
BLM MMA/ARC/Lift-TIG SOROZAT 1660DTM Mini, 2060DTM Mini,
1460 DM mini
Inverter DC MMA ívhegesztő áramforrás
KEZELÉSI UTASÍTÁS
FONTOS: Olvassa el gondosan ezt a kezelési utasítást, mielőtt kísérletet tesz a
hegesztőgép használatára. Őrizze meg ezt az utasítást és tartsa elérhető helyen.
Ismerje meg részletesen a biztonsági előírásokat a saját érdekében. Amennyiben
kérdése van, lépjen kapcsolatba az Ön értékesítőjével.
TARTALOM
TARTALOM
§1 BIZTONSÁG ..................................................................................................................................... 3
§1.1 JELMAGYARÁZAT ........................................................................................................................... 3
§1.2 AZ ÍVHEGESZTÉS VESZÉLYEI .......................................................................................................... 3
§1.3 TUDNIVALÓK AZ ELEKTROMÁGNESES HATÁSOKRÓL ...................................................................... 6
§2 ÖSSZEFOGLALÁS ......................................................................................................................... 7
§2.1 RÖVID BEMUTATÁS ........................................................................................................................ 7
§2.2 MŰKÖDÉSI ALAPELV ..................................................................................................................... 7
§2.3 FESZÜLTSÉG - ÁRAMERŐSSÉG JELLEGGÖRBE ................................................................................. 8
§3 ÖSSZESZERELÉS ÉS BEÁLLÍTÁS ............................................................................................ 9
§3.1 A GÉPEK MŰSZAKI JELLEMZŐI ....................................................................................................... 9
§3.2 BEKAPCSOLÁSI IDŐ ÉS TÚLMELEGEDÉS ......................................................................................... 9
§ 3.3 HEGESZTÉSI POLARITÁS ÉS CSATLAKOZTATÁS ............................................................................ 10
§3.3.1 Bevont elektródás kézi ívhegesztés, MMA .................................................................. 10 § 3.3.2 Volfram elektródás védőgázos ívhegesztés, TIG ...................................................... 10
§4 KEZELÉS ÉS CSATLAKOZTATÁS ............................................................................................ 12
§4.1 AZ ELŐLAP ÉS A HÁTLAP KÉPE (PÉLDÁUL BLM-1660DTM TÍPUS) .............................................. 12
§4.2 A HEGESZTÉSI ÁRAM BEÁLLÍTÁSA ............................................................................................... 13
§4.3 HEGESZTÉSI ELJÁRÁS .................................................................................................................. 13
§4.3.1 Az ívgyújtás módja .......................................................................................................... 13 §4.3.2 Az elektróda vezetése .................................................................................................... 13
§4.4 HEGESZTÉSI PARAMÉTEREK......................................................................................................... 14
§4.4.1 Kötés típusok MMA hegesztésnél ................................................................................. 14 §4.4.2 Elektróda kiválasztás ...................................................................................................... 14
§4.5 A HEGESZTÉSI HIBÁK ÉS AZOK ELKERÜLÉSE ................................................................................ 15
§4.6 ALKALMAZÁSI KÖRNYEZET ......................................................................................................... 16
§4.7 MEGJEGYZÉSEK A GÉP KEZELÉSÉHEZ .......................................................................................... 16
§5 KARBANTARTÁS ÉS HIBA ELHÁRÍTÁS ................................................................................ 17
§5.1 KARBANTARTÁS .......................................................................................................................... 17
§5.2 HIBAELHÁRÍTÁS .......................................................................................................................... 17
§5.3 ELVI ELEKTROMOS KAPCSOLÁSI RAJZ .......................................................................................... 20
§6 JÓTÁLLÁS ..................................................................................................................................... 21
§6.1 JÓTÁLLÁSI FELTÉTELEK ............................................................................................................... 21
BIZTONSÁG
3.
§1 Biztonság
§1.1 Jelmagyarázat
A jelzések figyelem felhívásra szolgálnak! FIGYELEM! A forgó alkatrészek, a feszültség alatt lévő
elemek és a forró alkatrészek sérüléseket okozhatnak Önben, vagy tárgyakban. A szükséges
információkat az alábbiakban találja. Biztonságosan végezheti a munkát, amennyiben az összes
biztonsági intézkedést megtette és betartotta.
§1.2 Az ívhegesztés veszélyei
Az alábbi jelzések és magyarázatok figyelmeztetnek azokra a veszélyekre, amelyek veszélyeztetik az
Ön szervezetét. Amíg tanulmányozza, kérjük emlékezzen a veszélyekre.
A hegesztőgépek üzembe helyezését, javítását és karbantartását csak kiképzett szakember végezheti,
kiküszöbölve ezzel az esetlegesen keletkező súlyosabb hibákat.
A hegesztőgép működtetése közben a nem felhatalmazott személyek, különösképpen a gyermekek
munkavégzés környezetéből távol tartandók.
Miután kikapcsolják a hegesztőgépet, a §5 értelmében az egyenáram fennmarad a gépben lévő
elektrolitikus kondenzátorok miatt.
AZ ELEKTROMOS ÁRAM ÖLNI KÉPES Soha ne érintsen feszültség alatt lévő részeket!
Viseljen száraz és sérülésmentes (nem lyukas) kesztyűt és ruhát az Ön testének szigetelése érdekében!
Tartsa szigetelve magát a munkadarabtól és használjon földelést a munkadarabon is. Bizonyosodjon
meg arról, hogy elég jó-e szigetelés az Ön környezetében!
Legyen körültekintő, amennyiben magasban, szűk helyen és nedves környezetben dolgozik!
Gondoskodjon a berendezés megfelelő üzembe helyezéséről, a földelés megfelelő csatlakoztatásáról, a
munkadarabhoz is, a kezelési utasításban foglaltaknak megfelelően!
Az elektróda és a munkadarab, (vagy test csatlakozás) elektromosan „meleg”, ha a gép be van
kapcsolva. Ne érintse az elektromosan „meleg” részeket sem védőkesztyű nélkül, vagy ne érjen hozzá
nedves öltözékben! Viseljen száraz, nem lyukas kesztyűt a kéz szigetelésére!
Félautomata, vagy automata fogyóelektródás hegesztés estén az elektróda, az elektróda tekercs, a
hegesztőfej, az áramátadó szintén elektromosan „meleg”.
Mindig legyen megbizonyosodva arról, hogy a munka kábel jó elektromos kapcsolatban van a
hegesztendő munkadarabbal! A csatlakozás a lehető legközelebb legyen a hegesztés helyéhez.
BIZTONSÁG
4.
Tartsa jó állapotban az elektródafogót, test csatlakozót, hegesztő kábeleket és a hegesztőgépet, a
biztonságos működés érdekében. Cserélje ki a meghibásodott részeket.
Soha ne mártsa vízbe az elektródafogót hűtés céljából!
Soha ne érintse elektromosan „meleg” elektródafogót két hegesztő, mert rövidzárlat okozójaként
szerepelhetnek!
Amennyiben magasban végez munkát, használjon biztonsági övet a saját védelme érdekében!
A FÜST ÉS GÁZOK VESZÉLYESEK LEHETNEK A hegesztés során keletkező füst és gázok veszélyesek az egészségre. El kell kerülni ezeknek a
belégzését. Hegesztés közben igyekezzen távol tartani a fejét a füst keletkezési helyétől. Használjon
hatékony szellőztetést és/vagy elszívást, hogy a keletkezett füstöt a légzési környezetből eltávolítsa. A
bevonatos elektródával (erősen ötvözött, kemény felrakó, vagy cink – cadmium bevonatú anyagok)
történő hegesztés esetén, vagy olyan anyagok használata esetén, amelyeknél erősen mérgező
gőzök/gázok (pl., réz ötvözetek) szabadulnak fel, a feltétlen szükséges helyi elszívást alkalmazni. Bezárt
térben, vagy olyan helyen, ahol az elszívás nem elég hatékony a személyi légzésvédő használata
szükséges. További elővigyázatosságból szintén ajánlott az alkalmazás, amennyiben galvanizált anyagok
hegesztése történik.
Ne végezzen hegesztést olyan környezetben, ahol klórozott szénhidrogéneket használtak tisztításra,
szórásra. A hő és a sugárzás hatására foszgén keletkezik, amely erősen mérgező és irritáló gáz.
A hegesztéshez használt védőgázok képesek kiszorítani a levegőt a környezetből, amely fulladást, halált
okozhat. Mindig használjon megfelelő szellőzést, különösképpen zárt helyen, így biztosítva a belégzéshez
szükséges levegőt.
Olvassa el és értse meg a gyártó által készített utasításokat erre a berendezésre, és a használt
hegesztési hozaganyagokra, beleértve a biztonsági adatlap információit és a munkavédelmi utasításokat
is.
AZ ÍV SUGÁRZÁS ÉGETNI KÉPES Használjon megfelelő szűrő fokozatú üveget a védő pajzsban, védve ezáltal az Ön arcát és szemét a
fénytől, hő sugárzástól és a hegesztési fröcsköléstől.
Használjon megfelelő méretű, tartós, lángnak ellenálló ruházatot, amely védi az Ön bőrét a sugárzástól.
Védje a közvetlen közelben tartózkodó személyeket, megfelelő nem éghető paravánnal, továbbá
figyelmeztesse az ott tartózkodókat, hogy az ívbe nézni, a fénysugárzás közelében tartózkodni veszélyes.
BIZTONSÁG
5.
SZEMÉLYES VÉDELEM, A FORGÓ ALKATRÉSZEK VESZÉLYESEK Tartsa jó állapotban a berendezés burkolatait és azok rögzítéseit. Tartsa távol a kezét, haját és ruházatát
a mozgásban lévő forgó alkatrészektől, hajtóművektől, ventillátoroktól.
Ne dugja a kezét a ventillátor lapátok közé! Ne kísérletezzen szellőzőnyílások tisztításával, amikor a
ventillátor forog.
NE TEGYE! Ne tegyen gyúlékony anyagot láng, ív, vagy járó motor közelébe.
Állítsa le a járó motort mielőtt az üzemanyag tankot elkezdi feltölteni.
A HEGESZTÉSI FRÖCSKÖLÉS TÜZET, VAGY ROBBANÁST KÉPES OKOZNI Minden éghető illetve gyúlékony anyagot a hegesztés környezetétől távol kell tartani. Amennyiben ez
tökéletesen nem valósítható meg, le kell takarni olyan anyaggal, amely ellenáll a hegesztési fröcskölésnek
és megakadályozza a tűz keletkezését. Emlékezzen, arra, hogy a hegesztési fröcskölés és a forró
anyagok könnyen átjutnak keskeny réseken és megnyitnak egymás melletti részeket. Kerülje a hegesztést
hidraulikus tömlők közelében. A keletkezett tüzet azonnal oltsa el.
Amennyiben sűrített gázokat használnak a munkakörnyezetben, különleges elővigyázatossággal kell
lenni a veszélyes helyzetek bekövetkezése ellen.
Amennyiben a hegesztést befejezte, győződjön meg róla, hogy az elektróda ne érintkezzen a
munkadarabbal, vagy a földkábel csatlakozással. Véletlen érintkezés által bekövetkezhet túlhevülés is
okozhat tüzet.
Soha ne melegítsen, vágjon, vagy hegesszen üzemanyag tankot, hordót, vagy konténert, egészen addig
amíg nem biztosítják a szükséges biztonsági lépéseket, hogy a munkavégzés közben ne keletkezzenek
éghető, vagy mérgező gőzök a tartály belsejében. Bekövetkezhet robbanás annak ellenére, hogy a tartály
ki volt „tisztítva”.
Szikra és fröcskölés pattanhat ki a hegesztő ívből. Viseljen olajmentes öltözéket, ugyanígy védőkesztyűt,
bőr védőruhát, hajtóka nélküli nadrágot, magas szárú cipőt és sapkát a haja védelmére. Viseljen általában
füldugót, különösképpen pozíció hegesztésnél, vagy bezárt helyen történő munkavégzésnél. Mindig
viseljen védőszemüveget a hegesztés környezetében.
Csatlakoztassa a munka kábelt olyan közel a hegesztési munkához, amilyen közel csak lehetséges.
Amennyiben munka kábel valamilyen épület szerkezethez csatlakozik, fennállhat a veszélye, annak, hogy
a hegesztő áram emelő láncon, daru kötélen, vagy egyéb olyan szerkezeten folyik keresztül, ami
szigorúan tilos. Ez a hiba súlyos balesetet, vagy tüzet idézhet elő.
BIZTONSÁG
6.
A GÁZELLÁTÁS VESZÉLYEI A hegesztési védőgáz ellátáshoz használjon palackos gázt, vagy központi gázellátó rendszert és megfelelő nyomáscsökkentőket. Minden tömlő, csatlakozó szerelvény legyen jó állapotban és feleljen meg a követelményeknek. A palackokat mindig függőleges helyzetben használja, védőlánccal biztosítsa a palackokat eldőlés ellen.
A palackok telepítése:
- Legyen távol a fizikai sérülés okozásának lehetőségétől,
- Legyen biztonságos távolságban a hegesztési, vagy vágási munkáktól és minden egyéb hőforrástól,
szikrától, vagy lángtól.
Soha nem szabad palackra, vagy tartozékaira rátenni az elektróda fogót, vagy valamely elektromosan
„meleg” elemet hozzá érinteni. Gázpalack soha nem lehet az áramkör része!
Tartsa távol a kezét és arcát, amikor a palackszelepet megnyitja. Soha ne tartózkodjon a gáz
áramlásával szemben!
A palackszelep védelme érdekében mindig helyezze vissza a védőkupakot és kézzel szorítsa meg,
kivéve, amennyiben használja a palackot, vagy, ha palack kengyeles szelepvédelemmel van ellátva.
§1.3 Tudnivalók az elektromágneses hatásokról
Amikor valamilyen vezetőn elektromos áram folyik keresztül, akkor az elektromágneses mezőt hoz
létre, (EMF, Electromagnetic Fields). Az EMF hatások megvitatása világszerte napirenden van.
Mindamellett, hogy az EMF hatások biofizikai kutatása folyamatban van, szeretnénk az EMF hatását
annyira a minimálisra csökkenteni, amennyire csak lehet.
Annak érdekében, hogy minimálisra csökkentsük az EMF hatását, javasoljuk az alábbiakat
figyelembe venni:
Vezesse a munkakábelt és a testkábelt közösen, olyan hosszan, amilyen hosszan csak lehet –
szigetelőszalaggal, vagy kábelkötegelővel összefogva.
Minden kábel a lehető legmesszebb legyen a hegesztőtől.
Soha ne tekerje a kábeleket a teste köré!
Csatlakoztassa a testkábelt a munkadarabhoz, úgy, hogy az a legközelebb legyen a hegesztés
helyéhez.
A pészmékerrel rendelkező személyek maradjanak távol a hegesztés környezetétől.
ÖSSZEFOGLALÁS
7.
§2 Összefoglalás
§2.1 Rövid bemutatás
BLM MMA/ARC/Lift-TIG sorozatú MMA általános ívhegesztő gépek a legújabb impulzusszélesség
szabályozó (PWM) technológiával és a szigetelt kapujú kétpólusú, tranzisztor (IGBT) készültek. Ezért
képesek váltani a munka frekvenciát a közepes frekvenciára, így felcserélve a hagyományos, nehézkes
frekvencia transzformátort a közép frekvenciás transzformátorral. Ezek azt eredményezik, hogy a
berendezés könnyű, kisméretű, csekély üresjárati áram felvételű.
BLM MMA/ARC/Lift-TIG sorozat kiváló jellemzőkkel rendelkezik: (CC) eső jelleggörbe, stabil ív, gyors
dinamikus reakció, csökkenti az ívhosszúság hatását a hegesztési áramerősséget; pontos, fokozatmentes
beállítás a paraméter előválasztási funkciónál. További automatikus védelmi funkciókkal rendelkezik, az
alacsony tápfeszültség, a túláram terhelés, a túlmelegedés és még egyebek által okozott károsodások
kivédésére, mielőtt a hibajelenség előfordul, a jelzőlámpa kigyullad az előlapon és a védelem a hegesztő
áramot azonnal megszakítja. Ez önvédelem, amely meghosszabbítja a hegesztőgép élettartamát,
jelentősen fokozza a megbízhatóságát.
BLM MMA/ARC/Lift-TIG sorozatú gépek alkalmasak TIG hegesztésre is. Az MMA eljárásnál az
elektróda megérinti a munkadarabot 2 másodperc után a hegesztőáram leesik a minimális áramerősségre,
védve ezzel az elektródát. Ugyanebben az időben az íverő szabályozás (arc force) és a meleg gyújtás (hot
start) támogatja az MMA hegesztés minőségének javítását. Mindkét érték szabályozó gombbal előre
beállítható. A TIG eljárásnál, a minimális áram kerül a volfram elektródára, amíg az ív meggyullad az
elemelés során, majd a kimenő áram felkúszik az előre beállított értékre, ily módon védve az elektródát.
MMA——(Manual Metal Arc welding); bevont elektródás kézi ívhegesztés
PWM——(Pulse-Width Modulation); impulzus szélesség moduláció
IGBT——(Insulated - gate Bipolar Transistor), szigetelt kapujú, kétpólusú tranzisztor
TIG——(Tungsten Inert Gas); volfram elektródás ívhegesztés, inertgáz védelemmel
§2.2 Működési Alapelv
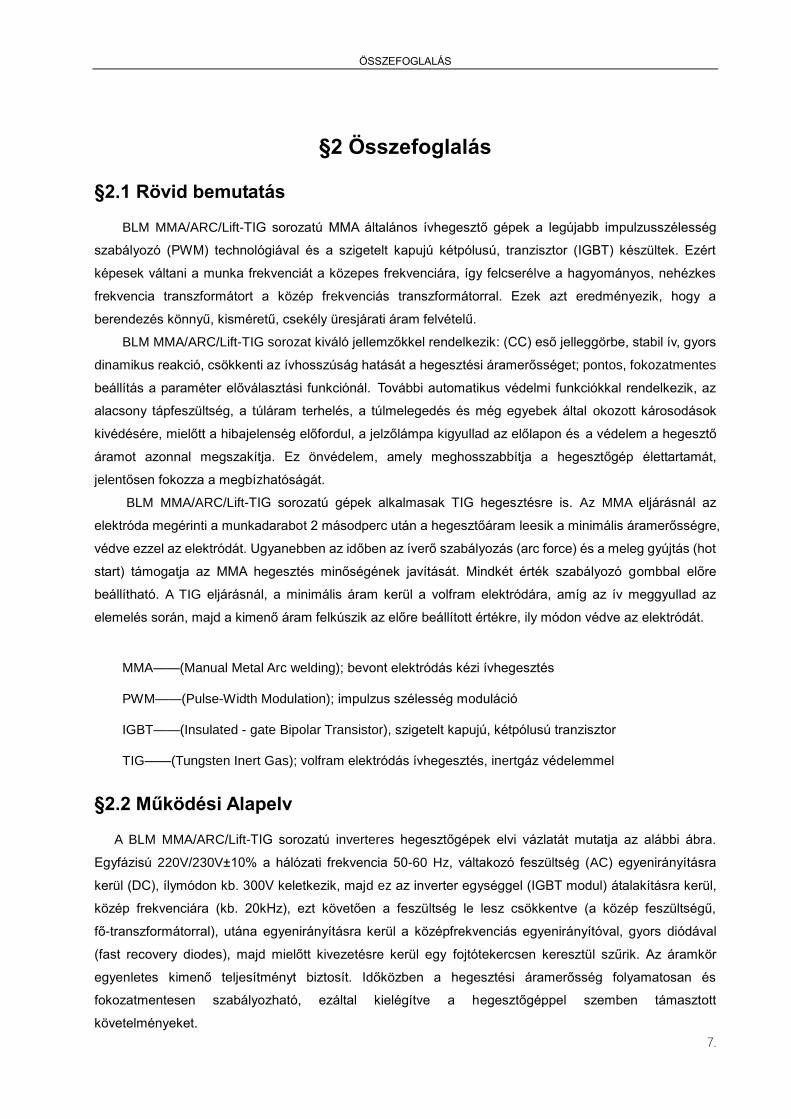
A BLM MMA/ARC/Lift-TIG sorozatú inverteres hegesztőgépek elvi vázlatát mutatja az alábbi ábra.
Egyfázisú 220V/230V±10% a hálózati frekvencia 50-60 Hz, váltakozó feszültség (AC) egyenirányításra
kerül (DC), ílymódon kb. 300V keletkezik, majd ez az inverter egységgel (IGBT modul) átalakításra kerül,
közép frekvenciára (kb. 20kHz), ezt követően a feszültség le lesz csökkentve (a közép feszültségű,
fő-transzformátorral), utána egyenirányításra kerül a középfrekvenciás egyenirányítóval, gyors diódával
(fast recovery diodes), majd mielőtt kivezetésre kerül egy fojtótekercsen keresztül szűrik. Az áramkör
egyenletes kimenő teljesítményt biztosít. Időközben a hegesztési áramerősség folyamatosan és
fokozatmentesen szabályozható, ezáltal kielégítve a hegesztőgéppel szemben támasztott
követelményeket.
ÖSSZEFOGLALÁS
8.
Rectify Inverter
Medium
frequency
transformer
Medium
frequency
rectify
Hall device
Current positive-
feedback control
Single phase, AC DC AC DC
220/230V 50/60Hz
AC DC
§2.3 Feszültség - áramerősség jelleggörbe
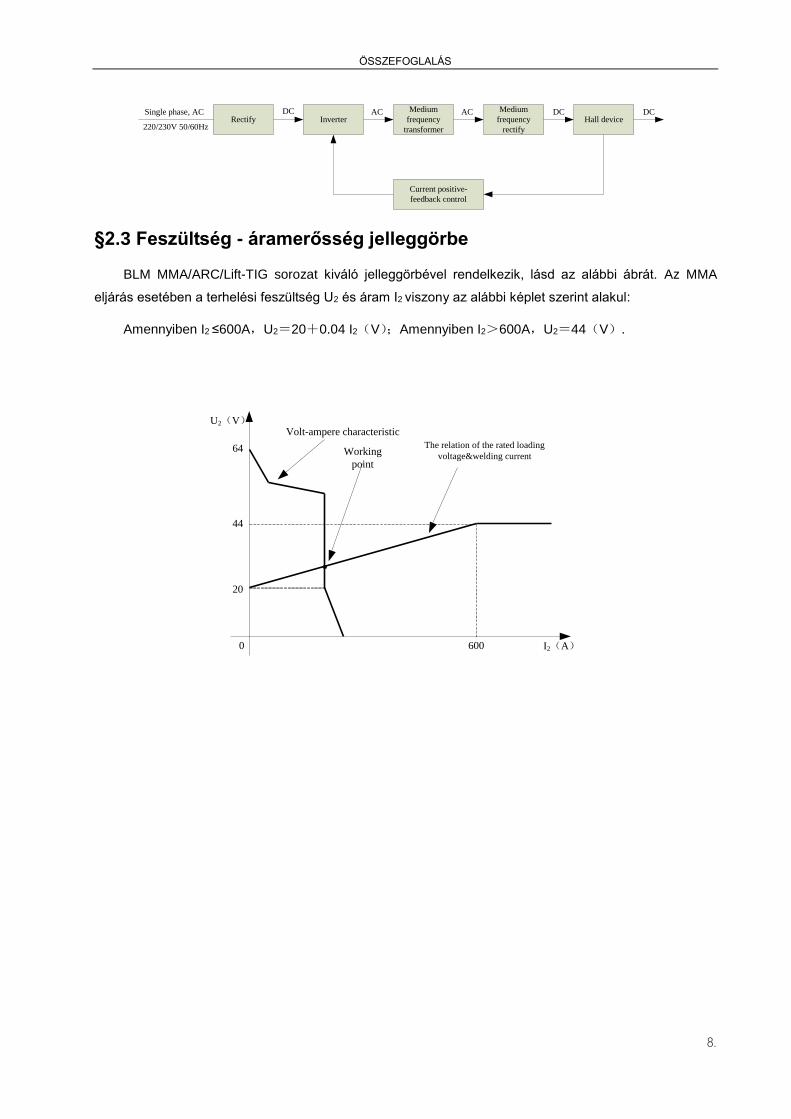
BLM MMA/ARC/Lift-TIG sorozat kiváló jelleggörbével rendelkezik, lásd az alábbi ábrát. Az MMA
eljárás esetében a terhelési feszültség U2 és áram I2 viszony az alábbi képlet szerint alakul:
Amennyiben I2 ≤600A,U2=20+0.04 I2(V);Amennyiben I2>600A,U2=44(V).
64
44
20
0 600 I2(A)
U2(V)
Working
point
Volt-ampere characteristic
The relation of the rated loading
voltage&welding current
ÖSSZESZERELÉS ÉS BEÁLLÍTÁS
9.
§3 Összeszerelés és beállítás
§3.1 A gépek műszaki jellemzői
Típus Paraméterek
BLM 1660 DTM Mini
BLM 2060 DTM Mini
BLM 1460 DM Mini
Bemeneti feszültség Egyfázis
230V±10%, 50/60Hz
Egyfázis 230V±10%,
50/60Hz
Egyfázis 230V±10%,
50/60Hz
Bemeneti áramfelvétel
(A) 18 26 16
Teljesítmény felvétel (KW) 4,14 5,98 3,68
cos ψ ≤0.76 ≤0.76 ≤0.76
Hegesztési áramtartomány (A)
10~160 10~200 10~140
Üresjárási feszültség (V) 84 84 62
Bi %
10 perc, §3.2 160A/60% 200A/60% 140A/60%
Védelem IP21 IP21 IP21S
Szigetelés H H H
Méretek H×Sz×M (mm) 265x124x178 265x124x178 265x124x178
Tömeg (Kg) 4 4,1 3
Megjegyzés: 1.A megadott paraméterek a fejlesztések során változhatnak.
§3.2 Bekapcsolási idő és túlmelegedés
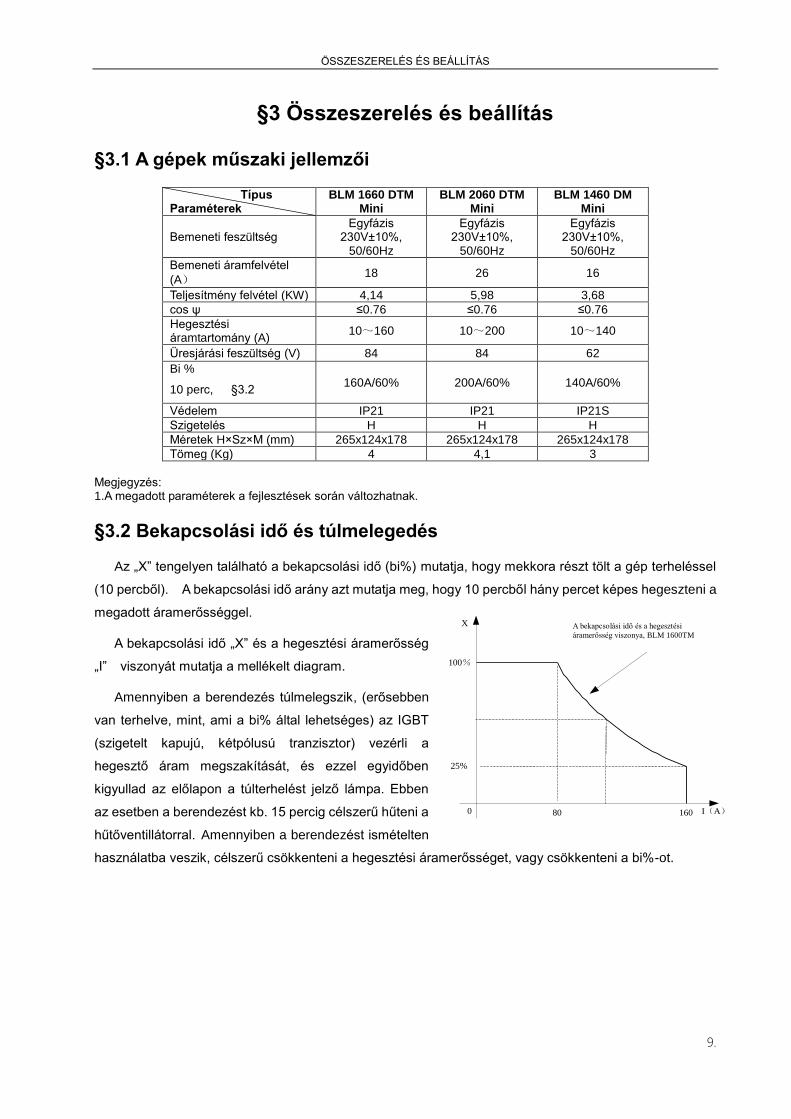
Az „X” tengelyen található a bekapcsolási idő (bi%) mutatja, hogy mekkora részt tölt a gép terheléssel
(10 percből). A bekapcsolási idő arány azt mutatja meg, hogy 10 percből hány percet képes hegeszteni a
megadott áramerősséggel.
A bekapcsolási idő „X” és a hegesztési áramerősség
„I” viszonyát mutatja a mellékelt diagram.
Amennyiben a berendezés túlmelegszik, (erősebben
van terhelve, mint, ami a bi% által lehetséges) az IGBT
(szigetelt kapujú, kétpólusú tranzisztor) vezérli a
hegesztő áram megszakítását, és ezzel egyidőben
kigyullad az előlapon a túlterhelést jelző lámpa. Ebben
az esetben a berendezést kb. 15 percig célszerű hűteni a
hűtőventillátorral. Amennyiben a berendezést ismételten
használatba veszik, célszerű csökkenteni a hegesztési áramerősséget, vagy csökkenteni a bi%-ot.
I(A)0
100%
25%
80 160
XThe relation between duty cycle and
welding current for TM-1600
A bekapcsolási idő és a hegesztési
áramerősség viszonya, BLM 1600TM
ÖSSZESZERELÉS ÉS BEÁLLÍTÁS
10.
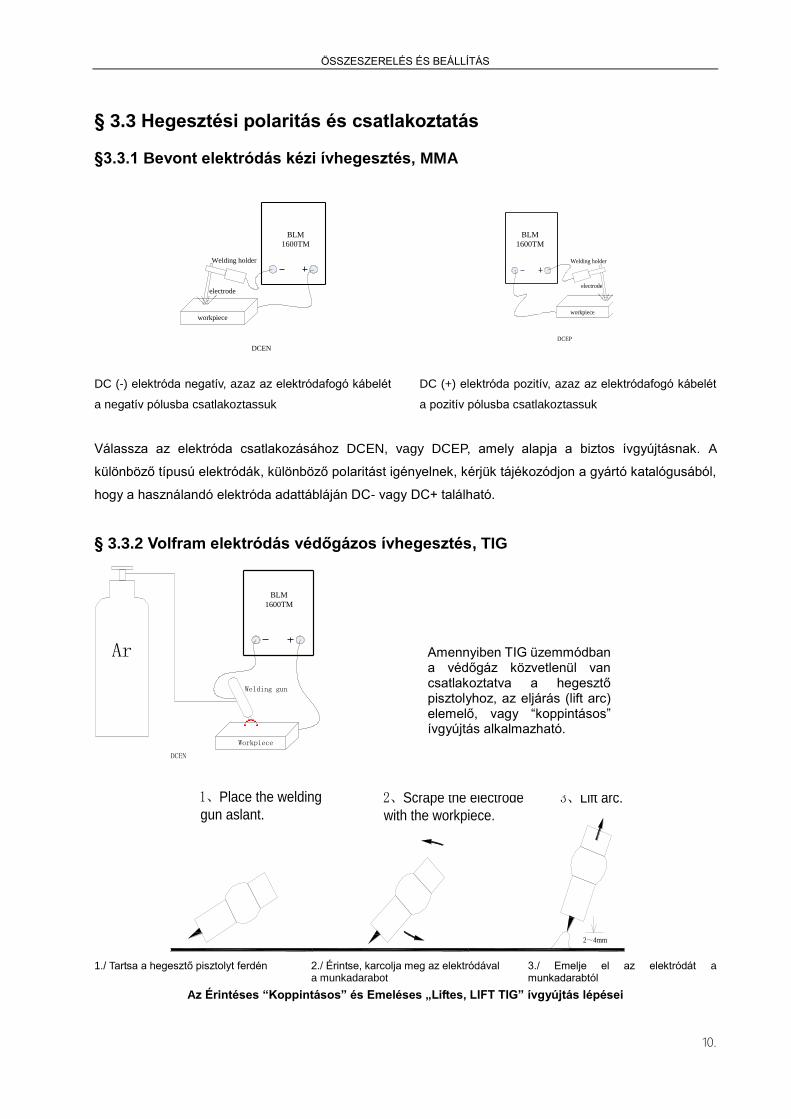
§ 3.3 Hegesztési polaritás és csatlakoztatás
§3.3.1 Bevont elektródás kézi ívhegesztés, MMA
DC (-) elektróda negatív, azaz az elektródafogó kábelét
a negatív pólusba csatlakoztassuk
DC (+) elektróda pozitív, azaz az elektródafogó kábelét
a pozitív pólusba csatlakoztassuk
Válassza az elektróda csatlakozásához DCEN, vagy DCEP, amely alapja a biztos ívgyújtásnak. A
különböző típusú elektródák, különböző polaritást igényelnek, kérjük tájékozódjon a gyártó katalógusából,
hogy a használandó elektróda adattábláján DC- vagy DC+ található.
§ 3.3.2 Volfram elektródás védőgázos ívhegesztés, TIG
TM-1600
Ar
Workpiece
DCEN
Welding gun
2~4mm
1、Place the welding
gun aslant.2、Scrape the electrode
with the workpiece.
3、Lift arc.
Steps of scraping arc
1./ Tartsa a hegesztő pisztolyt ferdén 2./ Érintse, karcolja meg az elektródával a munkadarabot
3./ Emelje el az elektródát a munkadarabtól
Az Érintéses “Koppintásos” és Emeléses „Liftes, LIFT TIG” ívgyújtás lépései
TM-1600
workpiece
Welding holder
electrode
DCEP
TM-1600
workpiece
electrode
DCEN
Welding holder
Amennyiben TIG üzemmódban a védőgáz közvetlenül van csatlakoztatva a hegesztő pisztolyhoz, az eljárás (lift arc) elemelő, vagy “koppintásos” ívgyújtás alkalmazható.
BLM
1600TM
BLM
1600TM
BLM
1600TM
ÖSSZESZERELÉS ÉS BEÁLLÍTÁS
11.
Az Erintéses, Koppintásos ívgyújtás a TIG eljárásnál: amikor a volfram elektróda megérinti a
munkadarabot, a rövídzárlati áramerősség a potencióméteren beállítot áram errőséggel gyújtja az ívet. Ha
a volfram elektróda hegesztés közben érinti a munkadarabot, a hegesztési áram 10 A-re esik vissza
kevesebb, mint 2 sec alatt, ezáltal csökkentve a varratban keletkező volfram szennyezést,
meghosszabbítva ezáltal a volfram elektróda élettartamát.
Az Emeléses, Liftes ívgyújtás a TIG eljárásnál: amikor a volfram elektróda megérinti a munkadarabot,
a rövídzárlati áramerősség csak 10 A. Azután keletkezik az ív, amely az előre beállított értékre emelkedik
miközben elemeljük a wolfram elektródát a munkadarabtól. Ha a volfram elektróda hegesztés közben
érinti a munkadarabot, a hegesztési áram 10 A-re esik vissza kevesebb, mint 2 sec alatt, ezáltal
csökkentve a varratban keletkező volfram szennyezést, meghosszabbítva ezáltal a volfram elektróda
élettartamát.
KEZELÉS ÉS CSATLAKOZTATÁS
12.
§4 Kezelés és csatlakoztatás
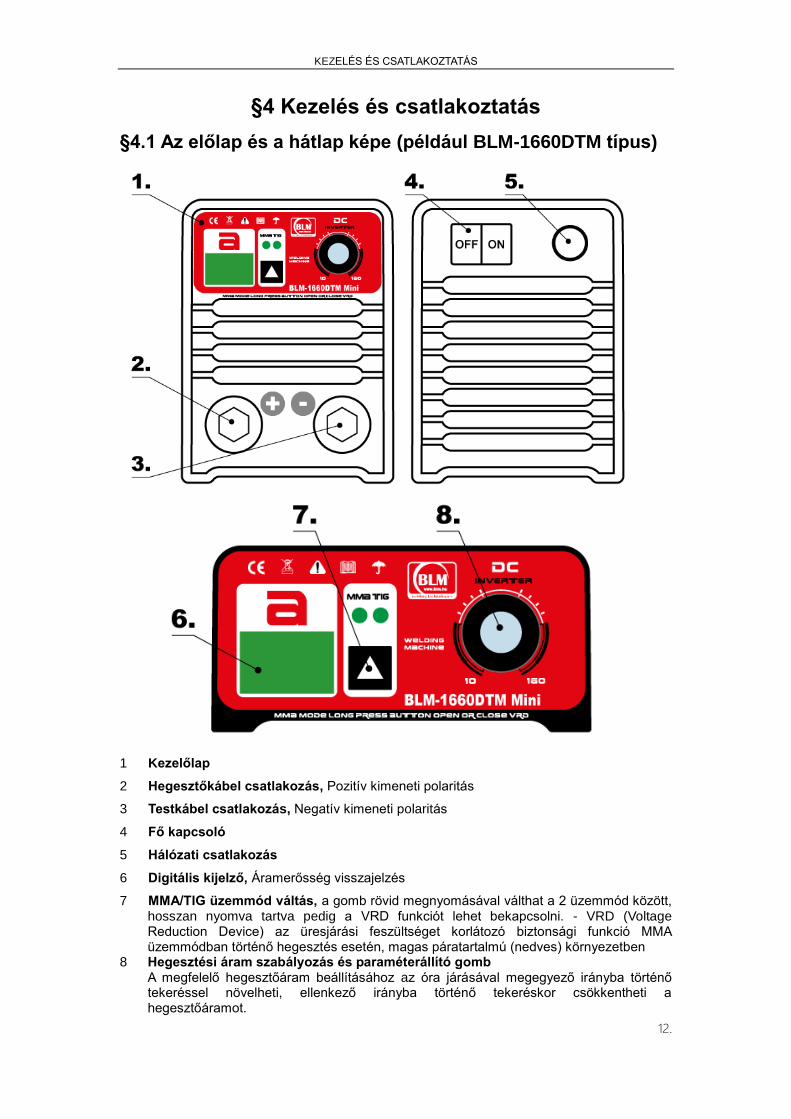
§4.1 Az előlap és a hátlap képe (például BLM-1660DTM típus)
1 Kezelőlap
2 Hegesztőkábel csatlakozás, Pozitív kimeneti polaritás
3 Testkábel csatlakozás, Negatív kimeneti polaritás
4 Fő kapcsoló
5 Hálózati csatlakozás
6 Digitális kijelző, Áramerősség visszajelzés
7 MMA/TIG üzemmód váltás, a gomb rövid megnyomásával válthat a 2 üzemmód között, hosszan nyomva tartva pedig a VRD funkciót lehet bekapcsolni. - VRD (Voltage Reduction Device) az üresjárási feszültséget korlátozó biztonsági funkció MMA üzemmódban történő hegesztés esetén, magas páratartalmú (nedves) környezetben
8 Hegesztési áram szabályozás és paraméterállító gomb A megfelelő hegesztőáram beállításához az óra járásával megegyező irányba történő tekeréssel növelheti, ellenkező irányba történő tekeréskor csökkentheti a hegesztőáramot.

KEZELÉS ÉS CSATLAKOZTATÁS
13.
§4.2 A hegesztési áram beállítása
BLM MMA/ARC/Lift-TIG sorozatú hegesztőgépeknél lehetőség van a hegesztőáram
előzetes beállítására. Mielőtt elkezdi a
hegesztést, állítsa be a kívánt hegesztőáramot,
az áramerősség jelző skála mutatja Amperben,
amely kényelmesen és pontosan beállítható.
§4.3 Hegesztési eljárás
§4.3.1 Az ívgyújtás módja
Koppantásos ív: az elektródát egyenesen érintse a munkadarabhoz, ekkor létrejön a
rövidzárlat, ezután gyorsan fel kell emelni az elektródát mintegy 2~4 mm-re, így ív létrejön.
Ezt az eljárást komplikált elsajátítani. Repedés érzékeny, vagy keményfémek
hegesztéséhez jobb a koppantásos módszert alkalmazni.
electrode
workpiece
electrode electrode
workpiece workpiece
Take the electrode upright The Electrode touch the workpiece Lift up for about 2-4mm
upright
uptouch
2~4mm
Közelítse az elektródát a munkadarabhoz
Érintse az elektródát a munkadarabhoz
Emelje el az elektródát a munkadarabtól
Elemelő ív: karcolva érintse az elektródát a munkadarabhoz az ívgyújtás céljából. Az ív
létrejön és vezesse az elektródát a varrathoronyban.
§4.3.2 Az elektróda vezetése
Az MMA hegesztésnél három mozdulat
történik az elektródával, az elektróda vezetése a
varrathorony tengelyében történik, azután az
elektródát jobbra-balra lengetjük, miközben
“húzzuk”.
electrode
workpiece
weld
1
2
3
2
1-electrode moving; 2-the electrode swing right & left; 3-the electrode move along weld
160
120
100
8060
40
20
5
140
CURRENT
A
1660DTM / 2060DTM 1450DM Mini
KEZELÉS ÉS CSATLAKOZTATÁS
14.
§4.4 Hegesztési paraméterek
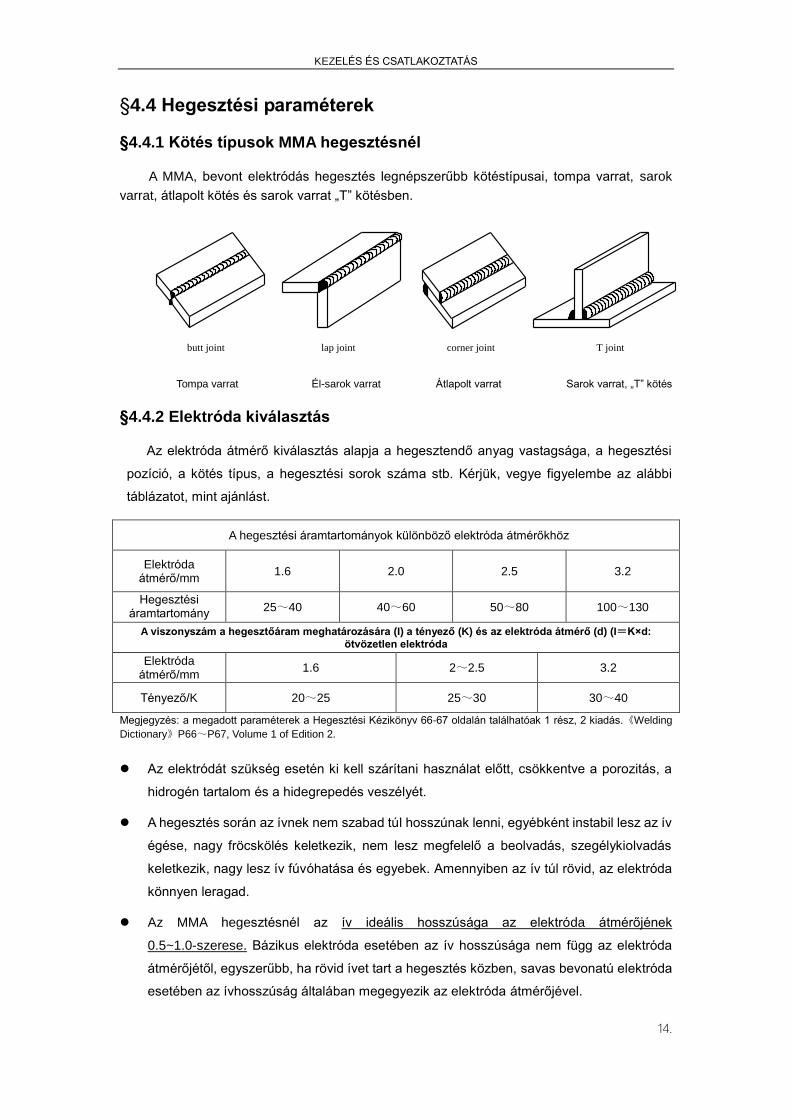
§4.4.1 Kötés típusok MMA hegesztésnél
A MMA, bevont elektródás hegesztés legnépszerűbb kötéstípusai, tompa varrat, sarok
varrat, átlapolt kötés és sarok varrat „T” kötésben.
Tompa varrat Él-sarok varrat Átlapolt varrat Sarok varrat, „T” kötés
§4.4.2 Elektróda kiválasztás
Az elektróda átmérő kiválasztás alapja a hegesztendő anyag vastagsága, a hegesztési
pozíció, a kötés típus, a hegesztési sorok száma stb. Kérjük, vegye figyelembe az alábbi
táblázatot, mint ajánlást.
A hegesztési áramtartományok különböző elektróda átmérőkhöz
Elektróda átmérő/mm
1.6 2.0 2.5 3.2
Hegesztési áramtartomány
current/A
25~40 40~60 50~80 100~130
A viszonyszám a hegesztőáram meghatározására (I) a tényező (K) és az elektróda átmérő (d) (I=K×d:
ötvözetlen elektróda
Elektróda átmérő/mm
1.6 2~2.5 3.2
Tényező/K 20~25 25~30 30~40
Megjegyzés: a megadott paraméterek a Hegesztési Kézikönyv 66-67 oldalán találhatóak 1 rész, 2 kiadás.《Welding
Dictionary》P66~P67, Volume 1 of Edition 2.
Az elektródát szükség esetén ki kell szárítani használat előtt, csökkentve a porozitás, a
hidrogén tartalom és a hidegrepedés veszélyét.
A hegesztés során az ívnek nem szabad túl hosszúnak lenni, egyébként instabil lesz az ív
égése, nagy fröcskölés keletkezik, nem lesz megfelelő a beolvadás, szegélykiolvadás
keletkezik, nagy lesz ív fúvóhatása és egyebek. Amennyiben az ív túl rövid, az elektróda
könnyen leragad.
Az MMA hegesztésnél az ív ideális hosszúsága az elektróda átmérőjének
0.5~1.0-szerese. Bázikus elektróda esetében az ív hosszúsága nem függ az elektróda
átmérőjétől, egyszerűbb, ha rövid ívet tart a hegesztés közben, savas bevonatú elektróda
esetében az ívhosszúság általában megegyezik az elektróda átmérőjével.
butt joint lap joint corner joint T joint
KEZELÉS ÉS CSATLAKOZTATÁS
15.
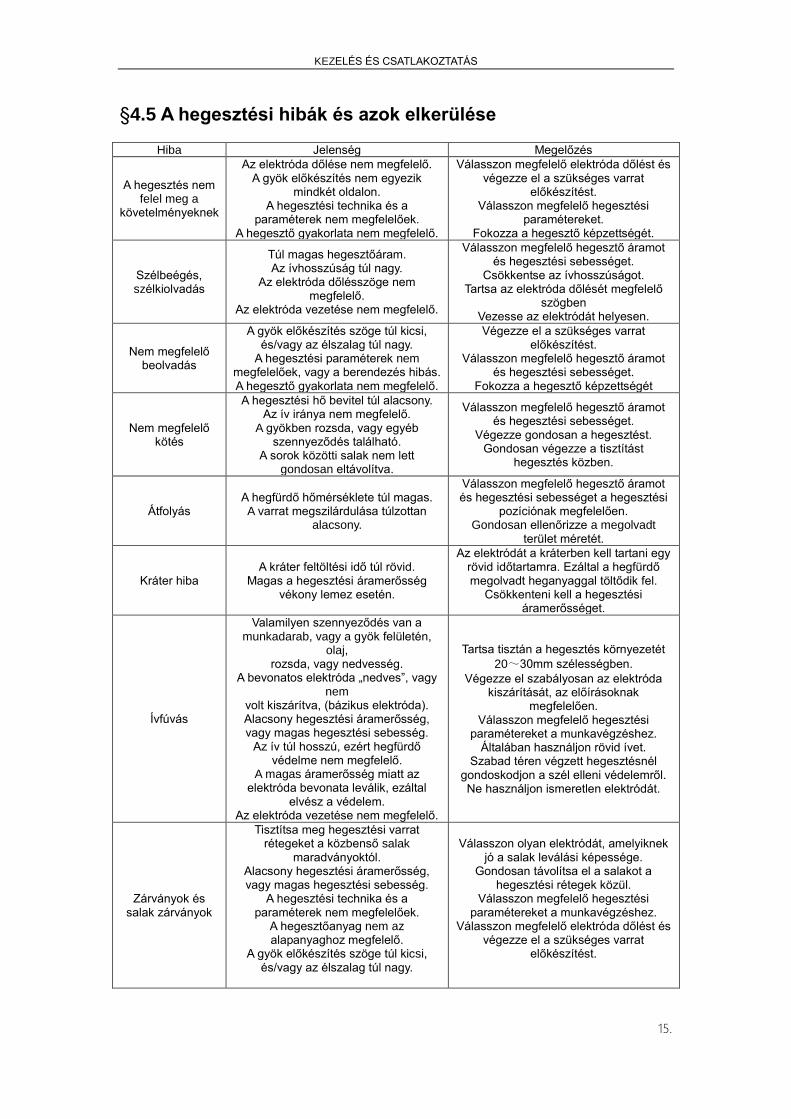
§4.5 A hegesztési hibák és azok elkerülése
Hiba Jelenség Megelőzés
A hegesztés nem felel meg a
követelményeknek
Az elektróda dőlése nem megfelelő. A gyök előkészítés nem egyezik
mindkét oldalon. A hegesztési technika és a
paraméterek nem megfelelőek. A hegesztő gyakorlata nem megfelelő.
Válasszon megfelelő elektróda dőlést és végezze el a szükséges varrat
előkészítést. Válasszon megfelelő hegesztési
paramétereket. Fokozza a hegesztő képzettségét.
Szélbeégés, szélkiolvadás
Túl magas hegesztőáram. Az ívhosszúság túl nagy.
Az elektróda dőlésszöge nem megfelelő.
Az elektróda vezetése nem megfelelő.
Válasszon megfelelő hegesztő áramot és hegesztési sebességet.
Csökkentse az ívhosszúságot. Tartsa az elektróda dőlését megfelelő
szögben Vezesse az elektródát helyesen.
Nem megfelelő beolvadás
A gyök előkészítés szöge túl kicsi, és/vagy az élszalag túl nagy.
A hegesztési paraméterek nem megfelelőek, vagy a berendezés hibás. A hegesztő gyakorlata nem megfelelő.
Végezze el a szükséges varrat előkészítést.
Válasszon megfelelő hegesztő áramot és hegesztési sebességet.
Fokozza a hegesztő képzettségét
Nem megfelelő kötés
A hegesztési hő bevitel túl alacsony. Az ív iránya nem megfelelő.
A gyökben rozsda, vagy egyéb szennyeződés található.
A sorok közötti salak nem lett gondosan eltávolítva.
Válasszon megfelelő hegesztő áramot és hegesztési sebességet.
Végezze gondosan a hegesztést. Gondosan végezze a tisztítást
hegesztés közben.
Átfolyás A hegfürdő hőmérséklete túl magas. A varrat megszilárdulása túlzottan
alacsony.
Válasszon megfelelő hegesztő áramot és hegesztési sebességet a hegesztési
pozíciónak megfelelően. Gondosan ellenőrizze a megolvadt
terület méretét.
Kráter hiba A kráter feltöltési idő túl rövid.
Magas a hegesztési áramerősség vékony lemez esetén.
Az elektródát a kráterben kell tartani egy rövid időtartamra. Ezáltal a hegfürdő megolvadt heganyaggal töltődik fel.
Csökkenteni kell a hegesztési áramerősséget.
Ívfúvás
Valamilyen szennyeződés van a munkadarab, vagy a gyök felületén,
olaj, rozsda, vagy nedvesség.
A bevonatos elektróda „nedves”, vagy nem
volt kiszárítva, (bázikus elektróda). Alacsony hegesztési áramerősség, vagy magas hegesztési sebesség.
Az ív túl hosszú, ezért hegfürdő védelme nem megfelelő.
A magas áramerősség miatt az elektróda bevonata leválik, ezáltal
elvész a védelem. Az elektróda vezetése nem megfelelő.
Tartsa tisztán a hegesztés környezetét
20~30mm szélességben.
Végezze el szabályosan az elektróda kiszárítását, az előírásoknak
megfelelően. Válasszon megfelelő hegesztési
paramétereket a munkavégzéshez. Általában használjon rövid ívet.
Szabad téren végzett hegesztésnél gondoskodjon a szél elleni védelemről. Ne használjon ismeretlen elektródát.
Zárványok és salak zárványok
Tisztítsa meg hegesztési varrat rétegeket a közbenső salak
maradványoktól. Alacsony hegesztési áramerősség, vagy magas hegesztési sebesség.
A hegesztési technika és a paraméterek nem megfelelőek.
A hegesztőanyag nem az alapanyaghoz megfelelő.
A gyök előkészítés szöge túl kicsi, és/vagy az élszalag túl nagy.
Válasszon olyan elektródát, amelyiknek jó a salak leválási képessége.
Gondosan távolítsa el a salakot a hegesztési rétegek közül.
Válasszon megfelelő hegesztési paramétereket a munkavégzéshez.
Válasszon megfelelő elektróda dőlést és végezze el a szükséges varrat
előkészítést.
KEZELÉS ÉS CSATLAKOZTATÁS
16.
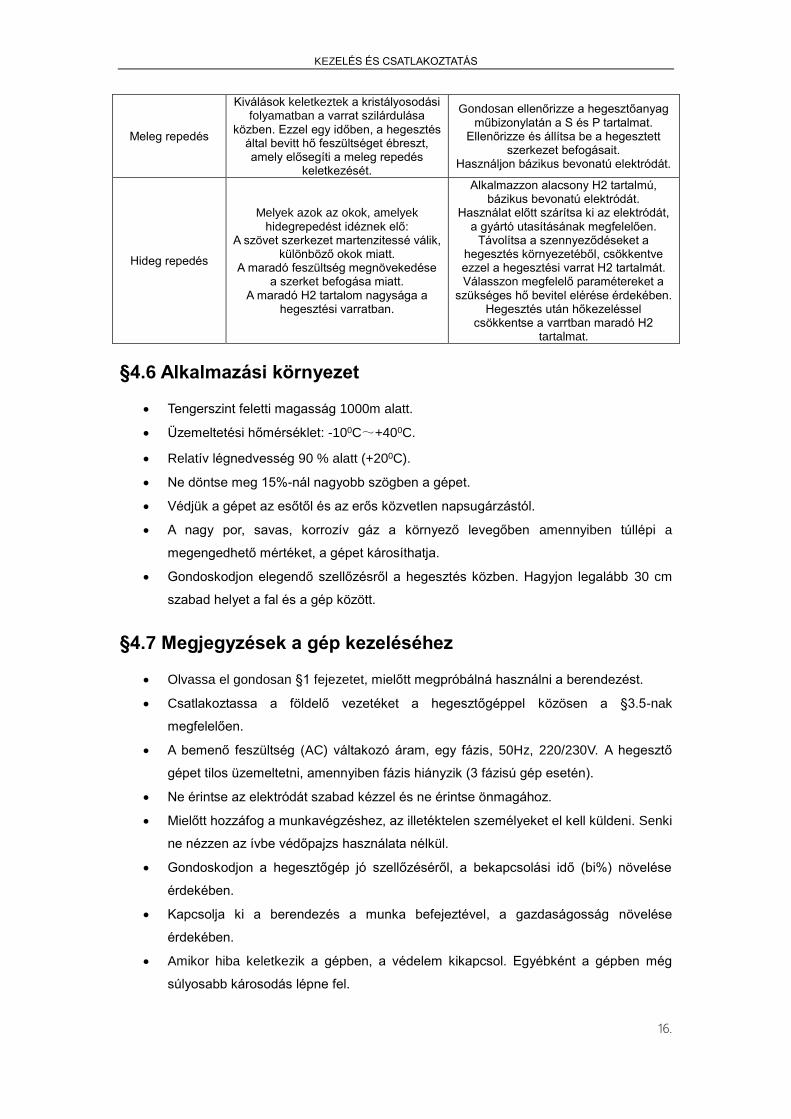
Meleg repedés
Kiválások keletkeztek a kristályosodási folyamatban a varrat szilárdulása
közben. Ezzel egy időben, a hegesztés által bevitt hő feszültséget ébreszt, amely elősegíti a meleg repedés
keletkezését.
Gondosan ellenőrizze a hegesztőanyag műbizonylatán a S és P tartalmat.
Ellenőrizze és állítsa be a hegesztett szerkezet befogásait.
Használjon bázikus bevonatú elektródát.
Hideg repedés
Melyek azok az okok, amelyek hidegrepedést idéznek elő:
A szövet szerkezet martenzitessé válik, különböző okok miatt.
A maradó feszültség megnövekedése a szerket befogása miatt.
A maradó H2 tartalom nagysága a hegesztési varratban.
Alkalmazzon alacsony H2 tartalmú, bázikus bevonatú elektródát.
Használat előtt szárítsa ki az elektródát, a gyártó utasításának megfelelően.
Távolítsa a szennyeződéseket a hegesztés környezetéből, csökkentve ezzel a hegesztési varrat H2 tartalmát. Válasszon megfelelő paramétereket a
szükséges hő bevitel elérése érdekében. Hegesztés után hőkezeléssel
csökkentse a varrtban maradó H2 tartalmat.
§4.6 Alkalmazási környezet
Tengerszint feletti magasság 1000m alatt.
Üzemeltetési hőmérséklet: -100C~+400C.
Relatív légnedvesség 90 % alatt (+200C).
Ne döntse meg 15%-nál nagyobb szögben a gépet.
Védjük a gépet az esőtől és az erős közvetlen napsugárzástól.
A nagy por, savas, korrozív gáz a környező levegőben amennyiben túllépi a
megengedhető mértéket, a gépet károsíthatja.
Gondoskodjon elegendő szellőzésről a hegesztés közben. Hagyjon legalább 30 cm
szabad helyet a fal és a gép között.
§4.7 Megjegyzések a gép kezeléséhez
Olvassa el gondosan §1 fejezetet, mielőtt megpróbálná használni a berendezést.
Csatlakoztassa a földelő vezetéket a hegesztőgéppel közösen a §3.5-nak
megfelelően.
A bemenő feszültség (AC) váltakozó áram, egy fázis, 50Hz, 220/230V. A hegesztő
gépet tilos üzemeltetni, amennyiben fázis hiányzik (3 fázisú gép esetén).
Ne érintse az elektródát szabad kézzel és ne érintse önmagához.
Mielőtt hozzáfog a munkavégzéshez, az illetéktelen személyeket el kell küldeni. Senki
ne nézzen az ívbe védőpajzs használata nélkül.
Gondoskodjon a hegesztőgép jó szellőzéséről, a bekapcsolási idő (bi%) növelése
érdekében.
Kapcsolja ki a berendezés a munka befejeztével, a gazdaságosság növelése
érdekében.
Amikor hiba keletkezik a gépben, a védelem kikapcsol. Egyébként a gépben még
súlyosabb károsodás lépne fel.
KARBANTARTÁS ÉS HIBA ELHÁRÍTÁS
17.
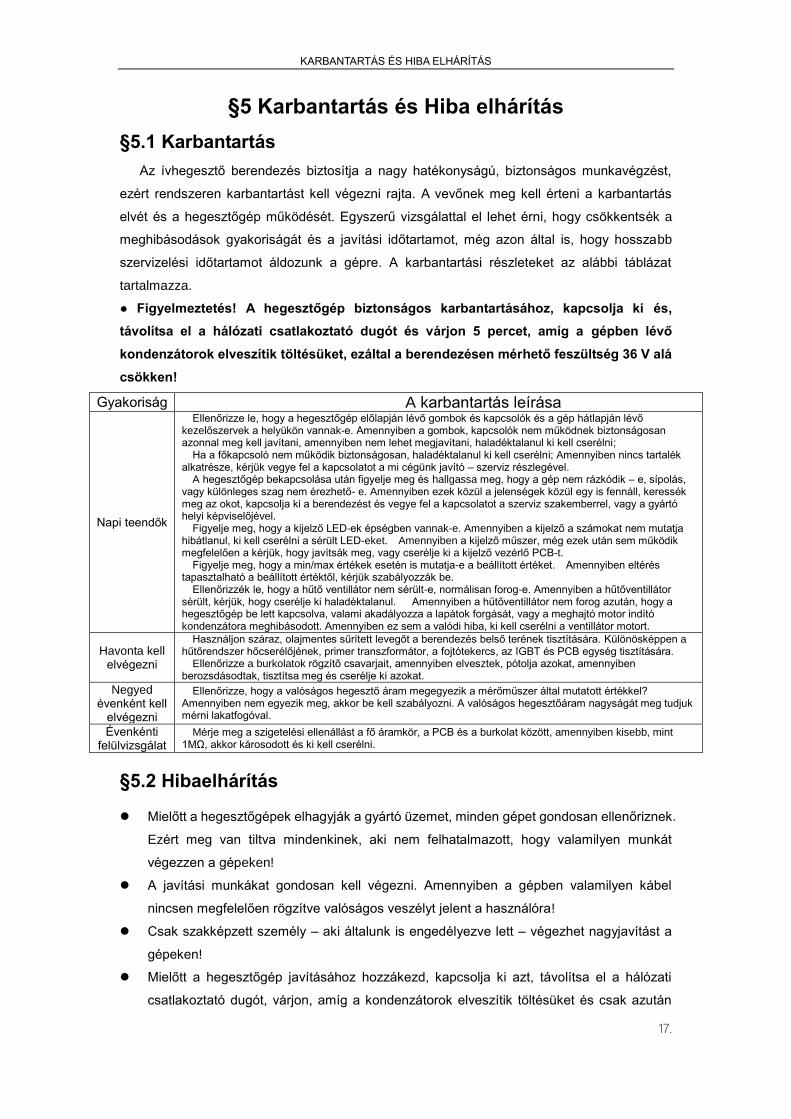
§5 Karbantartás és Hiba elhárítás
§5.1 Karbantartás
Az ívhegesztő berendezés biztosítja a nagy hatékonyságú, biztonságos munkavégzést,
ezért rendszeren karbantartást kell végezni rajta. A vevőnek meg kell érteni a karbantartás
elvét és a hegesztőgép működését. Egyszerű vizsgálattal el lehet érni, hogy csökkentsék a
meghibásodások gyakoriságát és a javítási időtartamot, még azon által is, hogy hosszabb
szervizelési időtartamot áldozunk a gépre. A karbantartási részleteket az alábbi táblázat
tartalmazza.
● Figyelmeztetés! A hegesztőgép biztonságos karbantartásához, kapcsolja ki és,
távolítsa el a hálózati csatlakoztató dugót és várjon 5 percet, amíg a gépben lévő
kondenzátorok elveszítik töltésüket, ezáltal a berendezésen mérhető feszültség 36 V alá
csökken!
Gyakoriság A karbantartás leírása
Napi teendők
Ellenőrizze le, hogy a hegesztőgép előlapján lévő gombok és kapcsolók és a gép hátlapján lévő kezelőszervek a helyükön vannak-e. Amennyiben a gombok, kapcsolók nem működnek biztonságosan azonnal meg kell javítani, amennyiben nem lehet megjavítani, haladéktalanul ki kell cserélni;
Ha a főkapcsoló nem működik biztonságosan, haladéktalanul ki kell cserélni; Amennyiben nincs tartalék alkatrésze, kérjük vegye fel a kapcsolatot a mi cégünk javító – szerviz részlegével.
A hegesztőgép bekapcsolása után figyelje meg és hallgassa meg, hogy a gép nem rázkódik – e, sípolás, vagy különleges szag nem érezhető- e. Amennyiben ezek közül a jelenségek közül egy is fennáll, keressék meg az okot, kapcsolja ki a berendezést és vegye fel a kapcsolatot a szerviz szakemberrel, vagy a gyártó helyi képviselőjével.
Figyelje meg, hogy a kijelző LED-ek épségben vannak-e. Amennyiben a kijelző a számokat nem mutatja hibátlanul, ki kell cserélni a sérült LED-eket. Amennyiben a kijelző műszer, még ezek után sem működik megfelelően a kérjük, hogy javítsák meg, vagy cserélje ki a kijelző vezérlő PCB-t.
Figyelje meg, hogy a min/max értékek esetén is mutatja-e a beállított értéket. Amennyiben eltérés tapasztalható a beállított értéktől, kérjük szabályozzák be.
Ellenőrizzék le, hogy a hűtő ventillátor nem sérült-e, normálisan forog-e. Amennyiben a hűtőventillátor sérült, kérjük, hogy cserélje ki haladéktalanul. Amennyiben a hűtőventillátor nem forog azután, hogy a hegesztőgép be lett kapcsolva, valami akadályozza a lapátok forgását, vagy a meghajtó motor indító kondenzátora meghibásodott. Amennyiben ez sem a valódi hiba, ki kell cserélni a ventillátor motort.
Havonta kell elvégezni
Használjon száraz, olajmentes sűrített levegőt a berendezés belső terének tisztítására. Különösképpen a hűtőrendszer hőcserélőjének, primer transzformátor, a fojtótekercs, az IGBT és PCB egység tisztítására.
Ellenőrizze a burkolatok rögzítő csavarjait, amennyiben elvesztek, pótolja azokat, amennyiben berozsdásodtak, tisztítsa meg és cserélje ki azokat.
Negyed évenként kell
elvégezni
Ellenőrizze, hogy a valóságos hegesztő áram megegyezik a mérőműszer által mutatott értékkel? Amennyiben nem egyezik meg, akkor be kell szabályozni. A valóságos hegesztőáram nagyságát meg tudjuk mérni lakatfogóval.
Évenkénti felülvizsgálat
Mérje meg a szigetelési ellenállást a fő áramkör, a PCB és a burkolat között, amennyiben kisebb, mint 1MΩ, akkor károsodott és ki kell cserélni.
§5.2 Hibaelhárítás
Mielőtt a hegesztőgépek elhagyják a gyártó üzemet, minden gépet gondosan ellenőriznek.
Ezért meg van tiltva mindenkinek, aki nem felhatalmazott, hogy valamilyen munkát
végezzen a gépeken!
A javítási munkákat gondosan kell végezni. Amennyiben a gépben valamilyen kábel
nincsen megfelelően rögzítve valóságos veszélyt jelent a használóra!
Csak szakképzett személy – aki általunk is engedélyezve lett – végezhet nagyjavítást a
gépeken!
Mielőtt a hegesztőgép javításához hozzákezd, kapcsolja ki azt, távolítsa el a hálózati
csatlakoztató dugót, várjon, amíg a kondenzátorok elveszítik töltésüket és csak azután

KARBANTARTÁS ÉS HIBA ELHÁRÍTÁS
18.
bontsa meg a burkolatokat!
Amennyiben valamilyen hiba lép fel, vagy nincsen képzett szakemberük, lépjenek
kapcsolatba cégünk helyi képviselőjével!
KARBANTARTÁS ÉS HIBA ELHÁRÍTÁS
19.
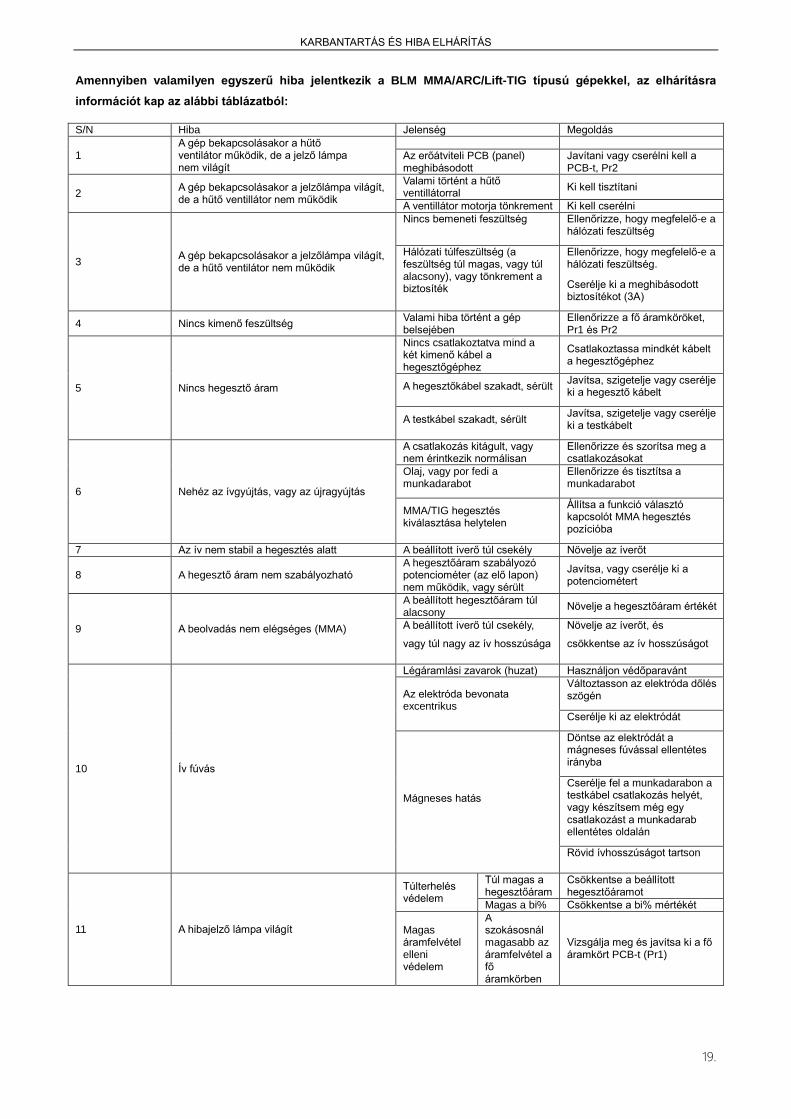
Amennyiben valamilyen egyszerű hiba jelentkezik a BLM MMA/ARC/Lift-TIG típusú gépekkel, az elhárításra
információt kap az alábbi táblázatból:
S/N Hiba Jelenség Megoldás
1 A gép bekapcsolásakor a hűtő ventilátor működik, de a jelző lámpa nem világít
Az erőátviteli PCB (panel) meghibásodott
Javítani vagy cserélni kell a PCB-t, Pr2
2 A gép bekapcsolásakor a jelzőlámpa világít, de a hűtő ventillátor nem működik
Valami történt a hűtő ventillátorral
Ki kell tisztítani
A ventillátor motorja tönkrement Ki kell cserélni
3 A gép bekapcsolásakor a jelzőlámpa világít, de a hűtő ventilátor nem működik
Nincs bemeneti feszültség Ellenőrizze, hogy megfelelő-e a hálózati feszültség
Hálózati túlfeszültség (a feszültség túl magas, vagy túl alacsony), vagy tönkrement a biztosíték
Ellenőrizze, hogy megfelelő-e a hálózati feszültség.
Cserélje ki a meghibásodott biztosítékot (3A)
4 Nincs kimenő feszültség Valami hiba történt a gép belsejében
Ellenőrizze a fő áramköröket, Pr1 és Pr2
5 Nincs hegesztő áram
Nincs csatlakoztatva mind a két kimenő kábel a hegesztőgéphez
Csatlakoztassa mindkét kábelt a hegesztőgéphez
A hegesztőkábel szakadt, sérült Javítsa, szigetelje vagy cserélje ki a hegesztő kábelt
A testkábel szakadt, sérült Javítsa, szigetelje vagy cserélje ki a testkábelt
6 Nehéz az ívgyújtás, vagy az újragyújtás
A csatlakozás kitágult, vagy nem érintkezik normálisan
Ellenőrizze és szorítsa meg a csatlakozásokat
Olaj, vagy por fedi a munkadarabot
Ellenőrizze és tisztítsa a munkadarabot
MMA/TIG hegesztés kiválasztása helytelen
Állítsa a funkció választó kapcsolót MMA hegesztés pozícióba
7 Az ív nem stabil a hegesztés alatt A beállított íverő túl csekély Növelje az íverőt
8 A hegesztő áram nem szabályozható A hegesztőáram szabályozó potenciométer (az elő lapon) nem működik, vagy sérült
Javítsa, vagy cserélje ki a potenciométert
9 A beolvadás nem elégséges (MMA)
A beállított hegesztőáram túl alacsony
Növelje a hegesztőáram értékét
A beállított íverő túl csekély,
vagy túl nagy az ív hosszúsága
Növelje az íverőt, és
csökkentse az ív hosszúságot
10 Ív fúvás
Légáramlási zavarok (huzat) Használjon védőparavánt
Az elektróda bevonata excentrikus
Változtasson az elektróda dőlés szögén
Cserélje ki az elektródát
Mágneses hatás
Döntse az elektródát a mágneses fúvással ellentétes irányba
Cserélje fel a munkadarabon a testkábel csatlakozás helyét, vagy készítsem még egy csatlakozást a munkadarab ellentétes oldalán
Rövid ívhosszúságot tartson
11 A hibajelző lámpa világít
Túlterhelés védelem
Túl magas a hegesztőáram
Csökkentse a beállított hegesztőáramot
Magas a bi% Csökkentse a bi% mértékét
Magas áramfelvétel elleni védelem
A szokásosnál magasabb az áramfelvétel a fő áramkörben
Vizsgálja meg és javítsa ki a fő áramkört PCB-t (Pr1)
KARBANTARTÁS ÉS HIBA ELHÁRÍTÁS
20.
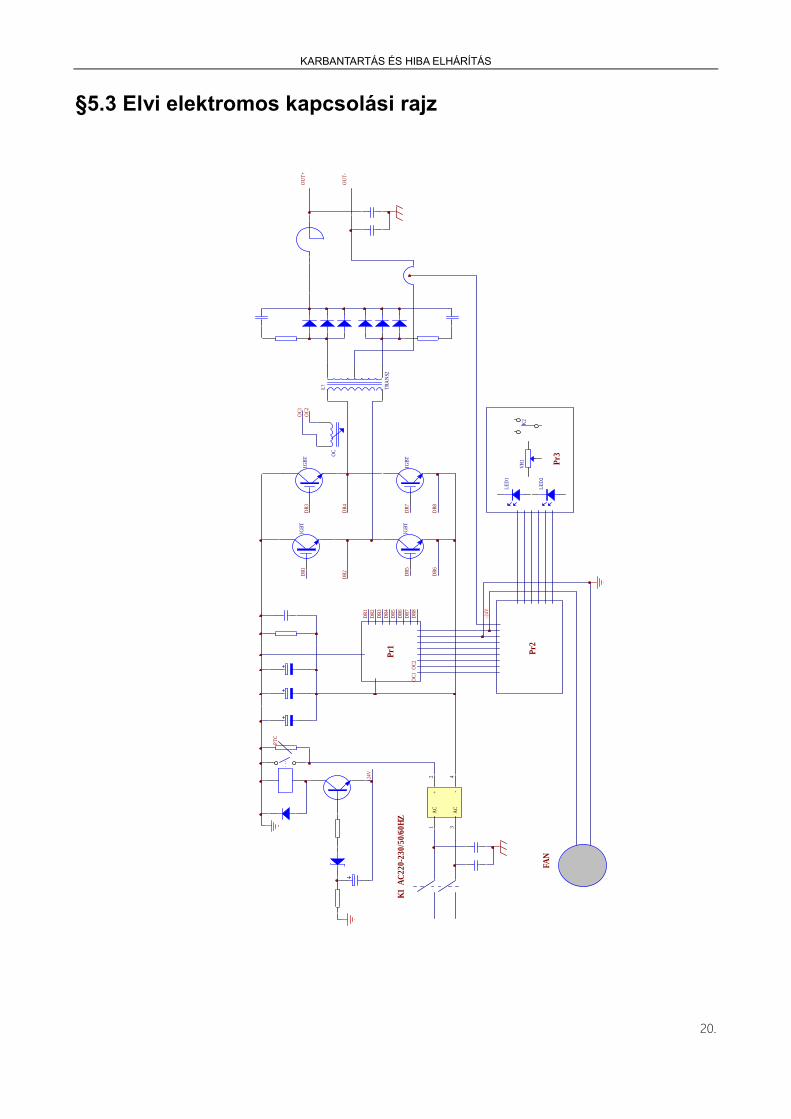
§5.3 Elvi elektromos kapcsolási rajz
AC
1
AC
3
+2
-4
-24V
L?
TR
AN
S2
OC
Pr2
OC
1
OC
2
Pr1
DR
1
DR
2
DR
5
DR
6
DR
3
DR
4
DR
7
DR
8
DR
1
DR
2
DR
3
DR
4
DR
5
DR
8
DR
6
DR
7
OC
1O
C2
K1
AC
22
0-2
30
/50
/60
HZ
OU
T+
OU
T-
-24V
FA
N
LE
D1
LE
D2
VR
1K
2
Pr3
PT
C
IGB
T
IGB
TIG
BT
IGB
T
JÓTÁLLÁS
21.
§6 Jótállás
§6.1 Jótállási feltételek
Kedves Vásárló! Bízunk abban, hogy a most megvásárolt BLM márkájú berendezés kifogástalanul, legteljesebb megelégedésére fog működni a jövőben. Amennyiben valamilyen rendellenességet, hibajelenséget tapasztal vagy a berendezés működésével, használatával kapcsolatban merül fel kérdése vagy problémája, akkor a BLM garanciális szervize és egyben vevőszolgálata a rendelkezésére áll. Az Ön által vásárolt BLM termékre a 151/2003(IX.22) sz. Kormányrendelet alapján a vásárlás dátumától számított 12 hónapig terjedő jótállást vállalunk a gyártási és anyaghibákból eredő meghibásodásokra. A jótállás a fogyasztó törvényből eredő jogait nem érinti. Kérjük, gondosan ellenőrizze, hogy ezt a jótállási jegyet a vásárlásnál pontosan töltötték-e ki! A gép mellé csomagolt használati útmutatótól eltérő használat, szakszerűtlen kezelés, helytelen tárolás, erőszakos külső behatás, elemi kár, a készülék illetéktelen és szakszerűtlen javítása esetén a garancia nem érvényesíthető. Nem tartoznak a jótállás körébe a karbantartások és a természetes elhasználódásra visszavezethető meghibásodások (pl. a készülék burkolatának töréséből és eldeformálódásából eredő károk, kábeleken keletkezett sérülések) kijavítása, valamint a géphez adott kábelek és tartozékok. Meghibásodás észlelése esetén kérjük, hogy garanciális javítási igényét haladéktalanul érvényesítse, mert ennek elmulasztásából eredő járulékos károkra a garancia nem vonatkozik, ebből eredő következményekért (pl. személyi sérülés) felelősséget nem vállalunk. A berendezés garanciális javításának menete: Kereskedőink a jótállási jegy és a vásárlást igazoló számla egyidejű bemutatásával veszik át az Ön készülékét garanciális javításra. A meghibásodott készülék átvétele a vásárlás helyén, illetőleg bármelyik BLM szakkereskedőnél, illetőleg Központi Márkaszervizünkben történhet. Ha a meghibásodott készülék leadása gondot okoz Önnek, akkor értesítse központi márkaszervizünket, faxon (+36 1 287 8047), vagy e-mailben [email protected] és bejelentéstől/visszaigazolástól számítva 72 órán belül futárszolgálatunk elszállítja Öntől a berendezést. Ebben az esetben ne felejtse el a Jótállási jegyet és a vásárlást igazoló számlát a berendezés mellé becsomagolni, mert csak a bizonylatokkal együtt tudjuk megkezdeni a javítást. A garanciális javítás időtartamát a 49/2003.(VII.30.) sz. GKM rendelet 4§(1) szabályozza: „A forgalmazónak törekedni kell arra, hogy a kijavítást vagy kicserélést legfeljebb 30 napon belül elvégezze”. Ha a termék a vásárlástól számított 3 napon belül rendeltetésszerű használat mellett – a termékbe épített biztonsági elemeket kivéve – gyártási vagy anyaghibára visszavezethető okból meghibásodott – a vevő kívánságára azonos típusú termékre kell cserélni. Ha a cserére nincs lehetőség – a vevő választása szerint – a termék visszaszolgáltatásával egyidejűleg a vételárat vissza kell fizetni, vagy a vételár-különbözet elszámolása mellett más típusú terméket kell kiadni részére. A termék kicserélése esetén a jótállás időtartama újrakezdődik. A javítás – a gyári minőség biztosítás érdekében – a BLM Központi Márkaszervizében történik. A meghibásodás eredetét csak a BLM márkaszerviz bírálhatja el. Ha a hiba jellege (pl. a termék kijavíthatósága, a javítás módja stb.) tekintetében vita merül fel, a fogyasztó törvényből eredő jogait a bíróságokon érvényesítheti. A fogyasztó a vásárlástól való elállásra vonatkozó joga a Polgári Törvénykönyv 1959. évi törvénye alapján akkor áll fenn, ha a hiba nem javítható ki, a kötelezett a hiba javítását nem vállalja, vagy a hiba kijavítása rövid idő alatt értékcsökkenést eredményez és a jogosult érdekeinek sérelme nélkül nem lehetséges. Jelentéktelen hiba miatt elállásnak helye nincs.
Recommended

















