Embed Size (px)
Citation preview

1
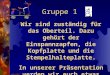
3 Der Werkzeugbau Der Werkzeugbauer/-macher genießt in der Hierarchie der Metallberufe eine Ausnahme-stellung, was jedoch auf der Annahme beruht, dass der Werkzeugbau nur aus dem Bereich der Stanztechnik besteht. Die ordentliche Einteilung sieht aber den Formenbau und den Vorrichtungsbau als gleichwertige Elemente neben der Stanztechnik. Die Tätigkeit in den Teilgebieten ist von hohen Qualitätsanforderungen geprägt, da im Bereich des Werkzeugbaus die Qualität des späteren Erzeugnisses maßgeblich mitgestaltet wird. Des weiteren kann entsprechend Einfluss auf die Kosten der Herstellung und somit des entstehenden Produktes genommen werden. Das trifft sowohl auf ein entsprechendes Schneidwerkzeug, eine optimale Form für Umformprozesse oder eine Vorrichtung für die spanende Bearbeitung zu. Trotz dieses Umstandes wird Werkzeugbau weiterhin mit dem Gebiet Stanztechnik synonym gesetzt und die hier tätigen Facharbeiter mit einer gewissen Hochachtung angesehen. Das liegt sicherlich daran, dass die beruflichen Spezialisierungsrichtungen eine breit gefächerte, allgemeine Ausbildung nicht zulassen und somit jeder Fachmann auf seinem Spezia-lisierungsgebiet ist. Eine Bewertung oder Hierarchisierung ist eigentlich Fehl am Platz. Die verschiedensten Fertigungsverfahren haben eine entsprechende Spezialisierung im Bereich der Stanztechnik hervor gebracht. Die Unterteilung in die Bereiche Schneid-, Biege-, Tiefzieh-, Präge- und Spritzgießwerkzeugbau ist legitim und trägt den Anforderungen der einzelnen Bereiche Rechnung. Unter der Annahme, dass der Benutzer dieses Lehrbriefes kein Werkzeugbauer/-macher ist, soll anhand der Schneidwerkzeuge die grundlegende Herangehensweise dargestellt werden. Hierbei wird dem Umstand Rechnung getragen, dass in anderen Ausbildungsbereichen keine Inhalte des Werkzeugbaus gelehrt werden, und die entsprechende Theorie vermittelt bzw. aufgefrischt. Die Beschränkung auf Schneidwerkzeuge stellt keinen Nachteil dar, da die Ent-wicklung anderer Werkzeuge in Analogie betrachtet werden kann. Viele Elemente der Konstruktion finden sich dort direkt oder in abgewandelter Form wieder. 3.1 Einteilung des Werkzeugbau Nachfolgend sollen einige Übersichten die Einteilung des Werkzeugbaus und seiner Bereiche verdeutlichen. Die Einteilungen sind immer abhängig von der Sicht des Betrachters bzw. vom Zweck der Veranschaulichung. Eine Einteilung nach den Breichen des Werkzeugbaus zeigt Bild 1. Es ist ersichtlich, dass die einzelnen Bereiche gleichberechtigt einzuordnen sind. Die angeführten Beispiele erheben keinen Anspruch auf Vollständigkeit. Es stellt sich nun die Frage, wie ist der Prozess der Werkzeugkonstruktion im gesamten Konstruktionsprozess einzuordnen. Es ist logisch zu schlussfolgern, dass es eine bestimmte Reihenfolge der Entwicklungstätigkeit gibt. Auf diesem Ansatz baut die behandelte Kon-struktionssystematik auf. Die Praxis zeigt aber einen anderen Verlauf. Anhand eines Beispiels aus der Automobilindustrie soll dieses verdeutlicht werden. Als allgemeiner Entwicklungsauftrag steht hier sicherlich die Konstruktion eines neuen Fahrzeuges. Die Konkurrenz der Automobilindustrie untereinander zwingt hierbei zu immer kürzeren Entwicklungszeiten. Eine erste Auswirkung hiervon ist, dass viele Konstrukteure gleichzeitig an unterschiedlichen Teilaufgaben arbeiten. So wird zum Beispiel der Motor und das Getriebe entwickelt, obwohl noch nicht klar ist, wie viel Bauraum zur Verfügung steht, da die Konstruktion der Karosserie noch nicht abgeschlossen ist.

2
Der Zeitraum der Entwicklung verkürzt sich sicherlich erheblich aber es bedarf eines regen Informationsaustausches zwischen der an der Entwicklung beteiligten Unternehmen. Häufig müssen Änderungen an schon konstruierten Teilen vorgenommen werden, welche weitere Änderungen nach sich ziehen. Die angesprochene Problematik trifft den Werkzeugbau in gleicher Art und Weise. Es müssen Werkzeuge entwickelt werden, obwohl noch kein Funktionsmuster und Ergebnisse von dessen Erprobung vorhanden sind. Die Zielstellung einer möglichst kurzen Entwicklungszeit und somit rascher Präsents auf dem Markt führt dazu, dass die Konstruktion nicht mehr in einer historischen Reihenfolge sondern parallel nebeneinander erfolgt. Diesen Umstand soll das Bild 2 am Beispiel der Konstruktion einer Motorhaube darstellen.
Werkzeugbau
Stanztechnik Formenbau Vorrichtungsbau
Schneid- & Stanzwerkzeuge
Biege- & Um-formwerkzeuge
Druckguss-werkzeuge
Spritzguss-werkzeuge
Bearbeitungs-vorrichtungen
Montage-vorrichtungen
Prüf-vorrichtungen
Bild 1: Einteilung des Werkzeugbau
ZEIT
Bauteilkonstruktion
Motorhaube
Werkzeug-konstruktion
Motorhaube Vorrichtungs-
konstruktion
Motorhaube
Anforderungen - Steifigkeit - Design - ... Schneid- &
Umformwerkzeug für die Serien- produktion
Prüfvorrichtung zur Kontrolle derProduktion
Bild 2: zeitlicher Ablauf der Konstruktion

3
Da im weiteren die Stanztechnik, und hier besonders der Schneidwerkzeugbau behandelt werden soll, soll eine letzte Übersicht die Einordnung in diesem Teilbereich verdeutlichen.
Auf weitere Einteilungen und Unterteilung wie eventuell nach den Fertigungsverfahren, nach dem Verfahrensablauf, etc. soll verzichtet werden. Die entsprechende Fachliteratur kann hierzu Auskunft geben. 3.2 Aufbau der Scheidwerkzeuge 3.2.1 Schneidwerkzeuge ohne Führung (Freischneidwerkzeuge) Um den grundlegenden Aufbau eines Scheidwerkzeuges zu erläutern wird der einfachste Aufbau eines Freischneidwerkzeuges herangezogen. Nachfolgend werden die einzelnen Bauteile in ihrer Funktion näher erläutert.
Stanztechnik
Zerteilen Umformen Fügen
Bild 3: Einteilung der Stanztechnik
Scherschneiden Keilschneiden
Bild 4: Freischneidwerkzeug

4
Bei einem Freischneidwerkzeug herrscht zwischen Ober– und Unterteil des Werkzeuges vollständige Bewegungsfreiheit, woraus der Name resultiert. Damit hängt die Funktions-sicherheit des Werkzeuges von der Einrichtung durch den Bediener ab. Die Einrichtung bestimmt maßgeblich die Standzeit der Schneidkanten und die Qualität des Schnittes. Welche Materialstärken hier bearbeitet werden, hängt vom Maschinenbediener ab, welcher den Vorschub frei wählen kann. Hohe Qualitätsanforderungen können an die Schnittteile nicht gestellt werden wodurch sich der Einsatz für geringe Stückzahlen und niedrige Qualitätsansprüche ergibt. Die fachgerechte Benennung der einzelnen Bauteile hat sich im Laufe der Entwicklung fest eingeprägt, so dass aus der Benennung eines Bauteiles seine Funktion abzuleiten ist. Position 1: Grundplatte Die Grundplatte trägt das erste aktive Schneidelement, die Schneidplatte und deren Befestigungsteile. Die Befestigung sollte den Anforderungen des Austauschbaues genügen, da auf Grund des hohen Verschleißes der Schneidelemente ein Nachschliff der Schneidkanten (Standzeit 15.000 – 20.000 Arbeitsbewegungen) notwendig wird. Lagesicherungselemente, Vorschubbegrenzungen, Abstreifvorrichtungen usw. können ebenfalls auf der Grundplatte befestigt werden. Die Gestaltung hat so zu erfolgen, dass eine Befestigung der Grundplatte auf dem Maschinentisch möglich ist. Als Materialien werden einfache Baustähle oder Grauguss verwendet, da keine besonderen Anforderungen an das Material gestellt werden. Position 2: Spannring Diese Art der Befestigung ist nur für kreisrunde Schneidplatten gebräuchlich. Die Neigung des Kegels muss deutlich außerhalb der Selbsthemmung gewählt werden. Als Material ist Vergütungsstahl C 45 ausreichend. Haben die Schneidplatten andere Formen, werden Sie direkt mit der Grundplatte verschraubt, was eine zusätzliche Verstiftung (Lagesicherung) notwendig macht. Position 3: Schneidplatte Die Schneidplatte ist ein aktives Schneidelement, also direkt am Schnitt beteiligt. Eine unkomplizierte Demontage und ebenso lagesichere Montage sind als Resultat des Nach-schleifens anzustreben. Besonderer Beachtung bedarf der Schneidplattendurchbruch, da das Material in der letzten Stufe des Schneidvorganges eine Rückfederung erfährt. Um die dadurch entstehende Stauung der ausgeschnittenen Teile zu verhindern, wird der Durchbruch konisch gestaltet. Der Nachschliff der Schneidplatte erweitert aber den Schneidspalt. Die Folge wäre eine unerwünschte Gratbildung schon beim frisch geschliffenen Werkzeug. Die zylindrische Gestaltung über die Nachschlifflänge (3mm) der Schneidplatte fördert die frühzeitige Abstumpfung des Werkzeuges. Die Lösung besteht in einem Kompromiss welcher im Bild 5 dargestellt ist.
Bild 5: Schneidplatte

5
Position 4:Schneidstempel Der Schneidstempel ist das zweite aktive Element, dessen Form, ebenso wie die der Schneidplatte, der gewünschten Ausschneidform angepasst ist. Da sich die Grundform der Stempel sehr oft wiederholte entstanden sehr bald Rundstempel als Normalien. Heute werden hauptsächlich Normalien gekauft und diese dann zu den geforderten Stempeln umgearbeitet. Als Material wird immer Werkzeugstahl verwendet. Die Kopfform der Stempel hat sich im Laufe der Entwicklung ebenfalls verändert. Wurden früher die Stempel mit einem angedrehten Bund hergestellt, lässt man diesen heute weg. Um Durchrutschen in der Stempelhalteplatte zu verhindern wird der Stempel an einer Seite angestaucht. Als technische Darstellung wird eine Fase gewählt um die Anstauchung kenntlich zu machen.
Position 5: Stempelhalteplatte Die Stempelhalteplatte hat als Hauptaufgabe die Lagesicherung des Stempels für den Schneidvorgang. In Freischneidwerkzeugen werde die Stempel fest eingepresst, wogegen für Folgeschnittwerkzeuge geringes Spiel vorgesehen wird, da es sich hier in der Regel um geführte Werkzeuge handelt. Wird ein Werkzeug aus mehreren Stempel erstellt, so ist immer eine Anpassarbeit notwendig, wodurch der Austauschbau technisch unmöglich wird. Die Stempelhalteplatte wird aus Material ab S 275 JR hergestellt. Position 6: Zwischenplatte Es ist eine gehärtete Platte aus Werkzeugstahl, welche verhindert dass die auftretenden Druck-belastungen (Schneidkraft) die Kopfplatte zerstören. Ein positiver Effekt ist weiterhin, dass die Kopfplatte aus billigerem Material hergestellt werden kann.
angedrehter Kopf
angestauchter Kopf
Bild 6: Stempel Kopfformen
Zerstörung der Kopfplatte Mit Zwischenplatte keine Zerstörung der Kopfplatte
Bild 7: Wirkung der Zwischenplatte

6
Position 7: Kopfplatte Die Kopfplatte wird mit der gehärteten Zwischenplatte und der Stempelaufnahmeplatte verschraubt und nimmt den Einspannzapfen auf. Die Positionen 5 – 8 bilden den Stempelkopf. Die Kopfplatte wird aus Baustahl ab S 275 JR hergestellt, wenn eine Zwischenplatte verwandt wird. Ist die Zwischenplatte nicht vorhanden, muss entsprechend Werkzeugstahl Verwendung finden. Position 8: Einspannzapfen Der Einspannzapfen ist ein Normteil nach DIN 9859 und dient der Verbindung des Werkzeugoberteils mit der Presse. Die Positionierung des Einspannzapfens muss im Linien-schwerpunkt der Schneidlinien erfolgen um die Schneidkraft gleichmäßig zu verteilen. Die Errechnung kann mit den statischem Momenten über die Koordinaten X und Y bestimmt werden (Technische Mechanik). Damit soll die Erläuterung der Bauteile abgeschlossen sein. Alle weiteren Teile der Freischneidwerkzeug (Abstreifer, Vorschubbegrenzungen, etc.) werden am konkreten Beispiel behandelt. Geführte Werkzeuge und die Führungselemente werden zu einem späteren Zeitpunkt ebenfalls am konkreten Beispiel erläutert. 3.2.2 Schneidwerkzeuge mit Führung Schneidwerkzeuge mit Führung sind Werkzeuge bei denen die Position des Stempels zur Position der Schneidplatte exakt definiert sind. Die Stempel werden durch Führungsplatten, Säulenführungen oder die Schneidplatten selber geführt. Im wesentlichen werden die beiden erstbenannten Varianten, Plattenführung und Säulenführung verwendet. Die entstandenen Normen für Plattenführungen (Schneidkästen) und Säulenführungsgestelle sind teilweise zurückgezogen und nicht mehr gültig, da die Kombination von Schneid- & Biegewerkzeugen zu patentierten Entwicklungen in den Bewegungsabläufen der Werkzeuge führte. Heute werden sogenannte Normalien von Herstellern angeboten. Sie entsprechen den Platten- & Säulenführungen ohne jedoch den Austauschbau hinsichtlich allgemeingültiger Normen zu gewährleisten. Austauschbau im Angebotsbereich des Herstellers ist natürlich gewährleistet. Den grundlegenden Aufbau dieser beiden Führungsvarianten sollen die nachfolgenden Darstellungen zeigen. Es handelt sich hierbei wieder um sogenannte Grundprinzipien welche in veränderter Form für die Gestaltung der geführten Werkzeuge Verwendung finden. Einzelne Bauelemente sind analog den Freischneidwerkzeugen und werden nicht extra bezeichnet, da sie gleiche Benennung erfahren würden und auch die gleiche Funktion wie bei den nicht geführten Werkzeugen erfüllen. Der Aufbau der Werkzeuge wird komplizierter, da die Führungselemente zusätzlich angebracht werden müssen. Die Funktion darf hierbei nicht beeinträchtigt sondern es müssen zusätzliche Funktionen gewährleistet werden. Plattenführung Bei Verwendung einer Plattenführung besteht keine direkte Verbindung zwischen Ober- & Unterteil des Werkzeuges. Die Positionierung beider Elemente zueinander erfolgt durch Anpassung von Stempel und Führungsplatte. Der Stempel darf die Führungsplatte nicht verlassen. Ein Nachschärfen der aktiven Schneidelemente zieht erneute Anpassarbeit nach sich.

7
Grundplatte Auf ihr werden die Elemente des Werkzeugunterteils (Schneidplatte, Zwischenlage, Führungsplatte, ...) positioniert. Die Gestaltung muss so erfolgen, dass eine Befestigung auf dem Maschinentisch möglich ist. Als Material wird hauptsächlich Stahl ab S235JR verwendet. Führungsplatte Die Führungsplatte bestimmt die Lage von Stempel und Schneidplatte zueinander. Die Führungsplatte wird mittels Zylinderstiften und Verschraubung auf der Schneidplatte angeordnet. Der Stempel wird mit Null in die Führungsplatte eingepasst, so dass ein verschieben des Stempels zur Schneidplatte nicht möglich ist. Die Anpassung von Stempel und Führungsplatte erfolgt heute durch Verwendung von Kunststoffgießharzen. Der Durchbruch in der Führungsplatte wird größer hergestellt und nach positionieren des Stempels der Freiraum mit Kunststoffgießharz ausgegossen. Die Gießharze haben sehr gute Gleit- & Notlaufeigenschaften und sind außerdem sehr druckbeständig (ausreichende Druckfestigkeit). Wesentlicher Vorteil ist, dass nach dem Nachschärfen eine erneute Anpassung auf dem gleichen Wege ohne großen zusätzlichen Aufwand erfolgen kann. Die Positionierung und Anpassung zeigt das folgende Bild. Die Führungsplatte erfüllt gleichzeitig die Funktion des Abstreifers, weshalb der Bemessung der Verschraubungen entsprechende Beachtung zu schenken ist. Da die Stempel die Führungsplatte nicht verlassen, wird gleichzeitig sichergestellt, dass kein Bediener zwischen die aktiven Schneidelemente greifen kann damit sind die Forderungen des Arbeitsschutz erfüllt. An das Material der Zwischenplatte werden keine oder nur geringe Anforderungen gestellt, weshalb auch hier wieder Stahl ab S235JR zum Einsatz kommt.
Stempel
Führungsplatte Schneidplatte
Grundplatte Zwischenlage Zylinderstift
Bild 8: Schneidwerkzeug mit Plattenführung (1) Seite 16

8
Zwischenlage Die Zwischenlage wird auch als Streifenführungsleiste bezeichnet. Sie stellt einen Abstand zwischen Schneid- und Führungsplatte her, so dass ein Blechstreifen zwischen diese geführt werden kann. Die Höhe der Zwischenlage ist von der zu bearbeitenden Blechdicke abhängig und sollte etwas größer gewählt werden. Es ist aber zu beachten, dass die Stempel so nah wie möglich an die Schneidplatte herangeführt werden. Säulenführung Im Gegensatz zur Plattenführung besteht zwischen Ober- & Unterteil eines Säulenführungs-gestells direkter Bezug über die Führungssäulen. Die Säulenführungsgestelle sind Kaufteile in welche die restlichen Elemente für das Werkzeug eingebaut werden. Die Positionierung des Stempels zur Schneidplatte erfolgt über die Führungssäulen. Säulenführungsgestell Säulenführungsgestelle können von entsprechenden Herstellern erworben werden. Sie bestehen aus dem Ober- & Unterteil und den Führungssäulen, welche aufeinander abgestimmt sind. Die Säulen sind in einem Teil fest verankert und in dem anderen über Kugelkäfige spielfrei geführt. Zusätzliche federnde Elemente für die Bewegung von Ober- oder Unterteil werden von den Herstellern angeboten. Die Befestigung der Schneidelemente erfolgt über Spannplatten oder Schnellspannelemente wodurch die Rüstzeiten erheblich verringert werden. Die Positionierung ist bei der Verwendung solcher Elemente besonders zu beachten.
Bild 9: Anpassung von Stempel und Führungsplatte (1) Seite 27

9
Abstreifplatte Für Säulenführungsgestelle werden keine Führungsplatten benötigt, da die Führung durch die Säulen realisiert ist. Die Abstreifplatte dient nicht zur Führung der Stempel, weshalb eine geringe Spielpassung für den Einsatz vorgesehen werden kann. Demzufolge wird die freie Knicklänge des Stempels erhöht. Welche Art der Führung für ein Werkzeug vorgesehen wird, ist von der Aufgabe und den gegebenen Bedingungen des Unternehmens abhängig. Säulenführungsgestelle finden haupt-sächlich für Gesamtschnittwerkzeuge Anwendung, da der Bauraum von der Größe des Gestells abhängig ist. Plattenführungen werden weitestgehend für Folgeschnittwerkzeuge verwendet. Die Länge des Schnittwerkzeuges kann hierbei sehr stark variieren, was sich aber durch geteilte Segmente (Führungsplatte, Schneidplatte, ...) auch in einem wirtschaftlich vertretbaren Rahmen realisieren lässt. Folgeschnittwerkzeuge mit wenigen Schnittfolgen können auch in Säulenführungsgestellen eingebaut werden. Die Wirtschaftlichkeit von Säulenführungsgestellen gegenüber der Plattenführung ist unbestritten, da eine mehrfache Verwendung möglich ist. Für die Plattenführung gibt es auf Grund der Anpassung von Stempel und Führungsplatte sowie Schneidplatte nur den einen Verwendungszweck. Die hohe Genauigkeit des Schnittes bei einer großen Anzahl von Werkstücken gleicht diesen Nachteil wieder aus, des Weiteren spricht in vielen Fällen das Problem der Realisierungsmöglichkeit für die Plattenführung (betrifft Folgeschnitt-werkzeuge).
Unterteil
Schneidplatte Stempel
Führungssäule
Oberteil
Schnittstreifen
Abstreifplatte
Bild 10: Schneidwerkzeug mit Säulenführung (1) Seite 17

10
3.3 Bemessung der Schneidwerkzeuge Die Konstruktion von Schneidwerkzeugen bedarf auch einiger Berechnungen zur Bemessung. Im Wesentlichen handelt es sich um Berechnungen zur Dimensionierung, um die notwendigen Baumaße zu finden und die Nachrechnung gegen Knickung. Knickung tritt nach Euler Fall 2 (Knickung zwischen zwei Spannstellen) für den Stempel bzw. dessen frei Knicklänge auf. Schneidkraftermittlung Die Berechnung der Schneidkraft dient im Wesentlichen dazu eine geeignete Presse (Maschinen) für den Schneidvorgang auszuwählen. Weitere Bedeutung hat diese Größe für den Nachweis der Knicksicherheit der Stempel und zur Ermittlung der Abstreifkraft. Die Schneidkraft berechnet sich nach der Gleichung:
Die Bruchscherspannung für Werkstoffe ist, wenn überhaupt, nur in sehr spezieller Fach-literatur zu finden. Da eine direkte Abhängigkeit zur Bruchgrenze Rm des Werkstoffes besteht, wurde deshalb eine allgemeine Beziehung hierfür aufgestellt.
Der Faktor 0,8 kann unter der Beachtung der Streuung der Festigkeitswerte für die Bruchgrenze (Beispiel: S 235 JR mit Rm = 340 ... 470 N/mm
2) als unbedeutend angesehen werden. Es ist also sinnvoll für die Berechnung der Schneidkraft die Bruchgrenze Rm zu verwenden, wobei der ungünstigste Fall (höchster Festigkeitswert) anzusetzen ist. Stempelknickung Stempel werden durch die Schneidkraft auf Knickung beansprucht, welch nach Euler Fall 2 einzuordnen ist. Die Gefahr der Knickung ist umso größer, je kleiner das Flächenträg-heitsmoment des Stempels ist. Eine exakte Abgrenzung bei welchem Flächenträgheitsmoment eine Nachrechnung erfolgen muss, kann nicht gegeben werden. Eine gewisse Erfahrung im Umgang mit diesem Nachweis wird sich erst nach und nach einstellen. Da die Berechnung über den Grundfall der elastischen Knickung (Euler Fall 2) erfolgt, ergibt sich eine unkomplizierte Rechnung. Allgemein gilt hier nach den Gesetzen der Festigkeitslehre folgende Beziehung:
Abstreifkraft Aus der Kenntnis des Schneidvorganges gilt, dass nach dem Trennen über die gesamte Schnittfläche Rückfederung auftritt. Diese beruht auf den Spannungen welche während des Schneidvorganges im Werkstoff des Werkstückes entstehen. Als Effekt kann beobachtet
aBS sUF τ⋅⋅= FS = Schneidkraft U = Umfang der gesamten Schneidkanten s = Dicke des zu schneidenden Materials τaB = Bruchscherspannung des zu
schneidenden Werkstoffes
mab R⋅= 8,0τ
SK
zulK Fl
IEFF ≥⋅⋅
== 2min
2
.νπ
νFK zul = zulässige Knicklast E = Elastizitätsmodul Imin = kleinstes Flächenträgheitsmoment l = freie Knicklänge ν = Knicksicherheit (2,5 ....)

11
werden, dass das ausgeschnittene Teil im Schneidplattendurchbruch und das gelochte am Stempel klemmt. Die Gestaltung des Durchbruches hinsichtlich der Vermeidung dieses Problems wurde bereits angesprochen. In Analogie ist es aber nun nicht möglich den Stempel durch gestalterische Mittel zu verändern, da er verkleinert werden müsste. Hierbei würde ein Nachschliff verhindert und die Knickgefahr erhöht. Die Lösung besteht in der Anbringung von sogenannten Abstreifvorrichtungen (Abstreifer) die das gelochte Teil vom Stempel „abziehen“. Leider handelt es sich um zusätzliche Elemente am Schneidwerkzeug die Nachteile mit sich bringen. Die Bedienung wird erschwert, da der Vorschub des zu lochenden Materials behindert wird. Die Sicht auf die Bearbeitungsstelle wird verdeckt, und die Montage und Demontage für das Anschleifen der aktiven Schneidelemente wird komplizierter. Da dieser Zustand nicht zu ändern ist, sollte bei der Konstruktion eines Werkzeuges darauf geachtet werden, die Nachteile durch den Abstreifer so gering wie möglich zu halten. Abstreifer können durchaus auch vorteilhafte Wirkungen besitzen, da sie einen wesentlichen Beitrag zum Arbeitsschutz leisten können. Der Aspekt des Arbeitsschutzes darf nicht außer Acht gelassen werden, was bedeutet: Es darf dem Bediener nicht möglich sein, zwischen die aktiven Schneidelemente zu greifen! Die Kenntnis über die Größe der Abstreifkraft ist hierbei für die Auslegung und Gestaltung der Abstreifer wesentliche Grundlage. Die Berechnung der Abstreifkraft kann durch zwei Varianten erfolgen. Variante I beruht auf Erfahrungen der Praxis, in welcher wichtige verfahrensabhängige Faktoren zu einem Einflussfaktor zusammengefasst wurden. Diese Daten sind nicht in der Fachliteratur zu finden sondern entstammen dem Erfahrungsschatz und Praxiswissen eines erfahrenen Konstrukteurs. Die Abstreifkraft wird damit auf Grundlage der Schneidkraft durch folgende Beziehung ermittelt:
Variante II verwendet als Grundlage der Berechnung die Bruchscherspannung. Hierbei wird folgende Beziehung benutzt: Die Werte für p sind entsprechend zu interpolieren. Als Abstreiffläche zählt die Fläche welche am Stempel ein Klemmen verursacht. Schneidspalt
Die genaue Bemessung des Schneidspaltes hat wesentlichen Einfluss auf die Qualität des Schnittes. Der Schneidspalt ist der Abstand zwischen Schneidkante des Stempels und der des Schneidplattendurchbruches. Eine genaue Definition, dass heißt gleiche Größe am gesamten Schneidumfang, garantiert einen sauberen Schnitt und eine hohe Standzeit des Werkzeuges.
Material-dicke in mm
Ausschneiden oder Lochen
nachfolgendes Ausschneiden oder Lochen
Lochen mit Mehrfach-werkzeug
... 1 0,02 ... 0,06 0,06 ... 0,08 0,1 ... 0,12 1 ... 5 0,06 ... 0,08 0,1 ... 0,12 0,12 ... 0,15 5 ... 0,08 ... 0,1 0,12 ... 0,15 0,15 ... 0,2 Werte für kab
Sabab FkF ⋅=
Fab = Abstreifkraft kab = Einflussfaktor FS = Schneidkraft
ApFab ⋅= p = 15 ... 30 N/mm2 bei τab < 300 N/mm
2 p = 30 ... 50 N/mm
2 bei τab > 300 N/mm2
A = Abstreiffläche

12
Als Abschluss noch ein Hinweis auf die Gestaltung der Schneidplattendurchbrüche hinsichtlich der Herstellung von Schneidplatten. Als Material wird generell Werkzeugstahl verwendet, welcher im unvergüteten Zustand bearbeitet und anschließend gehärtet wird. Die Wärmebehandlung ist für scharfkantige Durchbrüche oder bei geringen Querschnitten nicht unproblematisch und kann zu Härterissen führen. Diese Härterisse haben zur Folge, dass das Werkzeug (Schneidplatte) komplett versagt. Um diese Gefahr zu beseitigen, sollen für die Abstände vom Rand der Schneidplatte zum Durchbruch entsprechende Mindestabstände eingehalten werden, wodurch Engstellen vermieden werden. Auch die Gefahr der Härterisse für scharfkantige Durchbrüche wird somit erheblich gemindert. Als Richtwerte gelten 35mm für scharfkantige Formen und 25 mm für runde Formen. In Abhängigkeit der Größe der Schneidplattendurchbrüche können diese Richtwerte sicherlich auch kleiner gewählt werden, wobei die Erfahrung des Konstrukteurs wieder eine zentrale Rolle der Gestaltung spielt.
1,010−⋅⋅⋅= aBscu τ u = Schneidspalt s = Blech-, Materialdicke c = Faktor c = 0,005 für Blech bis 3mm c = 0,035 für Blech > 3mm
aBτ = Bruchscherspannung in N/mm2

13
3.4 Konstruktionsbeispiele mit Lösung 3.4.1 Übung: Freischneidwerkzeug Aufgabe: In einen Scharnierbandrohling (Zeichnung liegt bei) sollen mit einen Freischneidwerkzeug Löcher mit dem Durchmesser von 8 mm eingebracht werden. Es steht eine Presse zur Verfügung welche eine maximale Pressenkraft von 50 kN aufbringen kann. Konstruieren Sie das Werkzeug und führen Sie alle notwendigen Berechnungen zur Dimensionierung und zum Funktionsnachweis durch! Analyse der Aufgabenstellung Aus der beiliegenden Zeichnung können die Maße des Rohlings entnommen werden. Die Anforderungen hinsichtlich der Toleranzen sind nicht sehr hoch, da nur Allgemeintoleranzen nach ISO 2768 m verwandt wurden. Hieraus erklärt sich die Verwendung eines Frei-schneidwerkzeuges, da eine ausreichende Genauigkeit erreicht werden kann. Der spätere Einsatz verlangt ebenfalls keine höheren Genauigkeiten, welche ein anderes Werkzeug (geführter Schnitt) rechtfertigen würde. Der Abstand der Löcher ist gleichmäßig mit 50 mm festgelegt, wobei das erste Loch einen Randabstand von 15 mm hat. Dieser Umstand ist bei der Wahl des Vorschubes und der Vorschubbegrenzung zu beachten. Das Grundprinzip ist entscheidend davon abhängig, ob die drei Durchbrüche in einem Arbeitsgang hergestellt werden können. Die Berechnung der notwendigen Schneidkraft gibt hierüber Auskunft. Lösungsorganisation:
1. Berechnung der Schneidkraft – Festlegung des Grundprinzip 2. Entwicklung und Diskussion der Bauprinzipien 3. Entwicklung des verbesserten Bauprinzips 4. Entwurfsberechnungen 5. konstruktive Lösung (I. Entwurf)
zu 1. Berechnung der Schneidkraft Die Berechnung der Schneidkraft erfolgt nach der behandelten Formel. Die Bruch-scherspannung wird aus einer Werkstofftabelle entnommen, die Materialdicke und der Umfang der Schneidkanten können aus der Zeichnung entnommen bzw. mit den dort angegebenen Werten ermittelt werden.
aBS sUF τ⋅⋅= FS = Schneidkraft U = Umfang der gesamten Schneidkanten s = Dicke des zu schneidenden Materials τaB = Bruchscherspannung des zu
schneidenden Werkstoffes

14
Als Ergebnis wird sichtbar, dass die Erstellung aller drei Durchbrüche in einem Schneid-vorgang auf Grund der notwendigen Schneidkraft (68 kN) nicht erfolgen kann, da die vorhandene Presse (50 kN) diese Kraft nicht aufbringen kann. Grundprinzip: Die Löcher werden einzeln hergestellt! zu 2. Entwicklung von Bauprinzipien Für die Erstellung von Bauprinzipien werden die einzelnen zu erfüllenden Aufgaben (Vorschub & Lagesicherung, Nachschliffkompensation der Auflage, Abstreifer) separat betrachtet. Vorteil hierbei ist die Konzentration auf die eigentliche Aufgabenstellung und eine gute Vergleichbarkeit der Lösungen. Die Diskussion der Bauprinzipien beschränkt sich auf die Aufgabenstellung. Diese Möglichkeit der Entwicklung von Bauprinzipien ist legitim, bedarf aber immer eines Blickes für die Gesamtaufgabe und der Überlegung hinsichtlich der Realisierbarkeit im verbesserten Bauprinzip. Das Oberteil des zu entwickelnden Schneidwerkzeuges wird nach dem grundlegenden Aufbau eines Freischneidwerkzeuges gewählt. Bpr. Oberteil
Berechnung erforderliche Schneidkraft
Werte: s 2.5mm:= Rm 360N
mm2:= nach Roloff TB 1 - 1
d 8mm:= i 3:= τaB Rm:= ungünstigster Fall, bei 0.8 * Rm wird die
Bruchscherspannung kleiner U d π⋅:= τaB 360
N
mm2=
U 25.133mm=
FS i U⋅ s⋅ τaB⋅:=
FS 67.858 103× N=

15
Bpr. Beschickung & Lagesicherung
Da als Grundprinzip festgelegt wurde, die Löcher einzeln zu schneiden, kommt der Lage-sicherung, Positionierung und Beschickung (Vorschub) besondere Bedeutung zu. Die seitliche Begrenzung erfolgt durch zwei parallel angeordnete Zylinderstifte. Für das erste Loch wird ein Anschlag vorgesehen. Hierfür ist zu beachten, dass dann die seitliche Positionierung durch die Zylinderstifte nicht ausreichend ist. Eine Lösung dieses Problems wird mit der Ent-wicklung der Nachschliffkompensation geliefert. Für das Schneiden der weiteren Löcher dient ein Einhängestift zur Lagebestimmung. In diesem Fall wäre die seitliche Führung durch die Zylinderstifte gewährleistet. Es ist erkennbar, dass die Bearbeitungslage für den Arbeitsgang 1 (Loch I) und den Arbeitsgang 2 (Loch II & III) verschieden sein muss, da der Einhängestift und der Anschlag sich gegenseitig beeinflussen würden. Die Lösung wird im verbesserten Bauprinzip berücksichtigt. Bpr. Nachschliffkompensation Das Werkstück muss immer waagerecht auf der Schneidplatte aufliegen damit ein sauberer Schnitt erfolgen kann. Durch Nachschleifen der Schneidplatte würde es zur Verkippung des Werkstückes kommen.

16
Eine in der Höhe verstellbare Auflage soll dieses Problem lösen. Gleichzeitig kann hier zur Lagesicherung eine seitliche Führung integriert werden.
Die Abstreifer werden auf der Grundplatte befestigt, wodurch sie gleichzeitig zur Sicherung des Arbeitsschutzes mit verwendet werden können. Da das Werkstück in zwei verschiedenen Bearbeitungslagen im Werkzeug positioniert wird, muss der Abstreifer so angeordnet sein, dass er dieses ermöglicht. Bpr. Abstreifer In der Untersuchung der Abstreifervarianten hinsichtlich der Funktionssicherheit kann kein wesentlicher Vorteil einer Variante ausgemacht werden. Bpr.: I
- gute Sicht auf die Bearbeitungsstelle - Arbeitsschutz wird gewährleistet - ungünstige Hebelverhältnis können zur
Verklemmneigung führen - Materialstärke des Abstreifers hoch
Bpr.: II
- Sicht auf Bearbeitungsstelle verbaut - Einlegen kann erschwert werden - Arbeitsschutz gewährleistet - beidseitige Verschraubung verhindert Verformung und Verklemmneigung - höherer Fertigungsaufwand
Die Entscheidung fällt zugunsten des Bpr.: II, da der Funktionssicherheit (Verhindern von Verformung und Verklemmneigung) gegenüber dem erhöhten Fertigungsaufwand der Vorzug gegeben wird. Die Anordnung erfolgt um 45° zur Bearbeitungslage versetzt, wodurch die Bedienung des Werkzeuges nicht behindert wird.

17
zu 3. Entwicklung des verbesserten Bauprinzips Aus den Einzellösungen für die Gestaltung des Freischneidwerkzeuges entstehen nun Bauprinzipien in denen die gefundenen Lösungen eingesetzt werden. Bpr.: Gesamt I
Um die Funktionssicherheit und Bedienbarkeit dieses Bauprinzips zu realisieren muss der Anlagestift zur Positionierung für den ersten Schnitt auswechselbar bzw. herausnehmbar sein. Für den zweiten und dritten Schnitt werden die erzeugten Löcher benutzt um mit dem Einhängestift die Positionierung durchzuführen. Der Einhängestift wird dazu im Abstand von 50 mm zur Schneidstelle angebracht und auf Maß geschliffen (Ausgangsteil Zylinderstift wird mit m6 geliefert). Da eine exakte Lagebestimmung erfolgen soll, müssen die Positionierstifte ebenfalls entfernbar gestaltet. Für den zweiten und dritten Schnitt wären sonst drei Stellen (Einhängestift – Positionierstift – Nachschliffkompensation) für die Lagesicherung vorhan-den, was unweigerlich zu Zwang führen würde. Der Abstreifer muss in einer Höhe angebracht werden die das Einhängen des Scharnierbandrohlings in den dafür vorgesehenen Stift ermöglicht. Der Abstreifer ist für die Bedienung des Werkzeuges hinderlich, aber unabdingbar für die Bearbeitung, dieser Umstand wurde bereits in der Entwicklung der Teilssysteme angesprochen.

18
Bpr.: Gesamt II
Im zweiten Bauprinzip (auf die Schnittdarstellung wurde wegen Analogien zu Bpr I verzichtet) ist das Problem der entfernbaren Teile gelöst. Der Anlagestift als auch die Positionierstifte müssen nicht mehr entfernt werden. Unter dem Gesichtspunkt, dass lose Teile schnell verloren gehen können, ist hier ein Vorteil zu sehen. Gleichzeitig ist das Problem von Zwang für den zweiten und dritten Schnitt beseitigt. Im Gegensatz zum ersten Bauprinzip ist der Aufwand der Herstellung (doppelter Lage- & Führungsaufwand) aber höher und eine Zugänglichkeit von zwei Seiten muss gegeben sein. Die Zuführung des Werkstückes unter 90° Versetzung zwischen den Schnitten verbessert die Bedienbarkeit nicht. Eine Bewertung der Bauprinzipien würde keines in einem wesentlichen Vorteil sehen. Unter der Beachtung, dass das Verlorengehen von Bauelementen beim Bpr I zum Verlust der Funktionssicherheit führt, wird das Bpr II trotz des erhöhten Fertigungsaufwandes zur Realisierung gebracht. Die Gestaltung des Abstreifers erfolgt nach der Entwurfsberechnung. Für das Bpr I (Abstreifer) spricht die bessere Sicht auf die Bearbeitungsstelle und die eventuell bessere Bedienbarkeit. Im Bpr II (Abstreifer) ist der Vorteil günstigerer Hebelverhältnisse zu erkennen. Eine Entscheidung wird nach der Dimensionierung in Abhängigkeit der entstehenden Baugrößen gefällt.

19
zu 4. Entwurfsberechnung Zur Gestaltung des Werkzeuges sind als Entwurfsberechnung die Abstreifkraft und daraus die notwendige Schraubengröße für den Abstreifer, und die Stempelknickung als Sicherheits-nachweis zu berechen. Berechnungen zur Gestaltung des Abstreifers Die Berechnung der Abstreifkraft erfolgt nach den im theoretischen Abschnitt erarbeiteten Formeln.
Nach der Entwurfsberechnung soll eine Entscheidung für eines der beiden Bauprinzipien Abstreifer getroffen werden. Wesentlicher Entscheidungswert ist die Baugröße des Abstreifers, welche wiederum direkt von den verwendeten Schrauben für die Befestigung des Abstreifers abhängig ist. Die Verschraubung ist dynamisch belastet, da zu der vorhandenen Spannkraft (Anzugsmoment) jeweils die Abstreifkraft zusätzlich wirkt. Da es sich um den Entwurf handelt, gibt es zwei Möglichkeiten der vereinfachten Dimensionierung. Variante 1: Im Tabellenbuch Roloff TB 8-14 können in Abhängigkeit von Reibwerten und Anzugsmomenten Spannkräfte und zugehörige Schraubengrößen abgelesen werden. Die Werte des Tabellenbuches gehen von einer 90 %-tigen Auslastung des Materials (Streck-grenze) aus. Setzt man die restlichen 10 % für die im Betrieb zusätzlich auftretenden Kräfte an, kann eine Schraubengröße ausgewählt werden. Variante 2: Für die Berechnungen von Schraubenverbindungen mit definierter Vorspannung gibt Krause ein Verhältnis von Vorspannkraft zu Betriebskraft (FV/FBetr) in Abhängigkeit von einer Streckgrenze an. Mit diesem Verhältnis können die Kräfte und somit der Schraubenquerschnitt dimensioniert werden. Die zweite Variante soll für den Entwurf genutzt werden. Zuvor müssen jedoch die erforderlichen Maße für die Baugruppe festgelegt werden. Die folgende Maßskizze enthält Baumaße welche auf der Annahme basieren, dass die Verschraubung des Abstreifers und des Spannringes mit Zylinderkopfschrauben nach ISO 4762 und zugehörigen Senkungen nach DIN 974-1 erfolgt.
Werte: s 2.5mm:= Materialdicke FS 22620 N⋅:= Schneidkraft pro Loch kab 0.07:= Tabellenwert in Anhängigkeit von s
FAb kab FS⋅:=
FAb 1.583 103× N=

20
Maßskizze: Unterteil Freischneidwerkzeug
Somit ergeben sich für das Bauprinzip 1 folgende Maße, aus denen über die Momentengleichung die Schraubenkraft ermittelt werden kann.
Werte: FAb 1583N:= lAb 63mm:= Hebelarme für Drehpunkt lSch 15mm:= KA 2:= Anwendungsfaktor für Abstreifkraft x 3.5:= Verhältnis Vorspann- zu Betriebskraft für FK 8.8 Re 640
N
mm2:= Streckgrenze FK 8.8
ν 1.5:= Sicherheitsfaktor
FSchlAblSch
FAb⋅:= FSch 6.649 103× N=
FV x FSch⋅ KA⋅:= FV 46.54 103× N=
ASerfFV ν⋅
Re:=
ASerf 109.079mm2= entspricht Schraubengröße M14
Als Drehpunkt für die Momenten-gleichung wird der rechte äußereEckpunkt gewählt.

21
Unter gleichen Annahmen berechnet sich die Schraube für Bauprinzip 2 zu:
Die in der Diskussion der Bauprinzipien getroffene Entscheidung zugunsten Bpr II wird somit durch die Berechnung bestätigt. Die angenommene Schraubengröße M6 wird beibehalten, wodurch keine weiteren Berechnungen erforderlich sind. Da die wirkende Abstreifkraft die Abstreiferbrücke auf Biegung belastet, muss eine Dimensionierung erfolgen aus welcher die Materialstärke festgelegt wird. Als Lastfall ergibt sich ein Träger auf zwei Stützen mit Einzellastangriff in der Mitte.
Werte: FAb 1583N:= KA 2:= Anwendungsfaktor für Abstreifkraft x 3.5:= Verhältnis Vorspann- zu Betriebskraft für FK 8.8 Re 640
N
mm2:= Streckgrenze FK 8.8
ν 1.5:= Sicherheitsfaktor
FSchFAb
2:= FSch 791.5N=
FV x FSch⋅ KA⋅:= FV 5.54 103× N=
ASerfFV ν⋅
Re:=
ASerf 12.986mm2= entspricht Schraubengröße M5
Werte: FAb 1583N:= Abstreifkraft
KA 2:= Anwendungsfaktor
l 76mm:= Länge der Brücke t 20mm:= Breite der Brücke d 9mm:= Durchmesser Durchbruch b t d−:= Breite für Widerstandsmoment
Re 285N
mm2:= Streckgrenze für E295
ν 2:= Sicherheitsfaktor gegen Biegung

22
Bei Verwendung von Material C 45 (Rp0,2 = 430 N/mm2) errechnet sich die notwendige Höhe
der Abstreiferbrücke zu h = 12.354 mm. Unter Beachtung der zweifachen Sicherheit wird die Höhe mit h = 12 mm festgelegt. Berechnung der Knicksicherheit Die Nachrechnung des Schneidstempels auf seine Sicherheit gegen Knickung soll zu ersten Erfahrungen auf diesem Gebiet führen. Die Frage, welche Stempel hauptsächlich auf Knickung gefährdet sind, wird mit folgendem Satz beantwortet: Lange schmale Stempel sind auf Knickung beansprucht. Wann ist aber ein Stempel lang und schmal? Da diese Frage nicht ausreichend beantwortet ist, kann bei Unsicherheit nur eine exakte Berechnung Aufschluss geben. Schneidstempel sind Normalien und werden in unterschiedlichen Längen geliefert. Die Ermittlung der freien Knicklänge basiert also auf der Länge des verwendeten Stempel und der Dicke der Stempelaufnahmeplatte. Da diese Daten vom Hersteller bzw. Lieferanten abhängig sind, muss verstärkt mit Katalogen gearbeitet werden. Sind keine Informationen vorhanden, können bereits ausgeführte Konstruktionen in Form von Zeichnungen zu Hilfe genommen werden. Somit werden erste Anhaltspunkte gesammelt. Für die Ermittlung der Dicke der Stempelaufnahmeplatte wird in diesem Beispiel das Tabellenbuch Friedrich (Auflage 1116 – 1131) genutzt. Hier ist eine nicht mehr gültige Norm für Schneidkästen und zugehörige Werte angegeben. Für den vorliegenden Fall wird die Stempelaufnahmeplatte 10 mm stark aus- gewählt. Die Berechnung erfolgt nach dem Grundfall der elastischen Knickung (beidseitig elastische Einspannung) welche im Fall Euler II dokumentiert ist.
MbFAb l⋅ KA⋅
4:= wb
b h2⋅
6:=
σbMbwb
:= ≤ σbReν
:=
h6 FAb⋅ KA⋅ l⋅ ν⋅
4 b⋅ Re⋅:=
h 15.174mm=
Werte: FS 22858N:= Schneidkraft pro Loch
E 210000N
mm2:= Elastizitätsmodul für Stahl
ν 3:= Sicherheitswert gegen Knickung 2,5 ... d 8mm:= Stempeldurchmesser l 80mm:= Stempellänge lK 70mm:= freie Knicklänge

23
Mit dem Nachweis der Knicksicherheit ist die Entwurfsberechnung abgeschlossen. Anhand der gewählten Bauprinzipien und der errechneten Werte kann die Konstruktion ausgeführt werden. Das Ergebnis ist auf der Zeichnung dargestellt.
Iminπ
64d4
⋅:= Flächenträgheitsmoment
FKπ
2E⋅ Imin⋅
lK2
:= FKzul
FKν
:= ≥ FS
νπ
2E⋅ Imin⋅
FS lK2
⋅:=
ν 3.721= ausreichende Sicherheit vorhanden

24
3.4.2 Übung: Folgeschnittwerkzeug Aufgabe: Für den dargestellten Haltebügel (Materialstärke t = 2mm, Material S235JR) ist ein Folgeschnittwerkzeug zu konstruieren. Es werden 200.000 Stück benötigt. Für die Bearbeitung steht eine Presse mit einer maximalen Pressenkraft von 640 kN und mechanischer Zuführeinrichtung zur Verfügung. Das Werkzeug soll im automatischen Betrieb arbeiten!
Analyse der Aufgabenstellung Für die Bearbeitung sind im Wesentlichen zwei Arbeitsschritte erkennbar: das Lochen der Bohrungen ∅10mm und das Ausschneiden der Kontur. Für die Verwendung eines Folge-schnittwerkzeuges müssen einige Fragen hinsichtlich der konstruktiven Gestaltung geklärt werden. Die notwendigen Informationen hinsichtlich der Konstruktion werden aus der Fachliteratur gewonnen. Anschließend greift wieder der Mechanismus der Konstruk-tionssystematik, so dass folgende Lösungsorganisation für diese Übungsaufgabe entsteht: Lösungsorganisation:
1. fachliche Orientierung 2. Entwicklung und Diskussion der Bauprinzipien 3. verbessertes Bauprinzip 4. Entwurfsberechnungen 5. I.Entwurf
zu 1. fachliche Orientierung Als Grundlage für die fachliche Orientierung werden verschiedene Fachbücher (Der Werk-zeugbau – Europa Verlag, Handbuch der Stanzereitechnik – Romanowski, ...) herangezogen. Die zentrale Frage lautet erst einmal: Welches Grundprinzip soll Verwendung finden? Die

25
Verwendung eines Folgeschnittwerkzeuges ist vorgeschrieben, weshalb ein geführtes Werkzeug auszuwählen ist. Die Entscheidung zwischen Säulen- & Plattenführung wird nach verschiedenen Gesichtspunkten getroffen, welche im Folgenden dargestellt und erläutert werden. Zuführung und Abführung des Streifens Für die Erzeugung der Haltebügel steht eine mechanische Zuführeinrichtung zur Verfügung. Durch eine mechanische, in der Länge begrenzte Bewegung wird ein Blechstreifen zugeführt, bis er an einer Vorschubbegrenzung anstößt. Der Vorschub wird zu einer Wölbung (elastische Verformung) des Blechstreifens im Werkzeug führen. Nachdem die Vorschubkraft aussetzt wird die elastische Verformung zurückgehen, so dass der Streifen exakt an der Vorschubbegrenzung anliegt. Durch diese gewollte elastische Verformung erreicht man einen relativ gesicherten Vorschub, dass heißt, der Vorschubweg ist immer ausreichend.
Nach dem Schnitt bleibt ein Reststreifen übrig, welcher meistens durch einen zusätzlichen Abhackstempel zerschnitten wird. Die Bruchstücke lassen sich in Auffangbehältern sammeln und abtransportieren. Auch das Aufwickeln der Reststreifen auf entsprechenden Haspeln ist möglich, kann jedoch beim Wechsel dieser durch die elastische Rückformung (Blechstreifen verhält sich annähernd wie eine Feder) zu Problemen führen. Die Verletzungsgefahr ist wesentlich höher. Vorschubbegrenzung Die Forderung nach Automatisierung bedingt, dass eine Vorschubbegrenzung den exakten Vorschub des Blechstreifens regelt. Aus der Literatur sind verschiedenste Möglichkeiten erkennbar.
Anlageflächen
Anlagestift Schnittstreifen
Schnittstreifen
Anlageplatten Anlagestift
Bild 11: Anlagestifte & Anlageplatten (1) Seite 34

26
Feste Anschläge in Form von Anlagestiften und Anschlagplatten sind eine Lösungsvariante welche jedoch den entscheidenden Nachteil haben, dass der Streifen bei jeder Vorschub-bewegung über sie hinweggehoben werden muss.
Suchstifte zur exakten Positionierung werden sehr häufig verwendet, benötigen jedoch in Abhängigkeit von der Zuführung, eine entsprechende Vorbestimmung der Lage des Blechstreifens. Diese Lagebestimmung kann durch verschiedenste Vorschubbegrenzungs-elemente gesichert werden. Der Schnittstreifen wird durch den Suchstift vom Voranschlag um den Wert a (siehe Bild) zurückgezogen.
Stempel Anschlag
Zwischen- lage
Schnitt-streifen
gerader Seitenschneider
ausgesparter Seitenschneider
Zwischenlage
Seitenschneiderabfall
gehärteter Anschlag
Kante Schnitt-streifen
Anschlag- fläche
Bild 13: Seitenschneider (1) Seite 35f
Suchstift d > 1,5
Lochstempel
Ausschneidstempel
Lochstempel
Schnitt-streifen
Anlagestift
Lochstempel
Lochstempel
Suchstift Schneidplatte
Führungs- platte
Bild 12: Suchstifte (1) Seite 34

27
Seitenschneider dienen der Vorschubbegrenzung, da sie in Ihrer Länge den Vorschub beinhalten. Durch ihre Anordnung und Funktion behindern sie den weiteren Vorschub des Blechstreifens nicht. Hierfür ist aber die Gestaltung (Form) der Seitenschneider von entscheidender Bedeutung. Zu beachten ist, dass sich die Breite des zugeführten Streifens verringert, was eine entsprechende Gestaltung der Streifenführung bedingt. Die Anordnung der Seitenschneider ist in vielfältiger Form und in unterschiedlicher Stückzahl möglich. Seitenschneider können weiterhin auch als Formstempel ausgelegt sein, so dass sie einerseits den Vorschub und andererseits die Form des Schnittteiles garantieren. Streifenführung Die Streifenführung kann durch verschiedenste Elemente realisiert werden. Die einfachste Variante ist die Verwendung der Zwischenlagen (Streifenführungsleisten) für plattengeführte Werkzeuge. Für Säulenführungen sind andere Varianten möglich. Durch federnde Streifenführungen kann der Nachteil der Anlagestifte (behindern der Vorschubbewegung) ausgeglichen werden. Wichtig ist, dass der Blechstreifen nicht in der Führung verklemmt und somit zu unnötigen Wartungsarbeiten führt.
Schneidplatte
Feder
Schnitt- streifen federndes
Führungsstück
Schneidplatte
Schnitt- streifen
Führungspilz Schneidplatte
Druckstück
Feder
Schnitt- streifen
Zwischenlage
Schneidplatte
Schnitt- streifen
Führungs-leisten
Rückhalte- nase
Schneidplatte
Schnitt- streifen
ZwischenlageFührungsplatte
Bild 14: Führung des Schnittstreifen (1) Seite 26

28
Streifenbild Das Streifenbild zeigt die Durchbrüche der Schneidplatte, bzw. bei Verwendung dieser, der Führungsplatte. Streifenbilder werden unter dem Gesichtspunkt der Materialausnutzung des zur Verfügung stehenden Streifens betrachtet. Die Lage und Form der zu schneidenden Werkstücke spielt hierbei eine wesentliche Rolle. Auch die Anordnungsmöglichkeiten für die Werkzeuge müssen beachtet werden.
Die fachliche Orientierung hat einen Überblick über die Möglichkeiten der Konstruktion von Schneidwerkzeugen und der dabei verwendeten Elemente gegeben. Des weiteren wird ein Weg aufgezeigt, wie man sich einer Lösung eines Problems nähert. Die Informations-gewinnung zu entsprechenden Problemen ist ein wesentlicher Aspekt. Vielfach wird man in der Literatur viele Fakten finden, aber nicht den konkreten Anhaltspunkt. Ein Überblick über die vorhandene Literatur und das Wissen um den Inhalt erleichtert die Phase der Informationsgewinnung erheblich. Eine Liste mit vorhandener Literatur und zugehörigen Inhaltsangaben kann den Einstieg in die Konstruktion vorantreiben.
Bild 15: Streifenausnutzung und Stempelanordnung (1) Seite 51ff

29
zu 2. Entwicklung und Diskussion der Bauprinzipien Aus der fachlichen Orientierung geht hervor, dass das Streifenbild über die Schneid- & Führungsplatte (nur bei Plattenführung) entscheidet. Die letztendliche Entscheidung für eine Führungsvariante hängt ebenfalls davon ab, denn je länger (Anzahl der aufeinanderfolgenden Schnitte) das Streifenbild, um so unmöglicher die Verwendung eines Säulenführungsgestells. Unter diesen Gesichtspunkten werden vorerst die Streifenbilder als Bauprinzipien erstellt. Das Diskussionskriterium ist die Materialausnutzung bei vorgegebener Streifenbreite. Das Bauprinzip mit der höchsten Materialauslastung (geringster Verschnitt) wird zum verbesserten Bauprinzip weiterentwickelt. Der Aufbau des Schneidwerkzeuges ist abhängig von der Führung des Stempels, was wiederum aus dem Streifenbild abgeleitet wird. Für die Entwicklung der Streifenbilder wird das zu erzeugende Werkstück in seiner Form vereinfacht, wodurch sich die Auslastung des Materials schneller überprüfen lässt. Vereinfachungen dürfen aber nur insoweit getroffen werden, dass sie keinen Einfluss auf die Berechnung der Auslastung haben.
Die Berechnung der Materialausnutzung erfolgt nach folgender Beziehung:
Die Breite des eingesetzten Streifen wird nach den Vorgaben der Lieferanten ausgewählt bzw. kann aus Tabellen nach entsprechenden Normen für Halbzeuge entnommen werden. In einzelnen Fällen ist es möglich eine benötigte Breite speziell beim Hersteller zu bestellen, was aber zu einer erheblichen Kostensteigerung führt. Unter Umständen ist ein größerer Verschnitt kostengünstiger. Alles nicht benötigte Material (Verschnitt) sollte sortenrein gesammelt und einem Recyclingprozess im Sinne des Umwelt- & Naturschutzes zugeführt werden. Diese schont Ressourcen und minimiert geringfügig die Kosten, da der Rohstoffwert des Materials vorhanden ist. Die Breite der Streifen wird aus der Lage der Werkstücke ermittelt und dann die nächstgrößte Breite nach Norm DIN 174 ausgewählt. Die Mindestwerte für Steg- & Randbreiten können aus Tabellen entnommen werden (Fr. 6-16). Auch die minimale Beschneidbreite des Seitenschneiders kann aus dieser Tabelle ermittelt werden. Unter dem Gesichtspunkt der Vereinfachung wurde eine Stegbreite von 2,5 mm, eine Randbreite von 2,5 mm und ein Seitenschneiderabfall von 2 mm festgelegt. Diese Werte werden sich bei der Wahl der Breite des zugeführten Streifens vergrößern.
Die Vereinfachungen beeinträch-tigen die Berechnung derMaterialauslastung nicht, da diebeseitigten Rundungen in allenmöglichen Streifenbildvariantenals Abfall auftreten.
%100⋅=Einsatz
Nutz
AAη η - Wirkungsgrad (Nutzungsgrad) in %
ANutz - genutzte Fläche AEinsatz - eingesetzte Fläche

30
Variante 1: Nutzungsgrad:
Variante 2: Nutzungsgrad:
Werte: l1 25mm:= lV 57.5mm:=
b 32mm:=l2 25mm:=
l3 30mm:=
l4 20mm:=
ANutz l1 l2⋅ l3 l4⋅+:= AEinsatz lV b⋅:=
ANutz 1.225 103× mm2
= AEinsatz 1.84 103× mm2
=
ηANutz
AEinsatz100⋅ %:=
η 66.576%=
Werte: l1 25mm:= lV 57.5mm:=
b 63mm:=l2 25mm:=
l3 30mm:=
l4 20mm:=
ANutz l1 l2⋅ l3 l4⋅+:= AEinsatz lV b⋅:=
ANutz 1.225 103× mm2
= AEinsatz 3.623 103× mm2
=
ηANutz 2⋅
AEinsatz100⋅ %:=
η 67.633%=

31
Variante: 3 Nutzungsgrad:
Weitere Streifenbilder bzw. Anordnungen der Werkstücke bringen keine Verbesserung des Nutzungsgrades, weshalb das Streifenbild Variante 3 als das Günstigste ausgewählt wird. Zur Entwicklung des verbesserten Bauprinzips muss die Festlegung getroffen werden, wie das Werkzeug geführt wird. Aus den in der Theorie gewonnenen Erkenntnissen, dass die Randabstände zwischen den Durchbrüchen nicht zu klein werden dürfen, und den Gestaltungsrichtlinien für die Schneidplatten ergeben sich die dargestellten Schnittbilder. Das Schnittbild 1 berücksichtigt den Abstand zwischen den Durchbrüchen der Lochung und dem Durchbruch des Ausschneidens, weshalb erst das rechte Teil ausgeschnitten wird. Nachteil hierbei ist, dass ein Leerhub entsteht, da die beiden Ausschneidstempel auch unter einem vorgegebenen Abstand angeordnet werden müssen. Die Gestaltung der Schneidplatten Durchbrüche (Ausfallwinkel 3°) würde eine Anordnung von zwei Stempeln im Abstand von 2,5 mm Stegbreite ebenfalls nicht zulassen. Das Schnittbild 2 setzt voraus, dass zwischen Lochstempel und Ausschneidstempel (linkes Werkstück) genügend Abstand vorhanden ist. Das Ergebnis von nur noch 5 Schritten (Abhacker ist in beiden Fällen nicht dargestellt) unter der Vermeidung eines Leerhubes ist als positiv zu bewerten und wird im verbesserten Bauprinzip umgesetzt.
Werte: l1 25mm:= lV 50mm:=
b 63mm:=l2 25mm:=
l3 30mm:=
l4 20mm:=
ANutz l1 l2⋅ l3 l4⋅+:= AEinsatz lV b⋅:=
ANutz 1.225 103× mm2
= AEinsatz 3.15 103× mm2
=
ηANutz 2⋅
AEinsatz100⋅ %:=
η 77.778%=

32
Für die Bearbeitung in 5 Schritten ergibt sich eine Werkzeuglänge von mindestens (1 Schritt = 50 mm) 250 mm ohne Beachtung der Zuführeinrichtung. Die Verwendung eines Säulenführungsgestelles ist demzufolge nicht oder nur unter besonderen Umständen möglich. Die geforderte Stückzahl von 200.000 Stück scheint eine entsprechende Größenordnung zu sein, ist aber für die Verwendung eines Säulenführungsgestells vollkommen unrelevant. Die Kosten für die Führungsvariante würden sich in diesem Fall (200.000 Stück) nicht amortisieren. Somit steht die Entscheidung zugunsten eines plattengeführten Folgeschnittwerkzeuges mit dem Schnittbild 2 und dem Streifenbild Variante 3 fest. Für die Gestaltung des Werkzeuges werden die in der Informationsphase gewonnenen Erkenntnisse hinsichtlich dieser Führungsvariante eingebracht. zu 3. verbessertes Bauprinzip Der grundlegende Aufbau des Werkzeuges ist in der Theorie zu den Führungsvarianten erläutert worden. Für das verbesserte Bauprinzip sind die Maßskizzen für den Werkzeugaufbau und das Schneidbild von besonderem Interesse. Um entsprechende Maße für das Werkzeug zu erhalten kann man diese unter Beachtung gegebener Bedingungen festlegen, oder man kann sich nach Maßen für sogenannte Schneidkästen richten. Schneidkästen sind nicht mehr durch DIN genormt, in älteren Büchern finden sich aber die zurückgezogenen Normen und lassen sich als Grundlage verwenden. Im Sinne des Austauschbaues kann man auch Schneidkästen von Normalienherstellern beziehen, es muss nur noch das Schneidbild eingearbeitet bzw. die Stempel hergestellt und angepasst werden. In diesem Fall sind die Katalogangaben der Hersteller zur Gewinnung von Baumaßen zu verwenden. Durch Kauf von Schneidkästen lassen sich Kosten reduzieren. Für das zu erstellende Werkzeug wurde sich auf die zurückgezogenen Norm ... für Schneidkästen bezogen, so dass folgende Baumaße festgelegt wurden:
Schnitt 1 Seitenschneider
Schnitt 1 Seitenschneider
Schnitt 3 Ausschneiden
Schnitt 4 Leerhub
Schnitt 2 Lochung
Schnitt 5 Ausschneiden
Schnitt 2 Lochung Schnitt 3
Ausschneiden
Schnitt 4 Ausschneiden
Schnittbild 1
Schnittbild 2

33
Die Maße für das Schneidbild ergeben sich aus dem Streifenbild Variante 3:

34
Anhand dieser beiden Maßskizzen, welche als verbessertes Bauprinzip gelten, kann die Konstruktion ausgeführt werden. Notwendige Größen sind vorher in der Entwurfsberechnung zu bestimmen. zu 4. Entwurfsberechnung Die Entwurfsberechnung beinhaltet drei wesentliche Aspekte:
- Presseneinsatzkontrolle (notwendige Schnittkraft) - Lage des Einspannzapfens (Linienschwerpunkt der Schneidkanten) - Stempelknickung
Schneidkraft Die notwendige Schneidkraft muss ermittelt werden um zu überprüfen ob die zur Verfügung stehende Presse ausreichend ist. Die Berechnung der Schneidkraft erfolgt nach der bekannten Formel:
Es wird davon ausgegangen, dass alle Schneidvorgänge gleichzeitig ausgeführt werden, wodurch die Presse maximale Belastung erfährt.
Für die Annahme maximaler Festigkeitswerte (S235JR Rm = 340 ... 470 N/mm
2) ergibt sich eine notwendige Schnittkraft FS = 551 kN, welche unter der vorhandenen Pressenkraft F = 640 kN liegt. Die vorhandene Presse kann also ohne Einschränkung verwendet werden. Sollte die notwendige Schnittkraft größer als die vorhandene Pressenkraft sein, könnte man durch Höhenversetzung der Stempel eine Reduzierung bewirken. In diesem Fall würden nicht alle Stempel gleichzeitig schneiden sondern nur die mit gleicher Länge. Ein Versatz von 3 mm wäre bei einer Materialstärke von 2 mm vollkommen ausreichend und würde weder die Führung in der Führungsplatte noch die Durchbrüche in der Schneidplatte wesentlich
Werte: d 10mm:= l1 35mm:= l4 50mm:= Rm 470N
mm2:=
r 10mm:= l2 25mm:= b 2.6mm:=s 2mm:=R 5mm:= l3 25mm:= lA 65mm:=
u1 π d⋅:= u234
π⋅ 2⋅ r⋅:= u314
π⋅ 2⋅ R⋅:= u4 2 l4⋅ 2 b⋅+:=
u1 31.416mm= u2 47.124mm= u3 7.854mm= u4 105.2mm=
U 4u1 2u2+ 2u3+ 2l1+ 2 l3 10mm−( )+ 2l2+ 2 l1 15mm− R−( )+ u4+ lA+:=
U 585.819mm=
FS U s⋅ Rm⋅:=
FS 550.67 103× N=
aBS sUF τ⋅⋅= FS = Schneidkraft U = Umfang der gesamten Schneidkanten s = Dicke des zu schneidenden Materials τaB = Bruchscherspannung des zu
schneidenden Werkstoffes

35
beeinflussen. Ein entscheidender Nachteil würde sich für die Lage des Einspannzapfens ergeben, da der Linienschwerpunkt der im Eingriff befindlichen Schneidkanten (bei Versetzung zur Reduzierung der Schnittkraft) nicht identisch wären. Es würde zu ungünstigen Kraftverhältnissen während der Schneidbewegung und somit zu erhöhtem Verschleiß führen. Sollte die beschriebene Variante angewendet werden ist auf einen identischen Linienschwerpunkt der Schneidkanten zu achten! Lage des Einspannzapfen Die Positionierung des Einspannzapfens muss im Linienschwerpunkt der Schneidkanten erfolgen. Dieser Zusammenhang ist aus den Gesetzmäßigkeiten der „Technischen Mechanik“ bekannt bzw. abzuleiten. Zielstellung ist eine gleichmäßige Kraftverteilung und somit ein sauberer qualitativ hochwertiger Schnitt. Zusätzlich werden die Schneidkanten (Stempel und Durchbrüche in der Schneidplatten) dem geringsten Verschleiß ausgesetzt, was die Standzeit erheblich erhöht! Die Berechnung des beliebigen Linienschwerpunktes in einem Koordinatensystem erfolgt nach dem Prinzip des statischen Gleichgewichts. Hierzu werden die einzelnen Linienzüge in einfache Teile, deren Schwerpunkt bekannt ist, zerlegt. Diese Zerlegung der Schneidkanten ist in der nachfolgenden Darstellung zu sehen. Für den Seitenschneider wurde eine Vereinfachung getroffen und der Abhacker wurde über den Bereich des Ausschnittteils (minimale Schneidkraft) gelegt.
Die einzelnen Koordinaten der jeweiligen Schwerpunkte der Segmente werden in einer Tabelle erfasst.

36
lfd. Nr.: li in mm li * xi in mm2 li * yi in mm2
1 2,00 0,00 128,002 50,00 1250,00 3150,003 31,40 1962,50 1491,504 31,40 2826,00 1491,505 31,40 1962,50 392,506 31,40 2826,00 392,507 35,00 3587,50 1050,008 15,70 1666,40 845,609 31,40 3532,50 192,8010 15,00 1800,00 862,5011 7,85 976,00 241,0012 15,00 1837,50 300,0013 25,00 3187,50 1125,0014 31,40 5966,00 1691,0015 15,00 2700,00 600,0016 7,85 1399,00 230,0017 25,00 4375,00 375,0018 15,00 2737,50 37,5019 15,70 3083,00 96,4020 35,00 7000,00 1050,0021 5,50 1177,00 331,4022 2,50 535,00 3,10Σ 475,50 56386,90 16077,30
Für die Berechnung der Lage des Linienschwerpunktes eines Segmentes können die Formeln aus Tabellenbüchern (Friedrich 1-21) entnommen werden. Die Berechnung des Linienschwerpunktes aller einzelnen Segmente erfolgt unter dem Prinzip des statischen Gleichgewichtes. Die Formeln hierfür lauten:
Die Berechnung der Koordinaten für die Lage des Einspannzapfens ergab folgende Werte:
∑∑
∑∑
⋅=
⋅=
i
ii
i
ii
lly
y
llx
x
)(
)(
0
0
x0 => Schwerpunktlage x y0 => Schwerpunktlage y li => Länge der einzelnen Segmente xi => Schwerpunktlage x der Segmente yi => Schwerpunktlage y der Segmente
mmy
mmx
81,33
58,118
0
0
=
=

37
Stempelknickung Für die Nachrechnung der Stempel auf die Gefahr der Knickung stellt sich wieder das Problem der Unerfahrenheit ein. Es wird empfohlen eine Berechnung durchzuführen, da keine vergleichbaren Konstruktionen vorhanden sind. Es dürfte ausreichen den schwächsten Stempel hinsichtlich der Knickgefahr zu überprüfen. Der kleinste (schwächste?) Stempel hinsichtlich des Querschnittes ist der Stempel zum Lochen der Durchbrüche ∅ 10 mm.
Die errechnete Sicherheit von ν = 21,5 gegen Knickung ist mehr als ausreichend, so dass eine Gefahr der Knickung ausgeschlossen werden kann. Da die Annahme den Lochstempel als schwächsten bzw. gefährdetesten Stempel vorsieht, ist die Aussage nur dann zu treffen, wenn eine Überprüfung der restlichen Stempel auch erfolgt. Nach der Literatur sind schmale, lange Stempel besonders gefährdet. Der Seitenschneider kommt dieser Gestaltung am nächsten, weshalb auch hierfür eine Berechnung der Knicksicherheit erfolgen soll. Die Berechnung ergibt einen Sicherheitsfaktor ν = 3,8 * 103. Somit dürften die letzten Zweifel hinsichtlich der Knickgefahr ausgeräumt sein. Da die Führungsplatte gleichzeitig als Abstreifer gestaltet ist, wird die Schraubenberechnung nach dem bekannten Muster des Freischneidwerkzeuges durchgeführt. Die notwendige Abstreifkraft wird ermittelt und unter Vorwahl einer Schraube (mit der maximal möglichen
Werte: E 210000N
mm2:= E-Modul für Werkzeugstahl als Stempelmaterial
d 10mm:= Stempeldurchmesser l 80mm:= Stempellänge, Kaufteil lF 20mm:= Länge der Führung, Plattenführung lE 20mm:= Länge der Einspannung in der Stempelaufnahmeplatte
lK l lE− lF−:= lK 40mm= freie Knicklänge
s 2mm:= Materialstärke u π d⋅:= Länge der Schneidkante
Rm 470N
mm2:= Bruchscherfestigkeit
Iminπ
64d4
⋅:= minimales Flächenträgheitsmoment siehe TB
FKπ
2E⋅ Imin⋅
lK2
:= FK 635.871 103× N=
FS u s⋅ Rm⋅:= FS 29.531 103× N=
νFKFS
:= ν 21.532=

38
Schraubenkraft nach Tabelle Roloff) eine Überprüfung der Sicherheitsfaktoren bei Berücksichtigung der zusätzlichen Abstreifkraft durchzuführen.
Da den Berechnungen immer maximale Festigkeitswerte für das Material S235JR zu Grunde liegen kann davon ausgegangen werden, dass in den Berechnungen immer der ungünstigste Fall behandelt ist. zu 5. I.Entwurf Die Streifenführungsleisten (Zwischenplatten) dienen der Führung des Streifens. Sie müssen nach dem Seitenschneider um dessen Beschneidbreite verbreitert werden. Die gehärtete Anschlagplatte wird in der Streifenführungsleiste eingelegt und kann durch die Verschraubung von Führungsplatte, Zwischenlagen und Schneidplatte mit der Grundplatte nicht verrutschen. Damit die Ausschneidstempel auch exakt in ihrer Lage zu den im vorangegangenen Schnitt erzeugten Löchern positioniert sind, werden in den Ausschneidstempeln Suchstifte angeordnet welche diese Funktion übernehmen. Die Suchstifte müssen so eingebracht werden, dass sie im Falle eines Nachschärfens der Stempel beseitigt und anschließend wieder eingesetzt werden können. Eine Schlupffase (Verjüngung) an den Spitzen der Suchstifte sorgt dafür den eventuellen Versatz des Vorschubes auszugleichen. Für die Ausführung der Konstruktion ist zu beachten, dass die Schnittführung alle wesentlichen Teile in ihrer Lage und Funktion zueinander darstellt.
Werte: U 585.819mm:= Gesamtlänge der Schneidkanten s 2mm:= Materialstärke
p 45N
mm2:= Faktor nach Festigkeitswert interpoliert
Rm 470N
mm2:=
A s U⋅:=
FA p A⋅:= FA 52.724 103× N=
Schraubenvorwahl M10 FK 12.9
Re 1080N
mm2:=
AS 58mm2:=
FS 48.9 103× N:= Wert ist aus TB Roloff entnommen bei
Annahme µ = 0,1 n 8:= Schraubenanzahl
νAS Re⋅
FSFAn
+
:=
90 %-tige Auslastung vorausgesetzt dürfte ein Sicherheitsfaktor ν = 1,1 ausreichen!
ν 1.129=