Embed Size (px)
Citation preview

E
198
TOOL OFFSET CONCEPT
2
MAGAZINE
DECO-MAGAZINE 1/98
SOMMAIREINHALT
CONTENTS
EDITORIAL
Grâce au concept DECO 2000
3
TECHNIQUE
Le tourbillonnage au service du chirurgien 4
EDITORIAL
Marktnähe als oberstes Gebot 15
TECHNIK
Gewindewirbelnim Dienste der Chirurgie 16
INTERVIEW
Die Gründe eines Erfolgs
Unterredung bei einem englischen Dreharbeit-Fachmann 18
TRICKS UND KNIFFE
Konzept der Werkzeug korrektur (OFFSET)
Von Stéphane Carroza 20
AKTUELL
Auf dem Weg zur Perfektion
22
TECHNIK
Die Ausweitung der SIAMS 24
«Renouveau de TORNOS-BECHLER»
Von Anton Menth,Generaldirektor 25
KURZ UND BÜNDIG
27
EDITORIAL
The asian market returns to TORNOS-BECHLER singleSpindle machines, thanks to the DECO 2000 Range 29
TIPS
Tool offset concept
Stéphane Carroza 30
INTERVIEW
The way to success
Conversation with an Englishturned parts manufacturer 32
TECHNICAL
The thread whirling process inthe hands of surgeon
34
THE PRESENT
Evolving towards perfection 36
TECHNICAL
Flashback on both last years
Anton Meth - C.E.O 38
NEWS
41
INTERVIEW
Les raisons d’une réussite
Entretien chez un décolleteuranglais 6
ASTUCES
Compensation d’usure
Par Stéphane Carroza 8
ACTUEL
Evolution vers la perfection10
TECHNIQUE
Rétrospective sur les deux dernières années
Par Anton Menth,directeur général 12
BRÈVES
13
4No
Tornos Technologies Ibérica,cada día más cerca de nuestros clientes. 43
29
MAGAZINE
E
EDITORIAL
DECO-MAGAZINE 1/98
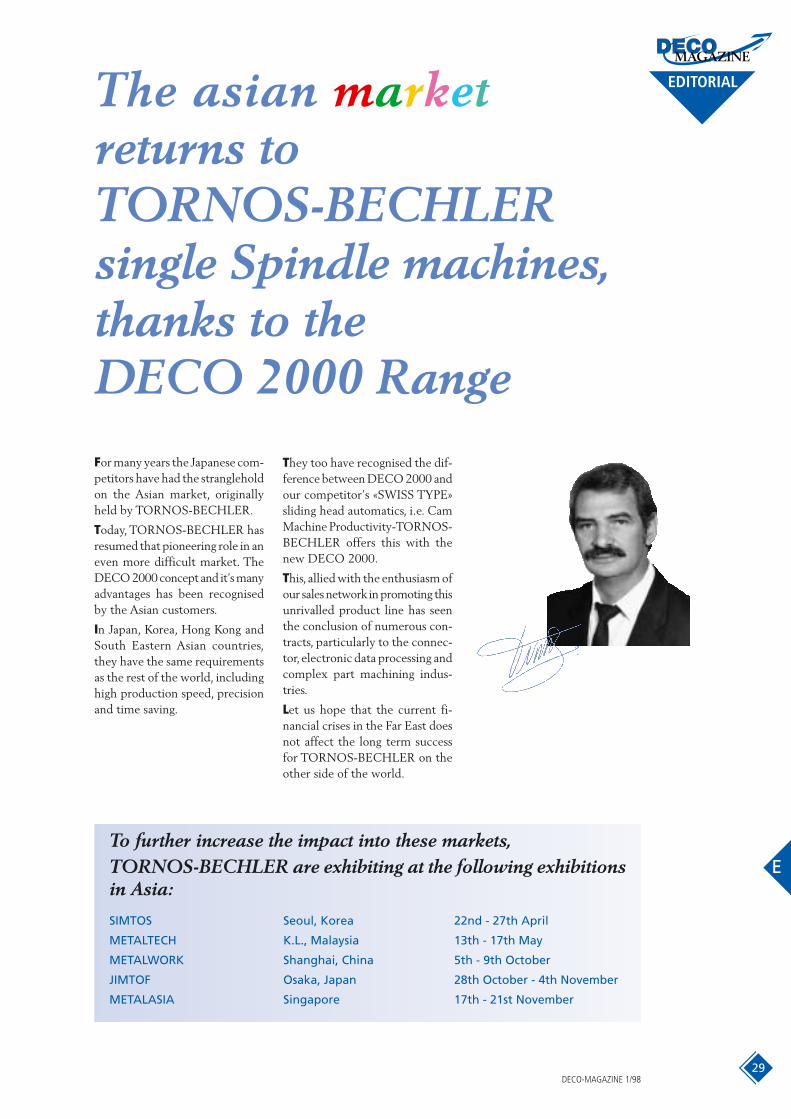
For many years the Japanese com-petitors have had the strangleholdon the Asian market, originallyheld by TORNOS-BECHLER.
Today, TORNOS-BECHLER hasresumed that pioneering role in aneven more difficult market. TheDECO 2000 concept and it’s manyadvantages has been recognisedby the Asian customers.
In Japan, Korea, Hong Kong andSouth Eastern Asian countries,they have the same requirementsas the rest of the world, includinghigh production speed, precisionand time saving.
They too have recognised the dif-ference between DECO 2000 andour competitor’s «SWISS TYPE»sliding head automatics, i.e. CamMachine Productivity-TORNOS-BECHLER offers this with thenew DECO 2000.
This,allied with the enthusiasm ofour sales network in promoting thisunrivalled product line has seenthe conclusion of numerous con-tracts, particularly to the connec-tor,electronic data processing andcomplex part machining indus-tries.
Let us hope that the current fi-nancial crises in the Far East doesnot affect the long term successfor TORNOS-BECHLER on theother side of the world.
The asian marketreturns to TORNOS-BECHLERsingle Spindle machines,thanks to the DECO 2000 Range
To further increase the impact into these markets,TORNOS-BECHLER are exhibiting at the following exhibitionsin Asia:
SIMTOS Seoul, Korea 22nd - 27th April
METALTECH K.L., Malaysia 13th - 17th May
METALWORK Shanghai, China 5th - 9th October
JIMTOF Osaka, Japan 28th October - 4th November
METALASIA Singapore 17th - 21st November
30
MAGAZINE
TIPS
DECO-MAGAZINE 1/98
Problem encountered
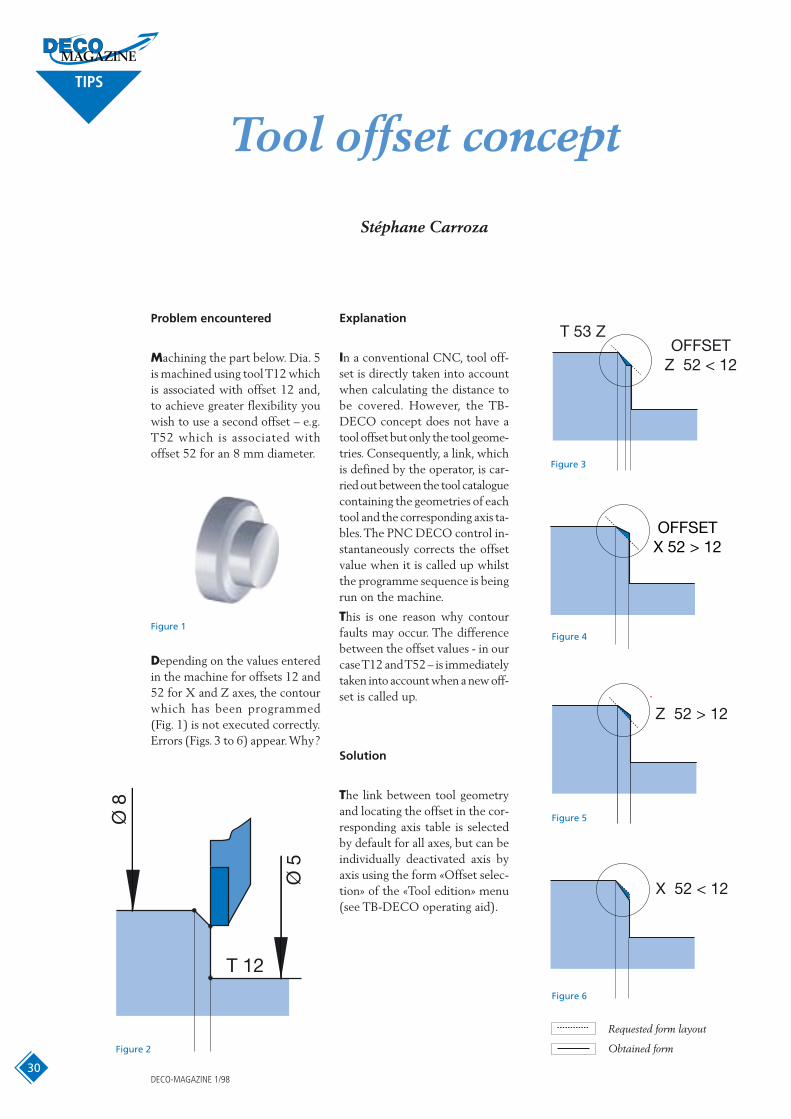
Machining the part below. Dia. 5is machined using tool T12 whichis associated with offset 12 and,to achieve greater flexibility youwish to use a second offset – e.g.T52 which is associated withoffset 52 for an 8 mm diameter.
Explanation
In a conventional CNC, tool off-set is directly taken into accountwhen calculating the distance tobe covered. However, the TB-DECO concept does not have atool offset but only the tool geome-tries. Consequently, a link, whichis defined by the operator, is car-ried out between the tool cataloguecontaining the geometries of eachtool and the corresponding axis ta-bles.The PNC DECO control in-stantaneously corrects the offsetvalue when it is called up whilstthe programme sequence is beingrun on the machine.
This is one reason why contourfaults may occur. The differencebetween the offset values - in ourcase T12 and T52 – is immediatelytaken into account when a new off-set is called up.
Solution
The link between tool geometryand locating the offset in the cor-responding axis table is selectedby default for all axes, but can beindividually deactivated axis byaxis using the form «Offset selec-tion» of the «Tool edition» menu(see TB-DECO operating aid).
Stéphane Carroza
Ø 8
T 12
Ø 5
T 53 ZOFFSET
Z 52 < 12
Z 52 > 12
OFFSETX 52 > 12
X 52 < 12
Figure 1
Figure 2
Figure 3
Figure 4
Figure 5
Figure 6
Requested form layout
Obtained form
Tool offset concept
Depending on the values enteredin the machine for offsets 12 and52 for X and Z axes, the contourwhich has been programmed(Fig. 1) is not executed correctly.Errors (Figs. 3 to 6) appear.Why?

31
MAGAZINE
E
TIPS
DECO-MAGAZINE 1/98
If the machining process allows, itwould be preferable to quit the partcontour, activate the second off-set outside the part material andthen to re-integrate the part con-tour. Thus compensation for thedifference between the two off-sets takes place outside the partcontour.
If the machining process requiresyou to remain in the contour, thenthe «offset selection» method in-dicated above can be used, so asto avoid any errors in the contour.
When moving to segment 1, all axis offsets areactive whilst, on the other hand, when the off-set changes to segment 2, then only the off-set for axle X is placed. This means that pro-vided there is a difference between offset 12and 52 on axle Z, there is no risk of a contourfault.
If an offset is required for the length, for seg-ment 3, then T53 is added.
21
3Offset selection:T.. X Y Z12 3 3 352 353 3
Next number:
ISO CodeG1 X1 = 5 Z1 = 0 T12G1 Z1 = -10 F0.05G1 X1 = 8 T52G1 Z1 = -15 F0.07 T53
Figure 7
Conclusion
Example
of a
transverse
tapping
progamme
using
a thread
milling
cutter
Example

32
MAGAZINE
INTERVIEW
DECO-MAGAZINE 1/98
Since the start of Alphatool in1982, partners Doug Gwilliam &David Norman have run a tradi-tional cam auto shop based onTORNOS-BECHLER & Peter-mann sliding head machines &turret type autos. They mainlycatered for mid to high volumeproduction runs with smallerbatches being produced on theirfixed head CNC lathes.
Increasingly Doug & David wereasked to take on more complexcomponents with 2 to 3 operationsin addition to the turning. Thesetype of components made pro-duction challenging, as it was rel-atively simple to produce first op-eration turned parts but the sub-sequent operations were labourintensive, gave longer lead times,needed more quality control mon-itoring & increased work sched-uling. The search was on for amore effective way.
Conventional CNC sliding headmachines were looked at in somedetail and although they couldproduce the components com-plete, they could not competeagainst the production cycle timesof the cam autos and the over-lapped subsequent operations. Sothis solution was not cost effec-tive.Rotary transfer machines wereanother alternative, but again thiswas only a part solution to theproblem and still not cost effec-tive.
Conversation with an English turned parts manufacturer
The way to success
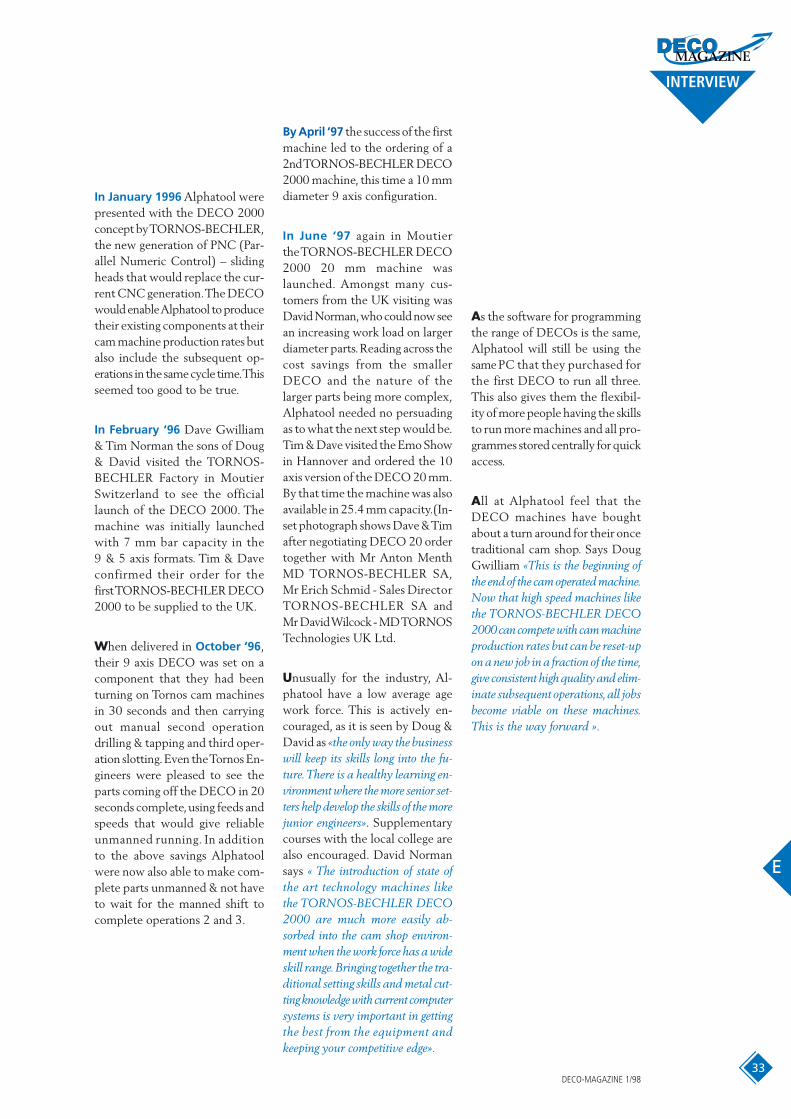
From left to right: Mr Erich Schmid, Mr Tim Norman, Mr David Wilcock, Mr Dave Gwilliam and Mr Anton Menth.
In the heart of Gloucester’s historic docklands is a turned parts manufacturerwho has become one of the South West’s latest success stories. Now fully
installed in their new 7000 Sq Ft premises and employing 17 people, AlphatoolProductions are very confident for the future.
33
MAGAZINE
E
INTERVIEW
DECO-MAGAZINE 1/98
In January 1996 Alphatool werepresented with the DECO 2000concept by TORNOS-BECHLER,the new generation of PNC (Par-allel Numeric Control) – slidingheads that would replace the cur-rent CNC generation.The DECOwould enable Alphatool to producetheir existing components at theircam machine production rates butalso include the subsequent op-erations in the same cycle time.Thisseemed too good to be true.
In February ‘96 Dave Gwilliam& Tim Norman the sons of Doug& David visited the TORNOS-BECHLER Factory in MoutierSwitzerland to see the officiallaunch of the DECO 2000. Themachine was initially launchedwith 7 mm bar capacity in the9 & 5 axis formats. Tim & Daveconfirmed their order for thefirst TORNOS-BECHLER DECO2000 to be supplied to the UK.
When delivered in October ‘96,their 9 axis DECO was set on acomponent that they had beenturning on Tornos cam machinesin 30 seconds and then carryingout manual second operationdrilling & tapping and third oper-ation slotting.Even the Tornos En-gineers were pleased to see theparts coming off the DECO in 20seconds complete,using feeds andspeeds that would give reliableunmanned running. In additionto the above savings Alphatoolwere now also able to make com-plete parts unmanned & not haveto wait for the manned shift tocomplete operations 2 and 3.
By April ‘97 the success of the firstmachine led to the ordering of a2nd TORNOS-BECHLER DECO2000 machine, this time a 10 mmdiameter 9 axis configuration.
In June ‘97 again in Moutierthe TORNOS-BECHLER DECO2000 20 mm machine waslaunched. Amongst many cus-tomers from the UK visiting wasDavid Norman,who could now seean increasing work load on largerdiameter parts.Reading across thecost savings from the smallerDECO and the nature of thelarger parts being more complex,Alphatool needed no persuadingas to what the next step would be.Tim & Dave visited the Emo Showin Hannover and ordered the 10axis version of the DECO 20 mm.By that time the machine was alsoavailable in 25.4 mm capacity.(In-set photograph shows Dave & Timafter negotiating DECO 20 ordertogether with Mr Anton MenthMD TORNOS-BECHLER SA,Mr Erich Schmid - Sales DirectorTORNOS-BECHLER SA andMr David Wilcock - MD TORNOSTechnologies UK Ltd.
Unusually for the industry, Al-phatool have a low average agework force. This is actively en-couraged, as it is seen by Doug &David as «the only way the businesswill keep its skills long into the fu-ture.There is a healthy learning en-vironment where the more senior set-ters help develop the skills of the morejunior engineers». Supplementarycourses with the local college arealso encouraged. David Normansays « The introduction of state ofthe art technology machines likethe TORNOS-BECHLER DECO2000 are much more easily ab-sorbed into the cam shop environ-ment when the work force has a wideskill range.Bringing together the tra-ditional setting skills and metal cut-ting knowledge with current computersystems is very important in gettingthe best from the equipment andkeeping your competitive edge».
As the software for programmingthe range of DECOs is the same,Alphatool will still be using thesame PC that they purchased forthe first DECO to run all three.This also gives them the flexibil-ity of more people having the skillsto run more machines and all pro-grammes stored centrally for quickaccess.
All at Alphatool feel that theDECO machines have boughtabout a turn around for their oncetraditional cam shop. Says DougGwilliam «This is the beginning ofthe end of the cam operated machine.Now that high speed machines likethe TORNOS-BECHLER DECO2000 can compete with cam machineproduction rates but can be reset-upon a new job in a fraction of the time,give consistent high quality and elim-inate subsequent operations,all jobsbecome viable on these machines.This is the way forward ».
34
MAGAZINE
TECHNICAL
DECO-MAGAZINE 1/98
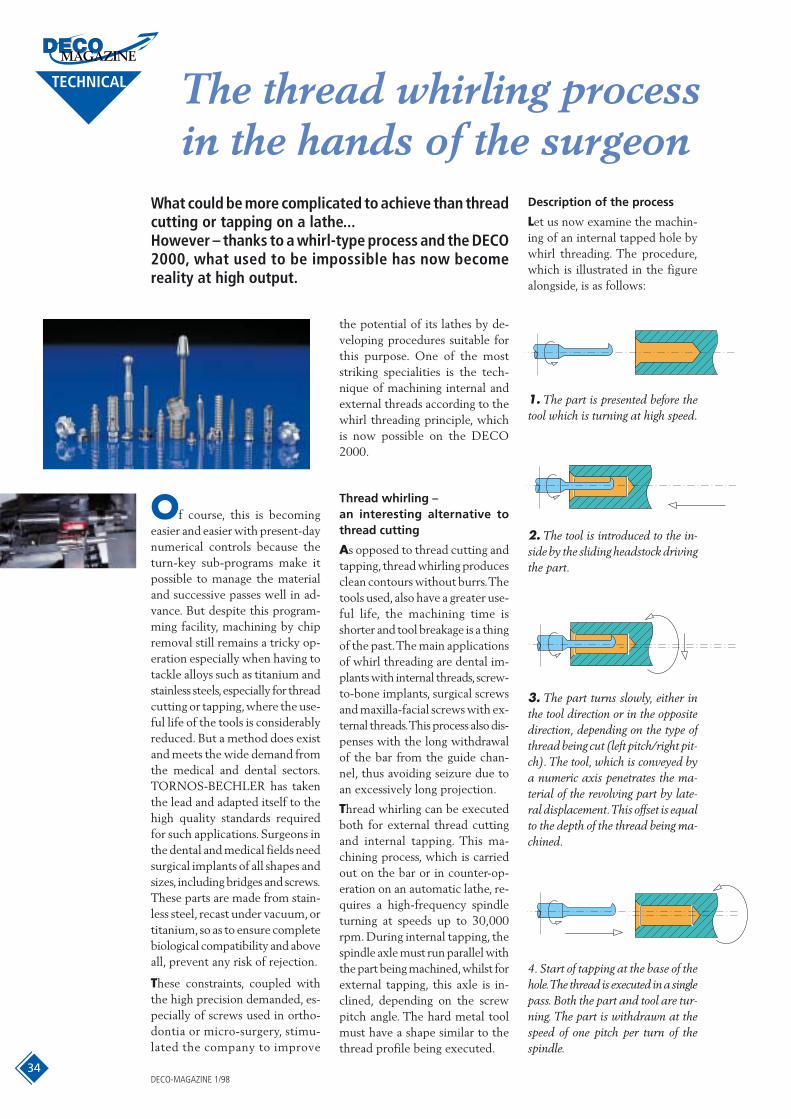
Of course, this is becomingeasier and easier with present-daynumerical controls because theturn-key sub-programs make itpossible to manage the materialand successive passes well in ad-vance. But despite this program-ming facility, machining by chipremoval still remains a tricky op-eration especially when having totackle alloys such as titanium andstainless steels,especially for threadcutting or tapping,where the use-ful life of the tools is considerablyreduced. But a method does existand meets the wide demand fromthe medical and dental sectors.TORNOS-BECHLER has takenthe lead and adapted itself to thehigh quality standards requiredfor such applications. Surgeons inthe dental and medical fields needsurgical implants of all shapes andsizes, including bridges and screws.These parts are made from stain-less steel, recast under vacuum,ortitanium,so as to ensure completebiological compatibility and aboveall, prevent any risk of rejection.
These constraints, coupled withthe high precision demanded, es-pecially of screws used in ortho-dontia or micro-surgery, stimu-lated the company to improve
the potential of its lathes by de-veloping procedures suitable forthis purpose. One of the moststriking specialities is the tech-nique of machining internal andexternal threads according to thewhirl threading principle, whichis now possible on the DECO2000.
1. The part is presented before thetool which is turning at high speed.
2. The tool is introduced to the in-side by the sliding headstock drivingthe part.
3. The part turns slowly, either inthe tool direction or in the oppositedirection, depending on the type ofthread being cut (left pitch/right pit-ch). The tool, which is conveyed bya numeric axis penetrates the ma-terial of the revolving part by late-ral displacement.This offset is equalto the depth of the thread being ma-chined.
4. Start of tapping at the base of thehole.The thread is executed in a singlepass. Both the part and tool are tur-ning. The part is withdrawn at thespeed of one pitch per turn of thespindle.
The thread whirling process in the hands of the surgeon
What could be more complicated to achieve than threadcutting or tapping on a lathe...However – thanks to a whirl-type process and the DECO2000, what used to be impossible has now becomereality at high output.
Description of the process
Let us now examine the machin-ing of an internal tapped hole bywhirl threading. The procedure,which is illustrated in the figurealongside, is as follows:
Thread whirling – an interesting alternative tothread cutting
As opposed to thread cutting andtapping, thread whirling producesclean contours without burrs.Thetools used,also have a greater use-ful life, the machining time isshorter and tool breakage is a thingof the past.The main applicationsof whirl threading are dental im-plants with internal threads,screw-to-bone implants, surgical screwsand maxilla-facial screws with ex-ternal threads.This process also dis-penses with the long withdrawalof the bar from the guide chan-nel, thus avoiding seizure due toan excessively long projection.
Thread whirling can be executedboth for external thread cuttingand internal tapping. This ma-chining process, which is carriedout on the bar or in counter-op-eration on an automatic lathe, re-quires a high-frequency spindleturning at speeds up to 30,000rpm. During internal tapping, thespindle axle must run parallel withthe part being machined,whilst forexternal tapping, this axle is in-clined, depending on the screwpitch angle. The hard metal toolmust have a shape similar to thethread profile being executed.
35
MAGAZINE
E
TECHNICAL
DECO-MAGAZINE 1/98
Medical applications
In order to understand the re-quirements of the medicalimplant market, TORNOS-BECHLER worked in very closeco-operation with specialists inthis field and executed parts madefrom titanium or stainless steel316L, in particular.These are ma-terials which,based on current re-search, are best tolerated by thehuman body.Those industrial en-gineers working very closely withthe dental medical sector andsurgery have become very de-manding. They will only be hap-py with the best. This pledge ofexcellence with respect to implantmaterials and screws in particular,is met by the whirl-threading ma-chine, coupled with the flexibili-ty of the DECO 2000 concept.Atpresent, this provides the bestthreading / tapping quality on of-fer in the small parts turning in-dustry. In approaching the med-ical implants sector, TORNOS-BECHLER is penetrating an in-novative market that is in thethrows of development. It is do-ing this for several reasons: fixingtechniques are making progress;wehave not heard the end of mate-rials such as stainless steel recastunder vacuum, titanium and thealloys of the future; new machinetools can now machine these dif-ficult materials far more easilyand, to cap it all, the machinetools of the DECO 2000 range cannow execute operations whichwere still only dreamt about yes-terday.
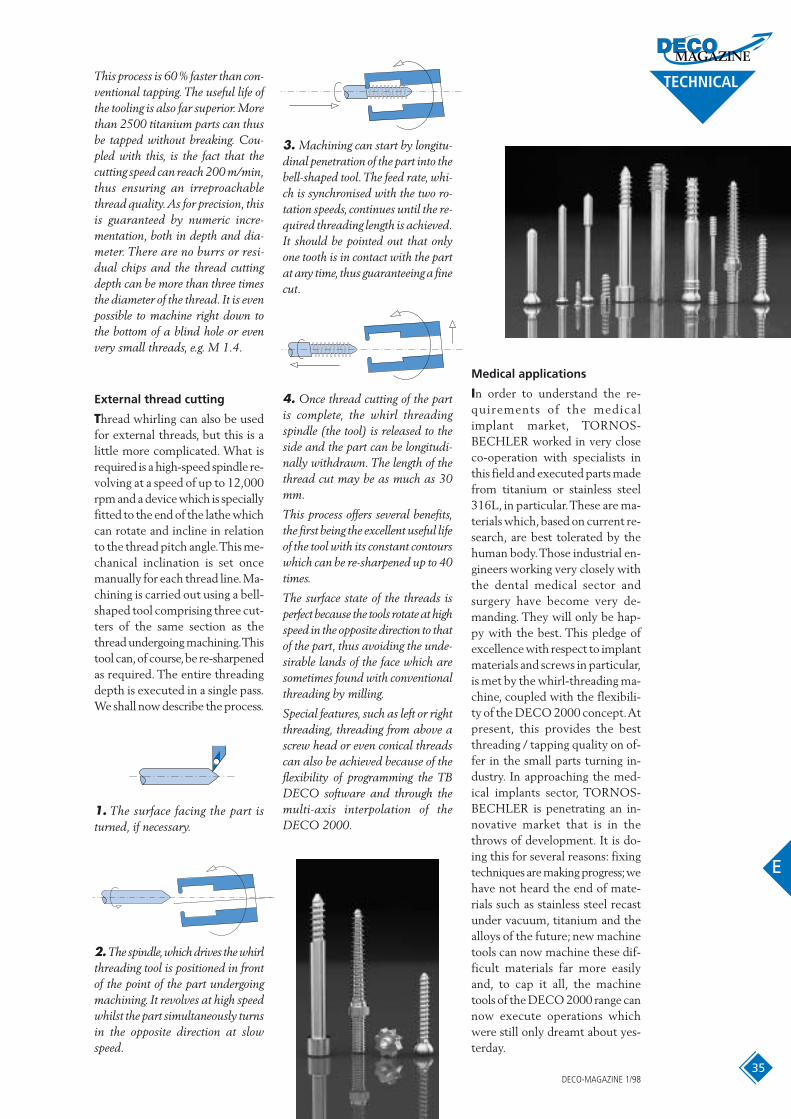
This process is 60% faster than con-ventional tapping. The useful life ofthe tooling is also far superior. Morethan 2500 titanium parts can thusbe tapped without breaking. Cou-pled with this, is the fact that thecutting speed can reach 200 m/min,thus ensuring an irreproachablethread quality.As for precision, thisis guaranteed by numeric incre-mentation, both in depth and dia-meter. There are no burrs or resi-dual chips and the thread cuttingdepth can be more than three timesthe diameter of the thread. It is evenpossible to machine right down tothe bottom of a blind hole or evenvery small threads, e.g. M 1.4.
1. The surface facing the part isturned, if necessary.
2. The spindle,which drives the whirlthreading tool is positioned in frontof the point of the part undergoingmachining. It revolves at high speedwhilst the part simultaneously turnsin the opposite direction at slowspeed.
3. Machining can start by longitu-dinal penetration of the part into thebell-shaped tool. The feed rate, whi-ch is synchronised with the two ro-tation speeds, continues until the re-quired threading length is achieved.It should be pointed out that onlyone tooth is in contact with the partat any time, thus guaranteeing a finecut.
4. Once thread cutting of the partis complete, the whirl threadingspindle (the tool) is released to theside and the part can be longitudi-nally withdrawn. The length of thethread cut may be as much as 30mm.
This process offers several benefits,the first being the excellent useful lifeof the tool with its constant contourswhich can be re-sharpened up to 40times.
The surface state of the threads isperfect because the tools rotate at highspeed in the opposite direction to thatof the part, thus avoiding the unde-sirable lands of the face which aresometimes found with conventionalthreading by milling.
Special features, such as left or rightthreading, threading from above ascrew head or even conical threadscan also be achieved because of theflexibility of programming the TBDECO software and through themulti-axis interpolation of theDECO 2000.
External thread cutting
Thread whirling can also be usedfor external threads, but this is alittle more complicated. What isrequired is a high-speed spindle re-volving at a speed of up to 12,000rpm and a device which is speciallyfitted to the end of the lathe whichcan rotate and incline in relationto the thread pitch angle.This me-chanical inclination is set oncemanually for each thread line.Ma-chining is carried out using a bell-shaped tool comprising three cut-ters of the same section as thethread undergoing machining.Thistool can,of course,be re-sharpenedas required. The entire threadingdepth is executed in a single pass.We shall now describe the process.

36
MAGAZINE
THE PRESENT
DECO-MAGAZINE 1/98
The advent of electronics in ma-chine tools, culminating in CNC,was a gigantic step towards sim-plifying machining processes, tosuch a point that some design en-gineers, with their work stationsand CAD software, end up de-signing parts from time to timewhich, despite all technicalprogress, remain an unfeasibleproposition. Happily such in-stances are rare despite on-goingtechnical progress, but the de-signers are daily demanding moreinnovation and know-how fromthe “workshop”.
The range of DECO 2000 auto-matic lathes, for example, nowmakes it possible to execute op-erations which, barely five yearsago, would have appeared utopi-an.The potential of such machineshardly has limits. Given the vari-ous applications,we regularly findthat these limits are pushed backeven further by the arrival of newfunctionalities and the additionof new units and accessories.Whatis more, the practical engineers atthe Tornos Bechler test centre aredeveloping and testing innovativeprogramming and machiningmethods before launching these onthe market.
In this DecoMagazine, StéphaneCarozza will impart his latest tricksof the trade which will make it pos-sible to simplify software pro-gramming. On the other hand,this article presents new horizonswhich have opened up at practi-cal machine operation level, suchas simplified machining or in-creasing the potential of the ma-chine.
In this first, of what we hope, willbe a long series of articles,we shallpurely refer to the DECO 2000with a 20 mm capacity.
Innovations anticipated forMarch ‘98
Novel features emerge everymonth,but we shall now talk aboutthe three innovations for themonth of March which further ex-tend the flexibility of the DECO2000 machines. The contentedoperator of such a machine, whoplaces an order for the new “Op-tion 1650”, will have all the timehe needs to carry out milling andslitting work using the circularESX 25 type chucks. In fact, thisnew feature, which has alreadybeen available in the form of asimilar unit known as the “Option1600”, is an independent unit witha revolving spindle,making it pos-sible to use circular milling cut-ters having a diameter exceedingthat of the previous model.
Features of the “Option 1650” –revolving spindle milling/slittingunit for circular ESX 25 chucks
Maximum diameter of circularmilling cutters: 63 mm
Type of collet chucks: ESX 25(max. 16 mm)
Maximum rotation speed:8000 rpm
Assembly position: comb No. 2in T22-T25 position.
The latest amongst a series of recent developments
Evolving towards perfectionWe never become tired of repeating the fact that tech-nical developments, especially those affecting indus-try, would leave our ancestors open-mouthed. In fact,these developments could even qualify as mini-revo-lutions.
37
MAGAZINE
E
THE PRESENT
DECO-MAGAZINE 1/98
A second novel feature has justseen the light of day - this be-ing the “Option 2100”.
This is a revolving spindle designedfor light drilling, milling and slit-ting operations.The feature of thisaccessory is that it can rotate athigh frequency and reach a max-imum speed of 15,000 rpm.
Designed to perform drilling /transverse milling operations, ei-ther inclined or at the end on thedie stock chaser on the bar or asa counter-operation,it executes theend slitting operations from thecombination slide.
Features of the “Option 2100” –high-frequency revolving spindlefor drilling,milling and slitting op-erations, running at 15,000 rpmfor light operations.
Speed of rotation:75 – 15,000 rpm
Output: 210 W
Assembly positions: die stockchaser 1 in T11 – T15 position
End unit: at T31, T34
Counter-operations: at T51 to T53
Can be inclined to 90° and, de-pending on inclination, two tool
positions are required.
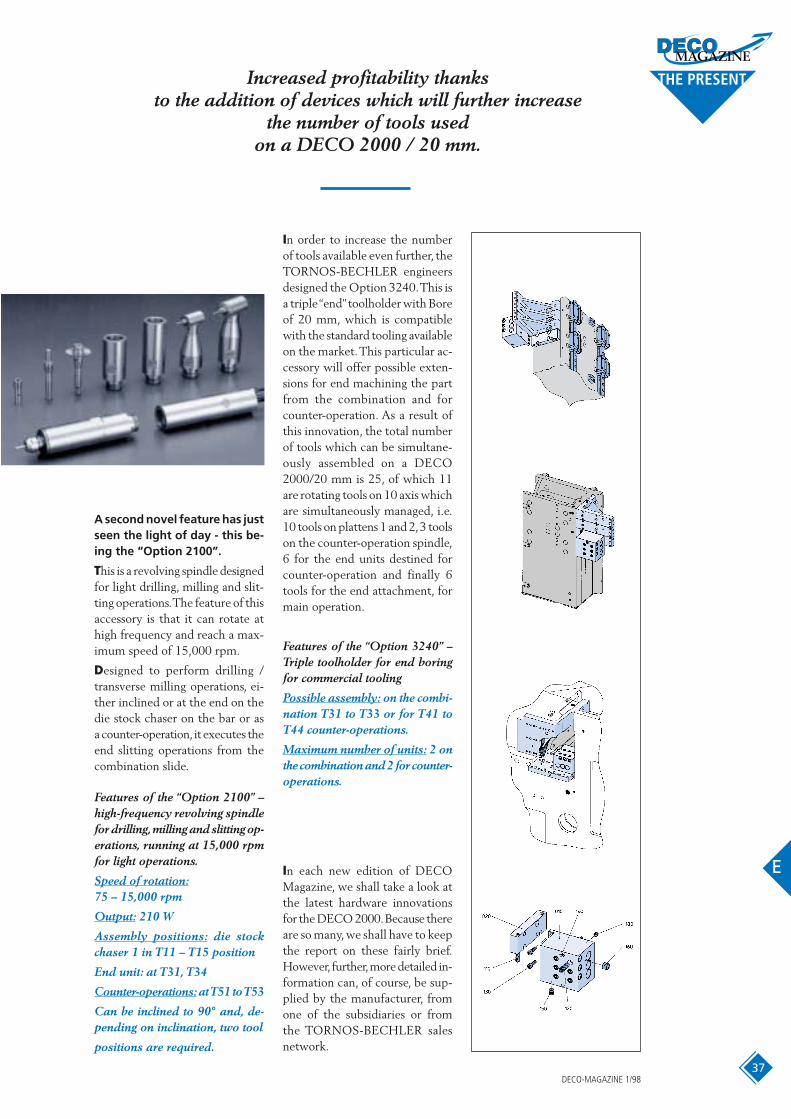
In order to increase the numberof tools available even further, theTORNOS-BECHLER engineersdesigned the Option 3240.This isa triple “end”toolholder with Boreof 20 mm, which is compatiblewith the standard tooling availableon the market.This particular ac-cessory will offer possible exten-sions for end machining the partfrom the combination and forcounter-operation. As a result ofthis innovation, the total numberof tools which can be simultane-ously assembled on a DECO2000/20 mm is 25, of which 11are rotating tools on 10 axis whichare simultaneously managed, i.e.10 tools on plattens 1 and 2,3 toolson the counter-operation spindle,6 for the end units destined forcounter-operation and finally 6tools for the end attachment, formain operation.
Features of the “Option 3240” –Triple toolholder for end boringfor commercial tooling
Possible assembly: on the combi-nation T31 to T33 or for T41 toT44 counter-operations.
Maximum number of units: 2 onthe combination and 2 for counter-operations.
Increased profitability thanks to the addition of devices which will further increase
the number of tools used on a DECO 2000 / 20 mm.
In each new edition of DECOMagazine, we shall take a look atthe latest hardware innovationsfor the DECO 2000.Because thereare so many,we shall have to keepthe report on these fairly brief.However,further,more detailed in-formation can, of course, be sup-plied by the manufacturer, fromone of the subsidiaries or fromthe TORNOS-BECHLER salesnetwork.
38
MAGAZINE
TECHNICAL
DECO-MAGAZINE 1/98
Renouveau de TORNOS-BECHLER
« »Two years ago, our company initiated the program called « Renouveau de TORNOS-BECHLER ». This « renewal » concerns as well our infrastructure as our products,our production processes and a better position on the market, with the aim ofrecovering the leading position that TORNOS-BECHLER once had.
Anton Menth
FLashback on both last years

39
MAGAZINE
E
TECHNICAL
DECO-MAGAZINE 1/98
What has been realized during these last twoyears ?
With regard to the infrastructure,we have renovated two buildingsand considerably improved theflow of the production by apply-ing a concept of production cells.Concurrently, we are concentrat-ing our activities on the TORNOSsite. These steps have allowed usto reduce the throughput time forthe manufacture of a machinefrom what used to be in excess of6 months to about 6 weeks. Thisreduction permitted us to signif-icantly lower our operating capi-tal, setting free the necessary fundsfor the renewal of our basic equip-ment and production means, aswell as for reducing our debts.
Presently, we are installing pro-duction cells in the «Grande halle»which has been restored for thispurpose.We also are converting theshed-roof building called «Grandshed» for installing the assemblydepartment of our DECO singlespindle automatics. This new as-sembly quarter will be operationalon the TORNOS site from midFebruary. All these measures willallow an additional reduction ofthe throughput time for produc-ing a machine.This mainly will gen-erate the funds necessary for fi-nancing the program and ex-panding our production.
During the last 18 months, wesignificantly renewed our rangeof products.In spring 1996,we pre-sented to our customers the DECO7 automatic and in fall of the sameyear, the DECO 10. These ma-chines have met a great success onthe market. This success inducedus to adopt a much more agres-sive sales politic and to launch theDECO 20 machine as soon as pos-sible on the market. As we inau-gurated our «Halle de précision»on June 20,1997,this machine hasbeen shown to our guests and cus-tomers during a week. Its salessuccess has been really over-whelming.The orders entered havedoubled with regard to 1996 andthe orders on hand at the end of1997 represent a very good basefor the year 1998.
Thanks to our new automatics andto the constant development of ourrange of products, we have ob-tained in the past three yearsa yearly turnover increase of 10%,as well as positive net results. Weare starting 1998 with much op-timism and on a basis which al-lows us to go ahead with our de-velopments.
In the course of this year, we shallaccelerate the replacement of ourproduction means, as our infra-structure already has been con-siderably improved.These invest-ments will significantly increase ourproductivity and consequently ourmargin on our products and ourcompetitivity. New products willbe developed in order to com-plete our range.
A program for replacing the ad-ministrative means, including theproduction planning, is presentlyin progress.Complementary stepswill have to be taken this year, asour accounting system has to bereplaced in view of the centurychange.
Furthermore, we hope to obtainthe ISO 9001 qualification by thissummer. This will represent anadditional amelioration of our ser-vices and of our competitivity.Our customers’ satisfaction al-ways remains our first considera-tion.
The quality of the TB work placehas been increased thanks to ournew production quarters,but alsoto other improvements as for ex-ample the restored locker-rooms.These improvements will be car-ried on in the future,as in our opin-ion a high performance can bereached only in appropriate sur-roundings.
Aprogram for early retirement hasmodified the professional back-ground of our staff and reducedthe age average.The number of col-laborators has increased in thecourse of 1997, due to our im-portant sales success.
The «Renouveau de TORNOS-BECHLER» represents a consid-erable modernization of our com-pany and allows our customers aswell as our staff to have an in-creased confidence in our com-pany.We really can say that everywork place at TB has felt the im-pact of this «renewal» program.
A. Menth - C.E.O

41
MAGAZINE
E
NEWS
DECO-MAGAZINE 1/98
Switzerland: Frau Schwab, Herren Lorenzo,
Pfister, Chevalier, Jaggi und Nielsen
Czeck Republic: Herr Prigyl
USA: Herr Randy
On 21st January TORNOS-BECHLER won the Market-ing Trophy 1998 for their con-cept DECO 2000 and thelaunching of DECO 2000 Ca-pacity 20 mm. This yearlyprize, which in Switzerland isawarded by the Marketing-Club Switzerland,rewards themarketing actions, which aim
at better satisfying the needsand the desires of the cus-tomers.
New MULTIDECO 26/6
Simodec F 09-14.03.98Biemh SP 09-14.03.98Mach’98 UK 27.04-02.05.98Metal’98 DK 12-16.05.98Metav D 16-20.06.98Imts USA 09-16.09.98AMB D 15-19.09.98Bimu I 01-06.10.98Jimtof JP 28.10-04.11.98
Internet competition
In order to present the machine to a maximum num-ber of people in the best way, we participate withthe MULTIDECO 26/6 in the following exhibitions:
Thank you
Our Internet server contains a competition regarding DECO 2000 andMULTIDECO. The first draw among the right answers has taken placeat the end of December. Here the list of the winners whom we con-gratulate:
The management insists onthanking here publicly the part-ners, customers, suppliers andsubcontractors, who have en-abled this distinction.





![Moderner japanischer Holzbau - ein Überblick Costruzione ... · because of its unusually long predominate period (0.3 to 1.0 sec.) [2, 3], the period of most earthquakes is in range](https://img.pdfslide.org/doc/110x75/5f2f0fae825e3001bb1dba46/moderner-japanischer-holzbau-ein-oeberblick-costruzione-because-of-its-unusually.jpg)




