Embed Size (px)
Citation preview
UV-härtende Farben und Lacke für
den Offsetdruck
Einleitung ____________________________________________________________3
Was ist UV-Strahlung? _________________________________________________3
Stärken des UV-Offsetdrucks ___________________________________________4
Einsatzgebiete _______________________________________________________5
Lampen- und Strahlersysteme __________________________________________5
Standard UV ________________________________________________________5
LED-Strahler ________________________________________________________6
Zusammensetzung von UV-Farbe _______________________________________8
Bindemittel _________________________________________________________8
Pigmente __________________________________________________________9
Photoinitiatoren _____________________________________________________9
Hilfsmittel _________________________________________________________10
Härtung von UV-Farben _______________________________________________ 11
Radikalische Polymerisation __________________________________________ 11
Aushärtung ________________________________________________________ 11
Messung der Strahlungsleistung/-dichte ________________________________ 12
Farbhaftung _______________________________________________________ 13
Geruch _____________________________________________________________ 14
Migrationspotential UV-Offset _________________________________________ 14
Umgang mit UV-Farben _______________________________________________ 15
Sicherheit und Arbeitsschutz __________________________________________ 15
Entsorgung und Recycling ___________________________________________ 15
3
UV-härtende Farben und Lacke für den Offsetdruck
Einleitung
Die überzeugenden Vorteile des UV-Drucks machen dieses Druckverfahren für eine Vielzahl von Anwendungen geeignet. Er ist deshalb einer der wachsenden Marktberei-che in der Druckindustrie. Die Vorbehalte, die es noch vor wenigen Jahren gegenüber Farben, Lacken und Druckmaschinen bezüglich der Umwelt- und Gesundheitsgefähr-dung gab, sind durch verbesserte Technologien und Veränderungen der Inhaltsstoffe entkräftet.
Was ist UV-Strahlung?
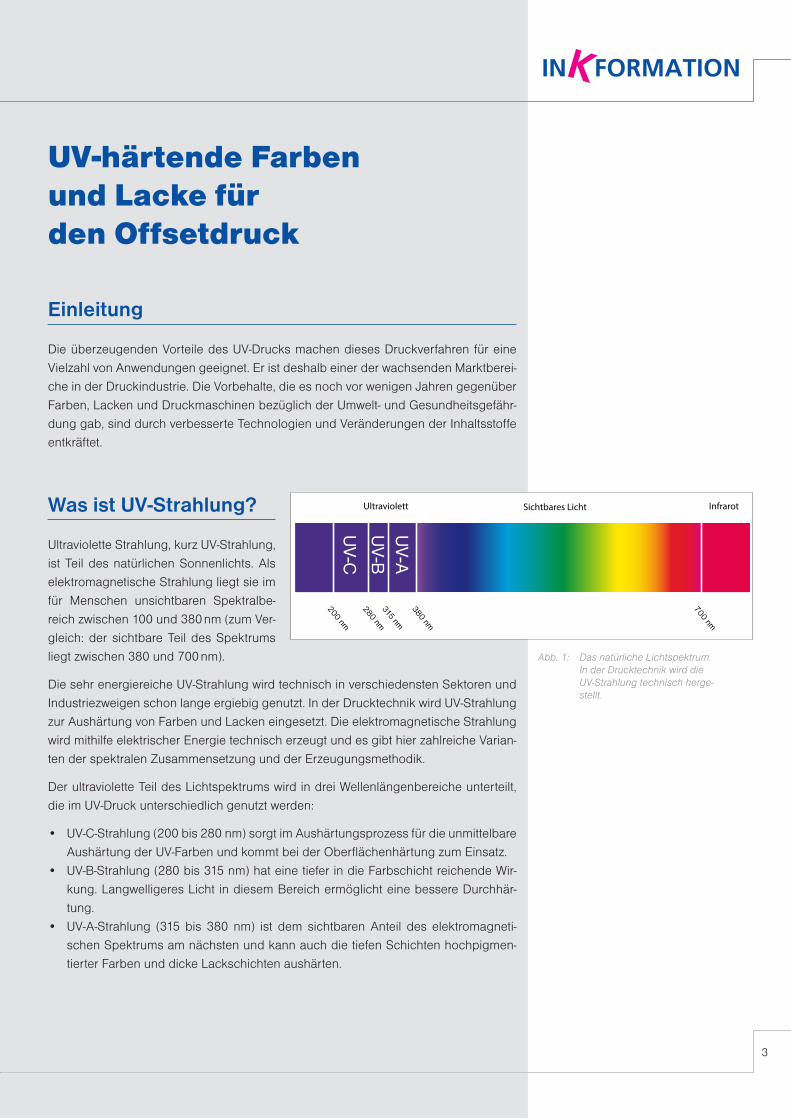
Ultraviolette Strahlung, kurz UV-Strahlung, ist Teil des natürlichen Sonnenlichts. Als elektromagnetische Strahlung liegt sie im für Menschen unsichtbaren Spektralbe-reich zwischen 100 und 380 nm (zum Ver-gleich: der sichtbare Teil des Spektrums liegt zwischen 380 und 700 nm).
Die sehr energiereiche UV-Strahlung wird technisch in verschiedensten Sektoren und Industriezweigen schon lange ergiebig genutzt. In der Drucktechnik wird UV-Strahlung zur Aushärtung von Farben und Lacken eingesetzt. Die elektromagnetische Strahlung wird mithilfe elektrischer Energie technisch erzeugt und es gibt hier zahlreiche Varian-ten der spektralen Zusammensetzung und der Erzeugungsmethodik.
Der ultraviolette Teil des Lichtspektrums wird in drei Wellenlängenbereiche unterteilt, die im UV-Druck unterschiedlich genutzt werden:
• UV-C-Strahlung (200 bis 280 nm) sorgt im Aushärtungsprozess für die unmittelbare Aushärtung der UV-Farben und kommt bei der Oberflächenhärtung zum Einsatz.
• UV-B-Strahlung (280 bis 315 nm) hat eine tiefer in die Farbschicht reichende Wir-kung. Langwelligeres Licht in diesem Bereich ermöglicht eine bessere Durchhär-tung.
• UV-A-Strahlung (315 bis 380 nm) ist dem sichtbaren Anteil des elektromagneti-schen Spektrums am nächsten und kann auch die tiefen Schichten hochpigmen-tierter Farben und dicke Lackschichten aushärten.
UV-A
UV-B
UV-C
200 nm
280 nm315 nm
380 nm
700 nm
Sichtbares LichtUltraviolett Infrarot
Abb. 1: Das natürliche Lichtspektrum. In der Drucktechnik wird die UV-Strahlung technisch herge-stellt.
4
Stärken des UV-Offsetdrucks
Die Vorteile des UV-Offsetdrucks sind vielfältig. An erster Stelle steht die sekunden-schnelle Aushärtung des Druckfarbenfilms, die zum einen eine äußerst schnelle Produktionsgeschwindigkeit und zum anderen eine sofortige Weiterverarbeitung ermöglicht.
Des Weiteren besitzt der Druck eine hohe physikalische und chemische Beständigkeit. Reklamationsgründe des herkömmlichen Bogenoffsetdrucks wie Scheuern und Kar-bonieren, Kratzer, Farbveränderungen durch Wegschlagen, Geistereffekte oder man-gelnde Punktschärfe bei ungestrichenen Papieren treten hier nicht auf. Da kein oder nur sehr wenig Druckpuder eingesetzt werden muss, ist das Druckergebnis glatt und haptisch störungsfrei.
Im UV-Druck lassen sich höhere Glanzgrade erzielen als im konventionellen Offset-druck, weshalb UV-Farben und speziell UV-Lacke als attraktives Gestaltungsmittel eingesetzt werden, um partielle oder flächige Effekte zu erzielen, z. B. Matt- oder Glanz-effekte und deren Kombination.
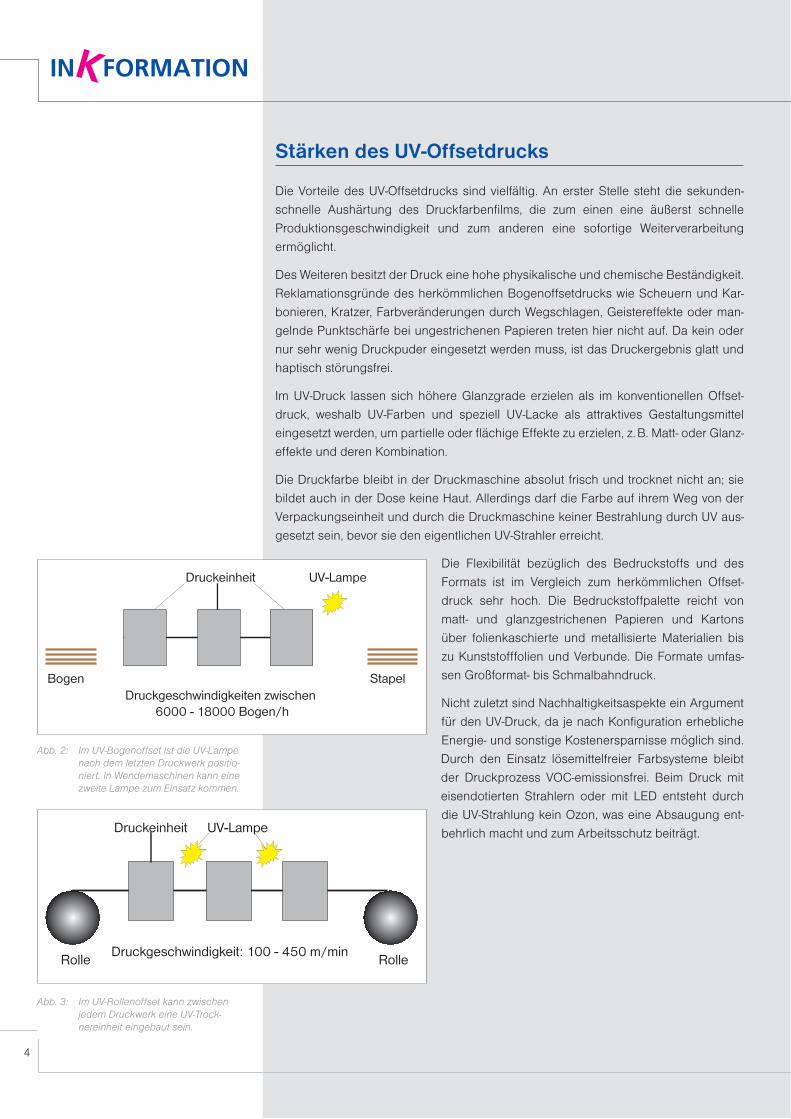
Die Druckfarbe bleibt in der Druckmaschine absolut frisch und trocknet nicht an; sie bildet auch in der Dose keine Haut. Allerdings darf die Farbe auf ihrem Weg von der Verpackungseinheit und durch die Druckmaschine keiner Bestrahlung durch UV aus-gesetzt sein, bevor sie den eigentlichen UV-Strahler erreicht.
Die Flexibilität bezüglich des Bedruckstoffs und des Formats ist im Vergleich zum herkömmlichen Offset-druck sehr hoch. Die Bedruckstoffpalette reicht von matt- und glanzgestrichenen Papieren und Kartons über folienkaschierte und metallisierte Materialien bis zu Kunststofffolien und Verbunde. Die Formate umfas-sen Großformat- bis Schmalbahndruck.
Nicht zuletzt sind Nachhaltigkeitsaspekte ein Argument für den UV-Druck, da je nach Konfiguration erhebliche Energie- und sonstige Kostenersparnisse möglich sind. Durch den Einsatz lösemittelfreier Farbsysteme bleibt der Druckprozess VOC-emissionsfrei. Beim Druck mit eisendotierten Strahlern oder mit LED entsteht durch die UV-Strahlung kein Ozon, was eine Absaugung ent-behrlich macht und zum Arbeitsschutz beiträgt.
Druckeinheit
Bogen Stapel
UV-Lampe
Druckgeschwindigkeiten zwischen 6000 - 18000 Bogen/h
Abb. 2: Im UV-Bogenoffset ist die UV-Lampe nach dem letzten Druckwerk positio-niert. In Wendemaschinen kann eine zweite Lampe zum Einsatz kommen.
Druckeinheit
Rolle
UV-Lampe
Druckgeschwindigkeit: 100 - 450 m/minRolle
Abb. 3: Im UV-Rollenoffset kann zwischen jedem Druckwerk eine UV-Trock-nereinheit eingebaut sein.
5
Einsatzgebiete
Die Einsatzgebiete von UV-Druck sind zahlreich. Im UV-Bogenoffset werden Verpa-ckungen wie edle Kosmetik-, Spirituosen- und Parfumfaltschachteln und Akzidenzen wie Geschäftsberichte, Prospekte, Mailings, Postkarten und Kalender gedruckt. Wei-tere Anwendungen sind Aufkleber und Etiketten, In-Mould-Labels, Wertpapiere und Kunststoffkarten.
Im UV-Rollenoffset sind Formulare, Mailings, Etiketten, Flugtickets, Werbedrucke, Bro-schüren und Verpackungen relevante Druckerzeugnisse.
Lampen- und Strahlersysteme
Standard UV
Lampen
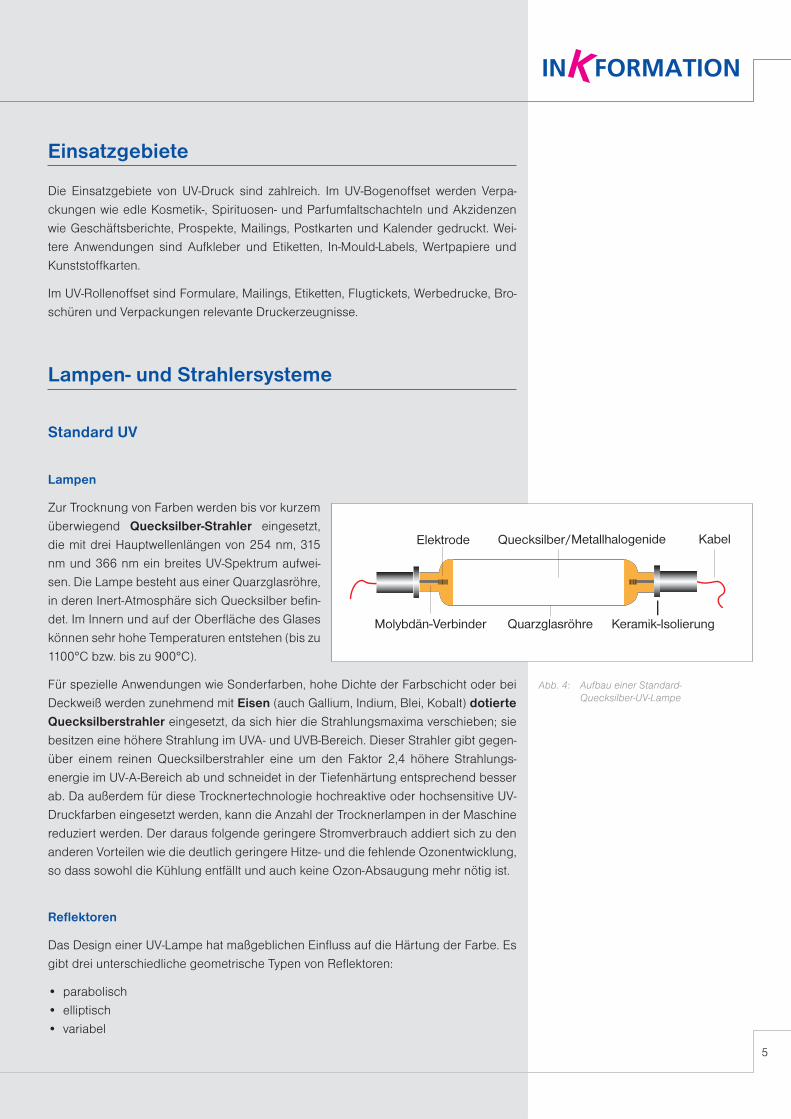
Zur Trocknung von Farben werden bis vor kurzem überwiegend Quecksilber-Strahler eingesetzt, die mit drei Hauptwellenlängen von 254 nm, 315 nm und 366 nm ein breites UV-Spektrum aufwei-sen. Die Lampe besteht aus einer Quarzglasröhre, in deren Inert-Atmosphäre sich Quecksilber befin-det. Im Innern und auf der Oberfläche des Glases können sehr hohe Temperaturen entstehen (bis zu 1100°C bzw. bis zu 900°C).
Für spezielle Anwendungen wie Sonderfarben, hohe Dichte der Farbschicht oder bei Deckweiß werden zunehmend mit Eisen (auch Gallium, Indium, Blei, Kobalt) dotierte Quecksilberstrahler eingesetzt, da sich hier die Strahlungsmaxima verschieben; sie besitzen eine höhere Strahlung im UVA- und UVB-Bereich. Dieser Strahler gibt gegen-über einem reinen Quecksilberstrahler eine um den Faktor 2,4 höhere Strahlungs-energie im UV-A-Bereich ab und schneidet in der Tiefenhärtung entsprechend besser ab. Da außerdem für diese Trocknertechnologie hochreaktive oder hochsensitive UV-Druckfarben eingesetzt werden, kann die Anzahl der Trocknerlampen in der Maschine reduziert werden. Der daraus folgende geringere Stromverbrauch addiert sich zu den anderen Vorteilen wie die deutlich geringere Hitze- und die fehlende Ozonentwicklung, so dass sowohl die Kühlung entfällt und auch keine Ozon-Absaugung mehr nötig ist.
Reflektoren
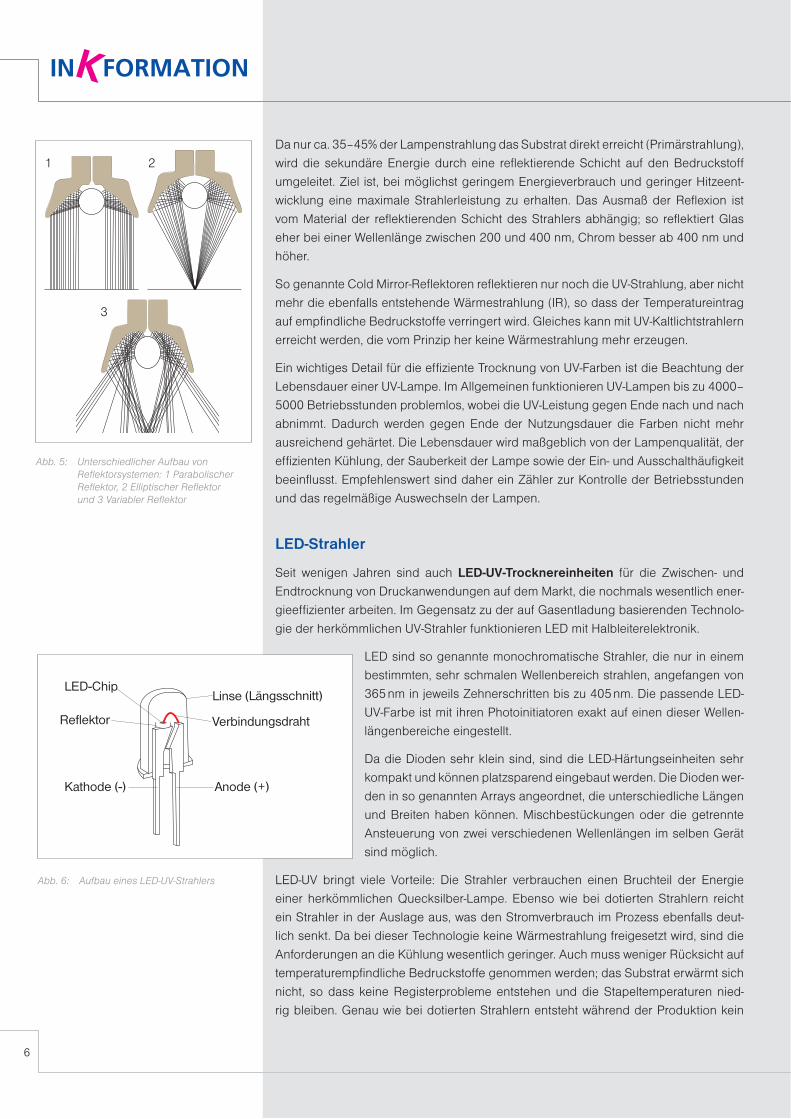
Das Design einer UV-Lampe hat maßgeblichen Einfluss auf die Härtung der Farbe. Es gibt drei unterschiedliche geometrische Typen von Reflektoren:
• parabolisch• elliptisch• variabel
Elektrode
Molybdän-Verbinder
Quecksilber/Metallhalogenide
Quarzglasröhre
Kabel
Keramik-Isolierung
Abb. 4: Aufbau einer Standard-Quecksilber-UV-Lampe
6
Da nur ca. 35–45% der Lampenstrahlung das Substrat direkt erreicht (Primärstrahlung), wird die sekundäre Energie durch eine reflektierende Schicht auf den Bedruckstoff umgeleitet. Ziel ist, bei möglichst geringem Energieverbrauch und geringer Hitzeent-wicklung eine maximale Strahlerleistung zu erhalten. Das Ausmaß der Reflexion ist vom Material der reflektierenden Schicht des Strahlers abhängig; so reflektiert Glas eher bei einer Wellenlänge zwischen 200 und 400 nm, Chrom besser ab 400 nm und höher.
So genannte Cold Mirror-Reflektoren reflektieren nur noch die UV-Strahlung, aber nicht mehr die ebenfalls entstehende Wärmestrahlung (IR), so dass der Temperatureintrag auf empfindliche Bedruckstoffe verringert wird. Gleiches kann mit UV-Kaltlichtstrahlern erreicht werden, die vom Prinzip her keine Wärmestrahlung mehr erzeugen.
Ein wichtiges Detail für die effiziente Trocknung von UV-Farben ist die Beachtung der Lebensdauer einer UV-Lampe. Im Allgemeinen funktionieren UV-Lampen bis zu 4000–5000 Betriebsstunden problemlos, wobei die UV-Leistung gegen Ende nach und nach abnimmt. Dadurch werden gegen Ende der Nutzungsdauer die Farben nicht mehr ausreichend gehärtet. Die Lebensdauer wird maßgeblich von der Lampenqualität, der effizienten Kühlung, der Sauberkeit der Lampe sowie der Ein- und Ausschalthäufigkeit beeinflusst. Empfehlenswert sind daher ein Zähler zur Kontrolle der Betriebsstunden und das regelmäßige Auswechseln der Lampen.
LED-Strahler
Seit wenigen Jahren sind auch LED-UV-Trocknereinheiten für die Zwischen- und Endtrocknung von Druckanwendungen auf dem Markt, die nochmals wesentlich ener-gieeffizienter arbeiten. Im Gegensatz zu der auf Gasentladung basierenden Technolo-gie der herkömmlichen UV-Strahler funktionieren LED mit Halbleiterelektronik.
LED sind so genannte monochromatische Strahler, die nur in einem bestimmten, sehr schmalen Wellenbereich strahlen, angefangen von 365 nm in jeweils Zehnerschritten bis zu 405 nm. Die passende LED-UV-Farbe ist mit ihren Photoinitiatoren exakt auf einen dieser Wellen-längenbereiche eingestellt.
Da die Dioden sehr klein sind, sind die LED-Härtungseinheiten sehr kompakt und können platzsparend eingebaut werden. Die Dioden wer-den in so genannten Arrays angeordnet, die unterschiedliche Längen und Breiten haben können. Mischbestückungen oder die getrennte Ansteuerung von zwei verschiedenen Wellenlängen im selben Gerät sind möglich.
LED-UV bringt viele Vorteile: Die Strahler verbrauchen einen Bruchteil der Energie einer herkömmlichen Quecksilber-Lampe. Ebenso wie bei dotierten Strahlern reicht ein Strahler in der Auslage aus, was den Stromverbrauch im Prozess ebenfalls deut-lich senkt. Da bei dieser Technologie keine Wärmestrahlung freigesetzt wird, sind die Anforderungen an die Kühlung wesentlich geringer. Auch muss weniger Rücksicht auf temperaturempfindliche Bedruckstoffe genommen werden; das Substrat erwärmt sich nicht, so dass keine Registerprobleme entstehen und die Stapeltemperaturen nied-rig bleiben. Genau wie bei dotierten Strahlern entsteht während der Produktion kein
Linse (Längsschnitt)
Verbindungsdraht
Anode (+)Kathode (-)
Reflektor
LED-Chip
Abb. 6: Aufbau eines LED-UV-Strahlers
Abb. 5: Unterschiedlicher Aufbau von Reflektorsystemen: 1 Parabolischer Reflektor, 2 Elliptischer Reflektor und 3 Variabler Reflektor
1 2
3
7
Ozon, das über eine Absauganlage entfernt werden müsste. LED-Lampen sind sofort einsatzbereit und benötigen im Gegensatz zu Quecksilberlampen keine Anlaufzeit von mehreren Minuten; sie können getaktet eingesetzt werden und müssen in den Pausen nicht mechanisch verschlossen werden.
200
20
40
60
80
100
250 300 350 400 450 500 550 600
Wellenlänge in nm
Rel
ativ
es P
oten
tial i
n %
UV-C UV-B UV-A Sichtbares Licht
200
20
40
60
80
100
250 300 350 400 450 500 550 600
UV-C
Wellenlänge in nm
UV-B UV-A Sichtbares Licht
Rel
ativ
es P
oten
tial i
n %
200
20
40
60
80
100
250 300 350 400 450 500 550 600
UV-C
Wellenlänge in nm
UV-B UV-A Sichtbares Licht
Rel
ativ
es P
oten
tial i
n %
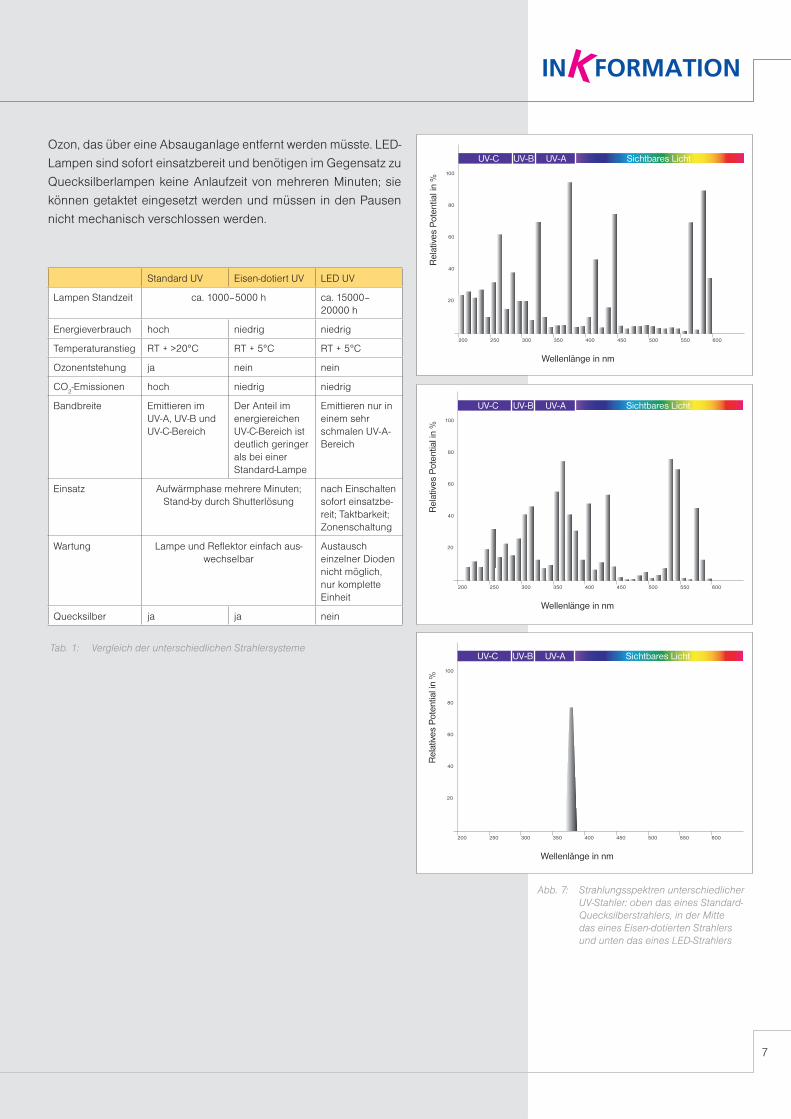
Abb. 7: Strahlungsspektren unterschiedlicher UV-Stahler: oben das eines Standard-Quecksilberstrahlers, in der Mitte das eines Eisen-dotierten Strahlers und unten das eines LED-Strahlers
Tab. 1: Vergleich der unterschiedlichen Strahlersysteme
Standard UV Eisen-dotiert UV LED UV
Lampen Standzeit ca. 1000–5000 h ca. 15000–20000 h
Energieverbrauch hoch niedrig niedrig
Temperaturanstieg RT + >20°C RT + 5°C RT + 5°C
Ozonentstehung ja nein nein
CO2-Emissionen hoch niedrig niedrig
Bandbreite Emittieren im UV-A, UV-B und UV-C-Bereich
Der Anteil im energiereichen UV-C-Bereich ist deutlich geringer als bei einer Standard-Lampe
Emittieren nur in einem sehr schmalen UV-A-Bereich
Einsatz Aufwärmphase mehrere Minuten; Stand-by durch Shutterlösung
nach Einschalten sofort einsatzbe-reit; Taktbarkeit; Zonenschaltung
Wartung Lampe und Reflektor einfach aus-wechselbar
Austausch einzelner Dioden nicht möglich, nur komplette Einheit
Quecksilber ja ja nein
8
Zusammensetzung von UV-Farbe
Bindemittel
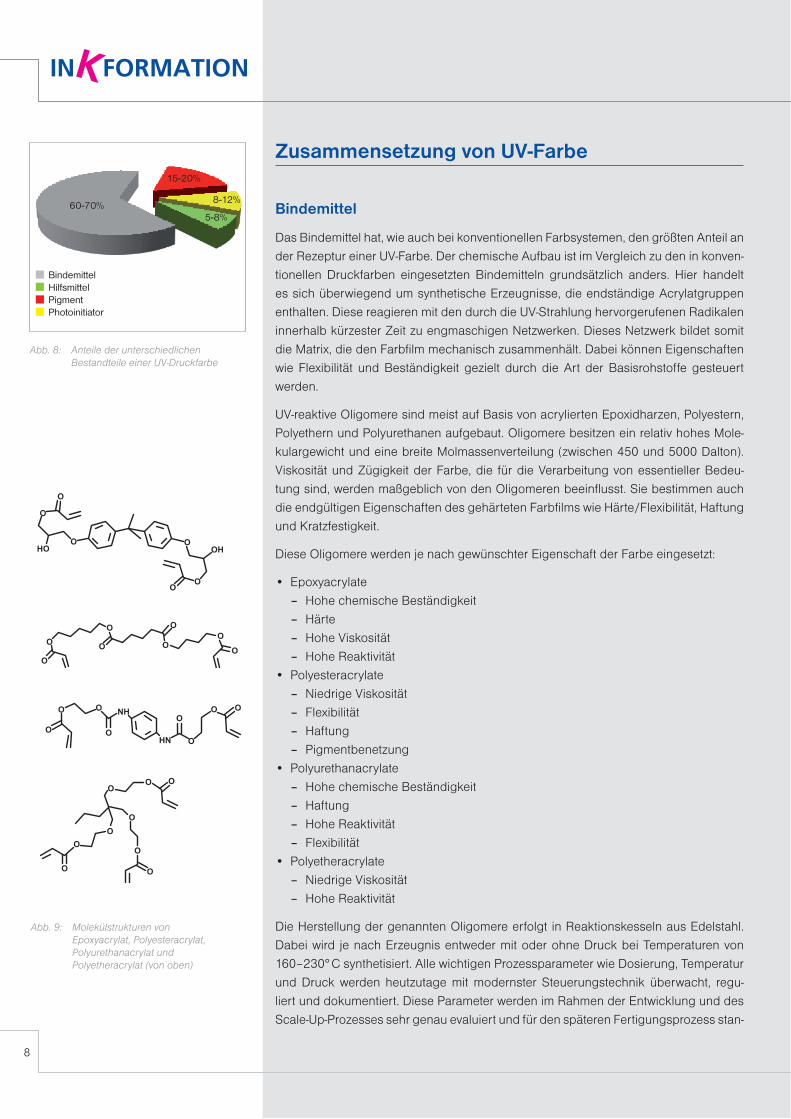
Das Bindemittel hat, wie auch bei konventionellen Farbsystemen, den größten Anteil an der Rezeptur einer UV-Farbe. Der chemische Aufbau ist im Vergleich zu den in konven-tionellen Druckfarben eingesetzten Bindemitteln grundsätzlich anders. Hier handelt es sich überwiegend um synthetische Erzeugnisse, die endständige Acrylatgruppen enthalten. Diese reagieren mit den durch die UV-Strahlung hervorgerufenen Radikalen innerhalb kürzester Zeit zu engmaschigen Netzwerken. Dieses Netzwerk bildet somit die Matrix, die den Farbfilm mechanisch zusammenhält. Dabei können Eigenschaften wie Flexibilität und Beständigkeit gezielt durch die Art der Basisrohstoffe gesteuert werden.
UV-reaktive Oligomere sind meist auf Basis von acrylierten Epoxidharzen, Polyestern, Polyethern und Polyurethanen aufgebaut. Oligomere besitzen ein relativ hohes Mole-kulargewicht und eine breite Molmassenverteilung (zwischen 450 und 5000 Dalton). Viskosität und Zügigkeit der Farbe, die für die Verarbeitung von essentieller Bedeu-tung sind, werden maßgeblich von den Oligomeren beeinflusst. Sie bestimmen auch die endgültigen Eigenschaften des gehärteten Farbfilms wie Härte/Flexibilität, Haftung und Kratzfestigkeit.
Diese Oligomere werden je nach gewünschter Eigenschaft der Farbe eingesetzt:
• Epoxyacrylate – Hohe chemische Beständigkeit – Härte – Hohe Viskosität – Hohe Reaktivität
• Polyesteracrylate – Niedrige Viskosität – Flexibilität – Haftung – Pigmentbenetzung
• Polyurethanacrylate – Hohe chemische Beständigkeit – Haftung – Hohe Reaktivität – Flexibilität
• Polyetheracrylate – Niedrige Viskosität – Hohe Reaktivität
Die Herstellung der genannten Oligomere erfolgt in Reaktionskesseln aus Edelstahl. Dabei wird je nach Erzeugnis entweder mit oder ohne Druck bei Temperaturen von 160–230° C synthetisiert. Alle wichtigen Prozessparameter wie Dosierung, Temperatur und Druck werden heutzutage mit modernster Steuerungstechnik überwacht, regu-liert und dokumentiert. Diese Parameter werden im Rahmen der Entwicklung und des Scale-Up-Prozesses sehr genau evaluiert und für den späteren Fertigungsprozess stan-
8-12%
5-8%60-70%
15-20%
BindemittelHilfsmittelPigmentPhotoinitiator
Abb. 8: Anteile der unterschiedlichen Bestandteile einer UV-Druckfarbe
Abb. 9: Molekülstrukturen von Epoxyacrylat, Polyesteracrylat, Polyurethanacrylat und Polyetheracrylat (von oben)
HO OH
OO
OO
O
O
O
OO
O
O
OO
O
OO
O
OO
OO
O
NH
HN
OOO
O
O
O
O
O
O
9
dardisiert. Die Qualitätsprüfung erfolgt mit chemisch/physikalischen Kenngrößen wie Säure- & OH-Zahl, Molmassenverteilung und Viskosität, um hier nur einige zu nennen.
Die Viskositäten einiger Oligomere können sehr hoch ausfallen. Die erwünschte End-viskosität wird daher häufig mit sog. Monomeren reguliert. Ihre niedrige Viskosität liegt hauptsächlich an ihrer niedrigeren Molmasse (< 500 u) und der sehr engen Molmas-senverteilung. Die Art und Funktionalität der Monomere ist sehr vielfältig, deshalb sind sie bzgl. Verarbeitung und Endeigenschaften der Farbe ebenfalls von signifikanter Bedeutung.
Pigmente
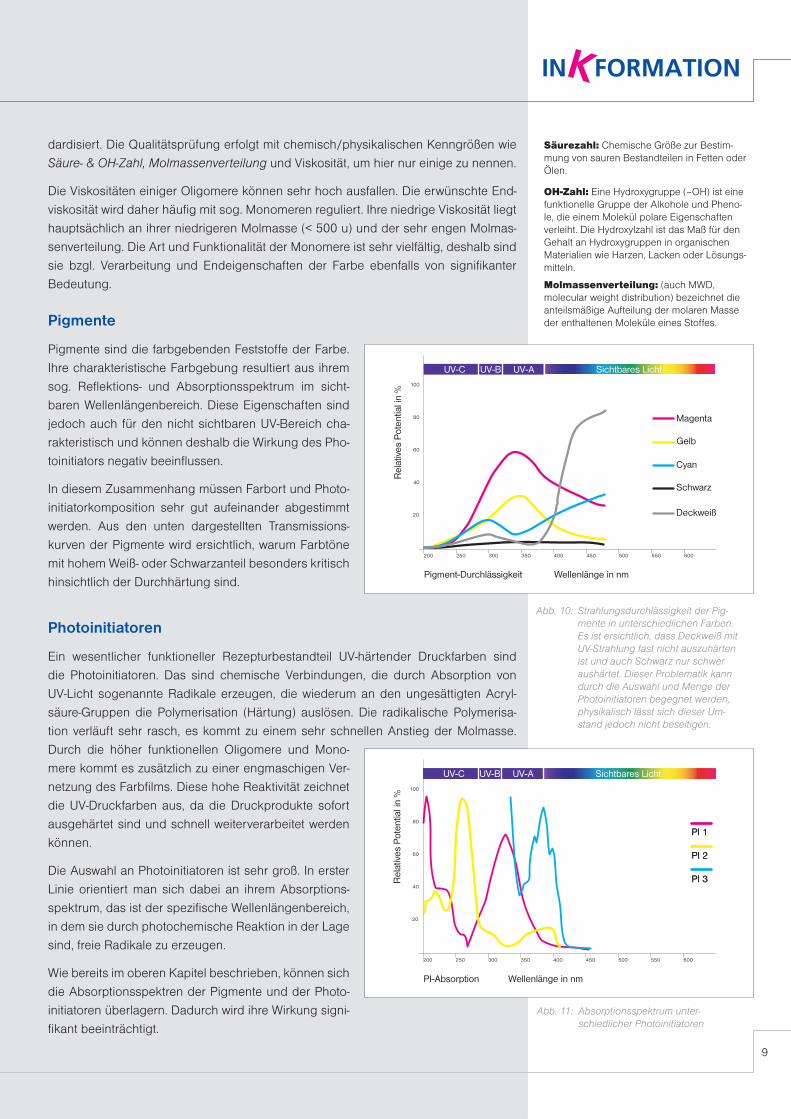
Pigmente sind die farbgebenden Feststoffe der Farbe. Ihre charakteristische Farbgebung resultiert aus ihrem sog. Reflektions- und Absorptionsspektrum im sicht-baren Wellenlängenbereich. Diese Eigenschaften sind jedoch auch für den nicht sichtbaren UV-Bereich cha-rakteristisch und können deshalb die Wirkung des Pho-toinitiators negativ beeinflussen.
In diesem Zusammenhang müssen Farbort und Photo-initiatorkomposition sehr gut aufeinander abgestimmt werden. Aus den unten dargestellten Transmissions-kurven der Pigmente wird ersichtlich, warum Farbtöne mit hohem Weiß- oder Schwarzanteil besonders kritisch hinsichtlich der Durchhärtung sind.
Photoinitiatoren
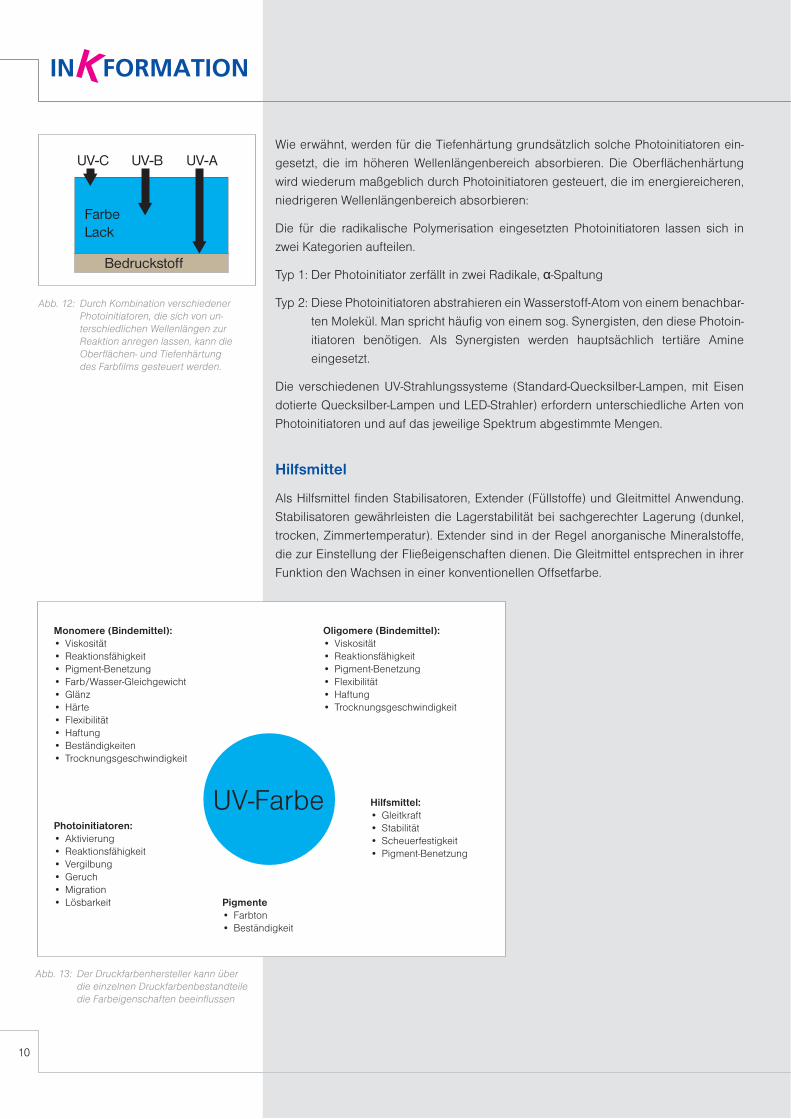
Ein wesentlicher funktioneller Rezepturbestandteil UV-härtender Druckfarben sind die Photoinitiatoren. Das sind chemische Verbindungen, die durch Absorption von UV-Licht sogenannte Radikale erzeugen, die wiederum an den ungesättigten Acryl-säure-Gruppen die Polymerisation (Härtung) auslösen. Die radikalische Polymerisa-tion verläuft sehr rasch, es kommt zu einem sehr schnellen Anstieg der Molmasse. Durch die höher funktionellen Oligomere und Mono-mere kommt es zusätzlich zu einer engmaschigen Ver-netzung des Farbfilms. Diese hohe Reaktivität zeichnet die UV-Druckfarben aus, da die Druckprodukte sofort ausgehärtet sind und schnell weiterverarbeitet werden können.
Die Auswahl an Photoinitiatoren ist sehr groß. In erster Linie orientiert man sich dabei an ihrem Absorptions-spektrum, das ist der spezifische Wellenlängenbereich, in dem sie durch photochemische Reaktion in der Lage sind, freie Radikale zu erzeugen.
Wie bereits im oberen Kapitel beschrieben, können sich die Absorptionsspektren der Pigmente und der Photo-initiatoren überlagern. Dadurch wird ihre Wirkung signi-fikant beeinträchtigt.
200
20
40
60
80
100
250 300 350 400 450 500 550 600
UV-C
Wellenlänge in nm
Magenta
Gelb
Pigment-Durchlässigkeit
UV-B UV-A Sichtbares Licht
Rel
ativ
es P
oten
tial i
n %
Cyan
Schwarz
Deckweiß
Abb. 10: Strahlungsdurchlässigkeit der Pig-mente in unterschiedlichen Farben. Es ist ersichtlich, dass Deckweiß mit UV-Strahlung fast nicht auszuhärten ist und auch Schwarz nur schwer aushärtet. Dieser Problematik kann durch die Auswahl und Menge der Photoinitiatoren begegnet werden, physikalisch lässt sich dieser Um-stand jedoch nicht beseitigen.
200
20
40
60
80
100
250 300 350 400 450 500 550 600
UV-C UV-B UV-A
PI 1
PI 2
PI 3
PI-Absorption
UV-C
Wellenlänge in nm
UV-B UV-A Sichtbares Licht
Rel
ativ
es P
oten
tial i
n %
PI 1
PI 2
PI 3
Abb. 11: Absorptionsspektrum unter-schiedlicher Photoinitiatoren
Säurezahl: Chemische Größe zur Bestim-mung von sauren Bestandteilen in Fetten oder Ölen.
OH-Zahl: Eine Hydroxygruppe (–OH) ist eine funktionelle Gruppe der Alkohole und Pheno-le, die einem Molekül polare Eigenschaften verleiht. Die Hydroxylzahl ist das Maß für den Gehalt an Hydroxygruppen in organischen Materialien wie Harzen, Lacken oder Lösungs-mitteln.
Molmassenverteilung: (auch MWD, molecular weight distribution) bezeichnet die anteilsmäßige Aufteilung der molaren Masse der enthaltenen Moleküle eines Stoffes.
10
Wie erwähnt, werden für die Tiefenhärtung grundsätzlich solche Photoinitiatoren ein-gesetzt, die im höheren Wellenlängenbereich absorbieren. Die Oberflächenhärtung wird wiederum maßgeblich durch Photoinitiatoren gesteuert, die im energiereicheren, niedrigeren Wellenlängenbereich absorbieren:
Die für die radikalische Polymerisation eingesetzten Photoinitiatoren lassen sich in zwei Kategorien aufteilen.
Typ 1: Der Photoinitiator zerfällt in zwei Radikale, α-Spaltung
Typ 2: Diese Photoinitiatoren abstrahieren ein Wasserstoff-Atom von einem benachbar-ten Molekül. Man spricht häufig von einem sog. Synergisten, den diese Photoin-itiatoren benötigen. Als Synergisten werden hauptsächlich tertiäre Amine eingesetzt.
Die verschiedenen UV-Strahlungssysteme (Standard-Quecksilber-Lampen, mit Eisen dotierte Quecksilber-Lampen und LED-Strahler) erfordern unterschiedliche Arten von Photoinitiatoren und auf das jeweilige Spektrum abgestimmte Mengen.
Hilfsmittel
Als Hilfsmittel finden Stabilisatoren, Extender (Füllstoffe) und Gleitmittel Anwendung. Stabilisatoren gewährleisten die Lagerstabilität bei sachgerechter Lagerung (dunkel, trocken, Zimmertemperatur). Extender sind in der Regel anorganische Mineralstoffe, die zur Einstellung der Fließeigenschaften dienen. Die Gleitmittel entsprechen in ihrer Funktion den Wachsen in einer konventionellen Offsetfarbe.
UV-C UV-B UV-A
Bedruckstoff
FarbeLack
Abb. 12: Durch Kombination verschiedener Photoinitiatoren, die sich von un-terschiedlichen Wellenlängen zur Reaktion anregen lassen, kann die Oberflächen- und Tiefenhärtung des Farbfilms gesteuert werden.
Monomere (Bindemittel):• Viskosität• Reaktionsfähigkeit• Pigment-Benetzung• Farb/Wasser-Gleichgewicht• Glänz• Härte• Flexibilität• Haftung• Beständigkeiten• Trocknungsgeschwindigkeit
Photoinitiatoren:• Aktivierung• Reaktionsfähigkeit• Vergilbung• Geruch• Migration• Lösbarkeit Pigmente
• Farbton• Beständigkeit
Hilfsmittel:• Gleitkraft• Stabilität• Scheuerfestigkeit• Pigment-Benetzung
Oligomere (Bindemittel):• Viskosität• Reaktionsfähigkeit• Pigment-Benetzung• Flexibilität• Haftung• Trocknungsgeschwindigkeit
UV-Farbe
Abb. 13: Der Druckfarbenhersteller kann über die einzelnen Druckfarbenbestandteile die Farbeigenschaften beeinflussen
11
Härtung von UV-Farben
Die UV-Härtung beruht auf dem engen Zusammenspiel der UV-Strahlungsquelle, den Rezepturbestandteilen der Farbe (Photoinitiatoren, Bindemittel, Pigmente, Additive) und den Produktionsparametern (wie Strahlungsintensität, Geschwindigkeit). Bei den UV-härtenden Systemen unterscheidet man zwischen kationisch härtenden und radi-kalisch härtenden. Nachfolgend sollen nur die letzteren betrachtet werden, da sie den größeren Marktanteil besitzen.
Radikalische Polymerisation
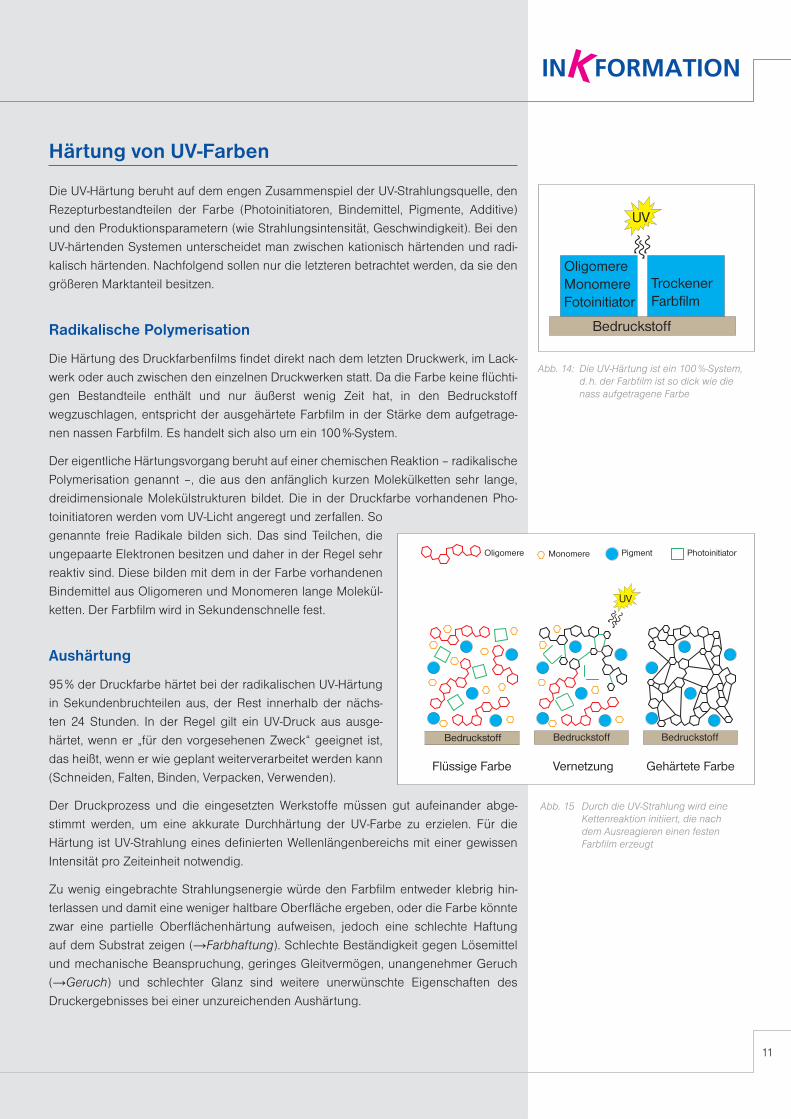
Die Härtung des Druckfarbenfilms findet direkt nach dem letzten Druckwerk, im Lack-werk oder auch zwischen den einzelnen Druckwerken statt. Da die Farbe keine flüchti-gen Bestandteile enthält und nur äußerst wenig Zeit hat, in den Bedruckstoff wegzuschlagen, entspricht der ausgehärtete Farbfilm in der Stärke dem aufgetrage-nen nassen Farbfilm. Es handelt sich also um ein 100 %-System.
Der eigentliche Härtungsvorgang beruht auf einer chemischen Reaktion – radikalische Polymerisation genannt –, die aus den anfänglich kurzen Molekülketten sehr lange, dreidimensionale Molekülstrukturen bildet. Die in der Druckfarbe vorhandenen Pho-toinitiatoren werden vom UV-Licht angeregt und zerfallen. So genannte freie Radikale bilden sich. Das sind Teilchen, die ungepaarte Elektronen besitzen und daher in der Regel sehr reaktiv sind. Diese bilden mit dem in der Farbe vorhandenen Bindemittel aus Oligomeren und Monomeren lange Molekül-ketten. Der Farbfilm wird in Sekundenschnelle fest.
Aushärtung
95 % der Druckfarbe härtet bei der radikalischen UV-Härtung in Sekundenbruchteilen aus, der Rest innerhalb der nächs-ten 24 Stunden. In der Regel gilt ein UV-Druck aus ausge-härtet, wenn er „für den vorgesehenen Zweck“ geeignet ist, das heißt, wenn er wie geplant weiterverarbeitet werden kann (Schneiden, Falten, Binden, Verpacken, Verwenden).
Der Druckprozess und die eingesetzten Werkstoffe müssen gut aufeinander abge-stimmt werden, um eine akkurate Durchhärtung der UV-Farbe zu erzielen. Für die Härtung ist UV-Strahlung eines definierten Wellenlängenbereichs mit einer gewissen Intensität pro Zeiteinheit notwendig.
Zu wenig eingebrachte Strahlungsenergie würde den Farbfilm entweder klebrig hin-terlassen und damit eine weniger haltbare Oberfläche ergeben, oder die Farbe könnte zwar eine partielle Oberflächenhärtung aufweisen, jedoch eine schlechte Haftung auf dem Substrat zeigen (→Farbhaftung). Schlechte Beständigkeit gegen Lösemittel und mechanische Beanspruchung, geringes Gleitvermögen, unangenehmer Geruch (→Geruch) und schlechter Glanz sind weitere unerwünschte Eigenschaften des Druckergebnisses bei einer unzureichenden Aushärtung.
Bedruckstoff
OligomereMonomereFotoinitiator
Trockener Farbfilm
UV
Abb. 14: Die UV-Härtung ist ein 100 %-System, d. h. der Farbfilm ist so dick wie die nass aufgetragene Farbe
Oligomere
Flüssige Farbe Vernetzung Gehärtete Farbe
UV
Monomere Pigment
Bedruckstoff
Photoinitiator
Bedruckstoff Bedruckstoff
Abb. 15 Durch die UV-Strahlung wird eine Kettenreaktion initiiert, die nach dem Ausreagieren einen festen Farbfilm erzeugt
12
Wenn die Vernetzungsdichte der Druckfarbe allerdings zu hoch ist, schrumpft der Farb-film zu sehr zusammen. Eine zu dichte Farbe ist sehr unflexibel, kann spröde werden oder brechen und lässt sich kaum mehr mit weiteren Farb- oder Lackschichten über-drucken. Die Farbe ist außerdem ungeeignet für spezielle Weiterverarbeitungsschritte wie Heißfolienprägung oder Thermo-Transferdruck. Zu viel eingebrachte Strahlerener-gie zieht außerdem den Bedruckstoff in Mitleidenschaft: Dieser kann vergilben, und dünne Folien im Dickenbereich von < 70-100 µm können sich verziehen.
Folgende Parameter sind für den Härtungsprozess wichtig:
• Lampe – Anzahl der Lampen – Qualität der Lampen: Sie dürfen keine Schatten werfen und keine Verschmut-
zung aufweisen – Alter der Lampe: Die Lampenleistung lässt mit der Zeit nach – Temperatur der Lampe: Eine zu stark gekühlte Lampe reduziert die Strahlungs-
intensität – Lampenabstand zum Farbfilm – Energieleistung der UV-Strahler: Sie muss mit dem Empfindlichkeitsspektrum der
Photoinitiatoren übereinstimmen• Druckprozess
– Passiergeschwindigkeit des Druckgutes: Ist die Druckgeschwindigkeit zu hoch, ist die Zeit für die Einwirkung der Lampen ungenügend
– Sauberkeit: Reste von konventionellen Bindemitteln und Waschmitteln auf den Walzen stören die Aushärtung
• Druckfarbe – Opazität der Farbe – Rezeptierung der Farbe: Menge und Abstimmung des Photoinitiators – Farb-/Wasser-Verhältnis: Bei zu viel Druckfarbe oder Wasser kann die Farb-
schicht nicht härten – Auftragsmenge der Druckfarbe
• Substrat – Farbe des Bedruckstoffes: Transparent oder schwarz reflektiert nicht – Material: UV-Strahlung darf das Material nicht verändern
Messung der Stahlungsleistung/-dichte
Um sichergehen zu können, dass die Leistung einer UV-Anlage ausreichend ist und nicht durch das zunehmende Alter der Lampe oder das verschmutzte System verrin-gert ist, empfiehlt es sich für den Drucker, die UV-Leistung der Strahler regelmäßig, am besten wöchentlich, zu messen. Dafür sind verschiedene Messsysteme auf dem Markt, die nach unterschiedlichen Verfahren arbeiten.
So kann entweder mit Hilfe eines Radiometers oder einer Messsonde direkt am UV-Aggregat gemessen werden, oder es werden Klebestreifen auf den Bedruckstoff – auf einem Musterbogen oder auf der Rolle – aufgebracht, die nach dem Druck ausgemes-sen werden.
Bei der Messung mit einem Radiometer oder mit Klebestreifen werden der Abstand zwischen der UV-Lampe und dem Bedruckstoff, die Form des Reflektors und die Maschinengeschwindigkeit berücksichtigt. Bei einer Messung mit einer Messsonde
13
wird die Leistung ohne diese Faktoren gemessen. Ein Radiometer lässt sich nur bei Maschinen mit Transportband (z. B. Weiterverarbeitungsmaschinen) einsetzen, Klebe-streifen können bei allen gängigen Druck- und Weiterverarbeitungsmaschinen verwen-det werden, Messsonden dagegen nur an speziell vorbereiteten UV-Aggregaten. Die Klebestreifen verfärben sich je nach Intensität des UV-Lichtes. Der Grad der Verfär-bung wird ausgemessen und ausgewertet, entweder mit einem speziellen Messgerät oder mit einem Spektralphotometer. Bei jeder Art von Messung empfiehlt sich eine Vergleichsmessung mit neuer Lampe und neuen Reflektoren, anhand derer dann in regelmäßigen Abständen der Ist-Zustand der UV-Anlage überprüft werden kann. Der Anwender kann einen Wert festlegen, bei dem z. B. ein Wechsel der UV-Lampe oder der Reflektoren angeraten ist oder bei dem ein Service der UV-Anlage durchgeführt werden sollte.
Farbhaftung
Substrat – Druckfarbe
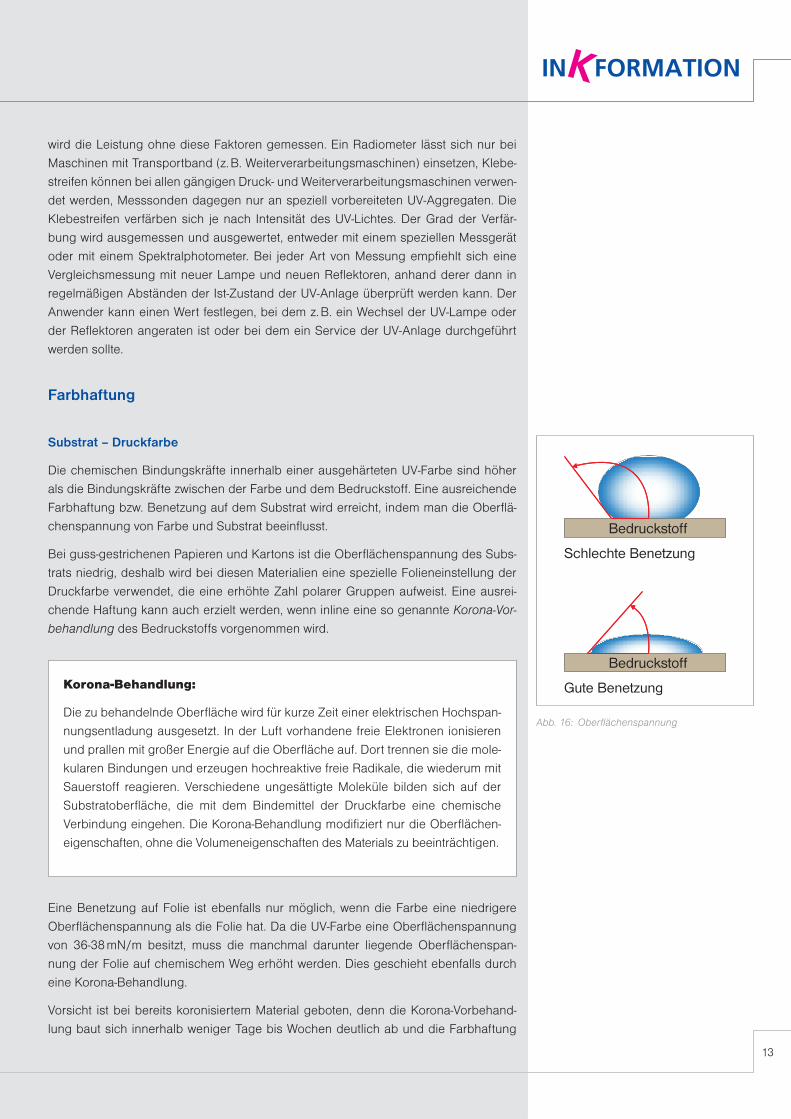
Die chemischen Bindungskräfte innerhalb einer ausgehärteten UV-Farbe sind höher als die Bindungskräfte zwischen der Farbe und dem Bedruckstoff. Eine ausreichende Farbhaftung bzw. Benetzung auf dem Substrat wird erreicht, indem man die Oberflä-chenspannung von Farbe und Substrat beeinflusst.
Bei guss-gestrichenen Papieren und Kartons ist die Oberflächenspannung des Subs-trats niedrig, deshalb wird bei diesen Materialien eine spezielle Folieneinstellung der Druckfarbe verwendet, die eine erhöhte Zahl polarer Gruppen aufweist. Eine ausrei-chende Haftung kann auch erzielt werden, wenn inline eine so genannte Korona-Vor-behandlung des Bedruckstoffs vorgenommen wird.
Eine Benetzung auf Folie ist ebenfalls nur möglich, wenn die Farbe eine niedrigere Oberflächenspannung als die Folie hat. Da die UV-Farbe eine Oberflächenspannung von 36-38 mN/m besitzt, muss die manchmal darunter liegende Oberflächenspan-nung der Folie auf chemischem Weg erhöht werden. Dies geschieht ebenfalls durch eine Korona-Behandlung.
Vorsicht ist bei bereits koronisiertem Material geboten, denn die Korona-Vorbehand-lung baut sich innerhalb weniger Tage bis Wochen deutlich ab und die Farbhaftung
substrate
substrate
Bedruckstoff
Bedruckstoff
Schlechte Benetzung
Gute Benetzung
Abb. 16: Oberflächenspannung
Korona-Behandlung:
Die zu behandelnde Oberfläche wird für kurze Zeit einer elektrischen Hochspan-nungsentladung ausgesetzt. In der Luft vorhandene freie Elektronen ionisieren und prallen mit großer Energie auf die Oberfläche auf. Dort trennen sie die mole-kularen Bindungen und erzeugen hochreaktive freie Radikale, die wiederum mit Sauerstoff reagieren. Verschiedene ungesättigte Moleküle bilden sich auf der Substratoberfläche, die mit dem Bindemittel der Druckfarbe eine chemische Verbindung eingehen. Die Korona-Behandlung modifiziert nur die Oberflächen-eigenschaften, ohne die Volumeneigenschaften des Materials zu beeinträchtigen.
14
wird wieder schlechter. Der Grad der Oberflächenspannung sollte deshalb vor Druck-beginn unbedingt mit Testtinten oder besonderen Stiften kontrolliert werden.
Druckfarbe – Drucklack
Auch im Zusammenspiel von Druckfarbe und Drucklack ist die Farbhaftung von Bedeutung. Eine UV-Farbe lässt sich problemlos mit einem UV-Lack kombinieren. In dieser Zusammenstellung sind die höchsten Glanzwerte möglich. Konventionelle Druckfarben können jedoch nur dann UV-lackiert werden, wenn dazwischen eine Primer-Schicht aufgebracht wurde. Über die Wechselwirkungen zwischen Druckfarbe, Lack und Substrat und welche Kombination sich für die jeweiligen Gebrauch am bes-ten eignet, berät der Druckfarbenhersteller.
Geruch
Der Bedruckstoff kann Quelle eines unerwünschten Geruchs sein. Wird Papier oder Karton einer UV-Strahlung ausgesetzt, kann sich durch Abspaltprodukte Geruch entwi-ckeln, der je nach Papiersorte geringer oder höher ausfallen kann.
Geruch kann auch durch die UV-Lampe entstehen: Sauerstoff wird durch kurzwel-lige UV-Strahlung unterhalb 200 nm in atomaren Sauerstoff gespalten und es kommt zur Bildung von Ozon – ein am Geruch erkennbares charakteristisches Merkmal der Wechselwirkung von UV-Strahlung mit Luft.
Weitere Quelle von Geruch kann die Druckfarbe oder der Drucklack sein: Die Zerfalls-produkte aus Photoinitiatoren und Restmonomeren sind leicht flüchtig und können sensorisch wahrnehmbar sein.
Migrationspotential von UV-Offsetfarben
Migration ist bei UV-bedruckten Verpackungen für Lebens- oder Genussmittel ein rele-vantes Problem (wie Migration entstehen kann, siehe INKFORMATION „Druckfarbe für Verpackungsdruck“). Mehrere Bestandteile in der UV-Farbe haben niedrige Molekular-gewichte: Monomere weisen ungefähr zwischen 250 und 430 u auf, Photoinitiatoren in der Regel zwischen 120 und 380 u. Diese sehr kleinen Moleküle können in oder durch den Bedruckstoff migrieren.
Die Lösung des Migrationsproblems liegt darin, die Formulierung der Druckfarbe ent-sprechend abzustimmen. Eine Druckfarbe, die für Verpackungen von Lebens- oder Genussmittel gedacht ist, muss migrationsoptimierte Rohstoffe enthalten, z. B. spezi-elle ausgewählte Monomere, hochmolekulare Photoinitiatoren. Das Molekulargewicht einzelner Rohstoffe sollte in migrationsarmen Systemen mehr als 1000 u betragen.
Da migrationsarme UV-Farben unter besonderen GMP-Bedingungen hergestellt wer-den, ist eine produktionsbedingte Kontamination mit migrationsanfälligen Bestandtei-len ausgeschlossen.
Abb. 17: Mit solchen Testtinten lässt sich die Oberflächenspannung des Substrats feststellen
GMP: Good Manufacturing Practice. Richtlinien zur Qualitätssicherung der Produktionsabläufe und -umgebung in der Produktion von Stoffen, bei denen eine Qualitätsabweichung direkte Auswirkungen auf die Gesundheit der Ver-braucher haben könnte. Ein GMP-gerechtes Qualitätsmanagementsystem dient der Gewähr-leistung der Produktqualität und der Erfüllung der für die Vermarktung verbindlichen Anforde-rungen der Gesundheitsbehörden.
15
Umgang mit UV-Farben
Sicherheit und Arbeitsschutz
Wie andere Druckfarben auch, enthalten UV-Druckfarben keine Rohstoffe, die die Gefährlichkeitsmerkmale T+ (sehr giftig) bzw. T (giftig) tragen oder die bekanntermaßen als krebserzeugend, mutagen oder reproduktionstoxisch gelten. Die reaktiven Kompo-nenten von nicht gehärteten UV-Farben und UV-Lacken können jedoch Hautreizungen und Allergien hervorrufen. Besonders gefährdet sind die Schleimhäute der Augen und des Nasen-Rachen-Bereichs. Die hautreizenden Produkte sind mit Xi gekennzeichnet. Mit folgenden Maßnahmen des Arbeitsschutzes ist diesen und weiteren Gefährdungen im Umgang mit UV-Farbe und -lack zu begegnen:
• Schutzhandschuhe aus Neopren- oder Nitril-Materialien tragen• Hautkontakt vermeiden: bei Verschmutzung mit Wasser und Seife entfernen; keine
Lösemittel zur Reinigung verwenden• Hautpflegemittel verwenden• Schutzbrille tragen• Übliche Arbeitshygiene bei der Verarbeitung von Chemikalien anwenden, z. B. kein
Essen, Trinken oder Rauchen• Erste-Hilfe-Einrichtung mit Augendusche installieren• Verschmutzte Kleidung umgehend wechseln und reinigen• Arbeitskleidung nicht in den Privathaushalt mitnehmen• Verschüttete Farb- und Lackmengen sofort beseitigen, da sie nicht antrocknen• Nicht ausgehärtete Farb- und Lackreste sowie leere Gebinde als Sondermüll ent-
sorgen• Gebrauchtes Putzmaterial in speziell gekennzeichneten Behältern lagern und diese
täglich leeren• Bei konventionellen UV-Farben können sich Farb- oder Lacknebel bilden. Druckma-
schinen für den UV-Betrieb sollten deshalb standardmäßig mit einer Nebelabsau-gung ausgestattet sein.
Von der getrockneten UV-Farbe geht keinerlei Gefährdung aus, sie kann wie konventi-onelle Druckfarbe behandelt werden.
Entsorgung und Recycling
Das Recycling von Papieren und Substraten, die mit UV-Farbe bedruckt sind, ist mit gewissen Schwierigkeiten verbunden. Je nach Verfahren gibt es beim Deinking Unter-schiede in dessen Effektivität gegenüber UV-Druckfarben. Generell lässt sich UV-Druck-farbe flotieren, d. h. vom Papier in wässriger Umgebung trennen. Dieser Prozess kann jedoch in vielfältiger Weise beeinflusst werden, und nach derzeitigem Erkenntnisstand muss ein wenig mehr Aufwand betrieben werden, um Ergebnisse der gleichen Güte zu erreichen, wie sie im Deinking mit konventionellen Druckfarben erreicht werden. An der besseren Deinkbarkeit von UV-Druckfarben wird jedoch mit Hochdruck geforscht. Ob die UV-Makulatur in der Druckerei getrennt von den anderen Papierabfällen erfasst werden muss oder ins grafische Altpapier gelangen darf, unterliegt den kommunalen Regularien der Abfallentsorgung.
hubergroup Deutschland GmbH Feldkirchener Str. 15 85551 Kirchheim Germany
www.hubergroup.com
1D17
/1D
5
1. A
ufla
ge A
pril
2017





























