469
Mineralische Bauabfälle als Rohstoff für die Herstellung leichter Gesteinskörnungen
Mineralische Bauabfälle als Rohstoff für die Herstellung leichter Gesteinskörnungen
Alexander Schnell, Anette Müller, Katrin Rübner und Horst-Michael Ludwig
1. Bauabfälle als Rohstoffquelle ...........................................................................469
2. Leichte Gesteinskörnungen und Leichtbetone..............................................470
3. Charakterisierung der Ausgangsstoffe ...........................................................473
4. Untersuchungen zur Herstellung von Leichtgranulaten aus Mauerwerkbruch ........................................................................................478
4.1. Mahlung und Formgebung der Ausgangsmaterialien ................................478
4.2. Laborversuche zur thermischen Erhärtung und Porosierung ....................480
4.3. Laborversuche zur Hydrothermalerhärtung .................................................481
5. Eigenschaften der Leichtgranulate ..................................................................482
5.1. Physikalische Eigenschaften ............................................................................482
5.2. Umweltverträglichkeit und chemische Anforderungen ..............................485
5.3. Verhalten im Leichtbeton ................................................................................487
6. Zusammenfassung ...........................................................................................491
7. Literatur ..............................................................................................................492
8. Normen und Regelwerke .................................................................................493
1. Bauabfälle als RohstoffquelleBau- und Abbruchabfälle stellen den größten Abfallstrom in Deutschland dar. Die anfal-lenden Mengen und die erreichten Recyclingquoten sind in den seit 1996 erscheinenden Monitoringberichten der Arbeitsgemeinschaft Kreislaufwirtschaftsträger Bau dargestellt. In dem 2011 erschienen Bericht [1] wird ausgewiesen, dass im Jahr 2008 58,2 Millionen Tonnen Bauschutt bestehend aus Beton- und Mauerwerkabbruch anfielen. Die Recyclingquoten bewegen sich um die 70 Prozent. Das in stationären oder mobilen Anlagen aufbereitete Material wird hauptsächlich im Tief- und Landschaftsbau eingesetzt. Ein Einsatz im Hoch-bau erfolgt nur durch einzelne Unternehmen. Hierbei werden hauptsächlich rezyklierte grobe Gesteinskörnungen für Normalbeton aus Betonbruch gewonnen. Heterogener Mau-erwerkbruch, der Wandbaustoffe, Mörtel, Putz, Fliesen und weitere Bestandteile enthält, oder die bei der Aufbereitung zwangsläufig entstehenden Feinfraktionen finden bisher keine Verwendung.
Alexander Schnell, Anette Müller, Katrin Rübner, Horst-Michael Ludwig
470
Nach wie vor resultieren die Herausforderungen im Baustoffrecycling also vor allem aus den bei der Aufbereitung entstehenden hohen Anteilen feiner, schwer sortierbarer Fraktionen bei gleichzeitig fehlenden Verwertungstechnologien für diese Materialien. Des Weiteren ist die Heterogenität des anfallenden mineralischen Bauschutts selbst bei gewissenhaft durchgeführten Abbruch- und Rückbaumaßnahmen nicht zu verhindern. Während beispielsweise Metalle technologisch einfach aussortiert werden können, gibt es für die Sortierung nach Baustoffarten keine geeigneten Verfahren. Mit der Zunahme der Materialvielfalt im Bauwesen in den letzten Jahrzehnten und dem zunehmenden Einsatz von Verbundbaustoffen ist dieser Problematik im Baustoffrecycling der Zukunft sogar eine noch größere Rolle beizumessen.
Der aktuelle Stand des Baustoffrecyclings verdeutlicht, dass besonders für die feinen Kornfraktionen der Bau- und Abbruchabfälle und für den mineralischen Mauerwerkbruch Verwertungstechnologien entwickelt werden müssen. Eine Verbesserung der Ressour-ceneffizienz im Bauwesen kann, ähnlich wie in anderen Bereichen, nur durch den Einsatz innovativer Herstellungstechnologien für hochwertige Produkte erreicht werden.
Die Aufgabenstellung des Forschungsprojekts, über das im Folgenden berichtet wird, war es, die Eignung von mineralischen Bauabfällen als Rohstoff für die Herstellung leichter Gesteinskörnungen, welche die Anforderungen der Baunormen erfüllen, zu untersuchen. Die erforderlichen Stoffumwandlungen sollten durch einen thermischen Prozess erreicht werden. Als Alternative wurde untersucht, ob sich mit einem hydrothermalen Prozess, der energetische Vorteile aufweisen kann, ebenfalls leichte Gesteinskörnungen erzeugen lassen.
2. Leichte Gesteinskörnungen und LeichtbetoneLeichte Gesteinskörnungen können nach unterschiedlichen Technologien erzeugt werden. Zum einen gibt es in Regionen mit vulkanischer Vergangenheit natürliche Vorkommen leich-ter Gesteine wie Naturbims, Tuff oder Lava. Sie werden in Steinbrüchen abgebaut, aufbereitet und als leichte Gesteinskörnungen für die Mörtel- oder Betonherstellung eingesetzt. Zum anderen gibt es synthetische leichte Gesteinskörnungen, deren Herstellung – in Analogie zur Genese von natürlichen leichten Gesteinskörnungen – auf einem thermischen Prozess beruht, der den Blähvorgang bei gleichzeitiger Stabilisierung der Granulate bewirkt. Natür-liche Rohstoffquellen für diese synthetischen leichten Gesteinskörnungen sind natürliche Tone oder Schiefer, die zwei Bedingungen erfüllen müssen:
• BeimErhitzenmussderRohstoffeinenpyroplastischenZustandmitgünstigerVisko-sität erreichen.
• ImTemperaturbereichdespyroplastischenZustandsmusseineausreichendeGasmen-ge entwickelt werden, die den Rohstoff unter Porenbildung auftreibt.
Die großtechnische Herstellung von Leichtzuschlägen, die auf natürlichen mineralischen Rohstoffen basierten, begann nach dem Ersten Weltkrieg. So wurden 1918 in den USA bautechnisch einsetzbare Blähtongranulate aus natürlichen Rohstoffen hergestellt und unter dem Namen Haydite in den Handel gebracht. In Europa kann Dänemark als Vorreiter der Blähtonherstellung angesehen werden [2].
Als weitere Rohstoffquelle für synthetische leichte Gesteinskörnungen kommen industrielle Nebenprodukte und Abfälle in Frage. Bekannte Beispiele sind die Kraftwerksnebenprodukte gesinterte Steinkohlenflugasche und Kesselsand, die nach einer mechanischen Aufbereitung direkt eingesetzt werden können. Altglas kann ebenfalls als Rohstoff für leichte Gesteinskör-nungen dienen [3, 4]. Nachdem es gemahlen wurde, muss es dazu einen Formgebungs- und
471
Mineralische Bauabfälle als Rohstoff für die Herstellung leichter Gesteinskörnungen
Brennprozess durchlaufen. Weitere industrielle Nebenprodukte, deren Einsatz für die Herstellung von synthetischen leichten Gesteinskörnungen untersucht wurde, werden in der Fachliteratur beschrieben:
• SteinkohlewaschbergeundFlotationsrückständederKohleaufbereitung[5,6],
• AschenausVerbrennungsprozessen[7-9],
• feinkörnigeAbfälleausderBimsaufbereitung[10],
• nichtkontaminierteoderkontaminierteSedimenteundSchlämmeausFlüssen,Seen,Wasserreservoiren, Klärschlämme [11-18].
Bereits seit dem Altertum werden leichte Gesteinskörnungen zur Herstellung von Beton verwendet [19]. Es werden sowohl natürliche als auch produzierte Materialien eingesetzt. Heute werden leichte Gesteinskörnungen in einem breiten Schüttdichtespektrum von 100 bis 1.200 kg/m3 hergestellt. Während die sehr leichten Qualitäten hauptsächlich in Produkten zur Wärmedämmung eingesetzt werden, dienen die Gesteinskörnungen mit mittleren und höheren Schüttdichten zur Leichtbetonherstellung. Die Anforderungen, die leichte Gesteinskörnungen erfüllen müssen, sind in der Norm für Gesteinskörnungen für Beton festgehalten (Tabelle 1).
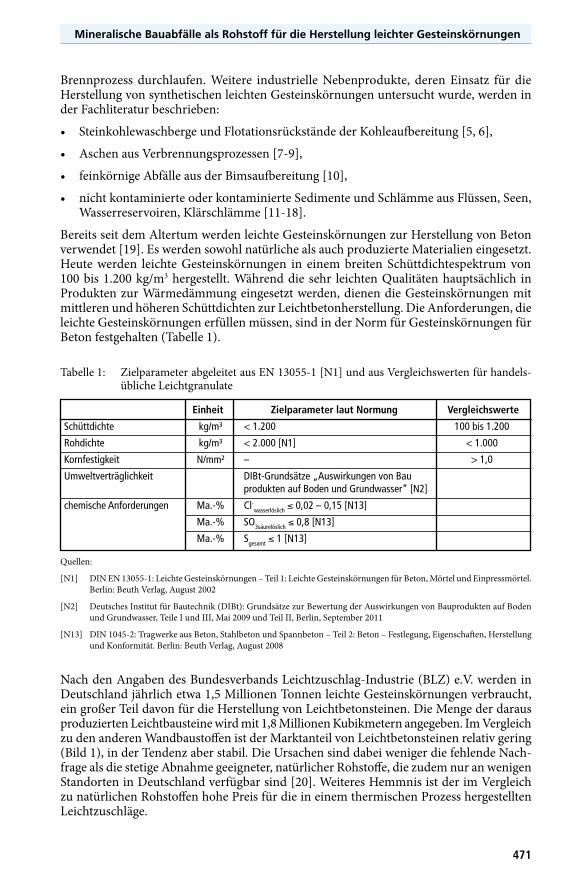
Tabelle 1: Zielparameter abgeleitet aus EN 13055-1 [N1] und aus Vergleichswerten für handels-übliche Leichtgranulate
Einheit Zielparameter laut Normung Vergleichswerte
Schüttdichte kg/m³ < 1.200 100 bis 1.200
Rohdichte kg/m³ < 2.000 [N1] < 1.000
Kornfestigkeit N/mm² – > 1,0
Umweltverträglichkeit DIBt-Grundsätze „Auswirkungen von Bau produkten auf Boden und Grundwasser“ [N2]
chemische Anforderungen Ma.-% Cl-wasserlöslich ≤ 0,02 – 0,15 [N13]
Ma.-% SO3säurelöslich ≤ 0,8 [N13]
Ma.-% Sgesamt ≤ 1 [N13]
Quellen:
[N1] DIN EN 13055-1: Leichte Gesteinskörnungen – Teil 1: Leichte Gesteinskörnungen für Beton, Mörtel und Einpressmörtel.Berlin: Beuth Verlag, August 2002
[N2] Deutsches Institut für Bautechnik (DIBt): Grundsätze zur Bewertung der Auswirkungen von Bauprodukten auf Boden und Grundwasser, Teile I und III, Mai 2009 und Teil II, Berlin, September 2011
[N13] DIN 1045-2: Tragwerke aus Beton, Stahlbeton und Spannbeton – Teil 2: Beton – Festlegung, Eigenschaften, Herstellung und Konformität. Berlin: Beuth Verlag, August 2008
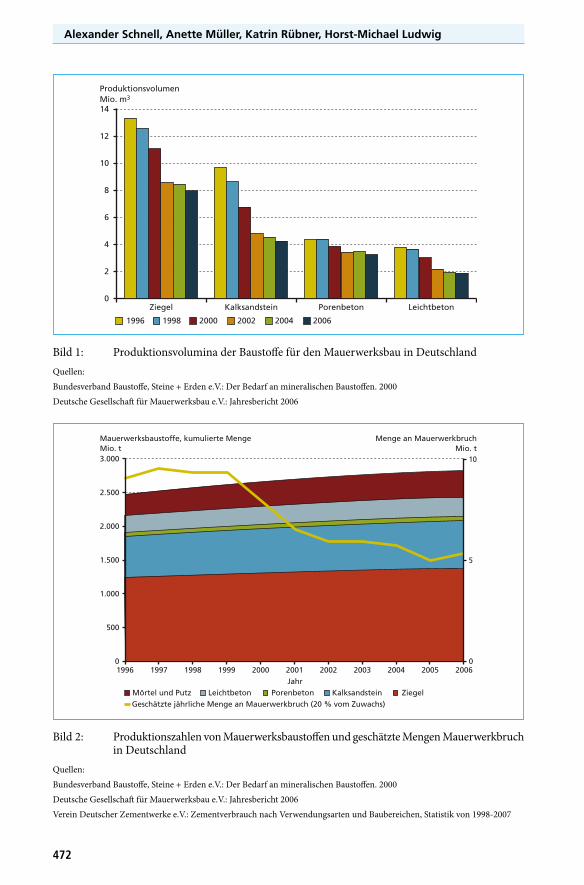
Nach den Angaben des Bundesverbands Leichtzuschlag-Industrie (BLZ) e.V. werden in Deutschland jährlich etwa 1,5 Millionen Tonnen leichte Gesteinskörnungen verbraucht, ein großer Teil davon für die Herstellung von Leichtbetonsteinen. Die Menge der daraus produzierten Leichtbausteine wird mit 1,8 Millionen Kubikmetern angegeben. Im Vergleich zu den anderen Wandbaustoffen ist der Marktanteil von Leichtbetonsteinen relativ gering (Bild 1), in der Tendenz aber stabil. Die Ursachen sind dabei weniger die fehlende Nach-frage als die stetige Abnahme geeigneter, natürlicher Rohstoffe, die zudem nur an wenigen Standorten in Deutschland verfügbar sind [20]. Weiteres Hemmnis ist der im Vergleich zu natürlichen Rohstoffen hohe Preis für die in einem thermischen Prozess hergestellten Leichtzuschläge.
Alexander Schnell, Anette Müller, Katrin Rübner, Horst-Michael Ludwig
472
Bild 1: Produktionsvolumina der Baustoffe für den Mauerwerksbau in Deutschland Quellen:Bundesverband Baustoffe, Steine + Erden e.V.: Der Bedarf an mineralischen Baustoffen. 2000Deutsche Gesellschaft für Mauerwerksbau e.V.: Jahresbericht 2006
Bild 2: Produktionszahlen von Mauerwerksbaustoffen und geschätzte Mengen Mauerwerkbruch in Deutschland
Quellen:Bundesverband Baustoffe, Steine + Erden e.V.: Der Bedarf an mineralischen Baustoffen. 2000Deutsche Gesellschaft für Mauerwerksbau e.V.: Jahresbericht 2006Verein Deutscher Zementwerke e.V.: Zementverbrauch nach Verwendungsarten und Baubereichen, Statistik von 1998-2007
Kalksandstein Porenbeton Leichtbeton
14
12
10
8
6
4
2
ProduktionsvolumenMio. m3
Ziegel
1996 1998 2000 2002 2004 2006
0
3.000
1.500
2.500
2.000
1.000
500
Mauerwerksbaustoffe, kumulierte MengeMio. t
Menge an MauerwerkbruchMio. t
01996
Mörtel und Putz
Geschätzte jährliche Menge an Mauerwerkbruch (20 % vom Zuwachs)
Leichtbeton Porenbeton Kalksandstein Ziegel
1997 1998 1999 2000 2001
Jahr
2002 2003 2004 2005 20060
5
10
473
Mineralische Bauabfälle als Rohstoff für die Herstellung leichter Gesteinskörnungen
Gemessen an den gegenwärtigen Produktionszahlen und unter der Voraussetzung einer erfolgreichen Technologieentwicklung, könnte bei der Herstellung von Leichtzuschlägen völlig auf den Einsatz von natürlichen Rohstoffen verzichtet werden. Die Nutzung von mi-neralischen Bauabfällen als Rohstoffquelle ließe sogar die Herstellung einer größeren Menge zu. Wenn angenommen wird, dass 20 % des jährlichen Zuwachses an Mauerwerkbaustoffen dazu verwendet wird, alte Gebäude zu ersetzen, ergeben sich die im Bild 2 dargestellten jährlichen Mengen an Mauerwerkbruch zwischen 5 und 10 Millionen Tonnen. Diese Men-gen würden als Rohstoff für die Herstellung von Aufbaukörnungen zur Verfügung stehen. Gemessen an der Gesamtbauschuttmenge sind diese Werte eher zu gering als zu hoch angesetzt. Der Rohstoffbedarf der Leichtzuschlagherstellung wäre also vollständig aus der sekundären Rohstoffquelle Mauerwerkbruch zu decken. Bei der vollständigen Verwertung der Abfälle an Mauerwerkbruch könnte der Rohstoffverbrauch für die Wandbaustoffher-stellung insgesamt gesenkt werden.
3. Charakterisierung der AusgangsstoffeAls Ausgangsmaterialien für die bisherigen Untersuchungen wurden Bau- und Abbruchab-fälle aus Mauerwerkbruch von 4 unterschiedlichen Recyclingunternehmen in verschiedenen Körnungen und stofflichen Zusammensetzungen eingesetzt. Insgesamt standen folgende 8 Ausgangstoffe zur Verfügung:
• RecyclingunternehmenA:MW0(0/32),
• RecyclingunternehmenB:MW1(0/32),MW2(0/8),MW3(8/32),
• RecyclingunternehmenC:MW4(0/5),MW5(0/32),
• RecyclingunternehmenD:MW9(4/16),MW11(16/32).
Es wurde also mit Materialien gearbeitet, die in der Praxis als Abbruchabfälle anfallen. Alle Ausgangsmaterialien wurden zunächst mittels Sortier- und Siebanalysen sowie mit einer chemischen Analyse der Hauptbestandteile charakterisiert. Zusätzlich erfolgte die Bestimmung der Schwermetall- und Salzgehalte im Feststoff und im wässrigen Eluat des Mauerwerkbruchs im Ausgangszustand. Eine Übersicht zu den durchgeführten Analysen ist in Tabelle 2 dargestellt.
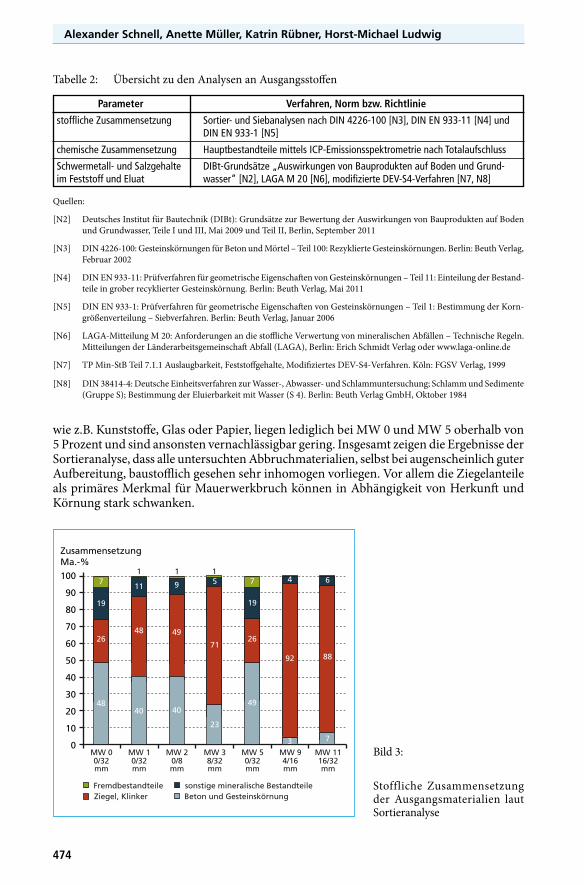
Die stoffliche Zusammensetzung der Ausgangsmaterialien als Ergebnis der Sortieranalysen ist in Bild 3 dargestellt. Dabei wurden jeweils nur die Körnungen > 4 mm untersucht, da Sortieranalysen nur hier praktikabel sind. Eine Systematisierung kann anhand der unter-schiedlichen Ziegelanteile erfolgen:
• Ziegelanteil etwa 25 Prozent (Recyclingunternehmen A und C): MW 0 (0/32), MW 5 (0/32)
• Ziegelanteil 50-70Prozent (RecyclingunternehmenB):MW1 (0/32),MW2 (0/8), MW 3 (8/32)
• Ziegelanteiletwa90%(RecyclingunternehmenD):MW9(4/16),MW11(16/32)
Die Materialien MW 0 und MW 5 (beide Körnung 0/32, unterschiedliche Herkunft) weisen einen Ziegelanteil von lediglich 26 Prozent auf, während MW 1 und MW 2 trotz unter-schiedlicher Körnung etwa zur Hälfte aus Ziegelmaterial bestehen. Mit 90 Prozent und mehr weisen die Proben MW 9 und MW 11 des Recyclingunternehmens D den größten Ziegelanteil auf. Die restlichen Bestandteile der untersuchten Proben sind jeweils Beton und andere mineralische Bestandteile wie Mörtel. Die Anteile an Fremdbestandteilen,
Alexander Schnell, Anette Müller, Katrin Rübner, Horst-Michael Ludwig
474
wie z.B. Kunststoffe, Glas oder Papier, liegen lediglich bei MW 0 und MW 5 oberhalb von 5 Prozent und sind ansonsten vernachlässigbar gering. Insgesamt zeigen die Ergebnisse der Sortieranalyse, dass alle untersuchten Abbruchmaterialien, selbst bei augenscheinlich guter Aufbereitung, baustofflich gesehen sehr inhomogen vorliegen. Vor allem die Ziegelanteile als primäres Merkmal für Mauerwerkbruch können in Abhängigkeit von Herkunft und Körnung stark schwanken.
Tabelle 2: Übersicht zu den Analysen an Ausgangsstoffen
Parameter Verfahren, Norm bzw. Richtlinie
stoffliche Zusammensetzung Sortier- und Siebanalysen nach DIN 4226-100 [N3], DIN EN 933-11 [N4] und DIN EN 933-1 [N5]
chemische Zusammensetzung Hauptbestandteile mittels ICP-Emissionsspektrometrie nach Totalaufschluss
Schwermetall- und Salzgehalte DIBt-Grundsätze „Auswirkungen von Bauprodukten auf Boden und Grund- im Feststoff und Eluat wasser“ [N2], LAGA M 20 [N6], modifizierte DEV-S4-Verfahren [N7, N8]
Quellen:
[N2] Deutsches Institut für Bautechnik (DIBt): Grundsätze zur Bewertung der Auswirkungen von Bauprodukten auf Boden und Grundwasser, Teile I und III, Mai 2009 und Teil II, Berlin, September 2011
[N3] DIN 4226-100: Gesteinskörnungen für Beton und Mörtel – Teil 100: Rezyklierte Gesteinskörnungen. Berlin: Beuth Verlag, Februar 2002
[N4] DIN EN 933-11: Prüfverfahren für geometrische Eigenschaften von Gesteinskörnungen – Teil 11: Einteilung der Bestand-teile in grober recyklierter Gesteinskörnung. Berlin: Beuth Verlag, Mai 2011
[N5] DIN EN 933-1: Prüfverfahren für geometrische Eigenschaften von Gesteinskörnungen – Teil 1: Bestimmung der Korn-größenverteilung – Siebverfahren. Berlin: Beuth Verlag, Januar 2006
[N6] LAGA-Mitteilung M 20: Anforderungen an die stoffliche Verwertung von mineralischen Abfällen – Technische Regeln. Mitteilungen der Länderarbeitsgemeinschaft Abfall (LAGA), Berlin: Erich Schmidt Verlag oder www.laga-online.de
[N7] TP Min-StB Teil 7.1.1 Auslaugbarkeit, Feststoffgehalte, Modifiziertes DEV-S4-Verfahren. Köln: FGSV Verlag, 1999
[N8] DIN 38414-4: Deutsche Einheitsverfahren zur Wasser-, Abwasser- und Schlammuntersuchung; Schlamm und Sedimente (Gruppe S); Bestimmung der Eluierbarkeit mit Wasser (S 4). Berlin: Beuth Verlag GmbH, Oktober 1984
Bild 3:
Stoffliche Zusammensetzung der Ausgangsmaterialien laut Sortieranalyse
MW 0 MW 1 MW 2 MW 3 MW 5 MW 9 MW 110/32mm
0/32mm
0/8mm
8/32mm
0/32mm
4/16mm
16/32mm
Fremdbestandteile sonstige mineralische BestandteileZiegel, Klinker
4840 40
23
49
3 7
88
6
92
4
26
19
7
71
5
49
9
48
11
1 1 1
26
19
7
Beton und Gesteinskörnung
ZusammensetzungMa.-%
100
90
80
70
60
50
40
30
20
10
0
475
Mineralische Bauabfälle als Rohstoff für die Herstellung leichter Gesteinskörnungen
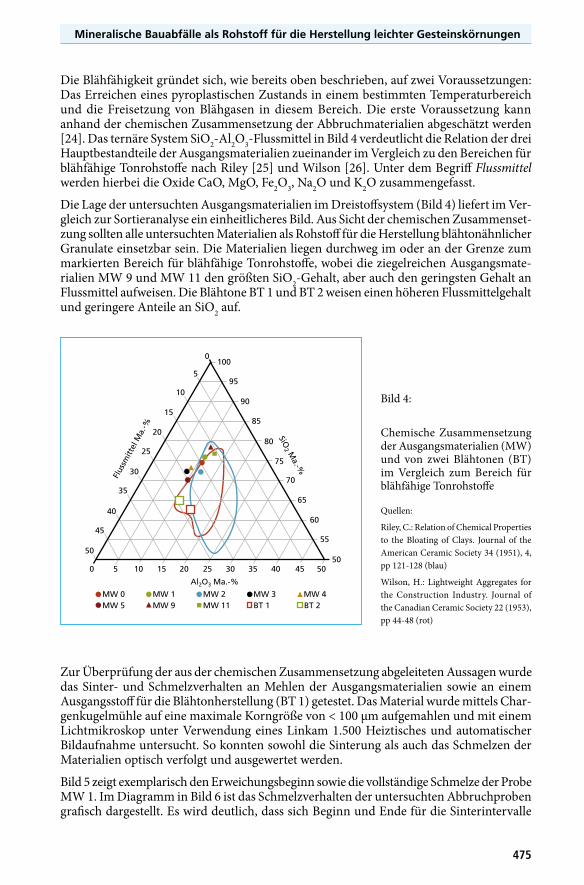
Die Blähfähigkeit gründet sich, wie bereits oben beschrieben, auf zwei Voraussetzungen: Das Erreichen eines pyroplastischen Zustands in einem bestimmten Temperaturbereich und die Freisetzung von Blähgasen in diesem Bereich. Die erste Voraussetzung kann anhand der chemischen Zusammensetzung der Abbruchmaterialien abgeschätzt werden [24]. Das ternäre System SiO2-Al2O3-Flussmittel in Bild 4 verdeutlicht die Relation der drei Hauptbestandteile der Ausgangsmaterialien zueinander im Vergleich zu den Bereichen für blähfähige Tonrohstoffe nach Riley [25] und Wilson [26]. Unter dem Begriff Flussmittel werden hierbei die Oxide CaO, MgO, Fe2O3, Na2O und K2O zusammengefasst.
Die Lage der untersuchten Ausgangsmaterialien im Dreistoffsystem (Bild 4) liefert im Ver-gleich zur Sortieranalyse ein einheitlicheres Bild. Aus Sicht der chemischen Zusammenset-zung sollten alle untersuchten Materialien als Rohstoff für die Herstellung blähtonähnlicher Granulate einsetzbar sein. Die Materialien liegen durchweg im oder an der Grenze zum markierten Bereich für blähfähige Tonrohstoffe, wobei die ziegelreichen Ausgangsmate-rialien MW 9 und MW 11 den größten SiO2-Gehalt, aber auch den geringsten Gehalt an Flussmittel aufweisen. Die Blähtone BT 1 und BT 2 weisen einen höheren Flussmittelgehalt und geringere Anteile an SiO2 auf.
Zur Überprüfung der aus der chemischen Zusammensetzung abgeleiteten Aussagen wurde das Sinter- und Schmelzverhalten an Mehlen der Ausgangsmaterialien sowie an einem Ausgangsstoff für die Blähtonherstellung (BT 1) getestet. Das Material wurde mittels Char-genkugelmühle auf eine maximale Korngröße von < 100 µm aufgemahlen und mit einem Lichtmikroskop unter Verwendung eines Linkam 1.500 Heiztisches und automatischer Bildaufnahme untersucht. So konnten sowohl die Sinterung als auch das Schmelzen der Materialien optisch verfolgt und ausgewertet werden.
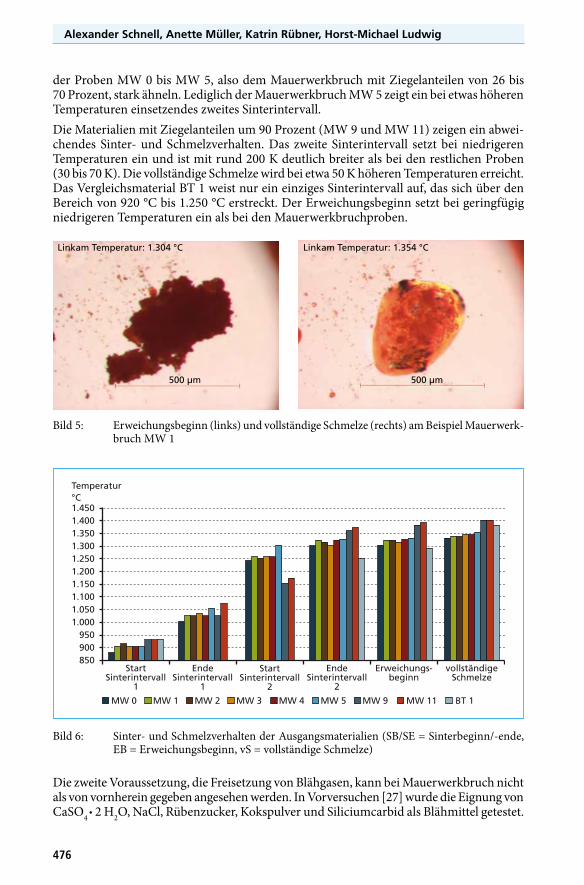
Bild 5 zeigt exemplarisch den Erweichungsbeginn sowie die vollständige Schmelze der Probe MW 1. Im Diagramm in Bild 6 ist das Schmelzverhalten der untersuchten Abbruchproben grafisch dargestellt. Es wird deutlich, dass sich Beginn und Ende für die Sinterintervalle
Bild 4:
Chemische Zusammensetzung der Ausgangsmaterialien (MW) und von zwei Blähtonen (BT) im Vergleich zum Bereich für blähfähige Tonrohstoffe
Quellen:
Riley, C.: Relation of Chemical Properties to the Bloating of Clays. Journal of the American Ceramic Society 34 (1951), 4, pp 121-128 (blau)
Wilson, H.: Lightweight Aggregates for the Construction Industry. Journal of the Canadian Ceramic Society 22 (1953), pp 44-48 (rot)
0 5 10 15 20 25 30 35 40 45 5050
55
60
65
70
75
80
85
90
95
1000
5
10
15
20
25
30
35
40
45
50
Al2O3 Ma.-%
SiO2 M
a.-%
Flus
smit
tel M
a.-%
MW 0 MW 1 MW 2 MW 3 MW 4MW 5 MW 9 MW 11 BT 1 BT 2
Alexander Schnell, Anette Müller, Katrin Rübner, Horst-Michael Ludwig
476
der Proben MW 0 bis MW 5, also dem Mauerwerkbruch mit Ziegelanteilen von 26 bis 70 Prozent, stark ähneln. Lediglich der Mauerwerkbruch MW 5 zeigt ein bei etwas höheren Temperaturen einsetzendes zweites Sinterintervall.Die Materialien mit Ziegelanteilen um 90 Prozent (MW 9 und MW 11) zeigen ein abwei-chendes Sinter- und Schmelzverhalten. Das zweite Sinterintervall setzt bei niedrigeren Temperaturen ein und ist mit rund 200 K deutlich breiter als bei den restlichen Proben (30 bis 70 K). Die vollständige Schmelze wird bei etwa 50 K höheren Temperaturen erreicht. Das Vergleichsmaterial BT 1 weist nur ein einziges Sinterintervall auf, das sich über den Bereich von 920 °C bis 1.250 °C erstreckt. Der Erweichungsbeginn setzt bei geringfügig niedrigeren Temperaturen ein als bei den Mauerwerkbruchproben.
Bild 5: Erweichungsbeginn (links) und vollständige Schmelze (rechts) am Beispiel Mauerwerk-bruch MW 1
1.400
1.300
1.0001.0501.1001.1501.2001.250
1.350
1.450
950900
Temperatur°C
StartSinterintervall
1
EndeSinterintervall
1
StartSinterintervall
2
EndeSinterintervall
2
Erweichungs-beginn
vollständigeSchmelze
850
MW 0 MW 1 MW 2 MW 3 MW 4 MW 5 MW 9 MW 11 BT 1
Bild 6: Sinter- und Schmelzverhalten der Ausgangsmaterialien (SB/SE = Sinterbeginn/-ende, EB = Erweichungsbeginn, vS = vollständige Schmelze)
Die zweite Voraussetzung, die Freisetzung von Blähgasen, kann bei Mauerwerkbruch nicht als von vornherein gegeben angesehen werden. In Vorversuchen [27] wurde die Eignung von CaSO4
• 2 H2O, NaCl, Rübenzucker, Kokspulver und Siliciumcarbid als Blähmittel getestet.
Linkam Temperatur: 1.304 °C Linkam Temperatur: 1.354 °C
500 µm 500 µm
477
Mineralische Bauabfälle als Rohstoff für die Herstellung leichter Gesteinskörnungen
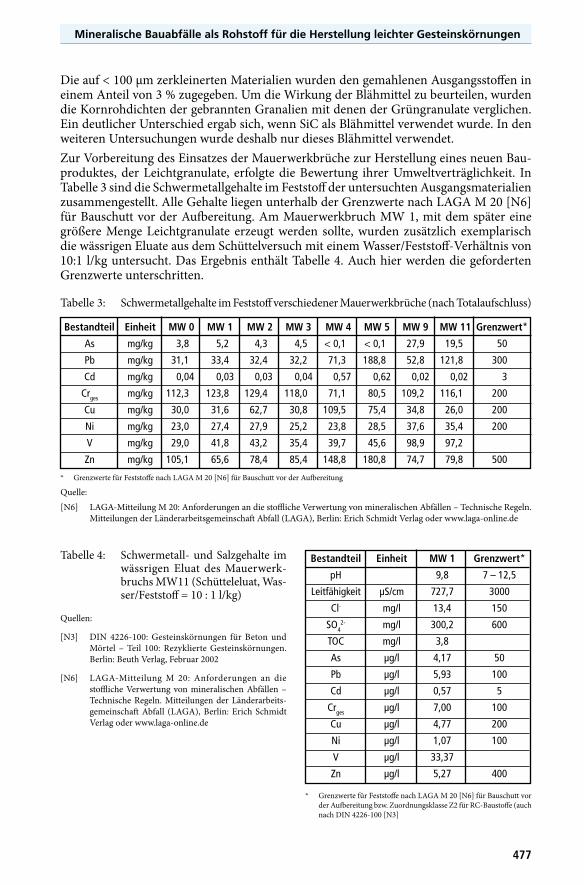
Die auf < 100 µm zerkleinerten Materialien wurden den gemahlenen Ausgangsstoffen in einem Anteil von 3 % zugegeben. Um die Wirkung der Blähmittel zu beurteilen, wurden die Kornrohdichten der gebrannten Granalien mit denen der Grüngranulate verglichen. Ein deutlicher Unterschied ergab sich, wenn SiC als Blähmittel verwendet wurde. In den weiteren Untersuchungen wurde deshalb nur dieses Blähmittel verwendet. Zur Vorbereitung des Einsatzes der Mauerwerkbrüche zur Herstellung eines neuen Bau-produktes, der Leichtgranulate, erfolgte die Bewertung ihrer Umweltverträglichkeit. In Tabelle 3 sind die Schwermetallgehalte im Feststoff der untersuchten Ausgangsmaterialien zusammengestellt. Alle Gehalte liegen unterhalb der Grenzwerte nach LAGA M 20 [N6] für Bauschutt vor der Aufbereitung. Am Mauerwerkbruch MW 1, mit dem später eine größere Menge Leichtgranulate erzeugt werden sollte, wurden zusätzlich exemplarisch die wässrigen Eluate aus dem Schüttelversuch mit einem Wasser/Feststoff-Verhältnis von 10:1 l/kg untersucht. Das Ergebnis enthält Tabelle 4. Auch hier werden die geforderten Grenzwerte unterschritten.
Tabelle 3: Schwermetallgehalte im Feststoff verschiedener Mauerwerkbrüche (nach Totalaufschluss)
Bestandteil Einheit MW 0 MW 1 MW 2 MW 3 MW 4 MW 5 MW 9 MW 11 Grenzwert*
As mg/kg 3,8 5,2 4,3 4,5 < 0,1 < 0,1 27,9 19,5 50
Pb mg/kg 31,1 33,4 32,4 32,2 71,3 188,8 52,8 121,8 300
Cd mg/kg 0,04 0,03 0,03 0,04 0,57 0,62 0,02 0,02 3
Crges mg/kg 112,3 123,8 129,4 118,0 71,1 80,5 109,2 116,1 200
Cu mg/kg 30,0 31,6 62,7 30,8 109,5 75,4 34,8 26,0 200
Ni mg/kg 23,0 27,4 27,9 25,2 23,8 28,5 37,6 35,4 200
V mg/kg 29,0 41,8 43,2 35,4 39,7 45,6 98,9 97,2
Zn mg/kg 105,1 65,6 78,4 85,4 148,8 180,8 74,7 79,8 500
* Grenzwerte für Feststoffe nach LAGA M 20 [N6] für Bauschutt vor der Aufbereitung
Quelle:[N6] LAGA-Mitteilung M 20: Anforderungen an die stoffliche Verwertung von mineralischen Abfällen – Technische Regeln.
Mitteilungen der Länderarbeitsgemeinschaft Abfall (LAGA), Berlin: Erich Schmidt Verlag oder www.laga-online.de
Bestandteil Einheit MW 1 Grenzwert*
pH 9,8 7 – 12,5
Leitfähigkeit µS/cm 727,7 3000
Cl- mg/l 13,4 150
SO42- mg/l 300,2 600
TOC mg/l 3,8
As µg/l 4,17 50
Pb µg/l 5,93 100
Cd µg/l 0,57 5
Crges µg/l 7,00 100
Cu µg/l 4,77 200
Ni µg/l 1,07 100
V µg/l 33,37
Zn µg/l 5,27 400
* Grenzwerte für Feststoffe nach LAGA M 20 [N6] für Bauschutt vor der Aufbereitung bzw. Zuordnungsklasse Z2 für RC-Baustoffe (auch nach DIN 4226-100 [N3]
Tabelle 4: Schwermetall- und Salzgehalte im wässrigen Eluat des Mauerwerk-bruchs MW11 (Schütteleluat, Was-ser/Feststoff = 10 : 1 l/kg)
Quellen:
[N3] DIN 4226-100: Gesteinskörnungen für Beton und Mörtel – Teil 100: Rezyklierte Gesteinskörnungen. Berlin: Beuth Verlag, Februar 2002
[N6] LAGA-Mitteilung M 20: Anforderungen an die stoffliche Verwertung von mineralischen Abfällen – Technische Regeln. Mitteilungen der Länderarbeits-gemeinschaft Abfall (LAGA), Berlin: Erich Schmidt Verlag oder www.laga-online.de
Alexander Schnell, Anette Müller, Katrin Rübner, Horst-Michael Ludwig
478
4. Untersuchungen zur Herstellung von Leichtgranulaten aus Mauerwerkbruch
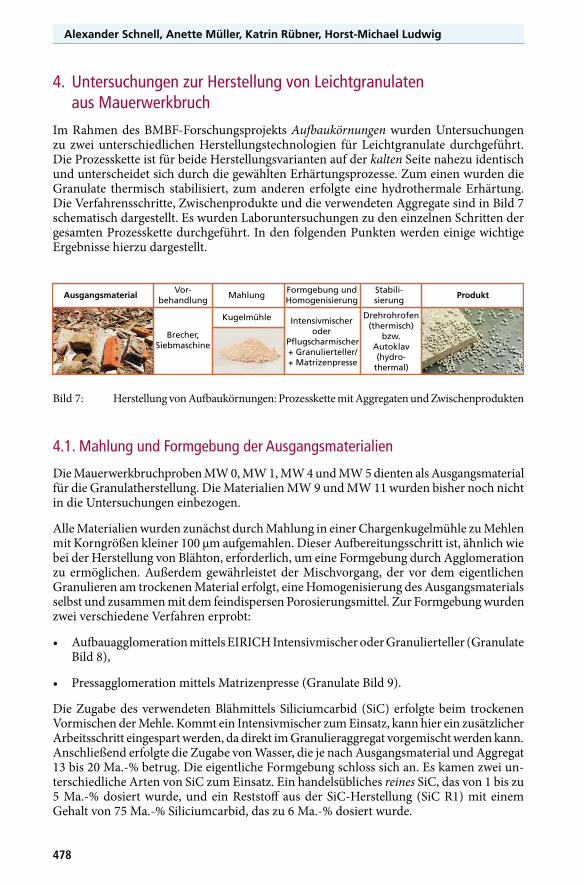
Im Rahmen des BMBF-Forschungsprojekts Aufbaukörnungen wurden Untersuchungen zu zwei unterschiedlichen Herstellungstechnologien für Leichtgranulate durchgeführt. Die Prozesskette ist für beide Herstellungsvarianten auf der kalten Seite nahezu identisch und unterscheidet sich durch die gewählten Erhärtungsprozesse. Zum einen wurden die Granulate thermisch stabilisiert, zum anderen erfolgte eine hydrothermale Erhärtung. Die Verfahrensschritte, Zwischenprodukte und die verwendeten Aggregate sind in Bild 7 schematisch dargestellt. Es wurden Laboruntersuchungen zu den einzelnen Schritten der gesamten Prozesskette durchgeführt. In den folgenden Punkten werden einige wichtige Ergebnisse hierzu dargestellt.
Bild 7: Herstellung von Aufbaukörnungen: Prozesskette mit Aggregaten und Zwischenprodukten
4.1. Mahlung und Formgebung der Ausgangsmaterialien
Die Mauerwerkbruchproben MW 0, MW 1, MW 4 und MW 5 dienten als Ausgangsmaterial für die Granulatherstellung. Die Materialien MW 9 und MW 11 wurden bisher noch nicht in die Untersuchungen einbezogen.
Alle Materialien wurden zunächst durch Mahlung in einer Chargenkugelmühle zu Mehlen mit Korngrößen kleiner 100 µm aufgemahlen. Dieser Aufbereitungsschritt ist, ähnlich wie bei der Herstellung von Blähton, erforderlich, um eine Formgebung durch Agglomeration zu ermöglichen. Außerdem gewährleistet der Mischvorgang, der vor dem eigentlichen Granulieren am trockenen Material erfolgt, eine Homogenisierung des Ausgangsmaterials selbst und zusammen mit dem feindispersen Porosierungsmittel. Zur Formgebung wurden zwei verschiedene Verfahren erprobt:
• AufbauagglomerationmittelsEIRICHIntensivmischeroderGranulierteller(GranulateBild 8),
• PressagglomerationmittelsMatrizenpresse(GranulateBild9).
Die Zugabe des verwendeten Blähmittels Siliciumcarbid (SiC) erfolgte beim trockenen Vormischen der Mehle. Kommt ein Intensivmischer zum Einsatz, kann hier ein zusätzlicher Arbeitsschritt eingespart werden, da direkt im Granulieraggregat vorgemischt werden kann. Anschließend erfolgte die Zugabe von Wasser, die je nach Ausgangsmaterial und Aggregat 13 bis 20 Ma.-% betrug. Die eigentliche Formgebung schloss sich an. Es kamen zwei un-terschiedliche Arten von SiC zum Einsatz. Ein handelsübliches reines SiC, das von 1 bis zu 5 Ma.-% dosiert wurde, und ein Reststoff aus der SiC-Herstellung (SiC R1) mit einem Gehalt von 75 Ma.-% Siliciumcarbid, das zu 6 Ma.-% dosiert wurde.
AusgangsmaterialVor-
behandlungMahlung
Formgebung undHomogenisierung
Intensivmischer oder
Pflugscharmischer+ Granulierteller/+ Matrizenpresse
Stabili-sierung
Produkt
Drehrohrofen(thermisch)
bzw.Autoklav(hydro-
thermal)
Kugelmühle
Brecher,Siebmaschine
479
Mineralische Bauabfälle als Rohstoff für die Herstellung leichter Gesteinskörnungen
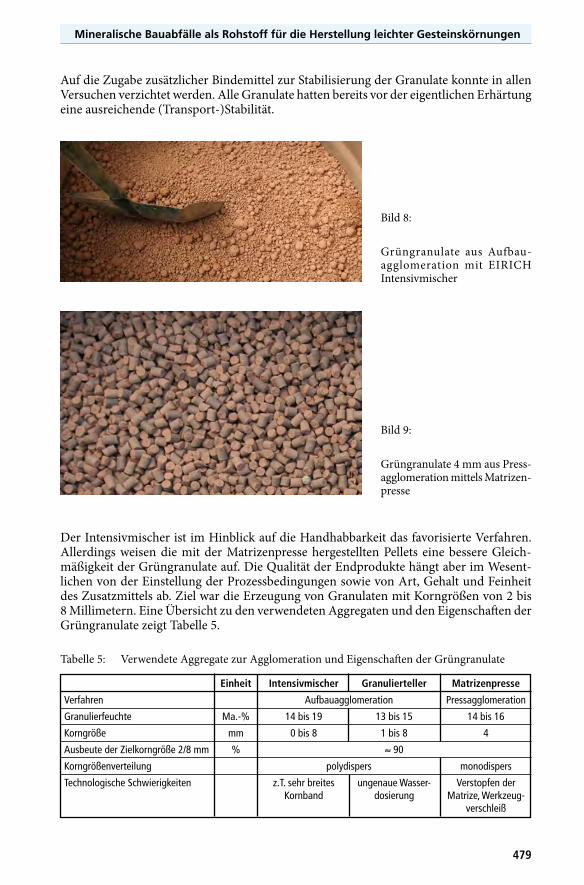
Auf die Zugabe zusätzlicher Bindemittel zur Stabilisierung der Granulate konnte in allen Versuchen verzichtet werden. Alle Granulate hatten bereits vor der eigentlichen Erhärtung eine ausreichende (Transport-)Stabilität.
Der Intensivmischer ist im Hinblick auf die Handhabbarkeit das favorisierte Verfahren. Allerdings weisen die mit der Matrizenpresse hergestellten Pellets eine bessere Gleich-mäßigkeit der Grüngranulate auf. Die Qualität der Endprodukte hängt aber im Wesent-lichen von der Einstellung der Prozessbedingungen sowie von Art, Gehalt und Feinheit des Zusatzmittels ab. Ziel war die Erzeugung von Granulaten mit Korngrößen von 2 bis 8 Millimetern. Eine Übersicht zu den verwendeten Aggregaten und den Eigenschaften der Grüngranulate zeigt Tabelle 5.
Bild 8:
Grüngranulate aus Aufbau-agglomeration mit EIRICH Intensivmischer
Bild 9:
Grüngranulate 4 mm aus Press-agglomeration mittels Matrizen-presse
Tabelle 5: Verwendete Aggregate zur Agglomeration und Eigenschaften der Grüngranulate
Einheit Intensivmischer Granulierteller Matrizenpresse
Verfahren Aufbauagglomeration Pressagglomeration
Granulierfeuchte Ma.-% 14 bis 19 13 bis 15 14 bis 16
Korngröße mm 0 bis 8 1 bis 8 4
Ausbeute der Zielkorngröße 2/8 mm % ≈ 90
Korngrößenverteilung polydispers monodispers
Technologische Schwierigkeiten z.T. sehr breites ungenaue Wasser- Verstopfen der Kornband dosierung Matrize, Werkzeug- verschleiß
Alexander Schnell, Anette Müller, Katrin Rübner, Horst-Michael Ludwig
480
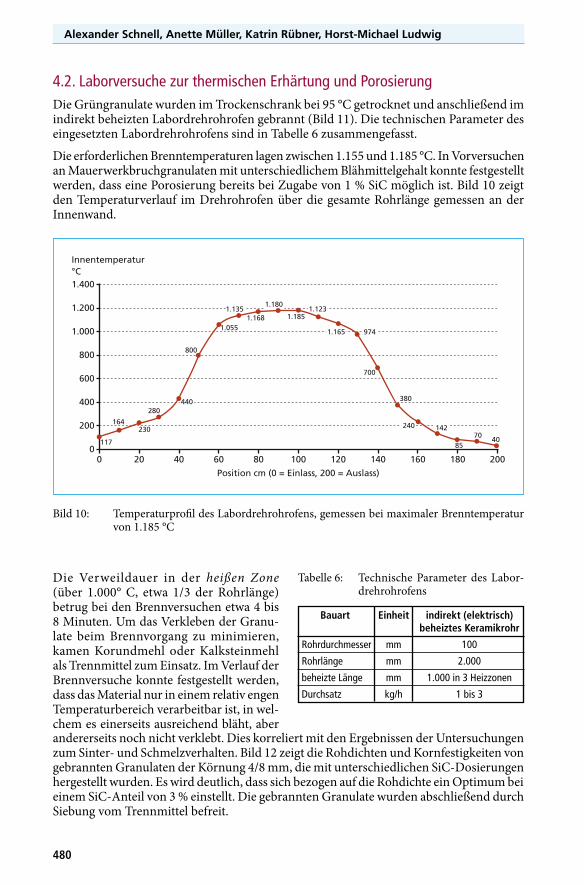
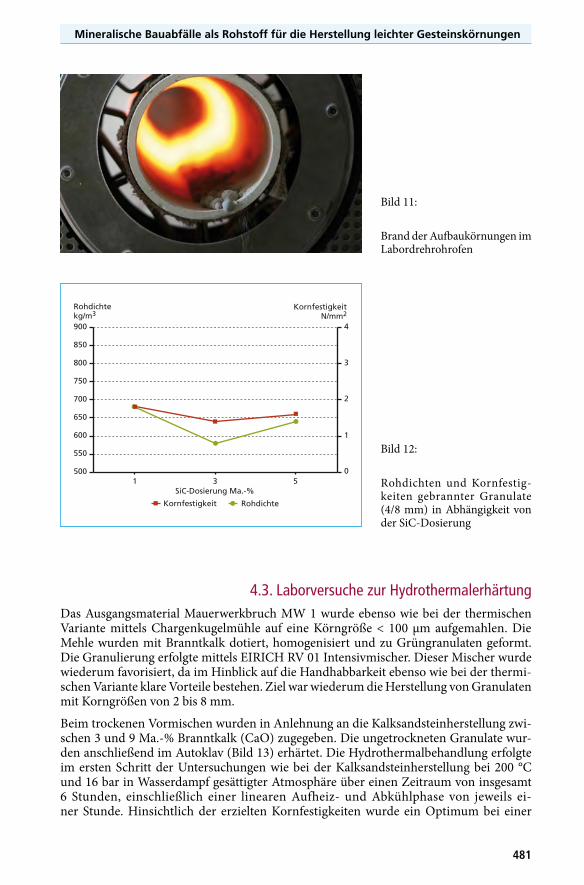
4.2. Laborversuche zur thermischen Erhärtung und PorosierungDie Grüngranulate wurden im Trockenschrank bei 95 °C getrocknet und anschließend im indirekt beheizten Labordrehrohrofen gebrannt (Bild 11). Die technischen Parameter des eingesetzten Labordrehrohrofens sind in Tabelle 6 zusammengefasst.
Die erforderlichen Brenntemperaturen lagen zwischen 1.155 und 1.185 °C. In Vorversuchen an Mauerwerkbruchgranulaten mit unterschiedlichem Blähmittelgehalt konnte festgestellt werden, dass eine Porosierung bereits bei Zugabe von 1 % SiC möglich ist. Bild 10 zeigt den Temperaturverlauf im Drehrohrofen über die gesamte Rohrlänge gemessen an der Innenwand.
1.400
1.000
1.200
800
600
400
200
Innentemperatur°C
Position cm (0 = Einlass, 200 = Auslass)
00
117
164230
280
800
1.0551.168 1.185
700
380
8570
40
20 40 60 80 100 120 140 160 180 200
440
142240
9741.165
1.135 1.1231.180
Bild 10: Temperaturprofil des Labordrehrohrofens, gemessen bei maximaler Brenntemperatur von 1.185 °C
Tabelle 6: Technische Parameter des Labor-drehrohrofens
Bauart Einheit indirekt (elektrisch) beheiztes Keramikrohr
Rohrdurchmesser mm 100
Rohrlänge mm 2.000
beheizte Länge mm 1.000 in 3 Heizzonen
Durchsatz kg/h 1 bis 3
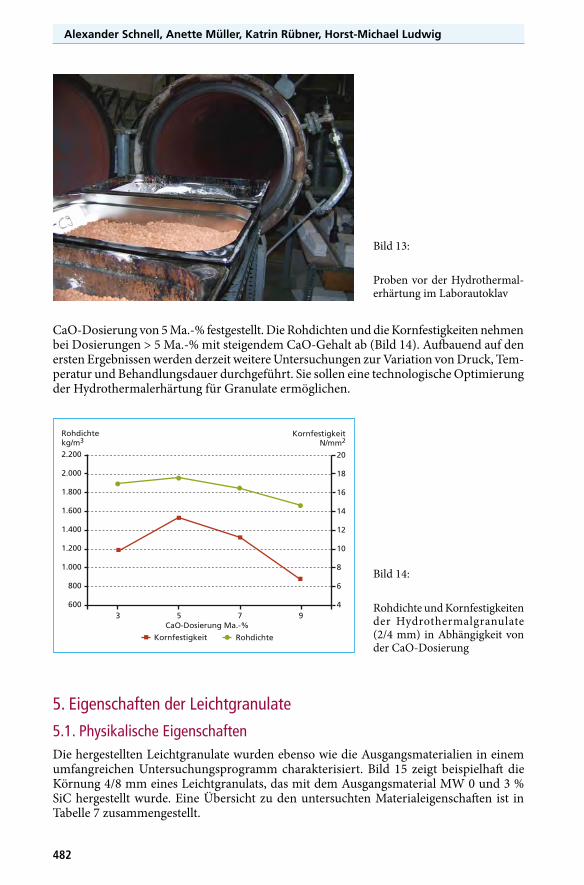
Die Verweildauer in der heißen Zone (über 1.000° C, etwa 1/3 der Rohrlänge) betrug bei den Brennversuchen etwa 4 bis 8 Minuten. Um das Verkleben der Granu-late beim Brennvorgang zu minimieren, kamen Korundmehl oder Kalksteinmehl als Trennmittel zum Einsatz. Im Verlauf der Brennversuche konnte festgestellt werden, dass das Material nur in einem relativ engen Temperaturbereich verarbeitbar ist, in wel-chem es einerseits ausreichend bläht, aber andererseits noch nicht verklebt. Dies korreliert mit den Ergebnissen der Untersuchungen zum Sinter- und Schmelzverhalten. Bild 12 zeigt die Rohdichten und Kornfestigkeiten von gebrannten Granulaten der Körnung 4/8 mm, die mit unterschiedlichen SiC-Dosierungen hergestellt wurden. Es wird deutlich, dass sich bezogen auf die Rohdichte ein Optimum bei einem SiC-Anteil von 3 % einstellt. Die gebrannten Granulate wurden abschließend durch Siebung vom Trennmittel befreit.
481
Mineralische Bauabfälle als Rohstoff für die Herstellung leichter Gesteinskörnungen
4.3. Laborversuche zur HydrothermalerhärtungDas Ausgangsmaterial Mauerwerkbruch MW 1 wurde ebenso wie bei der thermischen Variante mittels Chargenkugelmühle auf eine Körngröße < 100 µm aufgemahlen. Die Mehle wurden mit Branntkalk dotiert, homogenisiert und zu Grüngranulaten geformt. Die Granulierung erfolgte mittels EIRICH RV 01 Intensivmischer. Dieser Mischer wurde wiederum favorisiert, da im Hinblick auf die Handhabbarkeit ebenso wie bei der thermi-schen Variante klare Vorteile bestehen. Ziel war wiederum die Herstellung von Granulaten mit Korngrößen von 2 bis 8 mm.
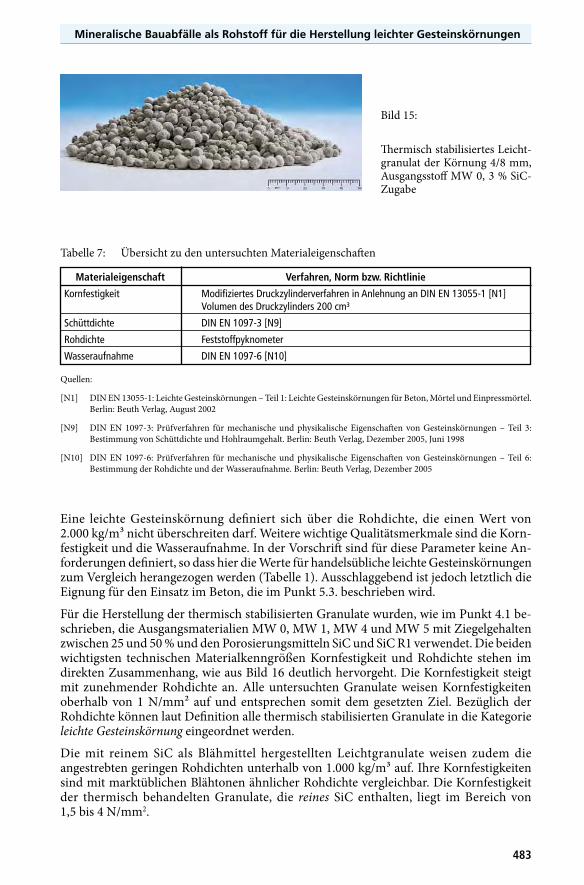
Beim trockenen Vormischen wurden in Anlehnung an die Kalksandsteinherstellung zwi-schen 3 und 9 Ma.-% Branntkalk (CaO) zugegeben. Die ungetrockneten Granulate wur-den anschließend im Autoklav (Bild 13) erhärtet. Die Hydrothermalbehandlung erfolgte im ersten Schritt der Untersuchungen wie bei der Kalksandsteinherstellung bei 200 °C und 16 bar in Wasserdampf gesättigter Atmosphäre über einen Zeitraum von insgesamt 6 Stunden, einschließlich einer linearen Aufheiz- und Abkühlphase von jeweils ei-ner Stunde. Hinsichtlich der erzielten Kornfestigkeiten wurde ein Optimum bei einer
Bild 11:
Brand der Aufbaukörnungen im Labordrehrohrofen
Bild 12:
Rohdichten und Kornfestig-keiten gebrannter Granulate (4/8 mm) in Abhängigkeit von der SiC-Dosierung
900 4
3
2
1
0
850
800
750
700
650
550
600
Rohdichtekg/m3
KornfestigkeitN/mm2
500
SiC-Dosierung Ma.-%1
Kornfestigkeit
3 5
Rohdichte
Alexander Schnell, Anette Müller, Katrin Rübner, Horst-Michael Ludwig
482
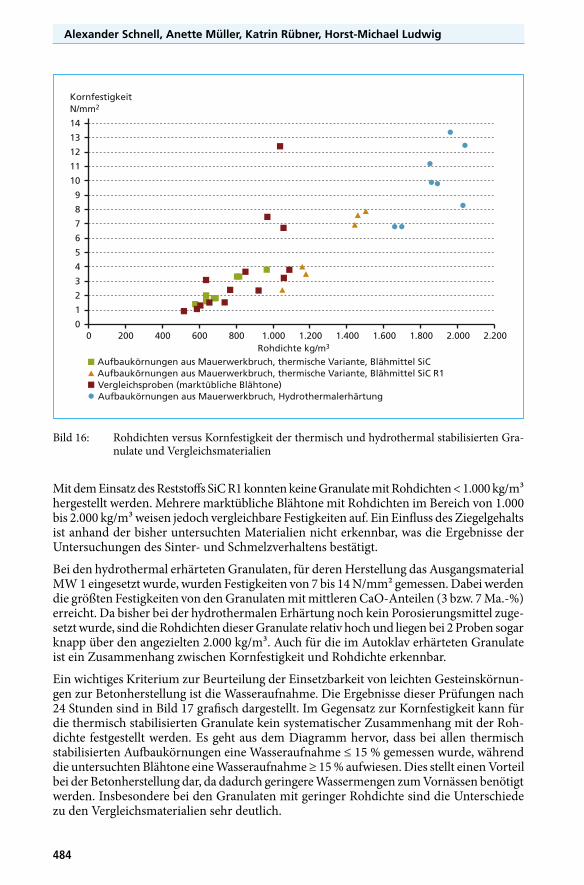
CaO-Dosierung von 5 Ma.-% festgestellt. Die Rohdichten und die Kornfestigkeiten nehmen bei Dosierungen > 5 Ma.-% mit steigendem CaO-Gehalt ab (Bild 14). Aufbauend auf den ersten Ergebnissen werden derzeit weitere Untersuchungen zur Variation von Druck, Tem-peratur und Behandlungsdauer durchgeführt. Sie sollen eine technologische Optimierung der Hydrothermalerhärtung für Granulate ermöglichen.
Bild 13:
Proben vor der Hydrothermal-erhärtung im Laborautoklav
5. Eigenschaften der Leichtgranulate
5.1. Physikalische EigenschaftenDie hergestellten Leichtgranulate wurden ebenso wie die Ausgangsmaterialien in einem umfangreichen Untersuchungsprogramm charakterisiert. Bild 15 zeigt beispielhaft die Körnung 4/8 mm eines Leichtgranulats, das mit dem Ausgangsmaterial MW 0 und 3 % SiC hergestellt wurde. Eine Übersicht zu den untersuchten Materialeigenschaften ist in Tabelle 7 zusammengestellt.
Bild 14:
Rohdichte und Kornfestigkeiten der Hydrothermalgranulate (2/4 mm) in Abhängigkeit von der CaO-Dosierung
2.200 20
16
18
12
14
8
10
4
6
2.000
1.800
1.600
1.400
1.200
800
1.000
Rohdichtekg/m3
KornfestigkeitN/mm2
600
CaO-Dosierung Ma.-%3
Kornfestigkeit
75 9
Rohdichte
483
Mineralische Bauabfälle als Rohstoff für die Herstellung leichter Gesteinskörnungen
Eine leichte Gesteinskörnung definiert sich über die Rohdichte, die einen Wert von 2.000 kg/m³ nicht überschreiten darf. Weitere wichtige Qualitätsmerkmale sind die Korn-festigkeit und die Wasseraufnahme. In der Vorschrift sind für diese Parameter keine An-forderungen definiert, so dass hier die Werte für handelsübliche leichte Gesteinskörnungen zum Vergleich herangezogen werden (Tabelle 1). Ausschlaggebend ist jedoch letztlich die Eignung für den Einsatz im Beton, die im Punkt 5.3. beschrieben wird.
Für die Herstellung der thermisch stabilisierten Granulate wurden, wie im Punkt 4.1 be-schrieben, die Ausgangsmaterialien MW 0, MW 1, MW 4 und MW 5 mit Ziegelgehalten zwischen 25 und 50 % und den Porosierungsmitteln SiC und SiC R1 verwendet. Die beiden wichtigsten technischen Materialkenngrößen Kornfestigkeit und Rohdichte stehen im direkten Zusammenhang, wie aus Bild 16 deutlich hervorgeht. Die Kornfestigkeit steigt mit zunehmender Rohdichte an. Alle untersuchten Granulate weisen Kornfestigkeiten oberhalb von 1 N/mm² auf und entsprechen somit dem gesetzten Ziel. Bezüglich der Rohdichte können laut Definition alle thermisch stabilisierten Granulate in die Kategorie leichte Gesteinskörnung eingeordnet werden.
Die mit reinem SiC als Blähmittel hergestellten Leichtgranulate weisen zudem die angestrebten geringen Rohdichten unterhalb von 1.000 kg/m³ auf. Ihre Kornfestigkeiten sind mit marktüblichen Blähtonen ähnlicher Rohdichte vergleichbar. Die Kornfestigkeit der thermisch behandelten Granulate, die reines SiC enthalten, liegt im Bereich von 1,5 bis 4 N/mm2.
Bild 15:
Thermisch stabilisiertes Leicht-granulat der Körnung 4/8 mm, Ausgangsstoff MW 0, 3 % SiC-Zugabe
Tabelle 7: Übersicht zu den untersuchten Materialeigenschaften
Materialeigenschaft Verfahren, Norm bzw. Richtlinie
Kornfestigkeit Modifiziertes Druckzylinderverfahren in Anlehnung an DIN EN 13055-1 [N1] Volumen des Druckzylinders 200 cm³
Schüttdichte DIN EN 1097-3 [N9]
Rohdichte Feststoffpyknometer
Wasseraufnahme DIN EN 1097-6 [N10]
Quellen:
[N1] DIN EN 13055-1: Leichte Gesteinskörnungen – Teil 1: Leichte Gesteinskörnungen für Beton, Mörtel und Einpressmörtel.Berlin: Beuth Verlag, August 2002
[N9] DIN EN 1097-3: Prüfverfahren für mechanische und physikalische Eigenschaften von Gesteinskörnungen – Teil 3: Bestimmung von Schüttdichte und Hohlraumgehalt. Berlin: Beuth Verlag, Dezember 2005, Juni 1998
[N10] DIN EN 1097-6: Prüfverfahren für mechanische und physikalische Eigenschaften von Gesteinskörnungen – Teil 6: Bestimmung der Rohdichte und der Wasseraufnahme. Berlin: Beuth Verlag, Dezember 2005
Alexander Schnell, Anette Müller, Katrin Rübner, Horst-Michael Ludwig
484
Mit dem Einsatz des Reststoffs SiC R1 konnten keine Granulate mit Rohdichten < 1.000 kg/m³ hergestellt werden. Mehrere marktübliche Blähtone mit Rohdichten im Bereich von 1.000 bis 2.000 kg/m³ weisen jedoch vergleichbare Festigkeiten auf. Ein Einfluss des Ziegelgehalts ist anhand der bisher untersuchten Materialien nicht erkennbar, was die Ergebnisse der Untersuchungen des Sinter- und Schmelzverhaltens bestätigt.
Bei den hydrothermal erhärteten Granulaten, für deren Herstellung das Ausgangsmaterial MW 1 eingesetzt wurde, wurden Festigkeiten von 7 bis 14 N/mm² gemessen. Dabei werden die größten Festigkeiten von den Granulaten mit mittleren CaO-Anteilen (3 bzw. 7 Ma.-%) erreicht. Da bisher bei der hydrothermalen Erhärtung noch kein Porosierungsmittel zuge-setzt wurde, sind die Rohdichten dieser Granulate relativ hoch und liegen bei 2 Proben sogar knapp über den angezielten 2.000 kg/m³. Auch für die im Autoklav erhärteten Granulate ist ein Zusammenhang zwischen Kornfestigkeit und Rohdichte erkennbar.
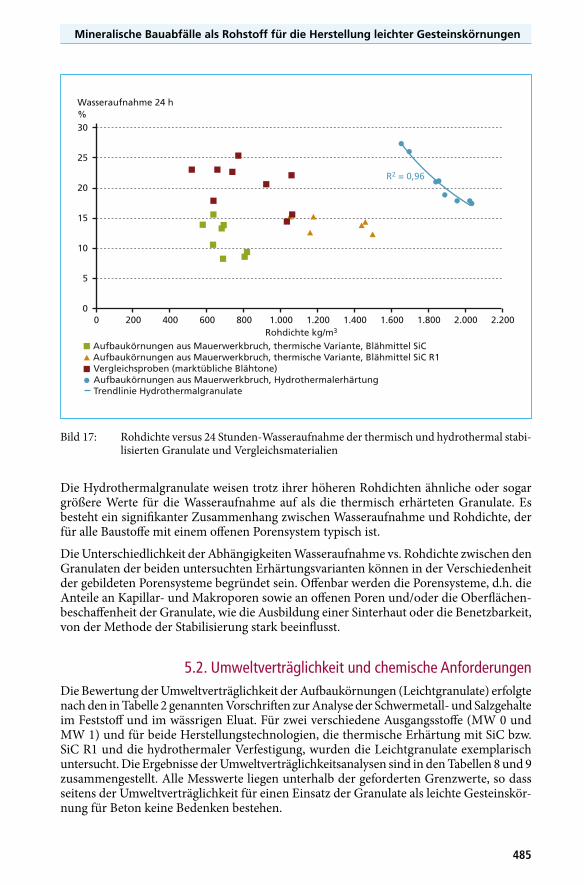
Ein wichtiges Kriterium zur Beurteilung der Einsetzbarkeit von leichten Gesteinskörnun-gen zur Betonherstellung ist die Wasseraufnahme. Die Ergebnisse dieser Prüfungen nach 24 Stunden sind in Bild 17 grafisch dargestellt. Im Gegensatz zur Kornfestigkeit kann für die thermisch stabilisierten Granulate kein systematischer Zusammenhang mit der Roh-dichte festgestellt werden. Es geht aus dem Diagramm hervor, dass bei allen thermisch stabilisierten Aufbaukörnungen eine Wasseraufnahme ≤ 15 % gemessen wurde, während die untersuchten Blähtone eine Wasseraufnahme ≥ 15 % aufwiesen. Dies stellt einen Vorteil bei der Betonherstellung dar, da dadurch geringere Wassermengen zum Vornässen benötigt werden. Insbesondere bei den Granulaten mit geringer Rohdichte sind die Unterschiede zu den Vergleichsmaterialien sehr deutlich.
Bild 16: Rohdichten versus Kornfestigkeit der thermisch und hydrothermal stabilisierten Gra-nulate und Vergleichsmaterialien
14
9
7
5
3
1
KornfestigkeitN/mm2
Rohdichte kg/m3
00 200 400 600 800 1.000 1.200 1.400 1.600 1.800 2.000 2.200
11
12
13
10
8
6
4
2
Aufbaukörnungen aus Mauerwerkbruch, thermische Variante, Blähmittel SiCAufbaukörnungen aus Mauerwerkbruch, thermische Variante, Blähmittel SiC R1Vergleichsproben (marktübliche Blähtone)Aufbaukörnungen aus Mauerwerkbruch, Hydrothermalerhärtung
485
Mineralische Bauabfälle als Rohstoff für die Herstellung leichter Gesteinskörnungen
Die Hydrothermalgranulate weisen trotz ihrer höheren Rohdichten ähnliche oder sogar größere Werte für die Wasseraufnahme auf als die thermisch erhärteten Granulate. Es besteht ein signifikanter Zusammenhang zwischen Wasseraufnahme und Rohdichte, der für alle Baustoffe mit einem offenen Porensystem typisch ist.
Die Unterschiedlichkeit der Abhängigkeiten Wasseraufnahme vs. Rohdichte zwischen den Granulaten der beiden untersuchten Erhärtungsvarianten können in der Verschiedenheit der gebildeten Porensysteme begründet sein. Offenbar werden die Porensysteme, d.h. die Anteile an Kapillar- und Makroporen sowie an offenen Poren und/oder die Oberflächen-beschaffenheit der Granulate, wie die Ausbildung einer Sinterhaut oder die Benetzbarkeit, von der Methode der Stabilisierung stark beeinflusst.
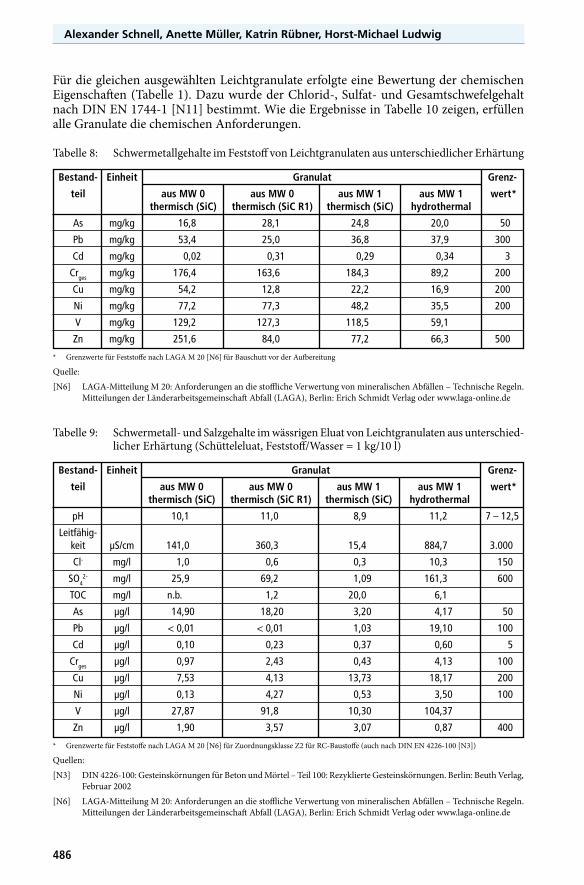
5.2. Umweltverträglichkeit und chemische AnforderungenDie Bewertung der Umweltverträglichkeit der Aufbaukörnungen (Leichtgranulate) erfolgte nach den in Tabelle 2 genannten Vorschriften zur Analyse der Schwermetall- und Salzgehalte im Feststoff und im wässrigen Eluat. Für zwei verschiedene Ausgangsstoffe (MW 0 und MW 1) und für beide Herstellungstechnologien, die thermische Erhärtung mit SiC bzw. SiC R1 und die hydrothermaler Verfestigung, wurden die Leichtgranulate exemplarisch untersucht. Die Ergebnisse der Umweltverträglichkeitsanalysen sind in den Tabellen 8 und 9 zusammengestellt. Alle Messwerte liegen unterhalb der geforderten Grenzwerte, so dass seitens der Umweltverträglichkeit für einen Einsatz der Granulate als leichte Gesteinskör-nung für Beton keine Bedenken bestehen.
Wasseraufnahme 24 h%
R2 = 0,96
Rohdichte kg/m3
00 200 400 600 800 1.000 1.200 1.400 1.600 1.800 2.000 2.200
30
25
20
15
10
5
Aufbaukörnungen aus Mauerwerkbruch, thermische Variante, Blähmittel SiCAufbaukörnungen aus Mauerwerkbruch, thermische Variante, Blähmittel SiC R1Vergleichsproben (marktübliche Blähtone)Aufbaukörnungen aus Mauerwerkbruch, HydrothermalerhärtungTrendlinie Hydrothermalgranulate
Bild 17: Rohdichte versus 24 Stunden-Wasseraufnahme der thermisch und hydrothermal stabi-lisierten Granulate und Vergleichsmaterialien
Alexander Schnell, Anette Müller, Katrin Rübner, Horst-Michael Ludwig
486
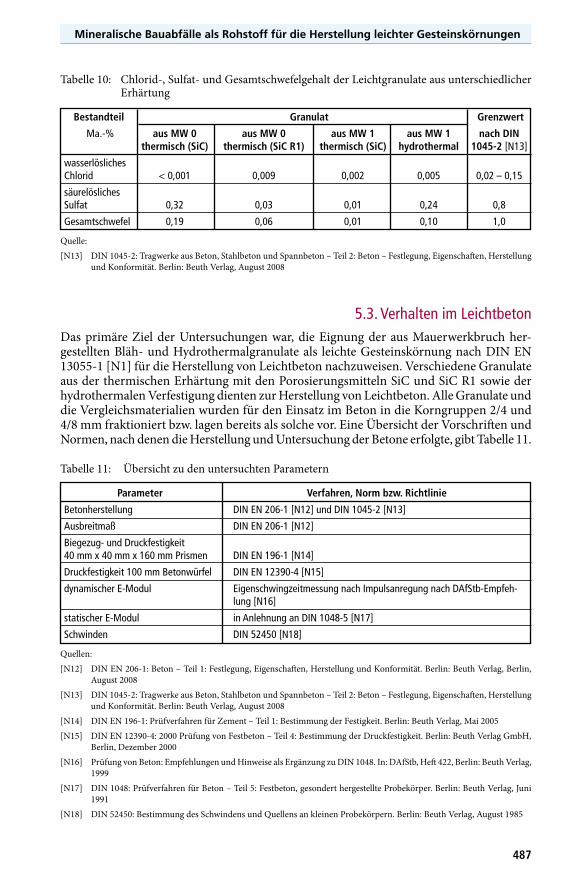
Für die gleichen ausgewählten Leichtgranulate erfolgte eine Bewertung der chemischen Eigenschaften (Tabelle 1). Dazu wurde der Chlorid-, Sulfat- und Gesamtschwefelgehalt nach DIN EN 1744-1 [N11] bestimmt. Wie die Ergebnisse in Tabelle 10 zeigen, erfüllen alle Granulate die chemischen Anforderungen.
Tabelle 8: Schwermetallgehalte im Feststoff von Leichtgranulaten aus unterschiedlicher Erhärtung
Bestand- Einheit Granulat Grenz-
teil aus MW 0 aus MW 0 aus MW 1 aus MW 1 wert* thermisch (SiC) thermisch (SiC R1) thermisch (SiC) hydrothermal
As mg/kg 16,8 28,1 24,8 20,0 50
Pb mg/kg 53,4 25,0 36,8 37,9 300
Cd mg/kg 0,02 0,31 0,29 0,34 3
Crges mg/kg 176,4 163,6 184,3 89,2 200
Cu mg/kg 54,2 12,8 22,2 16,9 200
Ni mg/kg 77,2 77,3 48,2 35,5 200
V mg/kg 129,2 127,3 118,5 59,1
Zn mg/kg 251,6 84,0 77,2 66,3 500
* Grenzwerte für Feststoffe nach LAGA M 20 [N6] für Bauschutt vor der Aufbereitung
Quelle:[N6] LAGA-Mitteilung M 20: Anforderungen an die stoffliche Verwertung von mineralischen Abfällen – Technische Regeln.
Mitteilungen der Länderarbeitsgemeinschaft Abfall (LAGA), Berlin: Erich Schmidt Verlag oder www.laga-online.de
Tabelle 9: Schwermetall- und Salzgehalte im wässrigen Eluat von Leichtgranulaten aus unterschied-licher Erhärtung (Schütteleluat, Feststoff/Wasser = 1 kg/10 l)
Bestand- Einheit Granulat Grenz-
teil aus MW 0 aus MW 0 aus MW 1 aus MW 1 wert* thermisch (SiC) thermisch (SiC R1) thermisch (SiC) hydrothermal
pH 10,1 11,0 8,9 11,2 7 – 12,5
Leitfähig- keit µS/cm 141,0 360,3 15,4 884,7 3.000
Cl- mg/l 1,0 0,6 0,3 10,3 150
SO42- mg/l 25,9 69,2 1,09 161,3 600
TOC mg/l n.b. 1,2 20,0 6,1
As µg/l 14,90 18,20 3,20 4,17 50
Pb µg/l < 0,01 < 0,01 1,03 19,10 100
Cd µg/l 0,10 0,23 0,37 0,60 5
Crges µg/l 0,97 2,43 0,43 4,13 100
Cu µg/l 7,53 4,13 13,73 18,17 200
Ni µg/l 0,13 4,27 0,53 3,50 100
V µg/l 27,87 91,8 10,30 104,37
Zn µg/l 1,90 3,57 3,07 0,87 400
* Grenzwerte für Feststoffe nach LAGA M 20 [N6] für Zuordnungsklasse Z2 für RC-Baustoffe (auch nach DIN EN 4226-100 [N3])
Quellen:[N3] DIN 4226-100: Gesteinskörnungen für Beton und Mörtel – Teil 100: Rezyklierte Gesteinskörnungen. Berlin: Beuth Verlag,
Februar 2002[N6] LAGA-Mitteilung M 20: Anforderungen an die stoffliche Verwertung von mineralischen Abfällen – Technische Regeln.
Mitteilungen der Länderarbeitsgemeinschaft Abfall (LAGA), Berlin: Erich Schmidt Verlag oder www.laga-online.de
487
Mineralische Bauabfälle als Rohstoff für die Herstellung leichter Gesteinskörnungen
5.3. Verhalten im LeichtbetonDas primäre Ziel der Untersuchungen war, die Eignung der aus Mauerwerkbruch her-gestellten Bläh- und Hydrothermalgranulate als leichte Gesteinskörnung nach DIN EN 13055-1 [N1] für die Herstellung von Leichtbeton nachzuweisen. Verschiedene Granulate aus der thermischen Erhärtung mit den Porosierungsmitteln SiC und SiC R1 sowie der hydrothermalen Verfestigung dienten zur Herstellung von Leichtbeton. Alle Granulate und die Vergleichsmaterialien wurden für den Einsatz im Beton in die Korngruppen 2/4 und 4/8 mm fraktioniert bzw. lagen bereits als solche vor. Eine Übersicht der Vorschriften und Normen, nach denen die Herstellung und Untersuchung der Betone erfolgte, gibt Tabelle 11.
Tabelle 10: Chlorid-, Sulfat- und Gesamtschwefelgehalt der Leichtgranulate aus unterschiedlicher Erhärtung
Bestandteil Granulat Grenzwert
Ma.-% aus MW 0 aus MW 0 aus MW 1 aus MW 1 nach DIN thermisch (SiC) thermisch (SiC R1) thermisch (SiC) hydrothermal 1045-2 [N13]
wasserlösliches Chlorid < 0,001 0,009 0,002 0,005 0,02 – 0,15
säurelösliches Sulfat 0,32 0,03 0,01 0,24 0,8
Gesamtschwefel 0,19 0,06 0,01 0,10 1,0
Quelle:[N13] DIN 1045-2: Tragwerke aus Beton, Stahlbeton und Spannbeton – Teil 2: Beton – Festlegung, Eigenschaften, Herstellung
und Konformität. Berlin: Beuth Verlag, August 2008
Tabelle 11: Übersicht zu den untersuchten Parametern
Parameter Verfahren, Norm bzw. Richtlinie
Betonherstellung DIN EN 206-1 [N12] und DIN 1045-2 [N13]
Ausbreitmaß DIN EN 206-1 [N12]
Biegezug- und Druckfestigkeit 40 mm x 40 mm x 160 mm Prismen DIN EN 196-1 [N14]
Druckfestigkeit 100 mm Betonwürfel DIN EN 12390-4 [N15]
dynamischer E-Modul Eigenschwingzeitmessung nach Impulsanregung nach DAfStb-Empfeh- lung [N16]
statischer E-Modul in Anlehnung an DIN 1048-5 [N17]
Schwinden DIN 52450 [N18]
Quellen:[N12] DIN EN 206-1: Beton – Teil 1: Festlegung, Eigenschaften, Herstellung und Konformität. Berlin: Beuth Verlag, Berlin,
August 2008[N13] DIN 1045-2: Tragwerke aus Beton, Stahlbeton und Spannbeton – Teil 2: Beton – Festlegung, Eigenschaften, Herstellung
und Konformität. Berlin: Beuth Verlag, August 2008[N14] DIN EN 196-1: Prüfverfahren für Zement – Teil 1: Bestimmung der Festigkeit. Berlin: Beuth Verlag, Mai 2005[N15] DIN EN 12390-4: 2000 Prüfung von Festbeton – Teil 4: Bestimmung der Druckfestigkeit. Berlin: Beuth Verlag GmbH,
Berlin, Dezember 2000[N16] Prüfung von Beton: Empfehlungen und Hinweise als Ergänzung zu DIN 1048. In: DAfStb, Heft 422, Berlin: Beuth Verlag,
1999[N17] DIN 1048: Prüfverfahren für Beton – Teil 5: Festbeton, gesondert hergestellte Probekörper. Berlin: Beuth Verlag, Juni
1991[N18] DIN 52450: Bestimmung des Schwindens und Quellens an kleinen Probekörpern. Berlin: Beuth Verlag, August 1985
Alexander Schnell, Anette Müller, Katrin Rübner, Horst-Michael Ludwig
488
Um vergleichbare Ergebnisse zu erzielen, war es erforderlich, alle Betone nach den glei-chen Gesichtspunkten zu entwerfen und herzustellen. Der Optimierungsfaktor bei der Entwicklung der Betonrezeptur war die Konsistenz. Die Rezepturen wurden über den Was-seranspruch, der sich aus der angestrebten Konsistenzklasse und der Körnungsziffer der Ist-Sieblinie ergibt, und dem Wasserzementwert (w/z-Wert) komplettiert. Es war wichtig, dass der Konsistenzbereich, der Wasserzementwert und die Sieblinie für alle Betone einer Serie gleich waren, um die Materialien miteinander vergleichen zu können. Zusätzlich musste der Einfluss des zusätzlichen Wasseranspruchs der leichten Gesteinskörnung an Hand von Probemischungen iterativ ermittelt werden. Anhaltswerte dazu waren die experimentell ermittelten Wasseraufnahmewerte (Tabelle 7). Als Kennwerte für die Leichtbetonrezeptur wurden folgende Parameter ermittelt: • SieblinieimBereichA/B8,• KonsistenzklasseF2(Ausbreitmaß350bis410mm),• effektiverw/z-Wert:0,45fürdiethermischerhärtetenGranulateunddenBlähtonsowie
0,50 für die hydrothermal hergestellten Granulate.• WasseranspruchderleichtenGesteinskörnung:FürBlähgranulateundBlähtonewar
die Menge des Absorptionswassers 70 % der 60 Minuten-Werte der Wasseraufnahme und wurde zusammen mit dem Anmachwasser zugegeben. Die Hydrothermalgranulate wurden vorab wassergesättigt.
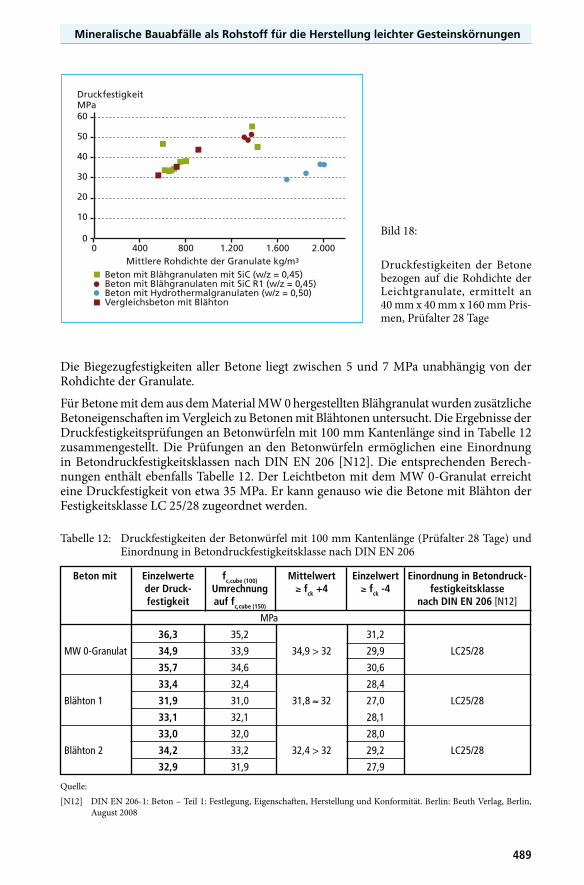
• Bindemittel:ZementCEMI32,5Rmit450kg/m³.Die Korngruppen 2/4 und 4/8 mm der Gesteinskörnung bestanden aus den jeweils zu prü-fenden Leichtgranulaten. Die Sieblinie wurde für die Körnungen < 2 mm mit Natursanden aus der Region Okrilla ergänzt. Damit bestanden 54 Vol.-% der insgesamt eingesetzten Gesteinskörnung aus Leichtgranulaten. Zu Vergleichswecken dienten Leichtbetone glei-cher Zusammensetzung, die mit marktüblichen Blähtonen ähnlicher Rohdichte hergestellt wurden. Da die Leichtgranulate aus den Laborversuchen nur in begrenzter Menge zur Verfügung standen, konnte je Granulat nur ein Satz Betonprismen mit den Maßen 40 mm x 40 mm x 160 mm hergestellt und geprüft werden. Mit dem aus dem Mauerwerkbruch MW 0 erzeugten Blähgranulat, das in etwas größeren Mengen verfügbar war, wurden zusätzliche Prismensätze sowie Betonwürfel mit 100 mm Kantenlänge für weitere Prüfungen hergestellt.Die Druckfestigkeiten der Betonprismen im Alter von 28 Tagen sind in Bild 18 grafisch über der mittleren Rohdichte der Leichtgranulate, die entsprechend der Volumenanteile der Granulate in der Betonmischung berechnet wurden, aufgetragen. Im Wesentlichen nimmt bei allen Betonen die Druckfestigkeit mit steigender Rohdichte der Granulate zu. Dieser Befund ist konform zu den in Abschnitt 5.1. diskutierten Kornfestigkeiten der Granulate. Die Druckfestigkeiten der Betone, die mit thermisch erhärteten Granulaten mit SiC und SiC R1 als Blähmittel hergestellt wurden, erreichen in Abhängigkeit von den Rohdichten der eingesetzten Granulate Werte zwischen 33 und 52 MPa. Sie liegen damit in der gleichen Größenordnung wie die Vergleichsbetone mit handelsüblichen Blähtonen. Die mit den Hydrothermalgranulaten hergestellten Betone erreichen etwas geringere Druckfestigkeiten von 30 bis 35 MPa. Die bei den Kornfestigkeitsmessungen gefundenen höheren Kornfestigkeiten gegenüber den thermisch erhärteten Granulaten spiegeln sich in diesen Ergebnissen nicht wider. Möglicherweise wird dieser Befund von dem anderen Wasseraufnahmeverhalten der Hydrothermalgranulate (Abschnitt 5.1.) und der dadurch bedingten geringfügig veränderten Betonrezeptur mit höherem w/z-Wert und höherer Wassersättigung verursacht.
489
Mineralische Bauabfälle als Rohstoff für die Herstellung leichter Gesteinskörnungen
Die Biegezugfestigkeiten aller Betone liegt zwischen 5 und 7 MPa unabhängig von der Rohdichte der Granulate.
Für Betone mit dem aus dem Material MW 0 hergestellten Blähgranulat wurden zusätzliche Betoneigenschaften im Vergleich zu Betonen mit Blähtonen untersucht. Die Ergebnisse der Druckfestigkeitsprüfungen an Betonwürfeln mit 100 mm Kantenlänge sind in Tabelle 12 zusammengestellt. Die Prüfungen an den Betonwürfeln ermöglichen eine Einordnung in Betondruckfestigkeitsklassen nach DIN EN 206 [N12]. Die entsprechenden Berech-nungen enthält ebenfalls Tabelle 12. Der Leichtbeton mit dem MW 0-Granulat erreicht eine Druckfestigkeit von etwa 35 MPa. Er kann genauso wie die Betone mit Blähton der Festigkeitsklasse LC 25/28 zugeordnet werden.
DruckfestigkeitMPa
Mittlere Rohdichte der Granulate kg/m3
Beton mit Blähgranulaten mit SiC (w/z = 0,45)
00 400 800 1.200 1.600 2.000
60
50
40
30
20
10
Beton mit Blähgranulaten mit SiC R1 (w/z = 0,45)Beton mit Hydrothermalgranulaten (w/z = 0,50)Vergleichsbeton mit Blähton
Bild 18:
Druckfestigkeiten der Betone bezogen auf die Rohdichte der Leichtgranulate, ermittelt an 40 mm x 40 mm x 160 mm Pris-men, Prüfalter 28 Tage
Tabelle 12: Druckfestigkeiten der Betonwürfel mit 100 mm Kantenlänge (Prüfalter 28 Tage) und Einordnung in Betondruckfestigkeitsklasse nach DIN EN 206
Beton mit Einzelwerte fc,cube (100) Mittelwert Einzelwert Einordnung in Betondruck- der Druck- Umrechnung ≥ fck +4 ≥ fck -4 festigkeitsklasse festigkeit auf fc,cube (150) nach DIN EN 206 [N12]
MPa
36,3 35,2 31,2
MW 0-Granulat 34,9 33,9 34,9 > 32 29,9 LC25/28
35,7 34,6 30,6
33,4 32,4 28,4
Blähton 1 31,9 31,0 31,8 ≈ 32 27,0 LC25/28
33,1 32,1 28,1
33,0 32,0 28,0
Blähton 2 34,2 33,2 32,4 > 32 29,2 LC25/28
32,9 31,9 27,9
Quelle:[N12] DIN EN 206-1: Beton – Teil 1: Festlegung, Eigenschaften, Herstellung und Konformität. Berlin: Beuth Verlag, Berlin,
August 2008
Alexander Schnell, Anette Müller, Katrin Rübner, Horst-Michael Ludwig
490
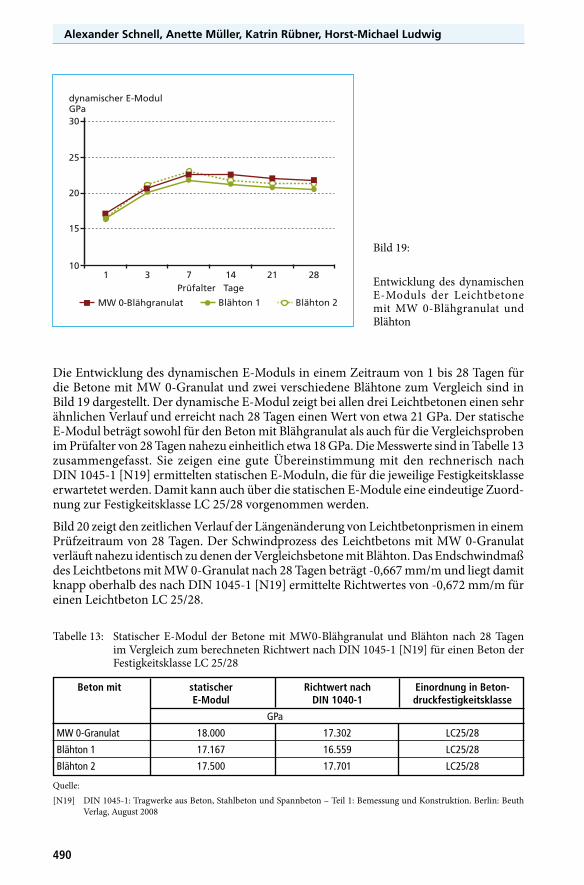
Die Entwicklung des dynamischen E-Moduls in einem Zeitraum von 1 bis 28 Tagen für die Betone mit MW 0-Granulat und zwei verschiedene Blähtone zum Vergleich sind in Bild 19 dargestellt. Der dynamische E-Modul zeigt bei allen drei Leichtbetonen einen sehr ähnlichen Verlauf und erreicht nach 28 Tagen einen Wert von etwa 21 GPa. Der statische E-Modul beträgt sowohl für den Beton mit Blähgranulat als auch für die Vergleichsproben im Prüfalter von 28 Tagen nahezu einheitlich etwa 18 GPa. Die Messwerte sind in Tabelle 13 zusammengefasst. Sie zeigen eine gute Übereinstimmung mit den rechnerisch nach DIN 1045-1 [N19] ermittelten statischen E-Moduln, die für die jeweilige Festigkeitsklasse erwartetet werden. Damit kann auch über die statischen E-Module eine eindeutige Zuord-nung zur Festigkeitsklasse LC 25/28 vorgenommen werden.
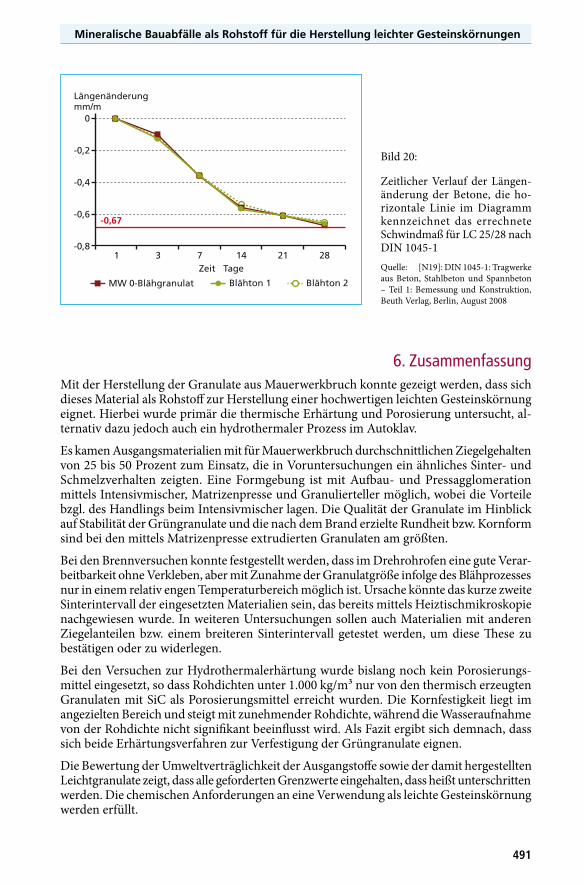
Bild 20 zeigt den zeitlichen Verlauf der Längenänderung von Leichtbetonprismen in einem Prüfzeitraum von 28 Tagen. Der Schwindprozess des Leichtbetons mit MW 0-Granulat verläuft nahezu identisch zu denen der Vergleichsbetone mit Blähton. Das Endschwindmaß des Leichtbetons mit MW 0-Granulat nach 28 Tagen beträgt -0,667 mm/m und liegt damit knapp oberhalb des nach DIN 1045-1 [N19] ermittelte Richtwertes von -0,672 mm/m für einen Leichtbeton LC 25/28.
dynamischer E-ModulGPa
Prüfalter Tage
101 3 7 14 21 28
30
25
20
15
Blähton 2Blähton 1MW 0-Blähgranulat
Bild 19:
Entwicklung des dynamischen E-Moduls der Leichtbetone mit MW 0-Blähgranulat und Blähton
Tabelle 13: Statischer E-Modul der Betone mit MW0-Blähgranulat und Blähton nach 28 Tagen im Vergleich zum berechneten Richtwert nach DIN 1045-1 [N19] für einen Beton der Festigkeitsklasse LC 25/28
Beton mit statischer Richtwert nach Einordnung in Beton- E-Modul DIN 1040-1 druckfestigkeitsklasse
GPa
MW 0-Granulat 18.000 17.302 LC25/28
Blähton 1 17.167 16.559 LC25/28
Blähton 2 17.500 17.701 LC25/28
Quelle:[N19] DIN 1045-1: Tragwerke aus Beton, Stahlbeton und Spannbeton – Teil 1: Bemessung und Konstruktion. Berlin: Beuth
Verlag, August 2008
491
Mineralische Bauabfälle als Rohstoff für die Herstellung leichter Gesteinskörnungen
6. Zusammenfassung Mit der Herstellung der Granulate aus Mauerwerkbruch konnte gezeigt werden, dass sich dieses Material als Rohstoff zur Herstellung einer hochwertigen leichten Gesteinskörnung eignet. Hierbei wurde primär die thermische Erhärtung und Porosierung untersucht, al-ternativ dazu jedoch auch ein hydrothermaler Prozess im Autoklav.
Es kamen Ausgangsmaterialien mit für Mauerwerkbruch durchschnittlichen Ziegelgehalten von 25 bis 50 Prozent zum Einsatz, die in Voruntersuchungen ein ähnliches Sinter- und Schmelzverhalten zeigten. Eine Formgebung ist mit Aufbau- und Pressagglomeration mittels Intensivmischer, Matrizenpresse und Granulierteller möglich, wobei die Vorteile bzgl. des Handlings beim Intensivmischer lagen. Die Qualität der Granulate im Hinblick auf Stabilität der Grüngranulate und die nach dem Brand erzielte Rundheit bzw. Kornform sind bei den mittels Matrizenpresse extrudierten Granulaten am größten.
Bei den Brennversuchen konnte festgestellt werden, dass im Drehrohrofen eine gute Verar-beitbarkeit ohne Verkleben, aber mit Zunahme der Granulatgröße infolge des Blähprozesses nur in einem relativ engen Temperaturbereich möglich ist. Ursache könnte das kurze zweite Sinterintervall der eingesetzten Materialien sein, das bereits mittels Heiztischmikroskopie nachgewiesen wurde. In weiteren Untersuchungen sollen auch Materialien mit anderen Ziegelanteilen bzw. einem breiteren Sinterintervall getestet werden, um diese These zu bestätigen oder zu widerlegen.
Bei den Versuchen zur Hydrothermalerhärtung wurde bislang noch kein Porosierungs-mittel eingesetzt, so dass Rohdichten unter 1.000 kg/m³ nur von den thermisch erzeugten Granulaten mit SiC als Porosierungsmittel erreicht wurden. Die Kornfestigkeit liegt im angezielten Bereich und steigt mit zunehmender Rohdichte, während die Wasseraufnahme von der Rohdichte nicht signifikant beeinflusst wird. Als Fazit ergibt sich demnach, dass sich beide Erhärtungsverfahren zur Verfestigung der Grüngranulate eignen.
Die Bewertung der Umweltverträglichkeit der Ausgangstoffe sowie der damit hergestellten Leichtgranulate zeigt, dass alle geforderten Grenzwerte eingehalten, dass heißt unterschritten werden. Die chemischen Anforderungen an eine Verwendung als leichte Gesteinskörnung werden erfüllt.
Bild 20:
Zeitlicher Verlauf der Längen-änderung der Betone, die ho-rizontale Linie im Diagramm kennzeichnet das errechnete Schwindmaß für LC 25/28 nach DIN 1045-1Quelle: [N19]: DIN 1045-1: Tragwerke aus Beton, Stahlbeton und Spannbeton – Teil 1: Bemessung und Konstruktion, Beuth Verlag, Berlin, August 2008
Längenänderungmm/m
Zeit Tage1 3 7 14 21 28
0
-0,2
-0,4
-0,6
-0,8
Blähton 2Blähton 1MW 0-Blähgranulat
-0,67

Alexander Schnell, Anette Müller, Katrin Rübner, Horst-Michael Ludwig
492
Bei allen untersuchten Festbetoneigenschaften, Druck- und Biegezugfestigkeit, E-Modul, Schwindverhalten, erzielen die mit thermisch erhärteten Leichtgranulaten hergestellten Leichtbetone durchweg vergleichbare beziehungsweise tendenziell auch bessere Werte als die Vergleichsmaterialien mit Blähton. Die Eigenschaften der Betone, die die hydrothermal verfestigten Granulate enthalten, sind zunächst weniger überzeugend. Hier besteht aber ein Verbesserungspotenzial im Zusammenhang mit der oben aufgezeigten Optimierung der Erhärtung. Die Frage, ob sich ein aus Mauerwerkbruch hergestelltes Leichtgranulat als leichte Gesteinskörnung für Beton eignet, kann anhand der vorliegenden Ergebnisse eindeutig mit Ja beantwortet werden. Mit den Leichtgranulaten ist ein hochwertiges Recyc-lingprodukt verfügbar, für das sich viele Verwendungsmöglichkeiten im konstruktiven Hochbau als Stahlleichtbeton oder Konstruktionsleichtbeton anbieten.
Dank
Das Forschungsprojekt Aufbaukörnungen wird durch das Bundesministerium für Bildung und Forschung (BMBF) im Rahmen des Förderschwerpunkts r² – Innovative Technologien für Ressourceneffizienz – rohstoffintensive Produktionsprozesse gefördert. Die am Verbund-projekt beteiligten Forschungs- und Industriepartner sind auf der Webseite www.aufbau-koernung.de aufgeführt.
7. Literatur[1] Mineralische Bauabfälle Monitoring 2008. Bericht zum Aufkommen und zum Verbleib minera-
lischer Bauabfälle im Jahr 2008. Bundesverband Baustoffe – Steine und Erden e.V. Berlin 2011
[2] Schmidt, H.: Herstellung und Verwendung von Blähtongranulaten im Spiegel der Literatur. Sprechsaal, 1070, S. 867-872
[3] Ducman, V.; Mladenovic, A.; Šuput, J.S: Lightweight aggregate based on waste glass and its alkali-silica reactivity. Cement and Concrete Research, 32 (2002), pp 223-226
[4] Nanes, R.: Strength of Lightweight Glass Aggregate Concrete. Journal of Materials in Civil En-gineering, 18 (2006), pp 710-714
[5] Piltz, G.; Hesse, E.: Untersuchung der Eignung von Steinkohlenwaschbergen zur Herstellung von Blähton. Ziegelindustrie (1973), H. 9, S. 316-324
[6] Schickle, B.; Tonnesen, T.; Telle, R.: Recycling of Cool Flotation Residue for the Production of Porous Lightweight Materials. Ceramic Monographs – Handbook of Ceramics. Supplement to Interceram, Vol. 58 (2009), H. 4, S. 1-4
[7] Boljanac, T.; Vlahovic., M.; Martinovic, S.; Vidojkoviv, V.: Preparation of Lightweight Sintered Aggregate Based on Combustion Ash. lnterceram 56 (2007), H. 6, S.436-439
[8] González-Corrochno, B.; Alonso-Azcárate, J.; Rodas, J.: Production of lightweight aggregates from mining and industrial waste. Journal of Environmental Management 90 (2009), pp 2801-2812
[9] How-Ji Chen; Shun-Yuan Wang; Chao-Wei Tang: Reuse of incineration fly ashes and reaction ashes for manufacturing lightweight aggregate. Construction and Building Materials 24 (2010), pp 46–55
[10] Knopf, U.; Schwieger, B.: Leichtzuschlagstoffe aus feinkörnigen Abfällen der Bimsaufbereitung. Baustoff-Recycling (2000), H. 9, S. 19-21
[11] Züblin Umwelttechnik GmbH: Verwertung von Sedimenten. Firmenprospekt 1995
[12] Kraus, J.: Herstellung von Leichtzuschlagstoffen aus Klärschlamm. Dissertation Universität Karlsruhe, Institutsverlag Siedlungswasserwirtschaft, 2003
493
Mineralische Bauabfälle als Rohstoff für die Herstellung leichter Gesteinskörnungen
[13] Wang, X.: Development of lightweight aggregate from dry sewage sludge and coal ash. Waste management 29 (2009), pp 1330-1335
[14] González-Corrochano, B.; Alonso-Azcárate, J.; Rodas, M.; Barrenechea, J. F.; Luque, F. J.: Microstructure and mineralogy of lightweight aggregates manufactured from mining and in-dustrial wastes. Construction and Building Materials 25 (2011), pp 3591–3602
[15] Yi-Chong Liao; Chi-Yen Huang: Effects of CaO addition on lightweight aggregates produced from water reservoir sediment. Construction and Building Materials 25 (2011), pp 2997–3002
[16] Chao-Wei Tang; How-Ji Chen; Shun-Yuan Wang; Jack Spaulding: Production of synthetic lightweight aggregate using reservoir sediments. Cement & Concrete Composites 33 (2011), pp 292–300
[17] How-Ji Chen; Shun-Yuan Wang; Chao-Wei Tang: Producing synthetic lightweight aggregates from reservoir sediments for concrete and masonry. Construction and Building Materials 28 (2012), pp 387–394
[18] Yi-Chong Liao: Chi-Yen Huang: Effects of heat treatment on the physical properties of light-weight aggregate from water reservoir sediment. Ceramics International 37 (2011), pp 3723-3730
[19] Chandra, S.; Berntsso, L.: Lightweight aggregate concrete: science, technology, and application. Noyes Publications, 2002
[20] Lorenz, W.; Gwosdz, W.: Bewertungskriterien für Industrieminerale. Steine und Erden, Teil 1: Tone, Geologisches Jahrbuch Reihe H, Heft 2, Hannover, 1997
[21] Bundesverband Baustoffe, Steine + Erden e.V.: Der Bedarf an mineralischen Baustoffen. 2000
[22] Deutsche Gesellschaft für Mauerwerksbau e.V.: Jahresbericht 2006
[23] Verein Deutscher Zementwerke e.V.: Zementverbrauch nach Verwendungsarten und Bauberei-chen, Statistik von 1998-2007
[24] Schellmann, W.; Fastabend, H.: Laboratoriumsuntersuchungen zur Beurteilung von Blähtonen. Ziegelindustrie 25 (1972), S. 79-86
[25] Riley, C.: Relation of Chemical Properties to the Bloating of Clays. Journal of the American Ceramic Society 34 (1951), 4, pp 121-128
[26] Wilson, H.: Lightweight Aggregates for the Construction Industry. Journal of the Canadian Ceramic Society 22 (1953), pp 44-48
[27] Mueller, A.; Sokolova, S.N; Vereshagin, V.I.: Characteristics of lightweight aggregates from pri-mary and recycled raw materials. Construction and Building Materials 22 (2008), pp 703-712
8. Normen und Regelwerke[N1] DIN EN 13055-1: Leichte Gesteinskörnungen – Teil 1: Leichte Gesteinskörnungen für Beton,
Mörtel und Einpressmörtel, Beuth Verlag, Berlin, August 2002
[N2] Deutsches Institut für Bautechnik (DIBt): Grundsätze zur Bewertung der Auswirkungen von Bauprodukten auf Boden und Grundwasser, Teile I und III, Mai 2009 und Teil II, Berlin, September 2011
[N3] DIN 4226-100: Gesteinskörnungen für Beton und Mörtel – Teil 100: Rezyklierte Gesteins-körnungen, Beuth Verlag, Berlin, Februar 2002
[N4] DIN EN 933-11: Prüfverfahren für geometrische Eigenschaften von Gesteinskörnungen – Teil 11: Einteilung der Bestandteile in grober recyklierter Gesteinskörnung, Beuth Verlag, Berlin, Mai 2011
[N5] DIN EN 933-1: Prüfverfahren für geometrische Eigenschaften von Gesteinskörnungen – Teil 1: Bestimmung der Korngrößenverteilung – Siebverfahren. Beuth Verlag, Berlin, Januar 2006.
Alexander Schnell, Anette Müller, Katrin Rübner, Horst-Michael Ludwig
494
[N6] LAGA-Mitteilung M 20: Anforderungen an die stoffliche Verwertung von mineralischen Abfäl-len – Technische Regeln, Mitteilungen der Länderarbeitsgemeinschaft Abfall (LAGA), Erich Schmidt Verlag, Berlin oder www.laga-online.de
[N7] TP Min-StB Teil 7.1.1 Auslaugbarkeit, Feststoffgehalte, Modifiziertes DEV-S4-Verfahren, FGSV Verlag, Köln, 1999
[N8] DIN 38414-4: Deutsche Einheitsverfahren zur Wasser-, Abwasser- und Schlammuntersu-chung; Schlamm und Sedimente (Gruppe S); Bestimmung der Eluierbarkeit mit Wasser (S 4), Beuth Verlag GmbH, Berlin, Oktober 1984
[N9] DIN EN 1097-3: Prüfverfahren für mechanische und physikalische Eigenschaften von Ge-steinskörnungen – Teil 3: Bestimmung von Schüttdichte und Hohlraumgehalt, Beuth Verlag, Berlin Dezember 2005, Juni 1998
[N10] DIN EN 1097-6: Prüfverfahren für mechanische und physikalische Eigenschaften von Ge-steinskörnungen – Teil 6: Bestimmung der Rohdichte und der Wasseraufnahme, Beuth Verlag, Berlin, Dezember 2005
[N11] DIN EN 1744-1:Prüfverfahren für chemische Eigenschaften von Gesteinskörnungen, Teil 1 Chemische Analyse, Beuth Verlag GmbH, Berlin, April 2010.
[N12] DIN EN 206-1: Beton – Teil 1: Festlegung, Eigenschaften, Herstellung und Konformität, Beuth Verlag, Berlin, August 2008
[N13] DIN 1045-2: Tragwerke aus Beton, Stahlbeton und Spannbeton – Teil 2: Beton – Festlegung, Eigenschaften, Herstellung und Konformität, Beuth Verlag, Berlin, August 2008
[N14] DIN EN 196-1: Prüfverfahren für Zement – Teil 1: Bestimmung der Festigkeit, Beuth Verlag, Berlin, Mai 2005
[N15] DIN EN 12390-4: 2000 Prüfung von Festbeton – Teil 4: Bestimmung der Druckfestigkeit, Beuth Verlag GmbH, Berlin, Dezember 2000
[N16] Prüfung von Beton: Empfehlungen und Hinweise als Ergänzung zu DIN 1048, DAfStb, Heft 422, Beuth Verlag, Berlin, 1999
[N17] DIN 1048: Prüfverfahren für Beton – Teil 5: Festbeton, gesondert hergestellte Probekörper, Beuth Verlag, Berlin, Juni 1991
[N18] DIN 52450: Bestimmung des Schwindens und Quellens an kleinen Probekörpern, Beuth Verlag, Berlin, August 1985
[N19] DIN 1045-1: Tragwerke aus Beton, Stahlbeton und Spannbeton – Teil 1: Bemessung und Konstruktion, Beuth Verlag, Berlin, August 2008
Recommended

















