Embed Size (px)
Citation preview

1Kunststoffe 4/2013 www.kunststoffe.de
REC YC L ING
THOMAS HOFSTÄTTER
Kunststoff wird als wertvoller Sekun-därrohstoff mehr und mehr zumwachsenden Wirtschaftsfaktor. Die
Gründe sind naheliegend. Während dieKunststoffproduktion im letzten Jahr-zehnt um ca. 8 % pro Jahr gestiegen ist,schwinden im Gegensatz dazu die Res-sourcen der Primärrohstoffe immer dras-tischer. Fazit ist, dass die Rohmaterial-preise immer weiter steigen. Hochwer-tiges Sekundärrohmaterial gewinnt so-mit mehr und mehr an Bedeutung.Allerdings ist man im Gegen-satz zu Neuware bei Kunststof-fabfällen aus der Produktion bishin zu Post-Consumer-Abfällen ausSammelsystemen in zunehmendem Maßmit Qualitätsschwankungen konfron-tiert. Einflussfaktoren sind hier Misch-fraktionen von unterschiedlicher Zusam-mensetzung, Feuchtigkeit, Viskosität,Verschmutzungsart und -grad, aber auchgerade im Verpackungsbereich von un-terschiedlich bedruckten und laminier-ten Materialien.
In der Praxis ist dies oft der limitieren-de Faktor bei der Anwendung von Rezyk-laten, da mit schwankenden Eigenschaf-ten sowohl die Anwendungsmöglichkei-ten als auch der Rezyklatanteil in poten-ziellen Endprodukten sinken. DerRecyclinganlagenhersteller Erema GmbH,Ansfelden/Österreich, zeigt mit der neu-en Produktreihe Corema wie bewährteRecyclingtechnologie in Kombinationmit Compoundingtechnologie die Pro-duktion von besser spezifizierten Rezyk-laten ermöglicht (Bild 1).Durch gezielte Ei-genschaftsverbesserung können die auf-bereiteten Materialien wieder anspruchs-volle Anforderungen erfüllen.
Das Funktionsprinzip
Mit Corema werden erstmals die Vorteilevon Recycling und Compounding in ei-nem Prozessschritt kombiniert. Dabeikönnen Qualitätsschwankungen der Ein-gangsmaterialien durch den Einsatz vonbewährter Recyclingtechnologie und demMischen mit Füll- und/oder Verstärkungs-stoffen ausgeglichen und ein an die End-anwendung angepasstes Eigenschaftspro-fil realisiert werden. Die Compounding-technologie stammt dabei von der Cope-rion GmbH, Stuttgart, einem weltweitführenden Unternehmen in diesem Seg-ment.
Im ersten Schritt wird günstigesRecycling-Rohmaterial (z. B. PP-Vlies,PE-Randstreifen, PA-Fasern etc.) mitder bewährten, robusten Erema-Tech-nologie zu filtrierter Schmelze aufberei-tet. Dabei arbeitet die Recyclinganlagemit dem patentierten Schneidverdich-ter und einem tangential angekoppelten
Einschnecken-Extrusionssystem. DieBeschickung erfolgt automatisch: losesMaterial wird über ein Aufgabeförder-band, Folie auf Rollen direkt über einenRolleneinzug zugeführt. Der Schneid-verdichter zerkleinert und homogeni-siert das Aufgabematerial mit rotieren-den Schneidwerkzeugen. Gleichzeitigwird das Aufgabegut ausschließlichdurch die entstehende Aufbereitungs-wärme getrocknet und für den Einzugin den Extruder verdichtet. Das vorge-wärmte Material gelangt in den direkttangential angeschlossenen Ein-schnecken-Extruder und wird plastifi-ziert, homogenisiert und im vollauto-matischen, selbstreinigenden Filter ger-einigt. Für den zweiten Schritt wirddann die aufbereitete und gereinigteSchmelze mittels Schmelzepumpe di-rekt einem gleichlaufenden, selbstreini-genden Doppelschnecken-Extruder vonCoperion zudosiert. Dieser flexible An-lagenteil ist so modular aufgebaut, dass
Upcycling. Beim Recycling von Produktionsabfällen bis hin zu Post-Consumer-Ab-
fällen aus Sammelsystemen ist die Verarbeitung immer mit Qualitätsschwankungen
des Eingangsmaterials konfrontiert. Die Kombination von bewährter Recycling-
und Compoundingtechnologie ermöglicht nun die Aufbereitung zu besser spezifi-
ziertem Rezyklat für vielseitige und anspruchsvolle Anwendungen.
ARTIKEL ALS PDF unter www.kunststoffe.deDokumenten-Nummer KU111304
Bild 1. Recycling und Compounding in einem Schritt (Bilder: Erema)
Rezyklat veredeln
Sonderdruck aus
Kunststoffe 4/2013
2 © Carl Hanser Verlag, München Kunststoffe 4/2013
REC YC L ING
er mit seinen exzellenten Misch- undEntgasungseigenschaften an jede indi-viduelle Aufgabenstellung anpassbar ist.Neben der Dosierung von verschieden-sten Additiven können sowohl Füll- undVerstärkungsstoffe in hohen Mengenzugemischt werden (z. B. 75% CaCO3,70 % Talkum oder 50 % Glasfasern) alsauch Neuware bei der Produktion vonPolymer-Blends. In der Entgasungszo-ne wird die compoundierte Schmelzeentgast und dem jeweiligen Werkzeugzugeführt (Bild 2).
Besonders die kurzen, definierten Ver-weilzeiten und die direkte Dosierung derSchmelze in den Doppelschnecken-Ex-truder vermindern die thermische Belas-tung für das Material enorm. Zudem sin-ken die Betriebskosten und das modula-
re Anlagenkonzept ermöglicht die opti-male Abstimmung auf die jeweilige An-wendung.
Resümierend zeichnet sich das Core-ma System vor allem durch die Flexibi-lität hinsichtlich möglicher Einsatzmate-rialien und Anlagen-Konfigurationen ausund ist sowohl für kleinere Mengen von300 kg/h als auch für Großmengen vonbis zu 4 t/h erhältlich.
Hochgefüllte PP/Talkum-Rezyklate
Mit einer Menge von ca. 300 000 t/agehört Talkum neben Kalziumkarbonat(CaCO3) in Europa zu den wichtigstenmineralischen Füllstoffen, hauptsächlichfür Polypropylen (PP). Es verbessert die
Steifigkeit, Härte und Wärmeformbe-ständigkeit und ist zudem säurebestän-dig, also chemisch praktisch inert. In Eu-ropa werden pro Jahr 600 000 t PP/Tal-kum-Compounds mit einem Anteil von20 % Talkum eingesetzt, was einer Tal-kummenge von ca. 120 000 t entspricht.Der Einsatz erfolgt hauptsächlich in denBereichen Haushaltsgeräte, Automobil-,Bau- und Elektroindustrie (Bild 3). Vondieser Jahresmenge produzieren Com-poundeure bereits ca. 60 000 t auf Basisvon Recyclingmaterial. Die Automobilin-dustrie verarbeitet dabei mit einem An-teil von über 50 % die größte Menge die-ser PP/Talkum-Rezyklate. Laut Prognosesoll der jährliche Gesamtwert um weite-re 47 000 t steigen.
Ein konkretes Anwendungsbeispielsind Produktionsabfälle von Vliesstoffenfür die Bauindustrie, die mit Corema zuhochgefüllten Rezyklaten mit bis zu 70 %Talkum verarbeitet werden. Die physika-lischen Eigenschaftsprofile verschiedenerPP/Talkum-Regranulate auf Basis vonVliesstoffabfällen (mit einem Talkum-Gehalt von bis zu 40 %) sind in Tabelle 1dargestellt.
Zur qualitativen Beurteilung der Dis-pergierung wurden die hochgefüllten Re-granulate auf einer Laborflachfolienanla-ge (Hersteller: OCS GmbH, Witten) zueiner Musterfolie verarbeitet. Bild 4 doku-mentiert die Dispergierwirkung für einFolienmuster, das aus Regranulat mit ei-nem Talkumanteil von 70 % und PP-Ho-mopolymer hergestellt wurde.
Die gefüllten Rezyklate können also di-rekt für die Produktion von Endanwen-dungen eingesetzt werden oder auch alshochgefülltes Regranulat in die Produk-tion von PP/Talkum-Compounds ein-fließen. Der Vorteil bei der Verwendungals hochgefüllte Variante ist, dass Qua-litätsschwankungen des rezyklierten Ein-gangsmaterials durch das Mischen mit ei-ner großen Menge Talkum kompensiertwerden können (im genannten Beispielfungiert das PP-Vlies sozusagen als Trä-
4
56
7
8
9
1
2
3
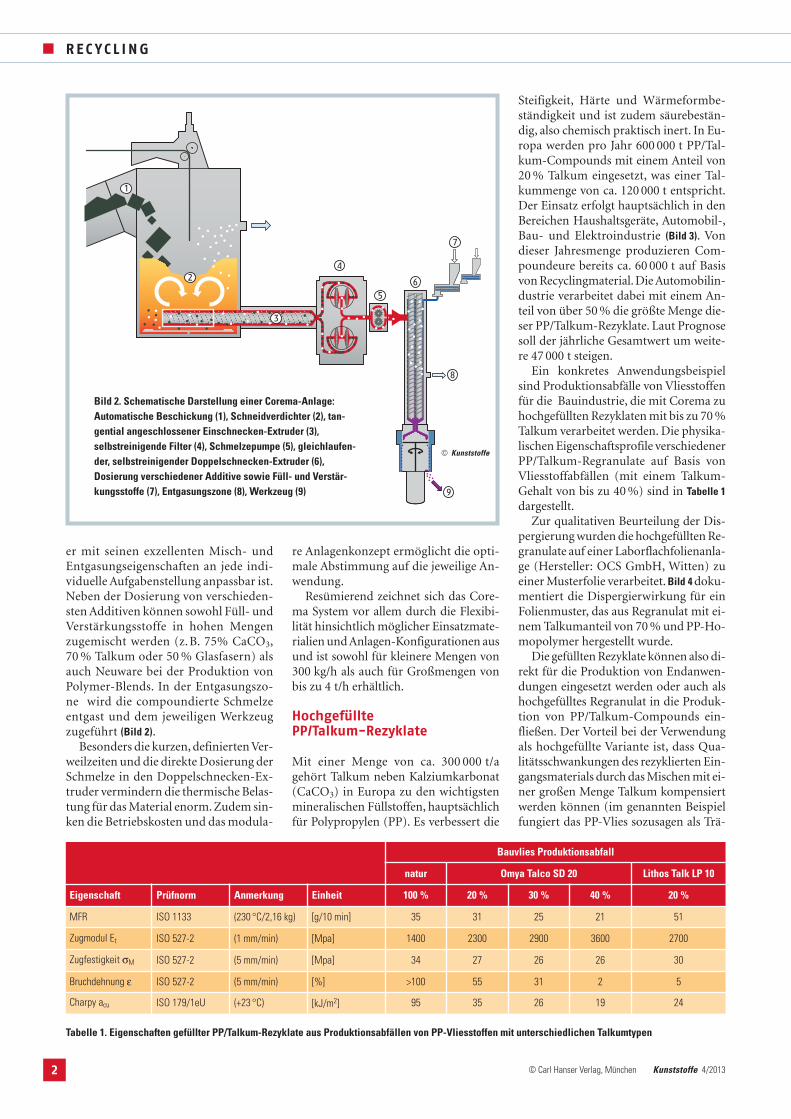
Bild 2. Schematische Darstellung einer Corema-Anlage: Automatische Beschickung (1), Schneidverdichter (2), tan-gential angeschlossener Einschnecken-Extruder (3), selbstreinigende Filter (4), Schmelzepumpe (5), gleichlaufen-der, selbstreinigender Doppelschnecken-Extruder (6), Dosierung verschiedener Additive sowie Füll- und Verstär-kungsstoffe (7), Entgasungszone (8), Werkzeug (9)
© Kunststoffe
Bauvlies Produktionsabfall
natur Omya Talco SD 20 Lithos Talk LP 10
Eigenschaft Prüfnorm Anmerkung Einheit 100 % 20 % 30 % 40 % 20 %
MFR ISO 1133 (230 °C/2,16 kg) [g/10 min] 35 31 25 21 51
Zugmodul Et ISO 527-2 (1 mm/min) [Mpa] 1400 2300 2900 3600 2700
Zugfestigkeit σM ISO 527-2 (5 mm/min) [Mpa] 34 27 26 26 30
Bruchdehnung ε ISO 527-2 (5 mm/min) [%] >100 55 31 2 5
Charpy acu ISO 179/1eU (+23 °C) [kJ/m2] 95 35 26 19 24
Tabelle 1. Eigenschaften gefüllter PP/Talkum-Rezyklate aus Produktionsabfällen von PP-Vliesstoffen mit unterschiedlichen Talkumtypen

3Kunststoffe 4/2013 www.kunststoffe.de
REC YC L ING
germaterial). Daraus resultiert, dass sichder Einsatz von Recyclingmaterialien at-traktiver gestaltet, da dem Endprodukthöhere Regranulatanteile beigemengtwerden und somit auch Compoundeurenachhaltiger wirtschaften können.
Gewaschene Silagefolie und CaCO3
Mit einem laut britischem Marktfor-schungsinstitut Applied Market Infor-mation (AMI) europaweiten Kunststoff-verbrauch von rund 545 000 t im Jahr
2011 (EU 27 plus Norwegen und dieSchweiz) stellen Agrarfolien einen sub-stanziellen Anteil an Recyclingrohstoffendar. Allerdings sorgt der meist sehr hohe
Verschmutzungsgrad durch minerali-sches und organisches Material (Bild 5links) dieser weichen und meistens nurrund 25 bis 100 µm dünnen Folien füreine schwierige und aufwendige Verar-beitung. Da sie aber aus hochwertigenKunststoffen wie PE-LD (Low-Density-Polyethylen) und PE-LLD (Linear Low-Density-Polyethylen) bestehen, sind sieals Rezyklate sehr gefragt und können inhoher Qualität gute Preise erzielen.
Dieses Recycling-Rohmaterial eignetsich z.B. hervorragend als Trägerpolymerfür die Produktion von hochgefülltenKalziumkarbonat (CaCO3)-Regranula-ten. Mit der Corema Technologie könnenhier Füllgrade bis zu 75 % CaCO3 erreicht
werden. Als Eingangsmaterialien dienengewaschene PE-LLD-Folienstücke mit ei-nem Feuchtigkeitsgehalt von bis zu 8 %.Durch die zweistufige Ausführung des
Corema Systems erfolgt im ersten Teil derAnlage, der Schneidverdichter-Extruder-Kombination, die Aufbereitung der ge-waschenen Agrarfolienstücke zu einerentgasten, filtrierten Schmelze. Eine Luft-spülung sorgt unterstützend dafür, dassein Großteil der verbliebenen Feuchtig-keit aus dem vorgewärmten Material ver-dampft. Die aufbereitete Schmelze wirdüber die Schmelzeleitung direkt demzweiten Teil der Anlage, dem gleichlau-fenden Doppelschneckenextruder, zuge-führt und dort mit bis zu 75 % CaCO3
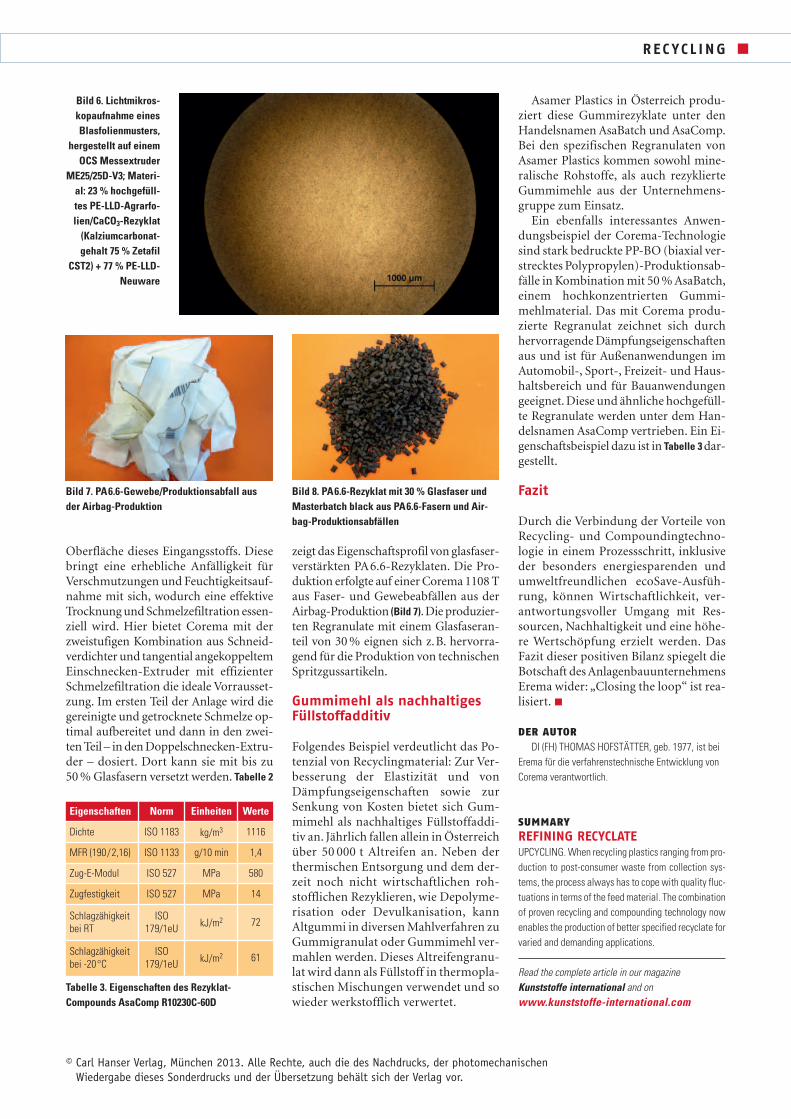
vermischt. Das Ergebnis ist ein hochge-fülltes PE-LLD-Regranulat mit engerenQualitätsbandbreiten und einer hervor-ragenden Verteilung des Füllstoffes durchdie Dispergierwirkung des Doppel-schneckenextruders. Die Qualität derDispergierung ist auf Bild 6 anhand eineraus hochgefülltem Regranulat hergestell-ten Folienprobe dargestellt.
Airbags und Glasfasern
Eine weitere Anwendung für die Corema-Anlage sind glasfaserverstärkte PA6.6-Rezyklate. Die Eingangsstoffe können so-wohl Faserproduktionsabfälle als auch(silikonbeschichtete) Gewebeabfälle sein,die z.B. bei der Produktion von Airbagsanfallen (siehe Wertetabelle PA6.6 Tabel-le 2). Die Herausforderung für die Recyc-lingtechnologie bei der Aufbereitung vonFaserabfällen ist die hohe spezifische
Bild 4. Flachfolienmuster (Breite: 60 mm),hergestellt auf einem OCS MessextruderME25/25D-V3; Material: 23 % hochgefülltes PP-Vlies/Talkum Rezyklat (Talkumgehalt 70 %Omya Talco SD 20) + 77 % PP-Homopolymer
Bild 5. Waschschnitzel aus stark verunreinigter Agrarfolie (links), aufbereitet mit Corema 1108 T(Filtersystem Erema SW 4/134 RTF, 300 µm) zu Regranulat mit 75 % CaCO3-Anteil
Haushalts-geräte 34 %
Andere 10 %
Elektroindustrie12%
Automobil-industrie28 %
Bauindustrie16 %
Bild 3. Einsatz vonPP/Talkum in den Be-reichen Haushalts-geräte, Automobil-,Bau- und Elektroin-dustrie
© Kunststoffe
PA6.6 Faser und Airbag-Randstreifen Produktionsabfall
natur Glasfaser
Eigenschaft Prüfnorm Anmerkung Einheit 100 % 15 % 30 %
MFR ISO 1133 (230 °C/2,16 kg) [g/10 min] o.A. o.A. o.A.
Zugmodul Et ISO 527-2 (1 mm/min) [Mpa] 3200 5400 9500
Zugfestigkeit σM ISO 527-2 (5 mm/min) [Mpa] 83 120 165
Bruchdehnung ε ISO 527-2 (5 mm/min) [%] 14 3 2,5
Charpy acu ISO 179/1eU (+23 °C) [kJ/m2] 95 39 40
Tabelle 2. Eigenschaften glasfaserverstärkter PA6.6-Rezyklate aus Airbag-Produktionsabfall mit unterschiedlichen Glasfaseranteilen
REC YC L ING
Oberfläche dieses Eingangsstoffs. Diesebringt eine erhebliche Anfälligkeit fürVerschmutzungen und Feuchtigkeitsauf-nahme mit sich, wodurch eine effektiveTrocknung und Schmelzefiltration essen-ziell wird. Hier bietet Corema mit der zweistufigen Kombination aus Schneid-verdichter und tangential angekoppeltemEinschnecken-Extruder mit effizienterSchmelzefiltration die ideale Vorrausset-zung. Im ersten Teil der Anlage wird diegereinigte und getrocknete Schmelze op-timal aufbereitet und dann in den zwei-ten Teil – in den Doppelschnecken-Extru-der – dosiert. Dort kann sie mit bis zu50 % Glasfasern versetzt werden. Tabelle 2
zeigt das Eigenschaftsprofil von glasfaser-verstärkten PA6.6-Rezyklaten. Die Pro-duktion erfolgte auf einer Corema 1108 Taus Faser- und Gewebeabfällen aus derAirbag-Produktion (Bild 7).Die produzier-ten Regranulate mit einem Glasfaseran-teil von 30 % eignen sich z.B. hervorra-gend für die Produktion von technischenSpritzgussartikeln.
Gummimehl als nachhaltigesFüllstoffadditiv
Folgendes Beispiel verdeutlicht das Po-tenzial von Recyclingmaterial: Zur Ver-besserung der Elastizität und vonDämpfungseigenschaften sowie zurSenkung von Kosten bietet sich Gum-mimehl als nachhaltiges Füllstoffaddi-tiv an. Jährlich fallen allein in Österreichüber 50 000 t Altreifen an. Neben derthermischen Entsorgung und dem der-zeit noch nicht wirtschaftlichen roh-stofflichen Rezyklieren, wie Depolyme-risation oder Devulkanisation, kannAltgummi in diversen Mahlverfahren zuGummigranulat oder Gummimehl ver-mahlen werden. Dieses Altreifengranu-lat wird dann als Füllstoff in thermopla-stischen Mischungen verwendet und sowieder werkstofflich verwertet.
Bild 6. Lichtmikros-kopaufnahme einesBlasfolienmusters,
hergestellt auf einemOCS Messextruder
ME25/25D-V3; Materi-al: 23 % hochgefüll-tes PE-LLD-Agrarfo-lien/CaCO3-Rezyklat
(Kalziumcarbonat-gehalt 75 % Zetafil
CST2) + 77 % PE-LLD-Neuware
Bild 7. PA6.6-Gewebe/Produktionsabfall ausder Airbag-Produktion
Bild 8. PA6.6-Rezyklat mit 30 % Glasfaser undMasterbatch black aus PA6.6-Fasern und Air-bag-Produktionsabfällen
Asamer Plastics in Österreich produ-ziert diese Gummirezyklate unter denHandelsnamen AsaBatch und AsaComp.Bei den spezifischen Regranulaten vonAsamer Plastics kommen sowohl mine-ralische Rohstoffe, als auch rezyklierteGummimehle aus der Unternehmens-gruppe zum Einsatz.
Ein ebenfalls interessantes Anwen-dungsbeispiel der Corema-Technologiesind stark bedruckte PP-BO (biaxial ver-strecktes Polypropylen)-Produktionsab-fälle in Kombination mit 50 % AsaBatch,einem hochkonzentrierten Gummi-mehlmaterial. Das mit Corema produ-zierte Regranulat zeichnet sich durchhervorragende Dämpfungseigenschaftenaus und ist für Außenanwendungen imAutomobil-, Sport-, Freizeit- und Haus-haltsbereich und für Bauanwendungengeeignet. Diese und ähnliche hochgefüll-te Regranulate werden unter dem Han-delsnamen AsaComp vertrieben. Ein Ei-genschaftsbeispiel dazu ist in Tabelle 3 dar-gestellt.
Fazit
Durch die Verbindung der Vorteile vonRecycling- und Compoundingtechno-logie in einem Prozessschritt, inklusiveder besonders energiesparenden undumweltfreundlichen ecoSave-Ausfüh-rung, können Wirtschaftlichkeit, ver-antwortungsvoller Umgang mit Res-sourcen, Nachhaltigkeit und eine höhe-re Wertschöpfung erzielt werden. DasFazit dieser positiven Bilanz spiegelt dieBotschaft des AnlagenbauunternehmensErema wider: „Closing the loop“ ist rea-lisiert. �
DER AUTOR
DI (FH) THOMAS HOFSTÄTTER, geb. 1977, ist beiErema für die verfahrenstechnische Entwicklung vonCorema verantwortlich.
SUMMARY
REFINING RECYCLATEUPCYCLING. When recycling plastics ranging from pro-duction to post-consumer waste from collection sys-tems, the process always has to cope with quality fluc-tuations in terms of the feed material. The combinationof proven recycling and compounding technology nowenables the production of better specified recyclate forvaried and demanding applications.
Read the complete article in our magazine Kunststoffe international and on www.kunststoffe-international.com
Eigenschaften Norm Einheiten Werte
Dichte ISO 1183 kg/m3 1116
MFR (190/2,16) ISO 1133 g/10 min 1,4
Zug-E-Modul ISO 527 MPa 580
Zugfestigkeit ISO 527 MPa 14
Schlagzähigkeitbei RT
ISO179/1eU kJ/m2 72
Schlagzähigkeitbei -20°C
ISO179/1eU kJ/m2 61
Tabelle 3. Eigenschaften des Rezyklat-Compounds AsaComp R10230C-60D
REC YC L ING
© Carl Hanser Verlag, München 2013. Alle Rechte, auch die des Nachdrucks, der photomechanischen Wiedergabe dieses Sonderdrucks und der Übersetzung behält sich der Verlag vor.





























