Embed Size (px)
Citation preview

BEDIENUNGSANLEITUNG
DC WIG OW230 Puls Plasma
Warnungen!
Während des Schneidvorgangs werden sie mit möglichen Gefahren konfrontiert. Studieren Sie deshalb sorgfältig diese Bedienungsanleitung vor Inbetriebnahme des Gerätes.
Sicherheitsregeln!
Beim Schweißvorgang oder Schneiden, gibt es viele Situationen bei denen sie sich verletzen könnten. Aus diesem Grund sollten sie erwägen, sich angemessen zu schützen. Mehr Details entnehmen Sie bitte den Anwendungssicherheitsrichtlinien, die den präventiven Anforderungen des Herstellers entsprechen.
Elektrischer Schock kann zum Tode führen!
Richten sie das Erdungsanschlussstück gemäß der entsprechenden Norm ein. Es ist verboten die elektrischen Teile und die Elektrode zu berühren wenn die Haut nicht bedeckt ist, oder sie nasse Handschuhe oder Kleidung tragen. Stellen sie sicher, dass sie von der Erde und von der Werkstatt isoliert sind. Vergewissern sie sich, dass sie in sicherer Position arbeiten.
Gas kann gesundheitsschädigend sein, oder sogar zum Tode führen!
Halten sie mit dem Kopf immer Abstand vom Gas. Wenn sie gerade Bogenschweißen, sollte die Luftabziehvorrichtung benutzt werden, um sicher davor zu schützen das Gas einzuatmen.
Bogenstrahlung – Gefährlich für das Auge und verbrennt ihre Haut!
Benutzen sie einen geeigneten Helm und Lichtfilter, tragen sie Schutzbedeckung für das Auge und den Körper. Nutzen sie einen geeigneten Helm oder geeignete Verdunklung um gute Sicht zuermöglichen.
Feuer!
Schweißfunken können Feuer verursachen. Stellen sie sicher, dass diese nicht durch den gesamten Schweißbereich spritzen.
Lärm – Extreme Lautstärke kann zu Hörschäden führen!
Benutzen sie Ohrschützer oder andere Hilfsmittel um das Ohr zu schützen. Lärm kann zu Hörschäden führen.
Funktionsstörung – wenn Probleme auftreten, setzen sie auf Fachleute!
Wenn sie Probleme bei der Instandsetzung oder der Nutzung des Gerätes haben, bitte folgen sie der Bedienungsanweisung hinsichtlich der Kontrolluntersuchung. Wenn sie die Bedienungsanleitung nicht vollständig verstehen, oder sie den Fehler mittels Betriebsanweisung nicht beheben können, sollten sie ihrem Händler kontaktieren, um professionelle Hilfe zu erhalten.
2 3
Gerätebeschreibung VECTOR OW CT2303 in 1 Kombi Schweißanlage: 1. WIG Schweißgerät mit 220 Ampere 2. E-Hand Schweißgerät mit 220 Ampere 3. Integrierter Plasmaschneider mit 55 Ampere CUT 55
Alle Schweißtechnologien in einem Gerät:
• Höchste Leistungsfähigkeit für alle Anforderungen mit reproduzierbaren Schweißergebnissen und hervorragender Qualität durch volldigitale Inverter- Schweißgerätetechnologie.
• Leicht verständliche Bedienungskonzepte für jede wahlweise bestimmte Einstellung, damit Sie sich voll auf Ihre Schweißaufgabe konzentrieren können.
• Durch druckvollen WIG-Lichtbogen schneller, besser und einfacherSchweißen über den gesamten Leistungsbereich.
• Intelligente Gehäusekonstruktion mit optimierter Luftführung.• Leistungsstarke, hohe Einschaltdauer von 60 % bei 200 Ampere.• Schnell abkühlender Ventilator ermöglicht eine Ausschöpfung maximaler Leistung.• WIG schweißen von 0,8 bis zu 10 mm bei gleich bleibender höchster Qualität.• Auch Dünnblechschweißen ist möglich.• DC Funktion – Gleichstrom für Stahl o. VA.
• Schneidleistung bis 14 mm• Der Plasmaschneider funktioniert mit einem handelsüblichen Luftkompressor(ca. 5,5 Bar)
Die VECTOR Geräte der OW Reihe bieten höchsten Schweißkomfort im Fahrzeug-, Maschinen-, Anlagen-, Werkzeug- und Metallbau, bei Treppen- und Balkongeländer, Rohrleitungen, Behälter, Apparate, Karosserien usw.
Die neue entwickelte WIG TIG Inverter Reihe und Impulsschweißgeräte ermöglicht Ihnen nicht nur Edelstahl, sondern auch un-, niedrig- und hoch legierte Stähle, Nickelbasislegierungen, Kupfer, Son-derwerkstoffe und andere Eisenmetalle mit DC Funktion (Gleichstrom) perfekt zu schweißen.
Mit dem Systemchip MOSFET (Toshiba) verfügen unsere Geräte über eine Hochleistungstechnologie, die seit 1998 bewährt ist. Unsere Profi Inverter der CT Reihe bestechen durch modernste, innovati-ve, leicht zu bedienende Qualitätstechnik, dank der auch Neueinsteiger im WIG Schweißverfahren problemlos arbeiten können.
Im Vergleich zu herkömmlichen Schweißgeräten, bietet Ihnen die einzigartige HF Inverter-Tech-nologie viele Vorteile. U.a. kleineres Volumen, reduziertes Gewicht, stufenlose Regulierung und energiesparend. Die Anwendung der Inverter-Technologie erlaubt eine konzentrierte, dauerhafte Stromabgabe, was ein Justieren erheblich präziser und praktischer gestaltet. Unser Schweißgerät arbeitet dazu mit einem Schlauchpaket mit Kugelgelenk und integriertem Schalter.
4 5
Alle wichtigen Schweißparameter im direkten Zugriff
Funktion 1 – DC WIG
• Gastnachlauf: Schont die Wolfram Elektrode vor zu hohem Verschleiß und schützt die Schweißnaht vor Oxidation.
• HF Zündung: Hochfrequenz – kontaktlose Zündung zum Werkstück.
Nur so ist ein sauberer Anfang und Abschluss einer Schweißnaht gegeben.
Das Schweißen mit WIG ist bei allen schmelzschweißbaren Metallen anwendbar. ImWIG Brenner wird eine Wolframelektrode eingesetzt, es wird je nach Material einSchweißzusatzwerkstoff benötigt. Beim WIG schweißen brennt der Lichtbogenzwischen einer nicht abschmelzbaren Wolframelektroden und dem Grundwerkstoff.Zum Schutz von Wolframelektrode und Schmelzbad sind Gase wie Argon oder Heliumbzw. Gasgemische mit nicht oxidierenden Komponenten notwendig. Im WIG Moduskann das Fußpedal angeschlossen werden, sehr hilfreich bei der Stromeinstellung (imLieferumfang nicht enthalten).
Funktion 2 – Luft Plasmaschneider
Schneidleistung bis 14 mm ist vom Material abhängig: • Baustahl ST37 bis 14 mm • V2A bis 10 mm • Alu 7-8 mm
6 7
Das Gerät arbeitet mit einer Hochfrequenzzündung mit Kontakt zum Werkstück. Vorteil: Präziser und schnellerer Schnitt. Es können alle leitfähigen Metalle und auch Nichtmetalle wie Aluminium geschnitten werden. Durch die geringe Deformation können Dünnbleche sofort wieder miteinander verschweißt werden. Zum Schneiden wird ein einfacher Luftkompressor mit mind. 3,5 bar benötigt.
Funktion 3 – Elektroden schweißen MMA
Der große Vorteil beim Elektroschweißen liegt darin, dass die Materialien nicht vorgewärmt werden müssen und direkt an der gewünschten Position verschweißt werden können. Auch lassen sich Werkstücke unterschiedlicher Stärke problemlos miteinander verbinden. So kann beispielsweise ein 10 x 10 mm Vierkantstahl mit einem 3 mm Blech verschweißt werden. In der Praxis kommen derar-tige Verbindungen ständig vor z.B. beim Bau eines Geländers, bei der Anfertigung eines Zauns oder bei der Reparatur von Landmaschinen, wo oft schwere U-Profile mit dünneren Teilen zu verschwei-ßen sind. Das breiteste Anwendungsgebiet von Elektrodenschweißgeräten liegt natürlich in der Industrie, im Handwerk, beim Heimwerker und im Bau.
Welche Stabelektroden können eingesetzt werden:
1. Für unlegierte Stähle – Typ R3, A5 und AR7
2. Für Bleche bis zu 3 mm sind Elektroden R3 von einem Durchmesser 1,5 mm, 2,00 mm, 2,5 mm geeignet. Für stärkere Materialien, Elektroden R3 Durchmesser 3,25 mm und 4,00 mm.
3. V-Nähte sowie Rohre sollten mit Elektroden A5 und AR7 geschweißt werden. • Anti Stick: Verhindert das Ausglühen der Elektrode, weil der Stromzugang sofort beendet wird. • Hot-Start: Automatische Spannungserhöhung beim Start. • Lift-Zündung: Mit Kontakt zum Werkstück • MMA: Elektrohandschweißen. Automatische Kühlung durch Ventilatoren • Schweißen von rutilen, basischen, niedrig- u. hochlegierten Stab-Elektroden bis 4,2 mm Durchmesser.
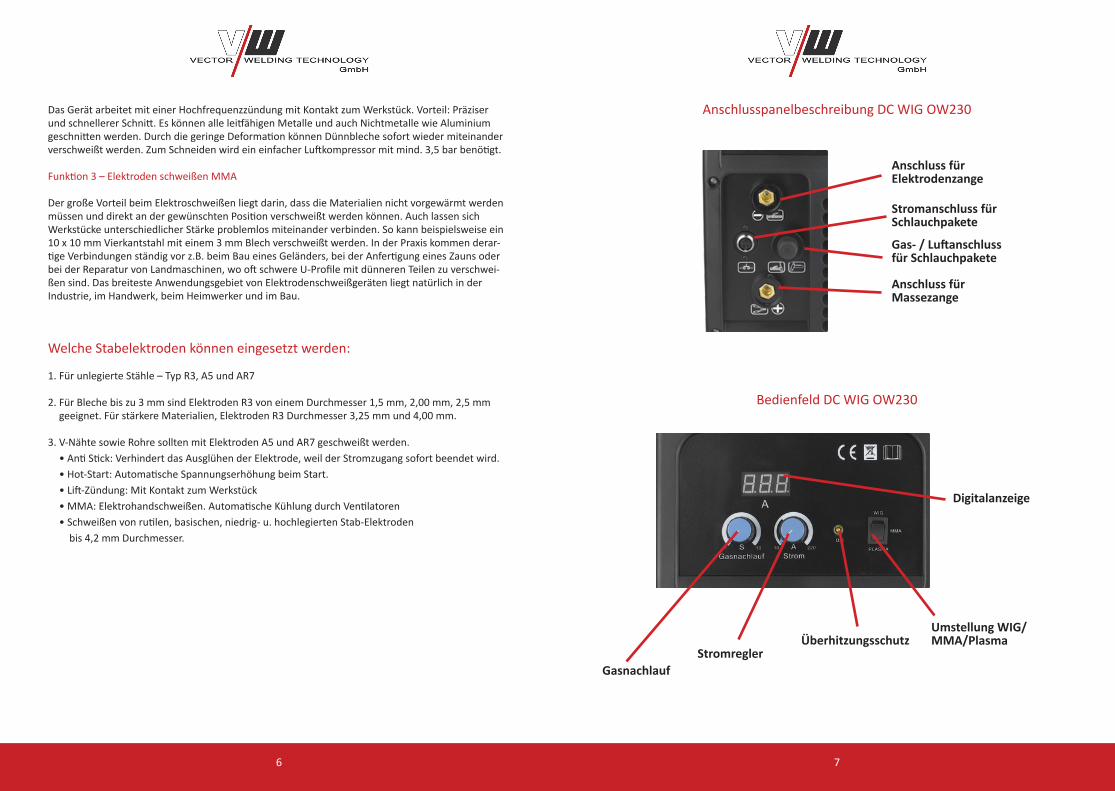
Anschlusspanelbeschreibung DC WIG OW230
Bedienfeld DC WIG OW230
Anschluss für Massezange
Digitalanzeige
ÜberhitzungsschutzStromregler
Gasnachlauf
Umstellung WIG/MMA/Plasma
Anschluss fürElektrodenzange
Gas- / Luftanschlussfür Schlauchpakete
Stromanschluss fürSchlauchpakete
8 9
Die Einspannung der Wolframelektrode und die Wahl der Größe und Kennfarbe können Sie am Schweißparameter in der unten angegebenen Abbildung erkennen. Auch die Zusammensetzung des WIG-Schlauchpaketes entnehmen Sie der Abbildung.
6. Masseklemme am Werkstück befestigen.7. Prüfen Sie vor Arbeitsbeginn, ob Gas aus dem WIG-Schlauchpaket strömt.
Bei Betätigung des Brenners muss Gas fließen. 8. Halten Sie den Brenner mit einem Abstand von ca. 0,5 cm zum Werkstück und betätigen Sie den
Schalter am Brenner. Ein Lichtbogen (HF Zündung – kontaktlos) wird erzeugt. 9. Der Zusatzwerkstoff, der während des Schweißvorgangs beigefügt wird, sollte aus dem
gleichen Inhaltsstoff bestehen z.B. Material Edelstahl = Zusatzwerkstoff Edelstahl. Der abgebildete Schweißparameter ist nur eine Hilfestellung und kein Richtwert.
10. Wir haben zusätzlich Videos in unserem Sortiment welche auf Anfrage per Mail gesendet werden können.
Zum WIG – Schweißen nimmt man am besten eine bequeme, sitzende Haltung ein.Ein Rechtshänder nimmt das Schlauchpaket in die rechte Hand und denZusatzwerkstoff in die Linke. Der Zusatzwerkstoff sollte aus dem gleichen Materialbestehen, wie das Werkstück.
Schweißbeispiel aus der Praxis:
Wir schweißen nun V2A-Rohr 42,2 mm mit 2 mm Wandstärke. Die persönlich gewählte Amperezahl liegt dafür bei 39 – 45 A. Dabei muss man die Wolframelektrode kreisförmig um das Rohr führen, was einiger Übung bedarf. Das beste Schweißergebnis erzielt man, wenn das Rohr von innen ebenfalls mit Argon befüllt. Die Naht sieht dann innen im Rohr genauso gut aus, wie außen.
WIG – Schweißen ist sehr gut geeignet, um Steignähte zu schweißen. Die Benutzung der Pulsfunkti-on kann das Schweißergebnis noch mal verbessern. Wer allerdings bei linearer Stromführung keine guten Nähte erzielt, wird dies auch mit Pulsfunktion nicht erreichen. Die Pulsfunktion ist eher dazu geeignet, die letzten 10 – 20 % bis zum optimalen Schweißergebnis hinzuzufügen.
Die Pulsfunktion kann bei richtiger Anwendung die Qualität der Naht verbessern, durch besseres Aufschmelzen des Schweißgutes und trotzdem geringerer Gesamtstromstärke. Das führt zu weniger Verzug, besserer Stabilität, weniger Anlauffarben etc. Bezogen auf unser Schweißbeispiel „Rohr 42,4 mm“ könnte man also als Impulsstromstärke 45 - 55 A wählen und als Stromstärke (hier: unterer Wert) 32 – 40 A. Der verwendete Zusatzwerkstoff ist am besten ebenfalls aus V2A oderedler und 1 – 1,5 mm stark.
Die komfortablere Einstellung zum Schweißen ist das 4T – Verfahren. Nur beim 4-Takt-Schweißen lassen sich alle Möglichkeiten, dieses technisch herausragenden Gerätes ausnutzen.(z.B.: Strom-absenkung). Während des Pulsschweißens ist die wechselnde Stromstärke auch akustisch wahr-nehmbar. Bei langsamer Pulsfrequenz, durch ein an – und abschwellendes Brummen. Bei schneller Pulsfrequenz durch lautes helles Summen.
Inbetriebnahme Elektrodenhandschweißen
1. Vor dem Einschalten des Gerätes bitte die Masseklemme und Elektrodenhalter anschließen.2. Das Stromkabel an einer 230 V Steckdose mit einer Absicherung von 16 Ampere einstecken
(Wichtig: nur eine separate Leitung hierfür benutzen).3. Die passende Elektrode in den Elektrodenhalter einspannen.4. Die Masseklemme am Werkstück befestigen. Lackierte oder rostige Werkstücke
sind nicht schweißbar.
Inbetriebnahme WIG-Schweißen
1. Bitte vor dem Einschalten des Gerätes die Masseklemme und das WIGSchlauchpaket an die vorgesehnen Anschlüsse anschließen. Wenn Sie Elektroden schweißen möchten, die Elektroden-zange an den vorgesehenen Anschluss anschließen. Wichtig: Den Kippschalter auf WIG umlegen.
2. WIG-Schweißen: Sie benötigen eine Argon Gasflasche Modell 4.6. Den Druckminderer an die Gasflasche anschließen. Der Durchfluss in Liter gemessen sollte 6 Liter nicht überschreiten.
3. Verbindungsschlauch vom Druckminderer zum Gerät (Anschluss hinten am Gerät) anschließen. Dieser ist im Lieferumfang nicht enthalten. Sie können einen Schlauch mit 6 mm Durchmesser verwenden. Diesen Luftdicht anbringen.
4. Netzstecker an einer 230 V Steckdose mit einer 16 Ampere Absicherung einstecken.5. Eine Wolframelektrode, z.B. 1,6 Kennfarbe grau, in das WIG-Schlauchpaket einspannen.
Wichtig: Die Wolframelektrode sollte angespitzt sein.

10 11
Zusammensetzung WIG-Brenner
Zusammensetzung des Plasma-Brenners:
Zusammensetzung:
• Nr. 1 einschrauben• Nr. 2 + 4 zusammenfügen• Nr. 2 und 4 zusammen in Nr. 1 einstecken• Nr. 5 oder Nr. 6 einschrauben
• Nr. 3 über Nr. 1 einschrauben• Wichtig, die Wolframelektrode sollte
ca. 0,5 cm von der Gasdüse
1 = Spannhülsengehäuse2 = Spannhülse3 = Gasdüse4 = Wolframelektrode5 u. 6 = Brennerkappe
Schweißparameter - gültig für alle WIG-Geräte
Kennfarbe für Wolframelektroden:
Kennfarbe grün: nur AluminiumKennfarbe grau: universell für alle Materialien . Nachteil bei Aluminium – es bildet sich keine Kallote
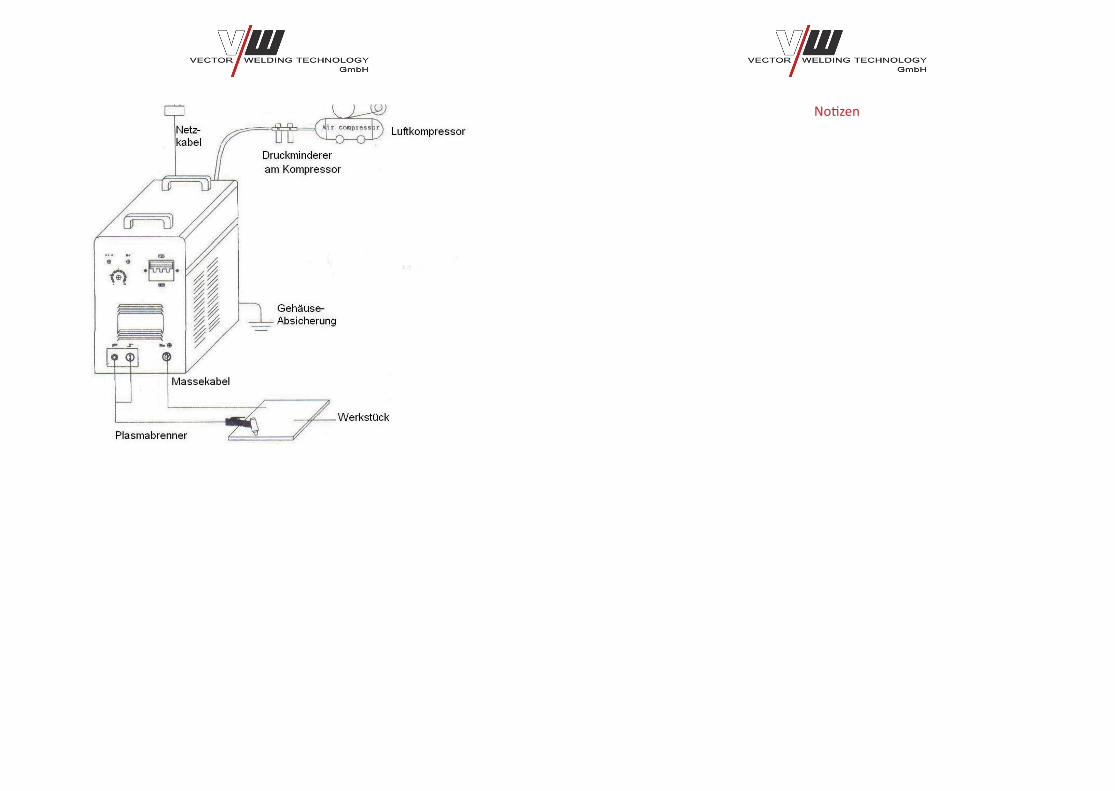
Inbetriebnahme Plasmaschneider
1. Kippschalter auf Plasma umlegen. Wasserabscheider und Manometer am Gerät (hinten) anbrin-gen. Die mitgelieferten zwei Schrauben am Wasserabscheider jeweils rechts und links eindrehen. Sollte Luft entweichen oder ein zischendes Geräusch zu hören sein, so dichten Sie dies mit dem mitgelieferten Teflonband ab. Bringen Sie den Schlauch (Länge ca. 20 cm, im Lieferumfang) vom Wasserabscheider zum Gerätanschluss an.
2. Der Kompressor sollte einen Mindestdurchfluss von 80 Liter pro Minute und ca. 4,5 Bar Leistung haben. Anschluss vom Kompressor zum Wasserabscheider mit einem Verbindungsschlauch (nicht im Lieferumfang enthalten).
3. Stecken Sie das Netzkabel an einer mit 230 V und 16 Ampere Absicherung Steckdose ein.4. Plasmabrenner am Gerät anschließen.5. Massekabel am Gerät anschließen.6. Kompressor und Gerät einschalten.7. Am Wasserabscheider den Drehregler oben hochziehen und auf ca. 4 – 4,5 Bar einstellen. Beim
Betätigen des Brenners muss vorne an der Düse Luft ausströmen.8. Massekabel am Werkstück anklemmen (Rost und lackhaltige Materialien sind nicht schneidbar).9. Den Brenner gerade auf das Werkstück aufsetzen und den Schalter betätigen.
Es muss ein Lichtbogen erscheinen. Beginnen Sie mit dem Schneidvorgang.10. Die Schneidleistung
Um die Leistung einzustellen, bitte den schwarz-grauen Drehknopf hochziehen und drehen.
10 11
Notizen
VECTOR WELDING TECHNOLOGY GmbHHansestraße 101
51149 Köln
Tel. +49 (0) 2203 / 571015 0