Fertigungssteuerung mit dem KANBAN-Verfahren –Ziele, Prinzipien, Chancen und Grenzen
Dipl.-Ing. Jens Lopitzsch4. Industriearbeitskreis „Produktionslogistik für variantenreiche Serienfertigung“GfA Elektromaten, Düsseldorf, 16. März 2005
Bild 1J. Lopitzsch© Institut für Fabrikanlagen und Logistik
Inhalte
• Zielsystem der Produktionslogistik
• Lager- versus Auftragsfertigung
• Prinzipien, Vor- und Nachteile der Kanban-Steuerung
• Grundlagen zur Verbesserung der Kanbanfähigkeit
• Einordnung der Kanban-Steuerung in die Gesamtaufgabe Fertigungssteuerung
• Varianten der Kanban-Steuerung
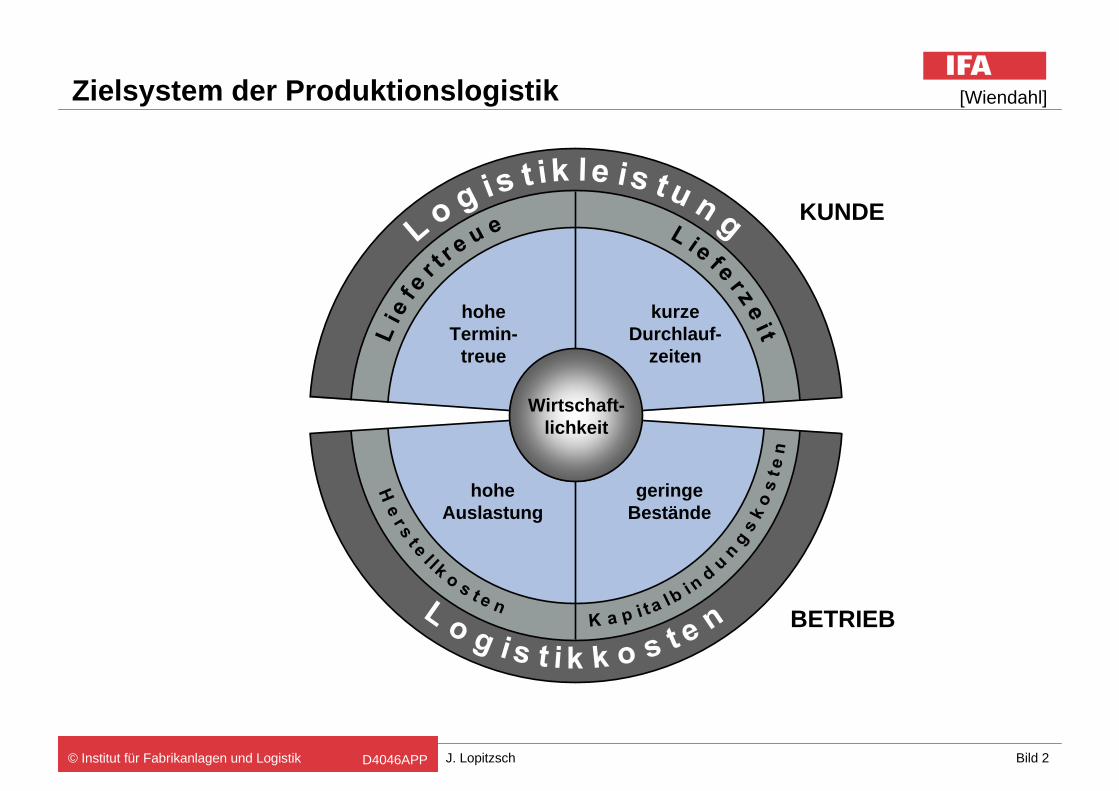
Bild 2J. Lopitzsch© Institut für Fabrikanlagen und Logistik D4046APP
geringeBestände
kurzeDurchlauf-
zeiten
hoheAuslastung
hoheTermin-
treue
Wirtschaft-lichkeit
Zielsystem der Produktionslogistik
KUNDE
BETRIEB
[Wiendahl]
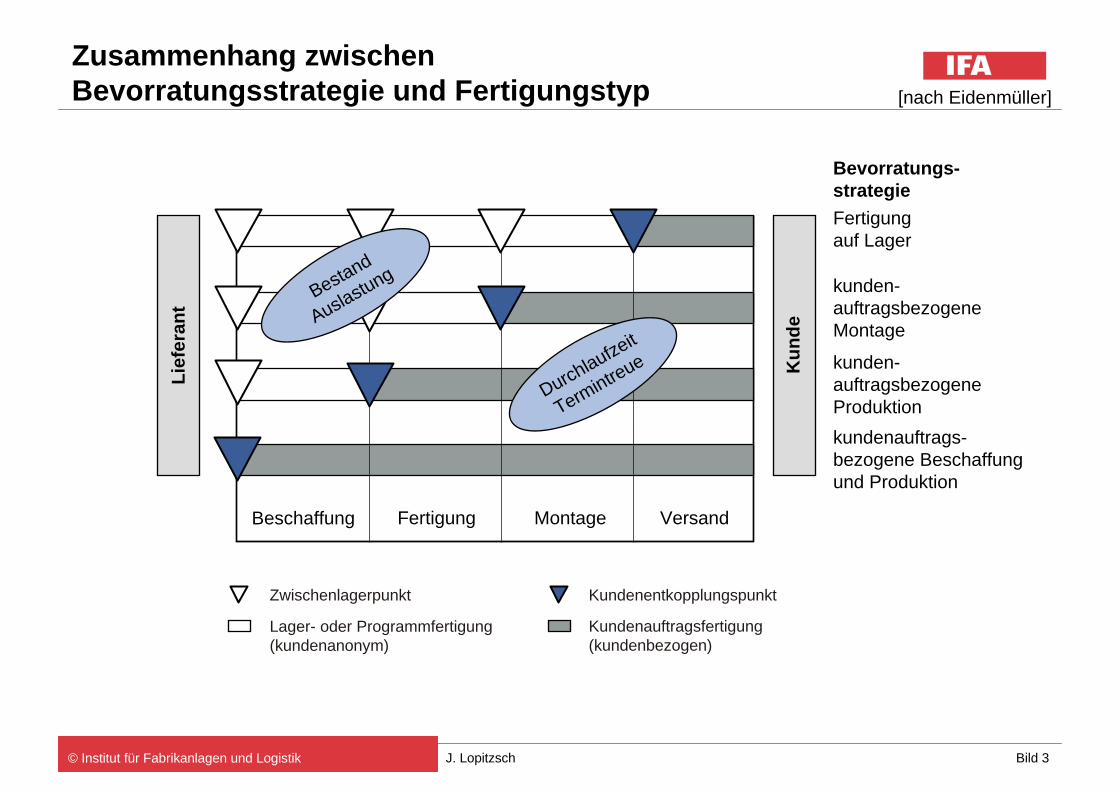
Bild 3J. Lopitzsch© Institut für Fabrikanlagen und Logistik
Zusammenhang zwischen Bevorratungsstrategie und Fertigungstyp [nach Eidenmüller]
Beschaffung Fertigung Montage Versand
Bevorratungs-strategieFertigungauf Lager
kunden-auftragsbezogeneMontage
kunden-auftragsbezogeneProduktionkundenauftrags-bezogene Beschaffungund Produktion
Lief
eran
t
Kun
de
Lager- oder Programmfertigung(kundenanonym)
Kundenauftragsfertigung(kundenbezogen)
KundenentkopplungspunktZwischenlagerpunkt
Durchlaufzeit
Termintreue
Bestand
Auslastung
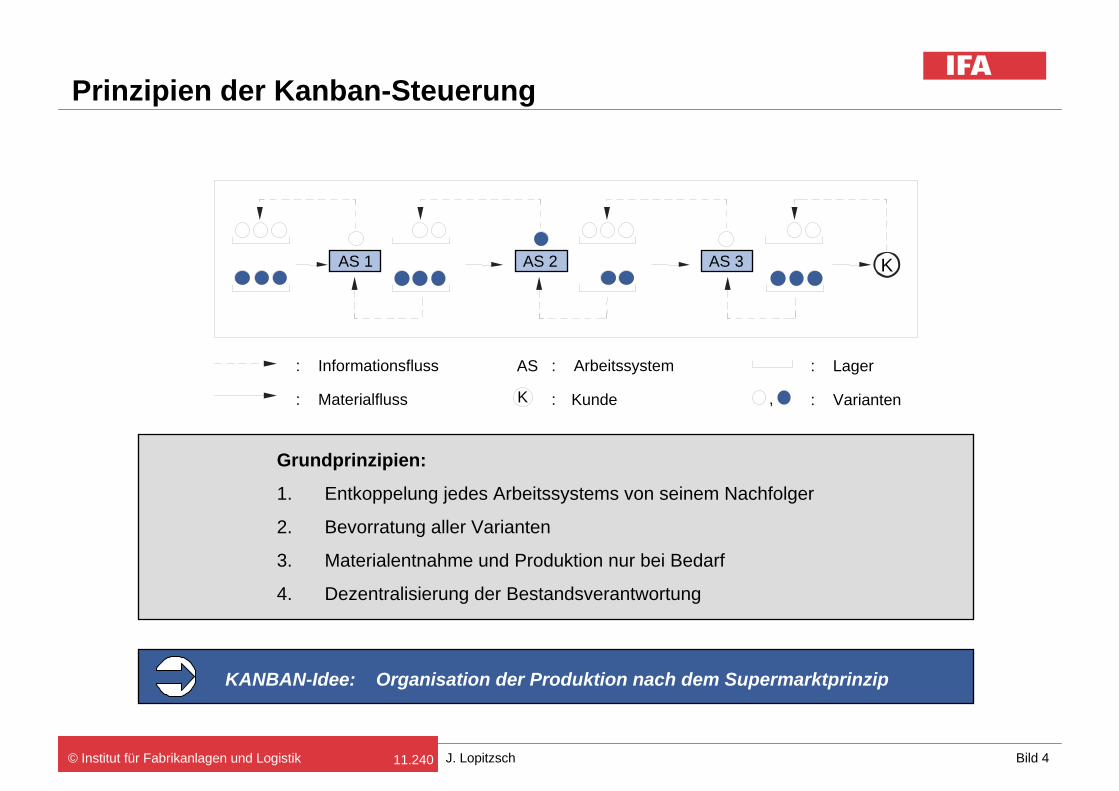
Bild 4J. Lopitzsch© Institut für Fabrikanlagen und Logistik
Prinzipien der Kanban-Steuerung
11.240
Grundprinzipien:
1. Entkoppelung jedes Arbeitssystems von seinem Nachfolger
2. Bevorratung aller Varianten
3. Materialentnahme und Produktion nur bei Bedarf
4. Dezentralisierung der Bestandsverantwortung
AS : Arbeitssystem
K : Kunde
: Informationsfluss
: Materialfluss
: Lager
: Varianten,
KAS 1 AS 2 AS 3
Organisation der Produktion nach dem SupermarktprinzipKANBAN-Idee:
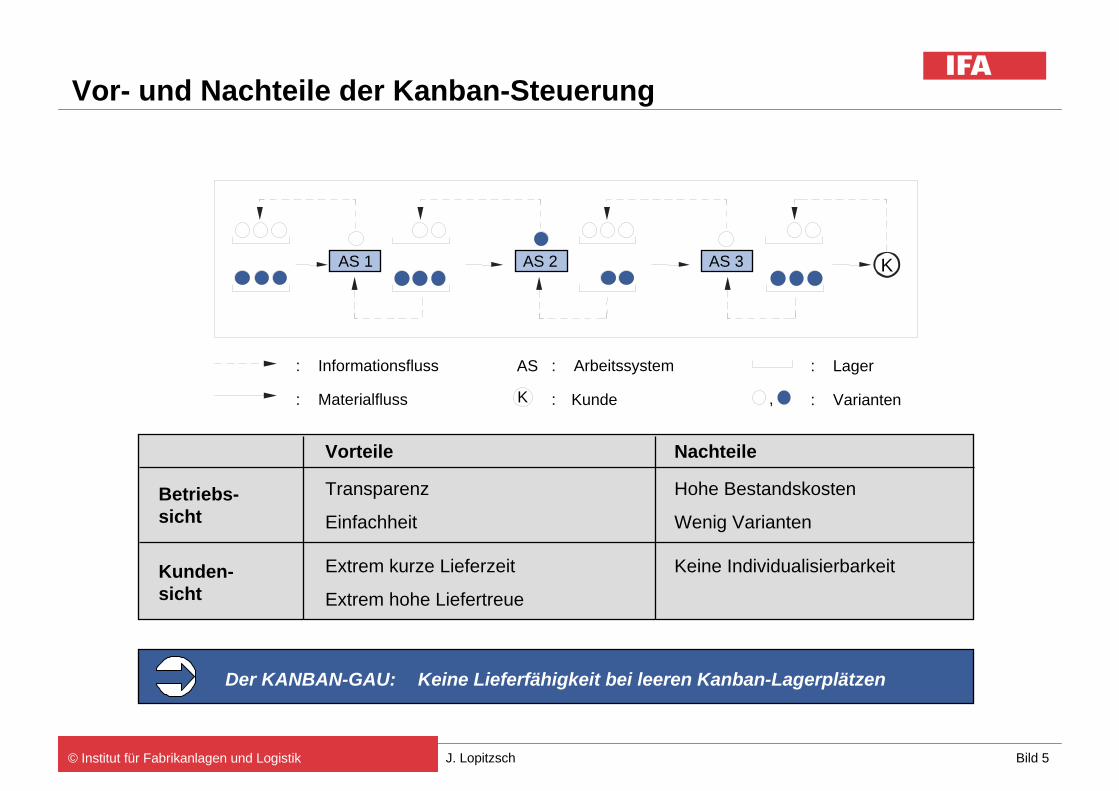
Bild 5J. Lopitzsch© Institut für Fabrikanlagen und Logistik
Vor- und Nachteile der Kanban-Steuerung
NachteileVorteile
Extrem kurze Lieferzeit
Extrem hohe Liefertreue
Hohe Bestandskosten
Wenig Varianten
Transparenz
Einfachheit
Keine Lieferfähigkeit bei leeren Kanban-LagerplätzenDer KANBAN-GAU:
Kunden-sicht
Betriebs-sicht
Keine Individualisierbarkeit
AS : Arbeitssystem
K : Kunde
: Informationsfluss
: Materialfluss
: Lager
: Varianten,
KAS 1 AS 2 AS 3
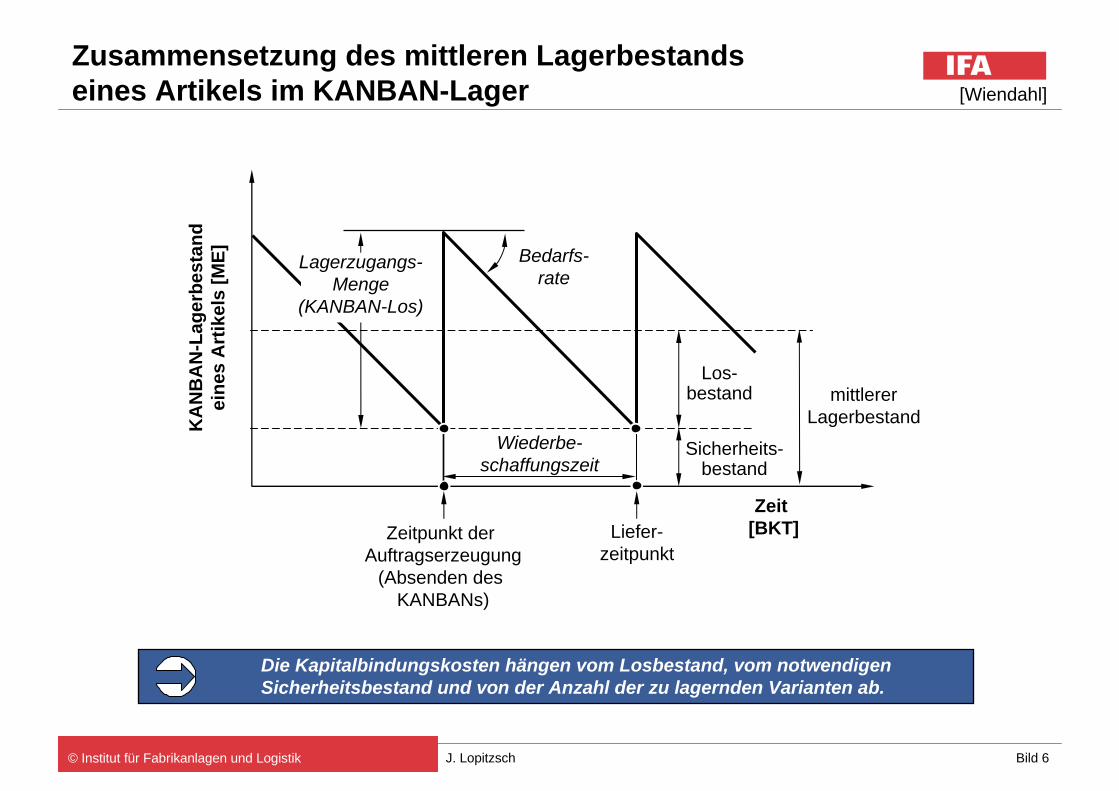
Bild 6J. Lopitzsch© Institut für Fabrikanlagen und Logistik
Zusammensetzung des mittleren Lagerbestands eines Artikels im KANBAN-Lager
KA
NB
AN
-Lag
erbe
stan
dei
nes
Art
ikel
s [M
E]
Sicherheits-bestand
Bedarfs-rate
Wiederbe-schaffungszeit
Liefer-zeitpunkt
Zeitpunkt der Auftragserzeugung
(Absenden des KANBANs)
mittlererLagerbestand
Zeit [BKT]
Lagerzugangs-Menge
(KANBAN-Los)
Los-bestand
Die Kapitalbindungskosten hängen vom Losbestand, vom notwendigenSicherheitsbestand und von der Anzahl der zu lagernden Varianten ab.
[Wiendahl]
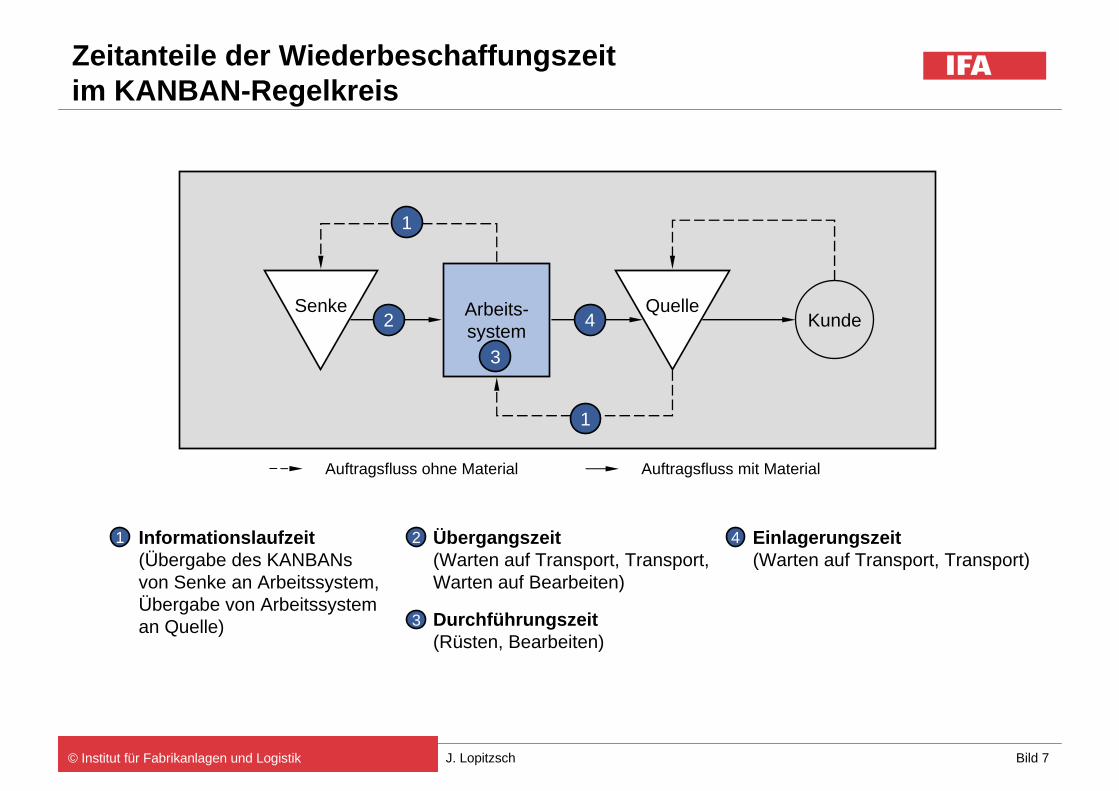
Bild 7J. Lopitzsch© Institut für Fabrikanlagen und Logistik
Zeitanteile der Wiederbeschaffungszeit im KANBAN-Regelkreis
Auftragsfluss mit MaterialAuftragsfluss ohne Material
QuelleArbeits-system
3
SenkeKunde
1
1
2 4
3
1 2 4Informationslaufzeit (Übergabe des KANBANsvon Senke an Arbeitssystem,Übergabe von Arbeitssystem an Quelle)
Übergangszeit (Warten auf Transport, Transport, Warten auf Bearbeiten)
Durchführungszeit (Rüsten, Bearbeiten)
Einlagerungszeit (Warten auf Transport, Transport)
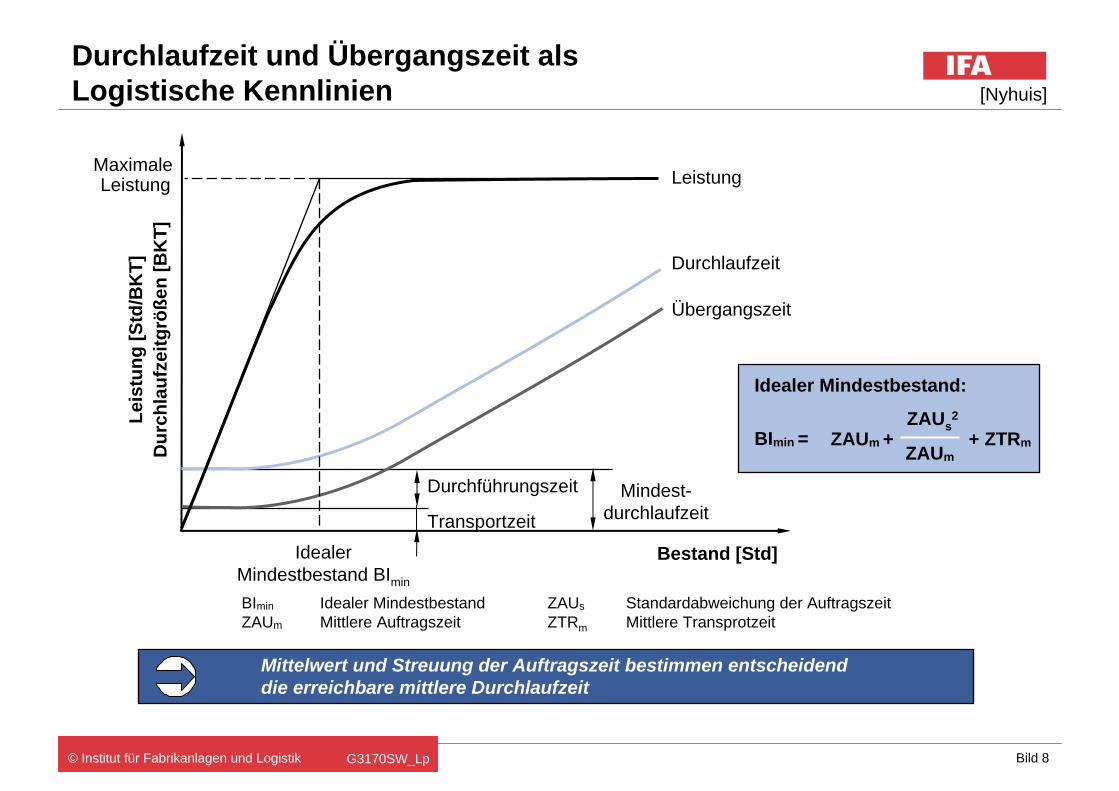
Bild 8© Institut für Fabrikanlagen und Logistik
Durchlaufzeit und Übergangszeit alsLogistische Kennlinien
G3170SW_Lp
Bestand [Std]
Leis
tung
[Std
/BK
T]D
urch
lauf
zeitg
röße
n [B
KT]
Leistung
Übergangszeit
Durchlaufzeit
BImin
ZAUm
Idealer MindestbestandMittlere Auftragszeit
IdealerMindestbestand BImin
Maximale Leistung
Durchführungszeit
TransportzeitMindest-
durchlaufzeit
BImin = ZAUm + + ZTRm
ZAUs2
ZAUm
ZAUs
ZTRm
Standardabweichung der AuftragszeitMittlere Transprotzeit
Idealer Mindestbestand:
[Nyhuis]
Mittelwert und Streuung der Auftragszeit bestimmen entscheidend die erreichbare mittlere Durchlaufzeit
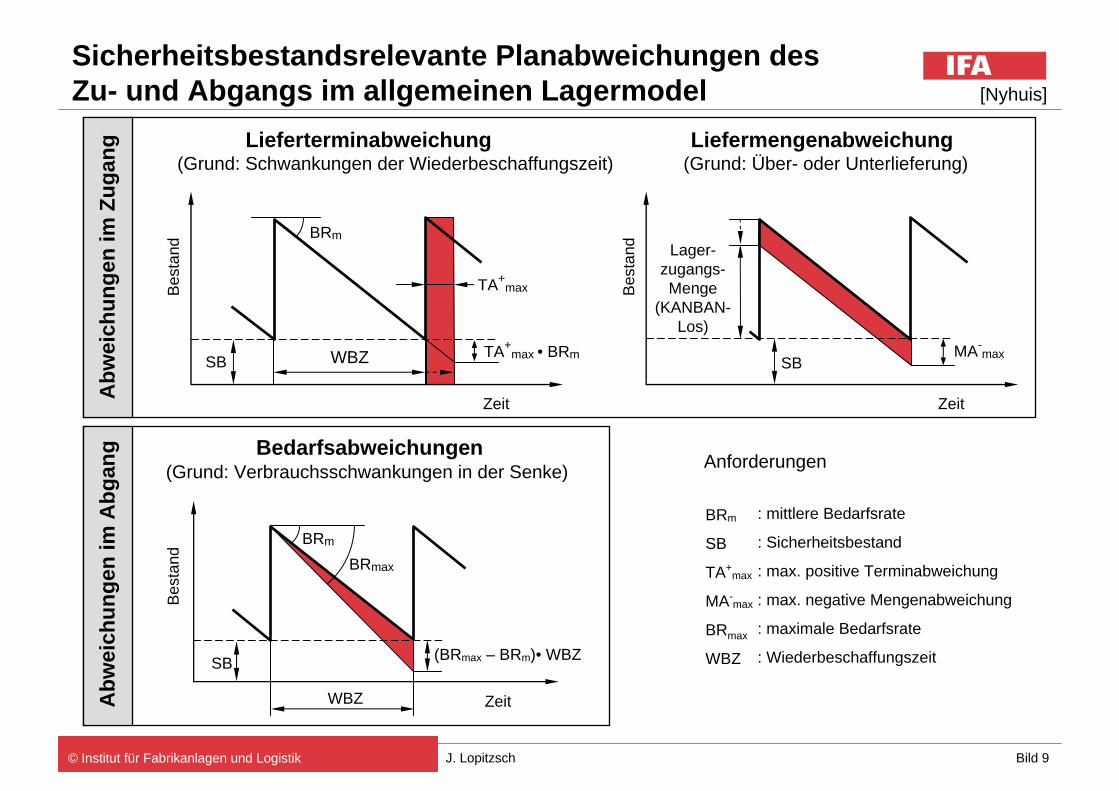
Bild 9J. Lopitzsch© Institut für Fabrikanlagen und Logistik
Sicherheitsbestandsrelevante Planabweichungen des Zu- und Abgangs im allgemeinen Lagermodel
Bes
tand
Zeit
MA-maxSB
LiefermengenabweichungB
esta
nd
Zeit
TA+max • BRm
BRm
SB
Bedarfsabweichungen
Zeit
Bes
tand
SB
BRm
WBZ
BRmax
(BRmax – BRm)• WBZ
BRm
SB
TA+max
MA-max
BRmax
WBZ
: mittlere Bedarfsrate
: Sicherheitsbestand
: max. positive Terminabweichung
: max. negative Mengenabweichung
: maximale Bedarfsrate
: Wiederbeschaffungszeit
WBZ
Lieferterminabweichung
Lager-zugangs-Menge
(KANBAN-Los)
Abw
eich
unge
n im
Zug
ang
Abw
eich
unge
n im
Abg
ang
(Grund: Verbrauchsschwankungen in der Senke)
(Grund: Schwankungen der Wiederbeschaffungszeit) (Grund: Über- oder Unterlieferung)
TA+max
Anforderungen
[Nyhuis]
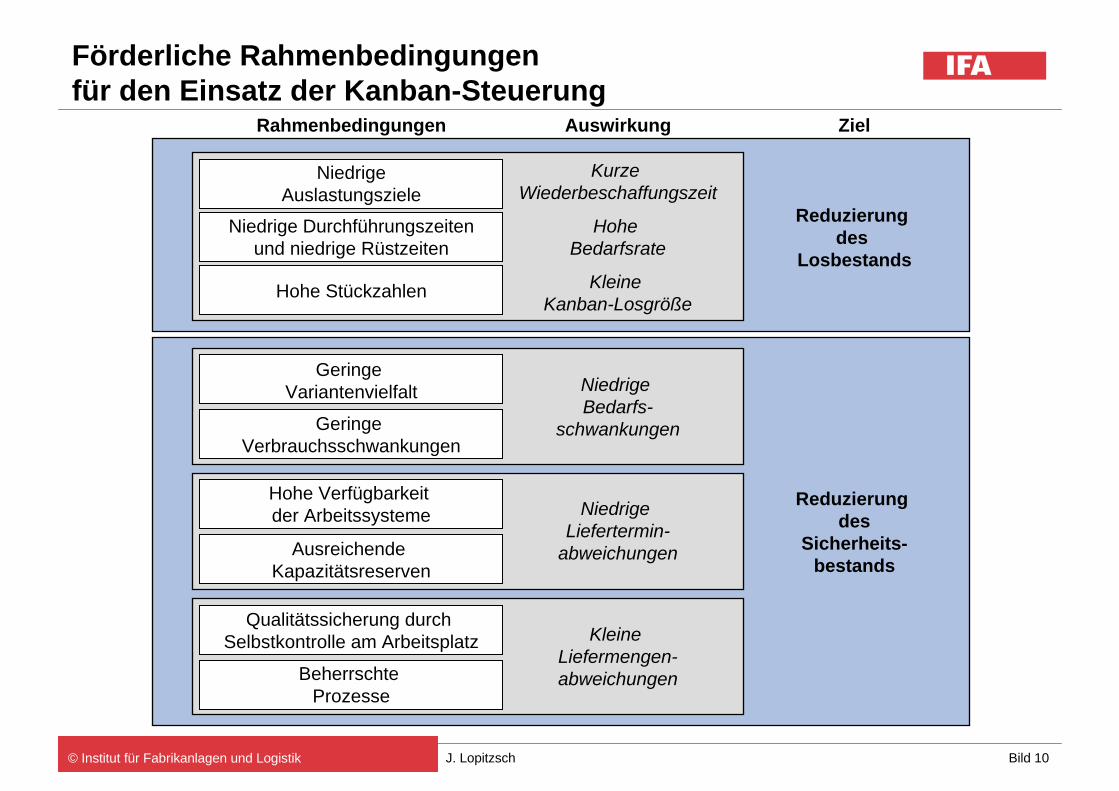
Bild 10J. Lopitzsch© Institut für Fabrikanlagen und Logistik
Rahmenbedingungen
Förderliche Rahmenbedingungenfür den Einsatz der Kanban-Steuerung
Qualitätssicherung durch Selbstkontrolle am Arbeitsplatz
Auswirkung
Beherrschte Prozesse
Kleine Liefermengen-abweichungen
Geringe Variantenvielfalt
Geringe Verbrauchsschwankungen
Hohe Verfügbarkeit der Arbeitssysteme
Ausreichende Kapazitätsreserven
Niedrige Bedarfs-
schwankungen
Niedrige Liefertermin-
abweichungen
Ziel
Reduzierung des
Sicherheits-bestands
Hohe Stückzahlen
Niedrige Durchführungszeitenund niedrige Rüstzeiten
NiedrigeAuslastungsziele
Kurze Wiederbeschaffungszeit
Hohe Bedarfsrate
Kleine Kanban-Losgröße
Reduzierung des
Losbestands
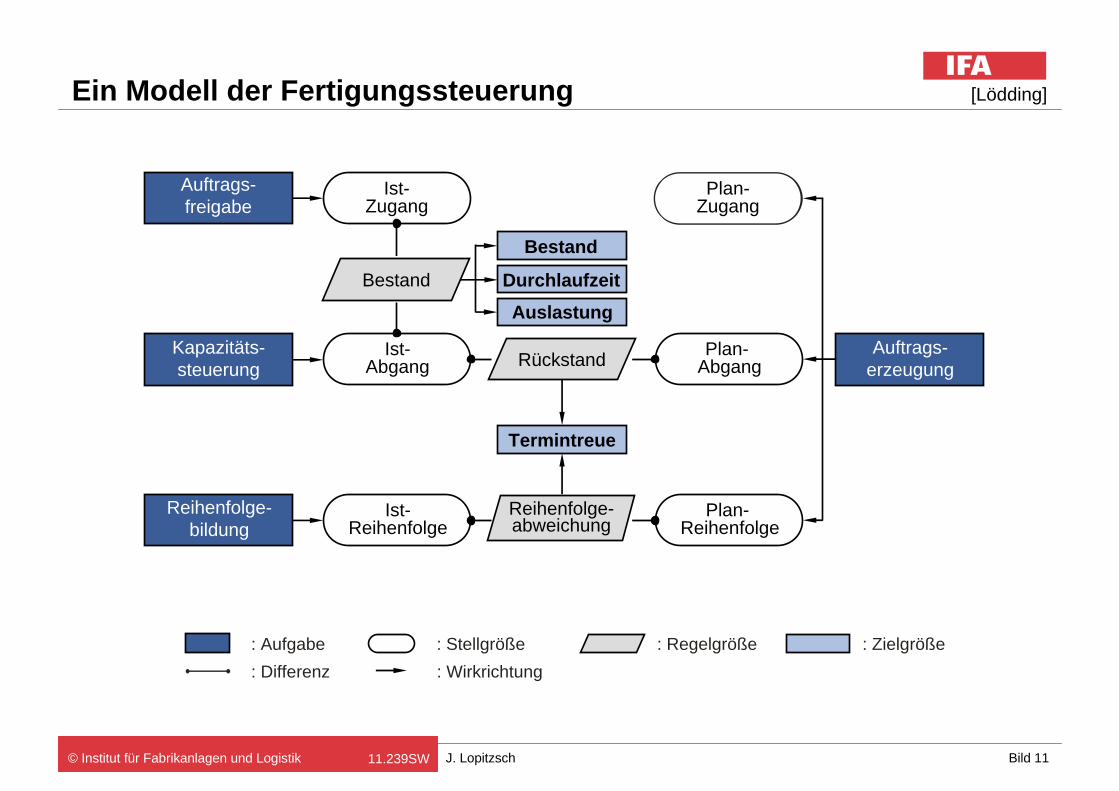
Bild 11J. Lopitzsch© Institut für Fabrikanlagen und Logistik
Ein Modell der Fertigungssteuerung
: Aufgabe: Differenz
: Stellgröße: Wirkrichtung
: Zielgröße: Regelgröße
Plan-Abgang
Plan-Reihenfolge
Kapazitäts-steuerung
Reihenfolge-bildung
Ist-Abgang
Ist-Reihenfolge
Termintreue
Reihenfolge-abweichung
Rückstand
Plan-Zugang
Auftrags-erzeugung
Auftrags-freigabe
Ist-Zugang
Bestand
AuslastungDurchlaufzeit
Bestand
11.239SW
[Lödding]
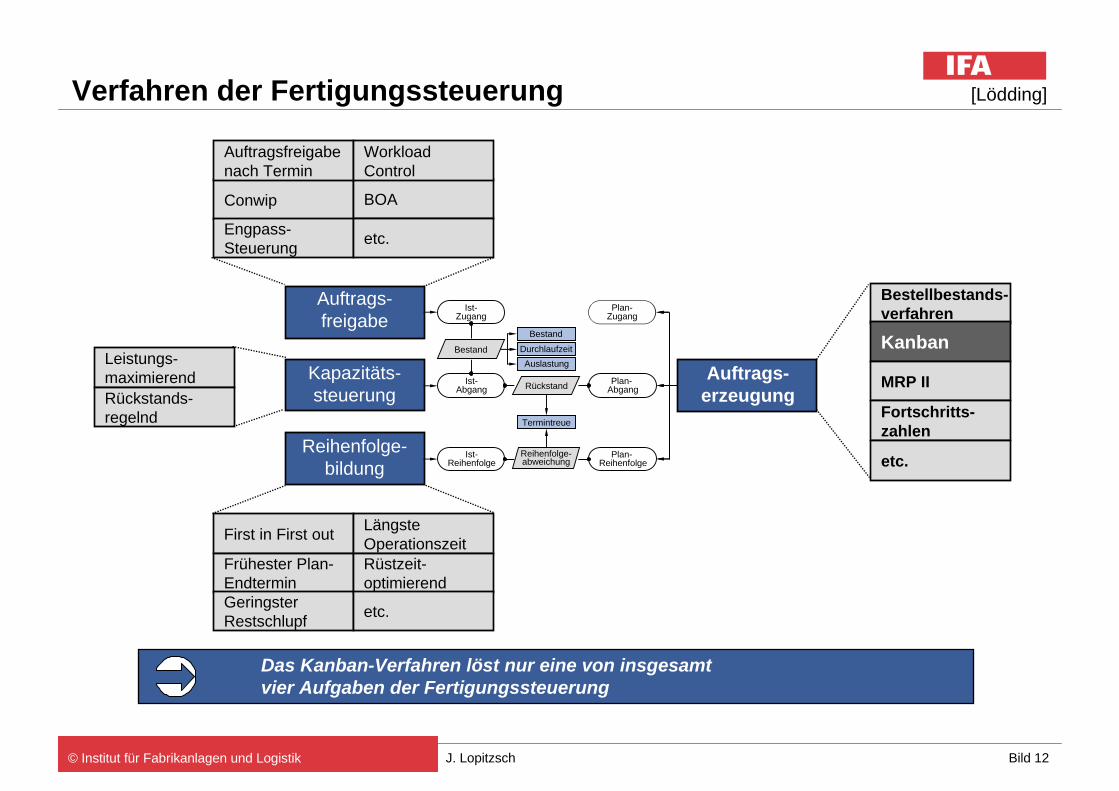
Bild 12J. Lopitzsch© Institut für Fabrikanlagen und Logistik
Verfahren der Fertigungssteuerung [Lödding]
Bestellbestands-verfahren
Kanban
MRP II
Fortschritts-zahlen
etc.
Leistungs-maximierendRückstands-regelnd
First in First out
Frühester Plan-EndterminGeringsterRestschlupf
Conwip
Engpass-Steuerung
BOA
Auftragsfreigabe nach Termin
etc.
Kapazitäts-steuerung
Reihenfolge-bildung
Auftrags-freigabe
Auftrags-erzeugung
WorkloadControl
Plan-Abgang
Plan-Reihenfolge
Ist-Abgang
Ist-Reihenfolge
Termintreue
Reihenfolge-abweichung
Rückstand
Plan-Zugang
Ist-Zugang
BestandAuslastung
Durchlaufzeit
Bestand
Längste OperationszeitRüstzeit-optimierend
etc.
Das Kanban-Verfahren löst nur eine von insgesamt vier Aufgaben der Fertigungssteuerung
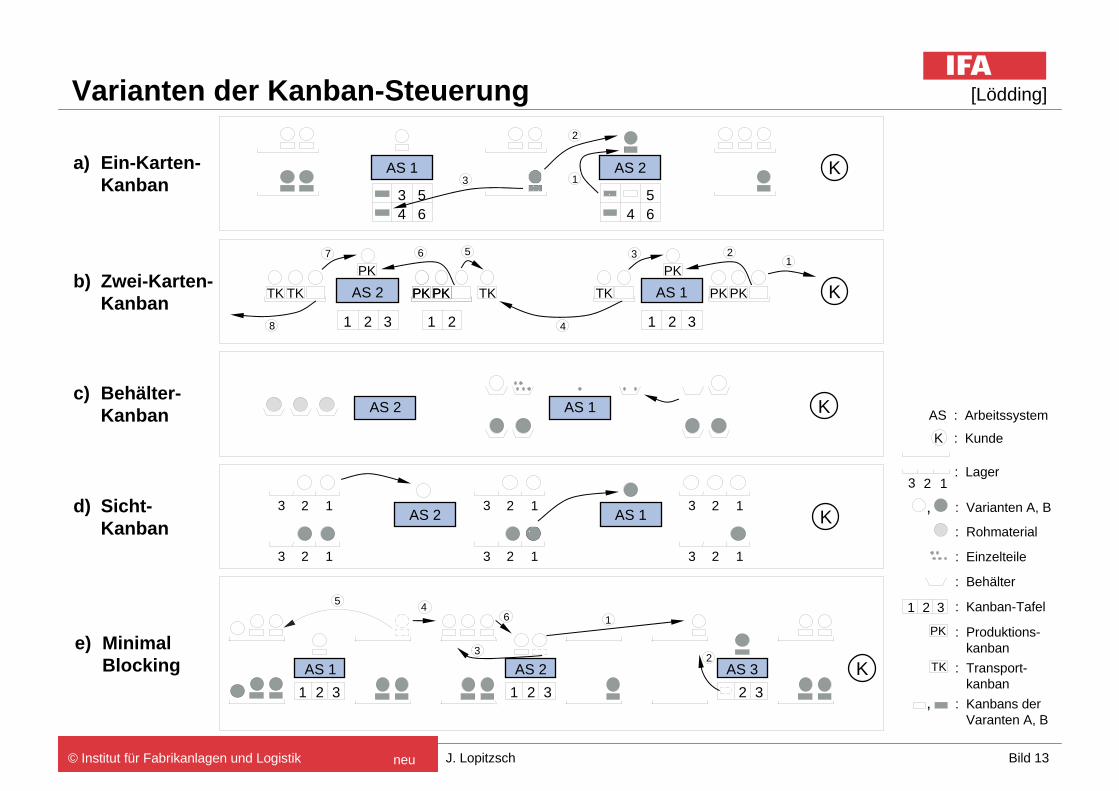
Bild 13J. Lopitzsch© Institut für Fabrikanlagen und Logistik
Varianten der Kanban-Steuerung
neu
[Lödding]
e) Minimal Blocking
b) Zwei-Karten-Kanban
a) Ein-Karten-Kanban
d) Sicht-Kanban
c) Behälter-Kanban AS 2 AS 1 K
KAS 1 AS 2
4 46 63 5 5
AS 2 AS 13 3 3
3 3 3
2 2 2
2 2 2
1 1 1
1 1 1
K
AS 1 AS 2 AS 3
4
3
65
2
1 2 3 1 2 3 2 3K
1
KAS 2 AS 1
32121321
TK TK PK PK TKPK PK PK PKTK
PK PK
4
123567
8
AS : Arbeitssystem
K : Kunde
: Varianten A, B,
: Lager 3 2 1
: Rohmaterial
: Einzelteile
: Behälter
: Kanban-Tafel
PK
321
: Produktions-kanban
TK : Transport-kanban
, : Kanbans derVaranten A, B
1
2
3

Für weitere Fragen stehen wir Ihnen gerne zur Verfügung
Produktionstechnisches Zentrum HannoverInstitut für Fabrikanlagen und LogistikSchönebecker Allee 230823 Garbsen
Dipl.-Ing. Jens Lopitzsch Durchwahl: 0511 / [email protected]
Tel.: 0511 / 762-2440Fax.: 0511 / 762-3814www.ifa.uni-hannover.de
Weitergehende Literatur
1. Logistische KennlinienNyhuis, P.; Wiendahl, H.-P.; 2. erweiterte Auflage, Springer Verlag, Berlin, Heidelberg, New York 2003.
2. Verfahren der FertigungssteuerungLödding, H.; Springer Verlag, Berlin, Heidelberg, New York 2004.
Recommended