Embed Size (px)
Citation preview
Steuerung und Regelung eines Bioreaktors
mit dem Prozessleitsystem WinErs
Bachelor-Thesis
im Fachbereich Medizintechnik
der Fakultät Mechatronik und Medizintechnik
an der Hochschule Ulm
vorgelegt von:
Andreas Zink
Matrikel-Nr.: 42093
Datum: 26.02.2010
Betreuer: Dipl. Ing. R. Miller
Erstprüfer: Prof. Dr. M. Hessling
Zweitprüfer: Prof. Dr. Dr. R. Blechschmidt-Trapp
Bearbeitungszeitraum: November-Februar 2010
I
I. Eidesstattliche Erklärung
Hiermit versichere ich, Andreas Zink, dass ich diese Bachelor-Thesis mit dem
Thema:
„Steuerung und Regelung eines Bioreaktors mit dem Prozessleitsystem
WinErs“
im Fachbereich Medizintechnik/ Biotechnologie der Fakultät Mechatronik und
Medizintechnik an der Hochschule Ulm, selbstständig verfasst und keine
anderen als die angegebenen Quellen und Hilfsmittel benutzt habe.
Ort, Datum Andreas Zink
II
II. Zusammenfassung
In dieser Bachelor-Thesis wird die Entwicklung einer Prozess-Software für die Steuerung und
Regelung eines Bioreaktors beschrieben. Bei dem Bioreaktor handelt es sich um einen 7 Liter Labor-
Fermenter der Hochschule Ulm. Dieser ging aus einer früheren Diplomarbeit hervor (Gruber, 2005).
Aufgrund von technischen Erweiterungen des Reaktors ergaben sich neue Anforderungen und
Möglichkeiten für die Prozess-Software, welche deshalb neu umgesetzt werden musste. Diese wurde
mit der Laborversion II des Prozessleitsystems WinErs erstellt. WinErs ermöglicht neben dem Lösen
von regelungstechnischen Aufgaben auch das Gestalten einer eigenen Prozessvisualisierung. So
wurde eine individuelle und optisch ansprechende Benutzeroberfläche geschaffen.
Die Prozess-Software des Bioreaktors wurde in Modulgruppen aufgeteilt. Diese entsprechen der
Zusammengehörigkeit von Hardware-Komponenten. Die Trennung der Modulgruppen erfolgt logisch
sowie optisch. Die Logik einer WinErs-Software steckt in Blockstrukturen und Grafcet-Plänen, welche
somit Gruppenspezifisch angelegt sind. Die optische Trennung ist durch die Gestaltung der
Benutzeroberfläche umgesetzt.
Es wurden Regelkreise für alle wichtigen Prozessparameter des Bioreaktors erstellt. Hierzu zählen die
Regelung von Temperatur, pH-Wert, Schaumbildung und Sauerstoffpartialdruck (pO2). Für den
Sauerstoffpartialdruck gibt es verschiedene Regelstrategien. Dieser kann über den Gasfluss, die
Rührerdrehzahl oder beiden gleichzeitig geregelt werden. Der Gasfluss wird über zwei
Massendurchflussregler eingestellt. Davon ist einer für Luft, der andere für Sauerstoff, wodurch man
die Gaszusammensetzung selbst bestimmen kann. Weiterhin wurden Teile einer parallel laufenden
Bachelor-Thesis zur Abgasanalyse (Princz, 2010) integriert. Zum Teil darauf aufbauend wurde ein
erster Ansatz für die geregelte Glukose-Zufütterung bei der Hefe-Fermentation geschaffen. Um diese
zu optimieren, müssen aber erst mehr Erfahrungen in weiteren Versuchen gesammelt werden. Es ist
zum Beispiel noch unklar inwiefern und wie stark sich verschiedene Größen beeinflussen.
Neben den Regelungen kann der gesamte Bioreaktor auch manuell gesteuert werden. Außerdem
wurden eine Berechnung des Reaktorinhalts und eine Verbraucherabhängige Zellmassenbestimmung
implementiert.
Damit der Bioreaktor auch von anderen Standorten bedient werden kann, wurde eine Remote-
Software eingerichtet, über welche man den Computer des Bioreaktors steuern kann. Dadurch
können längere Fermentationen, die unter Umständen mehrere Tage dauern, auch von zuhause
kontrolliert werden.
Inhaltsverzeichnis
III
III. Inhaltsverzeichnis
I. Eidesstattliche Erklärung ........................................................................................................ I
II. Zusammenfassung ................................................................................................................ II
III. Inhaltsverzeichnis................................................................................................................. III
IV. Abbildungsverzeichnis .......................................................................................................... VI
V. Tabellenverzeichnis .............................................................................................................. IX
VI. Symbolverzeichnis ................................................................................................................. X
1. Einleitung .......................................................................................................................... - 1 -
2. Aufgabenstellung .............................................................................................................. - 3 -
3. Grundlagen ....................................................................................................................... - 4 -
3.1. Der Fermentationsprozess .................................................................................................. - 4 -
3.1.1. Definition und Ablauf .................................................................................................. - 4 -
3.1.2. Bioreaktoren ................................................................................................................ - 5 -
3.1.3. Wichtige Prozessparameter ........................................................................................ - 6 -
3.1.4. Fermentationsverfahren ............................................................................................. - 9 -
3.1.5. Die Wachstumsphasen .............................................................................................. - 10 -
3.2. Regelungstechnik .............................................................................................................. - 12 -
3.2.1. Steuerung .................................................................................................................. - 12 -
3.2.2. Regelung .................................................................................................................... - 12 -
3.2.3. Regelung von Bioprozessen ....................................................................................... - 13 -
3.2.4. Wichtige Regler bei Bioprozessen ............................................................................. - 13 -
3.2.5. Ermitteln von Reglereinstellungen ............................................................................ - 17 -
3.3. Glukose-Zufütterung bei der Backhefe-Fermentation ...................................................... - 22 -
3.3.1. Stoffwechsel der Backhefe ........................................................................................ - 22 -
3.3.2. Theoretisches Zulaufschema ..................................................................................... - 22 -
3.3.3. Ausgleichsregelung des Zulaufschemas .................................................................... - 25 -
Inhaltsverzeichnis
IV
3.4. Prozessleitsystem WinErs .................................................................................................. - 26 -
3.4.1. WinErs Laborversion II ............................................................................................... - 26 -
3.4.2. Blockstrukturen ......................................................................................................... - 26 -
3.4.3. Grafcet-Pläne ............................................................................................................. - 27 -
3.4.4. Prozessbilder ............................................................................................................. - 27 -
3.4.5. Signaldefinition .......................................................................................................... - 28 -
3.4.6. Prozessanschlüsse ..................................................................................................... - 29 -
4. Technische Ausstattung des Bioreaktors ...........................................................................- 30 -
4.1. Sensoren ............................................................................................................................ - 30 -
4.2. Stelleinrichtungen ............................................................................................................. - 31 -
4.3. Prozessanschluss ............................................................................................................... - 32 -
5. Prozess-Software .............................................................................................................- 33 -
5.1. Prozessbilder ..................................................................................................................... - 33 -
5.1.1. Bedienfenster ............................................................................................................ - 33 -
5.1.2. Prozessverläufe ......................................................................................................... - 36 -
5.2. Allgemeine Blockstrukturen .............................................................................................. - 39 -
5.2.1. Pumpenleistung ......................................................................................................... - 39 -
5.2.2. Reaktorinhalt ............................................................................................................. - 42 -
5.3. Standard Modulgruppen ................................................................................................... - 43 -
5.3.1. Begasung ................................................................................................................... - 43 -
5.3.2. Korrekturmedien ....................................................................................................... - 47 -
5.3.3. Temperatur ................................................................................................................ - 50 -
5.3.4. Erntepumpe ............................................................................................................... - 51 -
5.3.5. Rührerdrehzahl .......................................................................................................... - 52 -
5.4. Optionale Modulgruppen .................................................................................................. - 53 -
5.4.1. Abgasanalytik............................................................................................................. - 53 -
5.4.2. Optische Dichte ......................................................................................................... - 55 -
5.4.3. Zufütterung ................................................................................................................ - 56 -
Inhaltsverzeichnis
V
6. Prozess-Fernüberwachung ................................................................................................- 60 -
6.1. Umsetzung ......................................................................................................................... - 60 -
7. Ermittlung der Reglereinstellungen ...................................................................................- 62 -
7.1. Pumpenkalibrierung .......................................................................................................... - 62 -
7.2. Temperatur-Regelung ....................................................................................................... - 63 -
7.3. pH-Regelung ...................................................................................................................... - 64 -
7.4. pO2-Regelung .................................................................................................................... - 65 -
7.5. Glukose-Regelung .............................................................................................................. - 69 -
Literaturverzeichnis .................................................................................................................- 74 -
A) Anhang ............................................................................................................................- 75 -
A.1) Signaldefinitionen .............................................................................................................. - 75 -
A.2) Blockstrukturen & Grafcet-Seiten ..................................................................................... - 80 -
Verzeichnisse
VI
IV. Abbildungsverzeichnis
Abbildung 3-1: Prinzipieller Aufbau eines Rührkesselreaktors (Anlehnung an Chmiel, 2006) ........... - 6 -
Abbildung 3-2: pH-Wert Skala ............................................................................................................. - 7 -
Abbildung 3-3: Schematische Darstellung des Einflusses der Temperatur auf die Wachstumsrate von
E. coli (Anlehnung an Mordukhova, Lee, & Pan, 2008) ....................................................................... - 8 -
Abbildung 3-4: Prinzipieller Wachstumsverlauf einer Batch-Kultur; X = Zellzahl; Cs =
Substratkonzentration; (Anlehnung an Hass & Pörtner, 2009) ........................................................ - 10 -
Abbildung 3-5: Prinzipieller Wachstumsverlauf einer Fed-Batch-Kultur; X = Zellzahl; Cs =
Substratkonzentration; t1= Start des Substrat-Zulaufs (Anlehnung an Hass & Pörtner, 2009) ........ - 11 -
Abbildung 3-6: Schematischer Aufbau einer Steuerung ................................................................... - 12 -
Abbildung 3-7: Schematischer Aufbau einer Regelung ..................................................................... - 12 -
Abbildung 3-8: Schaltverhalten eines Zweipunkt-Reglers................................................................. - 16 -
Abbildung 3-9: Sprungantwort mit Ausgleich (Anlehnung an Hass & Pörtner, 2009) ...................... - 17 -
Abbildung 3-10: Sprungantwort ohne Ausgleich (Anlehnung an Hass & Pörtner, 2009) ................. - 18 -
Abbildung 3-11: Auswertung einer Sprungantwort; Tu = Verzugszeit; Tg = Ausgleichszeit; ∆𝑦 =
Differenz der Stellgröße; ∆𝑥 = Differenz der Regelgröße; (Anlehnung an Hass & Pörtner, 2009) ... - 18 -
Abbildung 3-12: Auswertung einer Sprungantwort; T∑ = T-Summe; Ks=Streckenverstärkung; ∆𝑦 =
Differenz der Stellgröße; ∆𝑥 = Differenz der Regelgröße; (Anlehnung an Hass & Pörtner, 2009) ... - 20 -
Abbildung 3-13: Beispiel eines Regelkreises als Blockstruktur ......................................................... - 27 -
Abbildung 3-14: Beispiel eines Grafcet-Plans .................................................................................... - 27 -
Abbildung 4-1: Foto des Bioreaktors während einer Fermentation ................................................. - 30 -
Abbildung 5-1: Prozessbild – Bedienfenster ..................................................................................... - 37 -
Abbildung 5-2: Prozessbild - Prozessverläufe ................................................................................... - 38 -
Abbildung 5-3: Einstellfenster der Pumpenkalibrierung ................................................................... - 40 -
Abbildung 5-4: Kalibrierung des Pumpenantriebs PD 5201 .............................................................. - 41 -
Abbildung 5-5: Einstellungen für Reaktorinhalt ................................................................................ - 42 -
Abbildung 5-6: Einstellungen Begasungs-Modul ............................................................................... - 43 -
Abbildung 5-7: Anzeige des Begasungs-Moduls im Bedienfenster ................................................... - 46 -
Abbildung 5-8: Einstellungen des Korrekturmedien-Moduls ............................................................ - 47 -
Abbildung 5-9: Korrekturmedien-Anzeige im Bedienfenster ............................................................ - 50 -
Abbildung 5-10: Einstellungen des Temperatur-Moduls .................................................................. - 50 -
Abbildung 5-11: Einstellungen der Erntepumpe ............................................................................... - 51 -
Abbildung 5-12: Anzeige der Erntemenge im Bedienfenster ............................................................ - 51 -
Abbildung 5-13: Rührer Einstellungen .............................................................................................. - 52 -
Verzeichnisse
VII
Abbildung 5-14: Anzeige der Modulgruppe für Abgasanalytik im Bedienfenster ............................ - 54 -
Abbildung 5-15:Einstellungen der Abgasanalytik .............................................................................. - 54 -
Abbildung 5-16: Einstellungen für optische Dichte ........................................................................... - 55 -
Abbildung 5-17: Anzeige der Modulgruppe für optische Dichte im Bedienfenster .......................... - 55 -
Abbildung 5-18: Einstellungen der Zufütterung ................................................................................ - 56 -
Abbildung 5-19: Anzeige des Zufütterung-Moduls im Bedienfenster ............................................... - 59 -
Abbildung 7-1: Temperatur-Regelung ............................................................................................... - 63 -
Abbildung 7-2: Sichere Temperatur-Regelung .................................................................................. - 63 -
Abbildung 7-3: pH-Regelung ............................................................................................................. - 64 -
Abbildung 7-4: pO2-Regelung durch Gasfluss ................................................................................... - 66 -
Abbildung 7-5: Bleibende Gasfluss-Schwankung bei Regelung ........................................................ - 66 -
Abbildung 7-6: Gasfluss-Schwankung bei Zugabe von Sauerstoff .................................................... - 67 -
Abbildung 7-7: pO2-Regelung durch Rührerdrehzahl ....................................................................... - 68 -
Abbildung 7-8: pO2-Regelung durch Gasfluss & Rührer ................................................................... - 68 -
Abbildung 7-9: Glukose- & Ethanol-Gehalt ....................................................................................... - 72 -
Abbildung 7-10: Zellwachstum & Zulaufrate ..................................................................................... - 72 -
Abbildung 7-11: Pumpendrehzahl-Regelung .................................................................................... - 73 -
Abbildung A-1: Pumpenleistung ........................................................................................................ - 81 -
Abbildung A-2: Reaktorinhalt ............................................................................................................ - 82 -
Abbildung A-3: Gasfluss-Regelung .................................................................................................... - 83 -
Abbildung A-4: Gaszusammensetzung .............................................................................................. - 84 -
Abbildung A-5: pH-Regelung ............................................................................................................. - 85 -
Abbildung A-6: Antischaum-Regelung ............................................................................................... - 86 -
Abbildung A-7: Temperatur-Regelung .............................................................................................. - 87 -
Abbildung A-8: Erntepumpe .............................................................................................................. - 88 -
Abbildung A-9: Rührer-Regelung ....................................................................................................... - 89 -
Abbildung A-10: Abgasanalytik.......................................................................................................... - 90 -
Abbildung A-11: Zufütterung Pumpensteuerung .............................................................................. - 91 -
Abbildung A-12: Glukose-Zufütterung; Bestimmung der Zulaufrate ................................................ - 92 -
Abbildung A-13: Glukose-Zufütterung; Bestimmung der Pumpendrehzahl ..................................... - 93 -
Abbildung A-14: Zellmassenbestimmung .......................................................................................... - 94 -
Abbildung A-15: Pumpenabschaltung der Abgasanalytik ................................................................. - 95 -
Abbildung A-16: Massendurchflussregler-Steuerung ....................................................................... - 96 -
Abbildung A-17: Tankzulauf Berechnung .......................................................................................... - 97 -
Abbildung A-18: Aktivierung anderer Module für Glukose-Zufütterung .......................................... - 98 -

Verzeichnisse
VIII
Abbildung A-19: Sprungantwort; Rührerdrehzahl= 400 [1/min]; Gasfluss 1 auf 4 [l/min] ............... - 99 -
Abbildung A-20: Sprungantwort; Gasfluss=3,5 [l/min]; Drehzahl 400 auf 700 [1/min] .................. - 100 -
Verzeichnisse
IX
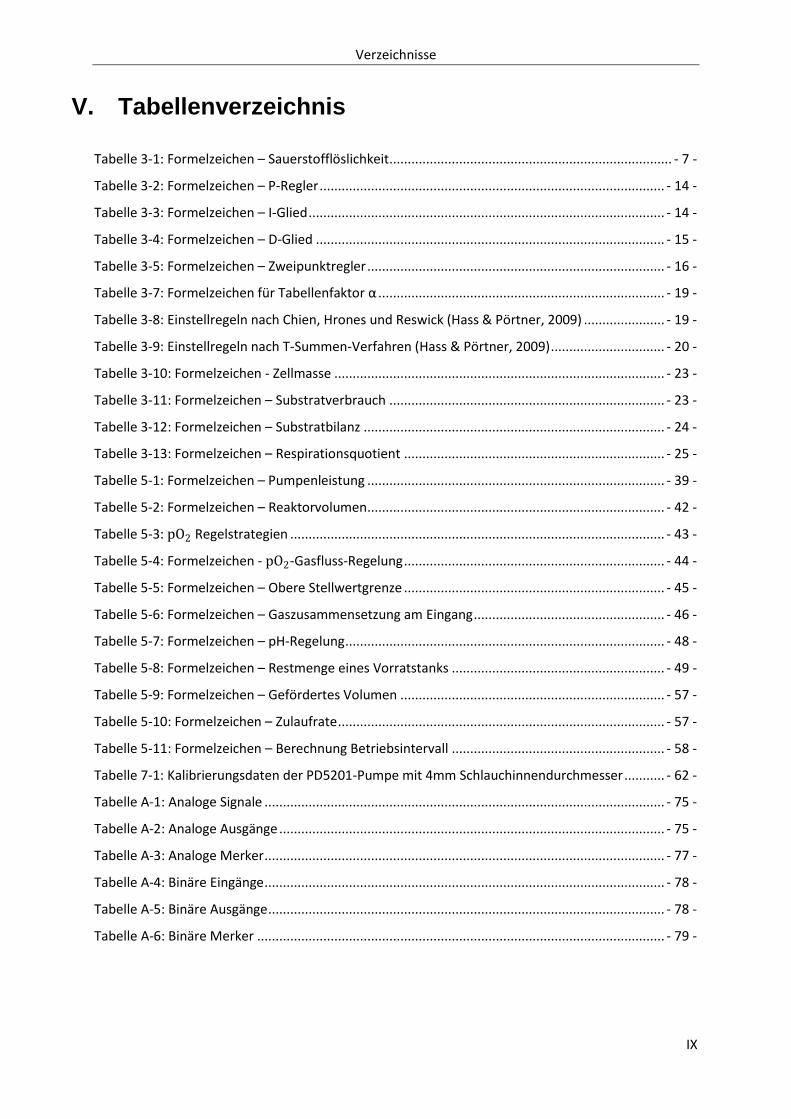
V. Tabellenverzeichnis
Tabelle 3-1: Formelzeichen – Sauerstofflöslichkeit ............................................................................. - 7 -
Tabelle 3-2: Formelzeichen – P-Regler .............................................................................................. - 14 -
Tabelle 3-3: Formelzeichen – I-Glied ................................................................................................. - 14 -
Tabelle 3-4: Formelzeichen – D-Glied ............................................................................................... - 15 -
Tabelle 3-5: Formelzeichen – Zweipunktregler ................................................................................. - 16 -
Tabelle 3-7: Formelzeichen für Tabellenfaktor α .............................................................................. - 19 -
Tabelle 3-8: Einstellregeln nach Chien, Hrones und Reswick (Hass & Pörtner, 2009) ...................... - 19 -
Tabelle 3-9: Einstellregeln nach T-Summen-Verfahren (Hass & Pörtner, 2009) ............................... - 20 -
Tabelle 3-10: Formelzeichen - Zellmasse .......................................................................................... - 23 -
Tabelle 3-11: Formelzeichen – Substratverbrauch ........................................................................... - 23 -
Tabelle 3-12: Formelzeichen – Substratbilanz .................................................................................. - 24 -
Tabelle 3-13: Formelzeichen – Respirationsquotient ....................................................................... - 25 -
Tabelle 5-1: Formelzeichen – Pumpenleistung ................................................................................. - 39 -
Tabelle 5-2: Formelzeichen – Reaktorvolumen ................................................................................. - 42 -
Tabelle 5-3: pO2 Regelstrategien ...................................................................................................... - 43 -
Tabelle 5-4: Formelzeichen - pO2-Gasfluss-Regelung ....................................................................... - 44 -
Tabelle 5-5: Formelzeichen – Obere Stellwertgrenze ....................................................................... - 45 -
Tabelle 5-6: Formelzeichen – Gaszusammensetzung am Eingang .................................................... - 46 -
Tabelle 5-7: Formelzeichen – pH-Regelung ....................................................................................... - 48 -
Tabelle 5-8: Formelzeichen – Restmenge eines Vorratstanks .......................................................... - 49 -
Tabelle 5-9: Formelzeichen – Gefördertes Volumen ........................................................................ - 57 -
Tabelle 5-10: Formelzeichen – Zulaufrate ......................................................................................... - 57 -
Tabelle 5-11: Formelzeichen – Berechnung Betriebsintervall .......................................................... - 58 -
Tabelle 7-1: Kalibrierungsdaten der PD5201-Pumpe mit 4mm Schlauchinnendurchmesser ........... - 62 -
Tabelle A-1: Analoge Signale ............................................................................................................. - 75 -
Tabelle A-2: Analoge Ausgänge ......................................................................................................... - 75 -
Tabelle A-3: Analoge Merker ............................................................................................................. - 77 -
Tabelle A-4: Binäre Eingänge ............................................................................................................. - 78 -
Tabelle A-5: Binäre Ausgänge ............................................................................................................ - 78 -
Tabelle A-6: Binäre Merker ............................................................................................................... - 79 -
Verzeichnisse
X
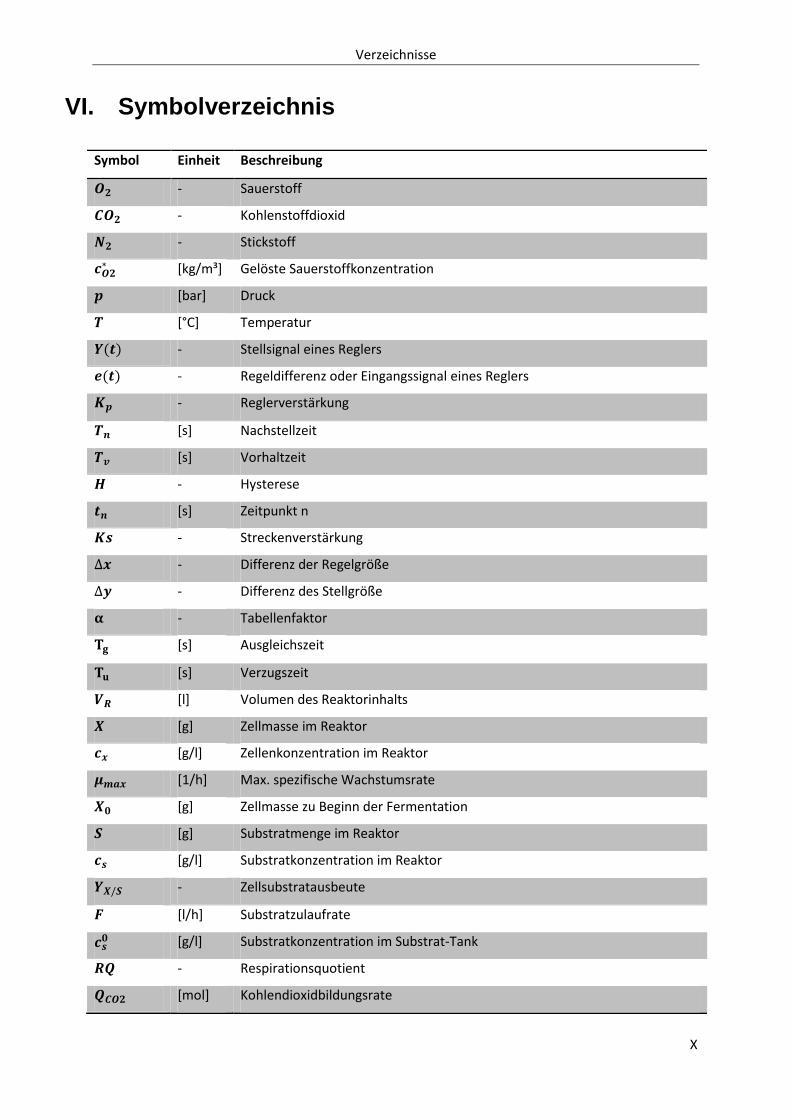
VI. Symbolverzeichnis
Symbol Einheit Beschreibung
𝑶𝟐 - Sauerstoff
𝑪𝑶𝟐 - Kohlenstoffdioxid
𝑵𝟐 - Stickstoff
𝒄𝑶𝟐∗ [kg/m³] Gelöste Sauerstoffkonzentration
𝒑 [bar] Druck
𝑻 [°C] Temperatur
𝒀(𝒕) - Stellsignal eines Reglers
𝒆(𝒕) - Regeldifferenz oder Eingangssignal eines Reglers
𝑲𝒑 - Reglerverstärkung
𝑻𝒏 [s] Nachstellzeit
𝑻𝒗 [s] Vorhaltzeit
𝑯 - Hysterese
𝒕𝒏 [s] Zeitpunkt n
𝑲𝒔 - Streckenverstärkung
∆𝒙 - Differenz der Regelgröße
∆𝒚 - Differenz des Stellgröße
𝛂 - Tabellenfaktor
𝐓𝐠 [s] Ausgleichszeit
𝐓𝐮 [s] Verzugszeit
𝑽𝑹 [l] Volumen des Reaktorinhalts
𝑿 [g] Zellmasse im Reaktor
𝒄𝒙 [g/l] Zellenkonzentration im Reaktor
𝝁𝒎𝒂𝒙 [1/h] Max. spezifische Wachstumsrate
𝑿𝟎 [g] Zellmasse zu Beginn der Fermentation
𝑺 [g] Substratmenge im Reaktor
𝒄𝒔 [g/l] Substratkonzentration im Reaktor
𝒀𝑿/𝑺 - Zellsubstratausbeute
𝑭 [l/h] Substratzulaufrate
𝒄𝒔𝟎 [g/l] Substratkonzentration im Substrat-Tank
𝑹𝑸 - Respirationsquotient
𝑸𝑪𝑶𝟐 [mol] Kohlendioxidbildungsrate
Verzeichnisse
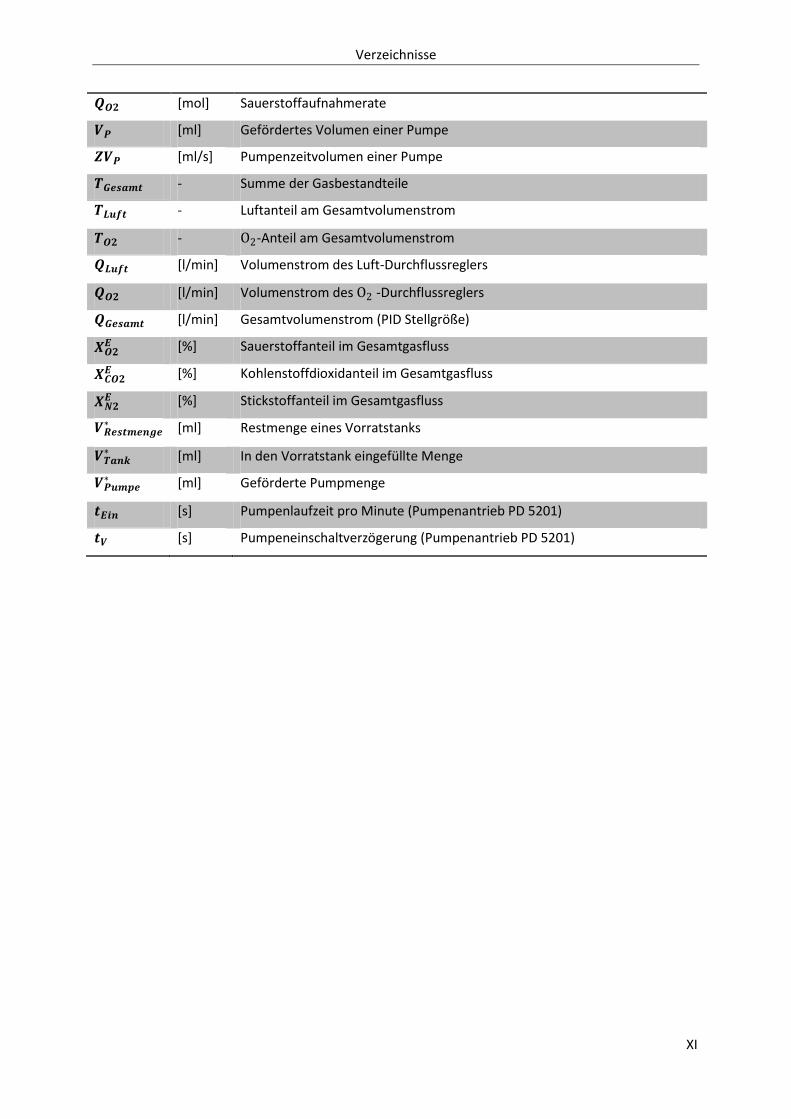
XI
𝑸𝑶𝟐 [mol] Sauerstoffaufnahmerate
𝑽𝑷 [ml] Gefördertes Volumen einer Pumpe
𝒁𝑽𝑷 [ml/s] Pumpenzeitvolumen einer Pumpe
𝑻𝑮𝒆𝒔𝒂𝒎𝒕 - Summe der Gasbestandteile
𝑻𝑳𝒖𝒇𝒕 - Luftanteil am Gesamtvolumenstrom
𝑻𝑶𝟐 - O2-Anteil am Gesamtvolumenstrom
𝑸𝑳𝒖𝒇𝒕 [l/min] Volumenstrom des Luft-Durchflussreglers
𝑸𝑶𝟐 [l/min] Volumenstrom des O2 -Durchflussreglers
𝑸𝑮𝒆𝒔𝒂𝒎𝒕 [l/min] Gesamtvolumenstrom (PID Stellgröße)
𝑿𝑶𝟐𝑬 [%] Sauerstoffanteil im Gesamtgasfluss
𝑿𝑪𝑶𝟐𝑬 [%] Kohlenstoffdioxidanteil im Gesamtgasfluss
𝑿𝑵𝟐𝑬 [%] Stickstoffanteil im Gesamtgasfluss
𝑽𝑹𝒆𝒔𝒕𝒎𝒆𝒏𝒈𝒆∗ [ml] Restmenge eines Vorratstanks
𝑽𝑻𝒂𝒏𝒌∗ [ml] In den Vorratstank eingefüllte Menge
𝑽𝑷𝒖𝒎𝒑𝒆∗ [ml] Geförderte Pumpmenge
𝒕𝑬𝒊𝒏 [s] Pumpenlaufzeit pro Minute (Pumpenantrieb PD 5201)
𝒕𝑽 [s] Pumpeneinschaltverzögerung (Pumpenantrieb PD 5201)
1. Einleitung
- 1 -
1. Einleitung
Schon seit Jahrtausenden benutzen Menschen Mikroorganismen sehr vielseitig. Damals spielte vor
allem die Herstellung von Lebensmitteln eine große Rolle, wobei nicht bekannt war, dass kleine
Lebewesen für die verschiedenen Prozesse verantwortlich sind. Frühgeschichtliche Aufzeichnungen
belegen, dass zum Beispiel schon mehrere Jahrhunderte vor Christus die Herstellung von Brot,
alkoholischen Getränken oder Essig bekannt war.
Heute hat sich die gezielte Anwendung von Mikroorganismen auf viele weitere Bereiche ausgedehnt.
Eine der Ursachen hierfür, sind zum Beispiel die enormen Fortschritte der Gentechnik in den letzten
Jahrzehnten. So haben sich Anwendungsgebiete für Bioprozesse erschlossen, die kaum mehr
wegzudenken sind. Zum Beispiel werden viele wichtige Medikamente mit hoch entwickelter
Bioprozesstechnik hergestellt. Hierzu zählen unter anderem Antibiotika, Insulin oder Impfstoffe.
Doch auch in anderen Bereichen wie Landwirtschaft, Umweltschutz oder Chemieindustrie, erhalten
Bioprozesse immer größere Bedeutung. So heißt es zum Beispiel: „Ohne die heutigen Möglichkeiten
zur biologischen Klärung von Abwässern käme es sicher zu einer ökologischen Katastrophe.“
(Bartholmes, Kaufmann, & Schwarz, 1996).
Bioprozesse sind in der Regel sehr komplexe Vorgänge. Meist steht eine starke Vermehrung der
Organismen oder die Gewinnung von Stoffwechselprodukten im Vordergrund. Um dies zu erreichen,
muss ein optimales Milieu geschaffen werden. Dazu werden viele wichtige Zustandsgrößen ständig
an die Bedürfnisse angepasst. Hierzu zählen zum Beispiel Temperatur, pH-Wert oder die Versorgung
mit Sauerstoff und Nährstoffen. Um diese Forderung zu erfüllen, wird ein Bioprozess in einem
abgeschlossenem System durchgeführt. Außerdem soll dadurch gewährleistet werden, dass keine
Fremdkeime den Prozess stören oder beeinflussen. Dazu wird ein Bioreaktor eingesetzt, welcher die
Rahmenbedingungen stellt, um den Prozess zu überwachen, zu steuern und ihn von der Außenwelt
abzugrenzen.
Diesen Prozessablauf in einem Bioreaktor nennt man Fermentation. Um die Ausbeute, Qualität und
auch Kosten der Fermentation zu optimieren, ist ein hohes Maß an Automatisierung erforderlich. Ein
Bioprozess hat aber keinen typischen linearen Ablauf, sondern ist von vielen dynamischen
Einflussfaktoren abhängig. Zusätzlich lassen sich einige wichtige Prozessparameter nur indirekt und
meist auch zeitverzögert messen. Es werden somit insgesamt hohe Ansprüche an Bioprozesstechnik
und Regelungen gestellt. Um diesen Rechenaufwand zu bewältigen, ist ein Bioreaktor meist mit
einem Computer verbunden. Auf diesem läuft eine spezialisierte Software für die Steuerung und
Regelung des Reaktors. Durch die Verwendung eines Computers, ergeben sich außerdem Vorteile in
der Bedienung und vor allem auch in der Messerwerterfassung und Verarbeitung.

1. Einleitung
- 2 -
Diese Bachelor-Thesis befasst sich primär mit dem Entwickeln und Verbessern einer Software dieser
Art, mit dem Prozessleitsystem WinErs. Diese soll dann bei dem vorhandenen Bioreaktor der
Hochschule Ulm zum Einsatz gebracht werden.
Literatur zu Abschnitt 1
Bartholmes, P., Kaufmann, M., & Schwarz, T. (1996). Schadstoffabbau durch optimierte
Mikroorganismen. Berlin: Springer.
Diekmann, H., & Metz, H. (1991). Grundlagen und Praxis der Biotechnologie. Stuttgart: Gustav Fischer
Verlag.
Schmid, R. (2002). Taschenatlas der Biotechnologie und Gentechnik. Weinheim: WILEY-VCH Verlag
GmbH.
2. Aufgabenstellung
- 3 -
2. Aufgabenstellung
Die Fakultät Mechatronik und Medizintechnik der Hochschule Ulm besitzt einen funktionsfähigen
Bioreaktor. Dieser ist das Ergebnis einer vorangegangen Diplomarbeit (Gruber, 2005). Der Reaktor
wurde in jüngster Zeit technisch erweitert und verändert. Zu den Erweiterungen zählen die
Implementierung einer Abgasanalyse (Princz, 2010) und der Einbau von zwei
Massendurchflussreglern für Luft und Sauerstoff. Die Gaszufuhr erfolgte bisher über Magnetventile,
was keine genaue Dosierung des Gasstroms zuließ. Dies ist nun über die Durchflussregler möglich,
wodurch man auch die genaue Gaszusammensetzung berechnen kann. Da der alte Prozessanschluss
über die serielle Schnittstelle keine weiteren Signale mehr aufnehmen konnte, musste auch dieser
erneuert werden. Der Prozessanschluss ist nun über einen Ethernet-TCP/IP-Buskoppler realisiert.
Durch diese Veränderungen werden neue Forderungen an die Prozesssoftware gestellt.
Das Hauptziel dieser Bachelor-Thesis ist eine Neuentwicklung der Prozess-Software des Bioreaktors
der Hochschule Ulm. Dies soll wie bisher mit dem Prozessleitsystem WinErs erfolgen. Die Software
muss benutzerfreundlich gestaltet sein und alle relevanten Prozessdaten anzeigen. Ebenso muss es
möglich sein alle Prozessparameter einzustellen, um den Verlauf einer Fermentation zu steuern. Der
Fermentationsverlauf soll aufgezeichnet werden können, um nachträgliche Auswertungen
anzustellen. Weiterhin ergeben sich folgende Aufgaben:
Erstellen einer Regelung für pH-Wert, Temperatur und Schaumbildung.
Durch die Massendurchflussregler ergeben sich neue Regelstrategien für den pO2-Wert.
Dieser soll nun über die Sauerstoffzufuhr, die Rührerdrehzahl oder beiden geregelt werden
können. Außerdem soll man die Gasmischung aus Luft und O2 bestimmen können.
Eine geregelte Glukose-Zufütterung für die Hefe-Fermentation. Hierfür muss die Steuerung
einer weiteren Pumpe mit dosierbarer Zulaufrate integriert werden.
Die Regelkreisstrukturen der Abgasanalytik müssen integriert und angepasst werden.
Ansteuerung der Erntepumpe. Dies war bisher nicht möglich, da der Prozessanschluss keine
weiteren Signale verarbeiten konnte.
Berechnung des Reaktorinhalts durch Zu- und Abläufe aller Pumpen.
Verbraucherabhängige Zellmassenbestimmung aufgrund der optischen Dichte.
Fermentationen können mehrere Tage dauern und müssen regelmäßig kontrolliert werden. Da der
Bioreaktor der Hochschule Ulm nicht mobil ist, muss ständig eine Person vor Ort sein um diese
Kontrollen durchzuführen. Deshalb soll zusätzlich eine geeignete Möglichkeit gefunden werden, den
Bioreaktor über das Hochschul-Netzwerk oder das Internet zu steuern.
3. Grundlagen
- 4 -
3. Grundlagen
3.1. Der Fermentationsprozess
3.1.1. Definition und Ablauf
Die Fermentation ist eines der wichtigsten Verfahren zur Herstellung biotechnologischer Produkte.
Ursprünglich ist der Begriff ein Synonym für Gärung1, wodurch man schließen kann, dass eine
Fermentation früher meist ein Gärprozess war. Heute versteht man darunter allgemein die
kontrollierte Kultivierung von Mikroorganismen in einem Bioreaktor, welche durch ihren
Stoffwechsel biologisches Material umsetzen. Dies kann mit oder ohne Sauerstoff erfolgen. Das
dadurch gewonnene Produkt kann neben Stoffwechselprodukten des Organismus, auch der
Organismus selbst sein, indem für eine starke Vermehrung gesorgt wird. Um ein optimales Ergebnis
zu erreichen, wird die Fermentation ständig überwacht und das Milieu im Bioreaktor an die
Lebensbedingungen des Organismus angepasst. Einsatz findet dieses Verfahren in vielen Bereichen
wie Lebensmittelindustrie, Pharmaindustrie, Chemieindustrie, Umweltschutz oder Landwirtschaft.
Der Fermentationsprozess wird in folgende Phasen eingeteilt:
Upstreaming
Umfasst jeden Vorbereitungsschritt für die Fermentation. Hierzu zählt unter anderem die
Herstellung von Nährmedien, Züchtung der Vorkulturen, Sterilisation der Nährmedien und
sämtlicher Bauteile des Reaktors.
Fermentation
Die Fermentation beginnt mit dem Beimpfen des Reaktors mit Vorkulturen. Nach einer
kurzen Anpassungszeit der Organismen beginnen diese mit der Umsetzung von Stoffen. In
dieser Phase wird unter kontrollierten Bedingungen das gewünschte Produkt hergestellt.
Dabei ist streng darauf zu achten, dass keine Fremdkeime in den Reaktor gelangen.
Downstreaming
Downstreaming ist die Isolierung, Konzentrierung und Aufbereitung des Produkts. Dies kann
mit sehr viel Aufwand verbunden sein und verursacht in der Regel mehr als die Hälfte der
Gesamtproduktkosten.
1 Mikrobielles Umsetzen von Stoffen ohne Sauerstoff (z.B. alkoholische Gärung)
3. Grundlagen
- 5 -
3.1.2. Bioreaktoren
Um den Verlauf einer Fermentation zu überwachen und zu steuern wird ein Bioreaktor benötigt. Der
Bioreaktor ist ein geschlossenes System und gibt die Rahmenbedingungen für die Fermentation. An
ihn werden mehrere Anforderungen gestellt:
Der Reaktor sollte keine Fremdkeime beinhalten. Dafür muss der gesamte Reaktor, inklusive
aller Anschlüsse, sterilisierbar und dicht sein. Außerdem müssen alle Zuflüsse keimfrei sein,
wofür verschiedene Filtertechniken eingesetzt werden.
Das Material des Reaktors muss allen auftretenden physikalischen Einflüssen stand halten
und darf keine Stoffe an das Medium abgeben. Typische Materialien für Bioreaktoren sind
Glas, Edelstahl oder spezielle Kunststoffe.
Der Aufbau muss so gestaltet sein, dass alle chemischen Bestandteile des Mediums homogen
verteilt werden können und auch alle physikalischen Eigenschaften überall gleich sind. Dafür
wird der Reaktorinhalt kontinuierlich durchgemischt, was zum Beispiel durch einen Rührer
erfolgen kann.
Der Reaktor muss über mehrere Schnittstellen zur Prozessüberwachung und Steuerung
verfügen. Dazu zählen Anschlüsse für Sensoren oder verschiedene Zufuhrleitungen.
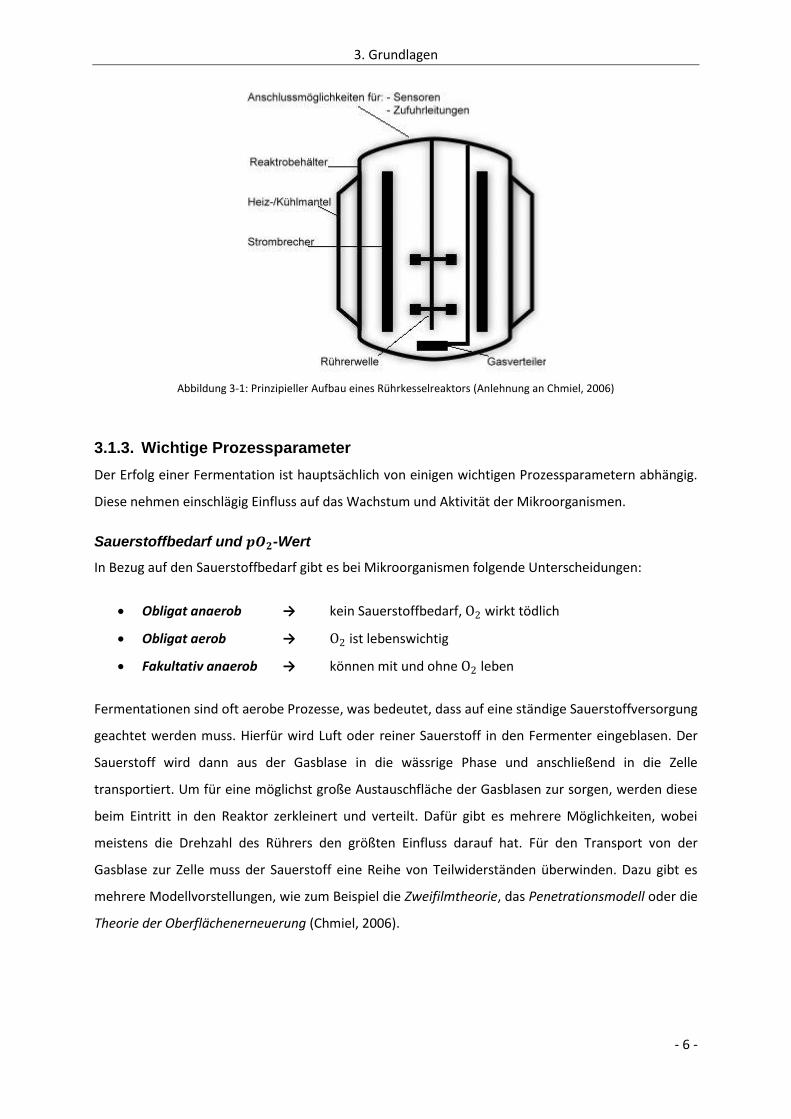
Bioreaktoren gibt es in unterschiedlichen Bauformen. Am häufigsten vertreten sind jedoch begaste
Rührkesselreaktoren (Abbildung 3-1). Dies sind meist zylindrische Gefäße mit einem Doppelmantel
für die Temperierung (nur bis zu einer gewissen Größe). Am Boden befindet sich ein Gasverteiler
über den Sauerstoff eingeführt wird. Durch einen Rührer werden die Gasblasen zerteilt und das
Medium vermischt. Ein Strombrecher soll eine turbulente Strömung unterstützten, so dass eine
bessere Durchmischung stattfindet. Weiterhin befinden sich an der Decke des Reaktors
Anschlussmöglichkeiten für weitere Sensoren oder Zufuhrleitungen.
3. Grundlagen
- 6 -
Abbildung 3-1: Prinzipieller Aufbau eines Rührkesselreaktors (Anlehnung an Chmiel, 2006)
3.1.3. Wichtige Prozessparameter
Der Erfolg einer Fermentation ist hauptsächlich von einigen wichtigen Prozessparametern abhängig.
Diese nehmen einschlägig Einfluss auf das Wachstum und Aktivität der Mikroorganismen.
Sauerstoffbedarf und 𝒑𝑶𝟐-Wert
In Bezug auf den Sauerstoffbedarf gibt es bei Mikroorganismen folgende Unterscheidungen:
Obligat anaerob → kein Sauerstoffbedarf, O2 wirkt tödlich
Obligat aerob → O2 ist lebenswichtig
Fakultativ anaerob → können mit und ohne O2 leben
Fermentationen sind oft aerobe Prozesse, was bedeutet, dass auf eine ständige Sauerstoffversorgung
geachtet werden muss. Hierfür wird Luft oder reiner Sauerstoff in den Fermenter eingeblasen. Der
Sauerstoff wird dann aus der Gasblase in die wässrige Phase und anschließend in die Zelle
transportiert. Um für eine möglichst große Austauschfläche der Gasblasen zur sorgen, werden diese
beim Eintritt in den Reaktor zerkleinert und verteilt. Dafür gibt es mehrere Möglichkeiten, wobei
meistens die Drehzahl des Rührers den größten Einfluss darauf hat. Für den Transport von der
Gasblase zur Zelle muss der Sauerstoff eine Reihe von Teilwiderständen überwinden. Dazu gibt es
mehrere Modellvorstellungen, wie zum Beispiel die Zweifilmtheorie, das Penetrationsmodell oder die
Theorie der Oberflächenerneuerung (Chmiel, 2006).
3. Grundlagen
- 7 -
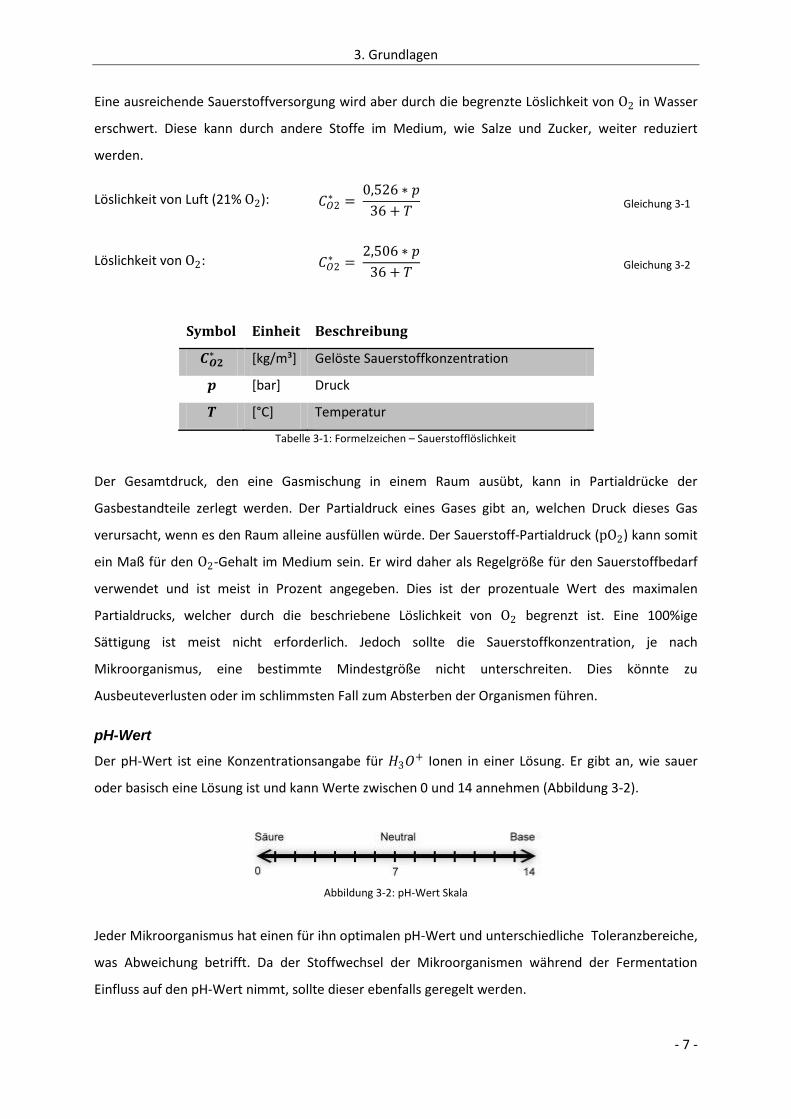
Eine ausreichende Sauerstoffversorgung wird aber durch die begrenzte Löslichkeit von O2 in Wasser
erschwert. Diese kann durch andere Stoffe im Medium, wie Salze und Zucker, weiter reduziert
werden.
Löslichkeit von Luft (21% O2): 𝐶𝑂2∗ =
0,526 ∗ 𝑝
36 + 𝑇 Gleichung 3-1
Löslichkeit von O2: 𝐶𝑂2∗ =
2,506 ∗ 𝑝
36 + 𝑇 Gleichung 3-2
Symbol Einheit Beschreibung
𝑪𝑶𝟐∗ [kg/m³] Gelöste Sauerstoffkonzentration
𝒑 [bar] Druck
𝑻 [°C] Temperatur
Tabelle 3-1: Formelzeichen – Sauerstofflöslichkeit
Der Gesamtdruck, den eine Gasmischung in einem Raum ausübt, kann in Partialdrücke der
Gasbestandteile zerlegt werden. Der Partialdruck eines Gases gibt an, welchen Druck dieses Gas
verursacht, wenn es den Raum alleine ausfüllen würde. Der Sauerstoff-Partialdruck (pO2) kann somit
ein Maß für den O2-Gehalt im Medium sein. Er wird daher als Regelgröße für den Sauerstoffbedarf
verwendet und ist meist in Prozent angegeben. Dies ist der prozentuale Wert des maximalen
Partialdrucks, welcher durch die beschriebene Löslichkeit von O2 begrenzt ist. Eine 100%ige
Sättigung ist meist nicht erforderlich. Jedoch sollte die Sauerstoffkonzentration, je nach
Mikroorganismus, eine bestimmte Mindestgröße nicht unterschreiten. Dies könnte zu
Ausbeuteverlusten oder im schlimmsten Fall zum Absterben der Organismen führen.
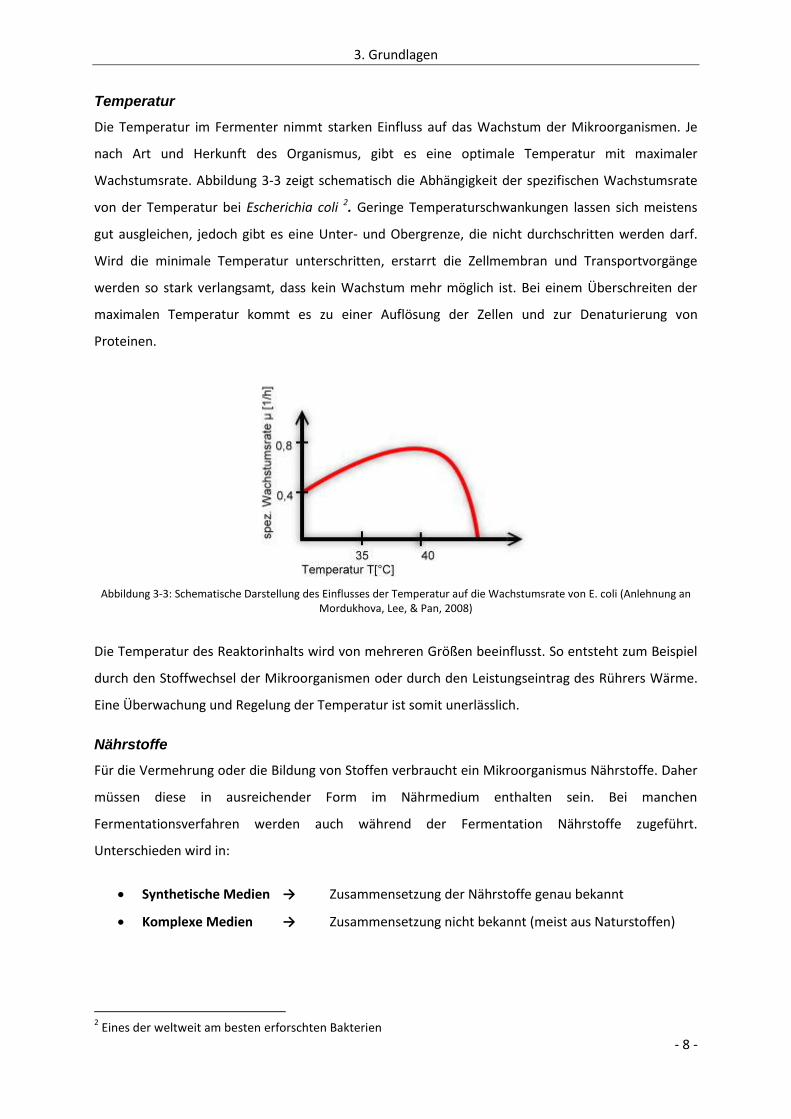
pH-Wert
Der pH-Wert ist eine Konzentrationsangabe für 𝐻3𝑂+ Ionen in einer Lösung. Er gibt an, wie sauer
oder basisch eine Lösung ist und kann Werte zwischen 0 und 14 annehmen (Abbildung 3-2).
Abbildung 3-2: pH-Wert Skala
Jeder Mikroorganismus hat einen für ihn optimalen pH-Wert und unterschiedliche Toleranzbereiche,
was Abweichung betrifft. Da der Stoffwechsel der Mikroorganismen während der Fermentation
Einfluss auf den pH-Wert nimmt, sollte dieser ebenfalls geregelt werden.
3. Grundlagen
- 8 -
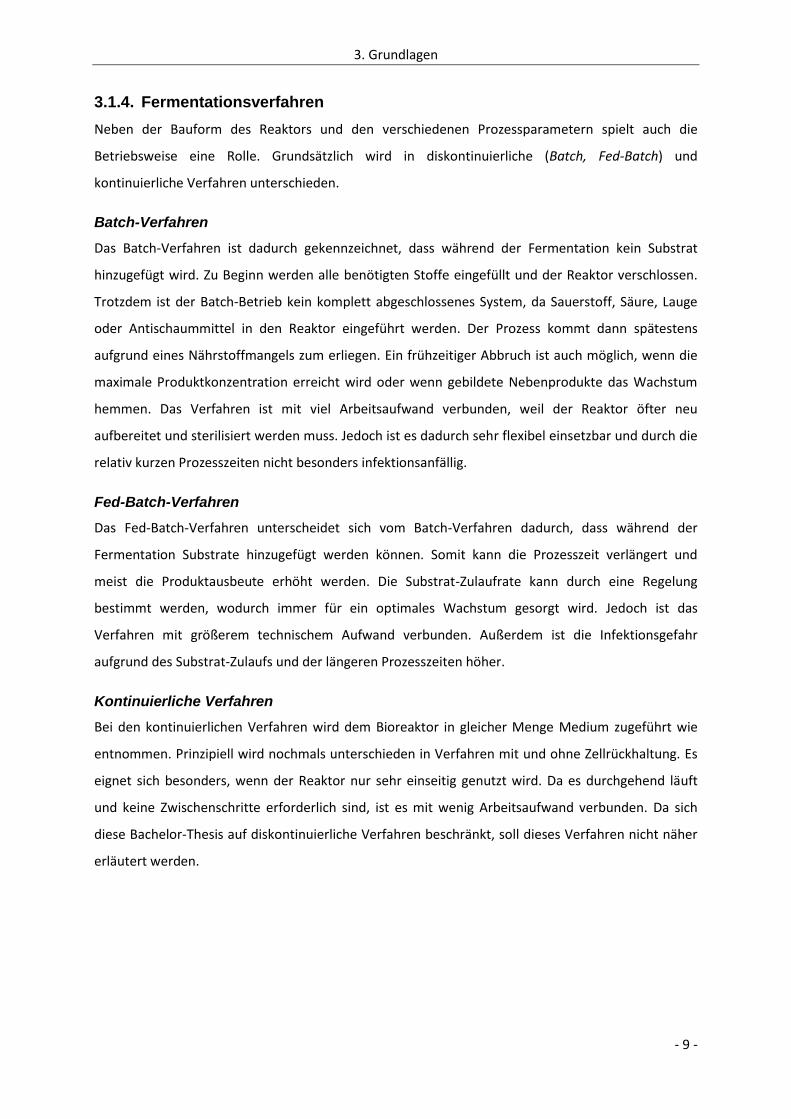
Temperatur
Die Temperatur im Fermenter nimmt starken Einfluss auf das Wachstum der Mikroorganismen. Je
nach Art und Herkunft des Organismus, gibt es eine optimale Temperatur mit maximaler
Wachstumsrate. Abbildung 3-3 zeigt schematisch die Abhängigkeit der spezifischen Wachstumsrate
von der Temperatur bei Escherichia coli 2. Geringe Temperaturschwankungen lassen sich meistens
gut ausgleichen, jedoch gibt es eine Unter- und Obergrenze, die nicht durchschritten werden darf.
Wird die minimale Temperatur unterschritten, erstarrt die Zellmembran und Transportvorgänge
werden so stark verlangsamt, dass kein Wachstum mehr möglich ist. Bei einem Überschreiten der
maximalen Temperatur kommt es zu einer Auflösung der Zellen und zur Denaturierung von
Proteinen.
Abbildung 3-3: Schematische Darstellung des Einflusses der Temperatur auf die Wachstumsrate von E. coli (Anlehnung an Mordukhova, Lee, & Pan, 2008)
Die Temperatur des Reaktorinhalts wird von mehreren Größen beeinflusst. So entsteht zum Beispiel
durch den Stoffwechsel der Mikroorganismen oder durch den Leistungseintrag des Rührers Wärme.
Eine Überwachung und Regelung der Temperatur ist somit unerlässlich.
Nährstoffe
Für die Vermehrung oder die Bildung von Stoffen verbraucht ein Mikroorganismus Nährstoffe. Daher
müssen diese in ausreichender Form im Nährmedium enthalten sein. Bei manchen
Fermentationsverfahren werden auch während der Fermentation Nährstoffe zugeführt.
Unterschieden wird in:
Synthetische Medien → Zusammensetzung der Nährstoffe genau bekannt
Komplexe Medien → Zusammensetzung nicht bekannt (meist aus Naturstoffen)
2 Eines der weltweit am besten erforschten Bakterien
3. Grundlagen
- 9 -
3.1.4. Fermentationsverfahren
Neben der Bauform des Reaktors und den verschiedenen Prozessparametern spielt auch die
Betriebsweise eine Rolle. Grundsätzlich wird in diskontinuierliche (Batch, Fed-Batch) und
kontinuierliche Verfahren unterschieden.
Batch-Verfahren
Das Batch-Verfahren ist dadurch gekennzeichnet, dass während der Fermentation kein Substrat
hinzugefügt wird. Zu Beginn werden alle benötigten Stoffe eingefüllt und der Reaktor verschlossen.
Trotzdem ist der Batch-Betrieb kein komplett abgeschlossenes System, da Sauerstoff, Säure, Lauge
oder Antischaummittel in den Reaktor eingeführt werden. Der Prozess kommt dann spätestens
aufgrund eines Nährstoffmangels zum erliegen. Ein frühzeitiger Abbruch ist auch möglich, wenn die
maximale Produktkonzentration erreicht wird oder wenn gebildete Nebenprodukte das Wachstum
hemmen. Das Verfahren ist mit viel Arbeitsaufwand verbunden, weil der Reaktor öfter neu
aufbereitet und sterilisiert werden muss. Jedoch ist es dadurch sehr flexibel einsetzbar und durch die
relativ kurzen Prozesszeiten nicht besonders infektionsanfällig.
Fed-Batch-Verfahren
Das Fed-Batch-Verfahren unterscheidet sich vom Batch-Verfahren dadurch, dass während der
Fermentation Substrate hinzugefügt werden können. Somit kann die Prozesszeit verlängert und
meist die Produktausbeute erhöht werden. Die Substrat-Zulaufrate kann durch eine Regelung
bestimmt werden, wodurch immer für ein optimales Wachstum gesorgt wird. Jedoch ist das
Verfahren mit größerem technischem Aufwand verbunden. Außerdem ist die Infektionsgefahr
aufgrund des Substrat-Zulaufs und der längeren Prozesszeiten höher.
Kontinuierliche Verfahren
Bei den kontinuierlichen Verfahren wird dem Bioreaktor in gleicher Menge Medium zugeführt wie
entnommen. Prinzipiell wird nochmals unterschieden in Verfahren mit und ohne Zellrückhaltung. Es
eignet sich besonders, wenn der Reaktor nur sehr einseitig genutzt wird. Da es durchgehend läuft
und keine Zwischenschritte erforderlich sind, ist es mit wenig Arbeitsaufwand verbunden. Da sich
diese Bachelor-Thesis auf diskontinuierliche Verfahren beschränkt, soll dieses Verfahren nicht näher
erläutert werden.
3. Grundlagen
- 10 -
3.1.5. Die Wachstumsphasen
Mikrobielles Wachstum wird von einer Vielzahl an Größen beeinflusst. Neben den bereits genannten
Faktoren, spielen zum Beispiel auch Art des Mikroorganismus oder ihr physiologischer Zustand eine
Rolle. Eine exakte mathematische Beschreibung des Wachstums ist daher nicht möglich. Es gibt aber
unterschiedlich komplexe Modelle, die mehr oder weniger genau arbeiten. Eines der bekannteren
Modelle ist zum Beispiel das Monod-Modell (Chmiel, 2006).
Ohne genaue Zahlenangaben zu machen gibt es jedoch einen vorhersehbaren Verlauf des
Wachstums. Dieser ist vom gewählten Fermentationsverfahren abhängig.
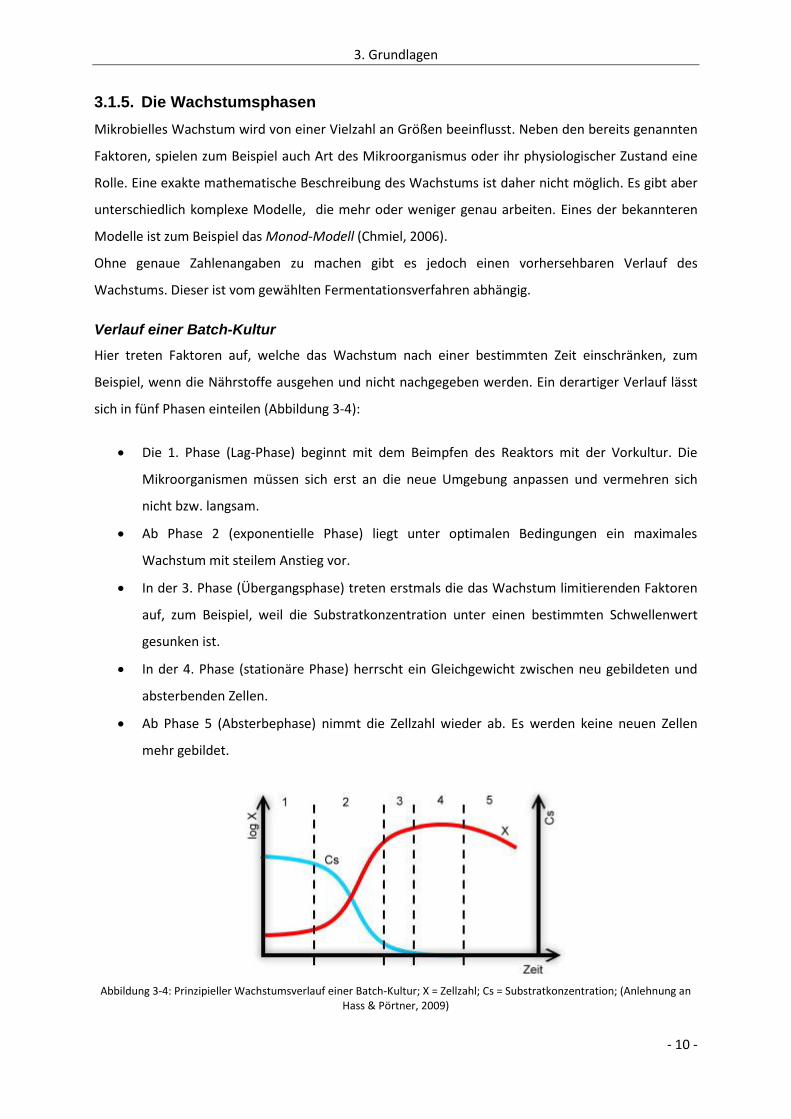
Verlauf einer Batch-Kultur
Hier treten Faktoren auf, welche das Wachstum nach einer bestimmten Zeit einschränken, zum
Beispiel, wenn die Nährstoffe ausgehen und nicht nachgegeben werden. Ein derartiger Verlauf lässt
sich in fünf Phasen einteilen (Abbildung 3-4):
Die 1. Phase (Lag-Phase) beginnt mit dem Beimpfen des Reaktors mit der Vorkultur. Die
Mikroorganismen müssen sich erst an die neue Umgebung anpassen und vermehren sich
nicht bzw. langsam.
Ab Phase 2 (exponentielle Phase) liegt unter optimalen Bedingungen ein maximales
Wachstum mit steilem Anstieg vor.
In der 3. Phase (Übergangsphase) treten erstmals die das Wachstum limitierenden Faktoren
auf, zum Beispiel, weil die Substratkonzentration unter einen bestimmten Schwellenwert
gesunken ist.
In der 4. Phase (stationäre Phase) herrscht ein Gleichgewicht zwischen neu gebildeten und
absterbenden Zellen.
Ab Phase 5 (Absterbephase) nimmt die Zellzahl wieder ab. Es werden keine neuen Zellen
mehr gebildet.
Abbildung 3-4: Prinzipieller Wachstumsverlauf einer Batch-Kultur; X = Zellzahl; Cs = Substratkonzentration; (Anlehnung an Hass & Pörtner, 2009)
3. Grundlagen
- 11 -
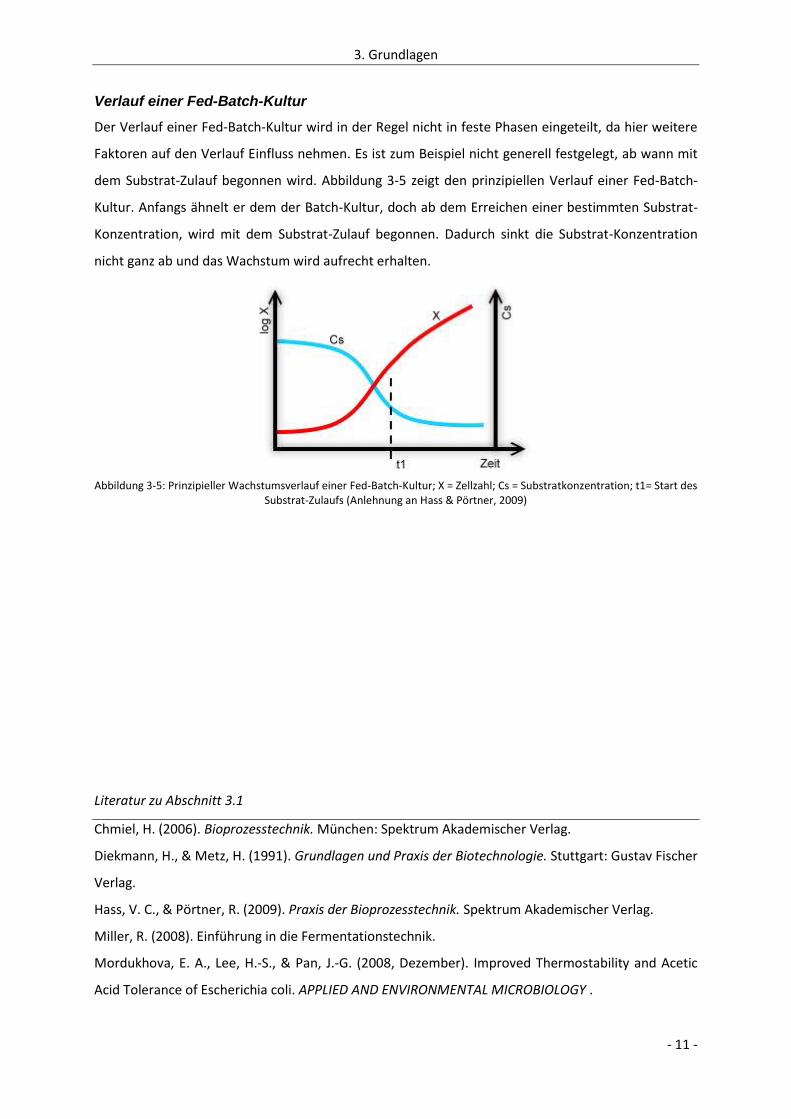
Verlauf einer Fed-Batch-Kultur
Der Verlauf einer Fed-Batch-Kultur wird in der Regel nicht in feste Phasen eingeteilt, da hier weitere
Faktoren auf den Verlauf Einfluss nehmen. Es ist zum Beispiel nicht generell festgelegt, ab wann mit
dem Substrat-Zulauf begonnen wird. Abbildung 3-5 zeigt den prinzipiellen Verlauf einer Fed-Batch-
Kultur. Anfangs ähnelt er dem der Batch-Kultur, doch ab dem Erreichen einer bestimmten Substrat-
Konzentration, wird mit dem Substrat-Zulauf begonnen. Dadurch sinkt die Substrat-Konzentration
nicht ganz ab und das Wachstum wird aufrecht erhalten.
Abbildung 3-5: Prinzipieller Wachstumsverlauf einer Fed-Batch-Kultur; X = Zellzahl; Cs = Substratkonzentration; t1= Start des Substrat-Zulaufs (Anlehnung an Hass & Pörtner, 2009)
Literatur zu Abschnitt 3.1
Chmiel, H. (2006). Bioprozesstechnik. München: Spektrum Akademischer Verlag.
Diekmann, H., & Metz, H. (1991). Grundlagen und Praxis der Biotechnologie. Stuttgart: Gustav Fischer
Verlag.
Hass, V. C., & Pörtner, R. (2009). Praxis der Bioprozesstechnik. Spektrum Akademischer Verlag.
Miller, R. (2008). Einführung in die Fermentationstechnik.
Mordukhova, E. A., Lee, H.-S., & Pan, J.-G. (2008, Dezember). Improved Thermostability and Acetic
Acid Tolerance of Escherichia coli. APPLIED AND ENVIRONMENTAL MICROBIOLOGY .
3. Grundlagen
- 12 -
3.2. Regelungstechnik
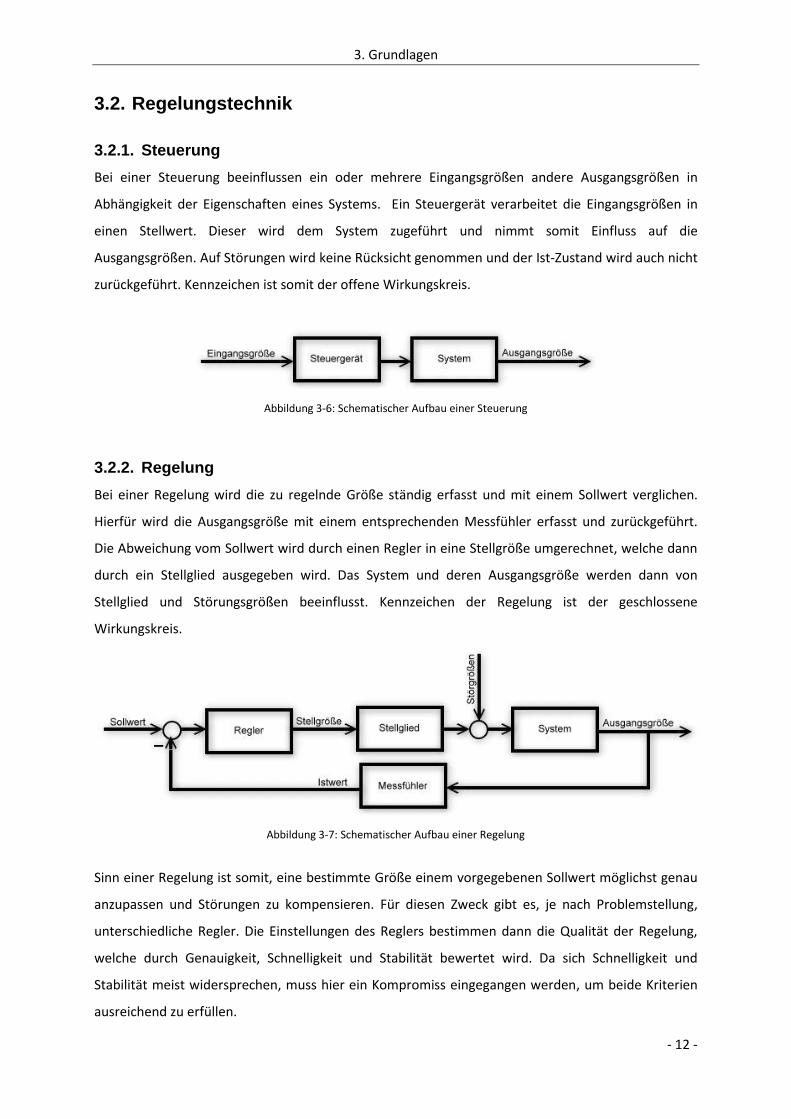
3.2.1. Steuerung
Bei einer Steuerung beeinflussen ein oder mehrere Eingangsgrößen andere Ausgangsgrößen in
Abhängigkeit der Eigenschaften eines Systems. Ein Steuergerät verarbeitet die Eingangsgrößen in
einen Stellwert. Dieser wird dem System zugeführt und nimmt somit Einfluss auf die
Ausgangsgrößen. Auf Störungen wird keine Rücksicht genommen und der Ist-Zustand wird auch nicht
zurückgeführt. Kennzeichen ist somit der offene Wirkungskreis.
Abbildung 3-6: Schematischer Aufbau einer Steuerung
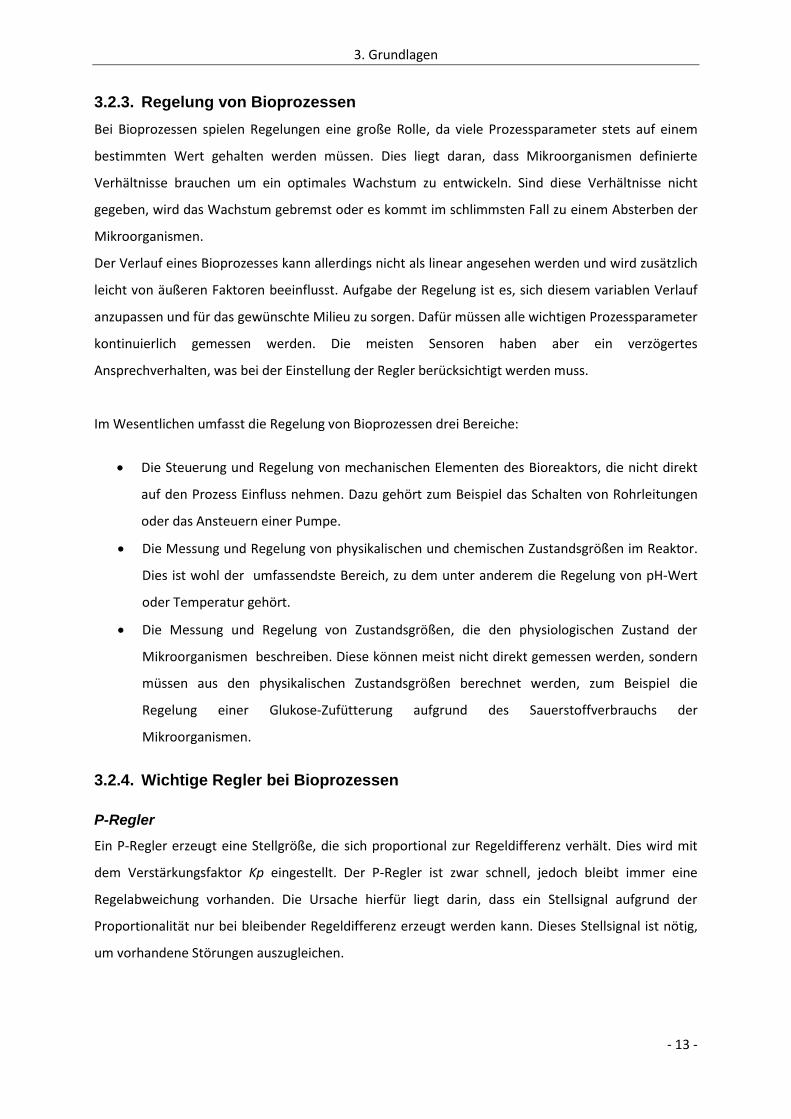
3.2.2. Regelung
Bei einer Regelung wird die zu regelnde Größe ständig erfasst und mit einem Sollwert verglichen.
Hierfür wird die Ausgangsgröße mit einem entsprechenden Messfühler erfasst und zurückgeführt.
Die Abweichung vom Sollwert wird durch einen Regler in eine Stellgröße umgerechnet, welche dann
durch ein Stellglied ausgegeben wird. Das System und deren Ausgangsgröße werden dann von
Stellglied und Störungsgrößen beeinflusst. Kennzeichen der Regelung ist der geschlossene
Wirkungskreis.
Abbildung 3-7: Schematischer Aufbau einer Regelung
Sinn einer Regelung ist somit, eine bestimmte Größe einem vorgegebenen Sollwert möglichst genau
anzupassen und Störungen zu kompensieren. Für diesen Zweck gibt es, je nach Problemstellung,
unterschiedliche Regler. Die Einstellungen des Reglers bestimmen dann die Qualität der Regelung,
welche durch Genauigkeit, Schnelligkeit und Stabilität bewertet wird. Da sich Schnelligkeit und
Stabilität meist widersprechen, muss hier ein Kompromiss eingegangen werden, um beide Kriterien
ausreichend zu erfüllen.
3. Grundlagen
- 13 -
3.2.3. Regelung von Bioprozessen
Bei Bioprozessen spielen Regelungen eine große Rolle, da viele Prozessparameter stets auf einem
bestimmten Wert gehalten werden müssen. Dies liegt daran, dass Mikroorganismen definierte
Verhältnisse brauchen um ein optimales Wachstum zu entwickeln. Sind diese Verhältnisse nicht
gegeben, wird das Wachstum gebremst oder es kommt im schlimmsten Fall zu einem Absterben der
Mikroorganismen.
Der Verlauf eines Bioprozesses kann allerdings nicht als linear angesehen werden und wird zusätzlich
leicht von äußeren Faktoren beeinflusst. Aufgabe der Regelung ist es, sich diesem variablen Verlauf
anzupassen und für das gewünschte Milieu zu sorgen. Dafür müssen alle wichtigen Prozessparameter
kontinuierlich gemessen werden. Die meisten Sensoren haben aber ein verzögertes
Ansprechverhalten, was bei der Einstellung der Regler berücksichtigt werden muss.
Im Wesentlichen umfasst die Regelung von Bioprozessen drei Bereiche:
Die Steuerung und Regelung von mechanischen Elementen des Bioreaktors, die nicht direkt
auf den Prozess Einfluss nehmen. Dazu gehört zum Beispiel das Schalten von Rohrleitungen
oder das Ansteuern einer Pumpe.
Die Messung und Regelung von physikalischen und chemischen Zustandsgrößen im Reaktor.
Dies ist wohl der umfassendste Bereich, zu dem unter anderem die Regelung von pH-Wert
oder Temperatur gehört.
Die Messung und Regelung von Zustandsgrößen, die den physiologischen Zustand der
Mikroorganismen beschreiben. Diese können meist nicht direkt gemessen werden, sondern
müssen aus den physikalischen Zustandsgrößen berechnet werden, zum Beispiel die
Regelung einer Glukose-Zufütterung aufgrund des Sauerstoffverbrauchs der
Mikroorganismen.
3.2.4. Wichtige Regler bei Bioprozessen
P-Regler
Ein P-Regler erzeugt eine Stellgröße, die sich proportional zur Regeldifferenz verhält. Dies wird mit
dem Verstärkungsfaktor Kp eingestellt. Der P-Regler ist zwar schnell, jedoch bleibt immer eine
Regelabweichung vorhanden. Die Ursache hierfür liegt darin, dass ein Stellsignal aufgrund der
Proportionalität nur bei bleibender Regeldifferenz erzeugt werden kann. Dieses Stellsignal ist nötig,
um vorhandene Störungen auszugleichen.
3. Grundlagen
- 14 -
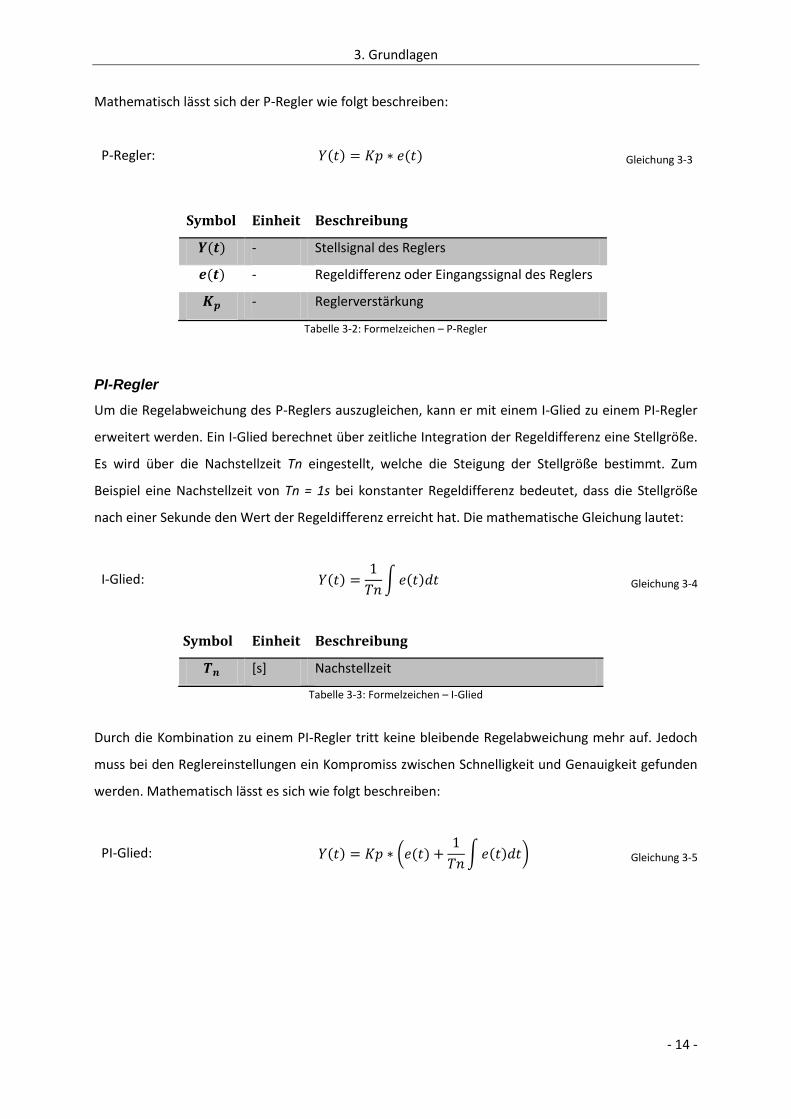
Mathematisch lässt sich der P-Regler wie folgt beschreiben:
P-Regler: 𝑌 𝑡 = 𝐾𝑝 ∗ 𝑒(𝑡) Gleichung 3-3
Symbol Einheit Beschreibung
𝒀(𝒕) - Stellsignal des Reglers
𝒆(𝒕) - Regeldifferenz oder Eingangssignal des Reglers
𝑲𝒑 - Reglerverstärkung
Tabelle 3-2: Formelzeichen – P-Regler
PI-Regler
Um die Regelabweichung des P-Reglers auszugleichen, kann er mit einem I-Glied zu einem PI-Regler
erweitert werden. Ein I-Glied berechnet über zeitliche Integration der Regeldifferenz eine Stellgröße.
Es wird über die Nachstellzeit Tn eingestellt, welche die Steigung der Stellgröße bestimmt. Zum
Beispiel eine Nachstellzeit von Tn = 1s bei konstanter Regeldifferenz bedeutet, dass die Stellgröße
nach einer Sekunde den Wert der Regeldifferenz erreicht hat. Die mathematische Gleichung lautet:
I-Glied: 𝑌 𝑡 =1
𝑇𝑛 𝑒 𝑡 𝑑𝑡 Gleichung 3-4
Symbol Einheit Beschreibung
𝑻𝒏 [s] Nachstellzeit
Tabelle 3-3: Formelzeichen – I-Glied
Durch die Kombination zu einem PI-Regler tritt keine bleibende Regelabweichung mehr auf. Jedoch
muss bei den Reglereinstellungen ein Kompromiss zwischen Schnelligkeit und Genauigkeit gefunden
werden. Mathematisch lässt es sich wie folgt beschreiben:
PI-Glied: 𝑌 𝑡 = 𝐾𝑝 ∗ 𝑒(𝑡) +1
𝑇𝑛 𝑒 𝑡 𝑑𝑡 Gleichung 3-5
3. Grundlagen
- 15 -
PID-Regler
Bei höheren Anforderungen in Bezug auf Schnelligkeit wird der PI-Regler oft mit einem D-Glied
erweitert. Ein D-Glied reagiert nicht auf die Regelabweichung, sondern auf deren
Änderungsgeschwindigkeit. Es wird mit der Vorhaltzeit Tv eingestellt. Zum Beispiel liefert das D-Glied
bei einem linearen Eingangssignal mit konstantem Anstieg ein konstantes Ausgangssignal, welches
sich proportional zum Anstieg so wie zur Vorhaltzeit verhält. Mathematisch lässt sich das D-Glied wie
folgt beschreiben:
D-Glied: 𝑌 𝑡 = 𝑇𝑣 ∗𝑑
𝑑𝑡𝑒(𝑡) Gleichung 3-6
Symbol Einheit Beschreibung
𝑻𝒗 [s] Vorhaltzeit
Tabelle 3-4: Formelzeichen – D-Glied
Das heißt, die Stellgröße des PID-Reglers verhält sich proportional zur Regeldifferenz selbst, sowie
zum Integral und Differential der Regeldifferenz. Somit ergibt sich folgende Gesamt-
Differentialgleichung:
PID-Regler: 𝑌 𝑡 = 𝐾𝑝 ∗ 𝑒 𝑡 +1
𝑇𝑛 𝑒 𝑡 𝑑𝑡 + 𝑇𝑣 ∗
𝑑
𝑑𝑡𝑒 𝑡 Gleichung 3-7
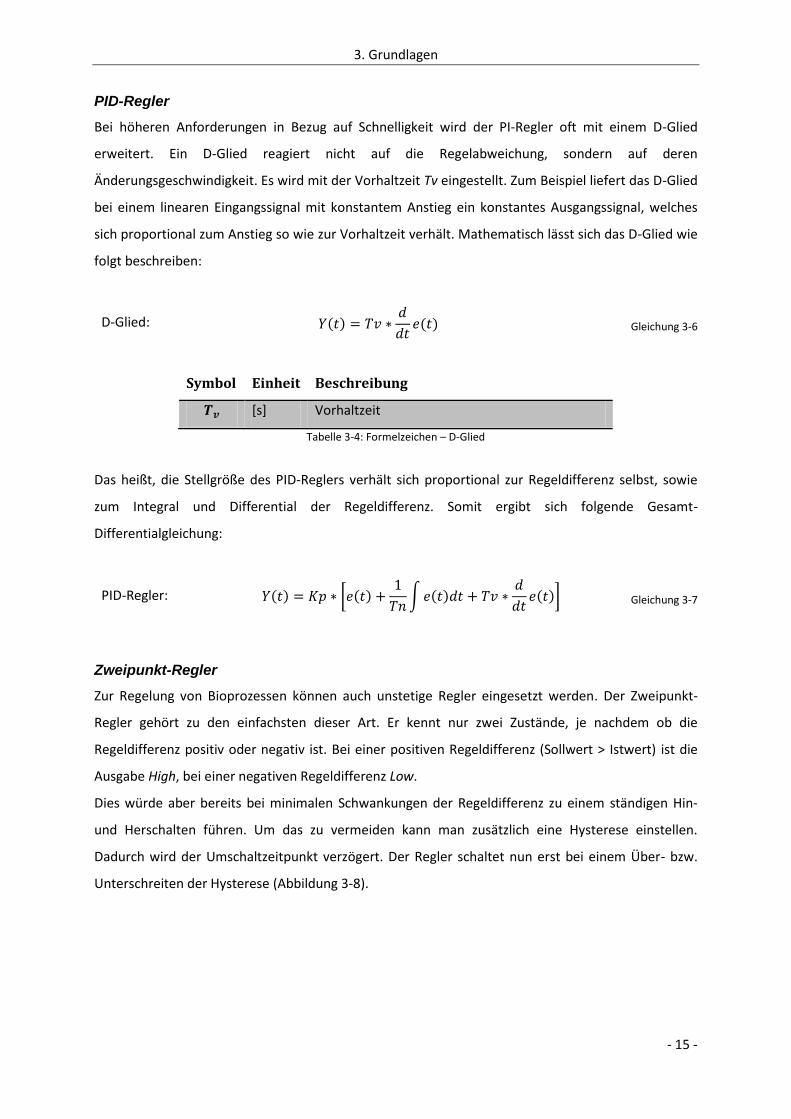
Zweipunkt-Regler
Zur Regelung von Bioprozessen können auch unstetige Regler eingesetzt werden. Der Zweipunkt-
Regler gehört zu den einfachsten dieser Art. Er kennt nur zwei Zustände, je nachdem ob die
Regeldifferenz positiv oder negativ ist. Bei einer positiven Regeldifferenz (Sollwert > Istwert) ist die
Ausgabe High, bei einer negativen Regeldifferenz Low.
Dies würde aber bereits bei minimalen Schwankungen der Regeldifferenz zu einem ständigen Hin-
und Herschalten führen. Um das zu vermeiden kann man zusätzlich eine Hysterese einstellen.
Dadurch wird der Umschaltzeitpunkt verzögert. Der Regler schaltet nun erst bei einem Über- bzw.
Unterschreiten der Hysterese (Abbildung 3-8).
3. Grundlagen
- 16 -
Abbildung 3-8: Schaltverhalten eines Zweipunkt-Reglers
Bei dem oben dargestellten Signalverlauf würde der Regler beim Zeitpunkt t1, wenn die Hysterese
überschritten wird, auf High schalten. Anschließend wird erst wieder beim Unterschreiten der
negativen Hysterese auf den Zustand Low gewechselt, obwohl hier zwischendurch der Nullpunkt
mehrmals durchschritten wird.
Zweipunkt-Regler kommen meist nur zum Einsatz, wenn die Regelgüte keine allzu große Rolle spielt
oder das Stellglied nur die Zustände ein bzw. aus kennt. Mögliche Anwendungsbereiche währen pH-
Wert-, Temperatur- oder Füllstand-Regelungen.
Mathematisch lässt sich das Übertragungsverhalten wie folgt beschreiben:
Übertragungsverhalten:
𝑌 𝑡𝑛 = 1 𝑓ü𝑟 𝑒 𝑡𝑛 > 𝐻
𝑌 𝑡𝑛 = 0 𝑓ü𝑟 𝑒 𝑡𝑛 < −𝐻
𝑌 𝑡𝑛 = 𝑌 𝑡𝑛 − 1 𝑓ü𝑟 − 𝐻 ≤ 𝑒 𝑡𝑛 ≤ 𝐻
Gleichung 3-8
Symbol Einheit Beschreibung
𝒀(𝒕𝒏) - Stellsignal des Reglers
𝒆(𝒕𝒏) - Regeldifferenz oder Eingangssignal des Reglers
𝑯 - Hysterese
𝒕𝒏 [s] Zeitpunkt n
Tabelle 3-5: Formelzeichen – Zweipunktregler
3. Grundlagen
- 17 -
3.2.5. Ermitteln von Reglereinstellungen
Die Qualität einer Regelung ist von den Einstellungen des Reglers abhängig. Je mehr Größen die
Regelgröße beeinflussen, desto schwieriger wird es, diese Einstellungen zu optimieren. Oft wird
zuerst ein komplettes Model des Regelkreises entworfen, um die Reglereinstellungen zu finden.
Dafür müssen aber die Eigenschaften des Systems bekannt sein. Aufgrund der Komplexität von
biologischen Prozessen ist es aber sehr aufwendig, dieses System als Modell nachzubilden. Deswegen
gibt es alternative Methoden, die sich in der Praxis bei Bioprozessen bewährt haben. Dafür wird
zunächst die Sprungantwort des Systems auf eine Eingangsgröße aufgezeichnet und anschließend
ausgewertet.
Aufzeichnen von Sprungantworten
Durch das Aufzeichnen der Sprungantwort wird das dynamische Verhalten einer Regelstrecke auf
eine Eingangsgröße festgehalten. Hierfür wird das Stellglied mit einem bestimmten Stellsignal
belastet und die Auswirkung auf die entsprechende Ausgangsgröße verfolgt. Bei biologischen
Prozessen unterscheidet man zwischen:
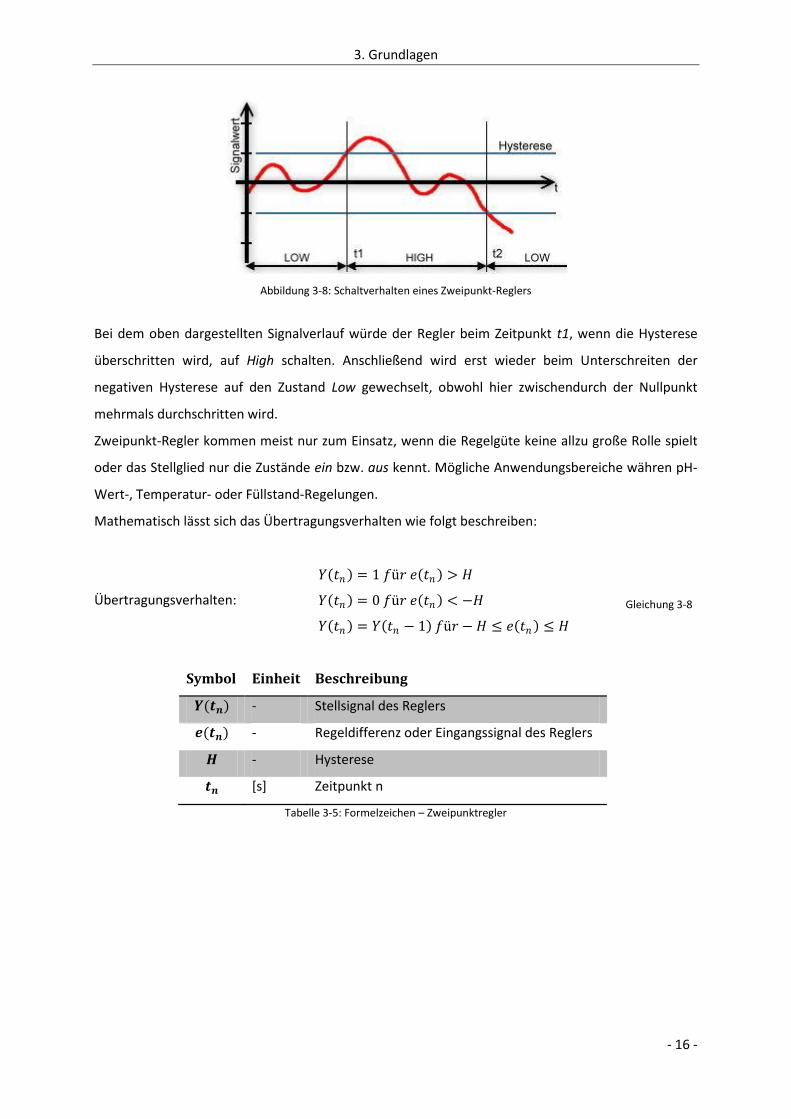
Regelstrecken mit Ausgleich
Diese erkennt man daran, dass sich die Ausgangsgröße nach gewisser Zeit auf einen Wert
einpendelt. Zum Beispiel ergibt sich bei der kontinuierlichen Zugabe von Sauerstoff, ein
endlicher pO2-Wert, da die Löslichkeit von Sauerstoff im Medium begrenzt ist.
Abbildung 3-9: Sprungantwort mit Ausgleich (Anlehnung an Hass & Pörtner, 2009)
3. Grundlagen
- 18 -
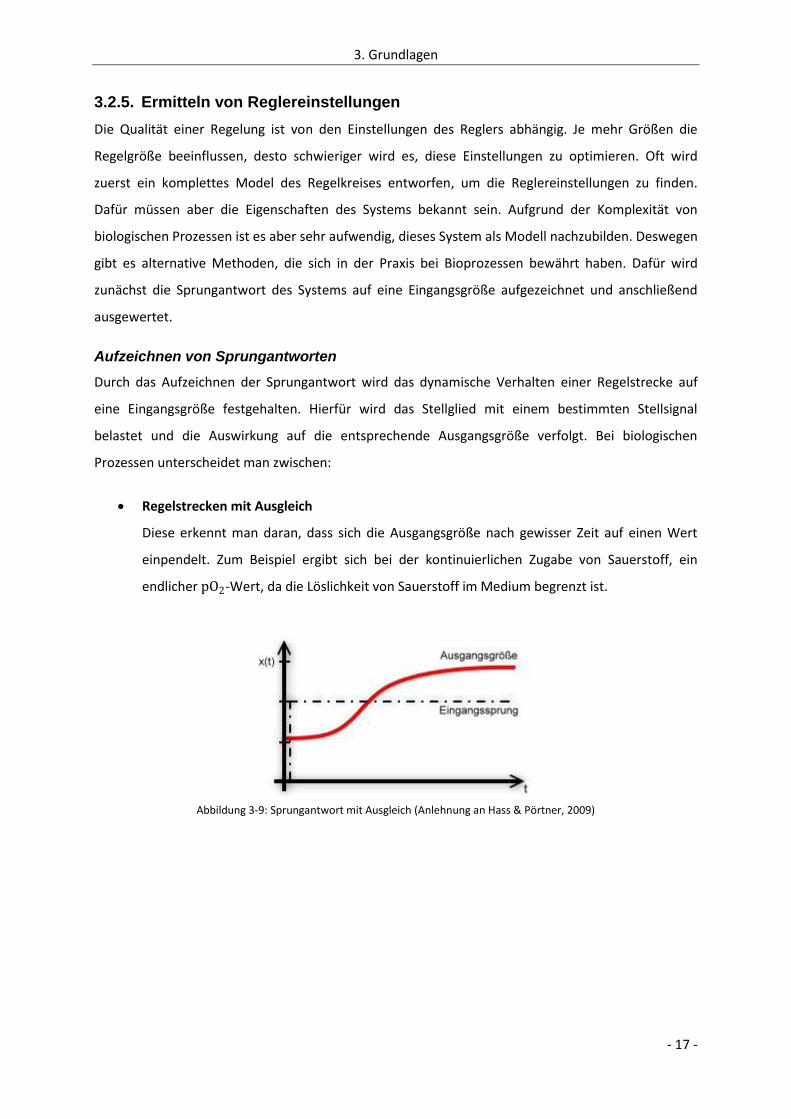
Regelstrecken ohne Ausgleich
Hier pendelt sich das Ausgangssignal nicht auf einen endlichen Wert ein, sondert nimmt
ständig zu. Ein Beispiel wäre eine Füllstand-Regelung, bei der ein ständiger Zulauf auch eine
ständige Erhöhung des Füllstands bewirkt.
Abbildung 3-10: Sprungantwort ohne Ausgleich (Anlehnung an Hass & Pörtner, 2009)
Für die folgenden Verfahren werden nur Regelstrecken mit Ausgleich behandelt, da nur diese bei der
vorliegenden Bachelor-Thesis relevant sind.
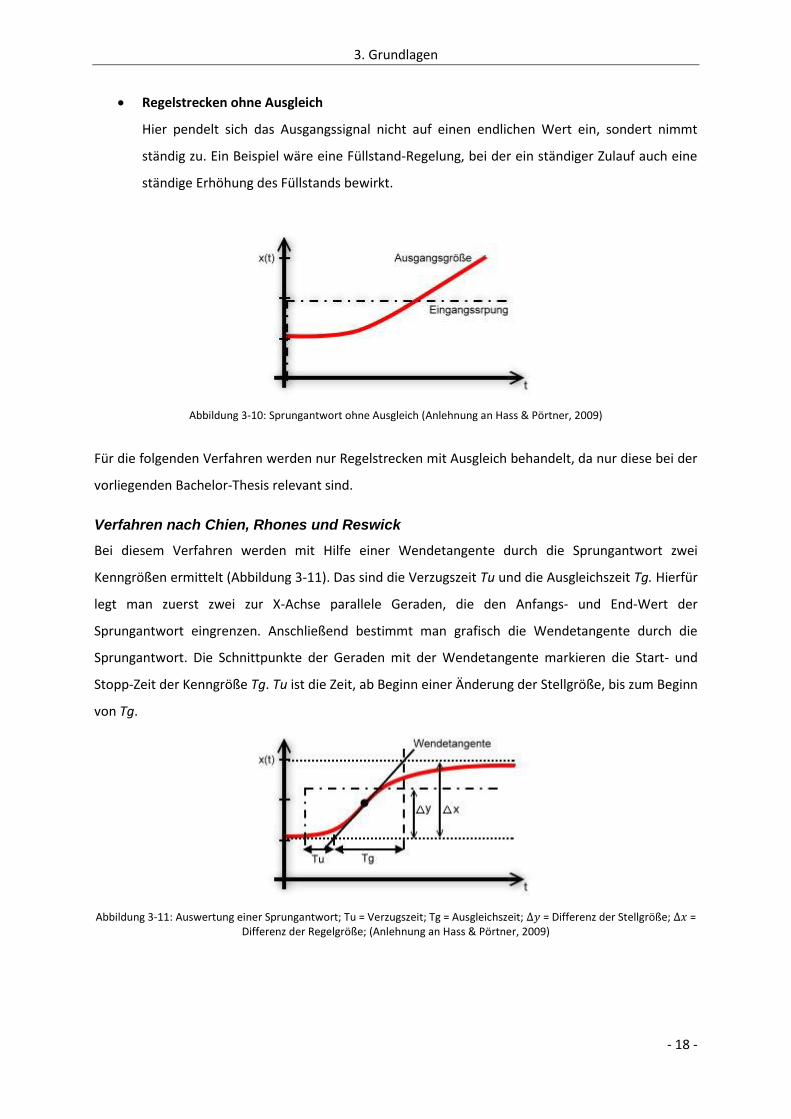
Verfahren nach Chien, Rhones und Reswick
Bei diesem Verfahren werden mit Hilfe einer Wendetangente durch die Sprungantwort zwei
Kenngrößen ermittelt (Abbildung 3-11). Das sind die Verzugszeit Tu und die Ausgleichszeit Tg. Hierfür
legt man zuerst zwei zur X-Achse parallele Geraden, die den Anfangs- und End-Wert der
Sprungantwort eingrenzen. Anschließend bestimmt man grafisch die Wendetangente durch die
Sprungantwort. Die Schnittpunkte der Geraden mit der Wendetangente markieren die Start- und
Stopp-Zeit der Kenngröße Tg. Tu ist die Zeit, ab Beginn einer Änderung der Stellgröße, bis zum Beginn
von Tg.
Abbildung 3-11: Auswertung einer Sprungantwort; Tu = Verzugszeit; Tg = Ausgleichszeit; ∆𝑦 = Differenz der Stellgröße; ∆𝑥 = Differenz der Regelgröße; (Anlehnung an Hass & Pörtner, 2009)
3. Grundlagen
- 19 -
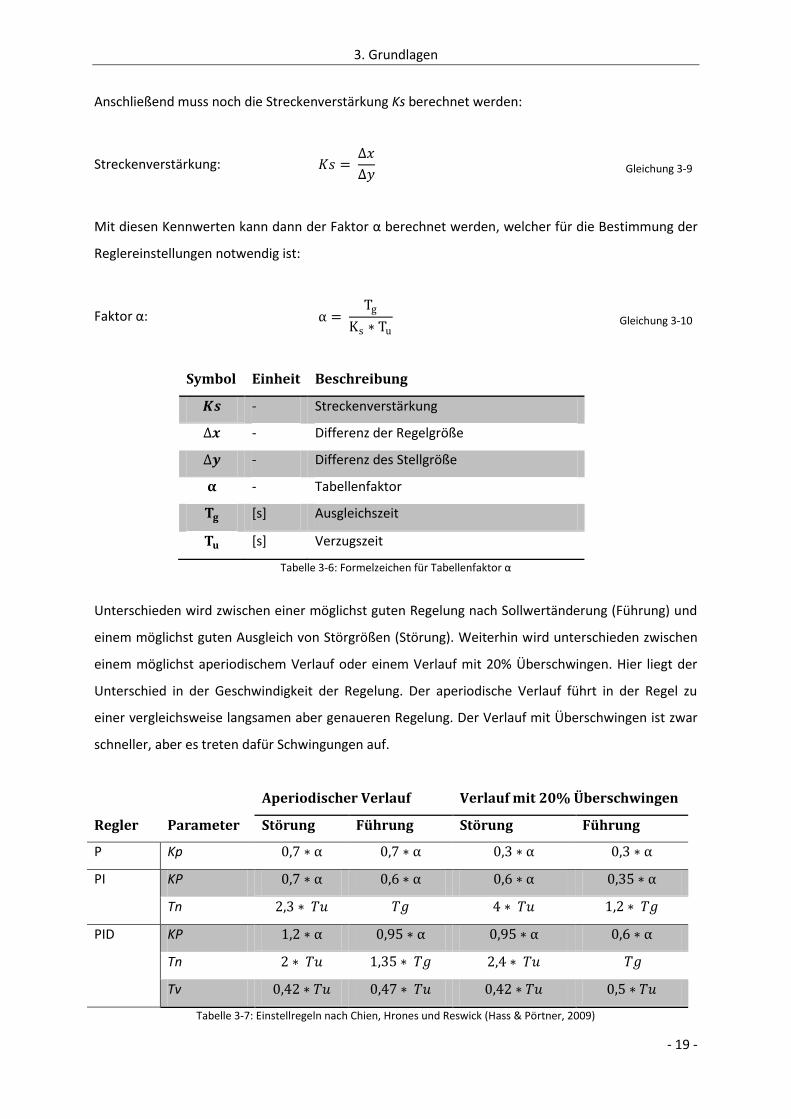
Anschließend muss noch die Streckenverstärkung Ks berechnet werden:
Streckenverstärkung: 𝐾𝑠 = ∆𝑥
∆𝑦 Gleichung 3-9
Mit diesen Kennwerten kann dann der Faktor α berechnet werden, welcher für die Bestimmung der
Reglereinstellungen notwendig ist:
Faktor α: α = Tg
Ks ∗ Tu Gleichung 3-10
Symbol Einheit Beschreibung
𝑲𝒔 - Streckenverstärkung
∆𝒙 - Differenz der Regelgröße
∆𝒚 - Differenz des Stellgröße
𝛂 - Tabellenfaktor
𝐓𝐠 [s] Ausgleichszeit
𝐓𝐮 [s] Verzugszeit
Tabelle 3-6: Formelzeichen für Tabellenfaktor α
Unterschieden wird zwischen einer möglichst guten Regelung nach Sollwertänderung (Führung) und
einem möglichst guten Ausgleich von Störgrößen (Störung). Weiterhin wird unterschieden zwischen
einem möglichst aperiodischem Verlauf oder einem Verlauf mit 20% Überschwingen. Hier liegt der
Unterschied in der Geschwindigkeit der Regelung. Der aperiodische Verlauf führt in der Regel zu
einer vergleichsweise langsamen aber genaueren Regelung. Der Verlauf mit Überschwingen ist zwar
schneller, aber es treten dafür Schwingungen auf.
Regler Parameter
Aperiodischer Verlauf Verlauf mit 20% Überschwingen
Störung Führung Störung Führung
P Kp 0,7 ∗ α 0,7 ∗ α 0,3 ∗ α 0,3 ∗ α
PI KP 0,7 ∗ α 0,6 ∗ α 0,6 ∗ α 0,35 ∗ α
Tn 2,3 ∗ 𝑇𝑢 𝑇𝑔 4 ∗ 𝑇𝑢 1,2 ∗ 𝑇𝑔
PID KP 1,2 ∗ α 0,95 ∗ α 0,95 ∗ α 0,6 ∗ α
Tn 2 ∗ 𝑇𝑢 1,35 ∗ 𝑇𝑔 2,4 ∗ 𝑇𝑢 𝑇𝑔
Tv 0,42 ∗ 𝑇𝑢 0,47 ∗ 𝑇𝑢 0,42 ∗ 𝑇𝑢 0,5 ∗ 𝑇𝑢
Tabelle 3-7: Einstellregeln nach Chien, Hrones und Reswick (Hass & Pörtner, 2009)
3. Grundlagen
- 20 -
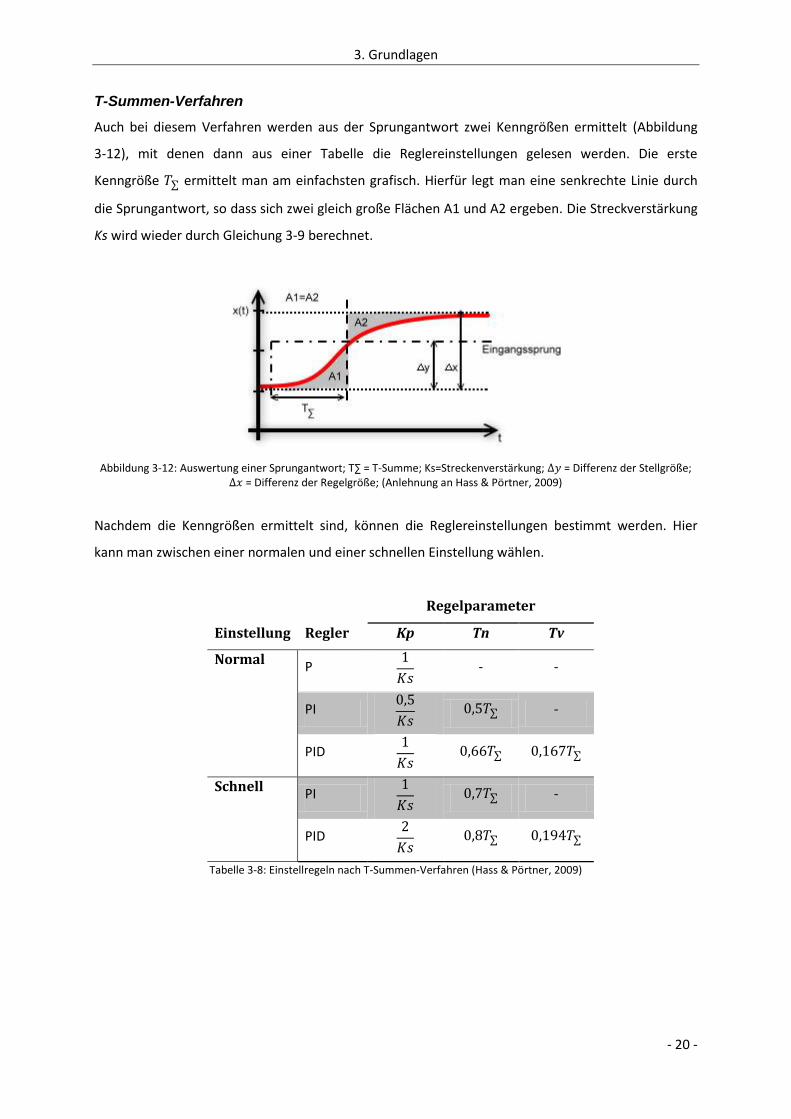
T-Summen-Verfahren
Auch bei diesem Verfahren werden aus der Sprungantwort zwei Kenngrößen ermittelt (Abbildung
3-12), mit denen dann aus einer Tabelle die Reglereinstellungen gelesen werden. Die erste
Kenngröße 𝑇∑ ermittelt man am einfachsten grafisch. Hierfür legt man eine senkrechte Linie durch
die Sprungantwort, so dass sich zwei gleich große Flächen A1 und A2 ergeben. Die Streckverstärkung
Ks wird wieder durch Gleichung 3-9 berechnet.
Abbildung 3-12: Auswertung einer Sprungantwort; T∑ = T-Summe; Ks=Streckenverstärkung; ∆𝑦 = Differenz der Stellgröße; ∆𝑥 = Differenz der Regelgröße; (Anlehnung an Hass & Pörtner, 2009)
Nachdem die Kenngrößen ermittelt sind, können die Reglereinstellungen bestimmt werden. Hier
kann man zwischen einer normalen und einer schnellen Einstellung wählen.
Einstellung Regler
Regelparameter
Kp Tn Tv
Normal P 1
𝐾𝑠 - -
PI 0,5
𝐾𝑠 0,5𝑇∑ -
PID 1
𝐾𝑠 0,66𝑇∑ 0,167𝑇∑
Schnell PI 1
𝐾𝑠 0,7𝑇∑ -
PID 2
𝐾𝑠 0,8𝑇∑ 0,194𝑇∑
Tabelle 3-8: Einstellregeln nach T-Summen-Verfahren (Hass & Pörtner, 2009)
3. Grundlagen
- 21 -
Empirisches Nachbessern
Meistens werden aber durch die oben beschriebenen Verfahren nicht sofort die optimalen
Reglereinstellungen erreicht. Deshalb sollte man die Regler nachträglich optimieren. Dies wird meist
durch empirische Verfahren erreicht. Allgemein kann man sich an folgende Regeln halten (Hass &
Pörtner, 2009):
Wird der Sollwert zu langsam erreicht, muss die Reglerverstärkung erhöht oder die
Nachstellzeit vermindert werden.
Wird der Sollwert zu langsam erreicht und es tritt ein wellenförmiger Istwert auf, muss die
Reglerverstärkung erhöht oder die Vorhaltzeit vermindert werden.
Tritt ein zu starkes Überschwingen auf, wird die Reglerverstärkung vermindert oder die
Nachstellzeit erhöht.
Literatur zu Abschnitt 3.2
Hass, V. C., & Pörtner, R. (2009). Praxis der Bioprozesstechnik. Spektrum Akademischer Verlag.
Töpfer, H., & Besch, P. (1990). Grundlagen der Automatisierungstechnik. Berlin: VEB Verlag Technik.
3. Grundlagen
- 22 -
3.3. Glukose-Zufütterung bei der Backhefe-Fermentation
3.3.1. Stoffwechsel der Backhefe
Backhefe (Saccharomyces cerevisiae) ist ein fakultativ anaerober Organismus. Die Energiegewinnung
kann daher mit oder ohne O2 erfolgen. Hauptsächlich wird Zucker (Glukose, Fructose, Saccharose,
Maltose) für den Stoffwechsel verwendet. Unter anaeroben Bedingungen wird Zucker zu Ethanol und
Kohlenstoffdioxid verarbeitet. Dieser Vorgang ist als Gärung oder auch Pasteur-Effekt bekannt. Unter
aeroben Bedingungen wird der Zucker komplett in Kohlenstoffdioxid und Wasser umgesetzt. Man
spricht hier auch von Atmung. Der Energiegewinn und somit auch das Zellwachstum, sind im
Vergleich zur Gärung sehr viel größer. Die industrielle Produktion von Backhefe wird deswegen auch
aerob durchgeführt.
Aber auch bei der Atmung kann Ethanol gebildet werden. Diesen Vorgang nennt man Crabtree-
Effekt, welcher bei zu hohen Zuckerkonzentrationen im Nährmedium auftritt. Die kritische
Konzentrationsobergrenze liegt ungefähr bei 100 [mg/l]. Bei der Vermehrung und Produktion von
Backhefe ist der Crabtree-Effekt aber unerwünscht, da das Ethanol zu einer geringeren
Zellsubstratausbeute3 führt. Die Zuckerkonzentration darf aber auch nicht zu niedrig sein, da sonst
die Wachstumsrate verringert wird. Deshalb versucht man die kritische Konzentrationsobergrenze
immer zu halten, um beide Größen im Ausgleich zu halten. Hierfür arbeitet man mit einem Fed-
Batch-Verfahren, bei dem immer die richtige Menge an Glukose zugefüttert wird. Dafür wird ein
theoretisches Zulaufschema berechnet, welches optimalerweise noch durch eine Regelung
ausgeglichen wird.
3.3.2. Theoretisches Zulaufschema
Das theoretische Zulaufschema beschreibt den erforderlichen Verlauf der Zulaufrate. Das Ziel ist die
Glukosekonzentration im Medium konstant bei der kritischen Konzentrationsobergrenze zu halten.
Dadurch soll ein maximales Wachstum erreicht werden. Durch diesen stationären Zustand sind die
theoretische Wachstumsrate und die Zellsubstratausbeute bekannt. Somit kann die Zulaufrate
aufgrund von Zellmasse im Reaktor und Glukosekonzentration im Substrat berechnet werden. Im
Folgenden soll die Gleichung der Zulaufrate hergeleitet werden (Bucher, Hauck, & Müller). Diese gilt
nur für die exponentielle Wachstumsphase. In dieser kann die spezifische Wachstumsrate 𝜇 als
konstant angenommen werden (𝜇 = 𝜇𝑚𝑎𝑥 ).
3 Verhältnis von gebildeter Biomasse zu verbrauchter Substratmenge
3. Grundlagen
- 23 -
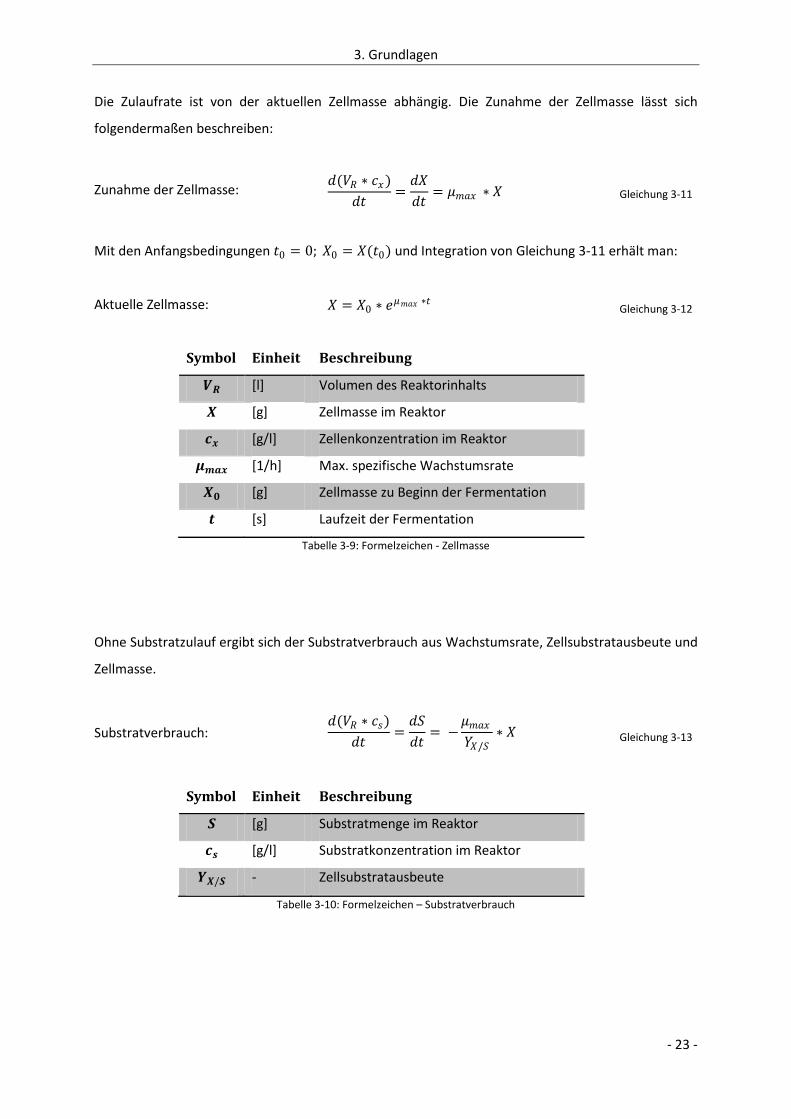
Die Zulaufrate ist von der aktuellen Zellmasse abhängig. Die Zunahme der Zellmasse lässt sich
folgendermaßen beschreiben:
Zunahme der Zellmasse: 𝑑(𝑉𝑅 ∗ 𝑐𝑥)
𝑑𝑡=𝑑𝑋
𝑑𝑡= 𝜇𝑚𝑎𝑥 ∗ 𝑋 Gleichung 3-11
Mit den Anfangsbedingungen 𝑡0 = 0; 𝑋0 = 𝑋(𝑡0) und Integration von Gleichung 3-11 erhält man:
Aktuelle Zellmasse: 𝑋 = 𝑋0 ∗ 𝑒𝜇𝑚𝑎𝑥 ∗𝑡 Gleichung 3-12
Symbol Einheit Beschreibung
𝑽𝑹 [l] Volumen des Reaktorinhalts
𝑿 [g] Zellmasse im Reaktor
𝒄𝒙 [g/l] Zellenkonzentration im Reaktor
𝝁𝒎𝒂𝒙 [1/h] Max. spezifische Wachstumsrate
𝑿𝟎 [g] Zellmasse zu Beginn der Fermentation
𝒕 [s] Laufzeit der Fermentation
Tabelle 3-9: Formelzeichen - Zellmasse
Ohne Substratzulauf ergibt sich der Substratverbrauch aus Wachstumsrate, Zellsubstratausbeute und
Zellmasse.
Substratverbrauch: 𝑑(𝑉𝑅 ∗ 𝑐𝑠)
𝑑𝑡=𝑑𝑆
𝑑𝑡= −
𝜇𝑚𝑎𝑥𝑌𝑋/𝑆
∗ 𝑋 Gleichung 3-13
Symbol Einheit Beschreibung
𝑺 [g] Substratmenge im Reaktor
𝒄𝒔 [g/l] Substratkonzentration im Reaktor
𝒀𝑿/𝑺 - Zellsubstratausbeute
Tabelle 3-10: Formelzeichen – Substratverbrauch

3. Grundlagen
- 24 -
Die Substratbilanz ergibt sich aus dem Substratverbrauch und dem Substratzulauf:
Substratbilanz: 𝑑(𝑉𝑅 ∗ 𝑐𝑠)
𝑑𝑡= −
𝜇𝑚𝑎𝑥𝑌𝑋/𝑆
∗ 𝑋 + 𝐹 ∗ 𝑐𝑠0 Gleichung 3-14
Symbol Einheit Beschreibung
𝑭 [l/h] Substratzulaufrate
𝒄𝒔𝟎 [g/l] Reine Substratkonzentration
Tabelle 3-11: Formelzeichen – Substratbilanz
Nach 𝑑𝑐𝑠
𝑑𝑡 aufgelöst erhält man:
𝑑𝑐𝑠𝑑𝑡
= −𝑐𝑠 ∗𝑑𝑉𝑅
𝑉𝑅 ∗ 𝑑𝑡−
𝜇𝑚𝑎𝑥𝑉𝑅 ∗ 𝑌𝑋/𝑆
∗ 𝑋 +𝐹 ∗ 𝑐𝑠
0
𝑉𝑅 Gleichung 3-15
Die zeitliche Änderung des Reaktorvolumens wird durch den Zulauf bestimmt. Daher gilt: 𝑑𝑉𝑅
𝑑𝑡= 𝐹
𝑑𝑐𝑠𝑑𝑡
= −𝜇𝑚𝑎𝑥
𝑉𝑅 ∗ 𝑌𝑋/𝑆∗ 𝑋 +
𝐹
𝑉𝑅∗ (𝑐𝑠
0 − 𝑐𝑠) Gleichung 3-16
Da die Substrat-Konzentration im Reaktor konstant gehalten werden soll, gilt für diesen Zustand:
𝑑𝑐𝑠
𝑑𝑡= 0
𝐹 ∗ 𝑐𝑠0 − 𝑐𝑠 =
𝜇𝑚𝑎𝑥𝑌𝑋/𝑆
∗ 𝑋 Gleichung 3-17
Weiterhin gilt 𝑐𝑠 ≪ 𝑐𝑠0 ,da die Substrat-Konzentration im Reaktor sehr viel kleiner ist als im
Substrattank.
𝐹 ∗ 𝑐𝑠0 =
𝜇𝑚𝑎𝑥𝑌𝑋/𝑆
∗ 𝑋 Gleichung 3-18
Durch Einsetzen von Gleichung 3-11 kommt man zu folgender Gleichung der optimalen Zulaufrate:
Zulaufrate: 𝐹 =𝜇𝑚𝑎𝑥
𝑐𝑠0 ∗ 𝑌𝑋/𝑆
∗ 𝑋0 ∗ 𝑒𝜇𝑚𝑎𝑥 ∗𝑡
Gleichung 3-19
3. Grundlagen
- 25 -
3.3.3. Ausgleichsregelung des Zulaufschemas
Der genaue Fermentationsverlauf kann nie mathematisch genau vorhergesagt werden. Das
theoretische Zulaufschema berücksichtigt somit nicht den tatsächlichen Prozesszustand oder den
Stoffwechsel der Organismen. Deshalb kann die Zulaufrate zusätzlich mit einer Regelung
ausgeglichen werden, um Rücksicht auf Störungen zu nehmen.
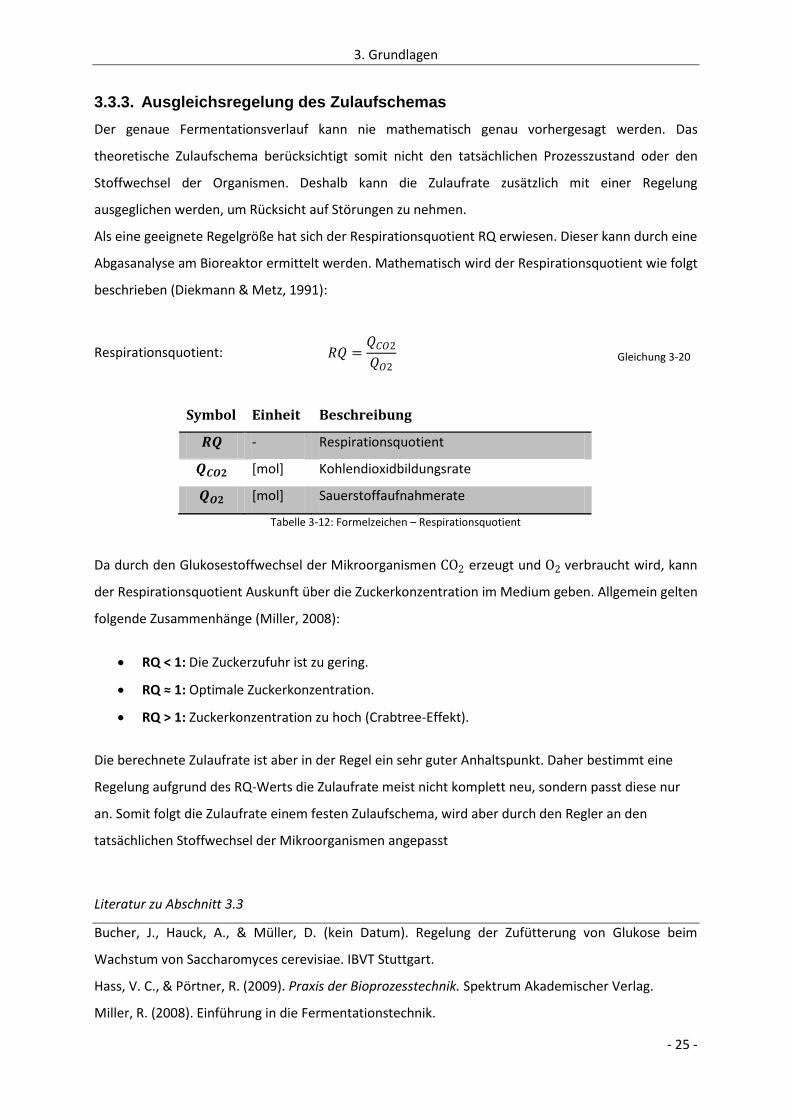
Als eine geeignete Regelgröße hat sich der Respirationsquotient RQ erwiesen. Dieser kann durch eine
Abgasanalyse am Bioreaktor ermittelt werden. Mathematisch wird der Respirationsquotient wie folgt
beschrieben (Diekmann & Metz, 1991):
Respirationsquotient: 𝑅𝑄 =𝑄𝐶𝑂2
𝑄𝑂2 Gleichung 3-20
Symbol Einheit Beschreibung
𝑹𝑸 - Respirationsquotient
𝑸𝑪𝑶𝟐 [mol] Kohlendioxidbildungsrate
𝑸𝑶𝟐 [mol] Sauerstoffaufnahmerate
Tabelle 3-12: Formelzeichen – Respirationsquotient
Da durch den Glukosestoffwechsel der Mikroorganismen CO2 erzeugt und O2 verbraucht wird, kann
der Respirationsquotient Auskunft über die Zuckerkonzentration im Medium geben. Allgemein gelten
folgende Zusammenhänge (Miller, 2008):
RQ < 1: Die Zuckerzufuhr ist zu gering.
RQ ≈ 1: Optimale Zuckerkonzentration.
RQ > 1: Zuckerkonzentration zu hoch (Crabtree-Effekt).
Die berechnete Zulaufrate ist aber in der Regel ein sehr guter Anhaltspunkt. Daher bestimmt eine
Regelung aufgrund des RQ-Werts die Zulaufrate meist nicht komplett neu, sondern passt diese nur
an. Somit folgt die Zulaufrate einem festen Zulaufschema, wird aber durch den Regler an den
tatsächlichen Stoffwechsel der Mikroorganismen angepasst
Literatur zu Abschnitt 3.3
Bucher, J., Hauck, A., & Müller, D. (kein Datum). Regelung der Zufütterung von Glukose beim
Wachstum von Saccharomyces cerevisiae. IBVT Stuttgart.
Hass, V. C., & Pörtner, R. (2009). Praxis der Bioprozesstechnik. Spektrum Akademischer Verlag.
Miller, R. (2008). Einführung in die Fermentationstechnik.
3. Grundlagen
- 26 -
3.4. Prozessleitsystem WinErs
WinErs ist eine Software für die Prozessautomatisierung. Es lässt sich für die Visualisierung,
Überwachung, Simulation, Regelung und Messwerterfassung von Prozessen nutzen. Es wird vom
Ingenieurbüro Dr.-Ing. Schoop GmbH hergestellt und liegt derzeit in der Version 5.4.C vor.
3.4.1. WinErs Laborversion II
Für diese Bachelor-Thesis wurde die Laborversion II von WinErs benutzt. Die Laborversion ist eine
eingeschränkte Version und beinhaltet nur wenige Grundmodule der Vollversion. Diese sind aber
ausreichend für verschiedenste Simulationen oder Automatisierungen von Prozessen. Folgende
Module sind enthalten:
Messwerterfassung I zur Speicherung der Prozessdaten
Steuern & Regeln I zur Erstellung von Blockstrukturen
Steuern & Regeln II, u.a. zur Erstellung von Arithmetikblöcken oder
Programmgebern und Grafcet-Plänen
Prozessvisualisierung, um den Prozess darzustellen und zu steuern
Rezepturen, um das System in einen definierte Zustand zu setzen
Weiterhin ist die Anzahl der möglichen Signale eingeschränkt. Mit der Laborversion können jeweils
nur 16 binäre und 8 analoge Ein- und Ausgänge verwaltet werden. Zusätzlich können aber 80 binäre
und analoge Merker angelegt werden. Ein Merker ist eine Art virtuelles Signal, das zum Beispiel für
die Speicherung von berechneten Größen genutzt werden kann.
3.4.2. Blockstrukturen
Über Blockstrukturen werden in WinErs Steuerungen und Regelkreise realisiert. Die Eingabe erfolgt
grafisch, somit ist kein Programmieraufwand erforderlich. Es gibt eine große Anzahl vordefinierter
Blöcke aus den Kategorien Regelung, Arithmetik, und Binärblöcke. Weiterhin gibt es auch noch eine
Vielzahl spezieller Blöcke für besondere Fälle, die zum Beispiel den Zugriff auf Variablen des
Betriebssystems ermöglichen. Die Blöcke werden über Drag&Drop abgelegt und müssen dann
entsprechend eingestellt und verbunden werden.
Um eine Blockstruktur in den Regelungsablauf von WinErs einzubinden, muss man sie erst
kompilieren und anschließend aktivieren. Durch einen Ansicht-Modus kann man die laufende
Blockstruktur überwachen und kontrollieren. Dafür werden binäre Zustände von Leitungen farblich
dargestellt und analoge Werte von Blöcken numerisch angezeigt.
3. Grundlagen
- 27 -
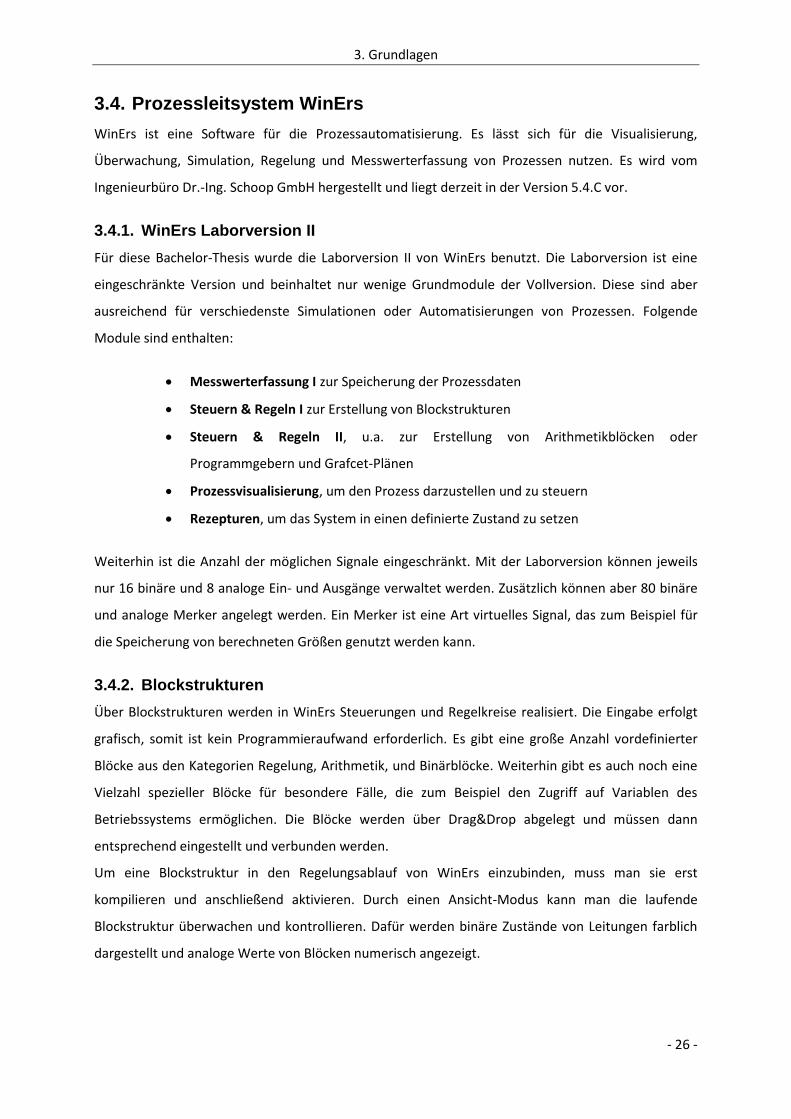
Abbildung 3-13 zeigt als Beispiel eine Blockstruktur eines Regelkreises mit PID-Regler.
Abbildung 3-13: Beispiel eines Regelkreises als Blockstruktur
3.4.3. Grafcet-Pläne
GRAFCET (frz. Graphe Fonctionenel de Commande Etape Transition) ist eine Beschreibungssprache
für das Verhalten eines Systems und ist durch die Norm DIN EN 60848 (bzw. IEC 60848) definiert.
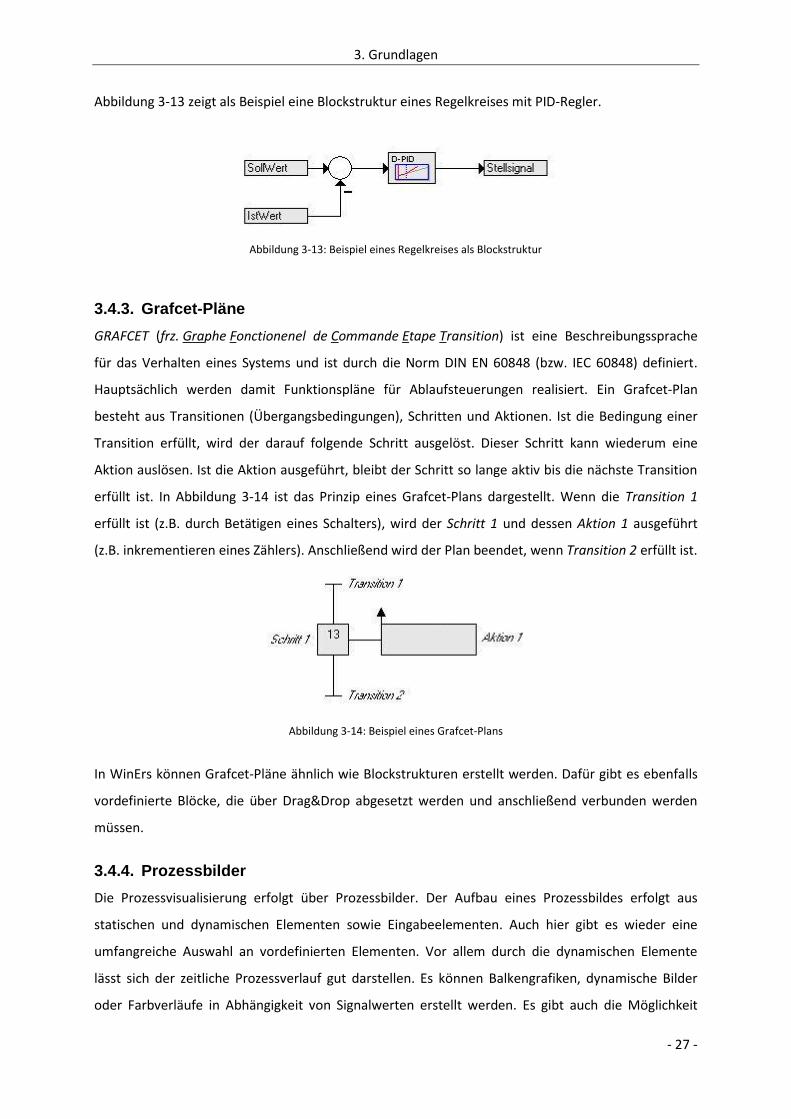
Hauptsächlich werden damit Funktionspläne für Ablaufsteuerungen realisiert. Ein Grafcet-Plan
besteht aus Transitionen (Übergangsbedingungen), Schritten und Aktionen. Ist die Bedingung einer
Transition erfüllt, wird der darauf folgende Schritt ausgelöst. Dieser Schritt kann wiederum eine
Aktion auslösen. Ist die Aktion ausgeführt, bleibt der Schritt so lange aktiv bis die nächste Transition
erfüllt ist. In Abbildung 3-14 ist das Prinzip eines Grafcet-Plans dargestellt. Wenn die Transition 1
erfüllt ist (z.B. durch Betätigen eines Schalters), wird der Schritt 1 und dessen Aktion 1 ausgeführt
(z.B. inkrementieren eines Zählers). Anschließend wird der Plan beendet, wenn Transition 2 erfüllt ist.
Abbildung 3-14: Beispiel eines Grafcet-Plans
In WinErs können Grafcet-Pläne ähnlich wie Blockstrukturen erstellt werden. Dafür gibt es ebenfalls
vordefinierte Blöcke, die über Drag&Drop abgesetzt werden und anschließend verbunden werden
müssen.
3.4.4. Prozessbilder
Die Prozessvisualisierung erfolgt über Prozessbilder. Der Aufbau eines Prozessbildes erfolgt aus
statischen und dynamischen Elementen sowie Eingabeelementen. Auch hier gibt es wieder eine
umfangreiche Auswahl an vordefinierten Elementen. Vor allem durch die dynamischen Elemente
lässt sich der zeitliche Prozessverlauf gut darstellen. Es können Balkengrafiken, dynamische Bilder
oder Farbverläufe in Abhängigkeit von Signalwerten erstellt werden. Es gibt auch die Möglichkeit
3. Grundlagen
- 28 -
Signalzustände anzuzeigen und zu setzen. Zusätzlich können Eingabeelemente wie Schalter mit einer
großen Vielfalt an Funktionen belegt werden.
3.4.5. Signaldefinition
Bevor mit Blockstrukturen oder Prozessbildern gearbeitet werden kann, müssen die Signale definiert
werden. Im Prinzip macht WinErs nichts anderes als Signale zu verarbeiten. Diese stellen den Kern
der ganzen Anwendung dar. Deshalb ist eine gute und fehlerfreie Signaldefinition unbedingt
erforderlich. Hierzu zählen:
Signaltyp
Bevor ein neues Signal erzeugt wird, muss der Typ festgelegt werden. Es wird unterschieden
in binäre oder analoge Signale und in Eingänge, Ausgänge oder Merker.
Signalname
Ein treffender Signalname ist wichtig. Dadurch wird die spätere Programmbearbeitung
erleichtert.
Signalbeschreibung
Da der Signalname in der Zeichenlänge begrenzt ist, kann auch noch eine ausführlichere
Signalbeschreibung erstellt werden.
Definitionsbereich
Der Definitionsbereich stellt die Wertgrenzen des Signals dar. Bei binären Signalen spielt das
keine Rolle, da sie nur zwei Zustände kennen. Bei analogen Signalen ist der
Definitionsbereich aber entscheidend. Er legt die logische Ober- und Untergrenze fest. Alle
analogen Ein- und Ausgänge besitzen physikalische Grenzen von 0-10 Volt. Somit erfolgt mit
dem Definitionsbereich eine Art Analog-Digital-Wandlung.
Einheit
Die Angabe der Einheit ist unverzichtbar, da diese für Berechnungen oder Auswertungen
bekannt sein muss.
Kanalzuordnung
Die Kanalzuordnung ist nur für Ein- und Ausgänge relevant. Sie legt fest, auf welchem Kanal
das Signal empfangen wird. Dies ist von der Verdrahtung des Prozessanschlusses abhängig.
3. Grundlagen
- 29 -
3.4.6. Prozessanschlüsse
Der Prozessanschluss ist das Bindeglied zwischen WinErs und Hardware. WinErs stellt mehrere
Treiber für unterschiedliche Prozessanschlüsse zur Verfügung. Die Laborversion umfasst folgende
Anschlusstreiber:
OPC-Treiber
APCI3120-Treiber PC Karte von ADDI-DATA
S7- Treiber MPI - Bus oder Ethernet CP für S7
MicApp- Treiber für Elektronikbox, serieller RS232-Anschluss
TCP/IP Modbus-Treiber Ethernet-Anschluss für Beckhoff, Wago, Phoenic Contact
EasyPort von Festo Didaktik
Hier soll nur weiter auf den TCP/IP-Treiber eingegangen werden, da nur dieser für diese Bachelor-
Thesis relevant ist.
Ethernet-TCP/IP
Werden in einem Computernetzwerk Daten versendet, durchlaufen diese mehrere Stufen. Jede
dieser Stufen hat eine spezielle Funktion, auf die die nächste Stufe aufbaut. Die unterste Ebene ist
die physikalische Ebene. Sie legt fest, auf welchem physikalischen Weg die Daten gesendet werden.
Für lokale Netzwerke ist Ethernet die am häufigsten verwendete physikalische
Vernetzungstechnologie. In den darauf folgenden Stufen werden über Protokolle die Adressierung
und die Übertragung geregelt. Das Internet Protocol (IP) ist für die Adressierung der
Netzwerkteilnehmer zuständig. Jeder Teilnehmer erhält eine einmalige IP-Adresse. Diese ist 32-Bit
lang und wird immer in mit Punkten voneinander getrennten 8-Bit Blöcken angegeben (z.B.
192.168.1.20). Das Transport Control Protocol (TCP) regelt dann den Ablauf des Datentransports
zwischen den Teilnehmern des Netzwerks.
Literatur zu Abschnitt 3.4
Ingenieurbüro Dr.-Ing. Schoop GmbH. (September 2008). WinErs - Laborversion (Einführung und
erste Schritte).
Ingenieurbüro Dr.-Ing. Schoop GmbH. (April 2009). WinErs:GRAFCET - Laborversion.
Santifaller, M. (1990). TCP/IP und NFS. Addison-Wesley.
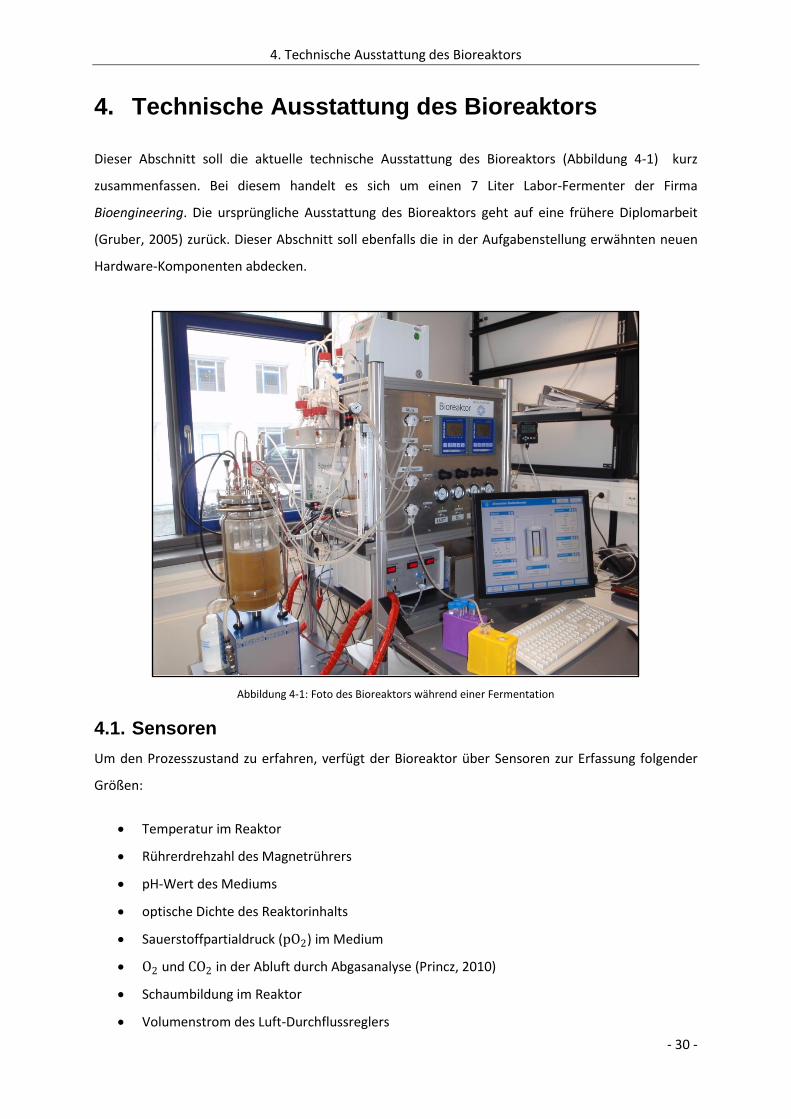
4. Technische Ausstattung des Bioreaktors
- 30 -
4. Technische Ausstattung des Bioreaktors
Dieser Abschnitt soll die aktuelle technische Ausstattung des Bioreaktors (Abbildung 4-1) kurz
zusammenfassen. Bei diesem handelt es sich um einen 7 Liter Labor-Fermenter der Firma
Bioengineering. Die ursprüngliche Ausstattung des Bioreaktors geht auf eine frühere Diplomarbeit
(Gruber, 2005) zurück. Dieser Abschnitt soll ebenfalls die in der Aufgabenstellung erwähnten neuen
Hardware-Komponenten abdecken.
Abbildung 4-1: Foto des Bioreaktors während einer Fermentation
4.1. Sensoren
Um den Prozesszustand zu erfahren, verfügt der Bioreaktor über Sensoren zur Erfassung folgender
Größen:
Temperatur im Reaktor
Rührerdrehzahl des Magnetrührers
pH-Wert des Mediums
optische Dichte des Reaktorinhalts
Sauerstoffpartialdruck (pO2) im Medium
O2 und CO2 in der Abluft durch Abgasanalyse (Princz, 2010)
Schaumbildung im Reaktor
Volumenstrom des Luft-Durchflussreglers
4. Technische Ausstattung des Bioreaktors
- 31 -
4.2. Stelleinrichtungen
Folgende Stelleinrichtungen ermöglichen die Steuerung des Reaktors und somit den Eingriff in den
Verlauf einer Fermentation:
Heiz/Kühlmantel
Über den wassergefüllten Mantel des Bioreaktors wird die Temperatur geregelt. Dieser wird
von einer externen Regelungsanlage von Bioengineering gesteuert. An diese muss der
gewünschte Temperatur-Sollwert übergeben werden.
Magnetrührer
Für die Durchmischung und Zerteilung der Gasblasen sorgt ein Magnetrührer. Die
Ansteuerung des Magnetrührers erfolgt ebenfalls über die Regelungsanlage von
Bioengineering.
Massendurchflussregler
Der Bioreaktor verfügt über zwei Massendurchflussregler, einen für Luft und einen für reinen
Sauerstoff. Diese ermöglichen jeweils einen Volumenstrom zwischen 0-10 [l/min].
Rollenpumpen
Insgesamt gibt es vier einfache Rollenpumpen. Drei davon sind für die Zufuhr von Säure,
Lauge und Antischaum zuständig. Die letzte wird verwendet, um dem Reaktor Proben zu
entnehmen. Die Drehzahl der Pumpen kann nicht eingestellt werden, sondern ist fest
vorgegeben.
Steuerbarer Pumpenantrieb
Für die weitere Zufuhr von Stoffen, wie zum Beispiel der Glukose-Zufütterung, gibt es einen
steuerbaren Pumpenantrieb. Dies ist der Pumpenantrieb PD 5201 der Firma Heidolph,
welcher mit verschiedenen Pumpenköpfen betrieben werden kann. Die Steuerung erfolgt
über eine analoge Schnittstelle. Somit kann der Pumpenantrieb über eine Steuerspannung
an- und ausgeschaltet werden oder die Pumpendrehzahl und Drehrichtung bestimmt
werden. Es sind Drehzahlen zwischen 5-120 [1/min] möglich. Weiterhin kann die Pumpe mit
unterschiedlichen Schlauchdurchmessern betrieben werden. Für genaue technische Daten
sei auf die Betriebsanleitung verwiesen (Heidolph Instruments GmbH & Co KG, 2004).
4. Technische Ausstattung des Bioreaktors
- 32 -
4.3. Prozessanschluss
Der Prozessanschluss des Bioreaktors mit WinErs, erfolgt über einen Ethernet-TCP/IP-Buskoppler. Ein
Buskoppler verwaltet das Empfangen und Senden von Signalen über einen Feldbus und besitzt
mehrere Busklemmen. Eine Busklemme kann binäre und analoge Signale verarbeiten. An ihr werden
die Endgeräte, wie Sensoren oder mechanische Elemente, direkt verdrahtet. Durch den Buskoppler
müssen somit nicht alle Endgeräte parallel mit dem Kommunikationspartner verbunden werden,
sondern die Übertragung erfolgt über eine Datenleitung durch den Feldbus. Der Feldbus, in diesem
Fall Ethernet-TCP/IP, regelt dann die genaue Übertragungsreihenfolge.
Ein Ethernet-TCP/IP-Buskoppler kann in ein lokales Computernetzwerk integriert werden. Somit
können andere Netzwerkteilnehmer mit ihm kommunizieren. Der Buskoppler wird über seine IP-
Adresse identifiziert und kann dann sämtliche Signalzustände der Busklemmen übertragen. Ein
Prozessanschluss über einen Ethernet-TCP/IP-Buskoppler bietet somit den Vorteil, dass der Prozess
von jedem Computer im Netzwerk über WinErs gesteuert werden kann. Außerdem kann man den
Buskoppler leicht um Busklemmen erweitern, um mehr Signale zu verwalten.
5. Prozess-Software
- 33 -
5. Prozess-Software
Im Folgenden soll der Aufbau und die Funktion der Prozess-Software beschrieben werden. Diese
wurde ausschließlich mit der WinErs Laborversion II erstellt, wobei auch andere Programme als
Unterstützung verwendet wurden. Zum Beispiel sind alle Grafiken mit einem externen
Grafikprogramm (Photoimpact v12) entstanden.
Insgesamt verarbeitet die Software 108 unterschiedliche Signale zur Steuerung und Regelung des
Bioreaktors (Siehe Anhang A.1). Diese sind eingeteilt in:
8 analoge Eingänge
7 analoge Ausgänge
57 analoge Merker
1 binärer Eingang
15 binäre Ausgänge
20 binäre Merker
Weiterhin gibt es 18 Prozessbilder, 14 Blockstrukturen und 4 Grafcet-Pläne, welche für die
Prozessdarstellung und Logik verantwortlich sind.
5.1. Prozessbilder
5.1.1. Bedienfenster
Das Bedienfenster (Abbildung 5-1) stellt sozusagen die äußere Schale der Prozess-Software dar. Es
enthält alle relevanten Prozessanzeigen, gibt aber gleichzeitig die Möglichkeit, alle Parameter zu
setzen oder mechanische Elemente zu steuern.
Grundsätzlich wurde das Prinzip verfolgt, die Prozessvisualisierung von den Prozesseinstellungen zu
trennen. Diese Umsetzung ist so gewählt, damit der Benutzer bei einer Kontrolle des Prozesses auf
den ersten Blick sofort den Ist-Zustand erfährt. Deshalb ist das Bedienfenster in erster Linie ein reines
Anzeigefenster zur Prozessvisualisierung. Sämtliche Einstellmöglichkeiten auf dieselbe Seite zu setzen
würde das Bedienfenster nur unübersichtlich machen. Außerdem ist die gesamte Funktionalität des
Bioreaktors in Modulgruppen aufgeteilt. Die Aufteilung erfolgt in:
Begasung Korrekturmedien Temperatur
Ernte Reaktorinhalt Abgasanalytik
Zufütterung Optische Dichte Rührer
5. Prozess-Software
- 34 -
Um die Übersicht zusätzlich zu verbessern, werden alle Modulgruppen in eigenen Blöcken mit
Gruppenüberschriften angezeigt. In diesen Blöcken befinden sich dann nur Prozessparameter zur
jeweiligen Modulgruppe.
Jeder Block besitzt außerdem neben der Überschrift ein bis drei Schaltflächen. Diese Schaltflächen
führen bestimmte Aktionen für die Modulgruppe aus. Zu den Aktionen gehören:
Prozessverlauf der Gruppe (Symbol: )
Diese Aktion ermöglicht es, den bisherigen zeitlichen Verlauf von Prozessparametern dieser
Gruppe anzuzeigen. Dafür öffnet sich ein zusätzliches Fenster, in dem die Verläufe in einem
Koordinatensystem über die Zeit aufgetragen sind. Dies ist sehr nützlich für
Prozesskontrollen.
Einstellungen der Gruppe (Symbol: )
Das Bedienfenster dient zwar primär der Anzeige von Prozessdaten, aber es besteht keine
komplette Trennung zu den Prozesseinstellungen. Das heißt, der Benutzer muss nicht das
Prozessbild wechseln um Einstellungen zu treffen. Dies ermöglicht eine einfache und vor
allem schnelle Bedienung. Jede Modulgruppe besitzt diese Schaltfläche, über die ein kleines
Zusatzfenster geöffnet wird. In diesem befinden sich dann nur individuelle Einstellungen für
diese Modulgruppe. Durch dieses Konzept der Gruppeneinteilung und Trennung in Anzeige
und Einstellungen wird die Suche nach Anzeigewerten, sowie deren Einstellmöglichkeiten auf
ein Minimum reduziert.
An- und Ausschalten der Gruppe (Symbol: )
Es gibt die Möglichkeit einige Modulgruppen zu deaktivieren. Das ist notwendig, weil ein
paar Module, wie zum Beispiel die Abgasanalytik, nicht bei jeder Fermentation
angeschlossen werden. Diese Modulgruppen werden als optionale Modulgruppen
bezeichnet. Die Anzeigeblöcke werden bei Deaktivierung grau hinterlegt und zeigen keine
laufenden Werte mehr an. Dadurch erkennt der Benutzer sofort, welche Module aktiv sind
und welche nicht.
5. Prozess-Software
- 35 -
In der Kopfleiste des Bedienfensters befinden sich drei Schaltflächen:
Hilfe
Öffnet die Html-Hilfe zur Prozesssoftware. In dieser finden sich nützliche Informationen und
Besonderheiten zur Bedienung und Erweiterung der Software. Außerdem gibt es eine
Checkliste, in der alle wichtigen Schritte für den Beginn einer Fermentation aufgelistet
werden. Dies ist vor allem für ungeübte Benutzer gedacht, wie zum Beispiel Studenten
während eines Labor-Praktikums.
WinErs
Schließt das Bedienfenster und wechselt zu WinErs. In WinErs kann man dann
Systemeinstellungen treffen oder die hinterlegten Blockstrukturen betrachten.
Beenden
Beendet die Prozesssoftware samt WinErs und kehrt ins Betriebssystem zurück.
In der Fußleiste gibt es noch ein paar Statusanzeigen. Diese umfassen Datum, Uhrzeit, Prozessdauer
und den Status der Messwerterfassung (An/Aus). Außerdem gibt es weitere fünf Schaltflächen:
Pumpeneinstellungen
Öffnet das Einstellungsfenster zur Pumpenkalibrierung. Eine genauere Beschreibung erfolgt
in Abschnitt 5.2.1.
Reglereinstellungen
Öffnet das Einstellungsfenster für Reglereinstellungen. Hier können die Regelparameter für
die wichtigsten Regler eingestellt werden. Außerdem kann man auch den Reglertyp
festlegen. Dadurch können die Regler wahlweise als PID- oder PI-Regler eingestellt werden.
Dies ermöglicht eine flexible Anpassung an neue Verhältnisse oder eine einfache und
schnelle Korrektur der Regelungen.
Messungseinstellungen
Öffnet das WinErs-Fenster für die Einstellungen zur Messwerterfassung. Dies ist notwendig
um den Speicherzyklus der Messwerterfassung zu bestimmen. Außerdem können die Signale
ausgewählt werden, die von der Messung erfasst werden sollen.
Messung Start/Stopp
Startet oder Stoppt eine Messung.
Prozessverläufe
Wechselt in das Prozessbild für Prozessverläufe.
5. Prozess-Software
- 36 -
Weiterhin übernimmt das Bedienfenster Aufgaben der Ablaufsteuerung. Wenn zum Beispiel die
Software gestartet wird, werden automatisch alle Prozessparameter in den Ursprungszustand
gesetzt. Hierfür gibt es in WinErs sogenannte Rezepturen. Rezepturen definieren konstante Zustände
oder Werte mehrerer Signale. Beim auslösen einer Rezeptur werden dann die Signale in den
definierten Zustand versetzt. Somit startet die Software jedes Mal mit den gleichen Signalzuständen.
Dies ist notwendig, da WinErs die Signalzustände der letzten Sitzung speichert und bei einem
Neustart des Programms wieder lädt.
5.1.2. Prozessverläufe
Dieses Prozessbild kann über das Bedienfenster erreicht werden und dient der Anzeige und Analyse
von Messungen (Abbildung 5-2). Dies umfasst alte und laufende Messungen.
Die Fußleiste umfasst folgende Schaltflächen:
Exporteinstellungen
WinErs bietet die Möglichkeit, alle aufgenommenen Messungen in Textdateien zu
exportieren. Dies ist nützlich, um die Messdaten in anderen Programmen, wie zum Beispiel
Excel, bearbeiten zu können. Über diese Schaltfläche können Einstellungen für den Export
von Messdaten getroffen werden.
Messungen löschen
Gibt die Möglichkeit alte Messungen zu löschen.
Messungsauswahl
Öffnet den Dialog zur Messungsauswahl. Über diese Schaltfläche wählt man die Messung
und die Signale, die angezeigt werden sollen.
Bedienfenster
Wechselt zurück zum Bedienfenster.
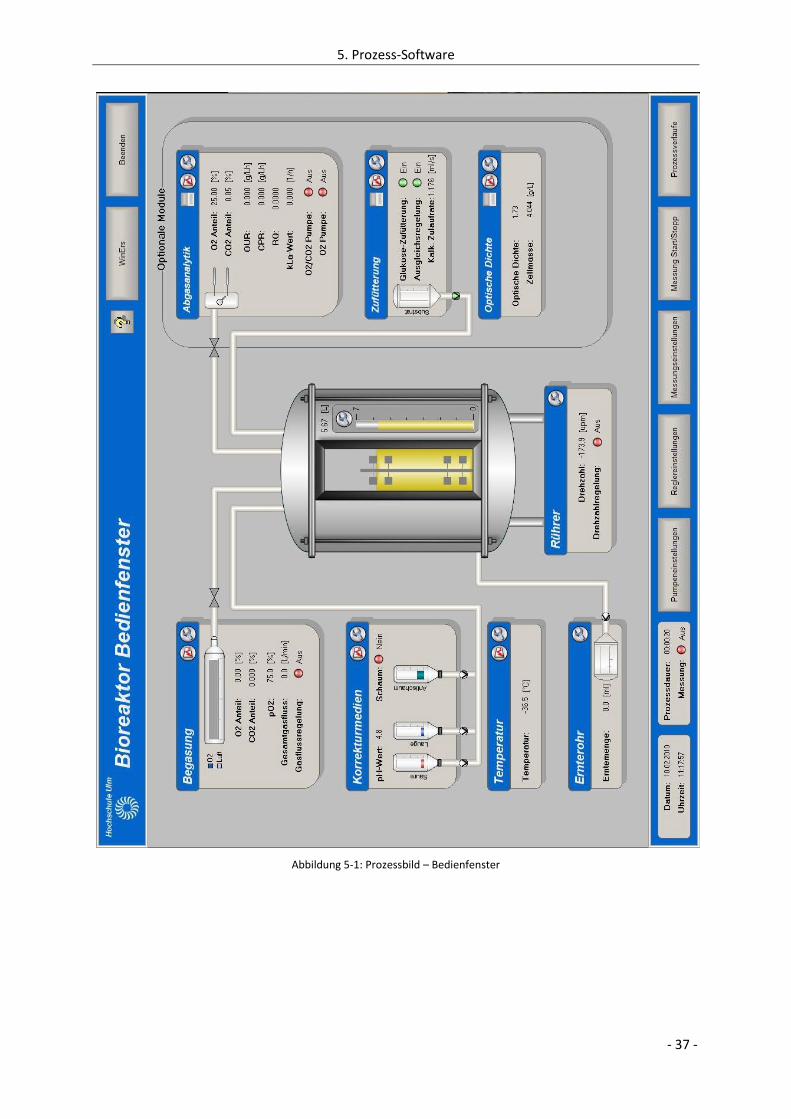
5. Prozess-Software
- 37 -
Abbildung 5-1: Prozessbild – Bedienfenster
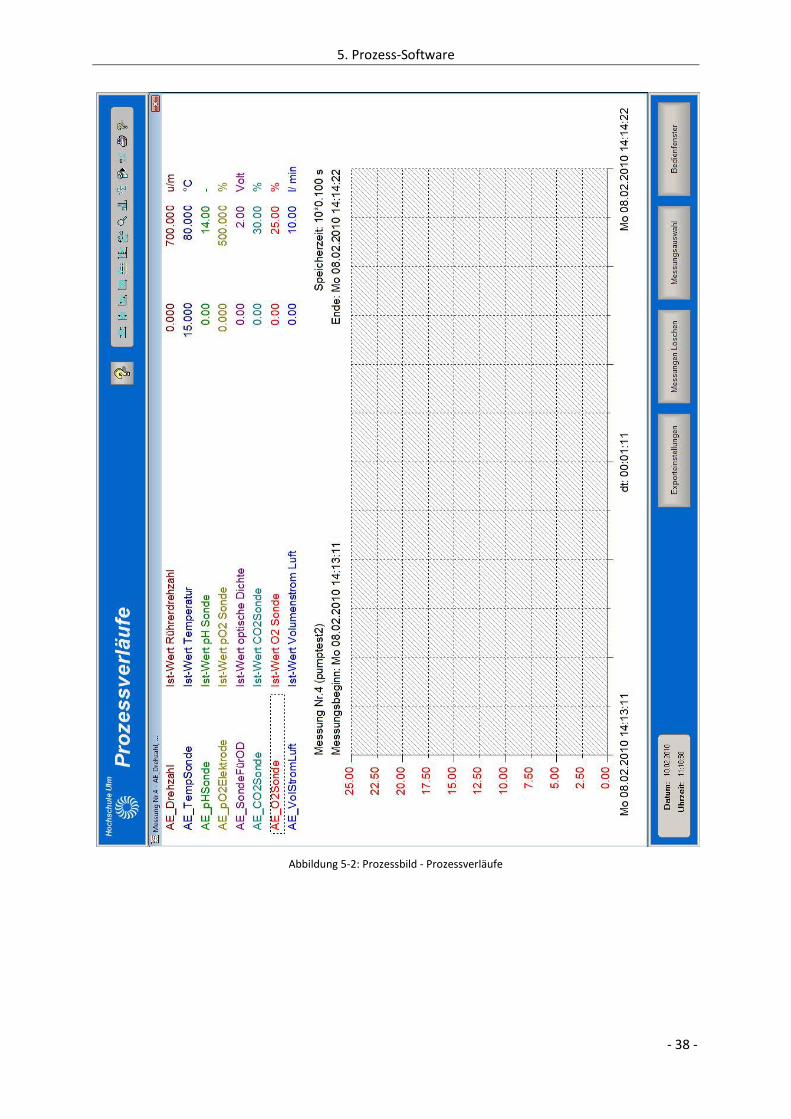
5. Prozess-Software
- 38 -
Abbildung 5-2: Prozessbild - Prozessverläufe
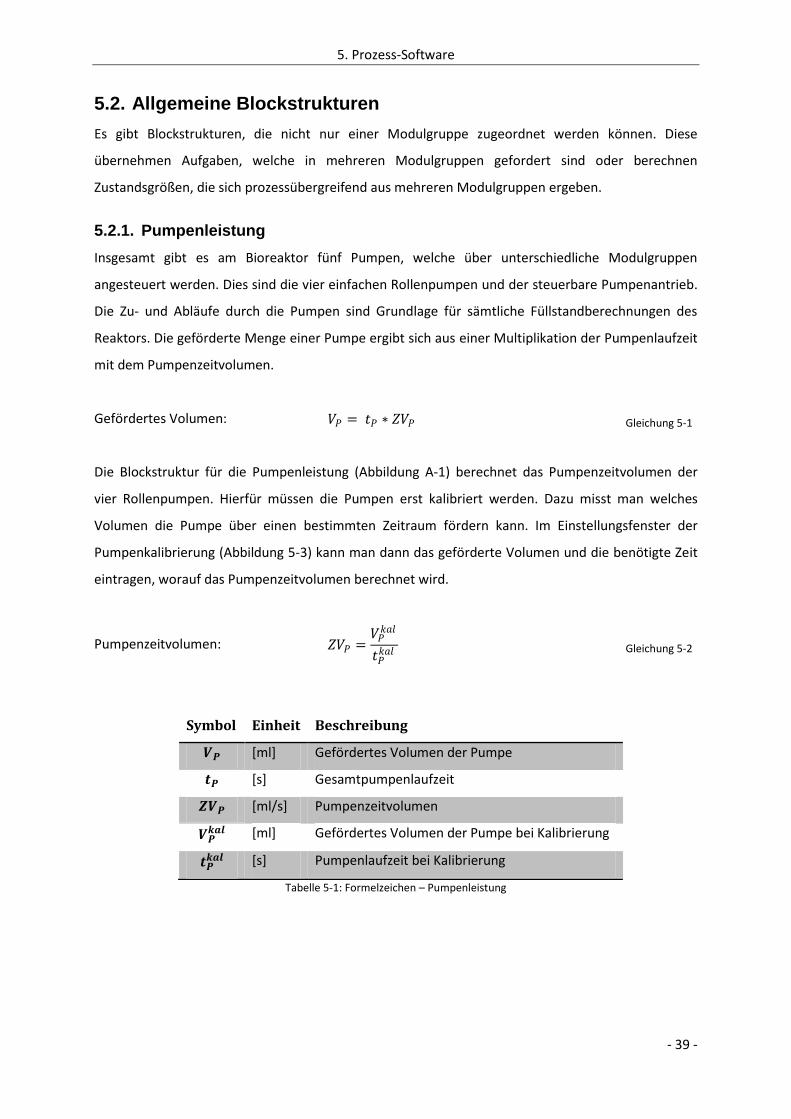
5. Prozess-Software
- 39 -
5.2. Allgemeine Blockstrukturen
Es gibt Blockstrukturen, die nicht nur einer Modulgruppe zugeordnet werden können. Diese
übernehmen Aufgaben, welche in mehreren Modulgruppen gefordert sind oder berechnen
Zustandsgrößen, die sich prozessübergreifend aus mehreren Modulgruppen ergeben.
5.2.1. Pumpenleistung
Insgesamt gibt es am Bioreaktor fünf Pumpen, welche über unterschiedliche Modulgruppen
angesteuert werden. Dies sind die vier einfachen Rollenpumpen und der steuerbare Pumpenantrieb.
Die Zu- und Abläufe durch die Pumpen sind Grundlage für sämtliche Füllstandberechnungen des
Reaktors. Die geförderte Menge einer Pumpe ergibt sich aus einer Multiplikation der Pumpenlaufzeit
mit dem Pumpenzeitvolumen.
Gefördertes Volumen: 𝑉𝑃 = 𝑡𝑃 ∗ 𝑍𝑉𝑃 Gleichung 5-1
Die Blockstruktur für die Pumpenleistung (Abbildung A-1) berechnet das Pumpenzeitvolumen der
vier Rollenpumpen. Hierfür müssen die Pumpen erst kalibriert werden. Dazu misst man welches
Volumen die Pumpe über einen bestimmten Zeitraum fördern kann. Im Einstellungsfenster der
Pumpenkalibrierung (Abbildung 5-3) kann man dann das geförderte Volumen und die benötigte Zeit
eintragen, worauf das Pumpenzeitvolumen berechnet wird.
Pumpenzeitvolumen: 𝑍𝑉𝑃 =𝑉𝑃𝑘𝑎𝑙
𝑡𝑃𝑘𝑎𝑙 Gleichung 5-2
Symbol Einheit Beschreibung
𝑽𝑷 [ml] Gefördertes Volumen der Pumpe
𝒕𝑷 [s] Gesamtpumpenlaufzeit
𝒁𝑽𝑷 [ml/s] Pumpenzeitvolumen
𝑽𝑷𝒌𝒂𝒍 [ml] Gefördertes Volumen der Pumpe bei Kalibrierung
𝒕𝑷𝒌𝒂𝒍 [s] Pumpenlaufzeit bei Kalibrierung
Tabelle 5-1: Formelzeichen – Pumpenleistung
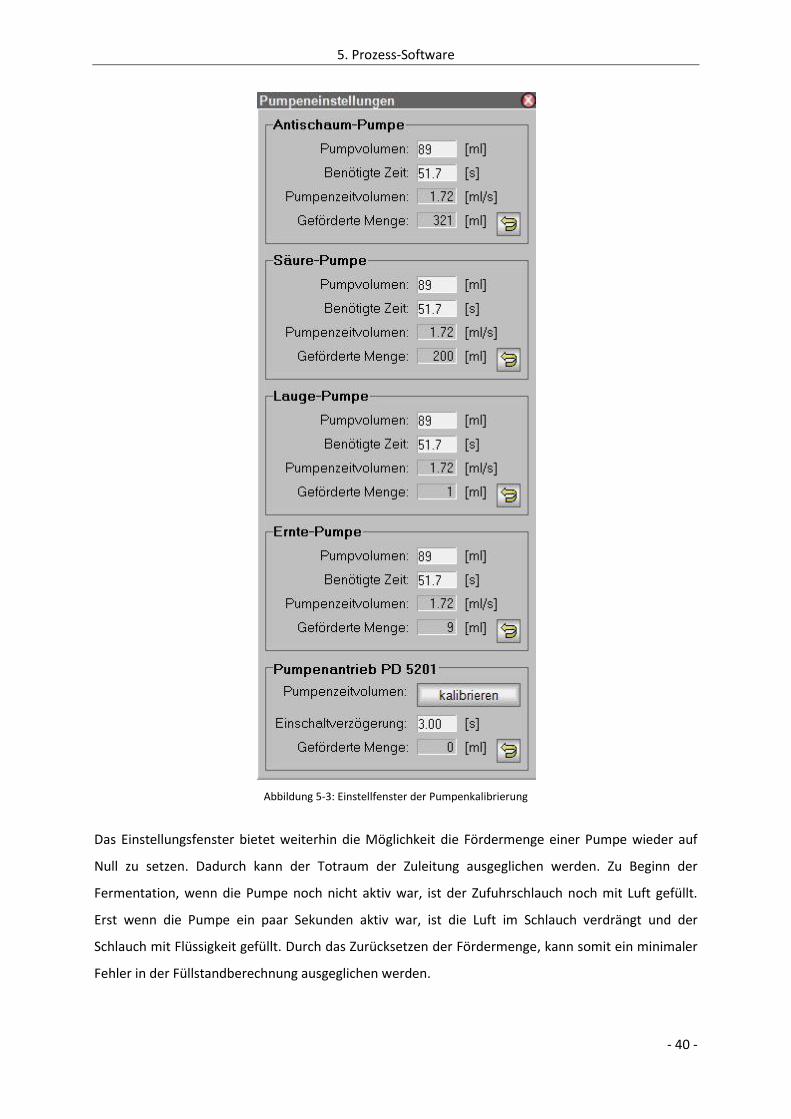
5. Prozess-Software
- 40 -
Abbildung 5-3: Einstellfenster der Pumpenkalibrierung
Das Einstellungsfenster bietet weiterhin die Möglichkeit die Fördermenge einer Pumpe wieder auf
Null zu setzen. Dadurch kann der Totraum der Zuleitung ausgeglichen werden. Zu Beginn der
Fermentation, wenn die Pumpe noch nicht aktiv war, ist der Zufuhrschlauch noch mit Luft gefüllt.
Erst wenn die Pumpe ein paar Sekunden aktiv war, ist die Luft im Schlauch verdrängt und der
Schlauch mit Flüssigkeit gefüllt. Durch das Zurücksetzen der Fördermenge, kann somit ein minimaler
Fehler in der Füllstandberechnung ausgeglichen werden.
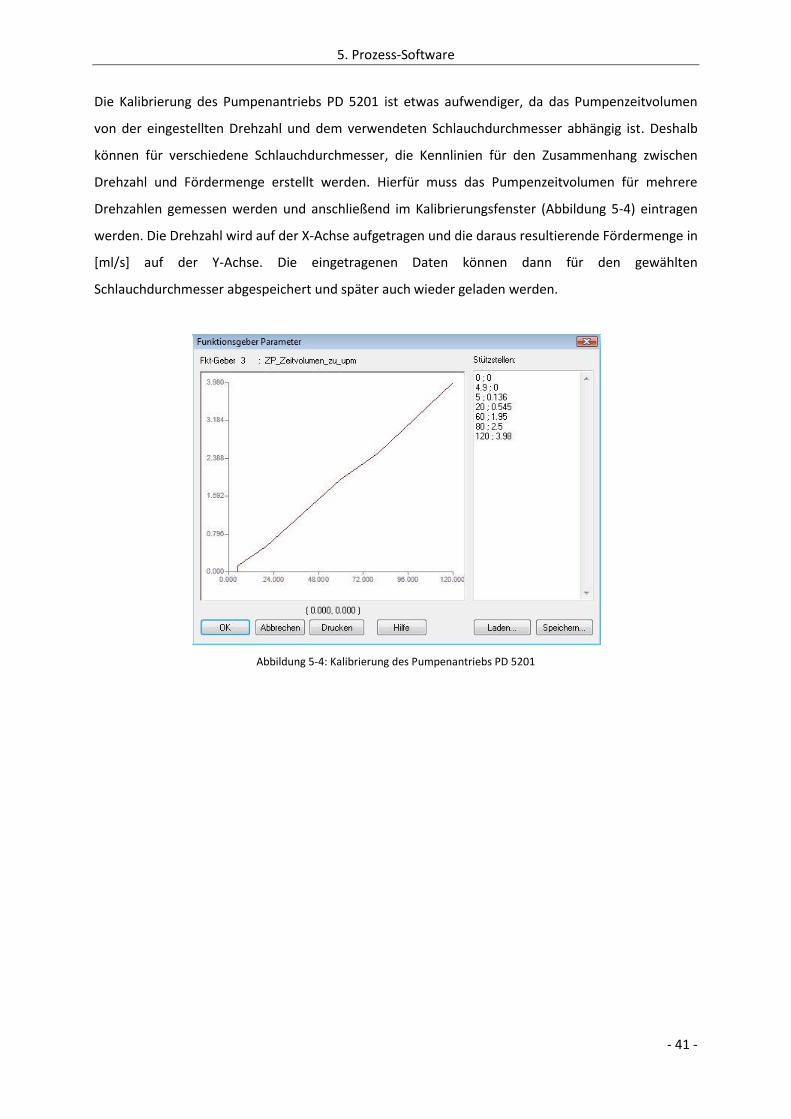
5. Prozess-Software
- 41 -
Die Kalibrierung des Pumpenantriebs PD 5201 ist etwas aufwendiger, da das Pumpenzeitvolumen
von der eingestellten Drehzahl und dem verwendeten Schlauchdurchmesser abhängig ist. Deshalb
können für verschiedene Schlauchdurchmesser, die Kennlinien für den Zusammenhang zwischen
Drehzahl und Fördermenge erstellt werden. Hierfür muss das Pumpenzeitvolumen für mehrere
Drehzahlen gemessen werden und anschließend im Kalibrierungsfenster (Abbildung 5-4) eintragen
werden. Die Drehzahl wird auf der X-Achse aufgetragen und die daraus resultierende Fördermenge in
[ml/s] auf der Y-Achse. Die eingetragenen Daten können dann für den gewählten
Schlauchdurchmesser abgespeichert und später auch wieder geladen werden.
Abbildung 5-4: Kalibrierung des Pumpenantriebs PD 5201
5. Prozess-Software
- 42 -
5.2.2. Reaktorinhalt
Diese Blockstruktur (Abbildung A-2) berechnet das aktuelle Volumen des Reaktorinhalts, da der
Bioreaktor hierfür keine Messtechnik besitzt. Es ergibt sich aus dem Reaktorinhalt zu Beginn der
Fermentation und den Zu- und Abläufen der Pumpen.
Reaktorvolumen: 𝑉𝑅 = 𝑉𝑅0 + 𝑉𝑃
𝑆 + 𝑉𝑃𝐿 + 𝑉𝑃
𝐴𝑆 + 𝑉𝑃𝑍𝐹 − 𝑉𝑃
𝐸 Gleichung 5-3
Symbol Einheit Beschreibung
𝑽𝑹 [L] Volumen des Reaktorinhalts
𝑽𝑹𝟎 [L] Anfangsmenge (Einfüllmenge)
𝑽𝑷𝑺 [ml] Geförderte Menge der Säurepumpe
𝑽𝑷𝑳 [ml] Geförderte Menge der Laugenpumpe
𝑽𝑷𝑨𝑺 [ml] Geförderte Menge der Antischaumpumpe
𝑽𝑷𝒁𝑭 [ml] Geförderte Menge der Zufütterungs-Pumpe
𝑽𝑷𝑬 [ml] Geförderte Menge der Erntepumpe
Tabelle 5-2: Formelzeichen – Reaktorvolumen
Die Anfangsmenge 𝑽𝑹𝟎 kann im Einstellungsfenster des Reaktors festgelegt werden (Abbildung 5-5).
Abbildung 5-5: Einstellungen für Reaktorinhalt
Die einzelnen Fördermengen der Pumpen werden in den Blockstrukturen der jeweiligen
Modulgruppen berechnet. Das Volumen des Reaktorinhalts nimmt Einfluss auf die integrierte
Abgasanalytik (Abschnitt 5.4.1) und auf die Glukose-Zufütterung (Abschnitt 5.4.3).
Die Anzeige des Reaktorinhalts erfolgt in der Mitte des Bedienfensters über eine Säulengrafik und
eine numerische Anzeige.
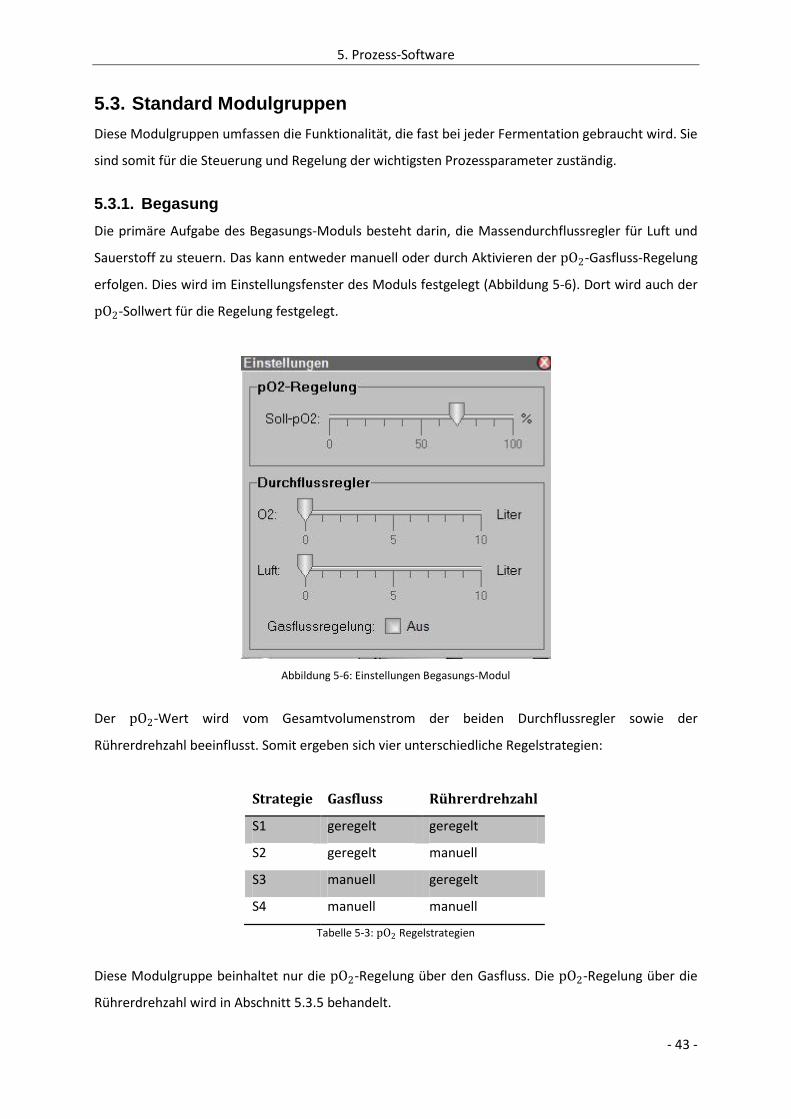
5. Prozess-Software
- 43 -
5.3. Standard Modulgruppen
Diese Modulgruppen umfassen die Funktionalität, die fast bei jeder Fermentation gebraucht wird. Sie
sind somit für die Steuerung und Regelung der wichtigsten Prozessparameter zuständig.
5.3.1. Begasung
Die primäre Aufgabe des Begasungs-Moduls besteht darin, die Massendurchflussregler für Luft und
Sauerstoff zu steuern. Das kann entweder manuell oder durch Aktivieren der pO2-Gasfluss-Regelung
erfolgen. Dies wird im Einstellungsfenster des Moduls festgelegt (Abbildung 5-6). Dort wird auch der
pO2-Sollwert für die Regelung festgelegt.
Abbildung 5-6: Einstellungen Begasungs-Modul
Der pO2-Wert wird vom Gesamtvolumenstrom der beiden Durchflussregler sowie der
Rührerdrehzahl beeinflusst. Somit ergeben sich vier unterschiedliche Regelstrategien:
Strategie Gasfluss Rührerdrehzahl
S1 geregelt geregelt
S2 geregelt manuell
S3 manuell geregelt
S4 manuell manuell
Tabelle 5-3: pO2 Regelstrategien
Diese Modulgruppe beinhaltet nur die pO2-Regelung über den Gasfluss. Die pO2-Regelung über die
Rührerdrehzahl wird in Abschnitt 5.3.5 behandelt.
5. Prozess-Software
- 44 -
𝒑𝑶𝟐-Gasfluss-Regelung
Bei deaktivierter Gasfluss-Regelung, kann man im Einstellungsfenster (Abbildung 5-6) über
Schieberegler, die Volumenströme der Durchflussregler festlegen. Ist die Gasfluss-Regelung
(Abbildung A-3) jedoch aktiviert, wird nun über die Schieberegler das Mischungsverhältnis von Luft
zu Sauerstoff eingestellt.
Der Regler berechnet dann aus der pO2-Regeldifferenz den Gesamtvolumenstrom, worauf durch das
Mischungsverhältnis die einzelnen Volumenströme für Luft und Sauerstoff berechnet werden:
Summe der Gasbestandteile: 𝑇𝐺𝑒𝑠𝑎𝑚𝑡 = 𝑇𝐿𝑢𝑓𝑡 + 𝑇𝑂2 Gleichung 5-4
Volumenstrom Luft: 𝑄𝐿𝑢𝑓𝑡 = 𝑇𝐿𝑢𝑓𝑡
𝑇𝐺𝑒𝑠𝑎𝑚𝑡∗ 𝑄𝐺𝑒𝑠𝑎𝑚𝑡 Gleichung 5-5
Volumenstrom O2: 𝑄𝑂2 = 𝑇𝑂2
𝑇𝐺𝑒𝑠𝑎𝑚𝑡∗ 𝑄𝐺𝑒𝑠𝑎𝑚𝑡 Gleichung 5-6
Symbol Einheit Beschreibung
𝑻𝑮𝒆𝒔𝒂𝒎𝒕 - Summe der Gasbestandteile
𝑻𝑳𝒖𝒇𝒕 - Luftanteil am Gesamtvolumenstrom
𝑻𝑶𝟐 - O2-Anteil am Gesamtvolumenstrom
𝑸𝑳𝒖𝒇𝒕 [l/min] Volumenstrom des Luft-Durchflussreglers
𝑸𝑶𝟐 [l/min] Volumenstrom des O2-Durchflussreglers
𝑸𝑮𝒆𝒔𝒂𝒎𝒕 [l/min] Gesamtvolumenstrom (PID Stellgröße)
Tabelle 5-4: Formelzeichen - pO2-Gasfluss-Regelung
Jeder Durchflussregler hat einen maximalen Volumenstrom von 10 [l/min]. Dadurch ergibt sich
theoretisch ein maximaler Stellwert von 20 [l/min] für den Regler. Um das Gasmischungsverhältnis zu
gewährleisten, muss der maximale Stellwert aber gegebenenfalls verkleinert werden. Dies wird durch
folgendes Beispiel erläutert:

5. Prozess-Software
- 45 -
Beispiel zur Notwendigkeit der Stellwertbegrenzung
Unter Annahme einer starken Regeldifferenz, würde der Regler seinen maximalen Stellwert von 20
[l/min] anfahren. Weiterhin sei ein Mischungsverhältnis von 1:4 (𝑇𝑂2 = 1; 𝑇𝐿𝑢𝑓𝑡 = 4) angenommen.
Nach Gleichung 5-5 und Gleichung 5-6 würden sich dann folgende Volumenströme ergeben:
𝑄𝑂2 = 4 [𝑙/𝑚𝑖𝑛]
𝑄𝐿𝑢𝑓𝑡 = 16 [𝑙/𝑚𝑖𝑛]
𝑄𝐿𝑢𝑓𝑡 kann aber aufgrund der erwähnten technischen Kapazitäten nur 10 [l/min] erreichen. Somit
wäre das eingestellte Mischungsverhältnis zerstört. In diesem Fall müsste der Stellwert des Reglers
auf 12,5 [ l/min] begrenzt werden, um das Mischungsverhältnis beizubehalten.
Für eine mathematische Berechnung der oberen Stellwertgrenze muss zuerst bestimmt werden,
welches Gas den größeren und welches den kleineren Anteil an der Gesamtmischung hat. Der
größere Anteil wird dann als 𝑇𝑚𝑎𝑥 bezeichnet, der kleinere Anteil als 𝑇𝑚𝑖𝑛 . Im vorherigen Beispiel
wäre 𝑇𝑚𝑎𝑥 = 4 und 𝑇𝑚𝑖𝑛 = 1. Der obere Stellwert ergibt sich dann aus:
Obere Stellwertgrenze: 𝑌(𝑡)𝑚𝑎𝑥 = 10 + 10 ∗𝑇𝑚𝑖𝑛𝑇𝑚𝑎𝑥
Gleichung 5-7
Symbol Einheit Beschreibung
𝒀(𝒕)𝒎𝒂𝒙 [l/min] Obere Stellwertgrenze
𝑻𝒎𝒊𝒏 - Kleinerer Gasanteil
𝑻𝒎𝒂𝒙 - Größerer Gasanteil
Tabelle 5-5: Formelzeichen – Obere Stellwertgrenze
Weiterhin gehört zu dieser Modulgruppe ein Grafcet-Plan (Abbildung A-16). Dieser stellt, wenn die
Gasfluss-Regelung aktiviert wird, automatisch ein Teileverhältnis von 1 Teil Luft : 0 Teile O2 ein.
Dadurch ist gewährleistet, dass immer ein Teileverhältnis eingestellt ist, auch wenn der Benutzer dies
vergessen hat. Wenn die Gasfluss-Regelung deaktiviert wird, setzt der Grafcet-Plan die
Volumenströme der Durchflussregler nicht zurück, sondern setzt sie auf ihren aktuellen Stellwert.
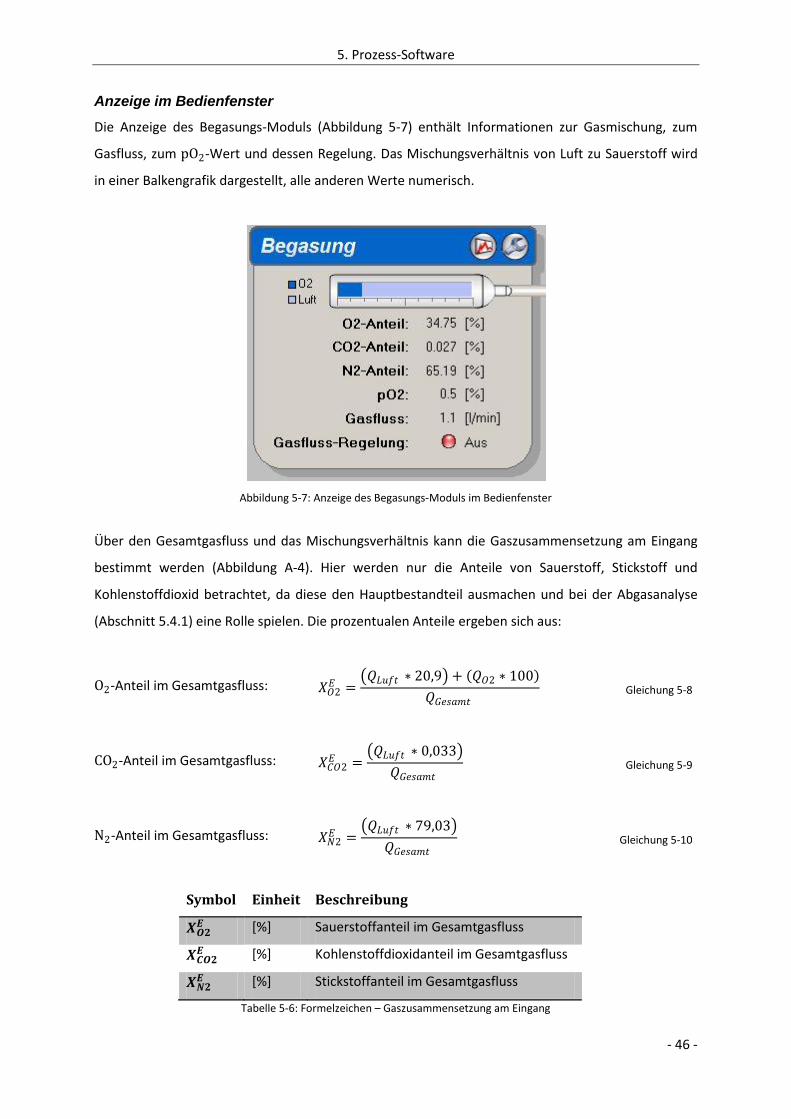
5. Prozess-Software
- 46 -
Anzeige im Bedienfenster
Die Anzeige des Begasungs-Moduls (Abbildung 5-7) enthält Informationen zur Gasmischung, zum
Gasfluss, zum pO2-Wert und dessen Regelung. Das Mischungsverhältnis von Luft zu Sauerstoff wird
in einer Balkengrafik dargestellt, alle anderen Werte numerisch.
Abbildung 5-7: Anzeige des Begasungs-Moduls im Bedienfenster
Über den Gesamtgasfluss und das Mischungsverhältnis kann die Gaszusammensetzung am Eingang
bestimmt werden (Abbildung A-4). Hier werden nur die Anteile von Sauerstoff, Stickstoff und
Kohlenstoffdioxid betrachtet, da diese den Hauptbestandteil ausmachen und bei der Abgasanalyse
(Abschnitt 5.4.1) eine Rolle spielen. Die prozentualen Anteile ergeben sich aus:
O2-Anteil im Gesamtgasfluss: 𝑋𝑂2𝐸 =
𝑄𝐿𝑢𝑓𝑡 ∗ 20,9 + 𝑄𝑂2 ∗ 100
𝑄𝐺𝑒𝑠𝑎𝑚𝑡 Gleichung 5-8
CO2-Anteil im Gesamtgasfluss: 𝑋𝐶𝑂2𝐸 =
𝑄𝐿𝑢𝑓𝑡 ∗ 0,033
𝑄𝐺𝑒𝑠𝑎𝑚𝑡 Gleichung 5-9
N2-Anteil im Gesamtgasfluss: 𝑋𝑁2𝐸 =
𝑄𝐿𝑢𝑓𝑡 ∗ 79,03
𝑄𝐺𝑒𝑠𝑎𝑚𝑡 Gleichung 5-10
Symbol Einheit Beschreibung
𝑿𝑶𝟐𝑬 [%] Sauerstoffanteil im Gesamtgasfluss
𝑿𝑪𝑶𝟐𝑬 [%] Kohlenstoffdioxidanteil im Gesamtgasfluss
𝑿𝑵𝟐𝑬 [%] Stickstoffanteil im Gesamtgasfluss
Tabelle 5-6: Formelzeichen – Gaszusammensetzung am Eingang
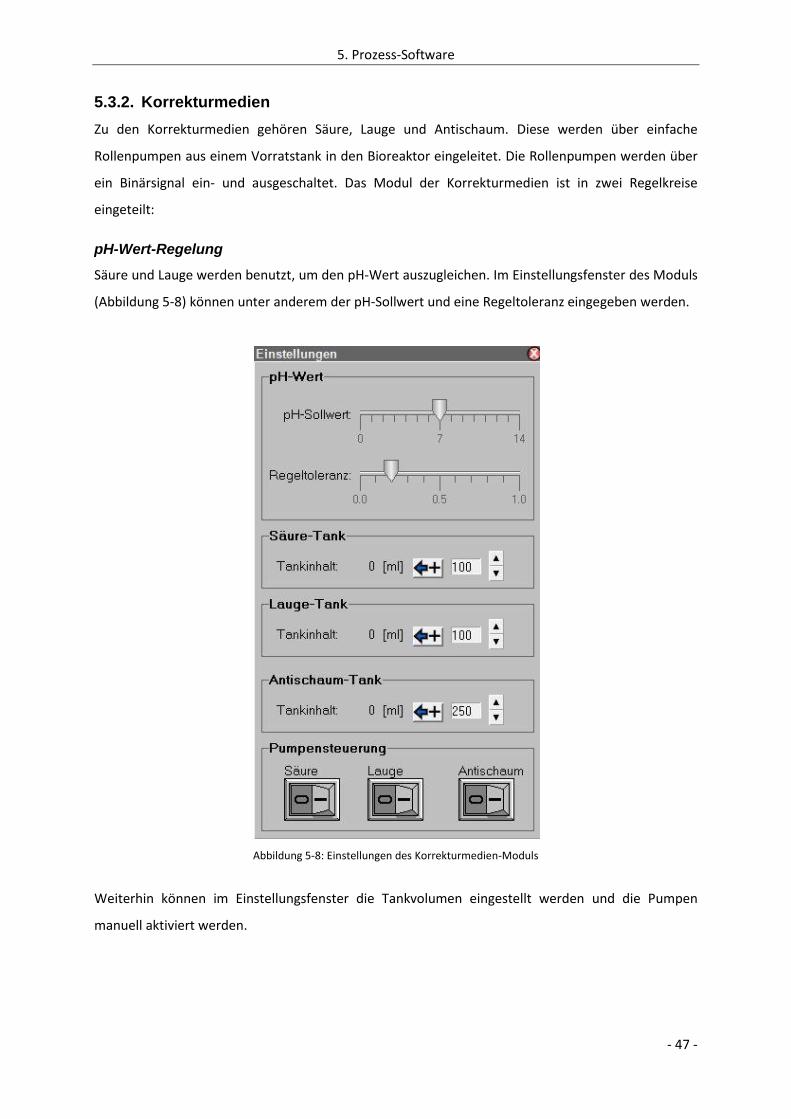
5. Prozess-Software
- 47 -
5.3.2. Korrekturmedien
Zu den Korrekturmedien gehören Säure, Lauge und Antischaum. Diese werden über einfache
Rollenpumpen aus einem Vorratstank in den Bioreaktor eingeleitet. Die Rollenpumpen werden über
ein Binärsignal ein- und ausgeschaltet. Das Modul der Korrekturmedien ist in zwei Regelkreise
eingeteilt:
pH-Wert-Regelung
Säure und Lauge werden benutzt, um den pH-Wert auszugleichen. Im Einstellungsfenster des Moduls
(Abbildung 5-8) können unter anderem der pH-Sollwert und eine Regeltoleranz eingegeben werden.
Abbildung 5-8: Einstellungen des Korrekturmedien-Moduls
Weiterhin können im Einstellungsfenster die Tankvolumen eingestellt werden und die Pumpen
manuell aktiviert werden.
5. Prozess-Software
- 48 -
Die eigentliche pH-Wert-Regelung (Abbildung A-5) wird erst aktiv, wenn der Betrag der
Regeldifferenz die Regeltoleranz überschreitet. Die Bedingung für die Aktivierung der Regelstrecke
lautet:
Bedingung für pH-Regelung: |(𝑝𝐻𝑆𝑜𝑙𝑙 − 𝑝𝐻𝐼𝑠𝑡 )| > 𝑝𝐻𝑇𝑜𝑙𝑒𝑟𝑎𝑛𝑧 Gleichung 5-11
Symbol Einheit Beschreibung
𝒑𝑯𝑺𝒐𝒍𝒍 - pH-Sollwert
𝒑𝑯𝑰𝒔𝒕 - pH-Istwert
𝒑𝑯𝑻𝒐𝒍𝒆𝒓𝒂𝒏𝒛 - Erlaubte pH-Abweichung
Tabelle 5-7: Formelzeichen – pH-Regelung
Eine Regeltoleranz ist nur sinnvoll, wenn der Mikroorganismus pH-Wert-Schwankungen verkraftet,
und dient der Einsparung von Korrekturmedien. So wird erst bei größeren Regeldifferenzen mit der
Zuführung von Säure oder Lauge begonnen.
Wird die Regelstrecke aktiviert, dient die Regeldifferenz einem Zweipunkt-Regler als Eingangssignal.
Der Zweipunkt-Regler eignet sich hier ideal, da die Rollenpumpen über ein Binärsignal an- und
ausgeschaltet werden. Weiterhin gibt es nur zwei Möglichkeiten die Regeldifferenz auszugleichen,
was entweder durch die Säure- oder die Laugenpumpe geschieht. Der Zweipunkt-Regler kennt
ebenfalls nur zwei Ausgangszustände, nämlich High und Low. Diese zwei Ausgangssignale werden
benutzt, um jeweils eine der beiden Pumpen anzuschalten. Bei positiver Regeldifferenz (𝑝𝐻𝐼𝑠𝑡 <
𝑝𝐻𝑆𝑜𝑙𝑙 ) ist die Ausgabe des Zweipunkt-Reglers High und die Laugenpumpe wird aktiviert. Andernfalls
wird das Ausgangssignal negiert (somit von Low auf High gesetzt) und die Säurepumpe eingeschaltet.
Die Regeltoleranz könnte theoretisch auch mit der Hysterese des Zweipunkt-Reglers realisiert
werden. Dadurch wäre aber permanent eine der beiden Pumpen aktiv. Dies ergibt sich aus dem
Übertragungsverhalten des Zweipunkt-Reglers (Fehler! Verweisquelle konnte nicht gefunden
werden.). Der Nachteil wäre somit, dass die Korrekturmedien viel schneller verbraucht sind.
Beide Pumpen laufen nicht kontinuierlich, sondern werden repetierend für ein kurzes Zeitintervall
aktiviert. Somit wird immer nur eine kleine Menge des Korrekturmittels zugepumpt. Das ist
notwendig, um die Totzeit des Systems auszugleichen. Die zugepumpte Flüssigkeit muss sich erst im
Reaktor verteilen und die pH-Sonde liefert einen zeitverzögerten Istwert. Die Einschaltimpulse
werden durch einen Programmgeber erzeugt, welcher mit dem Ausgang des Zweipunkt-Reglers
verknüpft ist. Somit regelt der Zweipunkt-Regler, welche Pumpe angeschaltet werden soll, und der
Programmgeber definiert die Zeitintervalle, in denen die Pumpe aktiv ist.
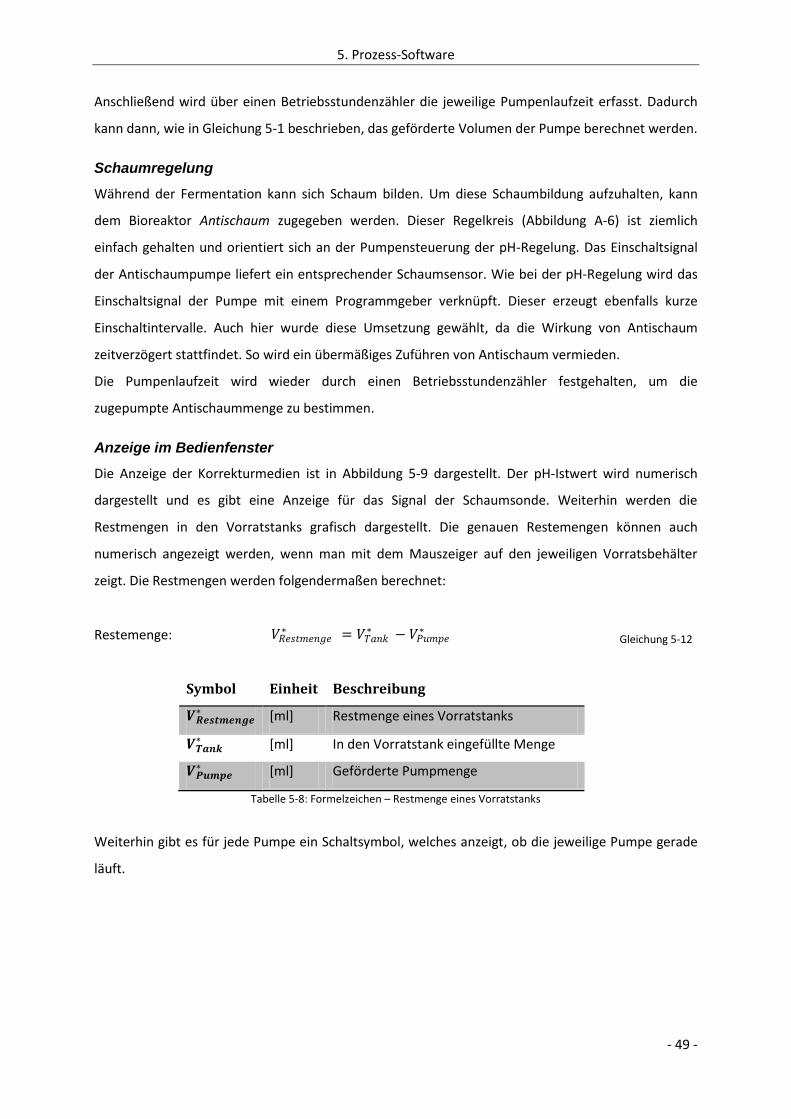
5. Prozess-Software
- 49 -
Anschließend wird über einen Betriebsstundenzähler die jeweilige Pumpenlaufzeit erfasst. Dadurch
kann dann, wie in Gleichung 5-1 beschrieben, das geförderte Volumen der Pumpe berechnet werden.
Schaumregelung
Während der Fermentation kann sich Schaum bilden. Um diese Schaumbildung aufzuhalten, kann
dem Bioreaktor Antischaum zugegeben werden. Dieser Regelkreis (Abbildung A-6) ist ziemlich
einfach gehalten und orientiert sich an der Pumpensteuerung der pH-Regelung. Das Einschaltsignal
der Antischaumpumpe liefert ein entsprechender Schaumsensor. Wie bei der pH-Regelung wird das
Einschaltsignal der Pumpe mit einem Programmgeber verknüpft. Dieser erzeugt ebenfalls kurze
Einschaltintervalle. Auch hier wurde diese Umsetzung gewählt, da die Wirkung von Antischaum
zeitverzögert stattfindet. So wird ein übermäßiges Zuführen von Antischaum vermieden.
Die Pumpenlaufzeit wird wieder durch einen Betriebsstundenzähler festgehalten, um die
zugepumpte Antischaummenge zu bestimmen.
Anzeige im Bedienfenster
Die Anzeige der Korrekturmedien ist in Abbildung 5-9 dargestellt. Der pH-Istwert wird numerisch
dargestellt und es gibt eine Anzeige für das Signal der Schaumsonde. Weiterhin werden die
Restmengen in den Vorratstanks grafisch dargestellt. Die genauen Restemengen können auch
numerisch angezeigt werden, wenn man mit dem Mauszeiger auf den jeweiligen Vorratsbehälter
zeigt. Die Restmengen werden folgendermaßen berechnet:
Restemenge: 𝑉𝑅𝑒𝑠𝑡𝑚𝑒𝑛𝑔𝑒∗ = 𝑉𝑇𝑎𝑛𝑘
∗ − 𝑉𝑃𝑢𝑚𝑝𝑒∗ Gleichung 5-12
Symbol Einheit Beschreibung
𝑽𝑹𝒆𝒔𝒕𝒎𝒆𝒏𝒈𝒆∗ [ml] Restmenge eines Vorratstanks
𝑽𝑻𝒂𝒏𝒌∗ [ml] In den Vorratstank eingefüllte Menge
𝑽𝑷𝒖𝒎𝒑𝒆∗ [ml] Geförderte Pumpmenge
Tabelle 5-8: Formelzeichen – Restmenge eines Vorratstanks
Weiterhin gibt es für jede Pumpe ein Schaltsymbol, welches anzeigt, ob die jeweilige Pumpe gerade
läuft.
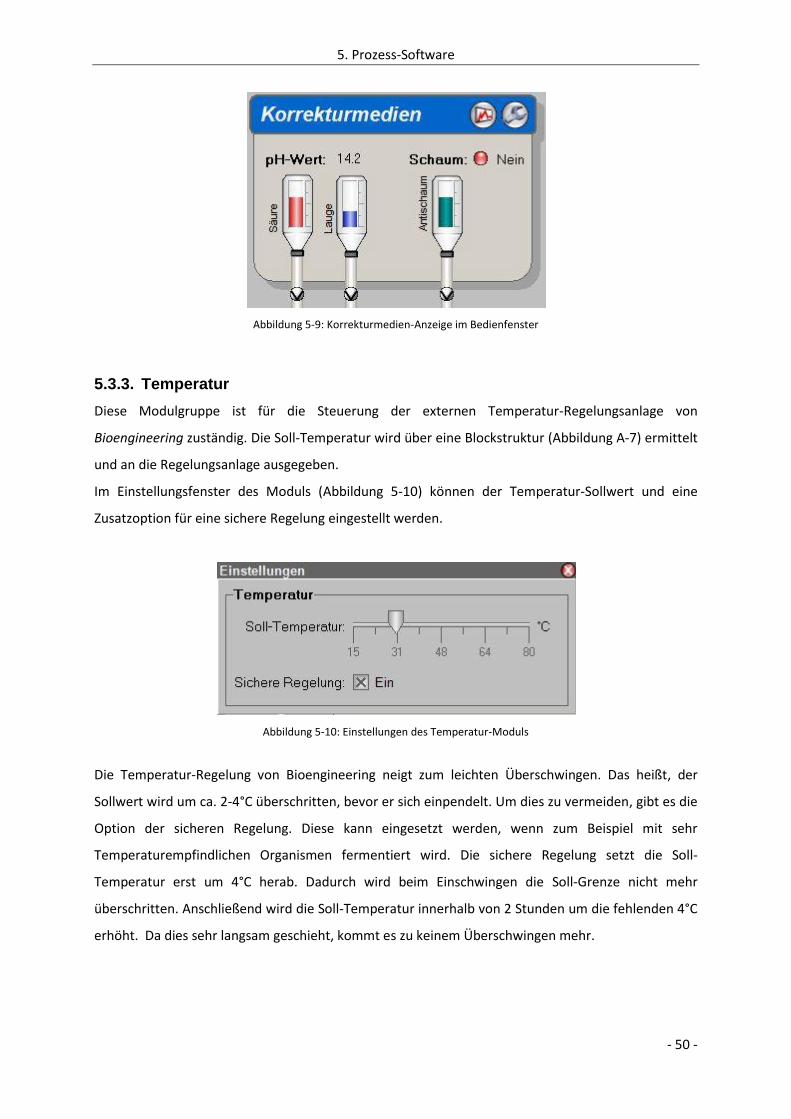
5. Prozess-Software
- 50 -
Abbildung 5-9: Korrekturmedien-Anzeige im Bedienfenster
5.3.3. Temperatur
Diese Modulgruppe ist für die Steuerung der externen Temperatur-Regelungsanlage von
Bioengineering zuständig. Die Soll-Temperatur wird über eine Blockstruktur (Abbildung A-7) ermittelt
und an die Regelungsanlage ausgegeben.
Im Einstellungsfenster des Moduls (Abbildung 5-10) können der Temperatur-Sollwert und eine
Zusatzoption für eine sichere Regelung eingestellt werden.
Abbildung 5-10: Einstellungen des Temperatur-Moduls
Die Temperatur-Regelung von Bioengineering neigt zum leichten Überschwingen. Das heißt, der
Sollwert wird um ca. 2-4°C überschritten, bevor er sich einpendelt. Um dies zu vermeiden, gibt es die
Option der sicheren Regelung. Diese kann eingesetzt werden, wenn zum Beispiel mit sehr
Temperaturempfindlichen Organismen fermentiert wird. Die sichere Regelung setzt die Soll-
Temperatur erst um 4°C herab. Dadurch wird beim Einschwingen die Soll-Grenze nicht mehr
überschritten. Anschließend wird die Soll-Temperatur innerhalb von 2 Stunden um die fehlenden 4°C
erhöht. Da dies sehr langsam geschieht, kommt es zu keinem Überschwingen mehr.
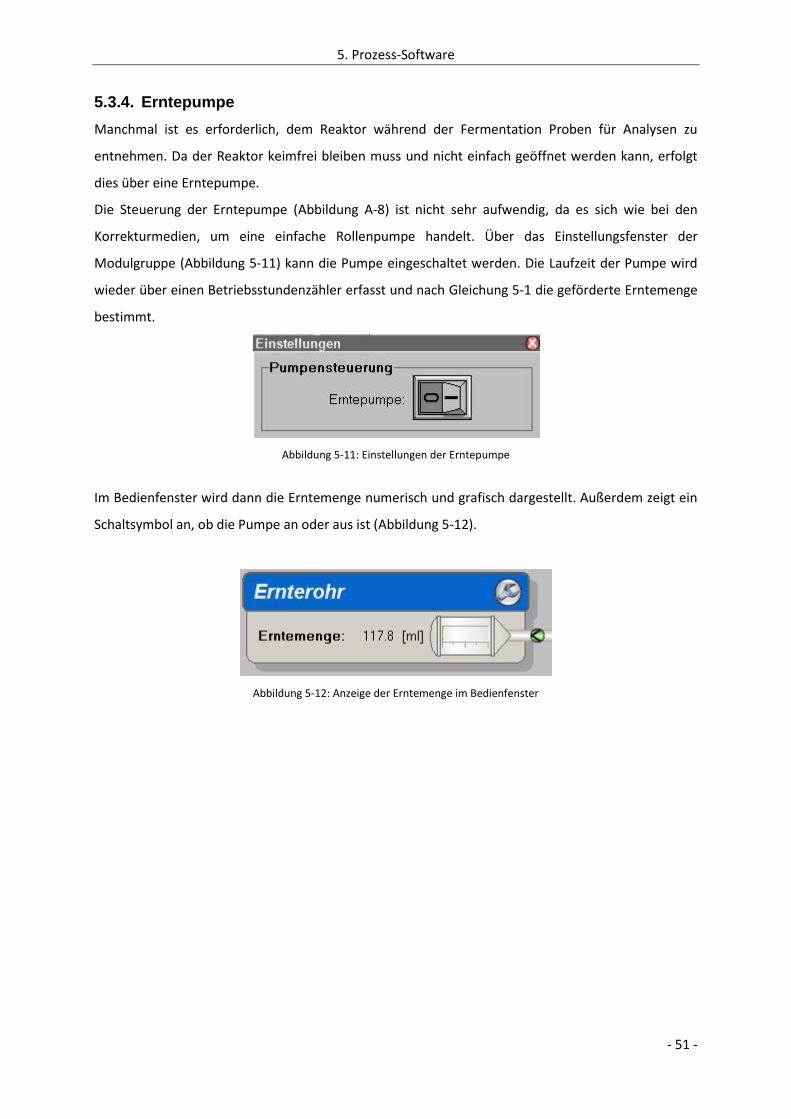
5. Prozess-Software
- 51 -
5.3.4. Erntepumpe
Manchmal ist es erforderlich, dem Reaktor während der Fermentation Proben für Analysen zu
entnehmen. Da der Reaktor keimfrei bleiben muss und nicht einfach geöffnet werden kann, erfolgt
dies über eine Erntepumpe.
Die Steuerung der Erntepumpe (Abbildung A-8) ist nicht sehr aufwendig, da es sich wie bei den
Korrekturmedien, um eine einfache Rollenpumpe handelt. Über das Einstellungsfenster der
Modulgruppe (Abbildung 5-11) kann die Pumpe eingeschaltet werden. Die Laufzeit der Pumpe wird
wieder über einen Betriebsstundenzähler erfasst und nach Gleichung 5-1 die geförderte Erntemenge
bestimmt.
Abbildung 5-11: Einstellungen der Erntepumpe
Im Bedienfenster wird dann die Erntemenge numerisch und grafisch dargestellt. Außerdem zeigt ein
Schaltsymbol an, ob die Pumpe an oder aus ist (Abbildung 5-12).
Abbildung 5-12: Anzeige der Erntemenge im Bedienfenster
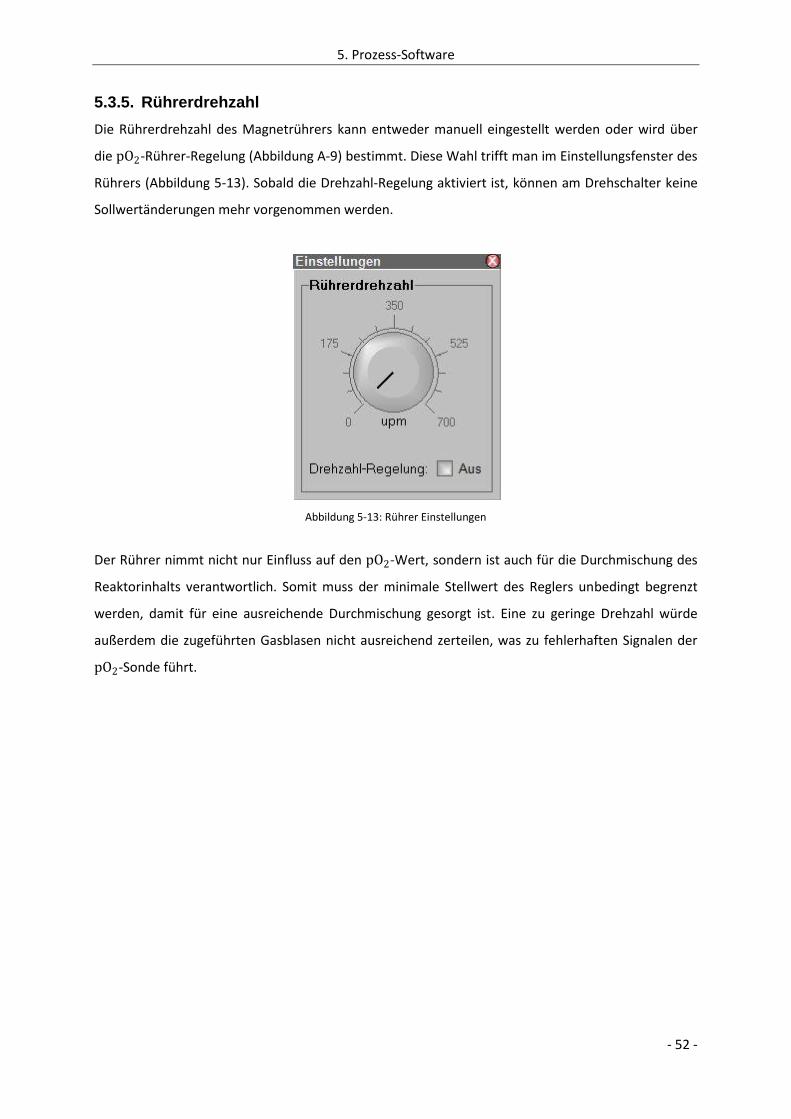
5. Prozess-Software
- 52 -
5.3.5. Rührerdrehzahl
Die Rührerdrehzahl des Magnetrührers kann entweder manuell eingestellt werden oder wird über
die pO2-Rührer-Regelung (Abbildung A-9) bestimmt. Diese Wahl trifft man im Einstellungsfenster des
Rührers (Abbildung 5-13). Sobald die Drehzahl-Regelung aktiviert ist, können am Drehschalter keine
Sollwertänderungen mehr vorgenommen werden.
Abbildung 5-13: Rührer Einstellungen
Der Rührer nimmt nicht nur Einfluss auf den pO2-Wert, sondern ist auch für die Durchmischung des
Reaktorinhalts verantwortlich. Somit muss der minimale Stellwert des Reglers unbedingt begrenzt
werden, damit für eine ausreichende Durchmischung gesorgt ist. Eine zu geringe Drehzahl würde
außerdem die zugeführten Gasblasen nicht ausreichend zerteilen, was zu fehlerhaften Signalen der
pO2-Sonde führt.
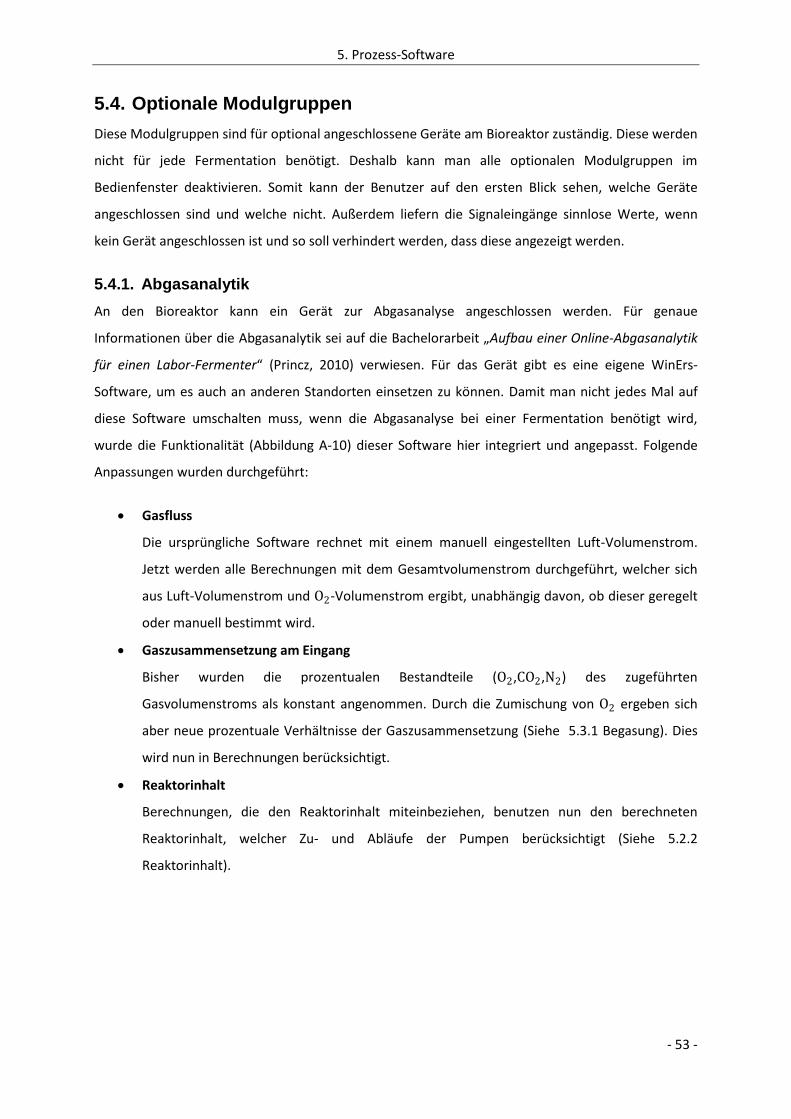
5. Prozess-Software
- 53 -
5.4. Optionale Modulgruppen
Diese Modulgruppen sind für optional angeschlossene Geräte am Bioreaktor zuständig. Diese werden
nicht für jede Fermentation benötigt. Deshalb kann man alle optionalen Modulgruppen im
Bedienfenster deaktivieren. Somit kann der Benutzer auf den ersten Blick sehen, welche Geräte
angeschlossen sind und welche nicht. Außerdem liefern die Signaleingänge sinnlose Werte, wenn
kein Gerät angeschlossen ist und so soll verhindert werden, dass diese angezeigt werden.
5.4.1. Abgasanalytik
An den Bioreaktor kann ein Gerät zur Abgasanalyse angeschlossen werden. Für genaue
Informationen über die Abgasanalytik sei auf die Bachelorarbeit „Aufbau einer Online-Abgasanalytik
für einen Labor-Fermenter“ (Princz, 2010) verwiesen. Für das Gerät gibt es eine eigene WinErs-
Software, um es auch an anderen Standorten einsetzen zu können. Damit man nicht jedes Mal auf
diese Software umschalten muss, wenn die Abgasanalyse bei einer Fermentation benötigt wird,
wurde die Funktionalität (Abbildung A-10) dieser Software hier integriert und angepasst. Folgende
Anpassungen wurden durchgeführt:
Gasfluss
Die ursprüngliche Software rechnet mit einem manuell eingestellten Luft-Volumenstrom.
Jetzt werden alle Berechnungen mit dem Gesamtvolumenstrom durchgeführt, welcher sich
aus Luft-Volumenstrom und O2-Volumenstrom ergibt, unabhängig davon, ob dieser geregelt
oder manuell bestimmt wird.
Gaszusammensetzung am Eingang
Bisher wurden die prozentualen Bestandteile (O2,CO2,N2) des zugeführten
Gasvolumenstroms als konstant angenommen. Durch die Zumischung von O2 ergeben sich
aber neue prozentuale Verhältnisse der Gaszusammensetzung (Siehe 5.3.1 Begasung). Dies
wird nun in Berechnungen berücksichtigt.
Reaktorinhalt
Berechnungen, die den Reaktorinhalt miteinbeziehen, benutzen nun den berechneten
Reaktorinhalt, welcher Zu- und Abläufe der Pumpen berücksichtigt (Siehe 5.2.2
Reaktorinhalt).
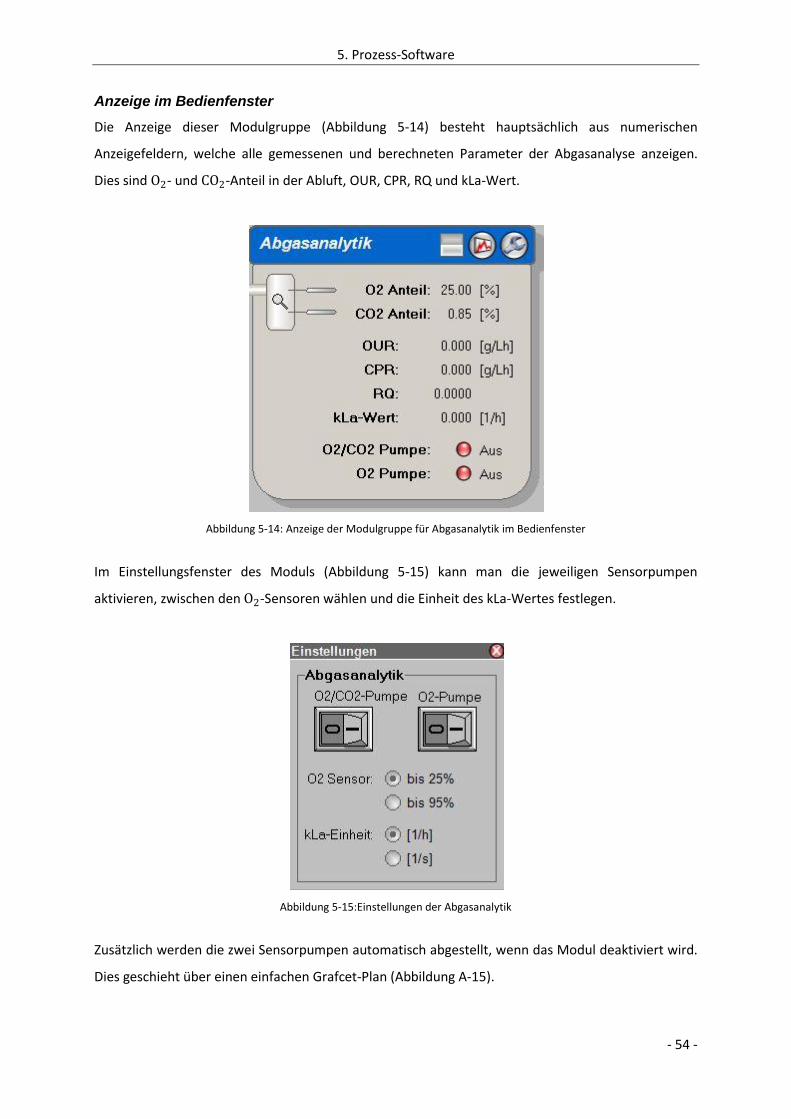
5. Prozess-Software
- 54 -
Anzeige im Bedienfenster
Die Anzeige dieser Modulgruppe (Abbildung 5-14) besteht hauptsächlich aus numerischen
Anzeigefeldern, welche alle gemessenen und berechneten Parameter der Abgasanalyse anzeigen.
Dies sind O2- und CO2-Anteil in der Abluft, OUR, CPR, RQ und kLa-Wert.
Abbildung 5-14: Anzeige der Modulgruppe für Abgasanalytik im Bedienfenster
Im Einstellungsfenster des Moduls (Abbildung 5-15) kann man die jeweiligen Sensorpumpen
aktivieren, zwischen den O2-Sensoren wählen und die Einheit des kLa-Wertes festlegen.
Abbildung 5-15:Einstellungen der Abgasanalytik
Zusätzlich werden die zwei Sensorpumpen automatisch abgestellt, wenn das Modul deaktiviert wird.
Dies geschieht über einen einfachen Grafcet-Plan (Abbildung A-15).
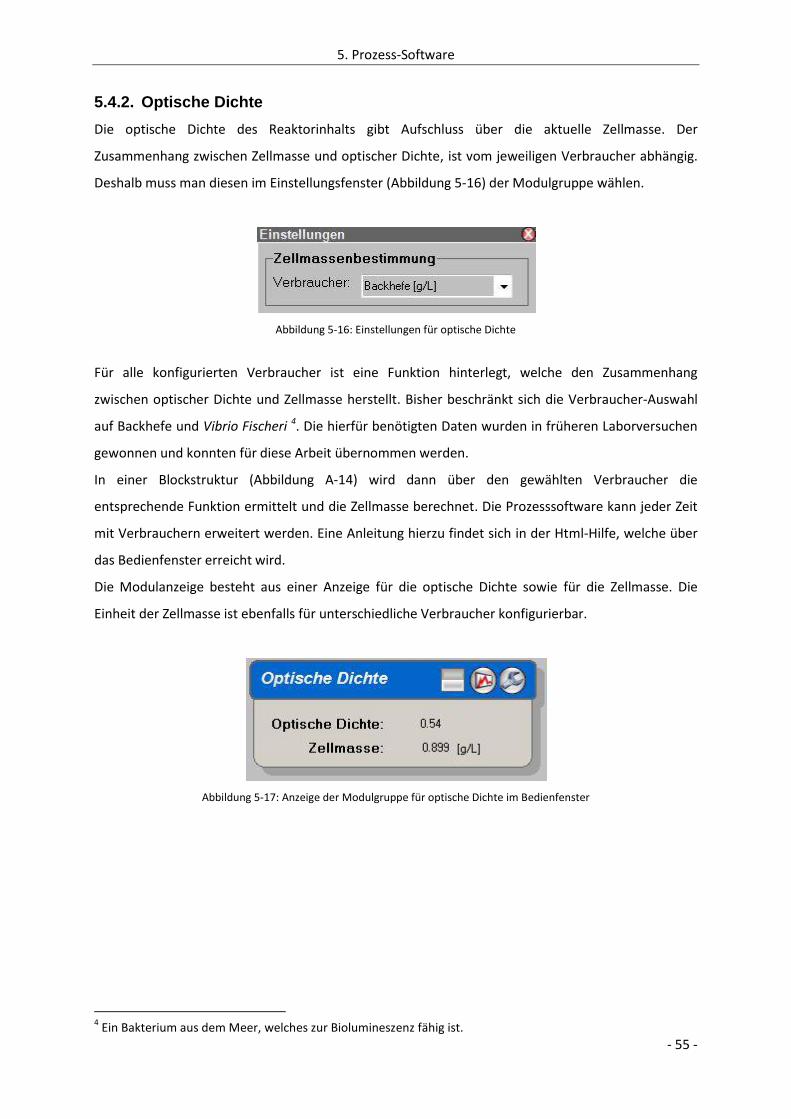
5. Prozess-Software
- 55 -
5.4.2. Optische Dichte
Die optische Dichte des Reaktorinhalts gibt Aufschluss über die aktuelle Zellmasse. Der
Zusammenhang zwischen Zellmasse und optischer Dichte, ist vom jeweiligen Verbraucher abhängig.
Deshalb muss man diesen im Einstellungsfenster (Abbildung 5-16) der Modulgruppe wählen.
Abbildung 5-16: Einstellungen für optische Dichte
Für alle konfigurierten Verbraucher ist eine Funktion hinterlegt, welche den Zusammenhang
zwischen optischer Dichte und Zellmasse herstellt. Bisher beschränkt sich die Verbraucher-Auswahl
auf Backhefe und Vibrio Fischeri 4. Die hierfür benötigten Daten wurden in früheren Laborversuchen
gewonnen und konnten für diese Arbeit übernommen werden.
In einer Blockstruktur (Abbildung A-14) wird dann über den gewählten Verbraucher die
entsprechende Funktion ermittelt und die Zellmasse berechnet. Die Prozesssoftware kann jeder Zeit
mit Verbrauchern erweitert werden. Eine Anleitung hierzu findet sich in der Html-Hilfe, welche über
das Bedienfenster erreicht wird.
Die Modulanzeige besteht aus einer Anzeige für die optische Dichte sowie für die Zellmasse. Die
Einheit der Zellmasse ist ebenfalls für unterschiedliche Verbraucher konfigurierbar.
Abbildung 5-17: Anzeige der Modulgruppe für optische Dichte im Bedienfenster
4 Ein Bakterium aus dem Meer, welches zur Biolumineszenz fähig ist.

5. Prozess-Software
- 56 -
5.4.3. Zufütterung
Diese Modulgruppe dient in erster Linie der allgemeinen Ansteuerung des Pumpenantriebs PD 5201.
Weiterhin wird diese Modulgruppe auch benutzt, um die Glukose-Zufütterung bei der Hefe-
Fermentation zu realisieren. Hierfür ist das Einstellungsfenster (Abbildung 5-18) in drei Bereiche
eingeteilt. Im ersten Teil wird der Inhalt des Substrat-Tanks festgelegt. Die anderen zwei Bereiche
sind unterteilt in allgemeine Pumpensteuerung und Glukose-Zufütterung. Für diese zwei Teilbereiche
gibt es jeweils eine eigene Blockstruktur.
Abbildung 5-18: Einstellungen der Zufütterung
Allgemeine Pumpensteuerung
Da die Pumpe eventuell auch für andere Zwecke eingesetzt werden soll, kann man sie auch komplett
unabhängig von ihrem Einsatz steuern. Durch das Festlegen der Drehzahl, wird die Pumpe
gleichzeitig an- oder ausgeschalten. Weiterhin kann man die Drehrichtung der Pumpe festlegen.
In einer Blockstruktur (Abbildung A-11) wird anhand der eingestellten Drehzahl die Zulaufrate
berechnet. Dies geschieht über die eingestellte Korrelationsfunktion zwischen Drehzahl und
Zulaufrate (Abschnitt 5.2.1).
5. Prozess-Software
- 57 -
In dieser Blockstruktur wird auch das geförderte Volumen der Pumpe berechnet. Das
Pumpenzeitvolumen bleibt aber während der Fermentation nicht konstant, da es ja von der Drehzahl
abhängig ist. Daher kann nicht einfach Gleichung 5-1 angewendet werden. Die geförderte Menge
wird stattdessen durch zeitliche Integration des Pumpenzeitvolumens berechnet.
Gefördertes Volumen: 𝑉𝑃𝑍𝐹 𝑡 = 𝑍𝑉𝑃
𝑍𝐹 𝑡 𝑑𝑡
𝑡
0
Gleichung 5-13
Symbol Einheit Beschreibung
𝑽𝑷𝒁𝑭 𝒕 [ml] Gefördertes Volumen der Pumpe
𝒁𝑽𝑷𝒁𝑭 𝒕 [ml/s] Pumpenzeitvolumen
Tabelle 5-9: Formelzeichen – Gefördertes Volumen
Glukose-Zufütterung
Dieser Teilabschnitt ist nur für die Glukose-Zufütterung zuständig (Abbildung A-12). Aktiviert man die
Glukose-Zufütterung, wird die Zulaufrate nach Gleichung 3-19 berechnet. Dabei wird die aktuelle
Zellmasse aber nicht berechnet, sondern über die optische Dichte und den Reaktorinhalt ermittelt.
Dadurch ergibt sich folgende Gleichung für die Zulaufrate:
Zulaufrate: 𝐹 =µ𝑚𝑎𝑥
𝑐𝑠0 ∗ 𝑌𝑋/𝑆
∗ 𝑋𝑂𝐷 Gleichung 5-14
Symbol Einheit Beschreibung
𝑿𝑶𝑫 [g] Zellmasse aufgrund optischer Dichte und Reaktorinhalt
Tabelle 5-10: Formelzeichen – Zulaufrate
Durch erhalten der kritischen Glukose-Konzentration und ohne Bildung von Ethanol gilt theoretisch:
µ𝑚𝑎𝑥 = 0,35 [1/h] und 𝑌𝑋/𝑆 = 0,54 (Miller, 2008)
Wird zusätzlich die Ausgleichsregelung aktiviert, wird die Gleichung der Zulaufrate durch einen Regler
angepasst. Der Regler orientiert sich an der Regeldifferenz vom optimalen RQ-Wert. Dieser liegt bei
𝑅𝑄𝑆𝑜𝑙𝑙 = 1,04 (Bucher, Hauck, & Müller). Die Stellgröße 𝑌(𝑡) des Reglers wird dann zu der
theoretischen Zulaufrate addiert:
Zulaufrate mit Ausgleich: 𝐹 = µ𝑚𝑎𝑥
𝑐𝑠0 ∗ 𝑌𝑋/𝑆
∗ 𝑋𝑂𝐷 + 𝑌(𝑡) Gleichung 5-15
5. Prozess-Software
- 58 -
Die Zulaufrate könnte auch komplett aufgrund des RQ-Werts geregelt werden. Ein Regler dieser Art
müsste sich aber erst auf eine Zulaufrate einschwingen. Da die zeitliche Änderung des RQ-Werts nach
einer Zufuhr von Glukose sehr träge ist, würde das Einschwingen viel Zeit in Anspruch nehmen.
Ist die Glukose-Regelung aktiviert, lässt sich die Pumpendrehzahl nicht mehr manuell einstellen,
sondern wird aufgrund der Zulaufrate ermittelt. Die Pumpe kann aber nicht durch eine Zulaufrate,
sondern nur über eine Drehzahl eingestellt werden. Je nach Zulaufrate gibt es zwei Möglichkeiten,
die benötigte Pumpendrehzahl zu bestimmen (Abbildung A-13).
Zulaufrate unterhalb der minimal möglichen Fördermenge
Ist dies der Fall, wird die Pumpe in berechneten Zeitintervallen betrieben. Die
Pumpendrehzahl wird dabei auf 5 [1/min] gestellt. Die Länge eines Zeitintervalls, in dem die
Pumpe aktiv ist, ergibt sich aus:
Betriebsintervall: 𝑡𝐸𝑖𝑛 = 𝐹
𝐹𝑚𝑖𝑛∗ 60 + 𝑡𝑉 Gleichung 5-16
Symbol Einheit Beschreibung
𝒕𝑬𝒊𝒏 [s] Pumpenlaufzeit pro Minute
𝑭𝒎𝒊𝒏 [l/h] Minimal mögliche Fördermenge
𝒕𝑽 [s] Pumpeneinschaltverzögerung
Tabelle 5-11: Formelzeichen – Berechnung Betriebsintervall
Zulaufrate im möglichen Bereich
In diesem Fall wird die Pumpendrehzahl über einen Regler bestimmt. Dieser gibt eine
Drehzahl vor und berechnet daraus eine theoretische Zulaufrate. Die Regeldifferenz ergibt
sich dann aus einem Vergleich der geforderten mit der theoretischen Zulaufrate. Die
Pumpendrehzahl wird dann so lange ausgeglichen, bis die geforderte Zulaufrate erreicht ist.
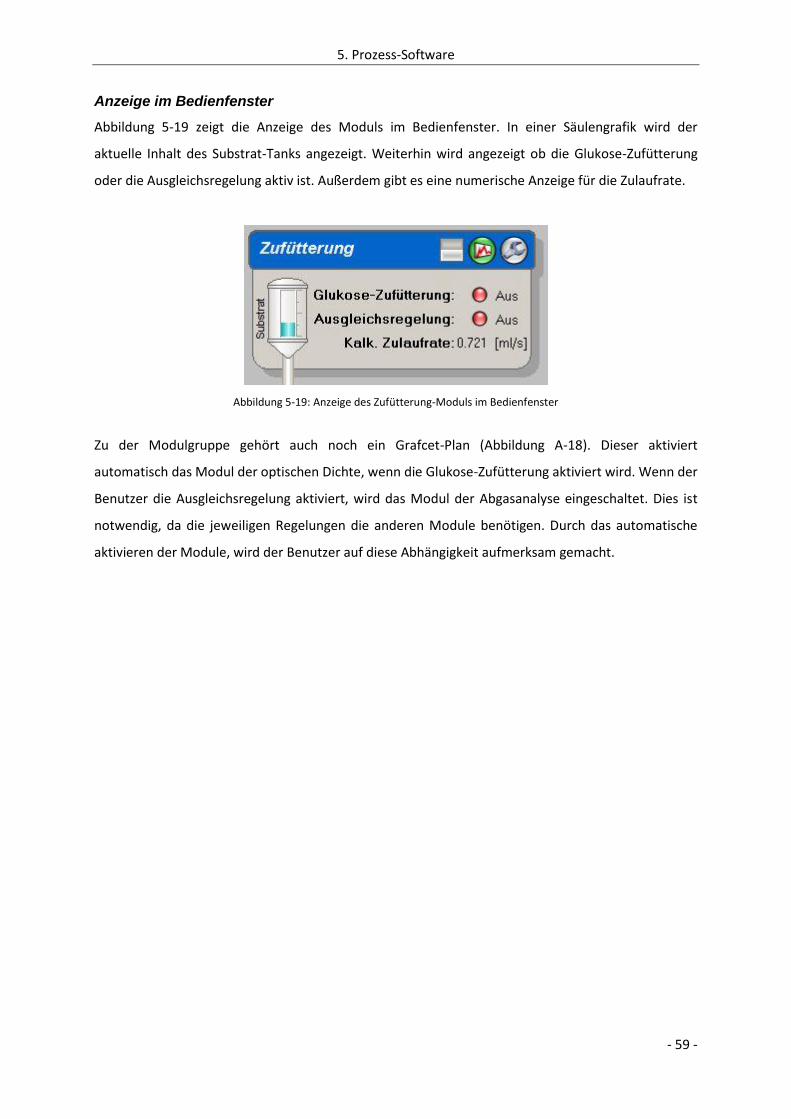
5. Prozess-Software
- 59 -
Anzeige im Bedienfenster
Abbildung 5-19 zeigt die Anzeige des Moduls im Bedienfenster. In einer Säulengrafik wird der
aktuelle Inhalt des Substrat-Tanks angezeigt. Weiterhin wird angezeigt ob die Glukose-Zufütterung
oder die Ausgleichsregelung aktiv ist. Außerdem gibt es eine numerische Anzeige für die Zulaufrate.
Abbildung 5-19: Anzeige des Zufütterung-Moduls im Bedienfenster
Zu der Modulgruppe gehört auch noch ein Grafcet-Plan (Abbildung A-18). Dieser aktiviert
automatisch das Modul der optischen Dichte, wenn die Glukose-Zufütterung aktiviert wird. Wenn der
Benutzer die Ausgleichsregelung aktiviert, wird das Modul der Abgasanalyse eingeschaltet. Dies ist
notwendig, da die jeweiligen Regelungen die anderen Module benötigen. Durch das automatische
aktivieren der Module, wird der Benutzer auf diese Abhängigkeit aufmerksam gemacht.
6. Prozess-Fernüberwachung
- 60 -
6. Prozess-Fernüberwachung
Wie bereits in der Aufgabenstellung erwähnt, kann eine Fermentation unter Umständen sehr
zeitintensiv sein. Bis die gewünschte Menge des zu erzeugenden Produkts entstanden ist, können
mehrere Tage vergehen. Die automatische Prozessregelung ermöglicht zwar einen eigenständigen
Betrieb des Reaktors, jedoch sind regelmäßige Kontrollen unerlässlich. Nur so können eventuell
auftretende Störungen rechtzeitig beseitigt werden. Durch die Kontrollen entsteht aber ein
Personalaufwand, der unnötig groß ist, denn für die reine Überwachung der Prozessparameter ist
eigentlich keine persönliche Anwesenheit erforderlich. Deshalb sollen die Kontrollen nun über eine
computergestützte Prozess-Fernüberwachung durchgeführt werden können. Dadurch wird der
Personalaufwand reduziert und die Anwesenheit ist nur noch erforderlich, wenn zum Beispiel die
Vorratstanks der Korrekturmedien nachgefüllt werden müssen.
6.1. Umsetzung
Die Voraussetzung für eine Fernüberwachung ist, die Prozessdaten über ein Netzwerk oder das
Internet zugänglich zu machen. Im Prinzip bietet der Prozessanschluss über den TCP/IP-Buskoppler
diese Funktionalität, aber kann aufgrund von Einschränkungen der WinErs Laborversion nicht
vollständig genutzt werden. Mit der Laborversion kann immer nur eine WinErs Programminstanz auf
den Prozess zugreifen. Das heißt, es ist zwar möglich, den Bioreaktor von jedem Computer innerhalb
des HS-Ulm Netzwerks zu steuern, aber eben immer nur von einem Computer. Im Normalfall ist das
natürlich direkt der Computer am Standort des Bioreaktors im Biotechnologielabor. Somit ist die
nächstliegende Lösung, einfach den gesamten Computer durch eine Remote-Software zu steuern.
Eine Remote-Software, die alle Sicherheitsbedingungen erfüllt, ist in der Regel sogar als Freeware
erhältlich. Damit ergeben sich klare Kostenvorteile im Vergleich zur Aufrüstung auf die WinErs
Vollversion.
TeamViewer
TeamViewer ist eine zum privaten Gebrauch kostenlose Remote Software. Für die Prozess-
Fernüberwachung des Reaktors fiel die Wahl auf dieses Programm. Es wird von der TeamViewer
GmbH vertrieben und ist derzeit in der Version 5.0 erhältlich. Obwohl man TeamViewer kostenlos
benutzen kann, wird ein hohes Maß an Qualität und Sicherheit erfüllt. So ist die TeamViewer GmbH,
neben anderen Zertifikaten, zum Beispiel mit dem Qualitätsmanagement-Zertifikat nach ISO 9001-
2000 ausgezeichnet.
Nachdem TeamViewer installiert ist, wird aufgrund der Hardware des Computers eine einzigartige
TeamViewer-ID erstellt. Diese ID ist wie eine Telefonnummer zu betrachten, über welche man den
Computer anwählen kann, um eine Verbindung aufzubauen. Jede Verbindung wird natürlich
6. Prozess-Fernüberwachung
- 61 -
verschlüsselt übertagen. Ist die Verbindung hergestellt, erhält man die Ansicht auf die aktuelle
Monitoranzeige des angewählten Computers und kann diesen ganze normal bedienen. Ein weiterer
Vorteil von TeamViewer ist, dass es trotz Firewalls einwandfrei funktioniert. Außerdem wird ein
Modus zur Dateiübertragung angeboten. So könnten schon während der Fermentation von einem
externen Standort Messungsdaten übertagen und ausgewertet werden. Weiterhin werden Webcams
standardmäßig unterstützt, wodurch auch eine Videoüberwachung des Bioreaktors stattfinden
könnte.
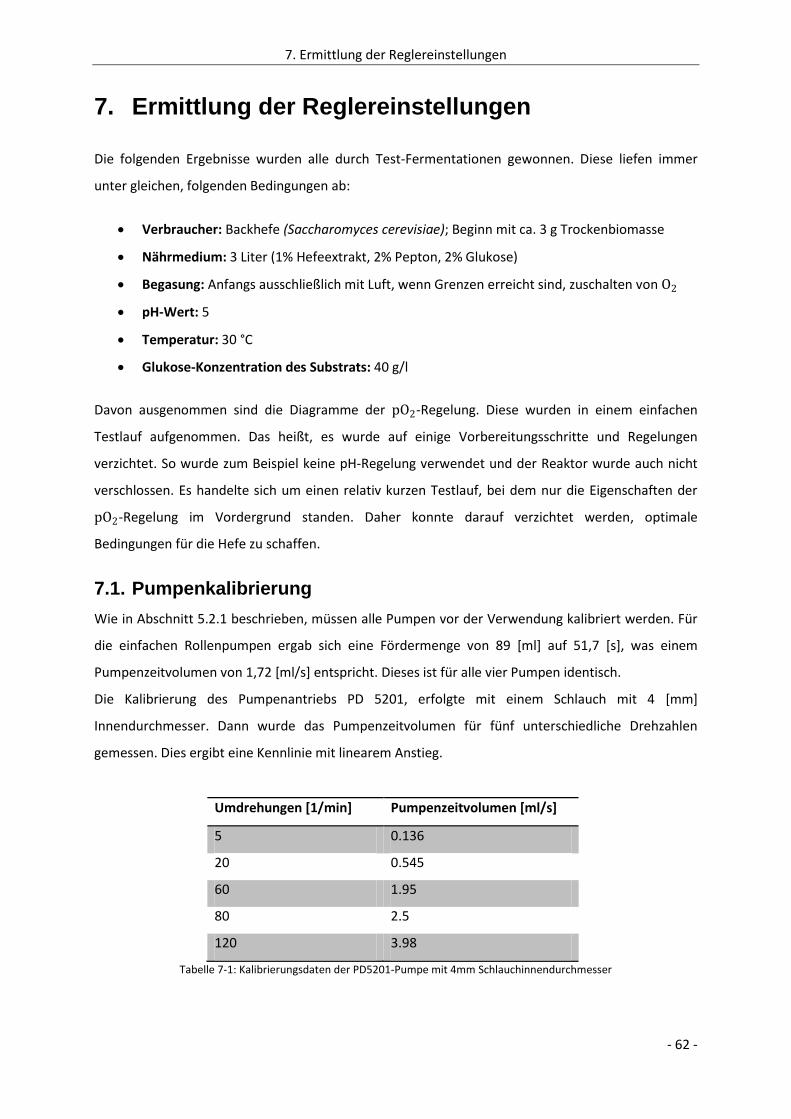
7. Ermittlung der Reglereinstellungen
- 62 -
7. Ermittlung der Reglereinstellungen
Die folgenden Ergebnisse wurden alle durch Test-Fermentationen gewonnen. Diese liefen immer
unter gleichen, folgenden Bedingungen ab:
Verbraucher: Backhefe (Saccharomyces cerevisiae); Beginn mit ca. 3 g Trockenbiomasse
Nährmedium: 3 Liter (1% Hefeextrakt, 2% Pepton, 2% Glukose)
Begasung: Anfangs ausschließlich mit Luft, wenn Grenzen erreicht sind, zuschalten von O2
pH-Wert: 5
Temperatur: 30 °C
Glukose-Konzentration des Substrats: 40 g/l
Davon ausgenommen sind die Diagramme der pO2-Regelung. Diese wurden in einem einfachen
Testlauf aufgenommen. Das heißt, es wurde auf einige Vorbereitungsschritte und Regelungen
verzichtet. So wurde zum Beispiel keine pH-Regelung verwendet und der Reaktor wurde auch nicht
verschlossen. Es handelte sich um einen relativ kurzen Testlauf, bei dem nur die Eigenschaften der
pO2-Regelung im Vordergrund standen. Daher konnte darauf verzichtet werden, optimale
Bedingungen für die Hefe zu schaffen.
7.1. Pumpenkalibrierung
Wie in Abschnitt 5.2.1 beschrieben, müssen alle Pumpen vor der Verwendung kalibriert werden. Für
die einfachen Rollenpumpen ergab sich eine Fördermenge von 89 [ml] auf 51,7 [s], was einem
Pumpenzeitvolumen von 1,72 [ml/s] entspricht. Dieses ist für alle vier Pumpen identisch.
Die Kalibrierung des Pumpenantriebs PD 5201, erfolgte mit einem Schlauch mit 4 [mm]
Innendurchmesser. Dann wurde das Pumpenzeitvolumen für fünf unterschiedliche Drehzahlen
gemessen. Dies ergibt eine Kennlinie mit linearem Anstieg.
Umdrehungen [1/min] Pumpenzeitvolumen [ml/s]
5 0.136
20 0.545
60 1.95
80 2.5
120 3.98
Tabelle 7-1: Kalibrierungsdaten der PD5201-Pumpe mit 4mm Schlauchinnendurchmesser
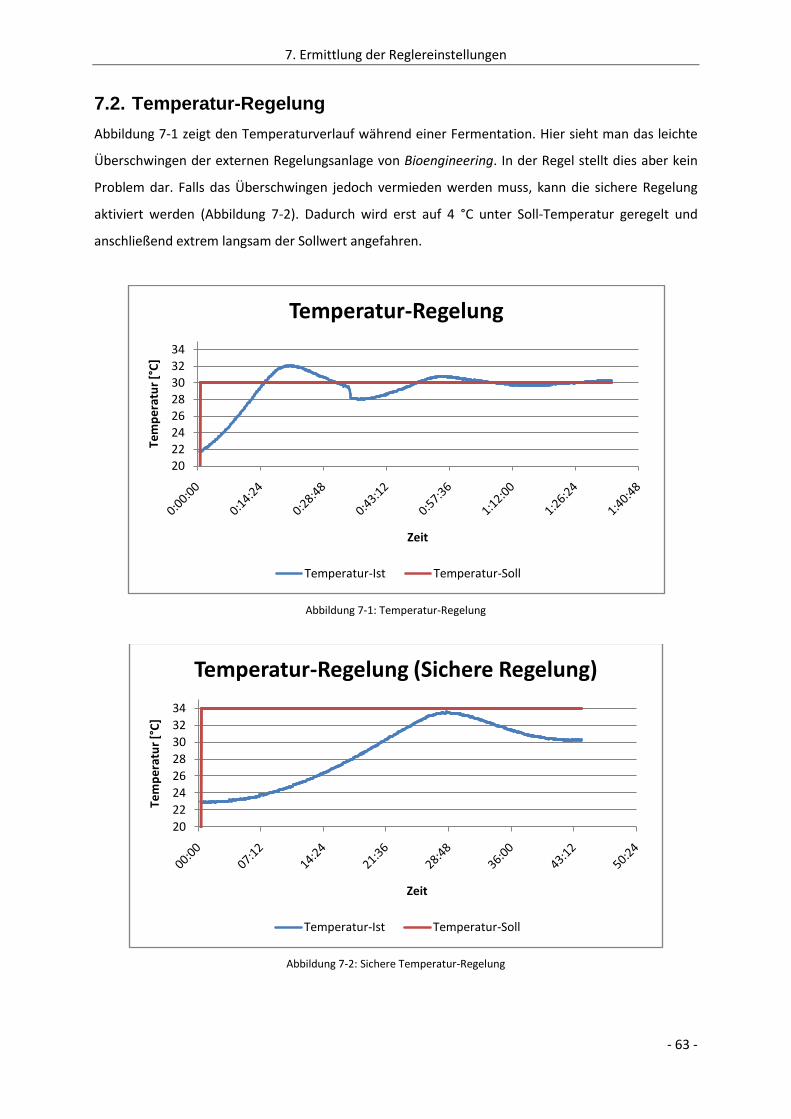
7. Ermittlung der Reglereinstellungen
- 63 -
7.2. Temperatur-Regelung
Abbildung 7-1 zeigt den Temperaturverlauf während einer Fermentation. Hier sieht man das leichte
Überschwingen der externen Regelungsanlage von Bioengineering. In der Regel stellt dies aber kein
Problem dar. Falls das Überschwingen jedoch vermieden werden muss, kann die sichere Regelung
aktiviert werden (Abbildung 7-2). Dadurch wird erst auf 4 °C unter Soll-Temperatur geregelt und
anschließend extrem langsam der Sollwert angefahren.
Abbildung 7-1: Temperatur-Regelung
Abbildung 7-2: Sichere Temperatur-Regelung
20
22
24
26
28
30
32
34
Tem
pe
ratu
r [°
C]
Zeit
Temperatur-Regelung
Temperatur-Ist Temperatur-Soll
20
22
24
26
28
30
32
34
Tem
pe
ratu
r [°
C]
Zeit
Temperatur-Regelung (Sichere Regelung)
Temperatur-Ist Temperatur-Soll
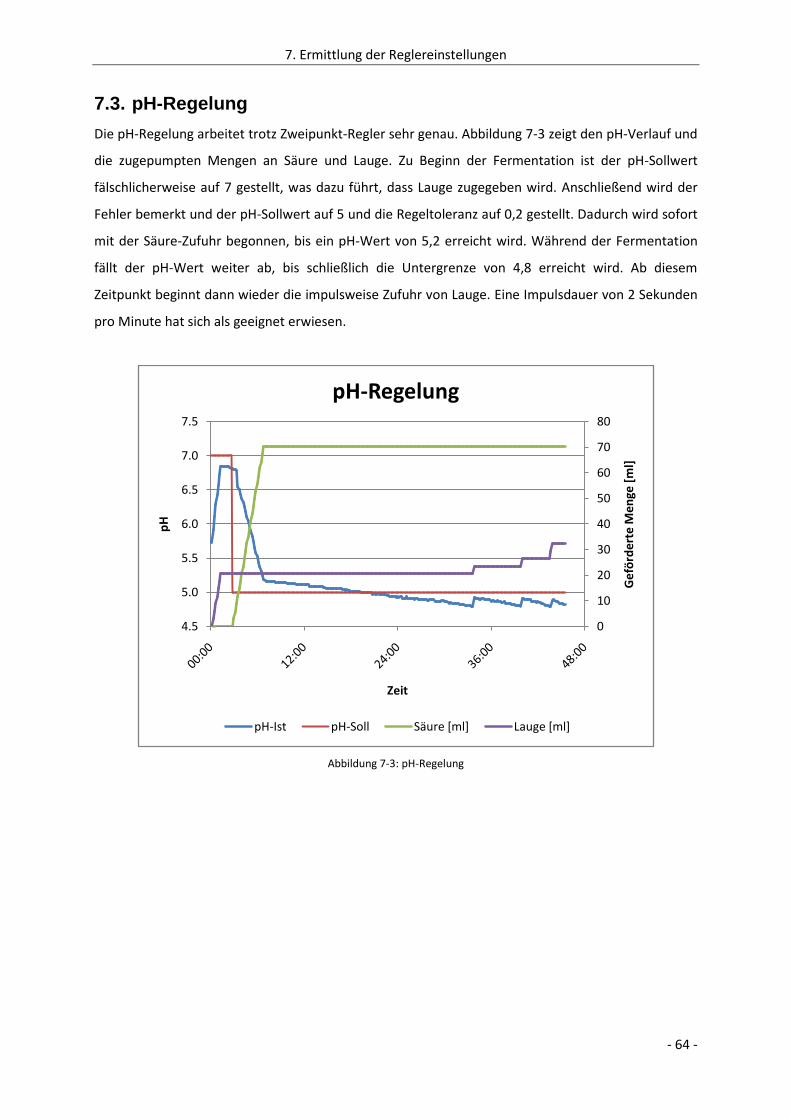
7. Ermittlung der Reglereinstellungen
- 64 -
7.3. pH-Regelung
Die pH-Regelung arbeitet trotz Zweipunkt-Regler sehr genau. Abbildung 7-3 zeigt den pH-Verlauf und
die zugepumpten Mengen an Säure und Lauge. Zu Beginn der Fermentation ist der pH-Sollwert
fälschlicherweise auf 7 gestellt, was dazu führt, dass Lauge zugegeben wird. Anschließend wird der
Fehler bemerkt und der pH-Sollwert auf 5 und die Regeltoleranz auf 0,2 gestellt. Dadurch wird sofort
mit der Säure-Zufuhr begonnen, bis ein pH-Wert von 5,2 erreicht wird. Während der Fermentation
fällt der pH-Wert weiter ab, bis schließlich die Untergrenze von 4,8 erreicht wird. Ab diesem
Zeitpunkt beginnt dann wieder die impulsweise Zufuhr von Lauge. Eine Impulsdauer von 2 Sekunden
pro Minute hat sich als geeignet erwiesen.
Abbildung 7-3: pH-Regelung
0
10
20
30
40
50
60
70
80
4.5
5.0
5.5
6.0
6.5
7.0
7.5
Ge
förd
ert
e M
en
ge [
ml]
pH
Zeit
pH-Regelung
pH-Ist pH-Soll Säure [ml] Lauge [ml]
7. Ermittlung der Reglereinstellungen
- 65 -
7.4. 𝐩𝐎𝟐-Regelung
Für diese Reglereinstellungen wurde das in Abschnitt 3.2.5 beschriebene Verfahren nach Chien,
Rhones und Reswick verwendet. Für die Regelung des Gasflusses, sowie der Rührerdrehzahl, wurden
jeweils PI-Regler eingesetzt. Der Vorteil der Schnelligkeit eines PID-Reglers hat sich hier eher als
Nachteil erwiesen. Vor allem wenn beide Regler aktiv waren, führte dies zu einem starken
Schwingungsverhalten. Außerdem reagiert ein PID-Regler stärker auf Regeldifferenzen, was ebenfalls
zu unerwünschten Schwankungen der Stellwerte führte.
𝒑𝑶𝟐-Regelung durch Gasfluss
Für die Sprungantwort wurde die Rührerdrehzahl konstant auf 400 [1/min] gestellt. Dies ist
notwendig, um eine vernünftige Zerteilung der Gasblasen zu erreichen. Es wurde mit 1 [l/min] Luft
begast, bis sich ein fester pO2-Wert eingestellt hatte. Anschließend wurde der Gasfluss auf 4 [l/min]
erhöht und die Sprungantwort aufgezeichnet (Abbildung A-19). Die Auswertung ergab folgende
Werte:
𝑇𝑢 = 11 [𝑠] ∆𝑥 = 20,8 𝐾𝑠 =∆𝑥
∆𝑦= 6,93
𝑇𝑔 = 90 [𝑠] ∆𝑦 = 3 𝛼 =𝑇𝑔
𝛼 ∗ 𝑇𝑢= 1,18
Was zu folgenden Reglereinstellungen führt (PI-Regler, aperiodischer Verlauf nach Störung):
𝐾𝑝 = 0,71 𝑇𝑛 = 44 [𝑠]
Anschließend wurden die Reglereinstellungen in Versuchen noch etwas angepasst. Das Problem der
Regelung war, dass der Gasfluss nicht konstant gehalten wurde, sondern stark schwankte. Dies
führte zu ebenfalls schwankenden Werten der Abgasanalyse, da diese Berechnungen unter anderem
vom Gasfluss abhängig sind. Deshalb wurde die Verstärkung verringert, damit die Stellgröße geringer
auf Regeldifferenzen anspricht. Die Nachstellzeit wurde dann ebenfalls verringert, da die Regelung
sonst zu langsam wäre. Der Regler ist nun nach folgenden Werten eingestellt:
𝐾𝑝 = 0,25 𝑇𝑛 = 22 [𝑠]
Das resultierende Regelverhalten der pO2-Regelung durch den Gasfluss ist in Abbildung 7-4
dargestellt.
Die Schwankung des Gasflusses ist nun sehr gering (Abbildung 7-5). Größere Schwankungen treten
nur auf, wenn zusätzlich Sauerstoff eingemischt wird. Dies liegt daran, dass der Regler mit Luft-
Begasung kalibriert wurde. In den meisten Fällen ist eine Begasung mit Luft aber völlig ausreichend.
Abbildung 7-6 zeigt, dass sich der Regler aber trotz zusätzlicher Zufuhr von Sauerstoff relativ schnell
stabilisiert.
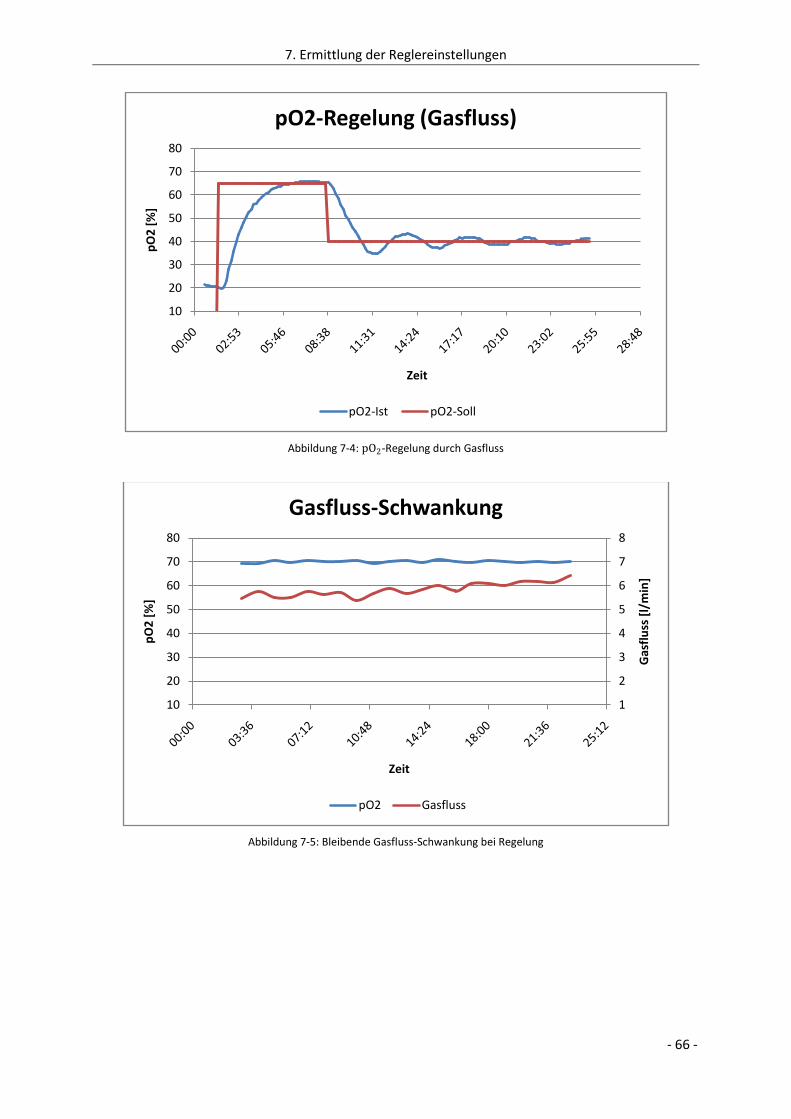
7. Ermittlung der Reglereinstellungen
- 66 -
Abbildung 7-4: pO2-Regelung durch Gasfluss
Abbildung 7-5: Bleibende Gasfluss-Schwankung bei Regelung
10
20
30
40
50
60
70
80p
O2
[%
]
Zeit
pO2-Regelung (Gasfluss)
pO2-Ist pO2-Soll
1
2
3
4
5
6
7
8
10
20
30
40
50
60
70
80
Gas
flu
ss [
l/m
in]
pO
2 [
%]
Zeit
Gasfluss-Schwankung
pO2 Gasfluss
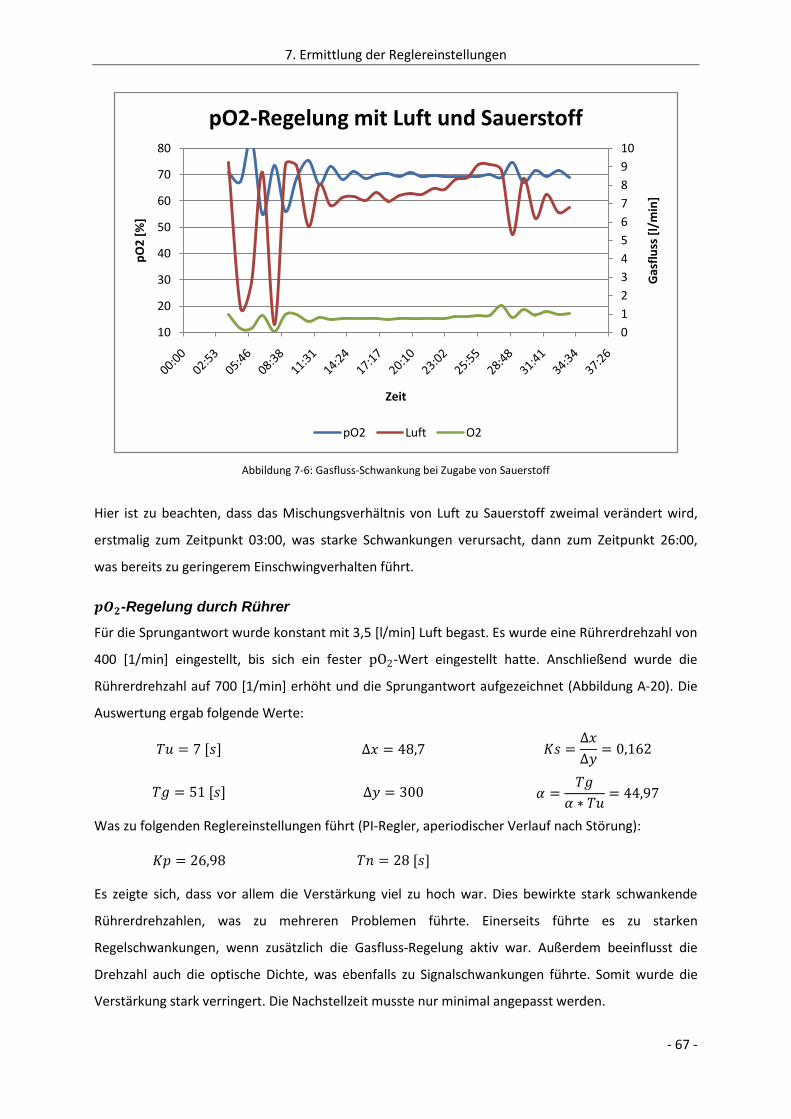
7. Ermittlung der Reglereinstellungen
- 67 -
Abbildung 7-6: Gasfluss-Schwankung bei Zugabe von Sauerstoff
Hier ist zu beachten, dass das Mischungsverhältnis von Luft zu Sauerstoff zweimal verändert wird,
erstmalig zum Zeitpunkt 03:00, was starke Schwankungen verursacht, dann zum Zeitpunkt 26:00,
was bereits zu geringerem Einschwingverhalten führt.
𝒑𝑶𝟐-Regelung durch Rührer
Für die Sprungantwort wurde konstant mit 3,5 [l/min] Luft begast. Es wurde eine Rührerdrehzahl von
400 [1/min] eingestellt, bis sich ein fester pO2-Wert eingestellt hatte. Anschließend wurde die
Rührerdrehzahl auf 700 [1/min] erhöht und die Sprungantwort aufgezeichnet (Abbildung A-20). Die
Auswertung ergab folgende Werte:
𝑇𝑢 = 7 [𝑠] ∆𝑥 = 48,7 𝐾𝑠 =∆𝑥
∆𝑦= 0,162
𝑇𝑔 = 51 [𝑠] ∆𝑦 = 300 𝛼 =𝑇𝑔
𝛼 ∗ 𝑇𝑢= 44,97
Was zu folgenden Reglereinstellungen führt (PI-Regler, aperiodischer Verlauf nach Störung):
𝐾𝑝 = 26,98 𝑇𝑛 = 28 [𝑠]
Es zeigte sich, dass vor allem die Verstärkung viel zu hoch war. Dies bewirkte stark schwankende
Rührerdrehzahlen, was zu mehreren Problemen führte. Einerseits führte es zu starken
Regelschwankungen, wenn zusätzlich die Gasfluss-Regelung aktiv war. Außerdem beeinflusst die
Drehzahl auch die optische Dichte, was ebenfalls zu Signalschwankungen führte. Somit wurde die
Verstärkung stark verringert. Die Nachstellzeit musste nur minimal angepasst werden.
0
1
2
3
4
5
6
7
8
9
10
10
20
30
40
50
60
70
80
Gas
flu
ss [
l/m
in]
pO
2 [
%]
Zeit
pO2-Regelung mit Luft und Sauerstoff
pO2 Luft O2
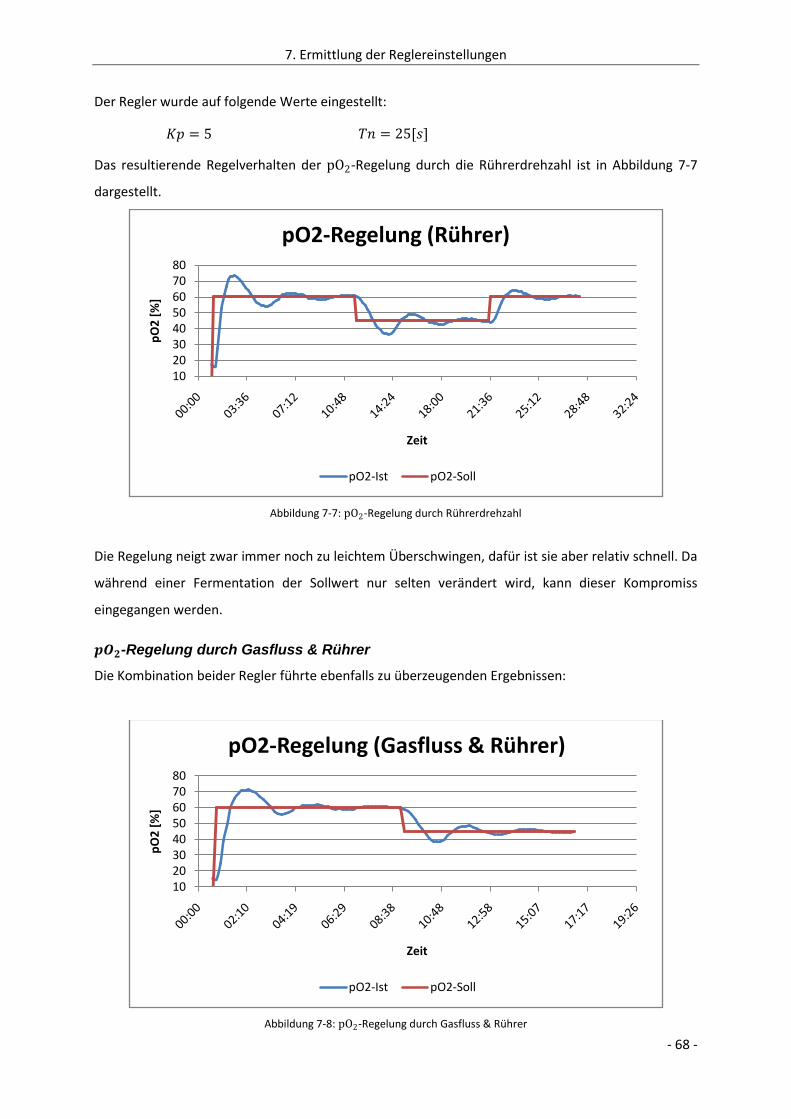
7. Ermittlung der Reglereinstellungen
- 68 -
Der Regler wurde auf folgende Werte eingestellt:
𝐾𝑝 = 5 𝑇𝑛 = 25[𝑠]
Das resultierende Regelverhalten der pO2-Regelung durch die Rührerdrehzahl ist in Abbildung 7-7
dargestellt.
Abbildung 7-7: pO2-Regelung durch Rührerdrehzahl
Die Regelung neigt zwar immer noch zu leichtem Überschwingen, dafür ist sie aber relativ schnell. Da
während einer Fermentation der Sollwert nur selten verändert wird, kann dieser Kompromiss
eingegangen werden.
𝒑𝑶𝟐-Regelung durch Gasfluss & Rührer
Die Kombination beider Regler führte ebenfalls zu überzeugenden Ergebnissen:
Abbildung 7-8: pO2-Regelung durch Gasfluss & Rührer
1020304050607080
pO
2 [
%]
Zeit
pO2-Regelung (Rührer)
pO2-Ist pO2-Soll
1020304050607080
pO
2 [
%]
Zeit
pO2-Regelung (Gasfluss & Rührer)
pO2-Ist pO2-Soll
7. Ermittlung der Reglereinstellungen
- 69 -
7.5. Glukose-Regelung
Die Glukose-Regelung hat sich als sehr schwierig erwiesen. Die Bestimmung der Zulaufrate ist von
vielen anderen Größen abhängig, die eventuell zu ungenau sind. Folgende Faktoren spielen hier eine
Rolle:
Zellmasse
Die kalkulatorische Zulaufrate ist stark von der aktuellen Zellmasse im Reaktor abhängig.
Diese wird über die optische Dichte des Reaktorinhalts bestimmt. Die Korrelation zwischen
optischer Dichte und Zellmasse wurde in früheren Versuchsreihen gewonnen. Das Ergebnis
ist zwar relativ genau, aber trotzdem muss immer eine gewisse Messunsicherheit
berücksichtigt werden. Weiterhin wird die optische Dichte zum Beispiel auch von den
Gasblasen im Reaktor beeinflusst, was für schwankende Werte sorgt. Die angegebene
Zellmasse entspricht daher nur ungefähr dem tatsächlichen Wert.
Reaktorinhalt
Das Volumen des Reaktorinhalts fließt ebenfalls in die Berechnung der Zulaufrate mit ein.
Dieses ist hauptsächlich von den Zu- und Abläufen der Pumpen abhängig. Da es sich bei den
meisten Pumpen um sehr einfache Rollenpumpen handelt, kann natürlich nicht von einer
exakten Dosierung ausgegangen werden. Außerdem kommt es auch vor, dass mal Luftblasen
mit abgepumpt werden.
RQ
Der RQ-Wert ist Grundlage der Glukose-Ausgleichsregelung. Dieser wird aber ebenfalls von
weiteren Größen beeinflusst, unter anderem auch vom Reaktorinhalt. Eine große Rolle spielt
der Volumenstrom der Gaszufuhr. Aufgrund der pO2-Regelung schwankt dieser natürlich
immer leicht. Weiterhin fließen auch andere Messunsicherheiten von Sensoren mit ein, zum
Beispiel des pO2-Sensors oder der O2 und CO2 Sensoren der Abgasanalytik.
Glukose-Dosierung
Die benötigte Zulaufrate ist meist viel kleiner als die minimale Zulaufrate der Zufütterungs-
Pumpe. Daher muss diese impulsweise betrieben werden. Die Pumpe startet aber bei jedem
Impuls mit einer Einschaltverzögerung. Diese wird zwar in Berechnung berücksichtigt, jedoch
kann somit kaum eine exakte Dosierung gewährleistet werden.
7. Ermittlung der Reglereinstellungen
- 70 -
Trägheit des Systems
Wenn dem Reaktor Glukose zugeführt wird, heißt das noch lange nicht, dass diese sofort von
den Mikroorganismen umgesetzt wird. Hier spielt natürlich auch die aktuelle
Wachstumsphase eine große Rolle. In der Regel dauert es mehrere Minuten, bis sich der RQ-
Wert eindeutig verändert, nachdem eine größere Menge Glukose zugeführt wurde. Die
Ausgleichsregelung wird somit dementsprechend langsam. Der Regler darf die
kalkulatorische Zulaufrate immer nur minimal verändern, da die Auswirkungen erst viel
später und zeitlich variabel auftreten.
Gleichung der theoretischen Zulaufrate
Die Gleichung der Zulaufrate berücksichtigt nicht die Verdünnung des Mediums durch die
Korrekturmedien. Würde man dies in die Berechnungen einbeziehen, käme es aber zu einer
schwankenden Zulaufrate, da die Korrekturmedien Impulsweise zugeführt werden. Dies
würde wiederum zu Schwankungen des RQ-Werts führen.
In einem Probelauf, wurde in regelmäßigen Abständen der Glukose- und Ethanol-Gehalt im Medium
gemessen (Abbildung 7-9). Anhand der Messzeitpunkte wurde der Verlauf in mehrere Phasen
eingeteilt. Im Folgenden soll eine Interpretation des Fermentationsverlaufs (Abbildung 7-10) versucht
werden:
Phase 1 (9:57 - 10:33)
Hier kann man von der Adaptionsphase reden. Da sich die optische Dichte kaum ändert, kann
man davon ausgehen, dass kein Wachstum vorhanden ist. Am Ende dieser Phase beginnen
die Hefe-Zellen vermutlich mit dem Abbau von Glukose, da der RQ-Wert steigt. Es wird auch
schon geringfügig Ethanol gebildet, da die kritische Glukose-Konzentration eventuell schon
überschritten ist.
Phase 2 (10:33 - 11:10)
In dieser Phase wurden Fehler in der Blockstruktur der Zufütterung bemerkt. Während der
Verbesserung wurde die Zulaufrate auf ein Minimum reduziert. Die optische Dichte steigt
immer noch kaum an, deshalb kann man von einem geringen Wachstum ausgehen. Die
Glukose-Konzentration steigt aufgrund der geringen Zulaufrate kaum an.
Phase 3 (11:10 - 11:50)
Die Blockstruktur ist wieder hergestellt und somit passt sich die Zulaufrate entsprechend an.
Laut optischer Dichte ist weiterhin kaum Wachstum vorhanden, wobei dies langsam
zweifelhaft wirkt. Die Glukose-Konzentration steigt weit über die kritische Grenze, was man
auch daran erkennt, dass viel Ethanol gebildet wird. Der RQ-Wert ist jedoch die meiste Zeit
unter 1, was ebenfalls fraglich erscheint.
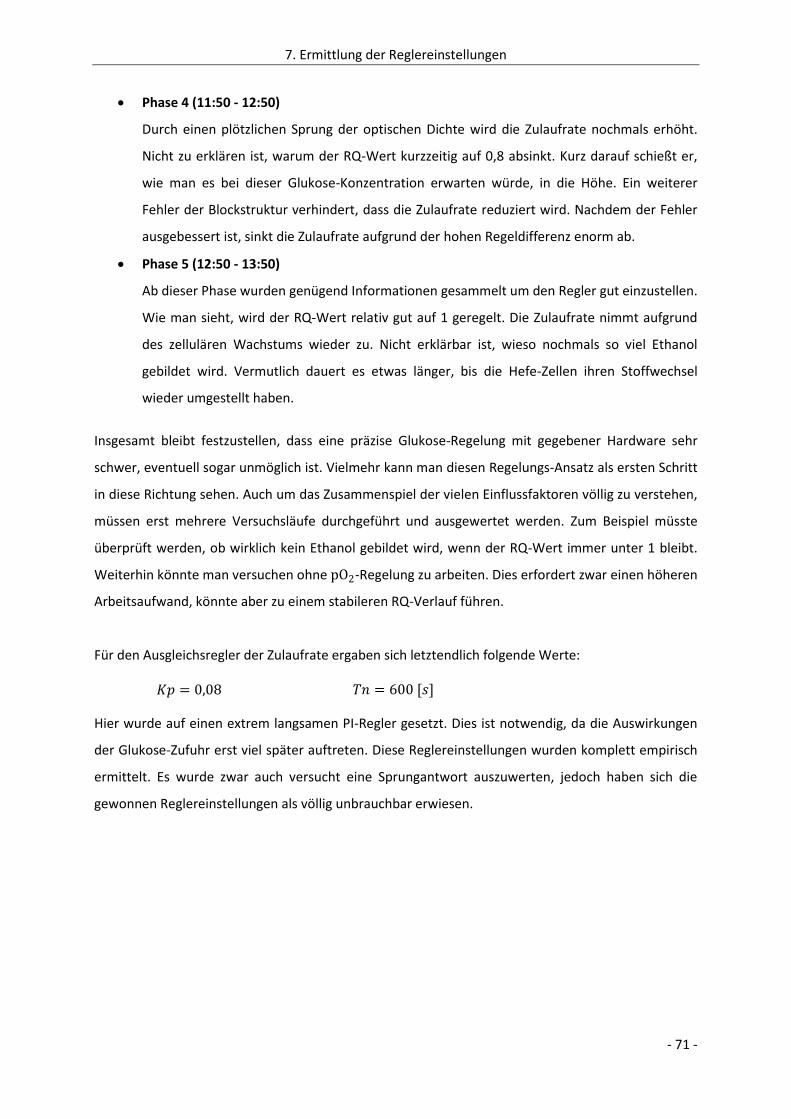
7. Ermittlung der Reglereinstellungen
- 71 -
Phase 4 (11:50 - 12:50)
Durch einen plötzlichen Sprung der optischen Dichte wird die Zulaufrate nochmals erhöht.
Nicht zu erklären ist, warum der RQ-Wert kurzzeitig auf 0,8 absinkt. Kurz darauf schießt er,
wie man es bei dieser Glukose-Konzentration erwarten würde, in die Höhe. Ein weiterer
Fehler der Blockstruktur verhindert, dass die Zulaufrate reduziert wird. Nachdem der Fehler
ausgebessert ist, sinkt die Zulaufrate aufgrund der hohen Regeldifferenz enorm ab.
Phase 5 (12:50 - 13:50)
Ab dieser Phase wurden genügend Informationen gesammelt um den Regler gut einzustellen.
Wie man sieht, wird der RQ-Wert relativ gut auf 1 geregelt. Die Zulaufrate nimmt aufgrund
des zellulären Wachstums wieder zu. Nicht erklärbar ist, wieso nochmals so viel Ethanol
gebildet wird. Vermutlich dauert es etwas länger, bis die Hefe-Zellen ihren Stoffwechsel
wieder umgestellt haben.
Insgesamt bleibt festzustellen, dass eine präzise Glukose-Regelung mit gegebener Hardware sehr
schwer, eventuell sogar unmöglich ist. Vielmehr kann man diesen Regelungs-Ansatz als ersten Schritt
in diese Richtung sehen. Auch um das Zusammenspiel der vielen Einflussfaktoren völlig zu verstehen,
müssen erst mehrere Versuchsläufe durchgeführt und ausgewertet werden. Zum Beispiel müsste
überprüft werden, ob wirklich kein Ethanol gebildet wird, wenn der RQ-Wert immer unter 1 bleibt.
Weiterhin könnte man versuchen ohne pO2-Regelung zu arbeiten. Dies erfordert zwar einen höheren
Arbeitsaufwand, könnte aber zu einem stabileren RQ-Verlauf führen.
Für den Ausgleichsregler der Zulaufrate ergaben sich letztendlich folgende Werte:
𝐾𝑝 = 0,08 𝑇𝑛 = 600 [𝑠]
Hier wurde auf einen extrem langsamen PI-Regler gesetzt. Dies ist notwendig, da die Auswirkungen
der Glukose-Zufuhr erst viel später auftreten. Diese Reglereinstellungen wurden komplett empirisch
ermittelt. Es wurde zwar auch versucht eine Sprungantwort auszuwerten, jedoch haben sich die
gewonnen Reglereinstellungen als völlig unbrauchbar erwiesen.
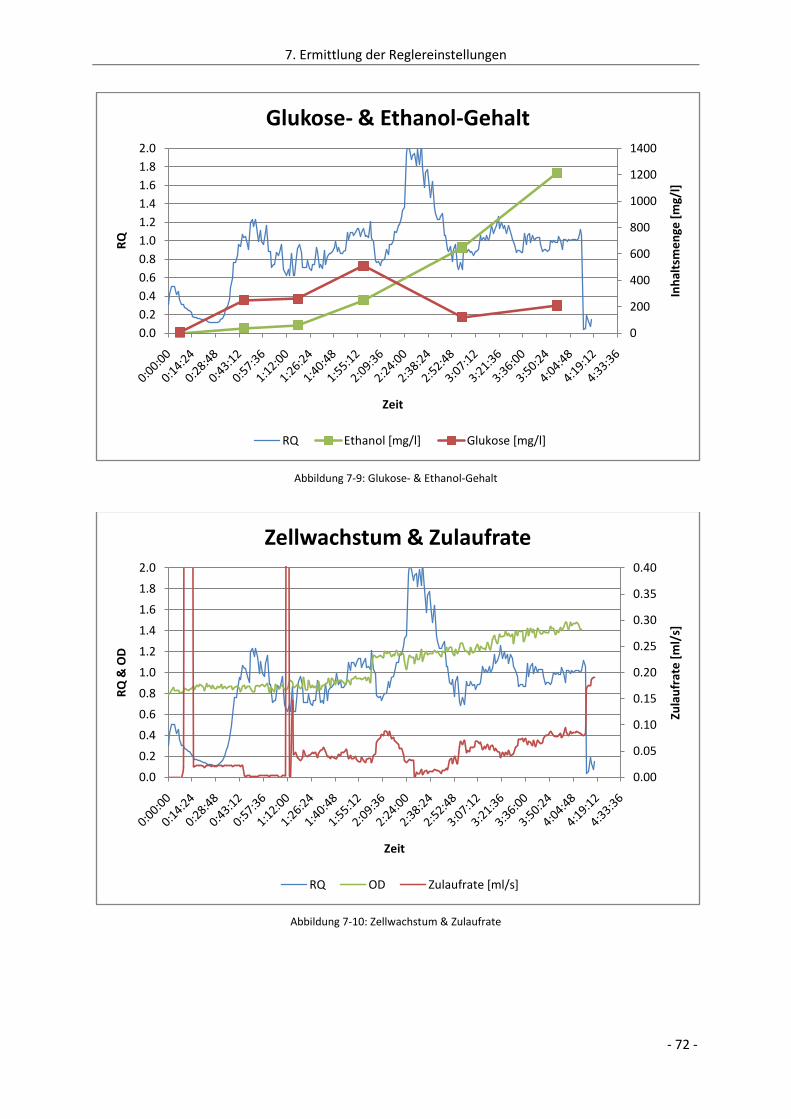
7. Ermittlung der Reglereinstellungen
- 72 -
Abbildung 7-9: Glukose- & Ethanol-Gehalt
Abbildung 7-10: Zellwachstum & Zulaufrate
0
200
400
600
800
1000
1200
1400
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
Inh
alts
me
nge
[m
g/l]
RQ
Zeit
Glukose- & Ethanol-Gehalt
RQ Ethanol [mg/l] Glukose [mg/l]
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
Zula
ufr
ate
[m
l/s]
RQ
& O
D
Zeit
Zellwachstum & Zulaufrate
RQ OD Zulaufrate [ml/s]
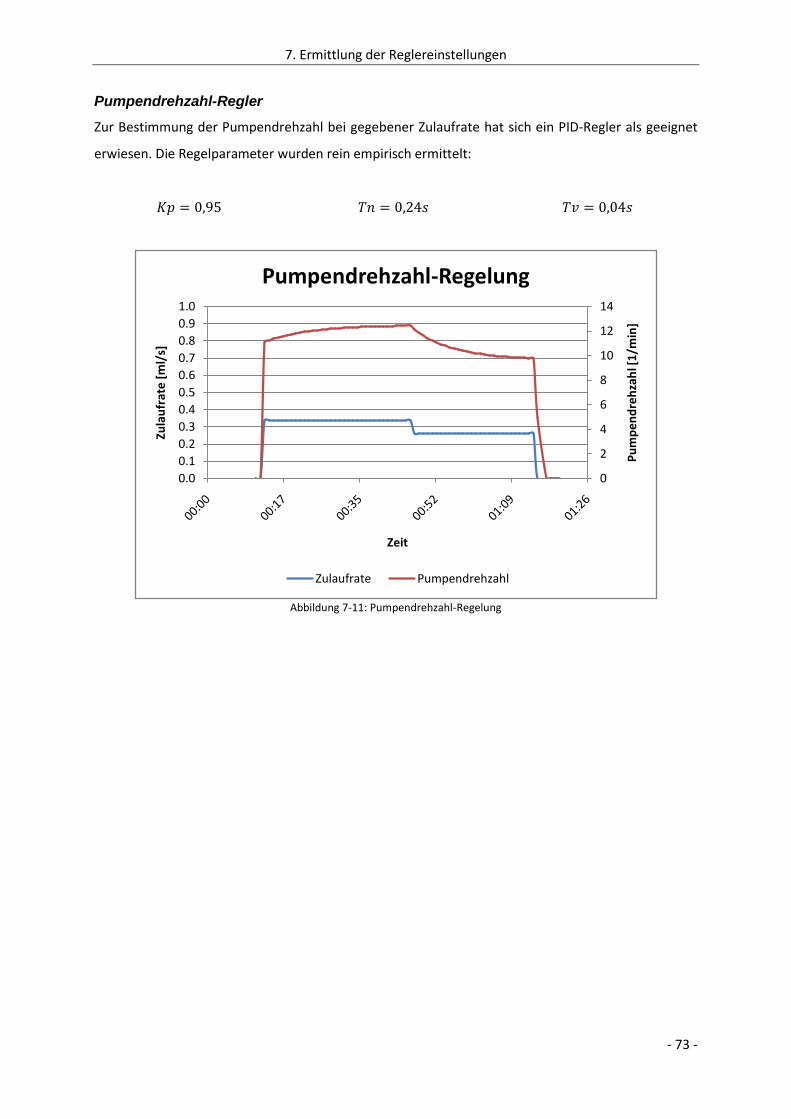
7. Ermittlung der Reglereinstellungen
- 73 -
Pumpendrehzahl-Regler
Zur Bestimmung der Pumpendrehzahl bei gegebener Zulaufrate hat sich ein PID-Regler als geeignet
erwiesen. Die Regelparameter wurden rein empirisch ermittelt:
𝐾𝑝 = 0,95 𝑇𝑛 = 0,24𝑠 𝑇𝑣 = 0,04𝑠
Abbildung 7-11: Pumpendrehzahl-Regelung
0
2
4
6
8
10
12
14
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Pu
mp
en
dre
hza
hl [
1/m
in]
Zula
ufr
ate
[m
l/s]
Zeit
Pumpendrehzahl-Regelung
Zulaufrate Pumpendrehzahl
Literaturverzeichnis
- 74 -
Literaturverzeichnis
Bartholmes, P., Kaufmann, M., & Schwarz, T. (1996). Schadstoffabbau durch optimierte
Mikroorganismen. Berlin: Springer.
Bucher, J., Hauck, A., & Müller, D. (kein Datum). Regelung der Zufütterung von Glukose beim
Wachstum von Saccharomyces cerevisiae. IBVT Stuttgart.
Chmiel, H. (2006). Bioprozesstechnik. München: Spektrum Akademischer Verlag.
Diekmann, H., & Metz, H. (1991). Grundlagen und Praxis der Biotechnologie. Stuttgart: Gustav Fischer
Verlag.
Gruber, W. (März 2005). Konstruktion und Aufbau eines Bioreaktors sowie die prozess- und
regelungstechnische Umsetzung. Ulm.
Hass, V. C., & Pörtner, R. (2009). Praxis der Bioprozesstechnik. Spektrum Akademischer Verlag.
Heidolph Instruments GmbH & Co KG. (Juli 2004). Pumpenantriebe Betriebsanleitung.
Ingenieurbüro Dr.-Ing. Schoop GmbH. (September 2008). WinErs - Laborversion (Einführung und
erste Schritte).
Ingenieurbüro Dr.-Ing. Schoop GmbH. (April 2009). WinErs:GRAFCET - Laborversion.
Janke, H. D. (2002). Umweltbiotechnik. Stuttgart: Eugen Ulmer GmbH&Co.
Miller, R. (2008). Einführung in die Fermentationstechnik.
Mordukhova, E. A., Lee, H.-S., & Pan, J.-G. (2008, Dezember). Improved Thermostability and Acetic
Acid Tolerance of Escherichia coli. APPLIED AND ENVIRONMENTAL MICROBIOLOGY .
Princz, S. (Februar 2010). Aufbau einer Online-Abgasanalytik für einen Labor-Fermenter. Ulm.
Santifaller, M. (1990). TCP/IP und NFS. Addison-Wesley.
Schmid, R. (2002). Taschenatlas der Biotechnologie und Gentechnik. Weinheim: WILEY-VCH Verlag
GmbH.
Töpfer, H., & Besch, P. (1990). Grundlagen der Automatisierungstechnik. Berlin: VEB Verlag Technik.
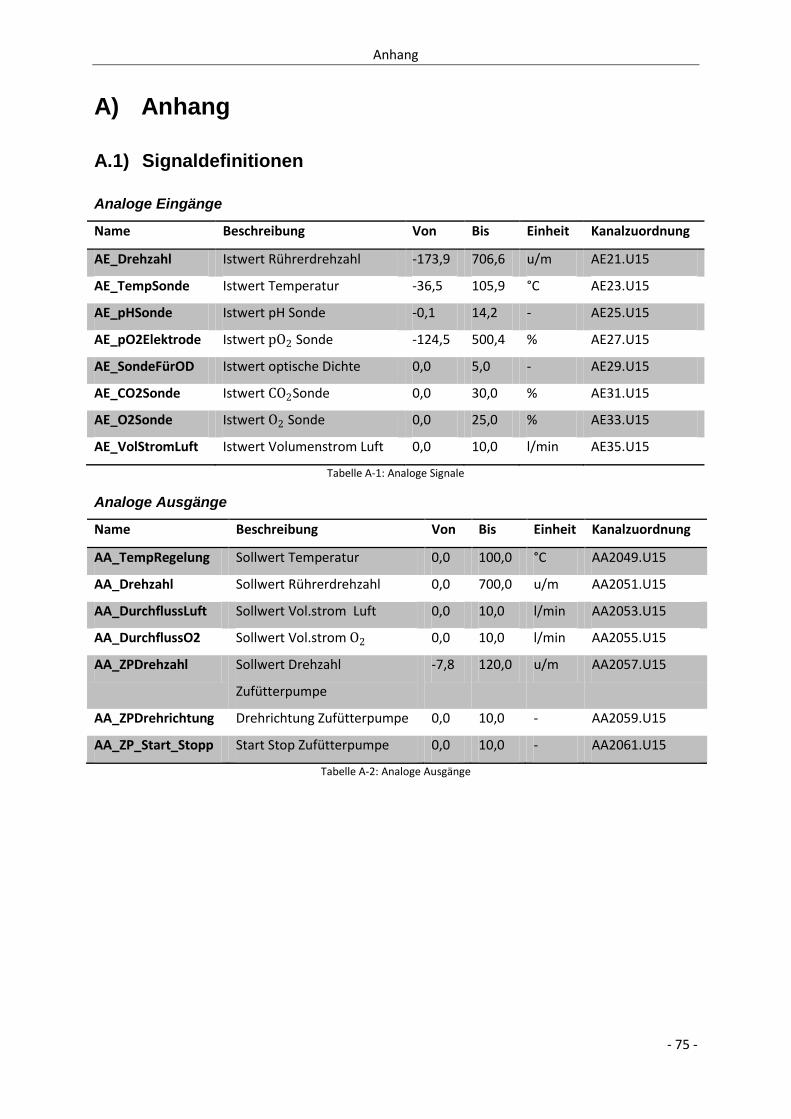
Anhang
- 75 -
A) Anhang
A.1) Signaldefinitionen
Analoge Eingänge
Name Beschreibung Von Bis Einheit Kanalzuordnung
AE_Drehzahl Istwert Rührerdrehzahl -173,9 706,6 u/m AE21.U15
AE_TempSonde Istwert Temperatur -36,5 105,9 °C AE23.U15
AE_pHSonde Istwert pH Sonde -0,1 14,2 - AE25.U15
AE_pO2Elektrode Istwert pO2 Sonde -124,5 500,4 % AE27.U15
AE_SondeFürOD Istwert optische Dichte 0,0 5,0 - AE29.U15
AE_CO2Sonde Istwert CO2Sonde 0,0 30,0 % AE31.U15
AE_O2Sonde Istwert O2 Sonde 0,0 25,0 % AE33.U15
AE_VolStromLuft Istwert Volumenstrom Luft 0,0 10,0 l/min AE35.U15
Tabelle A-1: Analoge Signale
Analoge Ausgänge
Name Beschreibung Von Bis Einheit Kanalzuordnung
AA_TempRegelung Sollwert Temperatur 0,0 100,0 °C AA2049.U15
AA_Drehzahl Sollwert Rührerdrehzahl 0,0 700,0 u/m AA2051.U15
AA_DurchflussLuft Sollwert Vol.strom Luft 0,0 10,0 l/min AA2053.U15
AA_DurchflussO2 Sollwert Vol.strom O2 0,0 10,0 l/min AA2055.U15
AA_ZPDrehzahl Sollwert Drehzahl
Zufütterpumpe
-7,8 120,0 u/m AA2057.U15
AA_ZPDrehrichtung Drehrichtung Zufütterpumpe 0,0 10,0 - AA2059.U15
AA_ZP_Start_Stopp Start Stop Zufütterpumpe 0,0 10,0 - AA2061.U15
Tabelle A-2: Analoge Ausgänge
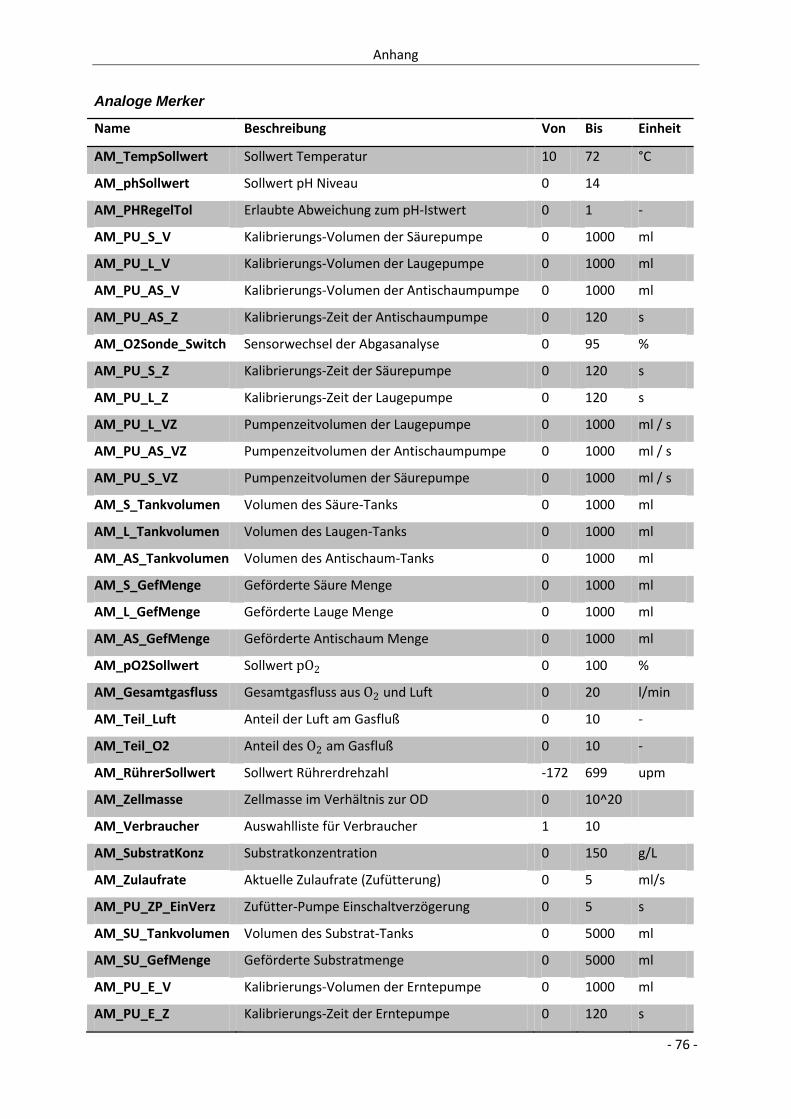
Anhang
- 76 -
Analoge Merker
Name Beschreibung Von Bis Einheit
AM_TempSollwert Sollwert Temperatur 10 72 °C
AM_phSollwert Sollwert pH Niveau 0 14
AM_PHRegelTol Erlaubte Abweichung zum pH-Istwert 0 1 -
AM_PU_S_V Kalibrierungs-Volumen der Säurepumpe 0 1000 ml
AM_PU_L_V Kalibrierungs-Volumen der Laugepumpe 0 1000 ml
AM_PU_AS_V Kalibrierungs-Volumen der Antischaumpumpe 0 1000 ml
AM_PU_AS_Z Kalibrierungs-Zeit der Antischaumpumpe 0 120 s
AM_O2Sonde_Switch Sensorwechsel der Abgasanalyse 0 95 %
AM_PU_S_Z Kalibrierungs-Zeit der Säurepumpe 0 120 s
AM_PU_L_Z Kalibrierungs-Zeit der Laugepumpe 0 120 s
AM_PU_L_VZ Pumpenzeitvolumen der Laugepumpe 0 1000 ml / s
AM_PU_AS_VZ Pumpenzeitvolumen der Antischaumpumpe 0 1000 ml / s
AM_PU_S_VZ Pumpenzeitvolumen der Säurepumpe 0 1000 ml / s
AM_S_Tankvolumen Volumen des Säure-Tanks 0 1000 ml
AM_L_Tankvolumen Volumen des Laugen-Tanks 0 1000 ml
AM_AS_Tankvolumen Volumen des Antischaum-Tanks 0 1000 ml
AM_S_GefMenge Geförderte Säure Menge 0 1000 ml
AM_L_GefMenge Geförderte Lauge Menge 0 1000 ml
AM_AS_GefMenge Geförderte Antischaum Menge 0 1000 ml
AM_pO2Sollwert Sollwert pO2 0 100 %
AM_Gesamtgasfluss Gesamtgasfluss aus O2 und Luft 0 20 l/min
AM_Teil_Luft Anteil der Luft am Gasfluß 0 10 -
AM_Teil_O2 Anteil des O2 am Gasfluß 0 10 -
AM_RührerSollwert Sollwert Rührerdrehzahl -172 699 upm
AM_Zellmasse Zellmasse im Verhältnis zur OD 0 10^20
AM_Verbraucher Auswahlliste für Verbraucher 1 10
AM_SubstratKonz Substratkonzentration 0 150 g/L
AM_Zulaufrate Aktuelle Zulaufrate (Zufütterung) 0 5 ml/s
AM_PU_ZP_EinVerz Zufütter-Pumpe Einschaltverzögerung 0 5 s
AM_SU_Tankvolumen Volumen des Substrat-Tanks 0 5000 ml
AM_SU_GefMenge Geförderte Substratmenge 0 5000 ml
AM_PU_E_V Kalibrierungs-Volumen der Erntepumpe 0 1000 ml
AM_PU_E_Z Kalibrierungs-Zeit der Erntepumpe 0 120 s
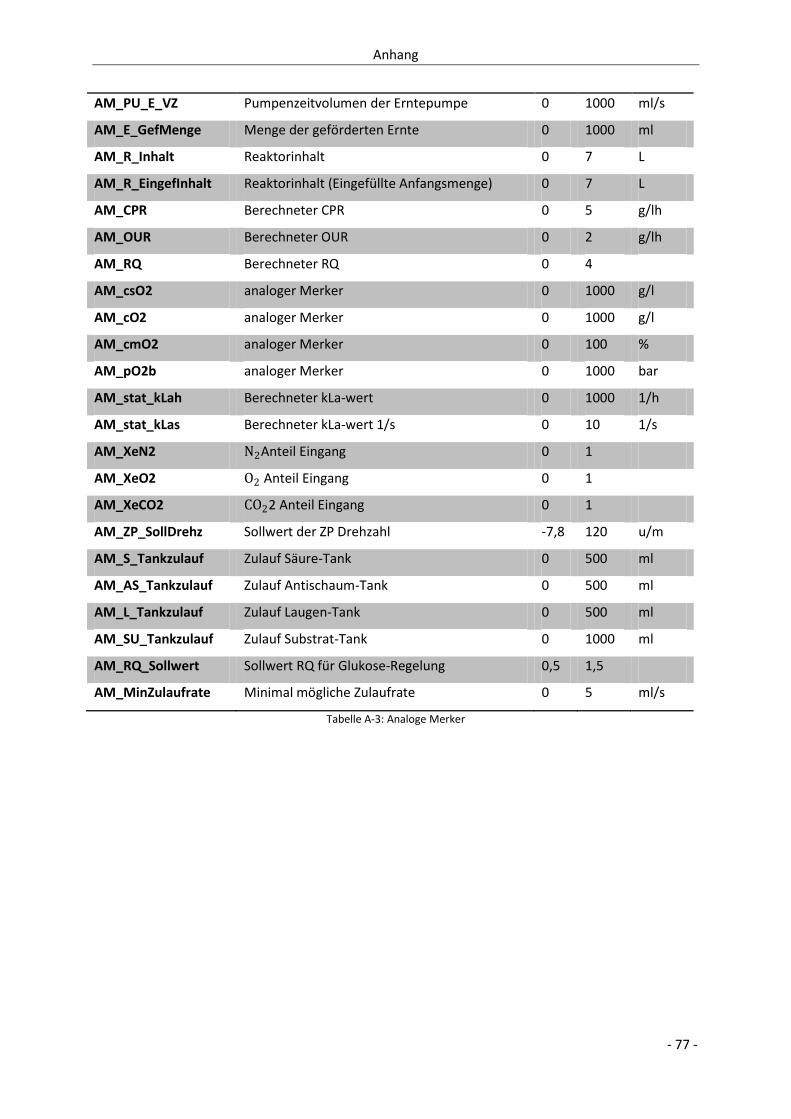
Anhang
- 77 -
AM_PU_E_VZ Pumpenzeitvolumen der Erntepumpe 0 1000 ml/s
AM_E_GefMenge Menge der geförderten Ernte 0 1000 ml
AM_R_Inhalt Reaktorinhalt 0 7 L
AM_R_EingefInhalt Reaktorinhalt (Eingefüllte Anfangsmenge) 0 7 L
AM_CPR Berechneter CPR 0 5 g/lh
AM_OUR Berechneter OUR 0 2 g/lh
AM_RQ Berechneter RQ 0 4
AM_csO2 analoger Merker 0 1000 g/l
AM_cO2 analoger Merker 0 1000 g/l
AM_cmO2 analoger Merker 0 100 %
AM_pO2b analoger Merker 0 1000 bar
AM_stat_kLah Berechneter kLa-wert 0 1000 1/h
AM_stat_kLas Berechneter kLa-wert 1/s 0 10 1/s
AM_XeN2 N2Anteil Eingang 0 1
AM_XeO2 O2 Anteil Eingang 0 1
AM_XeCO2 CO22 Anteil Eingang 0 1
AM_ZP_SollDrehz Sollwert der ZP Drehzahl -7,8 120 u/m
AM_S_Tankzulauf Zulauf Säure-Tank 0 500 ml
AM_AS_Tankzulauf Zulauf Antischaum-Tank 0 500 ml
AM_L_Tankzulauf Zulauf Laugen-Tank 0 500 ml
AM_SU_Tankzulauf Zulauf Substrat-Tank 0 1000 ml
AM_RQ_Sollwert Sollwert RQ für Glukose-Regelung 0,5 1,5
AM_MinZulaufrate Minimal mögliche Zulaufrate 0 5 ml/s
Tabelle A-3: Analoge Merker
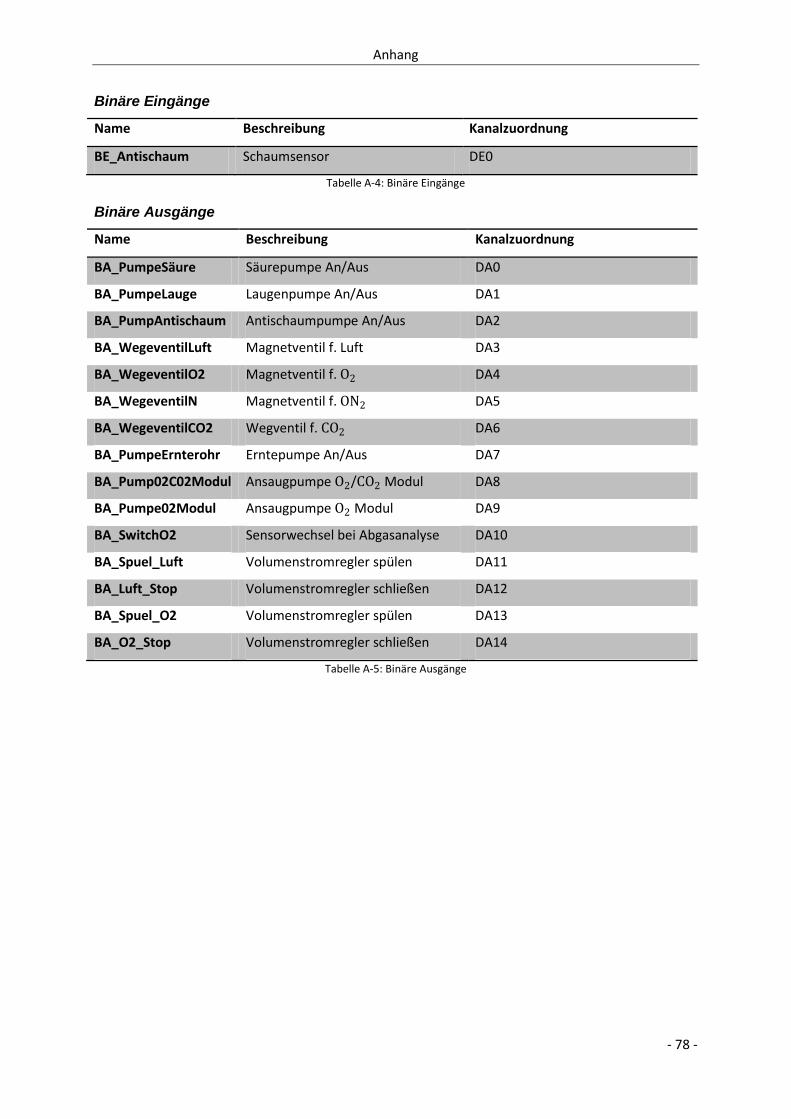
Anhang
- 78 -
Binäre Eingänge
Name Beschreibung Kanalzuordnung
BE_Antischaum Schaumsensor DE0
Tabelle A-4: Binäre Eingänge
Binäre Ausgänge
Name Beschreibung Kanalzuordnung
BA_PumpeSäure Säurepumpe An/Aus DA0
BA_PumpeLauge Laugenpumpe An/Aus DA1
BA_PumpAntischaum Antischaumpumpe An/Aus DA2
BA_WegeventilLuft Magnetventil f. Luft DA3
BA_WegeventilO2 Magnetventil f. O2 DA4
BA_WegeventilN Magnetventil f. ON2 DA5
BA_WegeventilCO2 Wegventil f. CO2 DA6
BA_PumpeErnterohr Erntepumpe An/Aus DA7
BA_Pump02C02Modul Ansaugpumpe O2/CO2 Modul DA8
BA_Pumpe02Modul Ansaugpumpe O2 Modul DA9
BA_SwitchO2 Sensorwechsel bei Abgasanalyse DA10
BA_Spuel_Luft Volumenstromregler spülen DA11
BA_Luft_Stop Volumenstromregler schließen DA12
BA_Spuel_O2 Volumenstromregler spülen DA13
BA_O2_Stop Volumenstromregler schließen DA14
Tabelle A-5: Binäre Ausgänge
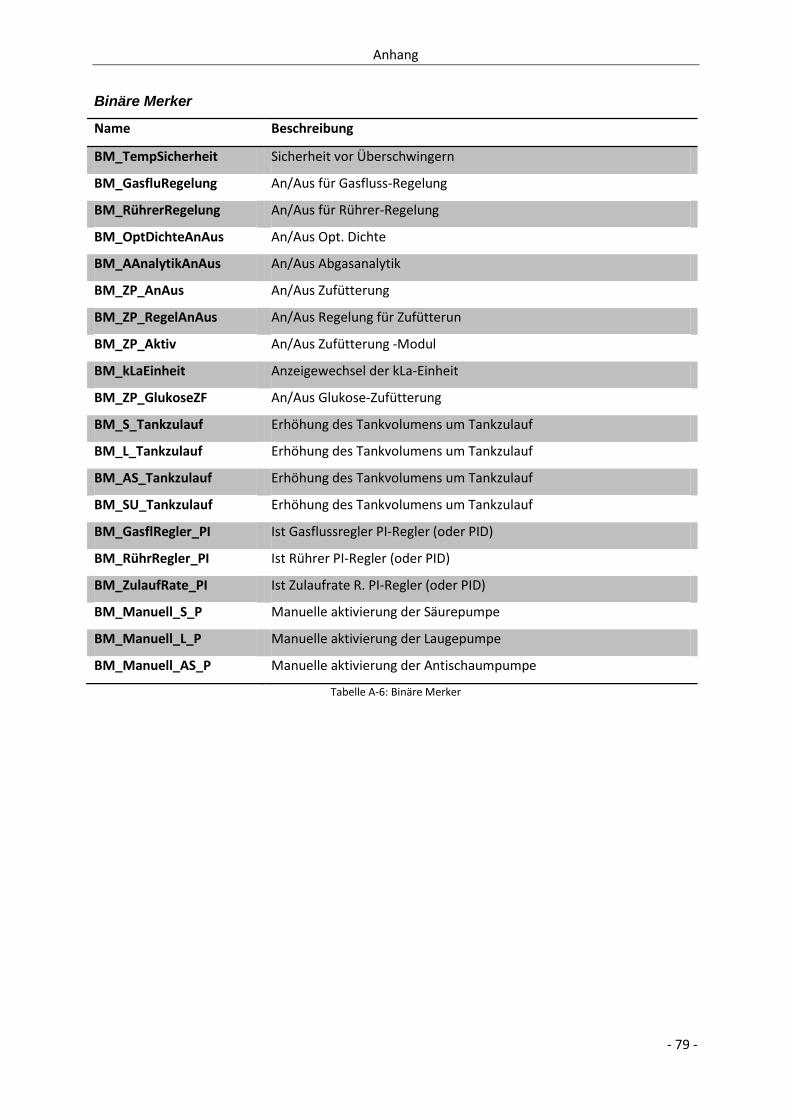
Anhang
- 79 -
Binäre Merker
Name Beschreibung
BM_TempSicherheit Sicherheit vor Überschwingern
BM_GasfluRegelung An/Aus für Gasfluss-Regelung
BM_RührerRegelung An/Aus für Rührer-Regelung
BM_OptDichteAnAus An/Aus Opt. Dichte
BM_AAnalytikAnAus An/Aus Abgasanalytik
BM_ZP_AnAus An/Aus Zufütterung
BM_ZP_RegelAnAus An/Aus Regelung für Zufütterun
BM_ZP_Aktiv An/Aus Zufütterung -Modul
BM_kLaEinheit Anzeigewechsel der kLa-Einheit
BM_ZP_GlukoseZF An/Aus Glukose-Zufütterung
BM_S_Tankzulauf Erhöhung des Tankvolumens um Tankzulauf
BM_L_Tankzulauf Erhöhung des Tankvolumens um Tankzulauf
BM_AS_Tankzulauf Erhöhung des Tankvolumens um Tankzulauf
BM_SU_Tankzulauf Erhöhung des Tankvolumens um Tankzulauf
BM_GasflRegler_PI Ist Gasflussregler PI-Regler (oder PID)
BM_RührRegler_PI Ist Rührer PI-Regler (oder PID)
BM_ZulaufRate_PI Ist Zulaufrate R. PI-Regler (oder PID)
BM_Manuell_S_P Manuelle aktivierung der Säurepumpe
BM_Manuell_L_P Manuelle aktivierung der Laugepumpe
BM_Manuell_AS_P Manuelle aktivierung der Antischaumpumpe
Tabelle A-6: Binäre Merker
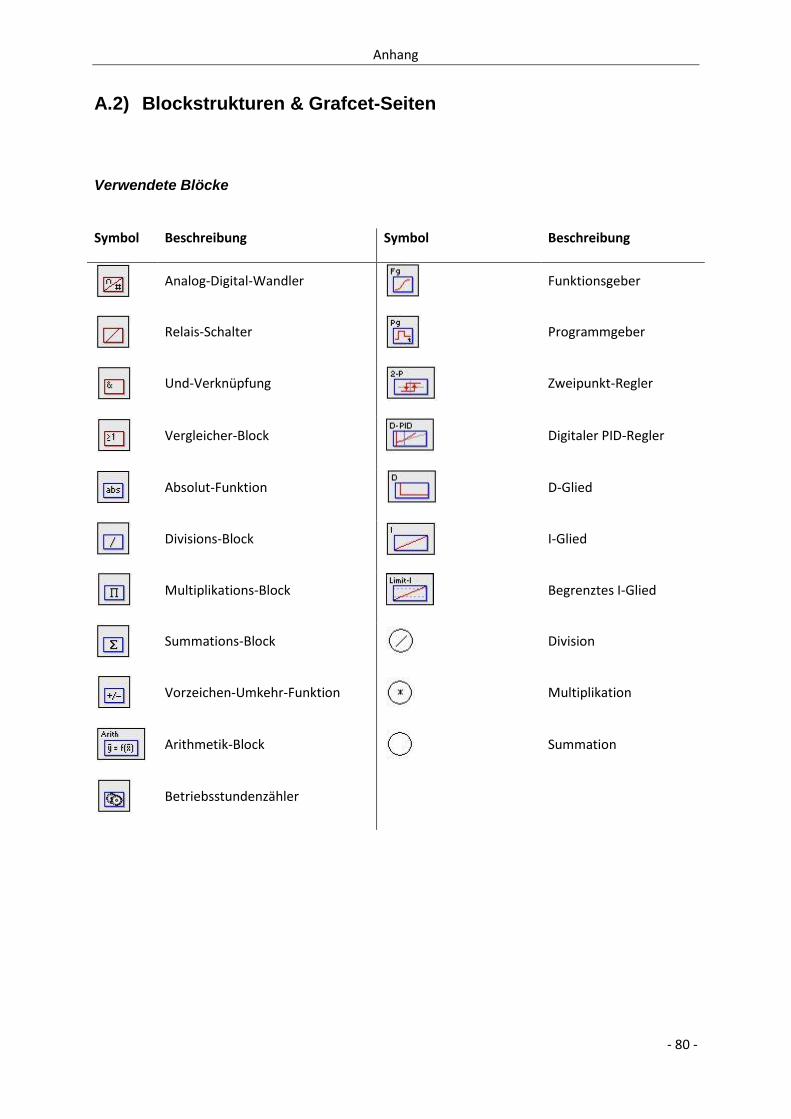
Anhang
- 80 -
A.2) Blockstrukturen & Grafcet-Seiten
Verwendete Blöcke
Symbol Beschreibung Symbol Beschreibung
Analog-Digital-Wandler
Funktionsgeber
Relais-Schalter
Programmgeber
Und-Verknüpfung
Zweipunkt-Regler
Vergleicher-Block
Digitaler PID-Regler
Absolut-Funktion
D-Glied
Divisions-Block
I-Glied
Multiplikations-Block
Begrenztes I-Glied
Summations-Block
Division
Vorzeichen-Umkehr-Funktion
Multiplikation
Arithmetik-Block
Summation
Betriebsstundenzähler
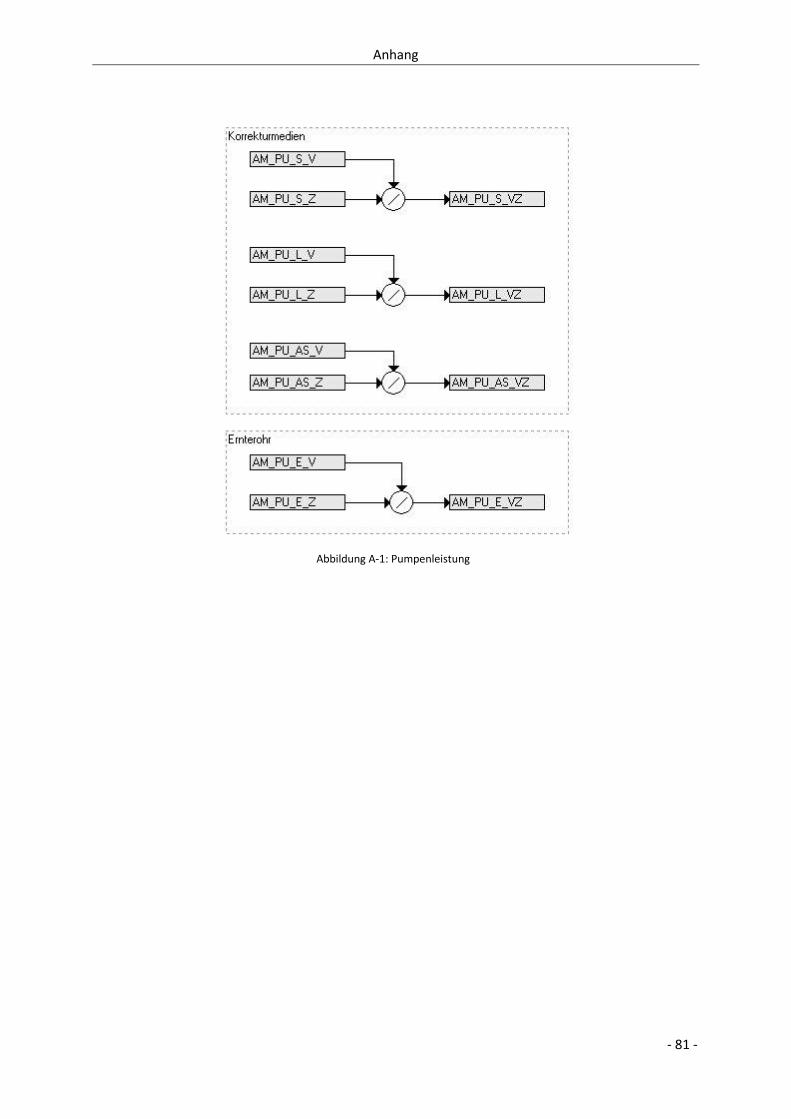
Anhang
- 81 -
Abbildung A-1: Pumpenleistung
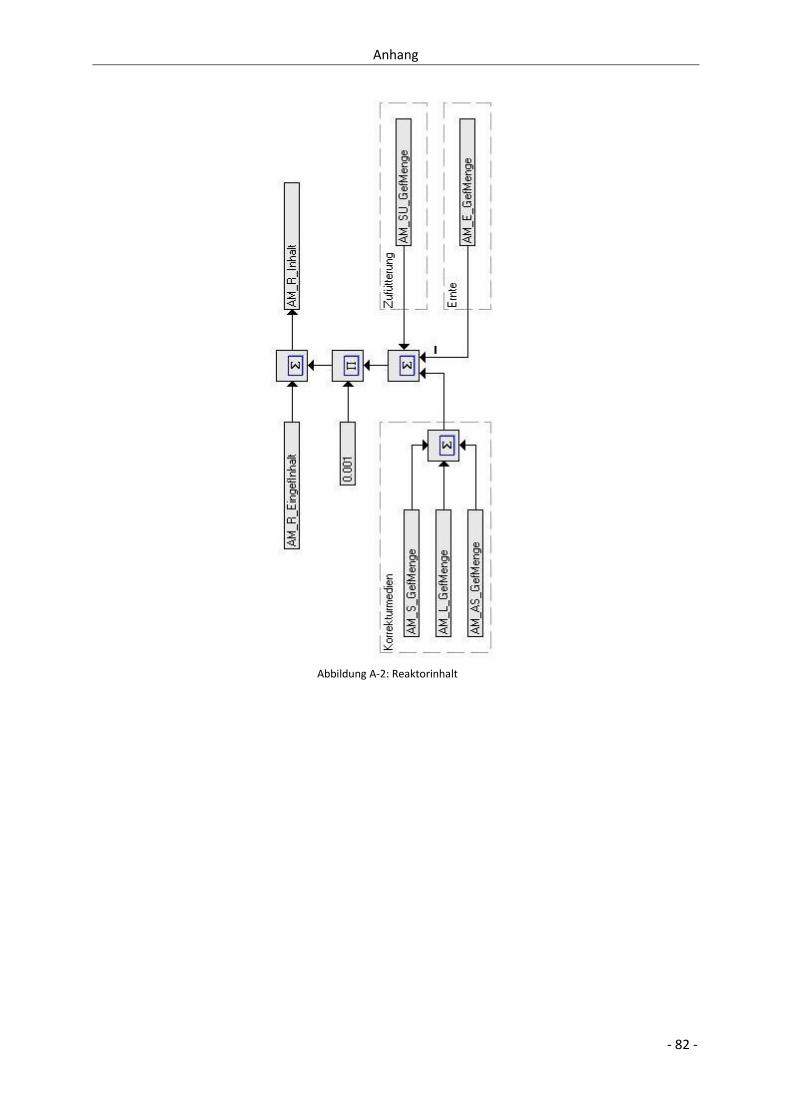
Anhang
- 82 -
Abbildung A-2: Reaktorinhalt
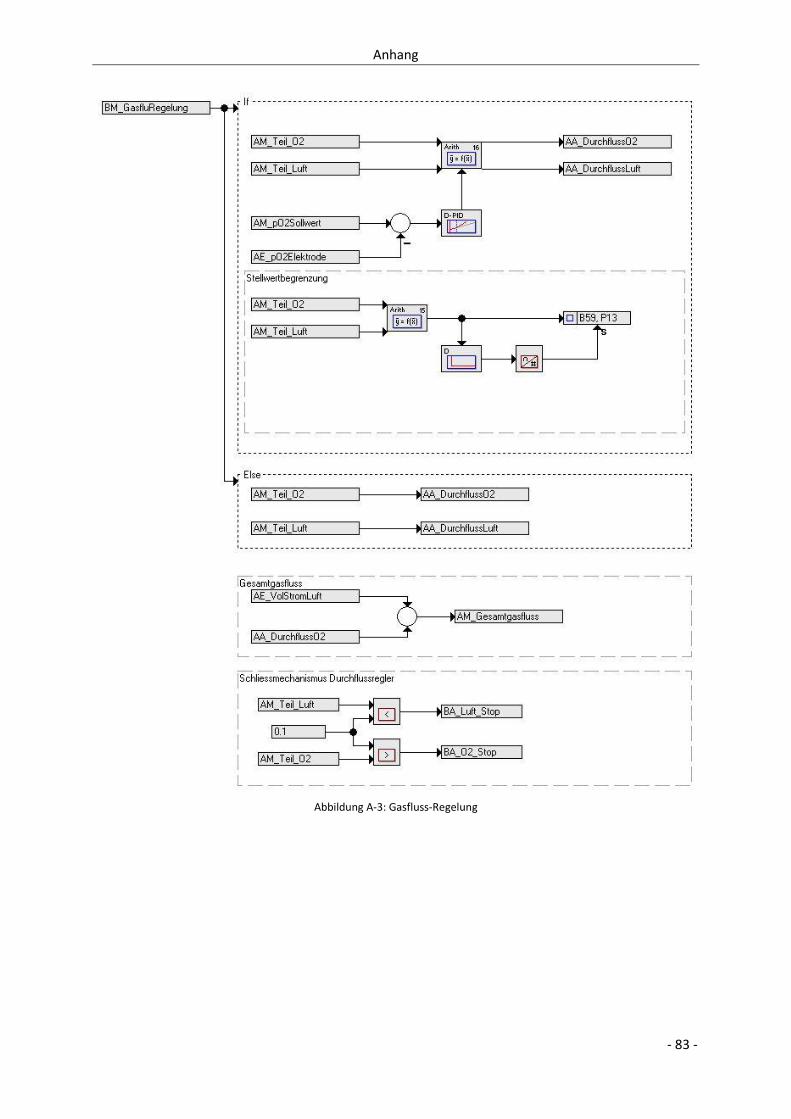
Anhang
- 83 -
Abbildung A-3: Gasfluss-Regelung
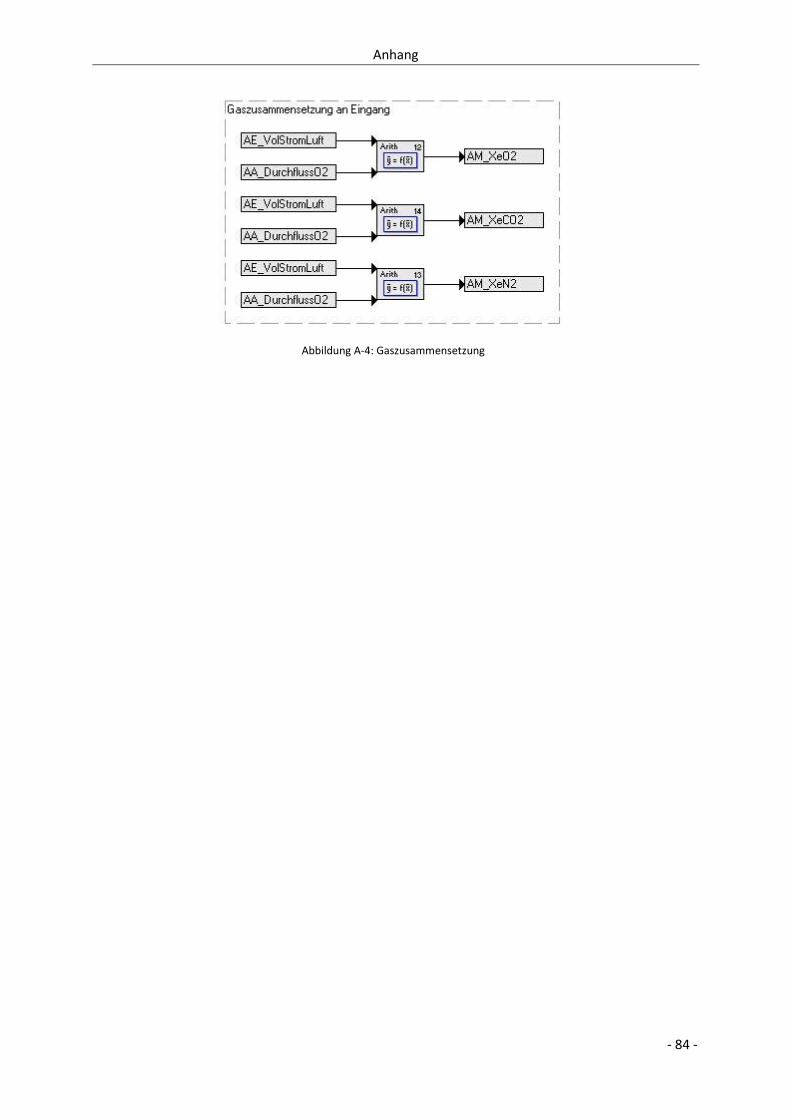
Anhang
- 84 -
Abbildung A-4: Gaszusammensetzung
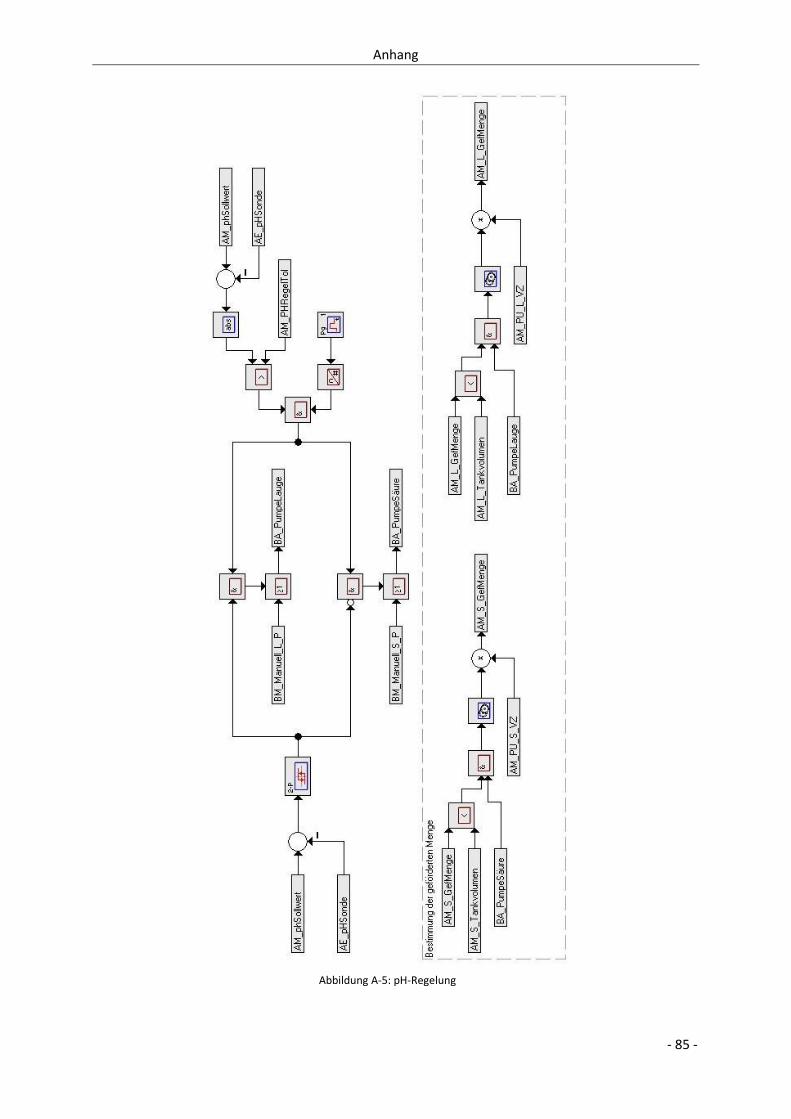
Anhang
- 85 -
Abbildung A-5: pH-Regelung
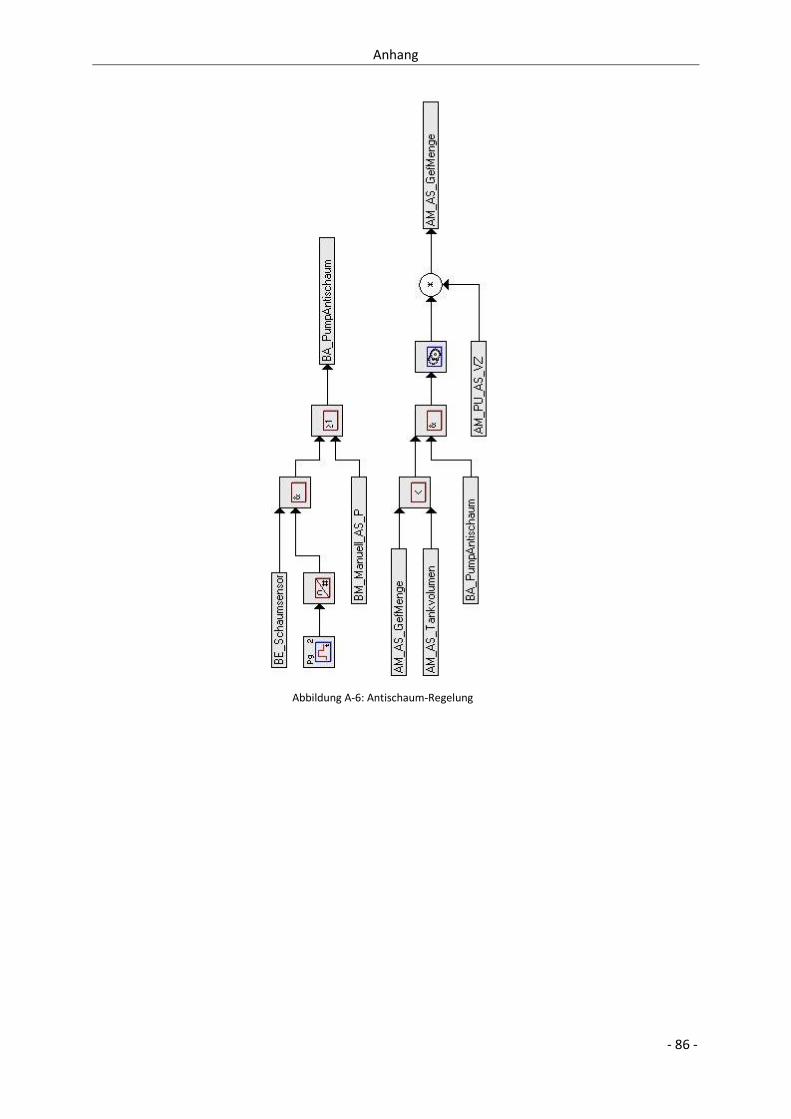
Anhang
- 86 -
Abbildung A-6: Antischaum-Regelung
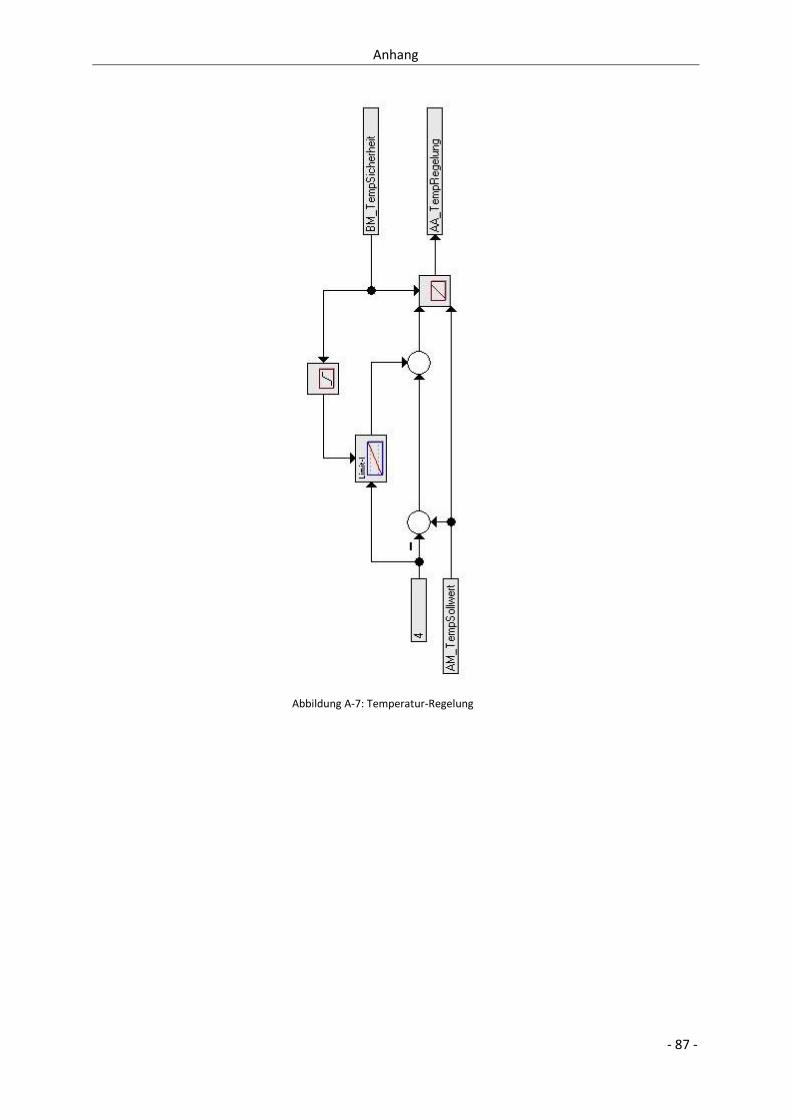
Anhang
- 87 -
Abbildung A-7: Temperatur-Regelung
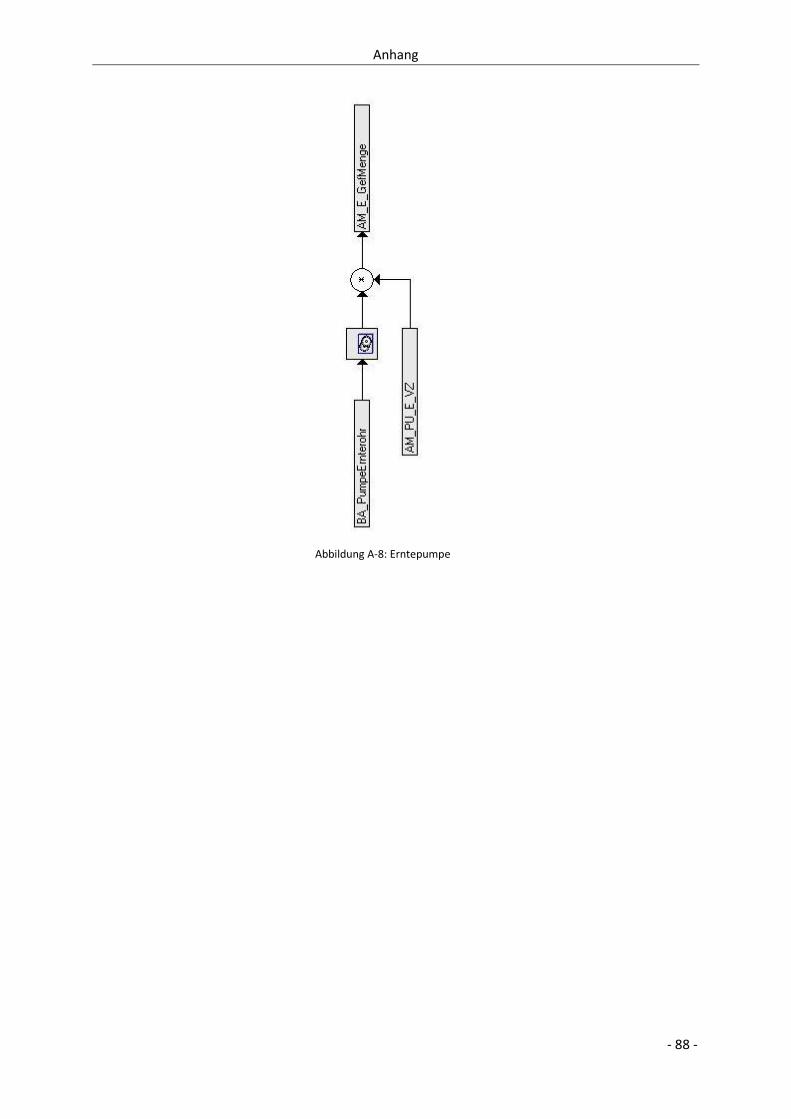
Anhang
- 88 -
Abbildung A-8: Erntepumpe
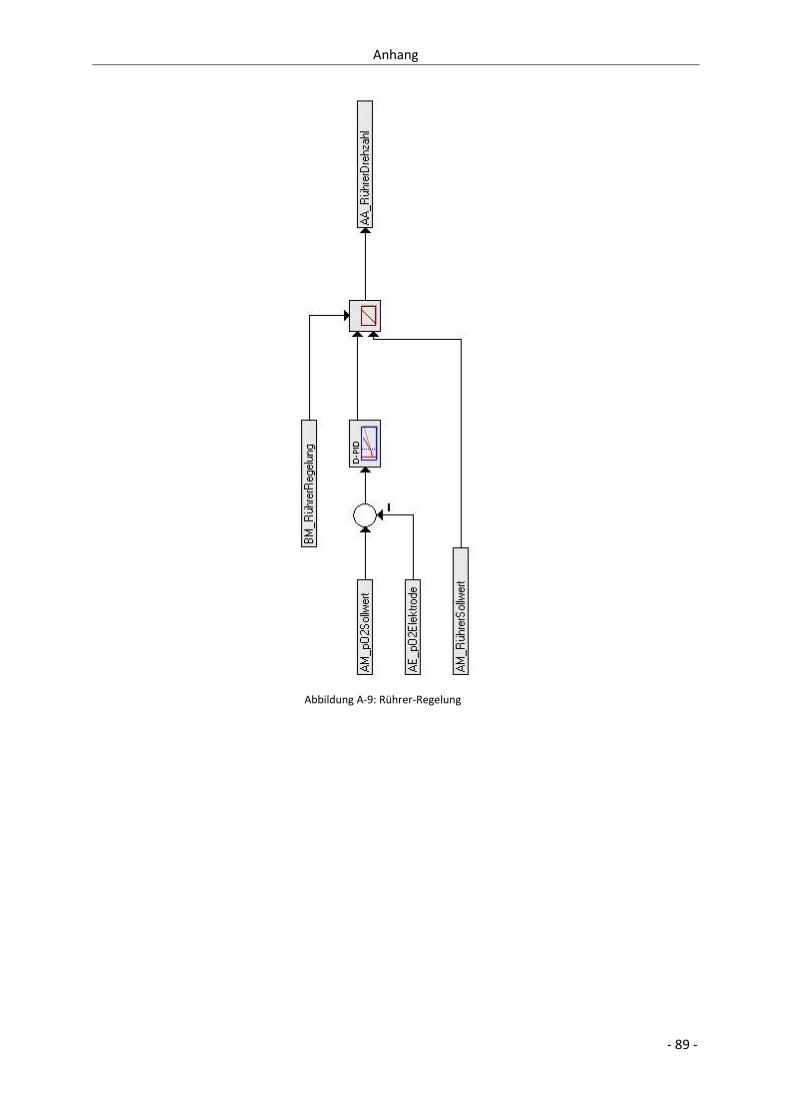
Anhang
- 89 -
Abbildung A-9: Rührer-Regelung
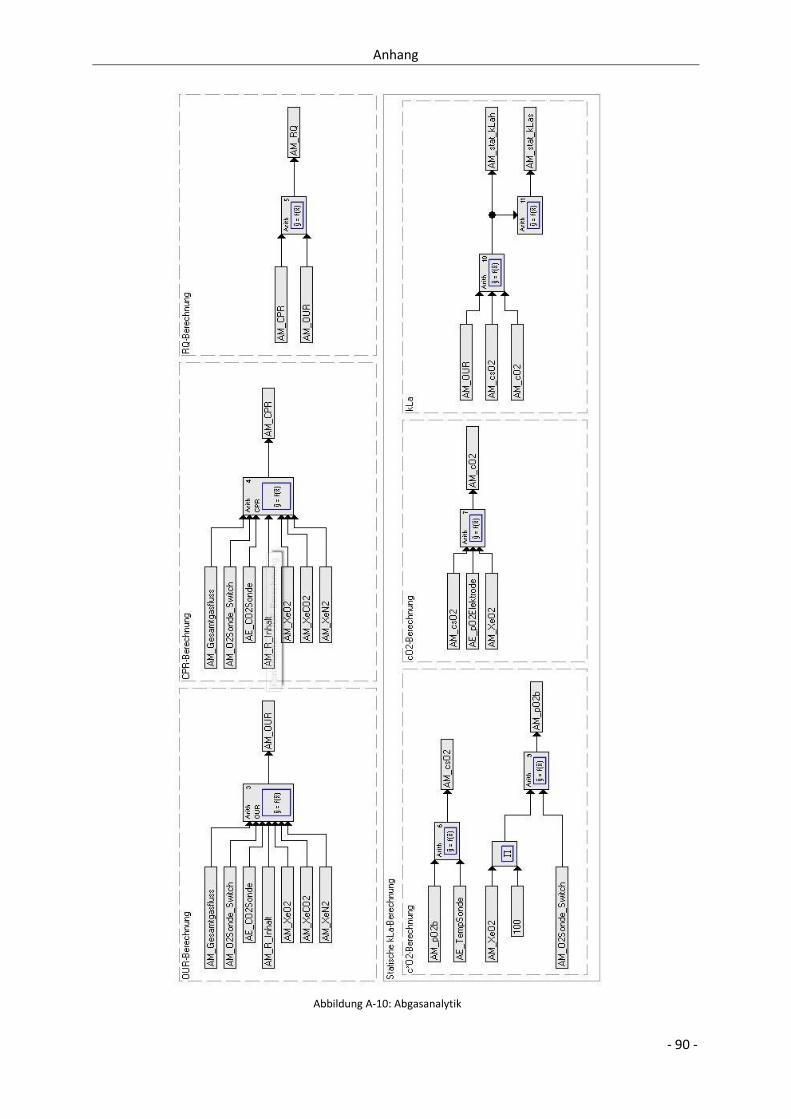
Anhang
- 90 -
Abbildung A-10: Abgasanalytik
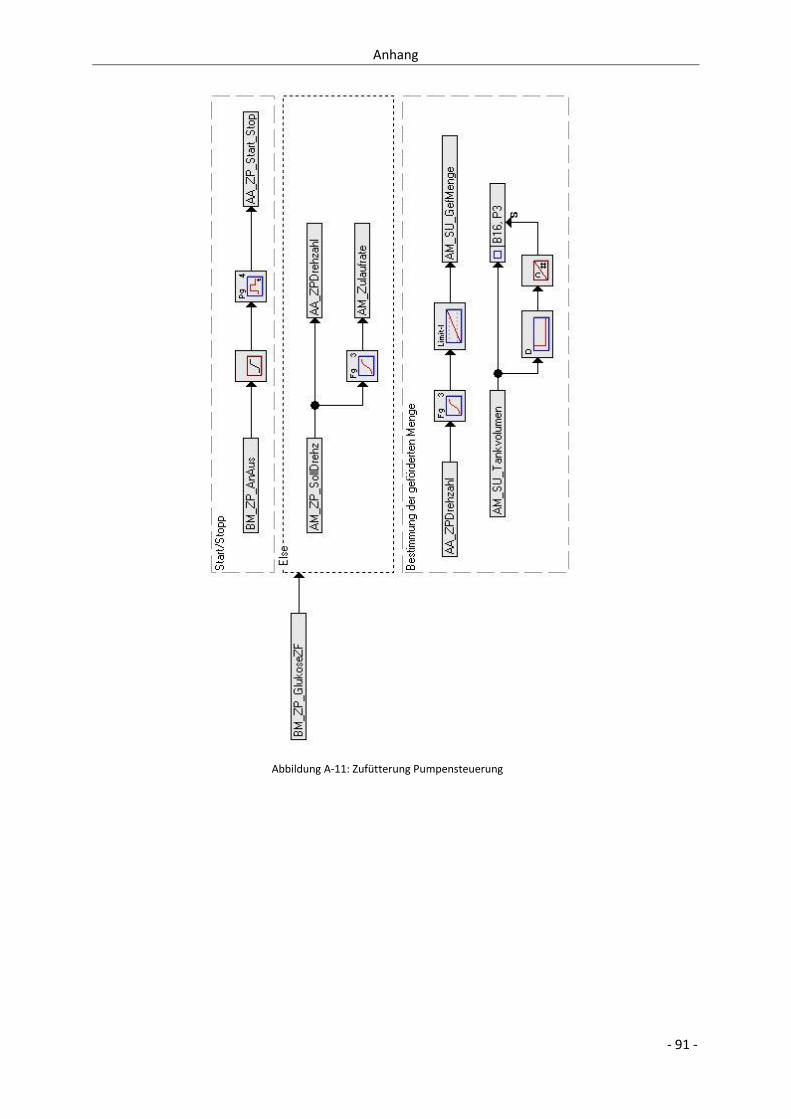
Anhang
- 91 -
Abbildung A-11: Zufütterung Pumpensteuerung
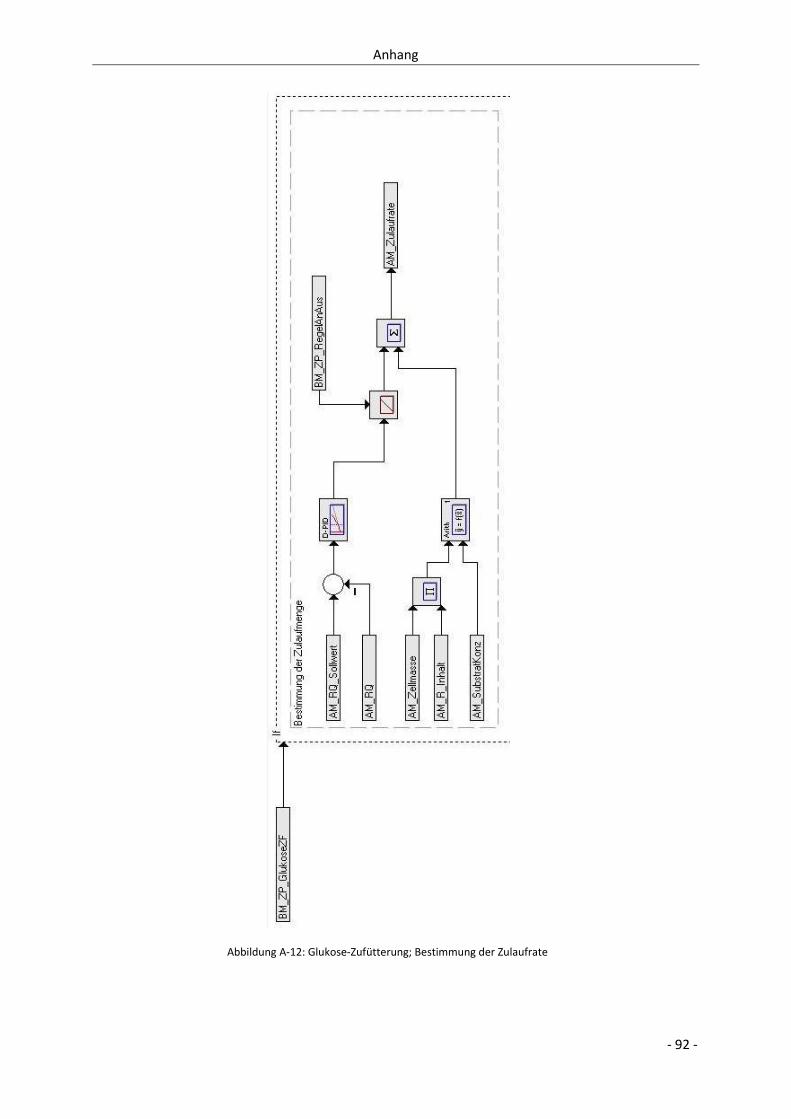
Anhang
- 92 -
Abbildung A-12: Glukose-Zufütterung; Bestimmung der Zulaufrate
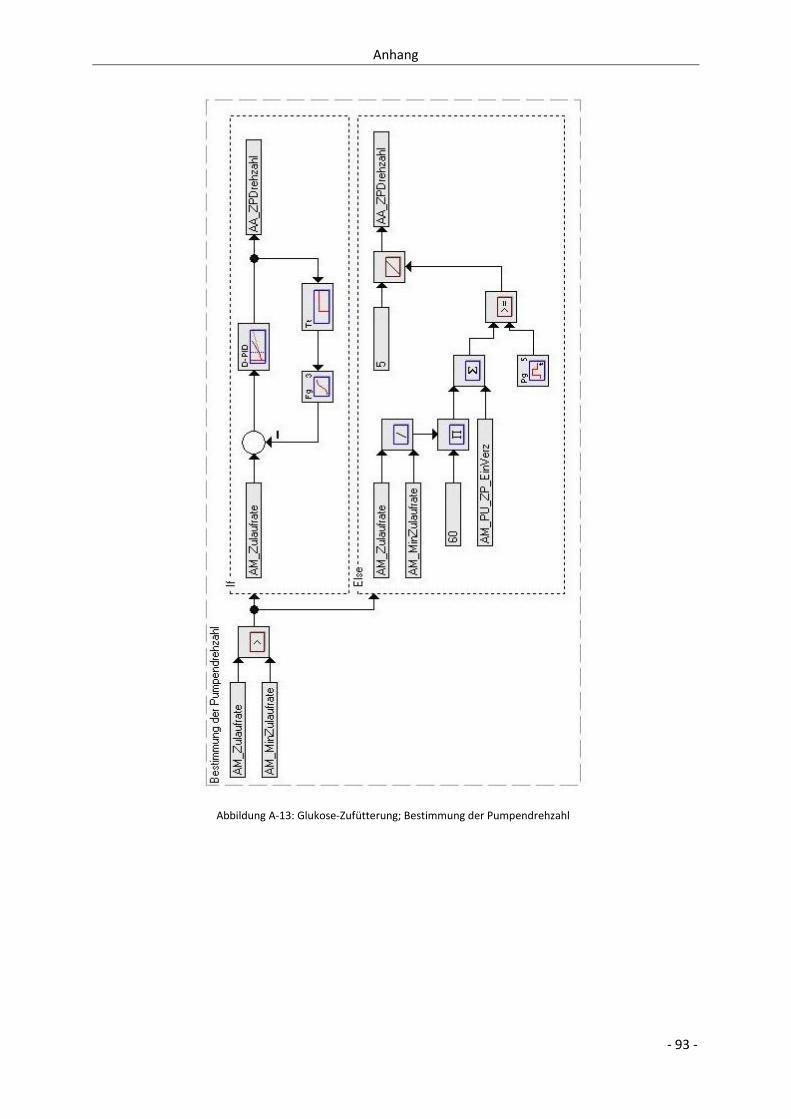
Anhang
- 93 -
Abbildung A-13: Glukose-Zufütterung; Bestimmung der Pumpendrehzahl
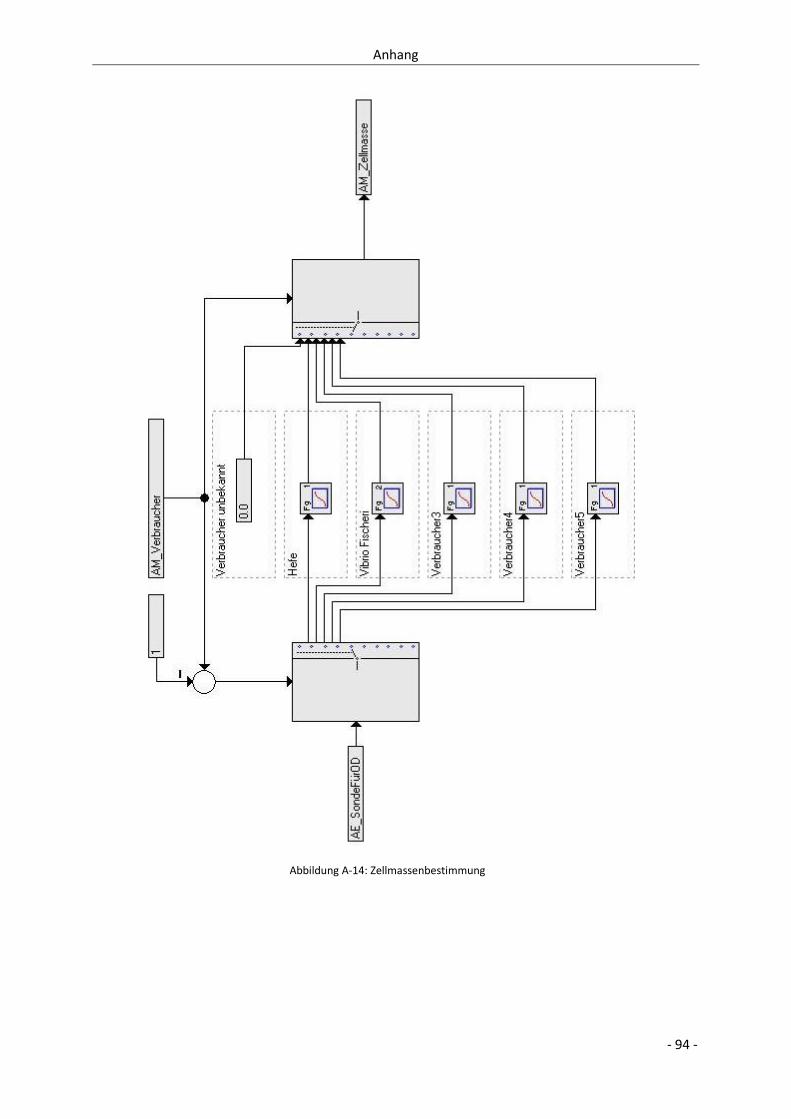
Anhang
- 94 -
Abbildung A-14: Zellmassenbestimmung

Anhang
- 95 -
Abbildung A-15: Pumpenabschaltung der Abgasanalytik
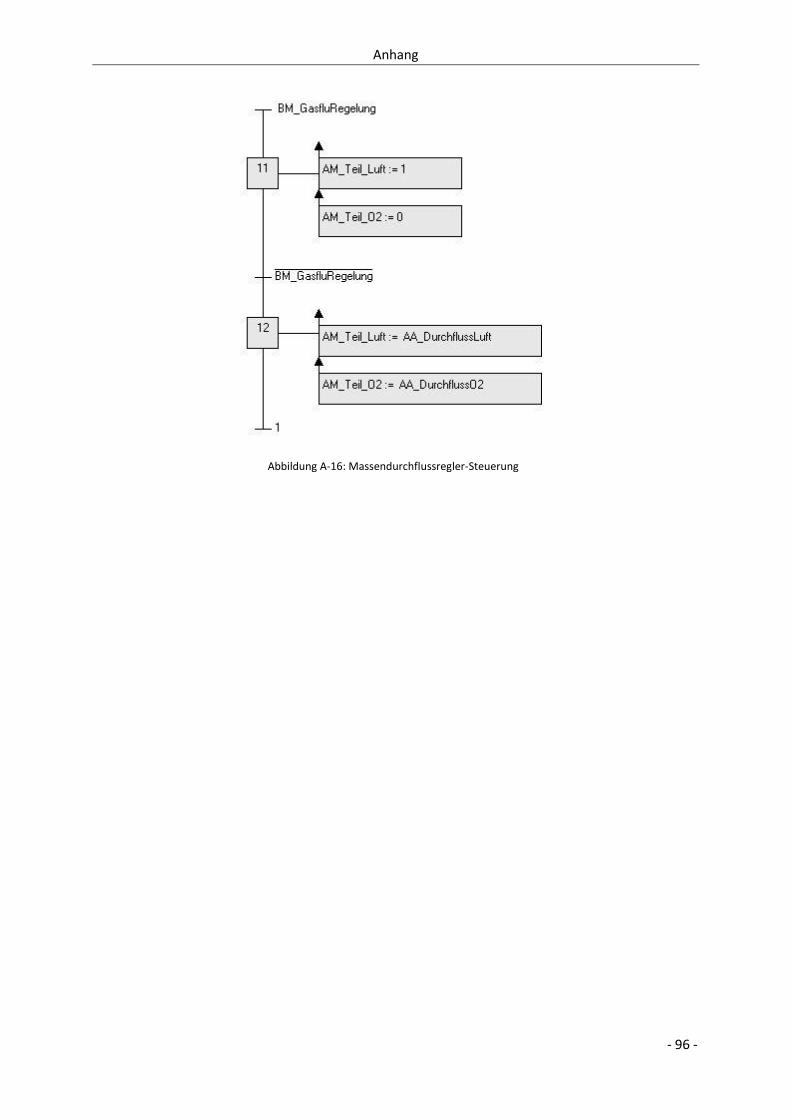
Anhang
- 96 -
Abbildung A-16: Massendurchflussregler-Steuerung
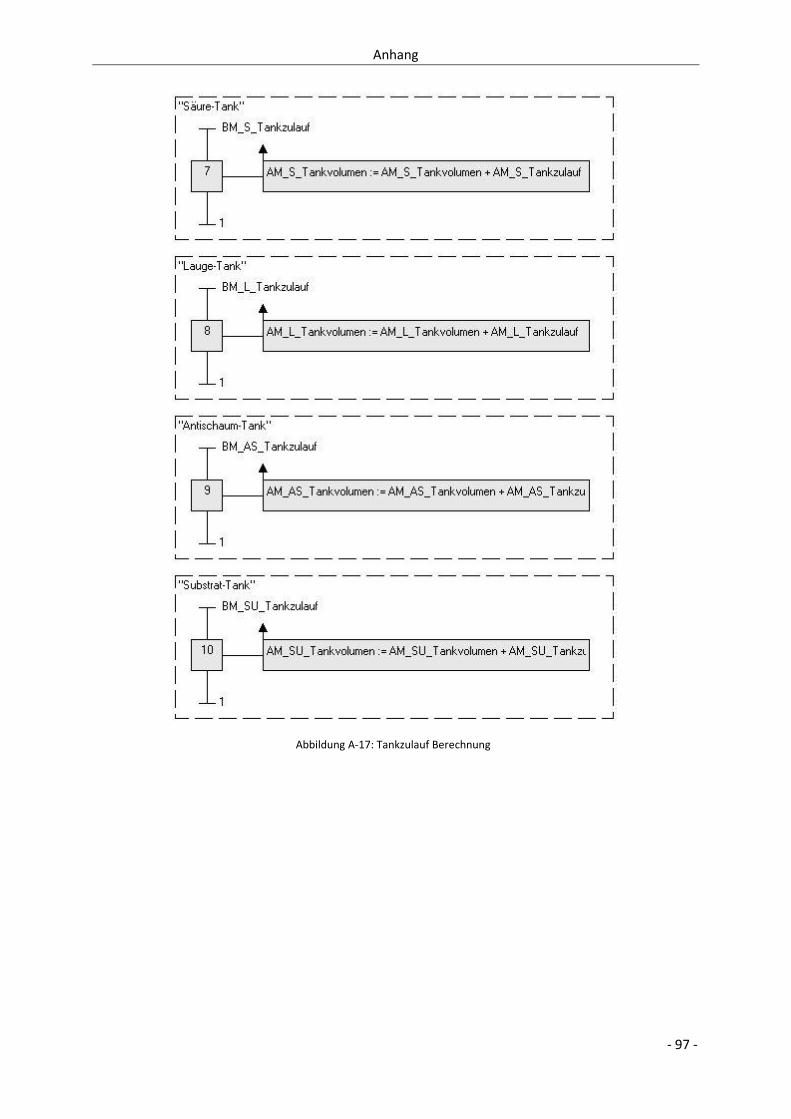
Anhang
- 97 -
Abbildung A-17: Tankzulauf Berechnung
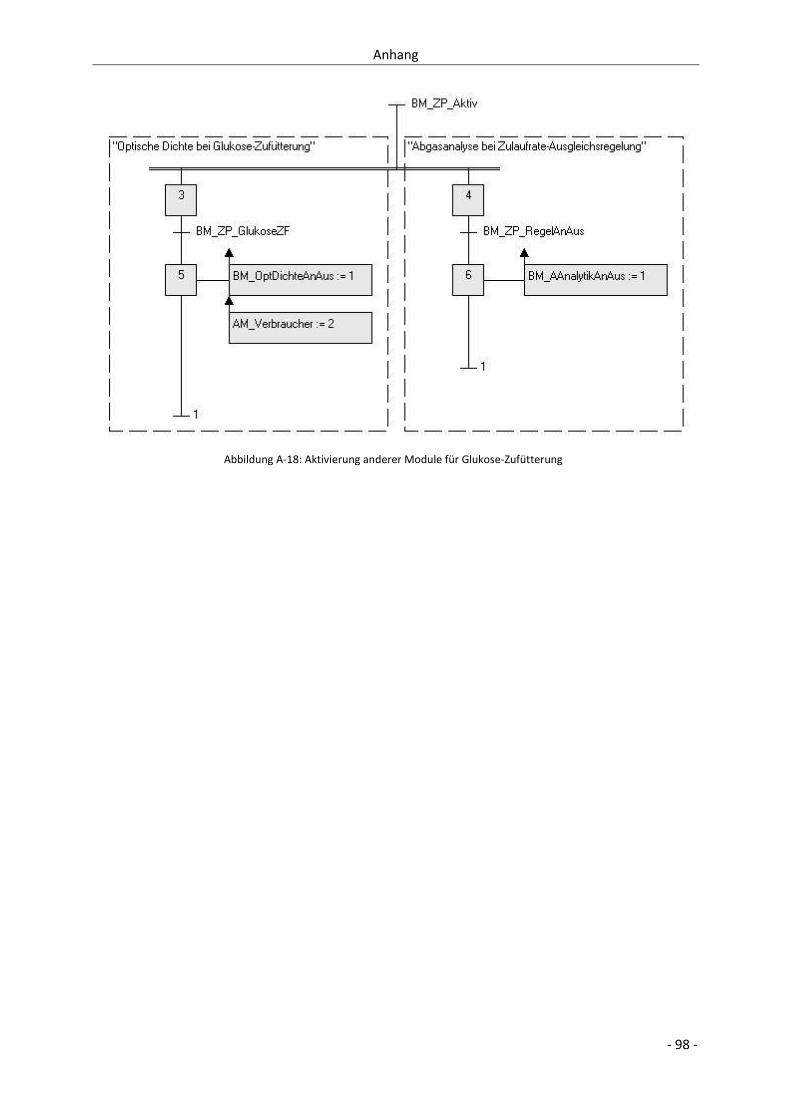
Anhang
- 98 -
Abbildung A-18: Aktivierung anderer Module für Glukose-Zufütterung
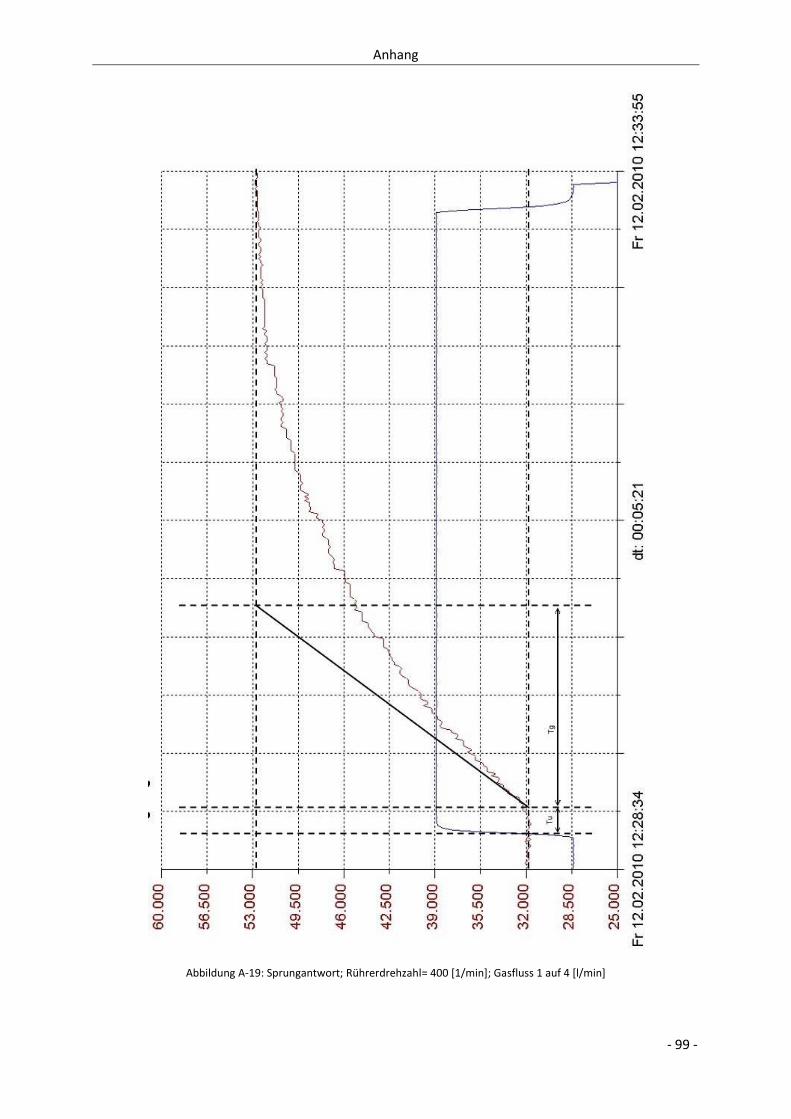
Anhang
- 99 -
Abbildung A-19: Sprungantwort; Rührerdrehzahl= 400 [1/min]; Gasfluss 1 auf 4 [l/min]
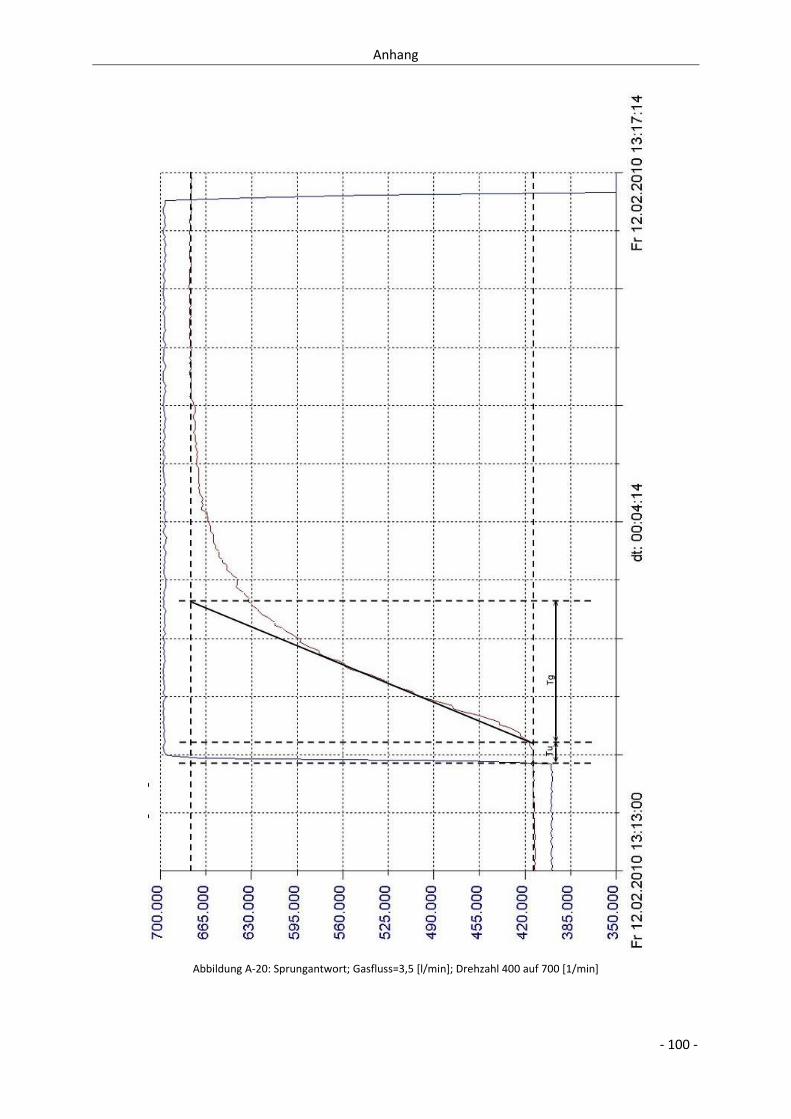
Anhang
- 100 -
Abbildung A-20: Sprungantwort; Gasfluss=3,5 [l/min]; Drehzahl 400 auf 700 [1/min]





























