Embed Size (px)
Citation preview
ТЕХНИЧЕСКИ УНИВЕРСИТЕТ СОФИЯ
ФАКУЛТЕТ ПО ЕЛЕКТРОННА ТЕХНИКА И ТЕХНОЛОГИИ
КАТЕДРА”МИКРОЕЛЕКТРОНИКА”
Инж. Симона Пенева Партинова
ПРОЕКТИРАНЕ И ИЗСЛЕДВАНЕ НА МУЛТИЧИПНИ МОДУЛИ
АВТОРЕФЕРАТ
На дисертация за присъждане на образователната и научна степен
„ДОКТОР” попрофесионално направление 5.2 Електротехника, елек-
троника и автоматика, научна специалност: Микроелектроника
Научен ръководител: Проф. д.т.н. инж. Тихомир Борисов Таков
Рецензенти: 1. Проф. д.т.н. Камен Венциславов Фильов
2. Акад. Проф. д.т.н Чавдар Станоев Руменин
София, 2013 г.
ТЕХНИЧЕСКИ УНИВЕРСИТЕТ СОФИЯ
ФАКУЛТЕТ ПО ЕЛЕКТРОННА ТЕХНИКА И ТЕХНОЛОГИИ
КАТЕДРА”МИКРОЕЛЕКТРОНИКА”
Инж. Симона Пенева Партинова
ПРОЕКТИРАНЕ И ИЗСЛЕДВАНЕ НА МУЛТИЧИПНИ МОДУЛИ
АВТОРЕФЕРАТ
На дисертация за присъждане на образователната и научна степен
„ДОКТОР” попрофесионално направление 5.2 Електротехника, елек-
троника и автоматика, научна специалност: Микроелектроника
Научен ръководител: Проф. д.т.н. инж. Тихомир Борисов Таков
Рецензенти: 1. Проф. д.т.н. Камен Венциславов Фильов
2. Акад. Проф. д.т.н Чавдар Станоев Руменин
София, 2013 г.
2
Дисертацията е изложена на 178 страници. Съдържа четири глави, заклю-
чение, приноси в дисертационният труд, 9 публикации на автора, списък с
67 използвани литературни източника. Дисертацията съдържа 11 таблици
и 103 фигури.
Публикувани са 9 научни работи, свързани с темата на настоящия
дисертационен труд
Дисертационният труд е обсъден и насрочен за защита от учебно-
научен съвет към катедра „Микроелектроника” при Технически Универси-
тет – София на 24.09.2012 г.
Защитата на дисертационния труд ще се състои на 06.02.2013 г. от 10
часа в зала 1434 на Техническия Университет- София.
Материалите по защитата са на разположение на интересуващите се
встая 1332а на Технически Университет –София.
Автор: инж. Симона Пенева Партинова
Заглавие: ПРОЕКТИРАНЕ И ИЗСЛЕДВАНЕ НА МУЛТИЧИПНИ
МОДУЛИ
Тираж: 50 броя
Печатна базана ТехническиУниверситет -София
Изследване и проектиране на мултичипни модули
3
ОБЩА ХАРАКТЕРИСТИКА НА ДИСЕРТАЦИОННИЯ ТРУД
Актуалност на проблема Мултичипните модули са гръбнакът на електронните устройства. Елект-
ронната промишленост продължава използването им във всеки аспект на съвре-менния живот и което е изненадващо, все още съществуват твърде малко мате-риали, описващи проектирането им и обобщаващи съществуващите правила.
В настоящия момент мултичипните модули играят значителна роля в изг-раждането на сложни и многофункционални системи, като целта е да се развиват и усъвършенстват във всички технологични направления - подобряване на из-ползваните материали, развитие на процеса на производството и насищането им с компоненти, повишаване на надеждността, бързодействието им и намаляване на габаритните размери, както и редуциране броя на отказите при работата им, търсене на възможност на създаване на системи с много входове/изходи и съ-щевременно, компактност и намаляване броя външните изводи за зададена фун-кционалност, а не на последно място и понижаване на производствените цени. Много от тези показатели се залагат още на ниво „Проектиране”.
Затова като задачи от голяма важност са работата върху детайлизирането на дизайна на мултичипни модули, неговото изследване, описване и системати-зиране, създаването на методологии за проектиране и прилагането им в произ-водството с цел повишаване на надеждността и понижаване цената на крайните изделия.
Цел и задачи на дисертационния труд Целта на настоящия дисертационен труд е да се анализира методиката на
проектиране на мултичипни модули, да се изследват проблемите, възникващи по време на производството и работните им цикли и да се определят пътищата за редуциране на отказите, за ускоряване на проектантския труд и за намиране на оптимална методика за дизайн.
Основните задачи за постигане на поставената цел, върху които са кон-центрирани разглежданите в дисертацията анализи и изследвания са следните:
1. Описание, систематизация и сравнителен анализ на видовете мултичип-ни модули от гледна точка на избора технологията на производство;
2. Изследване процеса на проектиране на мултичипни модули с оглед оп-тимизиране на проектантския труд и намаляване крайната цена на готовото из-делие;
3. Проучване и изследване на базовите материали за производство и тях-ното влияние върху проектирането на изделията;
4. Създаване методология за анализ на концептуалния дизайн с цел съста-вяне на предварителна оценка на проектирания модул по отношение избора на технология за производството му;
5. Анализ на проблемите възникващи по време на производството и експ-лоатацията, изследване пътищата за редуциране на отказите и ускоряване на проектирането;
Практическа приложимост на резултатите Резултатите от разработките, проектите и изследванията обект на настоя-
щият дисертационен труд са внедрени в производството на „ХИС” АД-София (серии хибридни интегрални схеми -бензиномери, серии осветителни устройства на базата на светодиоди, серии захранващи блокове и други); „Карат Електро-никс АД - Велико Търново (проектирана серия фискални устройства) и Pennatronics Corporation California, PA – USA (разработени технологии за наси-щане клиент-ориентирани мултичипни модули).
Изследване и проектиране на мултичипни модули
4
Апробация Дисертационният труд е докладван в катедра „Микроелектроника”, ФЕТТ,
Технически университет – София, а текущи резултати от изследванията и проек-тите са представяни на национални и международни конференции: Conference proceeding of 16th International Scientific and Applied Science conference Electronics 2007, Sozopol, Bulgaria; XVI ННТК с международно участие „АДП – 2007– Семково; 4th International Scientific Conference - Multi-Material Micro Manufacture (4M2008)- Cardiff, UK, 9th-11th September 2008; XXXII International Conference of IMAPS –CPMT IEEE, Poland, Piltusk, 21-24 Sept.2008; 30th International Thermal Conductivity Conference and the 18th International Thermal Expansion Symposium- Pittsburgh, PA, USA, 2009.
СЪДЪРЖАНИЕ НА ДИСЕРТАЦИОННИЯТ ТРУД
В настоящият автореферат са използвани номерации на глави, точки и под-точки, фигури и таблици съответстващи на тези в дисертационния труд.
1 МУЛТИЧИПНИ МОДУЛИ: основна теория.
1.1 Литературен обзор 1.1.1 Определение за мултичипен модул Мултичипният модул може да бъде определен като структура, състояща се
от два или повече активни и/или пасивни компонента, електрически свързани помежду си, с обща основа, върху която е изградена структурата. Резултатът от изграждането на тази система е изпълнението на функция като самостоятелно устройство или като изграждащо звено от друго, по-обемно устройство. [1]
1.1.2 Основни типове мултичипни модули (MCM) 1.1.2.1 MCM-L (laminate based technology) Модули върху основа печатна платка, при които за формиране на прово-
дящи слоеве се използва на медно фолио, положено върху ламиниран диелект-рик.
Печатните платки могат да бъдат разглеждани като подвид на мулти-чипните модули, защото те отговарят на общото определение и се вписват в класификацията.
1.1.2.2 MCM-C (ceramic based technology) Модули, конструирани върху керамична подложка с използване на нане-
сени чрез ситопечат диелектрични, проводникови и резистивни материали за топологично формиране на съответните слоеве.
От своя страна, според спецификата на технологията на изработка, тези модули също се разделят на три подгрупи:
А) Дебелослойни - Thick Film : Б) Модули, изпичани на висока температура - High Temperature Cofired В) Модули изпичани на ниска температура - Low Temperature Cofired.
1.1.2.3 MCM-D (deposited dielectrics) Това са модули, чиито полимерни или органични диелектрични и прово-
дящи слоеве са нанесени върху керамика или метал по пътя на вакуумни техно-логични методи.
Съответно тънкослойните мултичипни модули могат да бъдат класифици-рани, като се разделят на следните групи:
А) Класически тънкослойни мултичипни модули: Б) Силициеви тънкослойни мултичипни модули В) Полимерни тънкослойни мултичипни модули:
Изследване и проектиране на мултичипни модули
5
2 ПРОЕКТИРАНЕ НА МУЛТИЧИПНИ МОДУЛИ
Целта на настоящата глава е да се направи обзорен анализ и изследване на методите на проектиране и тяхното влияние върху технологията на производст-во на мултичипни модули с оглед повишаване надеждността на проектираните изделия.
2.1 Проучване избора на технология за производство на мултичип-ните модули:
2.1.1 Мултичипни модули срещу специализирани интегрални схеми (Application-Specific Integrated Circuits – ASIC) Най-добрият аргумент в полза на използването на мултичипни модули в
сравнение със специализираните интегрални схеми е съществено по-краткото време за достигане на готово изделие до пазара.
2.1.2 Работа при високи честоти: Работоспособността на отделното устройство се определя от вложените в
него материали, което е особено значимо при високочестотни мултичипни мо-дули. В такива случаи трябва да се избират диелектрици с едновременно ниска диелектрична константа и ниски диелектрични загуби.
2.1.3 Температурни характеристики: Първият начин за подобряване на топлинните свойства на даден мултичи-
пен модул е да се избере подложка с добра топлопроводимост. Ако обаче под-ложката не е в състояние да се справи с топлоотвеждането, то трябва да същест-вува възможност за намиране алтернативни пътища да се отведе топлината – закрепване на компонентите върху радиатори или използване на принудителна конвекция чрез вентилатори.
2.1.4 Миниатюризация: Ако този параметър е най-важният, основни показатели по които ще се из-
бира технологията са възможността за минимизиране дебелината на шината, от-стоянията между два проводника, както и снижаване размера на проходните от-вори.
2.2 Проектиране на печатни платки 2.2.1 Анализ на основите концепти на дизайна Според сложността им на производство платките могат да бъдат разделе-
ни на: еднослойни, двуслойни и многослойни, като това се определя от броя проводящи слоеве на платката.
- Еднослойни. - Двуслойни. - Многослойни
2.2.1.1 Анализ на елементите на дизайна А) Електрическа схема: схемата се състои от графични символи, които
представляват електронни, електрически, и електромеханични компоненти, свързани помежду си електрически посредством единични или „магистрални” връзки. Електрическата схема е основа на проектирането, затова е важно тя да бъде съставена и изчертана така, че лесно да се разчита и да дава обзор на всич-ки присъстващи в нея компоненти, тъй като на по-късен етап става основен из-точник на идентификация на компонентите за тяхното използване в мултичип-ния модул.
Б) Формати и оразмеряване: един от важните параметри който трябва да бъде избран преди започване на процеса на проектиране е какви измервателни единици ще бъдат използвани метрични или инчови в проекта и съответно всички елементи – електрически или механични, които участват в проекта тряб-ва да бъдат оразмерени в съответните единици.
Изследване и проектиране на мултичипни модули
6
В) Работа с мрежи: главно правило при проектирането е използването и планирането на самата платка в т.нар. фиксирани мрежи „snap grids”. Всеки соф-туер за проектиране разполага с „мрежа”, чиято стъпка лесно се настройва пред-варително. Целта на мрежата е елементите и шините да „прилепват” към нея и те остават подредени и симетрични на топологията. Друга важна функция на мре-жата е да не допуска елементи или шини да се доближават повече от стъпката и един към друг. Има два типа мрежи - видими и невидими. Видимата мрежа (Display Grid) се отразява върху екрана в работното поле като линии от точки, съобразно които елементите на дизайна могат да се подреждат. Някои от неви-димите мрежи, освен snap grid, са Електрическата мрежа (“Electrical” grid) и за-качени за нея, елементите биват поставяни в центъра на посочената позиция. Друг тип невидима мрежа е Елементна мрежа (“Component” grid). Позволява подравняване на елементите в различните мрежи.
Г) Визуализация на проекта: при проектирането визуализирането на про-екта винаги е от към най-горния, външен слой на платката, като погледът е през различните слоеве, които за простота на дизайна изглеждат прозрачни. Този ме-тод е наречен „Поглед през платката” (“View through the board”) и означава, че най-долния слой на нашия проект ще изглежда огледален върху екрана.
Д) Опроводени шини: шините (traces или tracks) представляват, разполо-жено върху токопроводящите слоеве на топологията на платката графично изоб-ражение на електрическите връзки между компонентите на дизайна, по които протича ток между двата свързани елемента.. Какъв размер на шините ще се из-ползва зависи от електрическите изисквания на дадения проект и наличното мястото за маршрутизация. Практика при проектирането е да се започне с колко-то е възможно по-дебели шини, след което, на местата където е необходимо, те да бъдат изтънявани. В практиката ширината на шината трябва да бъде опреде-ляна в зависимост от максималната температура, с която ще бъде натоварвана, защото всяка шина има някакво съпротивление, затова тя ще разсейва топлината също като резистор. Изчисленията, за това каква ширина на опроводената шина е необходима са основани върху протичащия ток и температурата, както е пока-зано в табл. 2-1.
Е) Площадки: площадките (pads) са малки области от проводников мате-риал върху външните два слоя на платката, с предварително зададени форми, които са необходими да се осъществи връзка към изводите на компонентите. Размерите и формите на площадките ще зависят не само от използвания компо-нент, но също и от технологиите на производство и на насищане. При компонен-тите за повърхностен монтаж правилното изчисляване на площадката е от изк-лючителна важност. От една страна площадката трябва да е достатъчна по площ, за да се разположи върху нея изводът на компонента без да той да стърчи наст-рани, така че да може да бъде правилно обмокрен от спойващата паста. От друга страна твърде големите площадки водят до опасност от засукване на компонен-тите, до образуване на капки спойваща паста и други нежелателни ефекти. При спояване на компоненти за повърхностен монтаж на спойка „вълна” има значе-ние и посоката на ориентация на компонента – както за доброто обмокряне, така и за да се избегнат къси съединения от голямото количество спойваща субстан-ция. Изследванията, които направихме във Pennatronics Corporation, показват, че независимо от (височина на вълната) и времето за преминаване през спойва-щата вана, формата на площадката и разположението на елемента, позициониран спрямо посоката на движение на конвейера, са от най- голямо значение за полу-чаване на спойка с добро качество.При площадки с много малка стъпка се про-цедира по следния начин: площадката се проектира така, че дължината и да над-вишава 1,2 пъти дължината на извода на елемента, а ширината е почти същата като ширината на извода. Това дава възможност, при ширини на изводите на
Изследване и проектиране на мултичипни модули
7
елементите по-малки от 0,3 mm, върху така проектираната дълга площадка да се образува резервоар от спойваща паста, която да спомогне запояването, без да се нарушава критичното минимално отстояние между изводите и без да се създава опасност от къси съединения. При проектиране на площадки на елементите за конвенционален монтаж съществува и друг важен параметър. Това е съотноше-нието между разпробития отвор и площадката около него.
Ж) Проходни отвори (Vias): това са метализирани отвори, чрез които се прави електрически преход между два различни слоя на платката. В общия слу-чай, предварително разпробити в стъклотекстолита отвори се метализират по пътя на галванично отлагане на метал вътре в тях и заедно с околната им пло-щадка образуват неразделна връзка между слоевете. Напоследък, все по-широко разпространение получава и технологията на висока плътност на взаимовръзките (High Density Interconnects или HDI), при която се създава взаимовръзка между слоевете чрез пресоване и деформиране на част от медните слоеве с лазер. Тези микро-проходни отвори (microvias) не могат да проникнат в повече от един или два слоя. При многослойните платки, проходните отвори могат да контактуват с вътрешните слоеве или да бъдат изолирани от тях. По този критерий – кои слое-ве свързва даден проходен отвор, те могат да бъдат разделени на няколко вида:
- Stub Via: преминават през цялата ширина на платката, но при тях метали-зацията на проходния отвор контактува с някои от слоевете, както външни така и вътрешни
- Through Via: това са най-широко разпространените проходни отвори при които са свързани двата външни слоя
- Blind/Buried Via: има два вида- такива които свързват два вътрешни слоя и нямат изход върху повърхностните слоеве или такива, които започват от някои от външните слоеве и достигат до определена дълбочина
- Back-drilled Via: чрез пост-производствено разпробиване се премахва част от метализацията на отвора.
З) Полигони: при тях се постига запълване на повърхност с мед. Полиго-нът може да бъде плътна мед или пресечена мрежа от шини със зададени дебе-лини и коефициент на запълване. При използване на спойка вълна, се предпочи-та мрежовата мед, защото голямата медна площ води до прегряване по време на спояването и в зависимост от типа на нанесената над нея маска може да причини негативни ефекти.
И) Отстояния (Clearances): отстоянията на елементите на платката, като например: от шина до площадка или от площадка до проходен отвор, са важен параметър за всяко проектирано устройство. Има различни стандарти, които за-дават най-безопасните разстояния между две несвързани проводящи области, в зависимост от тяхната големина и протичащия по тях ток.
Й) Други, помощни слоеве върху платката: - Solder mask: това е слой от тънко полимерно покритие –диелектрик.
Обикновено покрива цялата повърхност на платката без площадките за изводите на компонентите и/или проходните отвори. Наличието на тази диелектрическа повърхност редуцира случаите на окъсяване на спойките на несвързани помежду си изводи. Най-широко разпространеният вид покритие е т.нар. SMOBC (маска нанесена върху гола мед - Solder Mask Over Bare Copper).
- Silkscreen, още известен като „Бял печат”. Това е слой съдържащ букве-но-цифрена информация с наименованията на компонентите и очертанията на техните корпуси, което спомага за правилното им позициониране по време на насищането, както и дава допълнителна информация, която може да бъде въве-дена по текстово–графичен път.
Изследване и проектиране на мултичипни модули
8
- Механичен слой (Mechanical Layer): този слой се използва за очертаване границите на платката и други механични особености, например фрезовани от-вори.
- Keepout слоят дефинира зони в които не бива да се разполагат елементи и не бива да се трасират шини. Задава се при предварително въвеждане ограниче-нията на дизайна.
К) Списък с компоненти – Bill of materials: съдържа списък на всички компоненти участващи в проекта, включващ техните наименования, тип, вид, електрическа стойност, корпус и други необходими за проектирането и послед-ващото насищане данни.
Л) Списък с връзки – NETLIST: това е списък с електрическите връзки между отделните компоненти, участващи в проекта. Обикновено се генерира от софтуерно въведената електрическа схема и се подава, ръчно или автоматично, към проекта на платката, като графично изобразява неопроводените връзки като конци, свързващи изводите на компонентите, които при опроводяването ще се трасират като шини.
М) Проверка на правилата за проектиране (Design Rule Checking – DRC): наличието на такъв пакет в софтуера, позволява автоматично да се следи за предварително зададени отстояния, свързаност на компонентите, производстве-ни толеранси като минимален/максимален размер на отворите, ширина на пъ-течките и други грешки при проектирането.
2.2.1.2 Методология за разполагане на компонентите върху платката Най-важният аспект за доброто проектиране е разположението на компо-
нентите. Съществуват редица основни стъпки, които трябва да бъдат следвани при разположение на компонентите:
- Поставят се мрежите - видими и невидими; - Очертава се бордът на платката с реалните размери, които тя ще заема; - Въвеждат се всички компоненти върху дизайна; - Въвеждат се всички връзки върху дизайна под формата на мрежа от неоп-
роводени съединения; - Разпределят се компонентите, доколкото е възможно, във „функционал-
ни” изграждащи блокове; - Идентифицират се критичните шини и се опроводяват първо те; - Опроводяват се еднаквите по функционалност шини като магистрали ад-
реси и магистрали данни, както и шините, свързващи компонентите вътре в един блок.
- Опроводяват се захранванията и заземителните шини; - Опроводяват се всички останали шини; - Прави се „прочистване” на платката за паразитни опроводявания, като
твърде дълги шини или твърде много преходи от един в друг слой; - Прави се проверка на електрическата вярност на опроводената платка. При подредбата на компонентите се спазват правила, свързани с по-
нататъшното производство, насищане и тестване, които са уточнени непосредст-вено преди началото на процеса на проектиране. Например, ротацията на компо-ненти без полярност на ъгъл 180° е излишна и забавя процеса на автоматичен монтаж. Ротация на едни и същи като вид компоненти под различни ъгли също води до забавяне на монтажа и до затрудняване проследяването на сигналите при евентуална настройка, визуален контрол и тестване.
2.2.1.3 Дефиниране на основни правила за опроводяване на шините: Опроводяването е прокарването на шина по топологията на платката меж-
ду електрически свързани изводи на два или повече елемента. При проектиране на опроводяването също има редица правила, спазването на които води до по-

Изследване и проектиране на мултичипни модули
9
Фиг. 2-10 Видове неправилно свързване
на шина към площадка
добри резултати от проектирането, до избягване на грешки и до внасяне на по-добри параметри в електрическо и топлинно отношение:
- Мрежите от връзки се опроводяват колкото е възможно по-къси. Колкото е по-голяма цялата обща дължина на шината, толкова по-големи са паразитните капацитети, индуктивности и съпротивле-ния.
- Избягва се употребата на прави ъгли. Предпочита се опроводяването на шини под ъгъл 135°.
- Използването на прави и остри ъгли може да доведе до някои негативни послед-ствия при производството, например, при стартиране на ецването, в тези ъгли се съ-бира остатъчен материал и това може да доведе до преецване.
- Избягва се свързването на шината към площадката да образува т.нар. „джоб”, който също ще е предпоставка за преецване (Фиг. 2-10).
- Използвайки видимите и невидими мрежи или автоматичните функции на софтуера, стремежът е шината да завършва в центъра на площадката.
- Предпочита се използването на една по-дебела шина вместо няколко, ус-поредно трасирани, по-тънки, защото в противен случай ще бъде затруднено евентуалното редактиране на платката при необходимост.
- Намаляването на преходи от един в друг слой, особено при по-големи то-кове, намалява пистовия импеданс и подобрява надеждността на платката.
- Шини „маса” и тези за захранващите напрежения се проектират колкото е възможно по-близо една до друга. Това намалява затворения контур по който се образува паразитна индуктивност, а също дава по-добра възможност за лесно байпасване в случай на необходимост.
- Шините на масата и захранванията се проектират колкото е възможно по-широки, както бе обяснено по-горе.
- Шини прокарвани между два съседни извода на несвързани елементи се изтъняват за да се увеличат отстоянията от шина до площадка.
- Трябва да се избягва оставянето на т.нар „мъртва мед” т.е несвързани медни площи.
Фиг. 2-11 а)- правилно и б)-неправилно опроводяване на захранване и маса
Фиг. 2-12 а- правилно и б-неправилно опроводяване на сигнални
шини
2.2.1.4 Определяне етапите на финална реконструкция на проектира-нето: Когато завърши процесът на опроводяване и няма оставени неопроводени
шини може да се пристъпи към финално реконструиране на проекта с цел да се
Изследване и проектиране на мултичипни модули
10
избегнат проблематични в конструктивно или производствено отношение еле-менти. За целта се правят някои последни доработки по платките:
- За тънки пътечки (по-малки от 25 mils) се добавят „фаски” за всяка Т- об-разна точка на свързване. Това води до елиминиране на 90 градусовия ъгъл, кое-то прави пътечката по-устойчива и предотвратява потенциални проблеми при ецването на платката;
- Прави се проверка на всички монтажни отвори – дали има достатъчно разстояние за монтиране на крепежните механични елементи и детайли, дали не са близо до шини или компоненти;
- Минимизират се видовете диаметри на отвори – където е възможно близ-ки по размери отвори се обединяват в един вид с което се намаляват разходите за производство и се извършва двойна проверка за размери на отвори и площадки;
- Извършва се проверка всички проходни отвори да са идентични, ако това е позволено от дизайна;
- Проверява се за припокриващи се отвори на елементи и проходни такива. Задава се минимално отстояние от отвор до отвор, което, ако се наруши води до счупвания на разпробиващата бургия
- Препоръчително е поставянето на “teardrops” на прехода от кръгли или овални отвори към опроводените шини , което е създаване на плавен преход от големия размер на площадката към значително по-тясната опроводена шина. Те се поставят по две причини – първо за да се избегне образуването на „джоб” в рисунъка, в който да се натрупа от ецващата киселина и да се преецне платката и второ – за да се намали механичният и температурен стрес на прехода на сигнала от извод към шина;
- Прави се вторична и допълнителна проверка на габаритите на всички компоненти за да се избегне тяхното „застъпване”. Особено внимателно трябва да се проверява при наличие на компоненти с оголен метал, които могат да при-чинят електрическо окъсяване;
- Извършва се и допълнителна проверка на опроводяването, ако софтуерът го позволява, чрез промяна на дисплейните параметри в т.нар. “Draft” режим, който показва шините и отворите като очертания с тънки линии. При този режим могат да се забележат всички излишни изкривявания на шините или места при които шината не достига до центъра на опроводената площадка.
2.2.2 Изследване избора на материали за производство на печатни платки Печатните платки (PCB) се използват практически във всички електронни
системи. При избор на материал за печатна платка от значение са нейните меха-нични, електрически, химически и термични качества. За производство на пе-чатни платки се използват високотемпературни епоксидни смоли, полиамиди, тефлони и други, оформени заготовъчно като големи по размер изолационни листове, които предварително са метализирани. Понастоящем, най-използваната смола за направата на печатни платки, е полифункционалната епоксидна смола тип FR-4 с температурен обхват Tg, до 125°C – 150°C, а металът, който се изпол-зва при производството на печатни платки, е мед. Маските за защита, които представляват химически и топлинно устойчив органичен пласт, покриват по-върхността на печатните платки и определят местата (отвори и контактни пло-щадки), където ще се нанася спояващата паста. Същевременно те предпазват останалата част от повърхността на платката от вредното въздействие на влага, прах, замърсявания и от механични повреди. Използваните материали са тер-мично втвърдена епоксидна смола или втвърдени чрез облъчване с ултравиоле-това светлина акрилати. Добавят се материали за подобряване на адхезията към платката.
Изследване и проектиране на мултичипни модули
11
2.2.2.1 Базови материали: А) XPC: това е един от най-евтините базови материали за производство на
едностранни печатни платки и е композитен материал на базата на хартия и фе-ноло-алдехиден полимер..
Б) CEM1: представлява композитен материал на целулозна основа с един слой стъклотекстолит (FR-4) на повърхността.
В) FR-4: стандартният FR-4 представлява композитен материал на основа-та на стъклотекстолит (стъкловлакна). За двуслойни платки стандартната дебе-лина на слоя е 1,6 mm и се състои от осем слоя.
Г) CEM3 – също е много разпространен базов материал за производство на печатни платки и разликата между него и FR-4 е в по-добрата му механична якост и в по-добрия му сравнителен проследяващ индекс.
2.2.2.2 Финални покрития на печатните платки Финалните покрития на печатните платки се нанасят в процеса на произ-
водство на платката върху контактните площадки и другите открити от защитна маска елементи от рисунката на външните слоеве. Изборът на конкретно покри-тие се определя от технологията на монтаж в процеса на насищане на голата пе-чатна платка, като водещи параметри са спояваемостта и съвместимостта му с материала на припоя. Главните цели на финалното покритие са да защити мед-ната повърхност на контактните площадки и да осигури качествена спойка на електронните компоненти, което води до следните изисквания към него: добра обмокряемост с материала за запояване (припой) и дълго съхранение на споява-емостта (добра устойчивост на влага). По своя състав финалните покрития са метали и техните сплави. Изключение е OSP, което е особено не само защото е органично, но и поради свойството си в процеса на запояване да се разтваря и да образува спойка. Между методите за нанасяне на металните покрития най-широко разпространение са получили покриването с калай (калайдисване), както и химическото или галваничното отлагане..
2.2.3 Сравнителен анализ и оценка на избора на технологични мето-ди за производство на печатни платки 2.2.4 Изследване на особеностите при проектиране на печатни платки. 2.2.5 Изводи и препоръки относно опроводяването на платките:
- Предварително трябва да се определят източниците и типът на паразитни шумове и смущения.
- Схемите, опроводени на многослойни печатни платки са по-малко възп-риемчиви към външни смущения, отколкото тези върху едно- и двуслойни плат-ки.
- Трябва да бъдат използвани разделени, неприпокриващи се полигони за различните маси и захранване.
- Полигоните на масата и захранванията се разполагат на вътрешните слое-ве на платката.
- При разполагане и опроводяване на пасивните компоненти трябва да се държи сметка за техните честотни ограничения.
- Вертикалното разполагане на пасивни компоненти във високочестотни схеми е нежелателно;
- Шините трябва да се опроводяват с възможно най-малка дължина. - Ако се налага използването на дълга шина за свързване на два компонен-
та, то трябва да се редуцира нейната ширина. - Неизползваните входове на интегралните схеми трябва да бъдат правилно
включени. - Трябва да се избягва опроводяването на шини под прав ъгъл.
Изследване и проектиране на мултичипни модули
12
- Аналоговата маса на платката се разполага близо до източника на захран-ване.
- Да не се опроводяват сигнални шини предаващи логически сигнали през аналоговата част на платката и обратно.
- Броят на проходните отвори трябва да се сведе до минимум. - За потискане на нискочестотни смущения се използват електролитни и
танталови кондензатори, а за потискане на високочестотни - керамични. - „Развързващи” кондензатори, единият извод на които е свързан с аналого-
вото захранване, могат да бъдат свързани само с аналоговата, но не и с цифрова-та маса. Приложение на фотолитографски методи за нанасяне на слоеве при де-белослойни хибридни технологии
Нуждата от увеличаване функционалността на схемите, като при това се намаляват размерите им, подтиква производителите да увеличават плътността на изображението в равнината Х-У и броя на слоевете в Z- посока. В настоящия момент типичните мултичипни модули, изработвани посредством дебелослойни технологии, са с плътност на линиите, отстоянията и проходните участъци около 20mills (0.5mm) и се състоят от 5-6 проводящи слоя. По-висока плътност се пос-тига с големи отстъпки от размерите, допускани технологично за изработката на този вид схеми. Предизвикателство е да се съвмести ниската цена на технологи-ята на ситопечата и високата плътност, която се осигурява от материалите пред-назначени за тънкослойни технологии в производството на дебелослойни схеми. Напредъкът в материалите, използвани за дебелослойни хибридни интегрални схеми влияе върху подобряването на резолюцията на пастите нанасяни върху дебелослойни схеми и в повечето случаи усъвършенстването се проявява в на-маляване ширината на проводниците и отстоянията между тях, като с това се намалява значително общата площ на схемата.Фотолитографските пасти за де-белослойни технологии (Fodel® Photoprintable Thick Film), Fodel®, производство на фирма Du Pont осигуряват плътност на покритие на дебелослойната техноло-гия за производство на схеми, която е сравнима с тази на полиамидните тънкос-лойни материали. Това изпълнение се постига посредством комбинирането на дебелослойни неорганични материали с фотоактивни такива. Те осигуряват на така произвежданите схеми както добре познатата надеждност на керамичните материали, така и по-голямата плътност на изображението присъща на тънкос-лойните схеми..
2.2.6 Описание на заданието От клиент ни е възложено да проектираме и изработим печатен индукти-
вен елемент, който да отговаря на зададените електрически параметри и същев-ременно да се разполага върху най-малка площ. С цел минимизиране площта на елемента ще заменим конвенционалния печатен проводник използван при дебе-лослойни хибридни схеми със сребърен проводник FODEL® 6778 на фирмата DuPont. Полученото при конструктивните изчисления задание за индуктивния елемент са:
- геометрична форма: архимедова спирала със 100бр. навивки; - ширина на печатния проводник - 70 m - отстояние „проводник - проводник” 80 m Центърът и края на спиралата свързваме с метални площадки, предвидени
за запояване на кабел за по-нататъшно вграждане на бобината в модулна систе-ма. За площадките използваме конвенционална проводяща паста за дебелослой-ни хибридни схеми –сребро- платина LF171 на DuPont. Между първия провод-ник от който ще изработим тялото на индуктивния елемент и втория проводник за контактни площадки нанасяме диелектрик (7015C на фирма „Fero”). Поради високата прецизност и различните технологии на изработване на отделните сло-
Изследване и проектиране на мултичипни модули
13
еве, сериозно внимание ще отделим на коректното им съвместяване посредством печатни репери, които ще поставим във фотошаблоните на подходящи места.
2.2.7 Структурен анализ на технологията на използване на фото-чувствителни пасти за дебелослойни хибридни схеми Fodel® При материалите Fodel® се използват неорганични съставки както при
конвенционалните дебелослойни технологии - метали, метални окиси, стъклен прах и огнеупорни материали, които са втвърдителите на сместа при крайното изпичане. Органичните компоненти използвани и във фоторезистивните филми - полимери, фотоинициатори, мономери и стабилизатори се добавят към неорга-ничните компоненти и обезпечават фотолитографските свойства на тези матери-али. Лесно приложими са в практиката, използват ултравиолетова експонация и слаби водни разтвори на карбонати за получаване на изображението върху под-ложката. При тези условия се извършва полимеризацията или свързването с ко-валентни връзки (crosslinking) на отделните полимерни вериги. Посредством ос-ветяване с ултравиолетова светлина процедурата на крослинк е завършена и вече е формирано неразтворимото негативно изображение на оригиналната рисунка (т.нар. „латентно изображение”) от пастата Fodel®. Латентното изображение не е видимо докато не бъде проявено в подходящия разтвор, който разтваря и изчиства от подложката пастата неучастваща в рисунката.
Използваните от технологията за получаване на фотолитографско изобра-жение пасти Fodel® са:
Диелектрици: С тях има възможност да се правят слоеве с дебелина 40-45 µm (дебелина на изпечения диелектрик). Използват се за схеми, за които е необ-ходима висока надеждност и при които се работи с Fodel® или конвенционални проводящи пасти за дебелослойни технологии.
Проводници: Изготвени на основата на злато, сребро и сребро- платина: Обезпечават 1,5 mills (35 µm) ширина на линиите и 2 mills (50µm) отстояния. Съвместими са със златни и сребърни проводници за бондиране и имат добра адхезия с подложки от алумина (96% и 99% alumina), берилиеви подложки и ди-електрици Fodel®.
Процесът на обработка на пасти Fodel®, като технология е комбинация от конвенционалния дебелослоен процес и фотолитографска обработка. Последова-телността на процеса е дадена на блоковата схема от фиг.2-34:
2.2.7.1 Изсушаване За разлика от стандартните дебелослойни пасти, пастите Fodel®, , съдър-
жат фотоинициатори и мономери за получаване на изображението. Част от тези материали са температурно чувствителни и не могат да бъдат подлагани на тем-ператури от 120°-150°C в процеса на изсушаване, така както се процедира при стандартните дебелослойни пасти. Затова те се сушат при по–ниски температури – от порядъка на 70°-90°C за малко по-продължително време. Затъмненият учас-тък на фиг. 2-35 показва време-температурната зависимост, при която се получа-ват най-добри резултати в процеса на сушене в конвекционна пещ.
2.2.7.2 Експониране Материалите Fodel® са негативно-активни – тоест, онези участъци от
изображението, които се експонират с ултравиолетова светлина стават неразтво-рими в процеса на проявяване. За целта, в подготвяните за нанасяне на пастата шаблони изображението трябва да е негативно. Ултравиолетова светлина с дъл-жина на вълната 360nm се абсорбира от фотоинициаторните съставки, което води до полимеризация на радикалите посредством отделяне на водород или чрез директен сегментиращ механизъм в зависимост от типа на фотоинициатора. Радикалите, формирани по един от тези механизми след това реагират с въгле-родно- въглеродните връзки на мономерните молекули, формирайки нови ради-кали израстващи полимерната верига. Тези стъпки се определят като „инициа-
Изследване и проектиране на мултичипни модули
14
ция”. Радикали формирани в тази процедура, вторично могат да влязат в реакция с мономерни молекули съществуващи в полимерната верига „размножавайки се” в поредица от процеси. Евентуално, тези формирани полимерни вериги от ради-кали ще претърпят процес на разпадане, като този процес определя времето на проявяване на Fodel® пастите. (Обикновено времето на проявяване за неекспони-раните части от нанесената с подходяща дебелина паста е константа, затова общото време на проявяване се определя от времето на разпад на радикали от експонирани-те области на изображението)
2.2.7.3 Проявяване: Процесът на проявяване завършва фазата на формиране на изображение
върху подложката. Неекспонираният материал, не влязъл в реакция с ултравио-летова светлина се отмива, като при това върху подложката остава желаното изображение. Fodel® материалите се проявяват със слаби водни разтвори на карбона-ти, нанасяни посредством пулверизация, по същата технология както фоторезистивни-те материали използвани при производството на печатни платки. Химичният механи-зъм на проявяването е следният: карбонатът реагира с карбоксилната киселина, присъстваща като спойващ елемент от Fodel® пастата, неутрализира я, като обра-зува карбоксилатна сол която може да бъде хидратирана и разтворена във воден проявител. Когато спояващия елемент, „лепило” за пастата Fodel® се разтвори и отмие от неекспонираните области, съставните неорганични елементи също се отмиват под въздействието на струя вода. Полимеризираните области устояват на въздействието на проявителя, тъй като в тези участъци триизмерната полимеризирана матрица е фор-мирана по време на експонирането, като се предпазват от разпадане и отмиване орга-ничните спояващи съставки. Скоростта на проявяването зависи от много фактори вклю-чително технологичното оборудване, концентрацията на проявителя, температурата на разтвора, налягането на спрея, състава на Fodel® пастата и дебелината на нанесения слой.
2.2.7.4 Изпичане Материалите Fodel® се изпичат по същата технология както конвенцио-
налните дебелослойни пасти. Подходящият профил на пещта е показан на фиг.2-38 - приблизителното време на изпичане е 60` при 850°C, поддържани за 10 ми-нути. Тези условия за изпичане са достатъчни за изгаряне на фото-чувствителните съставящи на материала.
2.2.8 Конструктивни и технологични процеси. Производствени ре-зултати С цел да оптимизираме процеса на производство спазваме следните изис-
квания на производителя на проводящата паста FODEL®: Използвано осветление: за да предотвратим инцидентна полимеризация с
Fodel® материалите боравим под жълта светлина или „амбър”, която няма улт-равиолетови или сини дължини на вълните. Работим с такава светлина навсякъде където пастите се печатат, сушат, експонират и проявяват.
Разтваряне: този материал е с оптимизирана за ситопечат консистенция и не се препоръчва допълнително разтваряне. В случай на загуби в следствие из-паряване, фирмата препоръчва слабо разреждане с разтворител 9450 на същия производител до постигане желания вискозитет.
Подложки: DuPont препоръчва използването на подложки Alumina (96% Alumina). Използването на други подложки може да повлияе на прецизното от-печатване на изображението
Работата по проектиране и изработване на изделието, която съобразяваме стриктно с наличните производствени технологии и препоръки на фирмата-производител на пастата, протече по следния ред:
- Първи ситопечат: проводник FODEL®.
Изследване и проектиране на мултичипни модули
15
Проектираме фотошаблон за нанасяне на проводящата паста FODEL® 6778 посредством ситопечат. Върху изображението проектираме 2 репера по 0,5mm на разстояние 0,5mm от ръба на подложката. Разстоянието между двата репера трябва да е най-малко 40 mm (изискването за разстояние съобразяваме с експонатора). Поставяме тези два репера с цел съвместяване на първата фотоли-тография. Репери със същия център поставяме и на шаблона за първа фотоли-тография. Работим по нанасяне на пастата посредством ситопечат, като преди употреба разбиваме внимателно пастата чрез бавно внимателно ръчно разбърк-ване с чиста, гладка шпатула за 1-2 минути. Извършваме ситопечата при стайна температура (20°C-23°C). Ситопечатаме единичен слой проводников материал със сито с мрежа 200меша (40 микрона) или 280 меша (30 микрона). Използваме скорост на печат 2-3 инча/сек. След ситопечатане изсушаваме нанесения слой за 15-25 минути при температура 85°С в добре вентилирана пещ или конвейeрна сушилня. Важно е да отбележим, че по-висока температура или по-продължително сушене би намалило фоточувствителността на материала.
- Първа фотолитография. Проектираме шаблона в позитив, след което по фотографски път го обръ-
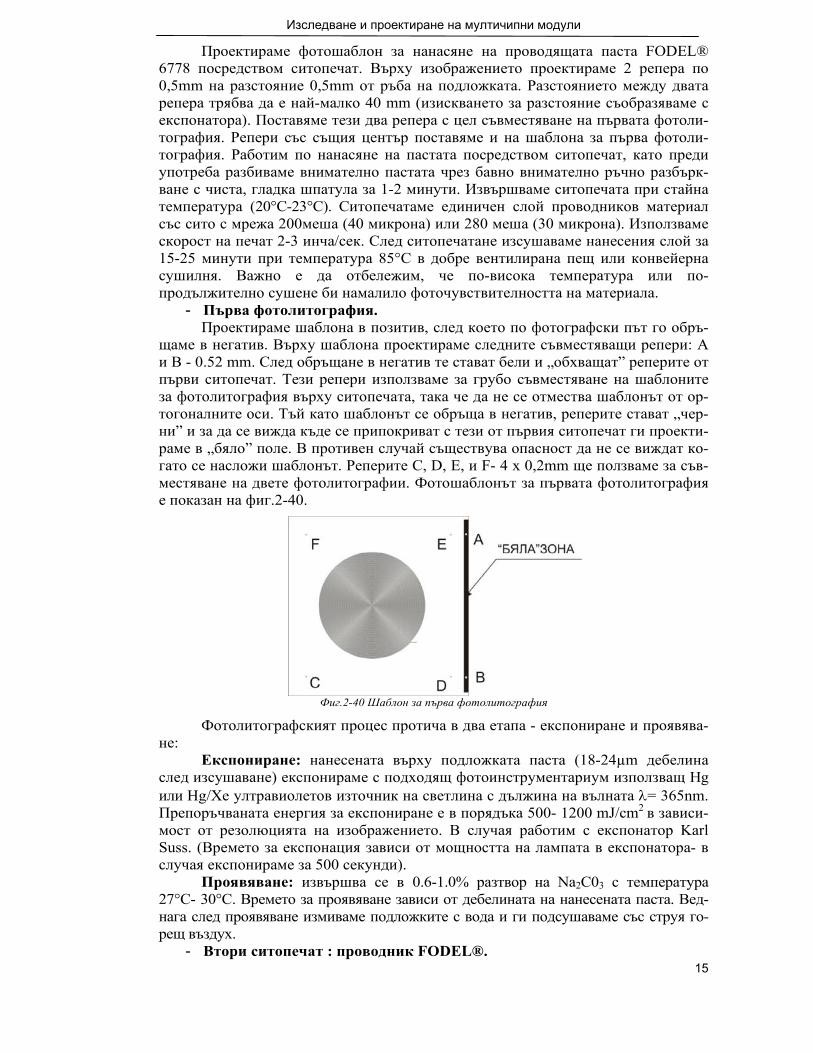
щаме в негатив. Върху шаблона проектираме следните съвместяващи репери: A и B - 0.52 mm. След обръщане в негатив те стават бели и „обхващат” реперите от първи ситопечат. Тези репери използваме за грубо съвместяване на шаблоните за фотолитография върху ситопечата, така че да не се отмества шаблонът от ор-тогоналните оси. Тъй като шаблонът се обръща в негатив, реперите стават „чер-ни” и за да се вижда къде се припокриват с тези от първия ситопечат ги проекти-раме в „бяло” поле. В противен случай съществува опасност да не се виждат ко-гато се насложи шаблонът. Реперите C, D, E, и F- 4 х 0,2mm ще ползваме за съв-местяване на двете фотолитографии. Фотошаблонът за първата фотолитография е показан на фиг.2-40.
Фиг.2-40 Шаблон за първа фотолитография
Фотолитографският процес протича в два етапа - експониране и проявява-не:
Експониране: нанесената върху подложката паста (18-24µm дебелина след изсушаване) експонираме с подходящ фотоинструментариум използващ Hg или Hg/Xe ултравиолетов източник на светлина с дължина на вълната = 365nm. Препоръчваната енергия за експониране е в порядъка 500- 1200 mJ/cm2 в зависи-мост от резолюцията на изображението. В случая работим с експонатор Karl Suss. (Времето за експонация зависи от мощността на лампата в експонатора- в случая експонираме за 500 секунди).
Проявяване: извършва се в 0.6-1.0% разтвор на Na2C03 с температура 27°C- 30°C. Времето за проявяване зависи от дебелината на нанесената паста. Вед-нага след проявяване измиваме подложките с вода и ги подсушаваме със струя го-рещ въздух.
- Втори ситопечат : проводник FODEL®.
Изследване и проектиране на мултичипни модули
16
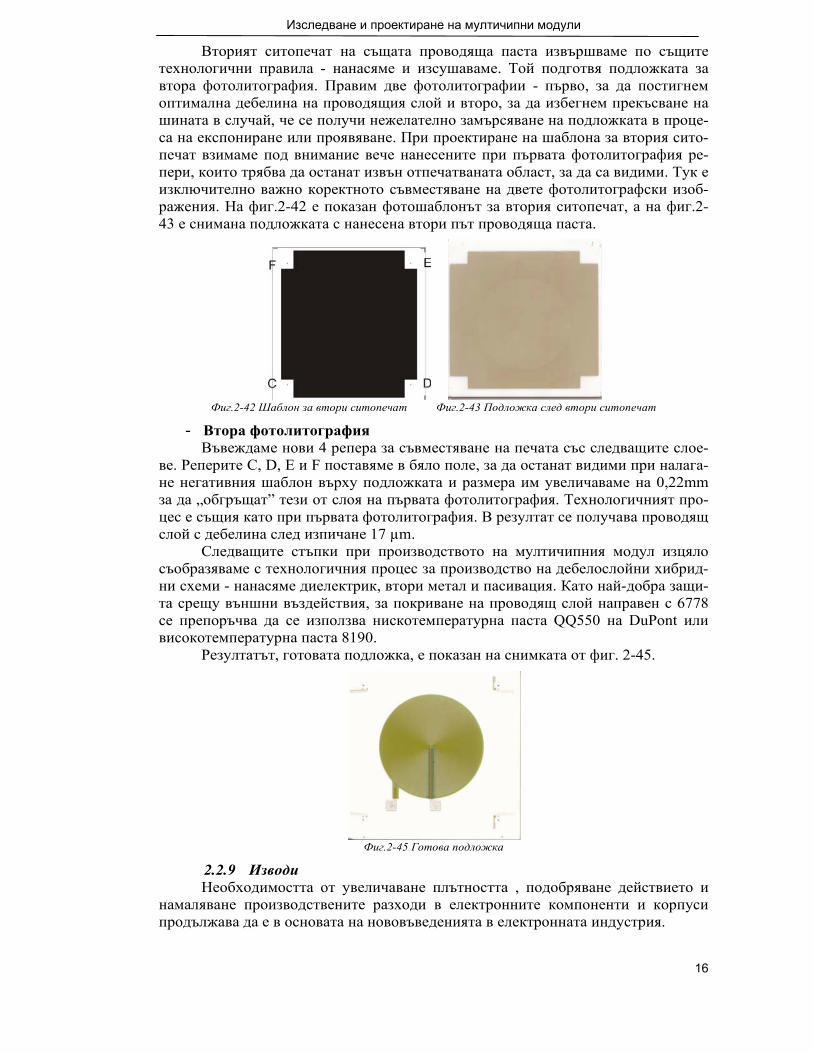
Вторият ситопечат на същата проводяща паста извършваме по същите технологични правила - нанасяме и изсушаваме. Той подготвя подложката за втора фотолитография. Правим две фотолитографии - първо, за да постигнем оптимална дебелина на проводящия слой и второ, за да избегнем прекъсване на шината в случай, че се получи нежелателно замърсяване на подложката в проце-са на експониране или проявяване. При проектиране на шаблона за втория сито-печат взимаме под внимание вече нанесените при първата фотолитография ре-пери, които трябва да останат извън отпечатваната област, за да са видими. Тук е изключително важно коректното съвместяване на двете фотолитографски изоб-ражения. На фиг.2-42 е показан фотошаблонът за втория ситопечат, а на фиг.2-43 е снимана подложката с нанесена втори път проводяща паста.
Фиг.2-42 Шаблон за втори ситопечат Фиг.2-43 Подложка след втори ситопечат
- Втора фотолитография Въвеждаме нови 4 репера за съвместяване на печата със следващите слое-
ве. Реперите C, D, Е и F поставяме в бяло поле, за да останат видими при налага-не негативния шаблон върху подложката и размера им увеличаваме на 0,22mm за да „обгръщат” тези от слоя на първата фотолитография. Технологичният про-цес е същия като при първата фотолитография. В резултат се получава проводящ слой с дебелина след изпичане 17 µm.
Следващите стъпки при производството на мултичипния модул изцяло съобразяваме с технологичния процес за производство на дебелослойни хибрид-ни схеми - нанасяме диелектрик, втори метал и пасивация. Като най-добра защи-та срещу външни въздействия, за покриване на проводящ слой направен с 6778 се препоръчва да се използва нискотемпературна паста QQ550 на DuPont или високотемпературна паста 8190.
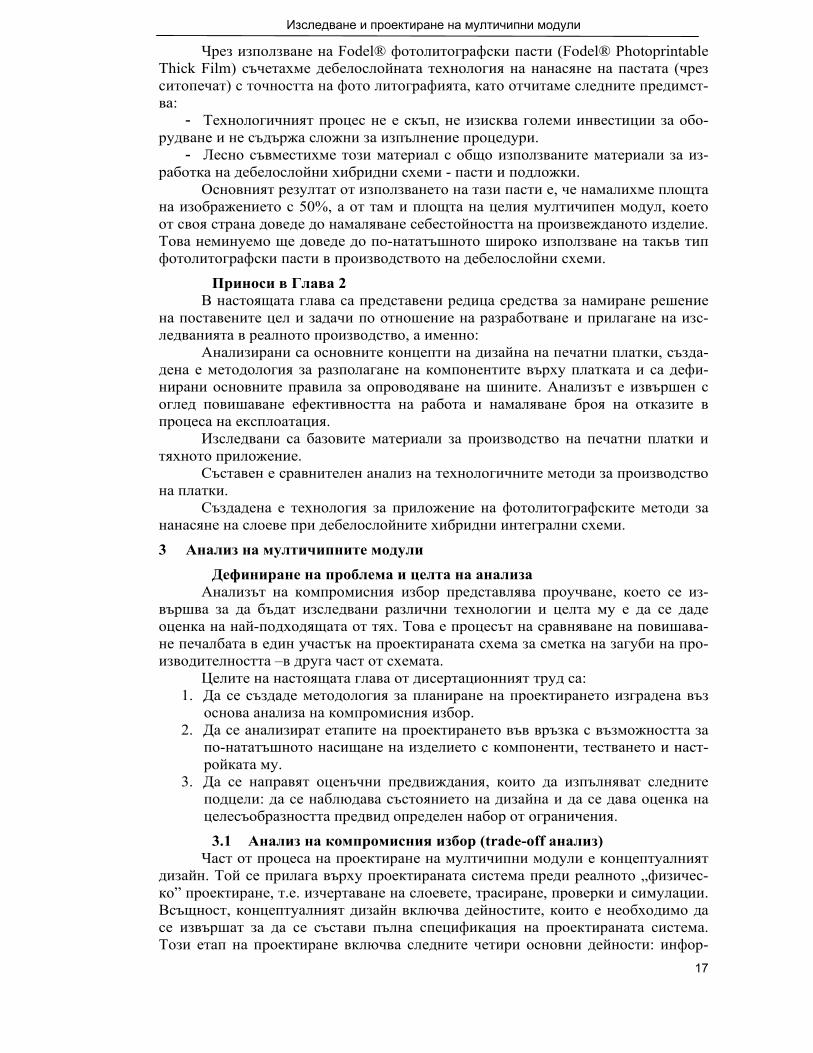
Резултатът, готовата подложка, е показан на снимката от фиг. 2-45.
Фиг.2-45 Готова подложка
2.2.9 Изводи Необходимостта от увеличаване плътността , подобряване действието и
намаляване производствените разходи в електронните компоненти и корпуси продължава да e в основата на нововъведенията в електронната индустрия.
Изследване и проектиране на мултичипни модули
17
Чрез използване на Fodel® фотолитографски пасти (Fodel® Photoprintable Thick Film) съчетахме дебелослойната технология на нанасяне на пастата (чрез ситопечат) с точността на фото литографията, като отчитаме следните предимст-ва:
- Технологичният процес не е скъп, не изисква големи инвестиции за обо-рудване и не съдържа сложни за изпълнение процедури.
- Лесно съвместихме този материал с общо използваните материали за из-работка на дебелослойни хибридни схеми - пасти и подложки.
Основният резултат от използването на тази пасти е, че намалихме площта на изображението с 50%, а от там и площта на целия мултичипен модул, което от своя страна доведе до намаляване себестойността на произвежданото изделие. Това неминуемо ще доведе до по-нататъшното широко използване на такъв тип фотолитографски пасти в производството на дебелослойни схеми.
Приноси в Глава 2 В настоящата глава са представени редица средства за намиране решение
на поставените цел и задачи по отношение на разработване и прилагане на изс-ледванията в реалното производство, а именно:
Анализирани са основните концепти на дизайна на печатни платки, създа-дена е методология за разполагане на компонентите върху платката и са дефи-нирани основните правила за опроводяване на шините. Анализът е извършен с оглед повишаване ефективността на работа и намаляване броя на отказите в процеса на експлоатация.
Изследвани са базовите материали за производство на печатни платки и тяхното приложение.
Съставен е сравнителен анализ на технологичните методи за производство на платки.
Създадена е технология за приложение на фотолитографските методи за нанасяне на слоеве при дебелослойните хибридни интегрални схеми.
3 Анализ на мултичипните модули
Дефиниране на проблема и целта на анализа Анализът на компромисния избор представлява проучване, което се из-
вършва за да бъдат изследвани различни технологии и целта му е да се даде оценка на най-подходящата от тях. Това е процесът на сравняване на повишава-не печалбата в един участък на проектираната схема за сметка на загуби на про-изводителността –в друга част от схемата.
Целите на настоящата глава от дисертационният труд са: 1. Да се създаде методология за планиране на проектирането изградена въз
основа анализа на компромисния избор. 2. Да се анализират етапите на проектирането във връзка с възможността за
по-нататъшното насищане на изделието с компоненти, тестването и наст-ройката му.
3. Да се направят оценъчни предвиждания, които да изпълняват следните подцели: да се наблюдава състоянието на дизайна и да се дава оценка на целесъобразността предвид определен набор от ограничения.
3.1 Анализ на компромисния избор (trade-off анализ) Част от процеса на проектиране на мултичипни модули е концептуалният
дизайн. Той се прилага върху проектираната система преди реалното „физичес-ко” проектиране, т.е. изчертаване на слоевете, трасиране, проверки и симулации. Всъщност, концептуалният дизайн включва дейностите, които е необходимо да се извършат за да се състави пълна спецификация на проектираната система. Този етап на проектиране включва следните четири основни дейности: инфор-
Изследване и проектиране на мултичипни модули
18
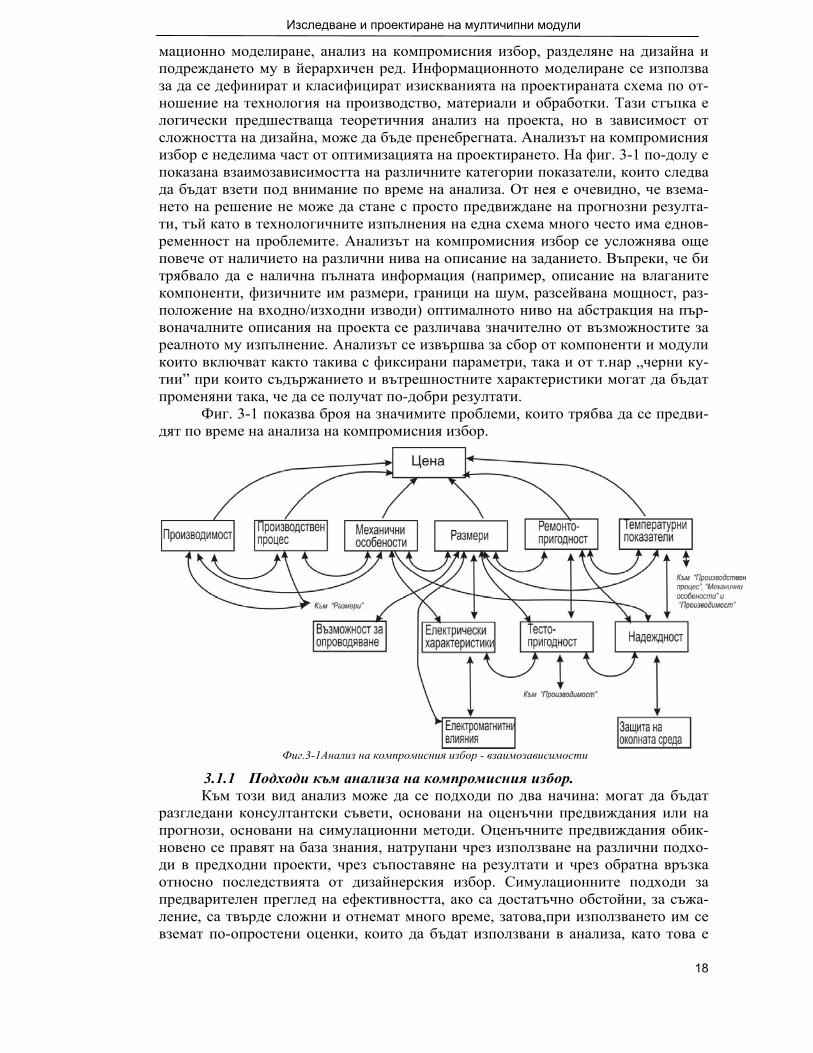
мационно моделиране, анализ на компромисния избор, разделяне на дизайна и подреждането му в йерархичен ред. Информационното моделиране се използва за да се дефинират и класифицират изискванията на проектираната схема по от-ношение на технология на производство, материали и обработки. Тази стъпка е логически предшестваща теоретичния анализ на проекта, но в зависимост от сложността на дизайна, може да бъде пренебрегната. Анализът на компромисния избор е неделима част от оптимизацията на проектирането. На фиг. 3-1 по-долу е показана взаимозависимостта на различните категории показатели, които следва да бъдат взети под внимание по време на анализа. От нея е очевидно, че взема-нето на решение не може да стане с просто предвиждане на прогнозни резулта-ти, тъй като в технологичните изпълнения на една схема много често има еднов-ременност на проблемите. Анализът на компромисния избор се усложнява още повече от наличието на различни нива на описание на заданието. Въпреки, че би трябвало да е налична пълната информация (например, описание на влаганите компоненти, физичните им размери, граници на шум, разсейвана мощност, раз-положение на входно/изходни изводи) оптималното ниво на абстракция на пър-воначалните описания на проекта се различава значително от възможностите за реалното му изпълнение. Анализът се извършва за сбор от компоненти и модули които включват както такива с фиксирани параметри, така и от т.нар „черни ку-тии” при които съдържанието и вътрешностните характеристики могат да бъдат променяни така, че да се получат по-добри резултати.
Фиг. 3-1 показва броя на значимите проблеми, които трябва да се предви-дят по време на анализа на компромисния избор.
Фиг.3-1Анализ на компромисния избор - взаимозависимости
3.1.1 Подходи към анализа на компромисния избор. Към този вид анализ може да се подходи по два начина: могат да бъдат
разгледани консултантски съвети, основани на оценъчни предвиждания или на прогнози, основани на симулационни методи. Оценъчните предвиждания обик-новено се правят на база знания, натрупани чрез използване на различни подхо-ди в предходни проекти, чрез съпоставяне на резултати и чрез обратна връзка относно последствията от дизайнерския избор. Симулационните подходи за предварителен преглед на ефективността, ако са достатъчно обстойни, за съжа-ление, са твърде сложни и отнемат много време, затова,при използването им се вземат по-опростени оценки, които да бъдат използвани в анализа, като това е
Изследване и проектиране на мултичипни модули
19
необходим компромис, за да се сведе процесът на вземане на решения до по-практически използваеми времеви параметри. [27]
Решенията относно процеса на проектиране се вземат на две нива: първото ниво е разглеждане текущото състояние на данните по проектираната схема като след анализ подава качествена мярка за изпълнението (например, разходи, раз-мер, срокове на проектиране). Второто ниво е оценъчно, при което се интерпре-тират подробно резултатите от анализа и на базата на познанията върху проце-сите изследванията за проекта се вземат окончателните решения по практичес-кото му изпълнение. Разбира се, крайно решение относно цялостното проекти-ране се взема от дизайнера, с помощта на използваните CAD системи, които в известна степен играят ролята на „консултанти” и дават насоки в практическото реализиране на идеите – (например, опроводяването би могло да бъде оставено до голяма степен да бъде извършвано от компютърна програма, което ще доведе до скъсяване сроковете на изпълнение).
Тъй като действителното изпълнение на проектираната схема е комбина-ция от възможности за избор на компромис целта на предварителния анализ е да се предвиди доколко получената система ще отговаря на поставените цели и ще съответства на необходимите ограничения.
Ще разгледаме следните подходи към анализа на компромисния избор: А) Изграждане на евристични модели: такива модели използват общи
насоки или емпирични проучвания, за да се моделира системата. За евристичните модели също биха могли да бъдат използвани и емпирич-
ни резултати от предходни анализи, резултатите от които могат да бъдат разг-леждани като набор от прости правила, получени от практически експерименти и/или детайлна симулация.
Недостатък на евристичните модели е, че те не притежават "дълбоко" раз-биране на процеса на проектиране или на основните му принципи и валидността им, затова при обстоятелства, различни от конкретни и добре формулирани слу-чаи, те не са подходящи за вземане на решения относно дизайна. Предимството им обаче е, че не изискват голяма изчислителна мощност и могат да дадат срав-нително бързи отговори относно проектирания модел.
Б) Съставяне на аналитични модели: те се позовават на формулиране, изхождайки от основните принципи на проектирането или от вероятностните техники за да предскажат производителността на системата. Аналитичните изра-зи за прогнозиране на показателите за ефективността могат да бъдат изведени от основните принципи при набор от добре разбрани предположения. Тъй като предположенията са част от развитието на модела, използваемостта и валид-ността на модела (за дадена ситуация) може лесно да бъде определена. Анали-тичните модели, базирани на вероятностни подходи включват улавяне на харак-теристиките на проектантска дейност в набор от случайни величини и са свърза-ни с набор от функции за вероятностна плътност. Аналитичните модели обикно-вено са по-генерализиращи и общи от евристичните модели, но вероятностните такива, често водят до песимистични резултати.
В) Симулация: симулацията е подробен анализ на критична част на ди-зайна, с помощта на подходи, обикновено, състоящи се от решаването на голям брой едновременни уравнения. Симулацията обикновено води до най-точните решения, но често с цената на големи количества изчисления. Както е известно, често е трудно да се направи формулировка на системно ниво, която да е доста-тъчно обхватна, за да оправдае извършването на такъв много голям брой симу-лации, за да се подпомогне вземането на крайни решения. Дизайнерът не е длъ-жен да използва само един от посочените по-горе подходи за моделиране при вземане на крайното си решение относно проекта. По-скоро всички подходи трябва да бъдат използвани йерархично. Най-просто и най-бързо е евристичните
Изследване и проектиране на мултичипни модули
20
и аналитични методи да се използват първоначално върху голямо количество варианти на дизайна, следвани от все по-сложни методи за синтез на малка част вероятностни дизайни.
3.1.2 Планиране на анализа на компромисния избор Тук ще разгледаме моделите и алгоритмите, приложими на ниво „концеп-
туален дизайн”. Обсъжданите тук параметри за ефективност съвпадат с класи-фицирания като „аналитичен модел”, но в някои случаи тези модели са обвърза-ни с подробни симулации, за да се направят анализите.
А) Анализ на опроводяването: Един от процесите на дизайна при които се наблюдават ограничения, по
отношение например на размера, е опроводяването на шините в зададената за свързване електрическа схема. Проектантът трябва да е в състояние да предвиди възможните начини за опроводяване и вместването на пътечките в зададеното пространство. За да се реши тази задача се използва анализ, базиран на йерар-хична структура на оценяване: първо чрез евристични методи, второ – анализ на основата на статистически изчисления и симулации и трето –реално опроводя-ване на тестова схема използвайки CAD софтуер. Опроводяващите симулатори прекарват фиктивни модели на пътечки, които да имитират реалните статисти-чески данни на трасирането. Действителните софтуерни маршрутизатори изиск-ват предварително въвеждане на нетлист с описание на схематичните връзки на мултичипния модул (независимо дали пълен или приблизителен), а също и ин-формация за разположение на елементите, техните изводи, доколкото тези еле-менти са известни в такъв ранен етап на дизайна. Всъщност крайния резултат от това изследване дава евристично- базирани оценки на опроводяването.
Евристично- базираните предвиждания, що се отнася до опроводяването, са вероятностни в своята природа, тъй като е необходимо дълбоко познаване на системната архитектура, разделянето и полагането на топологията, но взаимос-вързаността на отделните елементи на топологията липсва в този етап на проек-тирането. Целта на този анализ е да се предвидят правилата на конструирането, броя на необходимите слоеве за да се реализира в последствие дизайн, съобразен с ограниченията на зададените размери.
За да се направи подобна преценка за правилата на опроводяване на даден проект могат да бъдат използвани два подхода. Първият от тях се основава на опроводяване мрежата от връзки (нетлист) през цялата повърхност на мулти-чипния модул с отчитане на многослойността. Вторият взема предвид и разпо-ложението на компонентите върху външните слоеве на дизайна и възможността около техните площадки да бъдат прекарвани шини. Капацитетът на взаимно свързване (наричан също свързаност) е мярка за размера на опроводяването в една схема. Общото определение на капацитет на свързване е общата дължина на трасираните за схемата шини.
а) Анализ на шините, преминаващи през сечението на модула: Този метод за анализ предполага произволно разположение на шините и за големи по площ мултичипни модули ще доведе до големи по обем и сложни оценки. В слу-чая, под „произволно разположение” се има предвид, че промяна в разположе-нието на един компонент няма да се отрази върху електрическата плътност или общата дължина на шините на модула.
б) Сравнения между изисквания и ресурси: Вторият подход при анали-зиране се основава на съгласуване на размера на наличните ресурси така, че ши-ните за опроводяване да съвпадат с изискванията на интегралните схеми за оп-роводяване. Размерът на първите може да бъде лесно изчислен. Общата им дъл-жина е функция на капацитета на свързване и площта на мултичипния модул подлежаща на опроводяване.
Изследване и проектиране на мултичипни модули
21
При този метод на изчисления имаме твърде опростяващи допускания, ка-то например, че всички елементи участващи в модула са идентични и че Fi = 0.5.
в) Симулатори изградени на основата на статистически базирани ме-тоди: Тези симулатори изискват по-подробна информация за мултичипния мо-дул отколкото другите евристично- базирани методи. Те са изградени на базата на подражаване на действителните софтуерни рутери. На входа им бива подава-на информация за таблица на връзките в модула, атрибутите на различните връз-ки (техния тип – тактов сигнал, захранваща шина), характеристиките на сигна-лите, стратегия за опроводяване на различните слоеве на модула (например съз-даване на слоеве за маса и захранване), топология на елементите, ако имаме предварително зададена такава и прочие. Симулаторите могат да доведат до съз-даване на фиктивен модел опроводяване, което имитира действителното такова на мултичипния модул. Те също извършват оценка на критичните точки по от-ношение площта за преминаване на шините и оценка за ефективното разположе-ние на съществуващите елементи.
Б) Анализ на размерите: Почти всички мерки за производимост на системата,както и за нейната ра-
ботоспособност са свързани с размера на модула.Например, размерите са опре-делящи за дължината на шините, което, от своя страна, е важен фактор при оп-ределяне времето за работен цикъл на системата, влияе силно върху надежд-ността и други важни електрически параметри. Гъстотата на разположение на компонентите определя разсейваната мощност и е показател доколко охлажда-нето може да бъде ефективно. От друга страна, размерът е важен фактор при оп-ределяне цената на модула. Размерите на мултичипните модули се определят и зависят не само от големината на изграждащите ги елементи, а също така и от изискванията към тяхното свързване. Размерът на мултичипния модул се опре-деля от факторите, които влияят върху него – капацитета на опроводяване, раз-положението на компонентите, стъпката на изводите им, общата площ на кон-тактните площадки върху най-външен слой, насищането с проходни отвори и физическата възможност за свързването им. Накратко, освен обстоятелствата от предходната точка, трябва да се вземат под внимание и другите наложени въз-можни ограничения.
B) Температурен анализ Да се контролират и отвеждат високотемпературните потоци, като същев-
ременно се запазят относително ниски температури на компонентите е едно от най-големите предизвикателства, пред които са изправени проектантите на мул-тичипни модули. Запазване приемливото равнище на температурата е ограниче-ние продиктувано от изискванията за надеждност и произхождащо от факта, че сложните електронни системи работят в широка гама от условия на околната среда. С цел надеждното функциониране на устройствата, температурата трябва да се поддържа под определени критични нива, чрез отвеждане на топлината отделяна от компонентите в модула, чрез провеждане на топлинните потоци от малките точки на нагряване към по-големите, по-хладни области.
При тенденцията към миниатюризиране на размерите на мултичипните модули, чрез използване на все по-малки и компактни изграждащи ги елементи, за съжаление това не води до намаляване на разсейваната мощност, а много чес-то, обратно, увеличава нейните нива, затова дизайнерите са изправени пред за-дачата да се справят с все по-нарастващи температурни потоци, като разрешава-нето на тези проблеми трябва да започне още в концептуалното ниво на дизайна и стратегиите за охлаждане трябва да се предвидят на възможно най-ранен етап.
Изследване и проектиране на мултичипни модули
22
3.1.3 Методология за планиране на проектирането изградена въз ос-нова анализа на компромисния избор По-долу ще изброим действията необходими преди непосредственото из-
чертаване на проекта. - Събиране на първоначални данни, съставяне на списък с елементи, уточ-
няване изискванията относно позиционирането на специфични компоненти вър-ху топологията, уточняване механичните изисквания: размери на платката (включително дебелина), разположение и брой крепежни елементи, височини и др.;
- Проверка дали всички компоненти съществуват в наличните библиотеки – за електрическата схема и за топологичното разполагане, дали има пълно съот-ветствие на корпуси, ориентация, поляритет;
- Уточняване специфични изисквания на поръчителя на дизайна, относно топологията и компонентите;
- Уточняване токовете които ще протичат през схемата, напреженията, на-личието на други специфични електронни изисквания като високи честоти, учас-тъци от схемата, потенциални носители на шумове и прочие;
- Уточняване на заземителните шини, разделяне на масата на аналогова и цифрова, създаване на отделни топологични слоеве за захранване и земя;
- Проверка на наличните за проектирани магистрали „данни”, „адреси” и „управляващи” шини, както и определяне реда на тяхното свързване и схемите които ще обхващат;
- Дефиниране на изискванията относно стандартите, които ще се следват при проектирането: IPC и други;
- Дефиниране изискванията относно производството на платката, материа-лите от които ще се изработва и технологията на производството й;
- Уточняване начина на насищане на вече произведената платка - SMT мон-таж или конвенционални компоненти, как ще става насищането - автоматично или на ръка, как ще бъде реализирано спояването - с reflow, със спойка „вълна”, със спойка „селективно спояване” или друго;
- Задаване на тестови параметри, изисквания към създаване на тестови площадки и насищане със спомагателни за тестването елементи.
- Изборът на тип платка при проектирането зависи от фактори като цена, изисквания към устройството, използвани компоненти и технологии на произ-водство и насищане.
3.2 Анализ на възможностите за насищане на мултичипни модули – особености съобразно изискванията на технологията за повърхнос-тен монтаж
Качеството и надеждността на мултичипния модул изработен с техноло-гията за повърхностен монтаж се определят още при проектирането му. На всеки етап от насищането му с компоненти има изисквания, които трябва да бъдат предвидени още на ниво „Проектиране”. По-долу ще разгледаме особеностите на проектирането на печатни платки с отчитане използването на елементи за по-върхностен монтаж.
3.2.1 Особености, съобразени с фиксацията на платките към конве-йера Необходимо е платките да отговарят на изискванията за разполагане на
репери за съвместяване (fiducials), както и да съдържат зони забранени за наси-щане на елементи, които служат за захващане на изделието и придвижването му по конвейера.
Изследване и проектиране на мултичипни модули
23
3.2.2 Изисквания, свързани с позициониране на елементите върху платките: Според разположението им реперите биват три вида: Панелните репери се разполагат в ъглите на панелите и се отнасят за цяла-
та заготовка. Глобалните репери се разполагат в ъглите на всяка платка. Тези два типа репери обикновено са по три за платка или панел, разполагат се максимал-но отдалечени един от друг, като образуват правоъгълна координатна система и служат за избягване линейно, ъглово отмествания и мащабни несъответст-вия.Локалните репери обикновено са по два, разположени по диагонал до ъглите на някои интегрални схеми (обикновено такива, със стъпка на изводите по-малка от 0,5mm) или по диагонал на площ обхващаща група от елементи. Служат за по-точна корекция на разположението и най-вече за избягване на ъглова грешка. В случай на недостиг на място се използва един репер разположен в центъра на компонента.
3.2.3 Изисквания към контактните площадки и разположение ком-понентите върху модула. Основните изискания към контактните площадки и разположението на
компонентите са свързани с технологичните изисквания за автоматичен монтаж, качествата на спойките, а също и с технологичните операции за контрол, диаг-ностика и ремонтопригодност.
3.2.4 Анализ на изискванията на технологичното оборудване: Първото условие е панелът от печатни платки да отговаря на изискванията Важно е тук да подчертаем, че за да се намали себестойността на процеса
на асемблиране на мултичипния модул, а от там да се намали неговата крайна цена, е целесъобразно да се увеличи скоростта на насищане на модула. За да се постигне тази цел, още на ниво „дизайн” се взема предвид следното:
А) за да се намали количеството фидери с които се зарежда поточната ли-ния, в резултат на което да се увеличи скоростта на подаване на елементите към нея, добре е компоненти с еднакви номинални стойности да не бъдат проектира-ни в различни корпуси.
Б) Препоръчително е елементите от един и същ тип с еднаква ориентация и стъпка да бъдат разполагани спрямо оси на симетрия, паралелни на бордовете на правоъгълна платка и съосни един спрямо друг. Доколкото ротацията на ком-понентите преди поставянето им на платката отнема време, желателно е те да са ориентирани в един и същ ъгъл на ротация.
В) В процеса на проектиране и оптимизация трябва да се отчете наличието на високо профилни елементи, за които е наложително да се монтират първи.
3.2.5 Анализ на разположението на компонентите съгласно изисква-нията на операцията „Автоматично спояване”: Разположението на компонентите върху модула трябва да е съобразено и с
това какъв подход за автоматизирано спояване ще бъде избран – спойка „Вълна” или „Reflow”. В Приложение 5 са показани възможните варианти, съобразно на-чините на спояване. [46], [47], [48]
3.2.6 Анализ на изискванията за съединяване на контактните пло-щадки на компонентите с други елементи от проводящите слоеве: В Приложение 6 са отразени основните изисквания към съединяването на
контактните площадки на елементите с другите области от металния рисунък. 3.2.7 Изисквания към маркировката на компонентите Маркирането на първия извод на компонентите, обозначението на поляри-
тета и позицията му трябва да са видни и след монтирането му, което облекчава визуалния контрол.
Изследване и проектиране на мултичипни модули
24
3.2.8 Изисквания свързани с използването на тестово оборудване: 3.2.9 Изисквания към модулите във връзка с операциите „Визуален контрол” и „Ремонт” За да се проведе визуален контрол на асемблирания модул е необходимо,
ако размерът на платката позволява, да се осигури минимално разстояние между елементите, с цел по-добро наблюдение на изводите им.
3.2.10 Изисквания към проектираните модули във връзка с депанели-зацията В съвременните производства, с цел по-бързо и ефективно насищане на
мултичипните модули с компоненти, се практикува тяхното мултиплициране на т.нар панели. След процеса на асемблиране платките трябва да бъдат отделени от панелите.
Приноси в Глава 3 - Анализирани са етапите на планиране на концептуалния дизайн. - Систематизирани са подходите към анализа на компромисния избор. - Създадена е методология за планиране на проектирането на мултичипни
модули, изградена въз основа анализа на компромисния избор. - Изследвано е проектирането на мултичипни модули в аспектите на въз-
можностите им за производство (проектиране с оглед производимостта), наси-щане (проектиране с оглед възможността за асемблиране), тестване (проектира-не с оглед тестабилността) и повишаване на надеждността им. Анализирани са и проблемите на топологичния дизайн във връзка с технологичните методи за производство и насищане.
4 Изследване термичните процеси на мултичипни модули
4.1 Цел на изследванията С течение на времето, функционалността на мултичипните модули и в
частност – на печатните платки непрекъснато нараства. Наред с повишаване сте-пента на интеграция на схемите е необходима, също така и интеграция на много-амперните тоководещи шини. Повишеното потребление на енергия и еквивален-тната му топлинна мощност води значителен пренос на топлина в модула. Във връзка с това възниква въпросът за отвеждането на излишната топлина от мул-тичипния модул. Като най-често възникващи причини за нарастване температу-рата, отделяна от мултичипния модул могат да бъдат изброени:
- Повишеното ниво на интеграция на компонентите, участващи в модула; - Увеличаване плътността на монтаж на компонентите, особено в т.нар „си-
лова електроника”; - Увеличаване на работната тактова честота. Опитът показва, че е неизгодно да се отстраняват точно тези причини за
прегряването, а много по-изгодно е да се използват възможностите за топлоот-веждане, с цел установяване на топлинно равновесие в областта на допустимите температури на модула.
Целта на настоящата глава от дисертационния труд е да се разгледат де-тайлно различните подходи при проектиране на мултичипни модули за осветле-ние, изградени на базата на светодиоди, да се анализират техните топлинни ха-рактеристики и да се формулират практически методи за отвежданеждане на топлината извън корпусите им.
Изследване и проектиране на мултичипни модули
25
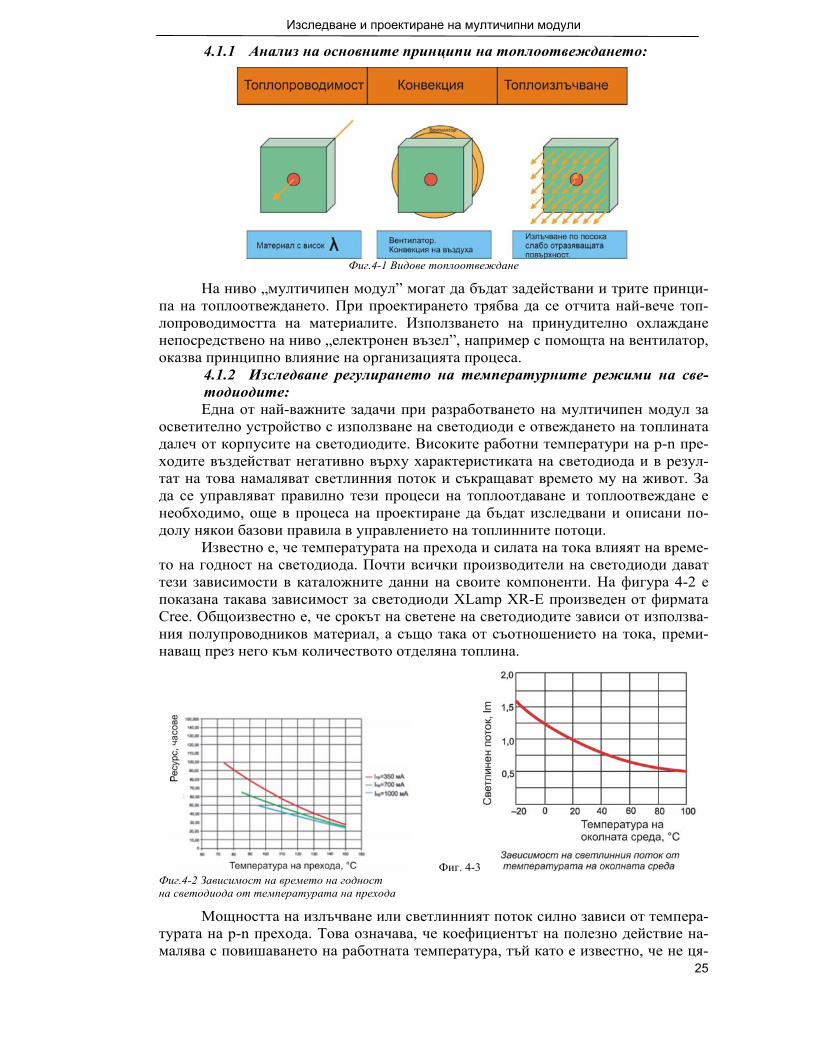
4.1.1 Анализ на основните принципи на топлоотвеждането:
Фиг.4-1 Видове топлоотвеждане
На ниво „мултичипен модул” могат да бъдат задействани и трите принци-па на топлоотвеждането. При проектирането трябва да се отчита най-вече топ-лопроводимостта на материалите. Използването на принудително охлаждане непосредствено на ниво „електронен възел”, например с помощта на вентилатор, оказва принципно влияние на организацията процеса.
4.1.2 Изследване регулирането на температурните режими на све-тодиодите: Една от най-важните задачи при разработването на мултичипен модул за
осветително устройство с използване на светодиоди е отвеждането на топлината далеч от корпусите на светодиодите. Високите работни температури на p-n пре-ходите въздействат негативно върху характеристиката на светодиода и в резул-тат на това намаляват светлинния поток и съкращават времето му на живот. За да се управляват правилно тези процеси на топлоотдаване и топлоотвеждане е необходимо, още в процеса на проектиране да бъдат изследвани и описани по-долу някои базови правила в управлението на топлинните потоци.
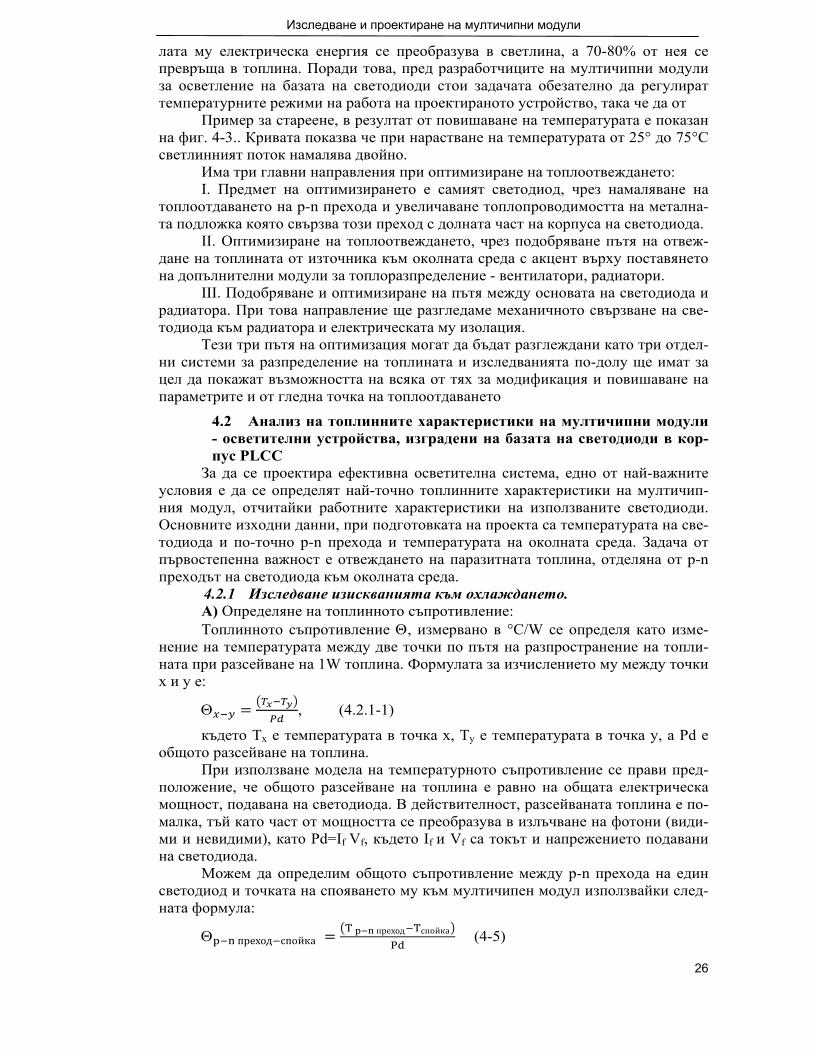
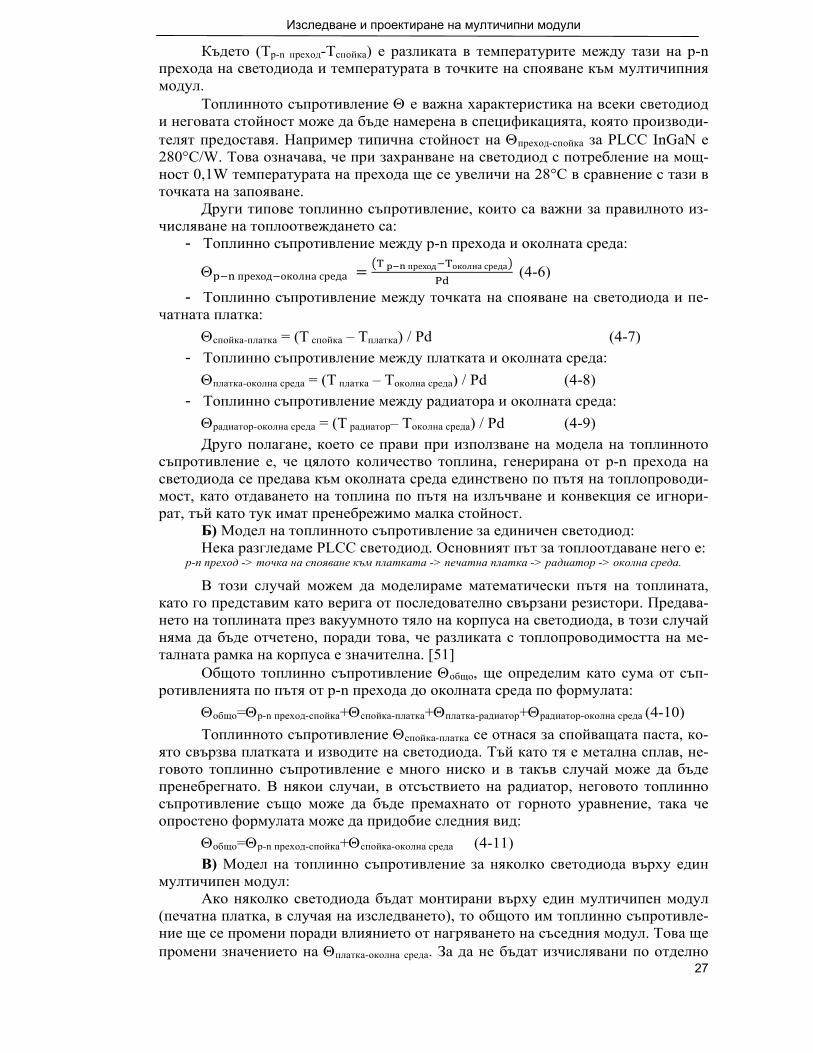
Известно е, че температурата на прехода и силата на тока влияят на време-то на годност на светодиода. Почти всички производители на светодиоди дават тези зависимости в каталожните данни на своите компоненти. На фигура 4-2 е показана такава зависимост за светодиоди XLamp XR-E произведен от фирмата Cree. Общоизвестно е, че срокът на светене на светодиодите зависи от използва-ния полупроводников материал, а също така от съотношението на тока, преми-наващ през него към количеството отделяна топлина.
Фиг. 4-3 Фиг.4-2 Зависимост на времето на годност на светодиода от температурата на прехода
Мощността на излъчване или светлинният поток силно зависи от темпера-турата на p-n прехода. Това означава, че коефициентът на полезно действие на-малява с повишаването на работната температура, тъй като е известно, че не ця-
Изследване и проектиране на мултичипни модули
26
лата му електрическа енергия се преобразува в светлина, а 70-80% от нея се превръща в топлина. Поради това, пред разработчиците на мултичипни модули за осветление на базата на светодиоди стои задачата обезателно да регулират температурните режими на работа на проектираното устройство, така че да от
Пример за стареене, в резултат от повишаване на температурата е показан на фиг. 4-3.. Кривата показва че при нарастване на температурата от 25° до 75°С светлинният поток намалява двойно.
Има три главни направления при оптимизиране на топлоотвеждането: I. Предмет на оптимизирането е самият светодиод, чрез намаляване на
топлоотдаването на p-n прехода и увеличаване топлопроводимостта на метална-та подложка която свързва този преход с долната част на корпуса на светодиода.
II. Оптимизиране на топлоотвеждането, чрез подобряване пътя на отвеж-дане на топлината от източника към околната среда с акцент върху поставянето на допълнителни модули за топлоразпределение - вентилатори, радиатори.
III. Подобряване и оптимизиране на пътя между основата на светодиода и радиатора. При това направление ще разгледаме механичното свързване на све-тодиода към радиатора и електрическата му изолация.
Тези три пътя на оптимизация могат да бъдат разглеждани като три отдел-ни системи за разпределение на топлината и изследванията по-долу ще имат за цел да покажат възможността на всяка от тях за модификация и повишаване на параметрите и от гледна точка на топлоотдаването
4.2 Анализ на топлинните характеристики на мултичипни модули - осветителни устройства, изградени на базата на светодиоди в кор-пус PLCC
За да се проектира ефективна осветителна система, едно от най-важните условия е да се определят най-точно топлинните характеристики на мултичип-ния модул, отчитайки работните характеристики на използваните светодиоди. Основните изходни данни, при подготовката на проекта са температурата на све-тодиода и по-точно p-n прехода и температурата на околната среда. Задача от първостепенна важност е отвеждането на паразитната топлина, отделяна от p-n преходът на светодиода към околната среда.
4.2.1 Изследване изискванията към охлаждането. А) Определяне на топлинното съпротивление: Топлинното съпротивление , измервано в °С/W се определя като изме-
нение на температурата между две точки по пътя на разпространение на топли-ната при разсейване на 1W топлина. Формулата за изчислението му между точки x и y е:
, (4.2.1-1)
където Tx е температурата в точка х, Ty е температурата в точка y, а Pd е общото разсейване на топлина.
При използване модела на температурното съпротивление се прави пред-положение, че общото разсейване на топлина е равно на общата електрическа мощност, подавана на светодиода. В действителност, разсейваната топлина е по-малка, тъй като част от мощността се преобразува в излъчване на фотони (види-ми и невидими), като Pd=If Vf, където If и Vf са токът и напрежението подавани на светодиода.
Можем да определим общото съпротивление между p-n прехода на един светодиод и точката на спояването му към мултичипен модул използвайки след-ната формула:
преход спойка преход спойка (4-5)
Изследване и проектиране на мултичипни модули
27
Където (Тp-n преход-Тспойка) е разликата в температурите между тази на p-n прехода на светодиода и температурата в точките на спояване към мултичипния модул.
Топлинното съпротивление е важна характеристика на всеки светодиод и неговата стойност може да бъде намерена в спецификацията, която производи-телят предоставя. Например типична стойност на преход-спойка за PLCC InGaN e 280°С/W. Това означава, че при захранване на светодиод с потребление на мощ-ност 0,1W температурата на прехода ще се увеличи на 28°С в сравнение с тази в точката на запояване.
Други типове топлинно съпротивление, които са важни за правилното из-числяване на топлоотвеждането са:
- Топлинно съпротивление между p-n прехода и околната среда:
преход околнасреда преход околнасреда (4-6)
- Топлинно съпротивление между точката на спояване на светодиода и пе-чатната платка:
спойка-платка = (T спойка – Tплатка) / Pd (4-7)
- Топлинно съпротивление между платката и околната среда:
платка-околна среда = (T платка – Tоколна среда) / Pd (4-8)
- Топлинно съпротивление между радиатора и околната среда:
радиатор-околна среда = (T радиатор– Tоколна среда) / Pd (4-9)
Друго полагане, което се прави при използване на модела на топлинното съпротивление е, че цялото количество топлина, генерирана от p-n прехода на светодиода се предава към околната среда единствено по пътя на топлопроводи-мост, като отдаването на топлина по пътя на излъчване и конвекция се игнори-рат, тъй като тук имат пренебрежимо малка стойност.
Б) Модел на топлинното съпротивление за единичен светодиод: Нека разгледаме PLCC светодиод. Основният път за топлоотдаване него е:
p-n преход -> точка на спояване към платката -> печатна платка -> радиатор -> околна среда.
В този случай можем да моделираме математически пътя на топлината, като го представим като верига от последователно свързани резистори. Предава-нето на топлината през вакуумното тяло на корпуса на светодиода, в този случай няма да бъде отчетено, поради това, че разликата с топлопроводимостта на ме-талната рамка на корпуса е значителна. [51]
Общото топлинно съпротивление общо, ще определим като сума от съп-ротивленията по пътя от p-n прехода до околната среда по формулата:
общо=p-n преход-спойка+спойка-платка+платка-радиатор+радиатор-околна среда (4-10)
Топлинното съпротивление спойка-платка се отнася за спойващата паста, ко-ято свързва платката и изводите на светодиода. Тъй като тя е метална сплав, не-говото топлинно съпротивление е много ниско и в такъв случай може да бъде пренебрегнато. В някои случаи, в отсъствието на радиатор, неговото топлинно съпротивление също може да бъде премахнато от горното уравнение, така че опростено формулата може да придобие следния вид:
общо=p-n преход-спойка+спойка-околна среда (4-11)
В) Модел на топлинно съпротивление за няколко светодиода върху един мултичипен модул:
Ако няколко светодиода бъдат монтирани върху един мултичипен модул (печатна платка, в случая на изследването), то общото им топлинно съпротивле-ние ще се промени поради влиянието от нагряването на съседния модул. Това ще промени значението на платка-околна среда. За да не бъдат изчислявани по отделно
Изследване и проектиране на мултичипни модули
28
p-n преход-спойка за всяка платка, сумата от тези топлинни съпротивления може да бъдат разглеждана общо като общо (p-n преход-спойка) използвайки модел на паралел-но свързани съпротивления:
общо преход спойка
преход спойка преход спойка преход спойка⋯
преход спойка1
(4-12)
където N е количеството светодиоди на една платка. Полагайки, с достатъчно голяма точност, че p-n преход-спойка1=p-n преход-спойка2=...=p-n преход-спойкаN Формулата може да бъде представена във вида:
общо преход спойка преход спойка1
преход спойка
(4-13)
Ако използваме този модел, то би трябвало да отчетем и общата мощност Pd на всички светодиоди, като
Pdобщо= Pd1+Pd2+...+PdN (4-14) Г) Изисквания и характеристики Преди същинското проектиране на мултичипен модул, дизайнерът трябва
да отчете и следните параметри за светодиодите: Максимална работна температура на околната среда Tоколна среда max за усло-
вията на използване на изделието; Максимална температура на p-n прехода T p-n преход max която може да се
намери в техническите характеристики на диодите; Максимална мощност на разсейване на един излъчвател Pdmax, където
Pdmax=Ifmax Vfmax които параметри се намират в техническите характеристики за PLCC диодите.
При избор на радиатор и определяне изискванията към неговите парамет-ри, винаги трябва да се отчита най-тежкия случай. За система без допълнителен радиатор изискваната разсейвана топлина е функция на топлинното съпротивле-ние платка-околна среда. Чрез заместване в по-горните формули получаваме форму-лата, по която ще изчислим разсейването на топлина в околната среда като:
преход околнасреда преход спойка спойка ок.среда
(4-14)
спойка ок.среда преход околнасреда
преход спойка (4-15)
4.2.2 Изследване изискванията към подложката на мултичипния модул: По-долу ще разгледаме монтирането на светодиод в PLCC корпус от типа
Avago PLCC върху различен тип платки с цел разглеждане на различни диапазо-ни на разсейване на топлина.
Първи тип: Едностранна печатна платка изработена от FR4 със и без до-пълнителна медна площадка: Този тип платка е най-евтиният, но и най-малко ефективният за разсейване на топлината (фиг.4-8)
Втори тип: Двустранно фолирана печатна платка с допълнителна медна площадка и топлоотвеждащи проходни отвори.Монтаж от този тип осигурява допълнително разсейване на топлината от светодиодите чрез отвеждането и през проходните отвори към долната страна на платката. (Фиг. 4-9)
Трети тип: Печатна платка с вграден метален слой от типа Metal core PCB : обикновено при такива платки, в качеството на вграден метален слой се изпол-
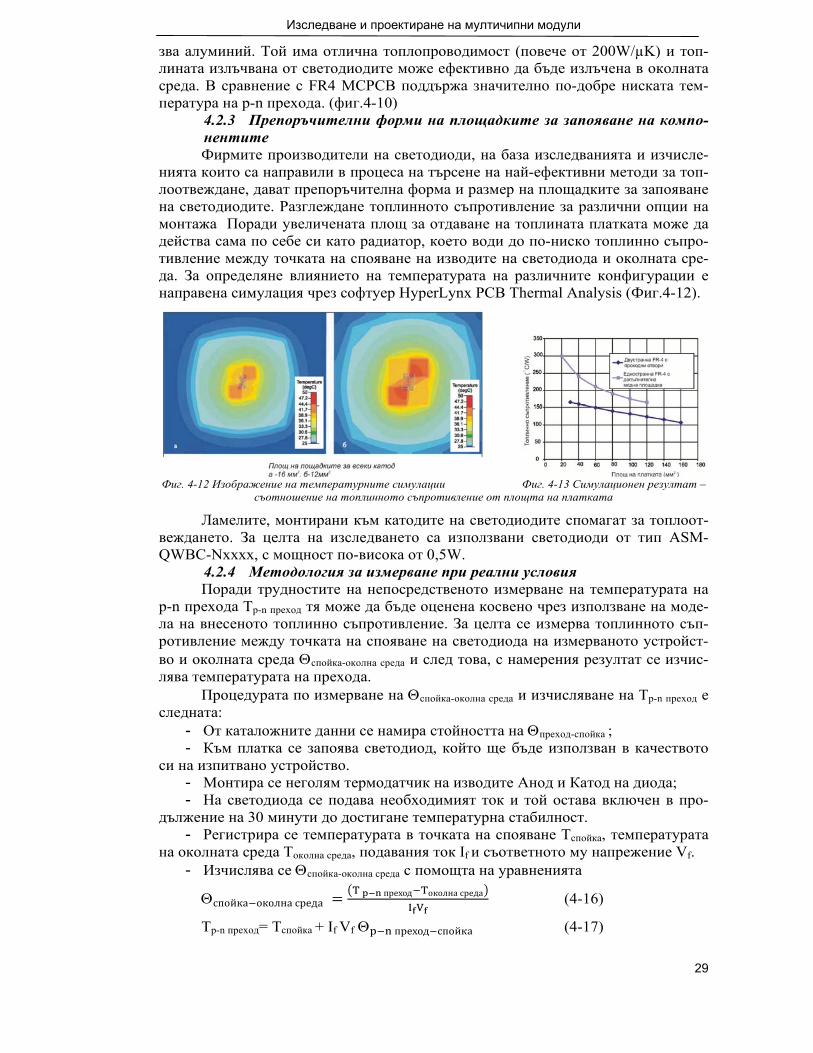
Изследване и проектиране на мултичипни модули
29
зва алуминий. Той има отлична топлопроводимост (повече от 200W/µK) и топ-лината излъчвана от светодиодите може ефективно да бъде излъчена в околната среда. В сравнение с FR4 MCPCB поддържа значително по-добре ниската тем-пература на p-n прехода. (фиг.4-10)
4.2.3 Препоръчителни форми на площадките за запояване на компо-нентите Фирмите производители на светодиоди, на база изследванията и изчисле-
нията които са направили в процеса на търсене на най-ефективни методи за топ-лоотвеждане, дават препоръчителна форма и размер на площадките за запояване на светодиодите. Разглеждане топлинното съпротивление за различни опции на монтажа Поради увеличената площ за отдаване на топлината платката може да действа сама по себе си като радиатор, което води до по-ниско топлинно съпро-тивление между точката на спояване на изводите на светодиода и околната сре-да. За определяне влиянието на температурата на различните конфигурации е направена симулация чрез софтуер HyperLynx PCB Thermal Analysis (Фиг.4-12).
Фиг. 4-12 Изображение на температурните симулации Фиг. 4-13 Симулационен резултат –
съотношение на топлинното съпротивление от площта на платката
Ламелите, монтирани към катодите на светодиодите спомагат за топлоот-веждането. За целта на изследването са използвани светодиоди от тип ASM-QWBC-Nxxxx, с мощност по-висока от 0,5W.
4.2.4 Методология за измерване при реални условия Поради трудностите на непосредственото измерване на температурата на
p-n прехода Tp-n преход тя може да бъде оценена косвено чрез използване на моде-ла на внесеното топлинно съпротивление. За целта се измерва топлинното съп-ротивление между точката на спояване на светодиода на измерваното устройст-во и околната среда спойка-околна среда и след това, с намерения резултат се изчис-лява температурата на прехода.
Процедурата по измерване на спойка-околна среда и изчисляване на Tp-n преход е следната:
- От каталожните данни се намира стойността на преход-спойка ; - Към платка се запоява светодиод, който ще бъде използван в качеството
си на изпитвано устройство. - Монтира се неголям термодатчик на изводите Анод и Катод на диода; - На светодиода се подава необходимият ток и той остава включен в про-
дължение на 30 минути до достигане температурна стабилност. - Регистрира се температурата в точката на спояване Тспойка, температурата
на околната среда Tоколна среда, подавания ток If и съответното му напрежение Vf. - Изчислява се спойка-околна среда с помощта на уравненията
спойка околнасреда преход околнасреда (4-16)
Тp-n преход= Тспойка + If Vf преход спойка (4-17)
Изследване и проектиране на мултичипни модули
30
Чрез предварителни изчисления и разчети се постига добра в топлинно отношение конструкция на проектирания мултичипен модул, което гарантира, че при работа температурата на p-n прехода няма да се повиши до стойности по-високи от изискуемите в каталожните данни. Това води до получаване на по-добри осветителни характеристики и по-добра надеждност при работата на уст-ройството.
4.3 Проектиране на печатни платки за светодиоди CREE от серии-те ХР и МХ
4.4 Конструктивни реализации на светодиодни осветителни тела Изследвано е топлоотвеждането на пет конструктивни реализации на све-
тодиодни осветителни тела произвеждани в „ХИС”АД. Осветителните тела са проектирани в съответствие с предписанията на производителите на светодиоди-те и следвайки гореописаните правила за дизайн.
4.4.1 Описание на моделите Модел А Светодиодите, използвани в това изделие са така проектирани, че да се ре-
ализира максимално добър път на отвеждане на топлината от p_n прехода към корпуса на лампата и съответно навън от корпуса. Върху керамична подложка са монтирани три UE-HP660XAC-60T RGB светодиода и блок за управление изгра-ден на базата на схема DD313-триканален висококонстантен драйвер за управле-ние по ток (high constant current driver). Разположението на светодиодите върху керамичната подложка е показано на фиг.4-22. Целта е, те да са отдалечени мак-симално един от друг, така че да се осигури най-добър път на температурния поток по посока от светодиода към подложката, без това да повлияе върху ка-чеството на осветеността. Тъй като светодиодите са силно чувствителни към прегряване, механичната конструкция на изделието включва топлопроводяща керамична подложка, върху която те се монтират, и която съответно, е вградена в алуминиев корпус, като той изпълнява ролята на допълнителен радиатор на схемата.
Фиг.4-22 Топология на Модел А
За спояване на светодиодите се използва проводяща паста AgPt - Metech 1130c (или Dupon LF171). За изолация на проводящия слой се използва бяла си-ликонова паста ESL240SB (Metech1700M).
Модел Б Върху метална подложка са монтирани блок за управление и 18 светодио-
да (по 6 броя от светещи в синьо, зелено и червено, съответно LXHL-BD03, LXHL-BM01 и LXHL-BR02), подредени както е показано на фиг. 4-23 и които, управлявани от контролера, образуват 16 700 000 цветови нюанса.

Изследване и проектиране на мултичипни модули
31
Фиг.4-23 Топология на Модел Б
Изделието се затваря в корпус, задната част на който е изработена от пра-хово боядисан алуминиев профил (алуминий 6060 по EN573-3) а лицевата част е затворена с плексиглас с дебелина 4mm. Под плексигласовото покритие, като се спазва геометрията на разположение на светодиодите са монтирани прецизни колиматори за концентрация на светлинния сноп (8о, 16о, 28о, 40о).
Модел В Върху керамична подложка са монтирани 3 светодиода REBEL. За целта
на изследването две изделия (Фиг.4-24) са свързани паралелно към захранващия блок (24V) и консумацията на всяко от осветителните тела е 350mA. LED са монтирани върху керамична подложка с дебелина 0,635mm. Върху нея е нанесе-на проводяща паста и е покрита с бял силикон 240SB-white. Изделието се затва-ря в корпус, задната част на който е изработена от прахово боядисан алуминиев профил (алуминий 6060 по EN573-3) а лицевата част е затворена с плексиглас с дебелина 4mm.
Фиг.4-24 Снимки на изделията на Модел В
Модел Г Върху платката от стъклотекстолит FR-4 с дебелина 1,5mm (дебелина на
металното фолио 36µm) са монтирани 6 светодиода (тип UE-PP440Nхх) като от тях в работен режим светят по три в зависимост от типа им - или 3 светодиода, светещи в студени цветове, или 3 – в топли. Използван е метален корпус от не-ръждаема стомана и са залети с епоксидна смола (предназначени са за вграждане в стени, тавани, подове и др). Захранват се с напрежение 12V и имат консумация – max 0.6W. Изделието се поставя в корпус от неръждаема стомана (клас на за-щита IP55), след което се залива с епоксидна смола.
На фиг. 4-25 е показано разположението на светодиодите върху платката, реализирани в два варианта за топли и студени цветове.
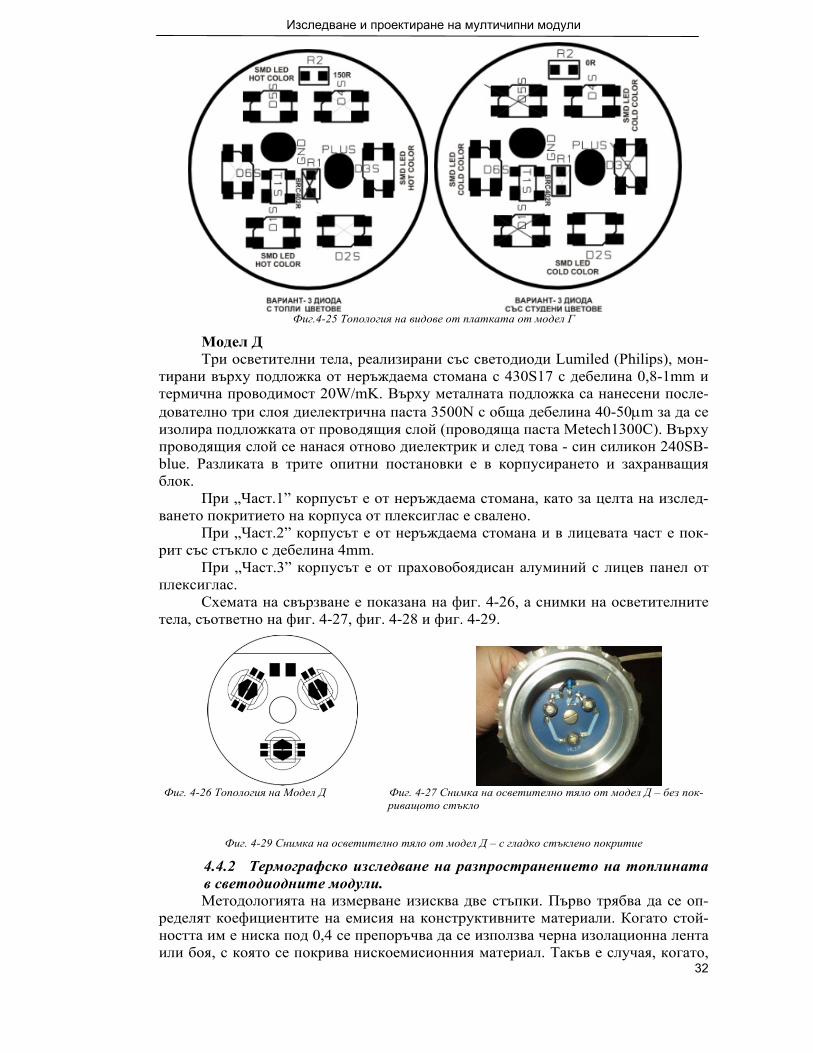
Изследване и проектиране на мултичипни модули
32
Фиг.4-25 Топология на видове от платката от модел Г
Модел Д Три осветителни тела, реализирани със светодиоди Lumiled (Philips), мон-
тирани върху подложка от неръждаема стомана с 430S17 с дебелина 0,8-1mm и термична проводимост 20W/mK. Върху металната подложка са нанесени после-дователно три слоя диелектрична паста 3500N с обща дебелина 40-50m за да се изолира подложката от проводящия слой (проводяща паста Mеtech1300C). Върху проводящия слой се нанася отново диелектрик и след това - син силикон 240SB-blue. Разликата в трите опитни постановки е в корпусирането и захранващия блок.
При „Част.1” корпусът е от неръждаема стомана, като за целта на изслед-ването покритието на корпуса от плексиглас е свалено.
При „Част.2” корпусът е от неръждаема стомана и в лицевата част е пок-рит със стъкло с дебелина 4mm.
При „Част.3” корпусът е от праховобоядисан алуминий с лицев панел от плексиглас.
Схемата на свързване е показана на фиг. 4-26, а снимки на осветителните тела, съответно на фиг. 4-27, фиг. 4-28 и фиг. 4-29.
Фиг. 4-26 Топология на Модел Д Фиг. 4-27 Снимка на осветително тяло от модел Д – без пок-
риващото стъкло
Фиг. 4-29 Снимка на осветително тяло от модел Д – с гладко стъклено покритие
4.4.2 Термографско изследване на разпространението на топлината в светодиодните модули. Методологията на измерване изисква две стъпки. Първо трябва да се оп-
ределят коефициентите на емисия на конструктивните материали. Когато стой-ността им е ниска под 0,4 се препоръчва да се използва черна изолационна лента или боя, с която се покрива нискоемисионния материал. Такъв е случая, когато,
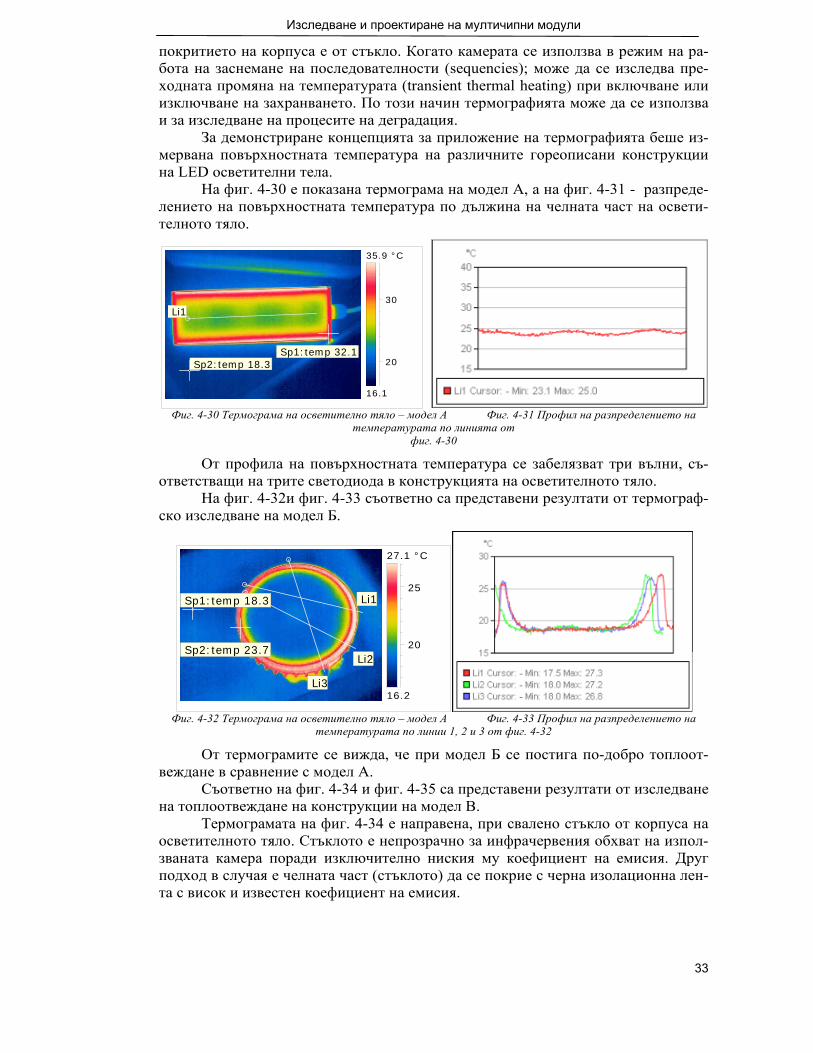
Изследване и проектиране на мултичипни модули
33
покритието на корпуса е от стъкло. Когато камерата се използва в режим на ра-бота на заснемане на последователности (sequencies); може да се изследва пре-ходната промяна на температурата (transient thermal heating) при включване или изключване на захранването. По този начин термографията може да се използва и за изследване на процесите на деградация.
За демонстриране концепцията за приложение на термографията беше из-мервана повърхностната температура на различните гореописани конструкции на LED осветителни тела.
На фиг. 4-30 е показана термограма на модел А, а на фиг. 4-31 - разпреде-лението на повърхностната температура по дължина на челната част на освети-телното тяло.
Фиг. 4-30 Термограма на осветително тяло – модел А Фиг. 4-31 Профил на разпределението на
температурата по линията от фиг. 4-30
От профила на повърхностната температура се забелязват три вълни, съ-ответстващи на трите светодиода в конструкцията на осветителното тяло.
На фиг. 4-32и фиг. 4-33 съответно са представени резултати от термограф-ско изследване на модел Б.
Фиг. 4-32 Термограма на осветително тяло – модел А Фиг. 4-33 Профил на разпределението на
температурата по линии 1, 2 и 3 от фиг. 4-32
От термограмите се вижда, че при модел Б се постига по-добро топлоот-веждане в сравнение с модел А.
Съответно на фиг. 4-34 и фиг. 4-35 са представени резултати от изследване на топлоотвеждане на конструкции на модел В.
Термограмата на фиг. 4-34 е направена, при свалено стъкло от корпуса на осветителното тяло. Стъклото е непрозрачно за инфрачервения обхват на изпол-званата камера поради изключително ниския му коефициент на емисия. Друг подход в случая е челната част (стъклото) да се покрие с черна изолационна лен-та с висок и известен коефициент на емисия.
Li1
Sp1:temp 32.1Sp2:temp 18.3
16.1
35.9 °C
20
30
Sp2:temp 23.7Li2
Sp1:temp 18.3 Li1
Li316.2
27.1 °C
20
25
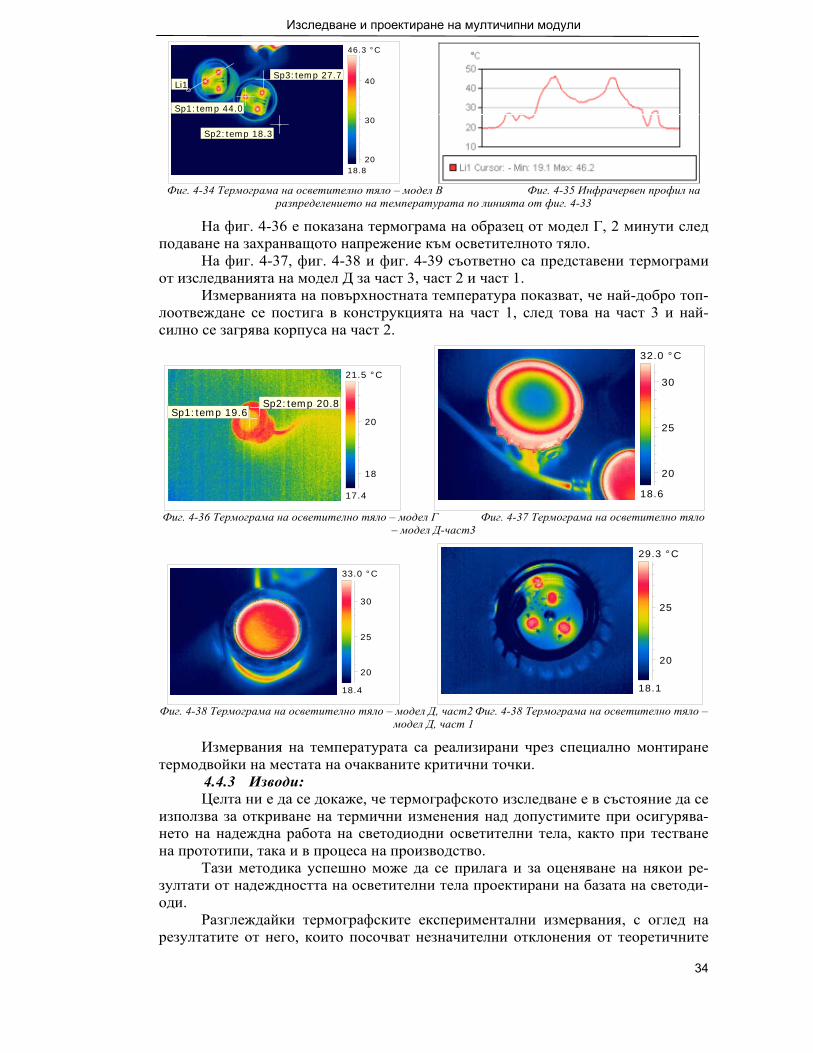
Изследване и проектиране на мултичипни модули
34
Фиг. 4-34 Термограма на осветително тяло – модел В Фиг. 4-35 Инфрачервен профил на
разпределението на температурата по линията от фиг. 4-33
На фиг. 4-36 е показана термограма на образец от модел Г, 2 минути след подаване на захранващото напрежение към осветителното тяло.
На фиг. 4-37, фиг. 4-38 и фиг. 4-39 съответно са представени термограми от изследванията на модел Д за част 3, част 2 и част 1.
Измерванията на повърхностната температура показват, че най-добро топ-лоотвеждане се постига в конструкцията на част 1, след това на част 3 и най-силно се загрява корпуса на част 2.
Фиг. 4-36 Термограма на осветително тяло – модел Г Фиг. 4-37 Термограма на осветително тяло
– модел Д-част3
Фиг. 4-38 Термограма на осветително тяло – модел Д, част2 Фиг. 4-38 Термограма на осветително тяло –
модел Д, част 1
Измервания на температурата са реализирани чрез специално монтиране термодвойки на местата на очакваните критични точки.
4.4.3 Изводи: Целта ни е да се докаже, че термографското изследване е в състояние да се
използва за откриване на термични изменения над допустимите при осигурява-нето на надеждна работа на светодиодни осветителни тела, както при тестване на прототипи, така и в процеса на производство.
Тази методика успешно може да се прилага и за оценяване на някои ре-зултати от надеждността на осветителни тела проектирани на базата на светоди-оди.
Разглеждайки термографските експериментални измервания, с оглед на резултатите от него, които посочват незначителни отклонения от теоретичните
Sp3:temp 27.7
Sp2:temp 18.3
Sp1:temp 44.0
Li1
18.8
46.3 °C
20
30
40
Sp1:temp 19.6Sp2:temp 20.8
17.4
21.5 °C
18
20
18.6
32.0 °C
20
25
30
18.4
33.0 °C
20
25
30
18.1
29.3 °C
20
25
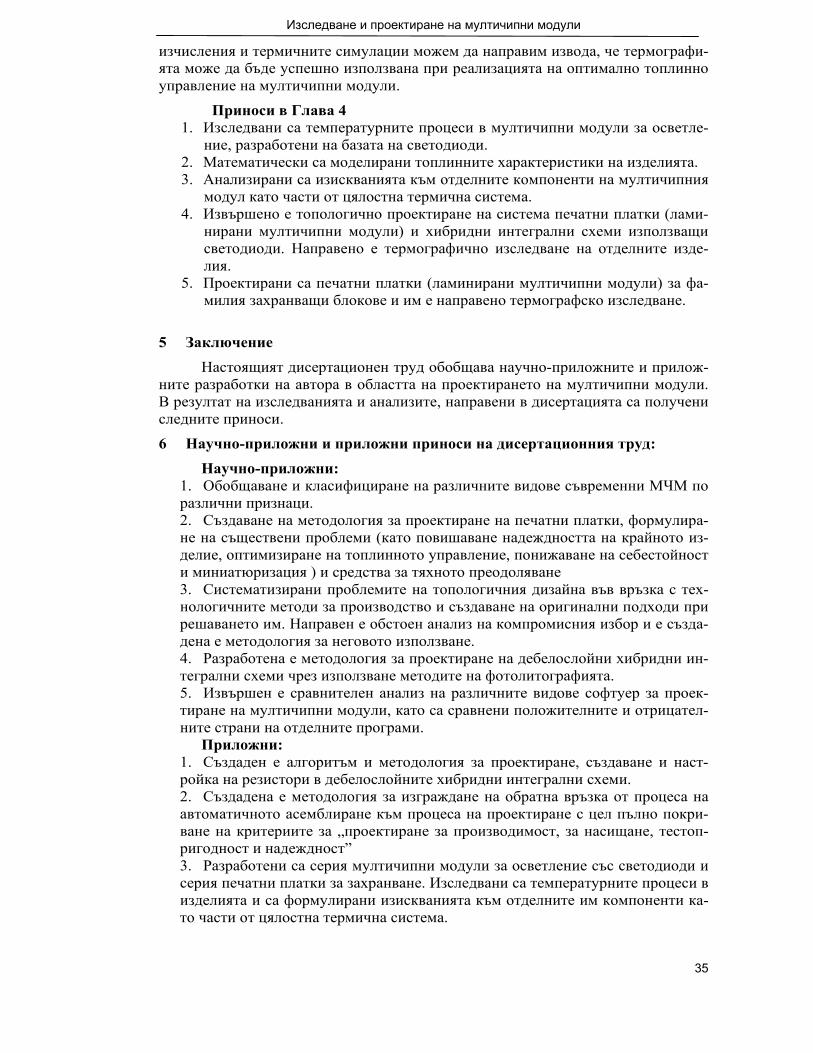
Изследване и проектиране на мултичипни модули
35
изчисления и термичните симулации можем да направим извода, че термографи-ята може да бъде успешно използвана при реализацията на оптимално топлинно управление на мултичипни модули.
Приноси в Глава 4 1. Изследвани са температурните процеси в мултичипни модули за осветле-
ние, разработени на базата на светодиоди. 2. Математически са моделирани топлинните характеристики на изделията. 3. Анализирани са изискванията към отделните компоненти на мултичипния
модул като части от цялостна термична система. 4. Извършено е топологично проектиране на система печатни платки (лами-
нирани мултичипни модули) и хибридни интегрални схеми използващи светодиоди. Направено е термографично изследване на отделните изде-лия.
5. Проектирани са печатни платки (ламинирани мултичипни модули) за фа-милия захранващи блокове и им е направено термографско изследване.
5 Заключение
Настоящият дисертационен труд обобщава научно-приложните и прилож-ните разработки на автора в областта на проектирането на мултичипни модули. В резултат на изследванията и анализите, направени в дисертацията са получени следните приноси.
6 Научно-приложни и приложни приноси на дисертационния труд:
Научно-приложни: 1. Обобщаване и класифициране на различните видове съвременни МЧМ по различни признаци. 2. Създаване на методология за проектиране на печатни платки, формулира-не на съществени проблеми (като повишаване надеждността на крайното из-делие, оптимизиране на топлинното управление, понижаване на себестойност и миниатюризация ) и средства за тяхното преодоляване 3. Систематизирани проблемите на топологичния дизайна във връзка с тех-нологичните методи за производство и създаване на оригинални подходи при решаването им. Направен е обстоен анализ на компромисния избор и е създа-дена е методология за неговото използване. 4. Разработена е методология за проектиране на дебелослойни хибридни ин-тегрални схеми чрез използване методите на фотолитографията. 5. Извършен е сравнителен анализ на различните видове софтуер за проек-тиране на мултичипни модули, като са сравнени положителните и отрицател-ните страни на отделните програми.
Приложни: 1. Създаден е алгоритъм и методология за проектиране, създаване и наст-ройка на резистори в дебелослойните хибридни интегрални схеми. 2. Създадена е методология за изграждане на обратна връзка от процеса на автоматичното асемблиране към процеса на проектиране с цел пълно покри-ване на критериите за „проектиране за производимост, за насищане, тестоп-ригодност и надеждност” 3. Разработени са серия мултичипни модули за осветление със светодиоди и серия печатни платки за захранване. Изследвани са температурните процеси в изделията и са формулирани изискванията към отделните им компоненти ка-то части от цялостна термична система.
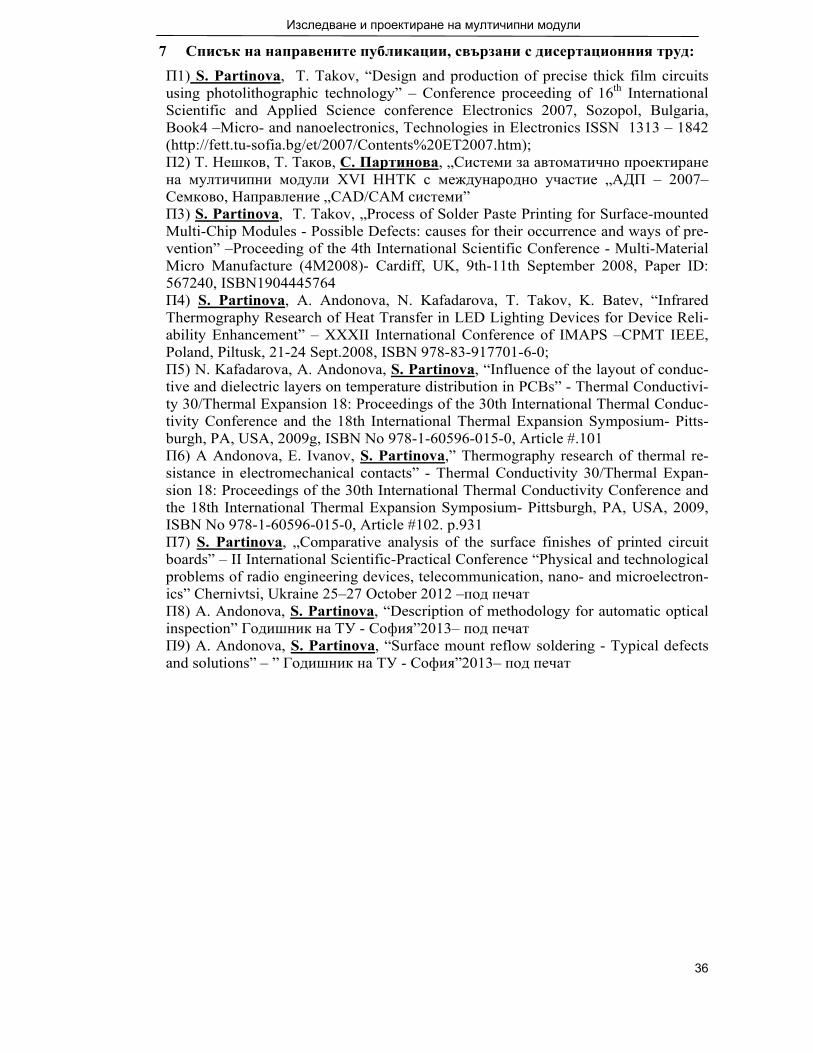
Изследване и проектиране на мултичипни модули
36
7 Списък на направените публикации, свързани с дисертационния труд:
П1) S. Partinova, T. Takov, “Design and production of precise thick film circuits using photolithographic technology” – Conference proceeding of 16th International Scientific and Applied Science conference Electronics 2007, Sozopol, Bulgaria, Book4 –Micro- and nanoelectronics, Technologies in Electronics ISSN 1313 – 1842 (http://fett.tu-sofia.bg/et/2007/Contents%20ET2007.htm); П2) Т. Нешков, Т. Таков, С. Партинова, „Системи за автоматично проектиране на мултичипни модули XVI ННТК с международно участие „АДП – 2007– Семково, Направление „CAD/CAM системи” П3) S. Partinova, T. Takov, „Process of Solder Paste Printing for Surface-mounted Multi-Chip Modules - Possible Defects: causes for their occurrence and ways of pre-vention” –Proceeding of the 4th International Scientific Conference - Multi-Material Micro Manufacture (4M2008)- Cardiff, UK, 9th-11th September 2008, Paper ID: 567240, ISBN1904445764 П4) S. Partinova, A. Andonova, N. Kafadarova, T. Takov, K. Batev, “Infrared Thermography Research of Heat Transfer in LED Lighting Devices for Device Reli-ability Enhancement” – XXXII International Conference of IMAPS –CPMT IEEE, Poland, Piltusk, 21-24 Sept.2008, ISBN 978-83-917701-6-0; П5) N. Kafadarova, A. Andonova, S. Partinova, “Influence of the layout of conduc-tive and dielectric layers on temperature distribution in PCBs” - Thermal Conductivi-ty 30/Thermal Expansion 18: Proceedings of the 30th International Thermal Conduc-tivity Conference and the 18th International Thermal Expansion Symposium- Pitts-burgh, PA, USA, 2009g, ISBN No 978-1-60596-015-0, Article #.101 П6) A Andonova, E. Ivanov, S. Partinova,” Thermography research of thermal re-sistance in electromechanical contacts” - Thermal Conductivity 30/Thermal Expan-sion 18: Proceedings of the 30th International Thermal Conductivity Conference and the 18th International Thermal Expansion Symposium- Pittsburgh, PA, USA, 2009, ISBN No 978-1-60596-015-0, Article #102. p.931 П7) S. Partinova, „Comparative analysis of the surface finishes of printed circuit boards” – II International Scientific-Practical Conference “Physical and technological problems of radio engineering devices, telecommunication, nano- and microelectron-ics” Chernivtsi, Ukraine 25–27 October 2012 –под печат П8) A. Andonova, S. Partinova, “Description of methodology for automatic optical inspection” Гoдишник на ТУ - София”2013– под печат П9) A. Andonova, S. Partinova, “Surface mount reflow soldering - Typical defects and solutions” – ” Гoдишник на ТУ - София”2013– под печат

Изследване и проектиране на мултичипни модули
37
GENERAL FEATURES OF THE THESIS Multichip Modules are not something new. They started appearing in the elec-
tronics industry more than 30 years ago. MCM is an electronic system which per-forms complex signal processing and is built by a multitude of passive and active components some of which unpackaged, interconnected between these internal com-ponents and connected to external components, forming a three-dimensional construc-tion intended for common functional use. At present time MCMs play a significant role in building complex multifunction systems. The industry aims to expand and re-fine MCMs in all technological directions: by improvements in the materials used, by honing the processes of production and assembly, by increasing reliability, perfor-mance and speed, by reducing the size, as well as by reducing the number of failures at time of life. Efforts are made to create systems with multiple I/Os being at the same time more compact while reducing the number of external connections and all this at a lower cost. Many of these requirements have to be met at the early stages of design.
The purpose of the present dissertation paper is to review the methods for de-signing MCMs, to analyze the problems that may occur at times of production and use, to research ways to reduce failures, to speed up design times and to find optimal meth-ods for design. The main tasks that the analyses and research in the dissertation paper focuses on are to achieve improved reliability and reduce the cost of produced devices.
To accomplish these tasks, the problems of design in relation to technological production methods have been systematized. Separate types and sub-types of MCMs have been reviewed and classified. A methodology for PCB design was created, the separate elements of design and their interrelations were reviewed in detail. Important problems that occur during the design phase have been formulated and directions for their avoidance were put together. A methodology for design of thick film hybrid ICs by using photolithography was developed. A comparative analysis of some software utilities for MCM design was made and the separate positive and negative features of each software utility were compared. A detailed review of the trade-off analysis has been made and a methodology for its use was developed. Temperature processes in LED-based lighting MCMs have been researched. Thermal features of produced light-ing MCM-based devices have been mathematically modeled. Design phases have been analyzed in relation with the potential for manufacturing, assembly and testing of the device. Structural design for a system of PCBs and hybrid ICs for use with LEDs was created. A thermography research of several variants of designed devices (LED light-ing fixtures) was made.
The findings and results formulated in this dissertation paper have been used in production at HIC Ltd., Sofia, Bulgaria (series of hybrid ICs, series of LED-based lighting fixtures, series of power supply units, other devices); at Carat Electronics AD, city of Veliko Turnovo, Bulgaria (series of devices with fiscal memory were designed and produced); at Pennatronics Corporation, California, PA, USA (a technology for the assembly of client-oriented MCMs was developed).