kamera in MLI-Umhüllung
Bild 3.2.12 : Elektronikleiterplatte unter simulierten Weltraumbedingungen (rote Schaltkreise „on“, guter thermischer Kontakt zur Leiterplatte; blauer Schaltkreis „off“, geringer thermischer Kontakt zur Leiterplatte)
Der qualitative Informationsgewinn durch den Einsatz unserer IR-Kamera konnte bereits recht überzeugend am Beispiel einer Elektronikleiterplatte demonstriert werden, die unter Hochvakuumbedingun-gen, umgeben von tiefgekühlter Wärme-senke (80 K; lN2), betrieben wurde.

Effiziente Werkzeuge der numerischen und experimentellen Strukturanalyse
20
3.2.1.7. Optimiertes Meßsystem für Lichtdruck auf dünne Folien
Das Solar-Sail-Prinzip könnte Bedeutung erlan-gen, um Raumfahrzeuge besonders für Tief-raummissionen in lang andauernden Be-schleunigungsphasen hoch zu beschleunigen. Als Antrieb dient der Photonendruck. Der tat-sächlich verfügbare Antriebseffekt auf reale reflektierende Segelfolien hängt von Vorge-schichte und Degradationsverhalten der Folien ab und wird mehr oder weniger unterhalb der theoretisch errechneten Werte (max. ca. 9µN/m2 für erdnahe Region) erwartet.
In der Theorie bewirkt der Lichtdruck eine Kraft auf die reflektierende Folie: F = ps·A, wo-bei ps der Lichtdruck und A die Fläche der re-flektierenden Folie sind. Der Lichtdruck auf eine total reflektierende Folie ist sehr klein und folgt aus ps = 2·S/c. Mit der Solarkonstanten für erdnahe Orbits S0 = 1366 Wm-2 und der Lichtgeschwindigkeit c erhält man maximal pS = 9,126·10-6 Nm-2.
Bild 3.2.13 : Messprinzip
In der Praxis dagegen ist eine total reflektie-rende Folie nicht realisierbar. Folien müssen gefaltet und entfaltet werden (Knittereffekt; diffuser Streuanteil) und Folien werden immer degradieren (Langzeitmission unter extremen Umweltbedingungen).
Für eine Missionsplanung ist die Kenntnis des zu erwartenden realen Antriebseffektes zu Beginn und am Ende der Mission von funda-mentaler Bedeutung. Die experimentelle Veri-fikation solcher Vorhersagen ist unerlässlich. Um diese Zusammenhänge zu analysieren, wurde ein Messaufbau in der Weltraum-Simulations-Anlage (WSA) aufgebaut, mit dem in der ersten Phase der Nachweis gelang, dass der Effekt des Photonendrucks experimentell prinzipiell vom Lichtmühleneffekt separiert werden kann.
Bild 3.2.14 : Messaufbau in der WSA
Der Lichtmühleneffekt beruht auf der Molekül-stoßdifferenz zwischen kalter und warmer Seite der Folie. Sie hat ihr Maximum bei 0,05 Torr. Erst für Vakua kleiner 10-6 Torr ist theore-tisch der Photonendruck bei 1 Solarkonstante ca. 100x größer als der Molekülstoßeffekt der Restgasmoleküle. Außerdem müssen die Folien sicher frei von kontaminierten Schichten sein. Hier sind noch Konditionierungs- und Nach-weisprobleme zu lösen.
Bild 3.2.13 zeigt den prinzipiellen Versuchs-aufbau zur Messung sehr kleiner Kräfte / Aus-lenkungen. Die Null-Lage des Fadenpendels muss spielfrei justierbar sein, d.h. eine absolut spielfreie Aufhängung von Hebelarm und Tor-sionsfaden und die Positionierbarkeit der Null-Lage des Foliensegments relativ zum Sonnen-simulator im Hochvakuum sowie eine präzise und berührungslose Entfernungsmessung sind erforderlich, um kleinste Winkelauslenkungen des Hebelarms relativ zum Sonnensimulator nachweisen zu können.
Die Lösung dieser Probleme und präzise Mes-sungen zur Bewertung realer Folienproben vor und nach Belastungsphasen (Knitter/Faltung, Degradation als Folge von Strahlungsbelastun-gen etc.) werden im Rahmen einer inzwischen begonnenen Diplomarbeit erwartet.
Schon mit dem bereits verfügbaren Mess-aufbau konnte durch die ersten Messun-gen nachgewiesen werden, dass der reale Antriebseffekt gefalteter/geknitterter Fo-lie relativ deutlich geringer ist im Ver-gleich zu glatter Folie.
Halogenstrahler 1kW
Segelsegment

Vernetzung und Kooperationen
21
3.2.2. Vernetzung und Kooperationen
3.2.2.1. Führung der EU-Forschung zum Nachbeulen
Die Arbeiten zum Thema Nachbeulverhalten sind schwerpunktmäßig eingebettet in das 5. und 6. Rahmenprogramm der EU, in den Pro-jekten POSICOSS und COCOMAT. Beide Pro-jekte werden vom Institut geleitet.
Substantielle Reduktion von Entwicklungs- und Betriebskosten und damit auch des Gewichts, bei Wahrung der hohen Sicherheitsstandards, sind prioritäre Ziele der Europäischen Luftfahrt-industrie. Ein Beitrag hierzu besteht darin, zu-nehmend Faserverbundwerkstoffe für primäre Luftfahrtstrukturen einzusetzen und Struktur-reserven zu nutzen, die sich aus der bisherigen konservativen Entwurfsphilosophie ergeben. POSICOSS und COCOMAT helfen hierbei, in-dem sie durch die Entwicklung zuverlässiger und gleichzeitig schneller Simulationsverfahren für das Nachbeulbeulverhalten von versteiften und gekrümmten CFK-Paneelen es ermögli-chen, Strukturen zuverlässig zu entwerfen und dabei Ultimate Load und Bruchlast einander wesentlich anzunähern. Natürlich müssen sol-che Verfahren durch eine Vielzahl von Experi-menten validiert werden.
0
2
4
6
8
10
0 0,04 0,08 0,12Verschiebung up [m]
Last
P [1
06 N]
Volles System
Reduziertes System
Bild 3.2.15 : Durchschlagproblem
Das Institut entwickelt ein schnelles und zuver-lässiges Verfahren zur Simulation des Nach-beulverhaltens (POSICOSS) und eine Erweite-rung dieses Verfahrens zur Vorhersage der Bruchlast (COCOMAT). Außerdem führt es in beiden Projekten Versuche zur Validierung durch und leitet Entwurfsrichtlinien ab.
Das dem Verfahren zur Simulation des Nach-beulverhaltens zugrunde liegende Konzept beginnt mit der Diskretisierung des gekrümm-ten, durch Stringer versteiften Faserverbund-Paneels zur Durchführung einer konventionel-len FE-Rechnung. Aus dieser werden einige
wenige globale Formfunktionen (Eigenformen, Verschiebungsfelder, Pfadableitungen) abgelei-tet, die anschließend zur inkrementellen Ana-lyse des nichtlinearen Paneelverhaltens an ei-nem stark reduzierten System genutzt werden. Die Formfunktionen werden in dem interakti-ven Analyseprozess regelmäßig aktualisiert. Bild 3.2.15 zeigt am Beispiel eines hochgradig nichtlinearen Durchschlagsproblems, dass mit dem reduzierten System -bei wesentlich ver-ringerter Rechenzeit- praktisch der gleiche Last-Verschiebungs-Verlauf wie mit dem vollen System berechnet wird.
Vier weitere POSICOSS-Partner entwickeln auf anderen Konzepten basierende Verfahren mit unterschiedlichen Simulationsgenauigkeiten und Rechenaufwänden, so dass sich ein Sys-tem von Simulationswerkzeugen ergibt, das den Anforderungen der Industrie differenziert entspricht. Insgesamt wird im POSICOSS-Projekt das Beul- und Nachbeulverhalten von 50 Paneelen getestet; somit entsteht ein ein-zigartiger Fundus an Versuchsergebnissen. Ohne die internationale Kooperation, die Part-ner mit Exzellenz auf dem Gebiet der Stabilität verbindet, wäre ein solches Ergebnis nicht rea-lisierbar, und damit wäre auch die Akzeptanz der veränderten Entwurfsphilosophie durch die Industrie fraglich.
Das POSICOSS-Konsortium umfasst 2 Indust-rie- und 5 Forschungspartner aus 4 Ländern (Deutschland, Italien, Israel und Lettland). Die im Rahmen des POSICOSS-Projektes gewach-sene Zusammenarbeit hat zu einem informel-len Netzwerk über die unmittelbaren Ziele des Projektes hinaus geführt, das für COCOMAT erweitert wurde und sich beim Einwerben die-ses Projektes sehr bewährt hat.
Das COCOMAT-Projekt bezieht die in POSICOSS nicht berücksichtigte Material- und Struktur-Degradation ein und ermöglicht somit eine zuverlässigere Vorhersage der Bruchlast und des Strukturverhaltens im tiefen, durch Schädigungen gekennzeichneten Nachbeulbe-reich. Das Konsortium umfasst 7 Industrie- und 8 Forschungspartner aus 11 Ländern.
Die Leitung europäischer Forschungspro-jekte zum Nachbeulen hat zu hoher Sicht-barkeit und internationaler Anerkennung der DLR-Kompetenz geführt.
P
up
P
up1,23 m

Effiziente Werkzeuge der numerischen und experimentellen Strukturanalyse
22
3.2.2.2. EXSACOM – Anerkannte europäische Forschungsinfrastruktur
EXSACOM („Experimental Structural Analysis of Advanced Composites“) ist die Kombination von vier Großanlagen des Instituts, dem servo-hydraulischen Prüffeld, der Beulanlage, der thermomechanischen Testanlagen und der Ultraschall-Testanlage. Diese Anlagen decken nahezu das gesamte Spektrum der experimen-tellen Strukturanalyse ab:
Servohydraulisches Prüffeld Schwingfestigkeit und Qualifikation von Faser-verbunden, Verifikationsversuche zu Impact-verhalten und Schadenstoleranz, zyklische Kennwerte, Validierung von Restfestigkeits-modellen.
Beulanlage Beulen unter quasistatischer, dynamischer und stoßartiger Belastung, Nachbeulverhalten und Imperfektionstoleranz, insbesondere von hoch belastbaren versteiften Faserverbundschalen.
THERMEX Thermomechanische Tests an heißen, tragen-den Strukturen, thermisch belasteten Faserver-bundstrukturen (SCT und GLARE), Thermal-schutzsystemen (ARIANE).
Ultraschall-Prüfanlagen Porenbestimmung in Faserverbunden, Detekti-on von Rissen und Delaminationen, Detektion von Kern- und Hautschäden in Sandwichstruk-turen, Degradation von Faserverbunden, Scha-denscharakterisierung.
Bild 3.2.16 : EXSACOM – Beulanlage
Im gleichnamigen EU-Projekt ist EXSACOM als „European Major Research Infrastructure“ an-erkannt. Im Rahmen des IHP Programms (Im-proving Human Potential) der EU wird der Zu-gang zu dieser Forschungsinfrastruktur für externe Wissenschaftler und Forscherteams gefördert. Diese können an den Anlagen, die ihnen in ihrem Land nicht zur Verfügung ste-hen, eigene Forschungsprojekte durchführen, wobei sie im wissenschaftlichen Bereich von der vorhandenen Erfahrung und Kompetenz profitieren und für die Durchführung der Ver-suche volle technische Unterstützung erhalten. Die Auswahl der von den Nutzern beantragten Forschungsprojekte wird durch ein mit interna-tionalen Experten besetztes „User Selection Panel“ nach den Maßgaben der EU vorge-nommen.
Die Nutzung dieses Angebots wird immer mehr nachgefragt, insbesondere auch durch die zur Verfügung stehenden, z. T. einmaligen Messverfahren. So wurde in 2003 ein neues Hochgeschwindigkeitssystem für Verformungs-messungen (HS-ARAMIS) eingeführt, das die vollständige dreidimensionale Erfassung von Verformungs- und Dehnungsverteilungen an Bauteiloberflächen mit bis zu 4.000 Messun-gen pro Sekunde ermöglicht.
Vier umfangreiche Forschungsprojekte sind bereits erfolgreich durchgeführt worden (2 Projekte mit der Polytechnischen Universität Bukarest, Rumänien, jeweils eines mit dem Aeronautical Research and Test Institute VZLU, in Prag, Tschechien, und dem Institute of Ma-terials and Structures, Riga Technical Universi-ty, Lettland). Die Zusammenarbeit mit den rumänischen Wissenschaftlern führte zur Ak-quisition des EU Projekts AISHA, in dem neue Methoden zum Health Monitoring weiter ent-wickelt werden.
Die Nachfrage durch renommierte For-schungseinrichtungen (z.B. Imperial Col-lege) demonstriert die Einmaligkeit der institutseigenen Anlagen. EXSACOM leis-tet dabei einen sehr wirkungsvollen Bei-trag zur Förderung weiterer Kooperatio-nen und einer intensiven europäischen Vernetzung.

Vernetzung und Kooperationen
23
3.2.2.3. Brückenfunktion in der nationalen Luftfahrt-Forschung: CORUBA
Das Institut übernimmt als Schnittstelle zwi-schen Universitäten und Industrie eine führen-de Rolle im Rahmen der nationalen Luftfahrt-forschung bei der Einführung innovativer Me-thoden zur Berechnung kostengünstiger und sicherer Leichtbaustrukturen.
Eine zentrale Rolle spielt hierbei das Verbund-vorhaben CORUBA (Composite Rumpfbauwei-sen), welches im 3. Luftfahrt-Forschungs-programm durch das BMWA gefördert wird. Im Mittelpunkt steht die Entwicklung von Rumpfstrukturen aus Faserverbundwerkstoffen mit höchsten Sicherheitsstandards, die in den nächsten 10 bis 20 Jahren eine drastische Kos-tenreduktion versprechen.
Unter der Federführung von Airbus-Deutschland werden dabei im Verbund mit EADS-M, EADS-CRC und dem Institut weitere Unternehmen und Universitäten in die For-schung eingebunden. Insbesondere kooperiert das DLR dabei mit Airbus-Hamburg, CTC-Stade und der TU Dresden. Im DLR-Anteil wer-den dabei zwei besonders zukunftsweisende und nationale Schwerpunktthemen (Festigkeit von doppelschaligen Strukturen sowie Ent-wurfsoptimierung von Faserverbunden „Tailo-red Fibre Placement“) behandelt.
Bild 3.2.17 : Vernetzung Festigkeit-Doppelschaler
Bei der Festigkeitsanalyse bauen die Tätigkei-ten auf langjährigen Erfahrungen bei der Im-pact- und Restfestigkeitsanalyse von monolit-hischen CFK-Panelen auf (z.B. im HGF-Projekt Schwarzer Rumpf). Theoretische und experi-mentelle Untersuchungen haben zur fortwäh-renden Weiterentwicklung von Softwareme-thoden geführt, die dem spröden Materialver-halten von Faserverbundwerkstoffen Rech-nung tragen (Programm CODAC).
Das Thema Tailored Fibre Placement (TFP) steht nicht nur für Herstellungsverfahren mit faser-verstärkten Kunststoffen sondern auch für werkstoffgerechtes Konstruieren. Wegen der gegenüber metallischen Bauweisen ungleich höheren Anzahl möglicher Designparameter sind schnelle Optimierungsmethoden unver-zichtbar. Das Institut verknüpft dabei kommer-zielle Berechnungsprogramme mit Eigenent-wicklungen, um neben der Erlangung indus-trieller Akzeptanz auch höchsten methodi-schen Ansprüchen gerecht zu werden (Programm TACO).
Bild 3.2.18 : Vernetzung TFP
In und um CORUBA ranken sich diverse Projek-te, welche die nationale Kompetenz beim Rumpf stärken. So wird die Festigkeitsanalyse u.a. mit einer Patenschaft von Airbus und MSC gefördert. Mit dem CTC-Stade gibt es vertie-fende Arbeiten zur TFP-Methodik im Rahmen der Niedersachsenförderung
Der Erfolg dieser Aktivitäten zeigt sich auch in der Akquisition weiterer internationaler Projek-te in diesem Themenbereich. Mit Airbus (Hamburg, Bremen und Toulouse) wurden zwei direktbeauftragte Thermalanalyseprojekte (für GLARE-Rumpf und CFK-Klappen am A380) durchgeführt, die Voraussetzung für eine zuverlässige Festigkeitsabschätzung sind. Darüber hinaus bestehen verschiedene EU-Projekte mit DLR-Beiträgen zu dieser Thematik.
Das konsequent verfolgte Ziel ist klar: Kompetenter, zuverlässiger und damit wertvoller Partner bei der Einführung in-novativer Analysemethoden zu sein.

Effiziente Werkzeuge der numerischen und experimentellen Strukturanalyse
24
3.2.3. Vermarktung und Produktnähe
3.2.3.1. Schnelle Analyse der Schadenstoleranz mit CODAC
CODAC liefert trotz Verwendung numerischer Näherungsverfahren (FEM) bereits im Ent-wurfsprozess eine schnelle Berechnung der Schadenstoleranz von Hochleistungs-Faserverbundstrukturen und ist leicht zu be-dienen.
Zurzeit erfolgt bei Airbus der Schadenstole-ranznachweis von Faserverbundstrukturen noch rein experimentell. Mit zunehmendem Verständnis der Schadenscharakteristika und der Fähigkeit, diese zu beschreiben, sollen auch analytisch geführte Nachweise dazu bei-tragen, den hohen experimentellen Aufwand zu reduzieren. Ursprünglich auf die Berech-nung unversteifter CAI (compression after im-pact)-Proben ausgelegt, wurde daher CODAC im Rahmen der Projekte LuFo II (Beauftragung von Airbus Deutschland) und „Schwarzer Rumpf“ (HGF) auf die Berechnung stringer-versteifter Paneele in monolithischer Bauweise erweitert. Dies war nötig, da sich das Verhal-ten der relativ kleinen Standard-CAI-Proben häufig nicht auf stringerversteifte Paneele ü-bertragen lässt. Die CODAC Simulation des Schlagschadens auf eine stringerversteifte Sei-tenleitwerksschale ist in Bild 3.2.19 dargestellt.
Bild 3.2.19 : 3D Ansicht eines Schlagschadens in einem Faserverbundlaminat simuliert mit CODAC
Im Rahmen der bei Airbus zurzeit aktuellen Harmonisierung der Berechnungstools für die Schadenstoleranz von Verbundstrukturen wird CODAC seit 2003 von Airbus Deutschland evaluiert und in diesen Harmonisierungspro-zess eingebracht. Dies wird von Seiten des Instituts unterstützend begleitet: Spezielle Versagenskriterien für Matrix- / Faserbruch und Methoden zur Berechnung der zurückbleiben-den Eindrücktiefe nach einem Impact sind in CODAC implementiert worden. Desweiteren wurden Validierungsstudien für die Restfestig-keitsberechnung durchgeführt. Hierbei kam es auf die Einsatzfähigkeit von CODAC für ver-schiedene Materialsysteme und Lagenaufbau-ten an.
In Zusammenarbeit mit 19 Partnern der euro-päischen Luftfahrtindustrie und -forschung wird CODAC im Projekt FALCOM (EU FP 5) auf die Berechnung kostengünstiger textiler Ver-bunde aus Multiaxialgelegen erweitert.
EADS-M verwendet z.B. im Eurofighter T-Joints für die Anbindung von Spanten an die Rumpf-schale. Speziell das Haut-Stringer Interface ist anfällig für Ablösungen, die die Tragfähigkeit der Gesamtstruktur stark beeinträchtigen. Für EADS-M wird daher zur Berechnung der Haut-Stringer Anbindung ein schnelles Berech-nungsverfahren in CODAC implementiert.
Einen weiteren großen Schritt in Richtung Pro-duktnähe geht das Institut im Rahmen von LuFo III und eines Patenschaftsvertrags, finan-ziert zusammen mit Airbus Deutschland und unserem Softwarepartner MSC. Für Flugzeug-rümpfe der kommenden Generation strebt Airbus aus Gründen der Kosten- und Ge-wichtsersparnis den Einsatz doppelschaliger Strukturen an. Deshalb wird CODAC zurzeit entsprechend erweitert. Zur Vermarktung von CODAC wird eine Anbindung an MSC-Produkte vorbereitet. Der industrielle Anwen-der kann dann im Weiteren auf die professio-nelle Service-Infrastruktur eines führenden Software-Hauses zurückgreifen.
Die Evaluierung der Berechnungswerk-zeuges CODAC durch Airbus ist ein wich-tiger Schritt zu einer zertifizierten An-wendung im Entwurfsprozess für schnelle Aussagen zur Schadenstoleranz.

Vermarktung und Produktnähe
25
3.2.3.2. Schnelle Berechnungswerkzeuge des Entwurfs: TRAVEST, TACO, IBUCK
TRAVEST, TACO und IBUCK sind schnelle Be-rechnungswerkzeuge für die Spannungs-, Versagens- und Stabilitätsanalyse, die für die langjährigen Partner des Instituts MSC-Software und Airbus entwickelt werden.
Das Programmpaket TRAVEST dient zur schnellen Spannungs- und Versagensanalyse von Faserverbundschalen. Wesentlich für die Beurteilung des Versagens ist dabei die Ermitt-lung des dreidimensionalen Spannungszustan-des, der mit Hilfe der vom Institut entwickelten erweiterten 2D-Methode berechnet wird. Die-ses Verfahren ist in der wissenschaftlichen Literatur vielfach zitiert und angewandt wor-den. Das Verschiebungsfeld kann dabei mit Hilfe von klassischen, zweidimensionalen Scha-lenelementen berechnet werden, wodurch eine enorme Rechenzeitersparnis gegenüber einer vollen dreidimensionalen Diskretisierung erreicht wird. TRAVEST wurde im Auftrag von MSC-Software entwickelt, die auch die Ver-marktung übernehmen.
Das Programm TACO wird im Auftrag von Airbus zum Entwurf von Bauteilen mit belas-tungsoptimierter Ausrichtung der Rovings in textilen Faserverbundstrukturen entwickelt. Für
einen gegebenen Belastungszustand wird ein Bauteil zunächst mit einer Anfangsverteilung der Rovings berechnet. Mit Hilfe einer Eigen-wertanalyse des resultierenden Spannungszu-stands werden die Hauptspannungsrichtungen bestimmt, an die anschließend die Rovingver-läufe angepasst werden. TACO soll im Rahmen von LuFo III zur optimalen Auslegung eines CFK-Rumpfspants bereitgestellt werden.
Die langjährige Erfahrung des Instituts im Be-reich des Beulverhaltens wird in IBUCK für Airbus zur Berechnung von stringer- bzw. spantversteiften Schalenstrukturen aus isotro-pen metallischen Werkstoffen bis in den tiefen Nachbeulbereich umgesetzt, um die großen Tragreserven in Schalenstrukturen durch die genaue Vorhersage des Nachbeulverhaltens zu erschließen. Unterschieden werden kann dabei das Stringer/Spantversagen bzw. das Versagen im Hautfeld.
Auf Grund semianalytischer Ansätze für die globalen Verschiebungen zeichnet sich TACO durch hohe Effizienz und damit ge-ringe Berechnungszeiten aus.
3.2.3.3. Bestimmung der Porenkonzentration mit Ultraschall
Neben Delaminationen können auch Poren ab einer bestimmten Konzentration die mechani-sche Festigkeit des Bauteils stark herabsetzen. Im Rahmen einer Qualitätskontrolle nach der Fertigung wird deshalb auch eine Bestimmung der Porenkonzentration gefordert.
Bild 3.2.20 : Porenscanner mit Prüfkopfadapter
Die bildgebende Ultraschallprüftechnik wird als zerstörungsfreies Prüfverfahren erfolgreich zur Anzeige innenliegender Fehlstellen in Faser-verbundbauteilen eingesetzt. Poren stellen kleine und kleinste statistisch verteilte Fehlstel-len dar, die im Wesentlichen Streuungen her-vorrufen. Eine Messung der Porosität ist bisher
nur über die Auswertung des Rückwandechos erfolgreich durchgeführt worden. Wegen der Klebverbindung zum Kern kann dieses Verfah-ren in den CFK-Deckschichten bei Sandwich-bauteilen nicht eingesetzt werden, weil eine Auswertung des Rückwandechos wegen der angeklebten Waben und der damit verbunde-nen Impedanzschwankungen nicht möglich ist. Im MaTech-Verbundprojekt „Charakterisie-rung von CFK-Strukturen mit zerstörungsfreien Prüfverfahren“ wurden u.a. die optimalen akustischen Parameter und die Anforderungen eines Ultraschallprüfsystems zum Nachweis von Poren mit der Impuls-Echo-Technik ermit-telt. Für den Praxiseinsatz wurden ein Manipu-lationssystem zum mäanderförmigen Abras-tern von CFK-Bauteilen sowie zwei Prüfkopf-adapter zur Wasserspaltankopplung entwi-ckelt. Die Porenkonzentration kann bei optimierten Prüfparametern über die Auswer-tung von Amplitudenhistogrammen des Zwi-schenechos bestimmt werden.
Airbus testet zurzeit einen im Institut ent-wickelten Porenscanner-Demonstrator.

Kostengünstige Faserverbundfertigung
26
Entwurf und Strukturkonzepte,Materialauswahl
Konstruktion, Dimensionierung
Fertigung,
Demonstratoren,
Prototypen
Grad der Konkretisierung
Anwendungsnähe
Von der Idee bis zum Prototypen
und darüber hinaus
Qualifikation
MontageBetrieb
Reparatur
Entwurf und Strukturkonzepte,Materialauswahl
Konstruktion, Dimensionierung
Fertigung,
Demonstratoren,
Prototypen
Grad der Konkretisierung
Anwendungsnähe
Von der Idee bis zum Prototypen
und darüber hinaus
Qualifikation
MontageBetrieb
Reparatur
Bild 3.3.1 : Prozesskette der Faserverbundstrukturentwicklung
3.3. KOSTENGÜNSTIGE FASERVERBUNDFERTIGUNG
Hauptaufgabengebiet der Faserverbundtech-nologie ist die Erforschung und Entwicklung von Strukturkomponenten aus Faserverbund-werkstoffen für den Bereich der zivilen und militärischen Luft– und Raumfahrt sowie der Verkehrstechnik. Dies geschieht auf Basis der aktuellen Forschungsergebnisse der Werk-stoffentwicklung, Werkstoffauswahl, faserver-bundgerechten Konstruktion, deren Berech-nung und Fertigung und ist damit dem Stand der Technik immer einen Schritt voraus. Mit Hilfe strategischer Partner in Forschung und Industrie wurde ein Netzwerk geschaffen, das Projektvorhaben von der Idee bis zur Serienfer-tigung ermöglicht. Erst die vollständige Durch-gängigkeit der Prozesskette garantiert bei den Faserverbundbauteilen die erfolgreiche Umset-zung von Forschungsergebnissen in die prakti-sche Anwendung. Aufbau und Leitung der gesamten Entwicklungskette soll zu einer sig-nifikanten Verkürzung des Innovationszyklus im Bereich der Faserverbundtechnologie füh-ren.
Langfristig soll die Position des Instituts im Bereich der Faserver-bundwerkstoffe gefestigt und wei-ter ausgebaut werden. Aktuelle Leichtbauentwicklungen der Luft- und Raumfahrt sind Arbeiten am CFK-Flügel für den A400M, an Komponenten des Eurofighters (Leitprojekt FFS) sowie am CFK-Rumpf für die zukünftigen Single Aisle Airbus Flugzeuge. Das Ar-beitsspektrum reicht dabei von grundfinanzierten Forschungsauf-gaben bis zu Dienstleistungsauf-gaben für die Vorentwicklung.
Um die Faserverbundtechnologie in marktfähigen Produkten einsetzen zu kön-nen, geht die Entwicklung leistungsfähiger Werkstoff-Systeme einher mit der Realisierung kostengünstiger Fertigungskonzepte und der Verifizierung durch den Bau von Prototypen. Die Forschungsarbeit konzentriert sich darüber hinaus auf die Entwicklung neuer Bauweisen in Verbindung mit neuen textilen Halbzeug-techniken sowie der Automatisierung des Her-stellprozesses. Die neuen Bauweisen haben vor allem das Ziel der multifunktionalen Anwen-
dung der Faserverbundwerkstoffe z.B. durch Nutzung der elastomechanischen Koppeleffek-te. Dies bedingt auch die Entwicklung neuer Dimensionierungsgrundlagen. Dabei müssen, nachdem die Entwicklungen auf dem Gebiet der autoklavgestützten Injektionstechnologie abgeschlossen sind, die Arbeiten in dem Ge-samtzusammenhang der Prozesskette Faser-verbundproduktion weitergeführt werden. Nahziel ist es, zusammen mit unseren indus-triellen Partnern die entwickelte Technologie für die Produktion von Class 1-Flugzeug-komponenten zu qualifizieren.
Ein weiterer Schwerpunkt ist der Technologie-transfer aus dem Bereich innovativer Werk-stoffanwendungen des Flugzeugbaus in die mittelständischen Industrien, wie dem all-gemeinen Maschinenbau, der Verkehrs- und Energietechnik und der Medizintechnik. Hier-bei müssen häufig die für die Luft- und Raum-fahrt entwickelten Technologien an die Anfor-derungen mittlerer bis großer Serien angepasst werden.
Die Impulse für seine Entwicklungsarbeiten bezieht das Institut aus einem wissenschaftli-chen Netzwerk, in das es sich aktiv mit aktuel-len Forschungsschwerpunkten einbringt. Durch einen permanenten Abgleich zwischen innovativen, wissenschaftlichen Ansätzen und den Bedarfsanalysen aktueller Problemstellun-gen im Bereich der strukturellen Anwendung polymerer Werkstoffe werden so die zielge-richtete Forschung und der effiziente Transfer wissenschaftlicher Erkenntnisse ermöglicht.

Erkenntnisgewinn
27
3.3.1. Erkenntnisgewinn
3.3.1.1. Design Rules für A380
Bei der Entwicklung neuer Großraumflugzeuge dringt man mit den zu erwartenden Lastni-veaus und geometrischen Ausdehnungen in völlig neue Dimensionen vor. Dieses erfordert die Entwicklung moderner Werkstoffe und Bauweisen, z.B. für einen Außenflügel aus CFK als Konstruktionswerkstoff. Bei der Auslegung derartiger Strukturen, insbesondere für stabili-tätsbelastete Tragwerke sowie Bauteile mit Ausschnitten, gibt es noch offene Fragen bezüglich einer optimalen Auslegung. Hier gilt es, dem Konstrukteur Ausle-gungskriterien, bzw. Design Rules zur Verfügung zu stellen.
Im Rahmen des 2. Luftfahrtfor-schungsprogramms wurden in Zusammenarbeit mit Airbus De-sign Rules für Holme, Rippen und Bolzenverbindungen des aus CFK gefertigten Außenflügels entwi-ckelt und in insgesamt mehr als 1.000 Versuchen verifiziert. Ein wesentlicher Bestandteil war dabei der Aufbau entsprechender Ver-suchseinrichtungen zur Darstellung realitäts-naher Belastungen und Einspannbedingungen. Zur Entwicklung der Auslegungskriterien wur-den weitgehend analytische Berechnungen durchgeführt, wobei auch auf die Berech-nungsverfahren der Luftfahrtindustrie (Hand-buch Strukturberechnung) zurückgegriffen wurde. Ergänzend wurde die Methode der Finiten Elemente eingesetzt. Basierend auf den gewonnenen Erkenntnissen wurden Bauteile hinsichtlich ihrer Masse optimiert. Zur Absiche-rung der Design Rules wurden Versuche durchgeführt.
Die Holme eines Flügels sind in großen Berei-chen auf Schub dimensioniert. Ein abgeleitetes Potenzial zur Gewichtsreduktion kann also direkt nutzbar gemacht werden. Die Hauptbe-lastungen der Rippen sind die Druckbelastung aus der Flügelbiegung und die Torsionsbelas-tung aus den aerodynamischen Luftkräften und den Klappen. Da die Belastung einiger Rippen nur aus den Luftkräften resultiert, ist es sinnvoll, die Rippen in zwei Familien einzutei-len. Die Distanzhalter mit geringen Schubbe-lastungen und die Krafteinleitungsrippen mit hohen Schubbelastungen. Zusätzlich ist der
Tankinnendruck als eine von den anderen Be-lastungen getrennt auftretende Zugbelastung der Rippen zu berücksichtigen. Bei der Ausle-gung können die besonderen Werkstoffeigen-schaften des CFK, insbesondere seine Ani-sotropie und der schichtweise Aufbau für eine gewichts- und funktionsoptimale Auslegung vorteilhaft berücksichtigt werden.
Für die Dimensionierung der im CFK-Außenflügel auftretenden Bolzenverbindungen wurde zur Absicherung der Auslegung eine Dimensionierungsrichtlinie erarbeitet. Dazu wurde ein Programm mit insgesamt ca. 900 Versuchen an CFK-Proben durchgeführt. Die typischen Parameter von Bolzenverbindungen wurden erfasst, vor dem Hintergrund der gro-ßen Wandstärken von 15 mm bis 30 mm vor allem im Bereich der Trennstelle.
Exemplarisch ist in Bild 3.3.2 ein Entwurfskrite-rium für ein- und zweischnittige Bolzenverbin-dungen für einen Laminattypus und eine Ge-ometrie dargestellt. Die Punkte stellen dabei entsprechende Versuche für die entsprechende Geometrie für ein- und zweischnittiger Konfi-guration dar. Deutlich wird die Abminderung der Festigkeit mit Abnahme der Reihen und somit Steigerung der Lastübertragung und auch der Festigkeitsunterschied zwischen ein- und zweischnittigen Verbindungen.
Die entwickelten Auslegungskriterien und Entwurfsregeln liefern einen wesentlichen Beitrag zur Dimensionierung von CFK-Flügeln zukünftiger Verkehrsflugzeuge.
0%
25%
50%
75%
100%
0% 25% 50% 75% 100%Lastübertragung
Rel
ativ
e Fe
stig
keit
EinschichtigerSchub
ZweischichtigerSchubZugversagen
θ = 1,9
Bolzenversagen
Bolzenversagen
Versagen der Bolzenlagerung
Zugversagenθ = 1,1
Laminat: 50/40/10(HTA 6376)Durchmesser, d = 19,05 mmDicke, t = 15 mmBreite, w = 76 mm
1 R
eihe
n
2 R
eihe
n
3 R
eihe
n
4 R
eihe
n
Bild 3.3.2 : Design Rule Bolzenverbindung

Kostengünstige Faserverbundfertigung
28
3.3.1.2. Strukturelle Nähverfahren
Strukturelle Nähverfahren werden am Institut bereits seit 1995 als Bindeglied zwischen ein-zelnen textilen Prozessen zur Preformfertigung und modernen Faserverbund-Injektionsver-fahren untersucht. Sie dienen als lokale, drei-dimensionale Verstärkung der laminatförmigen Faserverbundstruktur und zur kraftübertra-genden Kopplung zwischen einzelnen, im All-gemeinen mit unterschiedlichen textilen Tech-nologien hergestellten Preformen. Durch die Reduzierung des Füge- und Prozessierungs-aufwandes wird außerdem eine Verringerung der Fertigungskosten und des Gewichts zu-künftiger, moderner Faserverbundstrukturen angestrebt.
Strukturelle Nähverfahren finden zum Beispiel bei der Verbesserung des Impactverhaltens von Faserverbunden Anwendung. Die lokale Be-grenzung von Delaminationsschäden ist dabei genauso wichtig wie die Verbesserung der Rissausbreitung. Weitere typische Anwen-dungsfelder sind das Crashverhalten und die gezielte, lokale 3D-Verstärkung bei dreidimen-sionalen Belastungszuständen, etwa in Kraft-einleitungsbereichen.
Die strukturellen Nähverfahren wurden am Institut durch die Entwicklung eines speziellen Einseitennähverfahrens, des sog. „Tufting“, und durch die Ermittlung von Materialdaten vernähter Faserverbunde in Kooperation mit EADS weiterentwickelt. 1999 konnte ein nach DLR-Spezifikationen gebauter Tufting-Nähkopf an einer konventionellen CNC-Anlage in Be-trieb genommen werden. Der Nähkopf lieferte eine deutliche Steigerung von Nähqualität und der Nähgeschwindigkeit auf bis zu 1000 Stiche pro Minute und versetzte das Institut in die Lage, die Einflüsse der Nähtechnologie auf das strukturelle Verhalten von Faserverbunden systematisch zu untersuchen. Im Rahmen der Niedersachsenförderung „3D-Design Rules“ konnten in Kooperation mit Airbus-CTC/Stade wichtige Erkenntnisse gewonnen und der Know-How-Transfer in das technologische Umfeld des industriellen Partners vorbereitet werden. Für ein typisches Flügellaminat ließ sich zum Beispiel eine Verbesserung der Ener-giefreisetzungsrate bereits bei einer geringen Vernähdichte von 4 x 4 mm² um den Faktor 3 erreichen, ohne dabei die in-plane Eigenschaf-ten des Verbundes signifikant zu reduzieren. Das Abplatzen von lokalen Verstärkungspflas-tern bei Handlöchern in Flügelschalen, wie es
bei konventioneller Aufdoppelung beobachtet wurde, konnte durch den Einsatz der Näh-technik wirksam vermieden werden. Der wis-senschaftlich-technische Anspruch wird insbe-sondere durch die in 2001 erfolgte Anbindung des Nähkopfes an einem konventionellen In-dustrieroboter weiter unterstrichen. Zielset-zung ist sowohl die Steigerung der geometri-schen Freiheit beim Vernähen von komplex geformten textilen Preforms als auch die Ver-besserung der Prozessqualität durch die Ver-wendung einer industriell eingesetzten Tech-nik. Beide Eigenschaften sind für den mittel-fristigen Einsatz der strukturellen Nähverfahren in der Industrie sehr wichtig.
Bild 3.3.3 : DLR-Einseitennähkopf an Roboter
Ein weiteres Beispiel für den Technologie-Transfer konnte in 2002 durch Entwicklungs-arbeiten im Auftrag eines Rennsportteams realisiert werden. Dabei sollte das Energieab-sorptionsverhalten einer Faserverbund-Crashstruktur durch das strukturelle Vernähen signifikant verbessert bzw. das Gewicht des Fahrzeugs verringert werden. Obwohl die Technologie erfolgreich umgesetzt werden konnte, zeigten die anschließenden Crashtests doch noch deutliche Abweichungen von den erwarteten Verbesserungen. Die systematische Untersuchung der Materialparameter und des Strukturverhaltens vernähter Faserverbunde wird neben der Weiterentwicklung der Prozes-se daher weiterhin im Zentrum zukünftiger Forschungsaktivitäten stehen (z.B. DFG Im-pact).
Strukturelle Nähverfahren bilden das Bin-deglied zwischen einzelnen textilen Pre-formtechnologien. Sie leisten einen wich-tigen Beitrag in der Prozesskette zukünf-tiger Faserverbundstrukturen.

Erkenntnisgewinn
29
3.3.1.3. Entfaltbare Leichtbaustrukturen
Ultraleichte Entfaltungstechnologien spielen insbesondere im Bereich der Raumfahrt eine zunehmend wichtige Rolle, sei es als lasttra-gende Struktur für Solar-Arrays und Sunshades oder zur Entfaltung von großen Antennenre-flektoren. SAR-Fernerkundungsmissionen (Syn-thetic Aperture Radar), wie die in 2000 mit DLR-Beteiligung durchgeführte SRTM-Mission (Shuttle Radar Topography Mission), benötigen häufig lange, ausfahrbare Leichtbaumasten oder Membranantennen und stellen somit ein potenzielles Anwendungsgebiet für entfaltbare Leichtbausysteme dar.
Auch im Rahmen der Entwicklungsarbeiten zur Solar Sail Technologie beschäftigt sich das Institut seit 1997 intensiv mit Raumfahrtentfal-tungssystemen. Der gemeinsam mit der ESA entwickelte Technologiedemonstrator gilt als wichtiger Meilenstein und bedeutete den Startpunkt zur Etablierung des DLR Kernge-biets „Solar Sail“ (siehe auch Abschnitt 3.4.5.). Zunächst nur für die Entwicklung der entfalt-baren Masten zuständig, übernahm das Insti-tut im Anschluss an die erfolgreiche Boden-demonstration in 1999 sowohl die Verantwor-tung für die ultradünnen Segelmembranen als auch für die entfaltbare CFK-Leichtbau-struktur. Aktuelle Zielsetzung ist es, beide Sub-systeme im Rahmen eines ESA/DLR In-Orbit Folgeprojekts bis zur Raumfahrtqualifizierung weiter zu entwickeln. Das Institut übernimmt in einem Konsortium aus Raumfahrtagenturen und industriellen Kooperationspartnern einen wichtigen Part zur Entwicklung der Schlüssel-technologien „Booms“ und „Sails“.
Bild 3.3.4 : Entfaltbare Leichtbaumasten
Seit 1999/2000 wird parallel an dem Transfer-potenzial der Technologie gearbeitet. Patente wurden auf dem Gebiet der Gravitationskom-pensation während der Entfaltung von Leicht-
baumasten am Erdboden und für ein alternati-ves Entfaltungskonzept auf Grundlage der bei Solar Sail eingesetzten CFRP Booms angemel-det. Die entwickelten Leichtbaumasten wiegen bei einer Länge von 14 m nur 100 g/m. Fort-schritte konnten außerdem bei der Handha-bung, Fertigung und Faltung ultradünner Membranstrukturen durch Untersuchungen unter simulierten Weltraumbedingungen er-zielt werden. Die mit den Entwicklungen ver-bundenen wissenschaftlichen Arbeiten erstre-cken sich von Programmen zur Materialqualifi-zierung und raumfahrtrelevanten Entwick-lungstests über den Einsatz von Simulationsverfahren auf Grundlage probabi-listischer Analysen bis hin zur Etablierung einer qualifizierten low-cost Fertigung für Raum-fahrt-Hardware inklusive der Definition und Durchführung von Qualifikationstests. Die Ver-folgung der Entwicklungsziele wird dabei be-wusst interdisziplinär durchgeführt. So werden zum Beispiel im Rahmen des BMBF-Ideenwettbewerbs 2004 „Bionik – Innovatio-nen aus der Natur“ biologische Entfaltungs-prinzipien ausgewertet und der Technologie-entwicklung zugänglich gemacht. Die wissen-schaftlichen Erkenntnisse werden außerdem auf internationalen Fachkonferenzen publiziert und wissenschaftlicher Nachwuchs im Rahmen von Studien- und Diplomarbeiten betreut (zwi-schen 1999 und 2004 zehn Arbeiten). Im Hin-blick auf zukünftige Entwicklungschancen ergibt sich ein deutlicher Bedarfstrend.
Im Rahmen der Harmonisierung europäischer Raumfahrttechnologien durch den „ESA - Eu-ropean Space Technology Master Plan“ (ESTMP) wird der Bedarf für bestimmte Schlüs-seltechnologien identifiziert und mittelfristig durch die Etablierung von Forschungspro-grammen gefördert. In 2003 wurde die ESTMP-Harmonisierung für aufblasbare Syste-me und ausfahrbare Masten eingeleitet. Das Institut ist im Bereich der entfaltbaren Masten an der Durchführung der Technologieharmoni-sierung beteiligt.
Die Entwicklung ultraleichter, entfaltbarer Leichtbaustrukturen bildet eine wichtige Grundlage zur Realisierung zukünftiger Raumfahrtsysteme, wie große Solar Ar-rays, Sunshades, Instrument Booms, Membranantennen und Solar Sails.

Kostengünstige Faserverbundfertigung
30
3.3.1.4. Brandsicherheit für Schienenfahrzeuge
Moderne Brandschutzwirkung kann auch ohne halogenhaltige Flammschutzmittel realisiert werden. Das wurde im Institut für Schienen-fahrzeugbauteile aus BioVerbunden nachge-wiesen. Dabei ist die Auswahl der Flamm-schutzmittel auf pflanzliche oder mineralische, nicht toxische Produkte eingeschränkt, solche also, die in das Konzept des BioVerbunds in-tegrierbar sind.
Funktion und Wirkungsweise der Flamm-schutzmittel beruhen darauf, dass sie Kunst-stoffen zugesetzt werden, um den Verbren-nungsprozess zu hemmen oder im günstigsten Fall zu unterbinden. Je nach Beschaffenheit der Mittel erfolgt das auf der Basis physikali-scher und / oder chemischer Vorgänge in be-stimmten Phasen der thermischen Zersetzung.
Für BioVerbunde eignen sich insbesondere Aluminiumhydroxide, Magnesiumhydroxide und Ammoniumpolyphosphate. Aluminium-hydroxid bietet als ein wasserabspaltendes Flammschutzmittel sowohl aus ökologischer als auch aus ökonomischer Sicht eine echte Alternative. Es wirkt rein physikalisch. Die Wasserabspaltungsreaktion und die entste-henden Verbindungen sind als ökologisch un-bedenklich einzustufen. Neben einer geringen CO-Bildung im Brandfall zeichnet sich das Flammschutzmittel durch eine vergleichsweise geringe Rauchentwicklung aus. Die entstehen-den Brandgase wirken nicht korrosiv. Durch Vermeidung des Einsatzes halogenhaltiger Verbindungen entfällt die Dioxindiskussion. In der Verbrennungszone finden folgende Vor-gänge statt: Kühlung des Polymers durch endotherme
Zersetzung des Hydroxids. Dadurch entste-hen weniger brennbare Pyrolyseprodukte.
Ausbildung einer isolierenden Schutzschicht auf dem Substrat durch die entsprechenden Oxide und Verkohlungsprodukte.
Der entstehende Wasserdampf verdünnt die Gasphase und schützt die kondensierte Phase des Substrats vor Einwirkung des für die Verbrennung notwendigen Sauerstoffs.
Es lässt sich bezüglich der Eigenschaften des Brandschutzmittels als Gesetzmäßigkeit fest-stellen: Je feinteiliger ein wasserabspaltendes Flammschutzmittel vorliegt, desto schneller erfolgt die Wasserfreisetzung im Falle einer entsprechenden Temperaturerhöhung über die Zersetzungstemperatur. In manchen Fällen hilft
die schnelle Freisetzung einer großen Wasser-menge in der Praxis nicht weiter, und es ist wesentlich sinnvoller, kontinuierlich über einen längeren Zeitraum Wasser freizusetzen.
Das zweite untersuchte Flammschutzsystem basiert auf Ammoniumpolyphosphat. Sein Einsatzgebiet liegt hauptsächlich in der Funkti-on als „Säurespender“ in Brandschutzbe-schichtungen (Intumeszenzbeschichtungen) und als Zuschlagsstoff in Thermo- und Duro-plasten. Außerdem weist es einen guten Flammschutzeffekt bei zellulosehaltigen Mate-rialien wie Papier und Holzprodukten auf.
Bild 3.3.5 : Beflammungstest mit BioVerbund
Die Qualifizierung der BioVerbunde wurde im Brandschachttest gemäß DIN 54837 (E 1/1991) sowie DIN 5510 Teil 2 durchgeführt. DIN 5510 klassifiziert dabei das Brennverhalten, die Brandnebenerscheinungen (Rauchbildung, Tropfverhalten) sowie die Prüfverfahren.
Ein Einsatzgebiet von Faserverbundwerkstoffen aus nachwachsenden Rohstoffen liegt im In-nenbereich von Schienenfahrzeugen. Hier gel-ten die Brennbarkeitsklassen S 1 bis S 5. Klein-teile müssen der Klasse S 1 genügen. Die Klas-sen S 2 bis S 5 gelten für platten-, bahnen- und profilförmige Werkstoffe, Bauteile und Bauteilabschnitte sowie für Beschichtungen. Materialien und Bauteile im Innenausbau müs-sen dabei die Brennbarkeitsklasse S 3 - S 4 erreichen. Es wurde sogar ein BioVerbund-Werkstoff mit S 3, SR 2 und ST 2 nach DIN 5501 Teil 2 zertifiziert. Dabei hat sich gezeigt, dass mit den Entwicklungen des Instituts sogar noch höhere Brennbarkeitsklassen erreichbar sind.
Die Brandschutzqualifizierung moderner Faserverbundwerkstoffe aus nachwach-senden Rohstoffen ist realisierbar. Bio-Verbund-Bauteile sind damit potenziell geeignet, in brandsicherheitsrelevanten Komponenten eingesetzt zu werden.

Erkenntnisgewinn
31
3.3.1.5. Naturfaserverstärkte Biopolymere
Die 1989 begonnenen Forschungs- und Ent-wicklungsarbeiten an naturfaserverstärkten Biopolymeren (BioVerbunde) wurden und werden erfolgreich weitergeführt.
Ausgehend von thermoplastisch zu verarbei-tenden und biologisch abbaubaren Matrices mit begrenzten Eigenschaften wurden du-roplastische Matrixsysteme entwickelt mit dem Ziel, Verarbeitungseigenschaften, Kennwerte und Beständigkeiten ähnlich solchen bei pet-rochemischen Duroplasten zu gewährleisten bei einem höchstmöglichen Anteil nach-wachsender Rohstoffe.
Mit ihrem guten Eigenschafts-profil und der Option einer weitgehend CO2-neutralen thermischen oder stofflichen Verwertung (z.B. Methanol-gewinnung) bieten diese Werkstoffe für bestimmte An-wendungen eine nachhaltige und umweltverträgliche Alter-native zu petrochemischen glasfaserverstärkten Kunststof-fen.
Wesentliche Förderprojekte (Nds. Wirtschafts- bzw. Land-wirtschaftsministerium, Fach-agentur Nachwachsende Roh-stoffe FNR) zur Weiterentwick-lung des Werkstoffes wurden im Rahmen von Industrieko-operationen durchgeführt. Sitzschale für Bürostühle, Thermoplast, bio-
abbaubar, Partner: Fa. Wilkhahn, Umwelt-preis Deutsche Bundesstiftung Umwelt
Türseitenverkleidung, Thermoplast, bioab-baubar, 100 % nachwachsende Rohstoffe, Partner: Johnson Controls Interiors,
Pultrudierte Federleisten für Bettlattenroste, div. biobasierte Matrices, Partner: Fa. Thomas Technik & Innovation,
Neue pflanzenölbasierte Duroplaste, Partner: Fa. COGNIS
Industrieschutzhelme, Partner: Fa. Schuberth Helme GmbH, IHK-Technologietransferpreis 2000, Markteinführung seit Beginn 2004
Luftsäulenverkleidung für Konzeptstudie „LIREX“ (Leichter Innovativer Regional-
EXpress, Fa. ALSTOM LHB). Gewährleistung des Brandschutzes mit halogenfreien Flammschutzmitteln (DIN 5510–1, S4, SR2, ST2).
In einem ebenfalls geförderten Folgeprojekt ist mit der Fertigung von Sitzkasten- und Rück-wandverkleidungen für fünf Nahverkehrszüge der Baureihe DT4 (Fa. ALSTOM LHB) die Über-führung in eine Kleinserie gelungen, die sich zur Zeit bei der Hamburger Hochbahn im rau-
en Alltagsbetrieb erfolgreich bewährt. Damit ist neben dem Industrieschutzhelm ein zweites BioVerbund-Produkt industriell eingeführt.
Erfahrungen zeigen, dass Bio-Verbund-Werkstoffe mit Aus-nahme extremer Umweltbedin-gungen sehr gut für Anwen-dungen geeignet sind, die heu-te durch glasfaserverstärkte Kunststoffe bedient werden. Dies sind vor allem Verklei-dungsteile im Automobil- und Waggonbau, sowie die Möbel- und Freizeitindustrie. Der relativ hohe Preis der pflanzenölbasier-ten Matrices begrenzt derzeit noch die Markteinführung wei-terer Produkte.
In einem interdisziplinären An-satz werden daher zusammen mit der Burg Giebichenstein -
Hochschule für Kunst und Design Halle Pro-dukte entwickelt, die nicht nur die Werkstoff-kennwerte berücksichtigen, sondern auch ge-stalterische Aspekte einbeziehen. Das entstan-dene handschmeichelnde Imageprodukt zur Kommunikation des BioVerbund-Werkstoffs wurde mit dem AVK-Innovationspreis 2002 ausgezeichnet; dem BioVerbund-Hocker wur-de der MATERIALICA AWARD 2003 verliehen.
Um das Werkstoffpotenzial auszuschöp-fen, sind weitere Forschungsaktivitäten hinsichtlich Fertigungstechnologie und Optimierung der Komponenten erforder-lich. Neue Produkte sowie günstigere umweltpolitische Rahmenbedingungen lassen eine Erhöhung der Marktakzeptanz erwarten.
Bild 3.3.6 : Handschmeichelndes Imageprodukt

Kostengünstige Faserverbundfertigung
32
3.3.2. Vernetzung und Kooperationen
3.3.2.1. EFA-Rumpfschale in SLI-Technik
Übergeordnete Zielsetzung des Leitkonzeptes „Fortschrittliche Flugzeugstrukturen“ (FFS) in enger Kooperation mit EADS ist die Entwick-lung kostengünstiger Bauweisen und Ferti-gungsmethoden für hochbelastete Tragstruk-turen sowie die Erhöhung der Leistungsfähig-keit des Gesamtsystems Kampfflugzeug durch Einsatz tragender adaptiver und multifunktio-naler Strukturen.
Die Strukturen moderner Kampfflugzeuge werden gegenwärtig vorrangig im Prepreg-Verfahren gefertigt. Mit dem Ziel einer erhebli-chen Kostensenkung sollten auf der Grundlage der RTM-Technik (Resin Transfer Molding) Fer-tigungsverfahren und Bauweisen für luftfahrt-typische 3D-verstärkte Schalen entwickelt und erprobt werden.
Als Zielstruktur wurde eine EFA-Mittelrumpfschale gewählt, die durch ihre LZ-Hilfsspante und Tankzugangsöffnungen be-sonders hohe Anforderungen an die Fertigung stellt. Für diese Teilbereiche wurden zunächst geeignete Bauweisen hergeleitet und erprobt sowie Kennwerte für verschiedene Multiaxial-gelege ermittelt. Die Fertigung dieser Bauteile erfolgte im SLI-Verfahren (Single Line Injecti-on), das auch für die Darstellung des EFA-Rumpfschalensegmentes zum Einsatz kam.
Im Vergleich der Fertigungsverfahren ergab sich laut Aussage der Industriepartner ein deutlicher Kostenvorteil des SLI-Verfahrens gegenüber dem Prepreg-Verfahren.
Bild 3.3.7 : Segment der EFA-Rumpfschale gefertigt im SLI-Verfahren
Die SLI/MAG-Harzinfusionstechnologie zur Herstellung von CFK-Komponenten wurde am Beispiel einer komplexen Kampfflug-zeugstruktur erfolgreich demonstriert.
3.3.2.2. Kundenzentrum bei Airbus Bremen
Die über die Jahre aufgebaute enge Koopera-tion des Instituts mit Airbus Deutschland ver-langte eine deutliche verbesserte Präsenz der DLR-Experten vor Ort in den Entwicklungsab-teilungen von Airbus. Damit soll einerseits der Transfer der wissenschaftlichen Erkenntnisse in die industrielle Anwendung spürbar verbessert werden, andererseits sollen auch schneller Impulse aus den wachsenden Herausforderun-gen der Luftfahrtindustrie in die Forschung umgesetzt werden können. Die Ausbildung des wissenschaftlichen Nachwuchses im DLR erhält einen noch stärkeren Praxisbezug.
Mit einem Kundenzentrum im Airbus-Werk in Bremen soll der Kooperation mit dem DLR eine neue Qualität gegeben werden. Am 19. Juni 2004 unterzeichneten Airbus und DLR dafür ein Memorandum of Understanding. Das In-stitut initiierte das Kundenzentrum zur vertief-
ten Zusammenarbeit auf den Gebieten Materi-alforschung und -entwicklung, schnelle Analy-severfahren, aktive Strukturen, Bauweisen und Fertigungsverfahren. Das Kundenzentrum hat Pilotcharakter für eine engere Verzahnung der Luftfahrtforschung im DLR mit der europäi-schen Luftfahrtindustrie, um einerseits die Wettbewerbsfähigkeit der Industrie zu stärken und andererseits die Forschungsthemen schär-fer auf die gesellschaftlichen Anforderungen zu fokussieren. Auch mit der Faserverbundfer-tigung von Airbus in Stade wurde die Koope-ration zielstrebig durch Einrichtung einer Au-ßenstelle ausgebaut.
Die räumliche Nähe zur Luftfahrtindustrie mit einem Kundenzentrum dient dem Auf-trag des DLR in seiner Brückenfunktion zwischen Grundlagenforschung und in-dustrieller Anwendung.

Vernetzung und Kooperationen
33
3.3.2.3. Material, Struktur und Fertigungskonzepte für zukünftige Seitenleitwerke
Das 1984 von Airbus eingeführte Seitenleit-werk in Faserverbundtechnik kann als Grund-stein für alle Faserverbund-Primärbauteile im zivilen Flugzeugbau angesehen werden. Die besonderen Randbedingungen begünstigten die Entscheidung, für das Seitenleitwerk inno-vative Strukturkonzepte einzuführen. Dazu gehören das relativ niedrige Lastniveau (Single Aisle), das geringe Beschädigungsrisiko für die tragende Fin Box und die im Wesentlichen durch Steifigkeitsanforderungen geprägte Strukturauslegung. Eine international ausge-schriebene Konzeptstudie sollte durch den Einsatz neuer Strukturkonzepte und Ferti-gungstechnologien eine Reduktion der „Pro-duction Costs“ und der „Production Lead Time“ für das VTP-NG (Vertical Tail Plane – Next Generation) prüfen. Dem vom Institut für Strukturmechanik im Wettbewerb ausgearbei-teten Konzept wurde auf Seiten von Airbus das höchste Potenzial eingeräumt, da es eine Halbierung der Fertigungskosten bei relativ geringem Entwicklungsrisiko in Aussicht stellt.
Bild 3.3.8 : FE-Modell des DLR VTP-NG Konzepts
Innerhalb von 3 Monaten wurde die Konzept-studie nach dem Prinzip des „Concurrent En-gineering“ durchgeführt. Zunächst wurden der Stand der Technik des aktuellen Single Aisle Composite Seitenleitwerks aufbereitet, das Potenzial von heutigen Fertigungsprozessen und Materialen untersucht und hinsichtlich der Eignung für die VTP-NG Zielsetzung bewertet. Für die dominierenden VTP-Bauteile (Leading
Edge, Fuselage Interface und Fin Box) wurden unterschiedliche Konzeptvarianten durch Kom-bination effektiver Bauweisen mit geeigneten Fertigungs- und Materialansätzen herausgear-beitet. Die bewerteten Konzeptvarianten für die Einzelkomponenten wurden in ein Ge-samtkonzept mit den besten Erfolgsaussichten überführt. In der Validierung des Gesamtkon-zeptes erfolgte eine analytische Vorauslegung der Einzelkomponenten ergänzt durch eine numerische Analyse lokaler Problemzonen. Parallel zur Dimensionierung wurde ein 3D CAD Modell erstellt, das als Basis für die Ein-haltung des Gewichtslimits genutzt wurde. Ergebnis der Studie ist ein Konzept, welches durch erhebliche Vereinfachungen im Bereich der Montage und der Fertigung eine Kosten-reduktion von mehr als 50 % sowie eine leich-te Gewichtseinsparung in Aussicht stellt. Die-ses Ziel ist auch ohne die Qualifikation von gänzlich neuen Fertigungsverfahren und Mate-rialien zu erreichen, wodurch auch das Ent-wicklungsrisiko überschaubar bleibt.
Zusammen mit der Firma ZIM erfolgt derzeit die detaillierte Ausgestaltung des DLR Konzep-tes. Das Hauptaugenmerk liegt in dieser Phase bei der Betrachtung diverser „Hot Spots“. So gilt es z.B. nachzuweisen, dass lokale Belas-tungen durch Vogelschlag nicht zum Versagen der Tragstruktur führen und auch ein Ausfall von Teilen des Rumpfanschlusses unkritisch für die globale Strukturintegrität sind. Die Validie-rung des Fertigungskonzeptes erfolgt an Kom-ponenten, die anschließend für weitergehende Tests zur Impact-Resistenz und für Beulversu-che genutzt werden. Bewährt hat sich im Rahmen dieses Projektes die Integration po-tenzieller Zulieferer, die neben ihren Produkten auch ihr umfassendes Wissen zur Verfügung stellen. Besonders wertvoll ist das Know-how aus bereits bestehenden erfolgreichen An-wendungen, da dies wesentlich zur Akzeptanz beim späteren Betreiber beiträgt.
Die detaillierte Designstudie für ein inno-vatives Airbus Faserverbund-Seitenleit-werk (VTP-NG) hat gezeigt, dass durch den Einsatz moderner Faserverbundferti-gungstechnologien und neuartiger Struk-turkonzepte eine signifikante Reduktion der Produktionskosten und "Production Lead Time" bei geringem Entwicklungsri-siko möglich ist.

Kostengünstige Faserverbundfertigung
34
3.3.2.4. Hamburger Hochbahn
In einem vom niedersächsischen Landwirt-schaftsministerium geförderten Pilotprojekt bei Alstom LHB in Salzgitter konnte nachgewiesen werden, dass der Einsatz nachwachsender Rohstoffe auch in der Bahnindustrie sinnvoll und machbar ist.
In Zusammenarbeit mit weiteren Partnern des Kompetenznetzes für Konstruktionswerkstoffe aus nachwachsende Rohstoffen (Riko), dem DLR und der Invent GmbH stattet LHB 5 von 25 U-Bahnzügen einer neuen Bauserie der Hamburger Hochbahn als weltweit erste Se-rienzüge mit Sitzrückwänden und Türkasten-verkleidungen aus Hanf, Flachs, Jute und Na-turharzen aus.
Bild 3.3.9 : Sitzkasten- und Rückwandverkleidung
Seit Anfang 2003 fahren die ersten so ausges-tatteten Züge damit. Es begann die noch an-dauernde erste Langzeiterprobung der einzel-ne Teile, die sich für den Laien kaum von der konventionell hergestellten Ausstattung unter-scheiden. Neben ihrer Umweltfreundlichkeit sind die neuen Elemente nach Angaben von Alstom auch 30 Prozent leichter als herkömm-liche Verkleidungen. Ein weiterer Vorteil liegt darin, dass die Bauteile am Ende ihres „Le-bens“ CO2-neutral energetisch verwertet wer-den können.
Doch bis dahin war es ein steiniger Weg. Be-gonnen hatte alles mit der Konzeptstudie „LI-REX“ (leichter innovativer Regionalexpress, der erstmalig auf der InnoTrans 2000 in Berlin der
Öffentlichkeit präsentiert wurde). Hierzu wur-den prototypisch vom Institut BioVerbund-Werkstoffe für so genannte Luftsäulenverklei-dungen erforscht und entwickelt, die sich als Verbindungselemente zwischen zwei Seiten-fenstern im Sichtbereich des Zuges befinden.
Ziel dabei war es, die prinzipielle Einsatzfähig-keit von BioVerbund-Werkstoffen für Innen-verkleidungsteile im Schienenfahrzeugbau zu prüfen. Die im Verbund notwendigerweise integrierten Additive wurden dabei nach der Werkstoffphilosophie „BioVerbund“ ausge-wählt, um eine größtmögliche ökologische Nachhaltigkeit zu erreichen.
Im Rahmen der Komponentenauswahl standen Wirrfaservliese zur Verfügung, die abhängig vom beabsichtigten Lagenaufbau, entspre-chend ihrer Vernadelungsdichte und dem Flä-chengewicht ausgelegt werden können. Das ermöglicht, den Verbund aus einer oder meh-reren Faserlagen aufzubauen. Trotz Zugabe von Flammschutzmitteln konnte die Verbund-dichte unter der Dichte vergleichbarer GFK-Verbunde gehalten werden. Die dadurch er-reichte Gewichtseinsparung kann so zu einer Kraftstoffeinsparung oder Erhöhung der Nutz-last beitragen.
Neben der brandhemmenden Ausrüstung des BioVerbundes ist es außerdem gelungen, die Bauteile mit Pigmenten einzufärben. Die er-reichte Deckkraft und das Farbvermögen ste-hen dabei in einem guten Verhältnis zur anvi-sierten Erkennbarkeit der eigentlichen Faser-struktur auf der Bauteiloberfläche. Durch die Verwendung spezieller Vliese ist es gelungen, das geforderte Lichtgrau in Abstimmung mit dem Designer zu realisieren. Vom Designer bestätigt, setzt die Farbgebung von BioVer-bunden mit Pigmenten neue positive Maßstä-be im Design und eröffnet zahlreiche neue Möglichkeiten.
Die Ergebnisse zeigen, dass BioVerbund-Werkstoffe auf spezielle Anforderungen angepasst werden können. Dabei können sie in ihren Eigenschaften so ausgelegt werden, dass z. B. durch die Pigmentie-rung neue Einsatzgebiete und Designmög-lichkeiten eröffnet werden. Nachwach-sende Werkstoffe eignen sich hervor-ragend für Innenverkleidungsteile.

Vermarktung und Produktnähe
35
3.3.3. Vermarktung und Produktnähe
3.3.3.1. Innovationen in der Anwendung für Fairchild/Dornier 328 Jet und 728
Bei der Einschätzung des Potenzials neuer Ma-terialien und Fertigungstechnologien stehen für die Luftfahrt zunehmend wirtschaftliche Aspekte wie z.B. Fertigungskosten im Vorder-grund. Für diese neuen Randbedingungen wurde am Institut ein Fertigungskonzept für faserverstärkte Kunststoffbauteile zur deutli-chen Reduktion der Fertigungskosten bei bestmöglicher struktureller Leistungsfähigkeit der produzierten Bauteile entwickelt.
Als Ergebnis dieser Entwicklung verarbeitet das vom DLR patentierte (DE 198 53 709) Single Line Injection (SLI) Verfahren kostengünstig und dennoch leistungsstark Faserhalbzeuge im Autoklaven zu qualitativ besonders hochwerti-gen Faserverbundbauteilen.
Bild 3.3.10: Pylon Fairing der Do 328 Jet
Die eigentliche Bewährung findet bei der Se-rieneinführung statt. Ein luftfahrtspezifisches Problem ist dabei die detaillierte Festschrei-bung des Produktionsprozesses bei Serienbe-ginn, wodurch nachträgliche Korrekturen sehr erschwert werden. Das SLI-Verfahren wurde erstmals im Jahr 1998 für die Verkleidungsteile des Triebwerkpylons der Fairchild Dornier 328 Jet eingesetzt. Seitdem sind allein für diese Anwendung mehr als 850 für die Luftfahrt zugelassene Bauteile hergestellt worden. Be-sonders positiv wurde dabei die äußerst gerin-ge Ausschussquote beurteilt, die trotz der ho-hen Komplexität der Bauteile von Beginn an unter 1 % lag. Während der Serienfertigung konnten wertvolle Erkenntnisse für eine weite-re Optimierung des Fertigungskonzeptes ge-sammelt werden, die in nachfolgenden Vorha-ben erfolgreich umgesetzt wurden.
Bild 3.3.11 : Bugfahrwerksklappen der Do 728
Im Rahmen einer internationalen Ausschrei-bung wurde ein vom Institut und der INVENT GmbH ausgearbeitetes Konzept zur Fertigung von Bugfahrwerksklappen für das Regionalver-kehrsflugzeug Fairchild Dornier 728 für die Serie ausgewählt.
Der Erfolg dieses auf dem SLI-Verfahren basie-renden Konzeptes zeigt sich besonders an folgenden Merkmalen:
1. Die Kennwerte der für die Materialqua-lifikation im SLI Verfahren hergestellten Laminate übertrafen die der im Prepreg-Verfahren hergestellten in al-len wesentlichen Bereichen.
2. Das SLI-Fertigungskonzept für die Bug-fahrwerksklappen war bereits beim ersten Fertigungsversuch so ausgereift, dass alle Bauteilspezifikationen auf Anhieb voll erfüllt werden konnten und bereits der erste gefertigte Bauteilsatz zur Auslieferung kam.
3. Die für die Serienfertigung prognosti-zierten Kostenvorteile des SLI Verfah-rens konnten bei der Kostenanalyse voll bestätigt werden.
4. Der im Rahmen der Qualifikation durchgeführte und als höchst kritisch eingeschätzte Vogelschlagversuch war entgegen den Erwartungen vieler Spe-zialisten erfolgreich.
Weitere fest vereinbarte Komponenten wie z.B. Winglets fielen leider der Insolvenz von Fairchild Dornier zum Opfer.

Kostengünstige Faserverbundfertigung
36
3.3.3.2. Industrieschutzhelm aus BioVerbund
Ein besonders eindrucksvolles Beispiel für die Leistungsfähigkeit der naturfaserverstärkten Biopolymere ist ein Industrieschutzhelm, der gemeinsam mit den Partnern INVENT GmbH und Schuberth Helme GmbH im Rahmen eines vom niedersächsischen Ministerium für Ernäh-rung, Landwirtschaft und Forsten geförderten Projekts entwickelt worden ist. Das hervorra-gende Ergebnis wurde von der Industrie- und Handelskammer Braunschweig mit dem IHK-Technologietransferpreis 2000 ausgezeichnet.
Der Industrieschutzhelm besteht zu etwa 85 % aus nachwachsenden Rohstoffen. Mit der ver-wendeten Baumwolle/Flachsfaserverstärkung und dem pflanzenölbasierten Matrixsystem erfüllen die BioVerbund-Helmschalen die An-forderungen der maßgebenden Norm DIN EN 397 und übertreffen diese sogar. Der optimier-te Lagenaufbau sowie die geringere Dichte der Naturfasern reduzieren das Gewicht der Helm-schalen um etwa 10 % gegenüber der Refe-renz bei deutlich gesteigertem Tragekomfort.
Ein verbessertes Herstellungsverfahren ge-währleistet Produktivität und Qualität in der jetzt angelaufenen Serienfertigung der ersten 10.000 Helme.
Bild 3.3.12 : BioVerbund-Industrieschutzhelm
Seit Jahresbeginn 2004 sind die Produkte zum gleichen Preis der petrochemischen Konkurrenzprodukte am Markt verfügbar, bieten aber wesentliche ökologische Vor-teile bei Produktion, Nutzung und Entsor-gung. So lassen sich die Helmschalen weitgehend kohlendioxidneutral verbren-nen und als Energiequelle nutzen.
3.3.3.3. Kennwerte für A380 und A400M
Hinsichtlich der zunehmenden Bestrebungen der Fa. Airbus, immer mehr und größere Bau-teile aus CFK zu fertigen, bis hin zur gesamten Tragfläche des Militärtransporters A400M, besteht Bedarf an einer ausgereiften Zulas-sungsphilosophie für die entsprechenden Bau-teile und Materialien.
In Zusammenarbeit mit Airbus Deutschland und in Abstimmung mit Airbus Großbritannien (Level 1 Verantwortung für den Flügel) soll ein Zulassungsprogramm für diese Tragflächen erarbeitet und koordiniert werden.
Die Arbeiten umfassen die Ausarbeitung einer Zulassungsphilosophie und entsprechender Nachweismethoden in Abstimmung mit dem Auftraggeber. Erforderliche Zulassungsvor-schriften sowohl ziviler als auch militärischer Art müssen berücksichtigt werden. Darüber hinaus fließen die Bauweise, die Konstruktion, Anforderungen aus besonderen Bereichen (z.B. Krafteinleitungen), die derzeitige Materi-alvorauswahl und die zu erwartenden Um-weltbedingungen in das Zulassungsprogramm
mit ein. Grundlage dieses Projekts bildet die Planung, Betreuung und Durchführung eines circa 4.700 Einzelproben umfassenden Cou-pon-Probenprogramms.
Das Programm beinhaltet ebene Proben unter-schiedlicher Art, die aus verschiedenen Faser-Matrix-Kombinationen gefertigt und in Anleh-nung an Airbus-Anforderungen und –Normen konditioniert und getestet wurden. Aufgrund dieser Datenbasis wird die Auswahl der pas-senden Faser-Matrix-Kombinationen getroffen, gegebenenfalls die Materialzulassung eingelei-tet sowie erste Design Rules erarbeitet. Die ermittelten Materialdaten werden im weiteren Verlauf der Bauteilentwicklung zur Auslegung hinzugezogen.
Zum jetzigen Zeitpunkt sind 90 % der im Rahmen von A400M geplanten Coupon-versuche durchgeführt und ausgewertet worden. Weiterführende Element- und Bauteilversuche werden vorbereitet.

Vermarktung und Produktnähe
37
3.3.3.4. Neuartige CFK-Inserts für Sandwichstrukturen
Inserts sind Standard-Strukturelemente der Luft- und Raumfahrttechnik, die die Anschrau-bung von Bauteilen an Sandwichplatten er-möglichen. Entscheidend für ihre Belastbarkeit ist eine gute Einbettung in die Sandwichplatte, die bislang in aller Regel durch so genanntes „Potting“, also Eintopfen der metallischen Insertkörper mit Epoxidharz in vorgebohrten Löchern sichergestellt wurde.
Im Rahmen des Projekts ROSETTA Lander, wo einer hohen Insertdichte pro Fläche ein extrem knappes Massenbudget gegenüberstand, wurde ein neuartiges gewichtsminimiertes Insertkonzept entwickelt.
Wie Bild 3.3.13 zeigt, tritt ein hochsteifes und ultraleichtes CFK-Röhrchen an die Stelle des sonst üblichen Harztopfes. Die Einleitung der Schubkräfte in den Sandwich-Wabenkern er-folgt über eine dünne Klebschicht auf der Au-ßenseite dieses Röhrchens, welches durch die ganze Dicke des Wabenkerns hindurchgeht und beidseitig formschlüssig unter der jeweili-gen Deckschicht sitzt. Die Sandwichplatte wird dadurch lokal praktisch inkompressibel. In das Röhrchen wird eine metallische, das Gewinde tragende Insertkappe eingeklebt, und zwar mit Hilfe einer spielfrei aufsitzenden CFK-Hülse.
CFK-Röhren-Inserts sind einfacher und in ge-ringerem Abstand voneinander montierbar und erbringen einen mit der Plattendicke wachsenden Gewichtsvorteil gegenüber kon-ventionellen „gepotteten“ Inserts.
Bild 3.3.13 : Aufbau eines CFK-Röhren-Inserts
In einer gezielten ESA-Technologiestudie wurden diese Vorteile validiert. Die Er-gebnisse werden z.Zt. in die Neuausgabe des „Insert Design Handbook“ als ECSS-Dokument (ECSS-E-30-06) implementiert.
3.3.3.5. Entwicklung einer Hochleistungssegelyacht für den America’s Cup
Für den XXXI. America´s Cup (2003) fand im Namen der Firma Illbruck-Challenge erstmalig in der gesamten Cup-Geschichte eine Heraus-forderung durch ein deutsches Syndikat statt. Als Entwicklungspartner dieser ersten deut-schen America´s Cup-Yacht war das Institut maßgeblich am Design beteiligt.
Bild 3.3.14 : FE-Modell der America´s Cup-Yacht
Die Arbeitspakete waren neben allgemeinen beratenden Tätigkeiten hinsichtlich Auslegung und Fertigung von Faserverbund-Bauteilen: Auf FE-Berechnungen basierende Entwick-
lung, Auslegung und Optimierung der zent-
ralen inneren Strukturen zur Einleitung der Kiel- und Rigglasten in den Rumpf.
Entwicklung sowie Massen- und steifig-keitsoptimale Auslegung sowohl des Kiel-Rumpf-Interfaces als auch des Kielblattes.
Planung, Durchführung und Auswertung von Materialuntersuchungen an Rohrpro-ben zur Optimierung des Mastlaminates.
Planung, Durchführung und Auswertung der Sandwichbiegetests als Entscheidungs-basis für die Auswahl des Laminataufbaus.
Basierend auf diesen Arbeiten des DLR wurden innerhalb eines im internationalen Hochleis-tungssegelsport etablierten Design-Teams zentrale Designfragen entschieden.
Der Bau des Kielblattes, des Kiel-Rumpf-Interfaces sowie der primären Lasteinlei-tungsstrukturen im Rumpfinneren wurde direkt nach den Vorgaben des Instituts durchgeführt.

Übergreifende Projekte und Systeme
38
3.4. ÜBERGREIFENDE PROJEKTE UND SYSTEME
In den vorausgegangenen drei Abschnitten sind die fachspezifischen Kompetenzen und Leistungen des Instituts für Strukturmechanik beschrieben worden – ausgerichtet an den drei Schwerpunkten Adaptronik, Strukturanalyse und Faserverbundtechnologie.
Aufbauend auf diesen Kompetenzsträngen und sie gleichzeitig fachlich übergreifend, hat das Institut im Berichtszeitraum Projekte in Angriff genommen und erfolgreich durchge-führt, die die Entwicklung kompletter Struktur-systeme zum Ziele hatten und die ein gehöri-ges Maß an Interdisziplinarität verlangten.
Im Bereich der Luftfahrt ist hier vor allem das Projekt Schwarzer Rumpf (Abschnitt 3.4.1.) zu nennen, bei dem die Faserverbundtechno-logie neuartige Strukturkonzepte gleichzeitig mit den dafür geeigneten Fertigungstechniken zu entwickeln hatte und mit der Strukturanaly-se, welche die dazu notwendigen Berech-nungsverfahren lieferte, über eine neue, hoch-effiziente Entwicklungsphilosophie (CIE = Con-current / Integrated Engineering) in Wechsel-wirkung trat.
Beim adaptiven Rotorblatt (Projekte AROSYS und ATB, Abschnitt 3.4.2.) dominiert zwar die Adaptronik, ist jedoch so stark mit der Faser-verbundtechnologie und der Strukturanalyse verknüpft, dass man auch hier von einem ü-bergreifenden Projekt sprechen kann.
Bei den großen Projekten der Raumfahrt ist der Systemcharakter evident.
Die Entwicklung, Analyse, Qualifikation und Fertigung der Struktur des ROSETTA Landers (Abschnitt 3.4.3.) war das Highlight der raum-fahrtbezogenen Arbeiten des Instituts im ver-gangenen Jahrzehnt. In enger Zusammenar-beit mit der ROSETTA-Projektleitung im DLR,
aber auch mit den führend beteiligten Max-Planck-Instituten, europäischen Partnern und der ESA selbst wurde ein interplanetares Raumfahrzeug entwickelt, das in vieler Hin-sicht einmalig ist.
Das Projekt Mars NetLander (Abschnitt 3.4.4.) wurde bis zum erfolgreichen Abschluss der Phase B durchgeführt und danach aus politischen Gründen zunächst auf Eis gelegt. Die erzielten Ergebnisse lassen sich jedoch weitgehend auf ähnliche Landerprojekte der Zukunft übertragen.
Dem Solar Sail (Abschnitt 3.4.5.) wurde im DLR im Berichtszeitraum besondere Beachtung zuteil. Das Institut hat hier sowohl bei der Entwicklung entfaltbarer ultraleichter Booms als auch bei der Segeltechnologie ganz neue Konzepte verwirklicht und erfolgreich erprobt.
Beim Kleinsatelliten BIRD (Abschnitt 3.4.6.) umfassten die Beiträge der beteiligten Berliner Institutsmitarbeiter sogar in noch stärkerem Maße systembezogene Aufgaben, nämlich den Satellitenbus selbst, einschließlich der Ther-malkontrolle, Energieversorgung sowie der Integration und Qualifikation. Der Satellit wur-de 2001 erfolgreich gestartet.
Aus den DLR-Progammen Energie und Ver-kehr sind in diesem Kapitel zwei Projekte be-schrieben, nämlich die aktive Schwingungs-kompensation am Cabriolet (Abschnitt 3.4.7.), wo wiederum die Adaptronik und die Strukturmechanik im engeren Sinne (Struktur-technologie und –analyse) ineinander wirken, sowie das Leitprojekt Dynastore (Abschnitt 3.4.8.), das einen energiesparenden Schwung-massenspeicher zum Ziele hat.
Material Halbzeug Bauteil System

39
3.4.1. Projekt Schwarzer Rumpf
Das weltweite Luftverkehrsaufkommen hatte in den vergangenen Jahrzehnten neben dem Straßenverkehr den größten Zuwachs zu ver-zeichnen. Die prognostizierten Wachstumsra-ten lassen eine weitere Verdoppelung der Luftverkehrsleistungen in den nächsten 10-15 Jahren erwarten. Die Weiterentwicklung der technologischen Kompetenz im Flugzeugbau in Europa ist somit ein wirtschaftspolitisch zwingendes Zukunftsthema.
Die Zielvorstellung der Flugzeugindustrie ist, den Druckrumpf zukünftiger Verkehrsflugzeu-ge um ca. 30 % leichter zu bauen. Am Beispiel der A320 entspricht dies 4 bis 5 Tonnen, die im Laufe eines Flugzeuglebens zu einer Treib-stoffersparnis von 14 Millionen Litern Kerosin je Flugzeug führen. Neben den Forderungen nach konsequentem Leichtbau besteht im har-ten Wettbewerb die Notwendigkeit, die Her-stellkosten im Vergleich zu heutigen Metall-rumpfbauweisen um 40 % zu reduzieren.
Diese hochgesteckten Ziele erfordern einen deutlichen Technologiesprung. Die größte Chance hierfür bietet die Faserverbundtechno-logie, deren Potenzial gegenüber Metallbau-weisen bisher noch lange nicht ausgeschöpft ist. Durch die Verwendung von kohlenstofffa-serverstärktem Kunststoff an Stelle der kon-ventionellen Aluminiumlegierungen sollen darüber hinaus der Wartungsaufwand erheb-lich verringert, Komfort und Crashsicherheit verbessert und die Durchbrandsicherheit sowie die Lebensdauer erhöht werden.
Im Rahmen des Projektes „Schwarzer Rumpf“ (SWR) wurden in drei DLR-Instituten (Institut für Strukturmechanik, Braunschweig; Institut für Bauweisen- und Konstruktionsforschung, Stuttgart; Institut für Antriebstechnik, Köln-Porz) die wesentlichen Grundlagen für die Realisierung von Rumpfkomponenten für den CFK-Rumpf eines zukünftigen Verkehrsflug-zeuges erarbeitet. Diese Arbeiten erfolgten in enger Kooperation mit dem Forschungszent-rum Karlsruhe (FZK - Institut für Technikfol-genabschätzung und Systemanalyse) unter Berücksichtigung des Aspekts der Umweltver-träglichkeit bei Herstellung, Einsatz und Ent-sorgung von Rumpfkomponenten aus CFK.
Ein grundlegendes Element der Arbeiten war das Concurrent/Integrated Engineering (CIE) auf der Basis eines einheitlichen Informations-managementkonzepts. Beim CIE wird das dem
Prozess inhärente Potenzial der Gleichzeitigkeit und der Integrationsmöglichkeit von an sich verschiedenen Entwicklungssträngen genutzt, um das Entwicklungsrisiko, die Entwicklungs- und Produktkosten sowie die Entwicklungszeit zu verringern und damit auch die Flexibilität gegenüber Marktveränderungen zu verbes-sern. Für den vorliegenden Fall der Entwick-lung von CFK-Rumpfkomponenten eignete sich das CIE als Entwicklungsphilosophie in besonderer Weise.
Bild 3.4.1 : CFK-Rumpf in Gondelkonzept-Bauweise
Ein weiterer wesentlicher Bestandteil des Pro-jektes war die Entwicklung neuer fasergerech-ter Bauweisen, die das Potenzial von Faserver-bunden optimal zur Lösung der spezifischen Probleme von Flugzeugstrukturen ausnutzen. Es wurden verschiedene Konzepte (z.B. Gon-delkonzept, Lampassen-Konzept) erarbeitet, die Aspekte wie Crash, Impact und Kerbemp-findlichkeit des Werkstoffes wie auch die Mul-tifunktionalität der Struktur besonders berück-sichtigen.

Übergreifende Projekte und Systeme
40
Bild 3.4.2 : CFK-Rumpf-Demonstrator
Unterstützt wurde der Konzeptentwurf durch die Entwicklung und Anpassung strukturme-chanischer Analysemethoden, denen im Flug-zeugbau besondere Bedeutung zukommen, wie der Simulation des Impact- und Restfestig-keitsverhaltens, des Hochgeschwindigkeits-Impacts, der Crashsicherheit, der 3D-Spannungs- und Versagensanalyse, der Analy-se des Beul- und Nachbeulverhaltens, der 3D-Thermalanalyse und des Brandverhaltens. Im
Sinne des CIE sind dabei insbesondere schnelle Verfahren gefragt (siehe Bild 3.4.3).
Neben optimierten fasergerechten Bauweisen und einer effektiven Entwicklungsphilosophie gemäß CIE sind als dritte Voraussetzung zur Erreichung des gesetzten Zieles kostengünstige Fertigungsverfahren unverzichtbar.
Aufbauend auf den verschiedenen vorgeschla-genen Bauweisenkonzepten wurden daher jeweils entsprechende fertigungstechnische Konzepte mit der Perspektive einer seriellen Integralfertigung der Faserverbundbauteile entwickelt. Im Vordergrund der Arbeiten stand eine deutliche Reduktion der Herstellkosten gegenüber denen von Aluminiumrümpfen. Es wurde konsequent die so genannte Nasstech-nologie zur Herstellung von CFK-Bauteilen weiterentwickelt sowie die Möglichkeiten der Nutzung der Textiltechnologie für trockene Halbzeuge (Preformtechnik, Nähtechnik, u.a.) verfolgt. Die Fertigungskonzepte wurden durch die Entwicklung neuer Fügeverfahren für Faserverbunde ergänzt.
Zur Demonstration der gewonnenen strukturmechanischen und fertigungs-technischen Erkenntnisse wurde ein De-monstrator in Originalgröße aus CFK er-stellt. Dieser repräsentiert exemplarisch eines der im Projekt entwickelten Bauwei-senkonzepte.
Update
Diskretisierung
z.B. BeulanalyseReale Struktur
FE-Modell
Rel. Fehler0
10e2
10e5
Anz
ahl d
er F
reih
eits
grad
e ∞
Bild 3.4.3 : Konzept für einen schnellen und zuverlässigen Algorithmus zur Nachbeulanalyse

41
3.4.2. Adaptiver Rotor
Ziel der Arbeiten im Projekt Active Twist Blade (ATB) ist die Entwicklung eines adaptiven Ro-torblattes, bei dem durch Einleiten einer Ver-windung um die Längsachse eine Variation des Anstellwinkels im Bereich von ±2° an der Blatt-spitze erreicht werden kann. Die Ansteuerung erfolgt durch in die Haut integrierte, verteilte piezoelektrische Aktuatoren bei der dritten und fünften Harmonischen der Rotordrehzahl.
Dadurch lässt sich eine Reduktion des durch Blattwirbelinteraktionen verursachten Lärms von ca. 6 dB, eine Reduktion von Vibrationen des Rumpfes um etwa 90 % sowie eine Leis-tungssteigerung von ca. 3 % erwarten.
Bild 3.4.4: Prinzip der Blattverstellung
Zunächst wurden das grundsätzliche Wirkprin-zip der Aktuatorik, der Lagenaufbau der passi-ven Blatthaut und die innere Blattstruktur aus-gewählt. Im Anschluss daran erfolgte die Op-timierung der Aktuatorik und des Lagenauf-baus anhand eines numerischen Modells. Zur Validierung des Rechenmodells wurden beglei-tende experimentelle Untersuchungen an ge-ometrisch vereinfachten Teststrukturen durch-geführt. Nach Vergleich der Ergebnisse mit den numerischen Vorhersagen wurden die Modellparameter angepasst. Parallel dazu wurde im Rahmen der Herstellung der Test-strukturen eine Fertigungstechnologie zur In-tegration der Aktuatorik in die Rotorblatthaut entwickelt.
Ziel des iterativen Optimierungsprozesses war zunächst die Realisierung einer möglichst gro-ßen Blattverwindung bei Einhaltung der Mas-sen- und Steifigkeitsverteilung des als Referenz verwendeten BO105-Modellrotorblattes. Als Ergebnis wurden zwei Varianten für ein Rotor-blatt mit aktiver Verwindung auf der Grundla-ge der Blattgeometrie des BO105-Modellrotors erarbeitet.
Um Aussagen über die rotordynamische Stabi-lität sowie die aerodynamischen und akusti-schen Eigenschaften zu erhalten, wurde im DLR - Institut für Flugsystemtechnik das dyna-mische Verhalten beider Blattvarianten unter dem Einfluss von Zentrifugal- und Luftkräften numerisch simuliert. Aus den Ergebnissen konnten Hinweise für die derzeit laufende weitergehende Optimierung abgeleitet wer-den, die auch Festigkeitsaspekte und ferti-gungstechnische Gesichtspunkte beinhaltet.
Die Bewertung der zu erwartenden Leistungs-fähigkeit des adaptiven Rotorblattes zeigte, dass alle Anforderungen bezüglich erreichba-rer Auslenkung, erforderlicher Festigkeit und Steifigkeit sowie Fertigbarkeit erfüllt werden konnten.
Die abschließende Bewertung des Kon-zeptes der aktiven Blattverwindung soll auf der Grundlage experimenteller Unter-suchungen (Windkanal und Rotorprüf-stand) erfolgen. Der hierzu notwendige Demonstrator befindet sich im Bau. Ein Messverfahren zur dreidimensionalen op-tischen Verformungsmessung am rotie-renden Blatt wird derzeit erprobt.
Weiterführende Arbeiten umfassen die Mini-mierung des piezoelektrischen Materials durch effiziente Platzierung und Ausrichtung auf dem Blatt, die Optimierung der aerodynami-schen Wirksamkeit durch variable Verteilung der Aktuatorik, was die Realisierung eines nichtlinearen Verwindungsverlaufs über dem Rotorradius erlauben würde, sowie die Opti-mierung des Blattgrundrisses und des internen Aufbaus. Außerdem soll die Anwendbarkeit des Konzeptes für andere Aufgaben wie die Primärsteuerung und das automatische Wuch-ten untersucht werden. Es ist vorgesehen, die geplanten Arbeiten in das EU-IP FRIENDCOPTER und das DLR-Projekt ATB II einzubringen.

Übergreifende Projekte und Systeme
42
3.4.3. Rosetta-Lander (Philae)
Die Beteiligung des Instituts an einem der größten Raumfahrtprojekte des DLR, dem Pro-jekt ROSETTA Lander, erstreckte sich über fast ein Jahrzehnt, von den ersten Vorstudien 1994-1995 bis hin zum erfolgreichen Start der europäischen Kometenmission ROSETTA am 2. März 2004 in Kourou.
Das Institut war dabei verantwortlich für die Entwicklung und den Bau der Struktur des (später „Philae“ getauften) ROSETTA Landers.
Dazu gehörte auch die Strukturanalyse auf Systemebene, also der strukturmechanische Nachweis der Flugtüchtigkeit des mit sämtli-chen Nutzlasten bestückten Raumfahrzeugs. Alle mechanischen Qualifikations- und Accep-tance-Tests wurden gemeinsam mit dem Sys-temteam (DLR-RS) und dem projektbegleiten-den ESA-ESTEC-Team durchgeführt und ver-antwortet.
Bild 3.4.5 : Start der ESA-Mission ROSETTA mit dem Lander „Philae“ am 2. März 2004 zum Kometen Churyumov-Gerasimenko
Die bereits im Berichtszeitraum des letzten Statusberichts (also bis 1998) durchgeführten vorläufigen FEM-Analysen hatten gezeigt, dass nur eine dreiteilige Grundkonfiguration der Lander-Struktur die gleichzeitige Erfüllung aller thermischen, mechanischen und integrations- bedingten Entwurfskriterien erlauben würde:
Bild 3.4.6 : Grundkonfiguration der Lander-Struktur
Mechanische Aufhängung des Landers am Orbiter mit Hilfe eines sehr steifen CFK-Rahmens, der monolithisch mit der Grund-platte des Landers verbunden ist;
Montage aller Instrumente und Subsyste-me, die gegen die Kälte der Kometennacht thermisch isoliert werden müssen, auf ei-nem separaten Instrumententräger, der an-schließend mit MLI (multi-layer insulation) umwickelt wird;
ein ultraleichter Solarhut als Abdeckung, der gleichzeitig als Sonnenzellen-, Absor-ber- und Kameraträger dient.
Die bei weitem kritischste Schnittstelle in die-sem Konzept liegt zwischen dem Instrumen-tenträger einerseits und dem CFK-Rahmen sowie der Grundplatte andererseits. Die Be-schränkung auf wenige dünnwandige Verbin-dungselemente aus Kevlar (einem sehr schlecht wärmeleitenden Verbundwerkstoff) minimiert zwar während der bis zu –160 °C kalten Kometennacht den Wärmeverlust von innen nach außen. Aber auch sämtliche Kraft-flüsse während der starken Vibrationsbelas-tung beim Start mussten durch diese dünn-wandigen Elemente sicher abgeleitet werden.
Alle drei Baugruppen der Lander-Struktur sind aus leichten CFK-Sandwichplatten (zum Teil mit Innenskelett), CFK-Profilen und CFK-Formteilen zusammengesetzt, die auf höchste Belastbarkeit bei geringster Masse hin opti-miert sind. Bei der Integration der Nutzlasten führte deren Gewicht unvermeidlich zu elasti-schen Deformationen, die schon bei der CAD-

43
Konstruktion, vor allem aber bei der Fertigung der Strukturteile auf einer mit höchster Präzisi-on eingerichteten Helling in Betracht gezogen werden mussten. Anderenfalls hätten die fer-tigen Baugruppen bei der Endmontage des Landers (mit allein 127 Schraubverbindungen in allen drei Raumrichtungen) nicht perfekt gepasst.
Im Frühjahr 1999 wurde das Struktur-Thermal-Modell (STM) des Landers im Verlauf einer mehrwöchigen Testkampagne bei der IABG in Ottobrunn erfolgreich qualifiziert. Durch die anschließende Auswertung der Vibrationstests mit sinusförmiger, zufallsverteilter (random) und quasistatischer Belastung konnte das FE-Modell des kompletten Landers mit den ge-messenen Beschleunigungswerten abgeglichen werden (FE model updating).
Bild 3.4.7 : FE-Modell des ROSETTA Landers
Aus dem aktualisierten FE-Modell wurde ein Modalmodell (Craig-Bampton-Modell) gene-riert und zur Implementation in das überge-ordnete FE-Modell auf spacecraft level an die ESA und an ASTRIUM abgeliefert.
Nach dem STM wurden zunächst die Struktu-ren für das elektronische Qualifikationsmodell EQM und das spätere Bodenreferenzmodell GRM gefertigt; danach konzentrierte sich alles auf den Bau des Flugmodells (FM). Die drei in Braunschweig hergestellten Baugruppen der Struktur „sahen“ sich erst bei der Endmontage in Köln (DLR-RS), Lindau (MPAe) oder Noord-wijk (ESTEC) wieder und fügten sich nahtlos zum kompletten ROSETTA Lander zusammen.
Die Strukturtests des Flugmodells (Acceptance Tests) fanden mit dem Lander allein bei der IABG statt (Bild 3.4.9), anschließend noch einmal mit dem ROSETTA Orbiter zusammen bei ESTEC. Alle Tests verliefen erfolgreich. Der Lander konnte an die ESA übergeben werden.
Bild 3.4.8 : Grundplatte und Tragrahmen (oben), Instrumententräger (Mitte) , Solarhut (unten)
Bild 3.4.9 : Strukturtests am Flugmodell (IABG)

Übergreifende Projekte und Systeme
44
Nachdem der ursprünglich für Januar 2003 geplante Start der ROSETTA-Mission in Folge von Problemen mit der ARIANE 5 um ein Jahr verschoben und der Zielkomet Wirtanen durch den größeren Churyumov-Gerasimenko ersetzt werden musste, wurde die Strukturauslegung des Landers zur Sicherheit noch einmal im Hinblick auf ein „schnelleres“ Landeszenario, d.h. auf höhere Auftreffgeschwindigkeiten, durchgerechnet.
Nach dem gelungenen Start und der er-folgreichen Commissioning Phase sämtli-cher Bordsysteme und Instrumente kann man davon ausgehen, dass der ROSETTA Lander „Philae“ im Jahre 2014 sicher auf Chruyumov-Gerasimenko landen und sei-ne wissenschaftliche Mission erfüllen wird.
Bild 3.4.10 : ROSETTA Lander am Ziel (Zeichnung)
3.4.4. Mars NetLander
Das von der französischen Raumfahrtbehörde CNES initiierte und gemeinsam mit dem DLR und weiteren europäischen Partnern einstwei-len bis zum erfolgreichen Abschluss der Phase B vorangebrachte Projekt „NetLander“ fügt sich ein in die Kette der Missionen, die in die-sem Jahrzehnt zur Erkundung des Mars ge-plant sind bzw. bereits erfolgreich gestartet wurden.
Bild 3.4.11 : NetLander auf dem Mars (Montage)
Der Name der Mission (NetLander = Network Lander) weist bereits auf den Grundgedanken hin, nämlich die Stationierung eines Netzwer-kes von vier baugleichen Messstationen an vier verschiedenen, geophysikalisch interes-santen Punkten auf dem Mars (angedacht sind drei Landeplätze im Umkreis der Schild-vulkane des Tharsis-Rückens und ein vierter Landeplatz im tiefliegenden Hellas-Becken). Die Instrumente sind auf allen vier Landern identisch und sollen zeitgleich arbeiten, um
die geophysikalische Dynamik des roten Pla-neten besser zu erfassen.
Wissenschaftlich ergänzt sich dieses Missions-profil komplementär mit den anderen ameri-kanischen und europäischen Marsprojekten; gleichwohl führten finanzielle Probleme vor allem bei CNES nach dem Ende der Phase B im Jahre 2003 zum vorläufigen Stillstand des Projekts.
Das DLR-Institut für Strukturmechanik war im Rahmen des Projektkonsortiums verantwort-lich für Entwurf, Berechnung und Bau der gesamten schüsselförmigen Lander-Struktur einschließlich der fünf aufklappbaren Deckel (Bild 3.4.11).
Die Strukturkonfiguration war von Anfang an sehr kompakt ausgelegt. Sie ergab sich aus dem vorgegebenen Landekonzept, nämlich der Abfolge:
(1) Eintritt in die Marsatmosphäre, (2) Aerobraking mit Hitzeschild, (3) Fallschirm, (4) Aufprall im Airbag, (5) Fall aus dem Airbag, (6) Aufrichten, Öffnen und Entfalten.
Als design-treibender Lastfall war daher nicht die Vibrationsbelastung während des Starts anzunehmen (wie bei ROSETTA), sondern der Landeschock im Airbag sowie der darauf fol-gende freie Fall der 33 kg schweren Sonde aus 1,20 m Höhe auf den Marsboden nach

45
dem seitlichen Wegsprengen des Airbags. Eine über 20 Millisekunden wirkende halbsi-nusförmige negative Beschleunigung mit 180 g Spitzenamplitude war vorgegeben und soll-te von einer primären Schalenstruktur mit nur 3 kg Masse (ohne Deckel) aufgenommen wer-den.
Dies gelang schließlich mit einer Struktur aus hochmoduligem Kohlenstofffasergewebe, die im Bodenbereich zusätzlich durch eine einge-baute Sandwichschicht verstärkt wurde. Der primäre Deckel, der die NetLander-Sonde mit Hilfe eines motorgetriebenen Gelenks aufrich-ten kann, wurde genauso verstärkt. Für alle fünf mit Solarzellen bestückten Deckel wur-den spezielle Arretierungs-, Entriegelungs- und Aufklappmechanismen entwickelt.
Bild 3.4.12 : NetLander-Massenmodell in Gurten (ähnlich der Aufhängung im Airbag)
Nach der Integration von Massenmodellen für die in Projektphase B vorgesehenen Nutzlas-ten wurden mit dieser Konfiguration überaus erfolgreiche Fallversuche durchgeführt. Die Ergebnisse bestätigten die Voraussagen der numerischen Analyse (Bild 3.4.13).
Bild 3.4.13 : FE-Modell des NetLanders (ohne De-ckel, ohne Elektronik und ohne Nutzlast-Details)
Bild 3.4.14 : Massenmodelle der Elektronikboxen im Inneren der Thermalisolierung
Das Innere der NetLander-Sonde ist zweige-teilt (Bild 3.4.14 und Bild 3.4.15). Während eine Hemisphäre die wissenschaftlichen In-strumente beherbergt (Kameraboom, Wet-termast, Seismometer u.a.), ist die andere mit einer Thermalschutzschicht aus speziellem Silica-Material ausgekleidet. Diese Schutz-schicht umschließt die Elektronik aller Bord-systeme und Instrumente. Die Verankerung der vergleichsweise schweren Elektronikboxen am Boden der Sonde geht quer durch die Isolierung hindurch und bedurfte einer ausge-feilten konstruktiven Lösung, um thermische und mechanische Anforderungen in Einklang zu bringen.
Bild 3.4.15 : NetLander-Strukturmodell (entfaltet)
2003 wurde das Preliminary Design Re-view (PDR) mit dem eindeutigen Ergebnis abgeschlossen, dass die im Institut entwi-ckelte NetLander-Struktur für eine Lan-dung auf dem Mars voll tauglich ist. Bei einer Weiterführung des Projekts (ggf. in erweiterter/modifizierter Form unter der Ägide der ESA) kann sofort an die erziel-ten Ergebnisse angeknüpft werden.

Übergreifende Projekte und Systeme
46
3.4.5. Solar Sail
Bild 3.4.16 : Entfaltbares Sonnensegel (Prinzipbild)
Sonnensegler (Solar Sails) sind innovative Raumfahrzeugkonzepte, die den Strahlungs-druck der Sonne zum treibstofflosen Antrieb im Weltraum nutzen. Mit der Entwicklung und dem Bau eines durch DLR und ESA finanzier-ten 20 x 20 m² großen Labormodells konnte 1999 erstmals das prinzipielle Entfaltungskon-zept erfolgreich demonstriert werden (Bild 3.4.17).
Bild 3.4.17 : ErfolgreicheBodenentfaltung 1999
Als nächster technologischer Schritt wird von der ESA im sog. „Projekt 1“ (mit der Fa. Kay-ser-Threde als Prime Contractor) ein orbitales Entfaltungsexperiment als Demonstrator mit einem 20 x 20 m² Segel angestrebt.
Diese in-orbit Verifizierung stellt einen wichti-gen Meilenstein in der Entwicklung zu opera-tionellen Sonnenseglern dar. Mit dieser An-triebsart werden ausgedehnte Missionen in unserem Sonnensystem möglich, die einen hohen spezifischen Impuls von einigen zehn Kilometern pro Sekunde benötigen. Besonders für Missionen, die hohe Energien erfordern, wie ein Merkurorbiter, Missionen zu mehreren Planetoiden des Hauptgürtels, Probenrückfüh-rung von kleinen Körpern oder Bahnen senk-recht zur Ekliptik sind sie geeignet. Sonnenseg-ler sind bei solchen Missionen deutlich im Vor-teil gegenüber allen anderen Antriebssyste-men, bzw. ermöglichen diese Missionen überhaupt erst.
Zielstellung von „Projekt 1“ ist der Nachweis, dass sich mit der gewählten Technologie nach den Startbelastungen eine vollständige Entfal-tung und eine stabilisierte Segelfläche von 20 x 20 m² unter Weltraumbedingungen reali-sieren lassen. Diese Technologiedemonstration ist auch als Machbarkeitsnachweis für andere entfaltbare Strukturen, wie z.B. Solar Arrays, Antennen, Reflektoren und Instrumentenmas-ten, zu werten.

47
In dem dann folgenden „Projekt 2“ soll nach weiteren etwa 2 Jahren Entwicklungszeit eine neue Segelstruktur von 50 x 50 m² in den Erd-orbit gebracht werden, um die autonome Na-vigations- und Steuerfähigkeit eines Sonnen-seglers nachzuweisen. Wenn dies gelingt, sieht die Zukunftsplanung vor, eine Mission mit wissenschaftlichen und technologischen Zie-len zu realisieren („Projekt 3“). Mittelfristiges Ziel ist die Bereitstellung dieser Technologie für planetare Erkundungsmissionen wie z.B. die derzeit in Kooperation mit der Universität Münster konzipierte Asteroidenmission ENEAS (Exploration of a Near-Earth Asteroid with a Solar Sail).
Das Institut ist im Projekt „Solar Sail“ für die Booms und Segel verantwortlich. Die Beiträge konzentrieren sich auf Entwick-lung (Design, Analysen), Fertigung, Verifi-kationskonzept und Tauglichkeitstests für die Booms und Segel.
Bild 3.4.18 : Prinzip der entfaltbaren CFK-Booms
Im Projekt 1 orientieren sich diese Beiträge noch weitgehend an den Entwicklungsergeb-nissen des Breadboard Models von 1999. Die Realisierungskonzepte, einschließlich techno-logischer Machbarkeitsnachweise, sind für die Booms und Segel erarbeitet und auf Phase B –
Level erfolgreich verteidigt worden. Die Hard-ware-Entwicklung für den Demonstrator kann somit beginnen. Für die Projekte 2 und 3 sind dann wesentliche technologische Weiterent-wicklungen und insbesondere Materialqualifi-kationsprogramme erforderlich, um die Raum-fahrttauglichkeit, insbesondere auch für Lang-zeitmissionen, zu erreichen und nachzuweisen.
Die Berliner Abteilung des Instituts (System-konditionierung) konzentrierte sich auf das Segeldesign (einschließlich der Spezifikation für das Segelfilmmaterial und die Segelfilm-schichten), auf die Spezifikation der Segelaus-schnitte und die Folienverbindungstechnolo-gien, auf die Ableitung der Anforderungen für den Segelcontainer, die Fixierung der gefalte-ten Segel in der Startphase und die Rückhalte-vorrichtung zur Vermeidung eines unkontrol-lierten Entfaltens.
Bild 3.4.19 : 100 m2 großes Segelelement (7,5 µm Kapton), vakuumfixiert im Container
Durchgeführt wurden Segelanalysen unter besonderer Berücksichtigung der thermo-optischen Eigenschaften und des Reflexions-grades der Segelfolien sowie möglicher Degra-dationseffekte im Weltraum. Außerdem er-folgten experimentelle Untersuchungen von Faltungs- und Entfaltungsverfahren, inklusive Entlüftung des gefalteten Segelpakets, Vorun-tersuchungen zur Folienverbindungstechnolo-gie sowie Entwicklungstests zum Nachweis der Funktion unter Missionsbedingungen.
Planungen zur Segelverifikationsstrategie (ein-schließlich des Entwurfs einer Testmatrix) und die Unterstützung des Prime Contractors bei der Definition der Missionsbelastungen wur-den ebenfalls in Phase B durchgeführt. Zeit-planung und Kostenvoranschläge für die fol-genden Projektphasen C/D/E schließen die Arbeiten der Phase B für das Arbeitspaket „Sails“ ab.

Übergreifende Projekte und Systeme
48
3.4.6. BIRD – Satellitenbusentwicklung und Qualifizierung
BIRD ist eine Kleinsatellitenmission des DLR in Kooperation mit GMD, Astrium DJO und GFMC, die am 22.10.2001 erfolgreich gestar-tet wurde. Sie dient der Erprobung einer neu-en Generation von Infrarotsensoren für Erder-kundungszwecke und ist ausgerichtet auf die wissenschaftliche Erforschung von Hochtem-peraturereignissen (Vegetationsfeuer, vulkani-sche Aktivitäten u.a.) mit der Möglichkeit des direkten Datenempfangs durch den Endnutzer.
Bild 3.4.20 : Satellit BIRD (Flugkonfiguration)
Satellitendesign
Der Satellit besteht aus dem Satellitenbus und der Nutzlast. Der Satellitenbus setzt sich aus folgenden 6 Subsystemen zusammen: Lageregelungs- und Navigationssystem Satellitenbuscomputer (Bordrechner) Kommunikationssubsystem Energieversorgung Thermal-Kontroll-System Struktur und Mechanismen
Die Wissenschaftler der Berliner Abteilung des Instituts (Systemkonditionierung) waren sys-temverantwortlich für 3 dieser 6 Subsysteme, nämlich für Struktur und Mechanismen, Ener-gieversorgung und Thermal-Kontroll-System, darüber hinaus für das Thermaldesign der ge-samten Nutzlast und für die Qualitätssiche-rung, die Qualifizierung sowie Integration und Verifikation (AIV) des gesamten Satelliten.
Struktur und Mechanismen
Entsprechend der Projektphilosophie folgt die Strukturentwicklung von BIRD bestimmten Hauptrichtlinien: Kompakte und kleine Konfiguration für
Mitstartmöglichkeiten als Piggy-back; modulares Design der Funktionsbaugrup-
pen, um parallele Entwicklung, Herstellung und Integration zu ermöglichen;
einfache und zuverlässige Leichtbau-Technologie;
weitgehend nutzlastunabhängiger Satelli-tenbus;
Nutzlast: 460 x 460 x 250 mm³, durch-schnittliche Leistungsaufnahme 50 W, Ge-wicht 30 kg (incl. Sternkameras).
Zwei Anforderungen waren besonders heraus-ragend: trotz kompakter Bauform Ermöglichung
eines hohen Energieumsatzes; leicht veränderbare Nutzlastplattform.
Die erste Forderung wurde mit der Realisie-rung von entfaltbaren Solararrays erfüllt, die beim Start am Satellitenkörper angeklappt gehalten und erst im Orbit entfaltet werden.
Die zweite Forderung wurde durch die Kon-struktion einer separaten Nutzlastplattform und die Gewährleistung eines quaderförmi-gen, freien Volumens für Nutzlasten realisiert.
Das gewünschte modulare Design des Satelli-ten wurde durch konsequente Segmentbau-weise verwirklicht. Der Satellitenkörper ist als würfelförmiger Turm aus drei Segmenten zu-sammengesetzt. Um den Körper sind die groß-flächigen Bauteile wie Luftspulen zur Drallrad-entsättigung und Solararrays angeordnet. Die Segmente sind: Servicesegment als Basis mit separater
Startschnittstelle incl. Batterien, Reaktions-rädern, Gyroskop und GPS-System;
Elektroniksegment für Nutzlast- und Satelli-tenelektronik sowie für die Telemetriekom-ponenten (Sender und Empfänger);
Nutzlastsegment als Plattform für wissen-schaftliche Instrumente und Sternsensoren.

49
Bild 3.4.21 : BIRD - Flugmodell vor dem Test in der Weltraumsimulationsanlage
Energieversorgung
Das Energieversorgungssystem sichert die Ge-winnung, Speicherung und Verteilung von elektrischer Energie an Bord. Es besteht aus: 3 Solargeneratoren (Solar Arrays), 8 NiH2-Batterien, Ladekontrolleinheit (PCU), Verteilungseinheit (PDU).
Die Batterien werden direkt über den Strom aus den Solargeneratoren geladen. Der Lade-strom wird über zuschaltbare Shunts begrenzt. Die Zuschaltung der einzelnen Instrumente und Baugruppen an die zentrale Stromversor-gung des Satelliten wird über die Relais der Verteilungseinheit realisiert.
Thermalkontrolle
Das BIRD Thermalkontrollsystem (TCS) ist als passives System ausgelegt. Es hat mit Aus-nahme zweier Not-Heizelemente für die bei-den Batterie-Stacks keine aktiven Kompo-nenten. Es verwaltet die von Nutzlast und Sa-tellitenbus dissipierten Verlustleistungen und gibt diese über passive Komponenten (Struk-tur, Heat Pipes, Radiator auf der Rückseite des Service-Segmentes) kontrolliert in den Welt-raum ab. Deshalb ist die Struktur des Satelliten selbst ein wesentlicher Bestandteil des TCS.
Das BIRD TCS hat 3 Elemente, die nicht Be-standteil anderer Subsysteme sind. Es sind dies: das MLI Cover, die beiden Heat Pipes (HP), die das Nutzlast-
Segment und das Service-Segment verbin-den,
die Farbbeschichtung der Radiatorflächen sowie der Rückseiten der Solar Panels.
Die verwendeten HP sind speziell nach den Erfordernissen der BIRD-Mission von der Nati-onaluniversität der Ukraine entwickelt und qualifiziert worden. Die eingesetzte Farbbe-schichtung ist eine ESA-zertifizierte mattweiße Farbe (PSG 120 FD). Das MLI Cover besteht aus 23-lagigen Blankets mit einem Dracon Netz als Spacer zwischen den Lagen und mit einer ITO-Schicht auf der äußeren Lage. Das dem TCS zugrunde liegende Thermalmodell wurde nach der Methode der konzentrierten Parameter (ESATAN / ESARAD) erstellt und durch Tests am Structure Thermal Engineering Model des Satelliten korrigiert und bei Tests am Flight Model bestätigt.
Bild 3.4.22 : Abkühlung nach Eject (t = 0...7h)
Auch alle anderen während des Flugbetriebes gemessenen Temperaturen bewegen sich in-nerhalb der vorgegeben Limits und stimmen sehr gut mit den Modellvorhersagen überein.
Der Satellit hat seine konzipierte Lebens-dauer bei stabiler, ordnungsgemäßer Funktion sämtlicher Subsysteme bereits um mehr als das Doppelte überschritten.

Übergreifende Projekte und Systeme
50
3.4.7. Aktive Schwingungskompensation am Cabriolet
Die dynamische Steifigkeit einer Karosserie bestimmt wesentlich den Fahrkomfort eines Fahrzeugs. Durch möglichst hohe Frequenzen der ersten Karosseriemoden wird die Entkopp-lung der Karosserie von Motor und Fahrwerk angestrebt. Bei Cabriolets liegen diese Karos-seriemoden aufgrund des fehlenden Daches in einem Bereich, der Koppelschwingungen mit Motor und Fahrwerk zulässt. Die Folge ist Ka-rosseriezittern, das der Fahrer insbesondere durch Lenkradschwingungen und Zittern des Rückspiegels spürt.
Bild 3.4.23 : Prinzipskizze und Versuchsaufbau
Eine experimentelle Modalanalyse der signifi-kanten Eigenmoden ergibt, dass die Eigenfre-quenz des ersten Torsionsmodes nahe der Motor- und Achseneigenfrequenz liegt. Dieser Mode wirkt sich daher kritisch auf den Fahr-komfort aus, da er durch Motor- und Achs-schwingungen leicht angeregt werden kann.
Ziel der dynamischen Auslegung ist es daher, eine möglichst hohe Karosseriesteifigkeit zu erreichen, um die Karosserie von diesen Stör-schwingungen zu entkoppeln. Dabei ist eine der wirksamsten passiven Methoden der Ein-satz von Diagonalstreben. Auch eine Vergrö-ßerung der Längsquerschnitte, eine Optimie-rung der Übergänge vom Längsträger auf A- und B- Säule und eine Einbindung der Rück-
wand in den Kraftfluss der Torsion wirken sich positiv auf die Erhöhung der Torsionssteifigkeit aus. Ferner werden bei fast allen auf dem Markt befindlichen viersitzigen Cabriolets Ka-rosserietilger mit Massen von 8,5 bis 14 kg zur Kompensation der Torsionsschwingungen ein-gesetzt. Da sich durch das Schließen des Ver-decks die Karosseriesteifigkeit um ca. 1 Hz erhöht, kann ein passiver Tilger nicht gleichzei-tig für das geschlossene und für das geöffnete Fahrzeug optimal ausgelegt werden. Dies stellt einen großen Nachteil dieser passiven Schwin-gungskompensation dar. Außerdem erhöhen alle passiven Maßnahmen das Rohbaugewicht, so dass trotz des fehlenden Daches der Roh-bau eines Cabriolets um ca. 50 kg schwerer als der einer entsprechenden Limousine ist.
0,0
0,1
0,2
0,3
0,4
0,5
0 8 16 24 32
ohne Regelung
mit Regelung
Frequenz
Sch
win
gu
ng
sam
plit
ud
e
Bild 3.4.24 : Gemessene Amplituden
Zur Umgehung all dieser Probleme wurde im Auftrag der Firma Karmann ein aktives System zur Schwingungskomfortoptimierung unter-sucht, das für ein Cabriolet einen vergleichba-ren Schwingungskomfort wie für ein Coupé oder eine Limousine erzielt. Dabei werden durch Aktuatoren Kompensationsschwingun-gen erzeugt, die das Karosseriezittern minimie-ren und dadurch dem Fahrer einen höheren Komfort bieten.
Durch Integration von Piezokeramiken in Stapelbauweise in die hinteren Diagonal-streben und Implementierung einer FXLMS-Regelung konnten die störenden Schwingungen am Lenkrad und am Rück-spiegel um 60 – 70 % reduziert und der Fahrkomfort spürbar verbessert werden.
Zurzeit arbeitet Karmann in Kooperation mit ERAS an der Umsetzung einer serientauglichen aktiven Schwingungskompensation in Cabrio-lets. Die Markteinführung ist in den nächsten Jahren geplant.

51
3.4.8. Leitprojekt DYNASTORE – Energiesparende Schwungmassenspeicher
Im Zuge der EU-Erweiterung ist mit einer Ver-schlechterung der Energieversorgungsqualität im Inland, aber auch mit einem steigenden Bedarf an hochwertiger Energieversorgung in den Beitrittsländern zu rechnen.
Hier können Schwungmassenspeicher hilf-reich sein. Studien haben gezeigt, dass sie sich mit einer Leistung von 2 MW für eine Überbrückungszeit von 20 Sekunden (totaler Stromausfall, Überbrückung bis zum stabilen Lauf der Notstromversorgung) und für 3 Se-kunden (Spannungsabfall, Frequenzschwan-kungen, transiente Störungen etc.) im Bereich des Local Tuning wirtschaftlich einsetzen las-sen. Im Vergleich zu anderen marktgängigen Lösungen zeichnen sich Schwungmassenspei-cher durch einen hohen Wirkungsgrad und eine sehr hohe Lebensdauer (ca. 20 Jahre) bei weitgehender Wartungsfreiheit aus.
Das Leitprojekt „DYNASTORE – Energie-sparende Schwungmassenspeicher mit HTSL-Magnetlagern für den dezentralen Einsatz“ läuft seit Januar 2000 und wird voraussichtlich bis De-zember 2005 erfolgreich abgeschlossen werden. Es war aus einem Ideenwett-bewerb des BMBF hervor-gegangen, wo es als eines von 5 zu fördernden Projek-ten aus 68 eingereichten Vorschlägen ausgewählt worden war.
Zielsetzung des Leitprojek-tes ist die Entwicklung eines berührungslos passiv gela-gerten maschinenintegrier-ten Rotors mit einem Ener-giegehalt von 11 kWh und einer Leistung von 2 MW für Entladungszeiten bis 20 Sekunden. Das System soll als reiner Maschinenrotor mit i-dentischer Lagerung und identischer Elektro-maschine auch für das Local Tuning einsetz-bar sein.
Die Aufgabe des Instituts umfasst die Ent-wicklung, Dimensionierung und Herstellung aller rotierenden Teilsysteme sowie deren In-tegration zum mechanischen Gesamtsystem Rotor. Zusätzlich sind die Entwicklung einer Tragringstruktur für die Aufnahme der HTSL-Lagerringe mit minimalen Wärmeleitungs-
verlusten und formschlüssiger struktureller Einbindung der Supraleiter, sowie die Ent-wicklung einer mechanischen Notlaufbremse im Laufe des Projekts als Arbeitspakete über-nommen worden.
Die Fertigungstechnologie ersetzt herkömmli-che Wickeltechnik durch eine kombinierte Trockenwickel- und Harzinfusionstechnik. Diese gewährleistet einen hohen Faserdurch-satz, da ohne den Harzballast sehr hohe Fa-dengeschwindigkeiten erzielt werden können. Weiterhin kann ein Vorspannungsgradient in die Wickelstrukturen eingebracht werden, so dass das Beanspruchungsmaximum in die äußeren Radien der Rotoren verschoben wer-den kann und ein sicheres Betriebs- und Versagensverhalten erzielt werden kann.
Zum Ausgleich der unterschiedlichen Radial-aufweitung von Maschinenrotor und äußerem Schwungring ist eine neuartige Koppelstruk-tur entwickelt worden, die sich gegenüber den bestehenden Lösungen (Speichenstruk-
tur, scheibenförmige Struk-turen, Verpressen mehrerer Teilringe etc.) durch opti-malen Werkstoffeinsatz, optimale Krafteinleitung sowie uneingeschränkte Serientauglichkeit aus-zeichnet. Die Lösung dieses Problems ist ein wesentli-cher Schritt, das System DYNASTORE zum wirt-schaftlichen Erfolg zu füh-ren. Ein patentrechtlicher Schutz des Fertigungsver-fahrens und der Struktur-gestaltung ist in Vorberei-tung.
Zum gegenwärtigen Stand des Projektes sind die Dimensionie-rung des Gesamtsystems abgeschlossen, die Konstruktion fertig gestellt, alle Fer-tigungstechnologien am Beispiel von Ex-perimentalstrukturen verifiziert und die Herstellung von Prototypen in Original-abmessungen begonnen worden. Mit einem erfolgreichen Projektabschluss wird Ende 2005 gerechnet.
Bild 3.4.25 : Schwungmassenspeicher (FE)

Wissensbilanz
52
3.5. WISSENSBILANZ
3.5.1. Veröffentlichungen
3.5.1.1. Referierte Fachzeitschriften
1998
Herrmann, A. S., Nickel, J., Riedel, U.: Construction materials based upon biologically renewable resoures - from components to finished parts. , Polymer Degradation and Stability, 59, (1998), S. 251-261
Ma, K., Melcher, J.: On Real-Time Model and Hybrid Adaptive Vibrations Control of Smart Rotor Blades. , Acta Aeronautica et Astronautica Sinica, 19, 5, (1998), S. 525-530
Rohwer, K., Rolfes, R.: Calculating 3D Stresses in Layered Composite Plates and Shells. , Mechanics of Compo-site Materials, 34, 4, (1998), S. 491-500
Rolfes, R., Noor, A.K., Sparr, H.: Evaluation of Transverse Thermal Stresses in Composite Plates Based on First-Order Shear Deformation Theory. , Computer Methods in Applied Mechanics and Engineering, 167, (1998), S. 355-368
Rolfes, R., Rohwer, K., Ballerstaedt, M.: Efficient Linear Transverse Normal Stress Analysis of Layered Composi-te Plates. , Computers and Structures , 68, (1998), S. 643-652
Rolfes, R., Rohwer, K.: Eine einfache Methode zur Ermittlung aller Querspannungen in Faserverbundplatten als Voraussetzung einer verbesserten Versagensanalyse. , Technische Mechanik, 18, 2, (1998), S. 161-167
Schütze, R., Goetting, H. C., Breitbach, E., Grützmacher, T.: Lightweight engine mounting based on adaptive CFRP struts for active vibration suppression. , Aerospace Science and Technology, 6, (1998), S. 381-390
Seibel, M., Geier, B., Zimmermann, R., Eschenauer, H.: Optimization and experimental investigation of stiffe-ned axially compressed CFRP-panels. , Structural Optimization , 15, 2, (1998), S. 124-131
1999
Rolfes, R., Noack, J., Taeschner, M.: High Performance 3D-Analysis of Thermo-Mechanically Loaded Composi-te Structures. , Composite Structures, 46, (1999), S. 367-379
Raja, S., Rohwer, Dr. K., Rose, Dr. M., "Piezothermoelastic Modeling and Active Vibration Control of Lamina-ted Composite Beams", Journal of Intelligent Material Systems and Structures 10/11 (1999), 890-899
2000
Monner, H. P.; Bein, Th.; Hanselka, H.; Breitbach, E.: Design Aspects of the Adaptive Wing – The Elastic Trai-ling Edge and the Local Spoiler Bump; The Aeronautical Journal of the Royal Aeronautical Society, February 2000
Campanile, L.F, Sachau, D.: The Belt-Rib Concept: A Structronic Approach to Variable Camber, Journal of Intelligent Material Systems and Structures, Vo.. 11-March 2000, S. 215-224
Büter, A., Breitbach, E.: Adaptive Blade Twist - calculations and experimental results. , Aerospace Science and Technology, 4, 5, (2000), S. 309-319
Gädke, M., Roudolff, F.: Damage tolerance of composite structures for large transport aircraft. , Aerospace Science and Technology, 4, 1, (2000), S. 23-32,
Lammering, R., Wiesemann, S., Campanile, L. F., Melcher, J.: Design, optimization and realization of smart structures. , Journal of Smart Materials and Structures, 9, (2000), S. 260-266
Rolfes, R., Rohwer, K.: Integrated Thermal and Mechanical Analysis of Composite Plates and Shells. , Compo-sites Science and Technology 60, 11, (2000), S. 2097-2106

Wissensbilanz
53
2001
Juhasz, J., Rolfes, R., Rohwer, K.: A New Strength Model for Application of a Physically Based Failure Criterion to Orthogonal 3D Fiber Reinforced Plastics. , Composites Science and Technology, 61, (2001), S. 1821-1832
Meyer-Piening, H.-R., Farshad, M., Geier, B., Zimmermann, R.: Buckling loads of CFRP composite cylinders under axial and torsional loading - experiments and computations. , Composite Structures, 53, (2001), S. 427-435
Petersen, D., Rolfes, R. , Zimmermann, R.: Thermo-mechanical design aspects for primary composite structures of large transport aircraft. , Aerospace Science and Technology, 5, 2, (2001), S. 135-146
Rohwer, K., Rolfes, R., Sparr, H.: Higher-order theories for thermal stresses in layered plates. , International Journal of Solids and Structures, 38, 21, (2001), S. 3673-3687
Zimmermann, R., Rolfes, R.: CFRP Fuselage Structures - Postbuckling Permitted. , Air & Space Europe, (2001), 3, 3/4, (2001), S. 129-131
Monner, H. P.: Realization of an optimzed camber by using formvariable flap structures, Aerospace Science and Technology, Vol. 5 (2001), S. 445-455
2002
Block, J., Marsal, O., Venet, M., Counil, J.-L., Ferri, F., et al.: The NetLander geophysical network on the surfa-ce of Mars: general mission description and technical design status. , Acta Astronautica, 51, 1-9, (2002), S. 379-386
Geier, B., Meyer-Piening, H.-R., Zimmermann, R.: On the influence of laminate stacking on buckling of com-posite cylindrical shells subjected to axial compresssion. , Composite Structures, 55, 4, (2002), S. 467-474
Rolfes, R., Teßmer, J.: 3D Thermal Analysis of Hybrid Composite Structures. , PAMM, Proceedings of Applied Mathematics and Mechanics 1, S. 215-216, 2002, 1, (2002), S. 215-216
2003
Ma, K., Melcher, J.: Adaptive Control of Structural Acoustic Using Smart Structures with Embedded PZT Pat-ches. , Journal of Vibration and Control, 9, (2003), S. 1285-1302
Ma, K., Melcher, J.: Adaptive Modeling and Eigen-Parameter Identification of Structures based on the MX Filter and CMX-LMS Algorithm. , Journal Mechanical Systems and Signal Processing, 17(2), (2003), S. 345-360
B.Thielicke, T.Gesang, P.Wierach, Reliability of Piezoceramic Patch Sensors under Cyclic Mechanical Loading, Journal of Smart Materials and Structures, Vol. 12 (2003), S. 993-996
Noack, J., Rolfes, R., Tessmer, J., New Layerwise Theories and Finite Elements for Efficient Thermal Analysis of Hybrid Structures, Computers and Structures, Vol. 81 (2003), S. 2525-2538
Rolfes, R., Tessmer, J., Rohwer, K., Models and Tools for Heat Transfer, Thermal Stresses, and Stability of Composite Aerospace Structures, Journal of Thermal Stresses, Vol. 26 (2003), S. 641-670
Baturkin, V., Zhuk, S, Voijta,J., Lura,F., Biering, B:, Lötzke, H:G, Elaboration of thermal control systems on heat pipes for microsatellites Magion 4,5 and BIRD, Applied Thermal Engineering, Vol. 23 (2003), S. 1109-1117
2004
Rose, M., Breitbach, E., Campanile, L.F., Parallel Robots with Adaptronic Components, Journal of Intelligent Material Systems and Structures (accepted for publication).
Campanile, L.F., Keimer, R., Breitbach, E., The "Fish-Mouth" Actuator: Design Issues and Test Results, Journal of Intelligent Material Systems and Structures (accepted for publication)
Gloth, G., Sinapius, M.: Influence and characterisation of weak non-linearities in swept-sine modal testing. , Aerospace Science and Technology, 8, (2004), S. 111-120
Brehmer, A., Sinapius, M. : Measurement of Real Normal Modes with Adapted Resolution by Means of a Con-tinuously Scanning Laser Vibrometer, Journal Mechanical Systems and Signal Processing, Vol.18, No.5, (2004) S. 1203-1218
Gloth, G., Sinapius, M.: Analysis of Swept Sine Runs During Modal Identification, Journal Mechanical Systems and Signal Processing, (accepted for publication)

Wissensbilanz
54
Göge, D., Sinapius, M., Füllekrug, U., Link, M.: Detection and Description of Non-Linear Phenomena in Expe-rimental Modal Analysis via Linearity Plots, Journal of Non-Linear Mechanics, (accepted for publication)
Kuhlmann, G.; Rolfes, R., A Hierarchic 3D Finite Element for Laminated Composites, International Journal for Numerical Methods in Engineering, (accepted for publication)
3.5.1.2. Konferenzbeiträge
Jahr 1998 1999 2000 2001 2002 2003* 2004*
Anzahl 36 53 49 41 26 9 6
* Meldungen 2003 und 2004 noch unvollständig
3.5.1.3. Interne Berichte
Jahr 1998 1999 2000 2001 2002 2003 2004*
Anzahl 53 67 40 59 49 45 19
* bis 30.06.2004
3.5.2. Lehrtätigkeiten
Fach Hochschule Name Zeitraum
Adaptronik TU Braunschweig Prof. Dr. E. Breitbach seit 1998
Adaptronik II Uni Magdeburg Prof. Dr. K. Rohwer seit 2002
Adaptronik I Uni Magdeburg V. Krajenski seit 2003
Mechanik der Faserver-bundwerkstoffe
Uni Hannover Dr. R. Rolfes seit 1999
Mechanik der Faserver-bundkunststoffe
TU Clausthal Prof. Dr. A.S. Herrmann
1998 – 2001
Faserverbunde TU Berlin Ch. Sickinger seit 2002
Leichtbau mit Faserverbunden
Uni Magdeburg Prof. Dr. K. Rohwer seit 1998
Ausgewählte Kapitels des Leichtbaus
TU Berlin Dr. L. F. Campanile / Dr. L. Herbeck
seit 2000
Mechanik Uni Stuttgart Prof. Dr. K. Rohwer 1998 – 2000
Systemkonditionierung TU Berlin / Uni Stuttgart Dr. F. Lura seit 1997 / 2004
Mehrkörpersimulation TU Braunschweig Dr. D. Sachau 2000 – 2001
Nachwachsende Faser-werkstoffe
FH Braunschweig-Wolfenbüttel Dr. U. Riedel 2004
Faserverbundtechnologie FH Hannover Dr. U. Riedel 2001 – 2002
Experimentalphysik FH Braunschweig-Wolfenbüttel Dr. J. Melcher seit 2002
Systemmodellierung FH Braunschweig-Wolfenbüttel Dr. J. Melcher 2002
HF-Messtechnik FH Braunschweig-Wolfenbüttel Dr. J. Melcher 2000 – 2001

Wissensbilanz
55
3.5.3. Habilitation/Berufungen
Name Hochschule Vorgang Jahr
Dr.-Ing. R. Rolfes TU Dresden Habilitation 1998
Prof. Dr. A.S. Herrmann TU Clausthal Berufung angenommen 1999
Prof. Dr. K. Rohwer Uni Magdeburg Ernennung zum Professor 2000
Prof. Dr. D. Sachau Uni der Bundeswehr Hamburg Berufung angenommen 2001
Prof. Dr. M. Sinapius Uni Magdeburg Berufung angenommen 2003
Dr.-Ing. R. Rolfes Uni Hannover Ruf ergangen 2004
Dr.-Ing. R. Rolfes Uni Clausthal Ruf ergangen 2004
3.5.4. Promotionen
Dipl.-Ing. Christof Sigle / 1998 Ein Beitrag zur kostenoptimierten Herstellung von großflächigen Hochleistungsverbundbauteilen
Dipl.-Ing. Thilo Bein / 1999 Der adaptive Spoiler – Strukturkonzepte zur Reduktion des transsonischen Wellenwiderstandes durch adaptive Profilaufdickungen
Dipl.-Chem. Ulrich Riedel / 1999 Entwicklung und Charakterisierung von Faserverbundstoffen auf Basis nachwachsender Rohstoffe
Dipl.-Ing. Jörg Noack / 2000 Eine schichtweise Theorie und Numerik für Wärmeleitung in Hybridstrukturen
Dipl.-Ing. Thorsten Grützmacher / 2000 Adaptive Konzepte zur Schwingungsreduktion an Hubschrauberheckauslegern
Dipl.-Ing. Hans Peter Monner / 2000 Erzielung einer optimierten Tragflügelwölbung durch den Einsatz formvariabler Klappenstrukturen
Dipl.-Phys. Jörg Melcher/ 2000 Adaptive Impedanzregelung an strukturmechanischen Systemen
Dipl.-Phys. Stephan Kaiser / 2000 Modellbasierter Ansatz zur Schadensüberwachung adaptiver Faserverbundstrukturen
Dipl.-Ing. Holger Manz / 2000 Adaptive Schwingungsreduktion in modal formulierten Strukturen mit Hilfe piezokeramischer Aktorik und Polverschiebung
Dipl.-Phys. Bernd Biering / 2001 Identifikation von Wärmeaustauschparametern thermischer Netzwerke durch transient gemessene Knotentemperaturen bei minimierter Messzeit
Dipl.-Ing. Thomas Körwien / 2001 Verfahren zur Fertigung von Preformen für gekrümmte Biegeträger
Dipl.-Ing. Clemens Brand / 2002 Kosteneffizienz fortschrittlicher Strukturtechnologien
Dipl.-Biol. Monika Junge / 2003 Kinematische und strömungsmechanische Untersuchungen zum Fächelverhalten der Honigbiene
Dipl.-Ing. Manfred Helm / 2003 Durchschlagende Mechanismen für Parallelroboter

Wissensbilanz
56
Dipl.-Ing. Janos Juhasz / 2003 Ein neues physikalisch basiertes Versagenskriterium für schwach 3D-verstärkte Faserverbundlaminate
Dipl.-Ing. Cheng Li / 2003 Berechnung der Spannungserhöhung an Kerben beliebiger Form in anisotropen Scheiben
Dipl.-Ing. Guido Kuhlmann / 2003 Ein hierarchisches inhomogenes Volumenelement zur Berechnung dickwandiger Faserverbunde
Dipl.-Ing. Ingo Pietsch / 2003 Adaptive Steuerung und Regelung ebener Parallelroboter
Dipl.-Ing. Ulf-Carsten Ehlert / 2004 Steigerung der aerodynamischen Effizienz von Windkraftanlagen durch Einsatz adaptiver Struktursysteme
Dipl.-Ing. Christian Anhalt / 2004 Steigerung der aerodynamischen Effizienz von Hochauftriebsklappen - Vergleich adaptiver und passiver Maßnahmen
Dipl.-Ing. Peter Netz / 2004 Möglichkeiten und Erweiterungen der Dynamische-Steifigkeitsmatrizen-Methode in der Strukturdynamik
3.5.5. Diplome
Diplomarbeiten pro Jahr 1997 1998 1999 2000 2001 2002 2003 2004*
TU Braunschweig 4 5 6 6 2 5 4 2
TU Clausthal 2 2 1 1 2 1 2
Uni Magdeburg 1 1 1 1
Uni Hannover 1
Uni Bremen 1
Uni Stuttgart 1 1
GhK Kassel 1 1 1
TU Chemnitz 1
TU Dresden 1
Uni Rom 1
ETH Zürich 2 1
FH Braunschweig / Wolfenbüttel 3 5 5 7 2 2 2 2
weitere Fachhochschulen 1 2 5 5 4 4
Gesamt 11 13 17 21 12 14 14 9
* bis 30.06.2004

Wissensbilanz
57
3.5.6. Auszeichnungen
Name Auszeichnung Jahr
P. Wierach DLR Wissenschaftspreiss, verbunden mit: Forschungssemester Carleton University, Ottawa, Kanada
2003 2004
J. Nickel / S. Pranghofer (Halle)
MATERIALICA Design Award 2003
J. Nickel / Dr. U. Riedel AVK TV Innovations-Preis 2002
Dr. H.P. Monner Otto-Lilienthal-Forschungs-Preis, verbunden mit: Forschungssemester NASA Langley, Virginia, USA
2001 2002
Dr. L. Herbeck Forschungssemester ESA / ESTEC, Noordwijk, Niederlande 2001-02
H. Wilmes Forschungssemester INTA, Madrid, Spanien 2001
Prof. Dr. E. Breitbach / Prof. Dr. H. Hanselka
Wissenschaftspreis des Stifterverbandes der Deutschen Wirtschaft
2000
Prof. Dr. E. Breitbach / Prof. Dr. H. Hanselka
Otto-von-Guericke Forschungspreis, Magdeburg 2000
Dr. U. Riedel / J. Mosch / W. Hagedorn
Technologie-Transferpreis der IHK Braunschweig 2000
Dr. A. Büter Forschungssemester Carleton University, Ottawa, Kanada 2000
Dr. D. Sachau Forschungssemester NASA Langley, Virginia , USA 2000
Dr. R. Rolfes MSC-Preis für erfolgreiche Entwicklungspartnerschaft 2000
3.5.7. Patente
Jahr 1998 1999 2000 2001 2002 2003 2004*
Anzahl 12 16 10 9 4 6 1
* bis 30.06.2004

Netzwerk
58
3.6. NETZWERK
3.6.1. Patenschaften
Christof Sigle / 1997 bis 2000 / DASA, Bremen Weiterentwicklung von Verfahrenstechniken zur Herstellung von großflächigen Schalenstrukturen aus textilen Halbzeugen
Ulf Breuer / 1997 bis 2000 / DASA, Bremen Erarbeitung von Strukturkonzepten zur Verwirklichung von aeroelastisch getailorten CFK-Flügeln
Eric Schrader / 1997 bis 2000 / DASA, Bremen Weiterentwicklung von Verfahren zur Verarbeitung von textilen Halbzeugen für CFK-Flügelanwendungen
Clemens Brand / 1997 bis 2000 / DASA, München Vergleichende Ermittlung der Kosteneffizienz verschiedener Verfahren zur Herstellung von Flugzeugstrukturen
Holger Manz / 1997 bis 1998 / DASA, Bremen Untersuchung zur Reduktion von Spannungsüberhöhungen durch Softening
Holger Wilmes / 1997 bis 2000 / DASA, Bremen Untersuchung von Bypassloading, Lochleibung und Bolzenverbindungen bei dicken Laminaten
Henning Struck / 1997 bis 1999 / DASA, Bremen Adaptive Struktursysteme
Jens Siebels / 1997 bis 2000 / DASA, Bremen Untersuchung und Entwicklung von strukturmechanischen Konzepten für kritische Bereiche des CFK-Flügelkastens und deren Umsetzung in Belastungskomponenten und Testartikel
Markus Siemetzki / 1997 bis 2000 / DASA, Bremen Untersuchung und Entwicklung von strukturmechanischen Konzepten für kritische Bereiche des CFK-Flügelkastens und deren Umsetzung in Belastungskomponenten und Testartikel
Claus Hanske / 1997 bis 2000 / DASA, Bremen Entwicklung von Maßnahmen zur Spannungsreduzierung in Mannlochbereichen der CFK-Flügel-Unterschale
Christoph Sickinger / 1997 bis 2000 / DASA, Bremen Untersuchung und Entwicklung von strukturmechanischen Konzepten für kritische Bereiche des CFK-Flügelkastens und deren Umsetzung in Belastungskomponenten und Testartikel
Thomas Körwien / 1998 bis 2001 / DASA, München Verbesserung der Herstellung von 3D-verstärkten Strukturen mit Resin-Transfer-Moulding Verfahren
Guido Kuhlmann / 1998 bis 2001 / MacNeal Schwendler, Alzenau Implementation der erweiterten 2D-Methode des DLR in den Laminate Modeller und effiziente Volumenelemente für Faserverbunde
Michael Hanke / 1999 bis 2002 / DASA, Bremen Weiterentwicklung von CFK-Flügelbauweisen
Uwe Pfeiffer / 2002 bis 2005 / EADS, Hamburg Nachweis der Degradation von CFK-Bauteilen mit Ultraschallverfahren
Clemens Heim / 2002 bis 2005 / CTC, Stade Entwicklung neuer Design Rules für Flächentragwerke
Bertram Eversmann / 2002 bis 2004 / INVENT, Braunschweig Grundlagen für das Verformungsverhalten von Naturfaserhalbzeugen
Robert Kaps / 2002 bis 2005 / CTC, Stade Neue produktionsangepasste Bauweisen für Flächentragwerke insbesondere Seitenleitwerke
Anja Wetzel / 2002 bis 2005 / Airbus Deutschland, Hamburg, und MSC Software, Alzenau Restfestigkeit von doppelschaligen CFK-Strukturen

Netzwerk
59
Gerald Ernst / 2002 bis 2005 / Airbus Deutschland, Bremen Die strukturmechanische Auslegung der Hauptelemente einer Flügel/Rumpf-Verbindung im Rahmen einer Gewichtsprognosetoolentwicklung
Philipp Bürmann / 2003 bis 2006 / Airbus Deutschland, Hamburg Entwicklung eines semi-analytischen Berechnungsverfahrens für das Versagen von Spanten unter besonderer Berücksichtigung der Interaktion von Spant und beulender stringerversteifter Rumpfschale bei kombinierter Schub-Druckbeanspruchung
Jörg Wenzel / 2003 bis2006 / Airbus Deutschland, Bremen Analyse und Erweiterung eines Rumpfgewichtsprognosetools hinsichtlich seiner strukturmechanischen Ansätze unter Berücksichtigung der Rahmenbedingungen in der Gewichtsprognose
Simon Wohlfart / 2004 bis 2007 / Airbus Deutschland, Bremen Entwicklung von Analystools zur mikromechanischen Beschreibung von Faserverbundlaminaten auf Basis trockner Halbzeuge
Anatole Gilliot / 2004 bis 2007 / Airbus Deutschland, Bremen Optimierung von Harzsystemen für Injektionsverfahren
3.6.2. Gastwissenschaftler
im Rahmen von Austauschprogrammen
Yanan Chai /1998 bis 1999 / ASRI, Xian, China Analytische Impact-Schadenstoleranz
Yungang Tao / 1998 bis 1999 / University of Aeronautics and Astronautics, Nanjing, China Rotorsysteme
Dr. Chiara Bisagni / 1998 / Politechnico di Milano, Mailand, Italien Dynamic Buckling of Fiber Composite Shells
Wie Dong Yang / 1998 bis 1999 / University of Aeronautics and Astronautics, Nanjing, China Projekt AROSYS
Francisco Ruiz-Valdepeñas / 1998 bis 2000 / Universität Madrid, Spanien Development of test programme and improved impact and fatigue delamination model
Jiwuw Tang / 2000 bis 2001 / Northwestern Polytechnical University, Xian, China Design Rules
Prof. Fred Afagh / 2000 bis 2001 / Carleton University, Ottawa, Kanada Durchführung numerischer und analytischer Berechnungen zum adaptiven Rotor
Prof. Xiasheng Sun / 2001 / Aircraft Strength Research Institute, Xian, China Mehrzieloptimierung von beulgefährdeten Strukturen
Xinaiang Li / 2001 bis 2002 / Aircraft Strength Research Institute, Xian, China Bestimmung der vollständigen Steifigkeiten von Laminaten durch Versuche
Partha Bhattacharya / 2001 bis 2002 / NAL, Bangalore, Indien Modellierung von aktiven elastischen Strukturen
Shengchun Yang / 2001 bis 2002 / Aircraft Strength Research Institute, Xian, China Numerische Analyse und Verifikation des Analyse Tools CODAC
Prof. Francisco Celio de Araujo / 2002 / Universidade Federal de Quero Preto, Mariana, Brasilien Kooperation im Bereich Strukturanalyse
Dr. Volodymyr Barturkin / 2003 / National Technical University of Ukrainia, Kiev, Ukraine Degradationseffekte von Oberflächeneigenschaften dünner Folien
Juri Tschalyi / 2003 / Institute of Physics and Power Engineering, Obninsk, Russland Komplexe Bestrahlungstests zur Untersuchung von dünnen Solar-Sail-Folien

Netzwerk
60
Dr. Alexander Glotov / 2003 / Institute of Physics and Power Engineering, Obninsk, Russland Komplexe Bestrahlungstests zur Untersuchung von dünnen Solar-Sail-Folien
Chi Jian / 2004 bis 2005 / Aircraft Strength Research Institute, Xian, China Identifikation von Steifigkeiten stringer-versteifter Laminate
Dr. Ying-Chun Xiao / 2004 bis 2005 / Aircraft Strength Research Institute, Xian, China Numerical Analysis and Verification of Analysis Tools on Structural Components
Gang Liu / 2004 bis 2005 / Aircraft Strength Research Institute, Xian, China Mehrzieloptimierung von beulgefährdeten Strukturen
Stipendiaten des EU-Programms IHP (EXSACOM)
Prof. Dr. Nicolae Constantin / 2003 / University Politechnica Bukarest, Rumänien Assessment of Structural Integrity and Damage Tolerance of Composites
Prof. Dr. Dan Hihai Constantinescu / 2003 / University Politechnica Bukarest, Rumänien Damage Accumulation and Fatigue Life of Flat and Curved Panels
Dr. Mircea Gavan / 2003 / University Politechnica Bukarest, Rumänien Damage Accumulation and Fatigue Life of Flat and Curved Panels
Dr. Radek Doubrava / 2003 / Aeronautical Research and Test Institute, Prag, Tschechien Analysis of strain gage measurement data on composite material
Stipendiaten “Marie-Curie Training Site”
Iulian Mircea / 2002 bis 2003 / Dunarea de Jos University of Galati, Rumänien Smart Lightweight Structures in Aerospace and Transportation Application
Damiano Pasini / 2003 / University of Bristol, England Bewertung des Leichtbaupotentials von Festkörpergelenken
Robert Zemcik / 2003 bis 2004 / University of West Bohemia, Pilsen, Tschechien Development of shell finite elements with embedded active materials
Oriol Gomis i Bellmunt / 2003 / Universitat Politécnica de Catalunya, Barcelona, Spanien Design rules and actuator modelling, mechatronic and adaptronic systems
Mircea-Adrian Visa / 2004 / Elbromplast S.A., Timisoara, Rumänien Active Twist Blade
Alberto Belloli / 2004 / ETH Zürich, Schweiz Multimode Damping of 3D Smart Structures
vom Institut als Gastwissenschaftler entsandt
Dr. Andreas Obst / 2001 / CNES Toulouse, Frankreich Projekt Mars NetLander

Netzwerk
61
3.6.3. Ausgerichtete Konferenzen
Jahrestagung SAMPE Deutschland Februar 1998 Braunschweig
ESA Conference on Spacecraft Structures, November 1998 Braunschweig Materials, and Mechanical Testing
Adaptronic Congress 1998-2004 Potsdam, Wolfsburg, jeweils April Hildesheim
Konferenz „Konstruktionswerkstoffe 2001-2003 Hannover, aus nachwachsenden Rohstoffen“ jeweils November Braunschweig
ICAST International Conference on Oktober 2002 Potsdam Adaptive Structures and Technology
ISCM International Symposium on Manufacturing Mai 2004 Braunschweig Technology for Composite Aircraft Structures
Workshop „Schwarzer Rumpf“ CFRP Oktober 2002 Braunschweig for Future Aircraft Fuselage Structures
nicht gesondert aufgelistet: Chairmanship und Mitarbeit in zahlreichen Organisationskomitees wissenschaftlicher Konferenzen
3.6.4. Gutachtertätigkeiten
Gutachten für Institutionen Gutachten für wissenschaftliche Zeitschriften
Deutsche Forschungsgemeinschaft (DFG) Aerospace Science and Technology
ARIANE / Vulcain 2–Untersuchungsausschuss Aeronautical Journal
Fachagentur Nachwachsende Rohstoffe AIAA Journal
Bezirksregierung Braunschweig Applied Mechanics Reviews
Landesregierung Sachsen-Anhalt Journal of Sandwich Structures and Materials
Schweizerischer Nationalfond International Journal of Acoustics and Vibration
STW (Dutch Technology Foundation) Journal of Computational Mechanics
NSERC (Kanada) Journal of Applied Mechanics
NASA Langley (ICASE) Journal of Computers and Structures
Journal of Solids and Structures
Journal of Composites Science and Technology

Netzwerk
62
3.6.5. Mitarbeit in Fachgremien
2 ESA Review Boards for ECSS Handbooks
DLR-ONERA Joint Management Structure and Steering Committee
DLR-NLR Programs Committee
Airbus – DLR/ONERA Technologist Network
GARTEur (Mitarbeit in AGs, GoR)
NAFEMS Steering Committee
Expertenbeirat Adaptronic Congress
Advisory Committee CosiCab (Airbus)
Lenkungsausschuss Leitprojekt Adaptronik
Lenkungsausschuss Kompetenznetz Adaptronik
Deutsche Gesellschaft für Photogrammetrie, Fernerkundung und Geoinformation
Deutsche Gesellschaft für zerstörungsfreie Prüfung
AVK-TV Arbeitskreis Naturfaserverstärkte Kunststoffe, Handbuch Faserverbund
Neue Materialien Niedersachsen e.V. (NMN): Fachvorstand, Leichtbau, Adaptronik, Fachbeirat nachwachsende Rohstoffe
Lenkungsausschuss FFS (EADS)
Lenkungskreis Hochauftrieb (Airbus)

Innovationsmotore in Faserverbundleichtbau und Adaptronik
63
4. Innovationsmotore in Faserverbundleichtbau und Adaptronik
Die zukünftigen Innovationen im Faserver-bundleichtbau und in der Adaptronik finden vom Material bis zum System statt. Sie dienen vor allem der Erhöhung der Sicherheit Erweiterung der Funktionalitäten Kostenreduktion Erhöhung des Komforts Reduktion der Umweltbelastung
Bereits in der Materialentwicklung lassen sich heute gezielt neue Funktionen generieren, die in späteren Halbzeugen oder Bauteilen genutzt werden.
Die Bauteilentwicklung braucht an diese neuen Materialsysteme angepasste schnelle Berechnungswerkzeuge zur imperfektions- und schadenstoleranten Auslegung unter Be-rücksichtigung von Steifigkeit, Festigkeit und Stabilität. Für Fertigung von Hochleistungs-faserverbundwerkstoffen werden zunehmend kostengünstige Fertigungsverfahren gefragt, die von einer Prozesssimulation vorbereitet und begleitet werden und die in die industriel-le Produktion überführt werden.
Mit dem adaptiven Leichtbau sollen neue Funktionen in Strukturen und Bauteile integ-riert werden, die der Lärm- und Vibrations-minderung und der Bauteilüberwachung die-nen.
Am Ende der Entwicklungskette „Faserver-bundleichtbau und Adaptronik“ steht das Sys-tem, in dem die Bauteile zum operationellen Einsatz kommen. Konsequenterweise gehören die Arbeiten zur Systemintegration und Sys-temkonditionierung zum Fokus des Instituts.
Das Institut hat fünf Themenbereiche als Mo-tore zukünftiger Innovationen formuliert. Sie stehen einerseits für Forschung an neuen Themen und konsequente Fortsetzung erfolg-reicher Wissenschaft. Andererseits dienen sie auch der strategischen Umorientierung durch Transfer langjährig erworbener Expertise auf andere Anwendungs- bzw. Technikbereiche. Die Graphik enthält die fünf Themen und ver-anschaulicht ihren Bezug zu den Anforderun-gen an Faserverbundleichtbau und Adaptronik einerseits, auf die Fachkompetenzen des Insti-tuts andererseits. Die Themen der Innovati-onsmotore werden im Folgenden kurz vorge-stellt.

Innovationsmotore in Faserverbundleichtbau und Adaptronik
64
4.1. NANOBASIERTE WERKSTOFFSYSTEME
Alle Anzeichen sprechen dafür, dass sich die Nanotechnologie zu einer Schlüsseltechnologie für das 21. Jahrhundert entwickeln wird, auch für den Leichtbau und für die Adaptronik. Das Institut hat dazu zwei viel versprechende An-sätze als Grundlage für neue Halbzeuge und Strukturen aufgegriffen: Carbon-Nanotubes als Basis für neue struk-
turintegrierte Aktuatoren Nanopartikel zur Konditionierung der Mat-
rixwerkstoffe in polymerbasierten Faserver-bunden.
4.1.1. Carbon-Nanotube-Aktuatoren
Gegenwärtig ist die begrenzte Leistungsfähig-keit der verfügbaren strukturintegrierbaren Aktuatorik bei der Entwicklung von adaptiven Systemen der wesentliche limitierende Faktor. Vor allem wird eine höhere aktive Dehnung als bei piezokeramischen Aktuatoren bei hoher Steifigkeit benötigt. Darüber hinaus verlangt der Leichtbau eine möglichst geringe Dichte. All diesen Anforderungen werden Carbon-Nanotubes (CNTs) gerecht.
Einzel-CNTs, die einen Durchmesser von ein bis fünfzig Nanometern und eine Länge von meh-reren Mikrometern aufweisen, zeigen beachtli-che mechanische Eigenschaften: E-Modul 600 GPa (Stahl 210 GPa) Aktive Dehnung (in Kombination mit einem
Elektrolyten) über 0,8 % Dichte von 1330 kg/m³ Festigkeit 50fach höher als bei Stahl hohe Aktivierungsgeschwindigkeit.
Carbon-Nanotubes sind deswegen eine viel versprechende Ausgangsbasis für zukünftige Aktuatoren. Diesem Ansatz wurde im Jahr 2001 im „Wettbewerb der Visionen“ des DLR ein erster Preis zuerkannt. Seitdem laufen im Institut Forschungsaktivitäten zur Entwicklung derartiger Aktuatoren. Die Arbeiten konzent-rierten sich bisher zum einen auf den Aufbau von makroskopischen CNT-Strukturen, welche möglichst ähnlich hervorragende mechanische Eigenschaften aufweisen wie die einzelnen
Tubes, zum anderen auf die experimentelle Untersuchung des Aktivierungsmechanismus und der Entwicklung empirischer Modelle zu dessen Beschreibung. Die ersten Ergebnisse (vgl. 3.1.1.2.) weisen das Potenzial der CNTs als neue Hochleistungsaktuatoren nach.
Die Entwicklung modular einsetzbarer Nano-tube-Aktuatoren hängt ganz wesentlich vom Erfolg in vier Arbeitspaketen ab:
1. Untersuchung der Aktivierung: Analyse des elektromechanischen Effektes und dessen Modellierung.
2. Optimierung des Elektrolyten: Einfluss der Ionengröße, der Ladung und Konzentration auf die aktive Dehnung, sowie die Auswahl eines geeigneten Fest-körperelektrolyten.
3. Makroskopische CNT Struktur: Entwicklung papierförmiger Nanotube-Schichten mit verbesserten mechanischen Eigenschaften; Verbesserung durch Aus-richtung der Nanotubes, Optimierung der Dispersionsqualität sowie thermische oder chemische Nachbehandlung der CNT Strukturen.
4. Systemintegration: Entwicklung von gekapselten Modulen, durch die eine Strukturintegration ermög-licht wird; Entwicklung angepasster An-steueralgorithmen
Das erwartete Ergebnis ist ein modular einsetzbarer CNT-Aktuator, der bei sehr geringer Dichte mit niedrigen Ansteuer-spannungen hohe Kräfte und Dehnungen generiert.

Nanobasierte Werkstoffsysteme
65
4.1.2. Nanopartikel zur Konditionierung von Faserverbunden
Hochleistungsfaserverbunde haben sich in Luft- und Raumfahrt in Konkurrenz zu Metall-legierungen in vielen Bereichen etablieren kön-nen. Durch die hervorragenden Leichtbauei-genschaften sind sie klassischen Konstrukti-onswerkstoffen überlegen. Gegenwärtig ist die Prepreg-Technologie das am weitesten verbrei-tete Fertigungsverfahren. Allerdings ermögli-chen mit trockenen Faservorformlingen arbei-tende Harzinjektionsverfahren Kosteneinspa-rungen von bis zu 40 %. Sie werden die Prepreg-Bauweise in Zukunft verdrängen. Ins-besondere etablieren sich Injektionstechniken wie RTM, VARI, DP-RTM und SLI.
Das Eigenschaftsniveau der mittels Injektions-technik hergestellten Hochleistungsverbunde entspricht noch nicht dem der Prepreg-Verbunde. Der Schrumpf der Polymersysteme führt zu Eigenspannungen im Bauteil und re-duziert damit erheblich die Leistungsfähigkeit der Materialien. Dem Design von neuen Mo-nomeren für das Harz sind aber enge Grenzen gesetzt, da stets die Injektionsfähigkeit ge-währleistet sein muss. Filtrationseffekte und Viskositätserhöhung verhindern die Zugabe von mikroskaligen Füllstoffen zur Schrumpfver-ringerung.
Einen völlig neuen Ansatz bieten nanoskalige Partikel (1–100 nm) als Zusatz zum Polymer. Ziel ist es, unter Verwendung geringer Nano-füllstoffanteile (<5 Gew.%) die Festigkeit, Stei-figkeit und Schlagzähigkeit der Verbundwerk-stoffe signifikant zu steigern und den Matrixschrumpf zu reduzieren.
Das Institut hat damit begonnen, unter Ver-wendung erprobter Reaktionsharze (EP-Harze) und Kohlenstoff-Faserhalbzeuge den Einfluss verschiedener kommerziell verfügbarer Nano-füllstoffe, die sich in ihren chemischen und physikalischen Eigenschaften (Härte, Aspekt-verhältnis, Habitus, spezifische Oberflächen-größe, Oberflächenfunktionalität usw.) unter-scheiden, auf die thermischen und mechani-
schen Eigenschaften der Verbunde zu untersu-chen. Der Entwicklung einer auf das jeweilige Nanopartikel-Harzsystem abgestimmten Dis-pergiertechnologie kommt dabei eine zentrale Bedeutung zu. Nur eine möglichst homogene Verteilung sowie ein hoher Dispersionsgrad der Nanofüllstoffe im jeweiligen EP-Harz füh-ren zu besten Werkstoffkenndaten.
Erste faserverstärkte Verbunde mit nanoskali-gem Siliziumdioxid-Partikeln wurden im Institut mit der SLI-Technologie gefertigt. Sie zeigen eine signifikante Zunahme des Zugmoduls (+64 %), eine Zunahme der Festigkeit um 25 % und eine Steigerung der Schlagzähigkeit um 90 %. Die Konstanz im Spannungs-Dehnungs-Verlauf führt zur Reduktion von Zwischenfaserbrüchen und zur Verbesserung der Werkstoff-Performance im Vergleich zum ungefüllten Faserverbund. Der größere schädi-gungsfreie Bereich (+30 %) für die neuartigen Faserverbunde ermöglicht die Erschließung neuer Anwendungsfelder für die SLI-Technologie. Die bisherigen Ergebnisse resul-tieren aus orientierenden Vorversuchen und zeigen sowohl für die nanogefüllten Reinharze als auch für die entsprechenden Faserverbunde bemerkenswerte mechanische Verbesserun-gen.
Dies sind die notwendigen Schritte zur voll-ständigen Erschließung des Potenzials von Nanopartikeln in Faserverbundmatrices:
1. Klassifizierung und Charakterisierung geeigneter Nanopartikel
2. Entwicklung einer geeigneten Dispergiertechnik
3. Kennwertermittlung für nanopartikelkonditionierte Harze
4. Untersuchung des Einflusses der Prozess-technik (Kapillareffekte, Partikelfiltration, Entmischung)
5. Kennwertermittlung für Faserverbunde mit nanopartikelkonditionierten Harzen
6. Umsetzung der Technik durch Erschließung potenzieller Anwendungsfelder.
Die Konditionierung mit Nanopartikeln verspricht völlig neue Wege, maßge-schneiderte Hochleistungsfaserverbunde hinsichtlich unterschiedlichster Struktur-anforderungen zu realisieren.

Innovationsmotore in Faserverbundleichtbau und Adaptronik
66
4.2. ENTWURF UND FERTIGUNG IMPERFEKTIONS- UND SCHADENSTOLERANTER STRUKTUREN
Aufgrund unzureichender Modelle für das Schadenstoleranzverhalten wird derzeit im Flugzeugentwurf ein Abschlag von 30 % von der Versagensdehngrenze von CFK vorge-nommen. Beim Entwurf beulgefährdeter Strukturteile werden große Tragreserven im Nachbeulbereich nicht ausgenutzt. Durch neue Berechnungsverfahren lassen sich solche Re-serven ausschöpfen und damit erhebliches Gewicht sowie Kosten einsparen. Auch textile Faserverbunde müssen der Berechnung zu-gänglich gemacht werden.
4.2.1. Beulen von Rumpftonnen bis zum Kollaps
Schnelle Verfahren zur Simulation des Nach-beulverhaltens von Rumpfschalen werden derzeit paneelbasiert entwickelt, d.h. typische analysierbare Bauteile sind Rumpfsegmente mit 2-3 Spanten und 5-10 Stringern. Eine große Herausforderung bietet die Berechnung ganzer, geschlossener Rumpftonnen. Erst dadurch ist eine zuverlässige Berücksichtigung lokaler und globaler Einflüsse auf das Stabili-tätsverhalten möglich. Bemühungen in dieser Hinsicht sind bisher an der großen Anzahl
überkritischer Pfade und notwendiger Frei-heitsgrade gescheitert.
Hier sollen zunächst zwei neue Ansätze ver-folgt werden:
1. Semianalytische Methoden mit Ansätzen über Spante, Stringer und ganze Hautfelder
2. Finite Elemente Verfahren mit global reduzierten Ansatzräumen
Zur Auswahl eines für ganze Rumpftonnen geeigneten Verfahrens sollen diese Ansätze später in Bezug auf ihre Robustheit und Ge-nauigkeit vergleichend untersucht werden.
Die Entwicklung neuer Methoden zur Simulation des Beulverhaltens von Rumpftonnen dient der Ausnutzung der nach wie vor vorhandenen Strukturreser-ven und damit der Gewichtsreduktion.
Schädigung (BS)
Stauchung
Nicht erlaubt
Sicherheit
Last
I
II
III
Erste Beullast (1. BL)
Kollapse
Ultimate Load (UL)
Limit Load (LL)
Beginn der
Erlaubt im Betriebszustand
)
Last
1. BL
Kollapse
UL
LL
BS
Stauchung
III
I
II
Bild 4.1 : Potenzial ungenutzter Strukturreserven in Rumpftonnen

Entwurf und Fertigung imperfektions- und schadenstoleranter Strukturen
67
4.2.2. Abminderung von Materialparametern infolge Schädigung
Degradation, also die Abminderung von Mate-rialparametern infolge von Schädigung, spielt sowohl bei der schnellen Schadenstoleranz-analyse als auch bei der Nachbeulanalyse eine wesentliche Rolle. Dabei sind Schäden wie Faserbruch, Delamination und Haut-Stringer-Ablösungen zuverlässig zu beschreiben.
Um eine Implementation in schnelle Berech-nungswerkzeuge zu ermöglichen, ist makro-skopischen Modellen der Vorzug vor mikro-skopischen zu geben. Diverse Degradations-modelle sind vorgeschlagen worden, ohne jedoch ihre praktische Einsetzbarkeit, insbe-sondere für die Beschreibung von Delaminati-onen, beweisen zu können. Die Herausforde-rung besteht in der Analyse, Verbesserung und experimentellen Validierung leistungsfähiger Degradationsmodelle. Dazu sollen Mehrska-lenansätze in enger Kooperation mit CNES, ONERA und Airbus untersucht werden.
Die Entwicklung neuer Methoden zur Restfestigkeit von geschädigten Faserver-bunden dient der Ausnutzung der nach wie vor vorhandenen Materialreserven und damit ebenfalls der Gewichtsredukti-on.
4.2.3. Berechnung textiler Faserverbunde
Textile Faserverbunde weisen im Unterschied zu UD-Verbunden vielfach stark ondulierte oder gar vermaschte Fasern auf. Diese kom-plexe Faserarchitektur führt dazu, dass nicht-lineares Materialverhalten auftritt und die bei UD-Verbunden üblichen schichtbasierten Versagenskriterien nicht mehr anwendbar sind. Derzeit sind trotz verschiedener akade-mischer Ansätze keine zuverlässigen Modelle verfügbar.
Um das Potenzial der textilen Verbunde aus-zuschöpfen, sind erhebliche Anstrengungen auf den folgenden Gebieten notwendig:
Homogenisierungsmethoden Material- und Versagensmodelle Finite-Elemente-Entwicklung Entwurfsverfahren
Hierbei sollen wesentliche Beiträge zur Um-setzung und anwendungsorientierten Anpas-sung vorhandener Ansätze sowie deren Vali-dierung für den industriellen Bedarf geleistet werden.
Zu den Entwurfsverfahren gehören auch Me-thoden zur maßgeschneiderten Faserorientie-rung („Tailored Fibre Placement“). Dabei sol-len auch die für einen hohen Grad der Au-tomatisierung notwendigen Schnittstellen zur textilen Fertigung entwickelt werden.
Zuverlässige Modelle zur Berechnung textiler Verbunde sind Voraussetzung für die sichere Ausnutzung kostengünstiger textiler Fertigungstechnologien.

Innovationsmotore in Faserverbundleichtbau und Adaptronik
68
4.2.4. Mechanische Eigenschaften textiler Faserverbunde
Sogenannte Nasstechnologien (SLI, LRI, VAP, VARI, etc.) versprechen erhebliche Kostenvor-teile gegenüber der Prepreg-Technologie. Durch die Verwendung von kostengünstigen, trockenen Faserhalbzeugen, die textiltechnisch schon zu multiaxialen Aufbauten verarbeitet sind, kann der Aufwand beim Legen von Strukturen deutlich reduziert werden. Integrale Strukturen lassen sich mit Injektionsverfahren erheblich einfacher darstellen als mit der Prepreg-Technologie. Erste Bauteile wie Druck-kalotte, Seitenleitwerksholme und Rippen werden für den Airbus A340-600 und A380 mit dieser Technologie bereits in Serie gefer-tigt. Allerdings hat sich gezeigt, dass dabei die mechanischen Eigenschaften der konventionel-len Prepreg-Systeme noch nicht erreicht wer-den. Deswegen ist das Anwendungsspektrum der Nasstechnologie heute noch deutlich ein-geschränkt.
Problemstellung und Hintergrund
Ein Ziel des EU-Technologieprogramms „Tan-go“ war die Darstellung eines CFK-Außen-flügels in neuer Bauweise. In großem Umfang wurden dazu trockene NCF (Non-Crimp-Fabric) Materialien (in erster Linie der Fa. Saertex®) mit dem RTM-Harz RTM 6 der Fa. Hexcel® zu Laminaten verarbeitet und untersucht. Ausge-hend von der deutlich besseren Ausrichtung der Fasern im NCF-Material im Vergleich zu konventionellen Geweben wurden mechani-sche Kennwerte erwartet, die denen aus der Prepregtechnik entsprechen. Die Untersu-chungen machten allerdings deutlich, dass bei den untersuchten Laminaten mit 0°-Lagenanteilen von 44 % - 60 % deutliche Einbußen bei Druck- und Lochleibungskenn-werten hingenommen werden mussten.
Die Festigkeit von Laminaten wird bei Druck-beanspruchung durch eine Vielzahl von Grö-
ßen beeinflusst. Dabei können verschiedene Mechanismen zum Versagen der Laminate führen. Häufigste Ursache ist das lokale Aus-knicken der Fasernbündel, das zum ultimativen Versagen führt.
Gegenwärtige theoretische Berechnungsmo-delle liefern viel zu hohe Kennwerte für textile Faserverbunde. Die Ursache ist einerseits in der Abweichung der Fasernausrichtung von einer optimalen Ausrichtung zu suchen, andererseits wirken sich Spannungsüberhöhungen z.B. durch Vorspannungen infolge Schrumpf oder Poren negativ auf die Festigkeit aus. Drapier stellt in seinen numerischen Untersuchungen fest, dass hauptsächlich die geometrische In-stabilität der Faserbündel, die primär durch die geometrische Imperfektion aus dem Herstel-lungsprozess verursacht wird, gekoppelt mit dem nichtlinearen Schubverhalten der Matrix für die geringen Kennwerte sorgt. In jedem Fall sollte eine bessere Spreizung der Fasern zur Verbesserung der Eigenschaften beitragen.
Zur Durchsetzung der kostengünstigen Injekti-onsverfahren ist von wissenschaftlicher Seite eine systematische Ursachenforschung not-wendig, die alle Themenbereiche der Kette der Kennwertermittlung umfasst: Verstärkungsfa-sern, Matrixsysteme, Fertigungsverfahren, Maßnahmen zur Qualitätssicherung, Mechani-sche Bearbeitung und Prüfverfahren.
Ziele und Maßnahmen
Erklärtes Ziel ist es, das Potenzial der Laminate, die in Nasstechnologie aus NCF-Materialien und niedrigviskosen Harzsystemen hergestellt werden, voll auszuschöpfen.
In zwei Schritten kann es gelingen, das Poten-zial der Nasstechnologie vollständig zu heben:
1. Klärung der Ursachen für die vergleichswei-se geringen Kennwerte.
2. Ableitung von Maßnahmen zur Optimie-rung der Materialien.
Die systematische Ermittlung der Kenn-werte textiler Faserverbunde ist wesentli-che Voraussetzung für den Erfolg kosten-günstiger Injektionsverfahren in der in-dustriellen Fertigung von Bauteilen in Nasstechnologie.

Prozessoptimierung durch Prozesssimulation und neue Fertigungstechnologien
69
4.3. PROZESSOPTIMIERUNG DURCH PROZESSSIMULATION UND NEUE FERTIGUNGSTECHNOLOGIEN
Neben den günstigen Eigenschaften der Faser-verbunde für den Leichtbau wird zukünftig die Reduktion der Fertigungskosten zunehmend durch neue Fertigungstechniken wie die Mik-rowellentechnik einerseits und die numerische Prozesssimulation anderseits an Bedeutung gewinnen.
4.3.1. Mikrowellenprozessierung
Bei der Fertigung von Faserverbundbauteilen, die durch Temperatur aushärten oder konsoli-dieren, ist die Wärmeleitfähigkeit des Werk-stoffs von entscheidender Bedeutung. Faser-verbunde bedingen als schlechte Wärmeleiter niedrige Aufheizraten. Ein deutliches Kosten-einsparpotenzial liegt folglich in der Verkür-zung der Temperierungszeiten des Werkstoffs. Die Erwärmung mit Mikrowellen umgeht den Mechanismus der schlechten Wärmeleitung durch die Erwärmung des Werkstoffs über seine dielektrischen Eigenschaften. Die Erwär-mung findet dabei homogen im gesamten Werkstoffvolumen statt. Die Mikrowellen-technologie bietet neue Möglichkeiten zur Optimierung bereits bestehender Verarbei-tungsprozesse für Faserverbunde. Die For-schungsarbeiten im Institut werden sich dabei auf drei Schwerpunkte konzentrieren:
1. Preformtechnik für binderfixierte Gewebe Diese Preformtechnik gewinnt für die Steige-rung der Prozessautomatisierung stetig an Bedeutung. Bisher erfolgte das Preforming über sehr lange Haltezeiten in einem Tempero-fen oder mittels Heizplatten. Die Temperierung der Faserlagen mittels Mikrowellen umgeht durch die volumetrische Erwärmung die schlechte Wärmeleitung des Fasergeleges. Der Stellenwert der Preformtechnik in der Industrie
wird umso mehr steigen, je komplexer die Ablegearbeiten für neue Bauteile werden.
2. Harzerwärmung in den Injektionsleitungen Konventionell geschieht das Vorwärmen der Harze zur Infiltration in Heizkartuschen oder Heizschläuchen, wobei die Harze nur schlecht im Volumen zu erwärmen sind. Durch Mikro-wellen können große Volumina gleichmäßig und homogen erwärmt werden. Bei Durch-flusserwärmung des Harzes in den Injektions-leitungen wird eine minimale Menge Harz erwärmt und das Risiko von unerwünschten Reaktionen in den Harzzuleitungen verhindert. Dies führt zu einer erheblichen Verbesserung der Arbeits- und Prozesssicherheit. Gerade die Möglichkeit der Durchlauferwärmung bietet im großtechnischen Maßstab eine vom Harz-volumen unabhängige Methode der Temperie-rung. Der Prozess ist dadurch insbesondere für große Bauteile und große Stückzahlen sehr gut geeignet.
3. Prozessierung Um die Verweilzeiten in Autoklaven zu verkür-zen, werden heute CFK-Bauteile zur Erzeu-gung optimaler Matrixeigenschaften in Öfen getempert. Die Temperzeiten sind jedoch sehr lang. Ein wesentlicher Vorteil der Mikrowel-lenprozessierung ist die Beseitigung der Träg-heit während des Aufheizens. Mikrowellen-öfen bieten eine sofort verfügbar Energie und sparen durch die selektive Erwärmung der Bauteile Energie, die ansonsten zur ungenutz-ten Erwärmung der Peripherie eingebracht werden müsste.
Von der Mikrowellenprozessierung wird eine entscheidende Steigerung der Pro-duktqualität bei gleichzeitiger Reduzie-rung der Fertigungskosten erwartet.

Innovationsmotore in Faserverbundleichtbau und Adaptronik
70
4.3.2. Hybride Faserverbundfertigung
Die Erfahrung aus der Fertigung der EFA-Rumpfschale (vgl. Abschnitt 3.3.2.1), dass nämlich mit Injektionsverfahren deutliche Kos-tenvorteile zur erzielen sind, jedoch die me-chanischen Kennwerte der UD-Prepregs noch nicht erreicht werden, führt zu dem Vorschlag, beide Verfahren zu kombinieren.
Die Kombination von leistungsstarken UD-Prepregs für einfache Geometrien (z.B. Scha-len) mit trockenen, kostengünstigen und textil optimierten Preformstrukturen (z.B. Verstei-fungen) vereint die Vorteile der unterschiedli-chen Fertigungsverfahren, wie
Mechanische Eigenschaften der Prepregs und der Prepreg-Fertigungsoptionen (Tape Leger)
Kostenvorteile der Nasstechnologie (Halb-zeuge, Faserablage)
Optimierungsoptionen der Nasstechnologie (drapieren, nähen, flechten, etc.)
Die hybride Fertigung verspricht die Realisie-rung hoher Integrationsgrade wie das folgen-de Bild veranschaulicht.
Bild 4.2 : Stringerversteifte Haut in Hybridfertigung
Ziel der Entwicklung hybrider Fertigungs-konzepte ist die weitere Kostenreduktion im Fertigungsprozess bei gleichzeitiger Verbesserung der Eigenschaften der Fa-serverbunde.
4.3.3. Qualitätsüberwachung der Fertigungsprozesse
Auf dem Weg zu einer effizienten Fertigung im Sinne einer Fließfertigung gewinnt die au-tomatisierte Qualitätskontrolle der Fertigungs-prozesse und der Bauteile an Bedeutung. Des-halb will das Institut schwerpunktmäßig in zwei Bereichen der Qualitätskontrolle Metho-den entwickeln:
1. Die „On-Line“-Qualitätsüberwachung der Fertigung durch „intelligente“ Infusionsan-lagen und Fertigungswerkzeuge, z. B. durch automatisierte Temperaturüberwachung der Aushärtung
2. Automatisierte Verfahren zur Auswertung von Bauteilproben, z. B. durch automati-sche digitale Pixel-Auswertung zur Bestim-mung der Laminatqualität und -eigenschaf-ten wie
4 Porengehalt 4 Faservolumengehalt 4 Faserausrichtung und Ondulationen 4 Risse 4 Matrix-Inhomogenitäten
Das Ziel einer „On-Line“ Qualitätsüberwa-chung durch intelligente Infusionsanlagen und Fertigungswerkzeuge ist eine Sen-kung der Ausschussraten und damit der Fertigungskosten.

Prozessoptimierung durch Prozesssimulation und neue Fertigungstechnologien
71
4.3.4. Prozesssimulation und virtuelle Versuche
Bei der Auslegung und Dimensionierung geht die Berechnung zurzeit in erster Linie von maßgenau gefertigten, eigenspannungsfreien Bauteilen aus. Diese mechanischen Vorausset-zungen sind jedoch bei Faserverbundwerkstof-fen häufig nicht gegeben. Typische Herstel-lungsprozesse (Harz-Infiltrationsprozess, Auf-heizen, Abkühlen, Verkleben, etc.) beeinflus-sen die mechanischen Eigenschaften wesentlich. Für den Entwurf leistungsstarker Strukturen sind deshalb die Analyse und die Simulation des Herstellungsprozesses in mög-lichst allen seinen Phasen äußerst hilfreich. Dies gilt insbesondere wenn die Taktzeiten der Fertigung in Zukunft weiter gesteigert werden mit der möglichen Folge zunehmender Unge-nauigkeiten, Fehler und Imperfektionen. Die Prozesssimulation kann hier wesentlich zur Kostensenkung beitragen.
Auch im Automobilbau gibt es durch hohen Kostendruck und kurze Taktzeiten in der Pro-duktion ganz besonders großes Verbesse-rungspotenzial, welches durch Simulation der Herstellprozesse freigesetzt werden kann. Bild 4.3 zeigt als Beispiel schematisch ein Karosse-rieteil bei der Hohlraumversiegelung, welches sich durch die Bestrahlung so stark aufheizt, dass thermisch induzierte, bleibende Deforma-tionen die Gebrauchstauglichkeit stark ein-schränken. Prozesssimulationen können hier die Ausschussraten deutlich senken.
Aufbauend auf den Erfahrungen in der Analy-se und Fertigung von Faserverbundstrukturen soll eine starke Kompetenz auf dem Gebiet der Prozesssimulation aufgebaut werden.
Auch bei der rechnerischen Simulation von Strukturversuchen geht der Trend zur Berück-sichtigung möglichst aller, realer Versuchs-randbedingungen. Damit ergeben sich ähnlich Anforderungen wie bei der Prozesssimulation. Notwendig sind dafür so genannte „virtuelle Versuchsstände“.
Infrarotlampe
Wachs
Karosserie
Schweisspunkt
Rohbauklebstoff
Infrarotlampe
Wachs
Karosserie
Schweisspunkt
Rohbauklebstoff
Bild 4.3 : Aufheizung eines Karosserieteils während der Hohlraumversiegelung
Das Ziel der Entwicklung virtueller Teststände ist es, teure reale Experimente sinnvoll zu er-gänzen, vorzubereiten, zu optimieren oder möglicherweise sogar zu ersetzen. Erste Erfah-rungen im Rahmen des Airbus-Projekts „Glo-bales Tragverhalten“ sind viel versprechend.
Die Einführung moderner Fertigungstechnolo-gien im Flugzeugbau erfordert die Berücksich-tigung einer Vielzahl von Designparametern, die zurzeit in einer großen Anzahl entspre-chender Versuche ermittelt werden. Da die Entwicklung weiter in diese Richtung zielt - textile Verbunde führen hier zu einer weiteren Dimension bei der Berücksichtigung möglicher Design-Variablen - ist eine Reduzierung des Versuchsaufwandes mit Hilfe analytischer und numerischer Methoden ein Schlüssel zu einer weiteren signifikanten Kostensenkung.
EU-Anträge im 6. Rahmenprogramm (wie z.B. VISTA, MUSCA, ITOOL) zeigen, dass sich auf diesem Gebiet bereits Kompeten-zen in Europa bündeln, bei denen das DLR nur mit weiterem engagierten Einsatz sei-ne aktuell starke Position behaupten und stärken kann. Auf dem Weg von der Ma-nufaktur-Fertigung zur industriellen Pro-duktion von Faserverbundbauteilen wird die Prozesssimulation zur Senkung der Fertigungskosten sein.

Innovationsmotore in Faserverbundleichtbau und Adaptronik
72
4.4. NEUE FUNKTIONEN IN STRUKTUREN
Die Entwicklung multifunktionaler, „intelligen-ter“ Materialsysteme ist eine Schlüsseltechno-logie dieses Jahrhunderts. In drei Schwerpunk-ten will das Institut in den nächsten Jahren Forschungsbeiträge leisten:
1. Neue Flächenaktuatoren
2. Aktive strukturdynamische Schallminderung
3. Integrierte Bauteilüberwachung durch Ult-raschall
4.4.1. Neue Flächenaktuatoren
Flächenaktuatoren auf Basis intelligenter Werk-stoffe sind ein wesentlicher Bestandteil adaptiver Strukturen. Im Gegensatz zu kon-ventionellen Aktuatoren erfolgt die Krafteinlei-tung nicht an diskreten Punkten sondern groß-flächig durch Schub. Strukturaussteifungen im Bereich der Kraftein-leitung sind daher nicht erforderlich.
Die Aktuatoren können daher gewichts- und bauraumoptimiert in dünnwandige Leichtbau-strukturen eingebracht werden. Als integraler Bestandteil der Struktur übernehmen sie in bestimmten Fällen auch lasttragende Funktion. Um das Anwendungsspektrum adaptiver Strukturen zu erweitern, sind Flächenaktuato-ren mit überlegenen Eigenschaften erforder-lich: Geringer Energiebedarf Hohe Dehnungen und Kräfte Hohe mechanische Belastbarkeit Hohe Ansteuerfrequenz Hohe Lebensdauer / Zuverlässigkeit Hohe Flexibilität in der Formgebung Einfache Handhabung in der Montage und
Anwendung Große Einsatzbereiche (z.B. Temperatur) Geringe Kosten
Zur Realisierung dieser Eigenschaften sind In-novationen in vier Bereichen erforderlich:
1. neue Materialkombinationen Durch die gießtechnische Integration piezo-keramischer Werkstoffe in Metalle wird das Einsatzspektrum (Temperatur, Medienbe-ständigkeit, Ausgasen usw.) erweitert und ein Werkstoffsystem für die Adaptronik er-schlossen, das bereits in vielen Produkten etabliert ist.
2. neue effektive Fertigungsverfahren Mit neuartigen Beschichtungsverfahren können in einem Fertigungsschritt großflä-chig piezokeramischen Schichten auf Struk-turen aufgebracht werden.
3. neue multifunktionale Werkstoffe Durch den Einsatz neuartiger intelligenter Werkstoffe, mit anderen Wirkprinzipien wird die Leistungsfähigkeit von Aktuatoren gesteigert. Z.B. kann durch Dünnschicht-Aktutoren auf Basis elektrorheologischer Flüssigkeiten das Dämpfungsverhalten von Strukturen adaptiv beeinflusst werden.
4. neue Konzepte für Piezoaktuatoren Neue Entwicklungen in der Piezotechnik, wie beispielsweise die Multilayertechnolo-gie, in Verbindung mit neuen Elektroden-konfigurationen ermöglichen die Entwick-lung von Flächenaktuatoren mit hoher ak-tuatorischer Wirkung bei deutlich geringe-ren Betriebsspannungen.
Die Entwicklung neuartiger Flächenaktua-toren erschließt für die Adaptronik neue Anwendungsfelder und ist für das Institut ein Türöffner für den Einstieg in Projekte auf nationaler und internationaler Ebene. Darüber hinaus ist für solche Aktuatoren ein großes Marktpotenzial vorhanden.

Neue Funktionen in Strukturen
73
4.4.2. Aktive Reduktion von Flugzeuginnenlärm
Unbestritten wirkt sich Lärm nachteilig auf Mensch und Umwelt aus. Neben passiven Lärmschutzmaßnahmen kann Lärm wirkungs-voll durch aktive Maßnahmen bekämpft wer-den. In den letzten Jahren wurde die aktive Schwingungsreduktion vor allem auf zwei Wegen verfolgt, einerseits durch Gegenschall-erzeugung („Active Noise Control“, ANC), andererseits durch aktive strukturdynamische Schallminderung („Active Structural Acoustic Control“, ASAC). Ausgehend von seiner aus-gewiesenen Kompetenz in Strukturmechanik und Adaptronik wird sich das Institut der strukturdynamischen Schallminderung ASAC widmen.
31 63 125 250 500 1000 2000 4000 8000
Hz
40
30
20
10
dB
AKTIV PASSIV
Bild 4.4 : Vergleich aktiv-passiv
Die Untersuchungen konzentrieren sich hierbei auf eine gezielte aktive Schwingungskompen-sation der Struktur, die eine Reduktion der Schallabstrahlung bewirken soll. Dabei kom-men u.a. die am Institut entwickelten und ge-fertigten piezokeramischen Folienmodule zum Einsatz. Erste Untersuchungen zur aktiven Schwingungskompensation akustisch relevan-ter Strukturmoden wurden bereits an einem Akustikdemonstrator durchgeführt. In einem schallisolierten Gehäuse ist eine mit Piezofo-lienmodulen bestückte Platte untergebracht, die von einem Lautsprecher angeregt wird.
Die resultierende Schallabstrahlung im Bereich von 100 - 250 Hz konnte messbar reduziert werden.
0
0.005
0.01
0.015
0.02
0.025
0.03
100 150 200 250 300 350 400 450 500
Am
plitu
de[li
near
]
Frequenz[Hz] Bild 4.5 : Aktive strukturdynamische Schallminde-rung
Die weiteren systematischen Untersuchungen des Instituts stützen sich auf
1. Modellierung der vibro-akustischen Kopplung mit aktiven Elementen
Durchführung von analytischen und expe-rimentellen Untersuchungen, FE-Modellierung der strukturell-akustischen Kopplungen, Modelle zur Reglerauslegung
2. Aktuatorik und Sensorik Erprobung verschiedener Aktuator- und
Sensorkonzepte zur gezielten Beeinflussung vibro-akustischer Größen, Ermittlung opti-maler Positionen
3. Regler Closed-loop Erprobung verschiedener Rege-
lungstopologien, Analyse der Robustheit bei verschiedenen Störanregungen
Als Ergebnis der aktiven strukturdynami-schen Schallminderung wird eine deutli-che Reduzierung der Schallpegel (~7 dBA) als realisierbare Zielgröße angestrebt.
geregelt ungeregelt

Innovationsmotore in Faserverbundleichtbau und Adaptronik
74
4.4.3. Structural Health Monitoring durch Ultraschall
Die Motivation für eine integrierte Bauteil-überwachung für den Flugzeugbau ergibt sich daraus, dass etwa 27 % der Gesamtkosten eines Verkehrsflugzeugs allein für Inspektionen und Reparatur anfallen♦. Hier besteht also ein großes Einsparungspotenzial. Auch neue Kon-zepte für CFK-Rümpfe von Verkehrsflugzeu-gen, z.B. mit komplexem mehrschaligen Auf-bau, der von außen nicht mehr oder nur noch mit starken Einschränkungen zerstörungsfrei prüfbar sein wird, machen neue Konzepte der integrierten Bauteilüberwachung geradezu unverzichtbar.
Einen Beitrag zur Lösung bietet z.B. der Einsatz von Lamb-Wellen zur Online-Schadens-detektion. Mit diesen in-plane-Wellen lassen sich größere Bereiche von Bauteilen prüfen, ohne dass ein Scannen wie bei der klassischen (punktförmigen) Ultraschallprüfung erforder-lich ist. Auch dieses Verfahren fällt in die Kate-gorie des so genannten Structural Health Mo-nitoring (SHM). Hierbei gibt es zwei Möglich-keiten:
1. Die bei einer Schadensentstehung, z. B. durch Impact, oder beim Anwachsen eines Schadens hervorgerufenen Lamb-Wellen lassen sich mit Piezo-Sensoren aufnehmen und entsprechend auswerten.
2. Mit einem Netz von verteilten strukturin-tegrierten Aktuatoren und Sensoren wer-den definiert Lamb-Wellen eingeschallt, empfangen und ausgewertet.
Neben einer Oberflächenmontage lassen sich die Sensoren auch in die Struktur einbetten. Wegen der größeren Flexibilität bezüglich der optimalen Sensorpositionierung und Sensor-auswahl, der einfacheren Montage und der Möglichkeit eines einfacheren Austauschs wird im Institut zunächst die Lösung von außen applizierter Sensoren verfolgt.
Obwohl zu dem Thema SHM in den letzten Jahren eine große Anzahl von Veröffentli-chungen erschienen ist, gibt es nach wie vor besonders für Faserverbunde einen großen Forschungsbedarf:
♦ Hall S.R. and T.J. Conquest.
“The total data integrity initiative— structural health monitoring, the next genera-tion.” Proceedings of the USAF ASIP Confer-ence, 1999. 2nd ed.
Die Kenntnis der komplexen Zusammenhänge zwischen den Werkstoffeigenschaften und der Ausbreitungsgeschwindigkeit der Lamb-Wellen ist für gute Prüfergebnisse unabdingbar. In Abhängigkeit vom eingesetzten Werkstoff, des Strukturaufbaus, der Dicke und der zu detek-tierenden Schäden müssen jeweils optimal angepasste Lamb-Wellen eingeschallt werden.
Die Interpretation der Empfangssignale ist um ein mehrfaches schwieriger als bei der bildge-benden Ultraschallprüftechnik (Bild 4.6).
Bild 4.6 : Empfangssignal ohne Belastung und nach 10 J Impact
Das Institut wird im Rahmen des europäischen Forschungsprogramms AISHA (Aircraft integra-ted structural health assessment) die Scha-densdetektion an CFK-Bauteilen mit Lamb-Wellen entwickeln.
Zukünftige, komplexe Faserverbund-strukturen der Luft- und Raumfahrt sowie der Verkehrs- und Energietechnik werden SHM-Systeme zwingend benötigen.

Materialien und Strukturen für Energie- und Thermalsysteme
75
4.5. MATERIALIEN UND STRUKTUREN FÜR ENERGIE- UND THERMALSYSTEME
Eine große Herausforderung für Leichtbausys-teme sind thermische Lasten. Ihre genaue Wir-kung zu kennen und zu beherrschen, ist Ge-genstand der Konditionierung von Systemen. Das Institut wird sich im Energie- und Ther-malmanagement schwerpunktmäßig in drei Themen engagieren:
1. Analyse des Wärmetransports
2. Thermalmanagement thermisch hoch be-lasteter Strukturen
3. Wasserstoffspeicherung durch Physisorption an Nanopartikeln mit Minimalflächen
4.5.1. Analyse des Wärmetransports
Thermalmanagement ist auf genaue Metho-den zur Analyse und Simulation des Wärme-transportes sowohl innerhalb einer Struktur als auch in Kopplung mit ihrer Umgebung ange-wiesen. Der Trend zu immer komplexeren Struktur- und Materialsystemen führt auch zu wachsende thermischen Sensibilität. Dies äu-ßert sich zum einen in den zulässigen Tempe-raturwerten, die immer näher an den zu er-wartenden Temperaturen liegen, als auch an zusätzlichen Eigenspannungen, die infolge unterschiedlicher Wärmeausdehnungskoeffi-zienten der einzelnen Werkstoffe auftreten.
Um die Temperaturverteilungen in sensiblen Bauteilen zuverlässig vorhersagen zu können, müssen die komplexen Wärmetransfermecha-nismen wie Wärmeleitung, interne Strahlung und Konvektion in den heterogenen und ani-sotropen Strukturen modelliert werden. Auf-bauend auf den Erfahrungen im Institut kon-zentrieren sich die Schwerpunkte der Verfah-rensentwicklung auf:
1. Entwicklung eigener schneller Berech-nungsmethoden für den Entwurfsprozess
2. Optimierung des Einsatzes kommerzieller Methoden
3. Experimentelle Validierung der Methoden
Die Bestimmung der Randbedingungen, die insbesondere bei Konvektion sehr aufwändig sein kann, ist ein kritischer Punkt in der Analy-se. Hier sollen einerseits Methoden der Strö-mungs-Struktur-Kopplung eingesetzt werden, wenn sehr genaue Randbedingungen erforder-lich sind, andererseits können aber auch ver-einfachte Abschätzungen erfolgen, wenn die Bestimmung von Größenordnungen ausreicht. Auf dem Gebiet der Strömungs-Struktur-Kopplung bietet sich die Kooperation mit an-deren DLR-Instituten an.
Anwendungsgebiete sind: in der Raumfahrt Thermalschutz-Systeme,
aber auch Antennensysteme mit ihren im-mer höheren Anforderungen an die Ther-mostabilität.
in der Luftfahrt vor allem in Bereichen, wo unterschiedliche Werkstoffe aneinander stoßen (z.B. bei Versteifungen in Lasteinlei-tungsbereichen), aber auch wo ertragbare Temperaturen von Verbundwerkstoffen na-he an den zu erwartenden Werten liegen.
Die Thermalanalyse ist wichtige Voraus-setzung für Maßnahmen des Thermalma-nagements in Luftfahrt, Raumfahrt und Verkehrstechnik.

Innovationsmotore in Faserverbundleichtbau und Adaptronik
76
4.5.2. Thermalmanagement thermisch hoch belasteter Strukturen
In der Raumfahrt ist wegen der hohen thermi-schen Lasten im Weltraum ein sorgfältiges Thermalmanagement erforderlich, um die Funktionsfähigkeit der Systeme sicherzustellen. Das Institut will seine Kompetenzen auf die-sem Gebiet für andere Technikbereiche nutz-bar machen.
Da es im Weltraum prinzipiell keinen konvekti-ven Wärmetransport gibt (Hochvakuum und Schwerelosigkeit), müssen Wärmeleitung und Wärmestrahlung als thermische Wechselwir-kung für ein effizientes Thermalmanagement optimal ausgelegt werden. Insbesondere für die Wärmeleitung wurden in der Vergangen-heit extrem leistungsfähige Technologien zur Optimierung des thermischen Kontaktwider-stand als auch des thermischen Leitwert ent-wickelt, die bereits in der Computertechnik ihre Anwendung finden. Zur Minimierung des thermischen Kontaktwiderstand nutzt man so genannte „gap filler“ (Wärmeleitpaste) zwi-schen den Grenzflächen von Komponenten, die auch bei relativ geringen mechanischen Anpresskräften einen hervorragenden thermi-schen Kontakt gewährleisten und selbst einen hohen thermischen Leitwert haben. I. Inzwi-schen wurden auch gap filler entwickelt, die den Phasenwechsel bei vorwählbaren Grenz-temperaturen nutzen, um sich einerseits voll-flächig an die Grenzflächen anzuschmiegen und andererseits bis zum Erreichen des voll-ständigen Phasenwechsels (fest/flüssig) eine Temperaturstabilisierung (Plateau) zu bewirken (z.B. Powerstrate™: phase change thermal interface materials von Loctite®). Außerdem kann man die Wärmeleitung im Vergleich zum thermischen Leitwert konventioneller guter Wärmeleiter (z.B. Kupfer) extrem verbessern (bis zu mehreren Zehnerpotenzen bei gleichen Querschnitten und Längen!), wenn sogenann-te „heat pipes“ (Wärmerohre) für den Wärme-transport von der Wärmequelle zur Wärme-
senke eingesetzt werden. Wärmerohre nutzen einen geschlossenen 2-Phasenzyklus (flüs-sig/dampf) zum Wärmetransport und können sogar so ausgelegt werden, dass die Wärme nur in eine Richtung fließen kann (thermo dio-de) oder / und der thermische Leitwert variabel ist (variable conduct heat pipe / VCHP). Da-durch wird gleichzeitig mit dem Wärmetrans-ferelement eine Thermalkontrolle (z.B. Tempe-raturstabilisierung) möglich. Überall dort, wo Systeme unter extremen thermischen Umge-bungsbedingungen konditioniert werden müs-sen, sind diese Techniken in vielen Fällen die einzige Möglichkeit zur Problemlösung.
Dieses Potenzial soll der Anwendung in Auto-mobilbau und Luftfahrtindustrie nutzbar ge-macht werden. So erzeugt der Antriebsstrang im Motorraum eine beträchtliche Wärmeleis-tung, so dass dies eine thermisch hoch belaste-te Zone ist, in der eine konvektive Kühlung nicht erfolgen kann. Ein für das Motorenma-nagement benötigtes Steuergerät gilt es genau in diesem Umfeld unterzubringen. Das Steuer-gerät selbst erzeugt 60 Watt Wärmeleistung.
Ein typischer Anwendungsfall für Thermalma-nagement ist die Kühlung einer solchen E-Box durch den Wärmetransfer über Wärmerohre (Heat Pipes) zu einer geeigneten Wärmesenke außerhalb des thermisch hochbelasteten Mo-torraumes. Die Heat Pipes werden im Bereich der Verrippung der E-Box und auch im Bereich des E-Box-Deckels (dort, wo die E-Box mit Wärmeleitpaste thermisch gut gekoppelt sind) über geeignete gap filler direkt mit der Außen-seite des Steuergerätes verbunden und trans-ferieren die Wärme zum Wärmetauscher (z. B. in einen Radkasten). Eine Thermalmodellierung soll untersuchen, welche Auswirkungen eine thermische Isolation um die E-Box hat (Ab-schirmung gegen den thermisch hoch belaste-ten Motorraum). Gegebenenfalls ist eine Thermalisolation direkt um die E-Box, wie sie prinzipiell in der Abbildung dargestellt ist, von Vorteil oder sogar unerlässlich.
Die Erfahrungen aus dem Thermalmana-gement von Raumfahrtsystemen gilt es, für Luftfahrt und Verkehrstechnik nutzbar zu machen.

Materialien und Strukturen für Energie- und Thermalsysteme
77
4.5.3. Wasserstoffspeicherung durch Physisorption an Nanopartikeln mit Minimalflächenstruktur
Auf den ersten Blick mag es nicht einleuchten, dass sich das Institut für Strukturmechanik an der Erforschung der Technik der Wasserstoff-speicherung beteiligt. Es sind aber gerade die hier in einer Hand gebündelten Kompetenzen in der Entwicklung von Struktursystemen und deren Konditionierung für unterschiedlichste Anwendungen, die von diesem Institut einen wesentlichen Beitrag erwarten lassen.
Obwohl massenspezifisch fast dreimal mehr Energie im Wasserstoff speicherbar ist als in Benzin, geht der Systemvorteil weitgehend verloren, wenn man die derzeit verfügbaren Speichertechnologien miteinander vergleicht: für die massenspezifische Systemspeicherdich-te (incl. Behältermasse) für Wasserstoff wird gegenwärtig relativ zu Benzin ein Verhältnis von nicht besser als 1:2 erreicht. Der volumen-spezifische Vergleich fällt mit weniger als 1:7 noch ungünstiger aus.
Bild 4.7 : Erreichbare bzw. angestrebte Speicher-dichten für Wasserstoff
Grundsätzlich gibt es 3 verschiedene Speicher-prinzipien für Wasserstoff: Kryogene Speicherung Kompressionsspeicherung Sorptionsspeicherung, die in Chemisorption
(relativ feste Bindung mit relativ hohen er-forderlichen Ablöseenergien) und Physisorp-tion (relativ lose Bindung mit relativ gerin-gen erforderlichen Ablöseenergien) unter-schieden wird
Eine große Erfolgschance für die Entwicklung neuer, hocheffizienter Wasserstoffspeichersys-teme bietet die Kombination von Physisorption unter kryogenen Bedingungen und Hochdruck – wobei die Optimierung der massenspezifi-schen Physisorptionsrate prioritär ist.
Nanoskalige Materialstrukturen besitzen als Sorbentien aufgrund ihrer großen Oberfläche einen prinzipiellen Vorteil: Die Austauschpro-zesse (Adsorption/Desorption) laufen verkürzt ab, da bei den Anlagerungsmechanismen des Wasserstoffs an das Speichermedium die Dif-fusionsprozesse entscheidend verbessert sind. In den letzten Jahren haben Berichte über ho-he Speicherkapazitäten in Kohlenstoff-Nanotubes (CNT) große Aufmerksamkeit er-regt. Die anfänglich publizierten Ergebnisse konnten experimentell jedoch nicht bestätigt werden. Seriöse, reproduzierbare Angaben der Speicherdichte liegen zwischen 2 und 4,2 Gew.%. Bislang sind lediglich bei CNT Bela-dungszeiten zwischen 4 und 24 Stunden mit abnehmenden Wiederbeladungsraten erreicht worden. Völlig unklar ist bislang, welche Grö-ßen oder Modifikationen der Nanotubes oder Nanofasern die besten Speichereigenschaften besitzen. Das Verhalten von Multi-Wall-CNT´s zeigt, dass umschlossene (innere) Flächen nicht positiv zur Speicherfähigkeit beitragen. Vom Institut werden daher von CNT losgelöste Nanobauweisen mit speziellen Eigenschaften vorgeschlagen, die einerseits eine größtmögli-che Anzahl an „Andockstellen“ für den Was-serstoff bereitstellen und andererseits eine Geometrie aufweisen, die die Kohlenstoff-menge minimiert. Diese in einer Patentanmel-dung befindlichen Konzepte beinhalten die Erkenntnisse des Leichtbaus und die Physik selbstorganisierender Systeme (potenzialbasier-te Fertigung) und führen zwangsläufig sowohl zu einer Gewichtsersparnis als auch zu einer sehr effizienten Speicherfähigkeit. Die Ferti-gung, Charakterisierung und Qualifikation dieser neuen Kohlenstoffmodifikationen sollen in Zusammenarbeit mit der Firma FutureCar-bon (Bayreuth) und weiteren DLR-Instituten erfolgen (WF u. TP). Weil die vorgeschlagenen Geometrien energetisch optimale Lösungen darstellen, muss sich die Fertigung mit Hilfe potenzialunterstützter Verfahren realisieren lassen.
Mit einer effizienten Technik zur Wasser-stoffspeicherung kann das Institut ent-scheidend zur Durchsetzung der Brenn-stoffzelle als umweltfreundliche Energie-quelle beitragen.

Anhang
78
5. Anhang
5.1. ABKÜRZUNGEN ANC Active Noise Control
ASAC Active Structural Acoustic Control
AVK Arbeitsgemeinschaft Verstärkte Kunststoffe
CAI compression after impact
CFK Kohlenstofffaserverbundkunststoff
CFRP Carbon Fiber Reinforced Polymer
CIE Concurrent / Integrated Engineering
CNT Carbon Nano Tube
DP-RTM Differential Pressure Resin Transfer Moulding
ECSS European Cooperation for Space Standardization
ESTMP European Space Technology Master Plan
FE / FEM Finite Elemente (Methode)
FESTIP Future European Space Transportation Programme
FNR Fachagentur Nachwachsende Rohstoffe, Niedersachsen
HP Heat Pipe
HTSL Hochtemperatur-Supraleiter
IP Integrated Project
IR Infrarot
LIREX Leichter Innovativer Regional-Express
LRI Liquid Resin Infusion
LuFo Luftfahrtforschungsprogamm, Förderprogramm des BMWA
MAG Multiaxialgelege
MaTech Neue Materialien für Schlüsseltechnologien des 21. Jahrhunderts, Förderprogramm des BMBF
MLI Multi Layer Insulation
NCF Non Crimp Fabric
NDT Non-Destructive Testing
NMN Neue Materialien Niedersachsen e.V.
QLT Quadratic Lamination Theory
RTM Resin Transfer Moulding
SAR Synthetic Aperture Radar
SLI Single Line Injection
SHM Structural Health Monitoring
SRTM Shuttle Radar Topography Mission
TCS Thermal Control System
TFP Tailored Fiber Placement
VAP Vacuum Assisted Processing
VARI Vacuum Assisted Resin Infusion
VCHP Variable Conduct Heat Pipe
VTP-NG Vertical Tail Plane – New Generation
WING Werkstoffinnovationen für Industrie und Ge-sellschaft, Förderprogramm des BMBF
WSA Weltraumsimulationsanlage