Embed Size (px)
Citation preview
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 1
Werkstoffwoche – Surface Engineering
„Verschleißverhalten maßgeschneiderter Oberflächen in der
Umformtechnik“
Prof. Dr.-Ing. Dipl.-Wirtsch.-Ing. Peter Groche,
M.Sc. Manuel Steitz,
M.Sc. Matthias Christiany
Institut für Produktionstechnik und
Umformmaschinen,
Technische Universität Darmstadt
Einleitung und Motivation: Verschleiß in der Umformtechnik
Strategien zur Verschleißreduktion
Beispiel Surface Engineering
Methodik zur lastabhängigen Verschleißprognose
Zusammenfassung und Ausblick
Inhalt
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 2
Verschlissene mikrostrukturierte Versuchsprobe
Definition und Bedeutung Verschleiß
Verschleißmechanismen:
Abrasion, Adhäsion, Oberflächenzerrüttung und tribochemische Reaktion
Jährlicher Verlust der Industrienationen durch Korrosion/ Verschleiß:
5% des BSP [Jost-Report]
Jährliche Kosten durch Reibung und Verschleiß in Deutschland:
35 Mrd. € [Gesellschaft für Tribologie]
Einleitung und Motivation
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 3
„Verschleiß ist der fortschreitende Materialverlust aus der Oberfläche eines festen Körpers,
hervorgerufen durch mechanische Ursachen, d. h. Kontakt und Relativbewegung eines
festen, flüssigen oder gasförmigen Gegenkörpers.“ [GFT02]
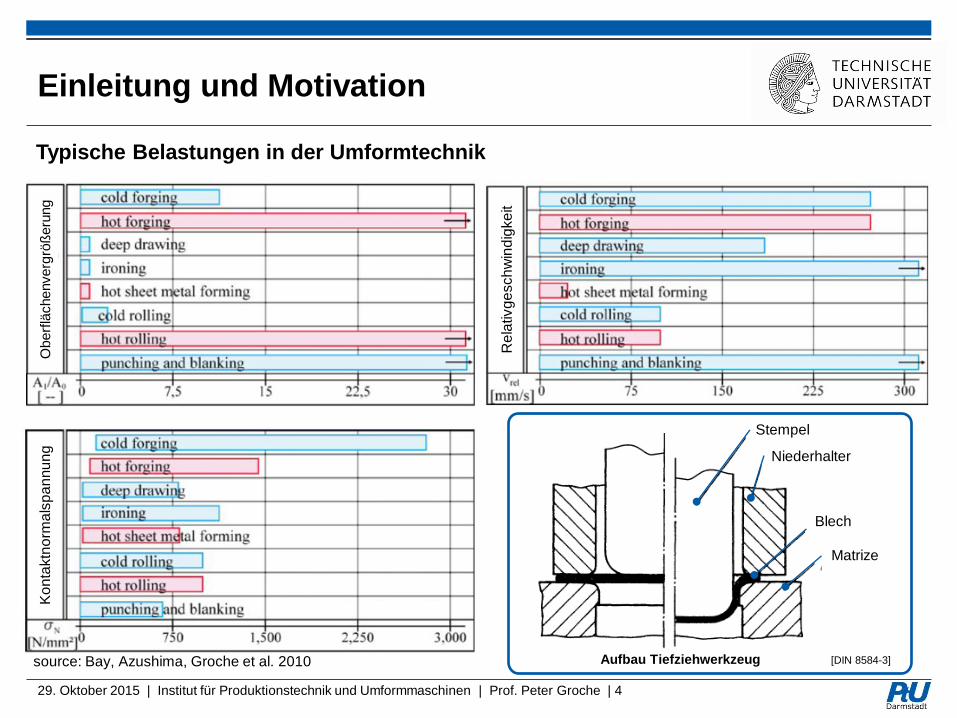
Typische Belastungen in der Umformtechnik
Einleitung und Motivation
source: Bay, Azushima, Groche et al. 2010
Oberf
lächenverg
röß
eru
ng
Re
lativg
esch
win
dig
ke
it
Ko
nta
ktn
orm
als
pa
nnu
ng
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 4
[DIN 8584-3]
Matrize
Blech
Niederhalter
Stempel
Aufbau Tiefziehwerkzeug
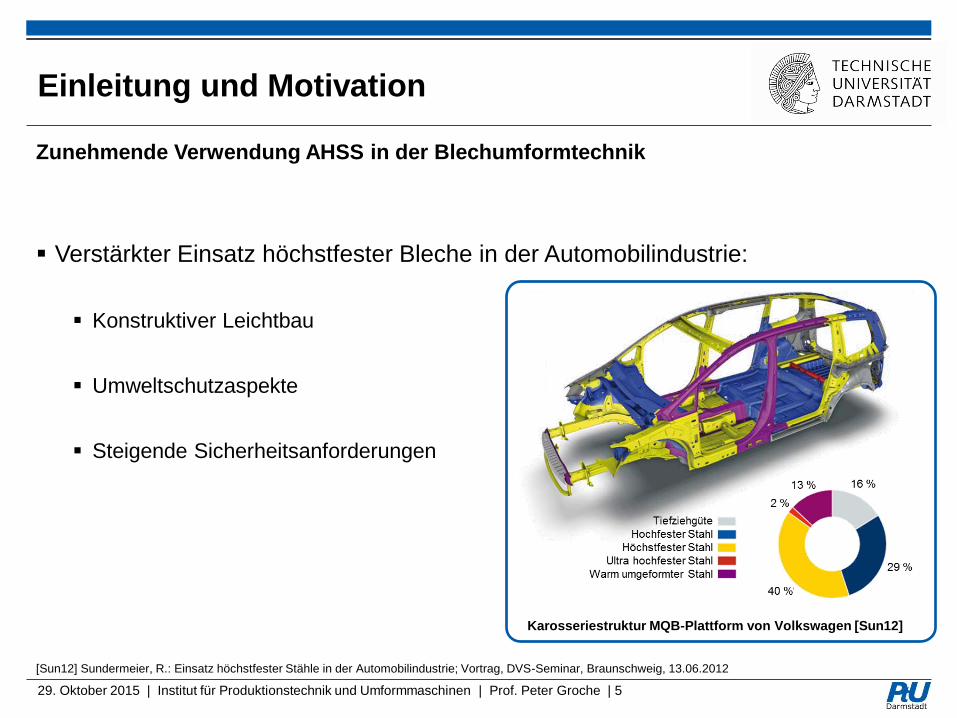
Zunehmende Verwendung AHSS in der Blechumformtechnik
Verstärkter Einsatz höchstfester Bleche in der Automobilindustrie:
Konstruktiver Leichtbau
Umweltschutzaspekte
Steigende Sicherheitsanforderungen
Einleitung und Motivation
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 5
Karosseriestruktur MQB-Plattform von Volkswagen [Sun12]
[Sun12] Sundermeier, R.: Einsatz höchstfester Stähle in der Automobilindustrie; Vortrag, DVS-Seminar, Braunschweig, 13.06.2012
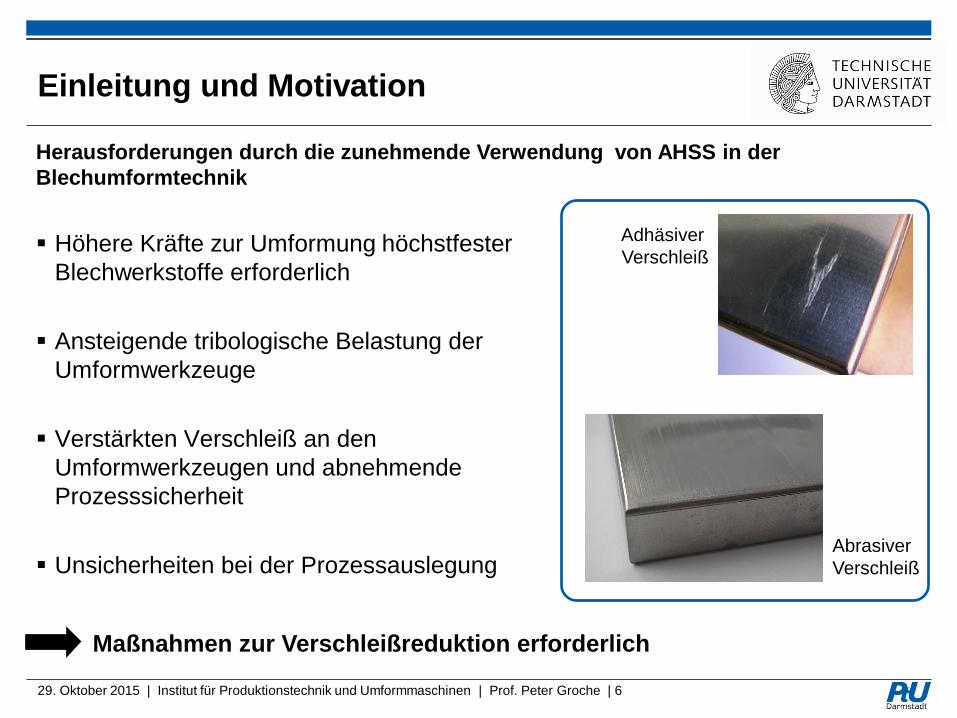
Herausforderungen durch die zunehmende Verwendung von AHSS in der
Blechumformtechnik
Einleitung und Motivation
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 6
Maßnahmen zur Verschleißreduktion erforderlich
Höhere Kräfte zur Umformung höchstfester
Blechwerkstoffe erforderlich
Ansteigende tribologische Belastung der
Umformwerkzeuge
Verstärkten Verschleiß an den
Umformwerkzeugen und abnehmende
Prozesssicherheit
Unsicherheiten bei der Prozessauslegung
Abrasiver
Verschleiß
Adhäsiver
Verschleiß
Einleitung und Motivation
Verlässliche Informationen zur Lebensdauer von Werkzeugen erforderlich
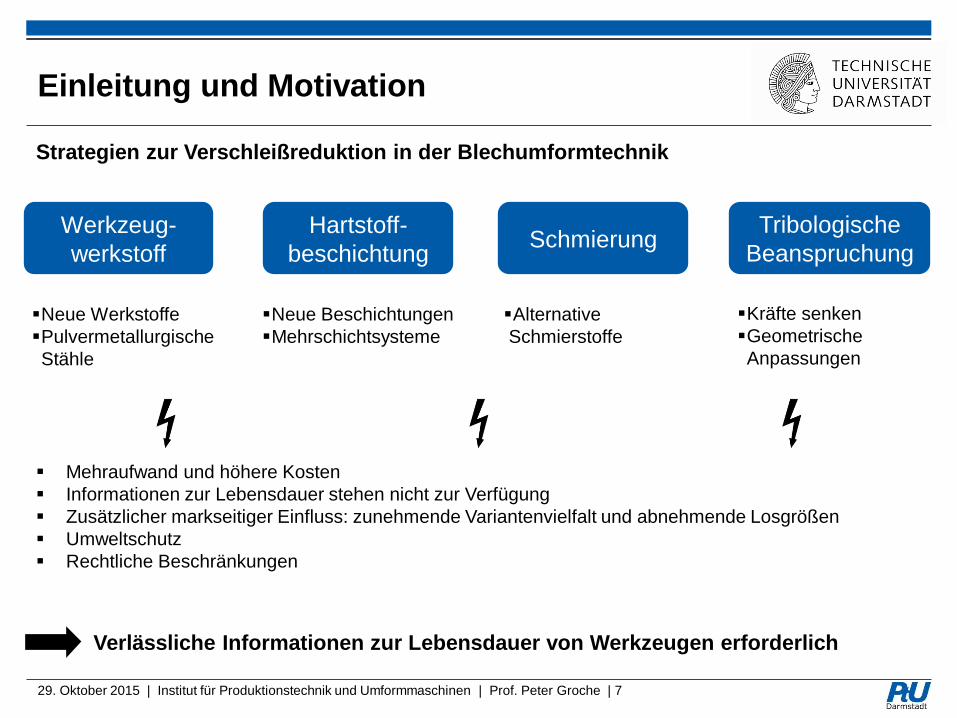
Strategien zur Verschleißreduktion in der Blechumformtechnik
Werkzeug-
werkstoff
Hartstoff-
beschichtung Schmierung
Neue Werkstoffe
Pulvermetallurgische
Stähle
Neue Beschichtungen
Mehrschichtsysteme
Alternative
Schmierstoffe
Mehraufwand und höhere Kosten
Informationen zur Lebensdauer stehen nicht zur Verfügung
Zusätzlicher markseitiger Einfluss: zunehmende Variantenvielfalt und abnehmende Losgrößen
Umweltschutz
Rechtliche Beschränkungen
Tribologische
Beanspruchung
Kräfte senken
Geometrische
Anpassungen
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 7
Aktuelle Strategien zur Verschleißreduktion - Zusammenfassung
Strategien zu Verschleißreduktion meist erfahrungsbasiert
Maßnahmen zumeist nicht optimal
Vorhersage des Werkzeugverschleißes kaum möglich
Auslegung tribolgischer Systeme mittels „trial and error“
Einleitung und Motivation
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 8
Herstellung maßgeschneiderter Werkzeugoberflächen
Systematische experimentelle Verschleißuntersuchungen zur
Charakterisierung tribologischer Systeme
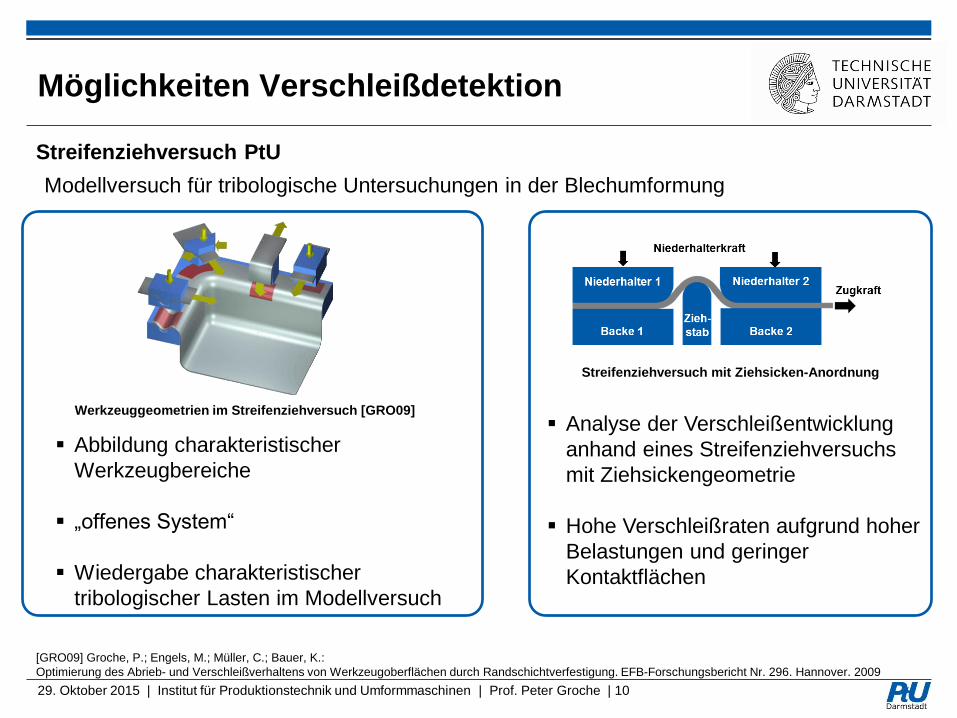
Streifenziehversuch PtU
Möglichkeiten Verschleißdetektion
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 10
Analyse der Verschleißentwicklung
anhand eines Streifenziehversuchs
mit Ziehsickengeometrie
Hohe Verschleißraten aufgrund hoher
Belastungen und geringer
Kontaktflächen
Modellversuch für tribologische Untersuchungen in der Blechumformung
Werkzeuggeometrien im Streifenziehversuch [GRO09]
[GRO09] Groche, P.; Engels, M.; Müller, C.; Bauer, K.:
Optimierung des Abrieb- und Verschleißverhaltens von Werkzeugoberflächen durch Randschichtverfestigung. EFB-Forschungsbericht Nr. 296. Hannover. 2009
Streifenziehversuch mit Ziehsicken-Anordnung
Abbildung charakteristischer
Werkzeugbereiche
„offenes System“
Wiedergabe charakteristischer
tribologischer Lasten im Modellversuch
0
10
20
0 200 400 600 800 1000 1200
Rau
hei
t
Wer
kzeu
g [µ
m]
Hübe [ ]
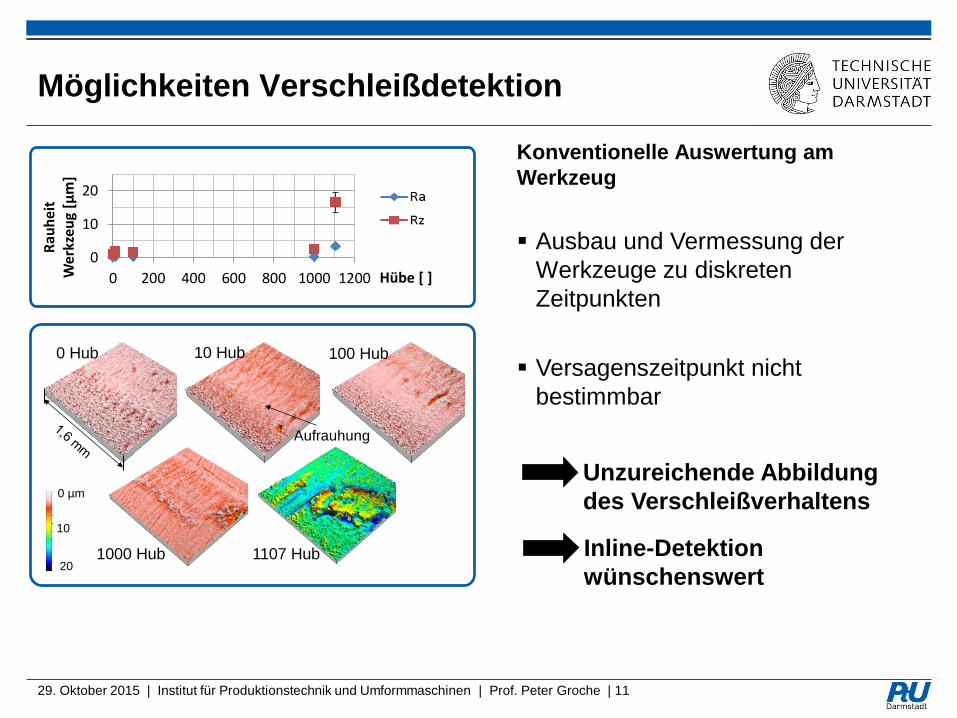
0 Hub 10 Hub 100 Hub
1000 Hub 1107 Hub
Aufrauhung
0 µm
10
20
Möglichkeiten Verschleißdetektion
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 11
Konventionelle Auswertung am
Werkzeug
Ausbau und Vermessung der
Werkzeuge zu diskreten
Zeitpunkten
Versagenszeitpunkt nicht
bestimmbar
Unzureichende Abbildung
des Verschleißverhaltens
Inline-Detektion
wünschenswert
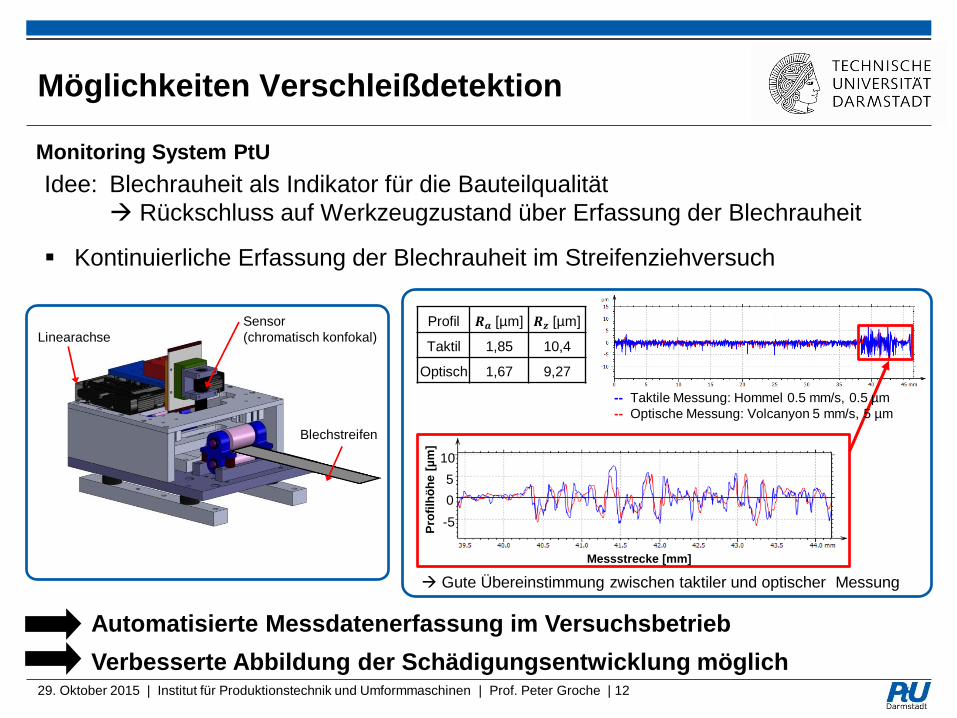
Monitoring System PtU
Möglichkeiten Verschleißdetektion
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 12
Gute Übereinstimmung zwischen taktiler und optischer Messung
Idee: Blechrauheit als Indikator für die Bauteilqualität
Rückschluss auf Werkzeugzustand über Erfassung der Blechrauheit
Kontinuierliche Erfassung der Blechrauheit im Streifenziehversuch
-- Taktile Messung: Hommel 0.5 mm/s, 0.5 µm
-- Optische Messung: Volcanyon 5 mm/s, 5 µm
Pro
filh
öh
e [
µm
]
Messstrecke [mm]
5
10
-5
0
Profil 𝑹𝒂 [µm] 𝑹𝒛 [µm]
Taktil 1,85 10,4
Optisch 1,67 9,27
Linearachse
Sensor
(chromatisch konfokal)
Blechstreifen
Automatisierte Messdatenerfassung im Versuchsbetrieb
Verbesserte Abbildung der Schädigungsentwicklung möglich
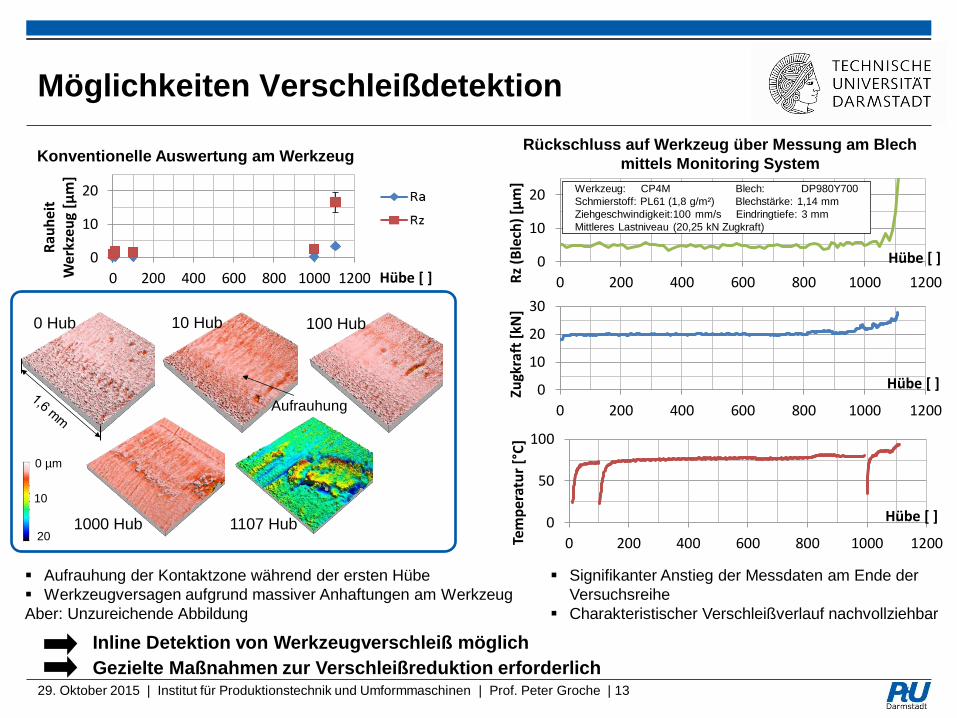
Aufrauhung der Kontaktzone während der ersten Hübe
Werkzeugversagen aufgrund massiver Anhaftungen am Werkzeug
Aber: Unzureichende Abbildung
Inline Detektion von Werkzeugverschleiß möglich
0
10
20
30
0 200 400 600 800 1000 1200
Zugk
raft
[kN
]
Hübe [ ]
0
50
100
0 200 400 600 800 1000 1200Tem
per
atu
r [°
C]
Hübe [ ]
0
10
20
0 200 400 600 800 1000 1200Rz
(Ble
ch)
[µm
]
Hübe [ ] 0
10
20
0 200 400 600 800 1000 1200
Rau
hei
t
Wer
kzeu
g [µ
m]
Hübe [ ]
0 Hub 10 Hub 100 Hub
1000 Hub 1107 Hub
Aufrauhung
0 µm
10
20
Werkzeug: CP4M Blech: DP980Y700
Schmierstoff: PL61 (1,8 g/m²) Blechstärke: 1,14 mm
Ziehgeschwindigkeit:100 mm/s Eindringtiefe: 3 mm
Mittleres Lastniveau (20,25 kN Zugkraft)
Rückschluss auf Werkzeug über Messung am Blech
mittels Monitoring System Konventionelle Auswertung am Werkzeug
Möglichkeiten Verschleißdetektion
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 13
Gezielte Maßnahmen zur Verschleißreduktion erforderlich
Signifikanter Anstieg der Messdaten am Ende der
Versuchsreihe
Charakteristischer Verschleißverlauf nachvollziehbar
Maßgeschneiderte Werkzeugoberflächen am Beispiel Tiefziehen
Zielsetzung
Reibungs- und verschleißreduzierte Werkzeugoberfläche
Anforderung
Vermeidung zusätzlicher Fertigungsschritt oder Fertigungszeitverlängerungen
Ansatz
Mikrostrukturierung der Werkzeugoberfläche zur Ausnutzung tribologischer Vorteile
Surface Engineering
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 14
Kombination von maschineller Oberflächenbehandlung mit
Werkzeugstrukturierung
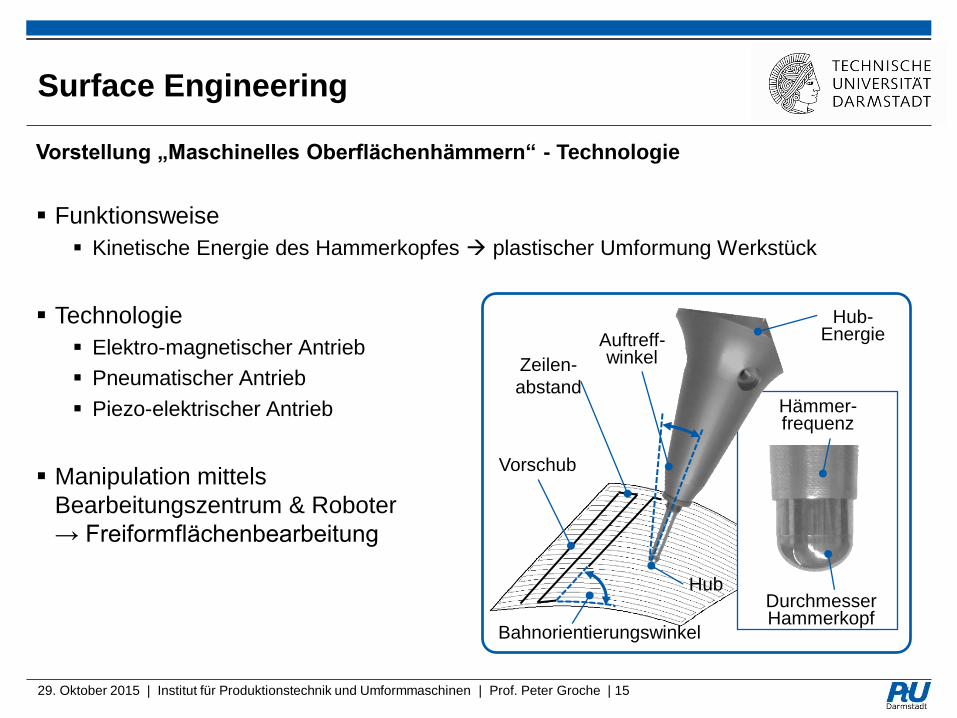
Vorstellung „Maschinelles Oberflächenhämmern“ - Technologie
Funktionsweise
Kinetische Energie des Hammerkopfes plastischer Umformung Werkstück
Technologie
Elektro-magnetischer Antrieb
Pneumatischer Antrieb
Piezo-elektrischer Antrieb
Manipulation mittels
Bearbeitungszentrum & Roboter
→ Freiformflächenbearbeitung
Surface Engineering
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 15
Hämmer-frequenz
Bahnorientierungswinkel
Zeilen-
abstand
Vorschub
Auftreff-winkel
Durchmesser Hammerkopf
Hub
Hub-Energie
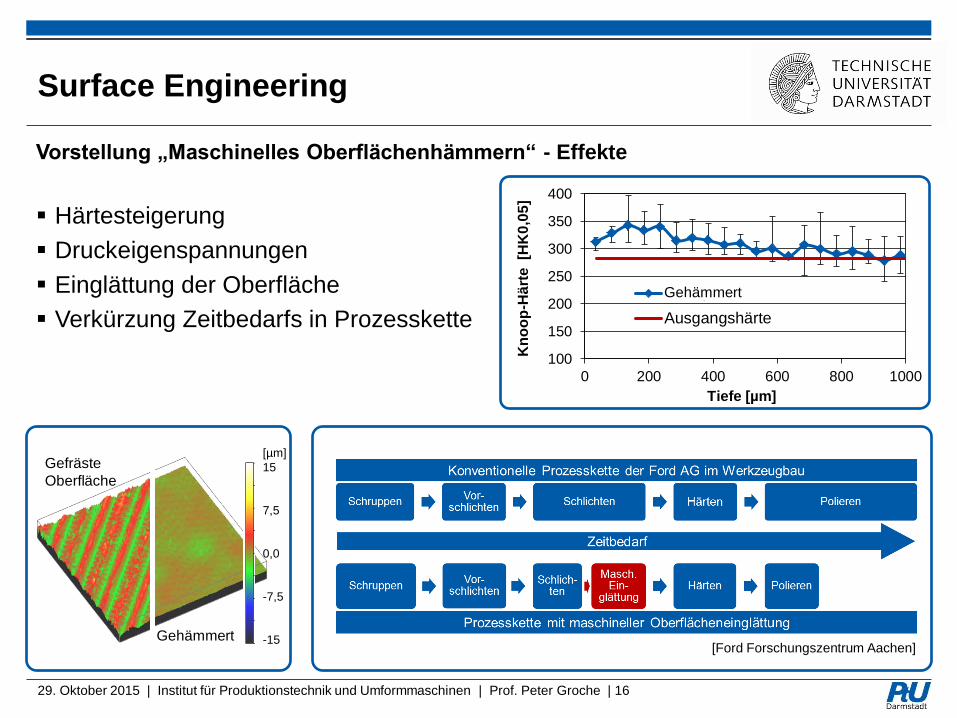
Vorstellung „Maschinelles Oberflächenhämmern“ - Effekte
Härtesteigerung
Druckeigenspannungen
Einglättung der Oberfläche
Verkürzung Zeitbedarfs in Prozesskette
Surface Engineering
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 16
Gehämmert
Gefräste
Oberfläche
100
150
200
250
300
350
400
0 200 400 600 800 1000
Kn
oo
p-H
ärt
e [H
K0
,05
]
Tiefe [µm]
Geklopft
Ausgangshärte
Gehämmert
[Ford Forschungszentrum Aachen]
[µm]
15
7,5
0,0
-7,5
-15
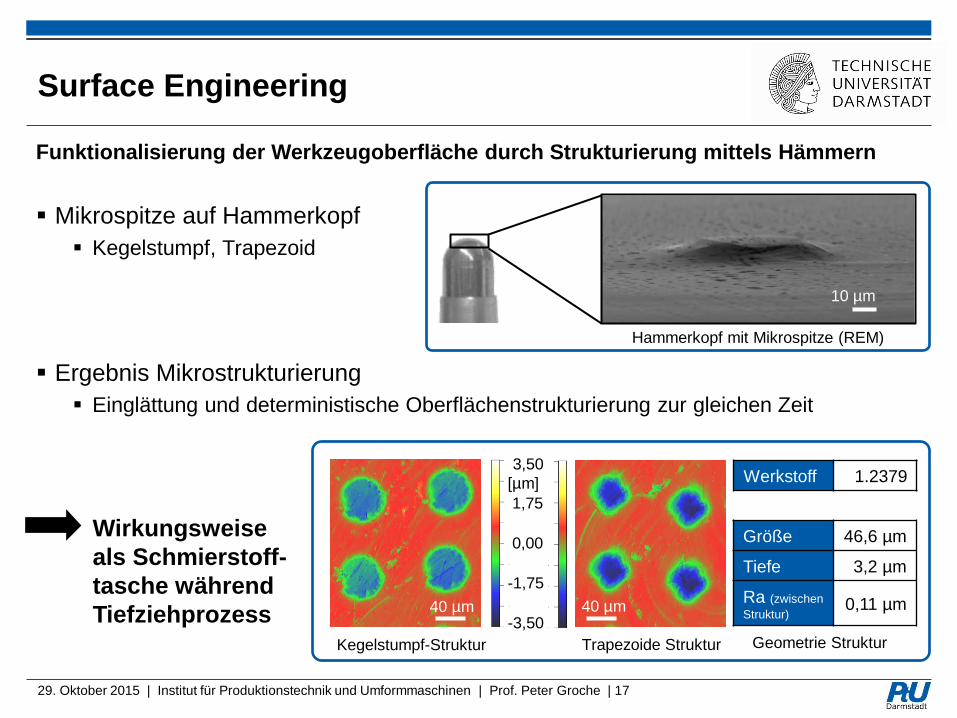
Funktionalisierung der Werkzeugoberfläche durch Strukturierung mittels Hämmern
Mikrospitze auf Hammerkopf
Kegelstumpf, Trapezoid
Ergebnis Mikrostrukturierung
Einglättung und deterministische Oberflächenstrukturierung zur gleichen Zeit
Surface Engineering
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 17
Hammerkopf mit Mikrospitze (REM)
40 µm
3,50
[µm]
1,75
0,00
-1,75
-3,50 40 µm
Kegelstumpf-Struktur Trapezoide Struktur
Größe 46,6 µm
Tiefe 3,2 µm
Ra (zwischen
Struktur) 0,11 µm
10 µm
Wirkungsweise
als Schmierstoff-
tasche während
Tiefziehprozess
Werkstoff 1.2379
Geometrie Struktur
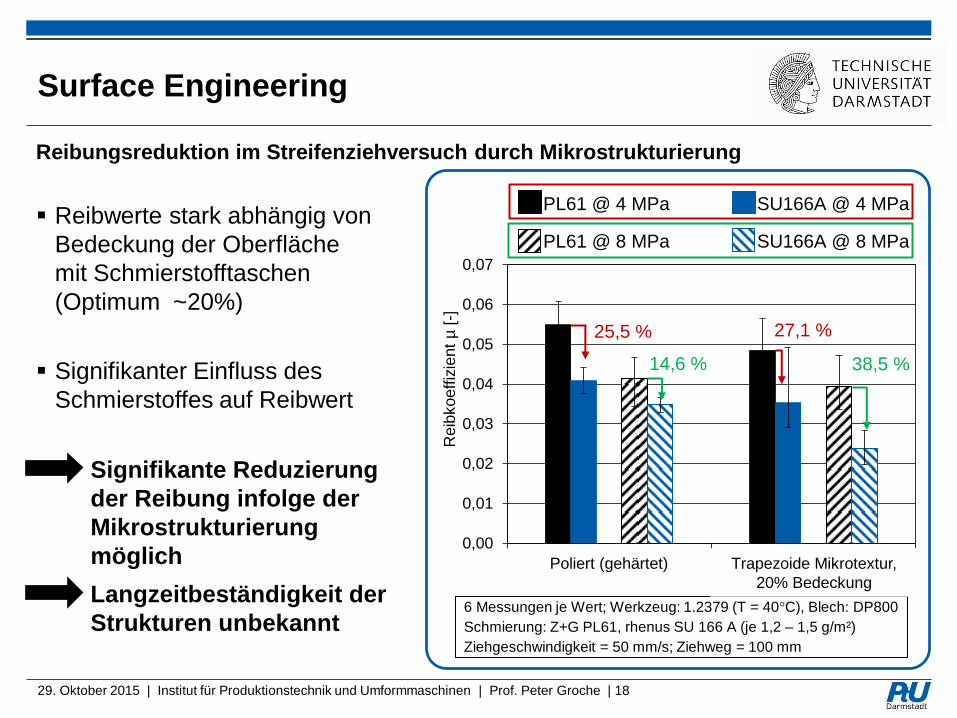
Reibungsreduktion im Streifenziehversuch durch Mikrostrukturierung
Reibwerte stark abhängig von
Bedeckung der Oberfläche
mit Schmierstofftaschen
(Optimum ~20%)
Signifikanter Einfluss des
Schmierstoffes auf Reibwert
Surface Engineering
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 18
0,00
0,01
0,02
0,03
0,04
0,05
0,06
0,07
polished (hardened) trapezoid T_20
PL61 @ 4 MPa SU166A @ 4 MPa
PL61 @ 8 MPa SU166A @ 8 MPa
6 Messungen je Wert; Werkzeug: 1.2379 (T = 40°C), Blech: DP800
Schmierung: Z+G PL61, rhenus SU 166 A (je 1,2 – 1,5 g/m²)
Ziehgeschwindigkeit = 50 mm/s; Ziehweg = 100 mm
38,5 % 14,6 %
25,5 % 27,1 %
Poliert (gehärtet) Trapezoide Mikrotextur,
20% Bedeckung
Reib
koeffiz
ient
µ [
-]
Signifikante Reduzierung
der Reibung infolge der
Mikrostrukturierung
möglich
Langzeitbeständigkeit der
Strukturen unbekannt
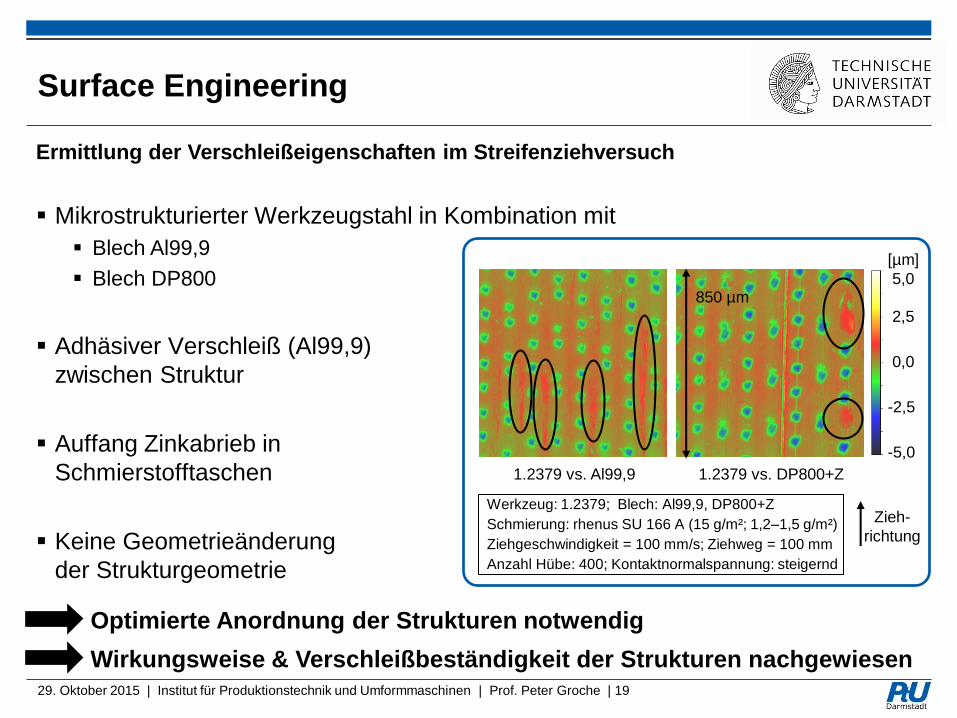
Ermittlung der Verschleißeigenschaften im Streifenziehversuch
Mikrostrukturierter Werkzeugstahl in Kombination mit
Blech Al99,9
Blech DP800
Adhäsiver Verschleiß (Al99,9)
zwischen Struktur
Auffang Zinkabrieb in
Schmierstofftaschen
Keine Geometrieänderung
der Strukturgeometrie
Surface Engineering
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 19
[µm]
5,0
2,5
0,0
-2,5
-5,0
Zieh-
richtung
Optimierte Anordnung der Strukturen notwendig
Wirkungsweise & Verschleißbeständigkeit der Strukturen nachgewiesen
Werkzeug: 1.2379; Blech: Al99,9, DP800+Z
Schmierung: rhenus SU 166 A (15 g/m²; 1,2–1,5 g/m²)
Ziehgeschwindigkeit = 100 mm/s; Ziehweg = 100 mm
Anzahl Hübe: 400; Kontaktnormalspannung: steigernd
1.2379 vs. Al99,9 1.2379 vs. DP800+Z
850 µm
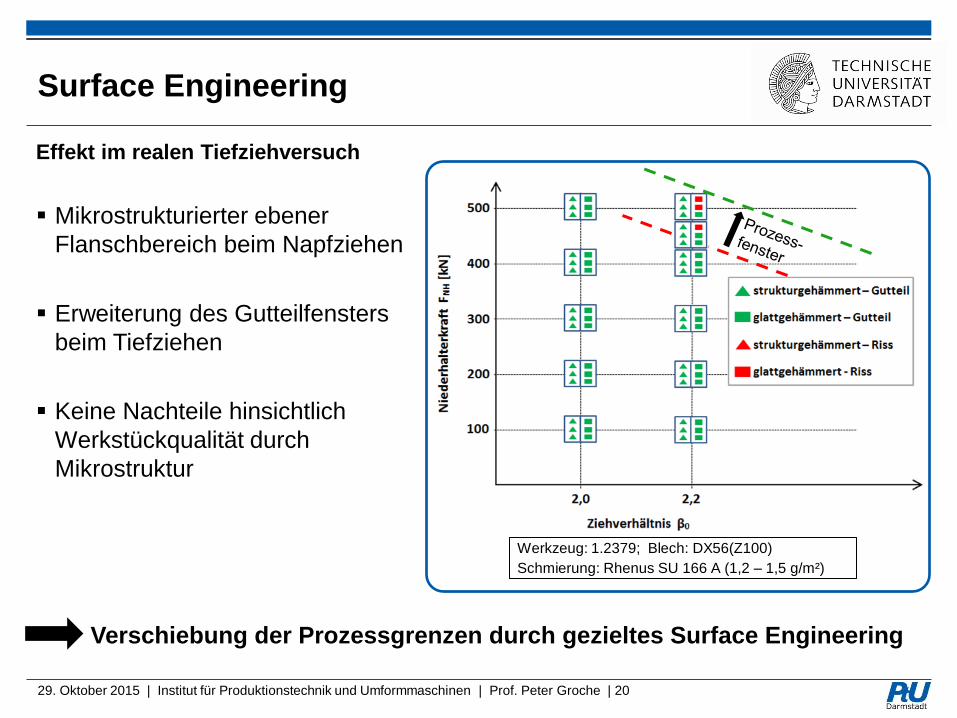
Effekt im realen Tiefziehversuch
Mikrostrukturierter ebener
Flanschbereich beim Napfziehen
Erweiterung des Gutteilfensters
beim Tiefziehen
Keine Nachteile hinsichtlich
Werkstückqualität durch
Mikrostruktur
Surface Engineering
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 20
Werkzeug: 1.2379; Blech: DX56(Z100)
Schmierung: Rhenus SU 166 A (1,2 – 1,5 g/m²)
Verschiebung der Prozessgrenzen durch gezieltes Surface Engineering
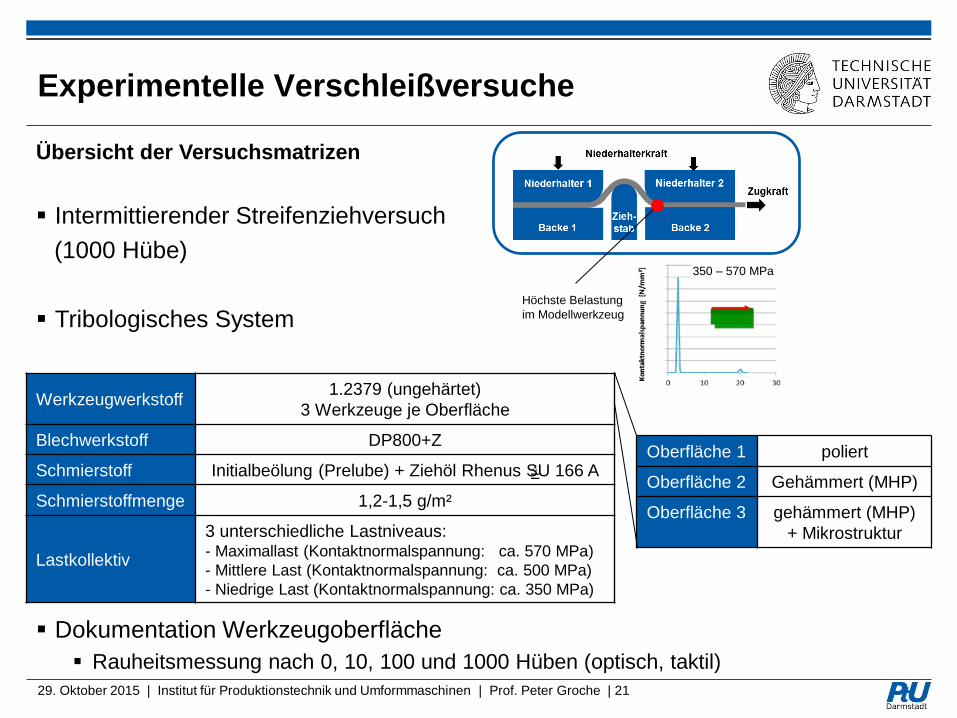
Übersicht der Versuchsmatrizen
Intermittierender Streifenziehversuch
(1000 Hübe)
Tribologisches System
Dokumentation Werkzeugoberfläche
Rauheitsmessung nach 0, 10, 100 und 1000 Hüben (optisch, taktil)
Experimentelle Verschleißversuche
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 21
Oberfläche 1 poliert
Oberfläche 2 Gehämmert (MHP)
Oberfläche 3 gehämmert (MHP)
+ Mikrostruktur
Werkzeugwerkstoff 1.2379 (ungehärtet)
3 Werkzeuge je Oberfläche
Blechwerkstoff DP800+Z
Schmierstoff Initialbeölung (Prelube) + Ziehöl Rhenus SU 166 A
Schmierstoffmenge 1,2-1,5 g/m²
Lastkollektiv
3 unterschiedliche Lastniveaus: - Maximallast (Kontaktnormalspannung: ca. 570 MPa)
- Mittlere Last (Kontaktnormalspannung: ca. 500 MPa)
- Niedrige Last (Kontaktnormalspannung: ca. 350 MPa)
= ∧
350 – 570 MPa
Höchste Belastung
im Modellwerkzeug
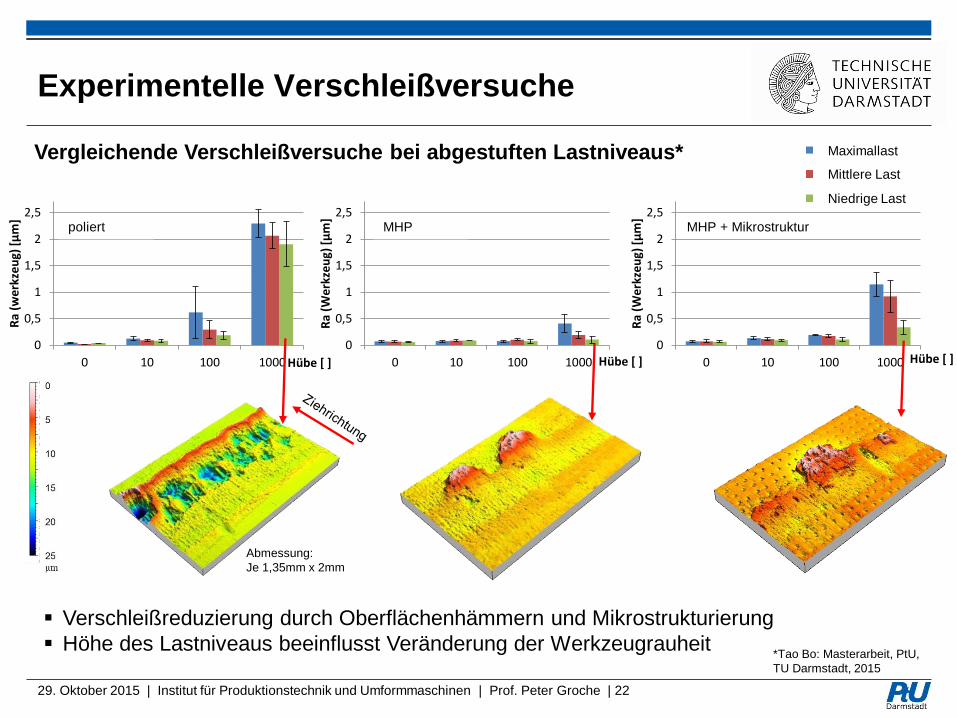
Vergleichende Verschleißversuche bei abgestuften Lastniveaus*
Experimentelle Verschleißversuche
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 22
0
0,5
1
1,5
2
2,5
0 10 100 1000
Ra
(w
erkz
eu
g) [
µm
]
Hübe [ ]
poliert
0
0,5
1
1,5
2
2,5
0 10 100 1000
Ra
(Wer
kzeu
g) [
µm
]
Hübe [ ]
MHP + Mikrostruktur
0
0,5
1
1,5
2
2,5
0 10 100 1000
Ra
(Wer
kzeu
g) [
µm
]
Hübe [ ]
MHP
Maximallast
Mittlere Last
Niedrige Last
Verschleißreduzierung durch Oberflächenhämmern und Mikrostrukturierung
Höhe des Lastniveaus beeinflusst Veränderung der Werkzeugrauheit
Abmessung:
Je 1,35mm x 2mm
*Tao Bo: Masterarbeit, PtU,
TU Darmstadt, 2015
Experimentelle Verschleißversuche
0
1
2
3
4
5
0 200 400 600 800 1000
Rz
(Ble
ch)
[µm
]
Hübe [ ]
0
1
2
3
4
5
0 200 400 600 800 1000
Rz
(Ble
ch)
[µm
]
Hübe [ ]
0
1
2
3
4
5
0 200 400 600 800 1000
Rz
(Ble
ch)
[µm
] Hübe [ ]
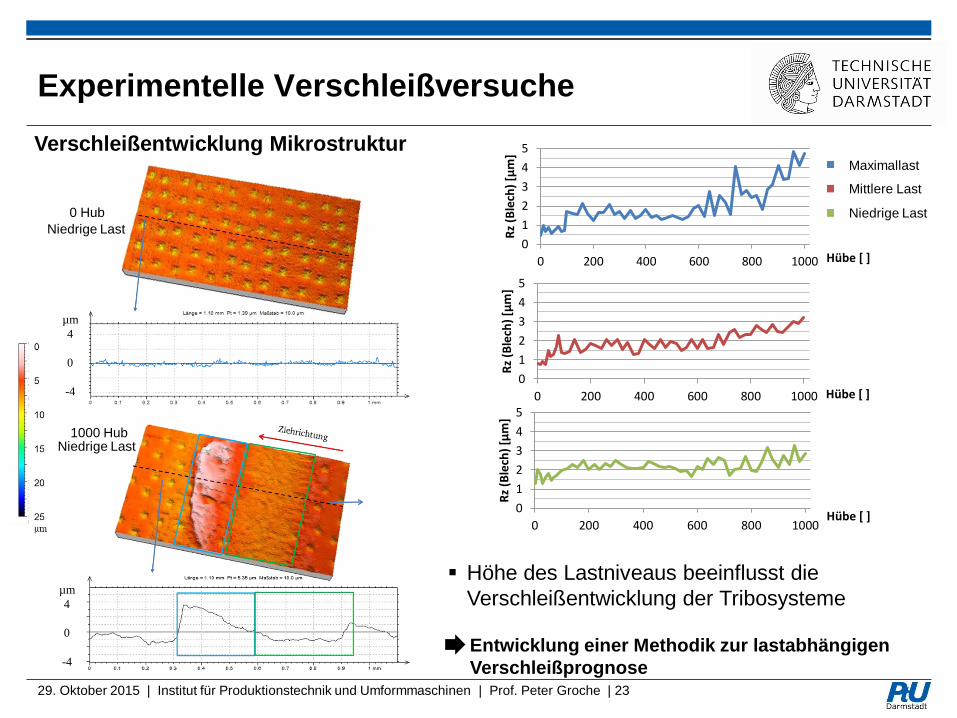
Verschleißentwicklung Mikrostruktur
µm
4
0
-4
µm
4
0
-4
0 Hub
1000 Hub
Maximallast
Mittlere Last
Niedrige Last
Niedrige Last
Niedrige Last
Entwicklung einer Methodik zur lastabhängigen
Verschleißprognose
Höhe des Lastniveaus beeinflusst die
Verschleißentwicklung der Tribosysteme
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 23
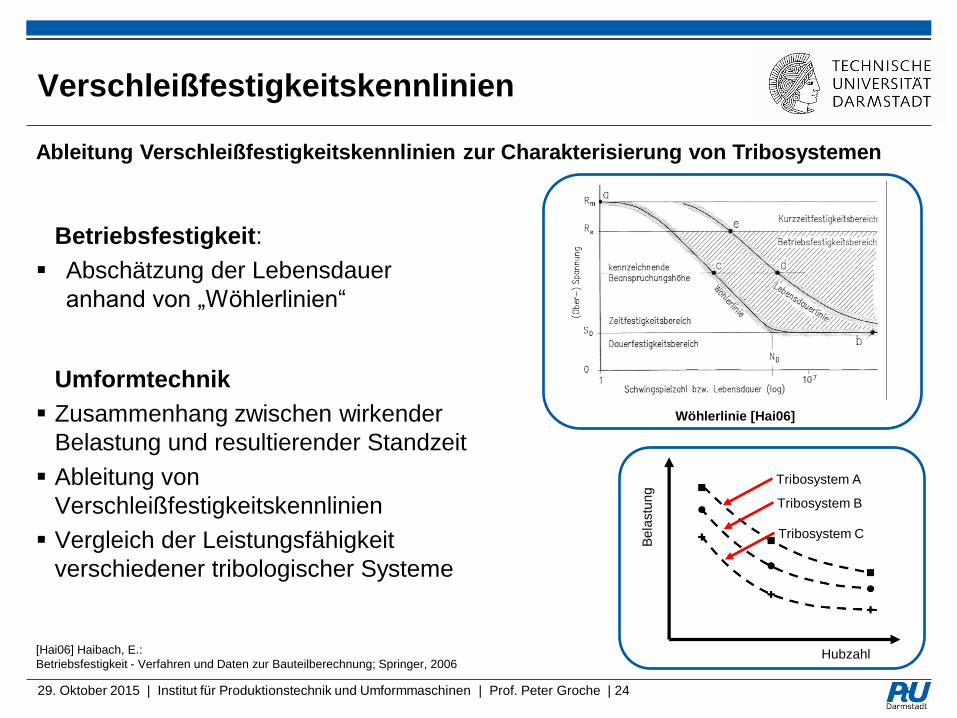
Ableitung Verschleißfestigkeitskennlinien zur Charakterisierung von Tribosystemen
Verschleißfestigkeitskennlinien
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 24
Be
lastu
ng
Hubzahl
Tribosystem A
Tribosystem B
Tribosystem C
Umformtechnik
Zusammenhang zwischen wirkender
Belastung und resultierender Standzeit
Ableitung von
Verschleißfestigkeitskennlinien
Vergleich der Leistungsfähigkeit
verschiedener tribologischer Systeme
Betriebsfestigkeit:
Abschätzung der Lebensdauer
anhand von „Wöhlerlinien“
Wöhlerlinie [Hai06]
[Hai06] Haibach, E.:
Betriebsfestigkeit - Verfahren und Daten zur Bauteilberechnung; Springer, 2006
Verschleißfestigkeitskennlinien
0
200
400
600
800
1000
0 2000 4000 6000 8000 10000 12000 14000
Ko
nta
ktn
orm
als
pan
nu
ng
[N
/mm
²]
Hübe [ ]
ZStE1000
Rm: 1000 N/mm²
DP980
Rm: 980 N/mm²
DP800
Rm: 780 N/mm²
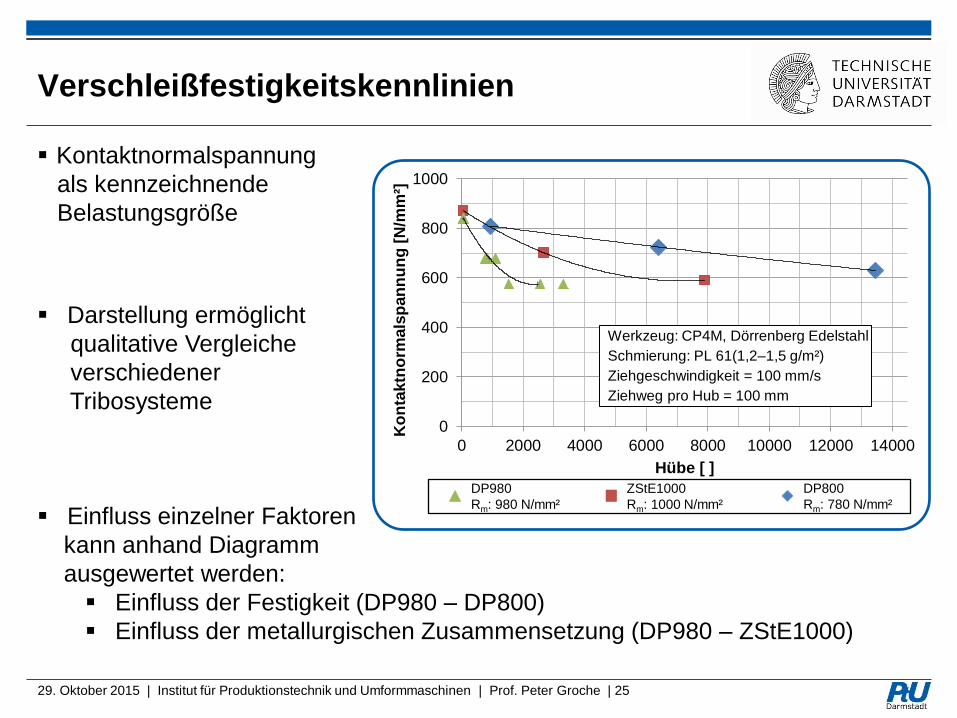
Kontaktnormalspannung
als kennzeichnende
Belastungsgröße
Darstellung ermöglicht
qualitative Vergleiche
verschiedener
Tribosysteme
Einfluss einzelner Faktoren
kann anhand Diagramm
ausgewertet werden:
Einfluss der Festigkeit (DP980 – DP800)
Einfluss der metallurgischen Zusammensetzung (DP980 – ZStE1000)
Werkzeug: CP4M, Dörrenberg Edelstahl
Schmierung: PL 61(1,2–1,5 g/m²)
Ziehgeschwindigkeit = 100 mm/s
Ziehweg pro Hub = 100 mm
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 25
Inline Detektion von Werkzeugverschleiß möglich
Signifikante Reduzierung der Reibung infolge der Mikrostrukturierung möglich
Verschiebung der Prozessgrenzen durch gezieltes Surface Engineering
Methodik zur lastabhängigen Verschleißprognose
Zusammenfassung
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 26
Reduzierung von Reibung und Verschleiß durch Herstellung tribologisch
günstiger Oberflächenstrukturen möglich
Vielen Dank für Ihre Aufmerksamkeit
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 27