Embed Size (px)
Citation preview

O r i g i n a l a r b e i t e n V e r g l a s t e F i l t e r s t ~ i u b e a u s M V A
Verglaste Filterstfiube aus Mii l lverbrennungsanlagen
Schmelzverfahren, Prozef fiihrung und chemische Analyse Roland Gutmann 1, Christian Wieckert 2, Heinz Vonmont I
1 EMPA, Abt. Anorganische Analytik/Feststoffcharakterisierung, Uberlandstrage 129, CH-8600 Diibendorf, Schweiz 2 ABB Corporate Research, Dep. CHCRC.P2, CH-5405 Baden-D~ttwil, Schweiz
Korrespondenzautor: Dr. Christian Wieckert
Z u s a m m e n f a s s u n g
Feste Riickst/inde aus der physikalischen Rauchgasreinigung von Mtillverbrennungsanlagen enthalten neben A1, Ca-Silikaten und Metalloxiden (Wertstoffen) auch hohe Gehalte an human- und 6ko- toxikologischen Schadstoffen, wie Alkalihalogenidsalzen, Schwer- metallverbindungen und organischen Substanzen, z.B. PCDD, PCDF und PCB. Im Hinblick auf eine Weiterverwertung der oxidi- schen Wertstoffe, z.B. in Form yon technischen Glasprodukten ist eine vollst~indige Zerst6rung der organischen Giftstoffe und effek- tive Abtrennung der anorganischen Schadstoffe yon den Wertstof- fen erforderlich. Diese Ziele lassen sich nur mittels einer thermi- schen Behandlung erreichen. Detaillierte Untersuchungen an vergla- sten Filterstfiuben aus Miillverbrennungsanlagen ergaben hinsicht- lich der Stoffumsetzung, der chemischen Zusammensetzung und der Qualitiit der erhaltenen Glasphase durchweg positive Resnltate.
Schlagw6rter: Miillverbrennungsanlagen; Miillverbrennung; ver- glaste Fitterstfiube; Schmelzverfahren; Filterst~iu- be; Riickstandsverglasung; Entgiftung; Schwerme- talle, Abtrennung von Schwermetallen; Wertstoff- riickgewinnung; Verwertung; Aufschluf~verfah- ren; analytische Methoden; chemische Zusam- mensetzung, Rtickst/inde, Miillverbrennung
A b s t r a c t Vitrified Municipal Solid Waste Incinerator Ash - Processing and Chemical Composition Solid waste residues from municipal solid waste incinerator flue gas cleaning systems basically consists of AI, Ca-silicates and metal ox- ides. At lower concentrations, environmentally harmful compounds such as alkali halide salts, heavy metals and traces of organic pol- lutants, e.g. PCDD, PCDF and PCB, are also present. For the reuse of the valuable materials (AI, Ca and metal oxides), an effective treat- ment technique for destroying the organic contaminants and sepa- rating the anorganic toxins from the non-toxic components has to be applied, which can only be achieved through thermal processing. Detailed investigations on vitrified electrostatic precipitator ash from municipal solid waste incinerator plants have shown promi- sing results in regard to the mass balances, the chemical composi- tion and the quality of the glass phase obtained.
Key words: Waste incineration; incinerator ash; vitrification of re- sidues; detoxification; separation of heavy metals; re- covery of valuable raw materials; recycling; sample dissolution; analytical techniques; chemical composi- tion, waste incineration, residues of
1 Einle i tung
Unbehandel te Filterst~iube (FS) aus Mii l lverbrennungsanla- gen (MVA) enthalten neben zahlreichen umweltunproble- mat ischen oxidischen Verbindungen (Ca, Si, A1, Fe, M g und weitere) auch einen hohen Schadstoffanteil yon 15 bis 35 Gew.% bestehend aus Schwermetal lverbindungen (Zn, Pb, Cu, Cd, Hg), Salzen (Chloride, Fluoride) und organi- schen Giftstoffen (PCDD, PCDF, PCB) [1-3]. Fiir die Ent- giftung und Abtrennung der Schadstoffe von den Wertstof- fen (Silikate und Obergangsmeta l loxide) wurden in den letzten Jahren im Hinblick auf eine Weiterverwertung der einzelnen anorganischen Komponenten verschiedene Ver- glasungsverfahren entwickelt und im Pilotmat~stab getestet [2]. Leider ist es bis jetzt nicht zuletzt auf Grund noch nicht ge6ffneter Absa tzwege far die e rha l tenen G la sp roduk t e und kostengiinstigeren Entsorgungsvarianten fiir diese Son- derabf~ille, z.B. die Vermischung und damit Verdiinnung mit Schlacke, den Versatz im Bergbau [4] oder sogar die di- rekte Verwertung im Straf~enbau [51 noch zu keiner Ver- glasung yon Elektrofilterstfiuben im Grof~maf~stab gekom- men. Diese ,Bi l l igvarianten" lassen nicht nur Bedenken im Hinbl ick auf die Umweltvertrfiglichkeit, z.B. fiir die unter- t~igige Ablagerung [6,7] mehr oder weniger unberiicksich- tigt, sondern sie verhindern auch eine zukiinftige Verwer- tung der in den Stfuben vorhandenen Wertstoffe. Europa- weir be t rachte t , erzeugt die Verbrennung von j fh r l i ch 30 000 000 t Miil l in ungeffihr 500 MVA ca. 750 000 t Fil- ters t i iube [8]. Als Kosten fiir die Verglasung von einer Tonne FS werden je nach Verfahren und Durchsatz bei ei- nem fiir die Verglasung erforderliche Energieaufwand von ca. 0.8 bis 1.5 MWh/ t und einem angebotenen Kapazit/its- bereich von - 0.1 bis 1.2 t/h 300 bis 700 D M [9] angege- ben.
* Nach Einreichen der vorliegenden Publikation wurde im Friihjahr 1996 die er- ste kommerzielle Deglor-Anlage im japanischen Komaki in Betrieb genommen (siehe auch Bemerkung unter Abschnitt 2.2 Anlage D, S. 190). Dort wird ein Filterstaub, der die Rauchgasreinigungsprodukle enthiilt (Typ 2 nach Tabelle 1, S. 188), mit Zuschlagstoffen verarbeitet. Die inzwischen vorliegenden ana- lytischen Resultate von den dort produzierten Produkten best~itigen vollum- f~inglich die Resultate der Vorexperimente auf der Anlage D, die zurn Teil in Tabelle 4 (S. 194) wiedergegeben sind.
UWSF - Z. Umweltchem. Okotox. 8 (4) 187-196 (1996) © ecomed verlagsgesellschaft AG & Co.KG Landsberg
1 8 7

Verglaste Filterst~iube aus MVA Originalarbeiten
Die gegenw~irtigen Hauptprobleme, die eine allgemeine Markteinfiihrung der thermischen Verfahren und die damit verbundene Verwertung der verglasten Riickst~inde behin- dern, sind marktwirtschaftlichen, politischen und techni- schen Ursprungs. Neben den bereits erw~ihnten, noch nicht ge6ffneten Absatzwegen fiir thermisch behandelte Riick- st~inde und kostengiinstigen Entsorgungsm6glichkeiten sind folgende Punkte zu erw~ihnen: billige Prim~irrohstoff- preise mit vergleichbarer Zusammensetzung (z.B. Basalt), Vorbehalte gegeniiber Produkten aus ehemalig stark bela- steten Abfallstoffen, fehlende umsetzungsf6rderliche ge- setzgeberische Rahmenbedingungen, zeitlich und 6rtlich stark schwankende chemische Zusammensetzung der an- fallenden Filterst~iube, unzureichende Untersuchungen des Aufschmelzverhaltens und der physikalischen Eigenschaf- ten der Glasschmelze und mangelnde Charakterisierung der verglasten Produkte aus den verschiedenen Vergla- sungsverfahren.
Betrachtet man z.B. die Verwertung von Elektrofilterst~iuben bis zur Produktherstellung in allen Teilaspekten, so stellt man fist, daf~ es sich dabei um eine sehr komplexe, interdis- ziplin~ire Aufgabenstellung handelc Fiir eine erfolgreiche L6- sung dieses Problems sind folgende Punkte von Bedeutung: 1. Demonstration der prinzipiellen Machbarkeit 2. Entwicklung einer Anlagentechnik for die Verglasung 3. Untersuchung der Prozef~abl~iufe im ,Verglasungsreaktor" als Funk-
tion relevanter ProzeRparameter 4. Charakterisierung der erhaltenen Produkte zur Abkl~irung des mate-
rialspezifischen Verwendungspotentials 5. Materialspezifische Grundlagenuntersuchungen und Entwicklungen
zur Produktherstellung 6. Vortests zur Herstellung der angestrebten Produkte und Bewertung
der Ergebnisse 7. Umsetzung der Forschungsergebnisse bzgl. der Verwertung im indu-
striellen Maf~stab
Der gegenw~irtige Stand der Forschung und Entwicklung h~ingt vom jeweiligen Verfahren ab. Welter entwickehe Verfahren befinden sich zur Zeit im Stadium (4) und in der Anfangsphase yon (5).
Das Ziel dieser Publikation ist es, einem kleinen, aber ver- mutlich sehr interessierten Leserkreis (z.B. Angestelhe von Entsorgungsunternehmen und -beh6rden, Entwickler/Be- treiber von Verglasungsanlagen, Recycling-orientierten Unternehmern, Mitarbeitern von umwehorientierten Analyselabors und Beh6rden) Ergebnisse von umfangrei- chen, unter verschiedenen Bedingungen durchgefiihrten Verglasungsversuchen im Labor- und Pilotmaf~stab sowie die chemische Analyse der verschiedenen Produkte erst- mals im Detail vorzusteUen (siehe Teilschritt (3)). Die aus- fiihrliche Beschreibung der chemischen Analysen soil dem analytisch nicht vertrauten Leser die Komplexit~it solcher Untersuchungen und den dazu notwendigen Aufwand aufzeigen. Resuhate aus den Untersuchungen der glasspe- zifischen Eigenschaften sowie potentielle Produkte und deren Verwendung (Teilschritt (4)) wurden bereits an an- derer Stelle ausfi~hrlich diskutiert [10, 11].
2 Verglasungsprozef~
Die in dieser Ver6ffentlichung vorgestellten Glasanalysen beziehen sich auf Produkte des sogenannten Deglor (De-
contamination and Glassification of Residues)-Verfahrens, das seit 1987 vonder Firma ABB erforscht und entwickeh wird [3,12]. Bei diesem Verfahren werden die Einsatzstoffe - in der Regel Fiherstaub aus Miillverbrennungsanlagen - bei Temperaturen von 1300-1400 °C geschmolzen. Die im Einsatzstoff enthahenen toxischen organischen Schadstoffe wie Dioxine und Furane werden vollst~indig thermisch zer- st6rt. Die zweite Klasse von Schadstoffen im Filterstaub, die Schwermetallverbindungen, dampfen bei diesen Bedin- gungen iiberwiegend ab. Die zuri~ckbleibende Schmelze ist wegen des hohen Siliziumgehahes des Fiherstaubes glasar- rig (chemische Zusammensetzung siehe Tabelle 1 und [3]). Nicht abdampfende Restmetalle werden auslaugfest in die
Tabelle 1: Chemische Zusammensetzung von unbehandehen Filter- st~iuben; Typ 1: Mittelwert und Variationsbereich von 4 ver- schiedenen, iiber einen Zeitraum yon 4 Jahren enmomme- nen St~iuben aus derselben MVA; Typ 2" Gemisch bestehend aus einem Si-armen Filterstaub und einem Glasbildner im Verh~ilmis 3:1 (hier Altglas)
Element Typ 1 Typ 2
Mittelwert [g/kg] Variationsb. [%] [g/kg]
AI 79 14 20
Ba 1.45 21 0.65
C 28 36 23
Ca 142 16 314
Cd 0.31 42 < 0.01
CI 55 51 160
Co 0.01 < 0.01
Cr 0.60 34 0.27
Cu 0.93 18 0.34
F 4.6 30 < 1.0
Fe 24 21 5.1
Hg 0.02 27 < 0.01
K 36 30 28
Mg 15.3 22 12
Mn 0.95 37 0.45
Mo 0,17 52 < 0.02
Na 30 47 44
Ni 0.12 26 0.03
P 6.3 29 2.4
Pb 8.0 58 3.1
S 27 22 9.2
Sb 1.18 112 0.37
Si 136 21 121
Sn 3,2 91 0.72
Sr 0.23 36 0.39
Ti 10.1 27 3.6
V 0.087 43 0.03
7n 24 17 6
Zr 0.10 21 0.07
<: kleiner als die Nachweisgrenze
18 8 ~ S F - Z. Umweltchem. Okotox. 8 (4) 1996

Originalarbeiten Verglaste Filterst~iube aus MVA
silikatische Glasstruktur eingebunden. Bei bestimmten rela- tiv siliziumarmen Filterstfiuben kann fiir diese ,,Vergta- sung" die Zugabe von Glasbildnern erfordertich sein.
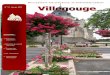
Das so erhaltene, inerte Glasprodukt erlaubt prinzipiell eine Verwertung fiir verschiedenste Anwendungen, z.B. im Stratgenbau, als Zementzuschlag, fiir die Herstellung yon Mineralwolle oder als sekund~irer Rohstoff fiir die Produk- tion von Schaumglas oder Glaskeramik [11,13]. Die ab- dampfenden Salze und Schwermetallverbindungen werden aus dem abgekiihlten Abgas des Prozesses in kondensierter bzw. sublimierter Form abgeschieden. Die so erhaltene Mi- schung aus Schwermetallsalzen (,,Schwermetallkonzen- trat") kann nach Abtrennung der hohen Chloridfracht zur Riickgewinnung der Einzelmetalle Verwendung finden, wie es fiir das Deglor-Verfahren im Tonnen-Matgstab demon- striert wurde. Das nicht kondensierende Abgas enth/ilt er- hebliche Konzentrationen an HC1 und SO 2 und wird typi- scherweise in die Rauchgasreinigungsanlage der zugeh6ri- gen Miillverbrennungsanlage geleitet. Eine grobe Massen- bilanz eines solchen thermischen Prozesses ist in Abb. 1 dargestellt.
llO-21b % Ahmt~ [
[5-15 %Kondensat ]
)
• Aul~rlmitung und Wiederverwerlung
• Dt~ponie
I-1.2 MWh pn~ "lbnne I Hnsutzstofl' I
Abb. 1: Massenbilanz des Deglor-Verfahrens fiir die thermische Be- handlung von reinen Filterstiiuben (FS) mit Verwertungsm6g- lichkeiten fiir die dabei entstehenden festen Produkte
t
I- . . . . . .
Abb. 2: Deglor-Verfahrensschema mit Decken- und Badelektroden, Haupt- und Auslaf~kammer sowie Mischeinheit zur Verglasung von reinen Fitterst~iuben und Staubmischungen
Abb. 3: Schematische Darstellung der Laboranlage (A) zur Verglasung von Filterstfiuben, Kapazit~it 1 kg/h; 1) Aktivkohlefilter, 2) Schlauchfilter, 3) Schmelzofen, 4) Staubsilo, 5) Abgasgebl~ise, 7) Kondensat, 8) Glas
2.1 Zum Verfahren
Urn die weitgehende Abdampfung der Schwermetaile zu er- m6glichen, wird das Deglor-Verfahren (siehe schematische Darstellung in Abb. 2 und 3) mit hei~em Oberofen (,,hot top") betrieben. Dazu sind oberhalb der Schmelze Wider- standsheizelemente installiert. Desweiteren wird das Schmelzbad durch Molybd~in-Elektraden, die vonder Seite in die Schmelze ragen und direkt im Badvolumen Joulesche W~irme in der elektrisch leitf~ihigen Schmelze erzeugen, ge- heizt. Auf diese Weise wird auch der Siphon zwischen der nach auf~en dicht abgeschlof~enen Hauptkammer und der ,,Auslaufkammer" heif~ gehalten, aus der die Schmelze tiber einen Oberlauf hinaus lfiuft. Ein Badenablaf~ erlaubt bei Bedarf die Voll- oder Teilentleerung des Ofens. Die Hauptkammer wird durch die Wirkung des Abluftventila- tars auf leichtem Unterdruck gehalten, wodurch etwas Falschluft in den Ofen gesaugt wird. Ein grot~er Tell des Gases, das den Ofen dutch die Abgas6ffnung verl~if~t,
stammt aus dem eingef6rderten Filterstaub und besteht tiberwiegend aus SO2, HC1, CO2, NaC1 und KC1 sowie Schwermetallchloriden. Ein grofler Teil dieser Komponen- ten kondensiert bzw. subtimiert durch die schlagartige Zu- mischung einer grof~en Menge Kaltluft aus und wird in ei- nem Schlauchfilter als ,,Schwermetallkondensat" aus dem Abgasstrom abgeschieden. Durch die schlagartige Abkiih- lung der Abgase wird auch die Rtickbildung yon organi- schen Schadstoffen wie Dioxinen vermieden.
2.2 Versuchsanlagen
Die Forschung und Entwicklung des Deglor-Verfahrens er- folgte in einer Reihe von Versuchsanlagen. Schwerpunkte der in diesen Anlagen durchgefiihrten Untersuchungen wa- ren die Identifikation von geeigneten Materialien, die Ent- wicklung van zentralen Komponenten wie des Schmelz- ofens und der Kaltluftzumischstrecke sowie die Untersu- chung der physikalisch-chemischen Prozesse, die im Deg-
UWSF- Z. Umweltchem. Clkotox. 8 (4) 1996 189

Verglaste Filterstiube aus MVA Originalarbeiten
lor-Ofen ablaufen. Insbesondere fir letztere bilden detai- lierte und verlif~liche Produktanalysen, wie sie in der vor- liegenden Arbeit zusammengefaf~t werden, eine wichtige Basis. Zur Untersuchung der gestellten Aufgaben wurden fol- gende Anlagen verwendet. (A) Laboranlage f i r kontinuierlichen Durchsatz von etwa
1 kg/h (-~ Abb. 3). Sie war in verschiedenen Modifika- tionen yon 1988 bis 1994 im ABB-Forschungszentrum installiert. Die Beheizung erfolgte allein im Oberofen. Der Schmelzausfluf~ erfolgte im Hauptofen durch ein f3berlaufloch.
(B) Pilotanlage f i r 50 kg/h Durchsatz an der KVA Hinwil von 4/89 bis 7/90. Die Beheizung erfolgte ebenfalls nur im Oberofen, also ohne Badelektroden. Die Ergebnisse des Versuchsbetriebes auf dieser Anlage sind in [14] zu- sammengefaf~t.
(C) Pilotanlage fiir 100 kg/h Durchsatz an der KVA Riaz- zino von 10/91 bis 6/92 [15]. Es handehe sich um eine verbesserte und mit Badelektroden ausgestattete Ver- sion der Anlage an der KVA Hinwil (B). Sie war analog Abb. 3 aufgebaut, jedoch noch ohne Badelektroden in der Austragskammer.
(D) Versuchsanlage DeTeP fiir 10-20 kg/h Durchsatz im ABB Forschungszentrum seit 10/1994. Diese Anlage ist gemfil~ Abb. 2 aufgebaut und in Abb. 4 dargeste|h. Sie dient neben der weiteren Optimierung verschiedener Anlagenkomponenten insbesondere Untersuchungen zur Verglasung yon Fiherstiuben, wie sie die erste kommerzielle Deglor-Anlage behandeln wird. Diese wurde zur Zeit an der Millverbrennungsanlage im japa- nischen Komaki errichtet. Sie besteht aus zwei Schmelz- ofenlinien mit einer Kapazitit von 200 kg/h und ist im Frihjahr 1996 in Betrieb genommen.
[16]. Der eine Typist ,,reiner" Fiherstaub, wie er in Mill- verbrennungsanlagen mit Staubfiheranlagen vor nassen Rauchgasreinigungsanlagen oder in Anlagen ohne weiter- gehende Rauchgasreinigungsanlagen anfillt. Tabelle 2 zeigt typische chemische Zusammensetzungen dieser St/iube in bezug auf die Hauptkomponenten sowie diejeni- gen des im Deglor-Verfahren entstehenden Glases und Schwermetallkonzentrates. Der zweite Fiherstaubtyp stammt aus Millverbrennungsanlagen, in denen die Staub- abscheidung zusammen mit den Reaktionsprodukten aus einer Abgasreinigung erfolgt (,,trockene und quasi- trockene Rauchgasreinigungsverfahren"). Solche Stiube lassen sich nut mit Zuschligen, z. B. Ahglas, zu einem Glas schmelzen. Ein Beispiel eines solchen Staubes ist in Tabelle 1, Typ 2 dargestellt.
Tabelle 2: Chemische Zusammensetzungen eines unbehandelten Filter- staubes vor der Verglasung und der bei der Verglasung ent- stehenden Produkte Glas, Kondensat und Abluft [11]
Filterstaub Glas Kondensat Abluft Element [glkg] [glkg] [glkg] [glm 3]
Si 140 190 0.2 n.b.
Ca 120 180 1.8 n.b.
AI 87 110 0.3 n.b.
Ct 36 7.1 380 0.22
K 33 14 260 n.b.
C 26 < 0.05 < 0.05 4.90
Na 23 16 75 n.b,
S 22 1.2 9 2.3
Fe 20 15 2.4 n.b.
Zn 20 6 85 < 0.0001
Mg 15 21 0.2 n.b.
Pb 5.4 0,35 63 0.00028
F 4.3 3.1 0.5 0,058
Cu 1.1 0.14 1.5 0.1
Cd 0.25 0.004 3 0.000013
Hg 0.019 < 0.0001 0,007 0.0025
n.b,: nicht bestimmt; <: kleiner als die Nachweisgrenze
Abb. 4: Deglor-Versuchsanlage DeTeP (D) mit einem Durchsatz von 10-20 kg/h im ABB-Forschungszentrum (Verfahrensschema siehe Abb. 2)
2.3 Einsatzmaterialien und Prozefgprodukte In den Versuchsanlagen wurden iiberwiegend zwei Typen yon Filterstiuben eingeschmolzen, die sich auf Grund der unterschiedlichen Rauchgasreinigungssysteme der jeweili- gen Millverbrennungsanlagen wesentlich unterscheiden
Die vorliegende Arbeit faf~t die Ergebnisse zahlreicher Pro- duktanalysen zusammen, wobei der Fokus auf dem glasar- tigen Produkt liegt. Die Produkte stammen alle aus den oben aufgefihrten Versuchsanlagen. Diese wurden zur Zeit der Probenahmen teils unter Standardbedingungen, teils unter speziell f i r die Probenahmen angefahrenen Betriebs- bedingungen entnommen. Die Tabelle 3 gibt einen Uber- blick iiber die Herkunft der untersuchten Glasproben.
3 Analytik
3.1 Methodenauswahl
Fir die chemische Elementbestimmung in den Fiherstiu- ben oder Filterstaubglisern kamen infolge der grof~en An-
190 u w s F - z. Umwehchem. ()kotox. 8 (4) 1996

Originalarbeiten Verglaste Filterst~iube aus MVA
Tabelle 3: Obersicht der an verschiedenen Anlagen durchgefiihrten Verglasungsversuche mit Angaben der verwendeten St~iube und einigen anla- genspezifischen Details (die chemische Zusammensetzung der verwendeten St/iube: Typ 1 (reiner FS) und Typ 2 (FS-Altglas Mischung im Verh/ilmis 3:1) sind in Tabelle 1 dargestellt)
Nr. Deglor-Versuchsanlage Staub-Typ Betriebsbedingungen
1 Laboranlage Forschungszentrum (A) Typ 1 Normalbedingungen (1 kg/h), Temperatur 1 380 °C
2 Laboranlage Forschungszentrum (A) Typ 1 Normalbedingungen
3 Laboranlage Forschungszentrum (A) Typ 1 Minimale Falschluft (wenig 02)
4 Laboranlage Forschungszentrum (A) Typ 1 Maximal Falschluft (viel 02)
5 Laboranlage Forschungszentrum (A) Typ 1 Lange Verweilzeit (14 h nach F6rderstop)
6 Laboranlage Forschungszentrum (A) Typ 1 Lange Verweilzeit (61 h nach F6rderstop)
7 Pilotanlage Hinwil (B) Typ 1 Detailbedingungen gem&B [14]
8 Pilotanlage Hinwil (B) Typ 1 Normalbedingungen gem&B [14]
9 Pilotanlage Riazzino (C) Typ 1 Ohne Badelektroden
10 Pilotanlage Riazzine (C) Typ 1 Mit Badelektroden, Durchsatz 25 kg/h, Detailbedingungen gem&f3 [15]
I1 Pilotanlage Riazzine (C) Typ 1 Mit Badelektroden, Durchsatz 80 kg/h, Detailbedingungen gem&B [15]
12 Versuchsanlage Forschungszentrum (D) Typ 1 Durchsatz 10 kg/h, Temperatur 1 420 ,,C
13 Versuchsanlage Forschungszentrum (D) Typ 2 Durchsatz 10,5 kg/h, Temperatur 1 420 °C
14 Versuchsanlage Forschungszentrum (D) Typ 2 Durchsatz 14 kg/h, Temperatur 1 420 °C
15 Versuchsanlage Forschungszentrum (D) Typ 2 BodenablaB nach F6rderstop
zahl Elemente und deren unterschiedlichsten Konzentrati- onsbereichen vom g/100g (%)- bis in den ~tg/kg (ppb)-Be- reich mehrere Analysenmethoden zur Anwendung, da mit keiner der im folgenden beschriebenen Methoden eine Ge- samtanalyse iiber alle Elemente m6glich war. Je nach ent- sprechender Fragestellung wurden eine oder mehrere der folgenden Analysenmethoden eingesetzt:
1. Wellenl/ingendispersive R6ntgenfluoreszenzspektrometrie (WD-XRF)
Sie ist sehr gut for die Analytik von Umweltproben geeig- net und umfaft alle Elemente mit Ordnungszahlen gr6f~er als 9 (F). Die Elemente H, Li, Be, C, N, O, F werden nicht erfaf~t. Zudem besitzt die Methode einen grofen Arbeits- bereich yon ca. 10-50 ~tg/g (pprn) bis 100 g/100 g (%) und kann direkt an Pulvern oder Pulverpref~lingen angewandt werden. Ein vorg~ingiger Aufschluf~ der Probe rnit den schwierig in L6sung zu bringenden silikatischen Anteilen oder anderen schwerl6slichen Oxiden ist dabei umgehbar. Als weitere M6glichkeit k6nnen die Proben zur Bestim- mung der Hauptanteile rnittels Schmelzaufschluf~ aufge- schlossen werden. Ein Nachteil der XRF ist neben der Nichterfassung der leichten Elemente die zu geringe Nach- weisst~irke fiir Schwermetalle wie z.B. Hg, Cd, T1 oder Se, welche in Konzentrationen unterhalb der Nachweisgrenze yon 10 lag/g (ppm) vorliegen k6nnen.
2. Aufschlufl fiir die Analysenmethode (3) und (4)
Fiir andere Analysenmethoden ist ein vorg~ingiger S/iu- reaufschluf der Festproben z. B. in einem Glasbombenrohr, einem Mikrowellenofen oder einem Hochdruckverascher notwendig. Der Druckaufschluf ist dabei einem offenen Aufschlui~ vorzuziehen, da bei h6heren Temperaturen und den h6heren Drucken die Mineralisation vollst/indiger ist und zudem keine Verluste von fliichtigen Elementen wie
z. B. Hg zu befiirchten sind. Es werden dabei S/iuregemi- sche von Salz- (HC1), Salpeter- (HNO3) oder Flufls/iure (HF) verwendet. Die Verwendung der Flufs/iure, die fiir den Aufschlufl der silikatischen Matrix notwendig ist, hat den Nachteil, daft sie auch Glasgef~ife oder Glasteile des Spektrometers angreift.
3. Plasma-Emissionsspektrometrie (ICP-OES)
In den Aufschluf~16sungen lassen sich mit Simultanspektro- metern ein Grof~teil der Elemente gleichzeitig erfassen. Nicht bestimmbar sind die Elemente H, C, N, O, F, CI, Br und Cs. Die Nachweisgrenzen liegen umgerechnet auf feste Proben im Bereich von 1-10 lag/g (ppm).
4. Plasmamassenspektrometrie (ICP-MS)
Diese Methode kann mit denselben Aufschlufl6sungen durchgefiihrt werden. Es wird der Grofteil der Elemente des periodischen Systems erfaft. Nicht bestimmbare Ele- mente sind in diesem Fall H, C, N, O, F, S und CI. Der grol~e Vorteil der Methode liegt jedoch in den bedeutend tieferen Nachweisgrenzen fiir Feststoffe im Bereich von etwa 0.1 }.tg/g (ppm) oder sogar 0.01 iag/g (ppm).
5. Katalytische Verbrennung fiir C, N, O, S
Mit dieser Technik werden die bei den iibrigen Analysen- methoden z. T. nicht erfafgten Elemente C, N, O und S nach einer katalytischen Verbrennung in einem Induktionsofen bestimmt. Es ist die einzige der beschriebenen Methoden mit der die Elemente Kohlenstoff (C), Stickstoff (N) und Sauerstoff (O) erfaf~t werden k6nnen. Die Nachweisgren- zen liegen im Bereich von 50-100 gg/g (ppm).
6. Potentiometrie fiir Chlorid (CI-)
Dabei werden im Unterschied zu der R6ntgenfluoreszenz- spektrometrie (XRF) nur die 16slichen Chloride mittels
UWSF- Z. Umwehchem. Okotox. 8 (4) 1996 191

Verglaste Filterst/iube aus MVA Originalarbeiten
Eluation in Heif~wasser oder verdfinnter Salpeters~iure (HNO3) und titrimetrischer Bestimmung mit potentiome- trischer Endpunktbestimmung durch F~illung mit Silber- nitrat (AgNO3) erfatgt. Die Nachweisgrenze betr~igt ca. 50 btg/g (ppm).
7. Bestimmung von Fluorid (F-) mittels ionenselektiver Elektroden
Da Fluor in verschiedenen schwerl6slichen Verbindungen vorkommt, kann diese Bestimmung nicht mit einer w/itgri- gen Eluation erfolgen, sondern die Probe mut~ vorg/ingig aufgeschlossen werden. Die Nachweisgrenze betr/igt ca. 50 !ug/g (ppm).
8. Bestimmung der Trocken- und Gltihverluste
Dadurch erh/ilt man Informationen fiber Feuchtigkeitsge- halte sowie fiber Anteile an flfichtigen Begleitstoffen. Bei Abfallstoffen wie z.B. Filterst/iuben, ist der Glfihverlust des Probenmaterials nicht alleine auf die Oxidation von orga- nischen Bestandteilen und dem dabei freiwerdenden Koh- lendioxid (COz) yon Carbonatverbindungen zurfickzu- ffihren. Ein Teil des Massenverlustes entsteht auch durch Verdampfen yon leichtflfichtigen Metallverbindungen, wie z.B. denjenigen von Blei und Zink. Zudem wird auch der Grof~teil der Schwefelverbindungen und der Chloridsalze freigesetzt. Bei gr6tgeren Mengen an metaUischen Partikeln oder sulfidischen Metallverbindungen kann durch den Oxi- dationsprozefg beim Glfihen auch eine Massenzunahme er- folgen.
3.2 Probenpr/iparation und Analyse
Die Probenahme von FS erfolgte, indem einige Kilos aus den Originals/icken mit Inhalten von ca. 1 Tonne entnom- men wurden. Bei den FS-Glfisern wurden die Proben in Form von Stangen oder Platten entnommen. Alle Proben wurden vor der Analyse in einer Wolframcarbid-Scheiben- schwingmfihle (Fassungsverm6gen ca. 300 g) w/ihrend 1 Minute homogenisiert, gemahlen und anschlief~end nach folgendem praktischen Vorgehen analysiert:
1. Halbquantitative Rfntgenfluoreszenzspektrometrie (XRF) direkt am Pulver
Ein erster qualitativer Scan fiber den ganzen Elementbe- reich gab Auskunft fiber die zu erwartenden Elemente und deren Konzentrationsbereiche. Im weiteren wurde direkt an den gemahlenen, homogenisierten Pulverproben mit entsprechender Software eine halbquantitative Analyse durchgeffihrt. Die Probleme der matrixabh/ingigen Element- empfindlichkeiten werden bei dieser Auswertung rechne- risch fiber theoretische Empfindlichkeitsfaktoren berfick- sichtigt. Bei Pulverproben dieser Art ist mit Fehlern von 10-20 % zu rechnen, wie ein Vergleich der Resultate yon internationalen Referenzmaterialien zeigt. Diese Methode eignet sich ffir die Bestimmung der Haupt-, Neben- und Spurenanteile bis zu einer Nachweisgrenze von ca. 100-200 btg/g (ppm).
2. Rfntgenfluoreszenzspektrometrie (XRF) an Pulverpreiglingen
4 g der getrockneten Probe wurden mit 12 mg Polyvinylal- kohol (Bindemittel) versetzt, homogenisiert und unter ei- nem Druck von 400 kg/cm 2 zu einem PreRling geformt.
Die Kalibrierung erfolgte mit verschiedenen internationa- len Referenzmaterialien aus dem Bereich Geologie und Umwelt. Die Nachweisgrenzen sind bei diesem Verfahren tiefer als bei der Technik mit Glasschmelzen, da die Proben nicht verdfinnt werden und auf~erdem auch keine Gefahr der Verflfichtigung yon Schwermetallen besteht. Die rela- tive Abweichung der Resultate liegen in der Regel ffir die Hauptelemente bei ca. 10 % nnd fiir die Spurenelemente bei maximal ca. 30 %. Ffir Elemente mit Konzentrationen in der N~ihe der Nachweisgrenze kann der relative Fehler in Ausnahmef~illen mehr als 50 % betragen, was aus dem Ver- gleich von Analysen mit internationalen Referenzmateria- lien ermittelt wurde.
3. R6ntgenfluoreszenzspektrometrie (XRF) an Gl~isern
1 g der ausgeglfihten Probe (1 Stun& bei 1 050 °C) wurde mit 5 g Schmelzmittel Lithiumtetraborat (Li2B407) versetzt, w/ihrend 10 Minuten bei 1 200 °C in der Schmelze gel6st und in einer runden Form zu einem Glas erstarrt. Die Kali- brierung erfolgte mit verschiedenen internationalen Refe- renzmaterialien aus dem Bereich Geologie und Umwelt. Dieses Verfahren eignet sich vor allem ffir die Bestimmung der Haupt- und Nebenanteile, inklusive der mit S~iuren schwierig aufzuschlief~enden Stoffe wie z.B. Silikate, jedoch nicht ffir leichtflfichtige Schwermetalle im Spurenbereich. Es wird auch Rir die Analyse yon geologischen Proben oder Zementen eingesetzt.
4. Aufschliisse fiir Plasma-Emissionsspektrometrie (ICP-OES) und Plas- mamassenspektrometrie (ICP-MS)
0.1 g der Probe wurden in einem Hochdruckverascher bei 300 °C und 130 bar Druck mit 4 ml K6nigswasser (HCI:HNO 3 = 3:1) in Quarzgef~if~en aufgeschlof~en, mit Wasser verdfinnt und analysiert. ICP-OES und ICP-MS sind auch ffir die Analyse von Elementen geeignet, welche in internationalen Referenzmaterialien nicht zertifiziert sind und daher mittels XRF nicht zufriedenstellend be- stimmt werden k6nnen.
5. Katalytische Verbrennung fiir C, N, O, S
10-100 mg Probe wurden in einem Induktionsofen unter Zusatz von Verbrennungshilfen (Eisen-, Nickelsp~ine) ge- schmolzen. Der Massenanteil der dabei in die gasf6rmigen Verbindungen fiberffihrten Elemente wurden mittels IR- Detektion (CO2, N2, SO2) ermittelt. Mit dieser Technik werden diejenigen Elemente erfaf~t, die den Clbrigen Me- thoden nicht zug~inglich sind (vor allem C und O), was eine zus/itzlich Kontrolle durch eine Summierung aller Elemente auf 100 % erm6glicht (siehe Resultate -9 Tabelle 4).
6. Potentiometrie fiir 16sliche Chloride (CI-)
5 g der Proben wurden w~ihrend einigen Minuten mit sie- dender verdfinnter Salpeters/iure (HNO 3) eluiert, filtriert und mittels 0.1 M Silbernitrat (AgNO 3) potentiometrisch titriert. In bestimmten F~illen ist der Konzentrationsunter- schied an Totalchlor (ermittelt mittels XRF) und an 16sli- chen Chloriden gefragt.
7. Bestimmung yon Fluorid (F) mittels ionenselektiver Elektroden
200 mg der Proben werden in einer geschlo~enen Sauer- stoff-Aufschlufgbombe mit Ethanol in einer Atmosph/ire
192 UWSF- z. Umweltchem. Okotox. 8 (4) 1996

Originalarbeiten Verglaste Filterst~iube aus MVA
von 30 bar Sauerstoff (02) verbrannt. Als vorgelegte Ab- sorptionsl6sung dienten dabei 10 ml einer 1M Natriumhy- droxidl6sung (NaOH), welche mit Wasserstoffperoxid (H202) versetzt war. Die Bestimmung des Fluorids erfolgte mit einer ionenselektiven Elektrode.
8. Bestimmung der Trocken- und Gliihverluste
Die Trocken- und Gliihverluste wurden durch Bestimmung des Gewichtsverlustes w~ihrend 1 Stunde bei 1 050 °C in Porzellanschalen bestimmt.
Die angewandten und oben beschriebenen Analysenverfah- ren wurden mit folgenden internationalen Referenzmate- rialien aus dem Umweltbereich iiberpriift: BCR-176 ,,City Waste Incineration Ash" (12 zertifizierte Schwerme-
talte, Community Bureau of Reference - BCR)
URM-1 ,,Elektrofilterasche" (53 Haupt-, Neben- und Spurenele- mente, BAM Berlin [17])
PACS-1 ,,Marine Sediment Reference Material for Trace Metals and Other Constituents" (12 zertifizierte Haupt- und 17 Spu- renelemente, National Research Council Canada)
Vereinzelt wurden zu Kontrollzwecken im Bedarfsfall auch weitere Referenzmaterialien wie z.B. BCR 142, BCR 143, BCR 146, NBS 1646 eingesetzt oder Wiederfindungsraten nach Zusetzen von bekannten Mengen eines bestimmten Elementes bestimmt. Ein Tell der Elemente ist mit verschie- denen, unabh~ingigen Analysenmethoden erfaf~bar und be- stimmt worden, was ebenfalls eine gute I)berprfifungsm6g- lichkeit darstellte.
4 Quantitative Zusammensetzung
Die Bestimmung der chemischen Zusammensetzung yon verglasten Elektrofilterst~iuben dient zum einen dem Ver- st~indnis des Verglasungsprozesses und zum anderen der Klassifizierung im Hinblick auf die Verwertung der Glas- produkte. Diese Kriterien waren maf~gebend bei der Aus- wahl der zu bestimmenden Elemente. Beztiglich des Vergla- sungsprozesses waren zum einen die Hauptelemente und Glasbildner A1, Ca und Si und die Problemkomponenten Cd, Cu, Hg, Pb und Zn von besonderem Interesse. Der quantitative Nachweis von Spurenelementen bis in den lag/kg (ppb)-Bereich yon z.B. Hg, Se oder T1 dient der Ab- kl/irung der Verwendung dieser Glasprodukte in der Bau- stoffbranche als Zus~itze fiir die Zement- und Betonherstel- lung oder die Verwertung als inertes Fiillmaterial im Bau- bereich. Neben den genannten Elementen waren auch wei- tere Schwermetalle wie Ni, Mn und Sn, besonders toxische Elemente wie As und Be und leicht 16sliche Anionen wie CI von Bedeutung. Diese Auswahlkriterien waren mal~gebend fiir die grof~e Anzahl der untersuchten Elemente. Eine Zu- sammenfassung der erhaltenen Resultate ist in Tabelle 4 dargestellt. Allgemeine Informationen beziiglich der ver- wendeten Filterst~iube/Staubmischungen und der verwen- deten Verglasungsanlage sind in Tabelle 3 zusammenge- faf~t. Die Proben 1 bis 15 (-9 Tabelle 4, Zeile 1) stammen aus den entsprechenden Versuchen Nr. 1 bis 15 (-9 Tabelle 3, Spalte 1).
Im folgenden Abschnitt werden erl~iuternde Angaben zu der jeweiligen Fragen- und Aufgabenstellung der einzelnen Analysen und der chemischen Zusammensetzung der Glas-
proben (-9 Tabette 4) gemacht. Da nicht for alle Proben To- talanalysen durchgefiihrt wurden, wird in einzelnen F~illen die jeweilige Nachweisgrenze der verwendeten Methode angegeben (<). Elemente, die nicht bestimmt wurden, sind mit (-) gekennzeichnet. Als Analysenmethoden wurden in der Regel XRF (an Pulverpref~lingen und/oder Glastablet- ten), ICP-OES, ICP-MS und die Verbrennungsanalyse ein- gesetzt. Gliihverlustbestimmungen (1 Stunde bei 1 050 °C) an gemahlenen Glasproben ergaben in der Regel eine Ge- wichtszunahme von 0.1 bis 0.4 % fiir verglaste FS. Ffir un- behandelte Filterst~iube wurden unter gleichen Bedingun- gen Gliihverluste (Gewichtsabnahme) von 10 bis 15 % be- obachtet.
Probe 1 Totalanalyse eines verglasten FS mit hohen Ca-, Pb- und Zn-Gehalten
Probe 2 Totalanalyse eines verglasten FS, enmommen nach einer F6rderzeit von 24 h mit durchschnittlichen Elementgehal- ten
Probe 3 Totalanalyse eines verglasten FS, geschmolzen unter einem Unterdruck/Sauerstoffunterschuf~ mit tiefen Cd-, Pb- und hohen Na-, S- und Ti-Gehalten
Probe 4 Totalanalyse eines verglasten FS, geschmolzen unter einem Sauerstoffiiberschuf~ mit im Vergleich zu Probe 3 tieferen C-, CI-, F-, K-, Na-, S- und h6heren Cd- und Pb-Gehalten
Probe 5 Totalanalyse eines verglasten FS unter Zugaben yon Co, Li, Ni und Sr als Tracermaterialien mit tiefen C-, Cd-, CI-, K-, S- und hohen Cu-Gehalten; die Probe wurde 23 h nach Zu- gabe der Tracerelemente und 14 h nach dem F6rderstop enmommen
Probe 6 Totalanalyse eines verglasten FS unter Zugaben von Co, Li, Ni und Sr als Tracermaterialien; die Probe wurde 70 h nach Zugabe der Tracerelemente und 61 h nach dem F6rderstop entnommen und zeigt im Vergleich zu Probe 5 tiefere Cd-, F-, Pb- und S-Gehalte
Probe 7 Chemische Analyse eines verglasten FS mit tiefen Cd-, Cu-, Fe-, Na-, Ni-, Pb-, Sn-, Zn- und hohen AI-, CI-, F-, K und Si-Gehalten
Probe 8 Chemische Analyse eines verglasten FS mit sehr hohen Cl-, K- und S-Anteilen und ansonsten mit Probe 7 vergleichba- ren Elementgehalten
Probe 9 Umfangreiche Analyse eines verglasten FS mit hohen Ca- und Sb-Gehalten
Probe 10 Umfangreiche Analyse eines verglasten FS mit sehr hohen Fe-, P-, Pb- und Sb-Gehalten
Probe 11 Umfangreiche Ana[yse eines verglasten FS mit sehr hohen Fe- und P-Gehalten
Probe 12 Umfangreiche Analyse eines verglasten FS (Bodenablaf~ ver- mischt mit zuvor behandeltem A]tglas) mit tiefen AI-, Ca-, Mg-, P- und hohen ga-, Cr-, Mo-, Na-, Si- und Zr-Gehalten
Probe 13 Umfangreiche Analyse einer Glasprobe hergestellt aus einer Mischung yon FS (Typ 2) und Altglas im Verh/ilmis von 3:1 mit daraus resultierenden tieferen Al-, Ba-, Cu-, Fe-, K-, Na-, P-, Pb-, Zn- und h6heren Ca-, Cl-, Cr-, Mo- und Si- Gehalten
Probe 14 Chemische Analyse einer zu Probe 13 vergleichbaren Probe, hergestellt mit einem h6herem Durchsatz
Probe 15 Chemische Analyse eines Bodenablasses nach dem F6rder- stop zur Herstellung yon Probe 13 und 14 mit tieferen C-, K-, Na-, Zn- und h6heren Ca- und Mo-Gehalten
Anmerkung: Die Proben 10 bis 15 wurden unter Verwendung yon Mo-Badel- ektroden hergestellt.
In Ergfinzung zu den Einzelresultaten wurden in Tabelle 4 fiir die Proben 1 bis 12 noch der berechnete Mittelwert und die maximale Abweichung vom jeweiligen Mittelwert an- gegeben. In diese Betrachtung wurden die Proben 13 bis 15 nicht mit eingeschlossen, da die diese Proben aus einer Mi-
UWSF- Z. Umweltchem. Okotox. 8 (4) 1996 193

Verglaste Filterst~iube aus MVA Originalarbeiten
TabeUe 4: Quantitative Zusammensetzung von verglasten Filterst~uben (FS); Probe 1 bis 12 reine FS und Probe 13 bis 15 FS/Altglasmischungen im Verh~iltnis 3:1
Element Probe Probe Probe Probe Probe Probe Probe Probe Probe Probe Probe Probe • Abw. Probe Probe Probe Eg/kg] 1 2 3 4 5 6 7 8 9 10 11 12 (1-12) [%] 13 14 15
~,1 91 94 91 91 86 87 110 104 93 92 96 72 92 22 41 43 46
~,s 0.004 0.11 0.09 0.11 0.11 0.11 - - <0.05 0.007 <0.05 <0.05 0.077 94 <0.05 <0.05 <0.05
Ba 2.5 3.5 4.2 4.1 3.4 3.9 2.3 2.3 3.4 2.6 2.9 5.7 3.4 68 0.67 0.41 0.65
Be 0.002 0.002 0.002 0.002 0.002 0.003 . . . . . 0.002 - - 0.002 47 - -
3 0.22 0.042 0.036 0.005 0.023 0.016 - 0.11 0.10 0.11 0.14 0.080 175 0.23 0.34 0,15
Ca 208 187 194 190 177 177 180 170 201 189 188 153 185 17.3 282 265 322
~,d 0.053 0.037 0.012 0.056 0.015 0.004 0.004 0.005 <0.01 0.064 <0.01 <0.01 0.028 130 <0.01 <0.01 <0.01
,ql 1,9 2.8 2.7 2.3 0.70 0.60 7.1 10 2.4 3,3 2,3 1.0 3.1 223 13 19 10
C,o 0.032 0.04 0.07 0.07 0.12 0.11 - - <0.01 0.05 <0.01 0.06 0.069 74 0.01 <0.01 <0.01
3r 0.66 0.64 0.85 0.63 1.2 0.62 0.70 0.80 0.76 0.48 0.79 2.8 0,91 208 5.4 3.6 5.1
Ss 0.0002 0.0005 0.0005 0.0004 0.0002 0.0002 - - <0,01 0.0005 <0.01 <0,01 0.00036 45 0.28 <0,01 <0.01
3u 0.51 0.32 0.67 0.76 1.1 1.9 0.14 0.13 0.35 0.35 0.25 0.49 0.58 227 0.10 0.10 0.08
= 0.10 0.10 0.31 0.04 0.11 0.05 3.1 3.3 <1.0 0.06 <1.0 <1.0 0.80 314 <1.0 <1.0 <1.0
Fe 22 44 45 40 40 38 15 15 34 48 55 19 35 58 4.2 3.9 4.6
-Ig <0.00001 0.0003 <0.00001 <0.00001 0.00007 0.0002 <0.0001 <0.0001 <0.01 0.0007 <0.01 <0.01 0.00032 120 <0.01 <0.01 <0.01
K 5.7 9.2 9.0 7.7 5.9 5.3 14 21 11 13 15 16 11 90 0.61 0,40 0.21
_i 0.065 0.062 0.065 0.070 0.18 0.16 - - 0.065 - - 0.095 89 - -
VIg 20 20 21 18 19 18 21 21 19 18 18 14 19 26.4 13 13 13
',An 1.27 1.2 1.4 1.3 1.2 1.1 1.0 1.2 0,84 0.94 1.1 0.85 1.12 25 0.53 0.49 0.50
VIo 0.11 0,05 0.04 0.034 0.04 0.03 0.10 0,26 0.11 0.58 0.62 3.5 0.46 666 1.5 1,6 2.1
kla 18 22 28 24 22 22 16 17 18 22 18 32 22 46 9.8 7.0 0.94
~lb <0.01 0.02 0.02 0.02 0.02 0.01 - <0.01 0.01 <0.01 <0.01 0.017 42 0.01 0.01 <0.01
Xli 0.15 0.09 0.14 0.15 0.27 0.32 0.05 <0.05 <0.05 0.15 <0.05 0.20 0.17 89 0.18 0.08 0.16
D 408 420 430 430 470 400 - 385 382 389 411 420 12 368 344 343
7.4 13 12 11 10 11 5.9 6.2 11 18 21 5.2 11 91 2.3 2.3 2.7
~b 2.6 1.9 0.95 1.7 1.3 0.68 0.35 0.35 1.7 2.7 0.98 0.80 1.3 105 0.08 0.06 0.05
S 0. t7 0,41 1.8 0.55 0.21 0,16 1.2 2.9 1,0 0.09 1.74 0.20 0.87 234 0.3 0.9 0.20
3b 1.27 1.4 1.0 0.93 1.4 1.5 0.20 0.48 1.8 1.9 0.62 0.19 1.06 79 0.05 0.02 0.03
3e 0.0008 0.0016 0.002 0.001 0.002 -~0.00001 - <0.01 0.0013 <0.01 <0.01 0.0015 48 <0.01 <0.01 <0.01
3i 153 121 133 132 130 131 190 180 129 117 131 215 147 46 186 177 173
3n 1.25 2,1 1.9 1.9 2.6 3.2 0.40 0.30 0.65 4.5 0.82 0.24 1.7 169 <0.5 <0.5 <0.5
3r 0.46 0,51 0.52 0.49 0.47 0.45 - 0.54 0.46 0.57 0.47 0.49 8 0.38 0.36 0.41
[i 12.7 19 20 18 t6 17 11 14 14 14 13 8.7 15 34 3 2.7 3,3
[I 0.00002 0.0001 0.00005 0.00008 0.00008 0.00005 - <0.05 0.00004 <0.05 <0.05 0.00006 67 <0.05 <0.05 <0.05
J 0.11 0.18 0.19 0.19 0.18 0,19 0.07 0.05 0.10 0,07 <0.01 0.10 0.13 54 0.04 0,03 0.04
-Zn 33 24 28 27 26 24 6 7.9 21 24 19 13 21 71 2.2 1.3 0.84
-Zr 0.28 0.31 0.38 0.36 0.36 0.37 - - 0.26 0.12 0.25 2.7 0.54 401 3.8 4.2 4.8
3umme 993 989 1028 1004 1017 946 586 578 950 956 976 978 984* 4.5* 939 891 934
*: ohne Werte von Probe 7 und 8; <: kleiner als die Nachweisgrenz
schung von FS (Typ 2) und Altglas hergestellt wurden. Auf Hauptkomponenten im Filterstaub, Siliziumoxid, Alumini- eine separate Berechnung der Mittelwerte dieser Proben umoxid und Calziumoxid, finden sich nach der Einschmel- wurde verzichtet, da sie bis auf wenige Ausnahmen keine zung nahezu quantitativ im Glas wieder. Die Variationen grof~en Unterschiede zeigen, der Glaszusammensetzung beziiglich dieser Elemente re-
flektieren die zugeh6rigen Schwankungen im Inputmate- rial. Andere besonders umweltrelevante Stoffe (z.B. S, CI,
5 Diskussion und Zusammenfassung Pb und Cd) dampfen iiberwiegend ab. Wichtig fiir die Effi- Tabelle 4 enth~ilt eine Vielzahl von interessanten Resulta- zienz dieses Abdampfens ist die Verweilzeit der Schmelze ten. Einige wenige soUen bier kurz besprochen werden: Die im Ofen. Eine entsprechende Untersuchung wurde fiir die
194 UWSF- Z. Umweltchem. Okotox. 8 (4) 1996

Originalarbeiten Verglaste Filterstfiube aus MVA
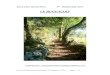
Laboranlage (Anlage A) und fiir die Versuchsanlage (An- lage D) durchgef/ihrt. Dabei ergab sich eine mittlere Ver- weilzeit des Eintragsgutes, das in die Schmehe iibergeht, im Ofen von typisch 1 bis 2 Stunden fiir die Laboranlage und etwa 20 h ffir die Versuchsanlage [18]. Abb. 5 zeigt fiir die Laboranlage die weitere Abreicherung der Elemente C1, S, Zn, Pb und Cd aufgrund einer verlfingerten Verweilzeit. Die analysierten Glasproben wurden vor sowie nach 14 bzw. 61 Stunden nach dem Stop der F6rderung entnommen (Proben 2, 5 und 6 in Tabelle 4).
1.2
_ o.8 i<\\~..
0 2 • ~ . _ ~ -- -- -- --e
o i
Verwe i l ze i t nach F6rde rs top [h i
Abb. 5: Gehah an ausgew~ihlten Schwermetallen sowie an C] und S im Deglor-Glas als Funktion der Verweilzeit im Ofen, normiert auf die Gehalte im Normalbetrieb der Laboranlage (Staub Typ 1)
70
Offensichtlich ist eine deutliche Reduktion z.B. von C1, Pb und Cd durch eine verl~ingerte Verweilzeit m6glich. Der Restgehalt an Zink bleibt praktisch unverfindert. Dies ist im Einklang mit vergleichenden Grundlagenuntersuchun- gen in Schiffchenversuchen, bei d e n e n nachgewiesen wurde, daft sich unter oxidierenden Bedingungen, wie sie hier vorliegen, Zinksilikat (Zn2SiO4) und Zinkaluminat (ZnA|204) bilden [19,20]. Diese Verbindungen dampfen praktisch nicht ab, sondern bilden einen Teil der Glasma- trix. Um Zink weitgehend abzudampfen, sind reduzierende Bedingungen erforderlich (siehe auch [21]). Eine Rolle fiir das Abdampfen der Schwermetalle spielt auch der Chlorid- Gehalt. Hohe C1-Gehalte begiinstigen die Verfliichtigung in Form von Chloriden, auch des Zn (siehe z.B. Tabelle 4 Probe 7 und 8 im Vergleich zu den Proben 10 und 11).
Andererseits fiihren kfeine Mengen an Schwermetallen ty- pischerweise zu einer verbesserten chemischen Stabilit~it yon G1/isern [22], so daft der beobachtete Einbau von Me- tallen wie Zink in das Deglor-Glas als mindestens tolerier- bar erscheint. Eine Forderung nach Einhalten von Grenz- werten (z.B. in der Schweiz gemfif~ Technische Verordnung fi~r Abf/ille TVA) hingegen ist unter anderem auch daher fiir derartige Gl~iser fragwiirdig.
Fi~r die Beurteilung der Qualitfit der erhaltenen Schmelz- produkte sowie fiir die Frage ihrer Verwertbarkeit sind Auslaugtests von grofer Bedeutung. Die entsprechenden Untersuchungen zeigen durchweg hervorragende Resultate (siehe z.B. in [14] und [15]). Die Eluatgrenzwerte fiir Inert- stoff-Deponie (oder Deponieklasse I) werden ausnahmslos eingehahen.
Vergleicht man die Ergebnisse in Tabelle 4 f/ir den Stan- dard-Fiherstaub (Typ 1) hinsichtlich der verschiedenen An- lagen, so f~llt auf, daf~ das Glas aus der Pilotanlage in Hin- wil besonders wenig Zink und Kupfer enth/ilt, wfihrend der Chlor-Gehalt recht hoch ist. Die Betriebsbedingungen wa- ten bier vergleichsweise reduzierend (relativ wenig Abgas pro Durchsatz), wie auch aus dem Auftreten von Sulfiden in den unteren Schichten der Schmelze geschlossen werden kann [23].
Die Experimente mit St~iuben vom Typ 2 (hoch CaC12-hal- tig) haben gezeigt, daf~ auch diese bei Zugabe geeigneter Additive zu auslaugresistenten Gl~isern schmelzbar sind. Die Restkonzentration an Chlor in diesen Glfisern kann bis ~iber 2 g/100g (%) betragen. Die Restkonzentrationen an Schwermetallen in diesen Gl~isern sind hingegen vergleichs- weise gering, wozu vermutlich die bereits oben diskutierte Umwandlung von Schwermetalloxiden in leichtflikhtige Chloride beitr~igt (dies ist im Einklang mit den Untersu- chungen [19,21]).
Z u s a m m e n f a s s e n d lfiftt sich festhalten, daft diese Untersu- chungen die Grundlage fiir ein wesentlich verbessertes Ver- st~indnis von zentralen Vorg~ingen bei der Einschmehung von Reststoffen aus der Miillverbrennung liefern. Die er- zeugten Gl~iser sind zwar nicht v611ig frei von Restschad- stoffen, sie erfiillen jedoch durchwegs die strengsten Auslaugvorschriften.
Die erarbeiteten Resultate bilden auch eine Grundlage fiir weitergehende Untersuchungen beziiglich der Verwertung der so erzeugten Gl~iser sowie der Betriebsbedingungen, die tendenziell fiir besondere Anforderungen anzustreben sind. Dabei ist es das Ziel, m6glichst ,,hochwertige" Produkte zu erzeugen, die Materialien substituieren, die sonst mit ~ihn- lich hohem Energieaufwand produziert werden m/iftten. Beispiele fiir solche Produkte sind Glaswolle, Schaumglas, Glaskeramiken sowie Zementersatz fi]r spezielle Betone.
Die meisten ,,hochwertigen" Anwendungen verlangen eine weitgehend konstante Zusammensetzung des produzierten Glases. Dies kann bedeuten, daft zur Homogenisierung des Glases (gesteuert durch wichtige Parameter der Inputzu- sammensetzung) zeitweise Additive zugegeben werden m~issen. Dariiber hinaus kann die dauernde Zugabe von Additiven fi~r gewisse Stfiube (z.B. Typ 2) und/oder f/fir ge- wisse Anwendungen erforderlich sein.
Zu vielen Verwertungswegen sind bereits Untersuchungen durchgefi~hrt worden. Die endgiiltige Offnung eines sol- chen Weges diirfte aber erst gelingen, wenn eine grofttech- nische Anlage Glas im Tonnenmaftstab herstellt, mit dem dann auch die Verwertung demonstriert werden kann. Ein weiteres nicht zu unterschfitzendes Problem ist die Akzep- tanz derartiger Produkte. Hier ist auch der Gesetzgeber aufgerufen, giinstige Rahmenbedingungen zu schaffen.
Danksagung
Die Autoren danken dem Schweizerischen Nationalfonds zur F6rderung der wissenschaftlichen Forschung (Schwerpunktprogramm Umweh SPPU) fiir die finanzielle Unterst6tzung.
UWSF- Z. Umweltchem. 0kotox. 8 (4) 1996 195

Verglaste Filterst~iube aus MVA Kurznachrichten
6 Literatur
[1] GUTMANN, R.; H. VONMONT: Elektrofilterasche aus Miillverbren- nungsanlagen - Quantitative chemische Zusammensetzung. UWSF- Z.Umweltchem. Okotox. 6 (5), (1994) 257-263
[2] FAULSTICH, M.: Behandlungsverfahren for Riickst~inde aus der Ab- fallverwertung; in: GUTKE, K. (Hrsg.): Umweltschutz, Wie? Rest- stoffverwertung aus der thermischen Abfallbehandlung. Fachta- gung Hagen, K. Gutke Verlag, K61n 1993, S. 47-79
[3] IORI, J.; J. BALG; CH. WIECKERT: Riickstfinde der Mi~llverbrennung entgiften und verglasen. ABB Technik 6/7 (1995) 9-16
[4] DEMMICH, J.: Aus Reststoffen wird bergbaulicher Versatz. Umwelt 25 (7/8), (1995) 302-304
[5] Ht3DALES, J.B.M.: The use of MWI fly ash in asphalt for road con- struction; in: J. J. J. M. GOUMANS, H. A. VAN DER SLOOT, TH. A. AAL- BERS (Hrsg.): Environmental aspects of construction with waste materials, WASCON '94 Proceeding of the international confe- rence of environmental implications of construction materials and technology developements, Elsevier, Amsterdam 1994, S. 227-232
[6] BRASSER, TH.; W. BREWITZ; M. BAHADIR; CH. REICHELT: Auslaug- verhalten von schwermetallhaltigen Sonderabffillen in Untertage- deponien. Mfill und Abfall 6 (1995) 388-402
[7] GRIEFAHN, M.: Sonderabffille als Versatz im Bergbau untragbar. Umwelt 25 (5/6), (1995) 252-253
[8] JOHNKE, B.: Riickstandsverwertung in Deutschland und der EG, Stand und Tendenzen; in: GUTKE, K. (Hrsg.): Umweltschutz, Wie? Reststoffverwertung aus der thermischen Abfallbehandlung. Fach- tagung Hagen, K. Gutke Verlag, K61n 1993, S. 83-102
[9] Institut fiir Umwelttechnologie und Umweltanalytik: Einschmel- zen yon Filterstfiuben und Verwertung der Produkte; Workshop Universitfit Duisburg, 28. April 1994
[10] GUTMANN, R.: Charakterisierung yon verglaster Elektrofilterasche aus Mi~llverbrennungsanlagen. AbfallwirtschaftsJournal 6 (9 und 10), (1994) 601-609 und 674-677
[11] GUTMANN, R.: Thermal technologies to convert solid waste resi- duals into technical glass products. Glastechn. Ber. Glass Sci. Tech- nol. 69 (9), (1996) (in print)
[12] HIRTH, M.; J. JOCHUM; H. JODEIT; CH. WIECKERT: A Thermal Pro- cess for the Detoxification of Filter Ash from Waste Incinerators. Proc. ENVIROTECH, Wien 20.-23.2.1989, Elsevier Press, 1989
[13] RABIGER, W.; I. DREISSIG: Glasprodukte aus Reststoffen. IUTA- Workshop: Einschmelzen yon Filterasche und Verwertung der Pro- dukte, Rheinhausen 28.4.1994
[14] Schluf~bericht der Zusammenarbeit ABB/EAWAG/EMPA/KEZO: Durchffihrung yon Pilotversuchen zur Aufbereitung und Entsor- gung von Filterstaub aus Kehrichtverbrennungsanlagen, Baden und Diibendorf, November 1990
[15] BALG, J.: Durchsatzgesteigertes Deglor-Verfahren. VDI-Seminar 43-60-03: Reststoffentsorgung unterschiedlicher Rauchgasreini- gungssysteme. Diisseldorf, 13.-14.1.1993
[16] REIMER, H.: Entwicklungsstand der Rauchgasreinigung in Abfall- verbrennungsanlagen.in: Miillverbrennung und Abfall 2 (Ed. K. J. THOMI~-KOZMIENSKY), EF-Verlag, Berlin 1987, pp, 460-476
[17] SCHMITT, B.E; CH. SEGEBADE; H.U. FUSBAN: Waste Incinerator Ash - A versatile environmental reference material. Journal of Radio- analytical Chemistry 60 (1), (1980) pp. 99-109
[18] WXECKERT, CH.: Abschlu~bericbt SPP-U, ABB Baden-Dfittwil, Schweiz (1996)
[19] GOHLKE, O.: Thermische Inertisierung yon R6ckst~nden der Miill- verbrennung - Immobilisierung und Verdampfung von Schwerme- tallen, Dissertation TU M/inchen 1993
[20] JAKOB, A.; S. STUCKl; P. KUHN.: Evaporation of heavy metals during the heat treatment of residues from municipal solid waste incine- ration. Environmental Science and Technology 1995 (submitted)
[21] FAULSTICH, M.: Inertisierung yon R/ickst~nden aus der Abfallver- brennung dutch reduzierendes Schmelzen. Dissertation TU Berlin 1992
[22] SCHOLZE, H.: Glas, Natur, Struktur und Eigenschaften. Springer- Verlag Berlin 1977, pp. 272
[23] VONMONT, H.; R. GUTMANN, E ROTHL1SBERGER.: Chemische und mineralogische Charakterisierung einer thermisch behandelten Elektrofilterasche. Chimia 48 (6), (1994) pp. 187-191
Eingegangen: 22. Januar 1996 Akzeptiert: 23. April 1996
Kurznachrichten
Zentrum fiir Dioxinanalytik
Um den steigenden Anspriichen an die Dio- xinanalytik gerecht zu werden, haben drei re- nommierte Anbieter yon Dienstleistungen in der Umweltanalytik die eigenst~indige reine Produktionsgesellschaft ,,Zentrum fiir Dio- xinanalytik, ZfD GmbH", mit Sitz in Bay- reuth gegriindet.
Die Firmengruppe AGROLAB/Dr. Blasy, Dr. Busse GmbH, das Institut Fresenius - Chemi- sche und Biologische Laboratorien GmbH und die Okometric GmbH in Bayreuth legen sowohl ihr Know-how als auch ihre techni- schen Einrichtungen zusammen - in einem wohl einmaligen Kompetenzzentrum auf dem Gebiet der Dioxinanalytik.
Akquisition, Beratung und Kundenbetreuung fiihren diese Unternehmen selbst~ndig durch und bleiben auf dem freien Markt weiterhin konkurrierende Anbieter. Die ,,ZfD GmbH" stellt also keine Fusion dieser Firmen dar.
Das ,Zentrum fiir Dioxinanalytik" setzt neue Maf~st~ibe beziiglich der Qualit/its-Dioxin-
analytik zu giinstigen Preisen. Die weitge- hende Automatisierung der Arbeitsabl/iufe vonder Probenextraktion bis zur Analyse ga- rantiert eine hohe Qualit~it und Sicherheit. Dies ist von besonderer Bedeutung, da die Di- oxine bereits in geringen Konzentrationen Wirkungen entfalen k6nnen und somit eine hochentwickelte Spurenanalytik n6tig ist, um ein potentielles Risiko zu erkennen. Die Ana- lytik dieser Verbindungsklasse ist nach wie vor ein technisch anspruchsvolles und auf- wendiges Verfahren.
Das Hochsicherheitslabor ist mit insgesamt drei hochaufl6senden Massenspektrometern fiir einen j~ihrlichen Probendurchsatz im mitt- leren vierstelligen Bereich ausgelegt. Die Biin- delung derKapazit/iten stellt dariiber hinaus im Interesse des Kunden eine m6glichst kurze Bearbeitungszeit sicher. Ausgestattet mit einer Mannschaft, die viele Jahre Erfahrung in der Dioxinanalytik hat, wurde eine Basis geschaf- fen, die dem zukiinftigen Bedarf aus diesem Gebiet sowohl in Fragen der Kompeten als auch der Wirtschaftlichkeit gerecht wird.
Das ist gegenw/irtig besonders wichtig, da ein z.T. nnseri6s gef/.ihrter Wettbewerb im Bereich
der Umweltanalytik in der Vergangenheit zu einem drastischen Riickgang der Analysen- preise und leider auch der gebotenen Analy- senqualit~it gefiihrt hat. Der Markt fiir die Analyse von chlorierten Dioxinen und Fura- nen ist davon nicht verschont geblieben. Giin- stige Analysenpreise diirfen jedoch auf keine Fall zu Lasten der Qualitiit erkauft werden.
Den gr6f~ten Nutzen vonder neuen Produk- tionsgeseltschaft ,,Zentrum fiir Dioxinanaly- tik, ZfD GmbH" haben vor allem die Kun- den, denn fundierte Beratung und individuelle Kundenbetreuung bleiben bei freier Wahl des Anbieters erhalten, und fiir die Qualit~it der Analysen biirgen die Gesellschafter.
Weitere Informationen
Dr. Jamshid Hosseinpour Okometric GmbH
Berneckerstr. 17-21 D-95448 Bayreuth
Tel.: 0921-83256 Fax: 0921-83258
196 UWSF- Z. Umweltchem. Okotox. 8 (4) 1996