Embed Size (px)
Citation preview
TIG 250 AC/DCSYNERGIC TIG
DE
73502 - V5 - 02/06/2016
2
TIG 250 AC/DC DE
SICHERHEITSANWEISUNGEN
Vielen Dank, dass Sie sich für ein Gerät der Marke JBDC entschieden haben. Um ein bestmögliches Schweißergebnis zu erzielen, lesen Sie vor dem Gebrauch des Gerätes die folgenden Sicherheitshinweise aufmerksam durch. Die in dieser Betriebsanleitung nachfolgend aufgeführten Informationen dienen der Veranschaulichung und Bewusstseinsteigerung potentieller Risiken beim Durchführen von Schweißarbeiten. Die Nichteinhaltung dieser Anweisungen und Hinweise kann mitunter zu schweren Personen- und Sachschäden führen. Nehmen Sie keine Wartungarbeiten oder Veränderungen am Gerät vor, wenn diese nicht explizit in der Anleitung genannt werden. Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes entstanden sind.Bei Problemen oder Fragen zum korrekten Gebrauch dieses Gerätes, wenden Sie sich bitte an entsprechend qualifiziertes und geschultes Fachpersonal.
UMGEBUNG
Dieses Gerät darf ausschließlich für Schweißarbeiten für die auf dem Siebdruck-Aufdruck bzw. dieser Anleitung angegebenen Materialanforderungen (Material, Materialstärke, usw.) verwendet werden. Es wurde allein für die sachgemäße Anwendung in Übereinstimmung mit konventionellen Handelspraktiken und Sicherheitsvorschriften konzipiert. Der Norm IEC 60974-10 entsprechend, wird dieses Gerät als Klasse A Gerät eingestuft und ist somit für den industriellen und/oder professionellen Gebrauch geeignet. In einem anderen Umfeld ist die elektromagnetische Verträglichkeit schwieriger zu gewährleisten.Verwenden Sie das Gerät nicht in Räumen, in denen sich in der Luft metallische Staubpartikel befinden, die Elektrizität leiten können. Achten Sie sowohl beim Betrieb als auch bei der Lagerung des Gerätes auf eine Umgebung, die frei von Säuren, Gasen und anderen ätzenden Substanzen ist. Achten Sie auf eine gute Belüftung und ausreichenden Schutz bzw. Ausstattung der Räumlichkeiten.
Betriebstemperatur: Zwischen -10 und +40°C Lagertemperatur: Zwischen -25 und +55°C
Luftfeuchtigkeit: ≥ 50% bis 40°C ≥ 90% bis 20°CDas Gerät ist bis in einer Höhe von 2.000m (über NN) einsetzbar.
Verwenden Sie dieses Gerät nicht um Rohre aufzutauen, Batterien zu laden oder Kfz-Motoren zu starten!
SICHERHEITSHINWEISE
Lichtbogenschweißen kann gefährlich sein und zu schweren- unter Umständen auch tödlichen- Verletzungen führen. Schützen Sie daher sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitshinweise:Beim Lichtbogenschweißen ist der Anwender einer Vielzahl potentieller Risken ausgesetzt: Lichtbogenstrahlung, elektromagnetische Störungen (Personen mit Herzschrittmacher oder Hörgerät sollten vor sich vor Arbeiten in der Nähe der Maschinen von einem Arzt beraten lassen), elektrische Schläge, Schweißlärm und –rauch.Die Strahlung des Lichtbogens kann zu schweren Augenschäden und Hautverbrennungen führen. Deshalb sollte zum Schutz der Gesichtshaut und der Augen ein ausreichend dimensionierter EN 175 konformer Schweißhelm mit Spezialschutzgläsern nach EN 169 / 379 verwendet werden. Tragen Sie während der Arbeit keine Kontaktlinsen! Die Haut muss durch geeignete trockene Schutzbekleidung (Schweißerhandschuhe, Lederschürze, Sicherheitsschuhe) geschützt werden.Schirmen Sie den Schweißbereich bei entsprechenden Umgebungsbedingungen durch Schweißvorhänge ab, um Dritte vor Lichtbogenstrahlung, Schweißspritzern, usw. zu schützen. In der Nähe des Lichtbogens befindliche Personen müssen ebenfalls auf Gefahren hingewiesen werden und mit den nötigen Schutzmitteln ausgerüstet werden. Bei Gebrauch des Schweißgerätes entsteht sehr großer Lärm, der auf Dauer das Gehör schädigt. Tragen Sie daher im Dauereinsatz ausreichend Gehörschutz und schützen Sie in der Nähe arbeitende Personen.Achten Sie darauf, dass Sie nicht mit Haaren, Händen oder Kleidung versehentlich in Kontakt mit beweglichen Teilen (Ventilator, Motor, usw.) kommen.
Berühren Sie niemals die Drahtförderrollen, wenn das Drahtvorschubgerät in Betrieb ist.Entfernen Sie unter keinen Umständen das Gerätegehäuse des Drahtvorschubgerätes, wenn dieses am Stromnetz angeschlossen ist. Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes bzw. Nichteinhaltung der Sicherheitshinweise entstanden sind.Halten Sie den Brenner immer vom Körper weg, wenn der Drahtvorschub läuft. Der Draht kann Verletzungen verursachen, wenn er aus dem Brenner tritt.ACHTUNG! Das Werkstück ist nach dem Schweißen sehr heiß! Seien Sie daher im Umgang mit dem geschweißten Teil vorsichtig, um Verbrennungen zu vermeiden.
3
TIG 250 AC/DC DE
Lassen Sie den Brenner vor jeder Instandhaltung/ Reinigung bzw. nach jedem Gebrauch unbedingt ausreichend abkühlen (min. 10min). Achten Sie vor Instandhaltung/ Reinigung eines wassergekühlten Brenners darauf, dass Kühlaggregat nach Schweißende ca. 10min weiterlaufen zu lassen, damit die Kühlflüssigkeit entsprechend abkühlt und Verbrennungen vermieden werden.
SCHWEISSRAUCH/ -GAS
Beim Schweißen entstehen Rauchgase bzw. toxische Dämpfe, die zu Sauerstoffmangel in der Atemluft führen können. Sorgen Sie daher immer für ausreichend Frischluft, technische Belüftung (oder ein zugelassenes Atmungsgerät). Verwenden Sie die Schweißanlage nur in gut belüfteten Hallen, im Freien oder in geschlossenen Räumen mit ausreichend starker Absaugung, die den aktuellen Sicherheitsstandards entspricht. Schweißen von Blei, auch in Form von Überzügen, verzinkten Teilen, Kadmium, „kadmierte Schrauben“, Beryllium (meist als Legierungsbestandteil, z.B. Beryllium-Kupfer) und andere Metalle, die beim Schweißen giftige Dämpfe entwickeln, ist nur mit Atemschutzmaske und –gerät, sowie scharfer Absaugung und Filterung der giftigen Gase und Dämpfe erlaubt. Erhöhte Vorsicht gilt beim Schweißen von Behältern. Entleeren und reinigen Sie diese zuvor. Um die Bildung von Giftgasen zu vermeiden bzw. zu verhindern, muss der Schweißbereich des Werkstückes von Lösungs- und Entfettungsmitteln gereinigt werden. Die zum Schweißen benötigten Gasflaschen müssen in gut belüfteter, gesicherter Umgebung aufbewahrt werden. Lagern Sie sie ausschließlich in vertikaler Position und sichern Sie sie z.B. mithilfe eines entsprechenden Gasflaschenfahrwagens gegen Umkippen. Informationen zum richtigen Umgang mit Gasflaschen erhalten Sie von Ihrem Gaselieferanten.Schweißarbeiten in unmittelbarer Nähe von Fett und Farben ist grundsätzlich verboten!
BRAND- UND EXPLOSIONSGEFAHR
Sorgen Sie für ausreichenden Schutz des Schweißbereiches. Der Sicherheitsabstand für Gasflaschen (brennbare Gase) und andere brennbare Materialien beträgt mindestens 11 Meter. Beachten Sie die beim Schweißen entstehende heiße Schlacke, Spritzer und Funken. Sie sind eine potentielle Entstehungsquelle für Feuer oder Explosionen. Schweißen Sie keine Behälter, die brennbare Materialien enthalten (auch keine Reste davon) -> Gefahr entflammbarer Gase. ACHTUNG! Behälter bzw. Rohre im Über- bzw. Unterdruck dürfen nicht geschweißt werden (Explosions- bzw. Implosionsgefahr)!Arbeiten Sie bei Schleifarbeiten immer in entgegengesetzer Richtung zu diesem Gerät und entflammbaren Materialien.
GASDRUCKAUSRÜSTUNG
Austretendes Gas kann in hoher Konzentration zum Erstickungstod führen. Sorgen Sie daher immer für eine gut belüftete Arbeits- und Lagerumgebung. Achten Sie darauf, dass die Gasflaschen beim Transport gut verschlossen sind und das Schweißgerät ausgeschaltet ist. Lagern Sie die Gasflaschen ausschließlich in vertikaler Position und sichern Sie sie z.B. mithilfe eines entsprechenden Gasflaschenfahrwagens gegen Umkippen. Verschließen Sie die Flaschen nach jedem Schweißvorgang und schützen Sie sie vor direkter Sonneneinstrahlung, offenem Feuer und starken Temperaturschwankungen (z.B. sehr tiefen Temperaturen). Positionieren Sie die Gasflaschen stets mit ausreichendem Abstand zu Schweiß- und Schleifarbeiten bzw. jeder Hitze-, Funken- und Flammenquelle. Achten Sie auf einen einwandfreien Zustand der Gasbehälter und verwenden Sie nur zugelassene Teile wie Schläuche, Kupplungen, Druckminderer usw. Bei Erstöffnung des Gasventils muss der Plastikverschluss/ Garantiesiegel von der Flasche entfernt werden. Verwenden Sie ausschließlich Gas, das für die Schweißarbeit mit den von Ihnen ausgewählten Materialien geeignet ist.
ELEKTRISCHE SICHERHEIT
Das Schweißgerät darf ausschließlich an eine geerdete Netzversorgung angeschlossen werden. Verwenden Sie nur die empfohlenen Sicherungen. Das Berühren stromführender Teile kann tödliche elektrische Schläge oder schwere Verbrennungen verursachen.Berühren Sie daher UNTER KEINEN UMSTÄNDEN Teile des Geräteinneren oder das geöffnete Gehäuse wenn das Gerät mit dem Stromnetz verbunden ist. Trennen Sie IMMER das Gerät vom Stromnetz und warten Sie 2 weitere Minuten BEVOR Sie das Gerät öffnen, damit sich die Spannung der Kondensatoren entladen kann. Schweißen Sie nicht auf dem Boden oder auf feuchten Oberflächen. Arbeiten bei Regen sind grundsätzlich verboten! Die elektrischen Kabel dürfen unter keinen Umständen in Kontakt mit Flüssigkeiten jeder Art kommen. Berühren Sie niemals gleichzeitig Brenner und Masseklemme!Ausschließlich qualifiziertem und geschultem Fachpersonal ist es vorbehalten beschädigte Kabel und Brenner auszutauschen. Achten Sie beim Austausch stets darauf das entsprechende Äquivalent zu verwenden.Tragen Sie zur Isolierung beim Schweißen immer trockene Kleidung in gutem Zustand, um selbst vom Schweißstromkreis getrennt zu sein. Achten Sie unabhängig der Umgebungsbedingungen stets auf isolierendes Schuhwerk.
ELEKTRO-/ MAGNETFELD UND STÖRUNGEN
Durch Stromfluss ensteht an den Kabeln ein Magnetfeld. Der Norm IEC 60974-10 entsprechend, wird dieses Gerät als Klasse A Gerät eingestuft und ist somit für den industriellen und/oder professionellen Gebrauch geeignet. Es ist nicht für den Einsatz in Wohnbereichen bestimmt, in denen die
4
TIG 250 AC/DC DE
lokale Stromversorgung über das öffentliche Niederspannungsnetz geregelt wird. In diesem Umfeld ist es auf Grund von Hochfrequenz-Störungen und Strahlungen schwierig die elektromagnetische Verträglichkeit zu gewährleisten. ACHTUNG! Dieses Gerät ist nicht mit der Norm IEC 61000-3-12 konform. Es liegt in der Verantwortung des Anwenders zu überprüfen, ob die Geräte für den Stromanschluss geeignet sind, bevor Sie es an das Stromnetz anschließen. Bei Fragen wenden Sie sich bitte an den zuständigen Stromnetzbetreiber. Folgende Maßnahmen führen zur Reduzierung elektromagnetischer Störungen:Bauen Sie bei übermäßig leitungsgebunden Störungen Netzfilter in die Steckdose ein. Die Brenner- und Massekabellänge sollte so kurz wie möglich sein. Positionieren Sie die Kabel stets möglichst nah zueinander und achten Sie darauf, dass Sie nicht in Kontakt mit anderen Kabeln, Materialien und Stromleitungen kommen.
Durch den Betrieb dieses Gerätes können elektromedizinische, informationstechnische und andere Geräte in ihrer Funktionsweise beeinträchtigt werden. Personen, die Herzschrittmacher oder Hörge-
räte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten lassen.Verwenden Sie das Gerät nicht um Rohre aufzutauen.
Seien Sie im Umgang mit Gasflaschen besonders vorsichtig. Beschädigte Gasflaschen/ Gasventile stellen ein erhöhtes Sicherheitsrisiko dar.
Befinden sich Netz- bzw. Gerätekabel in unmittelbarer Nähe des Geräteinneren, können die an den Kabeln entste-henden Spannungs- und Magnetfelder Störungen verursachen und zu Fehlfunktionen des Gerätes führen.Achten Sie darauf, dass sich die Kabel nicht um Ihren Körper wickeln und stehen Sie niemals zwischen Masse- und Brennerkabel. Die Kabel sollten stets auf einer Seite liegen. Reduzieren Sie alle elektromagnetischen Störungen so weit wie möglichen, wenn diese Sie in Ihrer Arbeit beeinträchtigen. Es liegt in Ihrer Verantwortung dafür Sorge zu tragen, dass das Gerät ordnungsgemäß eingerichtet und verwendet wird. Bei Probleme oder Fragen wenden Sie sich bitte an entsprechend qualifiziertes Fachpersonal.
VORSCHRIFTEN ZUR ELEKTROINSTALLATION (STÖRUNGSREDUZIERUNG)
Es wird empfohlen alle Metallteile/ -geräte mit der gleichen Erdverbindung zu verbinden (Potentialausgleich).Verbinden Sie das Werkstück mit einem Erdkabel, um Störungen für Anwender und andere Geräte zu vermeiden.Erwägen Sie die Abschirmung aller Gerätekabel (auch die anderer Geräte).
IP S SCHUTZKLASSE
IP23S- Das Gerätegehäuse schützt die eingebauten Teile vor Berührungen und mittelgroße Fremdkörpern mit einem Durch-messer ≥ 12,5mm - Schutzgitter gegen Sprühwasser (beliebige Richtungen bis 60° Abweichung von der Senkrechten).- Schutz des Geräterinneren gegen Wasser- und Staubzutritt, wenn das Gerät nicht in Betrieb ist.
MONTAGE
Ausschließlich qualifiziertem, durch den Hersteller autorisiertem Fachpersonal ist es vorbehalten, die Montage dieses Gerätes durchzuführen. Achten Sie darauf, dass das Gerät während der Montage nicht am Stromnetz angeschlossen ist. Die Reihen- oder Parallelschaltung des Generators ist generell verboten!
TRANSPORT
Das Schweißgerät lässt sich dank seiner 2 Griffe auf der Geräteoberseite bequem heben. Unterschätzen Sie jedoch nicht dessen Eigengewicht!Da das Gerät über keine weitere Transporteinrichtung verfügt, liegt es Ihrer eigenen Verantwortung dafür Sorge zu tragen, dass Transport und Bewegung des Gerätes sicher verlaufen (achten Sie darauf das Gerät nicht zu kippen).Ziehen Sie niemals an Brenner oder Kabeln, um das Gerät zu bewegen. Das Gerät darf ausschließlich in vertikaler Position transportiert werden. Sind noch Gasflaschen am Schweißgerät angeschlossen, darf es unter keinen Ums-tänden bewegt werden. Halten Sie sich unbedingt an die unterschiedlichen Transportrichtlinien für Schweißgeräte und Gasflaschen. Es wird empfohlen den Schweißdraht vor Transport des Gerätes zu entfernen.
INSTALLATION DES GERÄTES
Halten Sie sich an die folgenden Leitlinien:- Stellen Sie das Gerät ausschließlich auf festen und sicheren Grund, dessen Neigungswinkel nicht größer als 15° ist.- Achten Sie auf eine gute Belüftung und ausreichend Schutz bzw. Ausstattung der Räumlichkeiten. Der Netzstecker muss zu jeder Zeit frei zugänglich sein.- Schützen Sie das Gerät vor Regen und direkter Sonneneinstrahlung.
5
TIG 250 AC/DC DE
FIG-1
FIG-2
1
9
13
12
10
11
5
3
4
7
6
1 2
8
2
6
TIG 250 AC/DC DE
BESCHREIBUNG
Wir danken Ihnen für das entgegengebrachte Vertrauen. Um das Gerät optimal nutzen zu können, lesen Sie bitte die Betriebsanleitung sorgfältig durch.Das TIG 250 AC/DC ist ein WIG-Schweißinverter zum Gleich- und Wechselstromschweißen und verfügt über einen E-Hand-Schweißmodus (MMA), in dem alle gängigen Rutil-, Edelstahl-, Stahl- und basischen Elektroden verschweißt werden können. Es verfügt über ein integriertes Wasserkühlgerät für die Verwendung mit wassergekühlten Schweißbrennern. Das TIG 250 AC/DC kann mit einem Hand- oder Fussfernregler ausgestattet werden.
NETZANSCHLUSS - INBETRIEBNAHME
• Der JBDC Inverter wird mit einem fünfpoligem CEE17-Stecker 16A geliefert [Anschluss: 400V, 3P + N + E]. Anschluss an eine 400V (50-60 Hz) Steckdose + Erdung (abgesichert durch 16A Sicherung mit 30mA Fehlerstromschalter). Der aufgenommene Strom (I1eff) wird am Gerät angezeigt. Überprüfen Sie, ob die Stromversorgung und die Schutzeinrichtungen (Sicherungen und /oder Stromunterbrechung) mit dem Strom, den Sie beim Schweißen benötigen, übereinstimmen. In einigen Ländern ist es notwendig einen anderen Stecker zu verwenden, um bei maximaler Belastung arbeiten zu können.Das in diesem Gerät integrierte Wasserkühlgerät hat zwei Hauptfunktionen: Kühlung des wassergekühlten Brenners bei Anschluss + Kühlung der Elektronik im Geräteinneren. Der Kühlwassertank muss daher vor Betrieb bis zu der auf dem Gerät angegeben maximalen Obergrenze aufgefüllt werden.• Die Inbetriebnahme des Gerätes erfolgt über den Ein/Aus Schalter.• Der interne Überspannungsschutz schaltet das Gerät bei Unter-/ Überschreitung (<360V/ >440V) der zulässigen Netzspannung bzw. beim Fehlen einer Phase in den Stand-by-Modus. Diese Fehler werden entsprechend auf dem Display der Gerätevorderseite angezeigt (s. Abschnitt Fehler/Gründe/Lösungen).• Ventilator: Im E-Hand – Modus läuft der Ventilor ununterbrochen. Im WIG-Modus ist der Ventilator anforderungsgesteuert und stoppt, wenn das Gerät auf einen vorgegebenen Wert abgekühlt ist.• Der Norm CEI 61000-3-12 entsprechend, wird dieses Gerät als Klasse A Gerät eingestuft und ist somit für den industriellen und/oder professionellen Gebrauch geeignet. In einem anderen Umfeld ist die elektromagnetische Verträglichkeit schwieriger zu gewährleisten.
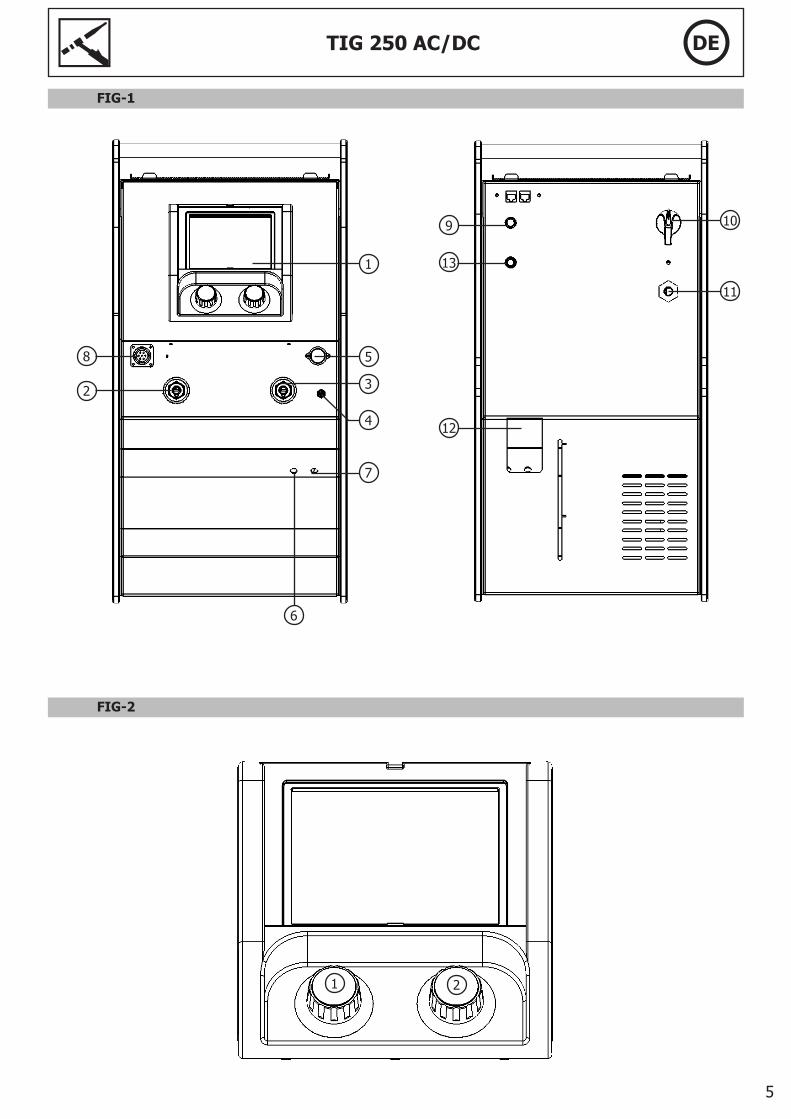
BESCHREIBUNG (ABB. 1)
1- Farbdisplay + 2 Druck-/ Drehpotentiometer 2- + Anschlussbuchse3- - Anschlussbuchse4- Schutzgasanschluss Schweißbrenner5- Anschlussbuchse Brennersteuerung6- Wasservorlauf für wassergekühlten Brenner7- Wasserrücklauf für wassergekühlten Brenner
8- Fernregleranschlussbuchse9- Sicherungshalter 5A10- Ein/ Aus Schalter11- Netzkabel12- Einfüllstutzen Kühlwasserbehälter13- Schutzgasanschluss Druckminderer
BEDIENFELD (ABB. 2)
Das Bedienfeld besteht aus einem Farbdisplay und zwei Druck-/Drehpotentiometern. Funktionsweise in drei Abschnitten:Abschnitt 1/ Standby-Modus: Mit Potentiometer 1 stellen Sie den Schweißstrom, mit Potentiometer 2 die dem Schweißstrom entsprechenden Parameter ein. Abschnitt 2/ Schweiß-Modus: Durch Druck des ersten Poti gelangen Sie in das Einstellungsmenü, wo Sie ebenfalls mithilfe des Poti den Schweißmodus auswählen können. Warten Sie 8 Sek. bzw. drücken Sie den zweiten Potentiometer, um das Menü zu verlassen -> zurück zum ersten Abschnitt.Abschnitt 3/ Schweißparameter-Modus: Durch Druck des zweiten Poti gelangen Sie zu den Einstellungsoptionen der Schweißparameter, wo Sie erneut mit Hilfe des Poti die entsprechenden Einstellungen vornehmen und einsehen können. Warten Sie 8 Sek. bzw. drücken Sie den zweiten Potentiometer, um das Menü zu verlassen -> zurück zum ersten Abschnitt.
7
TIG 250 AC/DC DE
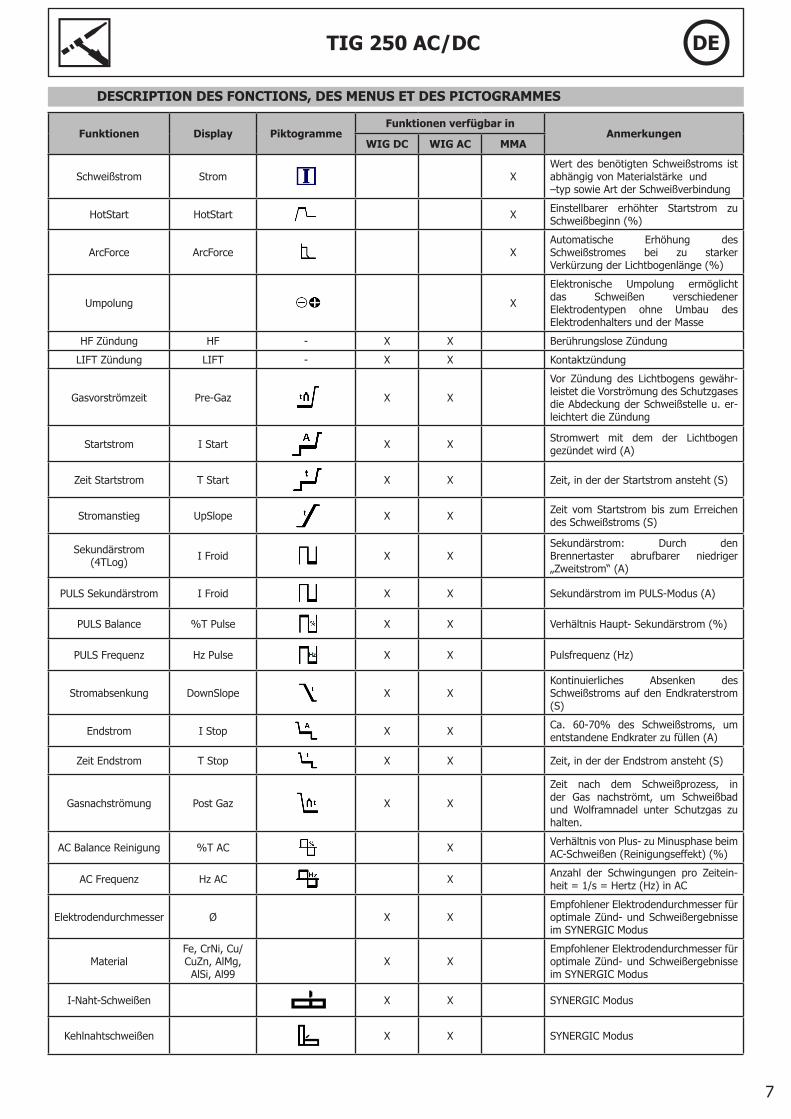
DESCRIPTION DES FONCTIONS, DES MENUS ET DES PICTOGRAMMES
Funktionen Display PiktogrammeFunktionen verfügbar in
AnmerkungenWIG DC WIG AC MMA
Schweißstrom Strom XWert des benötigten Schweißstroms ist abhängig von Materialstärke und –typ sowie Art der Schweißverbindung
HotStart HotStart X Einstellbarer erhöhter Startstrom zu Schweißbeginn (%)
ArcForce ArcForce XAutomatische Erhöhung des Schweißstromes bei zu starker Verkürzung der Lichtbogenlänge (%)
Umpolung X
Elektronische Umpolung ermöglicht das Schweißen verschiedener Elektrodentypen ohne Umbau des Elektrodenhalters und der Masse
HF Zündung HF - X X Berührungslose Zündung
LIFT Zündung LIFT - X X Kontaktzündung
Gasvorströmzeit Pre-Gaz
X X
Vor Zündung des Lichtbogens gewähr-leistet die Vorströmung des Schutzgases die Abdeckung der Schweißstelle u. er-leichtert die Zündung
Startstrom I Start
X X Stromwert mit dem der Lichtbogen gezündet wird (A)
Zeit Startstrom T Start
X X Zeit, in der der Startstrom ansteht (S)
Stromanstieg UpSlope
X X Zeit vom Startstrom bis zum Erreichen des Schweißstroms (S)
Sekundärstrom (4TLog) I Froid X X
Sekundärstrom: Durch den Brennertaster abrufbarer niedriger „Zweitstrom“ (A)
PULS Sekundärstrom I Froid X X Sekundärstrom im PULS-Modus (A)
PULS Balance %T Pulse X X Verhältnis Haupt- Sekundärstrom (%)
PULS Frequenz Hz Pulse X X Pulsfrequenz (Hz)
Stromabsenkung DownSlope X XKontinuierliches Absenken des Schweißstroms auf den Endkraterstrom (S)
Endstrom I Stop X X Ca. 60-70% des Schweißstroms, um entstandene Endkrater zu füllen (A)
Zeit Endstrom T Stop X X Zeit, in der der Endstrom ansteht (S)
Gasnachströmung Post Gaz
X X
Zeit nach dem Schweißprozess, in der Gas nachströmt, um Schweißbad und Wolframnadel unter Schutzgas zu halten.
AC Balance Reinigung %T AC X Verhältnis von Plus- zu Minusphase beim AC-Schweißen (Reinigungseffekt) (%)
AC Frequenz Hz AC X Anzahl der Schwingungen pro Zeitein-heit = 1/s = Hertz (Hz) in AC
Elektrodendurchmesser Ø X XEmpfohlener Elektrodendurchmesser für optimale Zünd- und Schweißergebnisse im SYNERGIC Modus
MaterialFe, CrNi, Cu/CuZn, AlMg, AlSi, Al99
X XEmpfohlener Elektrodendurchmesser für optimale Zünd- und Schweißergebnisse im SYNERGIC Modus
I-Naht-Schweißen
X X SYNERGIC Modus
Kehlnahtschweißen
X X SYNERGIC Modus
8
TIG 250 AC/DC DE
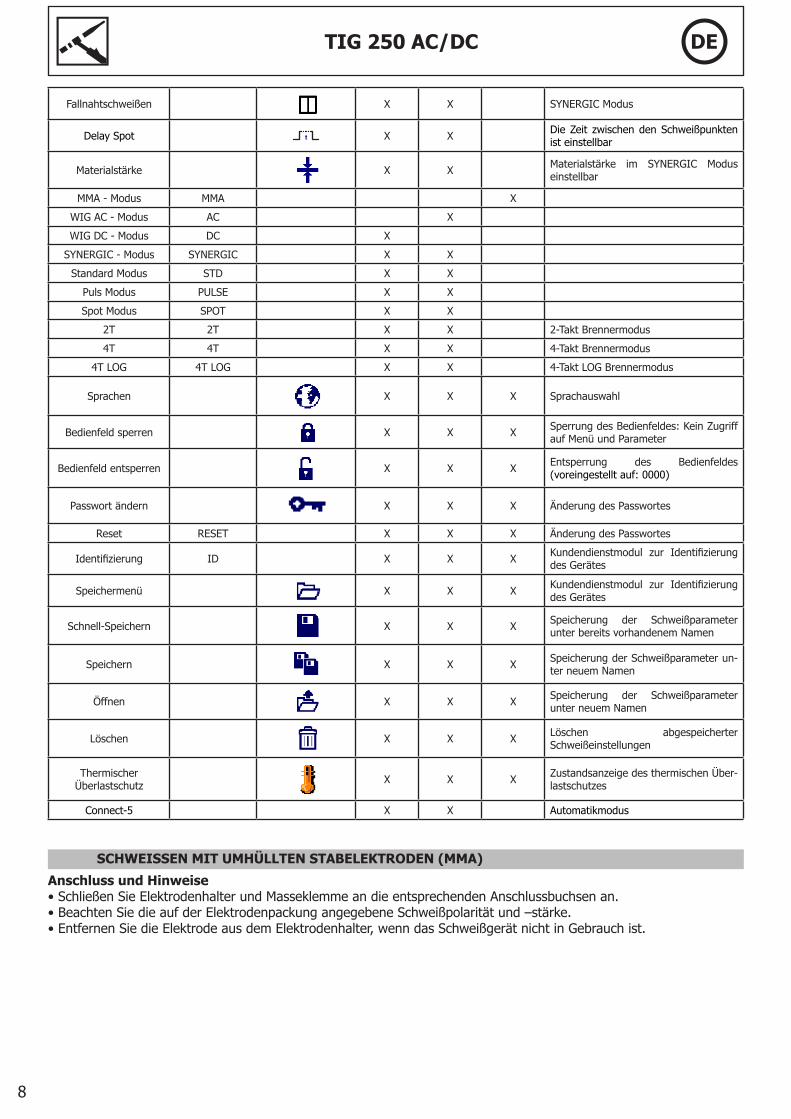
Fallnahtschweißen
X X SYNERGIC Modus
Delay Spot X X Die Zeit zwischen den Schweißpunkten ist einstellbar
Materialstärke
X X Materialstärke im SYNERGIC Modus einstellbar
MMA - Modus MMA X
WIG AC - Modus AC X
WIG DC - Modus DC X
SYNERGIC - Modus SYNERGIC X X
Standard Modus STD X X
Puls Modus PULSE X X
Spot Modus SPOT X X
2T 2T X X 2-Takt Brennermodus
4T 4T X X 4-Takt Brennermodus
4T LOG 4T LOG X X 4-Takt LOG Brennermodus
Sprachen
X X X Sprachauswahl
Bedienfeld sperren
X X X Sperrung des Bedienfeldes: Kein Zugriff auf Menü und Parameter
Bedienfeld entsperren
X X X Entsperrung des Bedienfeldes (voreingestellt auf: 0000)
Passwort ändern
X X X Änderung des Passwortes
Reset RESET X X X Änderung des Passwortes
Identifizierung ID X X X Kundendienstmodul zur Identifizierung des Gerätes
Speichermenü
X X X Kundendienstmodul zur Identifizierung des Gerätes
Schnell-Speichern
X X X Speicherung der Schweißparameter unter bereits vorhandenem Namen
Speichern
X X X Speicherung der Schweißparameter un-ter neuem Namen
Öffnen
X X X Speicherung der Schweißparameter unter neuem Namen
Löschen
X X X Löschen abgespeicherter Schweißeinstellungen
Thermischer Überlastschutz
X X X Zustandsanzeige des thermischen Über-lastschutzes
Connect-5 X X Automatikmodus
SCHWEISSEN MIT UMHÜLLTEN STABELEKTRODEN (MMA)
Anschluss und Hinweise• Schließen Sie Elektrodenhalter und Masseklemme an die entsprechenden Anschlussbuchsen an.• Beachten Sie die auf der Elektrodenpackung angegebene Schweißpolarität und –stärke.• Entfernen Sie die Elektrode aus dem Elektrodenhalter, wenn das Schweißgerät nicht in Gebrauch ist.
9
TIG 250 AC/DC DE
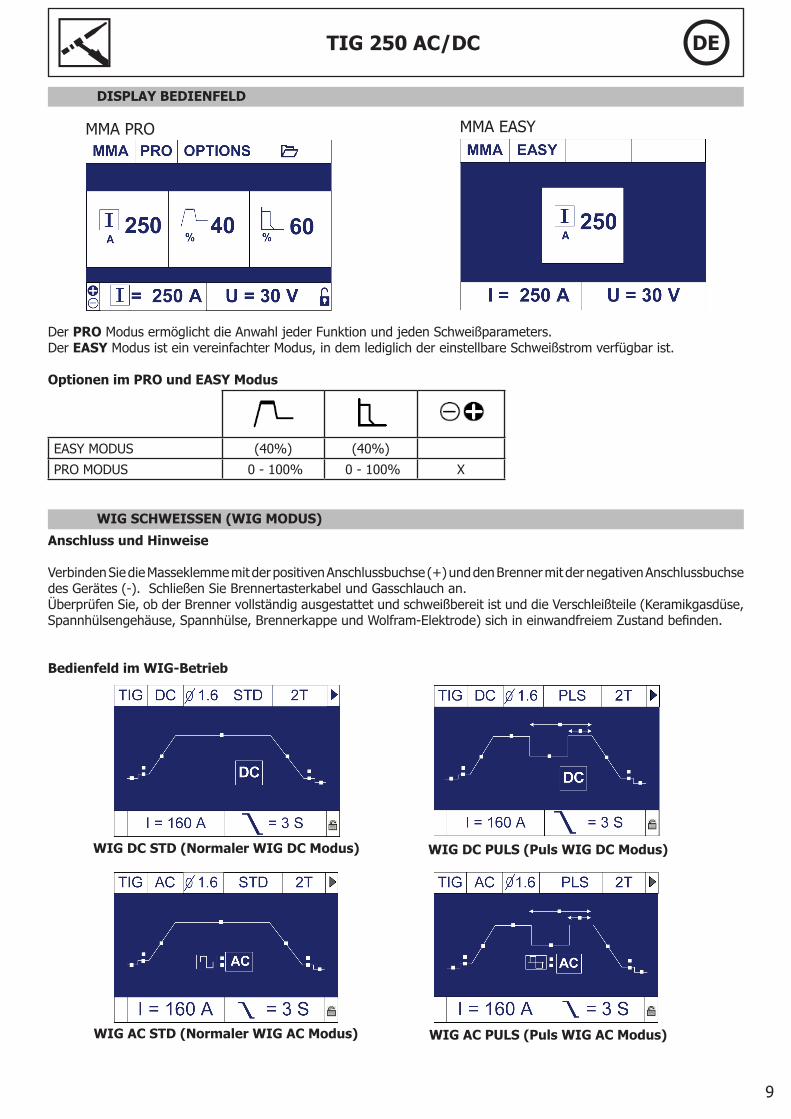
DISPLAY BEDIENFELD
MMA PRO MMA EASY
Der PRO Modus ermöglicht die Anwahl jeder Funktion und jeden Schweißparameters.Der EASY Modus ist ein vereinfachter Modus, in dem lediglich der einstellbare Schweißstrom verfügbar ist.
Optionen im PRO und EASY Modus
EASY MODUS (40%) (40%)
PRO MODUS 0 - 100% 0 - 100% X
WIG SCHWEISSEN (WIG MODUS)
Anschluss und Hinweise
Verbinden Sie die Masseklemme mit der positiven Anschlussbuchse (+) und den Brenner mit der negativen Anschlussbuchse des Gerätes (-). Schließen Sie Brennertasterkabel und Gasschlauch an.Überprüfen Sie, ob der Brenner vollständig ausgestattet und schweißbereit ist und die Verschleißteile (Keramikgasdüse, Spannhülsengehäuse, Spannhülse, Brennerkappe und Wolfram-Elektrode) sich in einwandfreiem Zustand befinden.
Bedienfeld im WIG-Betrieb
WIG DC STD (Normaler WIG DC Modus) WIG DC PULS (Puls WIG DC Modus)
WIG AC PULS (Puls WIG AC Modus)WIG AC STD (Normaler WIG AC Modus)
10
TIG 250 AC/DC DE
WIG-SCHWEISSVERFAHREN
WIG DCDer Gleichstrommodus (DC) eignet sich für nahezu alle Eisen- u. Nichteisenmaterialien wie Stahl, Edelstahl, Kupfer und deren Legierungen.
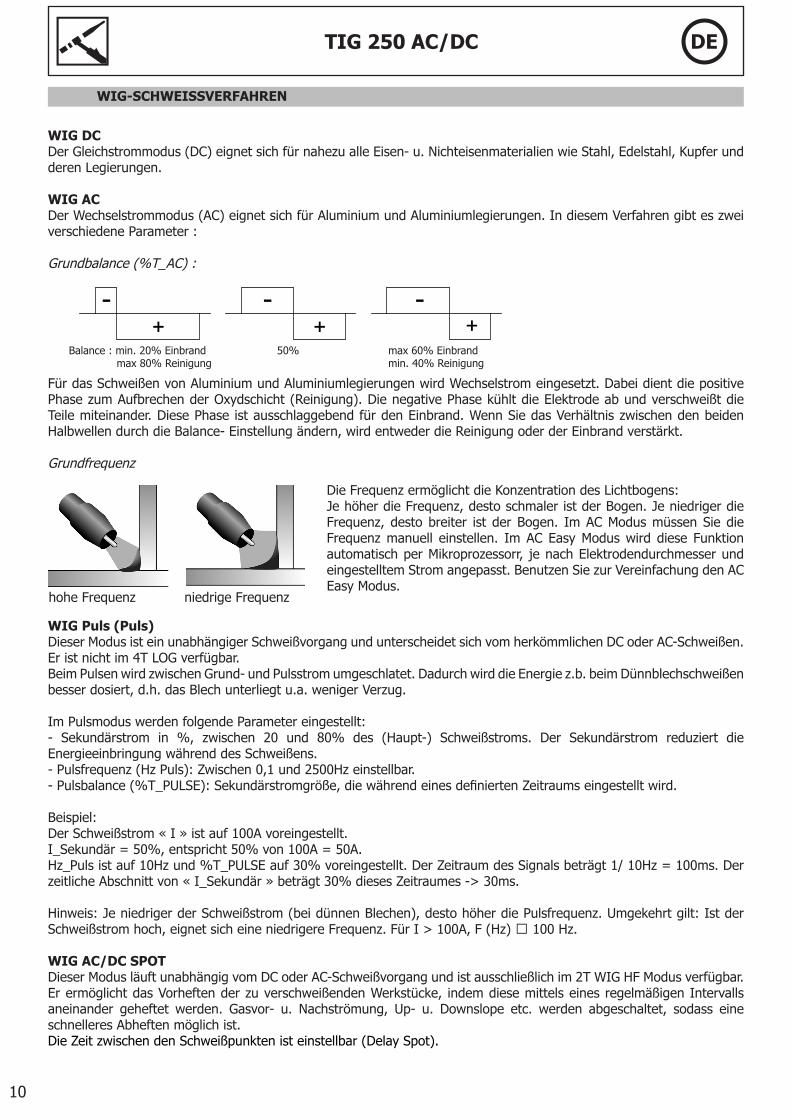
WIG ACDer Wechselstrommodus (AC) eignet sich für Aluminium und Aluminiumlegierungen. In diesem Verfahren gibt es zwei verschiedene Parameter :
Grundbalance (%T_AC) :
-
Balance : 20 % Pénétration maximum
+-
50 %
+-
80% Décapage maximum
+
Für das Schweißen von Aluminium und Aluminiumlegierungen wird Wechselstrom eingesetzt. Dabei dient die positive Phase zum Aufbrechen der Oxydschicht (Reinigung). Die negative Phase kühlt die Elektrode ab und verschweißt die Teile miteinander. Diese Phase ist ausschlaggebend für den Einbrand. Wenn Sie das Verhältnis zwischen den beiden Halbwellen durch die Balance- Einstellung ändern, wird entweder die Reinigung oder der Einbrand verstärkt.
Grundfrequenz
Die Frequenz ermöglicht die Konzentration des Lichtbogens: Je höher die Frequenz, desto schmaler ist der Bogen. Je niedriger die Frequenz, desto breiter ist der Bogen. Im AC Modus müssen Sie die Frequenz manuell einstellen. Im AC Easy Modus wird diese Funktion automatisch per Mikroprozessorr, je nach Elektrodendurchmesser und eingestelltem Strom angepasst. Benutzen Sie zur Vereinfachung den AC Easy Modus.
hohe Frequenz niedrige Frequenz
WIG Puls (Puls)Dieser Modus ist ein unabhängiger Schweißvorgang und unterscheidet sich vom herkömmlichen DC oder AC-Schweißen. Er ist nicht im 4T LOG verfügbar.Beim Pulsen wird zwischen Grund- und Pulsstrom umgeschlatet. Dadurch wird die Energie z.b. beim Dünnblechschweißen besser dosiert, d.h. das Blech unterliegt u.a. weniger Verzug.
Im Pulsmodus werden folgende Parameter eingestellt:- Sekundärstrom in %, zwischen 20 und 80% des (Haupt-) Schweißstroms. Der Sekundärstrom reduziert die Energieeinbringung während des Schweißens.- Pulsfrequenz (Hz Puls): Zwischen 0,1 und 2500Hz einstellbar.- Pulsbalance (%T_PULSE): Sekundärstromgröße, die während eines definierten Zeitraums eingestellt wird.
Beispiel:Der Schweißstrom « I » ist auf 100A voreingestellt.I_Sekundär = 50%, entspricht 50% von 100A = 50A.Hz_Puls ist auf 10Hz und %T_PULSE auf 30% voreingestellt. Der Zeitraum des Signals beträgt 1/ 10Hz = 100ms. Der zeitliche Abschnitt von « I_Sekundär » beträgt 30% dieses Zeitraumes -> 30ms.
Hinweis: Je niedriger der Schweißstrom (bei dünnen Blechen), desto höher die Pulsfrequenz. Umgekehrt gilt: Ist der Schweißstrom hoch, eignet sich eine niedrigere Frequenz. Für I > 100A, F (Hz) 100 Hz.
WIG AC/DC SPOTDieser Modus läuft unabhängig vom DC oder AC-Schweißvorgang und ist ausschließlich im 2T WIG HF Modus verfügbar.Er ermöglicht das Vorheften der zu verschweißenden Werkstücke, indem diese mittels eines regelmäßigen Intervalls aneinander geheftet werden. Gasvor- u. Nachströmung, Up- u. Downslope etc. werden abgeschaltet, sodass eine schnelleres Abheften möglich ist. Die Zeit zwischen den Schweißpunkten ist einstellbar (Delay Spot).
Balance : min. 20% Einbrand max 80% Reinigung
50% max 60% Einbrandmin. 40% Reinigung
11
TIG 250 AC/DC DE
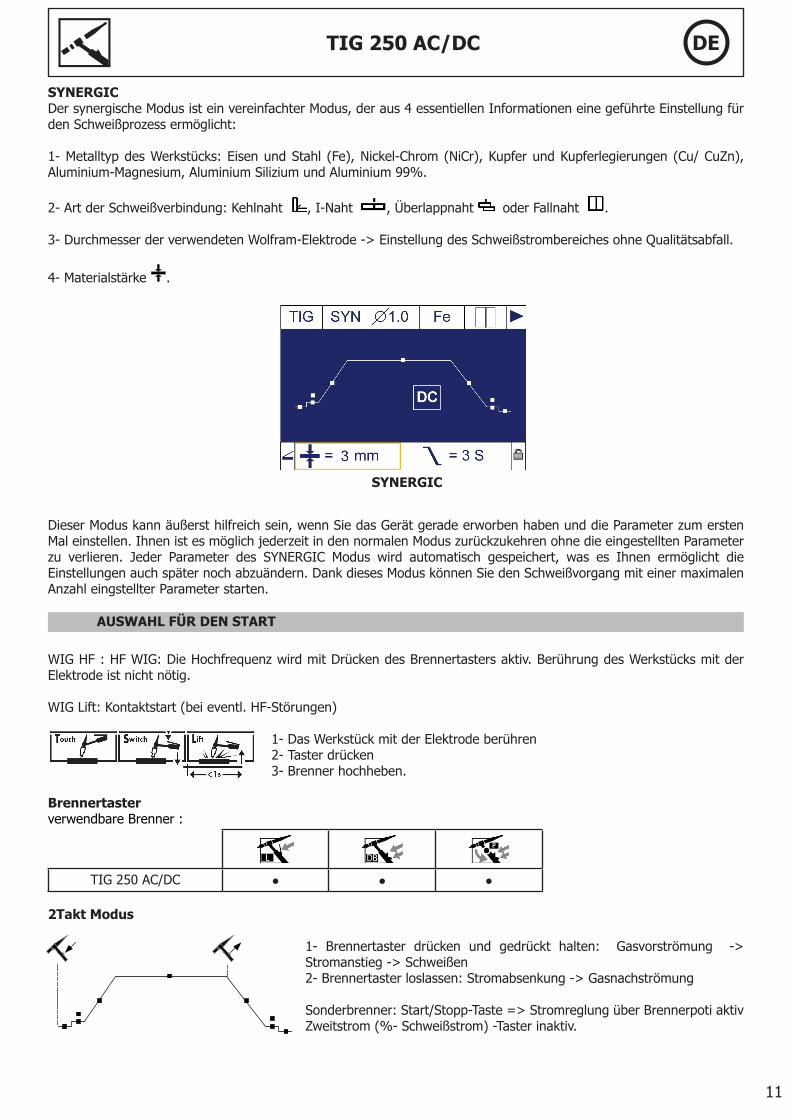
SYNERGICDer synergische Modus ist ein vereinfachter Modus, der aus 4 essentiellen Informationen eine geführte Einstellung für den Schweißprozess ermöglicht:
1- Metalltyp des Werkstücks: Eisen und Stahl (Fe), Nickel-Chrom (NiCr), Kupfer und Kupferlegierungen (Cu/ CuZn), Aluminium-Magnesium, Aluminium Silizium und Aluminium 99%.
2- Art der Schweißverbindung: Kehlnaht , I-Naht , Überlappnaht oder Fallnaht .
3- Durchmesser der verwendeten Wolfram-Elektrode -> Einstellung des Schweißstrombereiches ohne Qualitätsabfall.
4- Materialstärke .
SYNERGIC
Dieser Modus kann äußerst hilfreich sein, wenn Sie das Gerät gerade erworben haben und die Parameter zum ersten Mal einstellen. Ihnen ist es möglich jederzeit in den normalen Modus zurückzukehren ohne die eingestellten Parameter zu verlieren. Jeder Parameter des SYNERGIC Modus wird automatisch gespeichert, was es Ihnen ermöglicht die Einstellungen auch später noch abzuändern. Dank dieses Modus können Sie den Schweißvorgang mit einer maximalen Anzahl eingstellter Parameter starten.
AUSWAHL FÜR DEN START
WIG HF : HF WIG: Die Hochfrequenz wird mit Drücken des Brennertasters aktiv. Berührung des Werkstücks mit der Elektrode ist nicht nötig.
WIG Lift: Kontaktstart (bei eventl. HF-Störungen)
1- Das Werkstück mit der Elektrode berühren 2- Taster drücken3- Brenner hochheben.
Brennertasterverwendbare Brenner :
TIG 250 AC/DC • • •
2Takt Modus
1- Brennertaster drücken und gedrückt halten: Gasvorströmung -> Stromanstieg -> Schweißen2- Brennertaster loslassen: Stromabsenkung -> Gasnachströmung
Sonderbrenner: Start/Stopp-Taste => Stromreglung über Brennerpoti aktivZweitstrom (%- Schweißstrom) -Taster inaktiv.
12
TIG 250 AC/DC DE
4Takt Modus1- Brennertaster drücken: Gasvorströmzeit beim Starten. Um die Positionierung der Elektrode zu erleichtern, wird ein leichter Startstrom initiiert, der wie ein Richtstrahl funktioniert (= Adjust Ideal Position).2- Brennertaster loslassen: Stromanstieg bis festgelegter Wert in der Anzeige erscheint -> Schweißstart.3- Stromabsenkung auf Startstrom-Intensität (für einen sauberen Abschluss der Schweißnaht ohne Kraterbildung).4- Brennertaster loslassen: Stoppt den Strom und die Gasnachströmung.
Sonderbrenner: Start/Stopp-Taste => Stromregelung über Brennerpoti aktivZweitstrom (%- Schweißstrom)-Taster inaktiv.
4Takt Log Modus
Dieser Modus hat die gleiche Funktion wie der 4Takt-Modus, mit dem Unterschied, dass ein kurzes Drücken des Brennertasters ein Umschalten auf einen vorher eingestellten, zweiten, niedrigeren Schweißstrom (20% bis 70% des Schweißstroms) zur Folge hat.
1- Brennertaster drücken: Gasvorströmung beim Starten. Um die Positionierung der Elektrode zu erleichtern, wird ein min. Startstrom initiiert, der wie ein Richtstrahl funktioniert (= Adjust Ideal Position).2- Brennertaster loslassen: Erhöhung des Stromes auf einen eingestellten Schweißstrom (Wert wird im Display angezeigt).Kurzes Antippen: Wechsel zum zweiten Schweißstrom (%I)Kurzes Antippen: Zurück zum ersten Schweißstrom (beliebig wiederholbar).3- Stromabsenkung auf Startstrom-Intensität (für einen sauberen Abschluss der Schweißnaht ohne Kraterbildung).4- Brennertaster loslassen: Stoppt den Strom und die Gasnachströmung.
Sonderbrenner: Start/Stopp-Taste => Stromreglung über Brennerpoti aktivZweitstrom (%- Schweißstrom)-Taster aktivIn diesem Modus kann es nützlich sein, Brenner mit Zweitastfunktion und zweifacher Stromreglung einzusetzen.
Die Start/Stopp-Taste behält dieselbe Funktion wie bei 2Takt Brennertaster. Die Zweitstromtaste ermöglicht, wenn sie gedrückt ist, das Wechseln zum Absenkstrom (%I). Mit dem Strompoti ändert man den Absenkstrom zwischen 50% und 100% des eingestellten Schweißstroms.
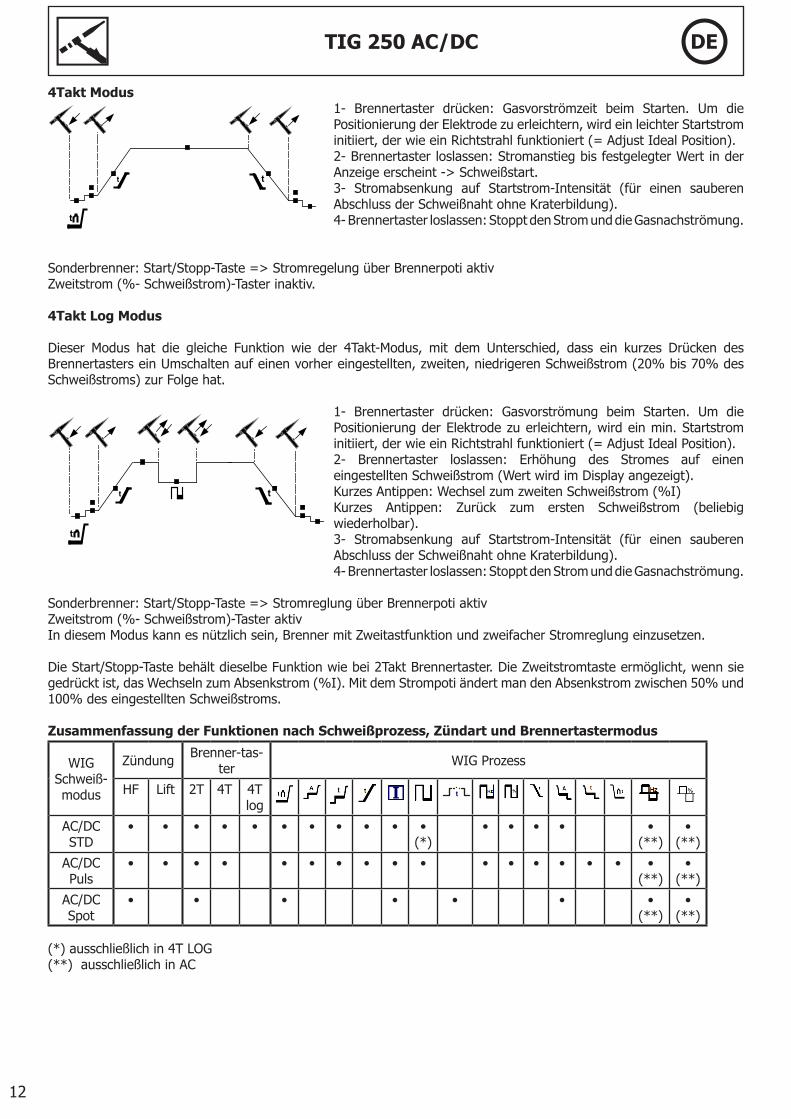
Zusammenfassung der Funktionen nach Schweißprozess, Zündart und Brennertastermodus
WIG Schweiß-modus
Zündung Brenner-tas-ter WIG Prozess
HF Lift 2T 4T 4T log
AC/DC STD
• • • • • • • • • • •(*)
• • • • •(**)
•(**)
AC/DC Puls
• • • • • • • • • • • • • • • • •(**)
•(**)
AC/DC Spot
• • • • • • •(**)
•(**)
(*) ausschließlich in 4T LOG (**) ausschließlich in AC
t
t t
t
t t
13
TIG 250 AC/DC DE
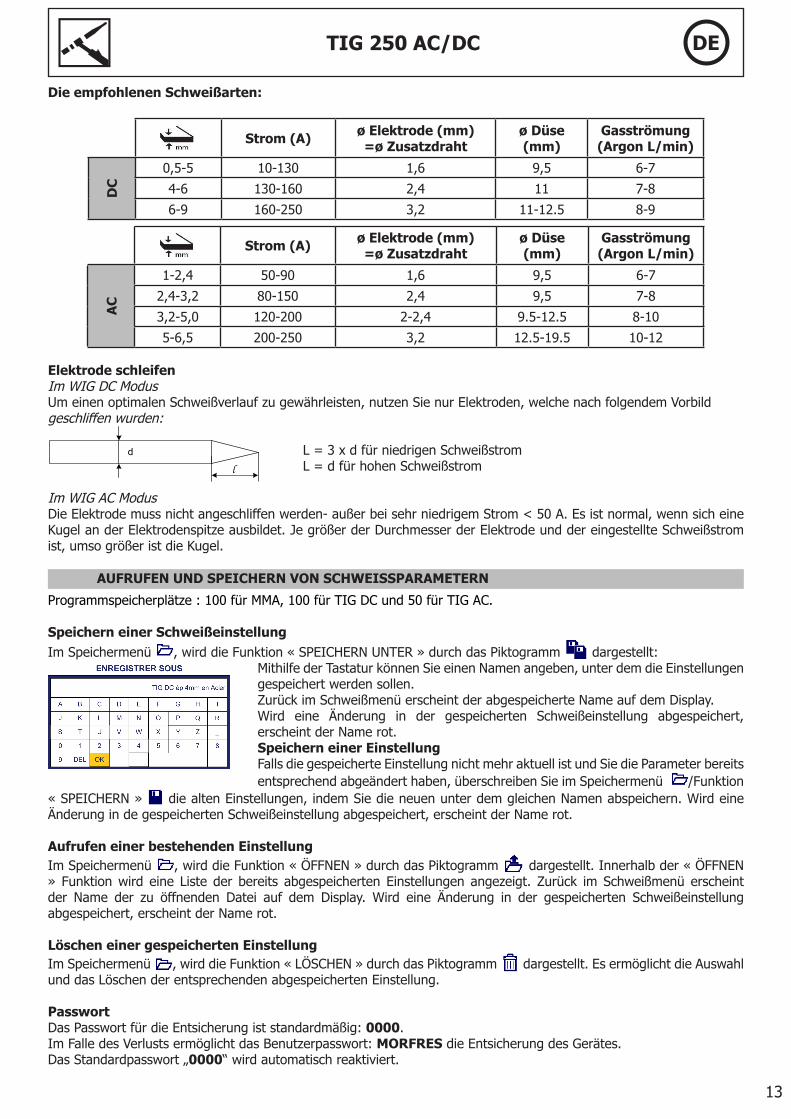
Die empfohlenen Schweißarten:
Strom (A) ø Elektrode (mm)=ø Zusatzdraht
ø Düse (mm)
Gasströmung(Argon L/min)
DC
0,5-5 10-130 1,6 9,5 6-7
4-6 130-160 2,4 11 7-8
6-9 160-250 3,2 11-12.5 8-9
Strom (A) ø Elektrode (mm)=ø Zusatzdraht
ø Düse (mm)
Gasströmung(Argon L/min)
AC
1-2,4 50-90 1,6 9,5 6-7
2,4-3,2 80-150 2,4 9,5 7-8
3,2-5,0 120-200 2-2,4 9.5-12.5 8-10
5-6,5 200-250 3,2 12.5-19.5 10-12
Elektrode schleifenIm WIG DC ModusUm einen optimalen Schweißverlauf zu gewährleisten, nutzen Sie nur Elektroden, welche nach folgendem Vorbild geschliffen wurden:
L = 3 x d für niedrigen SchweißstromL = d für hohen Schweißstrom
Im WIG AC ModusDie Elektrode muss nicht angeschliffen werden- außer bei sehr niedrigem Strom < 50 A. Es ist normal, wenn sich eine Kugel an der Elektrodenspitze ausbildet. Je größer der Durchmesser der Elektrode und der eingestellte Schweißstrom ist, umso größer ist die Kugel.
AUFRUFEN UND SPEICHERN VON SCHWEISSPARAMETERN
Programmspeicherplätze : 100 für MMA, 100 für TIG DC und 50 für TIG AC.
Speichern einer SchweißeinstellungIm Speichermenü , wird die Funktion « SPEICHERN UNTER » durch das Piktogramm dargestellt:
Mithilfe der Tastatur können Sie einen Namen angeben, unter dem die Einstellungen gespeichert werden sollen.Zurück im Schweißmenü erscheint der abgespeicherte Name auf dem Display.Wird eine Änderung in der gespeicherten Schweißeinstellung abgespeichert, erscheint der Name rot.Speichern einer EinstellungFalls die gespeicherte Einstellung nicht mehr aktuell ist und Sie die Parameter bereits entsprechend abgeändert haben, überschreiben Sie im Speichermenü /Funktion
« SPEICHERN » die alten Einstellungen, indem Sie die neuen unter dem gleichen Namen abspeichern. Wird eine Änderung in de gespeicherten Schweißeinstellung abgespeichert, erscheint der Name rot.
Aufrufen einer bestehenden EinstellungIm Speichermenü , wird die Funktion « ÖFFNEN » durch das Piktogramm dargestellt. Innerhalb der « ÖFFNEN » Funktion wird eine Liste der bereits abgespeicherten Einstellungen angezeigt. Zurück im Schweißmenü erscheint der Name der zu öffnenden Datei auf dem Display. Wird eine Änderung in der gespeicherten Schweißeinstellung abgespeichert, erscheint der Name rot.
Löschen einer gespeicherten EinstellungIm Speichermenü , wird die Funktion « LÖSCHEN » durch das Piktogramm dargestellt. Es ermöglicht die Auswahl und das Löschen der entsprechenden abgespeicherten Einstellung.
PasswortDas Passwort für die Entsicherung ist standardmäßig: 0000.Im Falle des Verlusts ermöglicht das Benutzerpasswort: MORFRES die Entsicherung des Gerätes. Das Standardpasswort „0000“ wird automatisch reaktiviert.
d
l
14
TIG 250 AC/DC DE
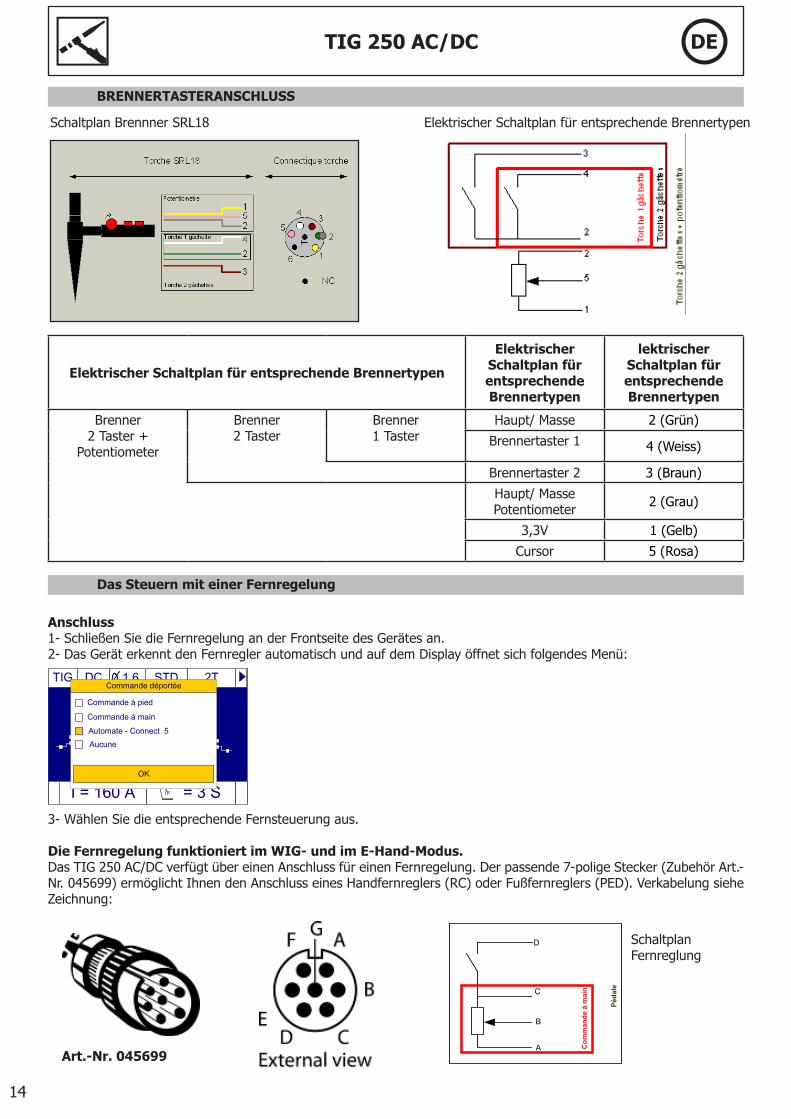
BRENNERTASTERANSCHLUSS
Elektrischer Schaltplan für entsprechende Brennertypen
Elektrischer Schaltplan für entsprechende Brennertypen
lektrischer Schaltplan für entsprechende Brennertypen
Brenner 2 Taster +
Potentiometer
Brenner 2 Taster
Brenner 1 Taster
Haupt/ Masse 2 (Grün)
Brennertaster 1 4 (Weiss)
Brennertaster 2 3 (Braun)
Haupt/ Masse Potentiometer 2 (Grau)
3,3V 1 (Gelb)
Cursor 5 (Rosa)
Das Steuern mit einer Fernregelung
Anschluss1- Schließen Sie die Fernregelung an der Frontseite des Gerätes an.2- Das Gerät erkennt den Fernregler automatisch und auf dem Display öffnet sich folgendes Menü:
3- Wählen Sie die entsprechende Fernsteuerung aus.
Die Fernregelung funktioniert im WIG- und im E-Hand-Modus. Das TIG 250 AC/DC verfügt über einen Anschluss für einen Fernregelung. Der passende 7-polige Stecker (Zubehör Art.-Nr. 045699) ermöglicht Ihnen den Anschluss eines Handfernreglers (RC) oder Fußfernreglers (PED). Verkabelung siehe Zeichnung:
Schaltplan Brennner SRL18 Elektrischer Schaltplan für entsprechende Brennertypen
Art.-Nr. 045699 Aufsicht
Schaltplan Fernreglung
D
C
B
A Com
man
de à
mai
n
Péda
le
15
TIG 250 AC/DC DE
TYP FERNREGELUNG Beschreibung der Verkabelung Pol
Fuß-Fernregelung Hand-Fernregelung
Haupt/ Masse C
Schalter D
3,3V A
Cursor B
Fernsteuerungsbetrieb• Handfernregler (Zubehör Art.-Nr. 045675) Die Fernbedienung ermöglicht die Fernsteuerung des Schweißstroms ab der minimalen Stromstärke (DC: 5A/ AC: 10A/ MMA: 10A) bis zu der durch den Anwender eingestellten maximalen Stromstärke. In dieser Einstellung sind alle Modi und Funktionen des Gerätes verfügbar und können reguliert werden.
• Fussfernregler (Zubehör Art.-Nr. 045682) :In diesem Modus können per Fernsteuerung alle Funktionen ( außer bei « SPOT » die Höhe des Schweißstroms) eingestellt werden. Dies gilt ab DC: 5A/ AC: 10A/ MMA: 10A bis zur maximalen durch den Anwender eingestellten und angezeigten Stromstärke.Im WIG-Modus arbeitet das Gerät nur im 2 Takt-Modus. Zudem werden Stromanstieg und Stromabsenkung nicht mehr durch das Gerät reguliert, sondern durch den Fussfernregler. Im « SPOT » Modus ersetzt die Fussfernsteuerung den Brennertaster (die Position der Fussfernsteuerung beinflusst nicht den Schweißstrom).
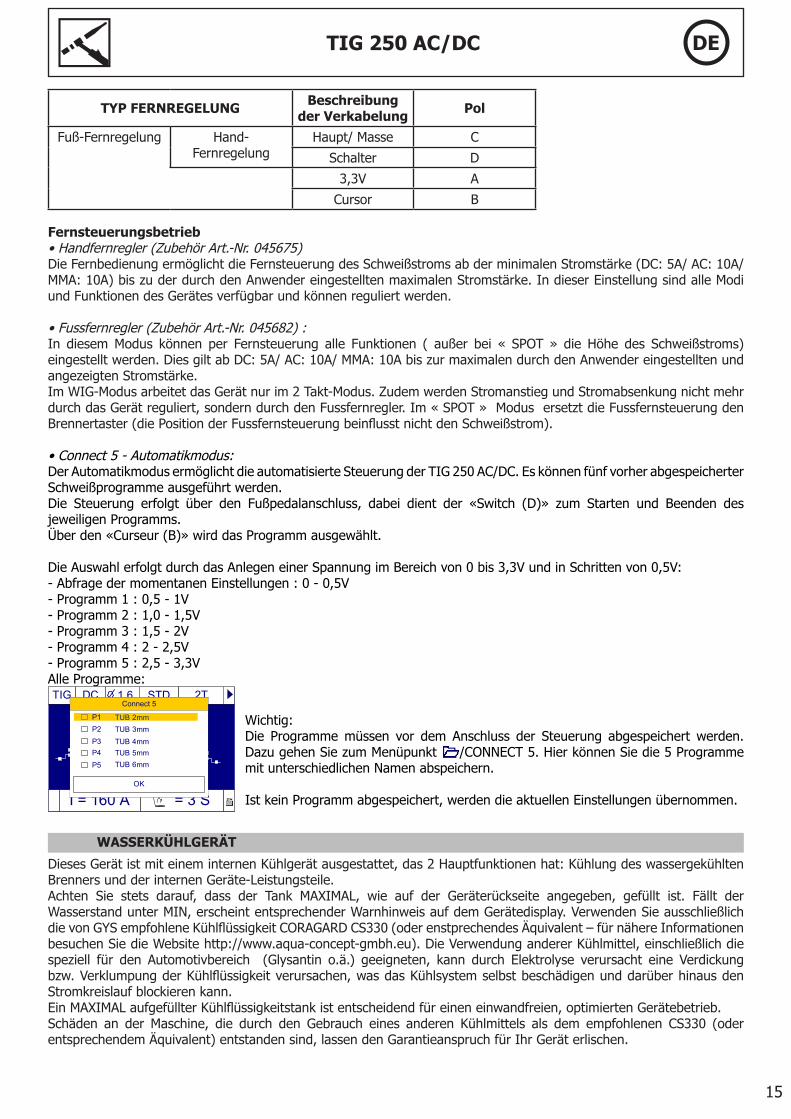
• Connect 5 - Automatikmodus:Der Automatikmodus ermöglicht die automatisierte Steuerung der TIG 250 AC/DC. Es können fünf vorher abgespeicherter Schweißprogramme ausgeführt werden.Die Steuerung erfolgt über den Fußpedalanschluss, dabei dient der «Switch (D)» zum Starten und Beenden des jeweiligen Programms.Über den «Curseur (B)» wird das Programm ausgewählt.
Die Auswahl erfolgt durch das Anlegen einer Spannung im Bereich von 0 bis 3,3V und in Schritten von 0,5V:- Abfrage der momentanen Einstellungen : 0 - 0,5V- Programm 1 : 0,5 - 1V- Programm 2 : 1,0 - 1,5V- Programm 3 : 1,5 - 2V - Programm 4 : 2 - 2,5V- Programm 5 : 2,5 - 3,3VAlle Programme:
WASSERKÜHLGERÄT
Dieses Gerät ist mit einem internen Kühlgerät ausgestattet, das 2 Hauptfunktionen hat: Kühlung des wassergekühlten Brenners und der internen Geräte-Leistungsteile.Achten Sie stets darauf, dass der Tank MAXIMAL, wie auf der Geräterückseite angegeben, gefüllt ist. Fällt der Wasserstand unter MIN, erscheint entsprechender Warnhinweis auf dem Gerätedisplay. Verwenden Sie ausschließlich die von GYS empfohlene Kühlflüssigkeit CORAGARD CS330 (oder enstprechendes Äquivalent – für nähere Informationen besuchen Sie die Website http://www.aqua-concept-gmbh.eu). Die Verwendung anderer Kühlmittel, einschließlich die speziell für den Automotivbereich (Glysantin o.ä.) geeigneten, kann durch Elektrolyse verursacht eine Verdickung bzw. Verklumpung der Kühlflüssigkeit verursachen, was das Kühlsystem selbst beschädigen und darüber hinaus den Stromkreislauf blockieren kann. Ein MAXIMAL aufgefüllter Kühlflüssigkeitstank ist entscheidend für einen einwandfreien, optimierten Gerätebetrieb.Schäden an der Maschine, die durch den Gebrauch eines anderen Kühlmittels als dem empfohlenen CS330 (oder entsprechendem Äquivalent) entstanden sind, lassen den Garantieanspruch für Ihr Gerät erlischen.
Wichtig:Die Programme müssen vor dem Anschluss der Steuerung abgespeichert werden. Dazu gehen Sie zum Menüpunkt /CONNECT 5. Hier können Sie die 5 Programme mit unterschiedlichen Namen abspeichern.
Ist kein Programm abgespeichert, werden die aktuellen Einstellungen übernommen.
16
TIG 250 AC/DC DE
Das Kühlmodul ist für den Betrieb mit und ohne wassergekühlten Brenner geeignet. Bitte das Kühlmodul nicht deaktivieren. Ohne Kühlung funktioniert das Gerät nicht.
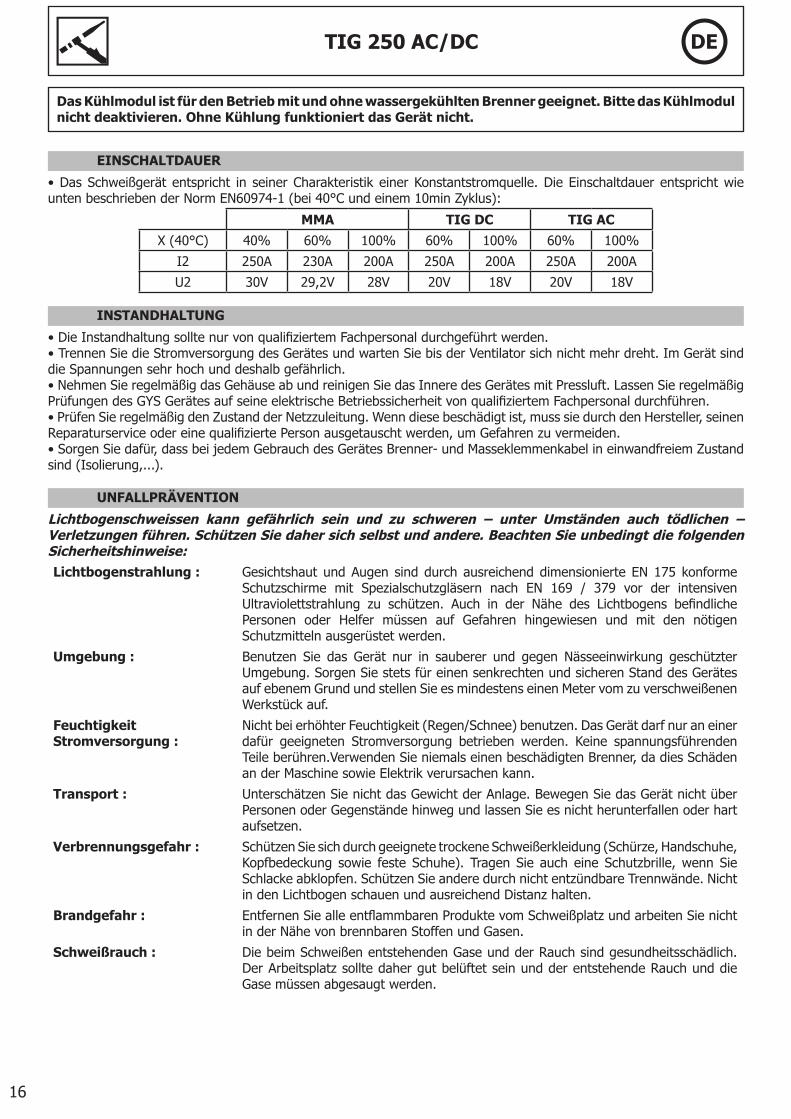
EINSCHALTDAUER
• Das Schweißgerät entspricht in seiner Charakteristik einer Konstantstromquelle. Die Einschaltdauer entspricht wie unten beschrieben der Norm EN60974-1 (bei 40°C und einem 10min Zyklus):
MMA TIG DC TIG ACX (40°C) 40% 60% 100% 60% 100% 60% 100%
I2 250A 230A 200A 250A 200A 250A 200A
U2 30V 29,2V 28V 20V 18V 20V 18V
INSTANDHALTUNG
• Die Instandhaltung sollte nur von qualifiziertem Fachpersonal durchgeführt werden.• Trennen Sie die Stromversorgung des Gerätes und warten Sie bis der Ventilator sich nicht mehr dreht. Im Gerät sind die Spannungen sehr hoch und deshalb gefährlich. • Nehmen Sie regelmäßig das Gehäuse ab und reinigen Sie das Innere des Gerätes mit Pressluft. Lassen Sie regelmäßig Prüfungen des GYS Gerätes auf seine elektrische Betriebssicherheit von qualifiziertem Fachpersonal durchführen. • Prüfen Sie regelmäßig den Zustand der Netzzuleitung. Wenn diese beschädigt ist, muss sie durch den Hersteller, seinen Reparaturservice oder eine qualifizierte Person ausgetauscht werden, um Gefahren zu vermeiden. • Sorgen Sie dafür, dass bei jedem Gebrauch des Gerätes Brenner- und Masseklemmenkabel in einwandfreiem Zustand sind (Isolierung,...).
UNFALLPRÄVENTION
Lichtbogenschweissen kann gefährlich sein und zu schweren – unter Umständen auch tödlichen – Verletzungen führen. Schützen Sie daher sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitshinweise:Lichtbogenstrahlung : Gesichtshaut und Augen sind durch ausreichend dimensionierte EN 175 konforme
Schutzschirme mit Spezialschutzgläsern nach EN 169 / 379 vor der intensiven Ultraviolettstrahlung zu schützen. Auch in der Nähe des Lichtbogens befindliche Personen oder Helfer müssen auf Gefahren hingewiesen und mit den nötigen Schutzmitteln ausgerüstet werden.
Umgebung : Benutzen Sie das Gerät nur in sauberer und gegen Nässeeinwirkung geschützter Umgebung. Sorgen Sie stets für einen senkrechten und sicheren Stand des Gerätes auf ebenem Grund und stellen Sie es mindestens einen Meter vom zu verschweißenen Werkstück auf.
Feuchtigkeit Stromversorgung :
Nicht bei erhöhter Feuchtigkeit (Regen/Schnee) benutzen. Das Gerät darf nur an einer dafür geeigneten Stromversorgung betrieben werden. Keine spannungsführenden Teile berühren.Verwenden Sie niemals einen beschädigten Brenner, da dies Schäden an der Maschine sowie Elektrik verursachen kann.
Transport : Unterschätzen Sie nicht das Gewicht der Anlage. Bewegen Sie das Gerät nicht über Personen oder Gegenstände hinweg und lassen Sie es nicht herunterfallen oder hart aufsetzen.
Verbrennungsgefahr : Schützen Sie sich durch geeignete trockene Schweißerkleidung (Schürze, Handschuhe, Kopfbedeckung sowie feste Schuhe). Tragen Sie auch eine Schutzbrille, wenn Sie Schlacke abklopfen. Schützen Sie andere durch nicht entzündbare Trennwände. Nicht in den Lichtbogen schauen und ausreichend Distanz halten.
Brandgefahr : Entfernen Sie alle entflammbaren Produkte vom Schweißplatz und arbeiten Sie nicht in der Nähe von brennbaren Stoffen und Gasen.
Schweißrauch : Die beim Schweißen entstehenden Gase und der Rauch sind gesundheitsschädlich. Der Arbeitsplatz sollte daher gut belüftet sein und der entstehende Rauch und die Gase müssen abgesaugt werden.
17
TIG 250 AC/DC DE
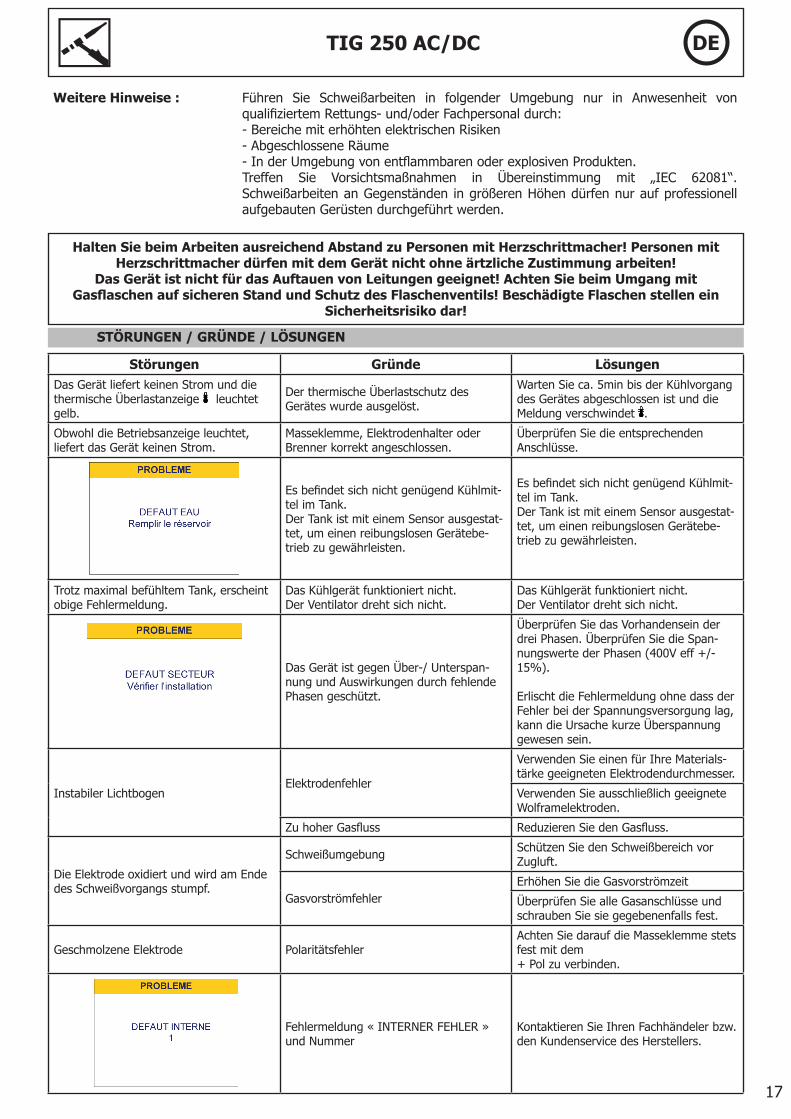
Weitere Hinweise : Führen Sie Schweißarbeiten in folgender Umgebung nur in Anwesenheit von qualifiziertem Rettungs- und/oder Fachpersonal durch:- Bereiche mit erhöhten elektrischen Risiken- Abgeschlossene Räume- In der Umgebung von entflammbaren oder explosiven Produkten.Treffen Sie Vorsichtsmaßnahmen in Übereinstimmung mit „IEC 62081“. Schweißarbeiten an Gegenständen in größeren Höhen dürfen nur auf professionell aufgebauten Gerüsten durchgeführt werden.
Halten Sie beim Arbeiten ausreichend Abstand zu Personen mit Herzschrittmacher! Personen mit Herzschrittmacher dürfen mit dem Gerät nicht ohne ärtzliche Zustimmung arbeiten!
Das Gerät ist nicht für das Auftauen von Leitungen geeignet! Achten Sie beim Umgang mit Gasflaschen auf sicheren Stand und Schutz des Flaschenventils! Beschädigte Flaschen stellen ein
Sicherheitsrisiko dar!
STÖRUNGEN / GRÜNDE / LÖSUNGEN
Störungen Gründe LösungenDas Gerät liefert keinen Strom und die thermische Überlastanzeige leuchtet gelb.
Der thermische Überlastschutz des Gerätes wurde ausgelöst.
Warten Sie ca. 5min bis der Kühlvorgang des Gerätes abgeschlossen ist und die Meldung verschwindet .
Obwohl die Betriebsanzeige leuchtet, liefert das Gerät keinen Strom.
Masseklemme, Elektrodenhalter oder Brenner korrekt angeschlossen.
Überprüfen Sie die entsprechenden Anschlüsse.
Es befindet sich nicht genügend Kühlmit-tel im Tank. Der Tank ist mit einem Sensor ausgestat-tet, um einen reibungslosen Gerätebe-trieb zu gewährleisten.
Es befindet sich nicht genügend Kühlmit-tel im Tank. Der Tank ist mit einem Sensor ausgestat-tet, um einen reibungslosen Gerätebe-trieb zu gewährleisten.
Trotz maximal befühltem Tank, erscheint obige Fehlermeldung.
Das Kühlgerät funktioniert nicht.Der Ventilator dreht sich nicht.
Das Kühlgerät funktioniert nicht.Der Ventilator dreht sich nicht.
Das Gerät ist gegen Über-/ Unterspan-nung und Auswirkungen durch fehlende Phasen geschützt.
Überprüfen Sie das Vorhandensein der drei Phasen. Überprüfen Sie die Span-nungswerte der Phasen (400V eff +/- 15%).
Erlischt die Fehlermeldung ohne dass der Fehler bei der Spannungsversorgung lag, kann die Ursache kurze Überspannung gewesen sein.
Instabiler Lichtbogen Elektrodenfehler
Verwenden Sie einen für Ihre Materials-tärke geeigneten Elektrodendurchmesser.
Verwenden Sie ausschließlich geeignete Wolframelektroden.
Zu hoher Gasfluss Reduzieren Sie den Gasfluss.
Die Elektrode oxidiert und wird am Ende des Schweißvorgangs stumpf.
Schweißumgebung Schützen Sie den Schweißbereich vor Zugluft.
GasvorströmfehlerErhöhen Sie die Gasvorströmzeit
Überprüfen Sie alle Gasanschlüsse und schrauben Sie sie gegebenenfalls fest.
Geschmolzene Elektrode PolaritätsfehlerAchten Sie darauf die Masseklemme stets fest mit dem + Pol zu verbinden.
Fehlermeldung « INTERNER FEHLER » und Nummer
Kontaktieren Sie Ihren Fachhändeler bzw. den Kundenservice des Herstellers.
18
TIG 250 AC/DC
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 12 Monate nach Kauf angezeigt werden (Nachweis Kaufbeleg). Nach Anerkenntnis des Garantieanspruchs durch den Hersteller bzw. seines Beauftragten erfolgen eine für den Käufer kostenlose Reparatur und ein kostenloser Ersatz von Ersatzteilen. Der Garantiezeitraum bleibt aufgrund erfolgter Garantieleistungen unverändert.
Ausschluss:Die Garantieleistung erfolgt nicht bei Defekten, die durch unsachgemäßen Gebrauch, Sturz oder harte Stöße sowie durch nicht autorisierte Reparaturen oder durch Transportschäden, die in Folge des Einsendens zur Reparatur, hervorgerufen worden sind. Keine Garantie wird für Verschleißteile (z.B. Kabel, Klemmen, Vorsatzscheiben etc.) sowie bei Gebrauchsspuren übernommen.Das betreffende Gerät bitte immer mit Kaufbeleg und kurzer Fehlerbeschreibung ausschließlich über den Fachhandel einschicken. Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten Kostenvoranschlags durch den Besteller. Im Fall einer Garantieleistung trägt JBDC ausschließlich die Kosten für den Rückversand an den Fachhändler.
HERSTELLERGARANTIE
CONDITIONS DE GARANTIE• La garantie couvre tout défaut ou vice de fabrication pendant 2 ans, à compter de la date d’achat (pièces et main d’œuvre).• La garantie ne couvre pas les erreurs de tension, incidents dus à un mauvais usage, chute, démontage ou toute autre avarie due au transport.• La garantie ne couvre pas l’usure normale des pièces (Ex. : câbles, pinces, etc.).
En cas de panne, retournez l’appareil à la société JBDC (port dû refusé), en y joignant :• Le justificatig d’achat datée (facture, ticket …)• Une note explicative de la panne.Après la garantie, notre SAV assure les réparations après acceptation d’un devis.
Contact SAV :Société JBDC -134 Bd des LogesBP 4159-53941 Saint-Berthevin CedexFax: +33 (0)2 43 01 23 75 Tél: +33 (0)2 43 01 23 68
KONFORMITÄTSERKLÄRUNGDE
JBDC erklärt, dass beschriebene Geräte in Übereinstimmung mit den Anforderungen der folgenden europäischen Bestimmungen: Niederspannungsrichtlinie 2006/95/CE –12.12.2006 und EMV- Richtlinien 2004/108/CE – 15.12.2004 elektromagnetische Verträglichkeit- hergestellt wurden. Diese Geräte stimmen mit den harmonisierten Normen EN60974-1 von 2005, EN 50445 von 2008, EN60974-10 von 2007 überein.CE Kennzeichnung: 2010
13/11/2012Société JBDC134 BD des Loges53941 Saint-BerthevinFrance
Nicolas BOUYGUESPrésident Directeur Général
19
TIG 250 AC/DC
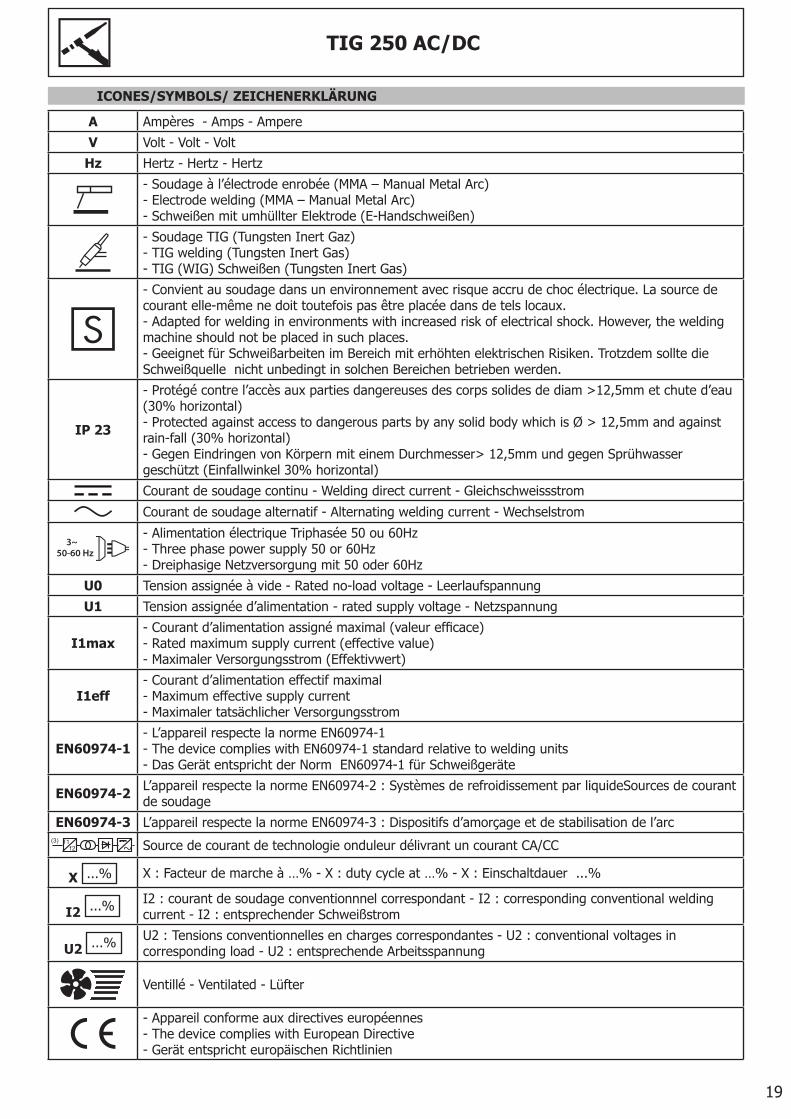
ICONES/SYMBOLS/ ZEICHENERKLÄRUNG
A Ampères - Amps - Ampere
V Volt - Volt - Volt
Hz Hertz - Hertz - Hertz
- Soudage à l’électrode enrobée (MMA – Manual Metal Arc)- Electrode welding (MMA – Manual Metal Arc)- Schweißen mit umhüllter Elektrode (E-Handschweißen)
- Soudage TIG (Tungsten Inert Gaz)- TIG welding (Tungsten Inert Gas)- TIG (WIG) Schweißen (Tungsten Inert Gas)
- Convient au soudage dans un environnement avec risque accru de choc électrique. La source decourant elle-même ne doit toutefois pas être placée dans de tels locaux.- Adapted for welding in environments with increased risk of electrical shock. However, the weldingmachine should not be placed in such places.- Geeignet für Schweißarbeiten im Bereich mit erhöhten elektrischen Risiken. Trotzdem sollte dieSchweißquelle nicht unbedingt in solchen Bereichen betrieben werden.
IP 23
- Protégé contre l’accès aux parties dangereuses des corps solides de diam >12,5mm et chute d’eau(30% horizontal)- Protected against access to dangerous parts by any solid body which is Ø > 12,5mm and againstrain-fall (30% horizontal)- Gegen Eindringen von Körpern mit einem Durchmesser> 12,5mm und gegen Sprühwassergeschützt (Einfallwinkel 30% horizontal)
Courant de soudage continu - Welding direct current - Gleichschweissstrom
Courant de soudage alternatif - Alternating welding current - Wechselstrom
- Alimentation électrique Triphasée 50 ou 60Hz- Three phase power supply 50 or 60Hz- Dreiphasige Netzversorgung mit 50 oder 60Hz
U0 Tension assignée à vide - Rated no-load voltage - Leerlaufspannung
U1 Tension assignée d’alimentation - rated supply voltage - Netzspannung
I1max- Courant d’alimentation assigné maximal (valeur efficace)- Rated maximum supply current (effective value)- Maximaler Versorgungsstrom (Effektivwert)
I1eff- Courant d’alimentation effectif maximal- Maximum effective supply current- Maximaler tatsächlicher Versorgungsstrom
EN60974-1- L’appareil respecte la norme EN60974-1- The device complies with EN60974-1 standard relative to welding units- Das Gerät entspricht der Norm EN60974-1 für Schweißgeräte
EN60974-2 L’appareil respecte la norme EN60974-2 : Systèmes de refroidissement par liquideSources de courant de soudage
EN60974-3 L’appareil respecte la norme EN60974-3 : Dispositifs d’amorçage et de stabilisation de l’arc
Source de courant de technologie onduleur délivrant un courant CA/CC
X ...% X : Facteur de marche à …% - X : duty cycle at …% - X : Einschaltdauer ...%
I2 ...% I2 : courant de soudage conventionnnel correspondant - I2 : corresponding conventional welding current - I2 : entsprechender Schweißstrom
U2 ...% U2 : Tensions conventionnelles en charges correspondantes - U2 : conventional voltages in corresponding load - U2 : entsprechende Arbeitsspannung
Ventillé - Ventilated - Lüfter
- Appareil conforme aux directives européennes- The device complies with European Directive- Gerät entspricht europäischen Richtlinien
20
TIG 250 AC/DC
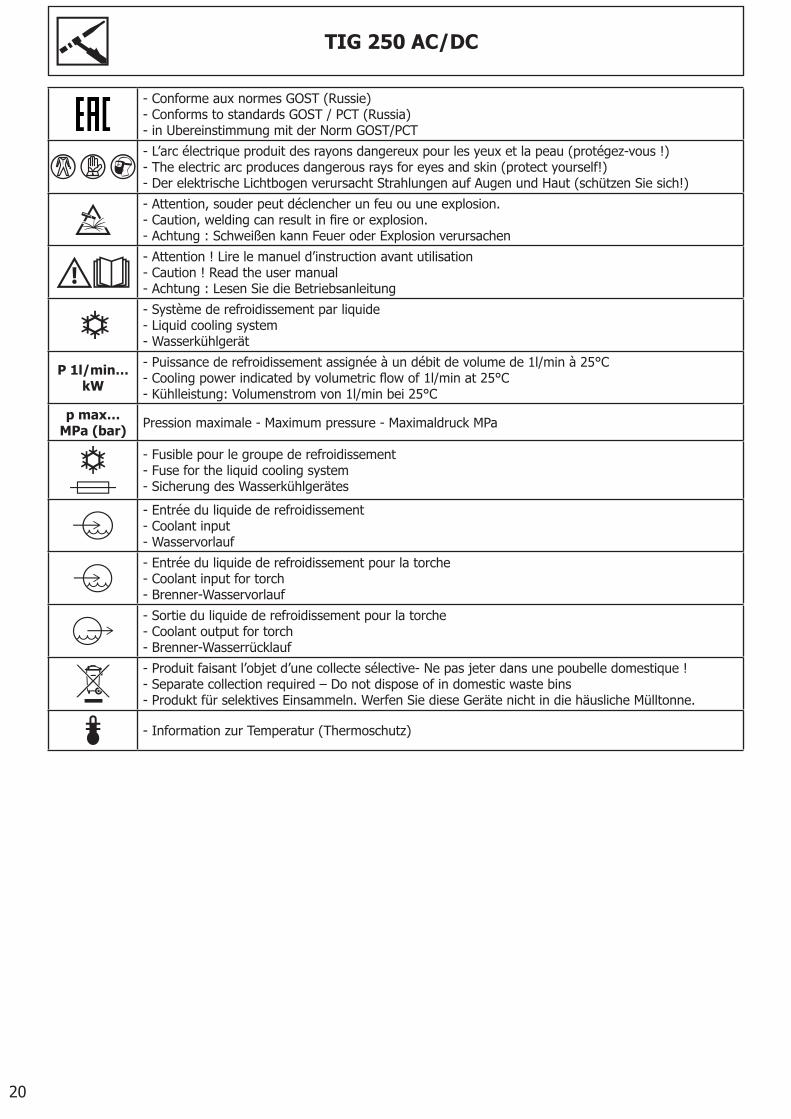
- Conforme aux normes GOST (Russie)- Conforms to standards GOST / PCT (Russia)- in Ubereinstimmung mit der Norm GOST/PCT
- L’arc électrique produit des rayons dangereux pour les yeux et la peau (protégez-vous !)- The electric arc produces dangerous rays for eyes and skin (protect yourself!)- Der elektrische Lichtbogen verursacht Strahlungen auf Augen und Haut (schützen Sie sich!)
- Attention, souder peut déclencher un feu ou une explosion.- Caution, welding can result in fire or explosion.- Achtung : Schweißen kann Feuer oder Explosion verursachen
- Attention ! Lire le manuel d’instruction avant utilisation- Caution ! Read the user manual- Achtung : Lesen Sie die Betriebsanleitung
- Système de refroidissement par liquide- Liquid cooling system- Wasserkühlgerät
P 1l/min… kW
- Puissance de refroidissement assignée à un débit de volume de 1l/min à 25°C- Cooling power indicated by volumetric flow of 1l/min at 25°C- Kühlleistung: Volumenstrom von 1l/min bei 25°C
p max… MPa (bar) Pression maximale - Maximum pressure - Maximaldruck MPa
- Fusible pour le groupe de refroidissement- Fuse for the liquid cooling system- Sicherung des Wasserkühlgerätes
- Entrée du liquide de refroidissement- Coolant input- Wasservorlauf
- Entrée du liquide de refroidissement pour la torche- Coolant input for torch- Brenner-Wasservorlauf
- Sortie du liquide de refroidissement pour la torche- Coolant output for torch- Brenner-Wasserrücklauf
- Produit faisant l’objet d’une collecte sélective- Ne pas jeter dans une poubelle domestique !- Separate collection required – Do not dispose of in domestic waste bins- Produkt für selektives Einsammeln. Werfen Sie diese Geräte nicht in die häusliche Mülltonne.
- Information zur Temperatur (Thermoschutz)
21
TIG 250 AC/DC
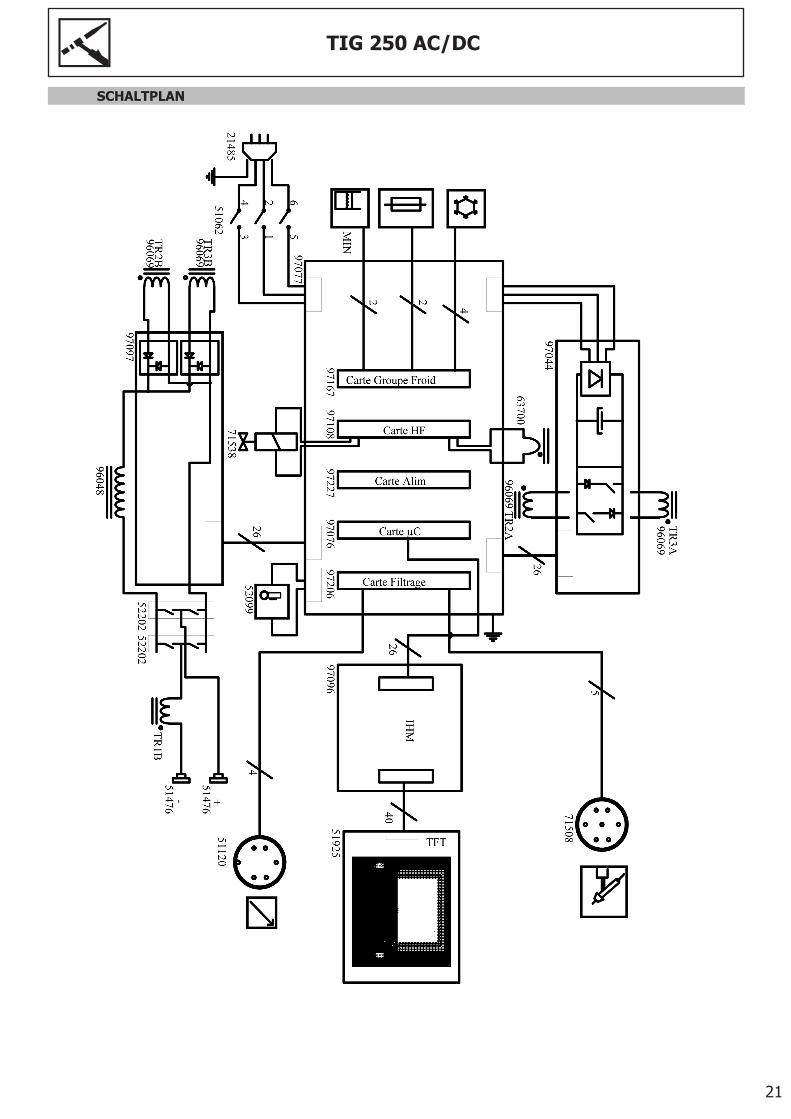
SCHALTPLAN
22
TIG 250 AC/DC
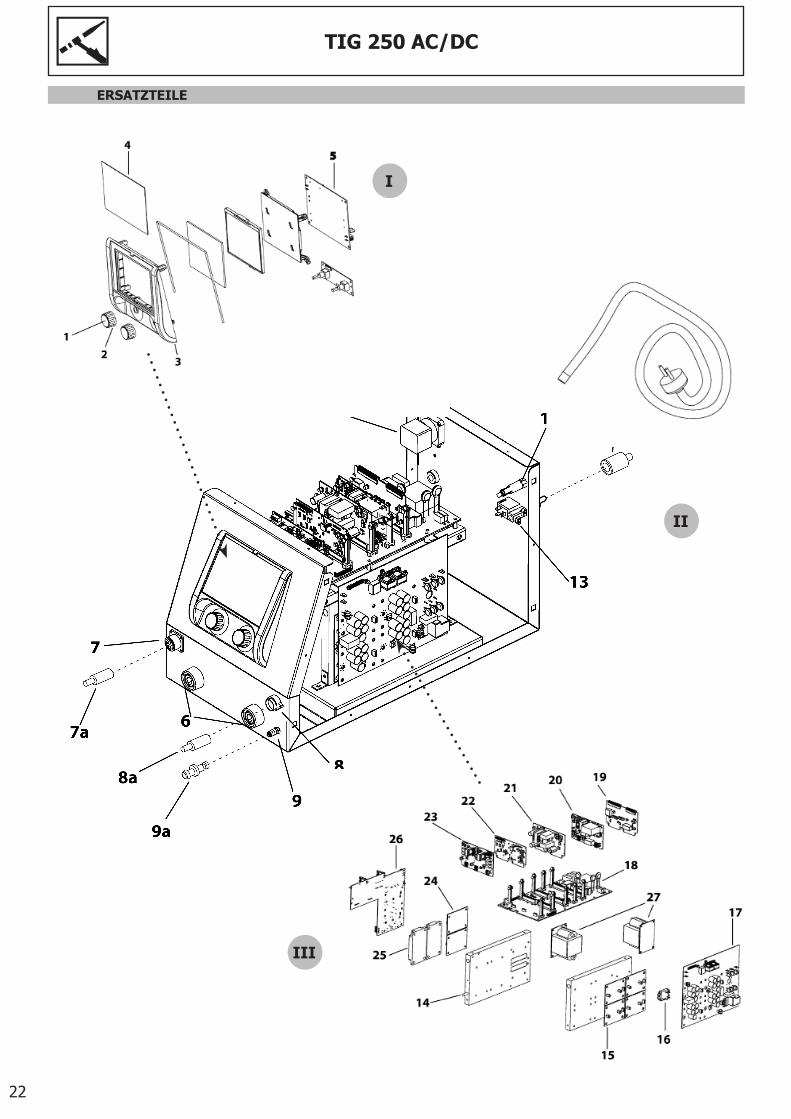
ERSATZTEILE
I
II
III
23
TIG 250 AC/DC
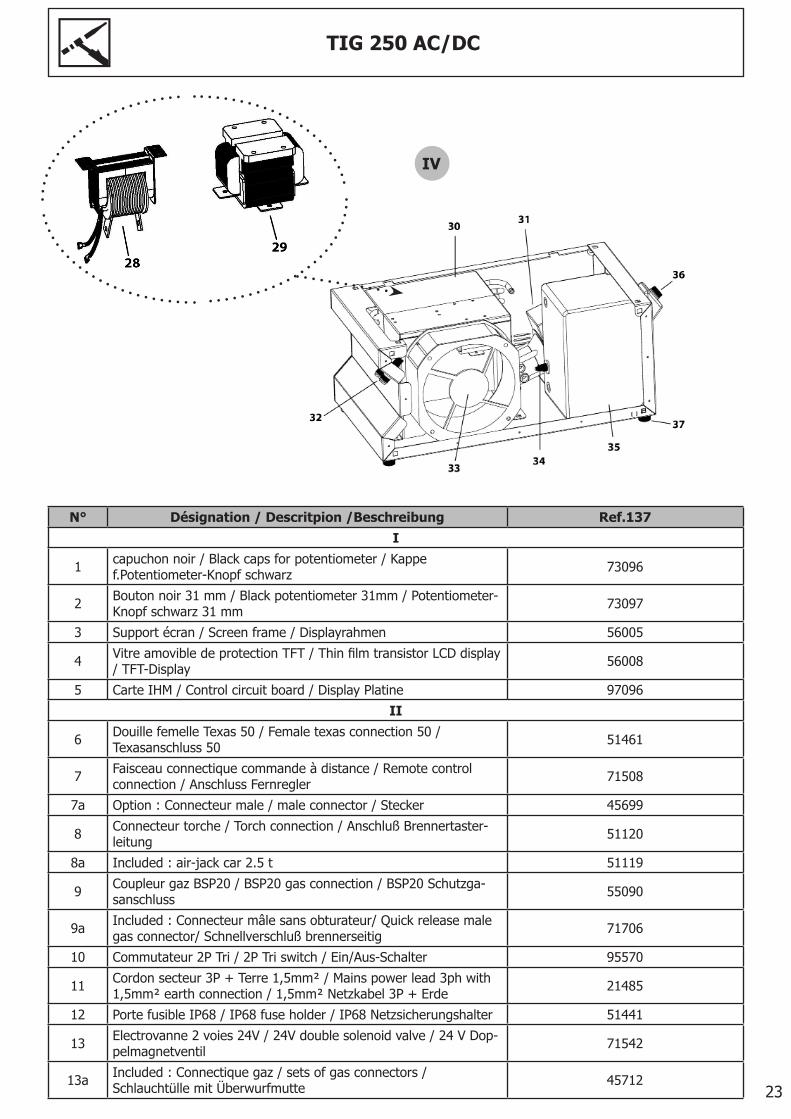
N° Désignation / Descritpion /Beschreibung Ref.137I
1 capuchon noir / Black caps for potentiometer / Kappe f.Potentiometer-Knopf schwarz 73096
2 Bouton noir 31 mm / Black potentiometer 31mm / Potentiometer-Knopf schwarz 31 mm 73097
3 Support écran / Screen frame / Displayrahmen 56005
4 Vitre amovible de protection TFT / Thin film transistor LCD display / TFT-Display 56008
5 Carte IHM / Control circuit board / Display Platine 97096
II
6 Douille femelle Texas 50 / Female texas connection 50 / Texasanschluss 50 51461
7 Faisceau connectique commande à distance / Remote control connection / Anschluss Fernregler 71508
7a Option : Connecteur male / male connector / Stecker 45699
8 Connecteur torche / Torch connection / Anschluß Brennertaster-leitung 51120
8a Included : air-jack car 2.5 t 51119
9 Coupleur gaz BSP20 / BSP20 gas connection / BSP20 Schutzga-sanschluss 55090
9a Included : Connecteur mâle sans obturateur/ Quick release male gas connector/ Schnellverschluß brennerseitig 71706
10 Commutateur 2P Tri / 2P Tri switch / Ein/Aus-Schalter 95570
11 Cordon secteur 3P + Terre 1,5mm² / Mains power lead 3ph with 1,5mm² earth connection / 1,5mm² Netzkabel 3P + Erde 21485
12 Porte fusible IP68 / IP68 fuse holder / IP68 Netzsicherungshalter 51441
13 Electrovanne 2 voies 24V / 24V double solenoid valve / 24 V Dop-pelmagnetventil 71542
13a Included : Connectique gaz / sets of gas connectors / Schlauchtülle mit Überwurfmutte 45712
IV
24
TIG 250 AC/DC
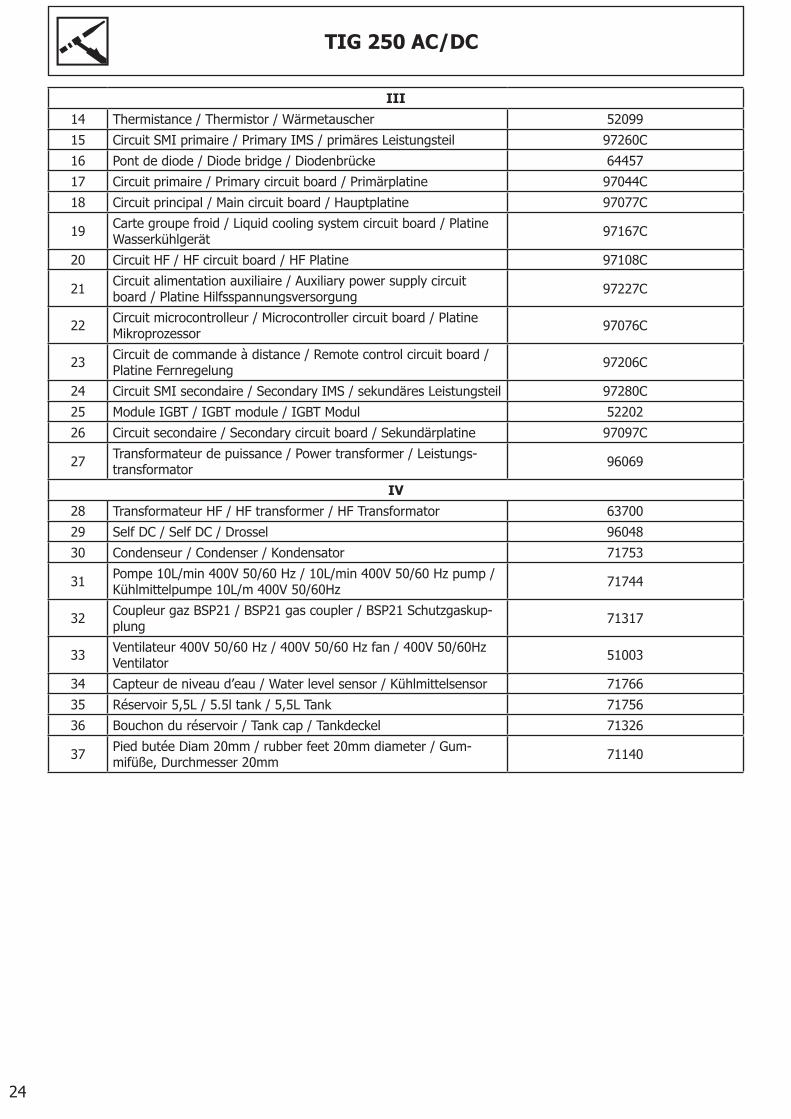
III14 Thermistance / Thermistor / Wärmetauscher 52099
15 Circuit SMI primaire / Primary IMS / primäres Leistungsteil 97260C
16 Pont de diode / Diode bridge / Diodenbrücke 64457
17 Circuit primaire / Primary circuit board / Primärplatine 97044C
18 Circuit principal / Main circuit board / Hauptplatine 97077C
19 Carte groupe froid / Liquid cooling system circuit board / Platine Wasserkühlgerät 97167C
20 Circuit HF / HF circuit board / HF Platine 97108C
21 Circuit alimentation auxiliaire / Auxiliary power supply circuit board / Platine Hilfsspannungsversorgung 97227C
22 Circuit microcontrolleur / Microcontroller circuit board / Platine Mikroprozessor 97076C
23 Circuit de commande à distance / Remote control circuit board / Platine Fernregelung 97206C
24 Circuit SMI secondaire / Secondary IMS / sekundäres Leistungsteil 97280C
25 Module IGBT / IGBT module / IGBT Modul 52202
26 Circuit secondaire / Secondary circuit board / Sekundärplatine 97097C
27 Transformateur de puissance / Power transformer / Leistungs-transformator 96069
IV28 Transformateur HF / HF transformer / HF Transformator 63700
29 Self DC / Self DC / Drossel 96048
30 Condenseur / Condenser / Kondensator 71753
31 Pompe 10L/min 400V 50/60 Hz / 10L/min 400V 50/60 Hz pump / Kühlmittelpumpe 10L/m 400V 50/60Hz 71744
32 Coupleur gaz BSP21 / BSP21 gas coupler / BSP21 Schutzgaskup-plung 71317
33 Ventilateur 400V 50/60 Hz / 400V 50/60 Hz fan / 400V 50/60Hz Ventilator 51003
34 Capteur de niveau d’eau / Water level sensor / Kühlmittelsensor 71766
35 Réservoir 5,5L / 5.5l tank / 5,5L Tank 71756
36 Bouchon du réservoir / Tank cap / Tankdeckel 71326
37 Pied butée Diam 20mm / rubber feet 20mm diameter / Gum-mifüße, Durchmesser 20mm 71140





























