Embed Size (px)
Citation preview

www.nabertherm.com
Thermprozesstechnik
Öfen und Wärmebehandlungsanlagen für
Glühen, Härten, TempernUmformen, Vorwärmen, SchmiedenThermisches ReinigenVakuumtechnik, Pyrolyse, LötenMIM, CIM, Entbindern, SinternAdditive Manufacturing, 3D-DruckKunststoffe, Kautschuk, SilikonFaserverbundwerkstoffe, GFK, CFKMedizintechnikAMS 2750 E, NADCAP, CQI-9Energieeffizienzkonzepte
MadeinGermany

Made in GermanyNabertherm entwickelt und produziert mit seinen weltweit 450 Mitarbeitern seit über 60 Jahren Industrieöfen für die verschiedensten Anwendungsbereiche. Als Hersteller verfügt Nabertherm über das breiteste und tiefste Ofenbausortiment auf der Welt. 150.000 Kunden in über 100 Ländern der Erde dokumentieren den Erfolg des Unternehmens mit exzellentem Design und hoher Qualität zu attraktiven Preisen. Kurze Lieferzeiten werden garantiert durch eine hohe Fertigungstiefe und ein breites Standardofenprogramm.
Maßstäbe in Qualität und ZuverlässigkeitNabertherm bietet nicht nur das breiteste Sortiment an Standardöfen an. Professionelles Engineering in Kombination mit einer Inhouse-Fertigung erlaubt die Projektierung und Konstruktion von kundenindividuellen Thermprozessanlagen mit Fördertechnik und Beladeeinrichtung. Komplexe wärmetechnische Produktionsprozesse werden durch maßgeschneiderte Systemlösungen realisiert.
Die innovative Nabertherm-Steuer-, Regelungs- und Automatisierungstechnik ermöglicht die komplette Steuerung sowie die Überwachung und Dokumentation der Prozesse. Die Durchdringung der Anlagenkonstruktion bis ins Detail, die neben einer hohen Temperaturgleichmäßigkeit und energetischen Effizienz auch eine lange Lebensdauer zur Folge hat, sorgt für den entscheidenden Wettbewerbsvorteil.
Weltweiter Vertrieb – KundennäheNabertherms Stärke ist eine der größten R&D Abteilung in der Ofenindustrie. In Kombination mit einer zentralen Produktion in Deutschland sowie einem Vertrieb und Service in Kundennähe verfügen wir so über einen Wettbewerbsvorteil, um Ihren Anforderungen gerecht zu werden. Langjährige Vertriebspartner und eigene Vertriebsgesellschaften in allen wichtigen Ländern der Erde garantieren eine individuelle Kundenbetreuung und -beratung vor Ort. Öfen und Ofenanlagen stehen bei Referenzkunden auch in Ihrer Nähe.
Großes Kunden-TestzentrumWelcher Ofen ist die richtige Lösung für diesen spezifischen Prozess? Die Antwort auf diese Frage ist nicht immer einfach zu finden. Aus diesem Grund verfügen wir über ein in Größe und Vielfalt einzigartiges, modernes Technikum, in dem eine repräsentative Auswahl unserer Öfen für Versuchszwecke für unsere Kunden zur Verfügung steht.
Kundenservice und ErsatzteileUnsere Experten im Kundenservice-Team stehen Ihnen weltweit zur Verfügung. Auf Grund unserer hohen Fertigungstiefe liefern wir die meisten Ersatzteile ab Lager über Nacht oder können sie mit kurzen Lieferzeiten produzieren.
Erfahrungen in vielen Anwendungsbereichen der WärmebehandlungÜber Öfen für den Bereich Thermprozesstechnik hinaus bietet Nabertherm ein breites Sortiment an Standardöfen und Anlagen für die unterschiedlichsten Anwendungsgebiete an. Der modulare Aufbau unserer Produkte erlaubt für viele Anwendungen deshalb auch eine Lösung Ihres Problems mit Hilfe eines Standardofens ohne aufwendige kundenindividuelle Anpassungen.
2
Inhalt Seite
Welcher Ofen für welchen Prozess? ...................................................................................................... 4
Additive Manufacturing, 3D-Druck ....................................................................................................... 8
Kunststoffe .......................................................................................................................................... 9
Löten, Warmumformen .......................................................................................................................10
Retortenöfen, ReinraumlösungenHeißwand-Retortenöfen bis 1100 °C ........................................................................................................12Kaltwand-Retortenöfen bis 2400 °C ........................................................................................................16Schacht-Kaltwand-Retortenöfen bis 2400 °C bzw. bis 3000 °C ................................................................... 20Hubboden-Retortenöfen bis 2400 °C .......................................................................................................21Retortenöfen für das Katalytische Entbindern, auch als Kombiofen für das Katalytische oder Thermische Entbindern ....................................................... 22Reinraumlösungen .............................................................................................................................. 23
UmluftöfenUmluft-Kammeröfen < 675 Liter, elektrisch beheizt .................................................................................. 24Umluft-Kammeröfen > 1000 Liter, elektrisch oder gasbeheizt .................................................................... 26Kammertrockner, elektrisch oder gasbeheizt ........................................................................................... 32Trockenschränke, auch mit Sicherheitstechnik gemäß EN 1539, elektrisch beheizt ........................................ 36Umluft-Kammeröfen/-trockner mit Sicherheitstechnik für lösungsmittelhaltige Chargen gemäß EN 1539 oder NFPA 86 ............................................................................................................ 38Umluft-Schachtöfen, elektrisch oder gasbeheizt ...................................................................................... 39Schacht- und Truhenöfen mit oder ohne Luftumwälzung, elektrisch oder gasbeheizt ......................................41Umluft-Herdwagenöfen, elektrisch oder gasbeheizt .................................................................................. 42
HerdwagenöfenHerdwagenöfen, elektrisch beheizt ........................................................................................................ 44Gasbeheizte Herdwagenöfen bis 1400 °C zum Brennen oder Sintern an Luft oder unter reduzierender Atmosphäre .....47
KammeröfenKammeröfen, gasbeheizt ...................................................................................................................... 48Kammeröfen, elektrisch beheizt ............................................................................................................. 49Kammeröfen, Platinenvorwärmöfen, elektrisch beheizt .............................................................................. 50Kammeröfen zum thermischen Reinigen, gasbeheizt mit integrierter thermischer Nachverbrennung................. 52Kammeröfen für Prozesse mit hohen Verdampfungsraten von Organik oder zum thermischen Reinigen durch Veraschung, elektrisch oder gasbeheizt ...................................................................................... 53
Haubenöfen oder Hubbödenöfen mit Drahtbeheizung bis 1400 °C....................................................... 54
Chargiereinrichtungen und Zubehör für Kammer- und Herdwagenöfen ............................................... 56
Abschreckbäder ................................................................................................................................. 57
Schutzgas- und Aufkohlungssysteme für Glüh- und Härteprozesse .................................................... 58
Salzbadöfen für die Wärmebehandlung von Stahl oder Leichtmetallen, elektrisch oder gasbeheizt .... 60
Warmbadöfen für Neutralsalze, elektrisch beheizt ..............................................................................61
Öfen für kontinuierliche ProzesseDrehherdöfen bis 1300 °C mit und ohne Luftumwälzung, elektrisch oder gasbeheizt ...................................... 62Durchlauföfen, elektrisch oder gasbeheizt............................................................................................... 64Band- und Drahtdurchziehöfen .............................................................................................................. 68
Energieeffizienzkonzepte .................................................................................................................... 69
Vergüteanlagen für Aluminium und Stahl ............................................................................................ 70
Temperaturgleichmäßigkeit und Systemgenauigkeit ........................................................................... 76
AMS 2750 E, NADCAP, CQI-9 ............................................................................................................. 77
Prozesssteuerung und -dokumentation .............................................................................................. 80
3
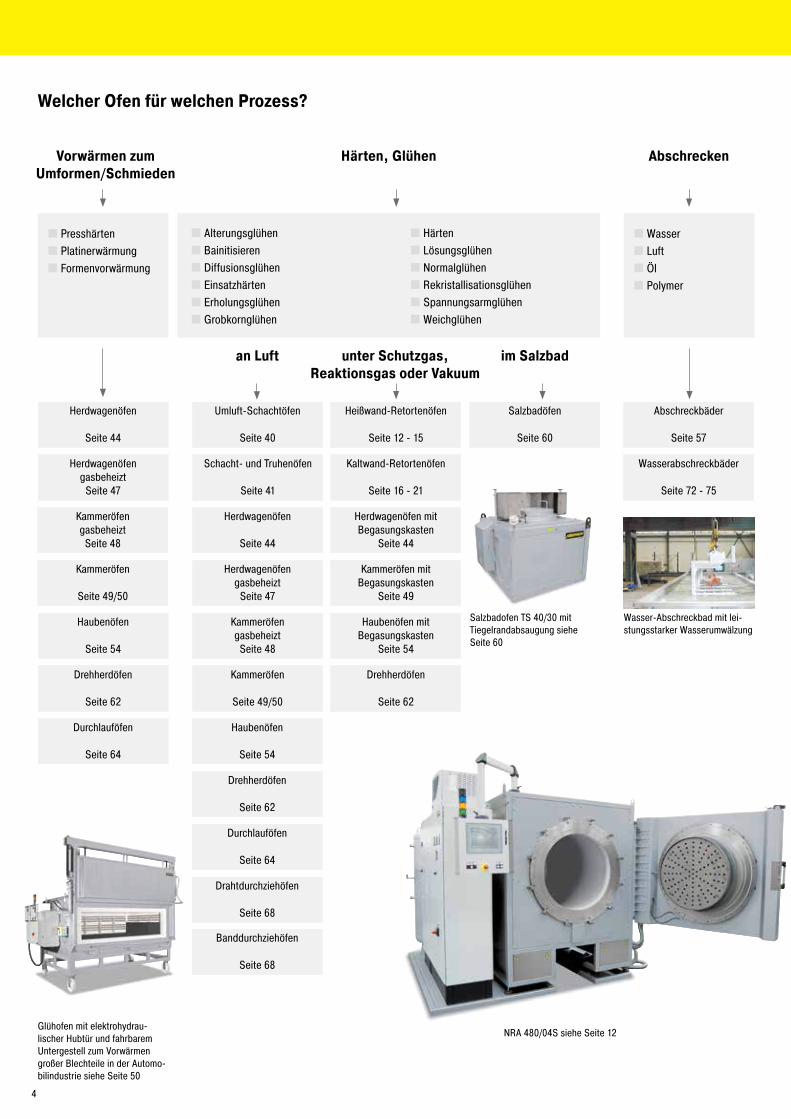
Welcher Ofen für welchen Prozess?
Härten, Glühen
an Luft
Durchlauföfen
Seite 64
Drehherdöfen
Seite 62
Haubenöfen
Seite 54
Kammeröfen
Seite 49/50
KammeröfengasbeheiztSeite 48
Herdwagenöfengasbeheizt
Seite 47
Herdwagenöfen
Seite 44
Umluft-Schachtöfen
Seite 40
Schacht- und Truhenöfen
Seite 41
Kammeröfen gasbeheiztSeite 48
Durchlauföfen
Seite 64
Drehherdöfen
Seite 62
Haubenöfen
Seite 54
Kammeröfen
Seite 49/50
Herdwagenöfengasbeheizt
Seite 47
Herdwagenöfen
Seite 44
Vorwärmen zum Umformen/Schmieden
� Presshärten � Platinerwärmung � Formenvorwärmung
� Alterungsglühen � Bainitisieren � Diffusionsglühen � Einsatzhärten � Erholungsglühen � Grobkornglühen
� Härten � Lösungsglühen � Normalglühen � Rekristallisationsglühen � Spannungsarmglühen �Weichglühen
im Salzbadunter Schutzgas, Reaktionsgas oder Vakuum
Drehherdöfen
Seite 62
Haubenöfen mit Begasungskasten
Seite 54
Kammeröfen mit Begasungskasten
Seite 49
Herdwagenöfen mit Begasungskasten
Seite 44
Kaltwand-Retortenöfen
Seite 16 - 21
Heißwand-Retortenöfen
Seite 12 - 15
Salzbadöfen
Seite 60
NRA 480/04S siehe Seite 12
Salzbadofen TS 40/30 mit Tiegelrandabsaugung siehe Seite 60
Glühofen mit elektrohydrau-lischer Hubtür und fahrbarem Untergestell zum Vorwärmen großer Blechteile in der Automo-bilindustrie siehe Seite 50
Banddurchziehöfen
Seite 68
Drahtdurchziehöfen
Seite 68
Wasserabschreckbäder
Seite 72 - 75
Abschreckbäder
Seite 57
Wasser-Abschreckbad mit lei-stungsstarker Wasserumwälzung
Abschrecken
�Wasser � Luft � Öl � Polymer
4
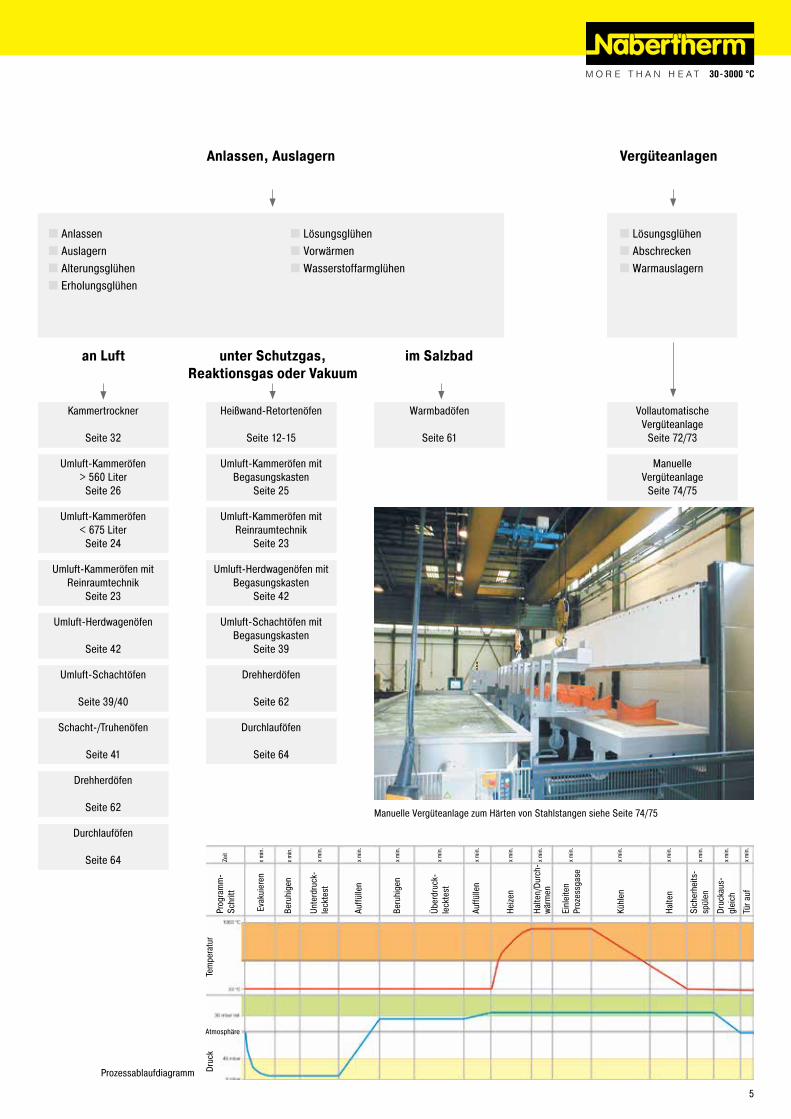
Anlassen, Auslagern
� Anlassen � Auslagern � Alterungsglühen � Erholungsglühen
an Luft
� Lösungsglühen � Vorwärmen �Wasserstoffarmglühen
Schacht-/Truhenöfen
Seite 41
Umluft-Herdwagenöfen
Seite 42
Umluft-Kammeröfen mit Reinraumtechnik
Seite 23
Umluft-Kammeröfen < 675 Liter
Seite 24
Umluft-Kammeröfen > 560 Liter
Seite 26
Kammertrockner
Seite 32
Durchlauföfen
Seite 64
Drehherdöfen
Seite 62
Umluft-Schachtöfen
Seite 39/40
Durchlauföfen
Seite 64
Drehherdöfen
Seite 62
Umluft-Schachtöfen mit Begasungskasten
Seite 39
Umluft-Herdwagenöfen mit Begasungskasten
Seite 42
Umluft-Kammeröfen mit Reinraumtechnik
Seite 23
Umluft-Kammeröfen mit Begasungskasten
Seite 25
Heißwand-Retortenöfen
Seite 12-15
Warmbadöfen
Seite 61
Vergüteanlagen
� Lösungsglühen � Abschrecken �Warmauslagern
ManuelleVergüteanlage
Seite 74/75
Vollautomatische Vergüteanlage
Seite 72/73
im Salzbadunter Schutzgas, Reaktionsgas oder Vakuum
NRA 480/04S siehe Seite 12
Manuelle Vergüteanlage zum Härten von Stahlstangen siehe Seite 74/75
Prog
ram
m-
Schr
itt
Evak
uier
en
Beru
hige
n
Unte
rdru
ck-
leck
test
Auffü
llen
Beru
hige
n
Über
druc
k-le
ckte
st
Auffü
llen
Heize
n
Halte
n/Du
rch-
wärm
en
Einl
eite
n Pr
ozes
sgas
e
Kühl
en
Halte
n
Sich
erhe
its-
spül
en
Druc
kaus
-gl
eich
Tür a
uf
Tem
pera
tur
Druc
kZe
it
x m
in.
x min
.
x min
.
x min
.
x min
.
x min
.
x min
.
x min
.
x min
.
x min
.
x min
.
x min
.
x min
.
x min
.
x min
.
Atmosphäre
Prozessablaufdiagramm
5

Löten
�Weichlöten � Hartlöten � Hochtemperaturlöten
unter Schutzgas
� Tauchlöten von Stahl � Tauchlöten von Aluminium
im Vakuumim Salzbad
Kammeröfen mit Begasungskasten
Seite 49
Umluft-Kammeröfen mit Bagsungskasten
Seite 25
Kaltwand-Retortenöfen
Seite 16 - 21
Heißwand-Retortenöfen
Seite 12 - 15
Salzbadöfen
Seite 60
Aushärten, Tempern, Trocknen
� Faserverbund-werkstoffe � Formen � Kleber � Kunststoffe � Lacke � PTFE
Trockenschränke
Seite 36
Umluft-Kammeröfen
Seite 24
Kammertrockner
Seite 32
Kaltwand-Retortenöfen
Seite 16 - 21
Heißwand-Retortenöfen
Seite 12 - 15
� Silikone � Trocknen von Oberflächen � Vorwärmen � Vulkanisieren � Konditionieren
lösemittelhaltig wasserhaltig
Welcher Ofen für welchen Prozess?
Kammertrockner
Seite 32
Umluft-Kammeröfen EN 1539Seite 38
Heißwand-Retortenöfen
Seite 12 - 15
Drehherdöfen
Seite 62
Umluft-Schachtöfen
Seite 39/40
Umluft-Herdwagenöfen
Seite 42
Durchlauföfen
Seite 64
Hartlöten im Begasungskasten VHT 500/22-GR H2 mit Graphitisolierung und -beheizung siehe Seite 16
Sintern von MIM-Titanbauteilen im VHT-Ofen
6
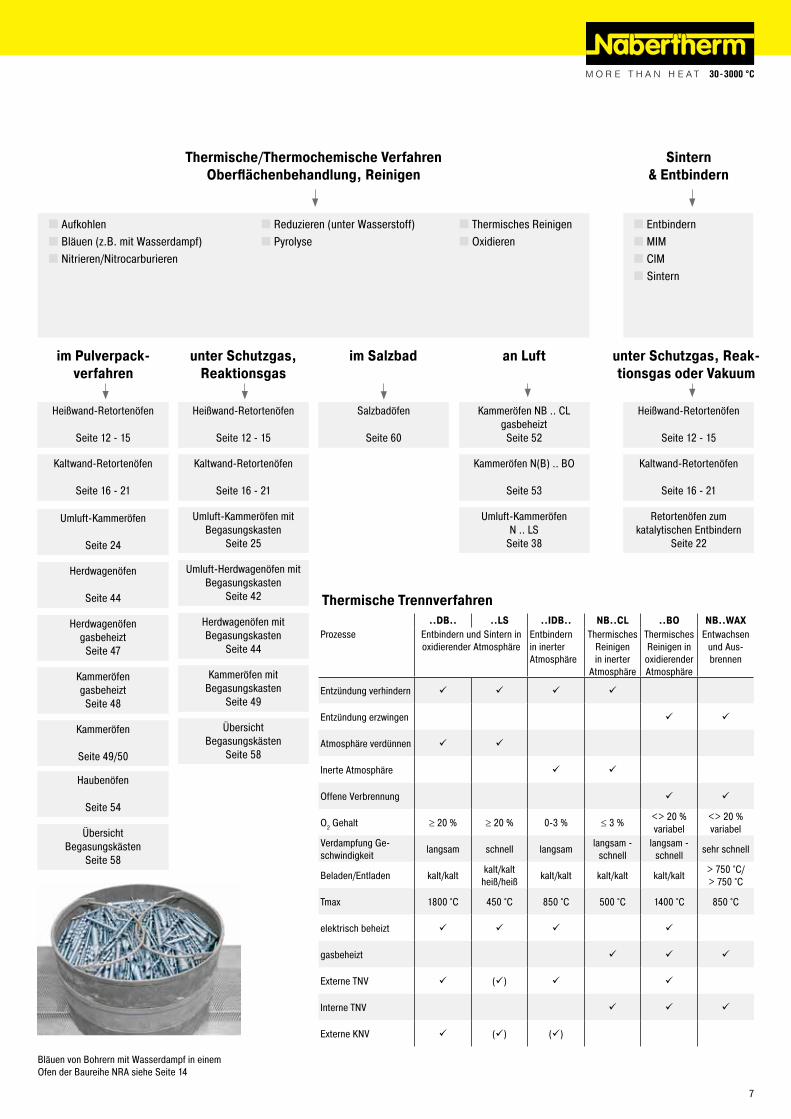
Thermische/Thermochemische VerfahrenOberflächenbehandlung, Reinigen
� Aufkohlen � Bläuen (z.B. mit Wasserdampf) � Nitrieren/Nitrocarburieren
im Salzbad
� Reduzieren (unter Wasserstoff) � Pyrolyse
im Pulverpack-verfahren
unter Schutzgas, Reaktionsgas
Salzbadöfen
Seite 60
Übersicht Begasungskästen
Seite 58
Kammeröfen mit Begasungskasten
Seite 49
Herdwagenöfen mit Begasungskasten
Seite 44
Umluft-Herdwagenöfen mit Begasungskasten
Seite 42
Umluft-Kammeröfen mit Begasungskasten
Seite 25
Heißwand-Retortenöfen
Seite 12 - 15
Sintern & Entbindern
� Entbindern � MIM � CIM � Sintern
Kaltwand-Retortenöfen
Seite 16 - 21
Heißwand-Retortenöfen
Seite 12 - 15
unter Schutzgas, Reak-tionsgas oder Vakuum
Kammeröfen
Seite 49/50
Kammeröfen gasbeheiztSeite 48
Herdwagenöfengasbeheizt
Seite 47
Herdwagenöfen
Seite 44
Umluft-Kammeröfen
Seite 24
Kaltwand-Retortenöfen
Seite 16 - 21
Übersicht Begasungskästen
Seite 58
Haubenöfen
Seite 54
Kaltwand-Retortenöfen
Seite 16 - 21
Heißwand-Retortenöfen
Seite 12 - 15
Retortenöfen zum katalytischen Entbindern
Seite 22
Bläuen von Bohrern mit Wasserdampf in einem Ofen der Baureihe NRA siehe Seite 14
Kammeröfen N(B) .. BO
Seite 53
Kammeröfen NB .. CLgasbeheiztSeite 52
Umluft-Kammeröfen N .. LS
Seite 38
an Luft
..DB.. ..LS ..IDB.. NB..CL ..BO NB..WAXProzesse Entbindern und Sintern in
oxidierender AtmosphäreEntbindern in inerter Atmosphäre
Thermisches Reinigen in inerter
Atmosphäre
Thermisches Reinigen in
oxidierender Atmosphäre
Entwachsen und Aus-brennen
Entzündung verhindern
Entzündung erzwingen
Atmosphäre verdünnen
Inerte Atmosphäre
Offene Verbrennung
O2 Gehalt ≥ 20 % ≥ 20 % 0-3 % ≤ 3 % <> 20 % variabel
<> 20 % variabel
Verdampfung Ge-schwindigkeit langsam schnell langsam langsam -
schnelllangsam -
schnell sehr schnell
Beladen/Entladen kalt/kalt kalt/kalt heiß/heiß kalt/kalt kalt/kalt kalt/kalt > 750 °C/
> 750 °C
Tmax 1800 °C 450 °C 850 °C 500 °C 1400 °C 850 °C
elektrisch beheizt
gasbeheizt
Externe TNV ()
Interne TNV
Externe KNV () ()
Thermische Trennverfahren
� Thermisches Reinigen � Oxidieren
7
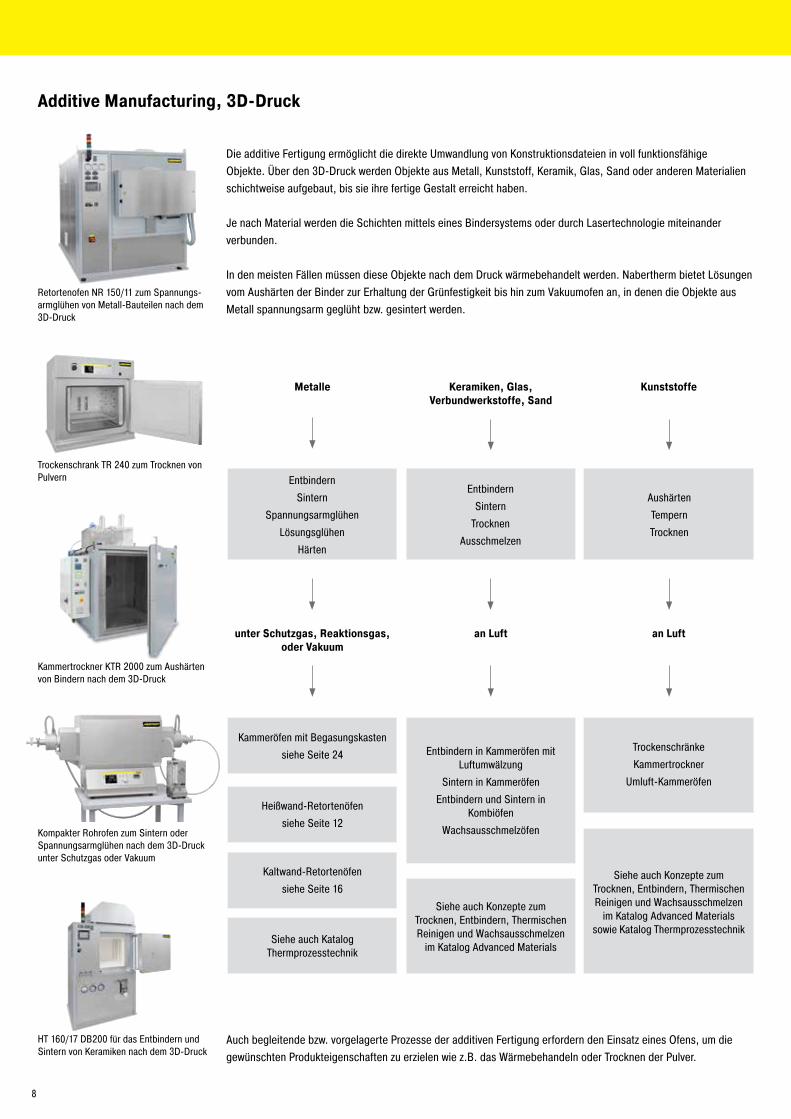
Die additive Fertigung ermöglicht die direkte Umwandlung von Konstruktionsdateien in voll funktionsfähige Objekte. Über den 3D-Druck werden Objekte aus Metall, Kunststoff, Keramik, Glas, Sand oder anderen Materialien schichtweise aufgebaut, bis sie ihre fertige Gestalt erreicht haben.
Je nach Material werden die Schichten mittels eines Bindersystems oder durch Lasertechnologie miteinander verbunden.
In den meisten Fällen müssen diese Objekte nach dem Druck wärmebehandelt werden. Nabertherm bietet Lösungen vom Aushärten der Binder zur Erhaltung der Grünfestigkeit bis hin zum Vakuumofen an, in denen die Objekte aus Metall spannungsarm geglüht bzw. gesintert werden.
Auch begleitende bzw. vorgelagerte Prozesse der additiven Fertigung erfordern den Einsatz eines Ofens, um die gewünschten Produkteigenschaften zu erzielen wie z.B. das Wärmebehandeln oder Trocknen der Pulver.
Retortenofen NR 150/11 zum Spannungs-armglühen von Metall-Bauteilen nach dem 3D-Druck
Trockenschrank TR 240 zum Trocknen von Pulvern
Kammertrockner KTR 2000 zum Aushärten von Bindern nach dem 3D-Druck
Kompakter Rohrofen zum Sintern oder Spannungsarmglühen nach dem 3D-Druck unter Schutzgas oder Vakuum
HT 160/17 DB200 für das Entbindern und Sintern von Keramiken nach dem 3D-Druck
Additive Manufacturing, 3D-Druck
Metalle
EntbindernSintern
SpannungsarmglühenLösungsglühen
Härten
Kammeröfen mit Begasungskastensiehe Seite 24
Keramiken, Glas, Verbundwerkstoffe, Sand
Kunststoffe
EntbindernSintern
TrocknenAusschmelzen
AushärtenTempernTrocknen
unter Schutzgas, Reaktionsgas, oder Vakuum
an Luft an Luft
Heißwand-Retortenöfensiehe Seite 12
Kaltwand-Retortenöfensiehe Seite 16
Siehe auch Katalog Thermprozesstechnik
Entbindern in Kammeröfen mit Luftumwälzung
Sintern in KammeröfenEntbindern und Sintern in
KombiöfenWachsausschmelzöfen
Siehe auch Konzepte zum Trocknen, Entbindern, Thermischen Reinigen und Wachsausschmelzen
im Katalog Advanced Materials
TrockenschränkeKammertrockner
Umluft-Kammeröfen
Siehe auch Konzepte zum Trocknen, Entbindern, Thermischen Reinigen und Wachsausschmelzen
im Katalog Advanced Materials sowie Katalog Thermprozesstechnik
8
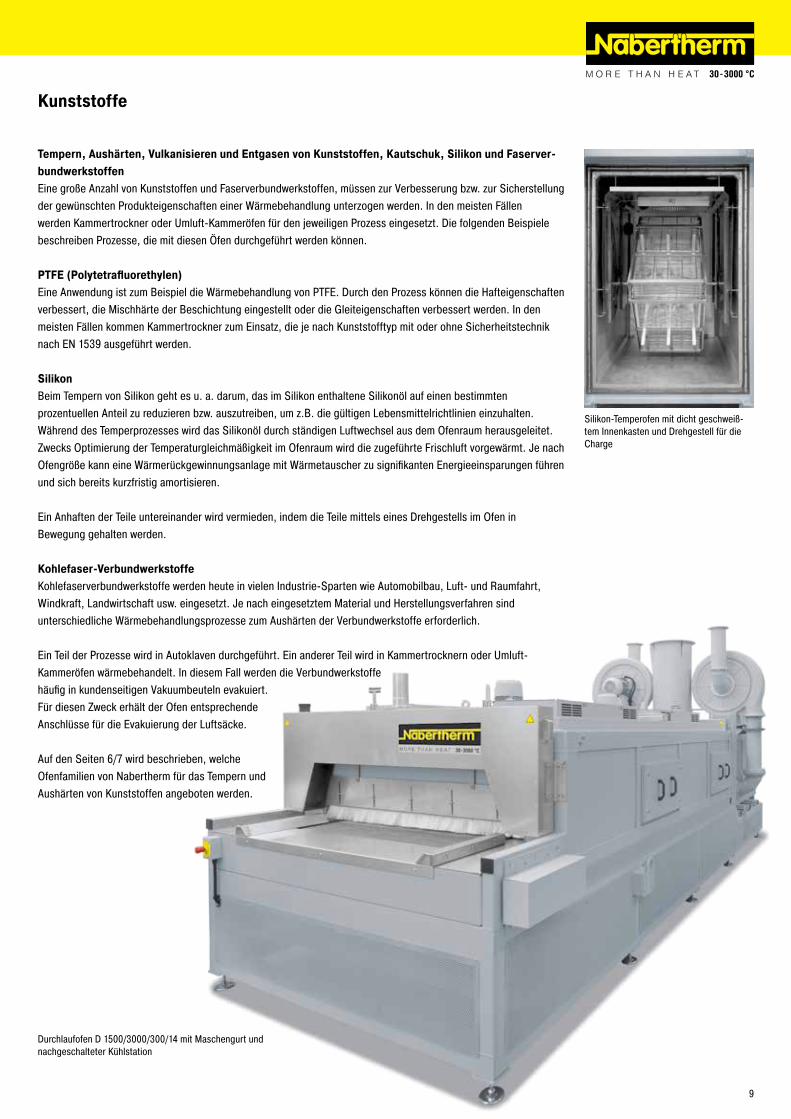
Tempern, Aushärten, Vulkanisieren und Entgasen von Kunststoffen, Kautschuk, Silikon und Faserver-bundwerkstoffenEine große Anzahl von Kunststoffen und Faserverbundwerkstoffen, müssen zur Verbesserung bzw. zur Sicherstellung der gewünschten Produkteigenschaften einer Wärmebehandlung unterzogen werden. In den meisten Fällen werden Kammertrockner oder Umluft-Kammeröfen für den jeweiligen Prozess eingesetzt. Die folgenden Beispiele beschreiben Prozesse, die mit diesen Öfen durchgeführt werden können.
PTFE (Polytetrafluorethylen)Eine Anwendung ist zum Beispiel die Wärmebehandlung von PTFE. Durch den Prozess können die Hafteigenschaften verbessert, die Mischhärte der Beschichtung eingestellt oder die Gleiteigenschaften verbessert werden. In den meisten Fällen kommen Kammertrockner zum Einsatz, die je nach Kunststofftyp mit oder ohne Sicherheitstechnik nach EN 1539 ausgeführt werden.
SilikonBeim Tempern von Silikon geht es u. a. darum, das im Silikon enthaltene Silikonöl auf einen bestimmten prozentuellen Anteil zu reduzieren bzw. auszutreiben, um z.B. die gültigen Lebensmittelrichtlinien einzuhalten. Während des Temperprozesses wird das Silikonöl durch ständigen Luftwechsel aus dem Ofenraum herausgeleitet. Zwecks Optimierung der Temperaturgleichmäßigkeit im Ofenraum wird die zugeführte Frischluft vorgewärmt. Je nach Ofengröße kann eine Wärmerückgewinnungsanlage mit Wärmetauscher zu signifikanten Energieeinsparungen führen und sich bereits kurzfristig amortisieren.
Ein Anhaften der Teile untereinander wird vermieden, indem die Teile mittels eines Drehgestells im Ofen in Bewegung gehalten werden.
Kohlefaser-VerbundwerkstoffeKohlefaserverbundwerkstoffe werden heute in vielen Industrie-Sparten wie Automobilbau, Luft- und Raumfahrt, Windkraft, Landwirtschaft usw. eingesetzt. Je nach eingesetztem Material und Herstellungsverfahren sind unterschiedliche Wärmebehandlungsprozesse zum Aushärten der Verbundwerkstoffe erforderlich.
Ein Teil der Prozesse wird in Autoklaven durchgeführt. Ein anderer Teil wird in Kammertrocknern oder Umluft-Kammeröfen wärmebehandelt. In diesem Fall werden die Verbundwerkstoffe häufig in kundenseitigen Vakuumbeuteln evakuiert. Für diesen Zweck erhält der Ofen entsprechende Anschlüsse für die Evakuierung der Luftsäcke.
Auf den Seiten 6/7 wird beschrieben, welche Ofenfamilien von Nabertherm für das Tempern und Aushärten von Kunststoffen angeboten werden.
Silikon-Temperofen mit dicht geschweiß-tem Innenkasten und Drehgestell für die Charge
Durchlaufofen D 1500/3000/300/14 mit Maschengurt und nachgeschalteter Kühlstation
Kunststoffe
9

Löten, Warmumformen
Die in diesem Katalog dargestellten Öfen können für zahlreiche Wärmebahndlungsprozesse eingesetzt werden. Im Folgenden sind einige Prozesse beschrieben, für die Nabertherm interessante Lösungen anbietet.
LötenBeim Löten wird im Allgemeinen, basierend auf dem Schmelzbereich der Lote, zwischen den Kategorien Weichlöten, Hartlöten und Hochtemperaturlöten unterschieden. Es handelt sich dabei um einen thermischen Prozess zum stoffschlüssigen Fügen und Beschichten von Werkstoffen, wobei eine flüssige Phase durch das Schmelzen eines Lotes entsteht. Auf Basis der Schmelztemperaturen des Lotes unterscheidet man die folgenden Prozesse:
Weichlöten: Tliq < 450 °CHartlöten: Tliq > 450 °C < 900 °CHochtemperaturlöten: Tliq > 900 °C
Neben der richtigen Auswahl des Lotes, ggf. eines Flussmittels und sauberen Oberflächen ist auch die richtige Wahl des Lötofens entscheidend für den Prozess. Zusätzlich zu den eigentlichen Lötverfahren hat Nabertherm Öfen für Vorbereitungsverfahren im Programm, wie z.B. zum Metallisieren von Keramiken als Vorbereitung zum Löten von Metall-Keramik-Verbindungen.
Folgende Ofenkonzepte werden für das Löten angeboten: � Löten im Begasungskasten im Umluft-Kammerofen bis 850 °C unter Schutzgasatmosphäre � Löten im Begasungskasten im Kammerofen bis 1100 °C unter Schutzgasatmosphäre � Löten im Heißwand-Retortenofen NR/NRA-Serie unter Schutzgas oder Reaktionsgas bis 1100 °C � Löten im Kaltwand-Retortenofen VHT-Serie unter Schutzgas, Reaktionsgas oder im Vakuum bis 2200 °C � Löten im Salzbad bis 1000 °C Salzbadtemperatur � Löten bzw. Metallisieren im Rohrofen bis 1800 °C unter Schutzgas, Reaktionsgas oder unter Vakuum bis 1400 °C
Im Nabertherm Testzentrum in Lilienthal steht eine Reihe von repräsentativen Öfen für Kundenversuche zur Verfügung. Wir definieren gern zusammen mit Ihnen das für Ihre Anwendung geeignete Ofenmodell.
Vorwärmen zum WarmumformenBei klassischen Warmumformungsprozessen wie dem Schmieden oder dem Gesenkformen muss das Werkstück zuvor auf eine definierte Temperatur erwärmt werden. Von der Einzelteilfertigung bis zur Serienfertigung, von dünnen Blechen bis zu Bauteilen, die in mehreren Durchgängen umgeformt werden – Nabertherm bietet ein breites Spektrum an Öfen und Detaillösungen für diese Prozesse an.
Sind an langen Bauteilen z.B. nur die Enden zu erwärmen, kann der Ofen mit verschließbaren Öffnungen in der Türversehen werden, um Wärmeverluste zu vermeiden. Zum Schutz des Bedieners kommt bei elektrischen Öfen ein Trenntrafo zum Einsatz, der die elektrischen Ströme im Falle eines Falles sicher ableitet.
Kommt der Ofen in der Nähe eines Schmiedehammers mit starken Erschütterungen zum Einsatz, können Schwingungsdämpfer installiert werden, um den Ofen von diesen Frequenzen zu entkoppeln. Für kontinuierliche Schmiedeprozesse werden entsprechende Ofenmodelle wie z.B. Drehherdöfen oder Durchlauföfen geliefert. Der Vorteil des Drehherdofens ist die kompakte Bauform und die Chargierung/Entnahme des Werkstückes an einer Position.
Geht es um das Umformen von Blechen, z.B. im Automobilbereich, wird ein Ofen mit großer Breite und Tiefe im Verhältnis zur Höhe benötigt. Für eine einfache Chargierung sind die Öfen mit einer Hubtür ausgeführt und können bei Bedarf mit einer auf den Chargierstapler angepassten Chargenauflage versehen werden.
Hartlöten im Begasungskasten
Heißwand-Retortenofen bis 1100 °C
DH 2500/S auf Schienen zum Verfahren zwischen zwei Schmieden
N 1760/S zum Vorwärmen von Blechen mit Chargenauflage
N 6080/13 S mit Tür in Tür Funktion, Trenn-trafo und Schwingungsdämpfern
10

Retortenöfen
Retortenofen VHT 500/22-GR H2 mit CFC-Prozesseinsatzkasten und Erweiterungspaket für den Betrieb mit Wasserstoff
11

Retortenofen NRA 150/09 mit automatischer Begasung und Prozess-steuerung H3700
Diese gasdichten Retortenöfen sind je nach Temperatur mit direkter oder indirekter Beheizung ausgestattet. Sie eignen sich hervorragend für vielfältige Wärmebehandlungsprozesse, die eine definierte Schutz- oder Reaktions-gasatmosphäre erfordern. Auch für die Wärmebehandlung unter Vakuum bis 600 °C lassen sich diese kompakten Modelle auslegen. Der Ofenraum besteht aus einer gasdichten Retorte, die mit einer Wasserkühlung im Türbereich zum Schutz der speziellen Abdichtung ausgerüstet ist. Ausgerüstet mit der entsprechenden Sicherheitstechnik eignen sich Retortenöfen auch für Anwendungen unter Reaktionsgasen wie z.B. Wasserstoff oder, ausgeführt mit dem IDB-Paket, für das inerte Enbindern oder für Pyrolyseprozesse.
Je nach dem für den Prozess erforderlichen Temperaturbereich kommen unterschiedliche Modellvarianten zum Einsatz:
Modelle NRA ../06 mit Tmax 650 °C � Innerhalb der Retorte angeordnete Heizelemente � Temperaturgleichmäßigkeit bis zu +/- 5 °C innerhalb des Nutzraumes siehe Seite 76 � Retorte aus 1.4571 � Umwälzventilator im hinteren Bereich der Retorte zur Optimierung der Temperaturgleichmäßigkeit
Modelle NRA ../09 mit Tmax 950 °C � Außen liegende Beheizung mit Heizelementen um die Retorte herum � Temperaturgleichmäßigkeit bis zu +/- 5 °C innerhalb des Nutzraumes siehe Seite 76 � Retorte aus 1.4841 � Umwälzventilator im hinteren Bereich der Retorte zur Optimierung der Temperaturgleichmäßigkeit
Modelle NR ../11 mit Tmax 1100 °C � Außen liegende Beheizung mit Heizelementen um die Retorte herum � Temperaturgleichmäßigkeit bis zu +/- 5 °C innerhalb des Nutzraumes siehe Seite 76 � Retorte aus 1.4841
Heißwand-Retortenöfen bis 1100 °C
Innenbeheizung Retortenofen NRA ../06
Retortenofen NRA 25/06 mit Begasungspaket
Bajonett-Schnellverschluss für die Retorte, auch mit elektrischem Antrieb als Zusatz-ausstattung
Parallelschwenktür zum Öffnen des Retortenofens im heißen Zustand als Zusatzausstattung
12

Vakuumpumpe zum Kaltevakuieren der Retorte
Prozesssteuerung H3700 für Automatik-version
Basisausführung � Kompaktes Gehäuse in Rahmenbauweise mit eingesetzten Edelstahlblechen � Regelung und Begasung in das Ofengehäuse integriert � Geschweißte Chargierauflagen in der Retorte bzw. Luftleitkasten in den Öfen mit Atmosphärenumwälzung � Rechtsseitig angeschlagene Schwenktür mit offenem Kühlwassersystem � Je nach Ofengröße Regelung für 950 °C- und 1100 °C-Version in eine oder mehrere Heizzonen aufgeteilt � Temperaturregelung als Ofenregelung ausgeführt mit Temperaturmessung außerhalb der Retorte � Begasungsystem für ein nicht brennbares Schutz- oder Reaktionsgas mit Durchflussmesser und Handventil � Anschlussmöglichkeit für Vakuumpumpe zum Kaltevakuieren � Evakuierbar bis 600 °C mit optionaler Vakuumpumpe � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � NTLog Basic für Nabertherm-Controller: Aufzeichnen von Prozessdaten mit USB-Stick � Beschreibung der Regelung siehe Seite 80
Zusatzausstattung � Aufrüstung für weitere nicht brennbare Gase � Automatische Begasung inkl. MFC-Durchflussregler für wechselnde Volumenströme, gesteuert über Prozesssteuerung H3700, H1700 � Vakuumpumpe zum Evakuieren der Retorte bis 600 °C, erreichbares Vakuum je nach Pumpe bis zu 10-5 mbar � Kühlsystem zur Verkürzung der Prozesszeiten �Wärmetauscher mit geschlossenem Kühlwasserkreislauf für Türkühlung � Messeinrichtung für Restsauerstoffgehalt � Türheizung � Temperaturregelung als Chargenregelung ausgeführt mit Temperaturmessung in und außerhalb der Retorte � Magnetventil für Gaseinlass, zu schalten über die Regelung � Prozesssteuerung und -dokumentation über VCD-Softwarepaket oder Nabertherm Control-Center NCC zur Überwachung, Dokumentation und Steuerung siehe Seite 80
Retortenofen NRA 50/09 H2
Retortenofen NRA 25/09
13

H2 -Ausführung für den Betrieb mit brennbarem ProzessgasenBei der Verwendung von brennbarem Prozessgasen wie z.B. Wasserstoff wird der Retortenofen zusätzlich mit der erforderlichen Sicherheitstechnik ausgerüstet und geliefert. Als sicherheitsrelevante Sensoren kommen nur bewährte Bauteile mit entsprechender Zertifizierung zum Einsatz. Der Ofen wird über ein fehlersicheres SPS-Steuerungssystem (S7-300F/Sicherheitssteuerung) geregelt.
� Einleitung brennbares Prozessgas bei geregeltem Überdruck von 50 mbar relativ � Zertifiziertes Sicherheitskonzept � SPS-Regelung mit Grafik-Touch Panel H3700 zur Dateneingabe � Redundante Gaseinlassventile für Wasserstoff � Überwachte Vordrücke aller Prozessgase � Bypass zum sicheren Spülen des Ofenraumes mit Inertgas � Fackel zur thermischen Nachverbrennung der Abgase � Notflutbehälter zum Spülen des Ofens im Fehlerfall
Modell Tmax Modell Tmax Nutzraumabmessungen in mm Nutzvolumen Elektrischer°C °C b t h in l Anschluss*
NRA 17/.. 650 oder 950 NR 17/11 1100 225 350 225 17 3phasigNRA 25/.. 650 oder 950 NR 25/11 1100 225 500 225 25 3phasigNRA 50/.. 650 oder 950 NR 50/11 1100 325 475 325 50 3phasigNRA 75/.. 650 oder 950 NR 75/11 1100 325 700 325 75 3phasigNRA 150/.. 650 oder 950 NR 150/11 1100 450 750 450 150 3phasigNRA 200/.. 650 oder 950 NR 200/11 1100 450 1000 450 200 3phasigNRA 300/.. 650 oder 950 NR 300/11 1100 590 900 590 300 3phasigNRA 400/.. 650 oder 950 NR 400/11 1100 590 1250 590 400 3phasigNRA 500/.. 650 oder 950 NR 500/11 1100 720 1000 720 500 3phasigNRA 700/.. 650 oder 950 NR 700/11 1100 720 1350 720 700 3phasigNRA 1000/.. 650 oder 950 NR 1000/11 1100 870 1350 870 1000 3phasig
*Hinweise zur Anschlussspannung siehe Seite 81
Retortenofen NRA 300/09 H2 für die Wär-mebehandlung unter Wasserstoff
IDB-Ausführung für das Entbindern unter nicht brennbaren Schutzgasen oder für Pyrolyse-ProzesseDie Retortenöfen der Baureihen NR und NRA eignen sich hervorragend für das Entbindern unter nicht brennbaren Schutzgasen oder für Pyrolyse-Prozesse. In der IDB-Ausführung sind die Retortenöfen mit einem Sicherheitskonzept ausgeführt, bei dem der Ofenraum überwacht mit einem Schutzgas gespült wird. Abgase werden in einer Abgasfackel verbrannt. Sowohl das Spülen als auch die Fackelfunktion sind überwacht, um einen sicheren Betrieb zu gewährleisten.
� Prozessführung unter überwachtem geregelten Überdruck von 50 mbar relativ � Prozesssteuerung H1700 mit SPS-Regelung und Grafik-Touch Panel zur Dateneingabe � Überwachter Gasvordruck des Prozessgases � Bypass zum sicheren Spülen des Ofenraumes mit Inertgas � Fackel zur thermischen Nachverbrennung der Abgase
Chargierung des Retortenofens NRA 300/06 mittels Hubstapler
Retortenofen NR 150/11 IDB mit ther-mischer Nachverbrennung
Heißwand-Retortenöfen bis 1100 °C
14

Die Retortenöfen SR und SRA (mit Gasumwälzung) sind für den Betrieb mit nicht brennbaren oder brennbaren Schutz- oder Reaktionsgasen vorgesehen. Der Ofen wird von oben über einen Kran oder eine andere kundenseitige Hebevorrichtung chargiert. Auch große Besatzgewichte lassen sich so in den Ofenraum einbringen.
Je nach Temperaturbereich, in dem der Ofen eingesetzt werden soll, sind folgende Modelle verfügbar:
Modelle SR .../11 mit Tmax 1100 °C � Umlaufende Beheizung außerhalb der Retorte � Temperaturgleichmäßigkeit bis zu +/- 5 °C innerhalb des Nutzraumes siehe Seite 76 � Retorte aus 1.4841 � Mehrzonige Regelung der Ofenheizung von oben nach unten
Modell Tmax Innenabmessungen Glühretorte Volumen Außenabmessungen in mm Elektrischer Gewicht°C Ø in mm h in mm in l B T H Anschluss* in kg
SR(A) 17/.. 250 350 17 1300 1700 1800 3phasig 600SR(A) 25/.. 250 500 25 1300 1900 1800 3phasig 800SR(A) 50/.. 400 450 50 1400 2000 1800 3phasig 1300SR(A) 100/.. 600, 400 800 100 1400 2000 2100 3phasig 1500SR(A) 200/.. 950 600 700 200 1600 2200 2200 3phasig 2100SR(A) 300/.. oder 600 1000 300 1600 2200 2500 3phasig 2400SR(A) 500/.. 1100 800 1000 500 1800 2400 2700 3phasig 2800SR(A) 600/.. 800 1200 600 1800 2400 2900 3phasig 3000SR(A) 800/.. 1000 1000 800 2000 2600 2800 3phasig 3100SR(A) 1000/.. 1000 1300 1000 2000 2600 3100 3phasig 3300SR(A) 1500/.. 1200 1300 1500 2200 2800 3300 3phasig 3500
*Hinweise zur Anschlussspannung siehe Seite 81
Retortenofen SRA 300/06 mit Beschickungskorb
Retortenofen SR 170/1000/11 mit Wechselretorte und Kühlstation
Modelle SRA ../09 mit Tmax 950 °CAusführung wie Modelle SR…/11 mit folgenden Abweichungen:
� Atmosphärenumwälzung mit leistungsstarkem Lüfter im Ofendeckel für eine Temperaturgleichmäßigkeit bis zu +/- 5 °C innerhalb des Nutzraumes siehe Seite 76
Modelle SRA ../06 mit Tmax 600 °CAusführung wie Modelle SRA…/09 mit folgenden Abweichungen:
� Heizung innerhalb der Retorte angeordnet � Temperaturgleichmäßigkeit bis zu +/- 5 °C innerhalb des Nutzraumes siehe Seite 76 � Einzonige Regelung � Retorte aus 1.4571
Basisausführung (alle Modelle)Ausführung wie Basisausführung der Modelle NR und NRA mit folgenden Abweichungen
� Chargierung von oben mit kundenseitigem Kran oder Hebevorrichtung � Seitlich öffnender Schwenkdeckel � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � NTLog Basic für Nabertherm-Controller: Aufzeichnen von Prozessdaten mit USB-Stick
Zusatzausstattung, H2-Ausführung und IDB-Ausführung siehe Modelle NR und NRA
Front aus strukturiertem Edelstahl
Retortenofen SRA 200/09
15

Die kompakten Retortenöfen der Baureihe VHT sind als elektrisch beheizte Kammeröfen mit Graphit-, Molybdän- Wolf-ram- oder MoSi2-Beheizung konzipiert. Sowohl durch ihre variablen Beheizungskonzepte als auch durch ihr umfangrei-ches Zubehör bieten diese Retortenöfen die Möglichkeit, auch technisch anspruchsvolle Kundenprozesse zu realisie-ren.
Der vakuumdichte Prozessbehälter ermöglicht Wärmebehandlungsprozesse entweder unter Schutz- und Reaktionsgasatmosphären oder im Vakuum je nach Ofenspezifikation bis 10-5 mbar. Der Basisofen ist für den Betrieb mit nicht brennbaren Schutz- oder Reaktionsgasen oder im Vakuum geeignet. Die H2-Ausführung erlaubt den Betrieb unter Wasserstoff oder anderen brennbaren Gasen. Kern dieser Ausführung ist ein zertifiziertes Sicherheitspaket, welches zu jeder Zeit einen sicheren Betrieb ermöglicht und im Fehlerfall ein entsprechendes Notprogramm einleitet.
Alternative BeheizungsspezifikationenGrundsätzlich sind die folgenden Modellvarianten für unterschiedliche Prozessanforderungen erhältlich:
VHT ../..-GR mit Graphitisolierung und -beheizung � Einsetzbar für Prozesse unter Schutz- und Reaktionsgasen oder im Vakuum � Tmax 1800 °C oder 2200 °C (2400 °C als Zusatzausstattung) � Max. Vakuum je nach eingesetztem Pumpentyp bis10-4 mbar � Graphitfilzisolierung
VHT ../..-MO oder VHT ../..-W mit Molybdän- oder Wolframbeheizung � Einsetzbar für hochreine Prozesse unter Schutz- und Reaktionsgasen oder unter Hochvakuum � Tmax 1200 °C, 1600 °C oder 1800 °C (siehe Tabelle) � Max. Vakuum je nach eingesetztem Pumpentyp bis 10-5 mbar � Isolierung aus Molybdän- bzw. Wolframstrahlblechen
VHT ../..-KE mit Faserisolierung und Beheizung über Heizelemente aus Molybdändisilizid � Einsetzbar für Prozesse unter Schutz- und Reaktionsgasen oder an Luft oder unter Vakuum � Tmax 1800 °C � Max. Vakuum je nach eingesetztem Pumpentyp bis10-2 mbar (bis 1300 °C) � Isolierung aus hochreiner Aluminiumoxidfaser
Kaltwand-Retortenöfen bis 2400 °C
Retortenofen VHT 100/15-KE H2 mit Fase-risolierung und Erweiterungspaket für den Betrieb mit Wasserstoff, 1500 °C
Retortenofen VHT 500/22-GR H2 mit CFC-Prozesseinsatzkasten und Erweiterungspa-ket für den Betrieb mit Wasserstoff
Wärmebehandlung von Kupferstäben unter Wasserstoff im Retortenofen VHT 8/16-MO
16

Graphit-Heizeinsatz
Keramikfaser-Isolierung
Molybdän-Heizeinsatz
Standardausführung für alle Modelle
Basisausführung � Standardgrößen 8 - 500 Liter Ofenraum � Allseitig wassergekühlter Prozessbehälter aus Edelstahl, mit temperaturbeständigen O-Ringen abgedichtet � Gestell aus stabilen Stahlprofilen, servicefreundlich durch leicht abnehmbare Edelstahl-Verkleidungsbleche � Gehäuse des Modelles VHT 8 auf Rollen zum einfachen Verfahren des Ofens � Kühlwasserverteiler mit Hand-Absperrhähnen in Vor- und Rücklauf, automatische Durchflussüberwachung, offenes Kühlwassersystem � Einstellbare Kühlwasserkreisläufe mit Durchfluss- und Temperaturanzeige und Übertemperatursicherungen � Schaltanlage und Controller im Gehäuse integriert � Prozesssteuerung H700 mit übersichtlichem 7“-Touchpanel zur Programmeingabe und Visualisierung,10 Programme à 20 Segmente speicherbar � Temperaturwählbegrenzer mit einstellbarer Abschalttemperatur für thermische Schutzklasse 2 gem. EN 60519-2 � Manuelle Bedienung der Prozessgas- und Vakuumfunktionen � Manuelle Begasung für ein Prozessgas (N2, Ar oder nicht brennbares Formiergas) mit einstellbarem Durchfluss � Bypass mit Handventil zum schnellen Auffüllen oder Fluten des Ofenraumes � Gasauslass mit Überströmventil für Ofenbetrieb im Überdruck (20 mbar relativ) � Einstufige Drehschieberpumpe mit Kugelhahn zum Vorevakuieren und für Wärmebehandlungen im Grobvakuum bis 5 mbar � Manometer zur visuellen Drucküberwachung � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � NTLog Basic für Nabertherm-Controller: Aufzeichnen von Prozessdaten mit USB-Stick
Zusatzausstattung � Tmax 2400 °C ab Modell VHT 40/..-GR � Gehäuse optional teilbar zum Einbringen durch kleine Türöffnungen (VHT 08) � Manuelle Begasung für zweites Prozessgas (N2, Ar oder nicht brennbares Formiergas) mit einstellbarem Durchfluss und Bypass � Prozesseinsatzkasten aus Molybdän, Wolfram, Graphit oder CFC, besonders empfehlenswert für Entbinderungsprozesse. Der Kasten mit direktem Gaseinlass und -auslass wird im Ofenraum installiert und dient der Verbesserung der Temperaturgleichmäßigkeit. Während der Entbinderungsphase werden die binderhaltigen Abgase direkt aus dem Einsatzkasten ausgetragen. Durch einen Wechsel der Begasungswege nach der Entbinderungsphase wird eine gereinigte Prozessgasatmosphäre während des Sinterprozesses erreicht. � Chargenthermoelement mit Anzeige � Temperaturmessung bei Modellen für 2200 °C über Pyrometer und Thermoelement Typ S mit automatischer Herausziehvorrichtung für sehr gute Regelergebnisse im unteren Temperaturbereich (ab VHT 40/..-GR) � Zweistufige Drehschieberpumpe mit Kugelhahn zum Vorevakuieren und für Wärmebehandlungen im Feinvakuum (bis zu10-2 mbar) � Turbo-Molekularpumpe mit Absperrschieber zum Vorevakuieren und für Wärmebehandlungen im Hochvakuum (bis zu10-5 mbar) inkl. elektrischem Druckaufnehmer und Vorpumpe �Weitere Vakuumpumpen auf Anfrage �Wärmetauscher mit geschlossenem Kühlwasserkreislauf � Automatikpaket mit Prozesssteuerung H3700
- 12“-Grafik-Touchpanel - Eingabe aller Prozessdaten wie Temperaturen, Heizraten, Bagasung, Vakuum über das Touchpanel - Visualisierung aller prozessrelevanten Daten auf einem Prozessleitbild - Automatische Begasung für ein Prozessgas (N2, Argon oder nicht brennbares Formiergas) mit einstellbarem Durchfluss - Bypass zum Fluten und Auffüllen des Behälters mit Prozessgas gesteuert über das Programm - Automatisches Vor- und Nachprogramm inkl. Lecktest für sicheren Ofenbetrieb - Automatischer Gasauslass mit Faltenbalgventil und Überströmventil für Ofenbetrieb im Überdruck (20 mbar relativ) - Druckaufnehmer für Absolut- und Relativdruck
� Massen-Durchflussregler für wechselnde Volumenströme und Erzeugung von Gasgemischen mit zweitem Prozessgas (nur mit Automatikpaket) � Partialdruckbetrieb: Schutzgaseinleitung bei geregeltem Unterdruck (nur mit Automatikpaket) � Prozesssteuerung und -dokumentation über VCD-Softwarepaket oder Nabertherm Control-Center NCC zur Überwachung, Dokumentation und Steuerung siehe Seite 80
Thermoelement, Typ S mit automatischer Herausziehvorrichtung für sehr gute Regel-ergebnisse im unteren Temperaturbereich
Wolfram-Heizeinsatz
17

VHT Begasungsschema, Entbindern und Sintern
H2-Ausführung für den Betrieb mit Wasserstoff oder anderen brennbaren GasenIn der H2-Ausführung können die Retortenöfen unter Wasserstoff oder anderen brennbaren Gasen betrieben werden. Für diese Anwendungen werden diese Anlagen zusätzlich mit der erforderlichen Sicherheitstechnik ausgerüstet. Als sicherheitsrelevante Sensoren kommen nur bewährte Bauteile mit entsprechender Zertifizierung zum Einsatz. Die Retortenöfen werden über eine fehlersichere Steuerung (S7-300F/Sicherheitssteuerung) geregelt.
� Zertifiziertes Sicherheitskonzept � Automatikpaket (Zusatzausstattung siehe Seite 17) � Redundante Gaseinlassventile für Wasserstoff � Überwachte Vordrücke aller Prozessgase � Bypass zum sicheren Spülen des Ofenraumes mit Inertgas � Drucküberwachter Notflutbehälter mit automatisch öffnendem Magnetventil � Abgasfackel (elektrisch- bzw. gasbeheizt) zur H2-Nachverbrennung � Atmosphärenbetrieb: H2-Einleitung bei geregeltem Überdruck (50 mbar relativ) im Prozessbehälter ab Raumtemperatur
Zusatzausstattung � Partialdruckbetrieb: H2-Einleitung bei geregeltem Unterdruck (Partialdruck) im Prozessbehälter ab 750 °C Ofenraumtemperatur � Prozesseinsatzkasten im Prozessbehälter zum Entbindern unter Wasserstoff � Prozesssteuerung und -dokumentation über Nabertherm Control-Center NCC zur Überwachung, Dokumentation und Steuerung siehe Seite 80
Einstufige Drehschieberpumpe für Wärmebehand-lungen im Grobvakuum bis 5 mbar
Zweistufige Drehschieberpumpe für Wärmebehand-lungen im Vakuum bis 10-2 mbar
Turbo-Molekularpumpe mit Vorpumpe für Wärmebe-handlungen im Vakuum bis 10-5 mbar
Turbo-Molekularpumpe
Retortenofen VHT 8/16-MO mit Automa-tikpaket
Retortenofen VHT 40/22-GR mit motorischer Hubtür und Frontrahmen zum Anschluss einer Glovebox
18

Modell Innenabmessungen in mm Volumen Max. Ofen- Außenabmessungen in mm Heizleistung in kW4
b t h in l beladung/kg B T H Graphit Molybdän Wolfram KeramikfaserVHT 8/.. 170 240 200 8 5 1250 (800)1 1100 2000 27 19/343 50 12VHT 40/.. 300 450 300 40 30 1600 2100 2300 83/1032 54/603 130 30VHT 70/.. 375 500 375 70 50 1700 2500 2400 105/1252 70/1003 150 55VHT 100/.. 450 550 450 100 75 1900 2600 2500 131/1552 90/1403 auf Anfrage 85VHT 250/.. 600 750 600 250 175 30001 4300 3100 180/2102 auf Anfrage auf Anfrage auf AnfrageVHT 500/.. 750 900 750 500 350 32001 4500 3300 220/2602 auf Anfrage auf Anfrage auf Anfrage1bei separater Schaltanlageneinheit 31200 °C/1600 °C21800 °C/2200 °C 4Anschlusswert je nach Ausführung höher
Prozesseinsatzkasten für inertes RestentbindernBestimmte Prozesse erfordern das Entbindern der Charge unter nicht brennbaren Schutz- oder Reaktionsgasen. Für diese Prozesse empfehlen wir grundsätzlich einen Heißwand-Retortenofen (siehe Modelle NR… oder SR…). In diesen Retortenöfen kann sichergestellt werden, dass die Bildung von Kondensatablagerungen bestmöglich vermieden wird.
Sofern es sich nicht vermeiden lässt, dass auch im VHT-Ofen während des Prozesses Restbinder in geringen Mengen entweicht, sollte der Retortenofen entsprechend ausgeführt werden.
Der Ofenraum wird mit einem zusätzlichen Prozesseinsatzkasten ausgestattet, der einen direkten Auslass in die Abgasfackel besitzt, aus dem das Abgas direkt abgeführt werden kann. Mit diesem System wird die Verunreinigung des Ofenraums durch Abgase, die beim Entbindern entstehen, deutlich vermindert.
Je nach Abgaszusammensetzung kann die Abgasstrecke mit unterschiedlichen Optionen ausgeführt werden:
� Abgasfackel zum Verbrennen der Abgase � Kondensatfalle zur Abscheidung von Binder � Abgasnachbehandlung je nach Prozess über Wäscher � Beheizter Abgasauslass zur Vermeidung von Kondensatablagerungen in der Abgasstrecke
Modell Innenabmessungen des Prozesseinsatzkastens in mm Volumenb t h in l
VHT 8/.. 120 210 150 3,5VHT 40/.. 250 430 250 25,0VHT 70/.. 325 475 325 50,0VHT 100/.. 425 500 425 90,0VHT 250/.. 575 700 575 230,0VHT 500/.. 725 850 725 445,0
VHT .../..-GR VHT .../..-MO VHT .../18-W VHT .../18-KETmax 1800 °C oder 2200 °C 1200 °C oder 1600 °C 1800 °C 1800 °CInertgas Luft/Sauerstoff - - - Wasserstoff 3,4 3 3 1,3
Grob-, Feinvakuum (>10-3 mbar) ²Hochvakuum (<10-3 mbar) 4 ²Werkstoff Heizer Graphit Molybdän Wolfram MoSi2Werkstoff Isolierung Graphitfilz Molybdän Wolfram/Molybdän Keramikfaser1Tmax reduziert sich auf 1400 °C 3nur mit Sicherheitspaket für brennbare Schutz- und Reaktionsgase2abhängig von Tmax 4bis 1800 °C
Front aus strukturiertem Edelstahl
Retortenofen VHT 40/16-MO H2 mit Erweiterungspaket für Wasserstoff und Prozesseinsatzkasten
19

Kaltwand-Retortenöfen bis 2400 °C bzw. bis 3000 °C
Die Retortenöfen der Baureihe SVHT bieten im Vergleich mit den VHT-Modellen (Seite 16 ff.) eine weitere Steigerung der Leistungs-daten hinsichtlich erreichbarem Vakuum und Maximaltemperatur. Durch die Ausführung als Schachtofen mit Wolframbeheizung lassen sich mit den Retortenöfen SVHT ..-W Prozesse bis max. 2400 °C sogar im Hochvakuum realisieren. Die Retortenöfen SVHT ..-GR mit Graphitbeheizung, ebenfalls als Schachtofen ausgeführt, können in Edelgasatmosphäre sogar bis max. 3000 °C betrieben werden.
� Standardgrößen mit 2 oder 9 Liter Ofenraum � Ausgeführt als Schachtofen, Chargierung von oben � Rahmenbauweise mit eingesetzten Edelstahl-Strukturblechen � Doppelwandiger, wassergekühlter Edelstahlbehälter �Manuelle Bedienung der Prozessgas- und Vakuumfunktionen �Manuelle Begasung für ein nicht brennbares Prozessgas � Trittstufe vor dem Retortenofen für ergonomische Beschickungshöhe � Behälterdeckel mit Gasdruckstoßdämpfern � Schalt- und Regelanlage sowie Begasung integriert im Ofengehäuse � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung
Modell Tmax Nutzraumabmessungen Nutzvolumen Außenabmessungen in mm Heizleistung in Elektrischer°C Ø x h in mm in l B T H KW1 Anschluss*
SVHT 2/24-W 2400 150 x 150 2,5 1300 2500 2000 55 3phasigSVHT 9/24-W 2400 230 x 230 9,5 1400 2900 2100 95 3phasig
SVHT 2/30-GR 3000 150 x 150 2,5 1400 2500 2100 65 3phasigSVHT 9/30-GR 3000 230 x 230 9,5 1500 2900 2100 115 3phasig1Anschlusswert je nach Ausführung höher *Hinweise zur Anschlussspannung siehe Seite 81
Retortenofen SVHT 9/24-W mit Wolfram-beheizung
Zylindrische Retorte mit Wolframbeheizung
Graphit-Heizmodul
Kühlwasserverteilung
� NTLog Basic für Nabertherm-Controller: Aufzeichnen von Prozessdaten mit USB-Stick �Weitere Standard-Produkteigenschaften, siehe Beschreibung der Standardausführung der Modelle VHT Seite 16
Beheizungsalternativen
SVHT ..-GR � Einsetzbar für Prozesse:
- unter Schutz- oder Reaktionsgasen oder im Vakuum unter Beachtung entsprechender Temperaturobergrenzen - unter Edelgas Argon bis 3000 °C
� Max. Vakuum je nach eingesetztem Pumpentyp bis 10-4 mbar � Beheizung: Graphitheizelemente, zylindrisch angeordnet � Isolierung: Graphitfilzisolierung � Temperaturmessung durch optisches Pyrometer
SVHT ..-W � Einsetzbar für Prozesse unter Schutz- oder Reaktionsgasen oder im Vakuum bis 2400 °C � Max. Vakuum je nach eingesetztem Pumpentyp bis 10-5 mbar � Beheizung: zylindrisches Wolframheizmodul � Isolierung: Wolfram- und Molybdänstrahlbleche � Temperaturmessung mit Thermoelement Typ C
Zusatzausstattung, wie z.B. automatische Prozessgassteuerung oder Ausführung für den Betrieb mit brennbaren Gasen inkl. Sicherheitssystem siehe Modelle VHT Seite 16.
20

Die Hubboden-Retortenöfen der Baureihe LBVHT eignen sich insbesondere für Prozesse in der Produktion, die unter Schutz-/Reaktionsgasen oder unter Vakuum stattfinden müssen. Hinsichtlich der grundsätzlichen Leistungsdaten sind diese Modelle aufgebaut wie die VHT-Modelle. Ihre Größe und Bauform mit elektrohydraulisch angetriebenem Hubboden erleichtern das Chargieren in der Produkti-on. Die Retortenöfen sind in verschiedenen Größen und Ausführungen lieferbar. Wie bei den VHT-Modellen können diese Öfen mit unter-schiedlichen Beheizungskonzepten ausgestattet werden.
� Standardgrößen zwischen 100 und 600 Litern � Ausgeführt als Hubboden-Retortenofen mit elektrohydraulisch angetriebenem Tisch für eine einfache und übersichtliche Chargierung � Vorbereitet zur Aufnahme hoher Besatzgewichte � Unterschiedliche Beheizungskonzepte über
- Graphit-Heizeinsätze bis zu einer Tmax von 2400 °C - Molybdän-Heizeinsätze bis zu einer Tmax von 1600 °C - Wolfram-Heizeinsätze bis zu einer Tmax von 2000 °C
� Rahmenbauweise mit eingesetzten Edelstahl-Strukturblechen � Standardausführung mit Begasung für ein nicht brennbares Schutz- oder Reaktionsgas � Automatische Begasungssysteme, auch für den Betrieb mit mehreren Prozessgasen als Zusatzausstattung � Begasungssysteme für den Betrieb unter Wasserstoff oder anderen brennbaren Reaktionsgasen inkl. Sicherheitspaket als Zusatzausstattung � Schalt- und Regelanlage sowie Begasung integriert im Ofengehäuse �Weitere Produkteigenschaften des Standardofens sowie mögliche Zusatzausstattung siehe Beschreibung der VHT-Öfen ab Seite 16
Hubboden-Retortenöfen bis 2400 °C
Retortenofen LBVHT 250/20-W mit Wolfram-Heizeinsatz
Retortenofen LBVHT mit Graphit-Heizein-satz
Modell Tmax Modell Tmax Modell Tmax Innenabmessungen in mm Volumen Elektrischer°C °C °C Ø h in l Anschluss*
LBVHT 100/16-MO 1600 LBVHT 100/20-W 2000 LBVHT 100/24-GR 2400 450 700 100 3phasigLBVHT 250/16-MO 1600 LBVHT 250/20-W 2000 LBVHT 250/24-GR 2400 600 900 250 3phasigLBVHT 600/16-MO 1600 LBVHT 600/20-W 2000 LBVHT 600/24-GR 2400 800 1200 600 3phasig
*Hinweise zur Anschlussspannung siehe Seite 81
Retortenofen LBVHT 600/24-GR
21

Retortenöfen für das Katalytische Entbindern, auch als Kombiofen für das Katalytische oder Thermische Entbindern
Die Retortenöfen NRA 40/02 CDB und NRA 150/02 CDB sind speziell für das ka-talytische Entbindern von keramischen und metallischen Pulverspritzgussbauteilen entwickelt worden. Sie sind mit einer innen-beheizten gasdichten Retorte für den Umwälzbetrieb ausgerüstet. Beim katalytischen Entbindern wird der polyacetal-haltige (POM) Binder unter Einfluss von Salpetersäure im Ofen chemisch zersetzt, über ein Stickstoffträgergas aus dem Ofen abtransportiert und in einer Abgasfackel verbrannt. Beide Retortenöfen verfügen über ein umfangreiches Sicherheitspaket zum Schutz des Bedieners und der Umgebung.
In der Ausführung als Kombiofen CTDB bietet der Retortenofen die Möglichkeit, Produkte katalytisch oder thermisch zu entbindern und bei Bedarf je nach Ausführung und Produkteigenschaft anzusintern. Die angesinterten Teile können problemlos in den Sinterofen überführt werden und dieser wird nicht durch austretende Restbinder verunreinigt.
� Prozessbehälter aus säurebeständigem Edelstahl 1.4571 mit großer Schwenktür � Vierseitige Beheizung innerhalb der Retorte über Chromstahl-Rohrheizkörper für eine optimale Temperaturgleichmäßigkeit � Horizontale Umwälzung für eine gleichmäßige Verteilung der Prozessatmosphäre � Säurepumpe und kundenseitiges Säurefass im Ofengestell integriert � Gasbeheizte Abgasfackel mit Flammenüberwachung � Umfangreiches Sicherheitspaket mit redundant arbeitender Sicherheits-SPS für einen gefahrlosen Betrieb mit Salpetersäure
Säurepumpe für Salpetersäure
Retorte mit Innenbeheizung und Prozess-behälter
Modell Tmax Innenabmessungen in mm Volumen Außenabmessungen in mm Heizlei-stung
Elektrischer Gewicht Säuremenge Stickstoff
°C b t h in l B T H in kW2 Anschluss* in kg (HNO3) (N2)NRA 40/02 CDB 200 300 450 300 40 1400 1600 2400 2,0 3phasig1 800 max. 70 ml/h 1000 l/hNRA 150/02 CDB 200 450 700 450 150 1650 1960 2850 20,0 3phasig1 1650 max. 180 ml/h max. 4000 l/h1Heizung nur zwischen zwei Phasen *Hinweise zur Anschlussspannung siehe Seite 812Anschlusswert je nach Ausführung höher
Retortenofen NRA 40/02 CDB mit Beistell-schrank für die Säurepumpe
� Große, grafische Prozessteuerung H3700 zur Dateneingabe und Visualisierung des Prozesses � Notflutbehälter zum Spülen des Ofens im Fehlerfall � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung
Ausführung NRA .. CDB � Tmax 200 °C � Automatisches Begasungssystem für Stickstoff mit Massendurchflussmesser � Einstellbare Säuremengen und entsprechend angepasste Begasungsvolumen
Ausführung NRA .. CTDB � Als 600 °C bzw. 900 °C Version mit Atmosphären-Umwälzung verfügbar
Zusatzausstattung �Waage für das Salpetersäurefass, angeschlossen an die SPS zur Überwachung des Säureverbrauches und zur Visualisierung des Füllstandes vom Säurefass (NRA 150/02 CDB) � Hubwagen zum einfachen Beladen des Ofens � Beistellschrank für Säurepumpe � Prozesssteuerung und -dokumentation über Nabertherm Control-Center NCC zur Überwachung, Dokumentation und Steuerung siehe Seite 80
22

Reinraumanwendungen stellen erhöhte Anforderungen an die Ausführung des ausgewählten Ofens. Wird der komplette Ofen im Reinraum aufgestellt, darf es zu keiner wesentlichen Verunreinigung der Reinraumatmosphäre kommen. Insbesondere muss aber sicher gestellt werden, dass die Partikelemissionen auf ein Minimum reduziert werden.
Die jeweils spezifische Anwendung bestimmt die Auswahl der erforderlichen Ofentechnik. In vielen Fällen werden Umluftöfen benötigt, um die erforderliche Temperaturverteilung bei niedrigen Temperaturen sicher zu stellen. Für höhere Temperaturen hat Nabertherm aber auch bereits viele strahlungsbeheizte Öfen im Einsatz.
Installation des Ofens im ReinraumWenn der komplette Ofen im Reinraum positioniert werden soll ist es wichtig, dass sowohl der Ofenraum als auch das Ofengehäuse und die Regelung möglichst emissionsfrei sind. Oberflächen müssen leicht zu reinigen sein. Der Ofenraum ist zur dahinter liegenden Isolierung abgedichtet. Sofern notwendig, kann durch Zusatzausstattung, wie z.B. Filter für die Frischluft oder die Luftumwälzung im Ofen, die Reinheitsklasse noch verbessert werden. Empfehlenswert ist es, die Schaltanlage und die Ofensteuerung außerhalb des Reinraums zu installieren.
Installation des Ofens im Grauraum, Chargierung des Ofens aus dem ReinraumEine optimale Reinraumgüte wird erreicht, wenn die Installation des Ofens im Grauraum mit Chargierung aus dem Reinraum erfolgt. Teurer Stellplatz im Reinraum wird somit auf ein Minimum reduziert. Die Front und der Ofeninnenraum im Reinraum werden dabei so ausgeführt, dass sie leicht zu reinigen sind. Mit dieser Konfiguration werden höchste Reinraumklassen erreicht.
Schleusenofen zwischen Grauraum und ReinraumDie Logistik zwischen Grau- und Reinraum kann in vielen Fällen auf eine einfache Art optimiert werden. Hier kommen Schleusenöfen zum Einsatz, die eine Tür im Grauraum und die andere im Reinraum haben. Der Ofenraum und die in den Reinraum zeigende Seite des Ofens werden so ausgeführt, dass eine Partikelverunreinigung weitestgehend reduziert wird.
Bitte sprechen Sie uns an, wenn Sie eine Lösung für die Wärmebehandlung unter Reinraumbedingungen suchen. Wir bieten Ihnen gern das für Ihre Anforderungen geeignete Ofenmodell an.
Reinraumlösungen
KTR 8000 als Produktionsofen im Rein-raum mit Filtern für die Luftumwälzung
Umluft-Kammerofen NAC 250/45 in Rein-raumausführung
Heißwand-Retortenofen NRA 1700/06 mit Beladegestell für die Installation im Grauraum mit Beladetür in Reinraum
Hochtemperaturofen mit Beladung vom Reinraum; Schaltanlage und Ofen im Grauraum
23

Umluft-Kammeröfen < 675 Liter elektrisch beheizt
Auf Grund ihrer sehr guten Temperaturgleichmäßigkeit eignen sich diese Kammeröfen mit Luftumwälzung z.B. für Prozesse wie das Anlassen, Vergüten, Aushärten, Lösungsglühen, Warmauslagern, Vorwärmen oder Weichglühen und Löten. Zum Weichglühen von Kupfer oder Tempern von Titan, aber auch Anlassen von Stahl unter nicht brennbaren Schutz- und Reaktionsgasen werden die Umluft-Kammeröfen mit entsprechenden Begasungskästen ausgestattet. Durch den modularen Aufbau können die Umluftöfen mit sinnvollem Zubehör an die
Prozessanforderungen angepasst werden.
� Tmax 450 °C, 650 °C oder 850 °C � Luftleitbleche aus Edelstahl im Ofen zur optimalen Luftumwälzung � Rechts angeschlagene Schwenktür � Untergestell im Lieferumfang enthalten, N 15/65 HA ausgeführt als Tischmodell � Horizontale Luftumwälzung � Temperaturgleichmäßigkeit nach DIN 17052-1 bis zu +/- 4 °C (Modell N 15/65 HA bis zu +/- 7 °C) siehe Seite 76 � Optimale Luftverteilung durch hohe Strömungsgeschwindigkeiten � Ein Einlegeblech und Leisten für 2 weitere Bleche im Lieferumfang enthalten (N 15/65 HA ohne Einlegeblech) � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � NTLog Basic für Nabertherm-Controller: Aufzeichnen von Prozessdaten mit USB-Stick � Beschreibung der Regelung siehe Seite 80
Zusatzausstattung (nicht für Modell N 15/65HA) � Optimierung der Temperaturgleichmäßigkeit nach DIN 17052-1 bis zu +/- 3 °C siehe Seite 76 � Zu- und Abluftklappen bei Nutzung zum Trocknen � Geregelte Kühlung über Gebläse � Manuelle Hubtür (bis Modell N(A) 120/.. (HA)) � Pneumatische Hubtür � Regelbare Luftumwälzung, sinnvoll bei Prozessen mit leichter oder empfindlicher Charge � Zusätzliche Einlegebleche � Rollengang im Ofenraum für hohe Besatzgewichte
Umluft-Kammerofen N 15/65HA als Tischmodell
Rollengang im Umluft-Kammerofen N 250/85HA
Umluft-Kammerofen NA 120/45 Umluft-Kammerofen NA 250/45
24

Modell Tmax Innenabmessungen in mm Volumen Außenabmessungen in mm Heizleistung Elektrischer Gewichtin kW3
°C b t h in l B T H NA/NA .. LS Anschluss* in kgNA 30/45(LS) 450 290 420 260 30 1040 1290 1385 3,0 / 9,0 1(3)phasig 285NA 60/45(LS) 450 350 500 350 60 1100 1370 1475 6,0 / 12,0 3phasig 350NA 120/45(LS) 450 450 600 450 120 1250 1550 1550 9,0 / 18,0 3phasig 460NA 250/45(LS) 450 600 750 600 250 1350 1650 1725 12,0 / 24,0 3phasig 590NA 500/45(LS) 450 750 1000 750 500 1550 1900 1820 18,0 / 24,0 3phasig 750NA 675/45(LS) 450 750 1200 750 675 1550 2100 1820 24,0 / 30,0 3phasig 900
N 15/65 HA1 650 295 340 170 15 470 845 460 2,4 1phasig 55NA 30/65 650 290 420 260 30 870 1290 1385 5,0 3phasig2 285N A 60/65 650 350 500 350 60 910 1390 1475 9,0 3phasig 350NA 120/65 650 450 600 450 120 990 1470 1550 12,0 3phasig 460NA 250/65 650 600 750 600 250 1170 1650 1680 20,0 3phasig 590NA 500/65 650 750 1000 750 500 1290 1890 1825 27,0 3phasig 750NA 675/65 650 750 1200 750 675 1290 2100 1825 27,0 3phasig 900
N 30/85 HA 850 290 420 260 30 607 + 255 1175 1315 5,5 3phasig2 195N 60/85 HA 850 350 500 350 60 667 + 255 1250 1400 9,0 3phasig 240N 120/85 HA 850 450 600 450 120 767 + 255 1350 1500 13,0 3phasig 310N 250/85 HA 850 600 750 600 250 1002 + 255 1636 1860 20,0 3phasig 610N 500/85 HA 850 750 1000 750 500 1152 + 255 1886 2010 30,0 3phasig 1030N 675/85 HA 850 750 1200 750 675 1152 + 255 2100 2010 30,0 3phasig 1350
1Tischmodell siehe Seite 24 *Hinweise zur Anschlussspannung siehe Seite 812Heizung nur zwischen zwei Phasen 3Anschlusswert je nach Ausführung höher
� Begasungskästen siehe Seite 58 � Chargiersysteme, Rollengänge zur Erleichterung der Beschickung, auch motorisch angetrieben siehe Seite 56 � Sicherheitstechnik für lösungsmittelhaltige Chargen gem. EN 1539 (NFPA 86) (Modelle NA .. LS) siehe Seite 38 � Durchführungen, Messgestelle und Thermoelemente für TUS-Messungen, Chargen- oder Vergleichsmessungen � Chargenregelung � Prozesssteuerung und -dokumentation über VCD-Softwarepaket oder Nabertherm Control-Center NCC zur Überwachung, Dokumentation und Steuerung siehe Seite 80
Umluft-Kammerofen N 250/85HA mit Abschreckbad
Umluft-Kammerofen NA 500/65
Umluft-Kammerofen NA 500/45S mit vier Fächern, jeweils ausgeführt mit Rollengang und eigener Tür
25

Diese Umluft-Kammeröfen sind für maximale Arbeitstemperaturen von 260 °C, 450 °C, 600 °C oder 850 °C lieferbar und eignen sich perfekt für anspruchsvolle Prozesse. Auf Grund der großzügigen Auslegung und der robusten Bauweise können auch schwere Lasten im Ofen wärmebehandelt werden. Die Öfen sind so aufgebaut, dass sie für den Einsatz von Gitterboxen und Paletten oder Chargiergestellen geeignet sind. Die Chargierung kann mit Stapler, Chargier- oder Hubwagen erfolgen. In der Standardausführung stehen die Umluft-Kammeröfen auf dem Hallenboden ohne Bodenisolierung. Die Chargierung kann durch Rollengänge im und außerhalb des Ofens, auch motorisch angetrieben, erleichtert werden. Alle Öfen sind elektrisch oder gasbeheizt lieferbar.
Standardausführung für Modelle bis 600 °C (Modelle für 850 °C siehe Seite 30) � Tmax 260 °C, 450 °C oder 600 °C � Elektrisch oder gasbeheizt � Beheizung des elektrisch beheizten Ofens über Heizregister � Direkte Gasbeheizung oder auf Wunsch indirekte Gasbeheizung mit Temperaturübergang mittels Konvektionsrohr, z.B. für die Wärmebehandlung von Aluminium � Optimierung der Luftführung durch verstellbare Luftaustrittsöffnungen zur Anpassung an den Besatz � Mit horizontaler (Typ ../HA) Luftumwälzung � Hoher Luftwechsel für gute Wärmeübertragung � Ebenerdige Chargierung ohne Bodenisolierung für 260 °C-Modelle � Temperaturgleichmäßigkeit nach DIN 17052-1 bis zu +/- 5 °C siehe Seite 76 � Ofenraum mit Blechen aus Werkstoff 1.4301 (DIN) ausgekleidet � Geringe Außentemperaturen durch Isolierung mit hochwertiger Mineralwolle � Innen liegende Notentriegelung für Öfen mit begehbarem Ofennutzraum � Ofengrößen passend für handelsübliche Beschickungssysteme wie Paletten, Gitterboxen usw. � Zweiflügelige Tür ab einer Innenraumbreite von 1500 mm (260 °C- und 450 °C-Modelle), höhere Temperaturen und kleinere Größen sind mit einer einflügeligen Tür ausgestattet
Umluft-Kammeröfen > 1000 Liter elektrisch oder gasbeheizt
Heizregister bei elektrisch beheizter Ausführung
Umluft-Kammerofen N 1500/85HA mit elektri-scher Chargiervorrichtung für schwere Lasten
Kompaktbrenner für Standardmodelle bis NB 600
Umluft-Kammerofen N 3920/26HAS
26

Einfahrspuren für Hub- oder Chargierwa-gen
Ausziehbare Schwerlastschubladen zur Aufnahme hoher Lasten
� Temperaturwählbegrenzer mit einstellbarer Abschalttemperatur für thermische Schutzklasse 2 gem. EN 60519-2 als Übertemperaturschutz für den Ofen und die Ware � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � NTLog Basic für Nabertherm-Controller: Aufzeichnen von Prozessdaten mit USB-Stick � Beschreibung der Regelung siehe Seite 80
Zusatzausstattung für Modelle bis 600 °C � Zusätzliche Bodenisolierung zur Erhöhung der Temperaturgleichmäßigkeit für 260 °C-Modelle � Einfahrrampen für Hubwagen oder Einfahrspuren für ebenerdige Einfahrt mit Chargierwagen bei Modellen mit Bodenisolierung (nicht für 600 °C-Modelle) � Ofen auf Untergestell für ergonomische Beschickungshöhe � Elektrohydraulische Hubtür � Gebläsesysteme zum schnelleren Abkühlen mit manueller oder motorischer Ansteuerung � Motorische Zu- und Abluftklappensteuerung für besseren Luftaustausch des Ofenraumes � Sichtfenster und/oder Ofenraumbeleuchtung (nicht für 600 °C-Modelle) � Optimierung der Temperaturgleichmäßigkeit nach DIN 17052-1 bis zu +/- 3 °C siehe Seite 76 � Sicherheitstechnik für lösungsmittelhaltige Chargen gem. EN 1539 (nicht für 600 °C-Modelle) siehe Seite 38 � Chargiersysteme, Rollengänge zur Erleichterung der Beschickung, auch motorisch angetrieben siehe Seite 56 � Katalytische oder thermische Abluftreinigungssysteme � Prozesssteuerung und -dokumentation über VCD-Softwarepaket oder Nabertherm Control-Center NCC zur Überwachung, Dokumentation und Steuerung siehe Seite 80
Umluft-Kammerofen N 2520/60HA mit Rollengang im und vor dem Ofen
Umluft-Kammerofen N 1500/85HA mit Hubtür und Werkstückaufnahmen im Ofen
27

Umluft-Kammeröfenelektrisch oder gasbeheizt
Umluft-Kammerofen N 140000/26AS für das Aushärten von Faserverbundwerkstoffen in Vakuumsäcken inkl. Pumpe und notwendigen Anschlüssen im Ofenraum
28

29

N 12000/25HA
N 24500/20HAS
Standardausführung für 850 °C-Modelle � Tmax 850 °C � Elektrisch oder gasbeheizt � Beheizung des elektrisch beheizten Ofens über Heizdraht auf Tragerohren � Direkte Gasbeheizung in den Ausgangsbereich des Lüfters � Optimierung der Luftführung durch verstellbare Luftaustrittsöffnungen zur Anpassung an den Besatz � Horizontale (Typ ../HA) Luftumwälzung � Hoher Luftwechsel für gute Wärmeübertragung � Untergestell mit 900 mm Beschickungshöhe � Temperaturgleichmäßigkeit nach DIN 17052-1 bis zu +/- 5 °C siehe Seite 76 � Luftleitbleche aus 1.4828 (DIN) � Geringe Außentemperaturen durch mehrschichtige Isolierung mit Faserplatten (nicht klassifiziert nach EU-Direktive 67/548) � Ofengrößen passend für handelsübliche Beschickungssysteme wie Paletten, Gitterboxen usw. � Temperaturwählbegrenzer mit einstellbarer Abschalttemperatur für thermische Schutzklasse 2 gem. EN 60519-2 als Übertemperaturschutz für den Ofen und die Ware � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � Beschreibung der Regelung siehe Seite 80
Zusatzausstattung für 850 °C-Modelle � Elektrohydraulische Hubtür � Gebläsesysteme zum schnelleren Abkühlen mit manueller oder motorischer Ansteuerung � Motorische Zu- und Abluftklappensteuerung für bessere Entlüftung des Ofenraumes � Optimierung der Temperaturgleichmäßigkeit nach DIN 17052-1 bis zu +/- 3 °C siehe Seite 76 � Untergestell für benutzerdefinierte Beschickungshöhe � Chargiersysteme, Rollengänge zur Erleichterung der Beschickung, auch motorisch angetrieben siehe Seite 56 � Ausführung für Tmax 950 °C � Prozesssteuerung und Dokumentation über VCD-Softwarepaket oder Nabertherm Control-Center NCC zur Überwachung, Dokumentation und Steuerung siehe Seite 80
Umluft-Kammeröfen > 560 Liter elektrisch oder gasbeheizt
N 670/65HAS mit Wasserabschreckbad
Umluftofen N 790/65HAS, höhenverstell-bar, zur Integration in eine Gesamtanlage
30

Modell Tmax Innenabmessungen in mm Volumen Außenabmessungen in mm Luftumwälz- Heizleistung Elektrischer°C b t h in l B T H menge m3/h in kW2 Anschluss*
N 1000/26HA 260 1000 1000 1000 1000 1930 1900 1600 3600 15 3phasigN 1500/26HA 260 1500 1000 1000 1500 2380 1900 1600 3600 18 3phasigN 1500/26HA1 260 1000 1500 1000 1500 1880 2400 1600 3600 18 3phasigN 2000/26HA 260 1500 1100 1200 2000 2380 2000 1800 6400 18 3phasigN 2000/26HA1 260 1100 1500 1200 2000 1980 2400 1800 6400 18 3phasigN 2010/26HA 260 1000 1000 2000 2000 1880 1900 2720 7200 24 3phasigN 2880/26HA 260 1200 1200 2000 2880 2080 2100 2720 7200 48 3phasigN 4000/26HA 260 1500 2200 1200 4000 2380 3110 1800 9000 42 3phasigN 4000/26HA1 260 2200 1500 1200 4000 3080 2410 1800 9000 42 3phasigN 4010/26HA 260 1000 2000 2000 4000 1880 2900 2720 12800 48 3phasigN 4010/26HA1 260 2000 1000 2000 4000 2880 1900 2720 12800 48 3phasigN 4500/26HA 260 1500 1500 2000 4500 2380 2400 2720 12800 48 3phasigN 5600/26HA 260 1500 2500 1500 5600 2110 3180 2340 18000 60 3phasigN 6750/26HA 260 1500 3000 1500 6750 2110 3680 2340 19200 90 3phasigN 7200/26HA 260 2000 1500 2400 7200 2610 2410 3000 18000 84 3phasigN 10000/26HA 260 2000 2500 2000 10000 2610 3180 2840 25600 96 3phasig
N 1000/45HA(E1) 450 1000 1000 1000 1000 1930 1900 1600 3600 151 / 36 3phasigN 1500/45HA(E1) 450 1500 1000 1000 1500 2380 1900 1600 3600 181 / 36 3phasigN 1500/45HA1(E1) 450 1000 1500 1000 1500 1880 2400 1600 3600 181 / 36 3phasigN 2000/45HA(E1) 450 1500 1100 1200 2000 2380 2000 1800 6400 181 / 42 3phasigN 2000/45HA1(E1) 450 1100 1500 1200 2000 1980 2400 1800 6400 181 / 42 3phasigN 2010/45HA(E1) 450 1000 1000 2000 2000 1880 1900 2720 7200 241 / 48 3phasigN 2880/45HA(E1) 450 1200 1200 2000 2880 2080 2100 2720 7200 481 / 60 3phasigN 4000/45HA(E1) 450 1500 2200 1200 4000 2380 3110 1800 9000 421 / 60 3phasigN 4000/45HA1(E1) 450 2200 1500 1200 4000 3080 2410 1800 9000 421 / 60 3phasigN 4010/45HA(E1) 450 1000 2000 2000 4000 1880 2900 2720 12800 481 / 60 3phasigN 4010/45HA1(E1) 450 2000 1000 2000 4000 2880 1900 2720 12800 481 / 60 3phasigN 4500/45HA(E1) 450 1500 1500 2000 4500 2380 2400 2720 12800 481 / 60 3phasigN 5600/45HA(E1) 450 1500 2500 1500 5600 2110 3180 2340 18000 601 / 84 3phasigN 6750/45HA(E1) 450 1500 3000 1500 6750 2110 3680 2340 19200 901 /108 3phasigN 7200/45HA(E1) 450 2000 1500 2400 7200 2610 2410 3000 18000 841 /108 3phasigN 10000/45HA(E1) 450 2000 2500 2000 10000 2610 3180 2840 25600 961 /120 3phasig
N 1000/60HA 600 1000 1000 1000 1000 1930 1900 1600 3600 36 3phasigN 1500/60HA 600 1500 1000 1000 1500 2380 1900 1600 3600 36 3phasigN 1500/60HA1 600 1000 1500 1000 1500 1930 2400 1600 3600 36 3phasigN 2000/60HA 600 1500 1100 1200 2000 2380 2000 1800 6400 42 3phasigN 2000/60HA1 600 1100 1500 1200 2000 1980 2400 1800 6400 42 3phasigN 4000/60HA 600 1500 2200 1200 4000 2380 3110 1800 9000 60 3phasigN 4000/60HA1 600 2200 1500 1200 4000 3080 2410 1800 9000 60 3phasig
N 1000/85HA 850 1000 1000 1000 1000 2100 2000 1900 3400 40 3phasigN 1500/85HA 850 1500 1000 1000 1500 2600 2000 1900 6400 40 3phasigN 1500/85HA1 850 1000 1500 1000 1500 2100 2600 1900 6400 40 3phasigN 2000/85HA 850 1500 1100 1200 2000 2600 2100 2100 9000 60 3phasigN 2000/85HA1 850 1100 1500 1200 2000 2200 2800 2100 9000 60 3phasigN 4000/85HA 850 1500 2200 1200 4000 2600 3400 2100 12600 90 3phasig
1Reduzierter Anschlusswert für Kunststoffanwendungen *Hinweise zur Anschlussspannung siehe Seite 812Anschlusswert je nach Ausführung höher
Umluftofen N 4010/45HA mit Einfahr-spuren, Ofenraumbeleuchtung und Sichtfenster
Einfahrrampen bei Öfen mit Bodenisolie-rung für Prozesse mit hohen Anforderun-gen an die Temperaturgleichmäßigkeit
Umluft-Kammerofen NB 7000/45 HAS direkt gasbeheizt mit Chargierwagen
31

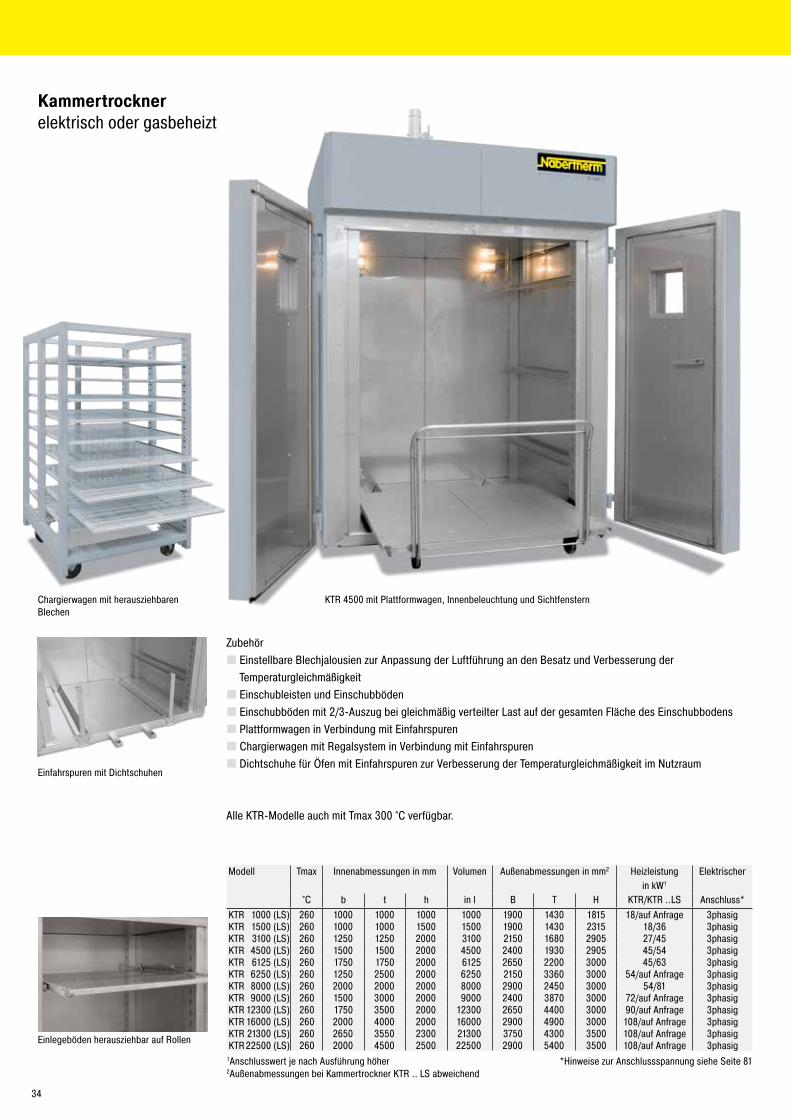
Kammertrockner elektrisch oder gasbeheizt
Die Kammertrockner der Baureihe KTR sind für vielfältige Trocknungsprozesse und Wärmebehandlungen von Chargen bis zu einer Anwendungstemperatur von 260 °C einsetzbar. Auf Grund der leistungsstarken Luftumwälzung wird im Nutzraum eine optimale Temperaturgleichmäßigkeit erreicht. Durch ein breites Zubehörprogramm können die Kammertrockner individuell auf die Prozessanforderungen zugeschnitten werden. Die Ausführung für die Wärmebehandlung von brennbaren Stoffen nach EN 1539 (NFPA 86) ist für alle Größen lieferbar.
Kammertrockner KTR 1500 mit Chargierwagen
� Tmax 260 °C � Elektrisch beheizt (über Heizregister mit integrierten Chromstahlheizkörpern) oder gasbeheizt (direkte oder indirekte Gasbeheizung mit Einblasen der warmen Luft in den Ansaugkanal)
� Temperaturgleichmäßigkeit nach DIN 17052-1 bis zu +/- 3 °C (bei Ausführung ohne Einfahrspuren) siehe Seite 76 � Isolierung mit hochwertiger Mineralwolle, dadurch Außenwandtemperaturen < 25 °C über Umgebungstemperatur � Hoher Luftwechsel für schnelle Trocknungsprozesse
Kammertrockner KTR 1500 Kammertrockner KTR 4500 Kammertrockner KTR 6125
32

KTR 3100/S für das Aushärten von Faser-verbundwerkstoffen in Vakuumsäcken inkl. Pumpe und notwendigen Anschlüssen im Ofenraum
� Zweiflügelige Tür ab KTR 3100 � Temperaturwählbegrenzer mit einstellbarer Abschalttemperatur für thermische Schutzklasse 2 gem. EN 60519-2 als Übertemperaturschutz für den Trockner und die Ware � Inkl. Bodenisolierung � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � NTLog Basic für Nabertherm-Controller: Aufzeichnen von Prozessdaten mit USB-Stick � Beschreibung der Regelung siehe Seite 80
Zusatzausstattung � Einfahrspuren für ebenerdige Einfahrt mit Chargierwagen � Untergestell zur Chargierung des Trockners mittels Chargierstapler � Zusätzliche Tür in der Rückwand zum Chargieren von beiden Seiten oder zur Nutzung als Schleusenofen � Gebläsesysteme zum schnelleren Abkühlen mit manueller oder motorischer Ansteuerung der Abluftklappen � Programmgesteuertes Öffnen und Schließen der Abluftklappen � Regelbare Luftumwälzung, sinnvoll bei Prozessen mit leichter oder empfindlicher Charge � Sichtfenster und Ofenraumbeleuchtung � Sicherheitstechnik für lösungsmittelhaltige Chargen gem. EN 1539 (NFPA 86) (Modelle KTR .. LS) siehe Seite 38 � Chargierwagen mit und ohne Regalsystem � Ausführung für Reinraum-Wärmebehandlungsprozesse siehe Seite 23 � Rotationssysteme für Silikon-Temperprozesse � Prozesssteuerung und -dokumentation über VCD-Softwarepaket oder Nabertherm Control-Center NCC zur Überwachung, Dokumentation und Steuerung siehe Seite 80
Direkte Gasbeheizung an einem Kammer-trockner
Kammertrockner KTR 22500/S mit Ofenraumbeleuchtung und Einfahrspuren mit Dicht-schuhen zur Optimierung der Temperaturgleichmäßigkeit
33
Modell Tmax Innenabmessungen in mm Volumen Außenabmessungen in mm2 Heizleistung Elektrischerin kW1
°C b t h in l B T H KTR/KTR ..LS Anschluss*KTR 1000 (LS) 260 1000 1000 1000 1000 1900 1430 1815 18/auf Anfrage 3phasigKTR 1500 (LS) 260 1000 1000 1500 1500 1900 1430 2315 18/36 3phasigKTR 3100 (LS) 260 1250 1250 2000 3100 2150 1680 2905 27/45 3phasigKTR 4500 (LS) 260 1500 1500 2000 4500 2400 1930 2905 45/54 3phasigKTR 6125 (LS) 260 1750 1750 2000 6125 2650 2200 3000 45/63 3phasigKTR 6250 (LS) 260 1250 2500 2000 6250 2150 3360 3000 54/auf Anfrage 3phasigKTR 8000 (LS) 260 2000 2000 2000 8000 2900 2450 3000 54/81 3phasigKTR 9000 (LS) 260 1500 3000 2000 9000 2400 3870 3000 72/auf Anfrage 3phasigKTR 12300 (LS) 260 1750 3500 2000 12300 2650 4400 3000 90/auf Anfrage 3phasigKTR 16000 (LS) 260 2000 4000 2000 16000 2900 4900 3000 108/auf Anfrage 3phasigKTR 21300 (LS) 260 2650 3550 2300 21300 3750 4300 3500 108/auf Anfrage 3phasigKTR 22500 (LS) 260 2000 4500 2500 22500 2900 5400 3500 108/auf Anfrage 3phasig
1Anschlusswert je nach Ausführung höher *Hinweise zur Anschlussspannung siehe Seite 812Außenabmessungen bei Kammertrockner KTR .. LS abweichend
Chargierwagen mit herausziehbaren Blechen
KTR 4500 mit Plattformwagen, Innenbeleuchtung und Sichtfenstern
Zubehör � Einstellbare Blechjalousien zur Anpassung der Luftführung an den Besatz und Verbesserung der Temperaturgleichmäßigkeit � Einschubleisten und Einschubböden � Einschubböden mit 2/3-Auszug bei gleichmäßig verteilter Last auf der gesamten Fläche des Einschubbodens � Plattformwagen in Verbindung mit Einfahrspuren � Chargierwagen mit Regalsystem in Verbindung mit Einfahrspuren � Dichtschuhe für Öfen mit Einfahrspuren zur Verbesserung der Temperaturgleichmäßigkeit im Nutzraum
Alle KTR-Modelle auch mit Tmax 300 °C verfügbar.
Einlegeböden herausziehbar auf Rollen
Einfahrspuren mit Dichtschuhen
Kammertrockner elektrisch oder gasbeheizt
34
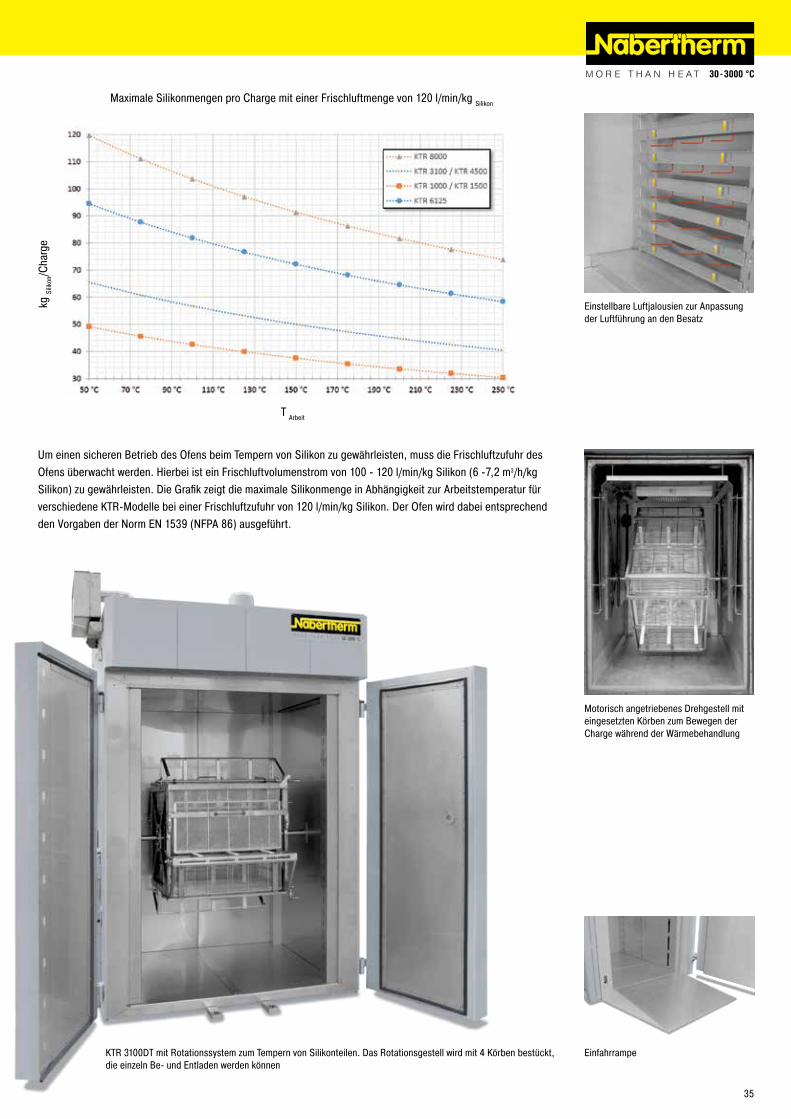
Um einen sicheren Betrieb des Ofens beim Tempern von Silikon zu gewährleisten, muss die Frischluftzufuhr des Ofens überwacht werden. Hierbei ist ein Frischluftvolumenstrom von 100 - 120 l/min/kg Silikon (6 -7,2 m3/h/kg Silikon) zu gewährleisten. Die Grafik zeigt die maximale Silikonmenge in Abhängigkeit zur Arbeitstemperatur für verschiedene KTR-Modelle bei einer Frischluftzufuhr von 120 l/min/kg Silikon. Der Ofen wird dabei entsprechend den Vorgaben der Norm EN 1539 (NFPA 86) ausgeführt.
Motorisch angetriebenes Drehgestell mit eingesetzten Körben zum Bewegen der Charge während der Wärmebehandlung
Maximale Silikonmengen pro Charge mit einer Frischluftmenge von 120 l/min/kg Silikon
kg Si
likon
/Cha
rge
KTR 3100DT mit Rotationssystem zum Tempern von Silikonteilen. Das Rotationsgestell wird mit 4 Körben bestückt, die einzeln Be- und Entladen werden können
Einfahrrampe
Einstellbare Luftjalousien zur Anpassung der Luftführung an den Besatz
T Arbeit
35

Trockenschränke, auch mit Sicherheitstechnik gemäß EN 1539 elektrisch beheizt
Mit ihrer maximalen Arbeitstemperatur von bis zu 300 °C und der forcierten Luftumwälzung erreichen die Trocken-schränke eine ausgezeichnete Temperaturgleichmäßigkeit, die sich deutlich von vielen Wettbewerbsmodellen ab-hebt. Sie lassen sich für vielfältige Aufgaben wie z.B. das Trocknen, Sterilisieren oder Warmlagern einsetzen. Kurze Lieferzeiten werden durch großzügige Bevorratung von Standardmodellen sichergestellt.
� Tmax 300 °C � Temperaturarbeitsbereich: + 5 °C über Raumtemperatur bis 300 °C � Trockenschränke TR 60 - TR 240 ausgeführt als Tischmodelle � Trockenschränke TR 450 - TR 1050 ausgeführt als Standmodelle � Horizontale, forcierte Luftumwälzung resultiert in einer Temperaturgleichmäßigkeit von besser als +/- 5 °C siehe Seite 76 � Kammer aus Edelstahl, Werkstoff 1.4301 (DIN), rostbeständig und leicht zu reinigen � Großer Handgriff zum Öffnen und Schließen der Tür � Beschickung auf mehreren Ebenen durch Gitterroste (Anzahl der Gitterroste, siehe Tabelle rechts) � Große, weit öffnende Schwenktür, rechts angeschlagen mit Schnellverschluss für Modelle TR 60 - TR 450 � Doppelflügelige Schwenktür mit Schnellverschlüssen für TR 1050 � TR 1050 mit Transportrollen ausgestattet � Stufenlos einstellbare Abluft in der Rückwand mit Bedienung von vorn � PID Mikroprozessorregelung mit Selbstdiagnosesystem � Geräuscharmer Betrieb der Heizung mit Halbleiterrelais � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � NTLog Basic für Nabertherm-Controller: Aufzeichnen von Prozessdaten mit USB-Stick � Beschreibung der Regelung siehe Seite 80
Herausziehbare Gitterroste zur Beladung des Trockenschrankes in verschiedenen Ebenen
Elektrische Drehvorrichtung als Zusatzaus-stattung siehe Seite 37
Trockenschrank TR 60 mit einstellbarer Lüfterdrehzahl
Trockenschrank TR 240
36

Trockenschrank TR 1050 mit zweiflügeliger Tür
Zusatzausstattung � Temperaturwählbegrenzer mit einstellbarer Abschalttemperatur für thermische Schutzklasse 2 gem. EN 60519-2 als Übertemperaturschutz für den Trockner und die Ware � Stufenlos einstellbare Drehzahlregelung des Luftumwälzventilators � Sichtfenster für das Beobachten der Charge �Weitere Gitterroste mit Einschubleisten � Seitliche Durchführung � Auffangwanne aus Edelstahl zum Schutz des Ofeninnenraums � Türanschlag links � Verstärkte Bodenplatte � Sicherheitstechnik nach EN 1539 für lösungsmittelhaltige Chargen (TR .. LS) bis Modell TR 240 LS, erreichbare Temperaturgleichmäßigkeit +/- 8 °C siehe Seite 76 � Transportrollen für Modell TR 450 � Zahlreiche Anpassungsmöglichkeiten an kundenspezifische Anforderungen � Erweiterungsmöglichkeit für Qualitätsanforderungen nach AMS 2750 E oder FDA � Prozesssteuerung und -dokumentation über VCD-Softwarepaket zur Überwachung, Dokumentation und Steuerung siehe Seite 80
Trockenschrank TR 60 mit Sichtfenster und Drehvorrichtung mit einstellbarer Drehzahl und Türverriegelung
Modell Tmax Innenabmessungen in mm
Volumen Außenabmessungen in mm
Heizlei-stung
Elektrischer Gewicht Gitter-roste
Gitter-roste
Gesamt-last
°C b t h in l B T H in kW2 Anschluss* in kg inkl. max. max.1
TR 60 300 450 390 350 60 700 610 710 3 1phasig 90 1 4 120TR 60 LS 260 450 360 350 57 700 680 690 6 3phasig 92 1 4 120TR 120 300 650 390 500 120 900 610 860 3 1phasig 120 2 7 150TR 120 LS 260 650 360 500 117 900 680 840 6 3phasig 122 2 7 150TR 240 300 750 550 600 240 1000 780 970 3 1phasig 165 2 8 150TR 240 LS 260 750 530 600 235 1000 850 940 6 3phasig 167 2 8 150TR 450 300 750 550 1100 450 1000 780 1470 6 3phasig 235 3 15 180TR 1050 300 1200 670 1400 1050 1470 940 1920 9 3phasig 450 4 14 2501Belastbarkeit je Etage max. 30 kg *Hinweise zur Anschlussspannung siehe Seite 812Anschlusswert je nach Ausführung höher
Trockenschrank TR 450
37

Elektrisch beheizter Kammertrockner KTR 1500 zum Trocknen alkohol-geschlichteter Kerne
Umluft-Kammeröfen/-trockner mit Sicherheitstechnik für lösungsmittelhaltige Chargen gemäß EN 1539 oder NFPA 86
Einfahrrampen für Kammertrockner mit Bodenisolierung
Zuluftöffnung und leistungsstarkes Abluft-gebläse auf dem Ofen montiert
Schleusenofen N 560/26HACLS mit Si-cherheitspaket, Chargierung von vorn und Entnahme von hinten
Sicherheitstechnik für Umluft-KammeröfenBei bestimmten Prozessen werden Lösungsmittel oder andere brennbare Stoffe freigesetzt und verdampfen. Diese Dämpfe dürfen sich im Ofen nicht entzünden. Die Ausführung der vorgeschriebenen Sicherheitstechnik der Öfen für diese Prozesse wird europaweit in der EN 1539 oder NFPA 86 in den USA geregelt.
Für diesen Einsatz sind alle Umluftöfen der Modellreihen KTR und Umluft-Kammeröfen < 450 °C mit entsprechender Sicherheitstechnik geeignet, die eine Entzündung im Ofenraum sicher verhindert.
Damit es im Ofen zu keiner Entzündung kommt, müssen die entstehenden Dämpfe mit Luft verdünnt werden. Außerdem muss sichergestellt werden, dass sich nicht im Ofen örtlich eine hohe Konzentration an brennbaren Stoffen ansammeln kann. Dazu sind die Öfen mit einem Abgasventilator ausgestattet, der für eine definierte Absaugung der Luft im Ofen bei gleichzeitig nachströmender Frischluft und damit für einen gewissen Unterdruck sorgt. Die Absaugung wird messtechnisch überwacht. Durch die gleichzeitig nachströmende Frischluft wird die Ofenatmosphäre verdünnt. Auch die Luftumwälzung wird messtechnisch überwacht.
� Ofengrößen zwischen 120 und 10000 Litern � Leistungsstarkes Abluftgebläse, welches einen Unterdruck im Ofen sicherstellt � Definierte und überwachte Luftumwälzung und Abluft � Optisches und akustisches Signal im Störfall � Temperaturwählbegrenzer mit einstellbarer Abschalttemperatur für thermische Schutzklasse 2 gem. EN 60519-2 als Übertemperaturschutz für den Ofen und die Ware
38

Umluft-Schachtöfen elektrisch beheizt
Umluft-Schachtöfen bieten den Vorteil der einfachen Chargierung, z.B. bei der Wärmebehandlung von schweren Teilen oder von Körben. Durch die maximalen Anwen-dungstemperaturen von 450 °C - 850 °C eignen sich diese kompakten Schachtöfen insbesondere für Prozesse wie An-lassen, Lösungsglühen, Warmauslagern und Weichglühen.
� Tmax 450 °C, 650 °C oder 850 °C � Luftumwälzgebläse im Boden, hohe Luftgeschwindigkeit � Vertikale Luftführung � Temperaturgleichmäßigkeit nach DIN 17052-1 bis zu +/- 4 °C siehe Seite 76 � Innenraum aus Edelstahl � Schaltanlage mit Halbleiterrelais � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � NTLog Basic für Nabertherm-Controller: Aufzeichnen von Prozessdaten mit USB-Stick � Beschreibung der Regelung siehe Seite 80
Zusatzausstattung � Beschickungshilfe mit Schwenkarm und Beschickungskorb � Optimierung der Temperaturgleichmäßigkeit nach DIN 17052-1 bis zu +/- 2 °C siehe Seite 76 � Gebläse zum beschleunigten Abkühlen oder separate Kühlstation für einen Glühkasten neben dem Ofen � Glühkasten mit Schutzgasein- und -auslass für das Arbeiten in definierter Atmosphäre siehe Seite 58 � Manuelle und automatische Begasungssysteme für nicht brennbare Schutz- und Reaktionsgase siehe Seite 58 � Prozesssteuerung und -dokumentation über VCD-Softwarepaket zur Überwachung, Dokumentation und Steuerung siehe Seite 80 Beschickungskorb für Chargierung
etagenweise
Schachtofen SAL 120/65 mit Schutzgaska-sten und Kühlstation neben dem Ofen
Schachtofen SAL 30/65 mit Wechselretor-te für definierte Schutzgasatmosphäre und zwei Retortenkühlstationen
Modell Tmax Innenabmessungen in mm
Volumen Max. Char-giergewicht
Außenabmessungen in mm
Heizleistung Elektrischer Gewicht
°C b t h in l in kg B T H in kW2 Anschluss* in kgSAL 30/45 450 300 250 400 30 120 750 850 1250 3,0 1phasig 130SAL 60/45 450 350 350 500 60 120 800 950 1350 6,0 3phasig 225SAL 120/45 450 450 450 600 120 120 900 1050 1450 9,0 3phasig 280SAL 250/45 450 600 600 750 250 400 1050 1200 1600 18,0 3phasig 750SAL 500/45 450 750 750 900 500 400 1200 1350 1750 27,0 3phasig 980
SAL 30/65 650 300 250 400 30 120 750 850 1250 5,5 3phasig1 130SAL 60/65 650 350 350 500 60 120 800 950 1350 9,0 3phasig 225SAL 120/65 650 450 450 600 120 120 900 1050 1450 13,0 3phasig 280SAL 250/65 650 600 600 750 250 400 1050 1200 1600 20,0 3phasig 750SAL 500/65 650 750 750 900 500 400 1200 1350 1750 30,0 3phasig 980
SAL 30/85 850 300 250 400 30 80 600 740 1000 5,5 3phasig1 130SAL 60/85 850 350 350 500 60 80 800 950 1350 9,0 3phasig 225SAL 120/85 850 450 450 600 120 80 900 1050 1450 13,0 3phasig 280SAL 250/85 850 600 600 750 250 250 1050 1200 1600 20,0 3phasig 750SAL 500/85 850 750 750 900 500 250 1200 1350 1750 30,0 3phasig 980
1Heizung nur zwischen zwei Phasen *Hinweise zur Anschlussspannung siehe Seite 812Anschlusswert je nach Ausführung höher
Schachtofen SAL 250/65
39

Umluft-Schachtöfen elektrisch oder gasbeheizt
Diese Umluft-Schachtöfen zeichnen sich durch ihren robusten Aufbau für die professionelle Wärmebehand-lung mit optimaler Temperaturgleichmäßigkeit aus. Produktionsprozesse wie das Anlassen, Lösungsglühen, Warmauslagern und Weichglühen lassen sich mit diesen Schachtöfen realisieren.
� Tmax 600 °C oder 850 °C � Geeignet für hohe Chargengewichte � Luftumwälzgebläse im Ofendeckel, hohe Strömungsgeschwindigkeit
Modell Tmax Innenabmessungen Leitzylinder
Volumen Max. Chargier-gewicht
Außenabmessungen in mm Heizleistung Elektrischer
°C Ø in mm h in mm in l in kg B T H in kW1 Anschluss*SAH 200/.. 600 800 200 400 1460 1460 1850 27 3phasigSAH 300/.. 600 1000 300 400 1460 1460 2050 27 3phasigSAH 500/.. 600 800 1000 500 600 1660 1660 2050 36 3phasigSAH 600/.. oder 800 1200 600 600 1660 1660 2250 54 3phasigSAH 800/.. 850 1000 1000 800 1000 2000 2000 2050 63 3phasigSAH 1000/.. 1000 1300 1000 1000 2000 2000 2400 81 3phasigSAH 1280/.. 800 1600 1300 800 1660 1660 2800 81 3phasigSAH 5600/.. 1800 2200 5600 5000 2700 3000 3900 120 3phasig
1Anschlusswert je nach Ausführung höher *Hinweise zur Anschlussspannung siehe Seite 81
� Ofenraum mit Luftleitzylinder � Rundumbeheizung � Zuführung der umgewälzten Luft durch den Bodenrost � Pneumatische oder hydraulische Hubeinrichtung für Deckel � Temperaturgleichmäßigkeit nach DIN 17052-1 bis zu +/- 3 °C siehe Seite 76 � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � NTLog Basic für Nabertherm-Controller: Aufzeichnen von Prozessdaten mit USB-Stick � Beschreibung der Regelung siehe Seite 80
Zusatzausstattung � Gebläsekühlung zum beschleunigten Abkühlen � Optimierung der Temperaturgleichmäßigkeit nach DIN 17052-1 bis zu +/- 2 °C siehe Seite 76 � Drehzahlregelung der Luftumwälzung für empfindliche Teile � Mehrzonenregelung oder spezielles Umluftsystem für Optimierung der Temperaturgleichmäßigkeit und Anpassung an die Charge � Chargengewichte bis zu 7 Tonnen � Prozesssteuerung und -dokumentation über VCD-Softwarepaket oder Nabertherm Control-Center NCC zur Überwachung, Dokumentation und Steuerung siehe Seite 80
Umluft-Schachtöfen SAH 5600/75 S in der Produktion
Motorische Frischluft- und Abluftklappen-steuerung
Umluft-Schachtöfen S 10400/75 AS in der Produktion
Umluft-Schachtofen SAH 1700/60S mit Rolldeckel
Umluft-Schachtofen SAH 1780/60S
40

Schacht- und Truhenöfen mit oder ohne Luftumwälzungelektrisch oder gasbeheizt
Für die Wärmebehandlung langer oder schwerer Bauteile eignen sich unsere Truhenöfen hervorragend. Die Chargierung erfolgt in den meisten Fällen mit einem Hallenkran. Dank Ihrer leistungsstarken Luftumwälzung erreichen die Öfen mit einer Maximaltemperatur bis 850 °C eine hervorragende Temperaturgleichmäßigkeit. Auch die Truhenöfen für den oberen Temperaturbereich bis 1280 °C erzielen auf Grund Ihrer fünfseitigen Beheizung eine sehr gute Temperaturgleichmäßigkeit. Alternativ dazu lassen sich diese Öfen auch mit einer Gasbeheizung ausführen. Kundenindividuelle Abmessungen in Abhängigkeit von Größe und Gewicht der Bauteile werden konstruiert und gefertigt.
� Tmax 260 °C, 450 °C, 600 °C oder 850 °C für Öfen mit Luftumwälzung � Tmax 900 °C oder 1280 °C für Öfen mit Strahlungsbeheizung � Elektrisch oder gasbeheizt � Beheizung von beiden Längsseiten für Öfen mit Luftumwälzung � Beheizung von allen vier Seiten und dem Boden mit SiC-Platten im Boden als ebene Stapelauflage für Modelle bis 900 °C oder 1280 °C � Hochwertige Isolierung, angepasst an die jeweilige Maximaltemperatur � Deckel elektro-hydraulisch angetrieben mit Zweihandbedienung � Verschließbare Zuluftöffnungen im unteren Bereich des Ofenraumes � Verschließbare Abluftöffnungen im Deckel � Temperaturwählbegrenzer mit einstellbarer Abschalttemperatur für thermische Schutzklasse 2 gem. EN 60519-2 als Übertemperaturschutz für den Ofen und die Ware � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung
Zusatzausstattung � Motorische Abluftklappen zum schnelleren Kühlen � Geregelte Gebläsekühlung in Verbindung mit motorischen Abluftklappen � Mehrzonenregelung der Heizung zur Optimierung der Temperaturgleichmäßigkeit � Ofenraum für kurze Bauteile in der Länge teilbar und getrennt zu regeln � Ausführung für Tmax 950 °C, Lüfterrad zum Schutz des Luftumwälzmotors gegen thermische Überlastung indirekt über Riemen angetrieben � Prozesssteuerung und -dokumentation über VCD-Softwarepaket oder Nabertherm Control-Center NCC zur Überwachung, Dokumentation und Steuerung siehe Seite 80
Truhenofen S 5120/GS1, Ofenraum in zwei Hälften teilbar, Deckel zweiteilig
Ofenraum S 5120/GS mit Aufnahme der Isolierplatte zum Halbieren des Ofen-raumes
Schachtofen S 11988/S mit Rolldeckel
Chargenauflage für lange Rohre in einem Umluft-Truhenofen SAL 750/08
Truhenofen SAT 1512/85S
41

Umluft-Herdwagenöfen elektrisch oder gasbeheizt
Die Umluft-Herdwagenöfen W 1000/60A - W 8300/85A kommen dann zum Einsatz, wenn große Chargengewichte bis über 25 t wärmebehandelt werden. Sie sind optimal geeignet für Prozesse wie Lösungsglühen,
Warmauslagern, Anlassen oder Weichglühen, bei denen es auf eine hohe Temperaturgleichmäßigkeit ankommt. Die leistungsstarke Luftumwälzung sorgt dafür,
dass im gesamten Nutzraum eine optimale Temperaturgleichmäßigkeit erreicht wird. Durch ein breites Programm an Zusatzausstattung können diese Herdwagenöfen optimal an den jeweiligen Prozess angepasst werden.
� Tmax 600 °C oder 850 °C � Doppelwandige Gehäusekonstruktion mit Hinterlüftung, dadurch geringe Außenwandtemperatur für 850 °C-Modelle � Rechts angeschlagene Schwenktür � Beheizung über Chromstahlrohrheizkörper für 600 °C-Modelle � Dreiseitige Beheizung von beiden Längsseiten und dem Wagen für 850 °C-Modelle � Leistungsstarkes Umluftgebläse mit vertikaler Luftumwälzung � Temperaturgleichmäßigkeit nach DIN 17052-1 bis zu +/- 5 °C siehe Seite 76 � Bodenheizung geschützt durch SiC-Platten auf dem Wagen für 850 °C-Modelle, dadurch ebene Stapelauflage � Ofenraum mit Innenblechen aus Edelstahl 1.4301 für 600 °C-Modelle und aus 1.4828 für 850 °C-Modelle
Direkt gasbeheizter Herdwagenofen WB 4500/85A
Umluft-Herdwagenofen W 5290/85AS mit Begasungskasten zur Wärmebehandlung von Rollenmaterial unter Schutzgas
Kühlgebläse zum beschleunigten Abkühlen
Chargenauflage in einem Umluft-Herdwa-genofen zur gleichmäßigen Lastverteilung
Umluft-Herdwagenofen zur Wärmebehandlung von Coils
� Isolieraufbau mit hochwertiger Mineralwolle für 600 °C-Modelle � Isolierung aus hochwertigem, nicht klassifiziertem Fasermaterial für 850 °C-Modelle � Herdwagen mit Spurkranzrädern auf Schienen laufend zum einfachen und präzisen Einfahren hoher Lasten � Elektrischer Kettenschieberantrieb des Herdwagens in Verbindung mit Schienenbetrieb zum einfachen Verfahren schwerer Lasten ab Modell W 4800
42

� Temperaturwählbegrenzer mit einstellbarer Abschalttemperatur für thermische Schutzklasse 2 gem. EN 60519-2 als Übertemperaturschutz für den Ofen und die Ware � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � NTLog Basic für Nabertherm-Controller: Aufzeichnen von Prozessdaten mit USB-Stick � Beschreibung der Regelung siehe Seite 80
Zusatzausstattung � Direkte Gasbeheizung in den Ansaugbereich des Lüfters oder auf Wunsch in indirekte Gasbeheizung mit Temperaturübertragung über Konvektionsrohr � Elektrischer Kettenschieberantrieb des Herdwagens in Verbindung mit Schienenbetrieb zum einfachen Verfahren schwerer Lasten bis Modell W 4000 � Optimierung der Temperaturgleichmäßigkeit nach DIN 17052-1 bis zu +/- 3 °C siehe Seite 76 �Wagen auf Stahlrädern laufend mit Zahnstangenantrieb ohne notwendige Schienenverlegung vor dem Ofen � Unterschiedliche Erweiterungsmöglichkeiten in eine Herdwagenofenanlage: - Zusätzliche Herdwagen - Herdwagenverschiebesystem mit Parkgleisen für Wagenwechsel bei Schienenbetrieb und zum Verbinden mehrerer Öfen - Motorischer Antrieb der Herdwagen und der Querverschiebeeinrichtung - Vollautomatische Steuerung des Wagenwechsels
� Elektro-hydraulische Hubtür � Motorisch angetriebene Abluftklappen, schaltbar über das Programm � Geregeltes oder ungeregeltes Kühlsystem mit frequenzgesteuertem Kühlgebläse und motorischer Abluftklappe � Mehrzonenregelung, angepasst an das jeweilige Ofenmodell zur Optimierung der Temperaturgleichmäßigkeit für 850 °C-Modelle � Einfahren des Ofens mit Probebrand und Temperaturgleichmäßigkeitsmessung – auch mit Ware zwecks Prozessoptimierung � Ausführung für Tmax 950 °C, Lüfterrad zum Schutz des Luftumwälzmotors gegen thermische Überlastung indirekt über Riemen angetrieben � Prozesssteuerung und -dokumentation über VCD-Softwarepaket oder Nabertherm Control-Center NCC zur Überwachung, Dokumentation und Steuerung siehe Seite 80
Umluft-Herdwagenofen W 13920/60AS4 mit Bodenrost für schwere Lasten
Modell Tmax Innenabmessungen in mm Volumen Außenabmessungen in mm Heizleistung Elektrischer°C b t h in l B T H in kW1 Anschluss*
W 1000/.. A 800 1600 800 1000 1800 2390 2305 45,0 3phasigW 1600/.. A 1000 1600 1000 1600 2000 2390 2535 45,0 3phasigW 2200/.. A 1000 2250 1000 2200 2000 3040 2535 90,0 3phasigW 3300/.. A 600 1200 2250 1200 3300 2200 3040 2745 90,0 3phasigW 4000/.. A oder 1500 2250 1200 4000 2500 3040 2780 110,0 3phasigW 4800/.. A 850 1200 3300 1200 4800 2200 4090 2780 110,0 3phasigW 6000/.. A 1500 3300 1200 6000 2500 4090 2900 140,0 3phasigW 6600/.. A 1200 4600 1200 6600 2200 5390 2770 140,0 3phasigW 7500/.. A 1400 3850 1400 7500 2400 4640 2980 140,0 3phasigW 8300/.. A 1500 4600 1200 8300 2500 5390 2780 185,0 3phasig
1Anschlusswert je nach Ausführung höher *Hinweise zur Anschlussspannung siehe Seite 81
Umluft-Herdwagenofen W 10430/85AS
43
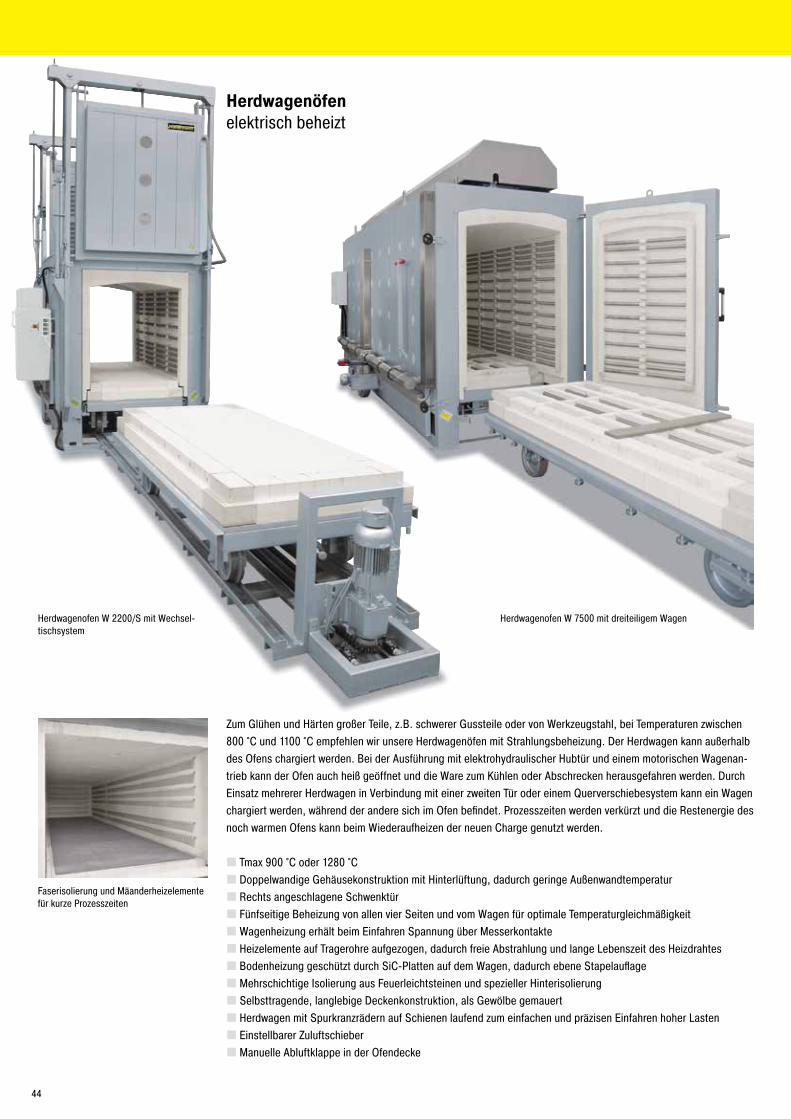
Herdwagenöfen elektrisch beheizt
Zum Glühen und Härten großer Teile, z.B. schwerer Gussteile oder von Werkzeugstahl, bei Temperaturen zwischen 800 °C und 1100 °C empfehlen wir unsere Herdwagenöfen mit Strahlungsbeheizung. Der Herdwagen kann außerhalb des Ofens chargiert werden. Bei der Ausführung mit elektrohydraulischer Hubtür und einem motorischen Wagenan-trieb kann der Ofen auch heiß geöffnet und die Ware zum Kühlen oder Abschrecken herausgefahren werden. Durch Einsatz mehrerer Herdwagen in Verbindung mit einer zweiten Tür oder einem Querverschiebesystem kann ein Wagen chargiert werden, während der andere sich im Ofen befindet. Prozesszeiten werden verkürzt und die Restenergie des noch warmen Ofens kann beim Wiederaufheizen der neuen Charge genutzt werden.
� Tmax 900 °C oder 1280 °C � Doppelwandige Gehäusekonstruktion mit Hinterlüftung, dadurch geringe Außenwandtemperatur � Rechts angeschlagene Schwenktür � Fünfseitige Beheizung von allen vier Seiten und vom Wagen für optimale Temperaturgleichmäßigkeit �Wagenheizung erhält beim Einfahren Spannung über Messerkontakte � Heizelemente auf Tragerohre aufgezogen, dadurch freie Abstrahlung und lange Lebenszeit des Heizdrahtes � Bodenheizung geschützt durch SiC-Platten auf dem Wagen, dadurch ebene Stapelauflage � Mehrschichtige Isolierung aus Feuerleichtsteinen und spezieller Hinterisolierung � Selbsttragende, langlebige Deckenkonstruktion, als Gewölbe gemauert � Herdwagen mit Spurkranzrädern auf Schienen laufend zum einfachen und präzisen Einfahren hoher Lasten � Einstellbarer Zuluftschieber � Manuelle Abluftklappe in der Ofendecke
Herdwagenofen W 2200/S mit Wechsel-tischsystem
Faserisolierung und Mäanderheizelemente für kurze Prozesszeiten
Herdwagenofen W 7500 mit dreiteiligem Wagen
44

� Temperaturwählbegrenzer mit einstellbarer Abschalttemperatur für thermische Schutzklasse 2 gem. EN 60519-2 als Übertemperaturschutz für den Ofen und die Ware � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � NTLog Basic für Nabertherm-Controller: Aufzeichnen von Prozessdaten mit USB-Stick � Beschreibung der Regelung siehe Seite 80
Zusatzausstattung � Faserisolierung, auch in Verbindung mit Mäanderheizelementen für kurze Aufheizzeiten � Elektrischer Kettenschieberantrieb des Herdwagens in Verbindung mit Schienenbetrieb zum einfachen Verfahren schwerer Lasten �Wagen auf Stahlrädern laufend mit Zahnstangenantrieb ohne notwendige Schienenverlegung vor dem Ofen � Unterschiedliche Erweiterungsmöglichkeiten in eine Herdwagenofenanlage:
- Zusätzliche Herdwagen - Herdwagenverschiebesystem mit Parkgleisen für Wagenwechsel bei Schienenbetrieb und zum Verbinden mehrerer Öfen - Motorischer Antrieb der Herdwagen und der Querverschiebeeinrichtung - Vollautomatische Steuerung des Wagenwechsels
� Elektro-hydraulische Hubtür � Motorisch angetriebene Abluftklappe � Ungeregeltes oder geregeltes Kühlsystem mit frequenzgesteuertem Kühlgebläse und motorischer Abluftklappe � Mehrzonenregelung, angepasst an das jeweilige Ofenmodell zur Optimierung der Temperaturgleichmäßigkeit � Einfahren des Ofens mit Probebrand und Temperaturgleichmäßigkeitsmessung -auch mit Ware- zwecks Prozessoptimierung � Prozesssteuerung und -dokumentation über VCD-Softwarepaket oder Nabertherm Control-Center NCC zur Überwachung, Dokumentation und Steuerung siehe Seite 80
Wagen auf Stahlrädern ohne Schienenverlegung mit Zahnstangen-antrieb
Ofenanlage mit Herdwagenverschiebesystem in der Produktion
Herdwagenofen mit Begasungssystem
Herdwagenofen W 8250/S
45
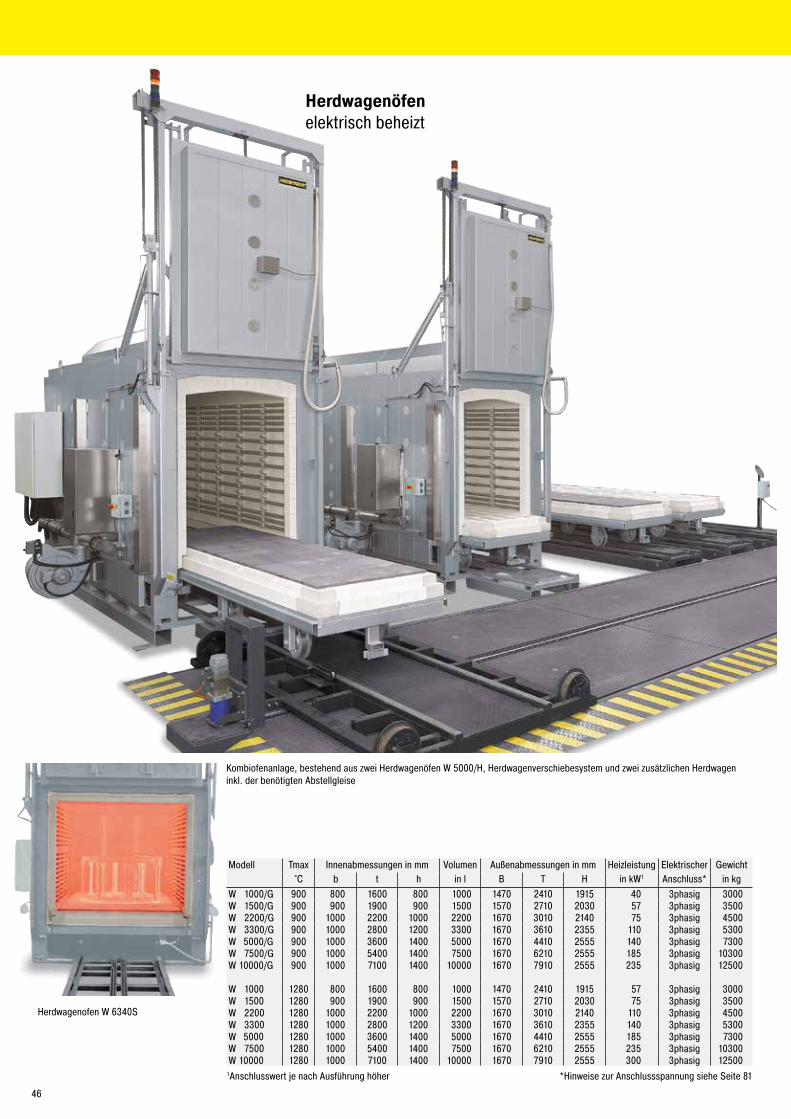
Modell Tmax Innenabmessungen in mm Volumen Außenabmessungen in mm Heizleistung Elektrischer Gewicht°C b t h in l B T H in kW1 Anschluss* in kg
W 1000/G 900 800 1600 800 1000 1470 2410 1915 40 3phasig 3000W 1500/G 900 900 1900 900 1500 1570 2710 2030 57 3phasig 3500W 2200/G 900 1000 2200 1000 2200 1670 3010 2140 75 3phasig 4500W 3300/G 900 1000 2800 1200 3300 1670 3610 2355 110 3phasig 5300W 5000/G 900 1000 3600 1400 5000 1670 4410 2555 140 3phasig 7300W 7500/G 900 1000 5400 1400 7500 1670 6210 2555 185 3phasig 10300W 10000/G 900 1000 7100 1400 10000 1670 7910 2555 235 3phasig 12500
W 1000 1280 800 1600 800 1000 1470 2410 1915 57 3phasig 3000W 1500 1280 900 1900 900 1500 1570 2710 2030 75 3phasig 3500W 2200 1280 1000 2200 1000 2200 1670 3010 2140 110 3phasig 4500W 3300 1280 1000 2800 1200 3300 1670 3610 2355 140 3phasig 5300W 5000 1280 1000 3600 1400 5000 1670 4410 2555 185 3phasig 7300W 7500 1280 1000 5400 1400 7500 1670 6210 2555 235 3phasig 10300W 10000 1280 1000 7100 1400 10000 1670 7910 2555 300 3phasig 12500
1Anschlusswert je nach Ausführung höher *Hinweise zur Anschlussspannung siehe Seite 81
Herdwagenöfen elektrisch beheizt
Kombiofenanlage, bestehend aus zwei Herdwagenöfen W 5000/H, Herdwagenverschiebesystem und zwei zusätzlichen Herdwagen inkl. der benötigten Abstellgleise
Herdwagenofen W 6340S
46

Gasbeheizte Herdwagenöfen bis 1400 °C zum Brennen oder Sintern an Luft oder unter reduzierender Atmosphäre
Gasbeheizte Herdwagenöfen zeichnen sich durch ihre besondere Leistungsfähigkeit aus. Durch den Einsatz von Hochgeschwindigkeitsbrennern sind kurze Aufheizzeiten realisierbar. Die Anordnung der Brenner wird dabei je nach Ofengeometrie so gewählt, dass eine optimale Temperaturgleichmäßigkeit erreicht wird. Je nach Ofengröße können die Brenner alternativ mit Rekuperatortechnik zur Energieeinsparung ausgerüstet werden. Die hochwertige, langlebige Faserisolierung mit geringer Speicherkapazität ermöglicht kurze Aufheiz- und Abkühlzeiten.
� Tmax je nach Design bis 1400 °C � Leistungsstarke, robuste Hochgeschwindigkeitsbrenner mit Impulsregelung und spezieller Flammenführung im Ofenraum für eine optimale Temperaturgleichmäßigkeit � Betrieb mit Stadtgas, Erdgas oder Flüssiggas � Vollautomatische SPS-Regelung der Temperatur sowie Überwachung der Brennerfunktion � Reduktionsbeständige Faserisolierung mit geringer Speicherwärme für kurze Aufheiz- und Abkühlzeiten � Gehäuse doppelwandig ausgeführt, dadurch geringe Außentemperaturen � Abluftesse mit Anschlüssen zur weiterführenden Ableitung der Abgase � Temperaturwählbegrenzer mit einstellbarer Abschalttemperatur für thermische Schutzklasse 2 gem. EN 60519-2 als Übertemperaturschutz für den Ofen und die Ware � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � Beschreibung der Regelung siehe Seite 80
Zusatzausstattung � Automatische Lambda-Regelung zur Einstellung der Ofenatmosphäre � Abluft- und Abgasverrohrung � Rekuperatorbrenner, die einen Teil der Abwärme im Abgasstrang nutzen, um die Verbrennungsluft vorzuwärmen und erheblich zur Energieeinsparung beitragen � Thermische Abgasreinigungssysteme � Prozesssteuerung und -dokumentation über VCD-Softwarepaket oder Nabertherm Control-Center NCC zur Überwachung, Dokumentation und Steuerung siehe Seite 80 �Weitere Zusatzausstattung für Herdwagenöfen siehe Seite 45
Kombiofenanlage, bestehend aus einem gasbeheizten Herdwagenofen WB 11000/HS, Herdwagenverschiebesy-stem und zwei zusätzlichen Herdwagen inkl. der benötigten Abstellgleise
Herdwagenofen WB 14880S
Ofeninnenraum mit acht Hochgeschwindigkeitsbrennern
47

Kammeröfen gasbeheizt
Bestimmte Wärmebehandlungsprozesse erfordern einen gasbeheizten Kammerofen. Kurze Aufheizzeiten durch die hohe Leistung sind dabei ein überzeugendes Argument. Die mit leistungsstarken, atmosphärischen Gasbrennern ausgestatteten Kammeröfen decken eine Vielzahl dieser Prozesse ab. In der Basisausstattung werden die Brenner zu Prozessbeginn einmalig von Hand gezündet. Anschließend übernimmt die automatische Regelung die Steuerung der Brennkurve. Nach Programmende werden die Brenner automatisch abgeschaltet. Je nach Ausführung lassen sich die Öfen mit vollautomatisch geregelten Gebläsebrennern und weiterem sinnvollen Zubehör hochrüsten.
� Tmax 1300 °C � Leistungsstarke, atmosphärische Brenner für den Betrieb mit Flüssiggas oder Erdgas � Spezielle Positionierung der Gasbrenner je nach Anwendung mit Flammenführung für optimale Temperaturgleichmäßigkeit � Vollautomatische Temperaturregelung � Gasarmaturen nach DVGW mit Flammenüberwachung und Sicherheitsventil � Mehrschichtige, reduktionsbeständige Isolierung mit Feuerleichtsteinen und spezieller Hinterisolierung für geringen Gasverbrauch � Selbsttragende und unverwüstliche Deckenkonstruktion, gemauert als Gewölbe oder als Faserisolierung � Abluftesse � Temperaturwählbegrenzer mit einstellbarer Abschalttemperatur für thermische Schutzklasse 2 gem. EN 60519-2 als Übertemperaturschutz für den Ofen und die Ware � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � Beschreibung der Regelung siehe Seite 80
Zusatzausstattung � Gebläsebrenner mit vollautomatischem Funktionsablauf � Indirekte Gasbeheizung mit Strahlrohren zum Flammschutz der Charge � Abluft- und Abgasverrohrung � Thermische oder katalytische Abluftreinigungssysteme � Rekuperaturtechnik zur Wärmerückgewinnung siehe Seite 69 � Prozesssteuerung und -dokumentation über VCD-Softwarepaket oder Nabertherm Control-Center NCC zur Überwachung, Dokumentation und Steuerung siehe Seite 80
Kompaktbrenner für Standardmodelle bis NB 600
Indirekte Gasbeheizung mit Strahlrohren
Kammerofen NB 4330/S
Kammerofen NB 2880/S
48

Diese Universal-Kammeröfen mit Strahlungsbeheizung sind konzipiert für den rauen Einsatz in der Wärmebe-handlung. Sie eignen sich optimal für Prozesse im Werkzeugbau und in der Härterei wie z.B. Glühen, Härten oder Schmieden. Durch den Einsatz von vielfältigem Zubehör lassen sich diese Öfen genau an Ihre Anwendung anpassen.
� Kompakter und robuster Aufbau � Dreiseitige Beheizung von beiden Seiten und Boden � Heizelemente auf Tragerohren sorgen für freie Wärmeabstrahlung und eine lange Lebensdauer � Bodenheizung durch wärmeleitfähige SiC-Platten geschützt � Oberer Türbereich mit Edelstahlblechen gegen Verbrennungen beim Öffnen des Ofens unter hohen Temperaturen geschützt � Untergestell im Lieferumfang enthalten, N 7/H - N 17/HR ausgeführt als Tischmodell � Abluftöffnung in der Ofenseite, ab Kammerofen N 31/H an der Ofenrückwand � Temperaturgleichmäßigkeit nach DIN 17052-1 bis zu +/- 10 °C siehe Seite 76 � Geringer Energieverbrauch durch mehrschichtigen Isolieraufbau � Türbewegung durch Gasdruckdämpfer abgefedert � Hitzebeständige Zinkschutzfarbe an Rahmen und Tür (ab Modell N 81) � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � NTLog Basic für Nabertherm-Controller: Aufzeichnen von Prozessdaten mit USB-Stick � Beschreibung der Regelung siehe Seite 80
Zusatzausstattung siehe Seite 50/51
Kammeröfen elektrisch beheizt
Modell Tmax Innenabmessungen in mm Volumen Außenabmessungen in mm Heizleistung Elektrischer Gewicht°C b t h in l B T H in kW3 Anschluss* in kg
N 7/H1 1280 250 250 140 9 800 650 600 3,0 1phasig 60N 11/H1 1280 250 350 140 11 800 750 600 3,5 1phasig 70N 11/HR1 1280 250 350 140 11 800 750 600 5,5 3phasig2 70N 17/HR1 1280 250 500 140 17 800 900 600 6,4 3phasig2 90
N 31/H 1280 350 350 250 30 1040 1100 1340 15,0 3phasig 210N 41/H 1280 350 500 250 40 1040 1250 1340 15,0 3phasig 260N 61/H 1280 350 750 250 60 1040 1500 1340 20,0 3phasig 400N 87/H 1280 350 1000 250 87 1040 1750 1340 25,0 3phasig 480
N 81 1200 500 750 250 80 1140 1900 1790 20,0 3phasig 820N 161 1200 550 750 400 160 1180 1930 1980 30,0 3phasig 910N 321 1200 750 1100 400 320 1400 2270 2040 47,0 3phasig 1300N 641 1200 1000 1300 500 640 1690 2670 2240 70,0 3phasig 2100
N 81/13 1300 500 750 250 80 1220 1960 1840 22,0 3phasig 900N 161/13 1300 550 750 400 160 1260 1990 2030 35,0 3phasig 1000N 321/13 1300 750 1100 400 320 1480 2330 2090 60,0 3phasig 1500N 641/13 1300 1000 1300 500 640 1770 2730 2290 80,0 3phasig 2500
1Tischmodell *Hinweise zur Anschlussspannung siehe Seite 812Heizung nur zwischen zwei Phasen 3Anschlusswert je nach Ausführung höher
Kammerofen N 27/HS zum Schmieden mit pneumatischer Türöffnung und Strahlen-schutzvorhang
Kammerofen N 321 mit Chargierstapler
Kammerofen N 41/H
Kammerofen N 7/H
49

Diese sehr robusten Kammeröfen mit Strahlungsbeheizung sind konzipiert für Wärmebehandlungsprozesse im Dauerbetrieb. Sie eignen sich optimal für Umformprozesse wie das Schmieden oder die Warmverformung von Blechen. Durch den Einsatz von vielfältigem Zubehör lassen sich diese Öfen maßgeschneidert an die jeweilige Anwendung anpassen.
Türheizung als Zusatzausstattung
Kammerofen N 6080/13S als Vorwärmofen zum Schmieden mit Tür in der Tür
Kammerofen mit elektrohydraulischer Hubtür und fahrbarem Untergestell zum Vorwärmen großer Blechteile in der Auto-mobilindustrie
Kammeröfen, Platinenvorwärmöfen elektrisch beheizt
� Tmax 1200 °C � Sehr robuste Bauweise � Dreiseitige Beheizung von beiden Seiten und Boden � Heizelemente aufgezogen auf keramische Tragerohre, dadurch ungehinderte Wärmeabstrahlung � Bodenheizung durch wärmeleitfähige SiC-Platten geschützt � Manuelle Hubtür für Kammeröfen bis N 951 � Hubtür elektrohydraulisch angetrieben für Kammeröfen ab N 1296 � Betrieb der Heizung mit verschleißarmen Halbleiterrelais (für Modelle bis 60 kW) siehe Seite 49 � Temperaturgleichmäßigkeit nach DIN 17052-1 bis zu +/- 10 °C siehe Seite 76 � Verschließbarer Temperaturmessstutzen für kundenseitige Temperaturmessungen � Verweilzeitmessung für die Charge zum Einsatz beim Schmieden oder Umformen von Blechen: Nach dem Chargieren betätigt der Bediener einen Taster und die zuvor definierte Verweilzeit für das Gut läuft ab. Nach Ablauf der Verweilzeit wird sowohl akustisch als auch optisch signalisiert, dass die Charge entnommen werden kann. � Hitzebeständige Zinkschutzfarbe an Rahmen und Tür � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � NTLog Basic für Nabertherm-Controller: Aufzeichnen von Prozessdaten mit USB-Stick � Beschreibung der Regelung siehe Seite 80
Zusatzausstattung � Andere Temperaturen auf Anfrage � Schutzabdeckung der Seitenheizung mit SiC-Platten � Hubtür, elektrohydraulisch angetrieben für Modelle bis N 951 � Schutzgasanschlüsse in Verbindung mit Silikonabdichtung des Ofengehäuses � Glühkästen zum Pulvernitrieren oder Glühen unter nicht brennbaren Schutz- und Reaktionsgasen � Beschickungs- und Chargierhilfen � Chargierroste für schwere Lasten � Kühlgebläse in Verbindung mit motorischen Abluftklappen in der Ofendecke
50

� Heizelemente auch in der Rückwand und in der Tür zur Optimierung der Temperaturgleichmäßigkeit nach DIN 17052-1 bis zu +/- 5 °C siehe Seite 76 � Einfahren des Ofens mit Temperaturgleichmäßigkeitsmessung mit 11 Messthermoelementen inkl. Protokoll der Messergebnisse � Ofenraum mit Deckenbeheizung als Zusatzausstattung bei Nutzung als Vorwärmofen für Blechplantinen � Prozesssteuerung und -dokumentation über VCD-Softwarepaket oder Nabertherm Control-Center NCC zur Überwachung, Dokumentation und Steuerung siehe Seite 80
Kammerofen N 1491/S in der Produktion
Ofenraum mit Deckenbeheizung als Zusatzausstattung bei Nutzung als Vor-wärmofen für Blechplantinen
Vorwärmofen zur Beheizung eines Pressstempels in einer Warmumformungsanlage
Modell Tmax Innenabmessungen in mm Volumen Außenabmessungen in mm Heizleistung Elektrischer°C b t h in l B T H in kW1 Anschluss*
N 731 1200 750 1300 750 730 1800 2400 2890 70 3phasigN 761 1200 800 1900 500 760 1740 2700 2650 70 3phasigN 891 1200 800 1400 800 890 1740 2200 3450 70 3phasigN 951 1200 1000 1900 550 950 2060 2700 2780 70 3phasigN 1296 1200 1800 1200 600 1296 2860 2000 3020 70 3phasigN 1491 1200 1660 1200 750 1490 2720 2000 3350 110 3phasigN 1501 1200 1000 1500 1000 1500 2060 2300 3845 95 3phasigN 1601 1200 1600 2000 500 1600 2660 2900 2900 110 3phasigN 1760 1200 2200 1600 500 1760 3400 2500 2900 110 3phasigN 1771 1200 1400 1400 900 1770 2460 2200 3745 110 3phasigN 2161 1200 1700 1700 750 2160 2760 2600 3350 110 3phasigN 2201 1200 1000 2200 1000 2200 2060 3000 3845 150 3phasigN 2251 1200 2500 1500 600 2250 3560 2300 3020 110 3phasigN 2401 1200 2500 1200 800 2400 3560 2000 3445 110 3phasig
1Anschlusswert je nach Ausführung höher *Hinweise zur Anschlussspannung siehe Seite 81
51

Die Kammeröfen der Baureihe NB .. CL werden für das thermische Reinigen von Bauteilen eingesetzt. Eine optimale Temperaturgleichmäßigkeit steht bei diesen Prozessen nicht im Vordergrund. Beispiele sind die thermische Reinigung von elektrischen Motoren, lackierten Oberflächen von Stahlteilen oder Düsen von Kunststoff-Spritzgussmaschinen.
Die Öfen sind gasbeheizt und verfügen über eine integrierte thermische Nachverbrennung, die ebenfalls gasbeheizt ist. Durch die voreingestellte sauerstoffarme bzw. reduzierende Atmosphäre im Kammerofen wird eine lokale Selbstentzündung am Werkstück wirkungsvoll vermieden, um Beschädigungen auf Grund von Übertemperatur zu verhindern.
Für den sicheren Betrieb verriegelt die Ofentür bei Programmstart und kann erst wieder geöffnet werden, wenn die Temperatur nach Prozessende unter 180 °C gesunken ist. Im Falle einer Flammenstörung eines Brenners oder bei Gasmangel erfolgt ein Prozessabbruch. Zusätzlich ist die Regelung mit einem Temperaturwählbegrenzer ausgerüstet, der kundenseitig auf eine sichere Abschalttemperatur eingestellt wird, um den Kammerofen bei Überschreitung abzuschalten.
Die Kammeröfen sind nicht geeignet für Bauteile und Beschichtungen, die Lösungsmittel oder einen hohen Wassergehalt beinhalten. Auch für Chargen mit niedrigem Zündpunkt wie z.B. Holz, Papier oder Wachs werden diese Modelle nicht eingesetzt.
� Tmax 500 °C � Ofengehäuse mit Unterfahrmöglichkeit für Hubgabelstapler � Ofenraumgröße für Standard-Gitterboxen ausgelegt � Ofenraumisolierung aus nicht klassifiziertem Fasermaterial, Boden und Rückwand mit Feuerleichtsteinen gemauert � Leistungsstarke, atmosphärische Brenner für den Betrieb mit Flüssiggas oder Erdgas � Vollautomatische Temperaturregelung � Integrierte thermische Nachverbrennung zur Abgasreinigung � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � Beschreibung der Regelung siehe Seite 80
Kammeröfen zum thermischen Reinigen gasbeheizt mit integrierter thermischer Nachverbren-nung
Modell Tmax Innenabmessungen in mm Außenabmessungen in mm Leistung Brenner Ofenraum
Leistung Brenner TNV
°C b t h B T H in kW in kWNB 1300 CL 500 1200 900 1000 2160 2310 2450 50 100NB 2300 CL 500 1200 1200 1600 2160 2605 3050 100 100NB 2500 CL 500 1200 1600 1300 2160 3000 2750 100 100NB 2750/65 CL 650 1200 1200 1900 2160 2605 3150 100 80
Gasbrenner für Ofenheizung und Ther-mische Nachverbrennung
Vorher
Nachher
Kammerofen NB 2750/65 CLKammerofen NB 2300 CL
52

Die Kammeröfen der Baureihe N .. BO werden für Prozesse mit hohen Organikmengen oder hohen Verdampfungsraten eingesetzt. Auch Prozesse, in denen das Produkt oder Verunreinigungen durch eine Entzündung verascht, können mit diesem Kammerofen sicher durchgeführt werden. Beispiele sind das Restentwachsen von Gießtrauben mit anschließendem Sintern oder die thermische Reinigung von Oxidkatalysatoren von Ruß- oder Kraftstoffrückständen. Die Kammeröfen sind elektrisch oder gasbeheizt. Die elektrisch beheizten Öfen verfügen aus Sicherheitsgründen über einen integrierten Zündbrenner zur Entzündung der brennbaren Bestandteile in Gasgemischen. Eine Ansammlung zündfähiger Bestandteile wird vermieden und ein sicheres Abbrennen sichergestellt.
Diese Ofenserie ist für Produkte geeignet, die durch einen zwischenzeitlichen unkontrollierten Temperaturanstieg keinen Schaden nehmen.
Das Verbrennen von unerwünschten organischen Bestandteilen kann bei Temperaturen > 500 °C erfolgen. Im Anschluss kann ein Folgeprozess bis max. 1000 °C oder 1400 °C (elektrisch) bzw. 1000 °C (gasbeheizt) erfolgen.
Für den sicheren Betrieb verriegelt die Ofentür bei Programmstart und kann erst wieder geöffnet werden, wenn die Temperatur am Prozessende unter einem definierten Wert gesunken ist. Im Falle einer Flammstörung des Brenners oder bei Gasmangel erfolgt ein Prozessabbruch.
Kammeröfen N 100 BO - N 650/14 BO, elektrisch beheizt und gasbetriebene Zündflamme � Tmax 1000 °C oder 1400 °C � Standardgrößen bis 650 Liter Ofenraum, weitere Größen auf Anfrage � Abgashaube � Vollautomatische Temperaturregelung � Optionale thermische Nachverbrennung (TNV) � Zündflamme mit Betrieb über Erdgas oder Flüssiggas (LPG) � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � Beschreibung der Regelung siehe Seite 80
Kammeröfen für Prozesse mit hohen Verdampfungsraten von Organik oder zum thermischen Reinigen durch Veraschung elektrisch oder gasbeheizt
Modell Tmax Innenabmessungen in mm Außenabmessungen in mm Heizleistung°C b t h B T H in kW1
N 100 BO 1000 400 530 460 1200 1300 2100 9N 300 BO 1000 550 700 780 1350 1450 2200 20N 300/14 BO 1400 550 700 780 1350 1450 2200 30N 650/14 BO 1400 700 850 1100 1700 1900 2700 62
1Anschlusswert je nach Ausführung höher
Modell Tmax Innenabmessungen in mm Außenabmessungen in mm Leistung Brenner°C b t h B T H in kW
NB 300 BO 1000 550 700 780 1250 1650 3000 100NB 650 BO 1000 700 850 1100 1600 2100 3150 200
Kammeröfen NB 300 BO und NB 650 BO, gasbeheizt � Tmax 1000 °C � Standardgrößen bis 650 Liter Ofenraum, weitere Größen auf Anfrage � Integrierte thermische Nachverbrennung (TNV) � Gasbrenner mit Betrieb über Erdgas oder Flüssiggas (LPG) � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � Beschreibung der Regelung siehe Seite 80 Kammerofen N 650/14 BO mit Zündbrenner
Luft
53

Haubenöfen oder Hubbödenöfen mit Drahtbeheizung bis 1400 °C
Haubenöfen oder Hubbodenöfen bieten in der Praxis den Vorteil, dass sie sehr frei zugänglich chargiert werden können. Die Beheizung von allen vier Seiten und dem Tisch resultiert in einer sehr guten Temperaturgleichmäßigkeit. Der Basisofen ist ausgestattet mit einem fest stehenden Tisch unter der Haube. Das System kann erweitert werden durch einen oder mehrere Wechseltische, die von Hand oder motorisch angetrieben werden. Als Designvariante ist es möglich, die Haube mittels eines kundenseitigen Hallenkrans ganz abzunehmen. Die Ofenheizung wird in diesem Fall steckbar ausgeführt.
� Tmax 1280 °C
� Doppelwandige Gehäusekonstruktion mit Hinterlüftung, dadurch geringe Außenwandtemperatur � Haubenöfen: Elektro-hydraulischer Haubenantrieb mit feststehendem Tisch � Hubbodenöfen: Angetriebener Tisch mit feststehender Haube � Fünfseitige Beheizung von allen vier Seiten und vom Tisch für eine Temperaturgleichmäßigkeit nach DIN 17052-1 bis zu +/- 10 °C siehe Seite 76 � Heizelemente auf Tragerohre aufgezogen, dadurch freie Abstrahlung und lange Lebenszeit des Heizdrahtes � Bodenheizung geschützt durch SiC-Platten auf dem Tisch, dadurch ebene Stapelauflage � Mehrschichtige Isolierung aus Feuerleichtsteinen und spezieller Hinterisolierung � Langlebige Deckenkonstruktion als Faserisolierung � Manuelle Abluftklappe in der Ofendecke
Produktionsanlage, bestehend aus 3 Haubenöfen HAS 1560/95S mit abge-dichtetem Gehäuse für den Betrieb unter Stickstoff und Luft/Gas-Wärmetau-scher zur Verkürzung der Abkühlzeiten
Haubenofenanlage mit drei Wechsel-tischen und Begasungskästen für die Wärmebehandlung unter nicht brennbaren Schutz- oder Reaktionsgasen
Haubenofen H 1600/14
54

Modell Tmax Innenabmessungen in mm Volumen Außenabmessungen in mm Heizlei-stung
Elektrischer Gewicht
°C b t h in l B T H in kW1 Anschluss* in kgH 125/LB, LT 1280 800 400 400 125 1550 1500 2200 12 3phasig 1250H 250/LB, LT 1280 1000 500 500 250 1530 1700 2300 18 3phasig 1400H 500/LB, LT 1280 1200 600 600 500 2020 1800 2500 36 3phasig 1800H 1000/LB, LT 1280 1600 800 800 1000 2200 2000 2900 48 3phasig 2800H 1350/LB, LT 1280 2800 620 780 1360 3750 2050 3050 75 3phasig 3500H 3000/LB, LT 1280 3000 1000 1000 3000 4000 2100 3200 140 3phasig 62001Anschlusswert je nach Ausführung höher *Hinweise zur Anschlussspannung siehe Seite 81
� Temperaturwählbegrenzer mit einstellbarer Abschalttemperatur für thermische Schutzklasse 2 gem. EN 60519-2 als Übertemperaturschutz für den Ofen und die Ware � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � NTLog Basic für Nabertherm-Controller: Aufzeichnen von Prozessdaten mit USB-Stick � Beschreibung der Regelung siehe Seite 80
Zusatzausstattung � Tmax bis 1400 °C � Motorisch angetriebene Abluftklappe, schaltbar über das Programm � Ungeregeltes oder geregeltes Kühlsystem mit frequenzgesteuertem Kühlgebläse und motorischer Abluftklappe � Schutzgasanschluss zum Spülen des Ofens mit nicht brennbaren Schutz- oder Reaktionsgasen � Manuelles oder automatisches Begasungssystem � Mehrzonenregelung, angepasst an das jeweilige Ofenmodell zur Optimierung der Temperaturgleichmäßigkeit � Einfahren des Ofens mit Probebrand und Temperaturverteilungsmessung -auch mit Ware- zwecks Prozessoptimierung � Zusätzliche Tische, Wechseltischsystem, auch motorisch angetrieben � Abluft- und Abgasverrohrung � Prozesssteuerung und -dokumentation über VCD-Softwarepaket oder Nabertherm Control-Center NCC zur Überwachung, Dokumentation und Steuerung siehe Seite 80
Haubenofenanlage H 245/LTS mit Kühlsta-tion und Tischwechseleinrichtung
Chargieraufbau für keramische Kleinteile
Haubenofen H 500 mit katalytischer Nachverbrennungsanlage, automa-tischem Tischwechselsystem und Sicher-heitsscannern zum Schutz eines Gefahrenbereiches
55
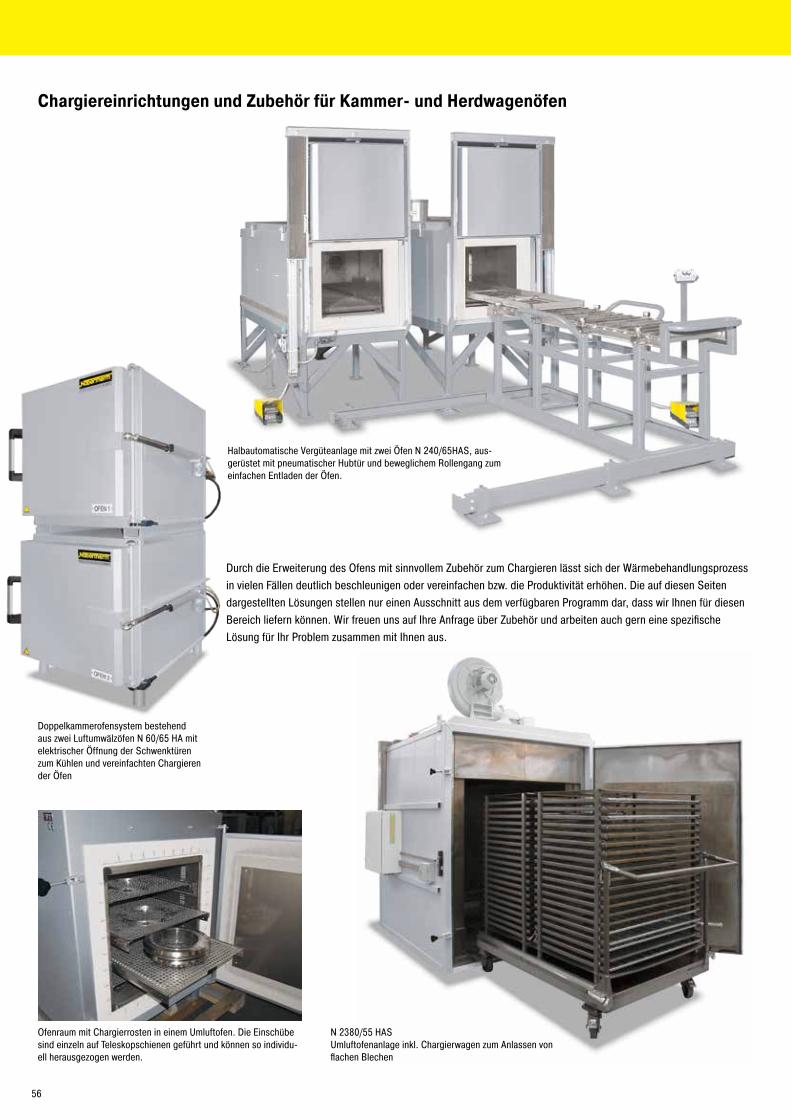
Chargiereinrichtungen und Zubehör für Kammer- und Herdwagenöfen
Halbautomatische Vergüteanlage mit zwei Öfen N 240/65HAS, aus-gerüstet mit pneumatischer Hubtür und beweglichem Rollengang zum einfachen Entladen der Öfen.
Durch die Erweiterung des Ofens mit sinnvollem Zubehör zum Chargieren lässt sich der Wärmebehandlungsprozess in vielen Fällen deutlich beschleunigen oder vereinfachen bzw. die Produktivität erhöhen. Die auf diesen Seiten dargestellten Lösungen stellen nur einen Ausschnitt aus dem verfügbaren Programm dar, dass wir Ihnen für diesen Bereich liefern können. Wir freuen uns auf Ihre Anfrage über Zubehör und arbeiten auch gern eine spezifische Lösung für Ihr Problem zusammen mit Ihnen aus.
Doppelkammerofensystem bestehend aus zwei Luftumwälzöfen N 60/65 HA mit elektrischer Öffnung der Schwenktüren zum Kühlen und vereinfachten Chargieren der Öfen
N 2380/55 HASUmluftofenanlage inkl. Chargierwagen zum Anlassen von flachen Blechen
Ofenraum mit Chargierrosten in einem Umluftofen. Die Einschübe sind einzeln auf Teleskopschienen geführt und können so individu-ell herausgezogen werden.
56

Abschreckbäder
Angepasst an den jeweiligen Prozess, die Chargengröße und das Chargengewicht wird ein entsprechendes Abschreckbecken konstruiert und geliefert. Auch Standardgrößen sind erhältlich. Als Abschreckmedium stehen Wasser, Öl oder Polymer zur Verfügung. Beispiele für unterschiedliche Ausführungen von Abschreckbädern finden Sie in Zusammenhang mit Vergüteanlagen für Stahl und NE-Metalle auf der Seite 72.
Abschreckmedien �Wasser � Öl � Polymer
Technische Spezifikationen � Leistungsstarke Umwälzung des Abschreckmediums � Geregelte Heizsysteme � Füllstandskontrolle � Nachfüllautomatik für Wasser als Abschreckmedium � Anschluss für kundenseitiges Kühlsystem � Kühlsystem des Abschreckmediums � Öl-Abscheider für Wasserbäder � Öl-Bäder mit Schutzgasbeaufschlagung als Brandschutz � Einbindung der Badtemperatur in die Prozessregelung bzw. -dokumentation
Schutzgasbeaufschlagung über Rand als Brandschutz
UmwälzungLeistungsstarke Umwälzung des Abschreckmediums
Wasserbad, eingebunden in eine Vergüteanlage für Aluminium
Ölabscheider für Wasserbäder
57
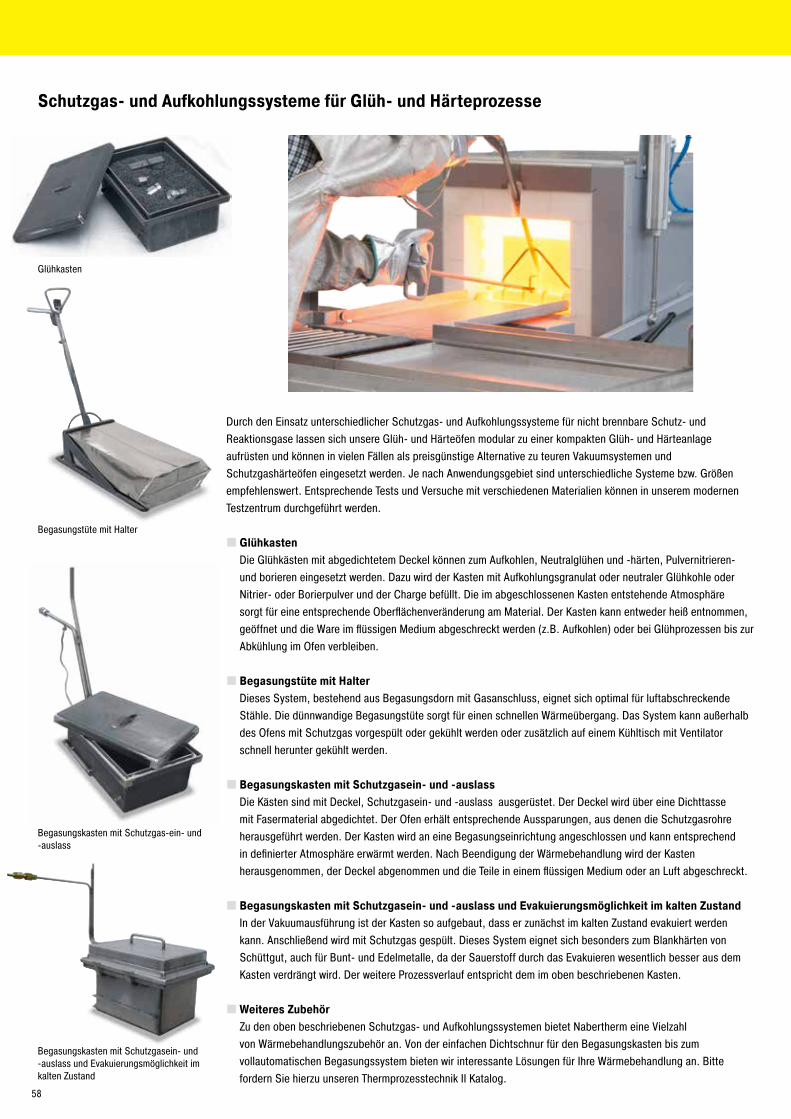
Durch den Einsatz unterschiedlicher Schutzgas- und Aufkohlungssysteme für nicht brennbare Schutz- und Reaktionsgase lassen sich unsere Glüh- und Härteöfen modular zu einer kompakten Glüh- und Härteanlage aufrüsten und können in vielen Fällen als preisgünstige Alternative zu teuren Vakuumsystemen und Schutzgashärteöfen eingesetzt werden. Je nach Anwendungsgebiet sind unterschiedliche Systeme bzw. Größen empfehlenswert. Entsprechende Tests und Versuche mit verschiedenen Materialien können in unserem modernen Testzentrum durchgeführt werden.
� GlühkastenDie Glühkästen mit abgedichtetem Deckel können zum Aufkohlen, Neutralglühen und -härten, Pulvernitrieren- und borieren eingesetzt werden. Dazu wird der Kasten mit Aufkohlungsgranulat oder neutraler Glühkohle oder Nitrier- oder Borierpulver und der Charge befüllt. Die im abgeschlossenen Kasten entstehende Atmosphäre sorgt für eine entsprechende Oberflächenveränderung am Material. Der Kasten kann entweder heiß entnommen, geöffnet und die Ware im flüssigen Medium abgeschreckt werden (z.B. Aufkohlen) oder bei Glühprozessen bis zur Abkühlung im Ofen verbleiben.
� Begasungstüte mit HalterDieses System, bestehend aus Begasungsdorn mit Gasanschluss, eignet sich optimal für luftabschreckende Stähle. Die dünnwandige Begasungstüte sorgt für einen schnellen Wärmeübergang. Das System kann außerhalb des Ofens mit Schutzgas vorgespült oder gekühlt werden oder zusätzlich auf einem Kühltisch mit Ventilator schnell herunter gekühlt werden.
� Begasungskasten mit Schutzgasein- und -auslassDie Kästen sind mit Deckel, Schutzgasein- und -auslass ausgerüstet. Der Deckel wird über eine Dichttasse mit Fasermaterial abgedichtet. Der Ofen erhält entsprechende Aussparungen, aus denen die Schutzgasrohre herausgeführt werden. Der Kasten wird an eine Begasungseinrichtung angeschlossen und kann entsprechend in definierter Atmosphäre erwärmt werden. Nach Beendigung der Wärmebehandlung wird der Kasten herausgenommen, der Deckel abgenommen und die Teile in einem flüssigen Medium oder an Luft abgeschreckt.
� Begasungskasten mit Schutzgasein- und -auslass und Evakuierungsmöglichkeit im kalten ZustandIn der Vakuumausführung ist der Kasten so aufgebaut, dass er zunächst im kalten Zustand evakuiert werden kann. Anschließend wird mit Schutzgas gespült. Dieses System eignet sich besonders zum Blankhärten von Schüttgut, auch für Bunt- und Edelmetalle, da der Sauerstoff durch das Evakuieren wesentlich besser aus dem Kasten verdrängt wird. Der weitere Prozessverlauf entspricht dem im oben beschriebenen Kasten.
�Weiteres ZubehörZu den oben beschriebenen Schutzgas- und Aufkohlungssystemen bietet Nabertherm eine Vielzahl von Wärmebehandlungszubehör an. Von der einfachen Dichtschnur für den Begasungskasten bis zum vollautomatischen Begasungssystem bieten wir interessante Lösungen für Ihre Wärmebehandlung an. Bitte fordern Sie hierzu unseren Thermprozesstechnik II Katalog.
Schutzgas- und Aufkohlungssysteme für Glüh- und Härteprozesse
Glühkasten
Begasungstüte mit Halter
Begasungskasten mit Schutzgas-ein- und -auslass
Begasungskasten mit Schutzgasein- und -auslass und Evakuierungsmöglichkeit im kalten Zustand
58

Pulvernitrieren im Glühkasten Wärmebehandlung im Begasungskasten unter Schutzgasatmosphäre mit Chargenthermoelement
Schutzgaskasten für den Einsatz in einem Herdwagenofen Begasungskasten mit Klappe, die zusammen mit der Ofentür öffnet
Härten in Begasungstüte mit Halter Blankglühen von Schüttgut in einem Glühkasten mit Evakuierungs-möglichkeit
59

Modell Tmax Innenabmessungen Salzbadtiegel Volumen Außenabmessungen in mm Heizleistung Elektrischer Gewicht°C2 Ø in mm h in mm in l B T H in kW1 Anschluss* in kg
TS 20/15 750 230 500 20 850 850 800 16 3phasig 650TS 30/18 750 300 500 30 950 950 800 20 3phasig 700TS 40/30 750 400 500 60 1050 1050 800 33 3phasig 750TS 50/48 750 500 600 110 1150 1150 970 58 3phasig 1000TS 60/63 750 610 800 220 1250 1250 970 70 3phasig 1200TS 70/72 750 700 1000 370 1350 1350 1370 80 3phasig 1500TS 90/80 750 900 1000 500 1600 1600 1400 100 3phasig 1700
TS, TSB 20/20 1000 230 500 20 850 850 800 21 3phasig 650TS, TSB 30/30 1000 300 500 30 950 950 800 33 3phasig 700TS, TSB 40/40 1000 400 500 60 1050 1050 800 44 3phasig 750TS, TSB 50/60 1000 500 600 110 1150 1150 970 66 3phasig 1000TS, TSB 60/72 1000 610 800 220 1250 1250 970 80 3phasig 1200TS, TSB 70/90 1000 700 1000 370 1350 1350 1370 100 3phasig 1500TS, TSB 90/80 1000 900 1000 500 1600 1600 1400 120 3phasig 1700
1Anschlusswert je nach Ausführung höher *Hinweise zur Anschlussspannung siehe Seite 812Salzbadtemperatur
Salzbadöfen für die Wärmebehandlung von Stahl oder Leichtmetallen elektrisch oder gasbeheizt
Salzbadöfen zeichnen sich insbesondere durch ihre exzellente Temperaturgleichmä-ßigkeit und die sehr gute Wärmeübertragung auf das Werkstück aus. Die Salzbadöfen TS 20/15 - TSB 90/80 eignen sich für die Wärmebehandlung von Metallen in Neutral- und Aktivsalzbädern. Es lassen sich Prozesse wie z.B. Nitrieren nach Tenifer bis 600 °C, Aufkoh-len bis 950 °C oder Blankglühen bis 1000 °C realisieren. In der Standardausführung sind die Salzbadöfen mit Sicherheitstechnik für die Wärmbehandlung von Stahl ausgerüstet. Als Zusatzausstattung können sie für die Wärmebehandlung von Leichtmetallen mit erweiterter Sicherheitsausstattung ausgeführt werden.
� Tmax 750 °C oder 1000 °C im Salzbad � Sicherheitstechnik nach EN 60519-2 � Geeignet für die Wärmebehandlung von Stahl � Regelung über Salzbadtemperatur � Elektrische Rundumbeheizung (TS) oder Gasbeheizung (TSB) � Abnehmbare Kragenplatte aus Massivstahl
Salzbadofen TS 40/30, elektrisch beheizt
Salzbadofen TSB 30/30, gasbeheizt
Salzbadofen TS 30/18 mit Vorwärmkammer oberhalb des Salzbades und Beschi-ckungshilfe zum Eintauchen der Charge
� Isolierter Deckel, zur Seite schwenkbar � Temperaturgleichmäßigkeit nach DIN 17052-1 von bis zu +/- 2 °C im Salzbad siehe Seite 76 � Temperaturwählbegrenzer im Ofenraum für Personen-und Anlagenschutz � Badregelung von Salzbad und Ofenraum � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � Beschreibung der Regelung siehe Seite 80
Tiegel � Tiegeltyp P: kohlenstoffarmer Stahl und CrNi-Plattierung für Aufkohlungs-, Neutralsalz- und Glühbäder bis 850 °C � Tiegeltyp C: hochlegierter CrNi-Stahl für Neutralsalz- und Glühbäder bis 1000 °C und zum Tauchlöten von Aluminium
Zusatzausstattung � Randabsaugung zum Anschluss an ein Abgassystem � Erweiterte Sicherheitssysteme für die Wärmebehandlung von Aluminium und Magnesium im Salzbad mit zweitem Temperaturwählbegrenzer und SPS-Salzbadregelung mit Thermoelementen im Salzbad und im Ofenraum � Prozesssteuerung und -dokumentation über VCD-Softwarepaket oder Nabertherm Control-Center NCC zur Überwachung, Dokumentation und Steuerung siehe Seite 80
60

Warmbadhärten in der Praxis
Warmbadöfen für Neutralsalze elektrisch beheizt
Die Warmbäder QS 20 - QS 400 werden mit Neutralsalz gefüllt und zeichnen sich insbesondere durch die schnelle und intensive Wärmeübertragung auf das Werkstück bei sehr guter Temperaturgleichmä-ßigkeit aus. Mit Arbeitstemperaturen zwischen 180 °C und 500 °C eignen sich diese Warmbäder optimal für Warmbadabkühlungen mit geringstmöglichem Verzug des Werkstückes, für das Wiederanlassen, das Bainitisieren für optimale Zähigkeit (auch Zwischenstufenhärten genannt), das Zwischenglühen nach dem Funkenerodieren und zum Bläuen.
Die Warmbadabkühlung wird eingesetzt, um in dem Werkstück vor der Martensitbildung einen gleichmäßigen Temperaturausgleich über den gesamten Querschnitt im Werkstück zu erzielen und bei der anschließenden Härtung kostspieliger Bauteile Verzug und Rissbildung zu vermeiden.
Das Anlassen im Warmbad ist dem Anlassprozess in einem Umluftofen gleichzusetzen und wird genutzt, um ein bereits gehärtetes Werkstück auf die gewünschte Härte zu reduzieren, die Zähigkeit zu steigern und Spannungen im Werkstück abzubauen.
Bainitisieren bietet sich an, um bei ölhärtenden, niedriglegierten Stählen eine hohe Zähigkeit und Maßhaltigkeit zu erzielen. Bainitisierte Werkstücke weisen bei hoher Zugfestigkeit eine gute Elastizität auf.
� Tmax 500 °C � Optimale Temperaturgleichmäßigkeit � Regelung der Warmbadtemperatur � Temperaturwählbegrenzer mit einstellbarer Abschalttemperatur für thermische Schutzklasse 2 gem. EN 60519-2 als Übertemperaturschuz für den Ofen und die Ware � Beheizung über Tauchheizkörper � Chargierkorb � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � NTLog Basic für Nabertherm-Controller: Aufzeichnen von Prozessdaten mit USB-Stick � Beschreibung der Regelung siehe Seite 80
Zusatzausstattung � Beschickungshilfe seitlich am Ofen montiert � Prozesssteuerung und -dokumentation über VCD-Softwarepaket zur Überwachung, Dokumentation und Steuerung siehe Seite 80
Doppel-Warmbad
Modell Tmax Innenabmessungen in mm Volumen Außenabmessungen in mm Heizleistung Elektrischer Gewicht°C b t h in l B T H in kW1 Anschluss* in kg
QS 20 500 300 210 460 20 610 580 920 2,6 1phasig 110QS 30 500 300 210 580 30 610 580 920 3,2 1phasig 140QS 70 500 400 300 680 70 750 680 980 7,5 3phasig 240QS 200 500 540 520 880 200 900 900 1200 18,0 3phasig 660QS 400 500 730 720 980 400 1100 1100 1300 24,0 3phasig 1150
1Anschlusswert je nach Ausführung höher *Hinweise zur Anschlussspannung siehe Seite 81
Informationen über Salze von Petrofer und Durferrit und deren Anwendung
Salz Anwendung Arbeitstemperatur Bemerkungin °C
AS 135/140 Warmbadhärtung, Anlassen, Bainitisieren
180 - 500 Nicht mit Werkstücken, die über 950 °C erhitzt sind und mit Salzen, die mehr als 13 % KCN enthalten, in Verbindung bringen
AS 220/225 Anlassen, Bainitisieren 250 - 500AS 200/235 Anlassen, Bainitisieren 280 - 500 Im Anlieferungszustand nitritfreiAS 200/235 Anlassen 340 - 500
Warmbad QS 30 mit Beschickungshilfe
61
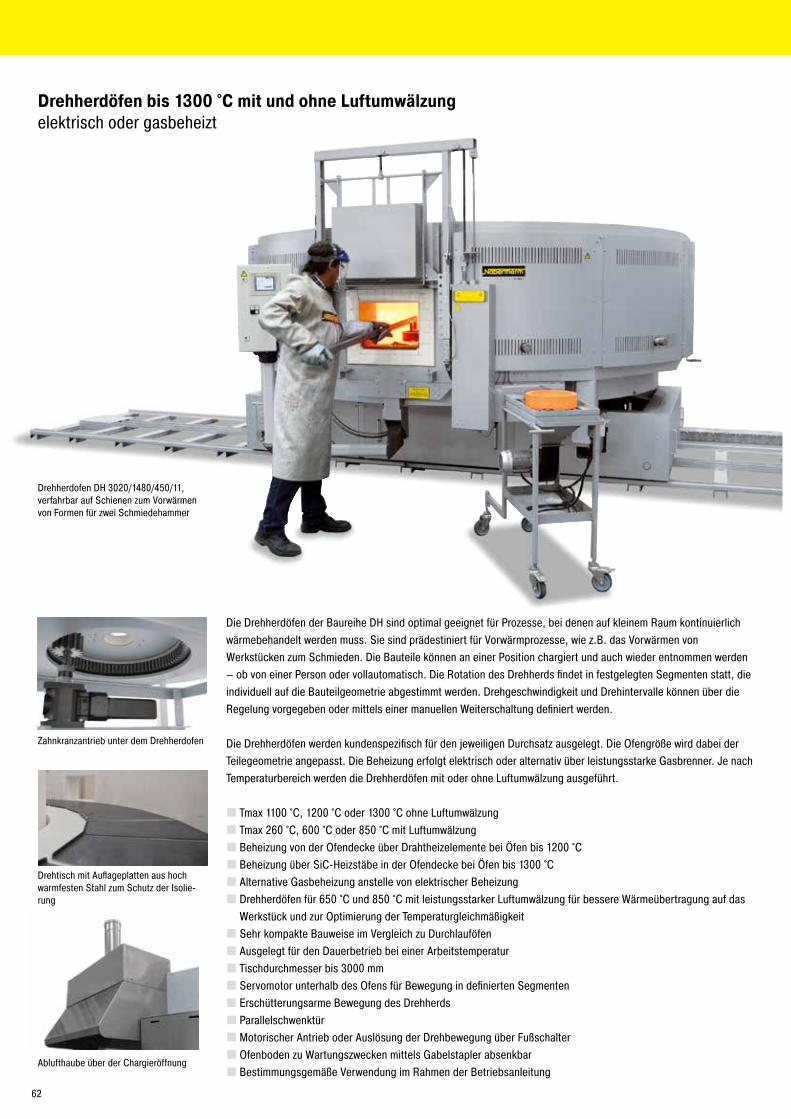
Drehherdöfen bis 1300 °C mit und ohne Luftumwälzung elektrisch oder gasbeheizt
Zahnkranzantrieb unter dem Drehherdofen
Ablufthaube über der Chargieröffnung
Die Drehherdöfen der Baureihe DH sind optimal geeignet für Prozesse, bei denen auf kleinem Raum kontinuierlich wärmebehandelt werden muss. Sie sind prädestiniert für Vorwärmprozesse, wie z.B. das Vorwärmen von Werkstücken zum Schmieden. Die Bauteile können an einer Position chargiert und auch wieder entnommen werden – ob von einer Person oder vollautomatisch. Die Rotation des Drehherds findet in festgelegten Segmenten statt, die individuell auf die Bauteilgeometrie abgestimmt werden. Drehgeschwindigkeit und Drehintervalle können über die Regelung vorgegeben oder mittels einer manuellen Weiterschaltung definiert werden.
Die Drehherdöfen werden kundenspezifisch für den jeweiligen Durchsatz ausgelegt. Die Ofengröße wird dabei der Teilegeometrie angepasst. Die Beheizung erfolgt elektrisch oder alternativ über leistungsstarke Gasbrenner. Je nach Temperaturbereich werden die Drehherdöfen mit oder ohne Luftumwälzung ausgeführt.
� Tmax 1100 °C, 1200 °C oder 1300 °C ohne Luftumwälzung � Tmax 260 °C, 600 °C oder 850 °C mit Luftumwälzung � Beheizung von der Ofendecke über Drahtheizelemente bei Öfen bis 1200 °C � Beheizung über SiC-Heizstäbe in der Ofendecke bei Öfen bis 1300 °C � Alternative Gasbeheizung anstelle von elektrischer Beheizung � Drehherdöfen für 650 °C und 850 °C mit leistungsstarker Luftumwälzung für bessere Wärmeübertragung auf das Werkstück und zur Optimierung der Temperaturgleichmäßigkeit � Sehr kompakte Bauweise im Vergleich zu Durchlauföfen � Ausgelegt für den Dauerbetrieb bei einer Arbeitstemperatur � Tischdurchmesser bis 3000 mm � Servomotor unterhalb des Ofens für Bewegung in definierten Segmenten � Erschütterungsarme Bewegung des Drehherds � Parallelschwenktür � Motorischer Antrieb oder Auslösung der Drehbewegung über Fußschalter � Ofenboden zu Wartungszwecken mittels Gabelstapler absenkbar � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung
Drehtisch mit Auflageplatten aus hoch warmfesten Stahl zum Schutz der Isolie-rung
Drehherdofen DH 3020/1480/450/11, verfahrbar auf Schienen zum Vorwärmen von Formen für zwei Schmiedehammer
62

Drehherdofen DH 2100/0/750/13S
� Beschreibung der Regelung siehe Seite 80
Zusatzausstattung � Ablufthaube oberhalb der Türöffnung zum Abführen der warmen Abluft bei geöffneter Tür � Pneumatischer Antrieb der Parallelschwenktür � Chargierhilfen zur Vereinfachung von Beschickung und Entnahme � Mehrzonige Regelung für einstellbares Temperaturprofil während des Durchlaufs � Schutzgasanschlüsse � Prozesssteuerung und -dokumentation über VCD-Softwarepaket zur Überwachung, Dokumentation und Steuerung siehe Seite 80
Vorwärmen von Stahlringen zum Schmie-den im Drehherdofen
Ofenboden für Wartungszwecke absenkbar
Größenbeispiele Tmax Innenabmessungen in mm Volumen Außenabmessungen in mm Heizleistung Elektrischer GewichtModell °C Ø Außen Ø Innen h in l B T H in kW1 Anschluss* in kgDH 1200/-/300/11 1100 1200 0 300 340 2200 2200 2500 54,0 3phasig 1000DH 1500/800/250/11 1100 1500 800 250 630 2400 2300 2450 21,0 3phasig 1500DH 3020/1480/450/11 1100 3020 1480 450 2500 4000 4000 2500 98,0 3phasig 3500DH 2100/0/750/13S 1300 2100 0 750 2600 3364 3364 2701 650,0 gasbeheizt 8300
1Anschlusswert je nach Ausführung höher *Hinweise zur Anschlussspannung siehe Seite 81
63

Durchlauföfen elektrisch oder gasbeheizt
Durchlaufofenanlage für Arbeitstemperaturen bis 260 °C mit nachgeschalteter Kühlstation
64

Rollendurchlaufofen N 650/45 AS für die Wärmebehandlung schwerer Bauteile
Durchlaufofen für Schüttgut in Körben
Durchlaufofen D 1500/3000/300/14 zum ther-mischen Altern mit Maschengurt und nachgeschalteter Kühlstation
Für kontinuierlich ablaufende Prozesse mit festen Zykluszeiten wie z.B. Trocknen, Vorwärmen, Aushärten, Altern, Thermofixieren, Vulkanisieren oder Entgasen sind Durchlauföfen die richtige Wahl. Die Öfen sind für verschiedene Temperaturen bis maximal 1400 °C lieferbar. Das Ofendesign ist abhängig vom geforderten Durchsatz, den Prozessanforderungen für die Wärmebehandlung und der geforderten Taktzeit.
Die Fördertechnik wird auf die jeweilige Arbeitstemperatur, und die Geometrie und Gewicht der Werkstücke und die Anforderungen hinsichtlich Platzbedarf und Einbindung in die Prozesskette zugeschnitten. Die Antriebsgeschwindigkeit und die Anzahl der Regelzonen ergeben sich ebenfalls aus den Prozessanforderungen.
65
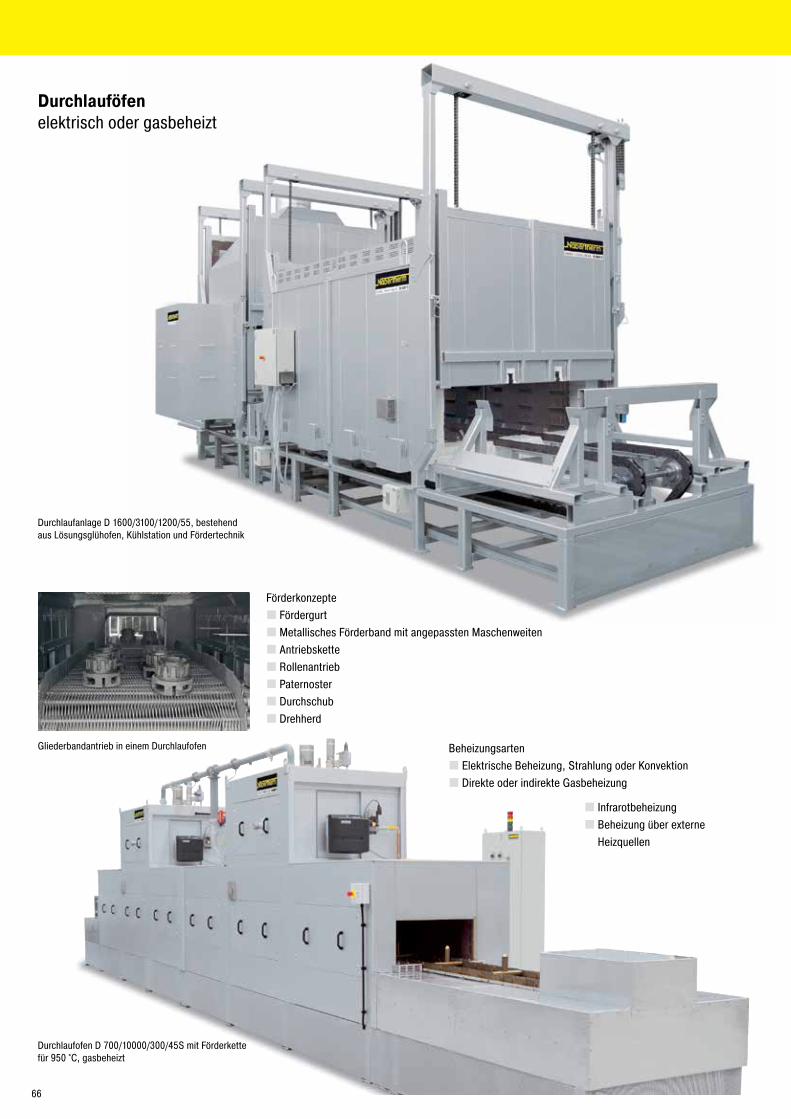
Durchlaufanlage D 1600/3100/1200/55, bestehend aus Lösungsglühofen, Kühlstation und Fördertechnik
Gliederbandantrieb in einem Durchlaufofen
Förderkonzepte � Fördergurt � Metallisches Förderband mit angepassten Maschenweiten � Antriebskette � Rollenantrieb � Paternoster � Durchschub � Drehherd
Durchlaufofen D 700/10000/300/45S mit Förderkette für 950 °C, gasbeheizt
Durchlauföfen elektrisch oder gasbeheizt
Beheizungsarten � Elektrische Beheizung, Strahlung oder Konvektion � Direkte oder indirekte Gasbeheizung
� Infrarotbeheizung � Beheizung über externe Heizquellen
66

Temperaturzyklen � Ausregelung einer Arbeitstemperatur über die gesamte Ofenlänge, z.B. zum Trocknen oder Vorwärmen � Automatische Regelung einer Prozesskurve mit definierter Aufheiz-, Halte- und Abkühlzeit �Wärmebehandlung mit anschließendem Abschrecken der Ware
Prozessatmosphäre � An Luft � Für Prozesse mit organischen Ausgasungen inkl. der notwendigen Sicherheitstechnik, z.B. gemäß EN 1539 (NFPA 86) � Unter nicht brennbaren Schutz- oder Reaktionsgasen, z.B. Stickstoff, Argon oder Formiergas � Unter brennbaren Schutz- oder Reaktionsgasen, z.B. Wasserstoff inkl. der notwendigen Sicherheitstechnik
Grundsätzliche Auslegungskriterien � Fördergeschwindigkeit � Temperaturgleichmäßigkeit � Arbeitstemperatur � Prozesskurve � Nutzraumbreite � Besatzgewichte � Taktzeiten bzw. Ausbringung � Länge der Einlauf- und Auslaufzone � Berücksichtigung von Ausgasungen � Branchenspezifische Anforderungen wie AMS, CQI-9, FDA etc. � Sonstige kundenspezifische Anforderungen
Durchlaufofen D 1100/3600/100/50 AS für das Glü-hen von Federn inkl. Zu- und Ablufteinrichtung
Antrieb mit Drahtfördergurt in einem Durchlaufofen D 1100/3600/100/50 AS
Drehherdofen für das Vorwärmen
67

Diese Modelle eignen sich hervorragend zur kontinuierlichen Wärmebehandlung bei Arbeitstempe-raturen bis 1200 °C. Die Öfen sind modular aufgebaut, so dass sich unterschiedliche Längen und Breiten problemlos realisieren lassen. Die Heizelemente sind nur von einer Ofenseite in den Ofen eingesetzt und können im laufenden Betrieb einzeln gewechselt werden. Eine optimale Tempe-raturgleichmäßigkeit wird durch die serienmäßige Mehrzonenregelung, optimiert für die jeweilige Ofenlänge, erreicht.
Band- und Drahtdurchziehöfen
Drahtdurchziehofenanlage D 390/S
Modell Tmax Innenabmessungen in mm Volumen Außenabmessungen in mm Heizleistung Elektrischer°C b t h in l B T H in kW1 Anschluss*
D 20/S 1200 400 1000 50 20 900 1200 1350 9 3phasigD 30/S 1200 600 1000 50 30 1100 1200 1350 12 3phasigD 50/S 1200 200 3600 50 50 700 4000 1150 15 3phasigD 60/S 1200 200 5600 50 60 700 6000 1350 36 3phasigD 70/S 1200 350 3600 50 70 850 4000 1100 36 3phasigD 110/S 1200 480 4600 50 110 980 5000 1450 36 3phasigD 130/S 1200 650 3600 50 130 1150 4000 1150 60 3phasigD 180/S 1200 480 7600 50 180 980 8000 1350 80 3phasigD 250/S 1200 950 5600 50 250 1400 6000 1350 80 3phasigD 320/S 1200 850 7600 100 320 1400 8000 1350 160 3phasig
1Anschlusswert je nach Ausführung höher *Hinweise zur Anschlussspannung siehe Seite 81
D 250/S in der Produktion
Drahtdurchziehofen auf Basis eines Rohr-ofens mit einer Länge von 6 Metern
� Tmax 1200 °C � Modularer Aufbau, variable Gesamtlänge � Geringe Außenabmessungen durch mikroporöse Isolierung � Spezialheizelemente, die im laufenden Betrieb gewechselt werden können � Beheizung von oben � Optimale Temperaturgleichmäßigkeit durch Mehrzonenregelung � Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung � Beschreibung der Regelung siehe Seite 80
Zusatzausstattung � Begasungssysteme in eingelegten Rohren für nicht brennbare oder brennbare Schutz- oder Reaktionsgase oder Wasserstoff inkl. Abfackeleinrichtung und Sicherheitstechnik � Prozess- und Chargendokumentation � Doppelkammerofensystem mit nebeneinander liegenden Heizkammern für den Parallelbetrieb bei unterschiedlichen Temperaturen � Prozesssteuerung und -dokumentation über VCD-Softwarepaket oder Nabertherm Control-Center NCC zur Überwachung, Dokumentation und Steuerung siehe Seite 80
68

Energieeffizienzkonzepte
Steigende Energiekosten und verschärfte Umweltauflagen resultieren immer häufiger in der Forderung, die Energieeffizienz von Wärmebehandlungsanlagen zu steigern.
Je nach Ofengröße und Prozess gibt es immer ein gewisses Potential an Energie, das aus der freigesetzten Abwärme wieder genutzt werden kann. Insbesondere bei großen Ofenanlagen oder langen Prozesszeiten kann dadurch so viel Energie eingespart werden, dass sich die entsprechende Zusatzinvestition bereits nach kurzer Zeit amortisiert. Auch die Nutzung der Wärmeenergie aus bereits wärmebehandelten Chargen zur Vorwärmung von kalten Chargen stellt eine effiziente Methode zur Energieeinsparung dar.
Die folgenden Beispiele zeigen, wie in welchen Bereichen des Ofenbaus Energie zurück gewonnen werden kann:
WärmetauscherDas Prinzip eines Gegenstrom-Wärmetauschers besteht darin, die warme Abluft aus dem Ofen zu nutzen, um die zugeführte kalte Frischluft vorzuwärmen. In vielen Fällen wird dadurch keine separate Frischluftvorwärmung mehr benötigt. Ein solches System ist dann empfehlenswert, wenn prozessbedingt ein stetiger Luftwechsel im Ofenraum erforderlich ist, wie z.B. beim Tempern von Silikon oder bei Trocknungsprozessen, die unter die Norm EN 1539 fallen.
RekuperatorbrennerSpeziell bei großen gasbeheizten Wärmebehandlungsöfen können Rekuperatorbrenner eingesetzt werden. Auch Rekuperatorbrenner nutzen die warme Abluft, um die Verbrennungsluft vorzuwärmen. Je nach Ofenmodell und Prozess lassen sich erhebliche Energieeinsparungen von bis zu 25 % durch den Einsatz von Rekuperatorbrennern realisieren, so dass die Mehrkosten der Anschaffung schon nach kurzer Zeit amortisiert werden.
WärmetransferkammernWärmetransferkammern, die auch als Abkühl-/Aufwärm-Kammern bezeichnet werden können, bieten zwei große Vorteile. Zum einen helfen Sie Energie einzusparen, zum anderen lässt sich durch den Einsatz einer Wärmetransferkammer die Produktivität erhöhen.
Die Ware wird warm aus dem Ofen genommen und in die Wärmetransferkammer gestellt. In der Kammer ist ebenfalls Platz für eine neue, kalte Charge. Mittels einer Luftumwälzung wird die noch warme Charge gekühlt und gleichzeitig die kalte Charge vorgewärmt, bevor sie in den Ofen eingebracht wird. Die dadurch zugeführte Energie muss somit nicht über die Ofenheizung bereitgestellt werden bei gleichzeitiger Steigerung der Ausbringung.
Die obigen Systeme zur Steigerung der Energieeffizienz stellen nur Beispiele für die mögliche Umsetzung dar. Wir beraten Sie gern, ob auch für Ihren Ofen oder Ihre Anlage ein zusätzliches Wärmerückgewinnungsmodul eine sinnvolle Ergänzung ist.
Gegenstrom-Wärmetauscher am Umluft-Kammerofen N 2560/26 ACLS
Rekuperator-Brenner an Aluminium-Schmelzofen 16 x TBR 110/12 und 2 x TBR 180/12
Wärmeübertragung zwischen einer warmen und einer kalten Charge
Produktionsanlage, bestehend aus vier Kammertrocknern zum Bewegen der Ware während der Wärmebehandlung und inklusive dreistufigem Wärmetauscher zur Optimierung der Energieeffizienz
69

Vergüteanlagen für Aluminium und Stahl
70
71

Fallschachtöfen werden eingesetzt für das Lösungsglühen und anschließende schnelle Abschrecken von Aluminiumlegierungen. Insbesondere bei dünnwandigen Aluminiumbauteilen müssen Abschreckverzögerungszeiten von nur 5 Sekunden ab Beginn Türöffnung bis zum vollständigen Eintauchen in das Abschreckbad realisiert werden. Diese strengen Anforderungen lassen sich in der Regel nur mit diesem Ofenkonzept erreichen. Der Fallschachtofen ist dabei auf einem Untergestell aufgeständert, so dass ein Abschreckbad direkt unter dem Ofen positioniert werden kann. Zum Abschrecken fährt dann der Boden horizontal zur Seite und ein Korb mit den Bauteilen wird über eine Hubeinheit, die im Ofen integriert ist, in das Abschreckbad abgesenkt. Die Bewegungstechnik kann automatisch oder halbautomatisch gesteuert werden. Auf Grund des breiten Temperaturarbeitsbereiches lassen sich mit den Fallschachtofenanlagen komplette T6-Wärmebehandlungen, bestehend aus Lösungsglühen, Abschrecken und Warmauslagern in nur einem Ofen realisieren.
Fallschachtofenvarianten � Fallschachtofen mit fest stehendem Abschreckbad als preisgünstige Variante mit geringem Platzbedarf � Fallschachtofen mit verfahrbarem Abschreckbad inkl. Stellplatz zum Chargieren, optional mit Entladekran � Kundenspezifische Lösungen mit mehreren Öfen, mehreren Bädern und mehreren Stellplätzen zum vollautomatischen Abarbeiten mehrerer Chargen
Anlagendetails � Temperaturarbeitsbereich zwischen 80 °C und 600 °C � Arbeitstemperatur optional erweiterbar auf 650 °C � Beheizung in der Regel elektrisch, direkte oder indirekte Gasbeheizung alternativ möglich � Luftströmung je nach Platzverhältnissen und Chargengeometrie horizontal oder vertikal � Einhaltung relevanter Luftfahrt- und Automobilnormen, wie AMS 2750 E, AMS 2770/2771 oder CQI-9 als Option
Vollautomatischer Fallschachtofen mit verfahrbarem Wasserabschreckbad inkl. Stellplatz zum Chargieren und Entladekran
Fallschachtofen mit fest stehendem Abschreck-bad
Fallschachtöfen elektrisch oder gasbeheizt
72
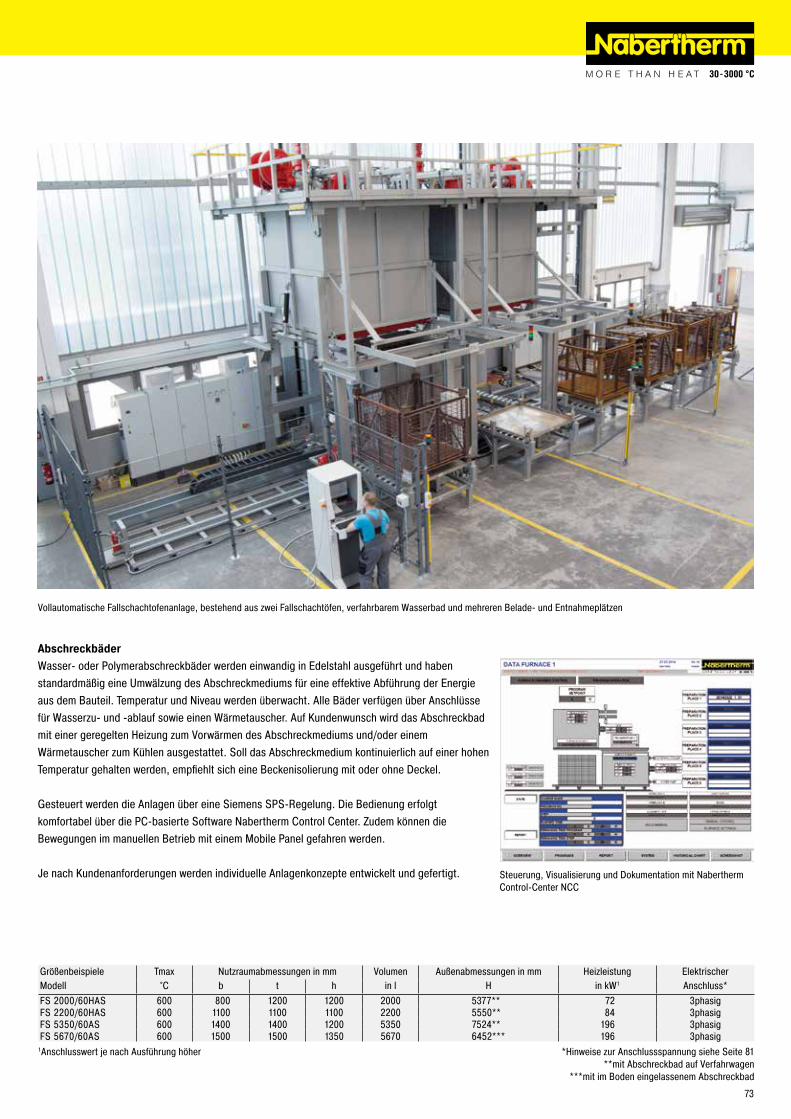
AbschreckbäderWasser- oder Polymerabschreckbäder werden einwandig in Edelstahl ausgeführt und haben standardmäßig eine Umwälzung des Abschreckmediums für eine effektive Abführung der Energie aus dem Bauteil. Temperatur und Niveau werden überwacht. Alle Bäder verfügen über Anschlüsse für Wasserzu- und -ablauf sowie einen Wärmetauscher. Auf Kundenwunsch wird das Abschreckbad mit einer geregelten Heizung zum Vorwärmen des Abschreckmediums und/oder einem Wärmetauscher zum Kühlen ausgestattet. Soll das Abschreckmedium kontinuierlich auf einer hohen Temperatur gehalten werden, empfiehlt sich eine Beckenisolierung mit oder ohne Deckel.
Gesteuert werden die Anlagen über eine Siemens SPS-Regelung. Die Bedienung erfolgt komfortabel über die PC-basierte Software Nabertherm Control Center. Zudem können die Bewegungen im manuellen Betrieb mit einem Mobile Panel gefahren werden.
Je nach Kundenanforderungen werden individuelle Anlagenkonzepte entwickelt und gefertigt.
Vollautomatische Fallschachtofenanlage, bestehend aus zwei Fallschachtöfen, verfahrbarem Wasserbad und mehreren Belade- und Entnahmeplätzen
Größenbeispiele Tmax Nutzraumabmessungen in mm Volumen Außenabmessungen in mm Heizleistung ElektrischerModell °C b t h in l H in kW1 Anschluss*FS 2000/60HAS 600 800 1200 1200 2000 5377** 72 3phasigFS 2200/60HAS 600 1100 1100 1100 2200 5550** 84 3phasigFS 5350/60AS 600 1400 1400 1200 5350 7524** 196 3phasigFS 5670/60AS 600 1500 1500 1350 5670 6452*** 196 3phasig
1Anschlusswert je nach Ausführung höher *Hinweise zur Anschlussspannung siehe Seite 81**mit Abschreckbad auf Verfahrwagen
***mit im Boden eingelassenem Abschreckbad
Steuerung, Visualisierung und Dokumentation mit Nabertherm Control-Center NCC
73

Vollautomatische Vergüteanlage mit zwei Kammeröfen, Abschreckbecken, Fördertechnik und Abstellplätzen für vier Chargierkörbe
Beim Vergüten von Stahl wird der Glühofen bei Arbeitstemperaturen deutlich oberhalb von 1000 °C geöffnet. Nach Öffnen der Hubtür überführt der Manipulator die Charge in das Abschreckmedium. Anschließend wird die Charge im Umluft-Kammerofen angelassen. Entscheidend ist eine gute Temperaturgleichmäßigkeit.
Als Abschreckmedium werden Bäder mit Öl oder Wasser eingesetzt. Je nach Stahlsorte und benötigter Abkühlgeschwindigkeit kann die Charge auch in einer Luft-Abschreckkammer forciert gekühlt bzw. abgeschreckt werden.
Je nach Prozessanforderungen kommen abgestufte Lösungen zum Einsatz. Für kleinere Chargengewichte kann eine manuelle Vergüteanlage, bestehend aus Glühofen, Abschreckbad und manuellem Manipulator eingesetzt werden. Für schwere Lasten und hohe Durchsatzraten kommen halbautomatische oder vollautomatische Anlagen zum Einsatz. Die Charge wird über einen Manipulator in dem heißen Ofen chargiert und auch heiß wieder herausgefahren und in das Abschreckmedium überführt.
Kundenseitig wird die Abschreckverzögerungszeit vom Öffnen der Ofentür bis zum vollständigen Überführen in das Abschreckmedium auf den Prozess spezifiziert. Schnelle Verzögerungszeiten lassen sich nur über einen angetriebenen Manipulator erzielen. Sofern die Abschreckverzögerungszeit unkritisch ist, wie z.B. bei schweren und dickwandigen Teilen, können auch Herdwagenöfen eingesetzt werden. Der Wagen wird elektrisch aus dem Ofen gefahren und die Bauteile können über einen vor Ort verfügbaren Kran abgenommen und abgeschreckt werden.
Glühofen mit Manipulator
Vergüteanlagen für Stahl
74

Vergüteanlage mit Haubenofen H 4263/12S und Wasserbad
Bei langen Bauteilen und geringen Anforderungen an die Abschreckverzögerungszeit bieten sich Haubenöfen an. Die Ofenhaube wird heiß geöffnet und anschließend wird die Charge über einen kundenseitigen Kran mit C-Haken entnommen und abgeschreckt.
Glühofendesignalternativen � Kammerofen mit Strahlungsbeheizung und Hubtür für das Chargieren mittels Manipulator � Herdwagenofen mit angetriebenem Herdwagen für die Chargierung mit Kran bei geringen Anforderungen an die Abschreckverzögerungszeit � Haubenofen für lange Bauteile, wie z.B. Stangenmaterial für die Chargierung mit Kran und C-Haken
Abschreckdesignalternativen � Abschreckbäder mit Wasser, Öl oder Polymer als Abschreckmedium siehe Seite 57 � Kühlstation mit leistungsstarker Gebläsekühlung zum Abschrecken an Luft
Alternativen für das Überführen der Bauteile � Handbetriebener Manipulator für manuelle Vergüteanlagen � Elektrisch angetriebener Manipulator für manuelle Vergüteanlagen � Schienengebundener 2-Achs-Manipulator, halbautomatisch für das Chargieren, Entnehmen und Abschrecken der Charge in einem flüssigen Medium � Schienengebundener 3-Achs-Manipulator, halbautomatisch oder vollautomatisch für das Chargieren, Entnehmen, Abschrecken, Anlassen in einem Umluftofen oder Überführen auf einen Abstellplatz
Die Charge wird über einen Manipulator in dem heißen Ofen chargiert und auch heiß wieder herausgefahren und in das Abschreckmedium überführt
75
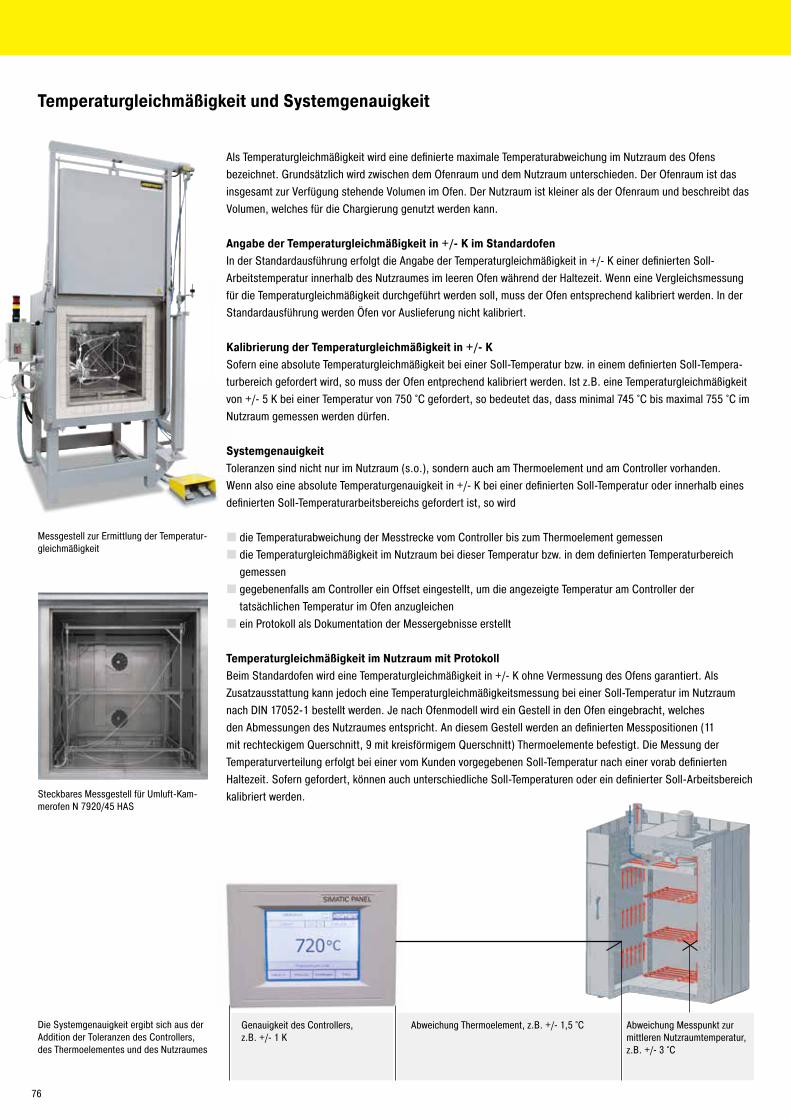
Messgestell zur Ermittlung der Temperatur-gleichmäßigkeit
Die Systemgenauigkeit ergibt sich aus der Addition der Toleranzen des Controllers, des Thermoelementes und des Nutzraumes
Abweichung Messpunkt zur mittleren Nutzraumtemperatur, z.B. +/- 3 °C
Abweichung Thermoelement, z.B. +/- 1,5 °CGenauigkeit des Controllers, z.B. +/- 1 K
Als Temperaturgleichmäßigkeit wird eine definierte maximale Temperaturabweichung im Nutzraum des Ofens bezeichnet. Grundsätzlich wird zwischen dem Ofenraum und dem Nutzraum unterschieden. Der Ofenraum ist das insgesamt zur Verfügung stehende Volumen im Ofen. Der Nutzraum ist kleiner als der Ofenraum und beschreibt das Volumen, welches für die Chargierung genutzt werden kann.
Angabe der Temperaturgleichmäßigkeit in +/- K im StandardofenIn der Standardausführung erfolgt die Angabe der Temperaturgleichmäßigkeit in +/- K einer definierten Soll-Arbeitstemperatur innerhalb des Nutzraumes im leeren Ofen während der Haltezeit. Wenn eine Vergleichsmessung für die Temperaturgleichmäßigkeit durchgeführt werden soll, muss der Ofen entsprechend kalibriert werden. In der Standardausführung werden Öfen vor Auslieferung nicht kalibriert.
Kalibrierung der Temperaturgleichmäßigkeit in +/- KSofern eine absolute Temperaturgleichmäßigkeit bei einer Soll-Temperatur bzw. in einem definierten Soll-Tempera-turbereich gefordert wird, so muss der Ofen entprechend kalibriert werden. Ist z.B. eine Temperaturgleichmäßigkeit von +/- 5 K bei einer Temperatur von 750 °C gefordert, so bedeutet das, dass minimal 745 °C bis maximal 755 °C im Nutzraum gemessen werden dürfen.
SystemgenauigkeitToleranzen sind nicht nur im Nutzraum (s.o.), sondern auch am Thermoelement und am Controller vorhanden. Wenn also eine absolute Temperaturgenauigkeit in +/- K bei einer definierten Soll-Temperatur oder innerhalb eines definierten Soll-Temperaturarbeitsbereichs gefordert ist, so wird
� die Temperaturabweichung der Messtrecke vom Controller bis zum Thermoelement gemessen � die Temperaturgleichmäßigkeit im Nutzraum bei dieser Temperatur bzw. in dem definierten Temperaturbereich gemessen � gegebenenfalls am Controller ein Offset eingestellt, um die angezeigte Temperatur am Controller der tatsächlichen Temperatur im Ofen anzugleichen � ein Protokoll als Dokumentation der Messergebnisse erstellt
Temperaturgleichmäßigkeit im Nutzraum mit ProtokollBeim Standardofen wird eine Temperaturgleichmäßigkeit in +/- K ohne Vermessung des Ofens garantiert. Als Zusatzausstattung kann jedoch eine Temperaturgleichmäßigkeitsmessung bei einer Soll-Temperatur im Nutzraum nach DIN 17052-1 bestellt werden. Je nach Ofenmodell wird ein Gestell in den Ofen eingebracht, welches den Abmessungen des Nutzraumes entspricht. An diesem Gestell werden an definierten Messpositionen (11 mit rechteckigem Querschnitt, 9 mit kreisförmigem Querschnitt) Thermoelemente befestigt. Die Messung der Temperaturverteilung erfolgt bei einer vom Kunden vorgegebenen Soll-Temperatur nach einer vorab definierten Haltezeit. Sofern gefordert, können auch unterschiedliche Soll-Temperaturen oder ein definierter Soll-Arbeitsbereich kalibriert werden.
Temperaturgleichmäßigkeit und Systemgenauigkeit
Steckbares Messgestell für Umluft-Kam-merofen N 7920/45 HAS
76
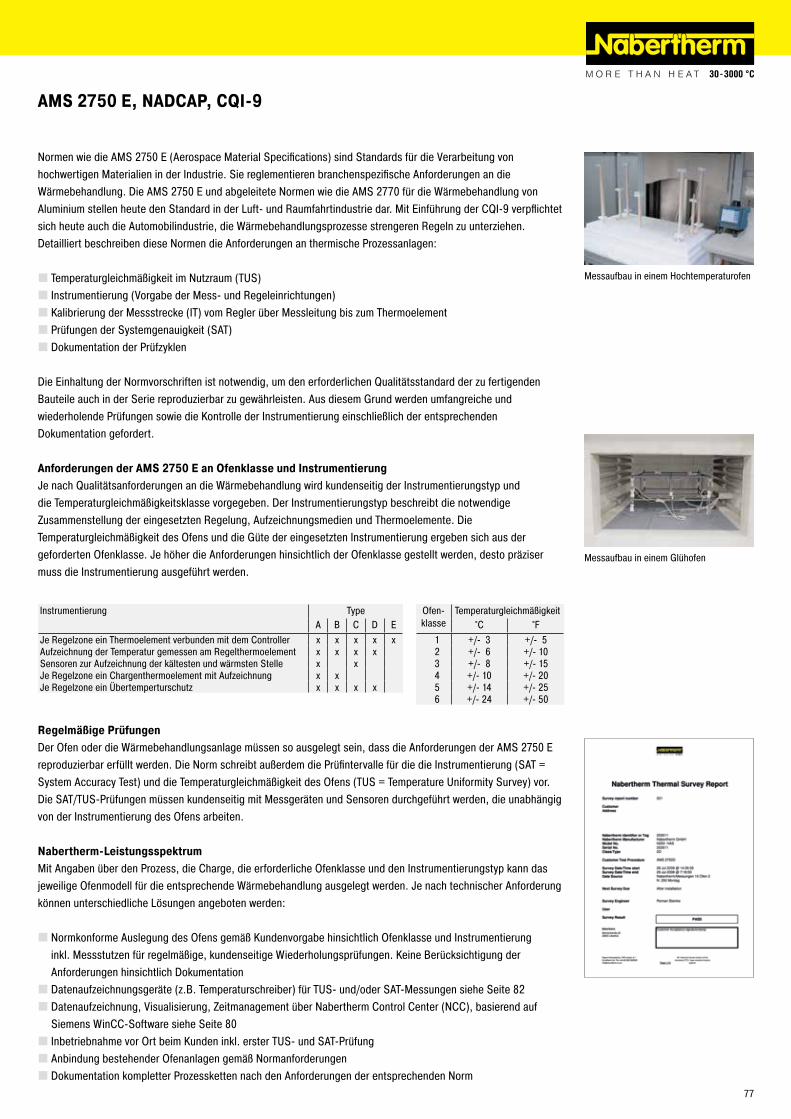
Normen wie die AMS 2750 E (Aerospace Material Specifications) sind Standards für die Verarbeitung von hochwertigen Materialien in der Industrie. Sie reglementieren branchenspezifische Anforderungen an die Wärmebehandlung. Die AMS 2750 E und abgeleitete Normen wie die AMS 2770 für die Wärmebehandlung von Aluminium stellen heute den Standard in der Luft- und Raumfahrtindustrie dar. Mit Einführung der CQI-9 verpflichtet sich heute auch die Automobilindustrie, die Wärmebehandlungsprozesse strengeren Regeln zu unterziehen. Detailliert beschreiben diese Normen die Anforderungen an thermische Prozessanlagen:
� Temperaturgleichmäßigkeit im Nutzraum (TUS) � Instrumentierung (Vorgabe der Mess- und Regeleinrichtungen) � Kalibrierung der Messstrecke (IT) vom Regler über Messleitung bis zum Thermoelement � Prüfungen der Systemgenauigkeit (SAT) � Dokumentation der Prüfzyklen
Die Einhaltung der Normvorschriften ist notwendig, um den erforderlichen Qualitätsstandard der zu fertigenden Bauteile auch in der Serie reproduzierbar zu gewährleisten. Aus diesem Grund werden umfangreiche und wiederholende Prüfungen sowie die Kontrolle der Instrumentierung einschließlich der entsprechenden Dokumentation gefordert.
Anforderungen der AMS 2750 E an Ofenklasse und InstrumentierungJe nach Qualitätsanforderungen an die Wärmebehandlung wird kundenseitig der Instrumentierungstyp und die Temperaturgleichmäßigkeitsklasse vorgegeben. Der Instrumentierungstyp beschreibt die notwendige Zusammenstellung der eingesetzten Regelung, Aufzeichnungsmedien und Thermoelemente. Die Temperaturgleichmäßigkeit des Ofens und die Güte der eingesetzten Instrumentierung ergeben sich aus der geforderten Ofenklasse. Je höher die Anforderungen hinsichtlich der Ofenklasse gestellt werden, desto präziser muss die Instrumentierung ausgeführt werden.
AMS 2750 E, NADCAP, CQI-9
Messaufbau in einem Hochtemperaturofen
Messaufbau in einem Glühofen
Instrumentierung Type Ofen-klasse
TemperaturgleichmäßigkeitA B C D E °C °F
Je Regelzone ein Thermoelement verbunden mit dem Controller x x x x x 1 +/- 3 +/- 5Aufzeichnung der Temperatur gemessen am Regelthermoelement x x x x 2 +/- 6 +/- 10Sensoren zur Aufzeichnung der kältesten und wärmsten Stelle x x 3 +/- 8 +/- 15Je Regelzone ein Chargenthermoelement mit Aufzeichnung x x 4 +/- 10 +/- 20Je Regelzone ein Übertemperturschutz x x x x 5 +/- 14 +/- 25
6 +/- 24 +/- 50
Regelmäßige PrüfungenDer Ofen oder die Wärmebehandlungsanlage müssen so ausgelegt sein, dass die Anforderungen der AMS 2750 E reproduzierbar erfüllt werden. Die Norm schreibt außerdem die Prüfintervalle für die die Instrumentierung (SAT = System Accuracy Test) und die Temperaturgleichmäßigkeit des Ofens (TUS = Temperature Uniformity Survey) vor. Die SAT/TUS-Prüfungen müssen kundenseitig mit Messgeräten und Sensoren durchgeführt werden, die unabhängig von der Instrumentierung des Ofens arbeiten.
Nabertherm-LeistungsspektrumMit Angaben über den Prozess, die Charge, die erforderliche Ofenklasse und den Instrumentierungstyp kann das jeweilige Ofenmodell für die entsprechende Wärmebehandlung ausgelegt werden. Je nach technischer Anforderung können unterschiedliche Lösungen angeboten werden:
� Normkonforme Auslegung des Ofens gemäß Kundenvorgabe hinsichtlich Ofenklasse und Instrumentierung inkl. Messstutzen für regelmäßige, kundenseitige Wiederholungsprüfungen. Keine Berücksichtigung der Anforderungen hinsichtlich Dokumentation � Datenaufzeichnungsgeräte (z.B. Temperaturschreiber) für TUS- und/oder SAT-Messungen siehe Seite 82 � Datenaufzeichnung, Visualisierung, Zeitmanagement über Nabertherm Control Center (NCC), basierend auf Siemens WinCC-Software siehe Seite 80 � Inbetriebnahme vor Ort beim Kunden inkl. erster TUS- und SAT-Prüfung � Anbindung bestehender Ofenanlagen gemäß Normanforderungen � Dokumentation kompletter Prozessketten nach den Anforderungen der entsprechenden Norm
77
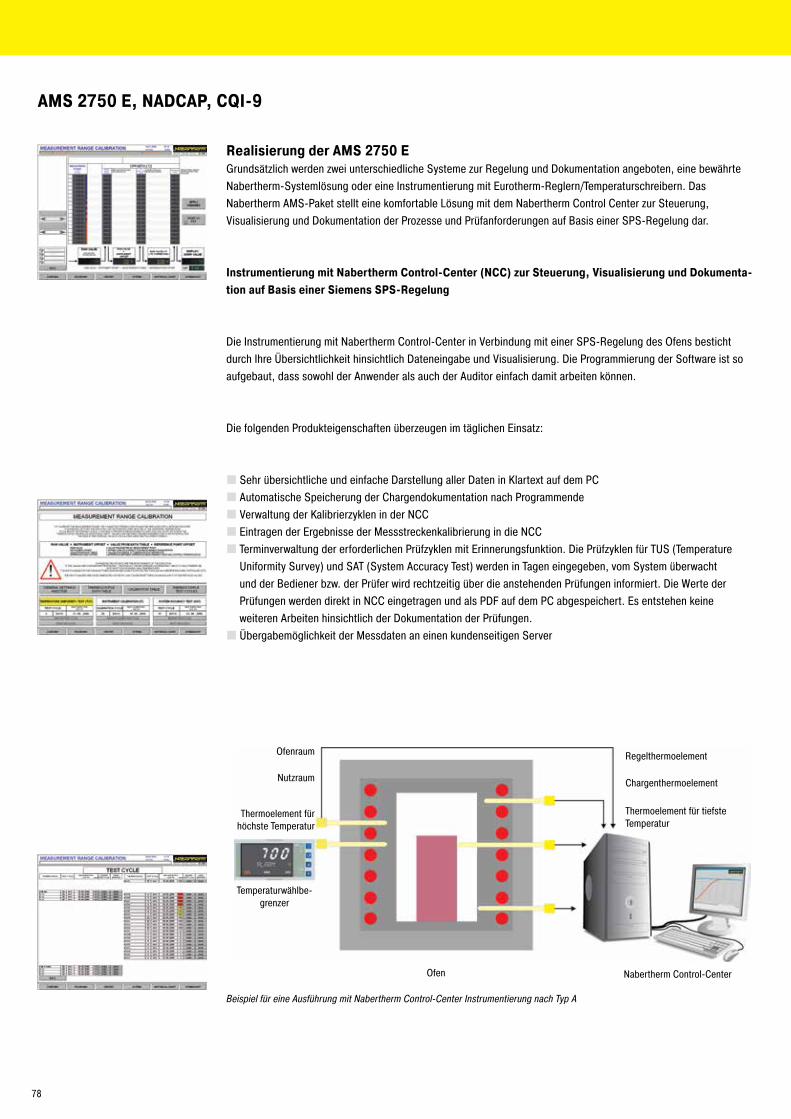
Realisierung der AMS 2750 EGrundsätzlich werden zwei unterschiedliche Systeme zur Regelung und Dokumentation angeboten, eine bewährte Nabertherm-Systemlösung oder eine Instrumentierung mit Eurotherm-Reglern/Temperaturschreibern. Das Nabertherm AMS-Paket stellt eine komfortable Lösung mit dem Nabertherm Control Center zur Steuerung, Visualisierung und Dokumentation der Prozesse und Prüfanforderungen auf Basis einer SPS-Regelung dar.
Instrumentierung mit Nabertherm Control-Center (NCC) zur Steuerung, Visualisierung und Dokumenta-tion auf Basis einer Siemens SPS-Regelung
Die Instrumentierung mit Nabertherm Control-Center in Verbindung mit einer SPS-Regelung des Ofens besticht durch Ihre Übersichtlichkeit hinsichtlich Dateneingabe und Visualisierung. Die Programmierung der Software ist so aufgebaut, dass sowohl der Anwender als auch der Auditor einfach damit arbeiten können.
Die folgenden Produkteigenschaften überzeugen im täglichen Einsatz:
� Sehr übersichtliche und einfache Darstellung aller Daten in Klartext auf dem PC � Automatische Speicherung der Chargendokumentation nach Programmende � Verwaltung der Kalibrierzyklen in der NCC � Eintragen der Ergebnisse der Messstreckenkalibrierung in die NCC � Terminverwaltung der erforderlichen Prüfzyklen mit Erinnerungsfunktion. Die Prüfzyklen für TUS (Temperature Uniformity Survey) und SAT (System Accuracy Test) werden in Tagen eingegeben, vom System überwacht und der Bediener bzw. der Prüfer wird rechtzeitig über die anstehenden Prüfungen informiert. Die Werte der Prüfungen werden direkt in NCC eingetragen und als PDF auf dem PC abgespeichert. Es entstehen keine weiteren Arbeiten hinsichtlich der Dokumentation der Prüfungen. � Übergabemöglichkeit der Messdaten an einen kundenseitigen Server
Beispiel für eine Ausführung mit Nabertherm Control-Center Instrumentierung nach Typ A
Ofenraum
Nutzraum
Regelthermoelement
Temperaturwählbe-grenzer
Thermoelement für höchste Temperatur
Thermoelement für tiefste Temperatur
Ofen
Chargenthermoelement
Nabertherm Control-Center
AMS 2750 E, NADCAP, CQI-9
78
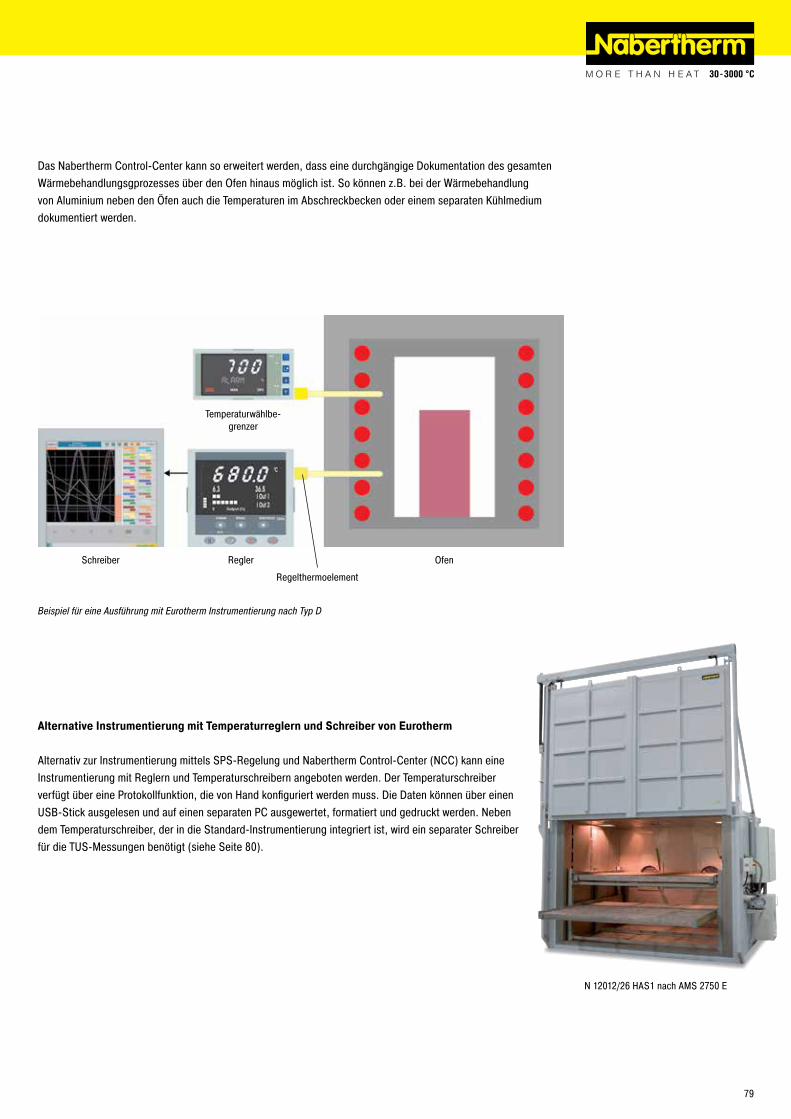
Das Nabertherm Control-Center kann so erweitert werden, dass eine durchgängige Dokumentation des gesamten Wärmebehandlungsgprozesses über den Ofen hinaus möglich ist. So können z.B. bei der Wärmebehandlung von Aluminium neben den Öfen auch die Temperaturen im Abschreckbecken oder einem separaten Kühlmedium dokumentiert werden.
Beispiel für eine Ausführung mit Eurotherm Instrumentierung nach Typ D
Schreiber Regler
Regelthermoelement
Temperaturwählbe-grenzer
Ofen
N 12012/26 HAS1 nach AMS 2750 E
Alternative Instrumentierung mit Temperaturreglern und Schreiber von Eurotherm
Alternativ zur Instrumentierung mittels SPS-Regelung und Nabertherm Control-Center (NCC) kann eine Instrumentierung mit Reglern und Temperaturschreibern angeboten werden. Der Temperaturschreiber verfügt über eine Protokollfunktion, die von Hand konfiguriert werden muss. Die Daten können über einen USB-Stick ausgelesen und auf einen separaten PC ausgewertet, formatiert und gedruckt werden. Neben dem Temperaturschreiber, der in die Standard-Instrumentierung integriert ist, wird ein separater Schreiber für die TUS-Messungen benötigt (siehe Seite 80).
79
B400/C440/P470
B410/C450/P480
Nabertherm verfügt über eine langjährige Erfahrung im Design und Bau von standardisierten und kunden-spezifischen Regelanlagen. Alle Regelungsalternativen zeichnen sich durch einen sehr hohen Bedienkomfort aus und verfügen schon in der Basisversion über umfangreiche Grundfunktionen.
Standard-ControllerDurch unsere breite Palette an Standard-Controllern decken wir die meisten Kundenanforderungen ab. Abgestimmt auf das spezifische Ofenmodell regelt der Controller zuverlässig die Ofentemperatur, und verfügt zudem über eine integrierte USB-Schnittstelle zur Aufzeichnung der Prozessdaten (NTLog/NTGraph).
Die Standard-Controller werden innerhalb der Nabertherm-Gruppe entwickelt und gefertigt. Bei der Entwicklung der Controller steht für uns die einfache Bedienung im Vordergrund. Technisch sind die Geräte zugeschnitten auf das jeweilige Ofenmodell bzw. auf die damit verbundene Anwendung. Vom einfachen Controller mit einer einstellbaren Temperatur bis hin zur Steuereinheit mit frei einstellbaren Regelparametern, speicherbaren Programmen und PID Mikroprozessorregelung mit Selbstdiagnosesystem – wir haben eine Lösung für Ihre Anforderungen.
HiProSystems-Steuerung und DokumentationDiese professionelle Prozesssteuerung mit SPS-Regelung für Ein- und Mehrzonenanlagen basiert auf Siemens-Hardware und kann beliebig konfiguriert und erweitert werden. HiProSystems kommt unter anderem zum Einsatz, wenn mehr als zwei Funktionen wie z.B. Zu- und/oder Abluftklappen, Kühlgebläse, automatische Bewegungen usw. erforderlich sind und/oder Öfen mehrzonig geregelt werden müssen und/oder erhöhte Anforderungen an die Dokumentation und/oder an Wartungs-/Servicearbeiten wie z.B. per Fernwartung gestellt werden. Die entsprechende Dokumentation der Prozesse kann individuell angepasst werden.
Alternative Bedienoberflächen für HiProSystemsProzesssteuerung H500/H700Die Standardausführung für die einfache Bedienung und Überwachung deckt bereits die meisten Anforderungen ab. Temperatur-/Zeitprogramm und die geschalteten Extrafunktionen werden tabellarisch übersichtlich dargestellt, Meldungen werden in Klartext angezeigt. Daten können über die Option „NTLog Comfort“ auf USB-Stick gespeichert werden (nicht für alle H700 verfügbar).Prozesssteuerung H1700Kundenspezifische Ausführungen können zusätzlich zu den Leistungsumfängen der H500/H700 realisiert werden. Prozesssteuerung H3700Darstellung der Funktionen auf einem großen 12‘‘-Display. Anzeige grundlegender Daten als Trend oder als grafische Anlagenübersicht. Leistungsumfang wie H1700
Steuerung, Visualisierung und Dokumentation mit Nabertherm Control-Center NCCDer individuelle Ausbau der HiProSystems-Regelung zum PC-gestützten NCC bietet weitere Schnittstellen-, Bedien-, Dokumentations- und Servicevorteile z. B. für die Mehrofenverwaltung inkl. Chargenverwaltung auch über den Ofen hinaus (Abschreckbecken, Kühlstation usw.):
� Einsetzbar für Wärmebehandlungsprozesse mit erhöhtem Anspruch an die Dokumentation wie z. B. im Metallbereich, für Technische Keramik oder für die Medizintechnik � Erweiterung der Software mit Dokumentation auch nach den Anforderungen der AMS 2750 E (NADCAP) möglich � Dokumentation gemäß den Anforderungen der Food and Drug Adminstration (FDA), Part 11, EGV 1642/03, realisierbar � Chargendaten können über Barcode eingelesen werden � Schnittstelle für die Anbindung an übergeordnete Systeme � Mobilfunkanbindung oder Netzwerkanbindung zur Benachrichtigung per SMS, z.B. bei Störungen � Steuerung von verschiedenen PC-Standorten aus � Messstreckenkalibrierung bis zu 18 Temperaturen je Messpunkt zum Einsatz bei unterschiedlichen Temperaturen. Bei normenrelevanten Anwendungen ist eine mehrstufige Kalibrierung möglich
H1700 mit farbiger, tabellarischer Dar-stellung
H3700 mit grafischer Darstellung
Prozesssteuerung und -dokumentation
80
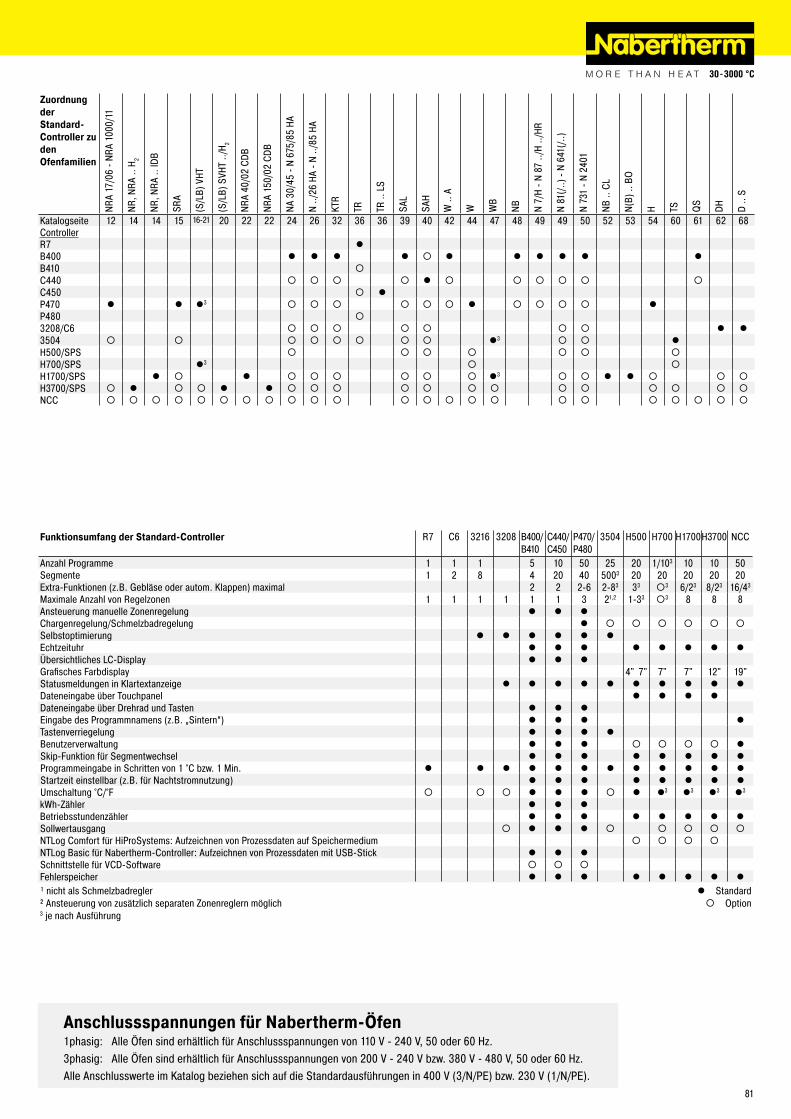
Anschlussspannungen für Nabertherm-Öfen1phasig: Alle Öfen sind erhältlich für Anschlussspannungen von 110 V - 240 V, 50 oder 60 Hz.3phasig: Alle Öfen sind erhältlich für Anschlussspannungen von 200 V - 240 V bzw. 380 V - 480 V, 50 oder 60 Hz.Alle Anschlusswerte im Katalog beziehen sich auf die Standardausführungen in 400 V (3/N/PE) bzw. 230 V (1/N/PE).
Funktionsumfang der Standard-Controller R7 C6 3216 3208 B400/B410
C440/C450
P470/P480
3504 H500 H700 H1700H3700 NCC
Anzahl Programme 1 1 1 5 10 50 25 20 1/103 10 10 50Segmente 1 2 8 4 20 40 5003 20 20 20 20 20Extra-Funktionen (z.B. Gebläse oder autom. Klappen) maximal 2 2 2-6 2-83 33 ¡3 6/23 8/23 16/43
Maximale Anzahl von Regelzonen 1 1 1 1 1 1 3 21,2 1-33 ¡3 8 8 8Ansteuerung manuelle Zonenregelung l l lChargenregelung/Schmelzbadregelung l ¡ ¡ ¡ ¡ ¡ ¡Selbstoptimierung l l l l l lEchtzeituhr l l l l l l l lÜbersichtliches LC-Display l l lGrafisches Farbdisplay 4" 7" 7" 7" 12" 19"Statusmeldungen in Klartextanzeige l l l l l l l l l lDateneingabe über Touchpanel l l l lDateneingabe über Drehrad und Tasten l l lEingabe des Programmnamens (z.B. „Sintern“) l l l lTastenverriegelung l l l lBenutzerverwaltung l l l ¡ ¡ ¡ ¡ lSkip-Funktion für Segmentwechsel l l l l l l l lProgrammeingabe in Schritten von 1 °C bzw. 1 Min. l l l l l l l l l l l lStartzeit einstellbar (z.B. für Nachtstromnutzung) l l l l l l l lUmschaltung °C/°F ¡ ¡ ¡ l l l ¡ l l3 l3 l3 l3
kWh-Zähler l l lBetriebsstundenzähler l l l l l l l lSollwertausgang ¡ l l l ¡ ¡ ¡ ¡ ¡NTLog Comfort für HiProSystems: Aufzeichnen von Prozessdaten auf Speichermedium ¡ ¡ ¡ ¡NTLog Basic für Nabertherm-Controller: Aufzeichnen von Prozessdaten mit USB-Stick l l lSchnittstelle für VCD-Software ¡ ¡ ¡Fehlerspeicher l l l l l l l l¹ nicht als Schmelzbadregler l Standard² Ansteuerung von zusätzlich separaten Zonenreglern möglich ¡ Option3 je nach Ausführung
Zuordnung der Standard-Controller zu den Ofenfamilien
NRA
17/0
6 - N
RA 1
000/
11
NR, N
RA ..
H2
NR, N
RA ..
IDB
SRA
(S/L
B) V
HT
(S/L
B) S
VHT
../H 2
NRA
40/0
2 CD
B
NRA
150/
02 C
DB
NA 3
0/45
- N
675/
85 H
A
N ../
26 H
A - N
../8
5 HA
KTR
TR TR ..
LS
SAL
SAH
W ..
A
W WB
NB N 7/
H - N
87
../H
../HR
N 81
(/..)
- N 6
41(/.
.)
N 73
1 - N
240
1
NB ..
CL
N(B)
.. B
O
H TS QS
DH D ..
S
Katalogseite 12 14 14 15 16-21 20 22 22 24 26 32 36 36 39 40 42 44 47 48 49 49 50 52 53 54 60 61 62 68ControllerR7 lB400 l l l l ¡ l l l l l lB410 ¡C440 ¡ ¡ ¡ ¡ l ¡ ¡ ¡ ¡ ¡ ¡C450 ¡ lP470 l l l3 ¡ ¡ ¡ ¡ ¡ ¡ l ¡ ¡ ¡ ¡ lP480 ¡3208/C6 ¡ ¡ ¡ ¡ ¡ ¡ ¡ l l3504 ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡ l3 ¡ ¡ lH500/SPS ¡ ¡ ¡ ¡ ¡ ¡ ¡H700/SPS l3 ¡ ¡H1700/SPS l ¡ l ¡ ¡ ¡ ¡ ¡ ¡ l3 ¡ ¡ l l ¡ ¡ ¡H3700/SPS ¡ l ¡ ¡ l l ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡NCC ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡ ¡
81
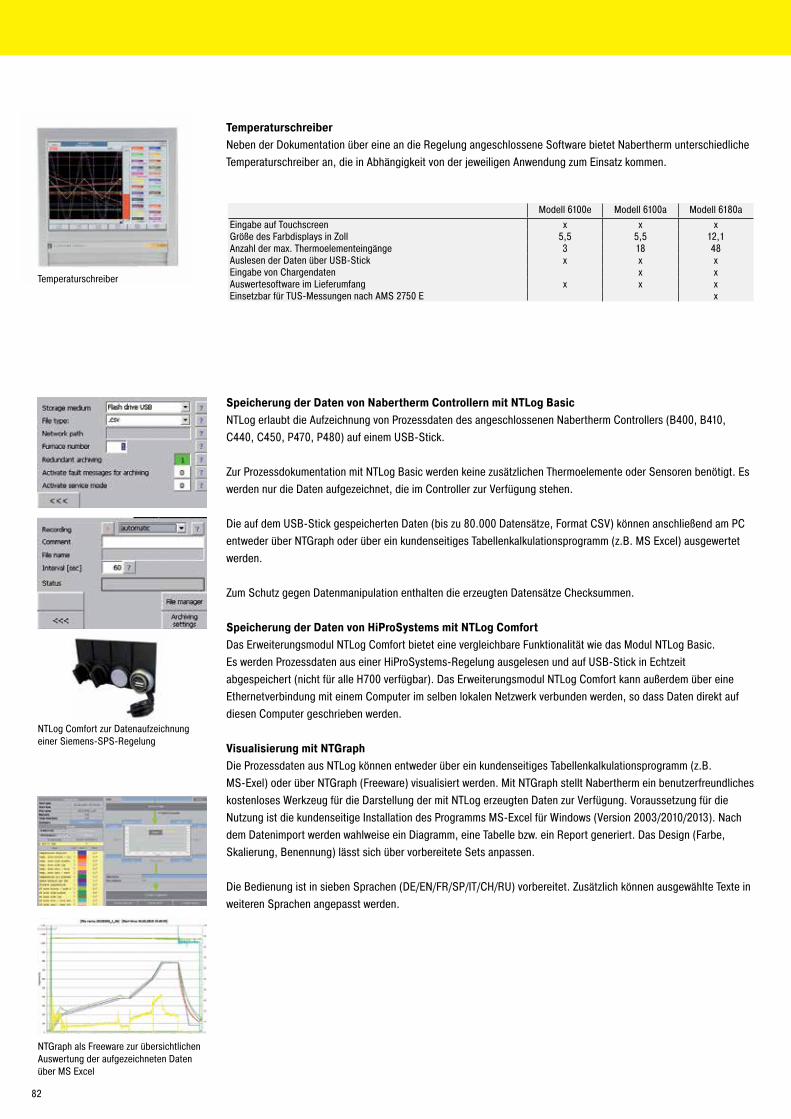
Speicherung der Daten von Nabertherm Controllern mit NTLog BasicNTLog erlaubt die Aufzeichnung von Prozessdaten des angeschlossenen Nabertherm Controllers (B400, B410, C440, C450, P470, P480) auf einem USB-Stick.
Zur Prozessdokumentation mit NTLog Basic werden keine zusätzlichen Thermoelemente oder Sensoren benötigt. Es werden nur die Daten aufgezeichnet, die im Controller zur Verfügung stehen.
Die auf dem USB-Stick gespeicherten Daten (bis zu 80.000 Datensätze, Format CSV) können anschließend am PC entweder über NTGraph oder über ein kundenseitiges Tabellenkalkulationsprogramm (z.B. MS Excel) ausgewertet werden.
Zum Schutz gegen Datenmanipulation enthalten die erzeugten Datensätze Checksummen.
Speicherung der Daten von HiProSystems mit NTLog ComfortDas Erweiterungsmodul NTLog Comfort bietet eine vergleichbare Funktionalität wie das Modul NTLog Basic. Es werden Prozessdaten aus einer HiProSystems-Regelung ausgelesen und auf USB-Stick in Echtzeit abgespeichert (nicht für alle H700 verfügbar). Das Erweiterungsmodul NTLog Comfort kann außerdem über eine Ethernetverbindung mit einem Computer im selben lokalen Netzwerk verbunden werden, so dass Daten direkt auf diesen Computer geschrieben werden.
Visualisierung mit NTGraphDie Prozessdaten aus NTLog können entweder über ein kundenseitiges Tabellenkalkulationsprogramm (z.B. MS-Exel) oder über NTGraph (Freeware) visualisiert werden. Mit NTGraph stellt Nabertherm ein benutzerfreundliches kostenloses Werkzeug für die Darstellung der mit NTLog erzeugten Daten zur Verfügung. Voraussetzung für die Nutzung ist die kundenseitige Installation des Programms MS-Excel für Windows (Version 2003/2010/2013). Nach dem Datenimport werden wahlweise ein Diagramm, eine Tabelle bzw. ein Report generiert. Das Design (Farbe, Skalierung, Benennung) lässt sich über vorbereitete Sets anpassen.
Die Bedienung ist in sieben Sprachen (DE/EN/FR/SP/IT/CH/RU) vorbereitet. Zusätzlich können ausgewählte Texte in weiteren Sprachen angepasst werden.
NTLog Comfort zur Datenaufzeichnung einer Siemens-SPS-Regelung
NTGraph als Freeware zur übersichtlichen Auswertung der aufgezeichneten Daten über MS Excel
TemperaturschreiberNeben der Dokumentation über eine an die Regelung angeschlossene Software bietet Nabertherm unterschiedliche Temperaturschreiber an, die in Abhängigkeit von der jeweiligen Anwendung zum Einsatz kommen.
Modell 6100e Modell 6100a Modell 6180aEingabe auf Touchscreen x x xGröße des Farbdisplays in Zoll 5,5 5,5 12,1Anzahl der max. Thermoelementeingänge 3 18 48Auslesen der Daten über USB-Stick x x xEingabe von Chargendaten x xAuswertesoftware im Lieferumfang x x xEinsetzbar für TUS-Messungen nach AMS 2750 E x
Temperaturschreiber
82
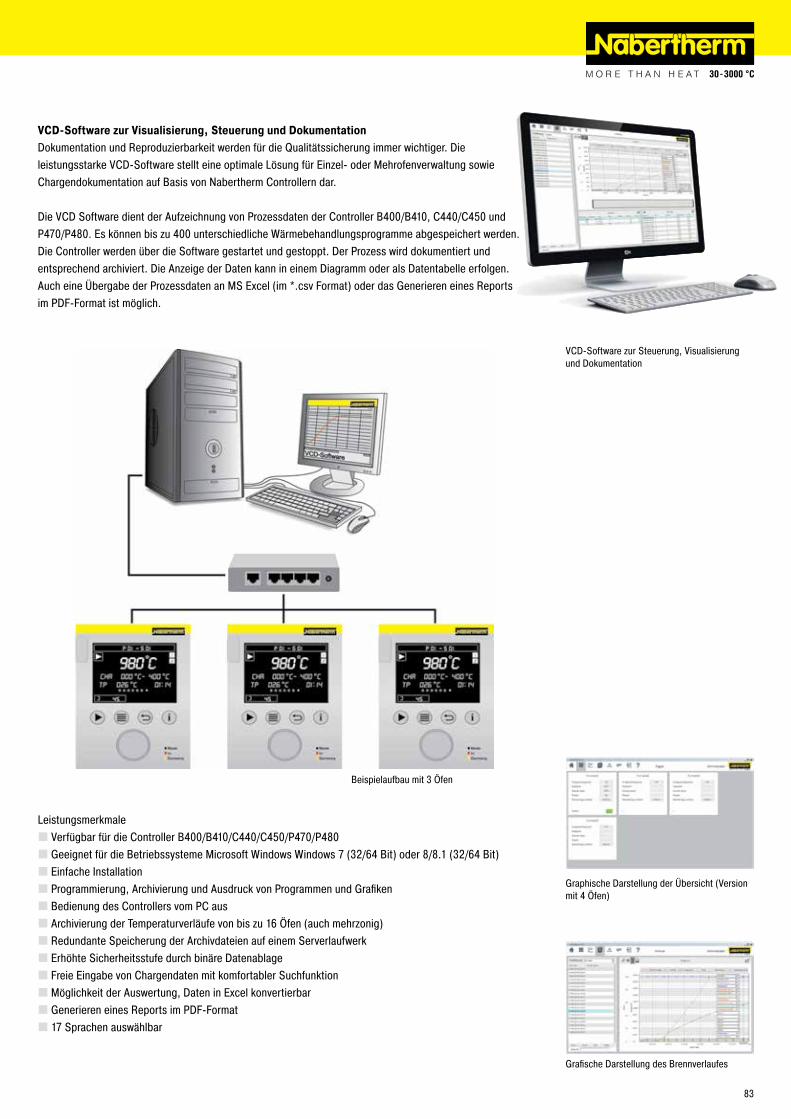
VCD-Software zur Visualisierung, Steuerung und DokumentationDokumentation und Reproduzierbarkeit werden für die Qualitätssicherung immer wichtiger. Die leistungsstarke VCD-Software stellt eine optimale Lösung für Einzel- oder Mehrofenverwaltung sowie Chargendokumentation auf Basis von Nabertherm Controllern dar.
Die VCD Software dient der Aufzeichnung von Prozessdaten der Controller B400/B410, C440/C450 und P470/P480. Es können bis zu 400 unterschiedliche Wärmebehandlungsprogramme abgespeichert werden. Die Controller werden über die Software gestartet und gestoppt. Der Prozess wird dokumentiert und entsprechend archiviert. Die Anzeige der Daten kann in einem Diagramm oder als Datentabelle erfolgen. Auch eine Übergabe der Prozessdaten an MS Excel (im *.csv Format) oder das Generieren eines Reports im PDF-Format ist möglich.
VCD-Software zur Steuerung, Visualisierung und Dokumentation
Beispielaufbau mit 3 Öfen
Graphische Darstellung der Übersicht (Version mit 4 Öfen)
Grafische Darstellung des Brennverlaufes
Leistungsmerkmale � Verfügbar für die Controller B400/B410/C440/C450/P470/P480 � Geeignet für die Betriebssysteme Microsoft Windows Windows 7 (32/64 Bit) oder 8/8.1 (32/64 Bit) � Einfache Installation � Programmierung, Archivierung und Ausdruck von Programmen und Grafiken � Bedienung des Controllers vom PC aus � Archivierung der Temperaturverläufe von bis zu 16 Öfen (auch mehrzonig) � Redundante Speicherung der Archivdateien auf einem Serverlaufwerk � Erhöhte Sicherheitsstufe durch binäre Datenablage � Freie Eingabe von Chargendaten mit komfortabler Suchfunktion � Möglichkeit der Auswertung, Daten in Excel konvertierbar � Generieren eines Reports im PDF-Format � 17 Sprachen auswählbar
83

www.nabertherm.com Reg.
-Nr.
C 4.
1/09
.16
(Deu
tsch
), An
gabe
n oh
ne G
ewäh
r, te
chni
sche
Änd
erun
gen
vorb
ehal
ten.
Die ganze Welt von Nabertherm: www.nabertherm.com
Unter www.nabertherm.com können Sie alles finden, was Sie über uns wissen wollen – und insbesondere alles über unsere Produkte.
Neben aktuellen Informationen und Messeterminen gibt es natürlich die Möglichkeit zum direkten Kontakt mit Ihren Ansprechpartnern oder nächstgelegenem Händler weltweit.
Professionelle Lösungen für:� Arts & Crafts� Glas� Advanced Materials� Labor� Dental� Thermprozesstechnik für Metalle,
Kunststoff & Oberflächentechnik� Gießerei
Zentrale:
Nabertherm GmbHBahnhofstr. 2028865 Lilienthal, [email protected]
Vertriebsorganisation
ChinaNabertherm Ltd. (Shanghai)150 Lane, No. 158 Pingbei Road, Minhang District 201109 Shanghai, [email protected]
FrankreichNabertherm SARL20, Rue du Cap Vert21800 Quetigny, [email protected]
ItalienNabertherm Italiavia Trento N° 1750139 Florence, [email protected]
GroßbritannienNabertherm Ltd., [email protected]
SchweizNabertherm Schweiz AGAltgraben 31 Nord4624 Härkingen, [email protected]
SpanienNabertherm Españac/Marti i Julià, 8 Bajos 7a
08940 Cornellà de Llobregat, [email protected]
USANabertherm Inc.54 Read‘s WayNew Castle, DE 19720, [email protected]
Für alle weiteren Länder nutzen Sie bitte unsere Internetseite: http://www.nabertherm.com/contacts













