Embed Size (px)
DESCRIPTION
Fachzeitschrift für die Maschinen-, Elektro- und Metallindustrie
Citation preview
02/2010www.marktspiegel.ch www.technica-online.ch
SwissRobotics: Die juristische Sicht der SicherheitWerkeugmaschinen und Werkzeuge: Zahnräder wirtschaftlicher fertigen
Messe-Vorschau:METAV 2010, Düsseldorf23. bis 27. Februar 2010
IND
UST
RIA
L IT

Answers for industry.
Durch Einsatz eines einzigen Systems für alle Steuerungsaufgaben.
Mit SIMATIC® Controllern bietet Siemens weit mehr als speicherprogrammierbare Steuerungen (SPS). Ob modular,PC-basiert oder embedded: Alle SIMATIC Controller zeichnen sich aus durch höchste Zuverlässigkeit und integrierteFunktionalitäten wie Safety, Motion Control und Ethernet-basierte IT-Services. Kein anderes Controller-Spektrum bietetvon Haus aus mehr Potenzial, kein anderes ist mit über 100.000 Automatisierungsprodukten intelligent verbunden.Das daraus resultierende Höchstmass an Flexibilität und perfektem Zusammenspiel aller Komponenten nennen wirTotally Integrated Automation (TIA). Zugeschnitten auf Ihre spezifischen Anforderungen optimiert TIA Ihre Produktions-,Maschinen- und Prozessabläufe. Das steigert Ihre Effizienz und verbessert so Ihre Wettbewerbsfähigkeit.
Siemens Schweiz AG, Industry Sector, Industry Automation and Drive Technologies, Freilagerstrasse 40,CH-8047 Zürich, Tel. +41 (0)848 822 844, Fax +41 (0)848 822 855, [email protected], www.siemens.de/tia
Wie lassen sich mit Totally IntegratedAutomation neue Produktivitätsmassstäbesetzen?
RZ_IA&DT_Ins_TIA_A4_d.indd 1 1.2.2010 11:40:39 Uhr
02-10 technica 1
Editorial
Raus aus dem Mainstream! Machen wir uns ausnahmsweise einmal so gut wie gar nichts vor, und egal, ob zer-spanende oder umformende Metallbearbeitung: Die Zeiten der grossen Stückzahlen haben sich spätestens seit dem ominös-desaströsen Krisenjahr 2009 weiter denn je aus unserem Sichtbereich entfernt. Klar ist zudem, dass die ihre Metallteile selbst produzierenden Hersteller wie auch deren Zulieferer, oder besser Zerspan- und Um-formtechnik-Dienstleister, in der nächsten Zeit wohl kaum in die Kapazitäts-Erwei-terungen investieren. Das Maschinen-Neugeschäft wird sich für die nächsten Jahre hauptsächlich im Ersatzbedarf und vor allem in neuen, hoch flexiblen, hoch produk-tiven sowie die Wertschöpfung steigernden Technologien abspielen.
« Mainstream ist nichts für mich: Nur tote Fische schwimmen mit dem Strom. »
(Anni Friesinger, deutsche Eisschnellläuferin, geb. 1977)
Folgerichtig geraten «verlängerte Werkbänke» als austauschbare Zulieferer noch mehr unter Druck, während technologieorientierten Dienstleistern eine lohnende Zukunft beschert sein dürfte. Vorausgesetzt, sie finden den richtigen Mix aus Anwendung neuester Technologien und pragmatisch bestimmten, aber nichtsdestotrotz höchst-möglichem Automatisierungsgrad. Dahingehend lohnt sich ein Blick über die Grenze zu den entfernteren westlichen Nachbarn.
Meine vergangenen Besuche bei diversen niederländischen Metallteile-Dienstleis-tern zeigen folgendes Bild: kaum ein Bearbeitungszentrum, das nicht über eine voll-wertige 5-Achsen-Ausrüstung gebietet, das nicht mit Werkstückmagazin und -hand-lingsystem gekoppelt ist, das nicht mit zusätzlichem Werkzeugmagazin versehen ist. Oftmals werden zwei oder drei BAZs von einem Roboter beschickt, und dank der gros sen Anzahl an Werkzeugen, bearbeiten die Maschinen rund um die Uhr ein gros-ses Spektrum unterschiedlichster Werkstücke komplett.
Ja, ja, in der Schweiz haben wir das verschiedentlich auch, ich weiss. Doch herrscht hier in weiten Bereichen noch das Denken vor, dass sich die Roboter-Automation erst ab einigen Gleichteilen rechnet. Die Niederländer dagegen automatisieren die ge-samte Teilefertigung und scheren sich einfach nicht drum, ob es um die Bearbeitung nur eines einzelnen oder um einige wenige, gleiche Werkstücke geht. Eine Schicht mit Mehrmaschinen-Bedienung fahren und parallel dazu programmieren, die zweite und die dritte Schicht unter Mehrmaschinen-Aufsicht volle Pulle produzieren. Er-staunlich (?) ist, dass es sich hier um kleine bis mittlere Betriebe handelt, ähnlich unseren KMU, die ein solches Investment trotz oder gerade deshalb eingehen, weil sie für die Zukunft auf Technologie und nicht auf Preiszugeständnisse setzen...
Edgar Grundler, Redaktion technica

Zürcher Fachhochschule www.engineering.zhaw.ch
Unsere praxisnahen Weiterbildungsangeboteführen zum Master, Diploma oder Certificateof Advanced Studies.
Aktuelle Kurse:• Integriertes Risikomanagement (MAS)• Projektmanagement (CAS)• Qualitätsmanagement (CAS)• Barrierefreies Webdesign (CAS)• Mehrdimensionale Analysis (WBK)
www.engineering.zhaw.ch/weiterbildungTelefon +41 58 934 74 [email protected]
Spitzenplatz dank Weiterbildung.IS
O9001
:2000
•ed
uQ
ua
Die IBZ Schulen bilden Sie weiter.Höhere Fachschule (eidg. anerkannt)
Dipl. Techniker/in HFMaschinenbauBetriebstechnikNeu! LogistikHochbau und TiefbauElektrotechnik(Techn. Informatik, Elektronik, Energie)
Informatik (Software Entwicklung,Systemmanagement, Wirtschaftsinformatik)
KunststofftechnikGebäudetechnikMetallbau
Dipl. Wirtschaftsinformatiker/in HF
NachdiplomstudienHF NDS Betriebswirtschaftslehre fürFührungskräfte: (Managementkompetenz)
Höhere BerufsbildungVorbereitungsschulen auf eidg.Berufs- und Höhere FachprüfungenProzessfachmannNeu! LogistikfachmannIndustriemeisterBauleiter TiefbauBauleiter HochbauMetallbau-Werkstatt- und MontageleiterMetallbaukonstrukteurMetallbaumeisterElektro-InstallateurElektro-ProjektleiterElektro-SicherheitsberaterPraxisprüfung gemäss NIV2002
Kursbeginn: April/Oktober
Kursorte: Zürich Bern Basel AarauSargans Sursee Freienbach/SZ WinterthurZug
IBZ Schulen für Technik Informatik WirtschaftTelefon 056 460 88 88
E-Mail [email protected], www.ibz.ch

02-10 technica 3
Inhaltsverzeichnis
Scanner mit integriertem LaserDie Neuentwicklung zielt vor allem auf Einsätze in der Dünnfilm-Photovoltaik, beim Mikrostrukturieren, Lasertrimmen, Markieren im und auf Glas, Gravieren sowie Beschriften und Markieren von ID-Karten und Sicherheitsetiketten usw.
Seite 19
Panorama ■
Export-Forum ■Winterthurer Pionier gibt Gas 6
Planung + Produktion ■Opera buffa 7Einladung zum Seminar «Balanced Score Card» 7Der Multitasking-Unsinn 8Besser schreiben im Beruf 10Frische beginnt bei der Verpackungsmaschine 11
Märkte und Unternehmen ■Gelungener Auftakt 13Für Ökonomie und Ökologie 14Das Fell ist dick und das Fässchen voll 16
Werkzeugmaschinen ■und Werkzeuge
Zahnräder wirtschaftlicher fertigen 17Scanner mit integriertem Laser 19Ausstellerzahl weiter angestiegen 22Einstechen ohne Wirrspäne 24Hochfeste Gewinde für dünne Teile 56
SwissRobotics ■Die juristische Sicht der Sicherheit 25Erfolgreiche Symbiose von Linie und Raum 30Schulungszelle nach der neuen Maschinenrichtlinie 31Greifsysteme: talentiert wie die menschliche Hand 32
Automations- und ■Antriebstechnik
Damit Messen nicht zum Bottleneck wird 34Mehr Flexibilität beim Sägen 36Wenn Robustheit gefragt ist 38
Fördertechnik und Logistik ■Intralogistik «Ready to Race» 40Transponder steuern Stapler 42Reibungsloses Warenmanagement 44
Produkte ■ 23, 33, 46, 47, 48, 51
Lieferantenverzeichnis ■ 58
Impressum ■ 64
TechnikKnacknuss ■ US 3
Mehr Transparenz im WerkzeugbauWorkPLAN Enterprise ist eine einfach anwendbare Software für die Ressourcenplanung eines Unternehmens (ERP), die speziell für die Bedürfnisse von Einzelteilfertigern, projektorientierten Unterneh-men und Auftragsfertigern entwickelt wurde.
Seite 52
Open-Source-PLM für die neue Microsoft-Umgebung 49
Umstieg ohne Ablenkung 50 Acutronic führt SolidWorks Enterprise PDM ein
Mehr Transparenz im Werkzeugbau 52 Das ERP-System WorkPLAN Enterprise ist auf Einzelteilfertiger spezialisiert
Juristische Sicht der SicherheitUnter dem Titel «Sicheres Arbeiten mit Kollege Robi» berichteten wir in technica 06-09 über neue Sicherheitskonzepte, welche das Zusammenwirken von Mensch und Roboter erleichtern und gleich-zeitig sicherer machen. Diesmal liegt der Fokus auf der Maschi-nenrichtlinie 2006/42/EG.
Seite 25
Industrial IT

4 technica 02-10
Panorama
Datum Ort Thema Kosten Veranstalter/Infos
1.–3.3.6.–11.3.15.–18.3.
Dietikon Sichere Konstruktion von Maschinen und AnlagenGrundlagen der HydraulikEntwurf und Aufbau pneumatischer Steuerungen
auf Anfrage Festo Didactic, 8953 Dietikon044 744 55 44, www.festo.ch
5.3.9.4.3.5.
Solothurn Hands-on-Seminar Stahlbau auf Anfrage ISD Software und Systeme AG4500 Solothurn, 032 624 13 40www.isdgroup.ch, [email protected]
– – Alle Termine auf www.technica-online.ch – Rubrik «Termine» oder/category/vk
Nachdem Fanuc und GE ihr seit 23 Jahren bestehendes Joint Ven-ture zum Ende 2009 beendet hat-ten, wurde aus den Unternehmen Fanuc GE CNC und Fanuc Service eine neue Firma: Fanuc CNC Swit-zerland GmbH. Sie wird entste-hende Synergien und ihr gewach-senes Potenzial zugunsten aller Kunden nutzen. Rund 15 000 Fa-nuc-CNC-Steuerungen sind in der
Schweiz in Werkzeugmaschinen eingesetzt. Anwender all dieser Steuerungen haben jetzt einen einzigen Service-Ansprechpart-ner: die Fanuc CNC Switzerland GmbH mit Sitz im neuen Büro in Biel. Geschäftsführer Peter Balimann bringt die Ziele auf den Punkt: «Wir werden alles dafür tun, dass die schweizer Werkzeugmaschi-
nenhersteller und -nutzer im na-tionalen und globalen Wettbewerb erfolgreich sind.»
FANUC CNC Switzerland GmbH2500 Biel/Bienne 8032 366 63 63 www.fanuccnc.ch
Fanuc – für die Schweiz in der Schweiz
Peter Balimann, Directeur Géné-ral de FANUC CNC Switzerland
Ein steigendes Sicherheitsbedürf-nis und entsprechende Kunden-anfragen haben R. Stahl dazu be-wogen, sein Seminarangebot zu erweitern. Neu im Programm ist der Kurs «Funktionale Sicherheit – Safety Integrity Level (SIL)». Das Thema sorgt in der Praxis bei vie-
len Unternehmen für Diskussions-stoff und Klärungsbedarf. So führt das Seminar in die funktionale Si-cherheit nach IEC/EN 61508 und IEC/EN 61511 ein. Es vermittelt die Grundlagen der funktionalen Sicherheit, darunter die wichtigs-ten Kennzahlen und verschiedene
Berechnungsmöglichkeiten. Ein abschliessender Praxisworkshop dient zur Festigung der erworbe-nen Kenntnisse. Dabei geht es u.a. um die Auswahl geeigneter Betriebsmittel, die Auslegung und Berechnung von Sicherheits-kreisen, Einfluss von Redundanz-
strukturen und die Anwendung einer Software zur Berechnung von Sicherheitskreisen.
R. STAHL Schweiz AG4312 Magdenwww.stahl-schweiz.ch
R. Stahl erweitert Seminarangebot für SIL
Bei der zu den Weltmarktführern in der Sensortechnik zählenden Balluff GmbH in Neuhausen a.d. Fildern (D) hat es zum Jahres-wechsel einen Generationswech-
sel in der Geschäftsleitung gege-ben. Rolf Hermle (68), seit mehr als 40 Jahren Geschäftsführender Gesellschafter des Unterneh-mens, ist aus der operativen Füh-
rung des Unternehmens ausge-schieden. Neuer Sprecher der Ge-schäftsführung wird Michael Unger. Der 56-jährige Dipl.-Inge-nieur zeichnet überdies weiterhin für den technischen Bereich ver-antwortlich, den er bereits seit 1999 leitet.
In der vierten GenerationNeu in die Geschäftsführung be-rufen sind die Kinder Hermles. Die gelernte Dipl.-Kauffrau Katrin Stegmaier (36) folgt ihrem Vater in der Zuständigkeit für den kauf-männischen Bereich. Florian Hermle (34) verantwortet in der Geschäftsführung künftig den Be-
reich Vertrieb. Der Diplom-Ingeni-eur übernimmt die Verantwortung von Volker Geissel (66), der in den Ruhestand geht. Damit vollzieht das Familienunternehmen den seit längerem geplanten Wechsel von der dritten auf die vierte Ge-neration. Sowohl Stegmaier als auch Hermle weisen nach absol-viertem Studium eine mehrjährige Berufserfahrung ausserhalb der Balluff GmbH auf.
Balluff Sensortechnik AG8953 Dietikonwww.balluff.ch
Generationenwechsel bei Balluff
Von links: Florian Hermle, Katrin Stegmaier und Michael Unger

02-10 technica 5
Panorama
Vor 50 Jahren kamen die ersten Tubtara-Blindnietmuttern auf den Schweizer Markt
Hochfeste Gewinde für dünne Teile
KVT, Koenig Verbindungstechnik AG aus Dietikon, bietet heute ein rundes Dutzend Varianten an Blindniet-muttern und Gewindeeinsätzen an, für Anforderungen im Maschinen-, Fahrzeug und Automobilbau, in der Elektronik usw.
Siehe Bericht auf Seite 56
KVT Koenig Verbindungstechnik AG8953 Dietikonwww.kvt.ch
02/2010www.marktspiegel.ch www.technica-online.ch
SwissRobotics: Die juristische Sicht der SicherheitWerkeugmaschinen und Werkzeuge: Zahnräder wirtschaftlicher fertigen
Messe-Vorschau:METAV, 2010 Düsseldorf23. bis 27. Februar
IND
UST
RIA
L IT
Ob Produktion, Instandhaltung oder Wiederaufbereitung: Saubere Bauteile und Oberflächen sind in jedem Fall ein Muss. Dabei stei-gen die Anforderungen kontinu-ierlich. Dies macht die industri-elle Reinigungstechnik zu einem Wachstumsmarkt. Die Parts2C-lean fokussiert sich auf die defi-nierte Bauteil- und Oberflächen-sauberkeit bzw. deren Erzielung, Kontrolle und Dokumentation. Und es haben fast alle Markt- und Technologieführer schon Stand-plätze für die 8. internationale Leitmesse vom 12. bis 14. Okto-ber 2010 in Stuttgart gebucht. Zeitgleich zur parts2clean findet auch die 3. internationale Fach-messe für Korrosionsschutz, Kon-servierung und Verpackung – Corosave – statt.
www.parts2clean.de www.corosave.de
Reges Ausstellerinteresse an parts2clean im Oktober
Die Kissling AG ist ein traditions-reiches Familienuternehmen in der dritten Generation, welches seit 1925 innovative und individuelle Lösungen für Getriebe entwickelt und baut. Die Schweizer Firma ge-hört zu den führenden Anbietern für innovative Getriebelösungen. Viele Seil- und Achterbahnen, Ze-
ment- und Zuckermühlen, Papier-maschinen, Extrusionsanlagen, Rührwerke, Prüfstände und Kraft-werke sind mit Kissling-Getrieben ausgerüstet.Der bisherige Firmensitz in Zü-rich Seebach entsprach nun nicht mehr den Bedürfnissen und auch nicht den ökologischen Ansprü-
chen des Unternehmens. In der Industriezone von Bachenbülach erlebt Kissling jedoch wieder das inspirierende Umfeld mit ver-schiedenen technischen und handwerklichen Betrieben, wie es einst auch in Seebach war. Da-raus könnten sich auch interes-sante Kooperationen ergeben.
Der Umzug wurde bereits Ende Dezember vollbracht.
Kissling AGWeieracherstrasse 38184 Bachenbülachwww.kissgear.ch
Kissling verlegt Firmensitz nach Bachenbülach

6 technica 02-10
Export-Forum
Keller Laser AG · Industriestrasse 8 · CH-7203 Trimmis/GR · Telefon +41 81 322 94 94 · Telefax +41 81 322 94 49 · [email protected] · www.kellerlaser.ch
JETZTNEU!
LASER-BESCHRIFTUNGEN BEI KELLER LASER
Präzision nach Ihren VorgabenLasern · Laser-Beschriften · Stanzen · AbkantenSchweissen · Montieren · Pulverbeschichten
2_Keller_Praezision_bearb.indd 1 5.2.2009 9:21:02 Uhr
Export-ForumExport-ForumIN ZUSAMMENARBEIT MIT OSEC BUSINESS NETWORK SWITZERLAND
Marco Ganser verhalf Ende der 70er-Jahre an der ETH der elekt-romagnetisch gesteuerten Spei-chereinspritzung bei Dieselmoto-ren zum Durchbruch. Die dama-lige Erfindung (Common Rail Injection) ist heute in den meis-ten Dieselmotoren für Autos Stan-dard, hat die Antriebsleistung ver-
bessert und den Treibstoffver-brauch und die Emissionen reduziert. Heute führt Ganser, der mehrere Dutzend Erfindungen pa-tentiert hat, ein Unternehmen in Winterthur, das die Common-Rail-Einspritztechnologie (CRS) im Offroad-Bereich für Schiffe, Loko-motiven, Generatoren und Erdbe-wegungsmaschinen anbietet. Zu-dem ist Ganser CRS – soweit be-kannt – das einzige Unternehmen weltweit, das spezialisiert ist auf CRS-Retrofit von grossen Diesel-motoren. Diese Dienstleistung führt zu Treibstoffeinsparungen und weniger Abgasen und verlän-gert so den Einsatz von Grossmo-toren. Für potenzielle Projekte in Brasilien und auch in Indien wandte sich der Pionier unlängst an Osec. Vor allem in Indien kam Ganser jetzt dank eines vom Swiss Business Hub in New Delhi ver-
mittelten Kontakts ein entschei-dendes Stück weiter. «In Beglei-tung eines pensionierten leiten-den Direktors des indischen Bahnministeriums sowie Ex-Ka-dermannes der Indian Railways konnten wir im Sommer mehrere Werke und deren Entscheidungs-träger besuchen und uns ein Bild machen.» Vor allem der so ent-standene Kontakt zu einem Staatsbetrieb stimmt Ganser zu-versichtlich. «Noch ist nichts ent-schieden, die Chancen stehen aber sehr gut», freut sich Ganser, der in Indien mit überdurch-
schnittlich vielen dieselelektri-schen Loks viel Potenzial für seine Systeme sieht. Auch in Brasilien kommt Ganser schrittweise voran – mithilfe eines neuen Partners. «Wir werden sicher wieder mit Osec arbeiten. Deren Kontakte sind weltweit glänzend», sagt er.
Infos:Ganser CRS AG8404 Winterthur052 235 38 [email protected]
Winterthurer Pionier gibt Gas«Ein staatliches Bahnunternehmen mit tausenden von Loks und 1,5 Millionen Mitarbeitenden – das ist schon eindrücklich», findet Marco Ganser, Ganser CRS, über die indische Bahnbranche. Die Swiss Business Hubs in São Paulo und New Delhi arbeite-ten für Marco Ganser, der mit seinen Common-Rail-Einspritzsystemen im Offroad-Markt tätig ist.
Ganser CRS positioniert sich in Brasilien und Indien
Marco Ganser, Inhaber und Ge-schäftsführer Ganser CRS: «Was wir dank des Swiss Business Hubs innert einer Woche über den Markt in Indien lernten, hätte ich nicht für möglich gehalten.»
Common Rail Injection ist heute in den meisten Dieselmotoren für Autos Standard, hat die Antriebsleistung verbessert und den Treib-stoffverbrauch und die Emissionen reduziert.

02-10 technica 7
Offizielles Organ des Schweizerischen Verbandes für Betriebsorganisation und Fertigungstechnik – svbf
Nr. 02-10
Nicht genug damit, dass sie in der Presse herumgeschubst und ihnen die fetten Trost-Boni missgönnt werden, müssen sich die Führungskräfte der obersten Etage zu allem Elend in ei-ner Umfrage bei 308 Kollegen noch sagen lassen, dass sie eigentlich über-flüssig seien. Natürlich nicht so direkt, aber die Kollegen befanden, dass je-weils der Wechsel eines Führenden keine besonderen Spuren hinterlässt. Ein Auftrag geber der entsprechenden Studie schreibt dazu, dass die Wech-sel «im Schnitt weder einen positiven noch einen negativen Einfluss auf mo-netäre und nicht monetäre Unterneh-mens-Eckwerte wie Branding, Image, Performance, Arbeitsklima und Ar-beitsmotivation» hatten. Peng! Viel Komödie und wenig Inhalt – die Opera buffa unserer Zeit.
Wofür, fragt man sich willkürlich, be-nötigt das Unternehmen eigentlich so eine Führungskraft, wenn sie weder Cash schafft noch die Stimmung im Betrieb verbessert, sondern nur sich selbst bei Kräften hält? Nachzuholen wäre noch, was der Führungskräfte-wechsel immer mit sich bringt: Ent-lassungen, Umbesetzungen und Zer-stören von eingespielter Organisation. Vielleicht sind die obersten Führungs-kräfte doch für etwas nützlich: Sie pa-lavern an hochgestochenen Events, brillieren als Selbstdarsteller, machen artig Männchen, geben unausgego-rene Meinungen von sich und sind viel auf Reisen.Doch schon nach relativ kurzer Zeit wird die Nullproduktivität des Führen-den und sein störender Einfluss auf das Tun des Unternehmens so augen-
fällig, dass sich sein Auswechseln auf-drängt. Und wie kommentiert der be-reits zitierte Auftraggeber die Auswir-kungen? «Wenn Veränderungen an der Spitze wenig Wirkung zeigen, entsteht auch der Eindruck, dass diese Ebene in der internen Wahrnehmung von der Basis entkoppelt – eben abgehoben – ist.» Auf Deutsch: Man schert sich ei-nen Teufel um die oberste Ebene, schirmt ihr Treiben so gut wie möglich ab und macht seinen Job. Die Firma funktioniert munter weiter, und der Häuptling wartet wegen «Inkompati-bilität und unterschiedlichen Meinun-gen» sowie «mangelnder Perfor-mance» auf seine Ablösung. Und was lernen wir dabei? Dass es auf der Hand liegt, wo die grössten Einsparungen möglich sind.Alois Altenweger
Editorial
Opera buffa
www.fraisa.com
www.ch.trumpf.com
www.interpers.ch
www.igm.at
www.3marbreitschutz.ch
allfi.com
www.waterjet.ch
Das Messbarmachen sowohl harter Faktoren, z. B. de klassische finan-ziellen Ergebnisse, als auch von wei-chen Faktoren, z. B. Lernfähigkeit einer Organisation, sowie deren Ver-knüpfung miteinander charakterisie-ren die Balanced Scorecard.Durch eine BSC werden
Vision und Qualitätspolitik in • konkrete Aktionen übersetztTransparenz über die Geschäfts-• prozesse vermitteltdie strategischen Ziele/Massnah-• men kommuniziertdie Verbesserung des Feedbacks • und Lernens erreicht
Die BSC ist ein Werkzeug, das hilft, eine vorgegebene Strategie in das Unternehmen zu tragen, zu opera-tionalisieren und deren Umsetzung ständig zu messen.
In der Ausgabe 1-10 ist bereits ein Artikel über BSC mit dem Titel «Re-levante Führungsinformation in un-sicheren Zeiten» erschienen. Der Download dieses Textes ist über www.technica-online.ch möglich.
Seminarinhalt und ZielStrategierahmen/Ausgangslage • für eine BSC
Methodik BSC/Vorteile und Nutzen• Veranschaulichung von BSC-• Konzept und -Inhalten in einem BSC-ToolKonkrete Beispiele einer BSC• Vorgehensweise/Erfolgsfaktoren • im BSC-ProjektEinbindung BSC in die Füh-• rungsprozesse
Einladung zum Seminar «Balanced Scorecard»Die Balanced Score Card (BSC) übersetzt die Strategie einer Organisation in ein Netzwerk konkreter, messbarer Erfolgsfaktoren.
Details zum SeminarDatum: Dienstag, 13. April, 9 bis 12:30 UhrOrt: Szondi-Institut Zürich, Krähbühlstrasse 30
(Tram 6 bis Haltestelle Zürichbergstrasse, etwa 30 m zurück)Referenten: Dr. Martin P. Schönenberger, lic.oec. www.e-brains.ch
Andreas D. Baumann, lic.oec. www.consultingworld.chKosten: 220.– für SVBF-Mitglieder, 260.– für Technica-Abonnenten, 320.– für Nichtmitglieder (in den Kosten inbegriffen sind Tagungsdokumentation und Kaffeepausen-Verpflegung).Veranstalter: SVBF SchweizAnmeldung: Alois Altenweger ([email protected]), 034 402 56 69

Planung + Produktion | Dossier Betrieb
8 technica 02-10
Im Grunde weiss man ja, dass Mul-titasking nur funktioniert, wenn Aufgaben keine grosse Konzent-
ration erfordern. Ein Konfitürebrot es-sen und dazu Zeitung lesen geht ohne Weiteres. Aber kann man sich einen Chirurgen vorstellen, der während einer Operation telefoniert oder ein SMS schreibt? Oder, versetzte man Goethe in die Jetztzeit, entstünde der «Erlkönig», würde der Dichterfürst während der Arbeit an diesem Ge-dicht dem Multitasking frönen? Doch wohl kaum.
Denkvermögen wird eingeschränktWissenschaftler der Stanford Univer-sität in Kalifornien stellten denn auch in einer aktuellen Studie mit 262 Studenten fest, dass die Konzentra-tionsfähigkeit unter Multitasking lei-det. Und nicht nur das: Bei intensi-vem Multitasking nimmt die Fähig-keit ab, unwichtige Einzelheiten aus einem Informationsfluss herauszufil-tern, um die entscheidenden Details im Gedächtnis abzuspeichern. Das Fazit der Forscher: Multitasker kön-nen Informationen, die mit ihrer ak-tuellen Tätigkeit nichts zu tun haben, schlecht ausblenden. Sie werden von unwichtigen Dingen abgelenkt und arbeiten langsamer.
Wirtschaftliche Auswir-kungen des MultitaskingDas Gefühl, Verschiedenes gleichzei-tig erledigen zu können, ist nichts als
Täuschung. In Wahrheit switcht die Aufmerksamkeit beim Multitasking von einer Aufgabe zur nächsten und wieder zurück. Dass darunter die Ef-fizienz leidet, überrascht nicht. Doch warum glauben wir, dass wir uns auf der Gewinnseite befinden, wenn wir Dinge gleichzeitig erledigen? Beate Schneider und Martin Schubert, Au-toren des Buches «Die Multitasking-falle», kennen den Grund dafür: «Wir bemerken gar nicht, dass wir tatsäch-lich Zeit verlieren, sondern empfin-den nur das erhöhte Tempo. Zeit er-scheint uns umso wertvoller, je be-wusster uns ihr Vergehen durch Stress vermittelt wird. In der heutigen Ar-beitswelt fühlen wir uns scheinbar leistungsfähiger, wenn die Zeit ver-fliegt. Und uns wird suggeriert, wir wären leistungsschwach, wenn wir die Zeit verschenken, indem wir die anstehenden Aufgaben nach und nach lösen.» – Mit anderen Worten: Wir lassen uns von Hektik und Be-triebsamkeit zur Annahme verleiten, wir seien dann besonders produktiv, wenn vor lauter Aktionismus die Fet-zen nur so fliegen. Ein verhängnisvol-ler Irrtum, denn das ständige Hin und Her, das Wechseln zwischen verschie-denen Aufgaben und sich immer wie-der neu hineindenken, zurechtfinden müssen (wo um Himmels willen bin ich hier nur verblieben?), führt zu ho-hen Fehlerquoten. Den Unternehmen entstehen durch Multitasking sowohl direkte als auch indirekte Kosten. Um die Fehler wieder zu korrigieren, wird erneut Zeit und somit auch Geld be-nötigt. Multitasking ist also nicht als Zeit- und Kostenersparnis, sondern als Zeitfresser und Kostenverursacher einzustufen.
Viele Tätigkeiten gleichzeitig zu erle-digen und dabei immer wieder unter-brochen zu werden, ist auf Dauer eine extreme Stressbelastung. Die Kosten durch krankheitsbedingte Ausfälle aufgrund von Stress müssen teilweise dem Multitasking zugeschoben wer-den. Wir sollten uns der Zeitverluste bewusst sein und üben, die Dinge nacheinander zu erledigen. Das ver-mittelt uns zwar nicht das Gefühl, dass wir schneller sind, letztendlich sind wir es aber doch.
Was Vorgesetzte beachten solltenDa Chefs eine Vorbildfunktion haben, tun sie gut daran, mit ihren Aufga-benstellungen, der betrieblichen Or-ganisation und der Arbeitsorganisa-tion dafür zu sorgen, dass ihre Mit-arbeiter nicht in den schädlichen Kreislauf des Multitasking geraten. Die Führungskräfte sollten verdeutli-chen, dass es mehr bringt, die Arbei-ten der Reihe nach auszuführen.Wenn Vorgesetzte Aufgaben an die Mitarbeiter delegieren, sollten sie An-
Zeit ist Geld, also erhöht sich mein Gewinn, wenn ich so viele Aufgaben wie möglich gleichzeitig erledige, weil ich dadurch Zeit einspare. – Eine solche Überlegung hätte Dagobert Duck anstellen können. Aber auch der Manager, der das Multitasking als erster angewendet hat, muss Ähnliches erwogen haben: Drei, vier Aufgaben simultan ausführen – wow ! – Lässt sich Geld noch einfacher verdienen? Es ist fast schon Alchemie.
Der Multitasking-Unsinn
AutorAlois AltenwegerRedaktor Technica
Neue Studie entlarvt Multitasking als Zeitfresser
E-Mails lesen, nebenbei telefonieren und noch das Protokoll einer Sitzung erstellen: Viele Manager glauben, dadurch Zeit zu sparen und effizient zu arbeiten. Doch wer alles gleichzeitig macht, ver-liert mehr Zeit, ist unproduktiver und macht eher Fehler, als wenn er die Aufgaben schön der Reihe nach erledigen würde.

Planung + Produktion | Dossier Betrieb
02-10 technica 9
wire® ®Tube
Industry Partner:
Internationale FachmesseDraht und Kabel
www.wire.de
InternationaleRohr-Fachmesse
www.tube.de
join the best12 – 16 April 2010Düsseldorf, Deutschland
FastenerTechnology
SpringMaking
Wire, Cable,Fibre Optic,Wire Productsand Machinery
Hotel- und Reiseangebote
www.duesseldorf-tourismus.de
www.travelxperts.ch
INTERMESS DÖRGELOH AG
Obere Zäune 16
8001 Zürich
Telefon: 043 244 89 10
Telefax: 043 244 89 19
www.doergeloh.ch
wir1002_AZ_90x264_Technica_3C_CH.indd 1 04.12.2009 8:41:42 Uhr
gaben zu Wichtigkeit und Dringlich-keit machen, damit die Mitarbeiter die Prioritäten verschiedener Aufga-ben einschätzen können. Unsinnige, aber beliebte Forderungen wie, «dies alles will ich gestern noch haben», sind unbedingt zu vermeiden, um nicht unnötigen Druck auszuüben oder Hektik und Stress auszulösen. Niemandem ist gedient, wenn Mitar-beiter zwar hyperaktiv, aber völlig un-produktiv am Arbeitsplatz herumwu-seln. Es sei an die Fabel vom Igel und dem Hasen erinnert, die sich ein Wettrennen liefern. Um zu gewinnen, braucht der Igel eine rettende Idee. Er bittet seine Frau um Hilfe. Rennt der Hase die Strecke vorwärts, erwar-tet ihn am Ziel Frau Igel, rennt er die Strecke zurück, ist Herr Igel schnel-ler. Und obwohl sich der Hase bis zum Äussersten einsetzt und bis zum Gehtnichtmehr verausgabt, ist ihm die Niederlage sicher. Dreiundsieb-zig Mal läuft er, ohne mal darüber nachzudenken, weshalb das Unmög-liche geschieht und ihn der Igel auf seinen kurzen, krummen Beinen be-siegt. Beim vierundsiebzigsten Mal aber kommt er nicht mehr ans Ziel. Mitten auf dem Acker fällt er zu Boden und bleibt tot liegen. ➞
Die MultitaskingfalleDas gängige Rezept, um in der beschleunigten Welt von heute nicht abgehängt zu werden, heisst Mutitasking. Wissenschaftli-che Studien belegen allerdings: Wer versucht, mehrere Aufgaben gleichzeitig zu erledigen, muss hinnehmen, dass seine Produkti-vität sinkt und die Fehlerzahl steigt. In ihrem Buch zeigen Beate Schneider und Martin Schubert, wie man aus der Multitasking-falle entkommen kann. Gestützt auf ihre langjährige Erfahrung und neue Erkenntnisse aus Psychologie und Neurologie beschrei-ben die beiden Autoren, wie sich Erwartungshaltungen und Denkstrukturen im Alltag neu defi-nieren lassen. Konkrete Tipps und anschauliche Beispiele erleichtern die Umsetzung der hilfreichen Ideen. Ein Leitfaden, der deutlich macht, wie man sich wieder auf das Wesentliche konzentrieren und damit leistungsfähiger werden kann. Beate Schneider, Martin SchubertDie Multitaskingfalle und wie man sich daraus befreitOrell Füssli Verlag, Zürich 2009178 Seiten, gebundenISBN 978-3-280-05322-5Fr. 39.90/€ 24.90

Planung + Produktion | Dossier Betrieb
10 technica 02-10
Rollen undRäder Generalvertretung
BAUMGARTNER AGTelefon 044 847 64 64 Telefax 044 847 64 66 8108 Dällikonwww.baumgartnerag.ch e-mail: [email protected]
jeder Art und für alle Zweckedirekt ab unserem Lager
Katalog2010
alsPDF-Download!
Alles schön der Reihe nachEin paar Tipps, um nicht in die Multitaskingfalle zu tappen:
Bündeln Sie gleichartige Aufgaben, um sie dann konzentriert in einem Rutsch zu erledi-•gen. Legen Sie zum Beispiel alle zu erledigenden Telefonate zusammen.Bearbeiten Sie Ihre E-Mails zu bestimmten Zeiten. Zum Beispiel immer um 9 Uhr, 13 Uhr •und 17 Uhr.Bleiben Sie ruhig, wenn vieles gleichzeitig auf Sie zukommt und jeder etwas von Ihnen •möchte. Setzen Sie Prioritäten und arbeiten Sie alles der Reihe nach ab. Das Wichtigste und Dringendste natürlich zuerst.Lassen Sie sich nicht von hektischen Kollegen anstecken oder von deren angeblicher Leis-•tungsfähigkeit bei der Arbeitsorganisation beeindrucken.Erklären Sie Ihren Kollegen oder Geschäftspartnern, dass Sie sich bald mit ihrem Anlie-•gen beschäftigen werden, aber dass zuerst andere Aufgaben erledigt werden müssen.Planen Sie Ihre Aufgaben und setzen Sie diese in einen zeit-•lichen Rahmen. Beachten Sie dabei auch Zeitpuffer für Un-vorhersehbares.Wenn Sie von anderen Personen abhängig sind, um voran-•zukommen, dann drängen Sie auf den Abschluss einer wich-tigen Arbeit. Verteilen Sie währenddessen nicht Ihre Ener-gie auf viele andere Tätigkeiten. Das lenkt zu sehr ab.Erledigen Sie keine schwierigen Arbeiten zwischendurch •und auf die Schnelle. Das verleitet zu Sorglosigkeit und ver-ringert die Sorgfältigkeit.
Wer leicht abgelenkt ist, sollte sich «ungestörte Räume» schaffen. Dabei helfen auch Ortswechsel. Ziehen Sie sich beispielsweise in ein leeres Besprechungszimmer zurück oder setzen Sie sich mit dem Laptop in den Park.
Wann eine Ablenkung sinnvoll istEine Ablenkung oder Unterbrechung ist dann sinnvoll, wenn wir an einer Sache arbeiten und gedanklich in eine Sackgasse geraten sind. Wir merken das, wenn uns zu einem Pro-blem gar nichts mehr einfallen will. Man ist so in eine Aufgabe verstrickt, dass man vor lauter Bäumen den Wald nicht sieht und die Lösung nicht erkennt. In diesem Fall tut es gut, Abstand zu gewinnen. Rausge-hen oder etwas anderes machen kann den Kopf dann schnell wieder klären.Wir sollten jedoch keine anderen schwierigen Aufgaben zur Ablenkung nutzen, sondern besser in einen ruhi-gen Raum gehen, in dem wir ab-schalten und uns entspannen kön-nen. Körperliche Aktivitäten sind be-sonders förderlich, um den Kopf durchzulüften. Es hilft auch, die Blu-men zu giessen oder die Ablage neu zu sortieren. Das schafft einen Aus-gleich. Danach werden mehr neue und frische Ideen sprudeln.Wenn zusätzliche Tätigkeiten aber der unbewusste Versuch sind, einer unangenehmen Arbeit zu entgehen,
nützt die Unterbrechung wenig. Wir müssen uns gleich den unangeneh-men Arbeiten stellen, danach fühlen
wir uns befreit und können uns mit neuem Elan den angenehmeren Auf-gaben widmen. (bf)
Bestimmt haben Sie sich auch schon gefragt: Wie mache ich mein Anlie-gen in einem Geschäftsbrief oder Mail ohne langes Drumherum ver-ständlich? Wie kleide ich meine Bot-schaft in die passenden Worte? Wie halte ich Abmachungen und Verein-barungen klar und präzis schriftlich fest? Wie kann ich klar und verständ-lich formulieren, ohne Raum für In-terpretationen zu lassen? Die schrift-liche Ausdrucksweise hat sich durch die elektronischen Kommunikations-mittel in den letzten Jahren stark ver-ändert. Im Referat «Besser schrei-
ben» lernen Sie, einen Text zeitge-mäss und lesefreundlich aufzubauen und Ihre Botschaft auf den Punkt zu bringen.
Datum: Dienstag, 23. MärzZeit: 18.30 bis 19.30 Uhranschliessend ApéroOrt: Szondi-Institut Zürich-FlunternKrähbühlstrasse 30 (Tram Nr. 6 bis Haltestelle Zürich-bergstrasse, ca. 30 m zurück)Referentin: Frau lic.iur. Gabriela Baumgartner, LL.M.
Gabriela Baumgartner ist Juristin und Redaktorin beim «Beobach-ter». Als Erwachsenenbildnerin do-ziert sie Arbeits- und Gesundheits-recht für Führungskräfte und leitet Schreibseminare, unter anderem für den Kaufmännischen Verband Zürich und Winterthur. Sie ist Buchautorin des Bestsellers «Schreiben leicht gemacht» und des KMU-Ratgebers «Profes-sioneller Schreiben».
Kosten (Abendkasse): Fr. 40.– für SVBF-Mitglieder (Ein-zelpersonen und Unternehmen)Fr. 50.– für Technica-Abonnenten Fr. 60.– für Nicht-Mitglieder und Nicht-Abonnenten
Veranstalter:«Planung + Produktion» im SVBFAnmeldung:E-mail an [email protected]
Auskunft: Alois Altenweger Redaktor «Planung + Produktion»034 402 56 69
Update-Meeting: Besser schreiben im Beruf

02-10 technica 11
FLUIDT
ECHN
IKI
MEC
HATR
ONIK
IBA
UGRU
PPEN
IKO
NFEK
TION
IERU
NG
Tel. ++41 (0)44 877 50 11www.bibus.ch
PlanetengetriebePräzisionsgetriebe,
geräuscharm und mithoher Steifigkeit. BreitesProgramm ab Lager, an-gepasst auf jeden Motor.
Mit VC999-BioPack hat die VC999 Verpackungssys-teme AG in Herisau (ehe-
mals Inauen Maschinen AG) ein kom-plettes Verpackungssystem auf der Basis von Bioplastics-Verpackungsma-terial entwickelt. Die Technica berich-tete in Ausgabe 4-09, Seite 98, darü-ber. Teil dieses Systems sind die ent-sprechenden Maschinen. Bei einer davon, der VC999 ST2, handelt es sich um einen vollautomatischen Durch-lauf-Duschtunnel (siehe Kasten).
Anspruchsvolle Kompo-nentenproduktionDie Herstellung der über 120 monta-gefertigen Komponenten und Bau-gruppen wurde an die Verwo Acqua-cut AG vergeben, die sich dank ihrem
Blech- und Metallverarbeitungs-Know-how und ihrem modernen Ma-schinenpark für anspruchsvolle Pro-jekte dieser Art schon mehrfach be-währt hat. Die Endmontage und die elektrische/elektronische Ausrüstung erfolgen dann jeweils bei der VC999 Verpackungssysteme AG.Die eigentliche Herausforderung bei der Komponentenproduktion ist die hohe Güte der Oberflächen, Füge-stellen und Kanten, da die Teile nicht nur den hohen hygienischen Anforde-rungen genügen müssen, sondern meist auch sichtbar bleiben. Bei den Blechkomponenten beginnt die Ar-beit der Verwo Acquacut üblicherwei-se bereits beim Konstruieren oder aber beim Ableiten der Abwicklungen aus den Konstruktionsdaten des Kun-den.
Fachpersonal und Maschi-nenpark sind entscheidendFür die verschiedenen Teile mit ihren unterschiedlichen Werdegängen kom-men anschliessend die folgenden Be-arbeitungsverfahren und Maschinen zum Einsatz:Trennen: Stanzen und Laserschnei-den mit der Trumpf Trumatic 6000L mit Trumalift (automatische Anbin-dung ans Blech-Hochregallager) oder aber mit den Flachbettlasermaschi-nen Bystronic Bystar und Byspeed; Wasserstrahlschneiden für höhere Blechdicken mit der Bystronic Byet 4022; entgraten, üblicherweise mit den Nassschleifmaschinen Weber NLC 900 und Grindingmaster 3000.Umformen: Abkanten an den CNC-Abkantpressen Hämmerle AP 200–
Dass Lebensmittel-Verpackungsmaschinen besonders hohen hygienischen Anforderungen genügen müssen, leuchtet ein. Sie sind deshalb meist in Chromstahl ausgeführt. Damit allein ist es jedoch nicht getan. Die Gehäuseteile müssen zudem «reini-gungsfreundlich» geformt, geschweisst und oberflächenbehan-delt sein. Eine Aufgabe für spezialisierte Blechverarbeiter, wie die Verwo Acquacut AG in Reichenburg.
Frische beginnt bei der Verpackungsmaschine
AutorMartin Gysi, Chefredaktor Technica
Edelstahl-Verarbeitungs-Know-how im Dienst der Hygiene
Die Herstellung komplexer CrNi-Gehäuseteile mit höchster Qualität bezüglich Formen, Nähten und Oberflächen erfordert einiges Know-how.

Planung + Produktion | Dossier Betrieb
12 technica 02-10
InfosVerwo Acquacut AG8864 Reichenburg055 415 84 [email protected]
3100 oder Beyerler PR 150 × 3100.Fräsen: Programmierung auf externem Programmierplatz und anschliessende 5-Achs-Fräsbearbeitung auf der Hede-lius 2-Tisch-Center RS 80 KL mit Steuerung Heidenhain TNC 530.Drehen: die Verbindungselemente wie Bolzen, Muttern und andere Einpress-teile werden auf einer CNC-Drehma-schine YCM GT300 MA bis Durch-messer 76 mm vollautomatisch ab Stange mit bis zu 12 angetriebenen Werkzeugen gefertigt.Einpressen: Die Einpressteile werden mit einer Haeger-Presse 824 One-
Touch-3 mit Einpresskontrolle einge-presst – eine wichtige Voraussetzung für eine einfache, positionsgenaue Montage.Schweissen: In der modernen Schweis-serei stehen verschiedene Punkt- und Bolzenschweissanlagen, wie auch Roboter- und Handschweissan-lagen für verschiedenste Schweiss-verfahren, zur Verfügung. Vor allem aber verfügt die Firma über geprüftes Schweisspersonal, das die geforder-ten Nahtqualitäten prozesssicher ga-rantieren kann. Um die unerwünsch-ten Verfärbungen und Oxidationen an
den Sichtnähten zu vermeiden, wird u.a. mit Formiergas (Helium) und Wärmeableitung über Kupferkörper gearbeitet. Wo diese Massnahmen nicht möglich sind, werden die Nähte gebeizt und geschliffen.Schleifen: Um die hohen Oberflä-chenanforderungen zu erfüllen, wird im aktuellen Fall mit Korn 220 ge-schliffen. Anschliessend werden die Oberflächen gereinigt und foliert, da-mit diese auf den Transportwegen nicht wieder verletzt werden.Die Verwo Acquacut ist damit in der Lage, montagebereite Maschinen-komponenten zu liefern, die bereits nach der Fertigung den hohen opti-schen und hygienischen Anforderun-gen genügen, sodass sie ohne weitere Nachbehandlung zu «lebensmittel-tauglichen» Verpackungsmaschinen verbaut werden können. (mg)
Die Einpressmaschine Haeger 824 QT-3 mit Ein-presskontrolle ergibt passgenaue Fügeergebnisse.
Die Trumatic 6000L ermöglicht rationelles Stanzen ebenso wie das Laserschneiden komplexer Geometrien mit feinem Schnittspalt.
Der Schrumpftunnel VC999 ST2Beim VC999 ST2 handelt es sich um einen vollautomatischen Durchlauf-Duschtunnel. Die Packungen werden mithilfe eines Heisswasser-Vorhangs geschrumpft. Der kontinuierliche, nicht zyklische Durchlauf erlaubt das ökonomische Schrumpfen gros-ser Produktionsvolumen. In Kombination mit den vollautomatischen Kammerband-maschinen VC999 K8 oder K7 bildet er eine perfekte Kammer-Schrumpfl inie. Der VC999 ST2 benötigt keine Druckluft und ermöglicht damit einen energiesparen-
den Betrieb. Zusätzlich zur Energieersparnis trägt die ausgezeichnete Isolie-rung des in Chromstahl (Cr/Ni 1.4301 AISI 304) ausgeführten Schrumpf-tanks bei, welche einen Wärmeverlust verhindert. Die Fotozellen-Erkennung unterstützt den wirtschaftlichen Duschprozess. Der VC999 ST2 kann wahl-weise elektrisch oder mit Dampf beheizt werden.
Infos:VC999 VERPACKUNGSSYSTEME AG 9100 Herisau 071 35 35 900 [email protected]
Das Endprodukt: der Schrumpftunnel VC999 ST2.Das Endprodukt: der

02-10 technica 13
In Sicherheit investieren.
Pilz Industrieelektronik GmbH, 5506 Mägenwil, 062 889 79 30, www.pilz.ch
Unter den Besuchern waren viele langjährige Stammkun-den und Partner (z. B. die
Schweizer Vertretung Newemag), aber auch neue Interessenten aus ganz Europa. Insgesamt haben sich mehr als 120 Firmen an den vier Messetagen über neueste Entwick-lungen auf dem Gebiet der Hochleis-tungszerspanung informiert.
Optimismus für 2010Neben dem neuen Gebäude waren vor allem die ausgestellten Bearbei-tungszentren ein Besuchermagnet. 15 namhafte Partner aus dem Be-reich Frästechnik haben die Leis-tungsschau am neuen Standort in Delkenheim abgerundet. Einmal mehr wird Matsuura damit seiner Rolle als führender Full-Ser-vice-Anbieter im Bereich der Hoch-geschwindigkeits- und Hartbearbei-tung gerecht und blickt optimistisch in das Jahr 2010.«Gerade in der Wirtschaftskrise sind wir mit unserer ersten Open House im neu erbauten Vorführzentrum sehr zufrieden. Zum einen konnten wir einen starken Anstieg der Besucher-
zahlen verzeichnen und zum anderen haben wir in unseren neuen hochmo-dernen Räumlichkeiten endlich die Möglichkeit, unsere Matsuura-Hoch-leistungszentren angemessen zu prä-sentieren. Für den Erfolg der Open House spricht auch die ausnahmslos positive Resonanz unserer Kunden und Interessenten. Wir sind uns sicher, dass wir mit der Auftaktveran-staltung den Grundstein für eine noch bessere Geschäftsentwicklung gelegt haben, das wird bereits jetzt erkennbar», so Bert Kleinmann, Ge-schäftsführer Matsuura. (bf)
Matsuura öffnete vom 3.–6. November ihre Türen in Wiesbaden-Delkenheim (D). Der Full-Service-Anbieter für den Bereich Hochgeschwindigkeits- und Hartbearbeitung konnte mehr als 300 Besucher im neuen Vorführzentrum begrüssen. Auf einer Fläche von 800 m2 präsentierte Matsuura neun Maschinen unter Span mit praxisnahen Anwendungsbeispielen. Darunter die aktuellen 5-Achsen-Bearbeitungszentren aus dem Hause Matsuura, z. B. das erstmals in Europa vorgestellte Multifunktions-Bearbeitungszentrum CUBLEX-63 und die Roboterzelle H.Plus-300.
Gelungener Auftakt
Das Matsuura-Vorführzentrum in Wiesbaden-Delkenheim (D).
Open House im neuen Vorführzentrum
Portrait Matsuura 1935 in Japan gegründet, steht der Name Matsuura heute weltweit als Synonym für schnelle und präzise Zerspanung von kubischen Werkstücken. Das Traditionsunternehmen mit Tochtergesellschaften in Kanada, Grossbritan-nien und Deutschland, entwickelt und fertigt für seine Kunden aus den Bereichen Maschinen-bau, Feinmechanik, Optik, Luft- und Raumfahrt hoch automatisierte Bearbeitungszentren der Spitzenklasse. Der hohe Qualitätsanspruch wird zudem durch die Zertifizierungen nach ISO 9001, ISO 14001 und weitere internationale Standards deutlich.
InfosNEWEMAG Werkzeugmaschinen6343 Rotkreuz041 798 31 [email protected]

16,3 Millionen Euro investierte der Vakuum-Spezialist Schmalz, damit Fertigung, Montage und innerbetriebliche Logistik auch künftige Anforderungen erfüllen. Diese Investition ist ein klares Bekenntnis an den Firmenstandort in Glatten und an die Region. Zudem sichert die Schmalz eine wettbewerbsfähige Produktion am Standort.
Schmalz weiht neue Produktionshalle in Glatten ein
InfosJ. Schmalz GmbH8309 Nürensdorf044 888 75 [email protected]
Die neue Produktionshalle hat eine Gesamtfläche von 13 770 m².
Die neue Produktionshalle verbraucht wenig Energie und schont die Ressourcen.
Mit der Einweihung ihrer neuen Produktionshalle hat die J. Schmalz GmbH mit
Hauptsitz in Glatten (Schwarzwald) das grösste Bauprojekt in ihrer fast 100-jährigen Firmengeschichte er-folgreich abgeschlossen.
Ein Ja zum StandortMit dem Bau übernimmt das Unter-nehmen aber auch ökologische Ver-antwortung. Denn der Energiebedarf der Halle liegt 57 % unter dem Vor-gabewert der Energiesparverordnung. 10 170 Quadratmeter des 13 770 Quadratmeter grossen Neubaus ent-fallen auf die Produktion. Damit hat Schmalz seine gesamte Fertigungs-fläche mehr als verdoppelt. Die kom-plette Herstellung und Montage aller Schmalz-Produkte sowie die innerbe-triebliche Logistik befinden sich nun
auf einer zusammenhängenden Hal-lenebene. Lange Wege gehören da-mit der Vergangenheit an. Am gesamten Projekt waren 73 Aus-führungsfirmen beteiligt. Generell hat die J. Schmalz GmbH bewusst überwiegend regionale Handwerks-betriebe ausgewählt.
Innerbetriebliche Prozesse optimiertDie gesamte Materialwirtschaft wurde neu organisiert und optimiert. Eine wichtige Rolle spielt das neue Logistiksystem, denn es vereinfacht den gesamten Warenfluss – von der Warenanlieferung über die Kommis-sionierung und Verpackung bis zum Versand. Herzstück ist das 17 Me-ter hohe Hochregallager mit 2500 zusätzlichen Palettenplätzen und dem integrierten automatischen Kleinteilelager mit weiteren 15 200 Lagerplätzen.
Für Ökonomie und Ökologie
14 technica 02-10

La rencontre des microtechniquesDer Treffpunkt der Mikrotechniken
Machines-outils
Werkzeugm
aschinen
Autom
ation
Sous-traitance
Zuliefermarkt
Moutier, Suisse
04–08 I 05 I 2010
Renseignements sous: www.siams.chAuskünfte unter: www.siams.ch
Alle haben mitgeholfenDer Materialfluss erfolgt über ein ef-fizientes Warenverteilsystem. Die di-rekte Anbindung über eine neue Zu-fahrt und innerbetriebliche Strassen ermöglichen das reibungslose Anlie-fern und Versenden von Waren. Im Rahmen des Umzugs in die neue Halle haben 29 Maschinen und über 15 000 Lagerplätze ihren Standort gewechselt. Die gesamte Verlegung fand bei laufendem Betrieb statt und wurde durch das grosse Engagement der Mitarbeiter ermöglicht. Dadurch konnte die zuverlässige Belieferung der Kunden auch während des Um-zugs eingehalten werden.
Ökologie am BauDer Bau wurde unter Berücksichti-gung modernster ökologischer As-pekte geplant und umgesetzt. Zum Ausgleich der Oberflächenversiege-lung führt eine Versickerungsrigole entlang der Hallenstrasse. Zusätz-lich wird das Regenwasser vom Dach des Gebäudes in ein eigenes Reten-tionsbecken abgeleitet. Zwei im Bo-den der Halle integrierte Regenwas-serzisternen mit einem Gesamtvolu-men von 427 Kubikmetern versorgen die Löschwasserentnahme im Aussenbereich sowie die Sanitäranla-gen und die Aussenbewässerung. Diese Kombination von Regenwas-sernutzung und versickerung wirkt sich positiv auf die Umwelt aus. Denn Regenwassernutzungsanlagen sparen Trinkwasser. Ausserdem sor-gen Nordlicht sheds im Dach der Pro-duktionshalle für optimale Lichtver-hältnisse und tragen zu einem ange-nehmen Raumklima im Sommer bei. Gleichzeitig bilden sie die Unterkon-struktion für zusätzliche Photovolta-ikmodule. Die neue Photovoltaikan-lage bringt eine Maximalleistung von 259 kW. Zusammen mit der beste-henden Anlage erwirtschaftet Schmalz jährlich mit bis zu 344 kW installierter Modulleistung etwa 360 000 kWh Strom aus Sonnen-energie. Das entspricht dem Ver-brauch von etwa 80 VierPersonenHaushalten. Um den Energiever-brauch so gering wie möglich zu halten, wurde die Hallenbeleuch-tung tageslichtabhängig gesteuert
und je nach Helligkeit automatisch gedimmt. Zusätzlich wird die Bremsenergie des automatischen Klein-teilelagers ins Stromnetz rückge-spiesen.
Angenehmes ArbeitsklimaDie vollflächige Fussbodenheizung und eine moderne Regelungs und Lüftungstechnik schaffen ein ange-
nehmes Arbeitsklima. Der gesamte Heizwärmebedarf aller Firmenge-bäude wird von der hauseigenen Hack-schnitzelheizanlage über ein Nahwär-menetz gedeckt. Zusätzlich werden die Prozessabwärme der Produktions-anlagen sowie die Wärme der Hallen-lüftungsanlage gezielt zugeführt. Im Sommer sorgt die zentrale Maschinen-absaugung für gute Luftqualität und geringeren Wärmeeintrag. (bf)
02-10 technica 15
Automation | Märkte und Unternehmen

16 technica 02-10
Märkte und Unternehmen | Werkzeugmaschinen
Der gegenwärtige Optimis-mus bei der Fritz Studer AG ist trotz derzeit noch wenig
erfreulichem Geschäftsgang nach-vollziehbar. Zum einen hat Studer die Integration des Bieler Innen-schleifmaschinenherstellers Combi-Tec abgeschlossen. Zum andern ha-ben die verstärkten Marketing-anstrengungen mit zahlreichen Fachmesseauftritten einen histori-schen Höchststand an Neukunden generiert. Auch im 2010 wird Stu-der an zahlreichen Messen weltweit präsent sein und mit Marketing den Verkauf mit verschiedensten Kam-pagnen unterstützen.Die Prognosen gehen von einer nachhaltigen Erholung der Märkte in 2011 aus. Studer rechnet damit, dass im Jahr 2013 wieder das Um-satzniveau von 2007 erreicht wer-den kann. Weitere Gründe, die einen optimis-tischen Blick in die Zukunft begrün-den, sind die ungebrochene tech-nologische Leaderrolle der Thuner Rundschleifspezialisten sowie die Stärkung des Standorts Thun als eine der lediglich drei Schleifring-Konzern-Produktionsstätten.
Prozesse und Material-ströme optimiertVor zwei Jahren wurde eine Ana-lyse der Waren- und Wertströme durchgeführt. Diese Analyse bil-dete die Basis für ein Konzept zur Optimierung der Prozesse und Ma-terialströme sowie einer Neuaus-richtung der Montage- und Logis-tikressourcen. Anfangs 2008 konnte man so in Thun ein grösse-res Projekt zur Erweiterung der Standortkapazitäten in Angriff nehmen. Die damit verbundenen zwei «grossen Bauprojekte» sind mittlerweile abgeschlossen. Mit Ende des Jahres 2008 konnte ein neues Lager- und Speditionsge-bäude in Betrieb genommen wer-den, welches nach neuesten Ge-sichtspunkten der Logistikpro-zesse eingerichtet wurde. Ende 2009 konnte die neue Montage-halle fertiggestellt werden. Auf 2000 m² werden zukünftig Stan-dardmaschinen und Maschinen mit kundenindividuellen Lösungen montiert. Neben den Baumassnah-men wurde der gezielte Ausbau von Schlüsseltechnologien im Be-reich der Fertigung vorangetrie-
ben, mit dem Ziel, die Flexibilität und die Verfügbarkeit weiter nach-haltig zu steigern.
Von Engpässen zu ÜberkapazitätenFertigungstechnisch waren sowohl das Jahr 2009 sowie auch das Jahr 2008 grosse Herausforderungen. Im Jahr 2008 musste das bisher grösste Produktionsvolumen in den erforder-lichen Lieferfristen realisiert werden. Im Jahr 2009 mussten die Prozesse und Ressourcen dem deutlich redu-zierten Bedarf angepasst werden. Die Investitionen im Jahr 2010 ste-hen im Zeichen des Ausbaues der Kernkompetenzen im Bereich der Fertigung. Dieser Ausbau ist Teil des erwähnten globalen Produk-tions- und Fertigungsstättenkonzep-tes der Körber Schleifring-Gruppe. Ein wichtiger Prozess ist der Opti-mierungsprozess Puls. So nennt sich der Studer-«Werkzeugkasten», mit dem sämtliche Abläufe und Pro-zesse gestaltet und optimiert wer-den. Im nächsten Jahr bedeutet dies beispielsweise, dass in einem Teil der neuen Montagehalle eine Fliessmontage etabliert wird. Dies mit dem Ziel, die Montage- und Rüstzeiten weiter zu reduzieren.
Technische Grundlagen für die ZukunftWohin steuert die Rundschleiftech-nik? Studer stellt sich dieser Frage sowohl mit Grundlagen- wie mit an-gewandter Forschung.Die erste Gruppe der Forschungs-themen dreht sich um die Bearbei-tung von sprödharten Materialien zum Beispiel Keramik, Glas, oder Hartmetalle:
Ultraschallunterstütztes Schleifen •mit hohen Drehzahlen.
Funkenerosives Abrichten von me-•tallisch gebundenen Schleifschei-ben. Hartdrehen und Schälschleifen als •Technologie-Aufgabe, um neue An-wendungsfelder zu erkennen.
Als weitere Aufgabenstellung wid-met sich Studer dem Bearbeitungs-verfahren von langen, schlanken Werkstücken, insbesondere auch sehr schlanken Formteilen. Die zweite Gruppe der Forschungs-schwerpunkte befasst sich mit ma-schinenbaulichen Neuansätzen:
Antriebs- und Führungssystem: Stu-•derGuide. Der Begriff StuderGuide ist selbstverständlich geschützt. EU-Energie-Gesetzgebung. Hier •wirkt Studer direkt bei der Erstellung eines Selbstkonformierungs-Artikels – als Gegenvorschlagsinitiative der Maschinenverbände zuhanden des Europarates – mit.Man macht sich in Thun Gedanken, •an welcher Stelle der Energieverbrauch einer Schleifmaschine auf sinnvolle Weise reduziert werden kann. Einfache Maschinenkonzepte für •den fernen Osten.Ein weiteres Innovationsprojekt be-•schäftigt sich mit der Key-Kompo-nente Mineralguss. Das Joint Venture mit dem Schweizer Mineralgussher-steller Renocast bringt viele Vorteile. Die einzigartige Formulierung und damit die entscheidende Materialzu-sammensetzung – mit den bekann-ten Eigenschaften von Granitan – wird ausschliesslich für Schleifring-Produkte eingesetzt. (mg)
Das Fell ist dick und das Fässchen vollDas wirtschaftliche Winterwetter wird sich nach Meinung der Fritz Studer AG auch in den nächsten Monaten nur zögerlich «erwärmen». Das Thuner Flaggschiff der Schleifring-Gruppe fühlt sich jedoch dafür gewappnet, ge-nau so, wie man es dem Maskottchen des diesjährigen Studer-Motion-Mee-tings, dem Bernhardiner, nachsagt. Dazu Geschäftsführer Stephan Nell: «Der kalte Winter wird uns auch durch dieses Geschäftsjahr begleiten, aber das Fell ist dick und das Fässchen gefüllt.»
Fritz Studer AG zeigt sich gerüstet für die Zukunft
Auch wenn der «wirtschaftliche Winter» noch etwas anhält: Die Fritz Studer AG ist für kaltes Wetter gewappnet – wie ein Bernhardiner.
Die Studer-Geschäftsführer bei der Eröffnung der neuen Montage-halle, v.l.n.r Michael Horn, Stephan Nell und Fred W. Gaegauf.
InfosFritz Studer AG3602 Thun033 439 11 [email protected]

Werkzeugmaschinen und Werkzeuge | Werkzeugmaschinen
02-10 technica 17
Die statische und dynamische Stabilität der Bearbeitungs-zentren macht heute auch ra-
tionelle Hartbearbeitung möglich. Die dynamischen Achsantriebe sorgen, in Verbindung mit der Steuerung, der Software und dem NC-Programm, den jeweiligen Zerspanwerkzeugen, dem Einsatz von Kühlschmierstoff und ab-gestimmten Schnittparametern, für eine sehr hohe Positionier- und Ver-fahrgenauigkeit und damit für hohe Präzision und Oberfl ächenqualität. Diese Aufzählung liesse sich problem-los um diverse Features erweitern, etwa hinsichtlich thermischer Stabi-lität oder IKZ-Systemen mit hohem Kühlmitteldruck sowie umfangreicher Werkzeugsysteme und schneller Werk-zeugwechsel für eine maximale Ge-samtperformance.
Ideal für grosse Durch-messer und kleine SerienWas in der modernen Frästechnik heute möglich und beherrschbare Re-alität ist, wenn alle Komponenten und Parameter optimal aufeinander abge-
stimmt sind, zeigen die Partner Ma-schinenfabrik Berthold Hermle AG und HPG Nederland BV eindrucksvoll am Bereich Herstellung von Verzahn-teilen und Kegelradsätzen. Dabei wird auch deutlich, dass die Symbiose aus 5-Achsen-Hochleistungs-Bearbei-tungszentrum und 3D-Spezialsoftware in der Lage ist, konventionelle Ver-zahnbearbeitungen zu substituieren und den Herstellern von Zahnrädern, Verzahnteilen und Getrieben eine technisch sowie vor allem wirtschaft-lich hoch interessante Alternative bie-ten zu können.Einschränkend soll hier erwähnt wer-den, dass sich die Produktionsalter-native hauptsächlich auf Einzelteile und kleine Serien von Verzahnteilen in Baugrössen ab etwa 500 mm Durchmesser bezieht und bei Verwen-dung der grösseren 5-Achsen-Hoch-leistungs-Bearbeitungszentren C 40 bzw. C 50 ein Durchmesserbereich bis rund 1200 mm abgedeckt ist. Bei kleineren Durchmessern bzw. ab ge-wissen Stückzahlen sind klassische Verzahnmaschinen immer noch im Vorteil, lassen sich aber auch nur be-dingt fl exibel nutzen und erfordern für jedes Verzahnteil einen relativ hohen Umrüstaufwand.
5-Achsen-Komplettfräsen als Alternative zur kon-ventionellen BearbeitungAllerdings relativieren sich die Vorteile der herkömmlichen Verzahnungsbear-beitung wieder, wenn man die dort vorherrschenden Abläufe wie Vorfrä-sen und dann Verzahnungsfräsen oder Wälzfräsen oder Verzahnungsstossen,
Härten und Verzahnschleifen sowie schliesslich das Messen in Betracht zieht. Dafür sind nämlich auch ent-sprechende Maschinen, Werkzeuge und Messgeräte sowie Programme er-forderlich, die von vorneherein einen gewissen Kostenblock mit sich brin-gen. Ganz anders dagegen sieht das beim innovativen 5-Achsen-Verzahn-fräsen auf den universellen 5-Achsen-Bearbeitungszentren C 40 und C 50 von Hermle mithilfe der Spezialsoft-ware des Kooperations-Partners HPG High Precision Gears aus. Denn hier wird lediglich eines der besagten 5-Achsen-Bearbeitungszentren benö-tigt, das sowohl zum Verzahnungsfrä-sen als auch zum Vermessen des Ver-zahnungswerkstücks dient, und an-sonsten ist nur phasenweise eine Online-Verbindung zum Entwickler und Inhaber der Software «Complex Rotors» als Lizenzgeber und Lieferant des 3D-NC-Programms erforderlich.
Zahnformen-Modellierung mit höchster AuflösungDer Ablauf gestaltet sich wie folgt: die Daten der Zahnradgeometrie wie Mo-dul, Durchmesser, Zahnbreite, Zahn-höhe, Balligkeit usw. werden über eine Online-Verbindung an den Lizenzge-ber HPG übermittelt. Auf der Grund-lage dieser Daten erfolgt mittels Soft-ware die mathematische Berechnung der exakten Zahnform. Darüber hin-aus wird die Zahnform als Punkte-wolke mit X-, Y-, Z-Koordinaten entwi-ckelt und weitergehend in ein NC-Pro-gramm umgesetzt, wobei sich das Fräswerkzeug hier von x1, y1 sowie z1 nach x2, y2 sowie z2 bewegt und die
Mit der perfekten Symbiose von hochleistungsfähigen 5-Achsen-Bearbeitungszentren und einer Spezial-Software eröffnen sich den Herstellern von Zahnrädern und Verzahnteilen völlig neue Möglichkeiten. Dabei gibt es kaum Einschränkungen, wie anhand folgender Beispiele sichtbar wird. Die 5-Achsen-Technologie erlaubt die simultane Präzisionsbearbeitung kom-plexester 3D-Konturen. Die Motorspindeln gestatten den drehmomentoptimierten und damit effizienten Einsatz des jeweiligen Minifräs- oder Bohrwerkzeugs zur Feinstbearbeitung oder des Messerkopfes zum Leistungsschruppen.
Zahnräder wirtschaftlicher fertigen
5-Achsen-Fräsen anstatt klassischer Verzahnbearbeitung
5-Achsenhochleistung-Bearbeitungszentrum C 50 U dynamic mit einem Stirnkegelrad Ø 800 mm.
Stirnkegelrad mit Kosinusverzah-nung (S-Verzahnung), welche nur fräsend herstellbar ist.

18 technica 02-10
Werkzeugmaschinen und Werkzeuge | Werkzeugmaschinen
Zahnform fräst. Parallel dazu werden die gewünschte Traganteil-Einordnung vorgenommen und die Qualitätsklasse (1 bis 12) festgelegt. Die mathemati-sche Berechnung der Software erlaubt die einfache Einstufung z.B. in die ho-hen Qualitätsklassen 2 oder 3, wäh-rend über die Modellierung des klas-sischen Verzahnungsverfahrens aus dem CAD-Programm bestenfalls die Qualitätsklassen 5 bis 7 erreicht wer-den. HPG ist weltweit das einzige Unter-nehmen, das die Zahnformen-Model-lierung auf die besagte mathemati-sche Art und Weise ausführt und da-mit eine viel höhere Auflösung erreicht, als es auf der Basis Modellierung von CAD-Daten jemals möglich ist. In der Folge entstehen abgestimmte NC-Pro-gramme zum rationellen Schruppen und Schlichten. Die Herstellung sol-cher gefräster Verzahnungsteile bein-haltet somit nur noch die Teilprozesse Schruppen, Härten, Schlichten, Mes-sen und abschliessende Feinbearbei-tung; wobei alle Bearbeitungen, na-
türlich bis auf das Härten, auf dem Bearbeitungszentrum erledigt werden. Für die Schrupp-/Schlichtbearbeitung kommen ausschliesslich kostengüns-tige Zerspanwerkzeuge und keine teu-ren Spezialfräser bzw. Abwälzfräser oder Schleifscheiben zum Einsatz und es braucht selbstredend auch keine zusätzlichen NC-Programme. Im Grunde genommen besteht die Ver-zahnteile-Herstellung nur noch aus den beiden Arbeitsabläufen Vorfräsen und Schlichten (dazwischen Härten) bzw. Feinbearbeitung, Messen und Feinstschlichten. Denn nach dem Härten kommt das Werkstück zur Feinbearbeitung wieder auf die Ma-schine, und wird dort danach vermes-sen. Diese Daten gehen zur Auswer-tung wieder online zu HPG und kom-men in kürzester Frist (wenige Minuten) als Feinstschlichtprogramm (Soll-/Ist-Vergleich mit den 3D-Daten) retour an die Maschine. Nach dem Feinschlichten steht ein Verzahnungs-teil mit hoher Präzision und Oberflä-chenqualität zur Verfügung, ohne dass dafür ein grosser Aufwand betrieben werden müsste.
Technologie für neue Zahngeometrien und re-duzierte Durchlaufzeiten Das unkonventionelle jedoch in jeder Hinsicht absolut überzeugende Fräs-verfahren eignet sich ideal für die effiziente, wirtschaftliche Herstellung projektbezogener, individueller Ein-zel-, Prototyp-, Muster-, Ersatz- und Serien-Verzahnteile, wobei die Zahn-formen fast beliebig gewählt werden können. Das ist für die Anwender z. B. von Kegelradsätzen (Spiralkegelrad und Ritzel) von grossem Vorteil, weil über die Zahngeometrie, die Tragan-teile und die Oberflächenqualität der Getriebe-Wirkungsgrad und die Le-bensdauer sowie auch die Geräusch-entwicklung entscheidend beeinflusst werden. Der Clou des Verzahnungsfräsens auf Hermle-Standardmaschinen und mit Standardwerkzeugen ist zudem, dass mittels den volumetrisch hochgenauen 5-Achsen-Hochleistungs-Bearbei-tungszentren C 40 und C 50 sowie der kreativen Software bzw. der damit er-stellten NC-Programme auch hochent-wickelte Zahnformen wie z.B. S-Ver-
zahnungen oder Kosinus-Verzahnun-gen realisiert werden können. Das ist mit herkömmlichen Verfahren so gar nicht durchführbar, aber im Grunde genommen mit jedem bereits vorhan-denen 5-Achsen-Bearbeitungszentrum von Hermle. Denn grundsätzlich sind alle Hermle-Maschinen, die über eine CNC-Steuerung Heidenhain iTNC 530 oder Siemens 840D verfügen in der Lage, die NC-Programme von HPG aus Tilburg prozessgerecht zu verarbeiten. Dies wiederum eröffnet Herstellern von Getrieben oder auch Zulieferern, die entsprechende 5-Achsen-Bearbei-tungszentren von Hermle im Einsatz haben, völlig neue Gestaltungs- bzw. neue Geschäftsmöglichkeiten. Die Hersteller können künftig angepasste Sonderverzahnungen offerieren, ohne dahingehend in teures Spezialequip-ment investieren zu müssen; und die Zulieferer können für ihre Kunden das Leistungsportfolio erhöhen und sich ein ganzes Stück vom Wettbewerb ab-setzen. Mit Verzahnungsmaschinen kann man zudem nur verzahnen, wäh-rend sich 5-Achsen-Bearbeitungszen-tren universell und flexibel für die un-terschiedlichsten Zerspanaufgaben nutzen lassen. Schliesslich bietet das neue Verzah-nungsteile-Fräsen auch dahingehend Chancen, dass insbesondere die rele-vanten Branchen Transportsysteme (Schiffs- und Zugantriebe), Energie-technik (Hydro- und Windkraftanlagen), Bergbau- und Baumaschinen (Stein-brecher, Zementwerke) sowie Anlagen-bauer und Hersteller von Spezialantrie-ben weniger von der Konjunkturschwä-che betroffen sind und sich die Zulieferer sowie Zerspantechnik-Dienst-leister so von kritischen Branchen un-abhängiger machen können. (mg)
Linienraster eines Stirnkegelrades.
InfosMaschinenfabrik Berthold Hermle AGD-78559 GosheimHermle (Schweiz) AG8212 Neuhausen a. Rhf.052 674 00 [email protected]
HPG Nederland BVNL-5046 AB Tilburg, Holland+31 (0)13 [email protected]
5-Achs-Simultanbearbeitung eines Stirnkegelra-des Ø 800 mm.

02-10 technica 19
Verwo Acquacut AG
Vogtswisstrasse 1
CH-8864 Reichenburg
T +41 (0)55 415 84 84
F +41 (0)55 415 84 00
www.va-ag.ch
Blechbearbeitung & Schneidtechnologie
Entsorgungssysteme
Verwo Acquacut, das Zentrum für Blech-bearbeitung und Schneidtechnologie,konstruiert, produziert und montiert nachhöchsten Qualitätsansprüchen.
Verlassen Sie sichauf unser Know-how.
Die Verpackungsindustrie tut es.
Im Wombat-All-in-One-Laser-Bearbei-tungssystem sind sowohl der Bear-beitungslaser des Typs Explorer als
auch das optische 2D- oder 3D-Scanner-system in einem einzigen Gerät integ-riert. Die Festkörper-Laserquelle des Ex-plorers erzeugt ultraviolette und grüne Laserstrahlen mit grosser Puls-zu-Puls-Stabilität und hohen Wiederholungsra-ten. Die Kombination der beiden Funk-tionskomponenten von Newport Spectra-Physics und Arges ergibt ein vielfältig einsetzbares Laser-Bearbeitungssystem mit besonders kompakter Bauweise. Das System punktet bei anspruchsvollen An-wendungen: so etwa beim Markieren und Beschriften von Stahl und anderen Me-
tallen, dem Mikrobohren von Molybdän-folien und Glas, beim Markieren im In-neren von gläsernen oder anderen trans-parenten Werkstücken usw. Auf diese Weise werden zum Beispiel in der Pho-tovoltaik Dünnfilm-Solarpanels unver-wischbar markiert.
Genau dosierter WärmeeintragBesonders im Zusammenhang mit der Produkthaftung verschärft sich die For-derung, auch einzelne Bauteile und Komponenten so zu kennzeichnen, dass ihre Herkunft noch nach Jahren nach-vollziehbar ist. Die Produktkennzeich-nung durch Markieren und Beschriften erfüllt damit wichtige Funktionen sowohl in der Produktionstechnik und im Qua-litätsmanagement als auch in der Sicher-heitstechnik und beim Schutz gegen Produktpiraterie. Die Forderungen rei-chen hier so weit, dass der Hersteller bei eventuellen Reklamationen das Bauteil anhand eindeutiger Beschriftungen bis zum Produktionszeitpunkt bzw. bis zur Produktionscharge zurückverfolgen kann. Da die Produkte im Zuge der im-mer weiter voranschreitenden Miniaturi-sierung immer kleinere Dimensionen er-reichen, werden auch Markierungen im-mer kleiner. Zu den derzeit auch der breiten Öffentlichkeit bekannten Berei-chen, in denen die Miniaturisierung im-mer weiter voranschreitet, gehören zum Beispiel die Halbleiterindustrie und die Medizintechnik. Mitunter werden Markierungen und Be-schriftungen auch aus Sicherheitsgrün-den oder um das ästhetische Erschei-nungsbild nicht zu stören so klein aus-
Mit seinem direkt in die 2- und 3D-Scanner integrierten Laser ist das hier beschriebene Bearbeitungssystem eine kompakte, unkompli-ziert bedienbare All-in-One-Lösung für eine Vielzahl anspruchsvol-ler Anwendungen. Die Neuentwicklung zielt vor allem auf Einsätze in der Dünnfilm-Photovoltaik, beim Mikrostrukturieren, Lasertrimmen, Markieren im und auf Glas, Gravieren sowie Beschriften und Markie-ren von ID-Karten und Sicherheitsetiketten usw.
Scanner mit integriertem Laser
Markieren, Ablatieren und Mikrobohren mit All-in-One-Bearbeitungssystem
Mikromarkierungen von Metallen einschliesslich DataMatrix-Code mit Wombat (Wellenlänge 532 nm, Dot-Grösse 25 µm).
AutorMartin Wohlgenannt, Technischer Fachredaktor BR, A-6850 Dornbirn.

20 technica 02-10
Werkzeugmaschinen und Werkzeuge | Mikrobearbeitung
geführt, dass sie nicht mit freiem Auge sondern nur mit entsprechen-den optischen Einrichtungen lesbar sind. Die Miniaturisierung von Bau-teilen bringt es aber auch mit sich, dass Bearbeitungen wie etwa Bohrun-gen mit hoher Präzision im Mikrome-terbereich durchgeführt werden müs-sen. Die teilweise grossen Stückzah-len mit unter Umständen auch
kurzfristig zu erstellenden Produktva-rianten erfordern einerseits erhebli-che Bearbeitungsgeschwindigkeiten und andererseits eine hohe Flexibili-tät des Laser-Bearbeitungssystems. Der Laser ermöglicht dauerhaftes, unverwischbares Markieren. Den nö-tigen Kontrast der Markierung gegen-über dem Untergrund kann der Laser auf mehrere Arten erreichen: Bei Kunststoffen erzeugt er den Kontrast meist durch einen Farbumschlag des Materials, bei Metallen durch ther-misch erzeugte Anlassfarben. Im Un-terschied zum laserunterstützten Gravieren oder Abtragen entstehen bei diesen beiden Verfahren weder Grate noch Raupen oder Furchen auf der markierten Oberfläche. Generell punktet der Laser als Werkzeug ge-genüber anderen Bearbeitungsverfah-ren unter anderem durch berührungs-lose Arbeitsweise und einem genau auf die Bearbeitung abgestimmten Energieeintrag. Ausserdem ist der La-serstrahl auf äusserst kleine Arbeits-punkte fokussierbar. Das Werkstück nimmt also nicht mehr Wärme auf, als es die Bearbeitung erfordert. Da-mit werden thermische Schäden ver-mieden.
Hohe Strahlqualität spezi-ell für den MikrobereichZur Mikrobearbeitung ist neben ei-nem präzisen Scansystem auch eine sehr hohe Strahlqualität und -stabi-lität unabdingbar. Der in den Wom-bat integrierte diodengepumpte Fest-körperlaser Explorer wurde von New-port Spectra-Physics speziell für
diesen Applikationsbereich entwi-ckelt. Er zeichnet sich durch beson-ders hohe zeitliche und räumliche Strahlstabilität bei allen drei verfüg-baren Wellenlängen aus (349, 355 und 532 nm). Die verschiedenen ein-gesetzten Laserkristalle (Nd:YLF, Nd:Vanadat) bieten eine grosse Band-breite einstellbarer Laserparameter.Der Laser wird von einem aktiven Gü-teschalter (Q-Switch) gesteuert und emittiert Laserstrahlung im Grund-Mode TEM00. Im Strahlquerschnitt hat die Energieverteilung also die Form einer regelmässigen, glocken-förmigen Gauss-Verteilung. Zusam-men mit der optimal angepassten Op-tik und Strahlablenkungseinheit des Wombat ermöglicht dies eine sehr kleine Fokussierung und eine Bear-beitung mit hoher räumlicher Auflö-sung. Mit Abweichungen von weniger als drei Prozent weist der Laser auch bei hohen Pulsfolgefrequenzen eine ausgezeichnete Puls-zu-Puls-Stabili-tät auf. Die mittlere Leistung weicht auch über längere Zeiträume nur um weniger als zwei Prozent vom Aus-gangswert ab.Für wechselnde applikationsabhän-gige Anforderungen lassen sich Wie-derholungsrate und Pulsenergie über die Laser-Applikationssoftware «In-Script» schnell und unkompliziert einstellen. Die präzise zeitliche An-steuerung des aktiven Q-Switch über den integrierten Scanner-Controller ASC ermöglicht eine exakte Synchro-nisation von Laserpulsen und Spie-gelbewegungen mit einem Jitter un-ter +/– 0,5 ns. Weiterhin bietet der aktive Q-Switch den Vorteil einer kon-stanten Pulsenergie über einen brei-ten Pulsfrequenzbereich.
Varianten zur Optimie-rung der Bearbeitungs-prozesseMit Nd:YLF als Lasermedium arbei-tet das Wombat-System mit einer Wellenlänge von 349 nm. Es liefert eine Pulsenergie von bis zu 120 Mi-krojoule (µJ), Pulsdauern unter fünf Nanosekunden bei Pulsfolgefrequen-zen von Einzelpuls bis zu fünf Kilo-hertz. Das Design des Laserresona-tors (mit so genannter Intra-Cavity-Verdoppelung und -Verdreifachung der Laserstrahlung) stellt sicher, dass
Detail aus einer Markierung auf einer Glasober-fläche (Wellenlänge 349 nm, Spotgrösse 30 µm). (Bild: Newport Spectra-Physics, Arges)
Beim All-In-One-Laser-Bearbeitungssystem Wombat sind sowohl der Bearbeitungslaser des Typs Explorer als auch das optische 2D- oder 3D-Scannersystem in einem einzigen Modul integriert (rechts im Bild, Grösse 357 × 165× 188 mm, 15 kg).
Bohrung durch ein Millimeter dickes Glas (Wellen-länge 349 nm, Trepanation mit Fokus 25 µm). Die Vergrösserung der Bohrung zeigt an der Eintritts-seite keine Rissbildung im Glas. (Bild: Newport Spectra-Physics, Arges)

02-10 technica 21
SpannendeImpulse für dieElektrotechnik
Auf der wichtigsten Messe fürdie Elektrotechnik finden Sieenergieeffiziente, intelligenteLösungen – neu und nochübersichtlicher strukturiert.
Frankfurt am Main11.– 16. 4. 2010
Tel. 061 / 205 17 [email protected]
53184-00
4•Messe
FFM
•Ligh
tBuilding•Elek
tro•Te
chnica
•101x29
7mm/A
•CDRom
•ISO-39CMYK•dk
:18.1.20
10DU:19.01.2010
SCHWEIZ
Weltleitmesse für Architektur und Technik
Änderungen der Pulsenergie und der Pulsfrequenz keinen oder nur einen minimalen Einfluss auf die Parameter des UV-Laserstrahls haben. Die Pulsenergie wird fort-laufend gemessen und die Mess-werte mit der Energie der abgege-benen Pulse abgeglichen. Die ex-akte Erfassung und Steuerung der Pulse ermöglicht die perfekte Un-terdrückung von Erstpulsen sowie das Selektieren von Puls-Bursts mit konstanter Energie.Für Pulsfolgefrequenzen zwischen 20 und 150 kHz wird Nd:Vanadat als aktives Lasermedium einge-setzt. Dieses Medium kann Laser-strahlung mit einer mittleren Leis-tung von zwei Watt bei Wellenlän-gen von 532 nm und bis zu 500 mW bei 355 nm emittieren. Um jedem Anforderungsprofil in möglichst vielen Aspekten zu ent-sprechen, stehen unterschiedli-che Aperturen des Wombat zur Verfügung. Der Anwender kann den Akzent entweder auf hohe Scangeschwindigkeit, kleinste Spotdurchmesser oder auf grosse Bearbeitungsfelder legen und zwi-schen telezentrischen und nicht telezentrischen Fokussieroptiken wählen.Die 2D-Ausführungen mit den Aperturen 11 und 16 mm werden üblicherweise mit F-Theta-Linsen ausgerüstet. Die telezentrischen Ausführungen, bei denen der La-serstrahl auch in den Ecken des Scanfeldes immer senkrecht auf der Werkstückoberfläche auftrifft, eignen sich besonders für die Tie-fengravur und für andere abtra-gende Laserverfahren. Mit dem optional einsetzbaren schnellen Fokus-Translator (Z-Achse) kann bei diesen Anwendungen der Fo-kusbereich präzise nachgestellt werden, um tiefere Strukturen herzustellen. Die 3D-Modelle mit einer Apertur von 21 mm sind serienmässig mit einem Fokus-Translator ausgestat-tet und können daher auf F-Theta-Linsen zur Fokussierung ganz ver-zichten. Die grosse Apertur er-laubt mit dem optimierten Fokussiersystem ausserordentlich grosse Arbeitsvolumina von 250 x
250 x 100 mm und gleichzeitig sehr kleine Spots, die mit F-Theta-Linsen nicht realisierbar wären.
Vielseitiges Produkti-onssystemNeben den bereits erwähnten Me-tallen und Kunststoffen lassen sich auch transparente Werkstoffe wie Glas, Brillanten und andere Kristalle beschriften oder kenn-zeichnen. Fein fokussierte, hoch-energetische Pulse ermöglichen es, in diesen Materialien Markie-rungen auch im Inneren zu erzeu-gen. Innengravuren unterhalb der Werkstückoberfläche sind auch bei langjähriger Einwirkung ag-gressiver Umgebungseinflüsse nicht verwischbar. Auf diese Weise erhalten auch Flachbildschirme, Displays und Dünnfilm-Solarpa-nels eindeutige Kennzeichnungen für die Verdrahtung. Derartige Kennzeichen bieten ausserdem einen nicht veränderbaren Plagi-atschutz. Beim Mikrobohren von Glas kön-nen durch den UV-Laser Explorer insbesondere die sehr aufwendi-gen und auch wesentlich teureren Excimerlaser ersetzt werden. Weitere Anwendungen finden sich bei der Herstellung mechatroni-scher und elektronischer Bauteile für die Industrie und den tägli-chen Gebrauch durch den Konsu-menten: zum Beispiel bei der Pro-duktion von Geräten für Telekom-munikation, Optik, Biotechnologie, Medizintechnik, Automobilbau oder Flugzeugbau. (mg)
InfosNewport Spectra-Physics GmbHD-14532 Stahnsdorf+49-3329-63 [email protected]
Arges Gesellschaft für Industrie-planung und Lasertechnik GmbHD-92442 Wackersdorf+49-9431-79 94-0www.arges.de

22 technica 02-10
Werkzeugmaschinen und Werkzeuge | Fachmessen
Die Industrie muss Strukturen und Konzepte an die gesunkene Nachfrage anpassen.
«Die METAV wird zeigen, inwieweit die Abnehmer von Werkzeugmaschi-nen aus ihrer Schockstarre auftauen», ist Dr. Detlev Elsinghorst, Präsident der METAV, überzeugt. Als sehr gu-tes Zeichen wertet er, dass in den letzten Wochen und Monaten die Zahl der Aussteller und der belegten Net-toquadratmeter auf der METAV noch erheblich gewachsen ist. «Die Firmen haben darauf reagiert, dass die meis-ten Frühindikatoren aufwärts zeigen und wollen zeitnah zu einer Konjunk-turerholung, die auf sehr niedrigem Niveau aufsetzt, präsent sein», er-klärt Elsinghorst. Insbesondere Her-steller, die davon profitieren, dass leere Lager wieder aufgefüllt werden müssen, berichteten von Belebung bei den Kunden. Auch im Projektge-schäft zeige sich wieder Bewegung.
Intelligente FertigungstechnikDie METAV 2010 wird auch ein Grad-messer dafür werden, mit welchen Strategien die Industrie aus der Krise kommen will. Die gesamte Investiti-onsgüterindustrie steht nach der tie-fen Zäsur des vergangenen Jahres vor einem weiteren schwierigen Jahr mit grossen Herausforderungen. Die Ver-braucher beispielsweise fragen nach
neuen Produkten, etwa attraktiven Autos mit gleichzeitig sparsamen, umweltfreundlichen Motoren und An-triebskonzepten. Industrieausrüster ihrerseits wollen zusätzliche Abneh-mermärkte erschliessen, um unabhän-giger zu werden. Die Industrie insge-samt muss Strukturen und Konzepte an die gesunkene Nachfrage anpas-sen. Deshalb stehen Kostensenkung und Prozessoptimierung weiterhin oben auf der Agenda.Für all dies wird intelligente Ferti-gungstechnik benötigt. Über die neu-esten Entwicklungen dazu können sich Fertigungsexperten auf der ME-TAV 2010 ausführlich informieren. Schwerpunkte auf der Messe sind Werkzeugmaschinen für die Zerspa-nung und Umformung, Fertigungs-systeme, Präzisionswerkzeuge, auto-matisierter Materialfluss, Computer-technologie, Industrieelektronik und Zubehör.Darüber hinaus hat der VDW (Verein Deutscher Werkzeugmaschinenfabri-ken) als Organisator der METAV ge-meinsam mit Partnern zahlreiche attraktive Sonderveranstaltungen or-ganisiert. Sie bieten den Produktions-spezialisten aus der gesamten Indus-trie vertieftes Wissen zu den Themen Schleifen, Herstellung medizintech-
nischer Produkte, Energieeffizienz bei Werkzeugmaschinen, automobile An-triebe der Zukunft, Product Lifecycle Management PLM und Strategien für die Nachwuchswerbung (detaillierte Informationen über das Rahmenpro-gramm unter www.metav.de).«Wir stehen derzeit am Scheideweg», prognostiziert Detlev Elsinghorst. Die Werkzeugmaschinenindustrie in Deutschland ist ein starker Industrie-zweig, der im internationalen Wettbe-werb in der Spitzenliga spielt. Platzt der Knoten und es wird wieder inves-tiert, werden die Deutschen vorne mit dabei sein. «Anhaltspunkte dafür wer-den wir auf der METAV 2010 sehen», ist sich Elsinghorst sicher. (bf)
Die Werkzeugmaschinenindustrie hat die Talsohle bei den Auf-tragseingängen durchschritten. Das gilt insbesondere für die grossen Anbieternationen, die sich vom 23. bis 27. Februar 2010 auf der METAV in Düsseldorf treffen. Dort findet die erste umfas-sende internationale Leistungsschau für die gesamte Metallbe-arbeitung im laufenden Jahr statt. 680 namhafte Aussteller aus 26 Ländern zeigen auf rund 32 000 m² Nettoausstellungsfläche ihre Innovationen bei Produkten und Dienstleistungen für die industrielle Fertigung.
Ausstellerzahl weiter angestiegen
InfosVerein Deutscher Werkzeugma-schinenfabriken (VDW) e.V.D-60325 Frankfurt+49 69-756081-33www.metav.de
METAV 201023.–27. Februar 20109 bis 18 Uhr (Di-Fr)9 bis 16 Uhr (Sa)ab 19 Euro
METAV 2010 wird zum Gradmesser für wirtschaftliche Erholung der Industrie

02-10 technica 23
Fachmessen | Werkzeugmaschinen und Werkzeuge
Die Wettbewerbsfähigkeit des Maschinenbaus steht und fällt mit seiner Innovationsfähigkeit. Deshalb engagieren sich z.B. in Deutschland die Mitglieder der Forschungsvereinigung Werkzeugmaschinen und Fertigungstechnik (FWF) gemein
sam für eine effiziente Grundlagenforschung: Zu den Aktivitäten der FWF gehören u.a. die zielgerichtete Organisation und Durchführung gemeinsamer Forschungsvorhaben, die Akquise und Zuweisung von Mitteln sowie die Dokumentation der
Ergebnisse vorwettbewerblicher Forschung. Auch Sandvik Coromant setzt sich als Mitglied der FWF für die Innovationskraft des deutschen Maschinenbaus ein. Im Rahmen der Metav (23.–27. Februar 2010) gibt die FWF jetzt Einblick in die gemeinsame Arbeit: Am Stand der FWF (Halle 9, Stand B45) beantworten Vertreter von Mitgliedsunternehmen und Forschungseinrichtungen Fragen rund um die Themen F&E sowie entsprechenden Projekten. Die Experten von Sandvik Coromant stehen für Fachgespräche zu den Themen Hartdrehen, Sonderschneidplatten, Gewindedrehen und Stechen, Drehfräsen, Verzahnungsfräsen, CaptoSpindelintegration, Titanfräsen sowie Frässtrategien zur Verfügung.
Innovation ist ein wichtiger Erfolgsfaktor für Sandvik Coromant, das Unternehmen investiert jährlich etwa sechs Prozent seines Umsatzes in Forschung und Entwicklung. Zu den Ergebnissen zählen auch die zweimal im Jahr unter dem Namen CoroPak erscheinenden Produkte. Schwerpunkte des ersten Neuheitenpakets im Jahr 2010 (CoroPak 10.1) sind Fräslösungen zur Titanbearbeitung, neue Werkzeughalter, innovative Gewindedreh-Schneidstoffe für HRSAs sowie eine neue, leistungsfähige Sorte zur Fräsbearbeitung von Stahl und Gusseisen.
Sandvik AG6002 Luzern041 368 34 [email protected] 9, B45
16 Meter lang, 11 Meter hoch, 10 Meter tief, 250 Tonnen schwer – das sind die Masse der grössten Maschine, die je auf einer METAV in Düsseldorf ausgestellt wurde. Zwölf
Schwertransporter bringen die VTC 50/60E, eine Karusselldrehmaschine, von Rotterdam zu ihrem Bestimmungsort nach Siegen und machen dabei Station auf der METAV
2010 in Düsseldorf. Gebaut wurde die Maschine von der Firma Hankook Machine Tools aus Changwon, einem Spezialisten für hochleistungsfähige Drehmaschinen in Korea.«Erstmals haben wir eine Maschine dieser Grössenordnung in Europa verkauft», erklärt Hee Jin Eun, Geschäftsführerin der deutschen Vertriebsgesellschaft in Hamburg. «Wir nutzen die METAV 2010 als Plattform, unseren Kunden in Europa diese Referenzmaschine zu präsentieren.» Die Maschine zeichne sich durch ihre hervorragenden Eigenschaften bei der Bearbeitung rundsymmetrischer Teile aus.Diese Vorzüge waren auch ausschlaggebend für den Käufer der Maschine, die Firma Kiel Flanschen GmbH in Siegen. Sie hat eigens eine neue Fertigungshalle für die
Maschine gebaut. Das Siegener Familienunternehmen stellt Verbindungselemente für Rohre bis zu einer Grösse von 4300 mm her, wie sie beispielsweise im Maschinenbau, bei Windkraftanlagen oder in der Petrochemie eingesetzt werden. «Mit dem Kauf dieser Maschine wollen wir in einen neuen Fertigungsbereich vorstossen», sagt Dirk Breyer, Geschäftsführer der Siegener Firma in der dritten Generation. Auf dem Stand von Hankook Machine Tools ist die Leistungsfähigkeit der neuen Maschine zu sehen.
VDW – Verein Deutscher Werkzeugmaschinenfabriken e.V.D-60325 Frankfurt am Main+49 69 756081-33 www.vdw.deHalle 15, G06
ProfiCAM 2010 ist ausgestattet mit einem umfangreichen Rohteilmanagement und gibt dem CAD/CAMProgrammierer jederzeit Aufschluss über die aktuelle Rohteilsituation. Folgetechnologien können dadurch optimal aufgesetzt werden. Die punktuelle Visualisierung des Bauteilzustandes während des Entstehungsprozesses verkürzt die Programmierzeit und verhindert unproduktive «Leerwege» der Werkzeuge. Besonders hervorzuheben ist, dass die Rohteilzwischenergebnismodelle als CADModell gespeichert und für weitere Aufgaben und Arbeitsschritte verwendet werden können.
ProfiCAM 2010 wurde auf der Basis des Betriebssystems Windows 7 weiterentwickelt.Für die konturscharfe Darstellung, verbunden mit höchster Performance, wird auf die neuesten OpenGL-Funktionalitäten moderner Grafikkarten zurückgegriffen. Komplexe Maschinenraumsimulationen mit Materialabtrag und mathematischer Kollisionsprüfung können dadurch wesentlich bedienfreundlicher und realistischer in der Darstellung durchgeführt werden. Kurze Berechnungszeiten und ein schneller Bildschirmaufbau in Verbindung mit StandardPCHardware zeichnen ProfiCAM 2010 aus. Die
Bedienung des CAD/CAMSystems und das Manövrieren in der virtuellen 3DWelt kann durch den Einsatz eines 3DEingabegerätes, einer sogenannten Spacemouse, vereinfacht werden. ProfiCAM 2010 unterstützt diese Geräte und verfügt über ein eigenes Konfigurationsmenü zur Definition der Bewegungs und Klickfunktionen.
COSCOM GmbH6246 Altishofen062 748 10 [email protected] 9, E64
Forschungsförderung als Innovationsmotor ❚
250-Tönner macht Halt an der METAV ❚
Rohteilmanagement – die 3D-Programmierung wird Realität ❚

24 technica 02-10
Werkzeugmaschinen und Werkzeuge | Werkzeuge
Kurt BreuningIRCO Maschinenbau GmbH71144 SteinenbronnDeutschlandFon: 0049 (0)7157 [email protected]
M91
chM
H1
ecoPROFI ILS-REX
Stangenwerkstoffe ladenFertige Drehteile entladen
Automatisch, ohne Pause23. – 27.02.2010, DüsseldorfHalle 17, Stand A42/A46
Bei geschmiedeten Werkstü-cken wird im Voll- und Teil-schnitt ein hervorragender
Spanbruch bei Schnittgeschwindig-keiten vc = 180 bis 220 m/min und bei Vorschüben f = 0,18 bis 0,22 mm erzielt. Beim Teilschnitt kann in Ab-hängigkeit von der Stabilität des Werkstücks und seiner Spannung der Vorschub auf f ≤ 0,35 mm erhöht werden. Diese Schnittwerte, anwend-bar für die Nass- und Trockenbear-beitung, erfordern jedoch eine stabile Spannung.
Einsatzbeispiel: Nuteinstechen bei PKW-GetriebenDie Stärken der HR-Geometrie nutzte ein Hersteller von Zahnrädern für PKW-Getriebe beim axialen Nutein-stechen in die geschmiedeten Teile.
Mit den von Horn empfohlenen Schnittdaten erzeugten die Werk-zeuge Typ S229 den erforderlichen Spanbruch, um im automatischen Zy-klus trocken arbeiten zu können. Un-ter diesen schwierigen Bedingungen erreichte die HR-Geometrie zusam-men mit einer warmfesten Hartme-tallsorte eine Standmenge von 250 bis 300 Teilen pro Schneide. Diese bis dahin nicht erreichte Grössenord-nung wurde zwar freudig registriert, aber als wichtigsten Nutzen bewer-tete der Kunde die prozesssichere Trockenbearbeitung durch den Span-bruch. Ohne die HR-Geometrie hätte sich als einzige Alternative zur Ver-meidung von Wirrspänen eine Viel-zahl von Schnittunterbrechungen an-geboten, mit all ihren negativen Aus-wirkungen auf die Belastung der gesamten Wirkstelle.
Die Schneidplatten mit HR-Geomet-rie sind in Breiten von 3, 4, 5, 6 und 8 mm mit der Beschichtung AS 66 ab Lager lieferbar. Die Eckenradien be-ginnen bei der 3 mm breiten Platte bei R = 0,4 mm. Um die hohen Schnittkräfte beim Schruppen sicher übertragen zu können, empfehlen sich als Trägerwerkzeuge Halter in Kasset-ten- oder Monoblockausführung.
Wirrspäne, wie sie beispielsweise bei Schmiedeteilen charakte-ristisch sind, können mit der treppenförmigen Spanfläche und Spanformrille der Geometrie «HR» (hard roughing) vermieden werden. Die neue Geometrie erzeugt im Voll- und Teilschnitt die für ein prozesssicheres Arbeiten erforderlichen kurzen Späne. Stechwerkzeuge mit HR-Geometrie empfehlen sich deshalb besonders zum Nutstechen und zum Kopieren komplexer Kon-turen bei langspanenden Werkstoffen.
Einstechen ohne Wirrspäne
InfosHartmetall-Werkzeugfabrik Paul Horn GmbHD-72072 TübingenSchweiz:DIHAWAG, Diamant- und Hartmetallwerkzeuge AG2504 Biel032 [email protected]
HR-Geometrie: Den Spanbruch im Griff
Wendeschneidplatte S229 mit HR-Geometrie. (Bild: Horn GmbH)

02-10 technica 25
Nr. 02-10www.swissrobotics.net
Die neue Maschinenrichtlinie 2006/42/EG gilt seit dem 29.12.2009 auch in der Schweiz. Sie löste die bestehende Maschi-nenrichtlinie 98/37/EG ab. Dafür wurde eine eigene Maschinenver-ordnung in Kraft gesetzt. Zudem werden die Europäischen Normen für Maschinensicherheit zurzeit überarbeitet, damit diese weiter-hin Vermutungswirkung haben. Wichtig ist seit anfangs Jahr, dass sich Hersteller und Inverkehrbrin-ger, aber auch Betreiber von Ma-schinen über die aktuellen Ände-rungen informieren und ihre Ma-schinen- und Anlagensicherheit aber auch ihre technischen Un-terlagen und Erklärungen entspre-chend anpassen. Wir befragten Guido Schmitter, Bereichsleiter Technik und Stellenleiter Zertifi-zierungsstelle für Produkte der Suva, zu den wichtigsten Konse-quenzen für die Industrie.
Technica: Welche Änderungen muss der Hersteller und Inver-kehrbringer von Maschinen be-rücksichtigen?
Guido Schmitter: Es sind zum Teil wichtige Erneue-rungen, aber zum anderen auch kleinere Ergän-zungen. Es würde hier den Rahmen sprengen, um
auf alle Anpassungen hinzuwei-sen, dafür gibt es bereits Litera-
tur, Fachbücher, Seminare und Referate. Grundsätzlich ist aber anzufügen, dass sich der Herstel-ler, Inverkehrbringer, aber auch Betreiber von Maschinen einge-hend mit der neuen Maschinen-richtlinie 2006/42/EG befassen muss, ist sie doch ab dem 29.12.2009 in der gesamten eu-ropäischen Union, dem Europäi-schen Wirtschaftsraum und in der Schweiz für das Inverkehr-bringen von Maschinen, aber auch für auswechselbare Ausrüs-tungen, Sicherheitsbauteile, Lastaufnahmemittel, Ketten, Seile und Gurten, abnehmbare Kardanwellen und unvollständige Maschinen, siehe MRL Artikel 1, gültig.
Welche Unterlagen hat der Her-steller oder Inverkehrbringer für den Nachweis der Konformität weiterhin zu erstellen, dass er die MRL erfüllt hat?Schmitter: Anstelle der früheren technischen Dokumentation nach MRL 98/37/EG gilt es nun, die technischen Unterlagen nach MRL 2006/42/EG zusammenzu-stellen, Details dazu siehe An-hang VII, A der MRL. Zudem müs-sen für unvollständige Maschinen spezielle technische Unterlagen erstellt werden, siehe Anhang VII, B der MRL. Diese technischen Unterlagen sind auch an eine Zer-tifizierungsstelle für Produkte (notifizierte Stelle) für eine Bau-musterprüfung gemäss Anhang
IX, falls diese erforderlich ist, zur vollständigen Überprüfung einzu-reichen.
Welche Erklärungen sind eigent-lich noch erforderlich und beim erstmaligen Inverkehrbringen dem Betreiber auszuhändigen?Schmitter: In der neuen MRL gibt es noch zwei Erklärungen. Zum einen die Konformitätserklärung für eine Maschine, siehe Anhang II 1.A der MRL, wie es bereits in der heutigen MRL gefordert wird. Diese muss jedoch neu mit den Angaben der Person, die für die Zusammenstellung der techni-schen Unterlagen verantwortlich ist, ergänzt sein.Zum anderen gibt es anstelle der Herstellererklärung neu die Ein-bauerklärung für unvollständige Maschinen, siehe Anhang II 1.B der MRL. Auch hier sind neu die Angaben der Person, die für die Zusammenstellung der relevanten technischen Unterlagen verant-wortlich ist, erforderlich.Nicht zu vergessen ist, dass für unvollständige Maschinen eine Montageanleitung, siehe Anhang VI der MRL, gefordert ist. Darin ist anzugeben, welche Bedingun-gen erfüllt sein müssen, damit die unvollständige Maschine ord-nungsgemäss und ohne Beein-trächtigung der Sicherheit und Gesundheit von Personen mit den anderen Teilen zur vollständigen Maschine zusammengebaut wer-den kann. Die Montageanleitung
ist in einer Amtssprache der eu-ropäischen Gemeinschaft abzu-fassen, die vom Hersteller (oder seinem Bevollmächtigten) der Maschine, in die die unvollstän-dige Maschine eingebaut werden soll, akzeptiert wird.Betreffend allgemeine Grundsätze für die Abfassung der Betriebsan-leitung (Original und Übersetzun-gen in die Gemeinschaftsspra-chen), aber auch der Erklärungen, siehe Anhang II 1.A, erster Ab-schnitt, findet man mehr dazu in der neuen MRL, Anhang I, Kapi-tel 1.7.4.1 a und b.
Noch etwas zum Typenschild einer Maschine; gibt es dazu Än-derungen?Schmitter: Die Kennzeichnung der Maschine ist nach wie vor ge-fordert, Anhang I, Kapitel 1.7.3 der neuen MRL gibt dazu Aus-kunft. Neu gefordert ist die Bezeichnung der Maschine auf dem Typen-schild. Beim Baujahr wurde zu-dem noch hinzugefügt, dass es das Jahr ist, in dem der Herstel-lungsprozess abgeschlossen wurde. Es ist untersagt, bei der Anbringung der CE-Kennzeich-nung das Baujahr der Maschine vor- oder nachzudatieren.
Haben die Europäischen Normen weiterhin Vermutungswirkung?Schmitter: Ja, die Vermutungswir-kung ist weiterhin gewährleistet, siehe auch Artikel 7 in der neuen
Die juristische Sicht der SicherheitUnter dem Titel «Sicheres Arbeiten mit Kollege Robi» berichteten wir in Technica 06-09 an die-ser Stelle über neue Sicherheitskonzepte, wel-che das Zusammenwirken von Mensch und Robo-ter erleichtern und gleichzeitig sicherer machen. Es genügt jedoch heute nicht mehr, die Sicherheit einer Anlage mit technischen Massnahmen zu erreichen. Mindestens so wichtig ist es geworden, die Sicherheit auch nachweisen zu können. Das Stichwort hierzu ist die Maschinenrichtlinie 2006/42/EG.
Seit Anfang Jahr ist die Maschinenrichtlinie 2006/42/EG in Kraft
Guido Schmitter, Bereichsleiter Technik, Suva.
Fertigungslinie mit Gelenkarm-Portalroboter und über 70 m Schutz-zaun Quick-Guard E. (Foto: David Wilder/KAESER Kompressoren)

26 technica 02-10
swissRobotics.net | Robotik
Kleinroboter IRB 120
ABB Schweiz AGRoboticsBadenerstrasse 7808048 ZürichTel. +41 (0)58 586 05 15Fax +41 (0)58 586 05 99www.abb.ch/[email protected]
Inserate_Februar_10_dt:. 22.1.2010 9:27 Uhr Seite 1
Robotik-Integration
Bachofen AGAckerstrasse 428610 UsterTel. +41 (0)44 944 11 11Fax +41 (0)44 944 12 [email protected]
Inserate_Februar_10_dt:. 22.1.2010 9:27 Uhr Seite 2
FANUC Robotics SchweizGrenchenstrasse 72500 Biel / Bienne 8Tel. +41 (0)32 344 46 46Fax +41 (0)32 344 46 [email protected]
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 6
®
b
bachmann engineering agHenzmannstrasse 84800 ZofingenTel. +41 (0)62 752 49 49Fax +41 (0)62 751 46 [email protected]
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 3
Bosch Rexroth Schweiz AGHemrietstrasse 28863 ButtikonTel: +41 (0)55 46 46 111Fax: +41 (0)55 46 46 [email protected]
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 4
Compar AGvision systems & roboticsRietbrunnen 448808 Pfäffikon (SZ)Tel. +41 (0)55 416 10 60Fax +41 (0)55 416 10 [email protected]
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 5
MRL, sofern diese Europäischen Normen im Amtsblatt der Europäi-schen Union unter der neuen Ma-schinenrichtlinie veröffentlicht sind. Darum wurden bereits im letz-ten, wie auch in diesem Jahr, zahl-reiche EN-Normen einer Revision unterzogen, um die grundlegenden Sicherheits- und Gesundheits-schutzanforderungen zu erfüllen. Zudem wurden wichtige Sicher-heitsnormen für Maschinen auf EN- und ISO-Ebene zusammengeführt. Die neuen Normenausgaben er-scheinen nun unter EN ISO.Die Fachexperten der Suva, Bereich Technik, arbeiten seit Jahren aktiv in wichtigen Europäischen Normen-gremien mit, um die Erfahrungen betreffend Produktesicherheit di-rekt einzubringen. Wir raten dies der Schweizer Industrie ebenfalls dringend, aktiv an der Gestaltung der Normen mitzuarbeiten. In wich-tigen Sicherheitsnormen in der Ma-schinen- und Elektroindustrie ist die Zusammenarbeit mit Hersteller-verbänden wie swissmem oder elec-trosuisse, sowie der SNV und der Suva bereits hervorragend. In ein-zelnen Punkten kann diese Zusam-menarbeit jedoch noch intensiviert werden. Ansprechpartner für die Mitarbeit der Hersteller in Normen-gremien, aber auch für Normenbe-stellungen ist der SNV. Der SNV hat zudem in Zusammenarbeit mit der Suva eine CD zum Thema CE-Kon-formität von Maschinen erstellt. Sie kann beim SNV bestellt werden un-ter www.snv.ch.
Eine letzte Frage: Wie soll der Hersteller oder Inverkehrbringer vorgehen, um die neue Maschi-nenrichtlinie 2006/42/EG effizi-ent umzusetzen?
Schmitter: Grundsätzlich hat sich der Hersteller oder Inverkehrbringer an die neue Maschinenrichtlinie 2006/42/EG zu halten. Diese ist auf der EU-Website oder auf unserer Website www.suva.ch/certification unter «Wichtige Links» verfügbar. Ebenso auch die dazugehörende Maschinenverordnung und die aktu-ellen Versionen der EMV- und Nie-derspannungsrichtlinie. Als weitere Hilfsmittel findet der Hersteller verschiedene CE-Doku-mente, insbesondere auch für Ma-schinen und Sicherheitsbauteile zu-sammengestellt, die auf unserer Suva-Website verfügbar sind. Ein-zelne Übersichtsgrafiken zeigen zu-dem die Schweizer Gesetzgebung und die Richtlinien-/Normenland-schaft betreffend Maschinensicher-heit auf.Im Weiteren bietet die Suva auch fachspezifische Seminare an. Wei-tere Infos unter www.suva.ch/kurse.Für generelle Auskünfte zur CE-Kon-formität oder Baumusterprüfung können sich Hersteller, Inverkehr-bringer, aber auch Betreiber von Ma-schinen, an die SUVA wenden.
Die Vermutungswirkung bei RobotersystemenWas bedeutet nun die Maschinen-richtlinie für den Robotersystem-bauer in der Praxis? Wie vorgän-gig erwähnt, gilt auch im Rahmen der neuen Maschinenrichtlinie die Vermutungswirkung. Das bedeu-tet: Wird nach harmonisierten Normen gebaut, so wird vermutet, dass die grundlegenden Sicher-heits- und Gesundheitsanforde-rungen erfüllt sind. Relevant für Roboteranlagen sind einerseits die Norm EN ISO 10218-1 für Konstruktion und Bau des Robo-

02-10 technica 27
Robotik | swissRobotics.net
Software-EngineeringEntwicklung kundenspezifischer&massgeschneiderter Anwender-&Applikations-Software im Bereichder Robotik&der Automation.Angebot der folgenden Leistungen:Studie&Analyse • Pflichtenheft&Spezifikation • Umsetzung • Inbe-triebsetzung
IEE AGOberdorfstrasse 50CH-4125-Riehen/BSTel. +41 (0)61 381 55 22Fax +41 (0)61 381 55 [email protected]
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 7
www.insys.ch
INSYS Industriesysteme AGBuchliweg 12CH-3110 MünsingenTél. +41 (0)31 720 77 [email protected]
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 8
Kaiser engineering GmbHTheodorshofweg 22 /PF 3324310 RheinfeldenTel. +41 (0)61 845 91 91Fax +41 (0)61 845 91 [email protected]
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 9
Maschinenschutz
KERN STUDER AGEinsiedlerstrasse 31a8820 WädenswilTel. +41 (0)44 783 22 44Fax +41 (0)44 783 22 [email protected]
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 10
moveline AGObstgartenstrasse 198910 Affoltern a/ATel. +41 (0)44 762 61 00Fax +41 (0)44 762 61 [email protected]
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 12
LOGOAGLOGOLorem ipsum dolor volsum dolor sit amet, consetetur sa-dipscing elitr, sed diam nonumyeirmod tempor invidunt ut laboreet dolore diam voluptua. At veroeamet, conseaccusam et magnaaliquyam erat, sed diameamet,conseaccusam et magna ali-quyam erat, sed diam voluptua.
LOGO AGMustestrasse 323456 MusterlingenTel. +41 000 00 00Fax +41 000 00 [email protected]
KUKA Roboter Schweiz AGIndustriestrasse 95432 NeuenhofTel. +41 (0)44 744 90 90Fax +41 (0)44 744 90 91www.kuka-roboter.ch
Er sucht Sie.
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 11
ters (betrifft ursächlich die Robo-terhersteller) sowie andrerseits EN ISO 10218-2 für die Integra-tion, d.h. für die Roboteranlage. Letztere Norm macht Aussagen zu verschiedenen Aspekten wie Start und Wiederanlauf, Schutzeinrich-tungen zur Anwesenheitserken-nung oder Kennzeichnung des Robotersystems. Die Norm nennt weiter die Anforderungen an ein sicherheitsbezogenes Steuerungs-system, die wiederum in eigenen Normen definiert sind: der Perfor-mance Level (PL) nach EN ISO 13849-1 und der Safety Integrity Level (SIL) nach 62061.Im Folgenden wird leicht gekürzt eine nach EN ISO 13849-1 rea-lisierte Anlage beschrieben:
Sicherheits-SPS mit AS-i-Schnittstelle Kaeser Kompressoren in Coburg automatisierte eine 30 m lange Fertigungslinie, deren Sicherheit von einer Sicherheits-SPS Pluto AS-i und mehreren Türüberwa-chungssensoren Eden überwacht wird. Diese innovative Lösung ver-einfacht spürbar das Projektieren und bietet dabei mehr Übersicht sowie beachtliche Kosteneinspa-rungen bei Verdrahtung, Wartung und Lagerhaltung. Ein über 70 m langer Schutzzaun Quick-Guard E verhindert das unbefugte Betre-ten des Gefahrenbereichs. Die Flexibilität des Gelenkarm-Portal-roboters ermöglichte es, beste-hende Werkzeugmaschinen so-wohl durch die Fronttür als auch von oben zu beladen.Im Werkstückträgerstapel wird eine komplette Losgrösse an Werkstücken in die Fertigungsli-nie eingebracht. Der Gelenkarm-
Portalroboter entnimmt Werkstü-cke aus dem Rohteilstapel und belädt die Werkzeugmaschinen sowohl anforderungs- als auch pri-oritätsgesteuert. Die Werkstücke werden fertigbearbeitet im Fertig-teilstapel abgelegt. Dieser wird nach dem Leerfahren der Anlage entnommen und ein neuer Werk-stücktyp mit neuer Losgrösse ein-gebracht. Dabei stellt die neue Lö-sung von Jokab Safety durchgän-gige Maschinensicherheit gemäss höchstem Sicherheitslevel PLe nach EN ISO 13849-1 sicher.
Klar abgegrenzte SchutzbereicheDie Werkzeugmaschinen werden anforderungsgesteuert und priori-tätsgestaffelt be- und entladen, um eine maximale Ausbringung auch bei typenspezifisch stark ab-weichenden Maschinenlaufzeiten zu erreichen. Auch das zusätzli-che Ein- und Ausschleusen von Werkstücken über einen Inspekti-onsplatz ist möglich, ohne dass Teilestaus entstehen, da die An-lagensteuerung Stausituationen erkennt und gezielt beseitigt. Die Gesamtanlage gliedert sich in mehrere durch Schutzeinrichtun-
Die Sicherheits-SPS Pluto AS-i mit Profibus DP Gateway (links) und mehreren Erweiterungsre-lais BT51 reduziert drastisch den Verdrahtungsaufwand. (Foto: Jokab Safety)

28 technica 02-10
swissRobotics.net | Robotik
Robotec Solutions AGSeetalstrasse 25703 SeonTel. +41 (0)62 775 90 00Fax +41 (0)62 775 90 [email protected]
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 14
Neuronics AGIm Hoelderli 268405 WinterthurTel. +41 (0)52 235 24 40Fax +41 (0)52 235 24 [email protected]
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 13
Robotronic AG8406 WinterthurTel. +41 (0)52 203 35 65Fax +41 (0)52 203 35 66www.robotronic.chGeneralvertretung fürMitsubishi Roboter
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 15
Schmalz GmbHEigentalstr. 18309 NürensdorfTel. +41 (0)44 888 75 25Fax +41 (0)44 888 75 [email protected]
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 16
Sommer-automaticGmbH&Co.Niederlassung Schweiz4500 SolothurnTel. +41 (0)32 621 51 52Fax +41 (0)32 621 51 53www.sommer-automatic.ch
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 18
Partner für Automation
SCHUNK Intec AGIm Ifang 128307 EffretikonTel. +41 (0)52 354 31 31Fax +41 (0)52 354 31 [email protected]
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 17
gen abgegrenzte Bereiche, die während des laufenden Betriebs vom Bediener aus der Verkettung genommen, betreten und wieder eingebunden werden können. So lassen sich beispielsweise Ma-schinenstörungen beheben, ohne den Automatikablauf unterbre-chen zu müssen. Die Zugangsan-forderung erfolgt über Tastenge-häuse an den Schutztüren, die über AS-i Safety at Work direkt mit der Sicherheitssteuerung verbun-den sind. Hat der Roboter den angeforderten Bereich verlassen, wird dieser durch einen pneuma-tisch ausgefahrenen Sperrbolzen mechanisch gegen ein erneutes Einfahren des Roboters geschützt und der Türschalter durch die Si-cherheits-SPS Pluto freigegeben.
Sensoren mit AS-i Safety at Work-SchnittstelleSowohl die Türschalterstellung als auch die Endlagenüberwachung des Sperrbolzens und die Roboter-position werden über sichere Sen-soren mit AS-i Safety at Work- Schnittstelle direkt an die Sicher-heits-SPS übertragen. Diese Art der Zugangssteuerung bietet zudem den Vorteil, dass man die Anlage während des Leer- bzw. Vollfahrens fliessend auf einen neuen Teiletyp umrüsten kann und somit den An-lagenstillstand durch Rüstzeiten minimiert. Die hierfür normaler-weise notwendige Hardware wird durch den Einsatz der Sicherheits-SPS Pluto drastisch reduziert. So entstehen zusätzlich maximale Fle-xibilität und Leistungsreserven für spätere Anpassungen.Die berührungslosen Sensorpaare Eden bestehen aus dem aktiven, elektrisch verdrahteten Teil Adam
und dem als Betätiger wirkenden Teil Eva. Der Sensor ist nur dann aktiviert, wenn Adam und Eva sich gegenüberstehen. Dabei gewähr-leistet die grosse Toleranz für Ab-stand und Versatz zwischen Adam und Eva eine völlig unproblema-tische Montage. Der Sensor hat einen Schaltabstand von 0 bis 15 mm und arbeitet wartungs- und verschleissfrei. Dank des einzigar-tigen, dynamischen Ein- und Aus-gangssignals lassen sich bis zu 150 Sensoren mit einer Sicher-heits-SPS Pluto einkanalig über-wachen.
Leicht demontierbare Aluminium-Schutzum-hausungenDa die Produktionsanlagen gele-gentlich erweitert oder innerhalb des Betriebs verlagert werden, kommt der leichten Demontierbar-keit des Schutzzauns eine grosse Bedeutung zu. Das Aluminium-Zaunsystem mit der Bezeichnung Quick-Guard E (Economy) hat eine patentierte Gitter-Verriegelung, ein neues Wellengitter und neue U-Profile. Mit der neuen Gitter-Verriegelung ist es sehr einfach, das Wellengitter mit dem Zaun-pfosten zu befestigen. Horizontale Zwischenprofile zum Stabilisieren des Wellengitters sind nicht erfor-derlich. Mithilfe des AutoCAD- Programms SafeCAD können in-nerhalb kürzester Zeit 3D-System-lösungen entwickelt werden.
AS-i-Sicherheit im Pluto-System enthaltenDas Pluto AS-i-Modul vereint die Funktionen des herkömmlichen AS-i-Masters und AS-i-Sicherheits-monitors in einem einzigen Modul.

02-10 technica 29
Robotik | swissRobotics.net
The MathWorks GmbHNussbaumstrasse 213006 BernTel. +41 (0)31 950 60 20Fax +41 (0)31 950 60 [email protected]
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 21
SUPSI-DTIGalleria 26928 MannoTel. +41 (0)58 666 65 11Fax +41 (0)58 666 65 [email protected]
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 20
Vonesco Technik AGGewerbestrasse 68162 SteinmaurTel. +41 (0)44 855 66 67Fax +41 (0)44 855 66 [email protected]
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 22
BlueBotics AGPSE-C1015 LausanneTel. +41 (0)21 693 83 14Fax +41 (0)21 693 83 [email protected]
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 23
Safety at work
Mattle Industrie-Produkte AGIn der Mühle 58340 Hinwil ZHTel. +41 (0)44 938 13 33Fax +41 (0)44 938 13 [email protected]
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 24
Schnell und präzis
Stäubli AGSeestrasse 2388810 HorgenTel. +41 (0)43 244 22 66Fax +41 (0)43 244 22 [email protected]
Inserate_Februar_10_dt:. 22.1.2010 9:28 Uhr Seite 19
Die Sicherheits-SPS Pluto AS-i kann Sicherheitsknoten sowie Steuerausgänge überwachen, ins-gesamt bis zu 31 sichere/nicht-si-chere Knoten. Es ist auch möglich, das neue Modul einzusetzen, um ein System auf herkömmliche Weise mit einem separaten AS-i-Master zu überwachen. Bis zu 32 AS-i Plutos oder andere Pluto SPS-Ausführungen lassen sich über den Pluto CAN-Bus vernetzen.Das Pluto AS-i-Modul kann Infor-mationen von den anderen Pluto-Modulen und den an ihnen ange-schlossenen Unfallschutzgeräten am Bus sicher auslesen. Das ge-samte Sicherheitssystem kann mit dem Programmierwerkzeug «Pluto Manager» mit vorgegebe-nen Sicherheitsfunktionsblöcken aus der Bibliothek programmiert werden. Das Pluto AS-i-Modul hat auch 13 reguläre E/A. Vier davon können als sichere Analogein-gänge arbeiten. Das Verdrahten und Anschliessen von Sensoren an das Sicherheitssystem sind durch den Einsatz des AS-i Bus-ses und der Knoten sehr leicht ge-worden. Mit einem Gateway las-sen sich die Informationen von ei-nem Pluto-Netzwerk an andere Bussysteme, wie Profibus DP, CA-Nopen, DeviceNet und Ethernet, übertragen und somit grössere Systeme schaffen.
Schlanke Sicherheits- und ErweiterungsrelaisDie nur 22,5 mm breiten Sicher-heitsrelais BT50 und BT51T sind für den Anschluss von Unfall-schutzgeräten, wie Not-Halt-Tas-tern, und zum Erweitern der Anzahl von Ausgängen bestimmt. Mit vier zweifachen Schliessern als Sicher-
heitsausgänge, Testeingang, voll-ständiger interner Überwachung und durch Verdrahtung wählbaren Verzögerungszeiten von 0 bis 1,5 Sekunden ist das BT51T ziemlich einzigartig. Der Testeingang dient zur Überwachung, ob Schütze oder Magnetventile abgefallen und wieder rückgesetzt sind, bevor ein Wiederanlauf zugelassen werden kann. Der Testeingang kann auch zum Starten verwendet und die Starttaste überwacht werden.Die vier Sicherheitsausgänge las-sen sich durch entsprechende Be-schaltung der Anschlüsse verzö-gern. Verzögerte Ausgänge benutzt man, wenn die Maschine über die Software-Steuerung der Maschine sanft gestoppt werden soll. Die Aufgabe der verzögerten Sicher-heitsausgänge ist es dann sicher-zustellen, dass die Maschine nach der Verzögerungszeit sicher in den Stillstand versetzt wird.
InfosSuva, Bereich Technik6002 Luzern041 419 61 31www.suva.ch/[email protected]
Mattle Industrieprodukte AG8340 Hinwilwww.mattle-ag.ch
KUKA Roboter Schweiz AG5432 Neuenhofwww.kuka-roboter.ch
Bieger Safety Engineering GmbH8185 Winkelwww.biegersafetyengineering.ch

Ausgenutzt und an die Grenzen getrieben?
Unsere Roboter gehen gerne an ihre Leistungsgrenzen. Denn ABB RoboticsSchweiz steht für Kompetenz in der Robotik und der roboterbasiertenAutomation und unterstützt ihre Partner, Roboter gezielt einzusetzen undderen Potenzial optimal auszuschöpfen. So dass der Endkunde voneffizienteren und produktiveren Automatisierungslösungen profitieren kann.www.abb.ch/robotics
Definitiv.
ABB Schweiz AG, RoboticsCH-8048 Zürich, SwitzerlandTel.: +41 (0)58 586 05 15E-Mail: [email protected]
Hohe Flexibilität und kurze Zyklus-zeiten zeichnen den aus Linea-rachse und Gelenkarmen kombi-nierten IRB 6620LX aus. Konzi-piert ist das neue Robotersystem primär für Maschinenbedienung, Palletierung und Materialhand-habung. Der skalierbare grosse Ar-beitsbereich und eine Handha-bungskapazität von 150 kg steigern die Flexibilität in der Produktion und senken die Investitionskosten im Vergleich zu kundenspezifi schen Linearhandhabungssystemen. Diese hohe Flexibilität ermöglicht schnelle, unkomplizierte Umstel-lungen und eine höhere Anlagen-verfügbarkeit. Das gilt auch für massgeschneiderte Lösungen spe-zifi scher Anwendungen. Ein IRB 6620LX kann auch mehrere kom-plexe Materialhandhabungssys-teme ersetzen. Daraus resultieren Einsparungen bei den Investitions- und Wartungskosten. Zur Kombina-tion von Gelenkarm- und Linear-
technik entfällt die 1. Rotations-achse des Roboterarms. Die Linearachse fungiert jetzt als 1. Achse, an der der Roboterarm hängend oder seitlich montiert wird. Der Arbeitsbereich des IRB 6620LX kann auf verschiedene An-wendungen zugeschnitten werden. So sind die horizontale Länge der Linearachse auf bis zu 33 m und ihre lichte Höhe zum Boden auf bis zu 4 m erweiterbar. ABB Schweiz AGRobotics8048 Zürich058 586 05 15www.abb.ch/[email protected]
Erfolgreiche Symbiose von Linie und Raum
Als erfolgreiche Symbiose von Linie und Raum arbeitet der neue IRB 6620LX Portalroboter linear bis 33 m und über 3,5 m im Raum.

02-10 technica 31
Robotik | swissRobotics.net
KUKA Roboter Schweiz AGIndustriestr. 9 | 5432 NeuenhofT +41 (0)44 744 90 90F +41 (0)44 744 90 91www.kuka-roboter.ch
Sensibler Robotersucht präzise Arbeit.Mein Name ist KR 5 scara und ich empfehlemich für die Medizintechnik. Mit meiner kompaktenBauform bin ich geschaffen für präzises Arbeitenauf engstem Raum.
Weitere Informationen über mich und weitere motivier-te Kollegen finden Sie unter www.kuka-roboter.ch
Er sucht Sie.
Die seit Ende 2009 anzuwen-dende neue Maschinenrichtlinie 2006/42/EG soll nicht nur den freien Handel mit Maschinen kla-rer regeln, sondern sie dient ins-besondere dem Gesundheits-schutz und der Sicherheit der Ma-schinenanwender. Alle Produkte, die der Maschinenrichtlinie unter-liegen, müssen die neuen Anfor-derungen erfüllen – auch Indust-rieroboter und Automationsan-lagen.Daher nimmt Kuka Roboter Schweiz diese Angelegenheit be-sonders ernst und gleich in An-griff: In den Schulungsräumen in Neuenhof wird eine ganz neue Schulungszelle entsprechend den erneuerten Normen stehen. Diese Zelle, bestehend aus einem Kuka KR 16 mit Safe Operation, konzi-piert Kuka mit Unterstützung der Firma Mattle Industrie-Produkte. Somit setzt das Kuka-College Zei-chen und Massstäbe für den si-cheren und regelkonformen Um-gang mit Roboterzellen.Gemäss dieser Maschinenrichtli-nie wird Kuka zusammen mit Mattle Industrie-Produkte auch spezielle Schulungen im hausei-genen Kuka-College in Neuenhof für Endkunden, Planer und Bedie-ner anbieten. Um eine solche Roboterzelle zu-künftig entsprechend den Normen zu planen und zu bauen, muss der Anlagenbauer einer sehr strengen Vorgehensweise folgen. Eingelei-tet wird diese mit einer Risikoana-lyse für den Hand- und Automa-tikbetrieb nach den beiden Haupt-normen DIN EN ISO 13849-1 und DIN EN ISO 10218-2, um das Performance-Level der künf-tigen Anlage zu erkennen. Dieser Analyse wurde selbstverständlich auch die Schulungszelle für das Kuka-College in Neuenhof unter-zogen. Im Anschluss folgt die Zel-lenplanung. Diese Phase umfasst eine Risikominderung für den di-
rekten Personenschutz sowie eine Prüfung der vorgesehenen Funda-mentauslegung und Verankerung des Roboters. Dann muss schliess-lich der Greifer je nach Anwen-dung, Funktion und Belastung ausgelegt werden. Neben elemen-tarem Sicherheitszubehör wie Schutzzäunen, Lichtschranken oder Not-Aus spielen auch As-pekte punkto Ergonomie und Pro-zessemission der Peripherien eine grosse Rolle. Dabei sind auch Teil-gewicht und Bedienung ein we-sentlicher Bestandteil. EMV-Pla-nung, Bestimmung von Wartung und Pfl ege der Gesamtanlage und deren Peripherien sowie die Aus-weisung der Entsorgung und Aus-serbetriebnahme beschliessen letztlich den Beurteilungspro-zess.Künftig müssen Anlagenbauer all dies auf zwei vorgeschriebene Ar-ten dokumentieren: Zum einen in einem Bedienerhandbuch und ei-ner Anlagen-Dokumentation für den Endkunden, worin die Kon-formität der Anlage bekundet wird. Zum anderen in einer juris-tischen Dokumentation, die alle aufgeführten Prozessschritte zur Risikobeurteilung und -minde-rung sowie die dazugehörenden Berechnungen detailliert be-schreibt. Hierin wird ebenfalls die juristische Personifi zierung der Anlage festgehalten, sprich die Angabe der Person gemacht, wel-che für die Zusammenstellung der Unterlagen verantwortlich ist.
KUKA Roboter Schweiz AG5432 Neuenhof04 744 90 90www.kuka-roboter.ch
Schulungszelle nach der neuen Maschinenrichtlinie

32 technica 02-10
swissRobotics.net | Robotik
Linearachsen mit Direktantrieb MLDDynamik und Präzision aus dem Systembaukasten
Speziell für High-Speed-Anwendungen
Dynamisch und aggressiv verfahren
Präzise und wiederholgenau positionieren
Kompakt und kraftvoll
www.schunk.com
SCHUNK Intec AG · Spann- und Greiftechnik · Im Ifang 12 · 8307 EffretikonTel. +41 52 354 31 31 · Fax +41 52 354 31 30 · [email protected] · www.schunk.com
A U F Z U N E U E N H O R I Z O N T E N
D R E H M O D U L EG R E I F M O D U L E L I N E A R M O D U L E RO B O T E R Z U B E H Ö R
www.schunk.com
D R E H M O D U L EG R E I F M O D U L E L I N E A R M O D U L E RO B O T E R Z U B E H Ö R M O D U L A R EM O N TA G E A U T O M AT I O N
B I L D V E R A R B E I T U N G
Greifsystem der Zukunft: Der anthropomorphe Greifer SDH-2 ist mit seinen sieben Freiheits-graden extrem flexibel.
Statt Greifer aufwendig an unter-schiedliche Werkstückgeometrien anzupassen oder komplett zu wechseln, werden sie künftig hoch fl exibel zur Handhabung unter-schiedlichster Werkstücke einge-setzt.Der italienische Roboterspezialist SIR Soluzioni Industriali Robotiz-zate aus Modena kennt die Anfor-derungen aus der Industrie. Auf
dem Weg zur wirtschaftlichen Fer-tigung von Losgrösse Eins ist SIR mithilfe des Lauffener Spann- und Greiftechnikspezialisten Schunk nun einen entscheiden-den Schritt vorangekommen. Mit der Schunk Dextrous-Hand SDH-2 verwandeln die italienischen Ro-boterfachleute einen Industriero-boter in einen hochfl exiblen Hel-fer für den industriellen Einsatz.
Universell wie eine Hand, robust wie ein WerkzeugFür Anwender aus der Industrie er-öffnet das universell einsetzbare Greifmodul vollkommen neue Mög-lichkeiten. Mit drei beweglichen Fingern, sieben Freiheitsgraden und einer ausgeklügelten Sensorik ist es der menschlichen Hand nachempfunden. Zugleich ist die
SDH-2 so robust gebaut, dass sie getrost im industriellen Umfeld eingesetzt werden kann. Sie wurde so konstruiert, dass sie speziell ge-gen Staub und Feuchtigkeit ge-schützt ist.Die Applikation von SIR zeigt ein-drucksvoll, wie variabel die anth-ropomorphe Dreifi ngerhand einge-setzt werden kann: Unmittelbar nacheinander wechselt der Robo-ter mithilfe der SDH-2 eine Glüh-birne, greift ein Ei, wirft und fängt einen Ball, schreibt mit einem Ku-gelschreiber oder hält ein Trinkglas und schenkt aus einer Wasserfl a-sche nach. Sozusagen im fl iegen-den Wechsel handhabt die Lösung mit nur einem einzigen Greifer si-cher, feinfühlig und präzise sowohl quaderförmige als auch kugelför-mige und zylindrische Objekte un-terschiedlicher Grössen. Im nächs-ten Schritt wird SIR nun die Ap-plikation für reale Montagevorgänge in der Industrie adaptieren.Die SDH-2 beherrscht unter an-derem die industriellen Griffarten «Dreifi nger zentrisch», «Zweifi n-ger parallel» und «Zylindergriff» sowie viele weitere Variationen. Wie die menschliche Hand kann der hochfl exible Greifer unter-schiedlichste Objekte ohne Um-rüsten greifen und positionieren. Über integrierte taktile Sensoren lassen sich bei der SDH-2 sowohl die Greifkraft als auch die Greif-fl äche überwachen – beste Voraus-setzungen also, um bei einem un-günstigen Griff nachzugreifen oder die Greifkraft anzupassen.
Schunk Intec AG8134 Adliswil044 710 21 [email protected]
Greifsysteme: talentiert wie die menschliche Hand
Sensibel und geschickt handhabt die SDH auch zerbrechliche Teile.

02-10 technica 33
Produkte
Mit Mechatronic Motion Solutions stellt Festo ein weltweit einzigartiges System aus Komponen-ten, Modulen, Subsyste-men und Software zur Verfügung. Es kombi-niert alle Arten von pneu-matischen, servopneu-matischen und (elektro)mechanischen Automa-tisierungsbewegungen. Mechatronic Motion So-lutions garantiert die mechanische und elektrische Verträglichkeit und Kombination auf allen Ebenen. Alle pneumatischen und elektrischen Antriebe weisen passende mecha-nische, energetische und Daten-Schnittstellen auf, sodass die Kombination unterschiedlicher Technologien in einem System si-chergestellt ist. Mechatronic Mo-tion Solutions steht für die jahr-
zehntelange Erfahrung von Festo im Handhabungssektor. Testen Sie Ihr Wissen über die elek-trischen Antriebssysteme von Festo unter www.festo-quiz.ch
Festo AG8953 Dietikon044 744 55 [email protected]
Mechatronic Motion Solutions ❚
Nach einem Hydraulikaggregat oder einer aufwendigen steuerungstech-nischen Synchronisation sucht man beim neuen Hohlspanner von Hain-buch vergebens. Er überzeugt viel-mehr mit ökologischen und ökono-mischen Qualitäten. Und mit einer Technik, die – wie oft bei Hainbuch – einfach scheint, aber enorm ef-fektvoll ist: Eine Spindel übernimmt den Antrieb der Planetengewinde-mutter direkt über das Überlage-rungsgetriebe. Ein «Notaus» oder ein «reversierender Betrieb» lassen sich damit ohne aufwendige Rege-lungstechnik realisieren. Den Löwenanteil am Gesamtener-gieverbrauch einer Maschine hat zweifelsohne die öl- und wartungs-intensive Hydraulik. Ein Part, der bei hydraulischen Hohlspannzylin-dern natürlich besonders ausgeprägt ist und sich in hohen Leckagen, gros-sen Aggregaten und einem entspre-chend hohen Energieverbrauch nie-derschlägt. Zudem sind die Verlust-leistungen bei hydraulischen Dreh-zuführungen mit zunehmendem Durchgang extrem hoch. Hainbuch setzt genau an diesem Punkt an und hat sich der schwierigen Aufgabe ge-stellt, die Hydraulik zu substituieren und damit eine ganz neue, energie-effiziente Hohlspannzylinder-Gene-ration zu schaffen.Das eingespielte Elektro-Spanner-Trio von Hainbuch hält selbst bei abrupter Drehzahländerung die Hubposition bzw. die Spannkraft. Weder ein Anhalten der Spindel noch ein Nulldurchgang der Dreh-zahl bei einer Richtungsänderung haben eine Veränderung der Spann-kraft zur Folge. Über den Verstell-motor lässt sich die Spannkraft während des gesamten Bearbei-
tungsprozesses den Zerspanungs- und Fliehkräften anpassen. Nur dann, oder bei einer Änderung der Hubposition, verbraucht der Elek-tro-Spanner auch Energie. Deshalb ist er auch viel energiesparender als ein herkömmlicher Hydraulik-Spannzylinder. Ausserdem: Wo keine Hydraulik, da auch kein Wechsel bzw. keine Entsorgung von Öl. Ergo: Immense Energieeinspa-rung, Entlastung des Maschinen-antriebs bei gleichzeitig sensibler Spannkraftsteuerung während der Bearbeitung und positionsgenauer, schneller Ansteuerung unter-schiedlicher Hublagen. Und mehr als den notwendigen Öffnungs- und Spannhub zu fahren, ist mit der neuen Technik auch nicht nö-tig. An weiteren Varianten – auch ohne Durchgang – arbeiten die Marbacher noch, sie werden dem-nächst folgen.
HAINBUCH GMBHD-71672 Marbach+49 [0]7144. [email protected]
Minimaler Energieaufwand, maximale ❚Wirtschaftlichkeit
Die Sarofilm CT301 ist eine revolutionäre Folie mit nur 7 µm Dicke, aber einer Festigkeit und tech-nischen Eigenschaft wie eine Folie mit 13–15 µm. Die neue Folie besticht durch:
eine einmalige Kombi-• nation von Widerstands-fähigkeit und Reissfes-tigkeit eine enorme Wärme-• resistenz, welche das Durchbren-nen verhinderteine hohe Durchstossfestigkeit • und eine ausgezeichnete Siegel-nahtfestigkeit bei einer Dicke von nur 7 µm eine problemlose Maschinengän-• gigkeit, bewiesen auf verschie-densten Schrumpfmaschineneine sehr hohe Transparenz und • ausgezeichnete optische Eigen-schafteneine aussergewöhnliche Schrumpf-• rate von über 80 %eine Laser-Vorperforation (bei • Halbschlauchrollen) für ein per-fektes Schrumpfergebnis.
Durch ihre ultradünne Struktur re-duziert diese Folie den Rohstoffver-brauch und verringert den CO2-Aus-stoss. Zudem wird die Anzahl von Hülsen, Kartons, Paletten, Lager-
fläche und Transportkosten gegen-über einer gewöhnlichen 15-µm-Folie um 50 % reduziert! ... und das, ohne die Leistung oder die Qualität der Folienschrumpfver-packung zu verringern.Die Standardlängen der Folienrollen (2667 m bei Halbschlauchrollen, 5334 m bei Flachfolien) sind dop-pelt so lange wie bei üblichen 13- oder 15-µm-Folien. Da gewinnt vor allem die Produktivität: Die Halbie-rung des Maschinenstillstandes auf-grund von Folienwechsel wird nicht nur das Bedienpersonal freuen, son-dern auch den Geldbeutel.
Saropack AG9401 Rorschach071 858 38 [email protected]
Ultradünne Hightech-Schrumpffolie ❚
Mit einer neuen Produktentwicklung stellt RSA auf der Tube in Düssel-dorf (12. bis 16. April 2010) einen einfachen wie wirkungsvollen Weg vor, Stückkosten in der Rohrbearbei-tung drastisch zu reduzieren. Das neue Säge-Zentrum Rasacut MXS erreicht im Dreifachschnitt – je nach Werkstückabmessung – eine Aus-bringung bis 11 000 Stück pro Stunde. Im Dreifachschnitt ist die Rasacut MXS für Rohrdurchmesser von 8 bis 20 mm, im Einzelschnitt von 6 bis 45 mm ausgelegt.Typisch für RSA-Säge-Zentren ist der modulare Aufbau. Abgestimmt auf die aktuellen Kundenforderun-gen ist das Säge-Zentrum durch Mo-dule zum Entgraten, Vermessen der Fixlänge sowie dem Reinigen und Abstapeln zu konfigurieren oder nachträglich zu ergänzen. Die hohe Sägeleistung wird durch diese Mo-dule nicht eingeschränkt. Damit
sind die Ausbringungsangaben keine theoretischen Werte, sondern entsprechen der realen Produktions-leistung im Betriebsalltag.Die konsequente Reduktion von Ne-benzeiten und die optimale Symbi-ose von Maschinen- und Werkzeug-technologie bilden die Basis der Pro-duktivitätssteigerung. Dazu stellt RSA exakt auf das Werkstück abge-stimmte Zahngeometrien in der ei-genen Sägeblattproduktion her. Va-riable Schnittgeschwindigkeiten und der Einsatz von Vollhartmetall-blättern führen zu hoher Zerspa-nungsleistung bei gleichzeitig lan-gen Werkzeugstandzeiten und dem Einhalten engster Toleranzgrenzen. RSA Entgrat- u. Trenn-Systeme GmbH & Co KGD-58513 Lüdenscheid+49 (0)23 51 [email protected]
Neue Säge-Entwicklung an der Tube 2010 ❚

34 technica 02-10
Automations- und Antriebstechnik | Mess- und Prüftechnik
Ein Stück Corvaglia-Know-how steckt in 20 % der PET-Fla-schen weltweit: Sie tragen ei-
nen Deckel, der mit einem Corvaglia-Werkzeug hergestellt wurde. Romeo Corvaglia gründete das Unternehmen 1991. Damals beschäftigte sich das Unternehmen lediglich mit dem De-sign von Verschlüssen und Spritz-giessformen. Nach der Übernahme
des Gussformenherstellers Kellenber-ger AG 1997 vollzog man den Schritt zum Full-Service-Anbieter von PET-Verschlüssen.
Das Portfolio: eine runde SacheSein Wissen hat das Unternehmen in diesem Bereich sukzessive erweitert. Heute bietet Corvaglia ein komplet-tes Dienstleistungsportfolio rund um Kunststoff-Verschlüsse an: angefan-gen bei der Entwicklung und dem Werkzeugbau über den Spritzguss bis hin zu den passenden Serviceleistun-gen. «Unsere Strategie besteht darin, den Kunden von Grund auf alles in
Sachen PET-Verschlüssen anzubie-ten», sagt Peter Kistler, Production Manager bei der Corvaglia Mould AG. «Selbst auf den Flaschenhals neh-men wir mit unseren Entwicklungen Einfluss.»
Werkzeuge im DauereinsatzWelchen Anforderungen die Werk-zeuge ausgesetzt sind, führen die Zahlen vor Augen: Corvaglia-Werk-zeuge, die in der Schweizer Indust-rie zum Einsatz kommen, haben ei-nen Tagesausstoss von etwa 3 Milli-onen Stück und müssen drei bis fünf Jahre ihren Dienst erweisen. 20 000 bis 30 000 Flaschen laufen pro Stunde durch eine Abfüllanlage. Ein Vergleich: Die Taktzeit in der Auto-mobilindustrie liegt bei etwa 30 Se-kunden. PET-Verschlüsse sind ein ab-solutes Massengeschäft, genau gefer-tigte Werkzeuge daher das A und O. Bei den Werkzeugen arbeitet Corva-glia mit einem Baukasten-System. Die Aufbauten sind stets gleich. Was sich von Auftrag zu Auftrag ändert, sind die Formeinsätze, die unter an-derem mithilfe von drei Senkerodier-anlagen gefertigt werden.
Profi fürs Voreinstellen: das Koordinatenmessgerät Um Matrize, Kern und Elektrode dreht sich das Tagesgeschäft der Werkzeugbauer bei Corvaglia. Bevor die Matrizen zur Bearbeitung in die Erodieranlage gelangen, rüstet das Team die Teile mithilfe eines Koordi-natenmessgerätes (KMG) der Reihe DEA Global Performance. Die Mess-maschine wartet mit einem Messbe-reich von 500 × 700 × 500 mm auf und einer volumetrischen Längen-messabweichung von 1,7 + L/333 Mikrometern. In Sachen Genauigkeit kann es die DEA Global mit den Ero-diermaschinen aufnehmen. Durch das Temperaturkompensationssystem
Die Corvaglia Group hat im wahrsten Sinne des Wortes den Dreh raus. Das Unternehmen gilt als Spezialist für preisgünstige Kappen und Verschlüsse von PET-Flaschen. Der Werkzeugbau nimmt bei Corvaglia neben dem Kunststoffspritzgiessen eine der Hauptrollen ein. Damit der Werkzeugbau nicht zum Bottleneck wird, nutzt Corvaglia die Technologie von Hexagon Metrology: Zum Voreinstellen setzt das Team ein Koordinaten-messgerät DEA Global mit der Software PC-DMIS ein. Der Vorteil: Die Erodieranlagen laufen nonstop, da die Mitar-beiter ausserhalb der Anlagen die Teile rüsten.
Damit Messen nicht zum Bottleneck wird
AutorBirgit AlbrechtHexagon Metrology c/o Leica Geosystems AG 5035 Unterentfelden
Koordinatenmesstechnik im Werkzeugbau
Nach dem Einlesen des Identificationschips, dem Eingeben des Rasters, der Vermessung des ersten Teils und der Nullpunktbestimmung vermisst das Messsystem die übrigen Teile automatisch.

02-10 technica 35
Mess- und Prüftechnik | Automations- und Antriebstechnik
Clima misst das KMG in einem Tem-peraturbereich von 16 bis 26 Grad Celsius gleichbleibend genau. Zur Hardware gibt es die passende Soft-ware: PC-DMIS EDM Preset & Mea-sure – ein Software-Add-on, das ei-gens für das Voreinstellen entwickelt wurde. Zum Voreinstellen bringen die Mitar-beiter die Teile mit einem Spannsys-tem in Position. Das Spannsystem – sei es mit Matrizen, Kern oder Elekt-rode bestückt – verfügt über einen Chip, der zur Identifikation dient. Der Chip wird eingelesen und der Null-punkt der Palette mit der Messma-schine bestimmt. Danach gibt der An-wender das Raster der Palette in die Software PC-DMIS EDM Preset & Measure ein. Im manuellen Modus per Einzelpunktaufnahme bestimmen die Werkzeugbauer mit dem Messsys-tem die X-Y-Z-Koordinaten der ersten Matrize. Die Versatzdaten der restli-chen Matrizen ermittelt das Koordi-natenmessgerät automatisch. Die er-
mittelten Daten werden gespeichert. Jede Bearbeitungsmaschine hat Zu-griff auf die Messdaten und eine ge-naue Elektroerosion ist gesichert.
Keine Verschnaufpause für Erodieranlagen«Dank der DEA Global können wir un-sere Erodieranlagen ununterbrochen laufen lassen», sagt Lorenz Jordi, Ab-teilungsleiter bei der Corvaglia Mould AG. «Die Rüstarbeit erledigen wir jetzt am Messplatz. Zuvor haben wir direkt an der Erodieranlage gerüstet. Währenddessen stand die Spindel still und wir konnten nicht erodieren. Nebenzeiten entstehen nun nur noch durch die Beladung der Erodierma-schine mit den Paletten. Wir verbu-chen mit unseren neuen automatisier-ten Erodieranlagen in Kombination mit dem Messgerät ein Durchsatz-Plus von 70 %, wobei 15 % davon auf die Messmaschine entfallen.»
Automatisch schlägt manuellCorvaglia profitiert nicht nur von einem höheren Durchsatz, sondern auch von einer geringeren Fehler-quote beim Voreinstellen. «Vorher ha-ben wir die Matrizen auf die Paletten geschraubt, den Nullpunkt mit einem manuellen Messgerät bestimmt, die Koordinaten von jeder Matrize ge-messen und die Position der Matri-zen in die Bearbeitungsmaschine eingelesen», sagt Elmar Deuer, Werk-zeugmacher bei Corvaglia. «Mit der DEA Global erfolgt das automatisch. Die Versatzdaten werden sicher an die Erodieranlagen weitergeleitet und die Anlagen ‹wissen› genau, wo die Teile liegen. Das ist sensationell.»
Glasklare BedienerführungÜberzeugt ist Elmar Deuer auch von PC-DMIS EDM Preset & Measure. Die grafische Benutzeroberfläche sei leicht verständlich, so Deuer. Der Techniker von Hexagon Metrology habe ihn zwei Tage lang auf das Pro-gramm geschult. Seinen Kollegen könne er nun dieses Wissen in kur-zer Zeit weitergeben. Zu den Punkten, die für die DEA Glo-bal mit PC-DMIS EDM Preset & Mea-sure sprachen, zählte nicht zuletzt
auch die weitreichende Erfahrung von Hexagon Metrology bei Messan-wendungen im Werkzeugbau.
In Zukunft 3D mit CADBeim Voreinstellen allein soll es für die DEA Global bei Corvaglia nicht bleiben. Das Team liebäugelt bereits damit, auch komplette Werkzeuge aus der Werkzeugproduktion mit dem 3D-fähigen Messgerät zu prüfen. Peter Kistler erklärt: «Momentan nutzen wir die DEA Global lediglich für die Po-sitionsidentifikation der Formeinbau-teile. Geplant ist aber auch eine Mes-sung der ganzen Werkzeuge, die un-sere Kollegen zurzeit noch in einem separaten Messraum auf einer ande-ren Messmaschine erledigen. Wir möchten die DEA Global jetzt mit ei-nem CAD-Modul erweitern und das ganze Potenzial dieses Koordinaten-messgerätes ausschöpfen.» (mg)
Verschlüsse en masse: 10 % der Corvaglia-Werk-zeuge bleiben im Haus und werden in den firmen-eigenen Spritzgussmaschinen eingesetzt.
InfosLeica Geosystems AG Metrology Products5035 Unterentfelden062 737 67 67info.metrology@ leica-geosystems.comwww.hexagonmetrology.com
Corvaglia Closures Eschlikon AG8360 Eschlikon071 973 77 [email protected]
. . . und in Zukunft auch die Prüfung kompletter Werkzeuge erfolgen über das Koordinatenmessgerät DEA Global.
Das Messen der Formeinbauteile . . .

36 technica 02-10
Automations- und Antriebstechnik | Antriebstechnik
Mit der Einführung des neuen Sägegetriebes für die Rohbi-Kreissägeautomaten
ergänzt der Hersteller von Präzisions-kreissägen sein Produktportfolio. Das Getriebe bringt Spindeldrehzahlen von 30–300 bzw. 1000–1500 und ist sowohl für den Einsatz von Voll-hartmetall-Kreissägeblättern wie auch für herkömmliche HSS-Kreissä-geblätter geeignet. Der Sägekopf ist ausgelegt für den Einsatz von Kreis-sägeblättern bis ø 250 mm und Pro-filquerschnitten bis 80 × 40 mm.Mit der Schaffung grosser Flexibilität im Drehzahlbereich und dem Ausrei-zen von Geometrien, wo es wichtig ist, bleibt man seiner Linie treu, Lö-sungen da anzubieten, wo es um Prä-zision mit grosser Produktion geht.1971 wurde ins bestehende Schne-ckengetriebe eine zusätzliche Unter-
setzungsstufe integriert. Diese Zwi-schenstufe war die eigentliche Ge-burtsstunde des bis heute geläufigen Stahlgetriebes. Es wurden laufend Verbesserungen und Fortschritte rea-lisiert, aber im Grundprinzip blieb das Getriebe über 37 Jahre dasselbe.Als 1971 in Ägypten der Assuanstau-damm und in München die U-Bahn ein-geweiht wurden, war die Wirtschafts-welt noch eine andere. Auf Standardi-sierung wurde gesetzt. Grosse Serien wurden damals angestrebt. Wie die ganze Kreissäge war auch der Aufbau des Getriebes auf grosse Fertigungslose ausgelegt. Das Gehäuse war aus Guss. Normteile wie etwa der Antriebsmotor wurden in abgeänderter Version einge-baut, damit sie optimal in die Konst-ruktion passten und um das Ersatzteil-monopol sicherzustellen. Heute muss die Produktion auch in kleinen Losgrös-sen wirtschaftlich sein. Änderungen an Normteilen sind tabu, komplizierte Fertigungsteile zu vermeiden. Wo Guss Schwingungen dämpfen soll, wird Strangguss eingesetzt.
Entwicklung Richtung ModularitätEbenso war der Einsatzbereich der Kreissägen ein anderer. Zwar war auch damals schon Vielseitigkeit gefragt. Wurde damals aber versucht, eine Kreissäge zu bauen, die alles kann, ist dies heute aufgrund der gestiegenen Anforderungen nicht mehr möglich. Um dem Rechnung zu tragen, wurden bereits die Kreissägeautomaten der Serie RKA7X, der Vorgängerin der heutigen RKA8X, komplett modular ausgelegt. Je nach Automatisierungs-grad und zu sägendem Material wer-den heute Module ausgewählt und zu optimalen Sägen kombiniert. So ent-standen Varianten, die das Universal-getriebe ergänzten. Mit dem Einzug der Vollhartmetall-Kreissägeblätter (VHM) verlor es an Bedeutung, sprich der Bedarf wurde geringer.
Ändern oder Neukonstruktion?Trotzdem war es als Ergänzung der Produktepalette unverzichtbar, war es doch für Stahlrohre im Bündelschnitt, (z. B. ø 9 × 10 mm) die einzige Alter-native. Zudem kamen die Rohbi-Kreissägen, durch die vermehrt auftretenden Verkettungen mit En-denbearbeitungen oder Rundtaktau-tomaten, wieder bei grösseren Teilen, etwa Messingteilen für Schlosskör-per, zur Anwendung.Als im letzten Jahr die Gussgehäuse auszugehen drohten, musste eine Alternative gefunden werden. Auf Grund der Stückzahlen kam ein neues Los Gussgehäuse nicht in Frage. Zwei Varianten standen zur Auswahl; Um-konstruktion des bestehenden Getrie-bes oder eine komplette Neukonst-ruktion.Für eine Umkonstruktion sprachen:
Kürzere Konstruktionsphase• Bewährte Technologie• 1:1-Ersatz bei bestehenden • Maschinen
«Neue Wege» war der Grundsatz, als Mitte 2008 der bewährte Sägeantrieb für Stahl auslief und eine neue Lösung gefunden werden musste. Das alte Schneckengetriebe sollte ersetzt und an neue Anforderungen angepasst sowie bestehende Antriebs-variationen ergänzt werden. Die Lösung ist das neuste Säge-getriebe für die Präzisions-Kreissägeautomaten Rohbi.
Mehr Flexibilität beim Sägen
AutorDominik GigerRohbi Tech AG, Oftringen
Neuer Sägekopfantrieb für Präzisions-Kreissägeautomaten
Das neue Getriebe
im Einsatz.

02-10 technica 37
Antriebstechnik | Automations- und Antriebstechnik
Gegen eine Umkonstruktion:Die bestehende Konstruktion ist •ausgereizt und damit ein Fort-schritt nur beschränkt möglichDie Drehzahlvariationen sind sehr •eng.Die Schnecke ist nicht spielfrei, •was den Einsatz von VHM-Kreis-sägeblätter erschwert.
Aufgrund des mangelnden Fortschrit-tesfielderEntscheidaufeineNeu-konstruktion. In enger Zusammenar-beit mit Kunden und dem Verkauf wurden Ziele und Wünschenswertes ausgearbeitet:
Das Getriebe musste sowohl für •VHM-Kreissägeblätter als auch für HSS-Kreissägeblätter geeignet sein.Da die Beschaffungskosten der •VHM-Kreissägeblätter nach Ge-wicht gehen, sollte der Flansch so klein wie möglich sein, damit die Kreissägeblätter möglichst oft nachgeschärft werden konnten.Der Einsatz sollte sowohl für Mes-•sing wie auch für rostfreie Stahl-arten möglich sein. Der Umbau von bestehenden Ma-•schinen aufs neue Getriebe sollte, ohne grossen zusätzlichen Auf-wand, möglich sein.Das Getriebe musste auch auf das •Modell RKA 86 passen. Dieser Kreissägeautomat ist auf Rohre im Einzelschnitt und für Losgrös-sen ab ein Stück ausgelegt. Der Sägekopf ist, entgegen dem klas-sischen Kreissäge-Automaten Rohbi RKA 82, liegend und der Einbau eigentlich spiegelverkehrt.
VariabilitätZum Sägen von Messing oder Kupfer werden Drehzahlen von etwa 1000–1500 U/min benötigt und für Stahl zwischen 30 und 300 U/min. Bei einer Abgangsdrehzahl von etwa 3000 U/min am Motor ergab sich so-mit für Stahl ein Untersetzungsver-hältnis von 100:1 bis 10:1 und für Buntmetall von 3:1 bis 2:1.Um beide Drehzahlbereiche mit ei-nem vernünftigen Drehmoment zu er-reichen war schnell klar, dass es eine Untersetzungsstufe brauchte, die bei Bedarf weggelassen werden konnte. Realisiert wurde das mit einer Kom-bination aus Stirnradgetriebe und Zahnriemenantrieb.
DasStirnradgetriebehateinefixeUn-tersetzung von 3:1, während der Zahnriemenantrieb von 1:1 bis 3:1 variiert. Da Stahl und Buntmetall auf derselben Maschine selten gesägt werden, wird das Getriebe in zwei Va-rianten gebaut:Variante mit Gesamtuntersetzung 3:1 für Buntmetall mit einem normalen Drehstrom-Motor und einem Fre-quenzumrichter, für die optimale Drehzahleinstellung, passend zum Sägeblattdurchmesser.Variante mit Gesamtuntersetzung 9:1 für Stahl mit einem Servomotor, um auch bei der grossen Variierung von 100:1 bis 10:1 immer ein gutes Dreh-moment zur Verfügung zu haben.DankderFlexibilitätdesZahnriemen-antriebes ist es aber auch ohne wei-teres möglich, sämtliche Unterset-zungen zwischen 1:1 und 3:1 zu re-alisieren. Durch das Wechseln des unteren Zahnriemenrades ist zudem der schnelle Umbau von 9:1 auf 3:1 und umgekehrt möglich. Auch ist es mit dem Zahnriemenantrieb einfa-cher, Motoren von unterschiedlichen Herstellern auf Kundenwunsch ein-zubauen, sei es um dem Kunden die Ersatzteilhaltung zu vereinfachen, oder um in einer Gesamtfertigungs-zelle einheitliche Motoren zu haben.
Vollhartmetall und HSSBei der Verwendung von VHM-Kreis-sägeblättern muss der Antrieb auf die Arbeitsspindel praktisch spielfrei sein.Nur so kann derRückschlagund der daraus folgende Sägeblatt-bruch vermieden werden. Beim Zahn-riemenantrieb ist das kein Problem, da dieser durch die Riemenspannung spielfrei ist.Beim Stirnrad-Satz sieht es anders aus. Zusammen mit einem Getrie-bespezialisten wurde in einem ers-ten Schritt die optimale Zahnform gesucht. Im Aufbau des Getriebege-häuses wurde eine Möglichkeit vor-gesehen, durch einen variierbaren Achsabstand das Zahnflankenspielpraktisch zu eliminieren. Bei der Montage der Getriebe kann so das Spiel auf das nötige Minimum redu-ziert werden.Zweites Kriterium zur wirtschaftli-chen Verwendung von VHM ist der Abstand zwischen Getriebe-Unter-
kante und der Drehachse der An-triebswelle und der daraus resultie-rende Durchmesser, unter dem das Kreissägeblatt nicht mehr genutzt werden kann. Beim Schneckenge-triebe waren es ø 90 mm. Dies be-deutete, dass bei optimalen Spann-backen, zum Sägen eines Rohres von ø 20 mm, ein Kreissägeblatt von ø 132 mm nötig war. Durch die Ver-wendung geeigneter Lager wurde der nicht nutzbare Durchmesser auf ø 76 mm reduziert. Obwohl dies nur 14 mm sind, ist es eine Reduktion des Volumens um ca. 20 %, bei oben aufgeführtem Beispiel.Um das Getriebe auf sämtlichen Sä-geautomaten der Firma Rohbi tech AG einsetzen zu können, wurde die gesamte Konstruktion spiegelbildlich angelegt; so ist es möglich, das Ge-triebe auf zwei Arten zusammenzu-bauen und so auch auf der RKA86 einzusetzen. (mg)
InfosRohbi Tech AG4665 Oftringen062 797 45 [email protected]
Kreissägeautomat Rohbi.
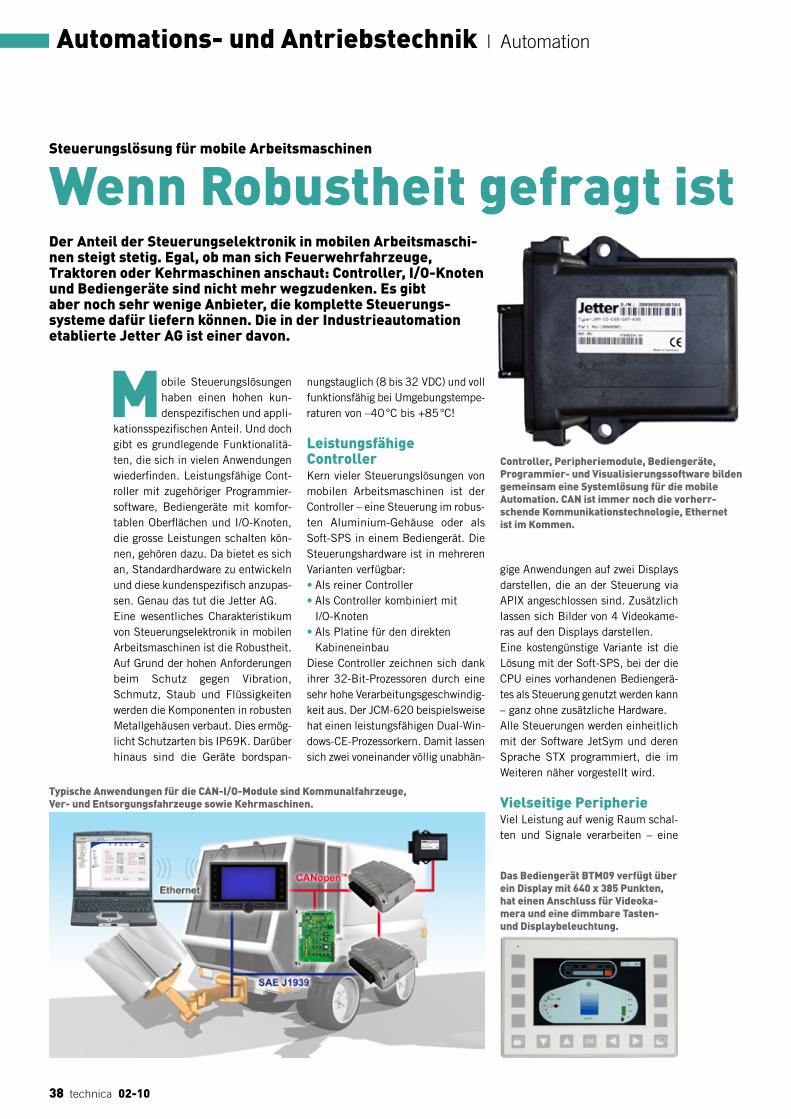
38 technica 02-10
Automations- und Antriebstechnik | Automation
Mobile Steuerungslösungen haben einen hohen kun-denspezifischen und appli-
kationsspezifischen Anteil. Und doch gibt es grundlegende Funktionalitä-ten, die sich in vielen Anwendungen wiederfinden. Leistungsfähige Cont-roller mit zugehöriger Programmier-software, Bediengeräte mit komfor-tablen Oberflächen und I/O-Knoten, die grosse Leistungen schalten kön-nen, gehören dazu. Da bietet es sich an, Standardhardware zu entwickeln und diese kundenspezifisch anzupas-sen. Genau das tut die Jetter AG.Eine wesentliches Charakteristikum von Steuerungselektronik in mobilen Arbeitsmaschinen ist die Robustheit. Auf Grund der hohen Anforderungen beim Schutz gegen Vibration, Schmutz, Staub und Flüssigkeiten werden die Komponenten in robusten Metallgehäusen verbaut. Dies ermög-licht Schutzarten bis IP69K. Darüber hinaus sind die Geräte bordspan-
nungstauglich (8 bis 32 VDC) und voll funktionsfähig bei Umgebungstempe-raturen von –40 °C bis +85 °C!
Leistungsfähige ControllerKern vieler Steuerungslösungen von mobilen Arbeitsmaschinen ist der Controller – eine Steuerung im robus-ten Aluminium-Gehäuse oder als Soft-SPS in einem Bediengerät. Die Steuerungshardware ist in mehreren Varianten verfügbar:
Als reiner Controller• Als Controller kombiniert mit • I/O-KnotenAls Platine für den direkten • Kabineneinbau
Diese Controller zeichnen sich dank ihrer 32-Bit-Prozessoren durch eine sehr hohe Verarbeitungsgeschwindig-keit aus. Der JCM-620 beispielsweise hat einen leistungsfähigen Dual-Win-dows-CE-Prozessorkern. Damit lassen sich zwei voneinander völlig unabhän-
gige Anwendungen auf zwei Displays darstellen, die an der Steuerung via APIX angeschlossen sind. Zusätzlich lassen sich Bilder von 4 Videokame-ras auf den Displays darstellen.Eine kostengünstige Variante ist die Lösung mit der Soft-SPS, bei der die CPU eines vorhandenen Bediengerä-tes als Steuerung genutzt werden kann – ganz ohne zusätzliche Hardware.Alle Steuerungen werden einheitlich mit der Software JetSym und deren Sprache STX programmiert, die im Weiteren näher vorgestellt wird.
Vielseitige PeripherieViel Leistung auf wenig Raum schal-ten und Signale verarbeiten – eine
Der Anteil der Steuerungselektronik in mobilen Arbeitsmaschi-nen steigt stetig. Egal, ob man sich Feuerwehrfahrzeuge, Traktoren oder Kehrmaschinen anschaut: Controller, I/O-Knoten und Bediengeräte sind nicht mehr wegzudenken. Es gibt aber noch sehr wenige Anbieter, die komplette Steuerungs-systeme dafür liefern können. Die in der Industrieautomation etablierte Jetter AG ist einer davon.
Wenn Robustheit gefragt istSteuerungslösung für mobile Arbeitsmaschinen
Controller, Peripheriemodule, Bediengeräte, Programmier- und Visualisierungssoftware bilden gemeinsam eine Systemlösung für die mobile Automation. CAN ist immer noch die vorherr-schende Kommunikationstechnologie, Ethernet ist im Kommen.
Typische Anwendungen für die CAN-I/O-Module sind Kommunalfahrzeuge, Ver- und Entsorgungsfahrzeuge sowie Kehrmaschinen.
Das Bediengerät BTM09 verfügt über ein Display mit 640 x 385 Punkten, hat einen Anschluss für Videoka-mera und eine dimmbare Tasten- und Displaybeleuchtung.
02-10 technica 39
Automation | Automations- und Antriebstechnik
Die Controller für Nutzfahrzeuge werden in Jet-Sym STX programmiert, einem Tool und einer Sprache, die sich in der Industriellen Automation seit vielen Jahren bewährt hat.
Aufgabe robuster I/O-Knoten. Die Pe-ripheriemodule von Jetter bieten auf sehr kleinem Raum eine grosse An-zahl von digitalen und analogen Ein- und Ausgängen. Die robusten IP68-festen Gehäuse lassen sich an belie-biger Stelle im Fahrzeug anbringen. Sie bieten die Verarbeitung vielfälti-ger Signale:
Digitale Eingänge plus- oder •minusschaltendFrequenzeingänge•Analoge Spannungs- und •StromeingängeDigitale Ausgänge•PWM-Ausgänge•H-Brücken•
Verfügbar sind Knoten mit 7,5 Am-pere Nennstrom pro Ausgang, wobei eines der Module sogar einen Sum-menstrom von bis zu 100 Ampere verarbeiten kann.
Hydrostatischer FahrantriebJetter bietet auch einen hydrostati-schen Fahrantrieb, beispielsweise für den Einsatz in Kehrmaschinen. Die-ser lässt sich bequem per Software konfigurieren und auf verschiedeneFahrzeuge anpassen. Er verfügt über zwei getrennte CAN-Schnittstellen: eine für die Kommunikation mit dem Dieselmotor des Fahrzeuges und eine, um mit den Peripheriemodulen in Kontakt zu treten. Alle erforderli-chen Ein- und Ausgänge, wie z. B. Fahrtrichtungshebel, Gaspedal, Brems- und Rückfahrleuchte, sind schon in dem entsprechenden Gerät integriert.
Video macht Kunden frohDie Beobachtung des direkten Um-feldes ist bei vielen mobilen Arbeits-maschinen eine Grundvoraussetzung für ein sicheres Arbeiten, beispiels-weise in Form einer Rückfahrkamera bei schwer einsehbaren Fahrzeugen. Der 4-fach-Videosplitter JXM-MUX ist genau dafür entwickelt worden. Die bis zu vier angeschlossenen Kameras werden über die CANopen-Schnitt-stelle angesteuert. Die Videobilder werden dabei gleichzeitig im Split-Screen-Verfahren angezeigt. Dabei werden sowohl das PAL- als auch das NTSC-Format unterstützt.
Bediengeräte für den rauen EinsatzMit den Bediengeräten hat es bei der Jetter AG im Bereich der mobilen Au-tomation begonnen. Dort beliefert das Unternehmen schon seit vielen Jahren namhafte Hersteller mobiler Arbeitsmaschinen. Im Laufe dieser Zeit hat sich ein umfassendes Pro-gramm von Bediengeräten entwi-ckelt. Unterschiedlichste Display-grössen, Tastaturen und Gehäusefor-men sind verfügbar. Auch in diesem Bereichwerden kundenspezifischeGeräte auf Basis vorhandener Lösun-gen entwickelt. Allen Geräten gemein sind der robuste Aufbau und der gros se Bedienkomfort. Sonnenlicht-taugliche Displays, Drehrad mit Be-stätigungstaste, dimmbares Display und Tastenbeleuchtung, Kameraan-schluss, USB und Slot für SD-Spei-cherkarten werden angeboten.
Leistungsfähige ProgrammierungDie Programmierung der Anwendun-gen erfolgt mit der leistungsfähigen Programmiersprache JetSym STX, die sich seit vielen Jahren im Bereich der Industrieautomation bewährt hat. JetSym STX ist auf die Automatisie-rungstechnik zugeschnitten. Ihr liegt die Sprache «Strukturierter Text» zu-grunde, die aus der IEC-Norm be-kannt ist. Im Gegensatz zur Norm IEC 61131-3 ist JetSym STX jedoch voll-ständig ablauforientiert und basiert auf dem Prinzip des Multitasking. Bis zu 100 Parallel-Programme lassen sich damit programmieren und beob-achten. Hochsprachen-Programmie-rerfindensichdamitebensoschnellzurecht wie all diejenigen, die bereits mit «Strukturiertem Text» gearbeitet haben. Für die ganz Verwöhnten bie-tet JetSym STX die Möglichkeit der objektorientieren Programmierung für modularesunddamithocheffizientesProgrammieren.
Visualisierungs-Software für komfortable BedienerführungAbgerundet wird die Systemlösung mit der jeweils passenden Software für die Erstellung von Bedienmasken auf den Bediengeräten. Zwei Möglich-
keiten stehen zur Wahl: Zum einen gibt es die Software JetViewSoft für die Visualisierung auf Embedded-Ge-räten. Die Masken lassen sich bei die-ser Lösung in jedem Web-Browser an-zeigen und bedienen. Die andere Op-tion, speziell für den Agrarbereich, ist der ISO-Designer, eine Designumge-bung, mit der sich ISO-11783-kon-forme Masken erstellen lassen. Ein ObjektpoolmitvordefiniertenISO-Ob-jekten ermöglicht es, völlig unkompli-ziert Funktionen in Masken zu integ-rieren. Beide Software-Tools wurden für Anwender entwickelt, die auf kom-fortable Weise Bedienmasken erstel-len wollen. Sie sind nahezu identisch aufgebaut und handhabbar.Wie im industriellen Bereich, so setzt Jetter auch im Bereich der Mobilen Automation auf Standards. Dabei ist CAN immer noch das Mass der Dinge bei Fahrzeugen, zum Beispiel zusam-men mit den bekannten Protokollen CANopen und SAE J1939. Jetter-Ge-räte verfügen zudem bereits über den IT- und Industrieautomations-Stan-dard Ethernet-TCP/IP. Dieser ermög-licht einen schnellen Daten- und Programmdownload und eine komfor-table Diagnose. Auch beim ISO-De-signer und beim Programmieren mit «Strukturiertem Text» setzt die Jetter AG auf Standards. (mg)
InfosJetter (Schweiz) AG9554 Tägerschen071 918 79 [email protected]

40 technica 02-10
Fördertechnik + Logistik | Lagertechnik
KTM bietet seinen Kunden ein umfassendes Dienstleis-tungspaket: Informationen,
Anweisungen und vor allem Ersatz-teile. Und auch ein neues Teilezent-rum. Die Lager- und Umschlagsmen-gen erfordern eine minutiöse Pla-nung. Ausserdem benötigt das Lagerpersonal geeignetes Equipment. Jeden Tag werden etwa 35 Lkw – be-laden mit Paletten und Collis – im Teilezentrum abgefertigt. Zu 85 Pro-zent sind die Waren bereits für Kom-missionierung und Versand fertig ge-packt. Der Rest wird sofort in stan-dardisierte Lagerbehälter oder Versandkartons umgepackt. Pro Tag gilt es, rund 1000 mehrteilige Auf-träge aller Grössenordnungen zu pi-cken und versandfertig zu machen.
Das alles geschieht nun in einem hoch modernen und für die rationelle Lieferung adäquat ausgerüsteten Tei-lezentrum. Es beansprucht 10 000 Quadratmeter Fläche und nutzt die
Hallenhöhe optimal aus. Partner für die Ausrüstung des neuen Teilezent-rums mit Palettenregalen, Collidurch-laufregal und einer zweigeschossigen Fachbodenregalbühne war die Bito-Lagertechnik Bittmann GmbH.
Umfassende Lösung Die Planungs-Ingenieure von Bito schlugen eine kompakte Linienfüh-rung der Fördertechnik vor. Sie kon-zipierten die Pick-by-Light-Zone und führten eine Detailkonstruktion der Lagerbühne durch. Ausserdem plan-ten sie eine Fachboden-Regalanlage ein und boten die Montage der Ge-samtanlage aus einer Hand an. Das neue Teilezentrum ist in einer 130 mal 78 Meter grossen Halle unterge-bracht. 6000 der 10 000 Quadratme-ter Nutzfläche sind dem Lager zuge-ordnet. Die übrigen 4000 Quadrat-meter sind Manipulations- und Verkehrsflächen für Wareneingang, Verpackung und Warenausgang. Die Palettenregalanlage bietet Platz für 6550 Europaletten. Sie dient als Nachschublager für den Kommissio-nierbereich.
Komplettlieferung aus einer Hand Parallel zum Palettenhauptlager, das etwa zwei Drittel der Lagerfläche be-ansprucht, ist eine ausgeklügelte
Service und Ersatzteilversorgung werden immer bedeutender. Für schnell wachsende Unternehmen ist das eine zusätzliche Herausforderung. Zumal wenn die Ersatzteil-Garantie von zehn Jahren eine entsprechend lange Teilebevorratung erfordert. Mit einer effizienten und vorausschauenden Lagerlösung kann die KTM Sportmotorcycle AG den Zuwachs an Ersatzteilen von gut 20 Prozent pro Jahr auch in Zukunft verarbeiten.
Intralogistik «Ready to Race»
Neues Ersatzteilzentrum für KTM:
Das Palettenhauptlager ist Teil des für die rationelle Lieferung adäquat ausgerüsteten Teilezentrums. Es dient als Nachschublager für den Kommissionierbereich.
Bito-Fachbodenregale auf der 1600 Quadrat-meter grossen Lager-
bühne. Darunter befin-det sich ein PBL-SDS-
Kommissioniergang. (Fotos: Bito-Lagertech-
nik Bittmann GmbH)

02-10 technica 41
Lagertechnik | Fördertechnik + Logistik
JEDER TAG EIN NEUER VORSPRUNG.DACHSER European Logistics
Bringen Sie Ihre Warenströme auf die Überholspur.
Mit einem der stärksten europäischen
Transportnetze für die schnelle und flexible
Bedienung aller Destinationen zwischen Skandinavien
und Nordafrika, Ural und Atlantik. Wir verbessern
Ihre Logistik. Zuverlässig. Effizient. Täglich. www.dachser.ch
2009_09_01_Technica_210x101mm_V2.indd 1 01.09.2009 17:21:38 Uhr
Der Kommissioniergang: Links sind die dynamischen Stückgutdurchlaufregale und rechts die Bito-Fachbodenregale für Kleinteile.
InfosBito-Lagertechnik Bittmann AG6343 Rotkreuz041 790 20 [email protected]
zweigeschossige Kommissionieran-lage installiert. Der Lagerspiegel ist exakt abgestimmt auf den Artikelmix des Teilezentrums. Das Produktspek-trum befindet sich auf 60 Paletten-stellplätzen, in 830 Kanälen der Stückgut-Durchlaufregale SDS, auf 24 840 Fachbodenplätzen in zwei Ebenen sowie in 2600 Kleinstlager-plätzen in Fachbodenregalen mit bis zu fünf Fächern und mit Regalkäs-ten. Bis zu 15 000 Auftragspositio-nen sind täglich zu bewältigen. Für die Schnellstdreher – 800 Artikel – wurde ein Pick-by-Light-System für höchste Zugriffseffizienz und Quali-tät installiert. Im Palettenhauptlager sowie auf den Fachbodenregalen wird über Mobilfunk-Scan mir Barcode-Gegencheck gearbeitet. Um die Wege kurz zu halten, ist die gesamte An-lage über ein zentral im Stückgut-durchlaufregal geführtes Fördersys-tem mit elf Kommissionierzonen er-schlossen. Das Fördersystem wurde im Erdgeschoss als Loop ausgeführt, damit bei Überfüllung eines Kommis-sionierbahnhofs die Kommissionier-behälter in eine Warteschleife laufen. Die zweite Ebene ist über zwei Z-För-derer in den Gesamtmaterialfluss ein-gebunden. Die zweigeschossige La-gerbühne ist 1600 Quadratmeter gross, für eine Bodenbelastung von
500 Kilo pro Quadratmeter ausgelegt und über vier breite Stiegenaufgänge leicht zugänglich. Zum Kommissio-nieren werden leichte Laufwagen ein-gesetzt. Die Kommissionierer legen die Waren in einen Bito-Kunststoff-behälter, der über das Fördersystem bereitgestellt wird. Zudem lieferte Bito rund 30 000 laminierte Etiket-ten zur Kennzeichnung der Lager-plätze – bedruckt mir Lagerplatznum-mer und Barcode – sowie 76 Schil-
der zur Kennzeichnung von Regalen und Lagergängen. Eben alles aus einer Hand. (mg)

42 technica 02-10
Fördertechnik + Logistik | Fördertechnik
Bei GKN Driveline kommen die Stapler nie zum Stehen: In drei Schichten produziert
der Automobilzulieferer an zwei Standorten in Offenbach Antriebselemente für alle führenden Fahrzeughersteller. Bei der Logistik setzt das zur britischen GKNGruppe gehörende Unternehmen hauptsächlich auf den Strassentransport. Täglich werden rund 80 Lkw be und entladen. Für die unzähligen Produktvarianten werden in Offenbach pro Woche über 1000 Tonnen Stahl verarbeitet, die überwiegend aus der konzerneigenen Schmiede in Trier angeliefert werden.Der innerbetriebliche Materialfluss wird durch 44 Gabelstapler gesichert, darunter 22 Elektro und 12 DieselFrontstapler sowie 10 LagertechnikGeräte. Die gesamte Flotte wurde im
Juni 2008 komplett erneuert, nachdem GKN Driveline die Beschaffung der Fördertechnik auf FullServiceLeasing umgestellt hatte.
Ohne Eingreifen der FahrerBei der Ausschreibung konnte sich die Hamburger Still GmbH – vertreten durch die Niederlassung Frankfurt – gegen den Wettbewerb durchsetzen. «Die Wirtschaftlichkeit, die Höhe der monatlichen Raten und die Qualität der Fahrzeuge spielte bei unserer Entscheidung eine grosse Rolle», sagt Frank Paulenz, der bei GKN Driveline für die North Europe Organisation die Bereiche Investitionen und Spare Parts verantwortet. Ein ebenso wichtiges Kriterium sei jedoch die Betriebs und Unfallsicherheit. Zum Minimieren der Personen und Gewaltschäden an Gebäu
den und Fahrzeugen suchte GKN deshalb ein manipulationssicheres Sicherheitskonzept für die Staplersteuerung.Betroffen sind die 34 Frontstapler, die sich im Innen und Aussenbereich bewegen können. «Innerhalb der Hallen dürfen unsere Flurförderzeuge nicht schneller als acht und ausserhalb höchstens fünfzehn Stundenkilometer schnell fahren», erklärt Michael Rickert, leitender SicherheitsIngenieur bei GKN in Offenbach. Eine vollautomatische und zuverlässige Steuerung soll dabei ohne ein Eingreifen des Fahrers die Geschwindigkeit an den aktuellen Arbeitsbereich anpassen.
Besser als LichtschrankenAuf diese Anforderung reagierten die an der Ausschreibung beteiligten Wettbewerber mit unterschiedlichen Konzepten. «Die meisten Anbieter hatten uns eine Steuerung mit Lichtschranken vorgeschlagen», erinnert sich Paulenz. Diese Lösung hatte jedoch den Nachteil, dass die insgesamt 16 Tore zusätzliche Stromanschlüsse benötigt hätten. Zudem müssen die Messbereiche von Lichtschranken ständig von Gegenständen freigehalten werden. «In der Praxis waren damit die Störungen vorprogrammiert», meint Rickert.Die nach seiner Meinung sicherste und ausbaufähigste Lösung hatte Still im Programm: Als einziger Hersteller konnten die Hamburger ein RFIDbasiertes Konzept vorweisen, das jederzeit auf andere sicherheitsrelevante Bereiche ausgeweitet werden kann. Die Lösung setzt je eine RFIDAntenne pro Stapler und rund 35 im Boden versenkte Transponder vor und hinter jedem Tor voraus. Insgesamt mussten bei GKN im Innen und Aussenbereich 550 passive Transponder mit einem Durchmesser von je 6 Millimetern installiert werden. Eine Herstellergarantie von 30 Jahren lässt auf eine lange Nutzungsdauer hoffen. «Wenn wirklich mal einer der Transponder ausfallen sollte,
Der Automobilzulieferer GKN Driveline Deutschland GmbH nutzt am Standort Offenbach in einem einzigartigen Projekt RFID-Technik zur Steuerung seiner Staplerflotte. Ziel ist ein erhöhter Unfallschutz, weniger Gewaltschäden und ein sinkender Ener-gieverbrauch. Entwickelt wurde die Lösung von Still.
Transponder steuern StaplerRFID-Technik für sicheren und effizienten Staplerverkehr
Der innerbe-triebliche Material-fluss wird durch 44 Gabelstapler gesichert. Fotos: M. Walter

02-10 technica 43
Fördertechnik | Fördertechnik + Logistik
InfosStill AG8112 Otelfi ngen044 846 51 [email protected]
können wir den betreffenden Trans-ponder mittels einer Antenne orten und schnell auswechseln», erklärt Uwe Jarosz, der am Standort Offen-bach für die Instandhaltung verant-wortlich ist.
Automatisch angepasstMithilfe der Vorgaben von Still führte GKN diese Arbeiten selbst durch. «Für jede der kleinen Funkantennen mussten wir ein acht Zentimeter tie-fes Loch bohren», erinnert sich Ja-rosz. Sein Mitarbeiter Gerd Kolinko hatte sich für diesen Zweck spezielle Bohrschablonen angefertigt, mit der er die Arbeiten erheblich verein-fachte. «Insgesamt haben wir für die 550 Bohrungen und das anschlies-sende Abdichten der Löcher mit Si-likon zwei Arbeitstage benötigt», be-richtet Kolinko.Jetzt verfügt bei GKN jedes Tor über ein Feld aus passiven Sendern, das durch die RFID-Antennen der vorbei-fahrenden Stapler aktiviert wird. Die im Aussenbereich installierten Trans-ponder senden andere Signale als ihre «Verwandten» im Innenbereich.
Abhängig von der Fahrtrichtung kann das System somit erkennen, ob der Stapler aus der Halle heraus- oder he-reinfährt. Diese Information wird un-mittelbar an die Motorsteuerung des Staplers weitergegeben, wodurch die Geschwindigkeit automatisch ange-passt wird. «Die Lösung funktioniert gleichermassen für Diesel- und Elek-trostapler», stellt Kolinko fest.
Genau kalkulieren«In Zukunft könnte diese Lösung zum Beispiel auf Kreuzungsbereiche aus-geweitet werden», sagt Michael Süs-senguth, Leiter der Still-Werksnieder-lassung in Frankfurt. Mit der selben Technik könne schliesslich erkannt werden, wenn sich zwei Stapler zur gleichen Zeit auf eine Kreuzung zu-bewegen und gezielt eingreifen. Ob diese Lösung bei GKN Driveline ver-wirklicht wird, ist noch nicht be-schlossen.In den nächsten Monaten wird sich zeigen, ob der positive Trend im Schadensverlauf weiter anhält und wie sich der Energieverbrauch der Flotte entwickelt. «Rein rechnerisch
dürften sich die Energiekosten wäh-rend der Vertragslaufzeit von fünf Jahren um etwa 15 Prozent reduzie-ren», schätzt Süssenguth. Schliess-lich hat sich GKN für moderne Flur-förderzeuge mit Drehstrom- und Hy-bridtechnologie entschieden. Hinzu kommen die Einspareffekte durch RFID – schliesslich trägt auch das Tempolimit zu einem sinkenden Ver-brauch bei. Eines steht schon heute fest: GKN Driveline wird auch in Zu-kunft sehr genau kalkulieren. (mg)
Rechts: Für die unzähligen Produktvarianten werden in Offenbach pro Woche über 1000 Tonnen Stahl verarbeitet.Oben: Die im Aussenbereich installierten Transponder senden andere Signale als ihre «Verwandten» im Innenbereich.Links: Das Stapler-Display informiert den Fahrer über den jeweiligen Befehlsmodus.

44 technica 02-10
Highlight
Das DM-Verteilzentrum am Standort Enns in Oberösterreich beliefert seit dem Bau 1989 alle 354 österreichi-schen DM-Filialen sowie acht Verteil-zentren in Mittel- und Osteuropa. Bereits 1995 wurde die Nutzfläche auf 25 000 m2 erweitert. Um die kontinuierlich steigenden Warenmen-gen zu bewältigen, wurde nun das be-stehende, teilautomatisierte Verteil-zentrum weiter um- und ausgebaut bzw. modernisiert. Eine besondere Herausforderung stellten dabei die unterschiedlichen Volumina der rund 8900 verschiedenen Artikel dar.Seit Juli 2009 ist nun auch das zehn-gassige, vollautomatische Paletten- und Behälterhochregallager in Be-trieb. Es bietet eine Lagerkapazität von ca. 57 400 Behälter- und 3200 Palettenstellplätzen. Etwa 35 000 Auftragspositionen werden pro Tag allein im automatischen Kleinteile-lager umgeschlagen. 450 Mitarbeiter aus zehn verschie-denen Nationen sind im 2-Schicht-Betrieb ständig im Einsatz, um einen
reibungslosen Warenfluss zu ermög-lichen. Die unterschiedlichen Tätig-keitsfelder in der Logistik setzen sich entlang der Warenstromkette aus der Beschaffung, ECR-Kooperation (effi-ziente Warenflusssteuerung), Steue-rung und Verarbeitung der Filialbe-stellungen, Kommissionierung, Nach-schubversorgung, Rechnungsprüfung sowie der Wartung von Systemen und Anlagen zusammen. Täglich sind 35 Speditionsfahrzeuge für DM unter-wegs, um monatlich 20 000 Paletten auszuliefern, Ware bei Lieferanten abzuholen oder Lademittel zu trans-portieren. Durch die Bündelung von Transporten wird die Ladefläche im-mer optimal genutzt und es entste-hen keine Leerfahrten.
Salomon Automation als GeneralunternehmerDas Modernisierungsprojekt wurde von Salomon Automation in zwei Pha-sen realisiert:
Behälterfördertechnik samt elf • Kommissionier- und vier Umpack-plätzen, fünf automatische Klein-teilelager-Gassen sowie sechs High-Speed-Commissioner als PufferGesamte Palettenfördertechnik in-• klusive fünfgassiges vollautomati-sches Hochregallager für einfach- und doppeltiefe Lagerung und An-bindung an bereits bestehende Elektrohängebahnen.
Neben dem Projektmanagement übernahm Salomon Automation die Modernisierung des bestehenden tei-lautomatisierten Lagers. So wurde die Steuerung der Elektrohängebahnen
(EHB) und der Palettenförderbahnen durch das Wamas-Steuerungssystem abgelöst und in das Wamas-Lagerma-nagement integriert. Das Wamas-Materialflusssystem steu-ert die Transportprozesse ab dem Wa-reneingang. An vier Umpackstationen wird die Ware für die Zwischenlage-rung ins Kleinteilelager vorbereitet und via Förderbahnen in die jeweili-gen Lagerbereiche transportiert. Für die filialbezogene Kommissionierung der B- und C-Sortimente werden die elf Kommissionierplätze automatisch nach dem «Ware-zum-Mann-Prinzip» versorgt. Pick-by-Light- und Put-to- Light-Anzeigen unterstützen die La-germitarbeiter und leiten sie sicher durch den Kommissionierablauf. Vier Querverschiebewagen versorgen das Lager sowie die Gefällerollenbahnen, auf welchen die A-Sortimente kom-missioniert werden. Die Anlage wurde auf drei Ebenen errichtet, den Stahl-bau übernahm dabei SSI Schäfer Wels. (bf)
Für die Drogerie Markt GmbH (DM) ist der reibungslose, rasche Ablauf des Warenmanagements ein entscheidender Faktor für den Erfolg. So entschloss sich der Drogeriefachhändler, auf mo-dernste IT-Lösungen und einen umfassenden Service von Salo-mon Automation, einem Unternehmen der SSI Schäfer Gruppe, zu setzen, um zukünftig eine perfekte Zusammenarbeit mit Part-nern und Lieferanten sicherstellen zu können.
Reibungsloses Warenmanagement
InfosSalomon Automation AG5042 [email protected]
Logistiksoftware sorgt für reibungsloses Warenmanagement im Verteilzentrum
... das fünfgassige, vollautomatische Hochregal-lager folgte in Phase II.
Die Behälterfördertechnik wurde bereits in Phase I umgesetzt, ...
2_Tankbau_bearb.indd 1 2.12.2008 15:56:02 Uhr
www.verschlusstechnik.ch

46 technica 02-10
Produkte
Saropack
Schrumpffolienspezialist Nr.1
PLUS Folien + Zubehör
Äusserst kompakte, robuste, langlebige und einfach zu bedienende Winkel-schweissmaschinen, kombiniert mit Schrumpftunnel. Schweissrahmenab-messungen von 500 x 400 mm oder 800 x 600 mm. Bedienung wahlweisemanuell oder halbautomatisch. Die Leistung ist bedienungsabhängig, erreichtjedoch aufgrund des Bedienungskomforts bis 25 Takte/Min. Rufen Sie an.Wir zeigen Ihnen gerne mehr.
Kompakt, einfach, rationellFür höchste Ansprüche.
Winkelschweissmaschinen, kombiniert mit Tunnel.
Saropack AG Seebleichestrasse 50 Postfach 334 CH-9401 RorschachTelefon 071/858 38 38 Telefax 071/858 38 86
[email protected] www.saropack.ch
UNSCHLAGBAR
Ob Bedienungs-anleitungen als animierte Filme direkt am Gerät angezeigt werden sollen oder Barcode im automati-sierten Prozess ausgele-sen oder Prozesse durch eine Ka-mera überwacht – in verschiedenen Fällen bietet das Emtrion-Board die perfekte Embedded-Lösung. Das preiswerte DIMM-Board basiert auf dem Prozessor SH7723 von Rene-sas, einem speziellen 32-Bit-RISC-Baustein für Audio- und Videoan-wendungen mit Grafi kbeschleu-nigung für anspruchsvolle GUIs. Bereits im Chip integriert sind Multimedia-Schnittstellen, Video-In/Out, ein 5-Megapixel-Kamera-interface, ein Audioprozessor, LCD-Controller, 2D-Grafi kbeschleuni-gung und SD-Card-Controller. 400 MHz, L2-Cache, eine leis-tungsfähige FPU und MPEG-4/H.264 - Be schleunigung direkt auf der Hardware ermöglichen Video-aufzeichnungen und Decodierung mit bis 30 Frames pro Sekunde.Emtrion bietet als einbaufertige In-dustrielösung auf der Basis dieses SH7723 ein leistungsfähiges DIMM-Modul mit BSP für Windows CE, QNX und Linux an. Das CPU-Modul enthält neben dem Prozes-sor die Speicherbausteine, Ether-netcontroller und RTC. Daneben steht ein Referenzsystem mit dem DIMM-Modul für den SH7723 mit vollständiger Doku-mentation zum einfachen Entwi-ckeln eigener Lösungen zur Verfü-
gung. Es ermöglicht den leichten Einstieg in die Audio- und Video-technik. Entwicklungszeiten für ei-gene Projekte lassen sich so deut-lich verkürzen. Für die Betriebssys-teme Microsoft Windows CE 6.0 und Linux stehen Board-Support Packages zur Verfügung, die mit den Entwicklerkits ausgeliefert wer-den. Der Kunde kann zum CPU-Mo-dul im SO-DIMM-Format aus zwei verschiedenen Carrierboards je nach Anforderung wählen. Auf dem Carrierboard sind all die Kompo-nenten vorhanden, die Kunden erfahrungsgemäss benötigen, wie zum Beispiel Audio-, Video-, USB- Host- und Device-Schnittstellen ge-mäss USB 2.0 sowie eine 100-MBit-Ethernet-Schnittstelle, Stromver-sorgung und Stecker. Referenz kön-nen auch direkt für den industriellen Einsatz verwendet werden. Die Lö-sung ist extrem Strom sparend und eignet sich somit auch für mobile Anwendungen.
emtrion GmbHD-76229 Karlsruhe+49 (0)721/6 27 [email protected]
Multimedia-Funktionalität in Embedded- ❚Systemen
Per 1. September hat die Sawa Pumpentechnik AG neu die Gene-ralvertretung für Lutz-Fasspumpen in der Schweiz übernommen. Das Sortiment umfasst:
Fasspumpen aus Polypropylen PP • und PVDF mit Elektro- oder Druckluftantrieb: Sie bieten pra-xisgerechte Lösungen für das fachgerechte Handling von ag-gressiven und korrosiven Flüssig-keiten. Ideal für den sauberen und sicheren Umgang beim Ab-pumpen aus Fässern, Containern und anderen Behältern.Fasspumpen aus Aluminium: Op-• timal zum Um- oder Abpumpen von Diesel, Heizöl, Hydrauliköl, Maschinenöl und Motorenöl. Lutz offeriert bereits zusammenge-stellte Pumpensets, bestehend aus: PVC-Gewebeschlauch inkl.Schlauchanschlüsse, Fassadap-• ter und Zapfpistole aus Alu. An-trieb mit Elektro- oder Druckluft-motor.
Elektrische Fass- und Behälter-• pumpen für Labor- und Techni-kum B2 Vario aus PP oder Edel-stahl: Stufenloser Drehzahlsteller für Kleinmengenabfüllung.
Sawa-Pumpentechnik AG9113 Degersheim071 372 08 [email protected]
Sicherheit und Zuverlässigkeit ❚mit Lutz-Fasspumpen
Ob Bedienungs-
Filme direkt am Gerät angezeigt werden sollen oder Barcode im automati-sierten Prozess ausgele-
Systemen

02-10 technica 47
Produkte
S AGstrasse
CH-8184 BachenbülachTel. 044 864 10 68Fax 044 864 14 [email protected]
15’000 Filtertypen –
1 Lieferant: SF!
Als Filter-Spezialist Nr. 1 verfügenwir über das grösste Filter-An-gebot für den Mobil- und Industrie-sektor. Ein permanentes Lager mit15'000 Filtertypen. Alle Markenund Systeme. Für Erstausrüstungund Austausch. Kein mühsamesSuchen mehr nach passenden Lie-feranten. Und keine kostspieligenStillstandzeiten. Bestellungen abKatalog, CD oder online:www.sf-filter.com
SF-Filter:Filter-Einkauf aufNummer sicher!
Ins_Technica 14.2.2007 13:04 Uhr Seite
F-FilterKasernen 6
Die multifunktionale Ein-baulösung passt mit 1HE in jeden 19˝-Netzwerkschrank. Der KVM-Switch mit 17˝-TFT-Monitor zeigt sich besonders flexibel, denn Tastatur und/oder Monitor sind stufenlos ausziehbar. Damit lässt sich der ausgefahrene Bildschirm zum Beispiel auch für die Netzwerk-Überwachung nutzen.Die «All-in-One»-Lösung ist ein geniales und doch sehr preis-günstiges 19˝-1HE-Rack-Einbau-system für jeden Netzwerkschrank: Einmal eingebaut verfügt der An-wender über eine hervorragende und flexible Schaltzentrale für seine Netzwerkinfrastruktur. Der 8- Port-KVM-Switch lässt sich für bis zu 256 PCs kaskadieren. Der Switch verwaltet PS2- und USB-Schnittstellen gleichzeitig. Die komplette Einbaustation ist vollständig ausgerüstet mit 17˝-Mo-nitor, Maus-Pad und Tastatur, wel-che wahlweise in den Varianten English, German und Swiss-German erhältlich ist. Zudem ist der 8-Port-KVM-Switch bereits mit allen acht KVM-Kombi-Kabelsätzen für den sofortigen Betrieb ausgerüstet.
Genau so einfach und praktisch wie der Einbau des Gerätes in den Netz-werkschrank ist dessen Bedienung. Das System lässt sich via OSD (On-Screen-Display), Hot-Key oder Tasten direkt am Rack steuern. ARP gewährt auf das gesamte Sys-tem 3 Jahre Garantie und darüber hinaus eine einzigartige Vorab-tausch-Garantie. Das heisst, bei einem allfälligen Defekt erhält der Kunde von ARP sofort ein Austauschgerät zur Verfügung gestellt.
ARP Datacon AG6343 Rotkreuz041 799 09 [email protected]
19˝ Rack Lösung «Dual Rail» mit ❚integriertem 8-Port-KVM-Switch
Die neuen Baumer Veri Sens-Vis ion-Sensoren der Serie 1500 und 1800 mit Edelstahlgehäuse, Schutzart IP69K und Ethernetschnittstelle er-möglichen eine flexible Anlagenintegration in rauen Umgebungsbedin-gungen, die hohe Anforde-rungen an Hygiene und Reinigungszyklen stellen. Die leistungsfähigen Funk-tionen zur Inspektion, Identifikation und Zeichenerken-nung können damit dort eingesetzt werden, wo es die Anwendung erfordert – ohne zusätzliche me-chanische Schutzmassnahmen. IP69K-zertifizierte Kabel zur Inte-gration sind verfügbar. Die Veri Sens-Vision-Sensoren mit Edel-stahlgehäuse sind für den vielsei-tigen Einsatz in Bereichen mit hohen Hygieneanforderungen kon-zipiert. Im Lebensmittelbereich können z. B. Verpackungen und deren Inhalt geprüft und Mindest-haltbarkeitsdaten gelesen werden. Auch die Inspektion von Lebens-mitteln vor der Verpackung kann mit den bewährten Funktionen zur Kontrolle von Position, Lage, An-wesenheit und Vollständigkeit durchgeführt werden.
Eine einfache Anlagenintegration und Konfiguration ist durch die Ethernetschnittstelle und Digital I/O gegeben. Über einen Standard-Webbrowser sind Visualisierung und Produktwechsel durch einen Bediener einfach möglich.Selbstverständlich basieren auch die VeriSens®-Vision-Sensoren mit Edelstahlgehäuse auf dem Baumer-Fex-Konturprozessor. Sie bieten da-mit eine in dieser Klasse nicht er-reichte Prozesssicherheit und Leis-tungsfähigkeit bei bis zu 50 Bildern pro Sekunde.
Baumer Electric AG8501 Frauenfeld052 728 13 [email protected]
Vision Sensoren mit Ethernet Interface ❚in Edelstahl (IP 69K)

48 technica 02-10
Produkte
Das mikroprozessorgesteuerte, di-gitale Druckspitzen-Manometer LEO 1 der Keller AG für Druckmess-technik fragt in jeder Sekunde 5000-mal den Wert der Prozess-grösse Druck ab. Damit werden die gefürchteten und oft extrem kurzen Druckspitzen, verursacht z. B. von schnellschaltenden Hydraulikven-tilen oder Pumpenaggregaten, si-cher erkannt. Möglichen Schäden etwa durch Kavitation kann so rechtzeitig begegnet werden.Die digitale Doppelanzeige aktuali-siert den Messwert und die erreich-ten Minimal- oder Maximalwerte zwei im Mal pro Sekunde. Im kom-pensierten Temperaturbereich von 0 bis 50 °C liegt die Gesamtgenau-igkeit bei typisch 0,2 % FS.Darüber hinaus bietet das LEO 1 von Keller eine für die Praxis beson-ders interessante Eigenschaft: je-der aktuelle Messwert kann auf Knopfdruck als Referenz definiert werden. Danach zeigt das Digital-manometer nicht mehr den Ist-Wert sondern die Abweichungen vom vorgegebenen Soll-Wert an.Mit zwei Tasten kann der Bediener alle Funktionen des Spitzenwert-Manometers parametrieren. Dazu gehört die Wahl zwischen fünf un-terschiedlichen Masseinheiten und die Neutralisierung der gespeicher-ten Extremwerte zu Beginn einer Beobachtungsperiode.
Etwa 15 Minuten nach dem letzten Tastendruck schaltet sich das Ge-rät selbständig aus. Die Kapazität der Batterie reicht nach Umschal-tung auf Dauerbetrieb im Manome-ter-Modus für bis zu 1400 Stunden und im Spitzenwert-Modus für bis zu 180 Stunden.Lieferbar ist das handliche LEO 1 im IP65-Gehäuse in vier praxisori-entierten Messbereichen von –1 bis 3 bar bis 0 bis 1000 bar. Die opti-onale Schutzhülle erlaubt den Be-trieb bei jedem Wetter im Aussen-bereich. Das Gerät ist auch als Ex-geschützte Version nach 94/9/EG lieferbar.
KELLER AG8404 Winterthur052 235 25 25www.keller-druck.com
Mikroprozessorgesteuertes, ❚digitales Druckspitzen-Manometer
Nach langjähriger informel-ler Zusammenarbeit hat US Digital, Entwickler und Her-steller von innovativen Drehgebern und Neigungs-gebern, eine europäische Vertriebsvereinbarung mit Pewat-ron, einem führenden Lieferanten von Sensoren, Stromversorgungen, E-Komponenten und elektrischer Antriebstechnik, unterzeichnet.Die Präzisions-Positionssensoren und Neigungsgeber von US Digital sind vielfältig einsetzbar:z. B. in Schrittmotoren, Solarstrom- sowie Solarthermik-Anlagen, Ma-schinenindustrie, medizinische Ge-räte, Prozesstechnik, Robotik und viele weitere Anwendungen, die ein Rückführsystem erfordern.Ihre innovativen Module beinhalten absolute und inkrementelle opti-sche Drehgeber, Neigungsgeber und Computer-Schnittstellen.David Madore, CEO US Digital, ist überzeugt: «Mit Pewatron haben wir einen erfahrenen und vertrau-ensvollen Partner, mit welchem wir auch weiterhin erfolgreich unsere Produkte europaweit absetzen und betreuen können. Mithilfe der Ver-
kaufs- und Marketingunterstützung von Pewatron wird es uns gelingen, den Absatz unserer Produkte in Europa weiter zu steigern.»«Die Unterzeichnung der Vertriebs-vereinbarung mit US Digital wider-spiegelt die hohe Qualität und den hohen Innovationsgrad ihrer Pro-dukte», bestätigt Stephen Neff, CEO Pewatron, und fügt hinzu: «US Digital ist der ideale Partner, um unseren Kunden aktuelle Produkte zu wettbewerbsfähigen Preisen an-zubieten sowie vernetzbare Pro-dukte für den Solarenergiemarkt bereitzustellen. Wir sind sehr zu-frieden, dass US Digital uns als ers-ten offiziellen Partner in Europa ausgewählt hat.»
Pewatron AG8052 Zürich044 877 35 [email protected]
Europäische Vertriebsvereinbarung ❚unterzeichnetDer neue T7 ist ein kom-
pakter Absolutwert-Nei-gungssensor auf Basis ei-nes einzigartigen MEMS- Sensors um Neigungen (einachsig) bis 360 ° mit hoher Genauigkeit zu erfas-sen.Durch Netzwerk-Schnitt-stellen, programmierbare Dämpfung und Nullpunkt, –20 °C bis +100 °C benutzbarer Temperaturbereich sowie IP67 Schutzgrad eignet sich dieser Nei-gungssensor bestens für Solartra-cker-Anlagen und Baumaschinen.Der T7 bietet eine Genauigkeit von ±0,1 Grad im Bereich 0 °C bis 70 °C bei einer Auflösung von 0,01 Grad.Erhältlich ist der T7 entweder mit einer RS232- oder einer USD-CAN-Schnittstelle. Die RS232-Version kann bis fünfzehn T7 über einen einzigen Bus verbinden. Das USD-CAN-Protokoll ermöglicht es, ein Netzwerk von bis zu vierundsechzig T7 über 200 m Kabel an einen ein-zigen Host zu verbinden. Die Spei-sung der einzelnen T7 erfolgt über das Netzwerkkabel. Der Host wird über das CANA-232/CANA-485
Adaptermodul verbunden. Dieses Modul ermöglicht es dem Host, im Netzwerk mit allen T7 über einfa-che serielle Schnittstellen-Kom-mandos zu kommunizieren. Zur Ver-fügung gestellt wird auch ein Win-dows-Demonstrations-Programm, um Winkel und Temperaturen anzu-zeigen, mit dem auch Modus, Ori-entierung, Nullposition, Dämpfung, Ausrichtung usw, eingestellt wer-den. Ferner steht dem Anwender über eine Windows-DLL eine Aus-wahl von einfachen Funktionen zur Verfügung, um Daten des T7-Netz-werkes zu lesen und zu schreiben.
Pewatron AG8052 Zürich044 877 35 [email protected]
Vernetzbarer Absolutwert-Neigungssensor ❚
Die Keller AG für Druckmesstechnik präsentiert ein Funkmodul mit inte-griertem Datenlogger. Mit der Daten-fernübertragungseinheit GSM-2 und der mitgelieferten PC-Software lassen sich Pegel, Messwerte und Trends aus dem Büro verfolgen und Grenzwerte überwachen. Die zylindrische Bauform des GSM-2 mit 48 mm Durchmesser wurde so ge-wählt, dass der Datenlogger in das Kopfende eines in der Grundwasser-messtechnik üblichen Peilrohrs mit 2-Zoll-Durchmesser platziert werden kann. Der Einbau ist in wenigen Se-kunden vollbracht. Das Gehäuse ist auf Beständigkeit gegen Betauung und kurzzeitige Überflutung ausge-legt. Die GSM-Antenne wird von einer verschliessbaren Abdeckkappe aus solidem Kunststoff verdeckt. So bleibt der Datenlogger bei Pegelmessungen in offener Landschaft vor Diebstahl und Vandalismus geschützt.Ausgestattet mit energieeffizienter Elektronik und einer robusten Li-thium-Batterie (3,9 V/32 Ah) kann der Logger bis zu 10 Jahre lang täg-lich die Ergebnisse von 24 Messun-gen per E-Mail im PC der Zentrale ab-liefern oder per SMS übertragen. Die höchste Messrate beträgt 1 Messung pro Minute. Zwei Spannungsein-gänge, 2 Digitaleingänge, eine BUS-Schnittstelle (RS485) für bis zu 5 Pe-gelsonden oder optional die SDI12-Schnittstelle für Wasseranalyse geräte machen den GSM-2-Datenlogger zu
einem universellen Erfassungsmodul für Wide-Area-Mess netzwerke.Speziell für Pegelmessungen mit lang-zeitstabilen Drucksensoren, z. B. der Serie 30 von Keller, ist im GSM-2 be-reits ein Luftdrucksensor und Tempe-ratursensor integriert. Der DataMana-ger sammelt die Messdaten, ordnet sie zu, stellt sie grafisch dar, meldet ge-gebenenfalls die Überschreitung von Grenzwerten und legt sie schliesslich in einer lizenzkostenfreien mySQL-Da-tenbank ab. Mit diversen Export- und Internet-Funktionen kann Dritten der Zugriff auf die Messdaten und die Integration in deren Datenerfassungs-systeme ermöglicht werden. Die Para-metrierung und Überwachung der Datenlogger erfolgen ebenfalls über den GSM2-DataManager.
KELLER AG8404 Winterthur052 235 25 25www.keller-druck.com
Dezentrale Pegelmessungen per GSM-Netz ❚

02-10 technica 49
Industrial | Fachmessen
www.codex.ch
www.abacus.ch
www.siemens.com/plm
www.siemens.com/plm
www.autodesk.de
www.noser.ch
www.arp.com
www.skf.ch
Industrial ITIndustrial ITEngineering, CAD/CAM, PDM/PLM, ERP, Business-Software
A ras, ein führender Anbieter von Open-Source-PLM-Un ternehmens-lösungen, liefert ab sofort die PLM-
Lösung «Aras Innovator» für MS Windows Server 2008 R2 und Windows 7. Anwender verfügen damit über die erweiterten Sicher-heitsfunktionen und die neuen Benutzerober-fl ächen dieser Plattformen.
Multi Core und Hyper V«Durch die Kompatibilität mit Windows Ser-ver 2008 R2 und Windows 7 erhalten unsere Kunden Zugang zu Multi-Core-Anwendungen und Hyper-V- Virtualisierung für den Einsatz in Rechenzentren sowie erweiterte Sicher-heits- und Managementfunktionen», erklärt
Peter Schroer, President bei Aras. «Unsere Software-Partner verfügen über eine hohe Innovationskraft und wir unterstützen sie bei der Entwicklung neuer Software-Generatio-nen», kommentiert Ross Brown, Vice Presi-dent ISV und Solutions Partner der World-wide Partner Group bei Microsoft. (bf)
Als erster PLM-Anbieter nutzt Aras die neuen Technologien der aktuellen Microsoft-Systeme und bietet mit Aras Innovator eine fortschrittliche, ska-lierbare und sichere PLM-Software an.
Open-Source-PLM für die neue Microsoft-Umgebung
InfosAras Software AG4502 Solothurn032 636 11 [email protected]
Aras Innovator ist eine PLM-Lösung mit einer modellbasierten SOA Architektur (Service Orien-ted Architecture), die sich als robuste, skalierbare und flexible PLM-Lösung bewährt hat. Die Leis-tungsfähigkeit einer modernen Systemarchitek-tur, kombiniert mit der Open Community, stellt sicher, dass Kunden schneller produktiv werden und schrittweise ihre PLM-Lösung individuell anpassen können. So werden Wettbewerbsanfor-derungen gegenüber einem konventionellen PLM/PDM-System in sehr kurzer Zeit erfüllt.

50 technica 02-10
Industrial | EDM/PDM
Acutronic wurde 1973 in der Schweiz gegründet und konnte sich schnell als einer der weltweit führenden Her-steller von Bewegungssimulatoren in Europa etablieren. Die Simulatoren werden zur Entwicklung und Kalibra-tion von Bewegungssensoren und inertiellen Navigationsgeräten, wie sie beispielsweise in Flugzeugen einge-setzt sind, verwendet. Typischerweise bestehen diese Navigationsgeräte aus mehreren Kreiselkompassen und Be-schleunigungssensoren. Auch Ziel-suchgeräte für Lenkwaffensysteme werden auf Acutronic-Anlagen unter realen Bedingungen getestet. Dafür wird ein dreiachsiger Simulator für die Flugbewegungen mit einem da-rum herum angeordneten Zweiachs-simulator für die Zielsimulation kom-biniert.
Sukzessiver Wechsel zu SolidWorksMit CAD arbeitet Acutronic schon seit vielen Jahren; 2004 löste SolidWorks
als 3D-System das bis dahin verwen-dete AutoCAD ab. Das 2D-System ist heute noch für Übersichtszeichnun-gen und Altdatenbearbeitung instal-liert, produktiv genutzt werden je-doch die inzwischen neun Solid-Works-Lizenzen. Zur Verwaltung der Daten wurde zunächst SolidWorks Workgroup PDM eingesetzt, im Jahre 2008 folgte der Umstieg auf Solid-Works Enterprise.
Weg von dem DateisystemDie Simulatoren sind zwar immer kun-denspezifische Einzelstücke, basieren jedoch in ihrem Grundgerüst auf einer Reihe von Basismodellen. Deshalb ist die Suche nach bestehenden Bau-gruppen eine der wichtigsten Funkti-onen des PDM-Systems. Konstrukteur Felix Vogelsanger erläutert: «Das war einer der Gründe für den Umstieg auf die Enterprise-Version. Mit steigender Teilezahl im PDM-System wurde die Suche in der Workgroup-Version sehr langsam. Eine Suche nach einer Ei-genschaft konnte aufgrund des da-teibasierten Ansatzes von SolidWorks Workgroup PDM sehr lange dauern, da das System dazu jede Datei öffnen,
nach der Eigenschaft durchsuchen und wieder schliessen muss. Die Enterprise-Version ist demgegenüber datenbankbasiert, so dass eine solche Suche sehr schnell geht.»
Acutronic-Umgebung bei Solid Solutions nachgebautDer Umstieg zwischen den PDM-Sys-temen wurde mit Unterstützung des langjährigen CAD- und PDM-Liefe-ranten Solid Solutions angegangen und innerhalb von drei Monaten ab-geschlossen. Die Datenstrukturen lies-sen sich über ein Softwaretool aus der Workgroup- in die Enterprise-Ver-sion überführen, auch die Datenüber-nahme lief, da die CAD-Daten ja nur in ein neues System übernommen wurden, problemlos ab. Vogelsanger sagt: «Wir hatten ja schon Erfahrun-gen, wie eine auf unsere Anforderun-gen passende Datenstruktur ausse-hen sollte, aber es gab doch noch ei-nigen Diskussionsbedarf, vor allem in den Bereichen, die es in SolidWorks Workgroup PDM gar nicht gab, bei-spielsweise Workflows. Aus meiner Sicht sehr gut war, dass Solid Solu-tions unsere Daten kopierte und das gesamte System inklusive aller An-passungen und Datenstrukturen im eigenen Haus zum Laufen brachte. Das heisst, dass wir ganz normal wei-terarbeiten konnten und die Solid-So-
Vom kleinen Tischgerät bis zu drei Meter hohen Geräten – die Spannweite in der Grösse der Erzeugnisse der Acutronic ist ebenso ungewöhnlich wie die Anlagen selbst. Acutronic nutzt in der Konstruktion von kundenspezifischen Anlagen SolidWorks und für die Verwaltung SolidWorks Enterprise PDM.
AutorRalf Steck, Friedrichshafen
Umstieg ohne AblenkungAcutronic führt SolidWorks Enterprise PDM ein

02-10 technica 51
EDM/PDM | Industrial
lutions-Spezialisten die neue Hard-ware und das System fixfertig instal-lierten. So hielt sich die Störung unseres Arbeitsablaufes gering.»
Recht einfache UmstellungEine eintägige Schulung von Solid Solutions folgte der Einführung und die Acutronic-Mitarbeiter fanden sich recht schnell in die neue Entwick-lungsumgebung ein. Die neuen Funk-tionalitäten erforderten allerdings eine gewisse Umgewöhnung. «Früher waren wir in unserer Arbeit freier», erläutert Vogelsanger, «aber es pas-sierten auch mehr Fehler. Heute haben wir eine stringente Versions-verwaltung über Workflows, die es verhindert, dass eine veraltete Teile-version verwendet wird. Früher pas-sierte es immer wieder – gerade dann, wenn mehrere Kollegen an ei-nem Projekt arbeiteten – dass mit un-terschiedlichen Versionsständen ei-nes Bauteils gearbeitet wurde. Heute hat jedes Modell persönliche Besitz-rechte, das heisst, ein Konstrukteur kann nur die richtigen Teile laden.
Die Workflows lassen sich in Solid-Works Enterprise PDM grafisch zu-sammenstellen, deshalb können wir diese ohne Unterstützung durch un-ser Systemhaus geänderten Gegeben-heiten anpassen.»Einen grossen Vorteil bringt Solid-Works Enterprise PDM beim Laden und Speichern: Das Managementsys-tem lädt, wenn ein Konstrukteur eine Baugruppe bearbeiten möchte, die zu-gehörigen Dateien auf die lokale Fest-platte herunter und beim Speichern wieder zurück in die Enterprise PDM-Datenbank. «Wir arbeiteten früher alle direkt mit den auf dem Server abge-legten Dateien, was eine wesentlich höhere Netzwerkbelastung und damit auch längere Ladezeiten bedeutete. Die Arbeit mit lokalen Daten und das Übertragen nur bei Bedarf hält den Traffic niedrig und es lässt sich we-sentlich flüssiger arbeiten.»
Vor allem die Suche ist jetzt viel schneller«Wir haben echte Vorteile mit dem Umstieg auf die Enterprise-Manage-mentlösung erzielt», fasst Vogelsan-
ger zusammen. «Die Suche nach Da-ten, die früher viel Zeit beanspruchte, ist drastisch schneller geworden, die vollwertige Versionsverwaltung verhin-dert viele Fehler und erleichtert das Zusammenarbeiten im Team. Durch die umfassende Unterstützung durch Solid Solutions mussten wir das nicht mit einem langwierigen, zeitrauben-den Implementierungsprozess bezah-len. Nach den notwendigen Abspra-chen mit Solid Solutions setzte das Systemhaus die Lösung komplett ohne uns auf und wir hatten dann erst wieder bei der Inbetriebnahme eine kurze Ausfallzeit. Besser kann es eigentlich nicht laufen.» (bf)
InfosSolidWorks Deutschland GmbHD-85540 Haar+49 (0)89 612 956 [email protected] www.solidworks.ch
Solid Solutions8048 Zürich044 434 21 [email protected]
Mit leistungsstarkem 2D-Imager, Telefonie und GPRS stellt Datalo-gic Mobile sein neues Topmodell Memor für den Aussendienst vor. Nach Angaben des Unternehmens ist Memor ein exzellentes Gerät, um die Geschäftsprozesse im Aussen-dienst effizienter zu machen. Ideal für unterwegs, da er in jede Westen-tasche passt, ohne dabei auf wich-tige Funktionen zu verzichten.Zu den wichtigsten Vorteilen der Mobilität im Aussendienst zählen in erster Linie die Steigerung der
Mitarbeiterproduktivität und die grenzenlose Kommunikation von beliebigen Orten aus. Diese unter-stützt der neue Memor, indem er beispielsweise das Betriebssystem Microsoft Windows Mobile 6.1, mit einem leistungsstarkem 2D-Imager, Telefonie, starkem Prozessor und grossem Speicher in einem Gerät kombiniert. Klassische Aufgaben, wie beispielsweise Auslieferungen, Serviceeinsätze, Vor-Ort-Verkäufe, Flächenbestückung und Merchan-dising-Aktionen werden mit dem
Memor zuverlässig ohne grossen Aufwand abgebildet. Sichere Über-tragung garantiert die Kommunika-tion über GSM-Funk auf Edge- Basis.
Datalogic Mobile GermanyD-73230 Kirchheim unter Teck+49 (0)7026 [email protected]
Grenzenlos mobil im Aussendienst ❚
Dank der flexiblen und anpassbaren Workflow-Funktionen der SolidWorks Enterprise PDM können Produktentwicklungsprozesse automatisiert und kontrolliert werden, um Genehmigungen zu vereinfachen und Auditprüfungen zu verbessern (Symbolbilder).
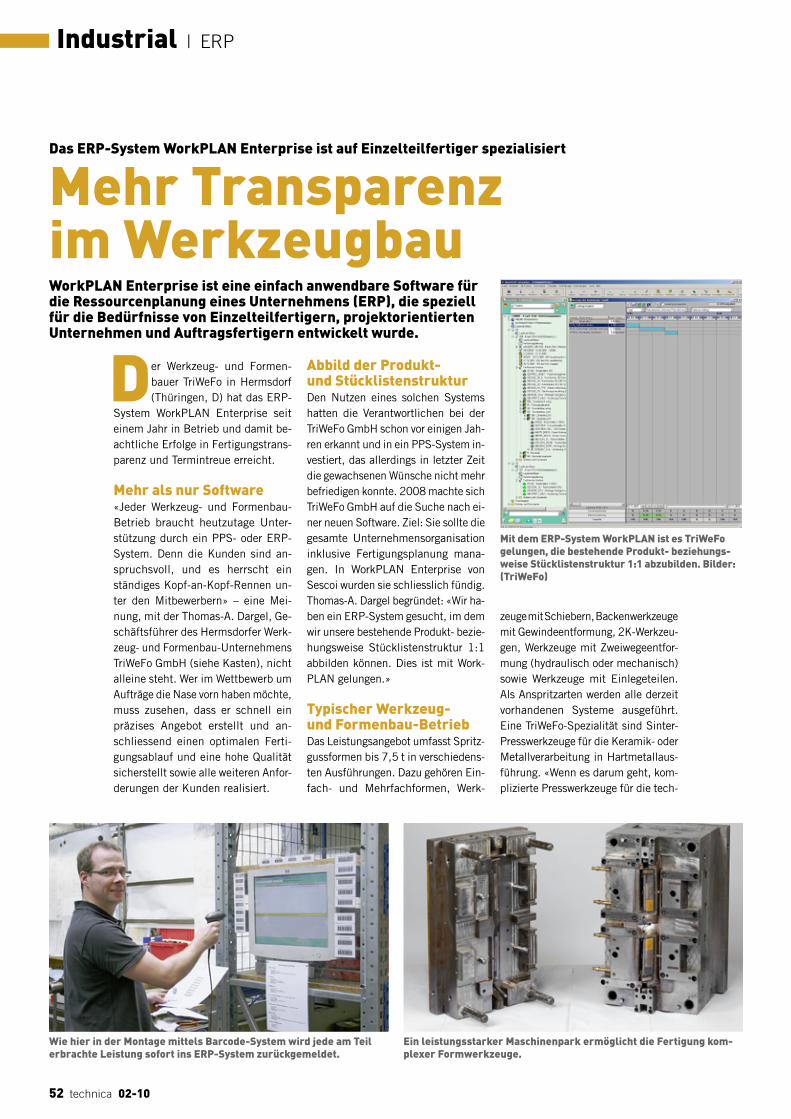
52 technica 02-10
Industrial | ERP
WorkPLAN Enterprise ist eine einfach anwendbare Software für die Ressourcenplanung eines Unternehmens (ERP), die speziell für die Bedürfnisse von Einzelteilfertigern, projektorientierten Unternehmen und Auftragsfertigern entwickelt wurde.
Mehr Transparenz im Werkzeugbau
Das ERP-System WorkPLAN Enterprise ist auf Einzelteilfertiger spezialisiert
Der Werkzeug- und Formen-bauer TriWeFo in Hermsdorf (Thüringen, D) hat das ERP-
System WorkPLAN Enterprise seit einem Jahr in Betrieb und damit be-achtliche Erfolge in Fertigungstrans-parenz und Termintreue erreicht.
Mehr als nur Software«Jeder Werkzeug- und Formenbau-Betrieb braucht heutzutage Unter-stützung durch ein PPS- oder ERP-System. Denn die Kunden sind an-spruchsvoll, und es herrscht ein ständiges Kopf-an-Kopf-Rennen un-ter den Mitbewerbern» – eine Mei-nung, mit der Thomas-A. Dargel, Ge-schäftsführer des Hermsdorfer Werk-zeug- und Formenbau-Unternehmens TriWeFo GmbH (siehe Kasten), nicht alleine steht. Wer im Wettbewerb um Aufträge die Nase vorn haben möchte, muss zusehen, dass er schnell ein präzises Angebot erstellt und an-schliessend einen optimalen Ferti-gungsablauf und eine hohe Qualität sicherstellt sowie alle weiteren Anfor-derungen der Kunden realisiert.
Abbild der Produkt- und StücklistenstrukturDen Nutzen eines solchen Systems hatten die Verantwortlichen bei der TriWeFo GmbH schon vor einigen Jah-ren erkannt und in ein PPS-System in-vestiert, das allerdings in letzter Zeit die gewachsenen Wünsche nicht mehr befriedigen konnte. 2008 machte sich TriWeFo GmbH auf die Suche nach ei-ner neuen Software. Ziel: Sie sollte die gesamte Unternehmensorganisation inklusive Fertigungsplanung mana-gen. In WorkPLAN Enterprise von Sescoi wurden sie schliesslich fündig. Thomas-A. Dargel begründet: «Wir ha-ben ein ERP-System gesucht, im dem wir unsere bestehende Produkt- bezie-hungsweise Stücklistenstruktur 1:1 abbilden können. Dies ist mit Work-PLAN gelungen.»
Typischer Werkzeug- und Formenbau-BetriebDas Leistungsangebot umfasst Spritz-gussformen bis 7,5 t in verschiedens-ten Ausführungen. Dazu gehören Ein-fach- und Mehrfachformen, Werk-
zeuge mit Schiebern, Backenwerkzeuge mit Gewindeentformung, 2K-Werkzeu-gen, Werkzeuge mit Zweiwegeentfor-mung (hydraulisch oder mechanisch) sowie Werkzeuge mit Einlegeteilen. Als Anspritzarten werden alle derzeit vorhandenen Systeme ausgeführt. Eine TriWeFo-Spezialität sind Sinter-Presswerkzeuge für die Keramik- oder Metallverarbeitung in Hartmetallaus-führung. «Wenn es darum geht, kom-plizierte Presswerkzeuge für die tech-
Mit dem ERP-System WorkPLAN ist es TriWeFo gelungen, die bestehende Produkt- beziehungs-weise Stücklistenstruktur 1:1 abzubilden. Bilder: (TriWeFo)
Wie hier in der Montage mittels Barcode-System wird jede am Teil erbrachte Leistung sofort ins ERP-System zurückgemeldet.
Ein leistungsstarker Maschinenpark ermöglicht die Fertigung kom-plexer Formwerkzeuge.
Sescoi GmbH

02-10 technica 53
ERP | Industrial
Die TriWeFo GmbH gehört zu der Tridelta-Gruppe, die ihre Wurzeln in den drei Kompetenz-bereichen technische Keramik, Magnetismus und Sintertechnologie hat. Mutter- und Schwesterfirmen setzen selbstverständlich auf die Qualitätswerkzeuge der TriWeFo GmbH.
nische Keramik herzustellen, sind wir sicher einer der führenden Werkzeug-bauer in Deutschland», erklärt Tho-mas-A. Dargel. «Schliesslich hat die TriWeFo GmbH viel Erfahrung, die bis in die Zeit zurückreicht, als der Werk-zeugbau noch ein Teil der Kerami-schen Werke Hermsdorf war. Heute beliefern wir nicht nur unsere Schwes-terfirmen, die wie wir zur Tridelta GmbH gehören, sondern sind als ei-genständiges Unternehmen auch für deren Mitbewerber tätig.» Neben Spritzguss- und Presswerkzeugen pro-duziert TriWeFo mit dem modernen CNC-Maschinenpark – bestehend aus Fräs-, Erodier- und Schleifmaschinen – auch Präzisionsteile, in erster Linie Prototypen und kleine Serien.
Für den Werkzeugbau konzipierte ERP-LösungWas die Suche nach einem geeigne-ten ERP-System schwierig gestaltete war der Umstand, dass die meisten Angebote kaum auf die besonderen Anforderungen der Werkzeug- und Formenbauer eingehen. Anders Work-PLAN Enterprise. Diese Software wurde genau für diese Branche ent-wickelt. Werner Möller, Vertriebsleiter Sescoi Deutschland, erklärt: «Sescoi hat sich von Anfang an, also seit über 20 Jahren, auf Softwarelösungen für den Werkzeug- und Formenbau spe-zialisiert. Wie WorkNC, unsere auto-matische CAM/CAD-Lösung für 2- bis 5-Achs-Bearbeitungen, wurde auch
WorkPLAN auf die speziellen Bedürf-nisse der Einzelteilfertiger, projektori-entierten Unternehmen und Auftrags-fertiger ausgerichtet. Die Hersteller von Formen, Pressformen, Werkzeu-gen, Modellen, Mustern, Prototypen, Spezialmaschinen oder ähnlichem können mit WorkPLAN Enterprise das Management ihrer Arbeitskraft, Mate-rialien, Ressourcen und Zeiten opti-mieren und behalten jederzeit die Kontrolle über alle Vorgänge.»
Modularer AufbauWorkPLAN Enterprise bietet Funkti-onen zur Ressourcenplanung, die die Automatisierung und Verwaltung von entscheidenden betrieblichen Tätig-keiten erlauben. Es gibt Module zu den Bereichen Angebot, Auftragsab-wicklung, Planung und Simulation, Bestellwesen und Lagerverwaltung,
Zeit-, Qualitäts-, Leistungs- sowie In-formationsmanagement. Daneben bietet das System viele Optionen, die speziell für die Werkzeug- und For-menbau-Branche entwickelt wurden. Dazu gehört unter anderem eine spe-zielle Datenbankstruktur, die alle Än-derungen aufzeichnet und die Rück-verfolgung von Angebotsdaten und Kosten erlaubt. Schliesslich ist es üblich, dass im Lebenszyklus eines Projekts mehrere Änderungen an den Projektdaten erfolgen. Die Verfolgbar-keit ist auch für das spätere Manage-ment von Kundendienst und Repara-turleistungen nützlich.Unter dem Punkt «Technische Krite-rien» verbirgt sich eine weitere prak-tische Zusatzfunktion. Benutzer kön-nen dabei ganz einfach Variablen de-finieren, die die Komplexität und Eigenschaften eines Projekts be-
Wenn es darum geht, komplizierte Presswerkzeuge für die technische Keramik herzustellen, ist TriWeFo eine der ersten Adressen in Deutschland.
TriWeFo GmbHDie TriWeFo GmbH (Umsatz rund 8 Mio. Euro) ist aus dem Werkzeugbau der ehemaligen Keramischen Werke Hermsdorf (KWH), einem mehr als 100-jährigen Unternehmen, her-vorgegangen und seit dem 1. Mai 1993 eine eigenständige Firma. 2007 fand die Wie-dereingliederung in die Tridelta-Gruppe statt, die mit ihren zwei Standorten Dortmund und Hermsdorf ihre Wurzeln in den drei Kompetenzbereichen technische Keramik, Mag-netismus und Sintertechnologie hat. Bei der TriWeFo GmbH planen, entwickeln, konstru-ieren und bauen etwa 80 hochausgebildete Mitarbeiter mit langjähriger praktischer Erfah-rung Formwerkzeuge in gehärtetem Stahl für die Kunststoffverarbeitung sowie Presswerk-zeuge für keramische Massen und Pulvermetall. Als drittes Standbein werden auf modernsten CNC-Werkzeugmaschinen auch Präzisionsteile als Prototypen und Kleinserien gefertigt. Kunden aus der Medizintechnik, Automobilindustrie, Elektrotechnik, Haus-halttechnik und dem Sanitärbereich schätzen daher die Zusammenarbeit mit der TriWeFo GmbH sehr. Die TriWeFo GmbH bietet neben dem Werkzeugbau auch die Abmusterung der Werkzeuge und auf Anfrage Null- und Kleinserienfertigung an.
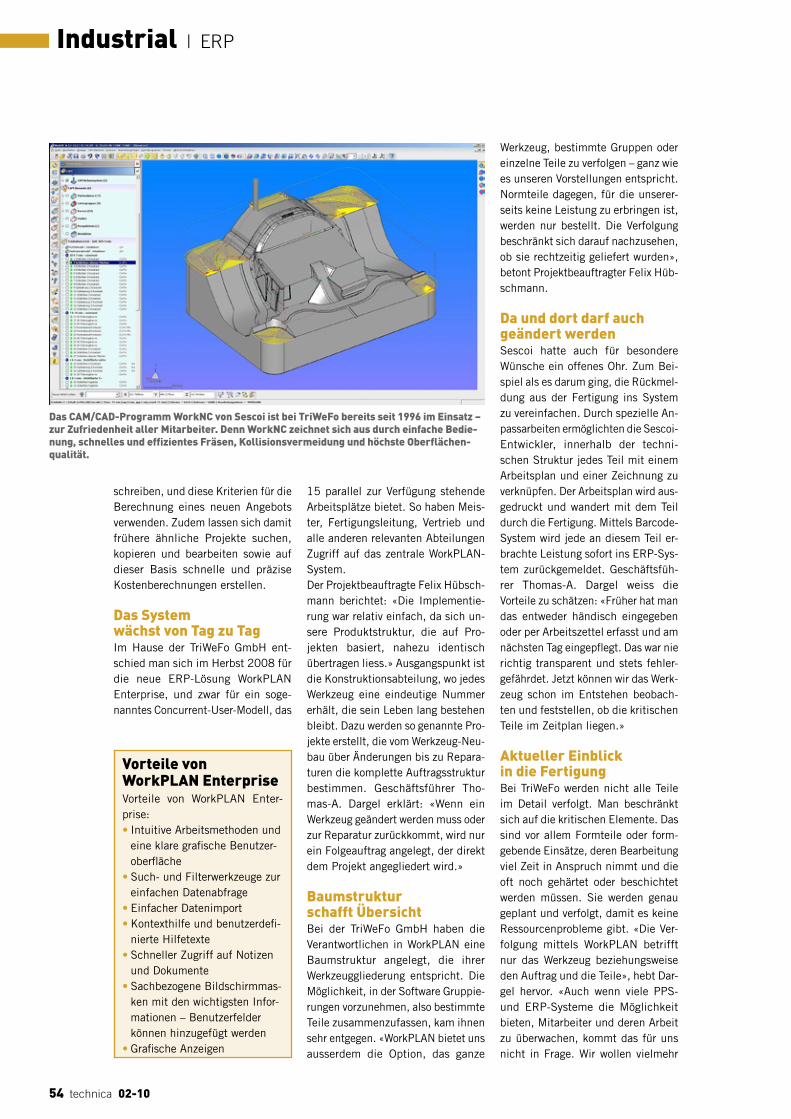
54 technica 02-10
Industrial | ERP
schreiben, und diese Kriterien für die Berechnung eines neuen Angebots verwenden. Zudem lassen sich damit frühere ähnliche Projekte suchen, kopieren und bearbeiten sowie auf dieser Basis schnelle und präzise Kostenberechnungen erstellen.
Das System wächst von Tag zu TagIm Hause der TriWeFo GmbH ent-schied man sich im Herbst 2008 für die neue ERP-Lösung WorkPLAN Enterprise, und zwar für ein soge-nanntes Concurrent-User-Modell, das
15 parallel zur Verfügung stehende Arbeitsplätze bietet. So haben Meis-ter, Fertigungsleitung, Vertrieb und alle anderen relevanten Abteilungen Zugriff auf das zentrale WorkPLAN-System. Der Projektbeauftragte Felix Hübsch-mann berichtet: «Die Implementie-rung war relativ einfach, da sich un-sere Produktstruktur, die auf Pro-jekten basiert, nahezu identisch übertragen liess.» Ausgangspunkt ist die Konstruktionsabteilung, wo jedes Werkzeug eine eindeutige Nummer erhält, die sein Leben lang bestehen bleibt. Dazu werden so genannte Pro-jekte erstellt, die vom Werkzeug-Neu-bau über Änderungen bis zu Repara-turen die komplette Auftragsstruktur bestimmen. Geschäftsführer Tho-mas-A. Dargel erklärt: «Wenn ein Werkzeug geändert werden muss oder zur Reparatur zurückkommt, wird nur ein Folgeauftrag angelegt, der direkt dem Projekt angegliedert wird.»
Baumstruktur schafft ÜbersichtBei der TriWeFo GmbH haben die Verantwortlichen in WorkPLAN eine Baumstruktur angelegt, die ihrer Werkzeuggliederung entspricht. Die Möglichkeit, in der Software Gruppie-rungen vorzunehmen, also bestimmte Teile zusammenzufassen, kam ihnen sehr entgegen. «WorkPLAN bietet uns ausserdem die Option, das ganze
Werkzeug, bestimmte Gruppen oder einzelne Teile zu verfolgen – ganz wie es unseren Vorstellungen entspricht. Normteile dagegen, für die unserer-seits keine Leistung zu erbringen ist, werden nur bestellt. Die Verfolgung beschränkt sich darauf nachzusehen, ob sie rechtzeitig geliefert wurden», betont Projektbeauftragter Felix Hüb-schmann.
Da und dort darf auch geändert werdenSescoi hatte auch für besondere Wünsche ein offenes Ohr. Zum Bei-spiel als es darum ging, die Rückmel-dung aus der Fertigung ins System zu vereinfachen. Durch spezielle An-passarbeiten ermöglichten die Sescoi-Entwickler, innerhalb der techni-schen Struktur jedes Teil mit einem Arbeitsplan und einer Zeichnung zu verknüpfen. Der Arbeitsplan wird aus-gedruckt und wandert mit dem Teil durch die Fertigung. Mittels Barcode-System wird jede an diesem Teil er-brachte Leistung sofort ins ERP-Sys-tem zurückgemeldet. Geschäftsfüh-rer Thomas-A. Dargel weiss die Vorteile zu schätzen: «Früher hat man das entweder händisch eingegeben oder per Arbeitszettel erfasst und am nächsten Tag eingepflegt. Das war nie richtig transparent und stets fehler-gefährdet. Jetzt können wir das Werk-zeug schon im Entstehen beobach-ten und feststellen, ob die kritischen Teile im Zeitplan liegen.»
Aktueller Einblick in die FertigungBei TriWeFo werden nicht alle Teile im Detail verfolgt. Man beschränkt sich auf die kritischen Elemente. Das sind vor allem Formteile oder form-gebende Einsätze, deren Bearbeitung viel Zeit in Anspruch nimmt und die oft noch gehärtet oder beschichtet werden müssen. Sie werden genau geplant und verfolgt, damit es keine Ressourcenprobleme gibt. «Die Ver-folgung mittels WorkPLAN betrifft nur das Werkzeug beziehungsweise den Auftrag und die Teile», hebt Dar-gel hervor. «Auch wenn viele PPS- und ERP-Systeme die Möglichkeit bieten, Mitarbeiter und deren Arbeit zu überwachen, kommt das für uns nicht in Frage. Wir wollen vielmehr
Das CAM/CAD-Programm WorkNC von Sescoi ist bei TriWeFo bereits seit 1996 im Einsatz – zur Zufriedenheit aller Mitarbeiter. Denn WorkNC zeichnet sich aus durch einfache Bedie-nung, schnelles und effizientes Fräsen, Kollisionsvermeidung und höchste Oberflächen-qualität.
Vorteile von WorkPLAN EnterpriseVorteile von WorkPLAN Enter-prise:
Intuitive Arbeitsmethoden und • eine klare grafische Benutzer-oberflächeSuch- und Filterwerkzeuge zur • einfachen DatenabfrageEinfacher Datenimport• Kontexthilfe und benutzerdefi-• nierte HilfetexteSchneller Zugriff auf Notizen • und DokumenteSachbezogene Bildschirmmas-• ken mit den wichtigsten Infor-mationen – Benutzerfelder können hinzugefügt werdenGrafische Anzeigen•

02-10 technica 55
ERP | Industrial
E+S
ABACUS PPS-SoftwareEffiziente Planung und Steuerung der Produktivität
> Ressourcenverwaltung mit verlängerter Werkbank > Stammarbeitspläne mit Varianten > Auf-
tragsbezogene Beschaffung > Plan-Manager mit grafischem Leitstand > Reihenfolgeplanung
für Engpassressourcen > Vor-/Nachkalkulation > Serienummern/Chargenverwaltung > Definier-
bare Produktionsauftragsprozesse www.abacus.ch
Seit 25 Jahren auf Erfolg programmiert
Ins_PPS_210x101_Techn 28.1.2010 12:15 Uhr Seite 1
Erkenntnisse gewinnen, wie wir den Fertigungsprozess weiter optimieren können.» Denn strategische Ent-scheidungen, was sich beispielsweise fremd zu vergeben lohnt, konnten bisher nur schwer begründet werden. Mit WorkPLAN dagegen lassen sich alle Teile exakt nachkalkulieren, und der Anwender erhält präzise Leis-tungsrückmeldungen ohne zusätzli-chen Aufwand.Die TriWeFo GmbH nutzt WorkPLAN Enterprise über die gesamte Leis-tungsbreite, also mit allen Modulen vom Angebot über die komplette Fer-tigungssteuerung, bis hin zur Rech-nungslegung und Berichterstattung an die Geschäftsführung. Doch wer auf die Bildschirmdarstellung sieht,
erkennt erst auf den zweiten Blick, um welche Software es sich handelt. Denn WorkPLAN Enterprise von Sescoi ist ein derart anpassungsfähi-ges System, dass ihm der Anwender nicht nur die Struktur seines Unter-nehmens, sondern auch seine eigene Terminologie übertragen kann. So konnte TriWeFo die über viele Jahre im Betrieb verwendeten Begriffe bei-behalten und aufs ERP-System über-tragen. Auch dadurch wurde die Soft-ware von allen Mitarbeitern schnell angenommen und effektiv genutzt.
Praxisnah und offenAls sehr praxisnah beurteilt Thomas-A. Dargel die möglichen Abfragen. Es lassen sich benutzerdefinierte Blick-winkel auf alle Daten des Systems ge-nerieren, so dass Geschäftsführer, Meister, Buchhalter und Vertrieb je-weils genau das sehen, was für sie interessant ist. Es können einerseits alle werkzeugbezogenen Daten abge-fragt werden, vom Angebot über die Bestellung bis zur Nachkalkulation. Andererseits sind beispielsweise sämtliche Bestellungen auf einen Schlag darstellbar.WorkPLAN ist ein sehr offenes, flexi-bles System ohne grosse Schnittstel-lenprobleme, wie Felix Hübschmann bestätigt: «Es gibt Schnittstellen zum
Beispiel zur Zeiterfassung, Buchhal-tung und Konstruktion. Darüber hin-aus können wir Maschinendaten, die wir mit unserem eigenen System er-fassen, problemlos über eine Stan-dardschnittstelle an WorkPLAN über-geben.» (bf)
TriWeFo fertigt Formwerkzeuge in gehärtetem Stahl für die Kunststoffverarbeitung ...
InfosSescoi GmbHD-63263 Neu-Isenburg+49 (0) 6102 / 71 [email protected]
Tridelta Werkzeug- und Formenbau GmbHD-07629 Hermsdorf/Thüringen+41 (0)36601/[email protected]
... sowie Presswerk-zeuge für keramische Massen und Pulver- metall.

56 technica 02-10
Werkzeugmaschinen und Werkzeuge | Werkzeuge
Das Problem war seit langem bekannt: Wie lassen sich trag-fähige Gewinde in dünnwan-
digen Teilen «unterbringen»? Die ers-ten Blindnietmuttern von Tubtara – und somit die Lösung des Problems – kamen vor 50 Jahren auf den Schweizer Markt. Das Prinzip: Eine Mutter wird von einer Seite her «blind», das heisst ohne Gegenhalt, eingesetzt. Durch achsiales Einzie-hen wird der Schaft zu einem Niet-wulst auf der Rückseite des Werkstü-ckes gestaucht. Blindnietmuttern sind also «einteilige Gewindehohlnie-ten». In dünnen Teilen und Hohlpro-fi len haben sie sich als belastbare Muttergewinde durchgesetzt. Bis 1965 wurden Tubtara- Blindnietmut-tern gedreht, dann im Cold-Forming-Verfahren geschlagen.
Tubtara in rostfreier AusführungDurch Korrosion hervorgerufene Schäden verursachen, direkt oder in-direkt, Folgekosten in Milliarden-höhe. Der Einsatz hochwertiger, rost-freier Stähle der Qualitäten A2 und A4 nimmt deshalb laufend zu. Kor-
rosionsbeständige Tubtara-Blindniet-muttern bieten eine optimale Kombi-nation der geforderten Eigenschaften und lassen sich rationell montieren. Sie sind in den Qualitäten A2 (1.4567) und A4 (1.4578) erhält-lich. Muttern in den Grössen M4 bis M8 gibt es mit Rund- oder Sechs-kantschaft, kombiniert mit einem Flach- oder kleinem Senkkopf. Die Einsatzgebiete: Chemische- und Le-bensmittel-Industrie, Fahrzeugbau, Medizinaltechnik, Sanitärbereich usw., sowie Anwendungen im Au-ssenbereich für Leuchten, Geländer, Tunnelanwendungen u.a.
Wer die Wahl hat …Neben den verschiedenen Ausführun-gen im Nietschaft sind Blindnietmut-tern mit verschiedenen Kopfformen erhältlich. Zur Auswahl stehen Versi-onen als Flachkopf, 90°-Senkkopf oder mit kleinem Senkkopf. Blind-nietmuttern mit kleinem Senkkopf er-sparen das Ansenken und ergeben automatisch den richtigen Kopf-Überstand.Gerändelter Schaft gefordert? Mit diesen Typen in Flach- oder Senk-
kopfausführung erreicht man in wei-cheren Materialien, wie z.B. in Alu-minium oder Kunststoff, eine erhöhte Verdrehfestigkeit. Tubtara, Filko, Eurosert und AVK haben Muttern mit gerändeltem Schaft im Programm.Ein Sechskantschaft muss es sein? Wenn an die Verdrehsicherheit spe-
KVT, Koenig Verbindungstechnik AG, Dietikon, bietet heute ein rundes Dutzend Varianten an Blindnietmuttern und Gewindeein-sätzen an – für Anforderungen im Maschinen-, Fahrzeug- und Automobilbau, in der Elektronik usw.
Hochfeste Gewinde für dünne Teile
Zum Titelbild:Seit 50 Jahren

02-10 technica 57
Antrimon AG
Luzernerstrasse 91
5630 Muri, Schweiz
Telefon +41 56 675 40 30
www.antrimon.ch
Vom Standardantriebzum mechatronischenSystem erhalten Siebei Antrimon alles!
Ihr guterPartner fürAntriebs-lösungen
Antrimon_Image_2_54x297.indd 1 22.12.2009 13:24:18 Uhr
zielle Anforderungen gestellt werden, bieten sich Muttern mit Flachkopf oder kleinem Senkkopf an – Tubtara, Filko und Hexsert haben Typen für höchste Ansprüche parat. Für eine dichtende Anwendung sind diese Verbindungselemente auch mit ge-schlossenem Gewindeende erhält-lich. Es würde zu weit führen, auf alle weiteren Blindnietmuttern vom KVT einzugehen. Unter Jack-Nut, Well-Nut, Nilko und Stecko fi ndet man weitere Sonderversionen im KVT- Katalog.Apropos Tubtara: In 50 Jahren wur-den über 100 Millionen Stück einge-setzt, was bei einer durchschnittli-chen Länge von 16,5 mm 270-mal der Höhe des Mount Everest ent-spricht.
Gewindeeinsätze: Tappex & Co.Wenn widerstandsfähige Mutterge-winde in Kunststoffen, porösen Ma-terialien oder in Leichtmetallen be-nötigt werden, bieten Gewindeein-sätze optimale Lösungen. Das Angebot an Tappex-Gewindeein-sätzen wird laufend erweitert. Bis 2008 wurden diese Gewindeeinsätze ausschliesslich aus Messing gefer-tigt. Die Baureihe Trisert-3, ein Pro-blemlöser zum Eindrehen, wird neu-erdings in mehreren Werkstoffen her-gestellt.Der Tappex TRISERT-3 ist von M3 bis M8 im Handel. In jeweils zwei Längen wird er in einsatzgehärtetem Stahl (mit Zink/Nickel), aus nichtrosten-dem Stahl A1 (1.4305) sowie in nicht-rostendem Stahl A4 (1.4401) ange-boten. Auch bei den neuen Typen können dieselben Eindrehwerkzeuge verwendet werden, die bereits für Messingeinsätze im Gebrauch sind. Merkmale:
Selbstschneidender Gewinde-• einsatz für Kunststoff und LeichtmetalleFür gebohrte oder vorgeformte • Löcher geeignetKleiner Kopfdurchmesser des • GewindeeinsatzesDurchgehendes, spanfreies • Innengewinde
Der Trend für den Einsatz von Konst-ruktionsteilen aus Metall hin zu sol-chen aus Kunststoffen geht unge-
bremst weiter. Tappex-Gewindeein-sätze gibt es in drei Typenreihen. Der Multisert ist speziell für Thermoplaste, für die Einbauvarianten Einpressen, Ultraschalleinbetten, Wärmeeinbet-ten. Der Trisert ist ein selbstschnei-dender Gewindeeinsatz für Thermo-plaste, glasfaserverstärkte Kunststoffe und Duroplaste. Drei Schneidschlitze bewirken eine feste Verankerung im Grundwerkstoff. Der Himould wird direkt während des Giessverfahrens in das Werkstück eingeformt.Drahtgewindeeinsätze, wie z.B. die Fabrikate Filtec und Lockfi l, werden in der Serienfertigung bei Werkstü-cken geringerer Festigkeit wie Alumi-nium verwendet. Durch ihre hohe Härte sind sie verschleissfest und hochbelastbar.Aus nichtrostendem Stahl 1.4305 sind die ebenfalls verschleissfesten und hochbelastbaren Keensert-Gewin-deeinsätze. Sie werden mit vormon-tierten Sperrkeilen geliefert, die nach dem Einbau einen verdreh- und vib-rationssicheren Sitz gewährleisten. Sollte es nicht möglich sein, eine der angesprochenen Varianten einzuset-zen, bietet KVT ein neues Verbinder-sortiment, BigHead, als Lösung an. Diese Aufbau-Befestiger erweitern neue Horizonte der Befestigung auf verschiedensten Materialien. (bf)
InfosKVTKoenig Verbindungstechnik AG8953 Dietikonwww.kvt.ch

58 technica 02-10
Lieferantenverzeichnis und Internetadressen
E Mikrotechnologie + Antriebstechnik GmbHAuf der Burg 5 Tel. +41 (0)44 6 80 46 00 [email protected] Meilen Fax +41 (0)44 6 80 46 01 www.emagmbh.ch
ngineering für
02-10 technica 59
Lieferantenverzeichnis und Internetadressen
Das MetallTechTeamwww.weso-gassner.ch
CH-8863 Butt ikon · Chappel ihof 15Tel. 055 444 12 87 · www.filetopart.ch
· 3D-Scannen· CAD
· RapidPrototyping
Décolletage & CNC-Dreherei
Amriswilerstrasse 50 • 9314 Steinebrunn • Tel. 071 477 10 45 • Fax 071 477 22 08
[email protected] • www.heeb-cnc.ch

60 technica 02-10
Lieferantenverzeichnis und Internetadressen
Aahusweg 8, Fänn Tel. 041 799 49 49 [email protected] Küssnacht Fax 041 799 49 48 www.atphydraulik.ch
Kabel, LAN-Produkte und Kabelkonfektion

02-10 technica 61
Lieferantenverzeichnis und Internetadressen
����������� ��� ���������� ������������������������ ����� ��� ���������� ��� ���������� ��� �������������
���������������� ���� � ���� �������������������������
��� � �� � �� ��� �� ����� � �� � �� ��� �� ������� �������������������
����������� �������� ��������������� �������� ����� ���������� ������������
KTR Kupplungstechnik AGBahnstrasse 60, 8105 RegensdorfTel. 043 311 15 55Fax 043 311 25 [email protected]
Lasergraph AGDöttingerstrasse 115303 WürenlingenTel. 056 297 11 11, Fax 056 297 11 12www.lasergraph.chE-Mail: [email protected]
E. Pasinelli AGHauptstrasse 1625742 KöllikenTel. 062 737 62 30Fax 062 737 62 [email protected]
• Maschinenleuchten • Arbeitsleuchten• Netzkabel • Kabelrollen • LED-Produkte
Flachhonen, Läppen, Honen
Ihr Partner für exakte Lohnfertigung:
Amsler Laeppfi nish AGGurzelenstrasse 6 Telefon +41 (0)32 618 05 23CH-4512 Bellach Telefax +41 (0)32 618 05 27www.laepp-fi nish.ch E-Mail: info@laepp-fi nish.ch
Gleitschleifen • Trowalisieren • Entgraten Polieren • Entfetten • UltraschallreinigenKÄSER BIBERIST, Oberflächenfinish, Ulmenweg 64562 Biberist, Tel. 032 671 26 60, Fax 032 672 20 01 [email protected], www.kaeser-biberist.ch

02-10 technica 63
Lieferantenverzeichnis und Internetadressen
SKF (Schweiz) AGEschenstrasse 5, CH-8603 SchwerzenbachTel +41 (0)44 825 81 81, Fax +41 (0)44 825 82 82www.skf.ch, [email protected]
howatech agBäumliackerstrasse 10
8552 Felben-WellhausenTel +41 (0)52 770 10 31
Fax +41 (0)52 770 10 32 [email protected] www.howatech.chWir schneiden auch 3D...
Freie Kapazität
www.hagmann.de [email protected]
Tel.: +49 (0) 71 64/94 30-0Fax: 94 30-31
Stirnräder, Kegelräder,Zyklo-Palloid-Spiralkegelräder,Hirth-Stirnverzahnung
64 technica 02-10
Impressum
technicadie Fachzeitschrift für die Maschinen-, Elektro- und MetallindustrieISSN 0040-0866 59. Jahrgang 2010Redaktion«technica», Neumattstr. 1, 5001 Aarau, Tel. 058 200 56 42 Fax 058 200 56 61, ISDN 058 200 56 56 www.technica-online.ch, www.marktspiegel.chChefredaktor Martin Gysi, Masch. Ing. FH, Tel. 058 200 56 29 [email protected] Fischer, W.-Ing. FH, Tel. 058 200 56 30 [email protected] Mitarbeiter Edgar Grundler, Alois AltenwegerSVBF-Teil «Planung und Produktion»Offizielles Organ des Schweizerischen Verbands für Betriebsorganisation und Fertigungstechnik SVBF Schweiz, 8021 Zürich, www.svbf.ch Redaktor: Alois Altenweger, lic. rer. pol, Tel. 034 402 56 69, a.altenweger2zapp.chVerlag© AZ Fachverlage AG, Neumattstrasse 1 5001 Aarau, Tel. 058 200 56 50 Fax 058 200 56 61, www.az-verlag.ch Ein Tochterunternehmen der AZ Medien GruppeVerlagsleitungIrene Frei a.i.Leiter WerbemarktJürg Rykart, [email protected] Online/LesermarktPeter Jauch, [email protected] Kolbeck Tel. 058 200 56 31, [email protected] Thorsten Krüger Tel. 058 200 56 32, [email protected] Verena Müller Tel. 058 200 56 42, [email protected] MarktspiegelChristine Gehrig Tel. 056 631 22 20, Fax 056 633 56 23 [email protected] Furter (Konzept), Peter UtzDruckVogt-Schild Druck AG Gutenbergstrasse 1, 4552 DerendingenErscheinung, Abonnementerscheint monatlich, 12 × jährlich, zusätzlich je eine Sonderpublikation Innovation und Marktspiegel Abonnementspreis: Fr. 95.– inkl. 2,4 % MwSt. Ausland zuzüglich Porti Abo Contact Center Tel. 058 200 55 70, [email protected] 500 Ex. WEMF 2009: (1057 verkauft, 7368 gratis)VerlagsrechteMit der Annahme von Manuskripten durch die Redaktion und der Autor-Honorierung durch den Verlag erwirbt der Verlag das Copyright und insbesondere alle Rechte zur Übersetzung und Veröffentlichung der entsprechenden Beiträge in anderen verlagseigenen Zeitschriften sowie zur Herausgabe von Sonderdrucken. Für unverlangt eingesandte Unterlagen übernimmt die Redaktion keine Gewähr.Zeitschriften im selben VerlagFIT for LIFE | KOCHEN | natürlich leben | wir eltern | Bâtitech | Chemie Plus | Chemische Rundschau | Elektrotechnik ET | HK-Gebäudetechnik | megalink | SwissPlastics | technica
Abacus Research AG 55
ABB Schweiz AG, Robotics 30
Aras Software AG 49
Arges Gesellschaft für Industrie- planung und Lasertechnik GmbH 19
ARP Datacon AG 47
Balluff Sensortechnik AG 4
Baumer Electric AG 47
Baumgartner AG 10
Bibus AG 11
Bieger Safety Engineering GmbH 29
Bito-Lagertechnik Bittmann AG 41
Corvaglia Closures AG 35
COSCOM GmbH 23
Costacurta S.p.A. US 4
Dachser Spedition AG 41
Datalogic Mobile Germany 51
DIHAWAG, Diamant- und Hartmetallwerkzeuge AG 24
emtrion GmbH 46
FANUC CNC Switzerland GmbH 4
Festo AG 33
Fritz Studer AG 16
Ganser CRS AG 6
HAINBUCH GMBH 33
Hans Eberle AG 45
Hartmetall-Werkzeugfabrik Paul Horn GmbH 24
IBZ-Schulen 2
INTEGRAL concept 45
IST-Edelstahl-Anlagenbau AG 45
Jakob Keller 39, 45
J. Schmalz GmbH 14
Kaiser engineering GmbH 30
KELLER AG 48
Keller Laser AG 6
Kuka Roboter Schweiz AG 29, 31
Kurt Breuning ICRO-Maschinenbau GmbH 24
KVT Koenig Verbindungstechnik 5, 57
Leica Geosystems AG 35
Mattle Industrieprodukte AG 29
Messe Düsseldorf GmbH 9
Messe Frankfurt 21
NEWEMAG Werkzeugmaschinen 13
Newport Spectra-Physics GmbH 19
Pewatron AG 48
Pilz Industrieelektronik GmbH 13
Ralf Steck 50
Rohbi Tech AG 37
RSA Entgrat- u. Trenn-Systeme GmbH & Co KG 33
R. STAHL 5
Salomon Automation AG 44
Sandvik AG 23
Saropack AG 33, 46
Sawa-Pumpentechnik AG 46
Schunk Intec AG 32
Sescoi GmbH 52
SF-Filter AG 47
Siemens Schweiz AG US 2
Solid Solutions 51
SolidWorks GmbH 51
Stäubli AG Connectors & Robotics 30
Still AG 43
Suva, Bereich Technik 29
Tridelta Werkzeug- und Formenbau GmbH 52
VC999 Verpackungssysteme AG 12
VDW – Verein Deutscher Werkzeugmaschinenfabriken e.V. 22, 23
Verwo Acquacut AG 12, 19
ZHAW Zürcher Hochschule für Angewandte Wissenschaften 2
In dieser Ausgabe
Mustervorlagen technica 67
TechniKnacknuss
Alles im EimerEin Spengler stellt einen Eimer in der abgebildeten Form (Konus) her. Das Volumen soll 22 Liter und die Höhe 30 cm betragen. Der grosse Durchmesser misst genau das Doppelte des kleineren.Wer hilft ihm schnell, die beiden Durchmesser zu berechnen?
Die Auflösung von Ausgabe 01/20103 Zahlen:Das Doppelte der Zahl 1 und Zahl 2 ergeben zusammen 75Das Doppelte der Zahl 2 und Zahl 3 ergeben zusammen 65Das Doppelte der Zahl 3 und Zahl 1 ergeben zusammen 55Um welche Zahlen geht es?Die 3 Zahlen heissen x, y und z.I. 2 x + y = 75II. 2 y + z = 65III. 2 z + x = 55aus II. z = 65 – 2 yin III. 2 (65 – 2 y) + x = 55aus I. y = 75 – 2 x 2 [65 – 2 (75 – 2 x)] + x = 55 2 [65 – 150 + 4 x] + x = 55 130 – 300 – 55 = – 9 x x = 25 y = 25 z = 15
Vorschau auf technica 03-2010Werkzeugmaschinen und Werkzeuge Werkzeugmaschinen, Werkzeuge, NC-, CNC-, DNC-Steuerungen, Werkzeug- und Werkstück-
spannsysteme, Wärmebehandlung und Oberflächentechnik, Präzisions- und Mikrobearbeitung, Décolletage, Fertigungsautomatisierung, Fertigungsmesstechnik, Prüftechnik, QS
Automations- und Antriebstechnik Steuerungen (SPS, SOft-SPS usw.), Handling, Robotik, Montagetechnik, Vision-Systems, Motoren, Hydraulik, Pneumatik, Antriebssteuerungen, mechanische Antriebselemente, Komponenten und Systeme zur Energieversorgung
Prozesstechnik Prozessmesstechnik, Prozesssteuerungen, Prozessautomatisierung, Pumpen und Ventile
Aus- und Weiterbildung Lehrlingsausbildung, Nachwuchsförderung, Tertiär, Fachhochschulen, Höhere Fachschulen, Universitäten, Forschung und Entwicklung
Fügen-Trennen-Formen Schweissen, Löten, Kleben, Schneiden, Trennen, mech. Fügeverfahren, Lasertechnik,umformende Werkzeugmaschinen, Blechverarbeitungsmaschinen

SEIT 1921.....UND NOCH HEUTE IST UNSERELEIDENSCHAFT UNGEBROCHEN
Costacurta S.p.A.-VICOvia Grazioli, 3020161 Mailand, ItalienTel. +39 02.66.20.20.66Fax: +39 02.66.20.20.99
Durch LQRA zertifizierteManagementsysteme:ISO 9001:2008ISO 14001:2004OHSAS 18001:2007
www.costacurta.it
©20
10Co
stac
urta
S.p.
A.-
VIC
OA
D:
www.
graf
icadu
eprin
t.com
Seit über 80 Jahren widmen wir von Costacurta uns mitunverändertem Einsatz und großer Leidenschaft derEntwicklung und Fertigung von Spezialkomponenten ausStahldraht und Stahlblech, die in einer Vielzahl vonIndustrieprozessen Verwendung finden.Jeden Tag arbeiten wir bei Costacurta daran, dieQualität der Produkte und der Dienste sowie dieSicherheit aller Mitarbeiter auch unter dem wichtigenAspekt des Umweltschutzes weiter zu verbessern.Zu den zahlreichen von Costacurta angebotenenProdukten zählen auch FÖRDERBÄNDER AUSMETALLDRAHT UND BANDSTAHL , von deneneinige speziell im Oberflächenbehandlungssektorin Tunnels für Durchlaufwaschanlagen undDurchlaufphosphatisierungsanlagen sowie in Tunnels fürDurchlaufsandstrahlanlagen, Durchlauflackieranlagenund Teflonbeschichtungsanlagen Einsatz finden.Für weitere Informationen besuchen Sie bitte unsereInternet-Seite oder setzen Sie sich mit der Abteilung'B' Förderbänder unter der E-Mail [email protected] in Verbindung.
VICO - MB
VICO - TR
Pagina 07 tedesco 30-12-2009 10:38 Pagina 1






























