Embed Size (px)
Citation preview

VEREINDEUTSCHERINGENIEURE
VERBAND DERELEKTROTECHNIK
ELEKTRONIKINFORMATIONSTECHNIK
Rauheitsprüfung an Zylinder und Kegelrädernmit Tastschnittgeräten
Surface roughness measurementof cylindrical gears and bevel gears
by means on stylus-type instruments
VDI/VDE 2615
Ausg. deutsch/englischIssue German/English
VDI/VDE-Handbuch Mess- und Automatisierungstechnik, Band 2: Fertigungstechnisches MessenVDI-Handbuch Betriebstechnik, Teil 3: Betriebsmittel
VDI-Handbuch Getriebetechnik II: Gleichförmig übersetzte Getriebe
VDI/VDE-RICHTLINIENICS 17.040.20, 21.200 August 2006
Inhalt Seite
Vorbemerkung . . . . . . . . . . . . . . . . . . . 2
1 Zweck und Geltungsbereich . . . . . . . . . . 2
2 Begriffe und Definitionen . . . . . . . . . . . 3
3 Rauheitskenngrößen . . . . . . . . . . . . . . 3
4 Rauheitsprüfung an Zahnflanken . . . . . . . 6
4.1 Prüfverfahren und Messeinrichtungen . . . 74.2 Messbedingungen. . . . . . . . . . . . . . 114.3 Durchführung der Prüfung . . . . . . . . . 134.4 Auswertung des Oberflächenprofils . . . . 14
5 Überwachung der Messeinrichtungen . . . . 15
6 Ursachen systematischer Mess-abweichungen . . . . . . . . . . . . . . . . . 16
7 Rauheitsprüfung an der Zahnfußrundung . . 17
8 Besondere Hinweise zur Messung an Kegelrädern . . . . . . . . . . . . . . . . . . . 20
9 Messunsicherheit von Oberflächenmess-geräten . . . . . . . . . . . . . . . . . . . . . 20
Schrifttum. . . . . . . . . . . . . . . . . . . . . . 21
Ver
viel
fält
igu
ng
– a
uch
fü
r in
ner
bet
rieb
lich
e Z
wec
ke –
nic
ht
ges
tatt
et /
Rep
rod
uct
ion
– e
ven
for
inte
rnal
use
– n
ot
per
mit
tedDie deutsche Version dieser Richtlinie ist verbindlich. No guarantee can be given with respect to the English transla-
tion. The German version of this guideline shall be taken asauthoritative.
VDI/VDE-Gesellschaft Mess- und Automatisierungstechnik (GMA)Fachausschuss Verzahnungsmesstechnik
Früh
ere
Aus
gabe
n: 0
8.88
, 09.
04 E
ntw
urf,
deut
sch
Form
er e
ditio
ns: 0
8/88
, 09/
04 D
raft,
in G
erm
an o
nly
Zu
bezi
ehen
dur
ch /
Ava
ilabl
e at
Beu
th V
erla
g G
mbH
, 107
72 B
erlin
– A
lle R
echt
e vo
rbeh
alte
n / A
ll rig
hts
rese
rved
© V
erei
n D
euts
cher
Inge
nieu
re e
.V.,
Düs
seld
orf 2
006
Contents Page
Preliminary note . . . . . . . . . . . . . . . . . . 2
1 Purpose and scope. . . . . . . . . . . . . . . 2
2 Terms and definitions . . . . . . . . . . . . . 3
3 Roughness parameters . . . . . . . . . . . . 3
4 Surface roughness measurement of tooth flanks . . . . . . . . . . . . . . . . . . . 64.1 Measurement method and instrumentation. 74.2 Measurement conditions . . . . . . . . . . 114.3 Performance of measurement . . . . . . . 134.4 Evaluation of the surface profile . . . . . . 14
5 Monitoring of the measuring equipment . . . 15
6 Causes of systematic errors. . . . . . . . . . 16
7 Roughness measurement on the fillet . . . . 17
8 Special notes regarding the measurement of bevel gears. . . . . . . . . . . . . . . . . . 20
9 Uncertainty of surface-measuringinstruments . . . . . . . . . . . . . . . . . . . 20
Bibliography . . . . . . . . . . . . . . . . . . . . 21
Lize
nzie
rte
Kop
ie v
on e
lekt
roni
sche
m D
aten
träg
er
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---

All rights reserved © Verein Deutscher Ingenieure e.V., Düsseldorf 2006– 2 – VDI/VDE 2615
VorbemerkungBedingt durch die hohen Anforderungen an Zahnrad-getriebe ergibt sich die Notwendigkeit, zusätzlich zuden Verzahnungsabweichungen die Oberflächen-beschaffenheit der Zahnflanken und der Zahnfußrun-dung zu beurteilen. Dies ist schwierig, da zu den all-gemeinen Problemen der Rauheitsprüfung (z.B. Be-zugssystem, Tastsystem, Filter, Auswahl der Kenn-größe) bei Zahnrädern zusätzlich der Einfluss ge-krümmter Flächen und die Funktion der Oberflächen(Gleiten und Rollen sich berührender Flächen) zu be-rücksichtigen sind.
Nach dem gegenwärtigen Erkenntnisstand hat dieOberflächenbeschaffenheit auf der Zahnflanke undan der Zahnfußrundung Einfluss auf:
• Flanken-Tragfähigkeit (Grübchenbildung, Grau-fleckigkeit)
• Zahnfuß-Tragfähigkeit
• Verschleiß-Tragfähigkeit
• Fress-Tragfähigkeit
• Schmierverhältnisse
• Geräuschverhalten (z.B. bei unterschiedlicher Richtung der Bearbeitungsspuren)
• Einlaufverhalten der Verzahnung
Außerdem kann bei der Fertigungssteuerung aus derÄnderung der Rauheitsmesswerte z.B. auf den Werk-zeugverschleiß geschlossen werden. Weiterhin wer-den die Rauheitskennwerte für die Berechnung derFlanken-Tragfähigkeit verwendet (siehe DIN 3990).
1 Zweck und GeltungsbereichDiese Richtlinie dient zur besseren Beurteilung derOberflächenbeschaffenheit des aktiven Bereichs derZahnflanke sowie der Zahnfußrundung. Sie be-schränkt sich auf das Tastschnittverfahren, da diesesin der Verzahnungsmesstechnik am häufigsten ange-wendet wird. Neben diesem Verfahren sind auch an-dere Verfahren anwendbar, wie z.B. Rastermikros-kope, Streulichtverfahren und interferenzoptischeMethoden. Die Vergleichbarkeit der Messergebnisseder verschiedenen Verfahren ist nicht sichergestellt.
Die Toleranzangaben für die Verzahnungs-Genauig-keitsklassen nach DIN 3961 beinhalten keine Anfor-derungen an die Oberflächenbeschaffenheit. Bei Be-darf sind diese festzulegen und können gemäßDIN EN ISO 1302 in der Zeichnung eingetragenwerden.
Preliminary noteThe high demands on gear mechanisms make itnecessary to assess not only the gear deviations, butalso the surface texture of tooth flanks and fillet. Thisis a challenge, considering that in the case of gears,the influence of curved surfaces and the function ofthe surfaces (sliding and rolling of surfaces in contactwith each other) must be taken into account in addi-tion to the general problems of surface roughnessmeasurement (such as datum system, probing sys-tem, filters, selection of the parameter).
According to the current state of knowledge, the sur-face texture of tooth flank and fillet influences:
• flank load capacity (pitting, gray stippiness)
• tooth-base load capacity
• wear load capacity
• scuffing load capacity
• lubricating conditions
• noise emission (e. g. when chatter marks run in different directions)
• break-in characteristics of the gearing system
Furthermore, production control can derive, e.g., thetool wear from the change in the measured values ofsurface roughness. The roughness characteristics arealso used for calculating the flank load capacity (seeDIN 3990).
1 Purpose and scopeThis guideline serves for a better assessment of thesurface texture in the active area of tooth flank as wellas fillet. It is confined to the measurement by meansof stylus instruments, as this is the most commonlyused method in gear metrology. Apart from thismethod, other methods such as scanning microscopy,scattered-light methods and interferometry can alsobe applied. Comparability of the measurement resultsof the various methods is not ensured.
The tolerances specified for the gear accuracy classesin accordance with DIN 3961 do not include anyrequirements with respect to the surface texture.These shall be specified as where required, and canbe entered in the drawing, in accordance withDIN EN ISO 1302.
Lizenzierte Kopie von elektronischem Datenträger
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---

All rights reserved © Verein Deutscher Ingenieure e.V., Düsseldorf 2006 VDI/VDE 2615 – 3 –
2 Begriffe und Definitionen
3 RauheitskenngrößenDie in dieser Richtlinie verwendeten Rauheitskenn-größen sind in den oben genannten Normen erläutert.Zum schnelleren Verständnis sind die wichtigstenRauheitskenngrößen zusammengestellt. Sie beziehensich auf das durch Mittelwertbildung und Filterunggewonnene Rauheitsprofil (siehe Abschnitt 4).
Die Rauheitskenngrößen Ra und Rz sind an der Ge-samtmessstrecke ln definiert. Die Ergebnisse Ra undRz sind im Normalfall der arithmetische Mittelwertaus den fünf Einzelmessstrecken lr1 bis lr5.
• Der arithmetische Mittenrauwert Ra ist der arith-metische Mittelwert der Beträge der Ordinaten-werte des Rauheitsprofils innerhalb einer Einzel-messstrecke lr , siehe Bild 1 (DIN EN ISO 4287).
(1)
z(x) Profilwerte des Rauheitsprofils
Kurz-zeichen
Benennung/Anmerkung
Technische Regeln
Ra arithmetischer Mittenrauwert
DIN EN ISO 4287
Rz gemittelte Rauheits-profilhöhe (Rautiefe)
DIN EN ISO 4287
Materialanteil 1 DIN EN ISO 13565-2
Materialanteil 2 DIN EN ISO 13565-2
Rmr(c) Materialanteilkurve des Rauheitsprofils
DIN EN ISO 4287
Rk Kernrautiefe DIN EN ISO 13565-2
Rpk reduzierte Spitzen-höhe
DIN EN ISO 13565-2
Rvk reduzierte Riefentiefe DIN EN ISO 13565-2
Rmax maximale Einzel-Rautiefe
DIN 4768, VDA 2006
λs Profilfilter kurzwellige Grenzwellenlänge
DIN EN ISO 3274,DIN EN ISO 11562
λc Profilfilter langwellige Grenzwellenlänge
DIN EN ISO 3274,DIN EN ISO 11562
RSm mittlere Rillenbreite DIN EN ISO 4287
Mr1
Mr2
Ra1lr---- z(x) dx
0
lr
∫=
2 Terms and definitions
3 Roughness parametersThe roughness parameters used throughout thisguideline are explained in the above-mentionedstandards. For the sake of quicker understanding, themost important roughness parameters are compiledbelow. They refer to the roughness profile which isobtained by means of averaging and filtering (seeSection 4).
The definition of the roughness parameters Ra and Rzrefers to the total evaluation length, ln. As a rule, Raand Rz are obtained as the arithmetical mean from thefive sampling lengths, lr1 through lr5.
• The arithmetical mean deviation of the rough-ness profile, Ra, is the arithmetical mean of theabsolute values of the ordinate values of theroughness profile within one sampling length, lr,see Figure 1 (DIN EN ISO 4287).
(1)
z(x) Ordinate values of the roughness profile
Symbols Designation/Remarks
Technical rules
Ra Arithmetical mean deviation of the roughness profile
DIN EN ISO 4287
Rz Average height of roughness profile (peak-to-valley height)
DIN EN ISO 4287
Material ratio 1 DIN EN ISO 13565-2
Material ratio 2 DIN EN ISO 13565-2
Rmr(c) Material ratio curve of the roughness profile
DIN EN ISO 4287
Rk Core roughness depth DIN EN ISO 13565-2
Rpk Reduced peak height
DIN EN ISO 13565-2
Rvk Reduced valley depth DIN EN ISO 13565-2
Rmax Maximum individual peak-to-valley height
DIN 4768, VDA 2006
λs Profile filter, low-pass DIN EN ISO 3274,DIN EN ISO 11562
λc Profile filter, high-pass
DIN EN ISO 3274,DIN EN ISO 11562
RSm Mean groove width DIN EN ISO 4287
Mr1
Mr2
Ra1lr---- z(x) dx
0
lr
∫=
Lizenzierte Kopie von elektronischem Datenträger
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---

All rights reserved © Verein Deutscher Ingenieure e.V., Düsseldorf 2006– 4 – VDI/VDE 2615
• Die Rautiefe Rz ist die Summe aus der Höhe dergrößten Profilspitze und der Tiefe des größtenProfiltals innerhalb einer Einzelmessstrecke lr(Bild 2).
Anmerkung: Rz wird wie Ra als der arithmetische Mittelwert ausden Einzelmessstrecken ermittelt. Diese Definition entspricht der inDIN 4768.
• Die maximale Einzelrautiefe Rmax ist die größteder Einzelrautiefen Rz.
• Die Materialanteilkurve Rmr(c) (Abbott-Fire-stone-Kurve) ist das Verhältnis der Summe dermaterialerfüllten Längen l1, l2, ..., lm (Σli) zur Ge-samtmessstrecke ln in Prozent. Die Kurve gibt den
• The peak-to-valley height, Rz , is the sum of thelargest profile peak height and the largest profilevalley depth within one sampling length, lr(Figure 2).
Note: Like Ra, Rz is determined as the arithmetical mean from thesampling lengths. This definition is in accordance with the defini-tion given in DIN 4768.
• The maximum individual peak-to-valley height,Rmax, is the largest of the individual peak-to-val-ley heights, Rz.
• The material ratio curve, Rmr(c) (Abbott-Fire-stone curve) is the ratio, expressed as a percentage,of the sum of material-filled lengths, l1, l2, ..., lm(Σli), to the total evaluation length, ln. The curve
Bild 1. Definition des arithmetischen Mittenrauwertes Ra Figure 1. Definition of the arithmetical mean deviation of theprofile, Ra
lr Einzelmessstreckeln (Gesamt-)Messstreckelt TaststreckeRz(1)…Rz(5) Rautiefen der Einzelmessstrecken
lr Sampling lengthln (Total) evaluation lengthlt Traversed lengthRz(1)…Rz(5) Peak-to-valley heights of the
sampling lengths
(1)
Bild 2. Definition der Rautiefe Rz nach DIN EN ISO 4287 undder maximalen Einzelrautiefe Rmax nach VDA 2006
Figure 2. Definition of the peak-to-valley height, Rz, in accord-ance with DIN EN ISO 4287, and of the maximum individualpeak-to-valley height, Rmax, in accordance with VDA 2006
Rz Rz 1( ) Rz 2( ) … Rz 5( )+ + +5
-------------------------------------------------------------------- 15--- Rz i( )
i 1=
5
∑= =
Lizenzierte Kopie von elektronischem Datenträger
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---

All rights reserved © Verein Deutscher Ingenieure e.V., Düsseldorf 2006 VDI/VDE 2615 – 5 –
Materialanteil als Funktion der Schnittlinienlagean und beschreibt die Materialverteilung im Rau-heitsprofil, siehe Bild 3 (DIN EN ISO 4287).
• Die Kernrautiefe Rk ist die Tiefe des Rauheits-kernprofils, siehe Bild 4 (DIN EN ISO 13 565-2; DIN EN ISO 1302).
• Die reduzierte Spitzenhöhe Rpk ist die mitt-lere Höhe der aus dem Kernprofil herausragen-den Spitzen, siehe Bild 4(DIN EN ISO 13 565-2; DIN EN ISO 1302).
• Die reduzierte Riefentiefe Rvk ist die gemit-telte Tiefe der aus dem Kernprofil in das Mate-rial hineinragenden Profiltäler, siehe Bild 4(DIN EN ISO 13 565-2; DIN EN ISO 1302).
• Die Kenngrößen Mr1 und Mr2 der Materialan-teilskurve Mr charakterisieren den Materialanteilan den Grenzen des Rauheitsprofils, siehe Bild 4.
shows the material ratio as a function of the positionof the line of intersection and describes the materialdistribution over the roughness profile, seeFigure 3 (DIN EN ISO 4287)
• The core roughness depth, Rk, is the depth of theroughness core profile, see Figure 4(DIN EN ISO 13565-2; DIN EN ISO 1302).
• The reduced peak height, Rpk, is the averageheight of the peaks protruding above the rough-ness core profile, see Figure 4(DIN EN ISO 13565-2; DIN EN ISO 1302).
• The reduced valley depth, Rvk, is the averagedepth of the valleys extending from the roughnesscore profile into the material, see Figure 4(DIN EN ISO 13565-2; DIN EN ISO 1302).
• The parameters Mr1 and Mr2 of the materialratio curve Mr characterise the material ratio at theboundaries of the roughness profile, see Figure 4.
Bild 3. Zusammenhang zwischen Rauheitsprofil und Abbott-Firestone-Kurve
Figure 3. Relationship between roughness profile and AbbottFirestone curve
Bild 4. Kenngrößen der Abbott-Firestone-Kurve (Material-anteilskurve)
Figure 4. Parameters of the Abbott-Firestone curve (materialratio curve)
Lizenzierte Kopie von elektronischem Datenträger
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---

All rights reserved © Verein Deutscher Ingenieure e.V., Düsseldorf 2006– 6 – VDI/VDE 2615
4 Rauheitsprüfung an Zahnflanken
Das Gesamtrauheitsprofil ist gemäß der Gerätenormfür das Tastschnittverfahren (DIN EN ISO 3274) dieDifferenz zwischen dem ertasteten Profil und demReferenzprofil. Aus dem Gesamt-Rauheitsprofil wirddas Primärprofil (P-Profil) berechnet durch
• Beseitigung der Nennform nach der Methode derkleinsten Summe der Abweichungsquadrate aufder Linie der vorgegebenen Form und
• Abtrennung sehr kurzer Wellenlängen, die nicht indie Auswertung einbezogen werden, mit dem λs-Profilfilter.
Aus dem Primärprofil wird nach Anwendung desλc-Profilfilters das Rauheitsprofil (R-Profil) ermittelt(Bild 5).
Das λc-Filter definiert den Übergang von der Rauheitzur Welligkeit. Das λs-Profilfilter definiert den Über-gang von der Rauheit zu Anteilen von noch kürzererWellenlänge. Das Verhältnis von λc zu λs ist dieÜbertragungscharakteristik für die Rauheit. Für dieGrenzwerte dieser Filter gelten die Werte in Ta-belle 1 nach DIN EN ISO 3274. Bei der Auswer-tung nach VDA 2006 ist die Anwendung des λs-Pro-filfilters nicht zulässig.
4 Surface roughness measurement of tooth flanks
In accordance with the stylus-instruments standard(DIN EN ISO 3274), the total roughness profile is thedifference between the traced profile and the refer-ence profile. From the total roughness profile, the pri-mary profile (P-profile) is calculated by
• eliminating the nominal form by applying theleast-squares method to the deviations from theline of the specified form, and
• separating very short wavelengths not to be con-sidered in the evaluation using the λs-profile filter(cut-off wavelengths).
From the primary profile, the roughness profile(R-profile) is determined using the λc profile filter(Figure 5).
The λc filter defines the transition between the rough-ness and waviness components. The λs profile filter de-fines the transition between the roughness and the evenshorter wave components. The λc-to-λs ratio is thetransmission characteristic of the roughness. The limit-ing values for these filters are as specified in Table 1in accordance with DIN EN ISO 3274. When evaluat-ing in accordance with VDA 2006, using the λs profilefilter is not permited.
Bild 5. Übertragungsband für das Rauheitsprofil (Gauß-Filter)(DIN EN ISO 4287)
Figure 5. Transmission band for the roughness profile (Gaus-sian filter) (DIN EN ISO 4287)
Tabelle 1. Filterparameter für die Rauheit (DIN EN ISO 3274)
Table 1. Filter parameters for roughness(DIN EN ISO 3274)
λc
in mm
λs
in µm
Maximaler Tastspitzenradius/Maximum stylus tip radius
in µm
Maximaler Messpunktabstand/Maximum spacing between
measuring pointsin µm
0,08 2,5 30 2 0,5
0,25 2,5 100 2 0,5
0,8 2,5 300 2 oder/or 5 0,5
2,5 8 300 5 1,5
8 25 300 10 5
λcλs------≈
Lizenzierte Kopie von elektronischem Datenträger
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---

All rights reserved © Verein Deutscher Ingenieure e.V., Düsseldorf 2006 VDI/VDE 2615 – 7 –
4.1 Prüfverfahren und Messeinrichtungen
In der Richtlinie VDI/VDE 2602 und in den Nor-men DIN EN ISO 3274, DIN EN ISO 4287 undDIN EN ISO 11 562 sind das Tastschnittverfahren,die Eigenschaften der Tastschnittgeräte und dieMessbedingungen für den allgemeinen Fall der Rau-heitsmessung an Oberflächen beschrieben (Messvor-gang, Tastsysteme, Tastnadelauswahl, Vorschubein-richtung, Profilfilter und Funktionsprüfung). Für dasMessen der Rauheit an Zahnflanken sind die nachfol-gend beschriebenen Tastsystemarten – auch in Ver-bindung mit anderen Messgeräten der Zahnradmess-technik – einsetzbar.
Üblicherweise werden Freitastsysteme und Kufen-taster mit seitlich angeordneter Kufe eingesetzt.
4.1.1 Tastsystem mit seitlich angeordneter Gleitkufe
Bei diesem Messverfahren ist die Gleitkufe seitlichneben der Tastnadel angeordnet (Bild 6). Das Tast-system wird über die zu prüfende Flanke geführt. DieAnlageverhältnisse der Kufe auf der Evolventenflä-che sind nicht konstant. Dadurch ändert sich der Ab-stand zwischen Tastnadelspitze und Berührpunkt derKufe. Diese Änderung verfälscht das Rauheitsprofilum den Betrag ∆f (Bild 7). Durch das Filtern desProfils wird dieser Anlagefehler weitgehend elimi-niert.
4.1 Measurement method and instrumentation
Guideline VDI/VDE 2602, standards DIN ENISO 3274, DIN EN ISO 4287 and DIN ENISO 11562 describe the styles method, the propertiesof the stylus instruments and the measurement condi-tions for the general case of surface roughness meas-urements (measurement procedure, probing systems,stylus selection, drive unit, profile filters and functioncheck). The probing-system configurations describedbelow can be used for measuring the roughness oftooth flanks; they may also be combined with otherinstruments of gear metrology.
Skidless probing systems and instruments with lat-eral skid are commonly used.
4.1.1 Probing system with lateral skid
In this measurement method, the skid is mountednext to the stylus (Figure 6). The probing system isguided across the flank under evaluation. The condi-tions of contact of the skid with the involute surfaceare not constant. As a matter of consequence, the dis-tance between the stylus tip and the contact positionof the skid varies. This variation corrupts the rough-ness profile by the absolute value ∆f (Figure 7). Fil-tering the profile will eliminate this contact error to alarge degree.
Bild 6. Tastsystem mit seitlich angeordneter Gleitkufe Figure 6. Probing system with lateral skid
Bild 7. Messabweichungen auf Grund sich verändernder Berüh-rungsverhältnisse beim Messen gekrümmter Oberflächen
r Krümmungsradius der Gleitkufe∆f Messabweichung
Figure 7. Errors of measurement due to contact variations whenmeasuring curved surfaces
r Radius of curvature of the skid ∆f Error of measurement
Lizenzierte Kopie von elektronischem Datenträger
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---

All rights reserved © Verein Deutscher Ingenieure e.V., Düsseldorf 2006– 8 – VDI/VDE 2615
Wählt man den Kufenradius zu klein, so werdendurch die Gleitkufe nicht nur die Formanteile elimi-niert, sondern auch kurzwellige Profilanteile mecha-nisch herausgefiltert, da die Gleitkufe der Welligkeitdann stärker folgt. Es sollte ein Kufenradius von ca.3 mm gewählt werden.
4.1.2 Bezugsflächen-Tastsystem mit Ebenenreferenz
Beim Bezugsflächen-Tastsystem mit Ebenenreferenz(Bild 8) gleitet der Taster entlang einer Bezugse-bene am Messgerät, wobei diese vor der Messung an-nähernd parallel zur Werkstückoberfläche auszurich-ten ist. Beim Messen von gekrümmten Flächen, z.B.Zahnflanken, muss die Bezugsebene parallel zurmittleren Flächenorientierung ausgerichtet werden.Da hierbei die abzutastende Evolventenfläche (ge-krümmte Fläche) und die Bezugsfläche des Mess-gerätes (Ebene) geometrisch unterschiedlich sind, er-gibt sich die maximale Taststrecke aus dem Mess-bereich des Tasters. Erfasst wird dabei das Gesamt-profil. Die gleichen Aussagen gelten bei Schrägver-zahnungen beim Messen in Richtung der Flanken-linie.
Die Evolventen-Nennform kann näherungsweise,z.B. durch einen Ausgleichs-Kreisbogen, aus demGesamtprofil eliminiert werden. Der verbleibendeRestfehler (Differenz zwischen Kreisbogen undEvolvente) wird weitgehend durch das λc-Profilfilterbeseitigt. Bei kurzen Evolventenstrecken kann alsAusgleichselement alternativ auch ein Polynom ver-wendet werden. Bei zu hochgradigen Polynomen istzu beachten, dass auch Welligkeiten mit herausgefil-tert werden.
If a skid radius is selected too small, the skid will notonly eliminate the form components but shortwaveprofile components will also be filtered out mecha-nically, as the skid will then follow waviness morenoticeably. The skid radius should be selected to beapprox. 3 mm.
4.1.2 Reference-surface probing system with plane reference
In the case of the reference-surface probing systemwith plane reference (Figure 8), the probe skidsalong a reference plane on the instrument. Prior to themeasurement, this reference plane shall be alignedapproximately parallel to the workpiece surface.When measuring curved surfaces such as toothflanks, the reference plane shall be aligned parallel tothe mean surface orientation. The involute helicoid(curved surface) to be sampled and the reference sur-face of the instrument (plane) differing geometrically,the maximum traversing length is determined by themeasuring range of the probe. The total profile is ac-quired. The foregoing remarks also apply to helicalgears when measuring in the direction of the toothtrace.
The involute nominal form can be eliminated fromthe total profile approximately, e.g. by means of a re-gression arc. The residual error (difference betweenarc and involute) is largely removed by the λc profilefilter. In case of short involute lengths, a polynomialmay be used as an alternative regression element.Note that wavinesses will be filtered out, too, if apolynomial of too high order is selected.
Bild 8. Bezugsflächen-Tastsystem mit Ebenenreferenz Figure 8. Reference-surface probing system with plane refer-ence
Lizenzierte Kopie von elektronischem Datenträger
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---

All rights reserved © Verein Deutscher Ingenieure e.V., Düsseldorf 2006 VDI/VDE 2615 – 9 –
Beim Messen in Richtung der Erzeugenden der Evol-ventenfläche (DIN 3960) oder der Flankenlinie beiGeradverzahnungen wird für das P-Profil eine Re-gressionsgerade durch das Gesamtprofil gerechnet,da die Messstrecke nicht gekrümmt ist.
4.1.3 Bezugsflächen-Tastsystem mit Evolventenreferenz
Bei diesem Messverfahren wird anstelle der in Ab-schnitt 4.1.2 genannten Ebenenreferenz auf kinema-tischem Weg von einem Evolventenprüfgerät eineEvolventenreferenz erzeugt (Bild 9). Es ist möglich,nahezu die gesamte Flanke in Profilrichtung in einemMessvorgang abzutasten. Es kann ein Bezugsflä-chen-Tastsystem ohne Gleitkufe (Freitastsystem)oder ein Tastsystem mit seitlich zur Tastnadel ange-ordneter Gleit-Kufe eingesetzt werden. Bei diesen
When measuring in the direction of the generant ofthe involute surface (DIN 3960) or of the tooth traceof straight-toothed gears, a regression line is used tocalculate the P-profile from the total profile, consid-ering that the evaluation length is not curved.
4.1.3 Reference-surface probing system with involute reference
In this measurement method, the plane referencementioned in Section 4.1.2 is replaced by an involutereference which is generated kinematically by meansof an involute tester (Figure 9). It is possible tomeasure almost the entire flank along the direction ofthe profile in one pass. Either a skidless reference-surface probing system or a probing system with lat-eral skid can be used. With these measurements, themeasuring direction of the stylus tip is sure to be nor-
Bild 9. Messprinzip eines Evolventenprüfgerätes in Verbindungmit einem Oberflächentastsystem
1 Grundkreisscheibe2 Wälzebene3 Messschlitten mit Oberflächentastsystemrp Radius am Berührpunkt Prb Grundkreisradius ω Winkelgeschwindigkeitξ WälzwinkelL WälzwegM Krümmungsmittelpunkt der EvolventeP Berührpunkt der Tastspitzevt Abtastgeschwindigkeitvn Geschwindigkeit des Wälzlineals
Figure 9. Measuring principle of an involute tester combinedwith a surface-probing system
1 Base circle2 Pitch plane3 Measuring slide with surface-probing systemrp Radius at contact position P rb Base radius ω Angular velocityξ Pitch angleL Pitch-circle segment (path of contact)M Centre of curvature of the involuteP Stylus-tip contact positionvt Tracing velocityvn Pitch-line velocity
vt
vnrb-----= rp
2rb2
–⋅ vt
vnrb-----= rp
2rb2
–⋅
Lizenzierte Kopie von elektronischem Datenträger
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---

All rights reserved © Verein Deutscher Ingenieure e.V., Düsseldorf 2006– 10 – VDI/VDE 2615
Messungen ist gewährleistet, dass die Messrichtungder Tastspitze immer senkrecht zur Evolvente gerich-tet ist und damit auch der Berührungspunkt P derKufe unter gleichen Anlagebedingungen neben derTastspitze liegt.
Durch die Verwendung des Evolventenprüfgeräteswird schon bei der Profilerfassung der theoretischeEvolventenverlauf mechanisch eliminiert. Aus die-sem Grund ist keine rechnerische Beseitigung derEvolvente erforderlich. Führungsabweichungen desGerätes und Profil- und Flankenmodifikationen kön-nen durch die rechnerische Beseitigung der Formkorrigiert werden. Bei Tastsystemen mit Kufe istdiese Korrektur nicht nötig, da diese bereits von derKufe aufgefangen wird. Es ist dafür zu sorgen, dassbei Verwendung des Oberflächentastsystems außer-halb der normalen Einsatzlage ausreichende Mess-kraft und Kufenauflagekraft sichergestellt sind.
Für die Filterung des Gesamtprofils wird gemäß De-finition ein gleichmäßiger Punktabstand auf der Soll-Kontur und damit eine gleichbleibende Abtastge-schwindigkeit vt (Bild 9) vorausgesetzt. Das ist beider Messung auf Evolventenprüfgeräten im Allge-meinen nicht erfüllt. Untersuchungen haben jedochgezeigt, dass z.B. beim Messen von Rz infolge derDifferenz zwischen der durch das Evolventenprüfge-rät bedingten nicht konstanten Abtastgeschwindig-keit und der durch eine besondere Antriebssteuerungerzeugten konstanten Abtastgeschwindigkeit die Än-derung der Messwerte etwa nur 10 % beträgt [1; 2],Im Normalfall kann auf eine besondere Antriebssteu-erung im Evolventenprüfgerät verzichtet werden. Al-lerdings sollte die Antriebsgeschwindigkeit des Evol-ventenprüfgerätes auf die Tastgeschwindigkeit bzw.die Messzeit des Oberflächenprüfgerätes abgestimmtsein. Das ist erforderlich, um eine definierte Mess-länge zu gewährleisten und die korrekte Anwen-dung des λc-Profilfilters sicherzustellen. DieAbtastgeschwindigkeit sollte den in der RichtlinieVDI/VDE 2602 empfohlenen Werten (0,01 mm/s bis2,0 mm/s) oder den Herstellerangaben für die ver-wendeten Tastsysteme entsprechen (Bild 9).
4.1.4 Tastsystem mit programmierbarer Referenzgeometrie
Es ist auch möglich, ein Oberflächentastsystem inVerbindung mit einem Koordinatenmessgerät zurRauheitsmessung einzusetzen. Dann werden alle er-forderlichen Referenzkurven (Evolvente, Zykloideusw.) durch das Koordinatenmessgerät erzeugt. Da-bei muss die Lage des Werkstücks, bezogen auf dieLage der Tastnadel, bekannt sein. Auf Grund derMehrachsensteuerung ist ein Kufentastsystem erfor-derlich.
mal to the involute at all times, which means that thecontact position P of the skid remains next to the sty-lus tip with unvaried contact conditions.
By using the involute tester, the theoretical involutecurve is mechanically eliminated even as the profileis acquired. The involute therefore need not be elimi-nated by way of calculation. Deviations of the guideof the tester and modifications to the profile and theflanks can be corrected by elimination of the form bymeans of calculation. When using probing systemswith skid, this correction can be dispensed with ascompensation is already afforded by the skid. Whenthe surface-probing system is used outside the normaloperating position, a sufficient measuring force andsufficient skid contact force must be ensured.
As per definition, a uniform spacing between thepoints on the nominal contour, and thus a constanttracing velocity, vt, is prerequisite to the filtering ofthe total profile (Figure 9). This condition is notgenerally fulfilled when using involute testers formeasurements. However, investigations have shownthat when measuring Rz, for example, the differencebetween the non-constant tracing velocity due to theinvolute tester and the constant tracing velocity gen-erated by a special drive control will cause varia-tions in the measured values of approximately 10 %only [1; 2]. In normal cases, a special drive controlin the involute tester can be dispensed with, but thedrive speed of the involute tester should be matchedwith the tracing velocity or measuring time of thesurface tester. This is required to ensure a definedevaluation length as well as correct application ofthe λc profile filter. The tracing velocity shouldcomply with the values recommended in the guide-line VDI/VDE 2602 (0,01 mm/s to 2,0 mm/s), orwith the manufacturer’s specifications for the prob-ing systems in use (Figure 9).
4.1.4 Probing system with programmable reference geometry
Roughness measurements can also be taken by com-bining a surface-probing system with a coordinate-measuring machine. All reference curves required(involute, cycloids, etc.) will then be generated by thecoordinate-measuring machine. The position of theworkpiece in relation to the stylus must be known. Aprobing system with skid is required because of themulti-axis control.
Lizenzierte Kopie von elektronischem Datenträger
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---

All rights reserved © Verein Deutscher Ingenieure e.V., Düsseldorf 2006 VDI/VDE 2615 – 11 –
4.2 Messbedingungen
Zur Ermittlung der Rauheitskenngrößen müssen ge-mäß DIN EN ISO 3274 und DIN EN ISO 11562kurzwellige Grenzwellenlängen λs und langwelligeGrenzwellenlängen λc für die Rauheit festgelegt wer-den.
Die Filterung mit der Grenzwellenlänge λc (cut-off)eliminiert den Einfluss der Krümmung der Zahn-flanke, Formabweichungen und Ausrichtefehler so-wie vorhandene Welligkeit. Außerdem ergibt sich dieMittellinie, die die Bezugslinie für die Ermittlung derRauheitskenngrößen aus dem Rauheitsprofil dar-stellt.
In Tabelle 2 sind die Bedingungen aufgeführt, nachder die jeweilige Grenzwellenlänge λc zu wählen ist.
Diese Tabelle für periodische und aperiodische Pro-file wurde auf Grund zahlreicher Untersuchungen inder Industrie aufgestellt. Außer der Grenzwellen-länge λc ist festgelegt, dass als Gesamtmessstrecke lndie fünffache Länge der Grenzwellenlänge vorzuse-hen ist. Wenn jedoch das Werkstück das Einhaltender Gesamtmessstrecke von 5 · λc nicht zulässt, darfeine davon abweichende Gesamtmessstrecke (1 · λcbis 4 · λc) angewendet werden. Dies ist dann beimRauheitsmesswert anzugeben.
Durch Mittelwertbildung aus mehreren Einzelmes-sungen können dann sinnvolle Messwerte für dieRauheitskenngrößen berechnet werden [3].
Außer der Anwendung des Profilfilters λc ist einemechanische Filterung durch die Geometrie der Tast-spitze gegeben. Die Abmessungen der Tastspitze be-grenzen die Übertragung kleiner Wellenlängen. Die-ser Umstand sowie der Einfluss des Messpunktab-standes und das dynamische Verhalten des Messgrö-ßenaufnehmers auf das Messergebnis haben zur Fest-legung einer „kurzwelligen Grenzwellenlänge“ λsgeführt (Bild 5).
4.2 Measurement conditions
For determination of the roughness parameters, lowercut-off wavelengths, λs, and upper cut-off wavelengths,λc, for the roughness shall be specified in accordancewith DIN EN ISO 3274 and DIN EN ISO 11562.
By using a λc profile filter, the influence of the toothflank curvature, form deviations and alignment errorsas well as any waviness are eliminated. Furthermore,this yields the mean line which represents the refer-ence line for determination of the roughness parame-ters from the roughness profile.
Table 2 lists the conditions according to which therelevant cut-off wavelength, λc, shall be selected.
This table for periodic and aperiodic profiles has beencompiled on the basis of numerous industrial investi-gations. Apart from the cut-off wavelength, λc, thetotal evaluation length, ln, is specified to be five timesthe cut-off wavelength. If, however, the workpiecedoes not permit compliance with a total evaluationlength of 5 · λc, a deviating total evaluation length(1 · λc to 4 · λc) may be used. This shall be stated.
Meaningful values for the roughness parameters canthen be calculated by means of averaging over severalindividual measurements [3].
In addition to the λc profile filter, mechanical filter-ing is afforded by the geometry of the stylus tip. Thedimensions of the stylus tip limit the transmission ofshortwave components. This fact, as well as the influ-ence of the spacing between measuring points and thedynamic characteristics of the pick-up on the meas-urement result have led to the specification of a “shortcut-off wavelength”, λs (Figure 5).
Tabelle 2. Wahl von Einzelmessstrecken und Grenzwellenlänge (cut-off) nach DIN EN ISO 4288Table 2. Selection of sampling lengths and cut-off wavelengths in accordance with DIN EN ISO 4288
Periodische ProfilePeriodic profiles
RSm
in mm
Aperiodische ProfileAperiodic profiles
GrenzwellenlängeCutt-off wavelength
λcin mm
Einzelmessstrecke (lr)/Messstrecke (ln)
Sampling length (lr)/Evaluation length (ln)
lr /ln
in mmRz
in µm
Ra
in µm
> 0,013 bis/to 0,04 > (0,025) bis/to 0,1 > (0,006) bis/to 0,02 0,08 0,08/0,40
> 0,04 bis/to 0,13 > 0,1 bis/to 0,5 > 0,02 bis/to 0,1 0,25 0,25/1,25
> 0,13 bis/to 0,4 > 0,5 bis/to 10 > 0,1 bis/to 2 0,80 0,8/4,0
> 0,4 bis/to 1,3 > 10 bis/to 50 > 2 bis/to 10 2,5 2,5/12,5
> 1,3 bis/to 4,0 > 50 bis/to 200 > 10 bis/to 80 8,0 8,0/40
Lizenzierte Kopie von elektronischem Datenträger
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---

All rights reserved © Verein Deutscher Ingenieure e.V., Düsseldorf 2006– 12 – VDI/VDE 2615
Zur Bestimmung der Kenngrößen Rk, Rpk, Rvk, und ist ein Filterverfahren mit Riefenunter-drückung vorgeschrieben (DIN EN ISO 13565-2).Diese Kenngrößen sind vorzugsweise mit derGrenzwellenlänge λc = 0,8 mm zu ermitteln. In be-gründeten Ausnahmefällen darf λc = 2,5 mm gewähltwerden.
Sonstige Hinweise: Die Art der Aufnahme und Ausrichtung desPrüflings ist abhängig vom benutzten Messverfahren. Die Oberflä-che des Prüflings muss vor der Messung gereinigt werden und darfnicht magnetisch sein. Das Messgerät ist erschütterungsarm aufzu-stellen. Der Messaufbau (Prüflingshalterung, Tastsystem undMesstisch) sollte besonders bei hoher Vertikalvergrößerung stabilsein. Die Messbedingungen sind stets zu dokumentieren, um Mess-ergebnisse vergleichen zu können.
Besteht aus Platzgründen keine Möglichkeit, denPrüfling direkt zu messen, kann die Rauheitsmessungauch an einem Abdruck durchgeführt werden. Dabeiist zu beachten, dass das auf dem Oberflächenprüfge-rät ertastete Profil ein negatives Abbild der Oberflä-che ist und daher invertiert werden muss (siehe auchBild 16 und Bild 17).
In Tabelle 3 ist ein Muster für die Angabe der not-wendigen Messbedingungen dargestellt.
Mr1Mr2
A filtering method with groove suppression(DIN EN ISO 13565-2) has been specified for theparameters Rk, Rpk, Rvk, and . These pa-rameters shall preferably be determined at a cut-offwavelength, λc = 0,8 mm. In justified exceptionalcases, λc = 2,5 mm is permissible.
Further notes: The type of fixture and alignment of the workpieceunder evaluation depends on the measurement method used. Thesurface of the workpiece shall be cleaned prior to measurement andmust not be magnetic. The measuring instrument shall be installedon a low-vibration support. The measuring set-up (workpiece fix-ture, probing system and measuring table) should be particularlystable in case of considerable vertical enlargement. The measure-ment conditions shall always be documented to allow comparisonof measurement results.
Where lack of space forbids direct measurement ofthe workpiece, the roughness measurement may alsobe performed on an impression. Bear in mind, in thiscase, that the profile traced on the surface tester is anegative copy of the surface and must, therefore, beinverted (see also Figure 16 and Figure 17).
Table 3 gives an example of the measurement con-ditions to be stated.
Mr1 Mr2
Tabelle 3. Tabellarische Darstellung der Messbedin-gungen (Muster eines Prüfprotokolls)
Table 3. Measurement conditions given in tabularform (example of test record)
Werkstück z.B. Benennung, Hersteller,Kunde
Messstelle z.B. Flanken-Nr.; Kopf; Flankenmitte
Messrichtung z.B. in Profil- oder Flankenlinienrichtung
Messgerät z.B. Tastschnittgerät
Tastsystem z.B. Einkufentastsystem
Messbereich in µm
Messstrecke in mm
Grenzwellenlängen λc in mm; λs in µm
Tastnadelradius in µm
Kegelwinkel in Grad
Abtastgeschwindigkeit in mm/s
Maßstab horizontal 10 mm =∧ ... µm
Maßstab vertikal 10 mm =∧ ... µm
Workpiece e.g. designation, manufacturer, customer, manufacturing method
Measuring position e.g. flank no.; tip, flank centre
Measuring direction e.g. in the direction of the profile or tooth trace
Measuring instrument e.g. stylus-type instrument
Probing system e.g. single-skid probing system
Measuring range in µm
Evaluation length in mm
Cut-off wavelengths λc in mm; λs in µm
Stylus radius in µm
Cone angle in degree
Tracing velocity in mm/s
Scale horizontal 10 mm =∧ ... µm
Scale vertical 10 mm =∧ ... µm
Lizenzierte Kopie von elektronischem Datenträger
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---

All rights reserved © Verein Deutscher Ingenieure e.V., Düsseldorf 2006 VDI/VDE 2615 – 13 –
Bild 10. Messrichtungen in Abhängigkeit von verschiedenen Fer-tigungsverfahren
zu bevorzugende Messrichtung zur Ermittlung von Ra, Rz und Rk
Messrichtung zur Ermittlung von Zusatzinformatio-nen; z.B. die Höhe kleiner Vorschubmarkierungen
Figure 10. Measuring directions for various manufacturing meth-ods
Measuring direction to be preferred for determining Ra, Rz, and Rk
Measuring direction for determining additional infor-mation such as the height of small feed marks
4.3 Durchführung der Prüfung
Es wird empfohlen, für jeden Prüfling an jeweils zweiArbeitsflanken etwa drei Messungen (falls nicht an-ders vereinbart an je einer Rechts- und einer Links-flanke) durchzuführen.
Die Abtastrichtungen (Zahnbreiten- oder Zahnhö-henrichtung) sind in Abhängigkeit vom Fertigungs-verfahren möglichst rechtwinklig zu den Bearbei-tungsspuren zu wählen; außerdem sollte an denStellen gemessen werden, an denen die größten Rau-heiten zu erwarten sind.
Bild 10 enthält Hinweise, in welchen Abtastrichtun-gen in Abhängigkeit vom Fertigungsverfahren ge-messen werden soll. Die Vorzugsmessrichtungen die-nen zur Ermittlung der Rauheitskenngrößen Ra, Rz,Rk, Rpk, Rvk, und und . Die anderen Mess-richtungen sind notwendig zur Ermittlung der Vor-schubmarkierungen sowie zur Rauheitsmessung inZahnfußnähe für die Verfahren Honen und Schaben.Die angegebenen Möglichkeiten erfassen die am häu-figsten angewendeten Verfahren für die Herstellungder Zahnflanken.
Mr1 Mr2
4.3 Performance of measurement
It is recommended to take approximately three meas-urements on two working flanks (one right and oneleft flank, unless otherwise agreed) of each work-piece under evaluation.
The tracing directions (direction of facewidth or toothdepth) shall be selected depending on the manufac-turing method and shall be as normal as possible tothe chatter marks; furthermore, measurements shouldbe taken in places where the roughness values are ex-pected to be highest.
Figure 10 gives clues to the selection of tracing di-rections depending on the manufacturing method.Preferred measuring directions serve for determiningthe roughness parameters Ra, Rz, Rk, Rpk, Rvk, and
and . The other measuring directions arerequired for determining the feed marks and, in thecase of honing and shaving, for roughness measure-ment near the tooth base. The options shown coverthe most common methods used for the manufactureof tooth flanks.
Mr1 Mr2
Lizenzierte Kopie von elektronischem Datenträger
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---

All rights reserved © Verein Deutscher Ingenieure e.V., Düsseldorf 2006– 14 – VDI/VDE 2615
4.4 Auswertung des Oberflächenprofils
Bei der Auswahl sinnvoller Rauheitskenngrößenmuss vorrangig die Art der Oberflächenbeanspru-chung berücksichtigt werden. Diese entsteht beiZahnflanken durch Pressung und Gleiten, das heißtaus einer Normal- und einer Tangentialbeanspru-chung. Bei dieser Beanspruchung hat die KenngrößeRmax geringe Aussagekraft, da sie auch einzeln her-vorstehende Profilspitzen berücksichtigt, die jedochdas Tragfähigkeitsverhalten wenig beeinflussen. AlsKennwerte für die Rauheit der Zahnflankenoberflä-chen sind Rz und Ra vorzuziehen.
Der arithmetische Mittenrauwert Ra ist internationaldie am häufigsten angewendete Rauheitskenngröße.Die Streuung des Messwertes ist auf Grund der Mit-telung mehrer Messungen relativ gering; der Kenn-wert erlaubt keine Rückschlüsse auf die Höhe derRauheitsspitzen.
Die Rautiefe Rz hat sich vor allem wegen ihrer An-schaulichkeit weitgehend bewährt. Sie lässt guteRückschlüsse auf die Höhe des Rauheitsprofils zu,wobei der Einfluss von Ausreißern verringert wird.
Beide Kenngrößen beschreiben die vertikale Ausdeh-nung des Rauheitsprofils. Sie vermitteln allerdingskeine Information über die Struktur des Rauheitspro-fils. Diese hat jedoch großen Einfluss auf den Ein-laufverschleiß und im Allgemeinen auch auf dasTragfähigkeitsverhalten der Verzahnung. Um dieStruktur des Rauheitsprofils zu erfassen (z.B. rund-kämmig oder spitzkämmig), sind die Abbott-Fire-stone-Kurve und die daraus zu berechnenden Kenn-größen Rk, Rpk und Rvk geeignet. Voraussetzung fürdie Auswertung ist ein nahezu S-förmiger Verlauf derMaterialanteil-Kurve, der erfahrungsgemäß bei spa-nend gefertigten Zahnflanken immer vorliegt. Beiumformend hergestellten Zahnrädern ist zu prüfen, obder geforderte Verlauf vorliegt (DIN EN ISO 4287;DIN EN ISO 13565-2, DIN EN ISO 1302).
Die Materialanteil-Kurve zeigt je nach Profilformeinen unterschiedlichen Verlauf (Bild 11).
4.4 Evaluation of the surface profile
The selection of meaningful roughness parametersshall primarily consider the kind of load on the sur-face. Tooth flanks are subjected to compression andsliding loads, i. e. one load acting normal to, the otherone tangential to the surface. In this case, the para-meter Rmax is hardly meaningful as it also takes intoaccount single profile peaks which have little effecton the load capacity. Parameters to be preferred forthe roughness of the tooth flank surfaces are Rz andRa.
The arithmetical mean deviation of the roughnessprofile, Ra, is the roughness parameter most com-monly used world-wide. Due to the averaging overseveral measurements, the variation of the measuredvalue is rather small; the parameter does not allow todraw any conclusions as to the magnitude of theroughness peaks.
The peak-to-valley height, Rz, has become widely ac-cepted in particular because of its intuitiveness. Itgives good clues as to the magnitude of the roughnessprofile while reducing the effect of outliers.
Both parameters describe the amplitude of theroughness profile whereas no information about thestructure of the roughness profile is conveyed. Theprofile structure, however, has a great influence onbreak-in wear and, in general, also on the load ca-pacity characteristics of the gearing system. Thestructure of the roughness profile (e.g. rounded orpointed ridges) is conveniently acquired by meansof the Abbott Firestone curve and the parameters tobe calculated from this curve, i.e. Rk, Rpk and Rvk.Evaluation requires a nearly S-shaped material ratiocurve, which, as experience shows, is always thecase with tooth flanks that were formed by metal-cutting. Gears manufactured by a non-cutting oper-ation must be checked for compliance with the re-quired shape of the curve (DIN EN ISO 4287;DIN EN ISO 13565-2; DIN EN ISO 1302).
The material ratio curve has different shapes depend-ing on the profile shape (Figure 11).
Lizenzierte Kopie von elektronischem Datenträger
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---

All rights reserved © Verein Deutscher Ingenieure e.V., Düsseldorf 2006 VDI/VDE 2615 – 15 –
5 Überwachung der Messeinrichtungen Zur Überwachung der Geräte hinsichtlich systemati-scher und zufälliger Abweichungen müssen dieOberflächenmesssysteme in zeitlich festzulegendenAbständen mit einem rückgeführten Normal kalib-riert werden. Das verwendete Normal sollte etwa diegleichen Rauheiten verkörpern, die später auch vor-wiegend an den zu messenden Zahnflanken auftreten.
Durch diese Kalibrierung wird die Rückführung derMessergebnisse auf nationale Normale sichergestellt.Die Kalibrierung umfasst die Bestimmung des Über-tragungsfaktors des Messsystems in vertikaler Rich-tung mit einem Tiefeneinstellnormal Typ A (entspre-chend DIN EN ISO 5436-1) und die Funktionsprü-fung an einem rückführbar geprüften RauheitsnormalTyp D (entsprechend DIN EN ISO 5436-1). Um einerepräsentative Stichprobenentnahme zu gewährleis-ten, müssen mehrere Tastspuren auf der Oberflächedes Normals verteilt werden. Dabei hat sich einMessstellenplan entsprechend DIN EN ISO 12179bewährt.
5 Monitoring of the measuring equipmentFor monitoring the equipment with respect to system-atic and random errors, the surface-measuring sys-tems shall be calibrated using a traceable standard, atintervals to be specified. The standard used shouldrepresent approximately those roughnesses whichwill later prevail on the tooth flanks to be measured.
By means of this calibration, traceability of the meas-urement results to national standards is ensured. Thecalibration comprises the determination of the trans-mission factor of the measuring system for the verti-cal direction, using a depth-setting gauge, type A (inaccordance with DIN EN ISO 5436-1), and a func-tional check using a roughness standard, type D (inaccordance with DIN EN ISO 5436-1), which hasbeen tested under traceability conditions. For thesampling to be representative several measuringpaths shall be distributed over the surface of thestandard. A measuring-points plan in accordancewith DIN EN ISO 12179 has proven useful in thiscontext.
Bild 11. Rauheitsprofile und zugehörige Abbott-Kurven Figure 11. Roughness profiles and associated Abbott curves
Lizenzierte Kopie von elektronischem Datenträger
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---

All rights reserved © Verein Deutscher Ingenieure e.V., Düsseldorf 2006– 16 – VDI/VDE 2615
6 Ursachen systematischer Messabweichungen
Messabweichungen können entstehen durch:
• Tastsystem
• Profilfilter
• Ausrichten des Prüflings
• Umgebungseinflüsse
Tastsystem
Eine fehlerfreie Übertragung des Oberflächenprofilsist nur durch ein angepasstes Bezugsflächen-Tastsys-tem möglich. Die Bezugsfläche muss der Ist-Geo-metrie so weit angenähert sein, dass unter Berück-sichtigung des verfügbaren Messbereichs des Tast-systems eine ausreichende Messstrecke abgetastetwerden kann (vgl. Abschnitt 4.1.2 und Ab-schnitt 4.1.4 bis Abschnitt 4.2.5). Ist dies nicht derFall, kann ein Gleitkufen-Tastsystem mit seitlich zurTastnadel liegender Gleitkufe verwendet werden. Da-durch entsteht allerdings in Abhängigkeit vom Gleit-kufenradius eine mechanische Filterung langwelligerAnteile. Bei sehr kleinen Kufen und Radien werdenauch kurzwellige Anteile gefiltert.
Profilfilter
Nach DIN EN ISO 4287 ist die Verwendung einesFilters zur Bestimmung der dort aufgeführten Rau-heitskenngrößen Rz, Ra und Rmax vorgeschrieben.Abweichungen von den in Tabelle 2 vorgegebenenMessbedingungen können erhebliche Unterschiedein den Messergebnissen zur Folge haben.
Ausrichten des Prüflings
Bei der Benutzung von Gleitkufen-Tastsystemen ent-steht durch die Anlageverhältnisse zwischen derGleitkufe und der gekrümmten Werkstückoberflächeein Messfehler, der durch die nachfolgende Filterungteilweise eliminiert wird. Die Größe des verbleiben-den Messfehlers beeinflusst somit das Ergebnis derRauheitsmessung. Es sollte daher eine genaue Aus-richtung des Tasters auf den höchsten Punkt derOberfläche erfolgen, siehe Bild 7 und Bild 8. ZurMinimierung des Messfehlers sollten Anfangs- undEndpunkt der Messung auf gleicher Höhe liegen.Diese Ausrichtung muss im ungefilterten Primär-profil ohne Software-Ausrichtung kontrolliert wer-den. Bei einer geringfügigen Verschiebung der Mess-strecke entsteht ein größerer Messfehler, der zu einerVergrößerung der Rauheitsmesswerte führen kann.
6 Causes of systematic errors
Errors of measurement may arise from
• Probing system
• Profile filter
• Alignment of the workpiece under evaluation
• Environmental influences
Probing system
Correct transmission of the surface profile can onlybe achieved if the reference-surface probing system ismatched appropriately. The reference surface shall beapproximated to the actual geometry to such an ex-tent that a sufficient evaluation length can be traced,considering the available measuring range of theprobing system (see Section 4.1.2 and Section 4.1.4to Section 4.2.5). Otherwise, a probing system with askid provided next to the stylus can be used, in whichcase, however, longwave components will be me-chanically filtered depending on the skid radius. Evenshortwave components will be filtered if skids andskid radii are very small.
Profile filter
In accordance with DIN EN ISO 4287, a filter shallbe used for determining the roughness parameters Rz,Ra and Rmax specified in this standard. Deviationsfrom the measurement conditions given in Table 2may lead to considerable variations in the measure-ment results.
Alignment of the workpiece under evaluation
When using probing systems with skid, the condi-tions of contact between the skid and the curvedworkpiece surface cause an error of measurementwhich is partly eliminated by subsequent filtering.The magnitude of the remaining error influences theresult of the roughness measurement. The stylusshould, therefore, be pointing exactly to the highestpoint of the surface, see Figure 7 and Figure 8. Forthe error of measurement to be as small as possible,starting point and end point of the measurementshould lie on the same level. This alignment shall bechecked by recording the unfiltered primary profilewithout software-based alignment. A slightly shiftedevaluation length yields a greater error which canlead to greater measured values of roughness.
Lizenzierte Kopie von elektronischem Datenträger
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---

All rights reserved © Verein Deutscher Ingenieure e.V., Düsseldorf 2006 VDI/VDE 2615 – 17 –
UmgebungseinflüsseUm die durch äußere Einflüsse bedingten Messfehlermöglichst gering zu halten, müssen folgende Ge-sichtspunkte beachtet werden:
• Das Werkstück und das Tastsystem dürfen nichtmagnetisch sein.
• Die Werkstückoberfläche muss sauber und fettfreisein.
• Die Tastnadel darf nicht verschmutzt oder beschä-digt sein.
• Die Messeinrichtung muss mit Hilfe von Rau-heitsnormalen und Einstellnormalen (Rillennor-malen) überprüft und kalibriert sein.
• Der Messaufbau muss stabil und erschütterungs-arm sein.
7 Rauheitsprüfung an der Zahnfußrundung Die Rauheit im Zahnfußbereich ist für die Auslegungeiner Verzahnung bezüglich der Zahnfußtragfähig-keit von großer Bedeutung. Die Richtung der Bear-beitungsspuren im Zahnfußbereich liegt in Achsrich-tung der Verzahnung, sodass eine Messung in dieserRichtung nicht sinnvoll ist. Eine Messung in Zahn-profilrichtung ist auf Grund des geringen Fußrun-dungsradius ohne Hilfsmittel meist nicht möglich.
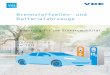
In Bild 12, Bild 13 und Bild 14 ist ein Messver-fahren dargestellt, das die Rauheitsmessung in derZahnfußrundung in Zahnprofilrichtung erlaubt.Hierzu wird ein Überkopftaster exzentrisch in eineRotationsvorrichtung eingespannt, die sich um denWinkel ϕ bewegt.
Environmental influencesIn order to minimise errors due to external influences,the following aspects shall be taken into account:
• The workpiece and the probing system must notbe magnetic.
• The workpiece surface shall be clean and freefrom grease.
• The stylus must not be contaminated or damaged.
• The measuring system shall have been verifiedand calibrated using roughness standards and set-ting gauges (groove standards).
• The measuring set-up shall be stable and shall reston a low-vibration support.
7 Roughness measurement on the filletRoughness in the fillet is of particular importance tothe design of a gearing system with respect to thetooth-base load capacity. The chatter marks in thetooth-base region run in the axial direction of thegearing system which means that measuring in thisdirection is not useful. Measuring in the direction ofthe tooth profile is often not possible without auxil-iary equipment because of the small fillet radius.
Figure 12, Figure 13 and Figure 14 show ameasurement method allowing fillet roughness to bemeasured in the direction of the tooth profile. To thisend, an overhead stylus is eccentrically fixed into arotation device which rotates by angle ϕ.
Bild 12. Messung der Rauheit in der Zahnfußrundung
1 Tasterachse2 Rotationsachser Gleitkufenradiuse Exzentrizität der Tasterachse zur
Rotationsachse ϕ =∧ TaststreckeR Fußrundungsradius
Figure 12. Roughness measurement in the fillet
1 Stylus axis2 Rotation axisr Skid radiuse Eccentricity of stylus axis with respect
to rotation axisϕ =∧ Traversed lengthR Fillet radius
Lizenzierte Kopie von elektronischem Datenträger
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---

All rights reserved © Verein Deutscher Ingenieure e.V., Düsseldorf 2006– 18 – VDI/VDE 2615
Die Exzentrizität e wird nach dem Gleitkufenradius rund Fußrundungsradius R eingestellt. Die Einstel-lung lässt sich mit einiger Sorgfalt so genau durch-führen, dass bei der Aufzeichnung des ungefiltertenProfils keine Krümmung mehr erkennbar ist.
Voraussetzung für diese Messungen ist, dass der Ra-dius der Zahnfußrundung größer als der Gleitkufen-radius und innerhalb des Messbereichs weitgehendkonstant ist. Besonders zu beachten ist, dass die Mess-punktaufnahme quer zur sonst üblichen Vorschub-richtung erfolgt. Dementsprechend ist die Taster-kalibrierung darauf abzustimmen (Bild 15).
Eine weitere Möglichkeit die Rauheit der Zahn-fußrundung zu bestimmen besteht darin, einenKunststoffabguss (z.B. mit „Technovit 3040“) anzu-fertigen (Bild 16 und Bild 17).
The eccentricity, e, is set to match the skid radius, r,and the fillet radius, R. Taking adequate care, the set-ting can be performed with sufficient precision forthe recording of the unfiltered profile to show no cur-vature any more.
These measurements require that the fillet radius isgreater than the skid radius and is largely constantover the measuring range. Note in particular that themeasurements are taken transverse to the otherwiseusual feed direction. The calibration of the stylusshall be matched accordingly (Figure 15).
Making a plastic impression (using, e.g., “Technovit3040”) is a further option of determining the rough-ness of the fillet (Figure 16 and Figure 17).
Bild 13. Messung der Rauheit einer großen Zahnfußrundung mitKufentastsystem
Figure 13. Roughness measurement of a large fillet using a pro-bing system with skid
Bild 14. Messung der Rauheit einer kleinen Zahnfußrundung mitBezugsflächentastsystem
Figure 14. Roughness measurement of a small fillet using a ref-erence-surface probing system
Lizenzierte Kopie von elektronischem Datenträger
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---

All rights reserved © Verein Deutscher Ingenieure e.V., Düsseldorf 2006 VDI/VDE 2615 – 19 –
Bild 15. Tasterkalibrierung quer zur üblichen Vorschubrichtungam Geometrie- und Rautiefennormal
Figure 15. Stylus calibration transverse to the usual feed direc-tion on a geometry standard and a roughness standard
Bild 16. Abguss Zahnlücke mit Fußausrundung Figure 16. Impression of tooth space with fillet
Bild 17. Messwertaufnahme vom Abguss Figure 17. Measurement taken on the impression
Lizenzierte Kopie von elektronischem Datenträger
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---

All rights reserved © Verein Deutscher Ingenieure e.V., Düsseldorf 2006– 20 – VDI/VDE 2615
Als Rauheitskenngröße ist Rmax zu wählen, da beispannungsbeanspruchten Flächen bereits einzelneRiefen einen Einfluss auf die Rissbildung haben.
8 Besondere Hinweise zur Messung von Kegelrädern
Bei Kegelradverzahnungen ist es wesentlich schwie-riger als bei Zylinderrädern, einheitliche Messbedin-gungen zu formulieren, da die Flankenform und dieBearbeitungsspuren durch die komplizierten geomet-rischen Zusammenhänge sehr unterschiedlich seinkönnen. Die Bearbeitungsspuren sind nicht nur vomgewählten Verzahnungsverfahren, sondern auch sehrstark von der Verzahnungsgeometrie abhängig. Au-ßer der Flankenform, die – wie auch bei Zylinderrä-dern – gekrümmt ist, ist in vielen Fällen (z.B. bei Spi-ral- oder Bogenverzahnungen) auch die Flankenliniestark gekrümmt. Aus diesem Grunde können hier nursolche Tastsysteme und Messlängen eingesetzt wer-den, die auch bei Messungen in Zahnhöhenrichtungbei Zylinderrädern verwendet werden. Die Länge derMessstrecke und der Grenzwellenlänge richtet sichhier ebenfalls nach der zur Verfügung stehendenZahnhöhe, wobei noch zusätzlich zu berücksichtigenist, dass bei einer sehr starken Krümmung der Mess-bereich des Tastsystems überschritten werden kann.
Die durch Tastsysteme und Profilfilter verursachtenMessabweichungen sind bereits bei Messungen anZylinderrädern untersucht worden, sodass die Er-kenntnisse auf die Messung von Kegelrädern übertra-gen werden können.
9 Messunsicherheit von Oberflächenmessgeräten
Eine Kalibrierung nach DIN EN ISO 12179 erlaubtAussagen über die Genauigkeit des Oberflächen-messgerätes. Diese Kalibrierung, die dort fürBezugsebenentaster definiert ist, kann sinngemäßauch auf Gleitkufentaster angewendet werden.
Die Messunsicherheit bei Verwendung von Gleit-kufentastern kann prinzipiell nicht genau angegebenwerden, da sich der Einfluss der Gleitkufe auf jedenProfiltyp unterschiedlich auswirkt. Die Messunsi-cherheit lässt sich aber in der Praxis näherungsweiseermitteln, indem mit dem Gleitkufentaster Messun-gen auf rückgeführten Normalen durchgeführt wer-den. Die Überprüfung erfolgt entsprechend den Be-schreibungen in Abschnitt 4.
The roughness parameter to be selected is Rmax be-cause, in the case of stressed surfaces, even singlegrooves will have on impact on the formation ofcracks.
8 Special notes regarding the measurement of bevel gears
Specifying harmonised measurement conditions ismuch more difficult with bevel gears than it is withcylindrical gears, as the flank shape and the chattermarks can vary greatly due to the complex geometri-cal interrelationships. Not only do the chatter marksdepend on the selected tooth-forming method butalso, very strongly, on the geometry of the gearingsystem. Apart from the flank shape, which is curvedjust like in the case of cylindrical gears, the toothtrace, too, is strongly curved in many cases (as in hel-ical or spiral gears). For this reason, only such prob-ing systems and evaluation lengths are appropriate asare also used when measuring cylindrical gears in thedirection of the tooth depth. The evaluation length orcut-off wavelength, here too, is determined by theavailable tooth depth. In addition, however, it must beconsidered that the measuring range of the probingsystem may be exceeded in case of excessive curva-tures.
The errors of measurement due to probing systemsand profile filters have already been investigated formeasurements of cylindrical gears so that the knowl-edge obtained can be applied to the measurement ofbevel gears.
9 Uncertainty of measurement of surface-measuring instruments
The calibration in accordance with DIN ENISO 12179 allows to make statements as to the accu-racy of the surface-measuring instrument. This cali-bration, defined in said standard for reference-planeprobing systems, can be applied by analogy to prob-ing systems with skid.
As a matter of principle, it is not possible to state theexact uncertainty of measurement for probing sys-tems with skid as the influence of the skid will be dif-ferent for each profile type. In practice, however, theuncertainty of measurement can be approximated byusing the probing system with skid to take measure-ments on traceable standards. The verification is per-formed as described in Section 4.
Lizenzierte Kopie von elektronischem Datenträger
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---

All rights reserved © Verein Deutscher Ingenieure e.V., Düsseldorf 2006 VDI/VDE 2615 – 21 –
Schrifttum/BibliographyTechnische Regeln/Technical rules
DIN 3960 : 1987-03 Begriffe und Bestimmungsgrößen für Stirnrä-der (Zylinderräder) und Stirnradpaare (Zylinderradpaare) mit Evol-ventenverzahnung (Definitions, parameters and equations for invo-lute cylindrical gears and gear pairs). Berlin: Beuth Verlag
DIN 3961 : 1978-08 Toleranzen für Stirnradverzahnungen; Grund-lagen (Tolerances for Cylindrical Gear Teeth; Bases). Berlin: BeuthVerlag
DIN 3962 Toleranzen für Stirnradverzahnungen (Tolerances forCylindrical Gear Teeth). Berlin: Beuth Verlag
DIN 3990-1 : 1987-12 Tragfähigkeitsberechnung von Stirnrädern(Calculation of load capacity of cylindrical gears; Introduction andgeneral influence factors). Berlin: Beuth Verlag
DIN EN ISO 1302 : 2002-06 Geometrische Produktspezifikation(GPS); Angabe der Oberflächenbeschaffenheit in der technischenProduktdokumentation (ISO 1302:2002); Deutsche Fassung ENISO 1302:2002 (Geometrical Product Specifications (GPS); Indica-tion of surface texture in technical product documentation (ISO1302:2002); German version EN ISO 1302:2002). Berlin: BeuthVerlag
DIN EN ISO 3274 : 1998-04 Geometrische Produktspezifikationen(GPS); Oberflächenbeschaffenheit: Tastschnittverfahren; Nennei-genschaften von Tastschnittgeräten (ISO 3274:1996); DeutscheFassung EN ISO 3274:1997 (Geometrical Product Specifications(GPS); Surface texture: Profile method; Nominal characteristics ofcontact (stylus) instruments (ISO 3274:1996); German version ENISO 3274:1997). Berlin: Beuth Verlag
DIN EN ISO 4287 : 1998-10 Geometrische Produktspezifikationen(GPS); Oberflächenbeschaffenheit: Tastschnittverfahren; Benen-nungen, Definitionen und Kenngrößen der Oberflächenbeschaffen-heit (ISO 4287:1997); Deutsche Fassung EN ISO 4287:1998 (Geo-metrical Product Specifications (GPS); Surface texture: Profile me-thod; Terms, definitions and surface texture parameters (ISO4287:1997); German version EN ISO 4287:1998). Berlin: BeuthVerlag
DIN EN ISO 4288 : 1998-04 Geometrische Produktspezifikation(GPS); Oberflächenbeschaffenheit: Tastschnittverfahren; Regelnund Verfahren für die Beurteilung der Oberflächenbeschaffenheit(ISO 4288:1996); Deutsche Fassung EN ISO 4288:1997 (Geomet-rical Product Specifications (GPS); Surface texture: Profile me-thod; Rules and procedures for the assessment of surface texture(ISO 4288:1996); German version EN ISO 4288:1997). Berlin:Beuth Verlag
DIN EN ISO 5436-1 : 2000-11 Geometrische Produktspezifikation(GPS); Oberflächenbeschaffenheit: Tastschnittverfahren; Normale;Teil 1: Maßverkörperungen (ISO 5436-1:2000); Deutsche FassungEN ISO 5436-1:2000 (Geometrical Product Specifications (GPS);Surface texture: Profile method; Measurement standards; Part 1:Material measures (ISO 5436- 1:2000); German version EN ISO5436-1:2000). Berlin: Beuth Verlag
DIN EN ISO 5436-2 : 2002-04 Geometrische Produktspezifikation(GPS); Oberflächenbeschaffenheit: Tastschnittverfahren; Normale;Teil 2: Software-Normale (ISO 5436-2:2001); Deutsche FassungEN ISO 5436-2:2001 (Geometrical Products Specifications (GPS);Surface texture: Profile method; Measurements standards; Part 2:Software measurement standards (ISO 5436-2:2001); German ver-sion EN ISO 5436-2:2001). Berlin: Beuth Verlag
DIN EN ISO 11562 : 1998-09 Geometrische Produktspezifikatio-nen (GPS); Oberflächenbeschaffenheit: Tastschnittverfahren; Meß-technische Eigenschaften von phasenkorrekten Filtern (ISO
11562:1996); Deutsche Fassung EN ISO 11562:1997 (GeometricalProduct Specifications (GPS); Surface texture: Profile method; Me-trological characteristics of phase correct filters (ISO 11562:1996);German version EN ISO 11562:1997). Berlin: Beuth Verlag
DIN EN ISO 12085 : 1998-05 Geometrische Produktspezifikatio-nen (GPS); Oberflächenbeschaffenheit: Tastschnittverfahren; Mo-tifkenngrößen (ISO 12085:1996); Deutsche Fassung EN ISO12085:1997 (Geometrical Product Specifications (GPS); Surfacetexture: Profile method; Motif parameters (ISO 12085:1996); Ger-man version EN ISO 12085:1997). Berlin: Beuth Verlag
DIN EN ISO 12179 : 2000-11 Geometrische Produktspezifikation(GPS); Oberflächenbeschaffenheit: Tastschnittverfahren; Kalibrie-rung von Tastschnittgeräten (ISO 12179:2000); Deutsche FassungEN ISO 12179:2000 (Geometrical Product Specifications (GPS);Surface texture: Profile method; Calibration of contact (stylus) in-struments (ISO 12179:2000); German version EN ISO12179:2000). Berlin: Beuth Verlag
DIN EN ISO 13565-1 : 1998-04 Geometrische Produktspezifikati-onen (GPS); Oberflächenbeschaffenheit: Tastschnittverfahren;Oberflächen mit plateauartigen funktionsrelevanten Eigenschaften;Teil 1: Filterung und allgemeine Meßbedingungen (ISO 13565-1:1996); Deutsche Fassung EN ISO 13565-1:1997 (GeometricalProduct Specifications (GPS); Surface texture: Profile method; Sur-faces having stratified functional properties; Part 1: Filtering andgeneral measurement conditions (ISO 13565- 1:1996); Germanversion EN ISO 13565-1:1997). Berlin: Beuth Verlag
DIN EN ISO 13565-2 : 1998-04 Geometrische Produktspezifikati-onen (GPS); Oberflächenbeschaffenheit: Tastschnittverfahren;Oberflächen mit plateauartigen funktionsrelevanten Eigenschaften;Teil 2: Beschreibung der Höhe mittels linearer Darstellung der Ma-terialanteilkurve (ISO 13565-2:1996); Deutsche Fassung EN ISO13565-2:1997 (Geometrical Product Specifications (GPS); Surfacetexture: Profile method; Surfaces having stratified functional pro-perties; Part 2: Height characterization using the linear material ra-tio curve (ISO 13565-2:1996); German version EN ISO 13565-2:1997). Berlin: Beuth Verlag
ISO 1122-1 : 1998-08 Vocabulary of gear terms; Part 1: Definitionsrelated to geometry (Wörterverzeichnis für Zahnräder; Teil 1: Geo-metrische Definitionen). Genf: ISO
ISO 1328-1 : 1995-02 Cylindrical gears; ISO system of accuracy;Part 1: Definitions and allowable values of deviations relevant tocorresponding flanks of gear teeth (Stirnräder (Zylinderräder);ISO-Toleranzsystem; Teil 1: Definitionen und zulässige Werte fürAbweichungen an gleichnamigen Zahnflanken). Genf: ISO
ISO/TR 10064-1 : 1992-02 Cylindrical gears; Code of inspectionpractice; Part 1: Inspection of corresponding flanks of gear teeth(Stirnräder; Richtlinien für die Prüfung; Teil 1: Prüfung gleichna-miger Zahnflanken). Genf: ISO
VDA 2005 : 2002-07 Geometrische Produktspezifikation; Techni-sche Zeichnungen; Angabe der Oberflächenbeschaffenheit (Geo-metrical product specification; Technical drawings; Specificationof surface texture). Bietigheim-Bissingen: Dokumentation Kraft-fahrwesen
VDA 2006 : 2003-07 Geometrische Produktspezifikation; Oberflä-chenbeschaffenheit; Regeln und Verfahren zur Beurteilung derOberflächenbeschaffenheit (Geometrical product specification;Surface texture; Rules and procedures for the assessment of surfacetexture). Bietigheim-Bissingen: Dokumentation Kraftfahrwesen
VDA 2007 : 2003-07 Geometrische Produktspezifikation; Oberflä-chenbeschaffenheit; Definitionen und Kenngrößen der dominantenWelligkeit (Geometrical product specification; Surface texture; De-finitions and characteristic values of the dominant waviness). Bie-tigheim-Bissingen: Dokumentation Kraftfahrwesen
Lizenzierte Kopie von elektronischem Datenträger
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---

All rights reserved © Verein Deutscher Ingenieure e.V., Düsseldorf 2006– 22 – VDI/VDE 2615
VDI/VDE 2602 : 1983-09 Rauheitsmessung mit elektrischen Tast-schnittgeräten (Roughness measurement with electric contact (sty-lus) profile meters). Berlin: Beuth Verlag
VDI/VDE 2607 : 2000-02 Rechnerunterstützte Auswertung vonProfil- und Flankenlinienmessungen an Zylinderrädern mit Evol-ventenprofil (Computer-aided evaluation of profile and helixmeasurements on cylindrical gears with involute profile). Berlin:Beuth Verlag
VDI/VDE 2612 : 2000-05 Profil- und Flankenlinienprüfung an Zy-linderrädern mit Evolentenprofil (Profile and helix checking of in-volute cylindrical gears). Berlin: Beuth Verlag
Literatur/Literature
[1] Bayer, W.; Kunzmann, H.; Wittkopf, R.: Untersuchungen zurMessung der Zahnflankenrauheit auf Evolventenprüfgeräten.Maschinenmarkt 86 (1980) Nr. 41, S. 793/95
[2] Beyer W.; Hillmann, W.; Wittkopf, R.: Ergebnisse beim Be-stimmen von Rauheitsmessgrößen (Rt, Rz, tp) an Evolventen-normalen und Stirnzahnrädern. VDI-Z 199 (1977) Nr. 192
[3] Beyer, W.; Eckolt, K.; Hillmann, W.; Wittkopf, R.: Untersu-chungen an Zahnflanken mit Rasterelektronenmikroskop undTastschnittgerät. PTB-F-2 (Bericht). Bremerhaven: Verlag fürneue Wissenschaften, Nov. 1987
Lizenzierte Kopie von elektronischem Datenträger
B55EB1B3E14C22109E918E8EA43EDB30F09CC9B7EF8DD9
No
rmC
D -
Sta
nd
200
7-03
Copyright Verein Deutscher Ingenieure Provided by IHS under license with DIN VDI No reproduction or networking permitted without license from IHS
--`,,``,,,````,,,````,```,`,,,``-`-`,,`,,`,`,,`---