Embed Size (px)
Citation preview
Best PM: Potenziale in der standardisierten Wartung
Lothar Mergili/ Frank Ziegenhorn
August 2006
8/18/2006 AMD Saxony LLC & Co. KG2
Best PM ist der Unterschied zwischen einem unerwartetenReifenwechsel von Ihnen an Ihrem Wagen am Straßenrand
mit plattem Ersatzreifen
zu einem
Geplantem Reifenwechsel in der Formel 1 in der Boxengassewährend eines offiziellen Rennens durch 8 Mechaniker
Was ist Best PM?
8/18/2006 AMD Saxony LLC & Co. KG3
Was ist der Unterschied?
• Die sind vorbereitet.• Die haben mehr geübt.• Die sind spezialisiert.• Die haben den Vorgang designed und geplant.• Die haben den Vorgang immer wieder optimiert.• Die machen weniger Handgriffe für die gleiche Tätigkeit.• Die arbeiten parallel.• Die machen es immer gleich.• Sie haben nicht mehr Wissen.• Sie sind nicht besser aber sie machen es besser.• Die tun das mit Überzeugung und Priorität.• Sie wollen nicht alle Rennfahrer werden aber entscheiden
bedeutend mit ob der Fahrer gewinnt oder nicht.
8/18/2006 AMD Saxony LLC & Co. KG4
Was war der Auslöser für SMED/ Best PM?
Wenn man mehrere verschiedene Produkte in einer Fertigung herstellt, dann ist es u.a. notwendig Maschinen umzustellen beim Wechsel von Produkt A nach Produkt B.
Das Umstellen von einer Produktvariante zu einer anderen kostet Zeit, in der die Maschine nicht produziert. Diese Zeit stellt Verluste dar, die es zu minimieren gilt.
Die alte Industrial Engineering Denkweise im Westen war:
Je länger eine Umrüstung dauert desto mehr eines Produktes sollte man zwischen einem Produktwechsel fertigen. Das führt jedoch zu
• Nicht auftragsbezogener Fertigung (nicht nach Kundenbestellung)� lange Lieferzeiten, niedrige Kundenzufriedenheit
• Hohen Beständen zwischen Fertigungsschritten � Verluste durch gebundene Halbfertigzeuge
• Kein JIT (Just In Time) möglich.
8/18/2006 AMD Saxony LLC & Co. KG5
Eine neue (provokante) Denkweise...
Dr. Shigeo Shingo beschäftigte sich sehr früh mit dieser Problematik und stellte zwei provokante Leitgedanken für seine Arbeit auf :
Die einzige optimale Losgröße eines zu fertigen Produktes kann und soll (ideal) immer nur 1 sein !
• Nur damit kann immer genau die vom Kunden angeforderte Menge gefertigt werden, die Lieferzeiten sind kurz und bekannt und es befindet sich immer nur das in der Fertigung, für das es auch einen Auftrag gibt � niedrige Bestände und weniger Verluste durch Kapitalbindung.
Jede Umrüstung einer Maschine von Produkt A nach Produkt B lässt sich im einstelligen Minutenbereich realisieren.
• Damit ist ausschließlich die Arbeitszeit gemeint, in der die Maschine durch die Umstellung nicht fähig ist zu produzieren. Nicht eingerechnet die Zeit, zur Vor-bzw. Nachbereitung der Umstellung
• Nur solche kurzen Umrüstzeiten erlauben es Losgrößen von 1 zu rechtfertigen und die Kosten immer noch niedrig zu halten.
8/18/2006 AMD Saxony LLC & Co. KG6
SMED: Single Minute Exchange of Dies
Shingo hat in den Jahrzehnten seines Wirkens nachhaltig und wiederholt immer wieder bewiesen, dass dies möglich ist, trotz aller Skeptiker.
Beispiel :
Reduzierung der Umrüstzeit bei Blechpressen in der Automobilindustrie von 48 Stunden auf weniger als 4 Minuten.
8/18/2006 AMD Saxony LLC & Co. KG7
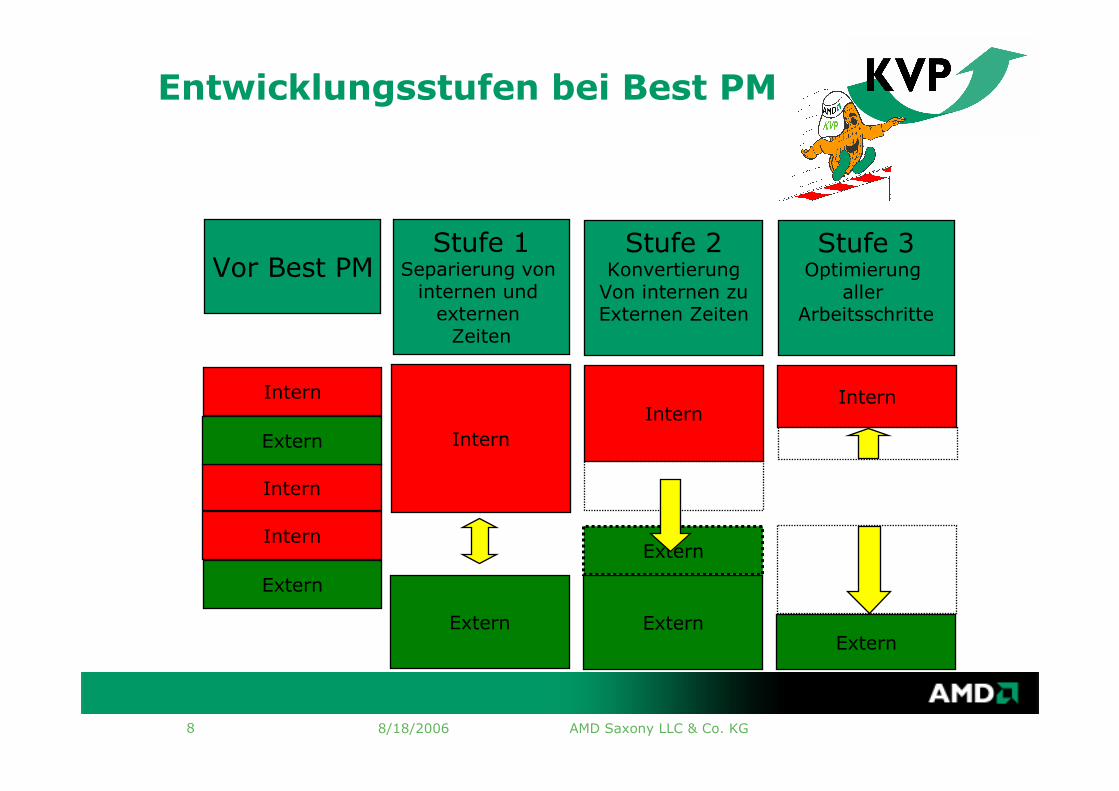
Wichtige Definitionen :
• Internes Rüsten:
– Arbeiten, die durchgeführt werden während die Maschine nicht produktionsfähig ist. Zeit zwischen letztem produzierten guten Teil von Produkt A bis das erste guteTeil von Produkt B an der Maschine produziert wird. �interne Rüstzeit.
• Externes Rüsten:
– Arbeiten, die den internen Rüstzeiten vor- bzw. nachgelagert sind und zu denen noch oder wieder produziert wird, aber die notwendig sind und sachlich zum Umrüstvorgang zählen. � externe Rüstzeit.
8/18/2006 AMD Saxony LLC & Co. KG8
Entwicklungsstufen bei Best PM
Vor Best PMStufe 1
Separierung von internen und externen Zeiten
Stufe 2KonvertierungVon internen zuExternen Zeiten
Stufe 3Optimierung
aller Arbeitsschritte
Intern
Intern
Intern
Extern
Extern
Intern
Extern
Intern
Extern
Extern
Intern
Extern
8/18/2006 AMD Saxony LLC & Co. KG9
So What ?
Wir rüsten keine Maschinen zwischen Produkten um !
8/18/2006 AMD Saxony LLC & Co. KG10
Best PM in der Halbleiterindustrie
• Best PM/ SMED findet seine klassische Anwendung im Maschinenbau und im Besonderen im Automobilbau, wobei Toyota hier führend ist.
• Die Grundelemente und Vorgehensweisen von Best PM/ SMED sind in ihrer Natur sehr einfach und benötigen keine größeren Startinvestitionen.
• Die Herausforderung liegt in der Umsetzung der Methode wegen derwirklich notwendigen Fokussierung auf wirklich die kleinsten Dinge (z.B. bis zur Reduzierung der Gewindeumgänge einer verwendeten Schraube).
• Wir halten die Methode für adaptierbar auf unsere PM Prozesse und sehen vergleichbares Potential. Einsparungen zwischen 10% und 80% im Vergleich zu heutigen PM Zeiten sowie eine deutliche Reduzierung der Streuungen nach Standardisierung und Training und damit aucheine Qualitätserhöhung der PM‘s.
• Idealerweise können Lieferanten mit einbezogen werden und Verbesserungen in deren Designprozess zurück fließen lassen.
• 5A ist eine gute Vorbereitung und Voraussetzung auf Best PM/ SMED � Vorbereitung der Werkzeuge und Teile in direkter Anlehnung an eine Wartung.
8/18/2006 AMD Saxony LLC & Co. KG11
Wozu machen wir das Ganze?
Nur während der Produktion können wir Produkte herstellen, durch die wir unser Einkommen finanzieren.
Außerhalb der Produktion entstehen nur Kosten.
Also sollten wir diese Zeiten so gering wie möglich halten!
D.h., Maschinen, die zur Produktion gebraucht werden aber wegen zu langer (ineffektiver) Wartungszeiten nicht
zur Verfügung stehen sind gleichbedeutend einer Verschwendung. Deshalb müssen wir versuchen, die
Down Zeiten, wie PM oder Qual-Prozesse zu verringern.
Ziele
8/18/2006 AMD Saxony LLC & Co. KG12
Erklärung zu Best PM/ SMED
• Einziger wertschöpfender Prozess (neben der Produktentwicklung) ist die Produktion selbst
• Best PM/ SMED konzentriert sich auf die Verringerung von Stillstandszeiten
• Kerngedanke von SMED ist die Aufteilung in „interal“und „external“ Setup
– Internal� alles was gemacht werden kann, wenn die Maschine stillsteht,z.B. Das Herausnehmen der Lose
– External� alles was gemacht werden kann, wenn die Maschine läuft, z.B. Das Eintragen von gemessenen Werten in Excel-Tabellen
– Waste� alles was nicht in die PM oder Qual reingehört, z.B. Der Transport und Organisation von Werkzeugen und Austauschteilen, Umlagerungen oder auch Störungen
8/18/2006 AMD Saxony LLC & Co. KG13
Ergebnisse von Best PM/ SMED
• Verringerung des Arbeitsaufwandes/ Personal– effektive Ausnutzung der Rüstzeiten
– effektive Abläufe
• Steigerung der Produktivität an Engpässen
• Senkung des Lagerbestandes– Höhere Umlaufgeschwindigkeit
– Weniger Reserve an Rohstoffen/ Endprodukten nötig
• Senkung von Qualitätsproblemen– Standardisieren der Abläufe
– Weniger Fehler
Steigerung der Produktivität
8/18/2006 AMD Saxony LLC & Co. KG14
Beispiele von Verschwendungen
• Wartezeiten• unnötiges Laufen• lange Wege• unnötige Arbeiten (warum machen wir das?)• ungünstig angeordnete Arbeitsmittel• nicht nötige Bewegungen• Suchen• mehrfach etwas in die Hand nehmen• schwer tragen• Gefahrstellen• ungünstige Körperhaltungen ....
8/18/2006 AMD Saxony LLC & Co. KG15
Beispiele von Maßnahmen
Beispiel zur Verkürzung von Stillstandszeiten: Klappbügel, statt Schrauben
• Systematische Vorbereitung bevor die Maschine down genommen wird; z.B. kein Suchen nach Ersatzteilen/Werkzeugen nach Beginn der PM
• Z.B. Prozesskits komplett vormontiert zur Verfügung stellen • Kürzen von Schrauben auf die notwendige Länge.• Konstruktive Änderungen für bessere Zugänglichkeit oder schnelleres
Arbeiten, z.B. Schrauben vermeiden: Wechsel von Schrauben, die Werkzeuge benötigen zu Schnellverschlüssen ohne Werkzeugnotwendigkeit.
• Identifizierung von Parallelarbeiten und notwendigen Ressourcen.• Systematische Eliminierung nicht wertschöpfender Tätigkeiten
Quelle: K. Sekine, J. Diesgruber, B. Meister. Produzieren ohne Verschwendung - Der japanische Weg zur schlanken Produktion
8/18/2006 AMD Saxony LLC & Co. KG16
Beispiele von Maßnahmen
• Parallel arbeiten, ggf. mit Hilfe von Produktionsmitarbeitern (definierte Arbeitsteilung) und Definition von Arbeitsstandards, Abläufen
• Abläufe anders schachteln (intern � extern)• Wartung externer Geräte (z.B. Chiller, Pumpen, ...) zu anderen
Zeitpunkten durchführen• Prüfen, ob Austausch von Teilen nötig ist ( aus Erfahrungen, wie lange
halten die Teile? oder nach Anregungen vom Supplier / Wartungspersonal)
• Schablone für Einstellungen• Reinigungen extern durchführen; Austauschkits verwenden• Abpumpen, Leaktest: andere Methoden suchen, die den Vorgang
schneller machen (Temperatur, Druck, andere Chemie, etc.)• Wege verkürzen durch Kombination von Arbeiten mit langen Wegen• Einbauteile so konstruieren, dass falsche Einbaulage nicht möglich ist
8/18/2006 AMD Saxony LLC & Co. KG17
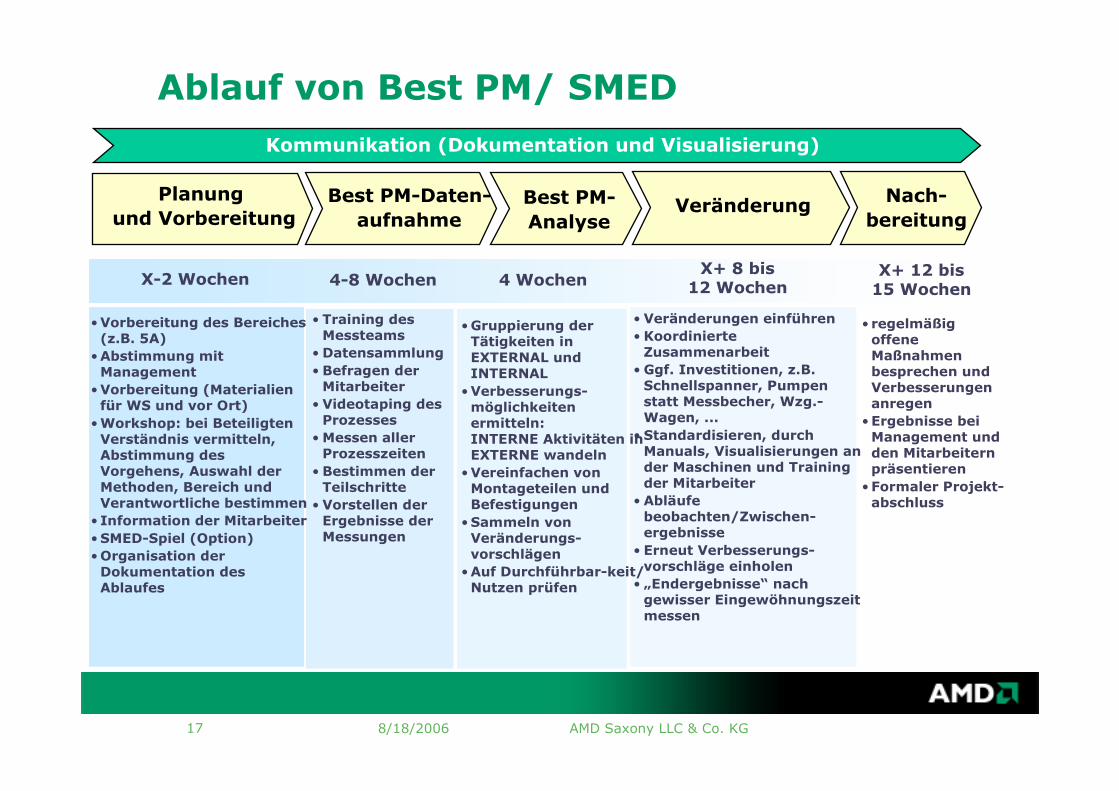
Ablauf von Best PM/ SMED
Planung und Vorbereitung
Kommunikation (Dokumentation und Visualisierung)
Best PM-Daten-aufnahme
Veränderung
• Veränderungen einführen• Koordinierte Zusammenarbeit
•Ggf. Investitionen, z.B. Schnellspanner, Pumpen statt Messbecher, Wzg.-Wagen, ...
• Standardisieren, durch Manuals, Visualisierungen an der Maschinen und Training der Mitarbeiter
• Abläufe beobachten/Zwischen-ergebnisse
• Erneut Verbesserungs-vorschläge einholen
• „Endergebnisse“ nach gewisser Eingewöhnungszeit messen
X-2 Wochen 4-8 WochenX+ 8 bis
12 Wochen
• Training des Messteams
•Datensammlung• Befragen der Mitarbeiter
• Videotaping des Prozesses
•Messen aller Prozesszeiten
• Bestimmen der Teilschritte
• Vorstellen der Ergebnisse der Messungen
•Vorbereitung des Bereiches (z.B. 5A)
•Abstimmung mit Management
•Vorbereitung (Materialien für WS und vor Ort)
•Workshop: bei Beteiligten Verständnis vermitteln, Abstimmung des Vorgehens, Auswahl der Methoden, Bereich und Verantwortliche bestimmen
• Information der Mitarbeiter •SMED-Spiel (Option)•Organisation der Dokumentation des Ablaufes
Best PM-Analyse
4 Wochen
•Gruppierung der Tätigkeiten in EXTERNAL und INTERNAL
•Verbesserungs-möglichkeitenermitteln: INTERNE Aktivitäten in EXTERNE wandeln
•Vereinfachen von Montageteilen und Befestigungen
•Sammeln von Veränderungs-vorschlägen
•Auf Durchführbar-keit/ Nutzen prüfen
Nach-bereitung
• regelmäßig offene Maßnahmen besprechen und Verbesserungen anregen
•Ergebnisse bei Management und den Mitarbeitern präsentieren
•Formaler Projekt-abschluss
X+ 12 bis15 Wochen
8/18/2006 AMD Saxony LLC & Co. KG18
Beispiele
BEST-PM an CVD/PVD Anlagen(CVD=Chemical Vapor Deposition)(PVD=Physical Vapor Deposition)
Thin Films
8/18/2006 AMD Saxony LLC & Co. KG20
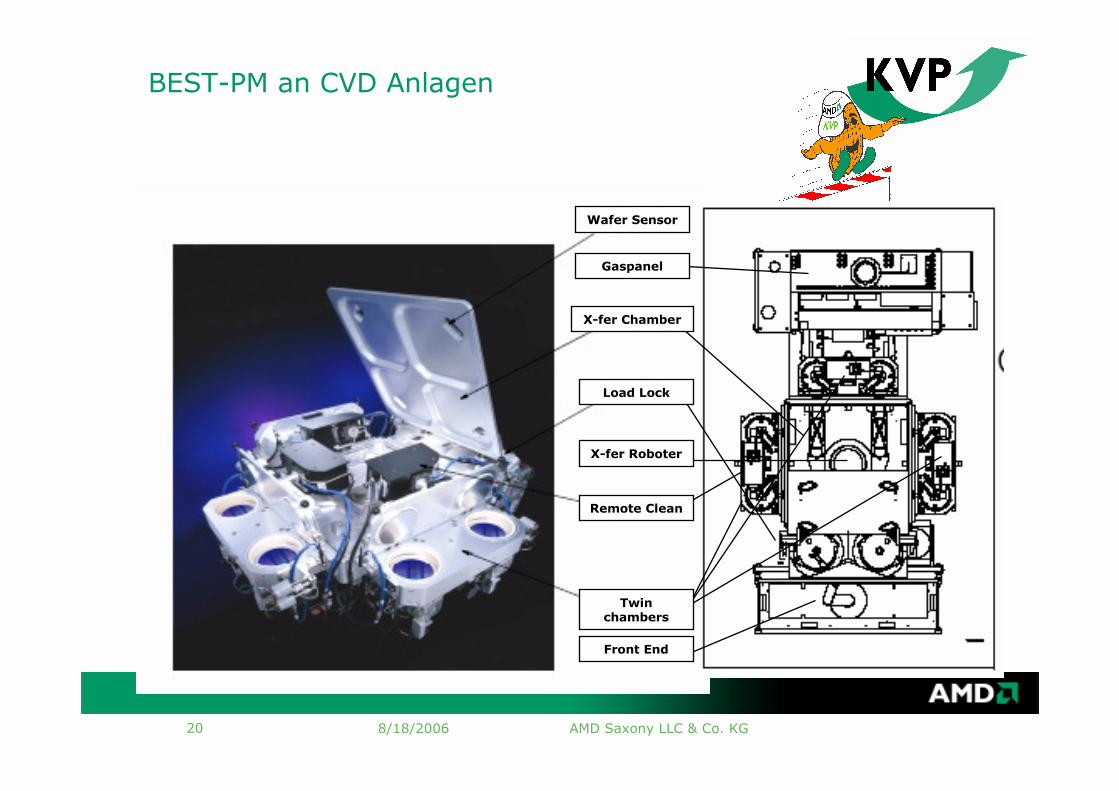
Twinchambers
Load Lock
Remote Clean
Wafer Sensor
X-fer Chamber
X-fer Roboter
Front End
Gaspanel
BEST-PM an CVD Anlagen
8/18/2006 AMD Saxony LLC & Co. KG21
1. Installierte Basis 40 Anlagen mit mehreren Prozesskammern, teilweise dediziert
2. Produktionszeit 365 Tage/Jahr; 24 Stunden
3. Durchschnittliche Verfügbarkeit ca. 85% - 90%
4. Durchschnittliche Auslastung ca. 70% - 80%
5. Geplante PMs/Jahr an allen Anlagen
• jährliche PMs
• halbjährliche PMs
• vierteljährliche PMs (teilw.)
6. Schichtsystem 2 Schichten à 12 Stunden
7. Zur Verfügung stehende Arbeitskräfte 3 – 4 Techniker/Schicht
BEST-PM Schlüsseldaten
8/18/2006 AMD Saxony LLC & Co. KG22
BEST-PM an CVD- Anlagen
Situation vor Best-PM
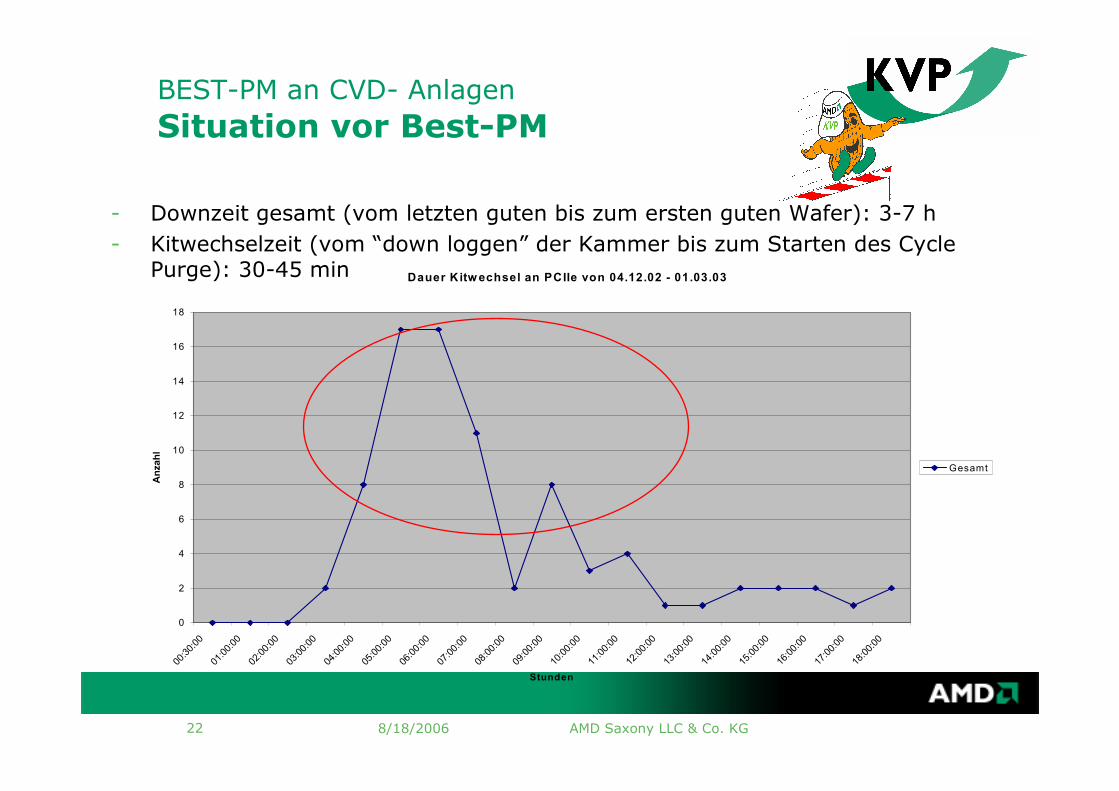
- Downzeit gesamt (vom letzten guten bis zum ersten guten Wafer): 3-7 h
- Kitwechselzeit (vom “down loggen” der Kammer bis zum Starten des Cycle Purge): 30-45 min Dauer Kitwechsel an PCIIe von 04.12.02 - 01.03.03
0
2
4
6
8
10
12
14
16
18
00:3
0:00
01:0
0:00
02:0
0:00
03:0
0:00
04:0
0:00
05:0
0:00
06:0
0:00
07:0
0:00
08:0
0:00
09:0
0:00
10:0
0:00
11:0
0:00
12:0
0:00
13:0
0:00
14:0
0:00
15:0
0:00
16:0
0:00
17:0
0:00
18:0
0:00
Stunden
Anzahl
Gesamt
8/18/2006 AMD Saxony LLC & Co. KG23
Ziele und Erfahrungen aus der Testphase:- Downzeit gesamt: stabil 2-3 Stunden- Kitwechselzeit: 12 min- Zeit zum Erreichen des Burn In Drucks: 45 min
Einsparungspotential:
- Anlagen sind teilweise Fab-Bottleneck, mit einer (von drei) Kammer wird nur noch ein Durchsatz von 70 % erreicht
- bei 650 Kitwechseln im Jahr und einer 30-prozentigen Durchsatzverringerung bestehen die folgenden Einsparpotentiale:- eine Mehrkapazität von 650 – 1.300 Wartungstechniker/ Operater-Stunden
- die Möglichkeit zwischen 7.800 und 15.600 Abscheidungen mehr durchzuführen
BEST-PM an CVD- Anlagen Einsparungspotential
8/18/2006 AMD Saxony LLC & Co. KG24
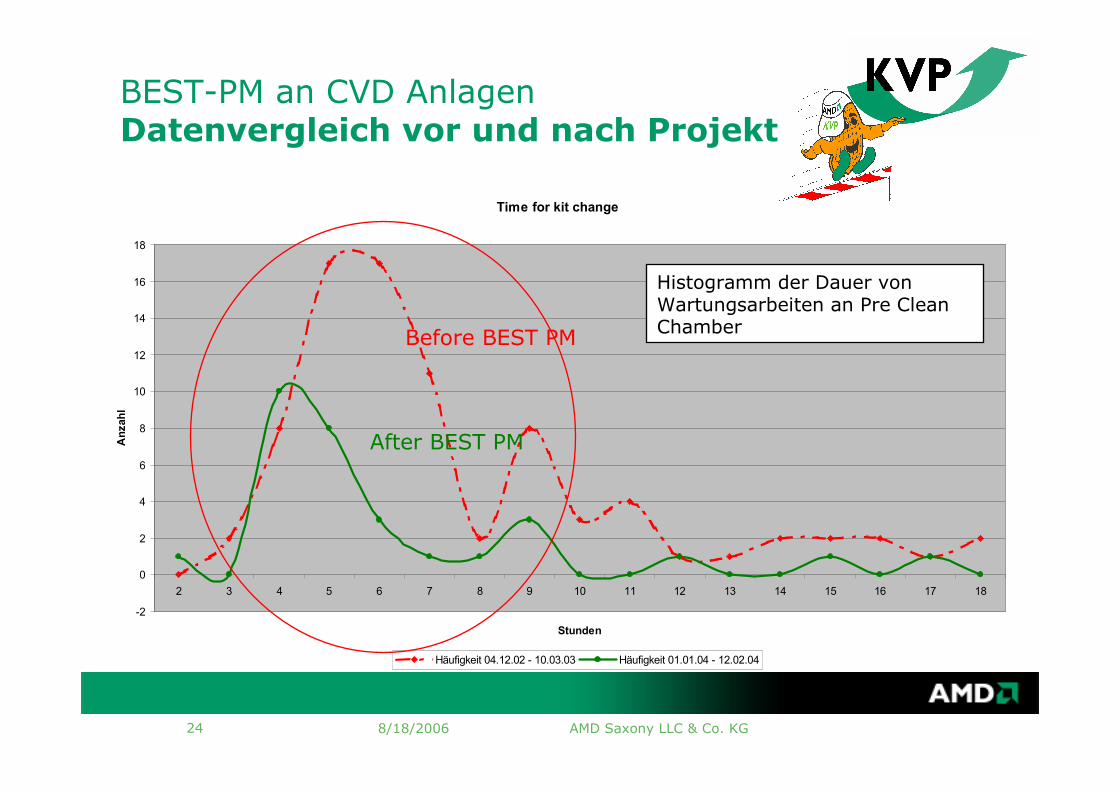
Time for kit change
-2
0
2
4
6
8
10
12
14
16
18
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Stunden
Anzahl
Häufigkeit 04.12.02 - 10.03.03 Häufigkeit 01.01.04 - 12.02.04
Before BEST PM
After BEST PM
Histogramm der Dauer von Wartungsarbeiten an Pre Clean Chamber
BEST-PM an CVD Anlagen Datenvergleich vor und nach Projekt
8/18/2006 AMD Saxony LLC & Co. KG25
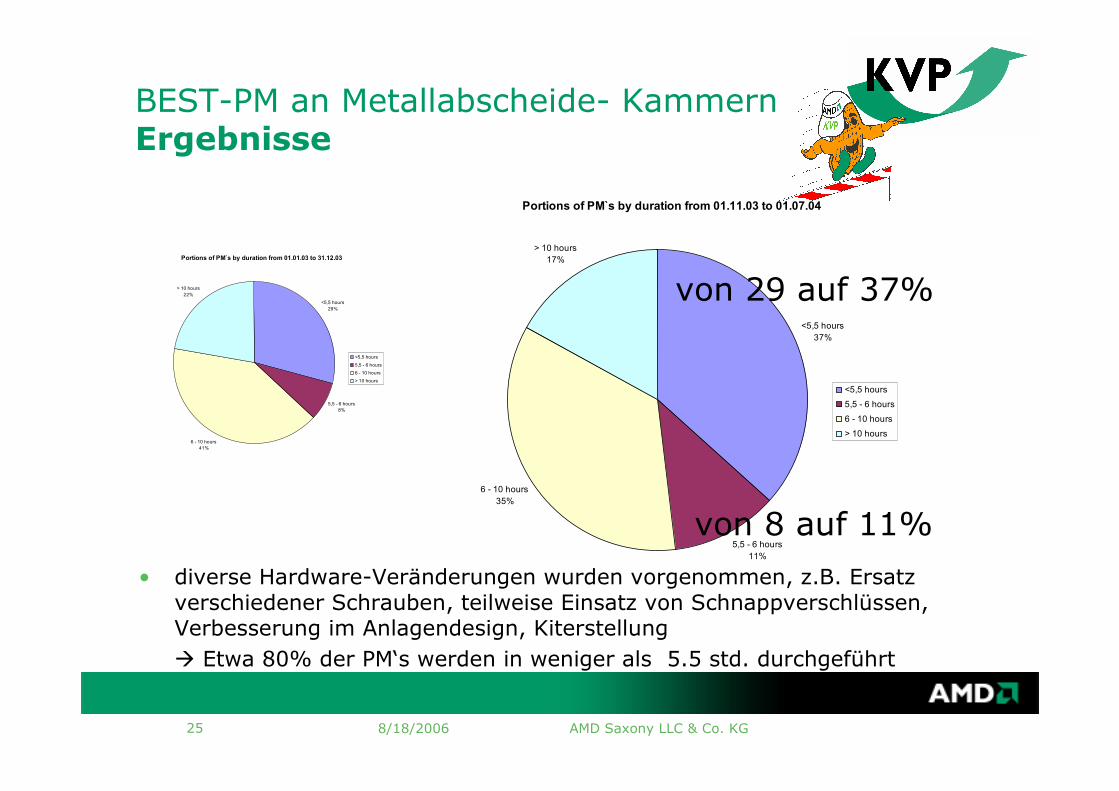
Portions of PM`s by duration from 01.11.03 to 01.07.04
<5,5 hours
37%
5,5 - 6 hours
11%
6 - 10 hours
35%
> 10 hours17%
<5,5 hours
5,5 - 6 hours
6 - 10 hours
> 10 hours
Portions of PM`s by duration from 01.01.03 to 31.12.03
<5,5 hours
29%
5,5 - 6 hours8%
6 - 10 hours41%
> 10 hours
22%
<5,5 hours
5,5 - 6 hours
6 - 10 hours
> 10 hours
von 29 auf 37%
von 8 auf 11%
• diverse Hardware-Veränderungen wurden vorgenommen, z.B. Ersatz verschiedener Schrauben, teilweise Einsatz von Schnappverschlüssen, Verbesserung im Anlagendesign, Kiterstellung
� Etwa 80% der PM‘s werden in weniger als 5.5 std. durchgeführt
BEST-PM an Metallabscheide- KammernErgebnisse
8/18/2006 AMD Saxony LLC & Co. KG26
BEST-PM an Metallabscheide- KammernErfahrungen nach Einführung und Training- Datenaufbereitung in Form von Histogramm ist hilfreich
- Videoaufzeichnung einer Wartungsmaßnahme lohnt sich nur bei
Maßnahmendauer zwischen bis max. 2 Std.
- Auswertung von Aufzeichnungen muss immer mit den Durchführenden
geschehen
- bei Hardwareänderungen, nicht zu lange auf den Lieferanten warten
� selbst nach Lösungen suche
- nachhaltiger Erfolg der Maßnahme steht und fällt mit der genauen
Durchführung der festgelegten Maßnahmen,
durch alle Beteiligten
- Nachhaltigkeit durch regelmäßiges
Messen und Auswerten möglich
- Geringe Investitionen können große
Wirkung haben, z.B. Werkzeugkits
Best-PM an Litho Cells
Litho
8/18/2006 AMD Saxony LLC & Co. KG28
Litho Cell: Track and Stepper
Zielstellung: Reduktion der PM Dauer um durchschnittlich 20%
8/18/2006 AMD Saxony LLC & Co. KG29
Projekt „Litho Best PM“
Vorgehensweise• Vorbereitung: Welche PM muss zuerst optimiert
werden? Vogelperspektive – Betrachtung des PM Regimes
• Schritt 1: Prozessing. und Wartungstechniker bewerten alle Aktionen der PM
• Schritt 2: Hilfsmittel Check• Schritt 3: Reihenfolge der Arbeitschritte optimieren• Schritt 4: Umsetzung in Workstream-Spezifikation/
Training• Schritt 5: Auswertung/ Verankerung in Organisation
8/18/2006 AMD Saxony LLC & Co. KG30
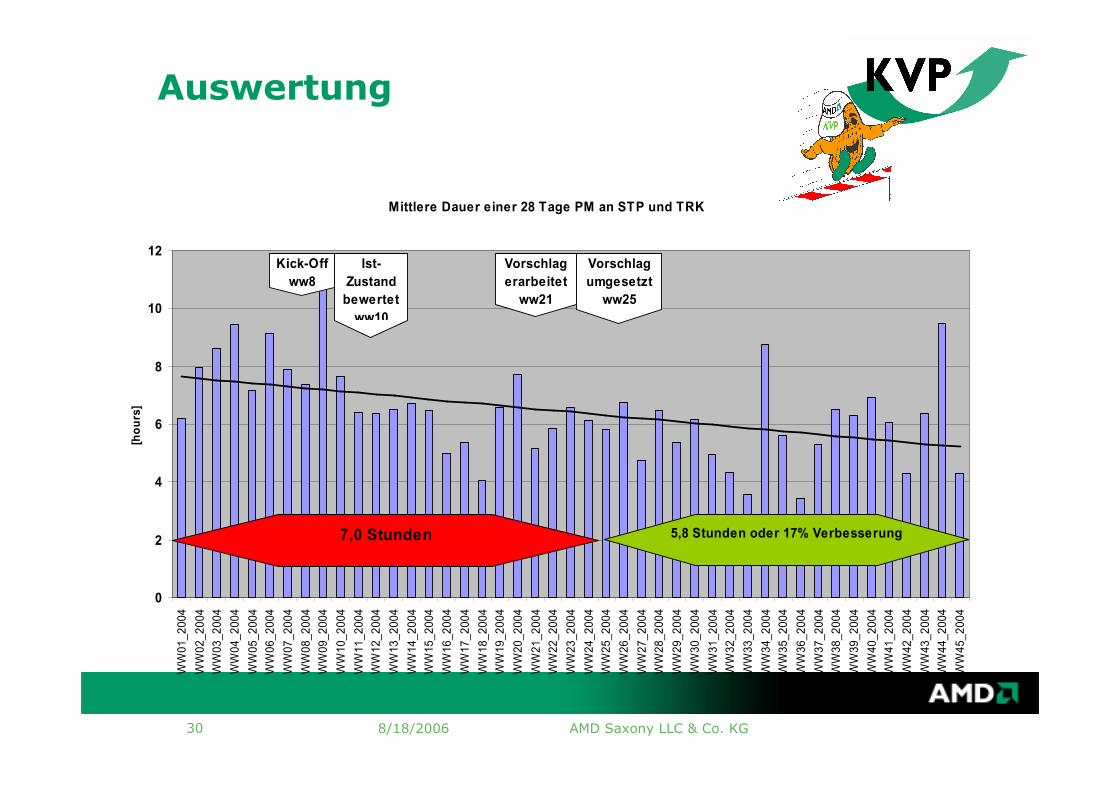
Auswertung
Mittlere Dauer einer 28 Tage PM an STP und TRK
0
2
4
6
8
10
12
WW
01_2
004
WW
02_2
004
WW
03_2
004
WW
04_2
004
WW
05_2
004
WW
06_2
004
WW
07_2
004
WW
08_2
004
WW
09_2
004
WW
10_2
004
WW
11_2
004
WW
12_2
004
WW
13_2
004
WW
14_2
004
WW
15_2
004
WW
16_2
004
WW
17_2
004
WW
18_2
004
WW
19_2
004
WW
20_2
004
WW
21_2
004
WW
22_2
004
WW
23_2
004
WW
24_2
004
WW
25_2
004
WW
26_2
004
WW
27_2
004
WW
28_2
004
WW
29_2
004
WW
30_2
004
WW
31_2
004
WW
32_2
004
WW
33_2
004
WW
34_2
004
WW
35_2
004
WW
36_2
004
WW
37_2
004
WW
38_2
004
WW
39_2
004
WW
40_2
004
WW
41_2
004
WW
42_2
004
WW
43_2
004
WW
44_2
004
WW
45_2
004
[hours]
Kick-Off
ww8
Ist-
Zustand
bewertet
ww10
Vorschlag
erarbeitet
ww21
Vorschlag
umgesetzt
ww25
5,8 Stunden oder 17% Verbesserung7,0 Stunden
8/18/2006 AMD Saxony LLC & Co. KG31
Erfahrungen / Ausblick
• Ziel wurde nicht erreicht (17% < 20%)
• BKMs werden noch nicht von allen Schichten gleichermaßen umgesetzt (MSM zuwenig involviert)
• Ein regelmäßiger Review der PM-Arbeitsmittel (SPEC, TSG, testqueues, PM-charts etc.) empfehlenswert (aller 3 Monate)
• Engpass #1 ist Zeitaufwand für Programmieren und EI Entwickler
• weitere Cell-PMs (56 Tage, 336 Tage) müssen optimiert werden
Best-PM 90 Tage-PM an Polisher
CMP/Cu
8/18/2006 AMD Saxony LLC & Co. KG33
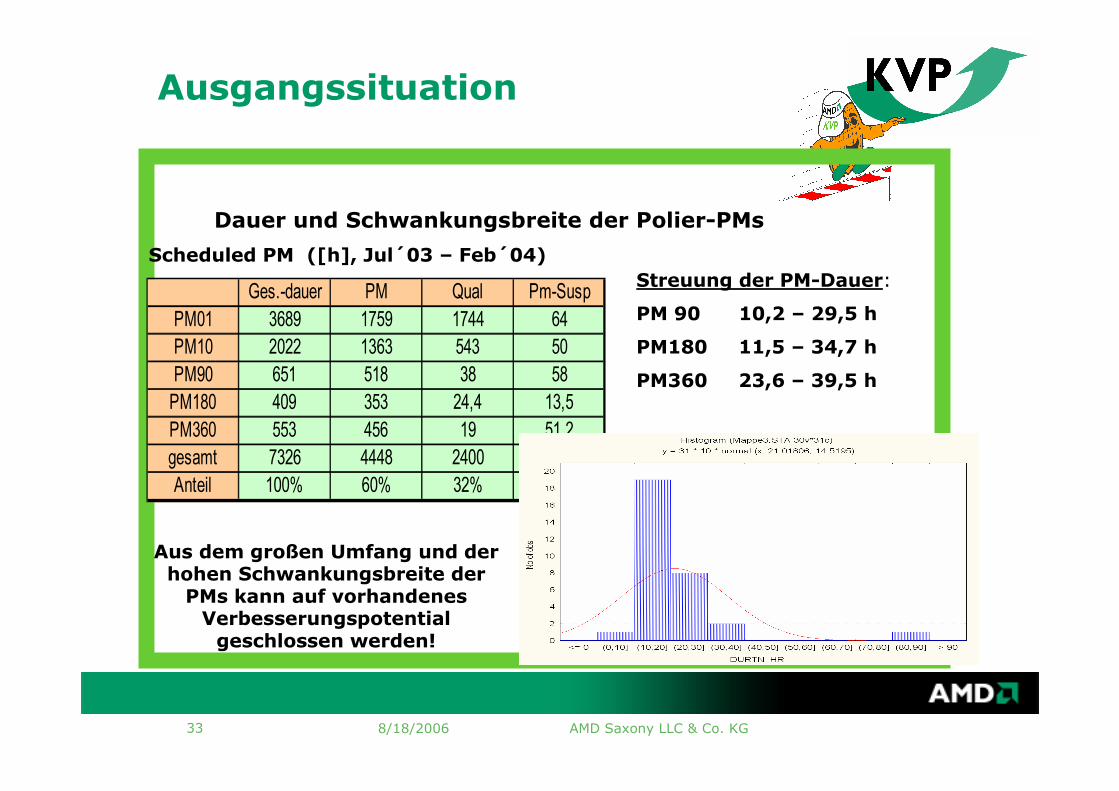
Ausgangssituation
Ges.-dauer PM Qual Pm-SuspPM01 3689 1759 1744 64PM10 2022 1363 543 50PM90 651 518 38 58PM180 409 353 24,4 13,5PM360 553 456 19 51,2gesamt 7326 4448 2400 237Anteil 100% 60% 32% 3%
Dauer und Schwankungsbreite der Polier-PMs
Scheduled PM ([h], Jul´03 – Feb´04)Streuung der PM-Dauer:
PM 90 10,2 – 29,5 h
PM180 11,5 – 34,7 h
PM360 23,6 – 39,5 h
Aus dem großen Umfang und der hohen Schwankungsbreite der PMs kann auf vorhandenes Verbesserungspotential geschlossen werden!
8/18/2006 AMD Saxony LLC & Co. KG34
Zielstellung
• Reduzierung der Down-Zeit an den Polishern bei 90 Tage-PM
• Verringerung des Gesamtaufwandes (Zeit) der PM• Reduzierung der Schwankungsbreite der PM-Dauer
• Ressourcen für möglichen Tooltransfer ins FEOL freisetzen
Toolset: Polishergruppe besteht aus im Bereich Cu-Pol aus 20 Anlagen
8/18/2006 AMD Saxony LLC & Co. KG35
Projektteam u. -ablauf
• Teilnehmer/Akteure
4 Wartungstechniker, 1 Equipmentingenieur, 1 Schichtleiter, 1 Moderator
Ablaufschema Projekt “Best PM”
Projekt Start-up
• Methodik klären
• Rahmenbedingungen festlegen
• Ist-Zustand analy-sieren
• Ziel u. Arbeitsplan definieren
• Ideensammlung“Projektliste”
Bearbeitung Projektliste
• Diskussion mögl. Lösungen
• Klärung offener Fragen
• Ggf. kurzfristige Um-setzung und Einführung gefundener Lösungen
• Analyse 90 Tage-PM
• PM-Tracking
• Schwachstellen-analyse
• Ggf. Entwicklung eines optimierten PM-Szenarios
• Verifikation der Lösung “Feldversuch”
Auswertung u. Kommunikation
• Zusammenfassen und Bewertung der Ergebnisse
• Formulierung und Kommunikation BKM
8/18/2006 AMD Saxony LLC & Co. KG36
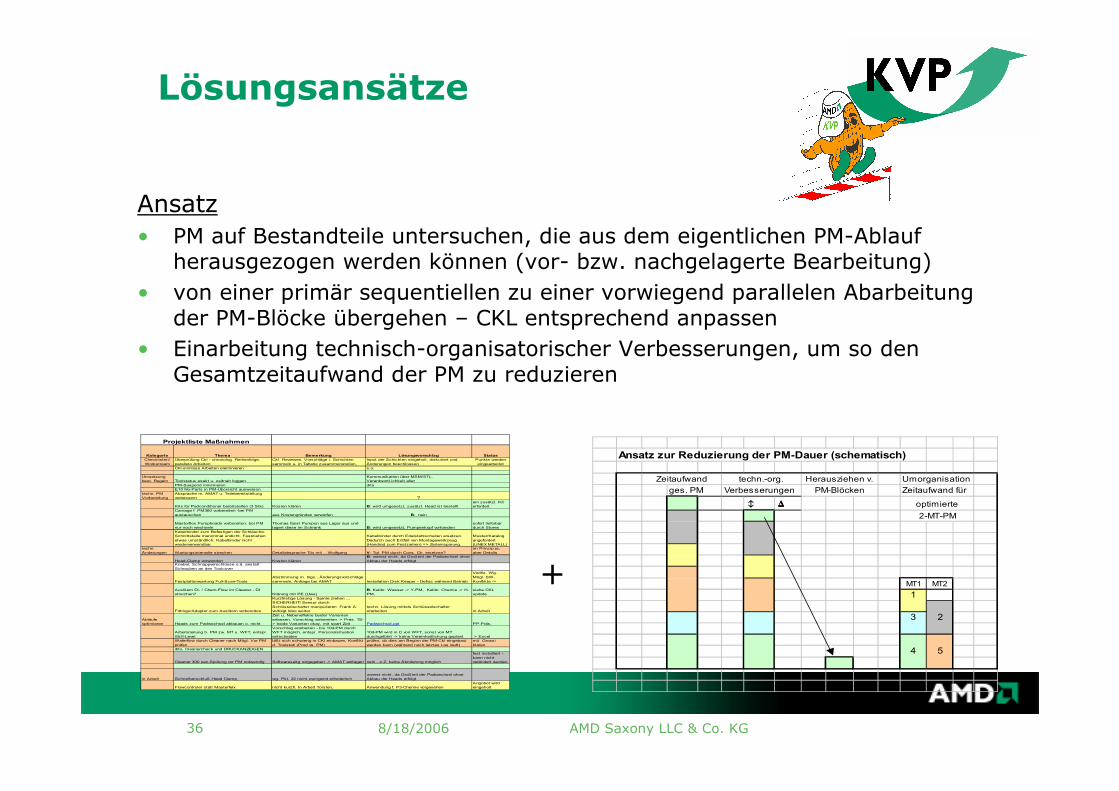
Lösungsansätze
Ansatz• PM auf Bestandteile untersuchen, die aus dem eigentlichen PM-Ablauf
herausgezogen werden können (vor- bzw. nachgelagerte Bearbeitung)
• von einer primär sequentiellen zu einer vorwiegend parallelen Abarbeitung der PM-Blöcke übergehen – CKL entsprechend anpassen
• Einarbeitung technisch-organisatorischer Verbesserungen, um so den Gesamtzeitaufwand der PM zu reduzieren
Ansatz zur Reduzierung der PM-Dauer (schematisch)
Umorganisation
ges. PM Verbesserungen Zeitaufwand für
� ∆ ∆ ∆ ∆
MT1 MT2
1
3 2
4 5
2-MT-PM
PM-Blöcken
techn.-org. Zeitaufwand Herausziehen v.
optimierte
Kategorie Thema Bemerkung Lösungsvorschlag Status
Checklisten/ Workstream
Überprüfung Ckl - chronolog. Reihenfolge, parallele Arbeiten
Ckl. Reviewen, Vorschläge i. Schichten sammeln u. in Tabelle zusammenstellen,
Input der Schichten eingeholt, diskutiert und Änderungen beschlossen
Punkte werden eingearbeitet
Ckl-sinnlose Arbeiten eleminieren s.o.
Umsetzung best. Regeln Toolstatus exakt u. zeitnah loggen
Kommunikation über MSM/STL, Verantwortl.ichkeit aller
PM-Suspend minimieren ditoE10 No-Parts in PM-Übersicht ausweisen
techn. PM Vorbereitung
Absprache m. AMAT u. Teilebereitstellung verbessern ?
Kits für Padconditioner bereitstellen (3 Stk) Kosten klären B: wird umgesetzt, zusätzl. Head ist bestelltein zusätzl. Kit erforderl.
Carriage f. PM360 vorbereiten -bei PM austauschen aus Kostengründen verworfen B: nein
Masterflex Pumpheads vorbereiten, bei PM nur noch wechseln
Thomas fasst Pumpen aus Lager aus und lagert diese im Schrank B: wird umgesetzt, Pumpenkopf vorhanden
sofort lieferbar durch Stores
Kabelbinder zum Befestigen der Schläuche: Schnittstelle manchmal undicht. Festziehen etwas umständlich. Kabelbinder nicht wiederverwendbar.
Kabelbinder durch Edelstahlschellen ersetzen. Dadurch auch Entfall von Montagewerkzeug (Handrad zum Festziehen) => Zeiteinsparung.
Muster/Katalog angefordert (UNEX METALL)
techn. Änderungen Wartungsintervalle strecken Detailabsprache Tilo mit ...Wolfgang V: Tgl. PM durch Cons. Ch. ersetzen?
im Prinzip ja, aber Details
Head-Clamp verwenden Kosten klärenB: vorerst nicht, da Großteil der Padwechsel ohne Abbau der Heads erfolgt
Knebel, Schnappverschlüsse o.ä. anstatt Schrauben an den Toolcover
Festplattenwartung Full-Scan-ToolsAbstimmung m. Ings., Änderungsvorschläge sammeln, Anfrage bei AMAT Installation Disk Keeper - Defrac während Betrieb
Verifiz. Wg. Mögl. SW-Konflikte ->
Auslitern Di- / Chem-Flow im Cleaner - DI streichen? Klärung mit PE (Uwe)
B: Kalibr. Wasser -> Y-PM, Kalibr. Chemie -> H-PM,
siehe CKL update
Fittinge/Adapter zum Auslitern vorbereiten
Kurzfristige Lösung - Spinte ziehen ...SICHERHEIT! Sensor durch Schlüsselschalter manipulieren Frank A. verfolgt Idee weiter
techn. Lösung mittels Schlüsselschalter erarbeiten in Arbeit
Abläufe optimieren Heads zum Padwechsel abbauen o. nicht
Zeit u. Nebeneffekte beider Varianten erfassen, Vorschlag vorbereiten -> Präs. TS-> beide Varianten okay, mit spart Zeit Padwechsel.ppt PP-Präs.
Arbeitsteilung b. PM zw. MT u. WFT, entspr. Skill-Level
Vorschlag erarbeiten - bis 10d-PM durch WFT möglich, entspr. Personalsituation entscheiden
10d-PM wird in C von WFT, sonst von MT durchgeführt -> keine Vereinheitlichung geplant > Excel
Waferflow durch Cleaner nach Mögl. Vor PM prüfen
läßt sich schwierig in CKl einbauen, Konflikt d. Toolstati (Prod vs. PM)
prüfen, ob dies am Beginn der PM-Ckl eingebaut werden kann (während noch letztes Los läuft)
mit Grossi klären
dito, Cleanercheck und DRUCKANZEIGEN
Cleaner 300 sec-Spülung vor PM notwendig Softwareseitg vorgegeben -> AMAT anfragen nein - z.Z. keine Äbnderung möglich
fest installiert -kann nicht verändert werden
in Arbeit Schnellverschluß Head Clamp wg. Pkt. 22 nicht zwingend erforderlichvorerst nicht, da Großteil der Padwechsel ohne Abbau der Heads erfolgt
Flowcontroler statt Masterfelx nicht kurzfr. In Arbeit Torsten, Anwendung f. P3-Chemie vorgesehenAngobot wird eingeholt
Projektliste Maßnahmen
+
8/18/2006 AMD Saxony LLC & Co. KG37
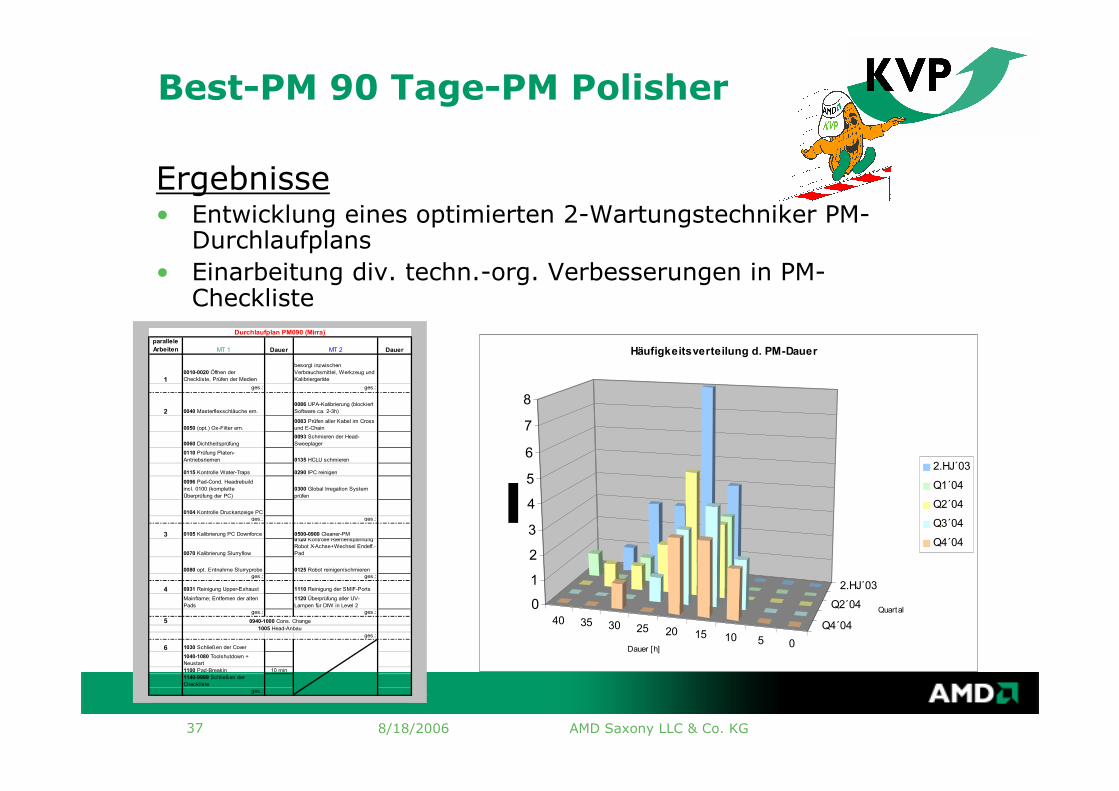
Best-PM 90 Tage-PM Polisher
Ergebnisse• Entwicklung eines optimierten 2-Wartungstechniker PM-
Durchlaufplans• Einarbeitung div. techn.-org. Verbesserungen in PM-
Checkliste
parallele
Arbeiten MT 1 Dauer MT 2 Dauer
10010-0020 Öffnen der Checkliste, Prüfen der Medien
besorgt inzwischen Verbrauchsmittel, Werkzeug und Kalibriergeräte
ges.: ges.:
2 0040 Masterflexschläuche ern.0086 UPA-Kalibrierung (blockiert Software ca. 2-3h)
0050 (opt.) Ox-Filter ern.0083 Prüfen aller Kabel im Cross und E-Chain
0060 Dichtheitsprüfung0093 Schmieren der Head-Sweeplager
0110 Prüfung Platen-Antriebsriemen 0135 HCLU schmieren
0115 Kontrolle Water-Traps 0290 IPC reinigen
0096 Pad-Cond. Headrebuild incl. 0100 (komplette Überprüfung der PC)
0300 Global Irregation System prüfen
0104 Kontrolle Druckanzeige PCges.: ges.:
3 0105 Kalibrierung PC Downforce 0500-0900 Cleaner-PM
0070 Kalibrierung Slurryflow
0120 Kontrolle Riemenspannung Robot X-Achse+Wechsel Endeff.-Pad
0080 opt. Entnahme Slurryprobe 0125 Robot reinigen/schmierenges.: ges.:
4 0931 Reinigung Upper-Exhaust 1110 Reinigung der SMIF-Ports0930 Reinigung + Kontrolle Mainframe; Entfernen der alten Pads
1120 Überprüfung aller UV-Lampen für DIW in Level 2
ges.: ges.:
5
ges.:
6 1030 Schließen der Cover
1040-1080 Toolshutdown + Neustart1100 Pad-Breakin 10 min1140-9999 Schließen der Checkliste
ges.:
Durchlaufplan PM090 (Mirra)
0940-1000 Cons. Change
1005 Head-Anbau
0510152025303540
2.HJ´03
Q2´04
Q4´04
0
1
2
3
4
5
6
7
8
Dauer [h]
Quartal
Häufigkeitsverteilung d. PM-Dauer
2.HJ´03
Q1´04
Q2´04
Q3´04
Q4´04
8/18/2006 AMD Saxony LLC & Co. KG38
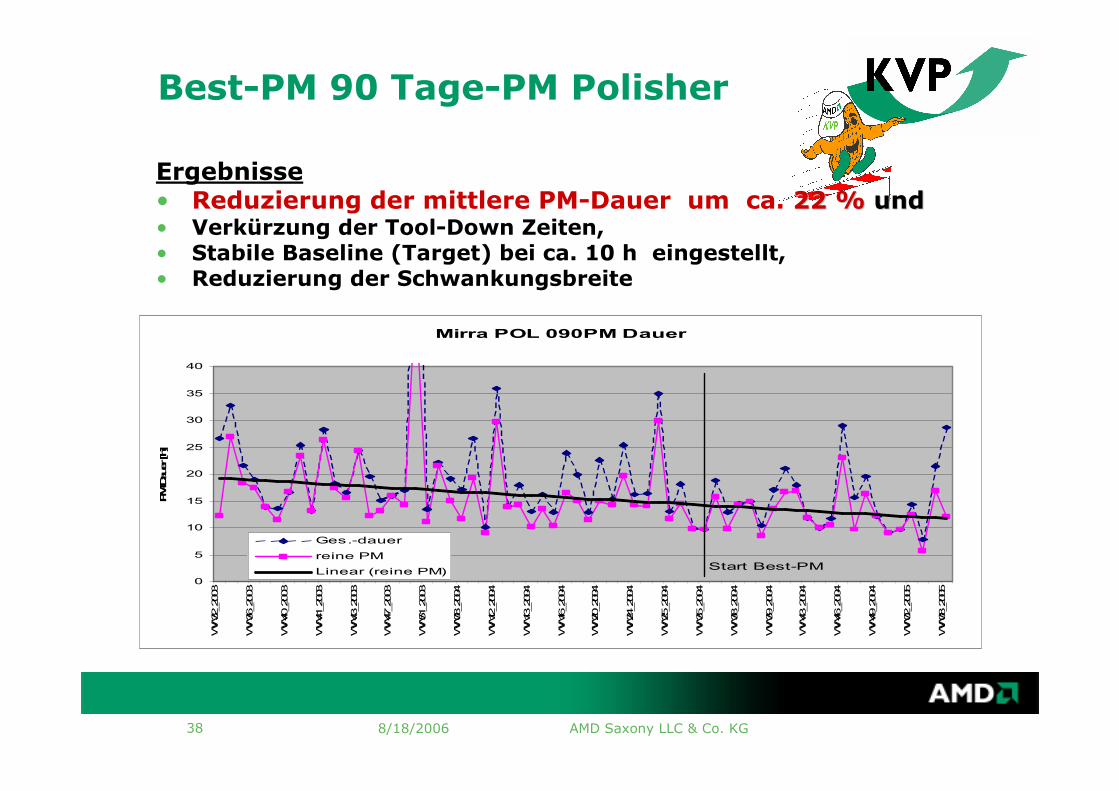
Best-PM 90 Tage-PM Polisher
Ergebnisse• Reduzierung der mittlere PM-Dauer um ca. 22 %22 % undund• Verkürzung der Tool-Down Zeiten,• Stabile Baseline (Target) bei ca. 10 h eingestellt, • Reduzierung der Schwankungsbreite
Mirra POL 090PM Dauer
0
5
10
15
20
25
30
35
40
WW32_2003
WW36_2003
WW40_2003
WW41_2003
WW43_2003
WW47_2003
WW51_2003
WW08_2004
WW12_2004
WW13_2004
WW16_2004
WW20_2004
WW24_2004
WW25_2004
WW35_2004
WW38_2004
WW39_2004
WW43_2004
WW46_2004
WW49_2004
WW02_2005
WW08_2005
PM-Dauer [h]
Ges.-dauer
reine PM
Linear (reine PM) Start Best-PM
8/18/2006 AMD Saxony LLC & Co. KG39
Best-PM 90 Tage-PM Polisher
Worauf achten?• Umsetzung Best-PM Ergebnisse ist kein Selbstläufer!
• Muß als Ziel von Führungskraft gewollt und dies klar kommuniziert werden
• Muß organisatorisch vorbereitet und während PM abgesichert werden � Prioritätensetzung!
• Erreichte Ergebnisse erfassen, positive Ergebnisse anerkennen, Ursache für negative Abweichungen diskutieren und Lehren ableiten
• Status & Trend im Wartungstechniker-Meeting regelmäßig diskutieren

8/18/2006 AMD Saxony LLC & Co. KG40
Best-PM 90 Tage-PM Polisher
Offene Punkte:- Notwendigkeit wird nicht gesehen Rel. geringe Toolauslastung
(abstrakter Nutzen) in häufigen Low-WIP-Phasen
- Trennung von PM- und Rep-Zeit Verfälschung der PM-Dauer, erschwert Ausreißer in der Statistik
- mögl. Zunahme der Rep-Anteil bei “Toolalterung”, Tooldowngrößeren PM
- Absicherung d. 2-Mann-Strategie bei Toolaborts u. Personal-engpässen schwierig
- Sinnvolle Prioritätensetzung!
8/18/2006 AMD Saxony LLC & Co. KG41
Vielen Dank für Ihre Aufmerksamkeit.
8/18/2006 AMD Saxony LLC & Co. KG42
Back up
8/18/2006 AMD Saxony LLC & Co. KG43
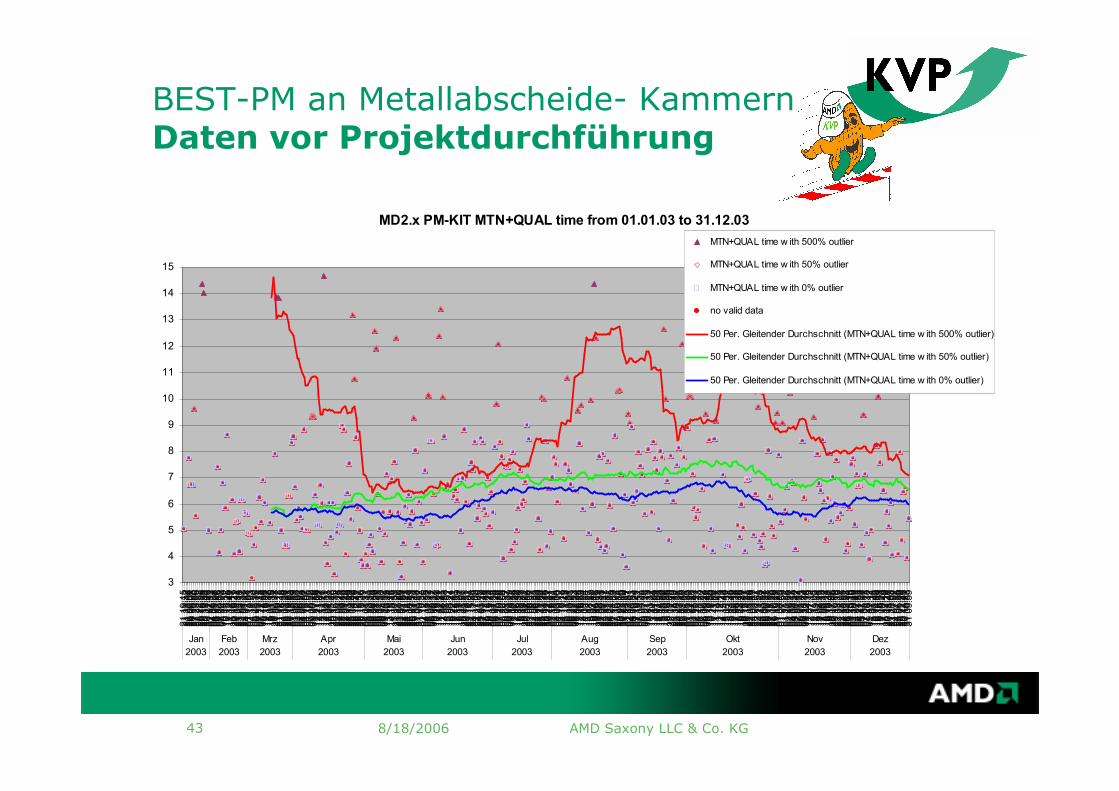
MD2.x PM-KIT MTN+QUAL time from 01.01.03 to 31.12.03
3
4
5
6
7
8
9
10
11
12
13
14
15
21 1
9:1
521 1
9:5
221 2
1:4
226 0
0:0
626 0
6:0
726 0
6:0
827 1
0:4
027 2
3:0
628 2
2:5
228 2
2:5
229 1
9:3
929 1
9:5
830 1
9:4
330 2
1:0
631 0
2:4
102 1
7:1
204 0
8:2
204 0
9:0
806 0
1:0
706 1
2:4
607 0
0:5
908 0
0:0
308 1
4:1
610 0
9:5
210 1
5:2
511 1
2:4
611 1
2:4
716 0
0:1
720 1
9:2
920 1
9:4
221 0
8:3
121 2
3:1
822 0
4:3
722 0
4:3
723 0
7:2
924 0
2:3
801 1
3:0
101 1
3:0
304 1
6:3
305 2
1:5
006 0
0:3
506 1
5:1
107 1
7:1
507 2
2:4
809 1
8:5
810 1
8:5
512 1
9:3
712 1
9:3
815 0
1:1
019 0
1:3
519 0
2:3
220 0
0:3
321 0
9:1
721 0
9:1
821 1
8:4
824 1
9:3
926 0
3:3
626 0
3:3
726 1
9:5
326 1
9:5
331 1
5:5
601 0
0:1
901 0
5:0
102 0
0:3
002 0
6:0
202 0
6:2
304 0
0:2
804 0
1:0
204 1
9:0
704 1
9:0
807 1
6:2
209 0
0:2
009 0
0:2
011 1
7:1
612 2
1:0
612 2
1:0
713 1
1:4
713 1
2:2
613 1
8:1
714 0
3:5
114 0
4:3
818 0
4:3
118 0
5:4
820 1
1:4
020 1
6:5
522 0
0:1
822 0
3:2
522 0
3:2
822 0
9:1
322 0
9:2
023 0
1:2
824 0
3:5
924 1
3:2
925 1
9:5
226 0
4:4
926 1
0:2
626 1
2:4
128 1
0:1
728 1
1:5
628 1
9:3
628 1
9:4
904 0
1:3
105 0
9:1
105 1
3:3
005 2
0:2
806 0
6:3
306 0
7:5
906 0
8:3
906 1
7:4
509 0
7:3
109 0
9:3
009 1
4:5
209 2
0:3
111 0
3:3
913 1
0:4
413 1
5:1
814 1
5:4
515 0
0:5
521 1
7:2
721 2
3:2
022 0
0:5
622 0
1:3
322 0
4:5
724 1
4:2
324 1
4:2
324 1
4:5
126 0
0:4
926 0
3:3
326 1
1:2
829 0
1:1
331 0
8:0
431 0
9:4
231 1
0:3
102 1
2:2
004 1
3:3
504 1
5:5
508 0
7:3
708 0
8:1
108 0
8:1
209 0
2:2
710 1
0:2
210 2
3:0
911 1
7:2
111 2
2:3
112 0
6:4
513 0
2:5
814 0
5:5
115 0
1:5
216 0
0:2
416 2
2:4
116 2
2:4
117 1
6:0
518 1
3:3
918 1
5:3
118 2
1:0
718 2
1:5
620 0
9:4
720 1
8:3
121 1
0:3
222 1
1:0
422 1
5:3
323 1
3:4
624 1
7:0
324 2
1:0
024 2
1:4
525 0
5:2
727 0
7:1
927 1
2:4
628 1
2:4
329 1
3:2
529 1
9:2
430 1
1:1
603 0
4:3
806 0
7:2
406 1
5:2
007 2
0:1
607 2
0:2
608 1
2:0
608 2
0:5
409 0
3:3
709 0
3:3
709 1
8:2
909 1
9:3
211 0
0:5
812 0
7:3
912 1
6:4
216 0
9:3
016 1
8:2
318 0
2:3
719 1
9:2
220 0
2:0
220 0
8:1
621 0
8:0
422 0
8:3
722 0
8:3
824 0
6:5
324 0
6:5
324 1
5:4
924 2
1:0
025 1
3:3
428 0
8:2
828 1
1:1
630 2
2:2
230 2
2:5
731 1
6:4
102 1
8:4
402 1
8:4
403 0
3:5
404 0
3:0
004 1
9:1
204 1
9:1
304 1
9:2
905 1
1:1
506 1
1:5
406 1
9:5
106 2
0:2
106 2
2:0
906 2
2:3
308 1
2:3
411 0
6:4
812 0
8:2
512 1
8:5
513 1
9:2
414 0
3:2
414 0
3:2
414 1
8:2
718 0
1:5
919 0
2:4
019 0
4:1
119 0
6:0
619 1
9:1
921 0
8:5
122 0
0:4
522 0
8:2
723 0
7:3
723 1
1:3
724 0
2:1
224 2
2:0
526 0
3:4
327 1
1:3
927 1
6:0
428 2
0:1
429 0
9:5
630 2
3:0
530 2
3:1
031 0
3:0
431 1
5:4
702 0
3:3
702 1
1:0
104 0
0:5
306 0
9:3
407 1
0:2
407 1
9:4
107 1
9:5
708 0
3:3
608 0
5:4
409 0
7:5
009 2
1:1
510 0
1:1
310 1
3:3
211 2
0:2
113 1
4:0
414 0
1:0
914 0
1:3
814 1
1:0
314 1
6:5
315 0
5:4
015 1
5:0
817 0
0:5
619 1
3:4
519 1
9:0
922 0
2:4
022 1
8:4
023 1
4:1
423 2
0:5
724 0
3:5
626 1
7:1
827 0
9:4
029 0
1:0
130 1
6:2
601 0
1:3
301 2
2:2
001 2
2:2
102 0
7:3
002 1
3:4
302 2
0:2
104 2
1:2
306 1
0:2
007 1
7:4
208 0
0:2
409 0
9:4
009 1
8:4
810 1
0:5
510 1
8:5
010 2
1:0
011 1
1:1
411 1
3:0
711 1
6:4
812 1
2:1
312 1
4:2
314 1
3:4
314 1
4:4
615 0
3:3
215 0
3:3
515 1
1:4
516 2
0:4
917 0
8:3
817 0
8:3
818 1
9:1
818 2
3:4
519 0
4:2
019 1
0:4
719 1
5:2
720 1
4:5
321 1
8:4
622 0
3:4
822 0
3:4
923 0
3:1
723 0
8:0
223 1
3:5
124 2
1:2
825 1
3:5
226 0
0:3
726 0
0:3
726 0
0:3
826 1
1:5
727 1
6:1
827 1
7:2
028 0
0:2
829 1
0:2
931 1
9:2
701 0
3:1
001 0
6:0
301 0
7:5
901 1
1:2
201 2
0:5
602 0
7:3
002 1
9:1
703 0
9:4
304 0
4:5
805 0
0:4
207 0
7:4
707 0
8:2
409 0
3:3
309 1
4:2
309 1
6:3
409 2
2:1
811 0
4:3
612 0
7:1
312 0
7:1
412 1
1:0
512 1
9:2
613 0
2:5
413 0
8:1
117 0
4:4
917 0
5:1
818 0
6:4
218 0
8:2
418 1
3:3
619 1
0:4
719 1
7:0
620 0
7:4
620 1
0:0
921 1
9:1
622 0
3:1
922 2
3:0
823 0
5:5
524 1
6:5
124 2
3:5
826 0
4:4
429 2
3:1
601 1
0:4
002 1
9:4
902 2
0:4
903 0
2:4
304 2
1:5
304 2
1:5
305 1
7:3
807 0
5:5
707 0
8:1
307 2
3:3
809 1
9:1
711 0
7:3
415 0
1:3
816 0
0:4
316 1
4:0
816 1
6:3
916 1
6:5
317 0
9:2
317 1
0:4
018 1
7:1
220 0
4:2
020 1
8:4
721 1
1:0
921 2
0:0
424 0
7:5
224 0
7:5
525 0
6:5
526 0
1:4
926 2
2:2
630 1
3:4
530 1
5:2
731 0
0:5
331 0
9:5
9
Jan
2003
Feb
2003
Mrz
2003
Apr
2003
Mai
2003
Jun
2003
Jul
2003
Aug
2003
Sep
2003
Okt
2003
Nov
2003
Dez
2003
MTN+QUAL time w ith 500% outlier
MTN+QUAL time w ith 50% outlier
MTN+QUAL time w ith 0% outlier
no valid data
50 Per. Gleitender Durchschnitt (MTN+QUAL time w ith 500% outlier)
50 Per. Gleitender Durchschnitt (MTN+QUAL time w ith 50% outlier)
50 Per. Gleitender Durchschnitt (MTN+QUAL time w ith 0% outlier)
BEST-PM an Metallabscheide- KammernDaten vor Projektdurchführung
8/18/2006 AMD Saxony LLC & Co. KG44
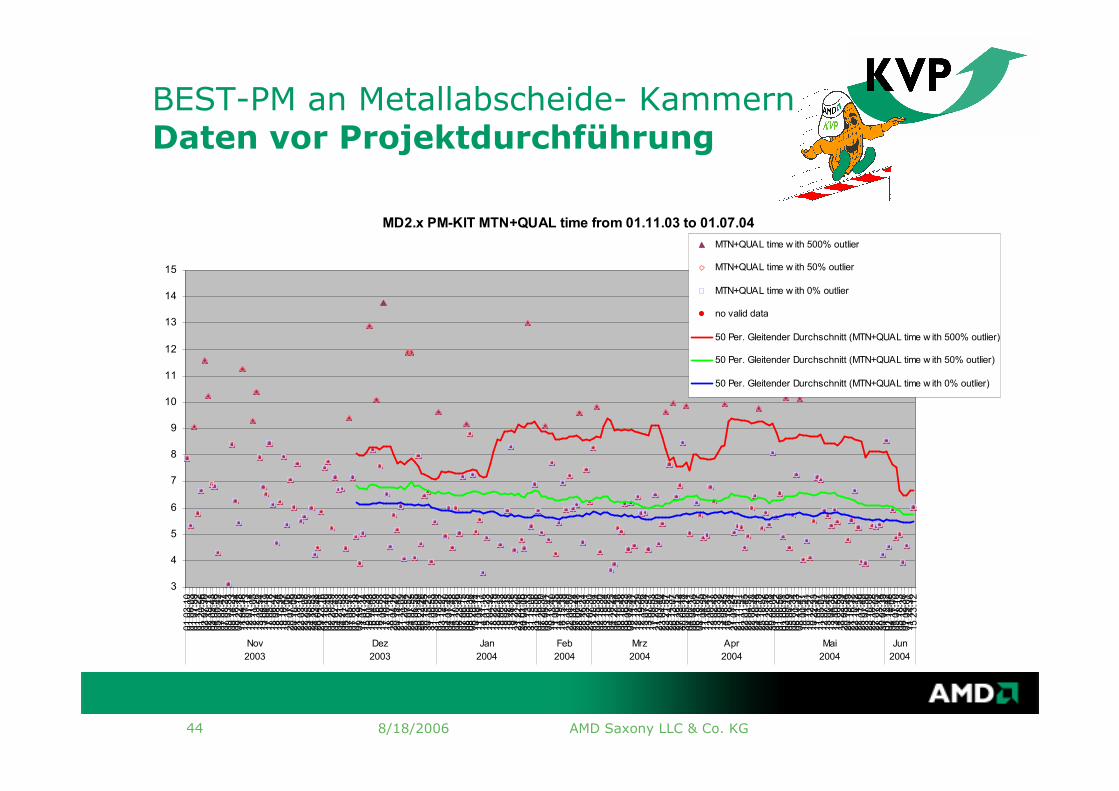
MD2.x PM-KIT MTN+QUAL time from 01.11.03 to 01.07.04
3
4
5
6
7
8
9
10
11
12
13
14
15
01 0
3:1
001 0
6:0
301 0
7:5
901 1
1:2
201 2
0:5
602 0
7:3
002 1
9:1
703 0
9:4
304 0
4:5
805 0
0:4
207 0
7:4
707 0
8:2
409 0
3:3
309 1
4:2
309 1
6:3
409 2
2:1
811 0
4:3
612 0
7:1
312 0
7:1
412 1
1:0
512 1
9:2
613 0
2:5
413 0
8:1
117 0
4:4
917 0
5:1
818 0
6:4
218 0
8:2
418 1
3:3
619 1
0:4
719 1
7:0
620 0
7:4
620 1
0:0
921 1
9:1
622 0
3:1
922 2
3:0
823 0
5:5
524 1
6:5
124 2
3:5
826 0
4:4
429 2
3:1
601 1
0:4
002 1
9:4
902 2
0:4
903 0
2:4
304 2
1:5
304 2
1:5
305 1
7:3
807 0
5:5
707 0
8:1
307 2
3:3
809 1
9:1
711 0
7:3
415 0
1:3
816 0
0:4
316 1
4:0
816 1
6:3
916 1
6:5
317 0
9:2
317 1
0:4
018 1
7:1
220 0
4:2
020 1
8:4
721 1
1:0
921 2
0:0
424 0
7:5
224 0
7:5
525 0
6:5
526 0
1:4
926 2
2:2
630 1
3:4
530 1
5:2
731 0
0:5
331 0
9:5
901 1
0:2
303 1
2:2
703 1
7:3
004 0
7:4
804 1
7:4
805 1
0:5
606 2
3:4
907 0
6:1
508 0
9:1
508 0
9:3
608 2
0:3
410 1
9:1
411 0
9:1
114 1
1:1
615 0
1:2
317 0
4:3
218 2
2:1
918 2
2:1
919 0
0:5
319 0
2:1
819 0
2:3
519 1
8:1
619 2
1:2
521 2
2:0
624 0
1:1
630 0
4:0
031 1
3:1
331 1
5:0
031 1
5:5
602 1
6:0
607 2
0:3
008 0
5:0
108 1
7:4
710 1
3:4
011 0
0:3
514 1
9:4
916 1
5:3
917 1
1:4
922 0
6:5
026 0
1:2
427 0
6:4
828 0
7:1
128 1
6:2
428 2
3:3
129 0
7:3
001 2
0:0
402 1
5:3
402 1
9:3
003 1
9:2
403 1
9:2
504 1
9:2
504 2
2:4
406 1
0:3
608 1
0:4
808 1
6:2
309 0
9:3
509 1
4:4
112 1
1:4
712 1
8:2
912 1
9:0
613 0
7:3
413 0
7:5
717 0
9:5
317 2
0:0
821 0
3:4
023 0
4:5
423 2
1:5
725 1
4:3
126 1
3:0
726 1
6:1
527 2
3:4
430 0
5:1
830 0
5:2
404 0
0:1
106 0
4:3
606 1
8:0
708 1
8:3
511 0
4:5
011 1
6:4
712 0
0:3
713 0
2:4
813 0
9:3
213 0
9:3
214 0
8:4
516 1
8:3
417 1
9:2
421 0
1:5
121 1
1:5
121 1
1:5
122 0
1:4
522 0
4:5
722 0
8:3
823 2
0:4
424 1
9:1
925 1
0:5
226 1
8:5
626 2
3:1
830 0
8:0
401 0
0:2
201 0
0:5
601 0
8:5
103 0
9:1
805 0
0:4
905 0
1:3
406 2
0:3
308 1
1:4
710 0
0:5
110 1
1:4
110 1
2:2
710 2
2:3
311 0
1:4
711 0
5:0
112 0
7:5
213 0
0:4
713 0
4:3
213 1
0:2
814 0
0:5
318 2
2:3
920 0
3:5
420 1
9:4
921 1
6:3
222 1
0:1
222 1
1:5
023 0
7:4
923 0
7:5
023 1
0:0
925 1
0:2
827 0
7:0
528 2
3:1
430 0
7:3
901 1
2:4
202 1
2:4
804 1
7:0
505 0
7:1
005 1
8:1
306 1
2:3
607 0
9:0
111 1
4:3
615 2
3:1
2
Nov
2003
Dez
2003
Jan
2004
Feb
2004
Mrz
2004
Apr
2004
Mai
2004
Jun
2004
MTN+QUAL time w ith 500% outlier
MTN+QUAL time w ith 50% outlier
MTN+QUAL time w ith 0% outlier
no valid data
50 Per. Gleitender Durchschnitt (MTN+QUAL time w ith 500% outlier)
50 Per. Gleitender Durchschnitt (MTN+QUAL time w ith 50% outlier)
50 Per. Gleitender Durchschnitt (MTN+QUAL time w ith 0% outlier)
BEST-PM an Metallabscheide- KammernDaten vor Projektdurchführung
8/18/2006 AMD Saxony LLC & Co. KG45
Weitere Überlegungen zur Wartungsoptimierung
• Best PM (Unterscheidung nach internen und externen Tätigkeiten sowie die Analyse hinsichtlich Verschwendungen) fokussiert auf definierte PMs
• Insbesondere wenn nur ein oder wenige Anlagen für bestimmte Operationen zur Verfügung stehen, wird durch PM Arbeiten der Takt und Flow schnell unterbrochen. Um wenig zu stören ist zu überlegen, wie sich alle fälligen PM Arbeiten in möglichst kleinen Zeitfenstern absolvieren lassen. Hierzu ist eine „Vogelperspektive“ auf alle innerhalb eines Jahres nötigen PM Arbeiten sinnvoll. Eine Umverteilung auf möglichst gleichmäßig kleine Pakete z.B. pro Monat bildet eine Grundüberlegung für die PM Planung.
• Best PM ist in diesem Fall der zweite Schritt.
8/18/2006 AMD Saxony LLC & Co. KG46
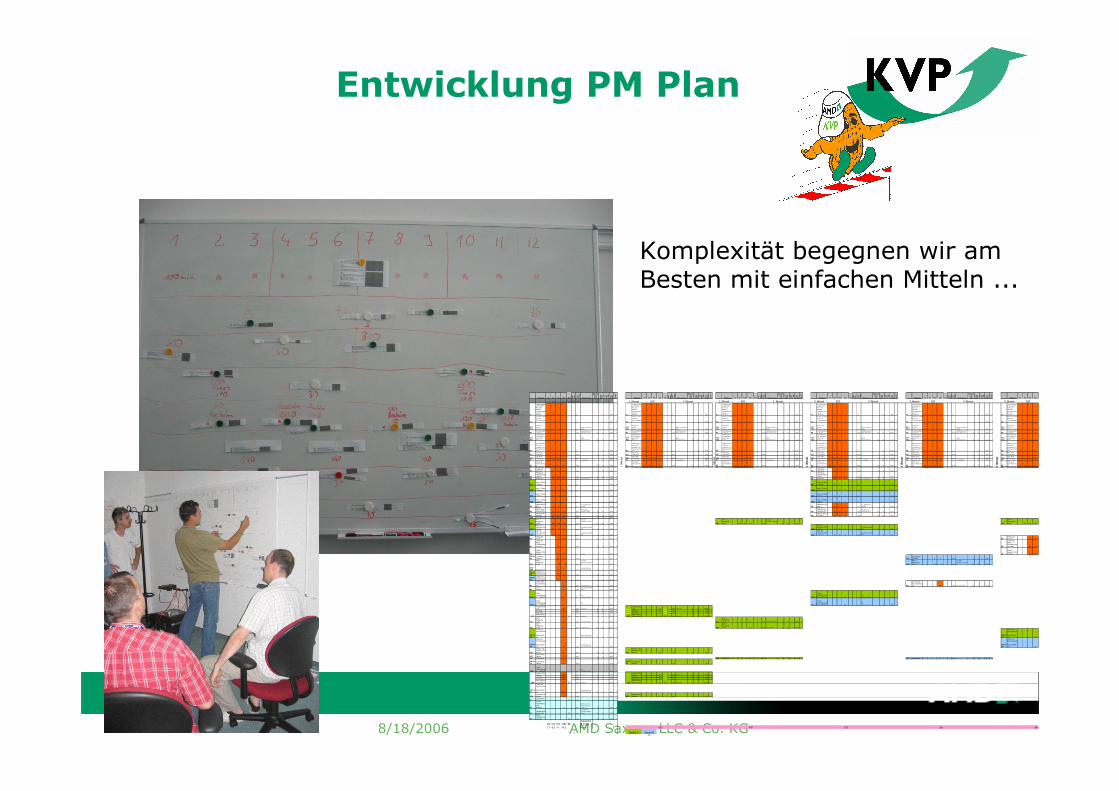
Entwicklung PM Plan
Komplexität begegnen wir am Besten mit einfachen Mitteln ...
Tätigkeit 30 90 180 360 720 SAP
doku.
Tool
status
Bemerkung
Maschi
nen
zeit
MA
Zeit
Anz.M
A
Job
level Level
Tätigkeit 30 90 180 360 720 SAP
doku.
Tool
status
Bemerkung
Maschi
nen
zeit
MA
Zeit
Anz.M
A
Job
level Level
Tätigkeit 30 90 180 360 720 SAP
doku.
Tool
status
Bemerkung
Maschi
nen
zeit
MA
Zeit
Anz.M
A
Job
level Level
Tätigkeit 30 90 180 360 720 SAP
doku.
Tool
status
Bemerkung
Maschi
nen
zeit
MA
Zeit
Anz.M
A
Job
level Level
Tätigkeit 30 90 180 360 720 SAP
doku.
Tool
status
Bemerkung
Maschi
nen
zeit
MA
Zeit
Anz.M
A
Job
level Level
Tätigkeit 30 90 180 360
1,7 6,8 11 24,3 62,5 5,2 in h
MF
Vorbereitungszeit PM (SAP; WZ; Tool DOWN; Feuerlöschsystem de-/ aktivieren) 15 15 15 15 up 15 1 EXP MF
Vorbereitungsz
eit PM (SAP;
WZ; Tool
DOWN;
Feuerlöschsyst
em de-/
akt ivieren) 15 15 15 15 up 15 1 EXP MF
Vorbereitungsz
eit PM (SAP;
WZ; Tool
DOWN;
Feuerlöschsyst
em de-/
akt ivieren) 15 15 15 15 up 15 1 EXP MF
Vorbereitungsz
eit PM (SAP;
WZ; Tool
DOWN;
Feuerlöschsyst
em de- /
ak t ivieren) 15 15 15 15 up 15 1 EXP MF
Vorbereitungsz
eit PM (SAP;
WZ; Tool
DOWN;
Feuerlöschsyst
em de-/
ak tiv ieren) 15 15 15 15 up 15 1 EXP MF
Vorbereitungsz
eit PM (SAP;
WZ; Tool
DOWN;
Feuerlöschsyst
em de-/
akt ivieren) 15 15 15 15
MF
Prüfen der W IP
Area auf
"Verunreinigun
g" 5 5 5 5 up 5 1 WFX 3 MF
Prüfen der W IP
Area auf
"Verunreinigun
g" 5 5 5 5 up 5 1 WFX 3 MF
Prüfen der W IP
Area auf
"Verunreinigun
g" 5 5 5 5 up 5 1 WFX 3 MF
Prüfen der W IP
Area auf
"Verunreinigun
g " 5 5 5 5 up 5 1 WFX 3 MF
Prüfen der W IP
Area auf
"Verunreinigun
g" 5 5 5 5 up 5 1 WFX 3 MF
Prüfen der WIP
Area auf
"Verunreinigun
g" 5 5 5 5
SST/
SRD
Prüfen der
Flüsse /
Drücke / Temp. 5 5 5 5 up
Empf. von STL in
WPM 10 1 WFX 3
SST/
SRD
Prüfen der
Flüsse /
Drücke / Temp. 5 5 5 5 up
Empf. von STL in
WPM 10 1 WFX 3
SST/
SRD
Prüfen der
Flüsse /
Drücke / Temp. 5 5 5 5 up
Empf. von STL in
WPM 10 1 WFX 3
SST/
SRD
Prüfen der
F lüsse /
D rücke / Temp. 5 5 5 5 up
Empf. von STL in
WPM 10 1 WFX 3
SST/
SRD
Prüfen der
F lüsse /
D rücke / Temp. 5 5 5 5 up
Empf. von STL in
WPM 10 1 WFX 3
SST/
SRD
Prüfen der
Flüsse /
Drücke / Temp. 5 5 5 5
MFCheck/Reinigu
ng Robot 5 5 5 5 down
Zahnbürste und
D IW , Reinigung 10 15 1 EXP 3 MFCheck/Reinigu
ng Robot 5 5 5 5 down
Zahnbürste und
D IW , Reinig ung 10 15 1 EXP 3 MFCheck/Reinigu
ng Robot 5 5 5 5 down
Zahnbürste und
D IW , Reinigung 10 15 1 EXP 3 MFCheck/Reinigu
ng Robot 5 5 5 5 down
Zahnbürs te und
DIW , Reinigung 10 15 1 EXP 3 MFCheck/Reinigu
ng Robot 5 5 5 5 down
Zahnbürs te und
DIW , Reinigung 10 15 1 EXP 3 MFCheck/Reinigu
ng Robot 5 5 5 5
SST/
SRD
Handlings tes t
mit Inspektion
aller Teach-
Points 25 25 25 25 down
Nach
Robotarbeiten 25 25 1 EXP 3
SST/
SRD
Handlingstest
mit Inspektion
aller Teach-
Points 25 25 25 25 down
Nach
Robotarbeiten 25 25 1 EXP 3
SST/
SRD
Handlings tes t
mit Inspektion
aller Teach-
Points 25 25 25 25 down
Nach
Robotarbeiten 25 25 1 EXP 3
SST/
SRD
Handlingstest
m it Inspektion
aller Teach-
Points 25 25 25 25 down
Nach
Robotarbeiten 25 25 1 EXP 3
SST/
SRD
Handlingstest
m it Inspektion
aller Teach-
Points 25 25 25 25 down
Nach
Robotarbeiten 25 25 1 EXP 3
SST/
SRD
Handlings tes t
mit Inspektion
aller Teach-
Points 25 25 25 25
MF
Nachbereitung
szeit (Tool
umlogg en; WZ,
Reinigungsmat
erial) 15 15 15 15 up 15 1 EXP 3 MF
Nachbereitung
szeit (Tool
umloggen; WZ,
Reinigungsmat
erial) 15 15 15 15 up 15 1 EXP 3 MF
Nachbereitung
szeit (Tool
umloggen; WZ,
Reinigungsmat
erial) 15 15 15 15 up 15 1 EXP 3 MF
Nachbereitung
szeit (Tool
um loggen; WZ,
Reinigungsmat
erial) 15 15 15 15 up 15 1 EXP 3 MF
Nachbereitung
szeit (Tool
um loggen; WZ,
Reinigungsmat
erial) 15 15 15 15 up 15 1 EXP 3 MF
Nachbereitung
szeit (Tool
umlogg en; WZ,
Reinigungsmat
erial) 15 15 15 15
SST
Insp. Bowl,
Türdichtung 5 5 5 5 down 5 5 1 EXP 3 SST
Insp. Bowl,
Türdichtung 5 5 5 5 down 5 5 1 EXP 3 SST
Insp. Bowl,
Türdichtung 5 5 5 5 down 5 5 1 EXP 3 SST
Insp. Bow l,
Türdichtung 5 5 5 5 down 5 5 1 EXP 3 SST
Insp. Bow l,
Türdichtung 5 5 5 5 down 5 5 1 EXP 3 SST
Insp. Bowl,
Türdichtung 5 5 5 5
SRD
Insp. Bowl,
Türdichtung 5 5 5 5 down 5 5 1 EXP 3 SRD
Insp. Bowl,
Türdichtung 5 5 5 5 down 5 5 1 EXP 3 SRD
Insp. Bowl,
Türdichtung 5 5 5 5 down 5 5 1 EXP 3 SRD
Insp. Bow l,
Türdichtung 5 5 5 5 down 5 5 1 EXP 3 SRD
Insp. Bow l,
Türdichtung 5 5 5 5 down 5 5 1 EXP 3 SRD
Insp. Bowl,
Türdichtung 5 5 5 5
MF Check Chiller 30 30 30 30 up m it Auffüllen 30 1 WFX 1 MF Check Chiller 30 30 30 30 up m it Auffüllen 30 1 WFX 1 MF Check Chiller 30 30 30 30 up m it Auffüllen 30 1 WFX 1 MF Check Chiller 30 30 30 30 up m it Auffüllen 30 1 WFX 1 MF Check Chiller 30 30 30 30 up mit Auffüllen 30 1 WFX 1 MF Check Chiller 30 30 30 30
MF
Sicherung
Systemparame
ter 10 10 10 10 down 10 10 1 EXP MF
Sicherung
Systemparame
ter 10 10 10 10 down 10 10 1 EXP MF
Sicherung
Systemparame
ter 10 10 10 10 down 10 10 1 EXP MF
Sicherung
Systemparame
ter 10 10 10 10 down 10 10 1 EXP MF
Sicherung
Systemparame
ter 10 10 10 10 down 10 10 1 EXP MF
Sicherung
Systemparame
ter 10 10 10 10
MF Smifreinigung 5 5 5 5 MF Smifreinigung 5 5 5 5 MF Smifreinigung 5 5 5 5 MF Sm ifreinig ung 5 5 5 5 MF Sm ifreinigung 5 5 5 5 MF Smifreinigung 5 5 5 5
MF
Reinigung WIP Area 15 15 15 down 15 15 1 EXP MF
Reinigung WIP Area 15 15 15 down 15 15 1 EXP
MF
Reinigung Robottransferschiene 30 30 30 down 30 30 1 EXP 3 MF
Reinigung Robottransferschiene 30 30 30 down 30 30 1 EXP 3
MF Robot auf 30 30 30 down
Laufgleichmäßigk
eit , in Pkt2 m it 30 30 1 EXP 3 MF Robot auf 30 30 30 down
Laufgleichmäßigk
eit , in Pkt2 mit 30 30 1 EXP 3
SST
Insp.+ Tubing + Fittings 5 5 5 up 5 1 EXP 3 SST
Insp.+ Tubing + Fittings 5 5 5 up 5 1 EXP 3
SRD
Insp.+ Tubing + Fittings 5 5 5 up 5 1 EXP 3 SRD
Insp.+ Tubing + Fittings 5 5 5 up 5 1 EXP 3
SST
Insp.+ Tubing + Fittings 5 5 5 up 5 1 EXP 3 SST
Insp.+ Tubing + Fittings 5 5 5 up 5 1 EXP 3
SRD
Insp.+ Tubing + Fittings 5 5 5 up 5 1 EXP 3 SRD
Insp.+ Tubing + Fittings 5 5 5 up 5 1 EXP 3
MF
Check Spannung PS WIP 5 5 5 up
nur ablesen am
Screen 5 1 WFX 3 MF
Check Spannung PS WIP 5 5 5 up
nur ablesen am
Scr een 5 1 WFX 3
MF
Messen Spannungen Systemcomp 30 30 30 down
Empfehlung
Sem itool 180 T 30 30 1 EXP 3 MF
Messen Spannungen Systemcomp 30 30 30 down
Empfehlung
Semitool 180 T 30 30 1 EXP 3
MF
Service WIP Spindeln 30 30 30 down 30 30 1 EXP 3 MF
Service WIP Spindeln 30 30 30 down 30 30 1 EXP 3SST/
SRD
Service Führungsschi 10 10 10 down 10 10 1 WFX 3
SST
Insp. + Reinigung Tanks 120 120 120 down
T2 ( ACT
Reclaim ) - Modul
A 120 100 1 EXP 3 SST
Insp. + Reinigung Tanks 120 120 120 down
T2 (ACT
Reclaim ) - Modul
A 120 100 1 EXP 3 SST
Insp. + Reinigung Tanks 120 120 120
SRD
HOT N2 Valve per DIO checken 10 10 10 down
Empfehlung CMP
90T 10 10 1 EXP 3 SRD
HOT N2 Valve per DIO checken 10 10 10 down
Empfehlung CMP
90T 10 10 1 EXP 3
SRD
HOT N2 Valve per DIO checken 10 10 10 down
Empfehlung CMP
90T 10 10 1 EXP 3 SRD
HOT N2 Valve per DIO checken 10 10 10 down
Empfehlung CMP
90T 10 10 1 EXP 3
MF
Prüfen der Encoder 30 30 down 30 30 1 EXP 3 MF
Prüfen der Encoder 30 30
MF
Prüfen der Robot Forward/Reverse Limits 30 30 down 30 30 1 EXP 3 MF
Prüfen der Robot Forward/Reverse Limits 30 30
MF
Check Gewicht CO2 Flasche 15 15 up Level 2 15 1 WFX 2 MF
Check Gewicht CO2 Flasche 15 15
SST+S
RD
Insp. Bowl-Lock-Down-Funktion 10 10 down 10 10 1 EXP 3 SST
Insp. Bowl-Lock-Down-Funktion 5 5 down 5 5 1 EXP 3
SST
Insp. + Reinigung Tanks 120 120 down
T2 ( ACT
Reclaim ) - Modul
B 120 100 1 EXP SST
Insp. + Reinigung Tanks 120 120 down
T2 (ACT
Rec laim) - Modul
B 120 100 1 EXP
SST/
SRD Spa. Checken 15 15 down
Empfehlung von
STL in 180 T PM 10 10 1 EXP 3
SST+S
RD
Check Fac. Supplies und Tool reinigung 20 20 down 20 20 1 EXP 3
SST+S
RD
Check Fac. Supplies und Tool reinigung 20 20 down 20 20 1 EXP 3
MF
Check CO2 Feuerlöschsytem 60 down Externe Firma 60 10 1 EXP 3 MF
Check CO2 Feuerlöschsytem 60 down Externe F irma 60 10 1 EXP 3
MF
Level Robot/EE 5 down
Empfehlung CMP
360 T 5 5 1 EXP 3
SST + SRD
Check Systemleitungen+ -abflüsse 5 up
inc l.
D rainvalveblock 5 1 EXP 3 SST + SRD
Check Systemleitungen+ -abflüsse 10 up
incl.
Dr ainvalveblock 5 1 EXP 3
SST + SRD
Check Systemleitungen+ -abflüsse 5 up
inc l.
D rainvalveblock 5 1 EXP 3 SST + SRD
Check Systemleitungen+ -abflüsse 10 up
incl.
Dr ainvalveblock 5 1 EXP 3
Ausbau Rotor - incl. 60 down m it Seals 60 60 2 EXP+WFX 3
Ausbau Rotor - incl. 60 down m it Seals 60 60 2 EXP+WFX 3Kämme
tauschen 60 down 60 60 1 EXP 3
Kämme tauschen 60 down 60 60 1 EXP 3Insp. Rear
Bowl Seal 10 down 10 10 1 EXP 3
Insp. Rear Bowl Seal 10 down 10 10 1 EXP 3
EInbau Rotor - S-Style Rotor 30 down m it Seals 30 30 2 EXP+WFX 3
EInbau Rotor - S-Style Rotor 30 down m it Seals 30 30 2 EXP+WFX 3
SST
Insp. + Reinigung Tanks 60 down T1 ( ACT-Fresh) 60 45 2 EXP+WFX 3 SST
Insp. + Reinigung Tanks 60 down T1 (ACT-Fresh) 60 45 2 EXP+WFX 3
SST
Insp. + Reinigung Tanks 120 down T3+T4 (IPA) 120 100 2 EXP+WFX 3 SST
Insp. + Reinigung Tanks 120 down T3+T4 (IPA) 120 100 2 EXP+WFX 3
SST+S
RD
Check der SW Interlocks - Rinse+DryTimer 30 down
Empfehlung von
STL in 360 T PM 30 30 1 EXP 3
SST+S
RD
Check der SW Interlocks - Rinse+DryTimer 30
SST+S
RD
Check der SW Interlocks - Rinse+DryTimer 30 down
Empfehlung von
STL in 360 T PM 30 30 1 EXP 3
SST+S
RD
Check der SW Interlocks - Rinse+DryTimer 30
SST
Ausbau und Reinigung der Nozzles 60 down 60 60 1 EXP 3 SST
Ausbau und Reinigung der Nozzles 60 down 60 60 1 EXP 3
SST
Verify Spray Pattern 5 down 5 5 1 EXP 3
SST Filtertausch 30 down 30 20 1 EXP 3 SST Filtertausch 30 down 30 20 1 EXP 3 SST Filtertausch 10 down 30 20 1 EXP 3
SST+S
RDVerify Spray Pattern 5 down 5 5 1 EXP 3
SST+S
RDVerify Spray Pattern 5 down 5 5 1 EXP 3
SRD
Check Systemleitungen+ -abflüsse 5 up
inc l.
D rainvalveblock 5 1 EXP 3
Ausbau Rotor - incl. 60 down m it Seals 60 60 2 EXP+WFX 3
Ausbau Rotor - incl. 60 down m it Seals 60 60 2 EXP+WFX 3Kämme
tauschen 60 down 60 60 1 EXP 3
Kämme tauschen 60 down 60 60 1 EXP 3Insp. Rear
Bowl Seal 10 down 10 10 1 EXP 3
Insp. Rear Bowl Seal 10 down 10 10 1 EXP 3
EInbau Rotor - S-Style Rotor 30 down m it Seals 30 30 2 EXP+WFX 3
EInbau Rotor - S-Style Rotor 30 down m it Seals 30 30 2 EXP+WFX 3
SST+S
RD
Check der SW Interlocks - Rinse+DryTimer 30 down
Empfehlung von
STL in 360 T PM 30 30 1 EXP 3
SRD
Inspektion der Nozzles 5 down 5 5 1 EXP 3 SRD
Inspektion der Nozzles 5 down 5 5 1 EXP 3
MF
Demontage +
Reinigung EE 30 down
MF
Batterie Feuerlöschsystem wechseln 15 down
prüfen, ob ext.
F irma das mit
macht 15 15 1 EXP 2
MF
Stützbatterien Mainboards 60 down
Empfehlung
Sem itool 2Jährl.
Zyk lus 60 60 1 EXP 3
MF
Akkus Robotbremse wechseln 60 down 60 60 1 EXP 3
100 410 670 1460 ##Gesamtzeit in min
1,7 6,8 11 24,3Gesamtzeit in h 515 455 325 320 380
62,5 5,2
1. Monat 4. Monat2. Monat 455 2. Monat
SST 160
3. Monat 325 3. Monat 4. Monat 320
SRD 160 SRD 160
1. M
onat
2. M
onat
3. Monat
SST 160
4. Monat
5. Monat
5. Monat 380
Modul BModul A
515 1. Monat