Embed Size (px)
Citation preview

WS 2010 EK Produktion & Logistik Kapitel 1/1
Kapitel 1
Einführung

WS 2010 EK Produktion & Logistik Kapitel 1/2
1.1 Produktion als Funktion des Betriebes I
Funktionen des Betriebes:• Produktion: Beschaffung und Fertigung • Logistik: auch Aspekte des Absatzes
Beschaffung Fertigung Absatz
Leitung
Planung Kontrolle Organisation
Finanzierung
LeistungenProduktions-faktoren
Finanzbuchhaltung
Betriebsbuchhaltung
RealgüterstromNominalgüterstrom

WS 2010 EK Produktion & Logistik Kapitel 1/3
Produktion als Funktion des Betriebes II
(industrielle) Produktion: • Definition: die Erzeugung von Ausbringungsgütern (Produkten, Output) aus
materiellen und nichtmateriellen Einsatzgütern (Produktionsfaktoren, Inputs, Ressourcen) nach bestimmten technischen Verfahrensweisen
• Vorprodukte werden oft von Zulieferern fremdbezogen, die sich auf die Herstellung einiger weniger Produktkomponenten spezialisiert und hierbei oft einen technischen Vorsprung erzielt haben.
• Verwendung von nichtmateriellen Gütern (Patente, Lizenzen, Software,..)
• weitere Produktionsfaktoren: Maschinen, Lagerungs- und Handlingeinrichtungen, Energie, menschliche Arbeit
• Abnehmer, die die im Betrieb erbrachten Leistungen, d.h. Güter oder Dienstleistungen nachfragen

WS 2010 EK Produktion & Logistik Kapitel 1/4
Produktion als Funktion des Betriebes III
• Beachtung von wirtschaftlichen, technologischen, gesellschaftlichen und rechtlichen Rahmenbedingungen, die den Handlungsspielraum der Unternehmung einschränken
• Bei der Wahl der Produktionsverfahren sind alle Auswirkungen, die die natürliche Umwelt belasten, zu vermeiden oder zumindest in rechtlich und unternehmenspolitisch vertretbaren Grenzen zu halten. Imageaspekt gewinnt an Bedeutung
• Befassung mit dem Realgüterstrom (= Güter- bzw. Leistungsstrom) Lieferanten Betrieb KundenDer in die umgekehrte Richtung fließende Nominalgüterstrom wird in der ABWL Finanzwirtschaft behandelt.

WS 2010 EK Produktion & Logistik Kapitel 1/5
Produktionsfaktoren
• Produktionsfaktoren (Faktoren, Input)– für Absatz und Erhaltung der Betriebsbereitschaft eingesetzte
Güter– Einteilung nach ihrer Wirkungsweise im Produktionsprozess
• mengen- und kostenmäßige Zusammenhänge
– Arten• dispositiv
• elementar
• Zusatzfaktoren

WS 2010 EK Produktion & Logistik Kapitel 1/6
Produktionsfaktoren
• dispositiver Faktor– Arbeitsleistung (leitende Tätigkeit)
• Planung, Kontrolle, Informationsmanagement
• Kontrolle der übrigen Produktions-/Elementarfaktoren
• Kombination nach frei gewähltem Ziel
• nicht direkt einzelnen Produkten bzw. Produktionsvorgängen zurechenbar
• maßgebend für gesamte Produktionsstruktur & -abläufe

WS 2010 EK Produktion & Logistik Kapitel 1/7
Produktionsfaktoren
• Elementarfaktoren (1)– Verbrauchsfaktoren (Repetierfaktoren)
• gehen als selbständige Güter im Produktionsgeschehen unter
• Veränderung der Eigenschaften
– werden dadurch zu anderen Gütern
– Bestandteil eines neuen Gutes
• Arten
– Erzeugniseinsatzstoffe: gehen substantiell in Produkt ein
zB Rohstoffe, Werkstoffe, Bauteile, etc…
– Betriebsstoffe: zum Betreiben benötigt
zB Antriebsenergie für Aggregate, Schmierstoffe, Kühlmittel

WS 2010 EK Produktion & Logistik Kapitel 1/8
Produktionsfaktoren
• Elementarfaktoren (2)– Potentialfaktoren (Bestands-, Gebrauchs-, Niveau-)
• zB Maschinen, Patente, ausführende Arbeitskraft
• Arten
– mit Abgabe von Werkverrichtungen
zB Arbeitskraft, Maschinen, Werkzeuge, etc.
– ohne Abgabe von Werkverrichtungen
zB Gebäude, Grundstücke, Mobiliar, Heizung, etc.

WS 2010 EK Produktion & Logistik Kapitel 1/9
1.2 Begriffsbestimmungen I
• Wertschöpfungsprozess: Inputgüter wertgesteigerte Outputgüter
• Arbeitssystem: Produktion Rohstoff Endprodukt besteht aus einzelnen Abschnitten (umfassen einen bestimmten Teilprozess)
Arbeitssystem (Produktiveinheit) = organisatorische Einheit (Maschinen, Werkzeuge, Arbeiter) in der jeweils ein einzelner Abschnitt eines Produktionsprozesses ausgeführt wird.
• Input: physischer Input = zu bearbeitende Vorprodukte (Arbeitsobjekte, z.B. Rohstoffe, Zwischenprodukte, Verbrauchsfaktoren, Repetierfaktoren)
Grunddaten: konstruktiver Aufbau der Produkte (z.B. Stücklisten), technische Angaben zur Ausführung der Produktion und der Montage (z.B. Arbeitsgangbeschreibungen) abzulesen.
Planungsdaten: Produktionsaufträge (Angaben, wie viele Erzeugnis-einheiten bis zu einem bestimmten Termin fertig zu stellen sind)

WS 2010 EK Produktion & Logistik Kapitel 1/10
Begriffsbestimmungen II
• Output (Ausbringung): Arbeitsobjekte durchlaufen den Produktionsprozess, werden bearbeitet und erfahren i.d.R. Wertsteigerung. Die Fertigstellungszeitpunkte der Produktionsaufträge werden als Rückmeldungen an das PPS-System übermittelt.
• Transformation: Der Transformationsprozess erfolgt unter Einsatz von Potentialfaktoren (Niveaufaktoren, Maschinen, Patente) und Menschen. Dieser Transformationsprozess wird in der Produktionstheorie durch Produktionsfunktionen beschrieben.

WS 2010 EK Produktion & Logistik Kapitel 1/11
Begriffsbestimmungen III
• Fertigungstiefe: Anzahl der Wertsteigerungsstufen eines Erzeugnisses, die in einem Betrieb realisiert werden
• Arbeitsteilung: Wertschöpfungsprozess Rohstoff Endprodukt üblicherweise nicht in einer Firma internationale Arbeitsteilung: z.B. Motoren aus GM-Werk in Aspern werden in anderen EU-Ländern in Opel-PKW eingebaut. Magna liefert diversen Autoherstellern zu, ...
• Supply Chain Management (SCM): Koordination der einzelnen Glieder der Wertschöpfungskette Zulieferer – Produzent – Abnehmer um Bestände in der Kette zu minimieren, um kostengünstig und rasch auf Kundenwünsche reagieren zu können, etc.

WS 2010 EK Produktion & Logistik Kapitel 1/12
Begriffsbestimmungen IV
Beachtung der folgende Aspekte bei der Erzielung von Wertschöpfung:
• Zeit: Reduktion unproduktiver Vorgänge (z.B. Transport- und Lagerungsvorgänge) reduziert Durchlaufzeiten Wettbewerbsvorteil (Lieferzeit, Kosten) Wichtig: Gestaltung der technischen und organisatorischen Infrastruktur (Layout, Konfiguration, ...) taktische Produktionsplanung
• Flexibilität: Anpassung an veränderte Umweltbedingungen:– langfristig bzw. strategisch (technologisch, rechtlich bzw. wirtschaftlich) – kurzfristig bzw. operativ (Änderungen des Marktes)
• Qualität: geringe Ausschussraten, Funktionalität, Zuverlässigkeit und Langlebigkeit der erzeugten Produkte entscheidender WettbewerbsfaktorTotal Quality Management (TQM).
• Infrastruktur: – physischen Gegebenheiten ("Hardware", Produktionsanlagen, Lagerungs-,
Materialfluss- und Handlungseinrichtungen) – Grundregeln ihres organisatorischen Zusammenwirkens (die "Software") Produktionsplanungs- und -steuerungssysteme (PPS-Systeme)

WS 2010 EK Produktion & Logistik Kapitel 1/13
Begriffsbestimmungen V
• Logistik: ganzheitliche, die einzelnen Funktionsbereiche der Unternehmung übergreifende ("Querschnittsfunktion" der Logistik) Betrachtungsweise Ziel: die Optimierung des Material- und Erzeugnisflusses (unter Berücksichtigung der damit zusammenhängenden Informationsströme) Zur Logistik zählen alle Prozesse des Transports, der Lagerung, der Materialhandhabung und Verpackung (TUL: Transport, Umschlag, Lagerung).
• Logistik = Überbrückung von räumlichen, zeitlichen und mengenmäßigen Differenzen zwischen "Angebot" und "Nachfrage". Erfassung der gesamten logistischen Kette "Zulieferer – Produzent - Abnehmer" (SCM). Unterstützung durch Logistikdienstleister (z.B. Spediteure mit eigenen Lagerungs- und Umschlageinrichtungen)

WS 2010 EK Produktion & Logistik Kapitel 1/14
1.3 Erscheinungsformen von Produktionssystemen
1.3.1 Programmbezogene Produktionstypen (outputorientiert)
1.3.2 Prozessbezogene Produktionstypen (inputorientiert)
1.3.3 Einsatzbezogene Produktionstypen
programmbezogen prozessbezogen einsatzbezogen

WS 2010 EK Produktion & Logistik Kapitel 1/15
programmbezogen prozessbezogen einsatzbezogen
Produkte Produktionsprogramm
• Programmbezogene Produktionstypen lassen sich nach Produkt- und nach Programmeigenschaften bilden
• Eigenschaften der Produkte– Güterart
• materielle Güter (Sachgüter): Maschinen, Werkzeuge, Stoffe• immaterielle Güter: menschliche/maschinelle Arbeit, Dienstleistungen, Informationen
– Gestalt• ungeformte Fließgüter: zB Bier• geformte Fließgüter: zB Stahlbleche (Länge nicht festgelegt)• Stückgüter: zB Schrauben (alle 3 Dimensionen determiniert)
– Zusammensetzung• einteilig (zB Bohrer) vs. mehrteilig (zB Computer)
– Beweglichkeit• beweglich vs. unbeweglich (zB Kraftwerk, Brücke)

WS 2010 EK Produktion & Logistik Kapitel 1/16
• Eigenschaften des Produktionsprogramms– Anzahl der Erzeugnisse
• Einproduktproduktion
• Mehrproduktproduktion
– Auflagengröße (Repetitionstypen)
(Anzahl der nach Vorbereitung der Produktionsanlage ununterbrochen hergestellten Erzeugniseinheiten
• Massenproduktion
– ständige, zeitlich nicht begrenzte Produktion eines Gutes in großen Mengen
– Mechanisierung und Automatisierung des Produktionsprozesses
– hohe Verrichtungsspezialisierung der Produktionsfaktoren
– negative soziale Effekte: Monotonie in der Arbeit
programmbezogen prozessbezogen einsatzbezogen
Produkte Produktionsprogramm
Anzahl Auflage Absatzmarkt

WS 2010 EK Produktion & Logistik Kapitel 1/17
– Auflagengröße (Repetitionstypen) [Fortsetzung]• Sortenproduktion (Spezialfall der Massenproduktion)
– mehrere Varianten eines Grundproduktes (geringfügige Unterschiede)– größere Flexibilität der Produktionsanlagen als bei Massenproduktion– Unterbrechung des Produktionsprozess bei Sortenwechsel
• Serienproduktion– begrenzte Anzahl identischer Erzeugnisse– regelmäßiges Umrüsten– noch flexiblere Produktionsanlagen
• Einzelproduktion– individuelle Produkte gemäß Kundenauftrag– Einzelstücke– hoch flexible Produktionsanlagen und Arbeitskräfte nötig– zB Schiff-, Anlagenbau
programmbezogen prozessbezogen einsatzbezogen
Produkte Produktionsprogramm
Anzahl Auflage Absatzmarkt

WS 2010 EK Produktion & Logistik Kapitel 1/18
– Beziehung der Produktion zum Absatzmarkt (Auftragstypen)• make to order
– Kundenproduktion, auftragsorientierte Produktion– bei Produktionsbeginn liegt ein Kundenauftrag vor (Art und Menge der
herzustellenden Produkte, Liefertermine)– Nachteil: lange Lieferzeiten
• make to stock– Marktproduktion, lagerorientierte Produktion– Produktion für einen anonymen Markt, also auf Lager
(Nachfrageprognosen der Marktnachfrage)– Nachteil: Risiko von Ladenhütern
• assemble to order– Versuch die Ansätze zu kombinieren um beide Nachteile zu vermeiden– Produktion häufig verwendeter Einzelteile auf Lager– auftragsorientierte Montage der Endprodukte.– Vorteil: Verkürzung der Lieferzeit durch Postponement
programmbezogen prozessbezogen einsatzbezogen
Produkte Produktionsprogramm
Anzahl Auflage Absatzmarkt

WS 2010 EK Produktion & Logistik Kapitel 1/19
programmbezogen prozessbezogen einsatzbezogen
organisatorisch Struktur
• Arbeitspläne beschreiben die Folgen von Arbeitsgängen, die von Arbeitssystemen an Arbeitsobjekten vollzogen werden. Je nachdem wie sehr sich die Arbeitspläne der einzelnen Produkte unterscheiden werden verschiedene Anordnungen der Arbeitssysteme sinnvoll sein
• Organisatorische Anordnung der Arbeitssysteme– Funktionsprinzip:
• Räumliche Zusammenfassung von Arbeitssysteme mit gleichartiger Funktion (Stanzen, Drehbänke, etc.) in einer Werkstatt
• Jeder Auftrag muss entsprechend der in seinem Arbeitsplan definierten technologischen Reihenfolge zu den einzelnen Werkstätten transportiert werden.
• Sinnvoll bei Einzelproduktion bzw. geringen Stückzahlen/Auftragsgrößen, wo kein einheitlicher Materialfluss vorliegt (jedes Produkt nimmt einen anderen Weg über die Maschinen)
• Wartezeiten der Aufträge vor ihrer Bearbeitung bzw. vor dem Transport unerwünschte Zwischenlagerbestände von angearbeiteten Erzeugnissen („work in process“, WIP) und Leerzeiten (wenn eine Maschine auf einen Auftrag warten muss)
Funktionsprinzip Objektprinzip

WS 2010 EK Produktion & Logistik Kapitel 1/20
Quelle: Günther und Tempelmeier (1997)
programmbezogen prozessbezogen einsatzbezogen
organisatorisch Struktur
Funktionsprinzip Objektprinzip
Layout einer Fabrikhalle bei Werkstattproduktion

WS 2010 EK Produktion & Logistik Kapitel 1/21
programmbezogen prozessbezogen einsatzbezogen
organisatorisch Struktur
Funktionsprinzip Objektprinzip
– Objektprinzip: Anordnung orientiert sich an Arbeitsplänen• Einheitlicher Materialfluss
– die Arbeitssysteme werden entsprechend ihrer Position in den Arbeitsplänen der zu produzierenden Erzeugnisse i.d.R. linear angeordnet
– nur sinnvoll wenn einheitliches Grundprodukt bzw. begrenzte Anzahl von Produktvarianten hergestellt wird
– Kapazitäten der einzelnen Arbeitssysteme müssen eng aufeinander abgestimmt werden
– Reihenproduktion: keine zeitliche Bindung
– getaktete Fließfertigung: Fließfertigung mit Zeitzwang
einheitlicher M-Fluß
Zentrenproduktion

WS 2010 EK Produktion & Logistik Kapitel 1/22
programmbezogen prozessbezogen einsatzbezogen
organisatorisch Struktur
Funktionsprinzip Objektprinzip
– Objektprinzip• Einheitlicher Materialfluss [Fortsetzung]
– Reihenproduktion (ohne Zeitzwang)» Materialfluss für alle Erzeugnisse weitgehend identisch » keine zeitliche Bindung der Arbeitsgänge » einzelne Arbeitsstationen können übersprungen werden,
Rücksprünge sind nicht möglich» Pufferlager zwischen den Arbeitssystemen bzw. Stationen
nötig– getaktete Fließfertigung (mit Zeitzwang)
» zur Bearbeitung jedes Produktes steht in jeder Station eine fixe Zeitspanne zur Verfügung
» keine Pufferlage» Transferstraße (zB Motoren): simultan, fest verbunden» Fließproduktionslinie (zB TV): asynchron
einheitlicher M-Fluß
Zentrenproduktion

WS 2010 EK Produktion & Logistik Kapitel 1/23
Transferstraße: Verkettung zu einem automatisierten Gesamtsystem, wo die Werkstücke fest mit dem Transportsystem verbunden sind und nur simultan fortbewegt werden (synchroner Materialfluss)
z.B. Motorenproduktion.
Station 1 Station 2 Station 3 Station 4 Station 5
programmbezogen prozessbezogen einsatzbezogen
organisatorisch Struktur
Funktionsprinzip Objektprinzipeinheitlicher M-Fluß
Zentrenproduktion

WS 2010 EK Produktion & Logistik Kapitel 1/24
Fließproduktion:Koppelung durch selbständige Fördereinrichtungen, wobei die einzelnen Werkstücke auch unabhängig voneinander bewegt werden können (asynchroner Materialfluss) z.B. Montage von Fernsehern. Auch hier sind kleinere Pufferlager zwischen den Arbeitssystemen bzw. Stationen nötig:
Station 1 Station 2 Station 3 Station 4 Station 5
programmbezogen prozessbezogen einsatzbezogen
organisatorisch Struktur
Funktionsprinzip Objektprinzipeinheitlicher M-Fluß
Zentrenproduktion

WS 2010 EK Produktion & Logistik Kapitel 1/25
• Zentrenproduktion– Räumliche Zusammenfassung unterschiedlicher Arbeitssysteme (die
für eine Produktgruppe benötigt werden) unter Anwendung des Objektprinzips (weniger Materialbewegung als bei Werkstattfertigung)Dabei können in einem Produktionszentrum beliebige Materialflüsse vorkommen.
eingesetzt, wenn für verschiedene Endprodukte ähnliche Einzelteile benötigt werden, die oft nicht nur dieselben Arbeitssysteme belegen, sondern auch nach ähnlichen Arbeitsplänen produziert werden
– Verschiedene Varianten, je nach Automatisierungsgrad:• Flexibles Fertigungssystem
(FFS, flexible manufacturing system, MFS):• Produktionsinsel
programmbezogen prozessbezogen einsatzbezogen
organisatorisch Struktur
Funktionsprinzip Objektprinzipeinheitlicher M-Fluß
Zentrenproduktion

WS 2010 EK Produktion & Logistik Kapitel 1/26
• Flexibles Fertigungssystem– Produktion und Materialflusssystem werden weitgehend automatisiert
– besteht aus numerisch gesteuerten Maschinen verbunden durch ein automatisiertes Materialflusssystem
– Werkstück- und Werkzeugfluss erfolgen weitgehend automatisch
programmbezogen prozessbezogen einsatzbezogen
organisatorisch Struktur
Funktionsprinzip Objektprinzipeinheitlicher M-Fluß
Zentrenproduktion

WS 2010 EK Produktion & Logistik Kapitel 1/27
• Produktionsinsel:– teilautonome Arbeitsgruppen
– Verzicht auf vollständige Automatisierung
– wesentlicher Bestandteil der schlanken Produktion (lean production)
– geringer Planungs- und Koordinationsaufwand
– Gruppentechnologie-Zelle:• Verzicht auf die Integration disponierender und kontrollierender Aufgaben
programmbezogen prozessbezogen einsatzbezogen
organisatorisch Struktur
Funktionsprinzip Objektprinzipeinheitlicher M-Fluß
Zentrenproduktion

WS 2010 EK Produktion & Logistik Kapitel 1/28
• Struktur des Materialflusses(Produktionsstrukturtyp, Vergenztyp)Weitere wichtige Gliederung der prozessbezogenenProduktionstypen unter Beachtung der Struktur derProduktionsprozesse:
– Form des Materialflusses– Kontinuität des Materialflusses– Ortsbindung der Produkte– Anzahl der Arbeitsgänge– Veränderbarkeit der Arbeitsgangfolge
programmbezogen prozessbezogen einsatzbezogen
organisatorisch Struktur
Form Kontinuität Ort Anzahl Veränderbarkeit

WS 2010 EK Produktion & Logistik Kapitel 1/29
Glatter (durchgängiger, serieller) Materialfluss: aus jeweils einer eingesetzten Werkstoffart wird eine einzige Produktart erzeugt. (Veredelungsfertigung)
Konvergierender (synthetischer) Materialfluss: eine Produktart wird aus mehreren Werkstoffarten hergestellt (Montageprozesse, z.B. Autos)
... EndproduktRohling
programmbezogen prozessbezogen einsatzbezogen
organisatorisch Struktur
Form Kontinuität Ort Anzahl Veränderbarkeit

WS 2010 EK Produktion & Logistik Kapitel 1/30
Divergierender (analytischer) Materialfluss: durch Aufspaltung einer Werkstoffart werden mehrere Produktarten erzeugt. (z.B. Erdölverarbeitung, wo gleichzeitig Benzin, Heizöl, Schmierstoffe und einige weitere Produkte erzeugt werden - Mengenrelationen variieren)
Spezialfall: Kuppelproduktion (z.B. chemische Produktionsprozesse): in einem Produktionsprozess fallen mehrere Ausbringungsgüter gleichzeitig an (entweder starr oder variabel).
umgruppierendem Materialfluss: in einem Arbeitsgang entstehen aus mehreren Werkstoffarten verschiedene Produktarten
programmbezogen prozessbezogen einsatzbezogen
organisatorisch Struktur
Form Kontinuität Ort Anzahl Veränderbarkeit

WS 2010 EK Produktion & Logistik Kapitel 1/31
Kontinuierliche:Objekte wird während des Produktionsprozesses ununterbrochen weitertransportiert
diskontinuierliche Produktion: Objekt wird in bestimmten zeitlichen Abständen zum nächsten Arbeitssystem weitertransportiert werden
Chargenproduktion (Spezialfall der diskontinuierlichen Produktion)Charge durch das Fassungsvermögen des Produktionsgefäßes (z.B. Hochofen) begrenzt Qualitätsunterschiede
programmbezogen prozessbezogen einsatzbezogen
organisatorisch Struktur
Form Kontinuität Ort Anzahl Veränderbarkeit

WS 2010 EK Produktion & Logistik Kapitel 1/32
• Ortsbindung der Produkte– Fabrik
– Baustelle: örtliche gebunden
• Anzahl der Arbeitsgänge– einstufig
– mehrstufig
• Veränderbarkeit der ArbeitsgangfolgeReihenfolge der Arbeitsgänge – vorgegeben
– veränderbar (Arbeitsplanflexibilität)
programmbezogen prozessbezogen einsatzbezogen
organisatorisch Struktur
Form Kontinuität Ort Anzahl Veränderbarkeit

WS 2010 EK Produktion & Logistik Kapitel 1/33
programmbezogen prozessbezogen einsatzbezogen
• Anteil der Einsatzgüterarten– materialintensiver Produktion (z.B. in der Mineralölverarbeitung)– anlagenintensiver Produktion (z.B. bei Einsatz flexibler
Fertigungssysteme) – arbeitsintensiver Produktion (z.B. bei kunsthandwerklichen
Produkten)– informationsintensiver Produktion (z.B. im Verlagswesen)
• Konstanz der Güterqualität– werkstoffbedingt wiederholbare Produktion– Partieproduktion: Werkstoffe, die aus unterschiedlichen Partien
stammen, weisen besondere qualitative Eigenschaften auf (z.B. Naturprodukte Leder, Obst usw., Weinjahrgänge, ...)

WS 2010 EK Produktion & Logistik Kapitel 1/34
1.4 Beispiel eines mittelständischen Industriebetriebes
In Günther und Tempelmeier (1996 bzw. 1997) wird am Beispiel einer mittelständischen Unternehmung, die elektrische Messgeräte in Kleinserienproduktion herstellt, veranschaulicht, dass die obigen Formen der Produktion durchaus auch gleichzeitig auftreten können
z.B. • Reihenfertigung bei der Leiterplattenbestückung• Inselproduktion bei der Montage• Qualitätskontrolle und mechanische Sonderfertigung in Form von Werkstattproduktion

WS 2010 EK Produktion & Logistik Kapitel 1/35
1.5 Entscheidungsebenen
Eine moderne Sichtweise der Betriebswirtschaftslehre und insb. der "Produktion und Logistik" ist entscheidungsorientiert. Sie betrachtet Entscheidungen, die im Zusammenhang mit der Vorbereitung, Durchführung und Kontrolle der Produktion einschließlich der resultierenden logistischen Prozesse gefällt werden müssen.
Es gibt 3 Entscheidungsebenen:• strategisches Produktionsmanagement• taktisches Produktionsmanagement• operatives Produktionsmanagement

WS 2010 EK Produktion & Logistik Kapitel 1/36
Strategisches Produktionsmanagement
Grundsatzentscheidungen um langfristige Rahmenbedingungen zu schaffen, unter denen sich eine Unternehmung erfolgreich
entwickeln kann.
Beispiele:• die Wahl der Produktionsstandorte;• Umstieg auf eine neue automatisierte Produktionstechnologie mit
dem Ziel, Wettbewerbsvorteile zu erzielen;• Grundsatzentscheidung, gewisse Geschäftszweige zu schließen
oder auszubauen
Grenzen zu anderen funktionalen Teilbereichen (z.B. Marketing)sind fließend.

WS 2010 EK Produktion & Logistik Kapitel 1/37
Taktisches Produktionsmanagement
Aufbau, Konfigurierung und Dimensionierung der nötigen Infrastruktur, um, die in der strategischen Entscheidungsebene gesetzten Ziele zu verwirklichen und die angestrebte Leistungsstärke nachhaltig aufzubauen (Umgestaltung und Weiterentwicklung der Produktionsinfrastruktur),
Beispiele:
• Typische taktische Fragestellungen sind die Dimensionierung der Produktionskapazitäten und die Layoutplanung.
• Abschluss eines Liefervertrages mit einem Zulieferer nach "Just-in-time"-Prinzip
• Leistungsabstimmung von Fließbändern• Layoutplanung der Fabrikhalle bei Werkstattfertigung

WS 2010 EK Produktion & Logistik Kapitel 1/38
Operatives Produktionsmanagement
Effiziente Nutzung der durch die Entscheidungen in der taktischen
Planungsebene geschaffenen Infrastruktur;
Ausschöpfung der Leistungspotentiale:• Aufstellung des kurzfristigen Produktionsprogramms; • Ermittlung des Materialbedarfs; Losgrößenplanung• Feinterminierung der Arbeitsgänge in einer Werkstatt;• Steuerung des Transportverkehrs der Fahrzeuge eines fahrerlosen Transportsystems (FTS).

WS 2010 EK Produktion & Logistik Kapitel 1/39
Überblick
strategisch taktisch operativ
Planungshorizont bzw.Realisierungszeitraum
langfistig (z.B. Jahre)
mittelfristig (z.B. Monate)
kurzfristig (Schichten, Tage, Wochen)
Bedeutung für die Gesamtunternehmung
kann Bestand der Gesamtunter-nehmung sichern oder gefährden
mittel gering
Risiko bzw. Zufallseinfluss
hoch mittel geringer
Aggregationsgrad der Daten
hoch aggregiert, oft nur verbal
mittel detaillierte Daten
Entscheidungsebenen Top Management mittleres Management
Unteres Management, Werkmeister

WS 2010 EK Produktion & Logistik Kapitel 1/40
1.6 Exkurs in die Produktionstheorie: Gutenberg-Produktionsfunktion (Typ B)
Das Konzept der Produktionsfunktion geht von einem messbaren Zusammenhang zwischen Faktoreinsatz und Ausbringung aus. Im betriebswirtschaftlichen Zusammenhang ist die Zurechnung Faktoreinsätze an Produkte oft nicht direkt möglich (Ersatzteile, Betriebsstoffe wie z.B. Öle)
Gutenberg verwendet das Konzept der Betriebsmittelnutzung.
Dabei sind 3 Stufen zu betrachten:
• technische Verbrauchsfunktion• monetäre Verbrauchsfunktion• Produktions-"Funktion"

WS 2010 EK Produktion & Logistik Kapitel 1/41
1.6.1 technische Verbrauchsfunktion I
• Ausgangspunkt ist die technische Leistungseinheit z.B. Schnittmillimeter bei Drehbank (und nicht Anzahl Bolzen).
• Damit definiert man:d ... Produktionsgeschwindigkeit, Intensität der Anlagennutzung,
Inanspruchnahmeintensität, "Drehzahl":
• Durch diese Inanspruchnahmeintensität wird (bei jeder Faktorart i) verursacht:
... Verbrauch an Faktor i pro technischer Leistungseinheit bei Intensität d (verbrauchsabhängiger Produktionskoeffizient)
... minimale technisch mögliche Intensität ... maximale technisch mögliche Intensität
tZeiteinhei
inheitenLeistungsetechnisched
)(dri
mind
maxd

WS 2010 EK Produktion & Logistik Kapitel 1/42
technische Verbrauchsfunktion II
d
r (d)i
dmin d max
Energie
Instandhaltung, Verschleißteile
Werkstoffe
Akkordlohn (Bezahlung pro Stück)
Zeitlohn (Bezahlung pro Stunde) d
kv
dmin d maxd opt
Faktormenge „Geld“
Umrechnung in monetäre Größen

WS 2010 EK Produktion & Logistik Kapitel 1/43
Beispiel
Beispiel:technische Leistungseinheit (TLE) = Schnitt-mm auf der Drehbank, ökonomische Leistungseinheit = 1 Bolzen
(d)ri2 Faktoren: inhaltlich: Preis/Einheit
Faktor i = 1 Energie 1 2(d – 6)2 – 10d + 60
Faktor i = 2 Rohstoff 2 100 + d

WS 2010 EK Produktion & Logistik Kapitel 1/44
1.6.2 monetäre Verbrauchsfunktion
• Bewertung der Faktorverbräuche durch (konstante) Faktorpreise qi, sowie Aggregation über alle Faktoren i
• Das Ergebnis ist die aggregierte monetäre Verbrauchsfunktion pro technischer Leistungseinheit (d.h. die variablen Kosten pro technischer Leistungseinheit bei Produktionsgeschwindigkeit d):
• Durch Minimierung von erhält man die optimale Intensität:
n
iiiv drqdk
1)()(
)(min)(maxmin
dkdk vddd
optv
)(dkv

WS 2010 EK Produktion & Logistik Kapitel 1/45
Beispiel (Fortsetzung)
Beispiel:technische Leistungseinheit (TLE) = Schnitt-mm auf der Drehbank, ökonomische Leistungseinheit = 1 Bolzen
(d)ri2 Faktoren: inhaltlich: Preis/Einheit
Faktor i = 1 Energie 1 2(d – 6)2 – 10d + 60
Faktor i = 2 Rohstoff 2 100 + d* *

WS 2010 EK Produktion & Logistik Kapitel 1/46
Beispiel (Fortsetzung)
monetäre Verbrauchsfunktion:
2
1)()(
iiiv drqdk
Optimale Intensität Minimum von :
=
k dv( )
)(dkv
dopt =
1 * [ 2 * (d - 6)2 – 10d + 60 ] + 2 * (100 + d)
= 2 * (d - 6)2 – 8d + 260
4 * (d – 6) – 8 = 0
d – 6 = 2
8
d
kv
dmin d maxd opt

WS 2010 EK Produktion & Logistik Kapitel 1/47
1.6.3 Produktions- „Funktion“ und Kostenfunktion
x = *d*t wobei Leistungtechnische
Leistungeökonomisch ... Umrechnungsfaktor
ökonomische Leistung
technische Leistungtechnische Leistung
ZEAusbringung = * * ZE
Beispiel: Drehbank: tenZeiteinhei#*tZeiteinhei
mmSchnitt*
mmSchnitt
Bolzen#=Bolzen#
Kosten bei Intensität d: Fv Kxdk=xK )(1
)(

WS 2010 EK Produktion & Logistik Kapitel 1/48
Beispiel (Fortsetzung)
Beispiel (Forts.)technische Leistungseinheit = Schnitt-mm auf der Drehbank
ökonomische Leistungseinheit = 1 Bolzen
1 Bolzen = 10 Schnitt-mm d.h. 110
Produktionsfunktion: tdx **101
zugehörige Kosten bei Intensität d: Fv KxdkxK )(10)(
Optimale Intensität Minimum von k dv( ) : dopt = 8
)8(vk
K(x) = 2040 x + KF ... bei "optimaler Intensität"
2 * 4 – 64 + 260 = 204
x = *d*t

WS 2010 EK Produktion & Logistik Kapitel 1/49
1.6.4 Weitere Begriffe
Zeitspezifische Ausbringung = Ausbringung pro Zeiteinheit: o(d) = *d
Also x = o(d)*t Beispiel: o(d) = 0.1*d
pi(d) = ... Verbrauch an Faktor i pro ökonomischer Leistungseinheit bei Intensität d (produktspezifischer Faktorverbrauch)
)(1
dri
(d)r1
(d)r2
Beispiel:
= 2(d – 6)2 – 10d + 60
= 100 + d
also = 10*(2(d – 6)2 – 10d + 60)
also = 10*(100 + d)
p1(d)
p2(d)
x = *d*t

WS 2010 EK Produktion & Logistik Kapitel 1/50
1.6.5 Anpassungsformen
• Im Zusammenhang mit der Wahl der Intensität d und der Einsatzdauer t eines Aggregates, unterscheidet man 3 mögliche Anpassungsformen:
• (Der Ausgangspunkt ist immer der grundlegende Zusammenhang x = α d t bei gegebener Maschinenausstattung)– zeitliche Anpassung– intensitätsmäßige Anpassung– quantitative Anpassung

WS 2010 EK Produktion & Logistik Kapitel 1/51
Zeitliche Anpassung
• halte optimale Intensität fest
• wähle
so, dass die gewünschte Ausbringung x erzielt wird
• sollte wenn immer möglich gewählt werden
optdd
optd
xt

WS 2010 EK Produktion & Logistik Kapitel 1/52
Intensitätsmäßige Anpassung
• halte die Einsatzdauer fest,
• wähle so, dass die gewünschte Ausbringung erzielt wird
• nur sinnvoll, wenn man an der Kapazitätsgrenze ist:
zeitliche Beschränkung führt zur Kapazitätsbeschränkung:
bei optimaler zeitlicher Anpassung
• wenn die gewünschte Ausbringung größer als kann nicht realisiert werden wählen
• maximale Kapazität bei intensitätsmäßiger Anpassung
t̂
t
xd
ˆ
maxtt
maxtdxx optzkap
zkapx
optdd optdd
maxmax tdxkap

WS 2010 EK Produktion & Logistik Kapitel 1/53
Isoquanten im Zeit – Intensitäts- Diagramm
t
d
dmin
d max
d optintensitätsmäßige
Anpassung
zeitliche
t max
xkapz xkap

WS 2010 EK Produktion & Logistik Kapitel 1/54
Beispiel – zeitliche Anpassung
Beispiel (Forts.) Stück,
zeitliche Anpassung:
halte optimale Intensität fest
20** tdx 101
8optd
258
20
101
optd
xt
204)8( vk
FFd KKK 08004=20*0402=(20) 8=
schon ermittelt
wähle

WS 2010 EK Produktion & Logistik Kapitel 1/55
Beispiel – intensitätsmäßige Anpassung
Beispiel (Forts.) falls Zeitbeschränkung zu beachten ist, z.B.
so ist zeitliche Anpassung nicht mehr möglich,
wenn man x = 20 Einheiten produzieren will (dmax sei 12):
20max tt
optdd
maxmaxtdxkap maxtdxx optzkap aber
20max tt 1020
20
101
max
t
xd
halte Einsatzdauer fest,
2122608)6(2)10(10
2 d
v ddk
FFd KKK 24004=20*122*10=(20) 10= … Kosten höher
wähle
0.1*12*20 = 24 0.1*8*20 = 16

WS 2010 EK Produktion & Logistik Kapitel 1/56
Quantitative Anpassung
Zu- bzw. Abschalten identischer Maschinen bei optimaler Intensität tritt zumeist in Kombination mit anderen Anpassungsformen
auf; z.B. mit zeitlicher Anpassung, d.h. es wird zunächst zeitlich angepasst; wenn nötig wird dann eine neue Maschine zugeschaltet (oder eine Zusatzschicht gefahren)
es treten sprungfixe Kosten auf (neue Maschine, neue Schicht)
optdd
x
K
KF
KF
nur 1 Maschine 2 Maschinen

WS 2010 EK Produktion & Logistik Kapitel 1/57
nicht identische Maschinen
Falls nicht identische Maschinen:
• mutative Anpassung: Maschinen werden ausgetauscht
• selektive Anpassung: beide Maschinen bleiben im Einsatz
Der Einsatz hat dann kostenoptimal zu erfolgen.

WS 2010 EK Produktion & Logistik Kapitel 1/58
1.6.6 Intensitätssplitting I
Intensitätssplitting:
wenn die Einsatzdauer eines Aggregates in mehrere Zeiträume
aufgeteilt wird, in denen eine unterschiedliche Intensität (evtl. auch 0)
gewählt wird (tritt bei optimalem Einsatz oft dann auf, wenn die
Gesamtkostenfunktion nicht konvex ist).
Ein Beispiel ist die optimale zeitliche Anpassung, bei der einen Teil der
Zeit, also die optimale Intensität genutzt wird und die
restliche Zeit, also die Intensität d = 0 genutzt wird.
(Aggregat wird abgeschaltet).
t t max optdtt max

WS 2010 EK Produktion & Logistik Kapitel 1/59
Beispiel (Fortsetzung)
Beispiel (Forts.)
für variable Ausbringungsmenge:
2608)6(2)( 2 dddkv , einsetzen von tdx 101
F
x
Ktd
ddK 10
2608)6(210= 2 ... Polynom 3. Grades in d (ertragsgesetzlicher Kostenverlauf)

WS 2010 EK Produktion & Logistik Kapitel 1/60
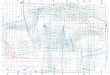
Intensitätssplittung II
d
K
KF
d maxd optd min
intensitätsmäßige Anpassung
x
K
KF
x kapd tmin max x kapz
Anpassung
zeitlich
intensitätsm.
ex post Kostenfunktion
Durch Intensitätssplitting (zeitliche Anpassung) wird die ex post Kostenfunktion konvex.