Embed Size (px)
DESCRIPTION
Anwendungen auf Windows-basierten Systemen sind heute ein weit verbreiteter Standard in der Automatisierungstechnik. Leistungsfähige, objektorientierte Frameworks bilden den Kern von Applikationen für Fertigungs- und Prozessleitsysteme. Aufgrund der Flexibilität solcher Frameworks entstehen Lösungen für die unterschiedlichen Industriebereiche mit Skalierungsstufen von einzelnen Arbeitsstationen für eine Maschine oder einen Anlagenteil bis hin zu ganzen Bereichen und kompletten Fabriken.
Citation preview

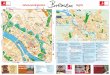
In einem Werk zur Herstellung vonHolzfaserplatten wurde bereits Leitsys-temtechnik eingesetzt. In einem Reengi-neering-Projekt, in dem ein redundantesLeitsystem aufgebaut werden sollte, mus-ste sichergestellt werden, dass die vor-handene Bedienphilosophie soweit wiemöglich nachgebildet wird. Die Darstel-lung von Anlagen und Maschinen imLeitsystem soll den Bedienern erlauben,intuitiv und schnell in die Prozesse ein-zugreifen. Von zwei zentralen Schaltwar-ten aus können alle Bilder der Applikationaufgerufen sowie diverse Sollwerte fürden Prozess vorgegeben werden (Bild 1).
Mit dem Projekt wurde das Unterneh-men Gefat [3] beauftragt, das als SolutionProvider des Frameworks FactoryTalk derFirma Rockwell [4] tätig ist. Mit Ihrenbranchenspezifischen Erfahrungen kön-
nen so maßgeschneiderte Leitsysteme fürhohe Qualitätsansprüche basierend aufStandardsoftware entwickelt werden.Aufgabe war es, bei Einhaltung der vor-gegebenen Zeitfenster, die veraltete vor-handene Software abzulösen. Die größteHerausforderung für die Planungsingeni-eure war die Forderung nach möglichstkurzen Stillstandszeiten. Die im Vorfeldangepasste Produktionsplanung ermög-lichte Umbauzeiten bis maximal eineWoche pro Produktionseinheit bei mini-malem Anlagenstillstand von wenigenStunden. So konnten über 170 Prozess-darstellungen für fünf unabhängige Be-
dienplätze im Client-Server-System inüberschaubarer Zeit realisiert werden.
Herstellung von Holzfaserplatten Holzprodukte müssen bei definierter
technischer und ökologischer Qualitätpreiswert sein, um ihnen im internatio-nalen Wettbewerb und gegenüber Sub-
stitutionsmaterialien traditionelle Ver-wendungsbereiche zu sichern. Dabei wirdHolz nach unterschiedlichen Verfahrenbehandelt sowie be- und verarbeitet. ZurSicherstellung der Wettbewerbsfähigkeitund der erwünschten Erweiterung derVerwendung sind die verfahrenstechni-schen Prozesse der Be- und Verarbeitungrationeller und wirtschaftlicher zu ge-stalten. Dabei dienen die Erfassung unddie Verbesserung der Produktionsprozes-se, die Entwicklung von Prozessmodellenund die Anwendung kontinuierlicherProzesskontrollen der Sicherung der Pro-duktqualität.
2 Heft 11/2006 •
Fertigungs- & Maschinenautomation
Redundantes Leitsystem für die Herstellung von Holzfaserplatten
Anwendungen auf Windows-basierten Systemen sind heute einweit verbreiteter Standard in der Automatisierungstechnik [1, 2].Leistungsfähige, objektorientierte Frameworks bilden den Kernvon Applikationen für Fertigungs- und Prozessleitsysteme. Auf-grund der Flexibilität solcher Frameworks entstehen Lösungenfür die unterschiedlichen Industriebereiche mit Skalierungs-stufen von einzelnen Arbeitsstationen für eine Maschine odereinen Anlagenteil bis hin zu ganzen Bereichen und komplettenFabriken.
Thomas Schulz
Frank Mönkemeyer
Dipl.-Ing. Thomas Schulz ist alsAccount Manager im Unternehmen
Rockwell Automation für den Be-reich Software in Norddeutschland
zuständig.
E-Mail: [email protected]
Frank Mönkemeyer ist geschäfts-führender Gesellschafter der GefatGesellschaft für Automatisierungs-
technik mbH in Hessisch Olden-dorf.
E-Mail: [email protected]
Bild 1. Typische Darstellung eines Anlagenteils zum Transport der Hackschnitzel

Holzfaserplatten sind ein plattenförmi-ger Werkstoff, mit einer Nenndicke von5 mm bis 8 mm oder größer, hergestelltaus Zellulosefasern unter Anwendungvon Druck und Hitze. Die Bindung derFasern beruht auf der Verfilzung der Fa-sern und deren Verklebungseigenschaf-ten sowie auf der Zugabe von syntheti-schen Bindungsmitteln. Die Herstellungvon Mitteldichten Faserplatten (MDF)mit einer Rohdichte von 450 kg/m3 er-folgt nach dem Trockenverfahren. Beidiesem Verfahren werden getrockneteund beleimte Fasern durch Schüttung zueinem endlosen „Kuchen“ geformt unddurch Pressen unter Hitzeeinwirkung zuPlatten gefertigt. Die Spanplatte ist dasam meisten verwendete Plattenproduktweltweit. Die Anwendungsmöglichkei-ten sind Möbel, Innenausbau, Fußbödenund das Bauwesen. Der Produktbereichumfasst alle Prozessschritte, einschließ-lich Hackschnitzelwaschanlagen, Faser-aufbereitung, Trocknung, Sichtung, For-mung, Pressen und Endfertigung, ein-schließlich Energieanlagen und Prozess-automation [5].
Redundanzkonzepte zur Ausfallsicherheit
Um einen auftretenden Fehler zu be-wältigen muss immer eine alternativeKomponente vorhanden sein. Diese über-nimmt bei Auftreten eines Fehlers dieFunktion der Original-Komponenten.Daher ist die Redundanz von Kompo-nenten eine grundsätzliche Vorausset-zung für ein System, das sich entwedernach einem Fehler wiederherstellt oder inirgendeiner Form den Fehler übergeht.Diese Redundanz kann auf zwei ver-
schiedene Arten erreicht werden: diepassive Redundanz oder die aktive Re-dundanz, jede dieser beiden Variantenmit sehr unterschiedlichen Konsequen-zen.
Passiv redundante Systeme, wie Stand-by Server oder Cluster können lediglichHochverfügbarkeit und keineswegs eineununterbrochene Betriebsbereitschaft ge-währleisten. Um eine Anwendung auf einalternatives System umzuschalten, sindbis zu mehreren Minuten nötig, wobei deraktuelle Status der laufenden Applikationverloren gehen kann.
Aktiv redundante Systeme bieten einenalternativen Applikations-Server, der pa-rallel zur gleichen Zeit die gleichen Auf-gaben verarbeitet und beim Auftreten ei-nes Fehlers die Fortsetzung der Verarbei-tung übernimmt. Da es zur gleichen Zeitzumindest zwei Rechner gibt, die sich mitden gleichen Daten beschäftigen und aufdiese Daten auch gleichzeitig zugreifenkönnen, wird ein Fehler einer einzelnenKomponente nicht wahrnehmbar, wederfür die Applikation noch für den Anwen-der.
Die OPC-Server und FactoryTalk Viewstellen die ermittelten Prozessdaten alsServer im Netzwerk zur Verfügung. Diesermöglicht die Einrichtung und das Betrei-ben von mehreren Bedienplätzen, die alsClients auf diese Daten zurückgreifen. DerAusfall eines Bedienplatzes führt dabei fürdie Anlage zu keinen Schwierigkeiten, dadie Bedienung von einem der anderenRechner übernommen werden kann.
Wenn hohe Sicherheits- oder Verfüg-barkeitsanforderungen an ein solchesLeitsystem bestehen, kann ein Konzeptdurch Verdoppelung oder sogar Verviel-
fachung der Serverfunktionalitä-ten den Anforderungen nachVerfügbarkeit gerecht werden.Dies wird gewährleistet durch dieTatsache, dass ein Client nichtstarr an einen Server gebundenist und Teilfunktionalitäten vondem entsprechenden Server be-ziehen kann. Auch die Umschal-tung und der Datenabgleich vonTeilfunktionalitäten sind gege-ben.
Visualisierung der ProzesseMit dem Austausch der kon-
ventionellen und veralteten Be-dien- und Beobachtungselemen-te sollte auch der bestehendeAutomatisierungsgrad gesteigertwerden. Bild 2 zeigt schematischdie Netzwerkanbindung zwischenden Automatisierungsgeräten,
den redundanten Servern und Clients alsBedienstationen. Zur Visualisierung wur-de die Standard-Scada-Komponente Fac-toryTalk View ausgewählt. Die Client-Server-Architektur bildet eine idealePlattform für die geforderte Flexibilität.Die Anbindung des Systems an die Auto-matisierungsgeräte wurde mit OPC reali-siert.
Das Scada-System bietet als User-Inter-face mit seinen grafischen Objekten mitAnimationen viele Möglichkeiten, Pro-zesszustände realistisch und anwender-freundlich nachzubilden. Dazu gehörenneben der Verwaltung von Soll- und Ist-werten in Rezepturen auch Anzeigen vonStörmeldungen, die automatische Be-nachrichtigung des Wartungspersonalssowie eine Analysemöglichkeit verschie-dener Prozesszustände. Damit erhält derBediener ein hohes Maß an Übersicht-lichkeit über die aktuellen Produktions-prozesse seiner Anlage.
Optimierung der Anwendung FactoryTalk hat eine Reihe von Mecha-
nismen, um verteilte Applikationen zu re-alisieren. Wenn Informationen eines Ser-vers vielen Clients basierend auf einer er-eignisgesteuerten und asynchronen Kom-munikation verfügbar gemacht werdensollen, kommen dabei die Vorteile desSystems zum Tragen. Wichtige Dienstesind dabei Mechanismen für das Publi-zieren und Abonnieren von Daten imNetzwerk. Die Veranlassung der Über-mittlung von Daten geschieht ereignisge-steuert. Diese Ereignisse können Aktionenin Objekten auslösen.
Eine Stärke des Systems ist die Unter-stützung des Übertragungsverfahrens
4 Heft 11/2006 •
Fertigungs- & Maschinenautomation
Bild 2. Netzwerktopologie der Anlage
Server-Domain
Domain ControllerWin 2003 Server
Win XPFactoryTalk View
Clients
Win 2003FactoryTalk View
Clients
Visu1 Visu2 Visu3Drucker
Visu4 Visu…Drucker
CPUAnlage 1
CPUAnlage 2
CPUAnlage …
CPUAnlage 3
CPUAnlage 4
CPUAnlage …
TCP/IP
H1
primärerServer
Win 2003 ServerFactoryTalk View
Clients
OPC-ServerTCP/IP
redundanterServer
Win 2003 ServerFactoryTalk View
Clients
OPC-Server

nach Wertänderung. Diese Informationenwerden von den OPC-Servern bereitge-stellt. Das bedeutet, dass man bestimmteObjektarten so konfigurieren kann, dasssie eine Information absetzen, wenn sichihr Status ändert oder der aktuelle Wertum einen definierten Schwellenwert ge-ändert hat. Effizient ist die Übertragungbei Wertänderung zum Beispiel für dieVersorgung eines Anlagen-bildes mit dynamischenEchtzeit-Daten oder zur Ver-meidung von unnötigerNetzwerkbelastung.
Die Aufgabe des Serversist es, vorliegende Informa-tionen mit einem Algorith-mus so zu speichern, dassClients schnell, umfassendund effektiv darauf zugreifenkönnen. Es wird überprüft,ob der Client Informationenzum ersten Mal abfragt oderschon früher einmal abge-fragt hat. War der Clientschon einmal mit dem Serververbunden, verfügt er bereitsüber die aktuellen Informa-tionen. Für einen Client, dersich zum ersten Mal mit demServer verbindet, werdendiese automatisch zur Verfü-gung gestellt.
Bei mehreren Anfragenwird nicht jedes Mal ein ei-gener Prozess erzeugt, son-dern nur ein Thread, also einparallel ausführbarer Pro-gramm-Prozess, abgearbei-tet. Daher sind bei konkur-rierenden Anfragen keineProzesswechsel des Betriebs-systems notwendig und estritt dadurch eine deutlicheGeschwindigkeitsverbesse-rung ein. Mit den verteiltenInformationen bietet dasSystem Anwendern die Mög-lichkeit eines zentralen Zu-griffs auf Daten, die sich anverschiedenen Stellen desGesamtsystems befinden. EinAnwender muss Ressourcenund Ressourcengruppen nureinmal definieren und kannsie anschließend wiederholteinsetzen. PhysikalischeStandorte werden dadurchzur Nebensache. Dadurchkönnen Anwender ein um-fangreiches, verteiltes Netz-werksystem an einem odermehreren Entwicklungsar-
beitsplätzen erstellen und testen, um esdann ohne großen Aufwand in dasClient-Server-Netzwerk des Anlagenbe-reiches zu portieren.
Literatur[1] Georgiew, A.; Schulz, T.: Feuerverzinken – si-
cher ins Jahr 2000. etz Elektrot. + Autom. 120
(1999) H. 19, S. 16-19
[2] Bilstein, H.; Schulz, T.: Reengineering am Bei-
spiel eines Heizkraftwerkes. etz Elektrot. +
Autom. 121 (2000), H. 6, S. 28-30
[3] Gefat Gesellschaft für Automatisierungstechnik
mbH: www.gefat.de
[4] Rockwell Automation:
www.rockwellautomation.de.
[5] Mönkemeyer, F.; Schulz, T.: Betriebsdatenerfas-
sung in der Produktion von Laminatfußböden.
etz Elektrot. + Autom. 126 (2005), H. 10,
S. 20-21 �
5• Heft 11/2006
Fertigungs- & Maschinenautomation