Embed Size (px)
Citation preview
3D-Drucktechnologie – Grundlagen zur Herstellung polymerer
Bauteile mit gradierten Werkstoffeigenschaften
von Diplom-Ingenieur
Philip Christian Elsner
aus Spaichingen
von der Fakultät V – Verkehrs- und Maschinensysteme
der Technischen Universität Berlin
zur Erlangung des akademischen Grades
Doktor der Ingenieurwissenschaften
- Dr.-Ing.-
genehmigte Dissertation
Promotionsausschuss:
Vorsitzender: Prof. Dr.-Ing. Henning J. Meyer
Gutachter: Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Gutachter: Prof. Dr.-Ing. Michael Zäh
Tag der wissenschaftlichen Aussprache: 24. Februar 2009
Berlin 2009
D83

Vorwort des Herausgebers
Durch die stetig zunehmenden Forderungen eines hochdynamischen Marktes hinsichtlich der
Integration vielfältiger Funktionalitäten in Bauteilen und Baugruppen wird die Produktions-
sowie die Fertigungstechnik immer wieder vor neue Herausforderungen gestellt. Dabei ist es
häufig notwendig die bisher geltenden Grenzen zu überwinden sowie Synergieeffekte durch
die zunehmend interdisziplinären Aufgabenstellungen konstruktiv zu nutzen.
Die derzeitig verfügbaren Maschinensysteme für die kunststoffverarbeitende Industrie sind
vorrangig für die Verarbeitung weniger Werkstoffe ausgelegt. Daher besteht nur in einem sehr
eingeschränkten Rahmen und nur mit erheblichem Kostenaufwand die Möglichkeit zur
Herstellung von Bauteilen oder Baugruppen mit hoher Funktionsintegration. Hochkomplexe
Formwerkzeuge wie beispielsweise für den 2K-Spritzguss sowie eine Vielzahl an Füge- und
Montageprozessen dienen heute zur Realisierung multifunktionaler Baugruppen auf Basis von
Einzelteilen mit unterschiedlichen physikalischen Eigenschaften. Daraus erwächst zunehmend
die Notwendigkeit eine alternative Fertigungstechnologie zu entwickeln, welche die
Umsetzung unterschiedlicher mechanischer Werkstoffeigenschaften in einem Bauteil und in
einem Herstellungsprozess ermöglicht.
Die im Rahmen der vorliegenden Arbeit durchgeführten Untersuchungen bilden eine
Grundlage zur Entwicklung einer neuartigen generativen Verfahrenstechnologie für den
Aufbau von Kunststoffbauteilen mit gradierten Werkstoffeigenschaften. Dieses Verfahren
basiert auf der in vielen Bereichen erfolgreich eingesetzten Piezodrucktechnologie und
ermöglicht einen zeitlich und örtlich definierten Werkstoffauftrag in Form kleinster Tropfen.
Die Ergebnisse bestätigen, dass die Drop-on-Demand Drucktechnologien unter Nutzung
kommerziell verfügbarer Polyurethane die gezielte Herstellung von Bauteilen mit gradierten
Werkstoffeigenschaften ermöglichen. Damit konnten die Grundlagen für die künftige
Herstellung von multifunktionalen Bauteilen in einem Fertigungsschritt gelegt werden.
Berlin, Oktober 2009 Eckart Uhlmann
Vorwort des Autors
Die vorliegende Arbeit entstand während meiner Tätigkeit als wissenschaftlicher Mitarbeiter
am Institut für Werkzeugmaschinen und Fabrikbetrieb (IWF) der Technischen Universität
Berlin und am Fraunhofer-Institut für Produktionsanlagen und Konstruktionstechnik (IPK).
Zunächst gilt mein besonderer Dank meinen Eltern, welche mich über die Jahre während
meiner Ausbildung immer wohlwollend unterstützt haben. Weiterhin möchte ich meiner Frau
Sarah und meinem Sohn Noah für das Vertrauen, die Geduld, die Freiräume und den
ungebrochen Glauben an den Erfolg dieser Arbeit ganz herzlich danken.
Mein besonderer Dank gilt dem Institutsleiter Herrn Professor Dr. h.c. Dr.-Ing. Eckart
Uhlmann für seine wohlwollende Unterstützung und großzügige Förderung, mit denen er
diese Arbeit begleitet hat. Herrn Professor Dr.-Ing. Michael Zäh, dem Leiter des Instituts für
Werkzeugmaschinen und Betriebswissenschaften (iwb) der Technischen Universität
München, danke ich für die Übernahme des Korreferates und das der Arbeit
entgegengebrachte Interesse. Mein Dank gilt auch Herrn Professor Dr.-Ing. Henning Meyer
für die Übernahme des Vorsitzes im Promotionsausschuss.
Allen Mitarbeiterinnen und Mitarbeitern des IWF und des IPK danke für die sehr kollegiale
und uneingeschränkte Unterstützung und stete Hilfsbereitschaft. Danken möchte ich
insbesondere noch meinen ehemaligen Kollegen Herrn Dr.-Ing. Stefan Dreher, Herrn Dipl.-
Ing. Quang-Ut Huyhn deren fachliche Unterstützung maßgeblich zum Erfolg dieses Projektes
beigetragen haben. Mein Dank gilt auch meinen ehemaligen studentischen Mitarbeitern
insbesondere Frau Zeynep Aksayan, Herrn Nicholas Hartmann, sowie Herrn Jan Mevis für
das unermüdliche Engagement und der Geduld aus kleinsten Tropfen etwas Großes zu
Generieren.
Bergfelde, Oktober 2009 Philip Elsner
Inhaltsverzeichnis I
Inhaltsverzeichnis 0 Formelzeichen und Abkürzungen......................................................................................III 1 Einleitung ............................................................................................................................... 1 2 Stand der Technik generativer Fertigungsverfahren ........................................................ 3
2.1 Voraussetzungen für die Nutzung generativer Verfahren ............................................... 8 2.2 Verfahrensprinzipien der generativen Fertigungsverfahren .......................................... 11
2.2.1 Stereolithographie (SLA) .................................................................................... 12 2.2.2 Selektives Laser Sintern (SLS)............................................................................ 14 2.2.3 Fused Deposition Modelling (FDM)................................................................... 16 2.2.4 Laminate Layer Manufacturing (LLM)............................................................... 17 2.2.5 3-Dimensional Printing (3DP)............................................................................. 19 2.2.6 Ballistic Particle Manufacturing (BPM) und Multi Jet Modelling (MJM) ......... 20 2.2.7 Sonstige Verfahren .............................................................................................. 22
2.3 Werkstoffvariabilität der generativen Fertigungsverfahren .......................................... 24 3 Aufgabenstellung und Vorgehensweise ............................................................................. 26 4 Tropfenerzeuger .................................................................................................................. 28
4.1 Entwicklung und Verfahren der Tropfenerzeugertechnologie ...................................... 28 4.2 Prinzipien der Tropfenerzeugung .................................................................................. 29 4.3 Continuous-Jet-Verfahren ............................................................................................. 29 4.4 Drop-on-Demand-Verfahren ......................................................................................... 32 4.5 Tropfenerzeuger mit thermischen Aktoren, das Bubbles-Jet-Prinzip ........................... 32 4.6 Tropfenerzeuger mit piezoelektrischen Aktoren ........................................................... 34
4.6.1 Piezoelektrischer Effekt....................................................................................... 35 4.6.2 Kristallstruktur und Curie-Temperatur der piezoelektrischen Werkstoffe.......... 36 4.6.3 Aufbau und Funktionsweise einer Piezoplanardüse............................................ 38
4.7 Einsatzbereiche von piezobasierten Tropfenerzeugern ................................................. 40 4.8 Auswahl der Technologie - Zusammenfassung ............................................................ 41
5 Werkstoffauswahl für die Realisierung von Eigenschaftsgradienten mittels piezobasierter Tropfenerzeuger........................................................................................ 42
5.1 Rahmenbedingungen und Grenzen für die Dosierung von Fluiden .............................. 42 5.1.1 Viskosität............................................................................................................. 43 5.1.2 Oberflächenspannung, Grenzflächen und Benetzung ......................................... 45 5.1.3 Anforderungen an die Fluide bezüglich der Dosierbarkeit ................................. 47
5.2 Polymere........................................................................................................................ 49 5.2.1 Bildungsmechanismen der Polymere .................................................................. 50 5.2.2 Einteilung der Polymere / Polymergruppen ........................................................ 51 5.2.3 Temperaturverhalten von Polymeren .................................................................. 54
Inhaltsverzeichnis II
5.2.4 Auswahl geeigneter Werkstoffe für die Verarbeitung mittels piezobasierter Tropfenerzeuger .................................................................................................. 56
5.3 Eigenschaften der ausgewählten Werkstoffgruppe - Polyurethane............................... 60 5.3.1 Chemie und Struktur der Polyurethane ............................................................... 61 5.3.2 Eigenschaften der ausgewählten Werkstoffe....................................................... 63 5.3.3 Rahmenbedingungen zur Verarbeitung der Polyurethane................................... 68 5.3.4 Anordnung der Dosiersysteme ............................................................................ 69
5.4 Zusammenfassung der Ergebnisse zur Werkstoffauswahl ............................................ 70
6 Aufbau der Versuchsanlage und Messmethoden ............................................................. 72
6.1 Videomikroskopie ......................................................................................................... 73 6.2 Entwicklung einer LED-Stroboskopie........................................................................... 73 6.3 Ansteuerungssignal für den Piezowandler .................................................................... 75 6.4 Aufbau zur Beobachtung des Tropfenaufschlags auf der Trägeroberfläche ................. 77 6.5 Düsenauswahl und Aufbau des Druckkopfes................................................................ 77 6.6 Positioniersystem........................................................................................................... 80 6.7 Angewandte Messmethoden.......................................................................................... 81
7 Dosierverhalten der ausgewählten Werkstoffe................................................................. 85
7.1 Tropfenbildung und Werkstoffaustrag .......................................................................... 85 7.2 Ansprechverhalten des Tropfenerzeugers ..................................................................... 89 7.3 Einfluss der Düsenprozessparameter auf den Werkstoffaustrag ................................... 94
7.3.1 Einfluss der Düsenspannung ............................................................................... 95 7.3.2 Einfluss der Impulssymmetrie............................................................................. 96 7.3.3 Einfluss der Impulsfrequenz................................................................................ 97 7.3.4 Einfluss der Impulslänge ..................................................................................... 99
7.4 Tropfengeschwindigkeit und Tropfenaufprall............................................................. 100 8 Voraussetzungen zur Realisierung von gradierten Bauteilen....................................... 105
8.1 Mischungsverhältnisse der reaktiven Komponenten................................................... 105 8.2 Ermittlung der realisierbaren Eigenschaften anhand von Vergleichskörpern ............. 109
8.2.1 Nachweis der Reaktion...................................................................................... 110 8.2.2 Ermittlung der mechanischen Eigenschaften der Probekörper ......................... 112
8.3 Dosieren eines Mehrstoffsystems................................................................................ 116 8.4 Auswahl eines Prozessparameters zur Variation der Werkstoffeigenschaften ........... 121 8.5 Erreichbare Mischungsverhältnisse und Dosierstrategie............................................. 123 8.6 Einfluss der Austrittsgeschwindigkeit ......................................................................... 129
9 Zusammenfassung und Ausblick ..................................................................................... 130 10 Literatur........................................................................................................................... 133
Formelzeichen und Abkürzungen III
Formelzeichen und Abkürzungen
Formelzeichen A – Shorehärte
ac kJ/m² Kerbschlagzähigkeit nach Charpy
aD,B mm Abstand Druckdüse zu Bauteil
AMPolyol % Abdeckung
AMpolyolG % Abdeckung der maximal möglichen Mischungen innerhalb der Mischgrenze
aT mm Tropfenabstand
bb µm Linienbreite
C F Kapazität
D % Deckung
dF mm Filmdicke
dT mm Tropfendurchmesser
Ekin kg.m²/s² Kinetische Energie
EOberflächen kg.m²/s² Oberflächenenergie
E MPa Elastizitätsmodul
f Hz Frequenz
fi Hz Impulsfrequenz
mNCO g Masse NCO
mPolyisocyanat g Masse Polyisocyanat
MPolyol – Mischungsverhältnis der Polyolkomponenten
MPolyolG – Mischgrenze
mTr g Tropfenmasse
NCO g/100g NCO-Gehalt
OHZ mg KOH/g OH-Zahl
p bar Druck
R Ω Elektrischer Widerstand
RT °C Raumtemperatur
rTr mm Tropfenradius
sA µm Aktorweg
Si % Impulssymmetrie
t µs Zeit
Formelzeichen und Abkürzungen IV
T °C Temperatur
TD °C Düsentemperatur
ti µs Impulslänge
Tmax °C Maximale Temperatur
tp µs Impulspause
ts µs Impulsperiode
TS °C Schmelztemperatur
Tz °C Zersetzungstemperatur
U V Spannung
UD V Düsenspannung
vA mm/s Aktorgeschwindigkeit
vTr mm/s Tropfengeschwindigkeit
vTr,A mm/s Tropfenaustrittsgeschwindigkeit
vf mm/s Vorschubgeschwindigkeit
We – Weberzahl
Griechische Formelzeichen αNCO – Anzahl Mol NCO
αOH – Anzahl Mol OH
ε % Dehnung
γ mN/m Oberflächenspannung 1/s Schergeschwindigkeit
η mPa.s Viskosität
Θ ° Randwinkel
ρ g/ml Dichte
σ MPa Spannung
τ N/mm² Schubspannung
γ&
Formelzeichen und Abkürzungen V
Abkürzungen
3D Dreidimensional
3DP 3D-Printing
CAD Computer Aided Design
CMB Controlled Metal Buildup
CSG Constructive Solid Geometry
DLP Digital Light Processing
DMD Direct Metal Deposition
DoD Drop-on-Demand
EBM Electron Beam Melting
FDM Fused Deposition Modelling
Gew.-% Gewichtsprozent
HPC High Power Cutting
HSC High Speed Cutting
KZ Wert zur Ermittlung der Mischungsverhältnisse
L1100 Lupranol Typ 1100, Produktname, Hersteller Elastogran
L3300 Lupranol Typ 3300, Produktname, Hersteller Elastogran
LCVP Laser Chemical Vapour Deposition
LED Light Emitting Diode
LLM Layer Laminate Manufacturing
LMJ Liquid Metal Jetting
M20W Lupranet Typ M20W, Produktname, Hersteller Elastogran
MJM Multi-Jet Modelling
MJS Multiphase Jet Solidification
NC Numerical Control
PA Polyamid
PE Polyethylen
PMMA Polymethylmetaacrylat
POM Polyoximethylen
PP Polypropylen
PS Polystyrol
PUR Polyurethan
RM Rapid Manufacturing
RP Rapid Prototyping
Formelzeichen und Abkürzungen VI
RT Rapid Tooling
SLA Stereolithographie
SLM Selective Laser Melting
SLS Selektives Lasersintern
SOHO Small office and home office
SOM Stratified Object Manufacturing
STL Standard Transformation Language
TGA Thermogravimetrische Analyse
UV Ultraviolett
Voxel Volume Pixel
1 Einleitung Seite 1
1 Einleitung
Die generativen Rapid-Prototyping-Verfahren zur Herstellung von Prototypen und Vorserien-
Bauteilen haben in den vergangenen Jahren einen erheblichen Aufschwung erfahren. In allen
Phasen der Produktentstehung haben sich diese Verfahren in der Industrie bewährt. Der
Einsatzbereich von generativ hergestellten Bauteilen und Baugruppen beschränkt sich jedoch
bei den meisten Anwendungsfällen auf Prototypen und Anschauungsmodelle. Funktionale
Prototypen können meist nur unter erheblichen Einschränkungen eingesetzt werden. Die ver-
fahrensbedingten geringen Werkstoffspektren sowie die erreichbaren Bauteilgenauigkeiten
führen dazu, dass im Vergleich zu den Forderungen der Industrie Restriktionen bezogen auf
die physikalischen und chemischen Bauteileigenschaften akzeptiert werden müssen. Die For-
derung – insbesondere des Kunststoff verarbeitenden Sektors – nach serienidentischen Proto-
typen sowie funktionalen Kleinserien wächst zunehmend. Es werden geringe Stückzahlen von
Bauteilen benötigt, die in ihren Eigenschaften den späteren Spritzgießteilen entsprechen soll-
ten. Häufig ist eine Serienidentität der Prototypen bereits in der Phase der Produktentwick-
lung gefordert. Dies ist jedoch aus fertigungstechnischer Sicht nicht erreichbar, es sei denn
der Prototyp kann bereits unter den gleichen Rahmenbedingungen (das heißt mit gleichen
Werkzeugen, Fertigungsverfahren, Prozessparametern, Werkstoffen usw.) wie die späteren
Serienbauteile hergestellt werden.
Die Weiterentwicklung der generativen Rapid-Prototyping-Verfahren für die Verarbeitung
eines weitaus größeren Materialspektrums bei hoher Genauigkeit ist daher zwingend notwen-
dig. Die meisten Entwicklungen auf dem Gebiet der generativen Fertigungsverfahren sind
darauf fokussiert, die Werkstoffe einem bestehenden RP-Verfahren anzupassen. Damit wird
von Anfang an das eigentliche Potenzial, das durch eine Flexibilisierung der Verfahren be-
züglich der Werkstoffe nutzbar wäre, vernachlässigt. Der zukünftig noch stärkere Einsatz von
Kunststoffen, vor allem in der Automobilindustrie, erfordert daher die Entwicklung einer ein-
stufigen Verfahrenstechnologie, die bei hoher Genauigkeit anforderungsgerechte Kunststoff-
teile zu liefern vermag.
Das Werkstoffspektrum, das mit den auf dem Markt erhältlichen Verfahren verarbeitbar ist,
reicht von Polymeren mit unterschiedlichen Eigenschaften bis hin zu Metallen und Kerami-
ken. Bei den polymerbasierten Systemen wie der Stereolithographie, dem Selektiven Laser-
sintern oder dem 3-D-Drucken wurden in den vergangenen Jahren erhebliche Fortschritte be-
1 Einleitung Seite 2
züglich der Bauteilqualität sowie der Bauzeit erzielt und das Eigenschaftsspektrum der verar-
beitbaren Werkstoffe konnte erweitert werden. Die je nach Technologie realisierbaren Werk-
stoffeigenschaften bleiben nach wie vor sehr eingeschränkt. Eine Variation der Materialien ist
verfahrensbedingt innerhalb eines Bauprozesses kaum bzw. gar nicht möglich. Eine Werk-
stoffumstellung ist generell immer mit einem hohen Zeitaufwand verbunden.
Ziel dieser Arbeit ist die Realisierung einer 3-D-Drucktechnologie zur Umsetzung eines brei-
ten Eigenschaftsspektrums bei der generativen Herstellung von Werkstücken. Der Fokus liegt
auf der Entwicklung einer Technologie zur Verarbeitung von Polymerwerkstoffen, die es er-
möglicht, auch unterschiedliche Werkstoffeigenschaften während des Bauprozesses umzuset-
zen. Dieser neue Ansatz eröffnet der Prototypenherstellung sowie der Herstellung individuali-
sierter Produkte völlig neue Möglichkeiten. Sowohl die Fertigung von mehreren Bauteilen mit
unterschiedlichen mechanischen Eigenschaften in einem Bauprozess als auch von Bauteilen
mit lokal variierbaren Eigenschaften ist damit möglich. Ein weiterer wesentlicher Vorteil be-
steht im Wegfall von Rüstzeiten wie beispielsweise bei einem Materialwechsel mit darauf
folgender Reinigung von Vorratsbehältern, Werkstoffzuleitungen und Düsensystemen. Einen
ganz entscheidenden Innovationsschritt bietet diese Technologie dahingehend, dass Bauteile
entsprechend ihrer mechanischen Belastung nicht wie bisher dimensioniert werden müssen,
sondern dass das mechanische Werkstoffverhalten gezielt eingestellt werden kann.
Die Entwicklung dieser Technologie, die systematische Auswahl der Werkstoffe sowie der
Nachweis der Reaktivität bis hin zu Konzepten für Druckstrategien werden in der vorliegen-
den Arbeit ausführlich beschrieben und erläutert. Die dargestellten Ergebnisse stellen ledig-
lich die ersten Entwicklungsschritte für eine neue Fertigungstechnologie dar, die es ermög-
licht, die Werkstoffeigenschaften während des Aufbauprozesses zu variieren und in nahezu
beliebiger Ausprägung zu gradieren.
2 Stand der Technik generativer Fertigungsverfahren Seite 3
2 Stand der Technik generativer Fertigungsverfahren
Der zunehmende Wettbewerb auf den globalen Märkten und der steigende Druck, kundenin-
dividualisierte Produkte in immer kürzeren Zeitabständen zur Verfügung zu stellen, hat not-
wendigerweise in den vergangenen Jahren zu einer erheblichen Verkürzung der Produktent-
wicklungszeiten geführt. Hinzu kommen neuerdings auch Aspekte der Umweltverträglichkeit,
der Ressourcenschonung, des Produktdesigns. Diese Kriterien und der Preis spielen bei der
Kaufentscheidung eine entscheidende Rolle. Die Unternehmensstrategien, die noch in den
80er-Jahren insbesondere Einsparungen bei den Produktionskosten vorsahen und damit noch
erhebliche Verbesserungen erzielen konnten, haben heute ihre Relevanz verloren. Zahlreiche
Untersuchungen belegen, dass sich an keiner anderen Stelle so viel Geld einsparen lässt wie
an der Minimierung der „Time to Market“ [GEB00]. Bei Betrachtung der Gesamtkosten wäh-
rend einer Produktentwicklung wird deutlich, dass nach Abschluss der Konzeptphase erst ca.
5 % der Gesamtkosten angefallen sind, jedoch bereits ca. 75 % der Gesamtkosten determiniert
sind. Dieser Zusammenhang verdeutlicht, dass es von immanenter Bedeutung ist, nicht nur
möglichst früh, sondern auch verbindlich die richtigen Entscheidungen zu treffen. Daher
spielt in dieser frühen Phase der Produktentwicklung die Fertigung von Anschauungsmodel-
len, Musterbauteilen und Prototypen eine wichtige Rolle. Die Herstellung von Prototypen mit
konventionellen Modellbautechniken, die vorrangig auf manuellen Tätigkeiten basieren, ist
häufig sehr zeit- und arbeitsintensiv. Die Umsetzung von Freiformgeometrien ist meist nur
mit entsprechenden Werkzeugen oder Vorrichtungen möglich. Mit zunehmend komplexen
Bauteilgeometrien und einer steigenden Zahl von Bauteilvarianten wächst somit die Notwen-
digkeit, Verfahren und Technologien zur Verfügung zu stellen, die es ermöglichen, Bauteile
in kürzester Zeit, unabhängig von deren Komplexität und mit serienidentischen bzw. mit se-
rienähnlichen Werkstoffeigenschaften umzusetzen.
Die technologischen Grundlagen für eine Generation von Fertigungsverfahren, die es ermög-
lichen sollte, direkt aus 3-D-CAD-Daten physische Bauteile in nahezu beliebiger Komplexität
herzustellen, wurden bereits Anfang der 80er-Jahre geschaffen. Diese neuartigen Verfahren
wurden nahezu zeitgleich in den USA, Japan und Frankreich unabhängig voneinander entwi-
ckelt, wobei unterschiedliche Wirkprinzipien eingesetzt wurden. In den Jahren 1986 und 1987
wurden bereits zwei unterschiedliche Verfahren kommerzialisiert, die auf der Verarbeitung
von flüssigen und pulverförmigen Ausgangswerkstoffen basieren [JAC92, DEC86]. Diese Art
2 Stand der Technik generativer Fertigungsverfahren Seite 4
der Bauteilherstellung wurde aufgrund der vergleichsweise geringen Bauzeiten, der umsetzba-
ren Materialeigenschaften und der erreichbaren Genauigkeiten unter dem Namen „Rapid Pro-
totyping“ bekannt. Die Entwicklung unterschiedlicher Technologien führte auch zur Einfüh-
rung einer Vielzahl an Bezeichnungen, darunter „Solid Freeform Fabrication“, „Desktop Ma-
nufacturing“, „Layer Manufacturing“, „Fabbing“ oder neuerdings auch „Additive Technolo-
gies“ [KRU91]. Diese Technologien wurden mittlerweile derart verbessert und erweitert, dass
nicht nur die Technologien, sondern auch die Methoden des Rapid Prototyping als Werkzeug
für die schnelle Produktentwicklung und Produktentstehung eingesetzt werden [GEB00].
Merkmale des Rapid Prototyping und der generativen Verfahren
Unter dem Begriff Rapid Prototyping werden heute eine Vielzahl unterschiedlicher Verfahren
und Technologien subsummiert, die nicht notwendigerweise dem ursprünglichen Verständnis
dieser Bezeichnung entsprechen. Der Begriff Rapid Prototyping bezeichnet im engeren Sinne
nicht eine spezielle Technologie, sondern versteht sich vielmehr als Überbegriff für alle dieje-
nigen Verfahren, die schneller als konventionell die Herstellung von Bauteilen ermöglichen.
Daher sind auch die Hochgeschwindigkeitsbearbeitungsverfahren wie das High Speed Cutting
(HSC) oder die Hochleistungsbearbeitungsverfahren wie das High Power Cutting (HPC) die-
sem Überbegriff zuzuordnen. Ebenso werden unter dem Begriff häufig Folgeverfahren wie
das Silikonabformen oder der Vakuumguss verstanden. Im ursprünglichen Verständnis wei-
sen die Rapid-Prototyping-Verfahren folgende Merkmale auf:
– Die Herstellung der Bauteile erfolgt unmittelbar auf der Basis von 3-D-CAD-Daten.
– Die Formgebung erfolgt nicht durch Materialabtrag, sondern ausschließlich durch Materi-
alauftrag von formlosem Stoff durch Schaffung des Zusammenhaltes.
– Der Aufbau der Bauteile erfolgt schichtweise.
– Die Bauteilherstellung erfolgt ohne formgebende Werkzeuge. [NÖK97]
Die Vorteile dieser Technologien sind sehr vielfältig. Einer der herausragenden Vorteile ge-
genüber den abtragenden Verfahren liegt in der nahezu restriktionsfreien Umsetzung hoher
geometrischer Komplexitäten. Durch den sukzessiven Schichtaufbau der Bauteile spielen die
Geometrie sowie die Orientierung der Bauteile während des Aufbauprozesses eine sehr unter-
geordnete Rolle. Ebenso können unterschiedliche Bauteilgeometrien bzw. unterschiedliche
Bauteile innerhalb eines Bauprozesses umgesetzt werden. Als weitere Vorteile sind das Ent-
fallen der bei konventionellen Verfahren notwendigen NC-Programmierung sowie die Erstel-
2 Stand der Technik generativer Fertigungsverfahren Seite 5
lung von Arbeitsvorgangsfolgen und Spannskizzen zu nennen. Dieser Vorteil kommt bei
hochkomplexen Bauteilgeometrien besonders zum Tragen.
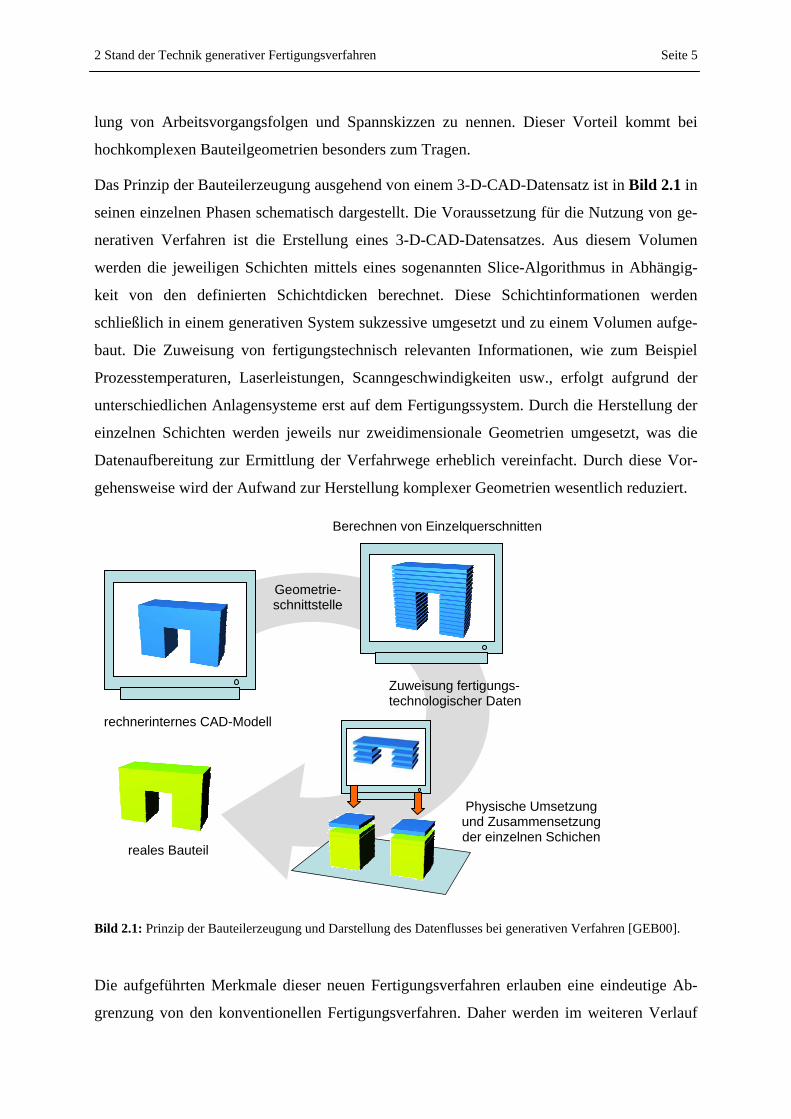
Das Prinzip der Bauteilerzeugung ausgehend von einem 3-D-CAD-Datensatz ist in Bild 2.1 in
seinen einzelnen Phasen schematisch dargestellt. Die Voraussetzung für die Nutzung von ge-
nerativen Verfahren ist die Erstellung eines 3-D-CAD-Datensatzes. Aus diesem Volumen
werden die jeweiligen Schichten mittels eines sogenannten Slice-Algorithmus in Abhängig-
keit von den definierten Schichtdicken berechnet. Diese Schichtinformationen werden
schließlich in einem generativen System sukzessive umgesetzt und zu einem Volumen aufge-
baut. Die Zuweisung von fertigungstechnisch relevanten Informationen, wie zum Beispiel
Prozesstemperaturen, Laserleistungen, Scanngeschwindigkeiten usw., erfolgt aufgrund der
unterschiedlichen Anlagensysteme erst auf dem Fertigungssystem. Durch die Herstellung der
einzelnen Schichten werden jeweils nur zweidimensionale Geometrien umgesetzt, was die
Datenaufbereitung zur Ermittlung der Verfahrwege erheblich vereinfacht. Durch diese Vor-
gehensweise wird der Aufwand zur Herstellung komplexer Geometrien wesentlich reduziert.
Bild 2.1: Prinzip der Bauteilerzeugung und Darstellung des Datenflusses bei generativen Verfahren [GEB00].
Die aufgeführten Merkmale dieser neuen Fertigungsverfahren erlauben eine eindeutige Ab-
grenzung von den konventionellen Fertigungsverfahren. Daher werden im weiteren Verlauf
rechnerinternes CAD-Modell
Berechnen von Einzelquerschnitten
Physische Umsetzung und Zusammensetzung der einzelnen Schichen
reales Bauteil
Geometrie- schnittstelle
Zuweisung fertigungs-technologischer Daten
2 Stand der Technik generativer Fertigungsverfahren Seite 6
dieser Arbeit diese neuen Verfahren als generative Verfahren bezeichnet. Prinzipiell lassen
sich die generativen Verfahren in die Klassifizierung der Fertigungsverfahren nach DIN 8580
einordnen. Die Zuordnung erfolgt in die Hauptgruppe 1 der Urformverfahren. Diese umfassen
diejenigen Verfahren, mit denen feste Körper aus formlosem Stoff durch Schaffen des Zu-
sammenhaltes gefertigt werden. Entscheidend ist hierbei, dass die Stoffeigenschaften des
Werkstückes bestimmbar in Erscheinung treten. Einige generative Verfahren lassen sich den-
noch nicht dieser Gruppe zuordnen, da sie aus einer Kombination einzelner Fertigungsverfah-
ren bestehen, die im Einzelnen anderen Hauptgruppen zuzuordnen sind. Dennoch wurden
einige Versuche unternommen, diese neuen Verfahren einem Klassifizierungsschema zuzu-
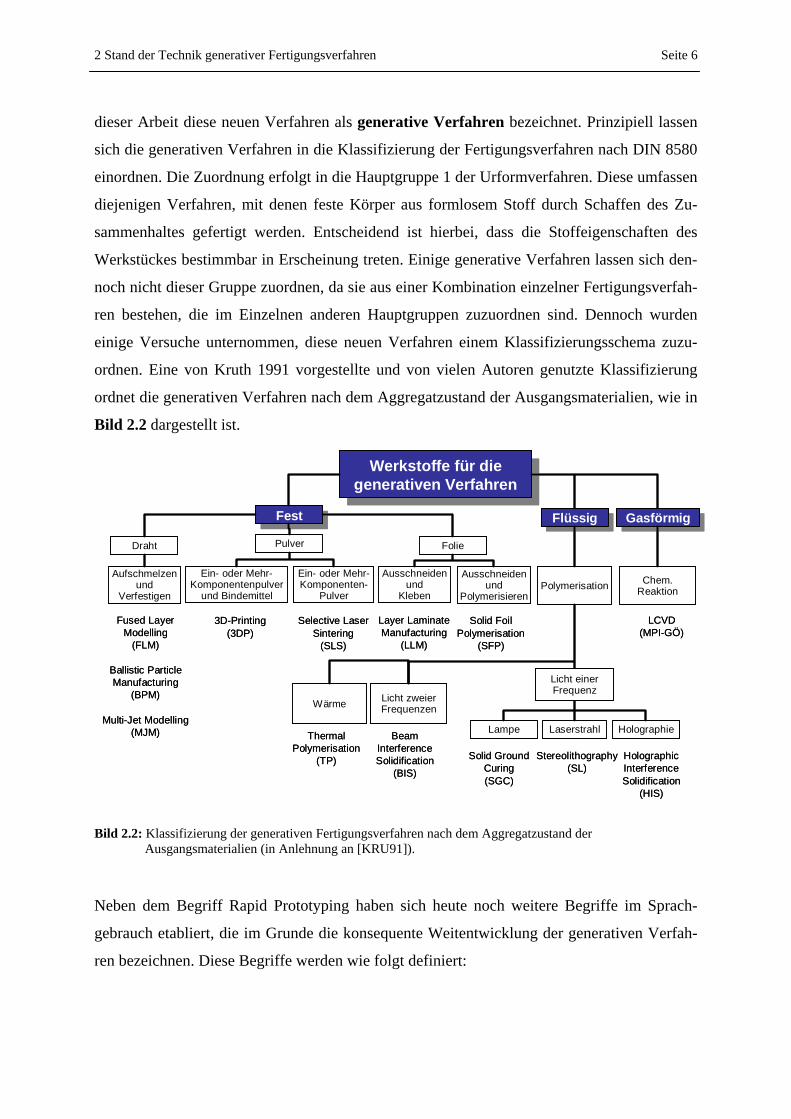
ordnen. Eine von Kruth 1991 vorgestellte und von vielen Autoren genutzte Klassifizierung
ordnet die generativen Verfahren nach dem Aggregatzustand der Ausgangsmaterialien, wie in
Bild 2.2 dargestellt ist.
Werkstoffe für diegenerativen VerfahrenWerkstoffe für die
generativen Verfahren
FestFest FlüssigFlüssig GasförmigGasförmig
Lampe Laserstrahl Holographie
Chem.ReaktionPolymerisation
Draht Pulver Folie
Ausschneidenund
Polymerisieren
Ausschneidenund
Kleben
Ein- oder Mehr-Komponenten-
Pulver
Ein- oder Mehr-Komponentenpulver
und Bindemittel
Aufschmelzenund
Verfestigen
Licht zweierFrequenzenWärme
Fused LayerModelling
(FLM)
Ballistic ParticleManufacturing
(BPM)
Multi-Jet Modelling(MJM)
3D-Printing(3DP)
Selective LaserSintering
(SLS)
Layer LaminateManufacturing
(LLM)
Solid FoilPolymerisation
(SFP)
LCVD(MPI-GÖ)
ThermalPolymerisation
(TP)
BeamInterferenceSolidification
(BIS)
Solid GroundCuring(SGC)
Stereolithography(SL)
HolographicInterferenceSolidification
(HIS)
Licht einerFrequenz
Werkstoffe für diegenerativen VerfahrenWerkstoffe für die
generativen Verfahren
FestFest FlüssigFlüssig GasförmigGasförmig
Lampe Laserstrahl Holographie
Chem.ReaktionPolymerisation
Draht Pulver Folie
Ausschneidenund
Polymerisieren
Ausschneidenund
Kleben
Ein- oder Mehr-Komponenten-
Pulver
Ein- oder Mehr-Komponentenpulver
und Bindemittel
Aufschmelzenund
Verfestigen
Licht zweierFrequenzenWärme
Fused LayerModelling
(FLM)
Ballistic ParticleManufacturing
(BPM)
Multi-Jet Modelling(MJM)
3D-Printing(3DP)
Selective LaserSintering
(SLS)
Layer LaminateManufacturing
(LLM)
Solid FoilPolymerisation
(SFP)
LCVD(MPI-GÖ)
ThermalPolymerisation
(TP)
BeamInterferenceSolidification
(BIS)
Solid GroundCuring(SGC)
Stereolithography(SL)
HolographicInterferenceSolidification
(HIS)
Licht einerFrequenz
Bild 2.2: Klassifizierung der generativen Fertigungsverfahren nach dem Aggregatzustand der Ausgangsmaterialien (in Anlehnung an [KRU91]).
Neben dem Begriff Rapid Prototyping haben sich heute noch weitere Begriffe im Sprach-
gebrauch etabliert, die im Grunde die konsequente Weitentwicklung der generativen Verfah-
ren bezeichnen. Diese Begriffe werden wie folgt definiert:
2 Stand der Technik generativer Fertigungsverfahren Seite 7
Das Rapid Prototyping (RP) umfasst alle Verfahren, die im weiteren Sinne der Anschauung
und dem Prototypenbau, also der Herstellung eines Modells dienen. Die RP-Verfahren be-
schränken sich somit nicht nur auf die generativen Verfahren.
Das Rapid Tooling (RT) umfasst alle RP-Verfahren zur Herstellung von Prototypen und Vor-
serien für Werkzeuge und Formen.
Das Rapid Manufacturing (RM) umfasst alle Prozessschritte und Verfahren zur Planung und
Herstellung von Produkten mit Seriencharakter.
Damit bezeichnen diese Begriffe nicht spezielle Fertigungsverfahren, sondern verstehen sich
vielmehr als Strategien oder Prozessfolgen, die unterschiedliche Ziele verfolgen.
Mit dem Einsatz von generativen Verfahren in der Produktentwicklung werden drei Ziele
verfolgt[REI94, MAC97]:
1. Reduzierung des Herstellungsaufwandes von körperlichen Modellen.
2. Unterstützung der Koordination und Kommunikation in komplexen, parallel ablaufenden
Entwicklungsprojekten.
3. Unterstützung von Entscheidungen im Rahmen der Produktentwicklung.
Modelle sind vereinfachte Abbilder der Realität. Sie unterschieden sich vom Original in der
Regel dadurch, dass sie nur einige typische Merkmale des Originals aufweisen, wie zum Bei-
spiel die geometrische Form [KRA99]. Sie dienen der Überprüfung der ursprünglichen Idee
und der daraus abgeleiteten Konzepte in den unterschiedlichen Entwicklungsphasen. Da ein
generativ gefertigtes Modell nicht alle Eigenschaften des Originals bzw. des späteren Serien-
teils abbildet, ist jede Modellart nur für die Überprüfung bestimmter Produktmerkmale geeig-
net. Folglich ist die Auswahl des generativen Verfahrens von dem zuvor zu spezifizierenden
Einsatzzweck abhängig.
2.1 Voraussetzungen für die Nutzung generativer Verfahren
Die generativen Verfahren bieten im Gegensatz zu den konventionellen Fertigungsverfahren
die Möglichkeit, aus Geometriedaten direkt ein körperliches Modell zu realisieren. Die sonst
übliche und bei komplexen Geometrien aufwändige NC-Programmierung entfällt hierbei voll-
ständig. Davon, dass dreidimensionale Modelle ebenso einfach „ausgedruckt“ werden können
wie Textdokumente, sind diese Technologien noch ein Stück entfernt. Dennoch werden Sys-
teme mit entsprechender Software angeboten, die mit einem minimalen technologischen Wis-
2 Stand der Technik generativer Fertigungsverfahren Seite 8
sen und Prozessverständnis ein solches „Ausdrucken“ ermöglichen. Die Erstellung der für
diese Verfahren notwendigen 3-D-Daten und die daraus resultierenden Probleme bei der Wei-
terverarbeitung sind durch ausgewählte Software reduzierbar, aber dennoch vorhanden und
werden daher im folgenden Abschnitt ausführlicher dargestellt.
a) Geometrie-Modellierung
Die generativen Verfahren zur direkten Umsetzung von CAD-Modellen hielten erst Ende der
80er- und Anfang der 90er-Jahre Einzug in die industrielle Applikation. Die ersten Untersu-
chungen zum lokalen Sintern von Pulverwerkstoffen fanden bereits Anfang der 70er-Jahre in
Deutschland statt [CIR72]. Eines der Hauptprobleme zu jener Zeit lag vielmehr auf Seiten der
CAD-Systeme bzw. der verfügbaren Computertechnik. Die Entwicklung der ersten 3-D-
CAD-Systeme begann bereits 1969. Eine Nutzung der generativen Verfahren erfolgte erst
1986 an der University of Texas, nachdem die Lasersinter-Technologie mit der entsprechen-
den Soft- und Hardware in Verbindung gebracht werden konnte [IPK01, DEC86].
Der Einsatz von generativen Fertigungsverfahren ist grundsätzlich erst möglich, wenn eine
rechnergestützte, dreidimensionale Geometriebeschreibung vorliegt. Die rechnerinterne Dar-
stellung kann als Drahtmodell, als Flächenmodell oder als Volumenmodell erfolgen (Bild
2.3). Die Drahtmodelle bilden dabei die einfachste Form der Darstellung. Der Körper wird
über die Knotenpunkte und die jeweiligen Verbindungslinien beschrieben. Über die Zuord-
nung zweier Punkte erfolgt die Zuordnung einer Köperkante. Der Vorteil dieser Darstellungs-
art liegt in der einfachen und schnellen Darstellungsform. Je nach darzustellendem Körper ist
aufgrund von möglichen Vieldeutigkeiten diese Rechnerdarstellung ungeeignet. Drahtmodelle
beschreiben demnach keine echten räumlichen Körper, sondern vielmehr nur deren Kanten.
Damit ist die Orientierung der Flächen, die das Köpervolumen einhüllen, nicht eindeutig be-
schreibbar. Hinzu kommt die Möglichkeit, unzulässige Kanten innerhalb des Körpers zu defi-
nieren.
2 Stand der Technik generativer Fertigungsverfahren Seite 9
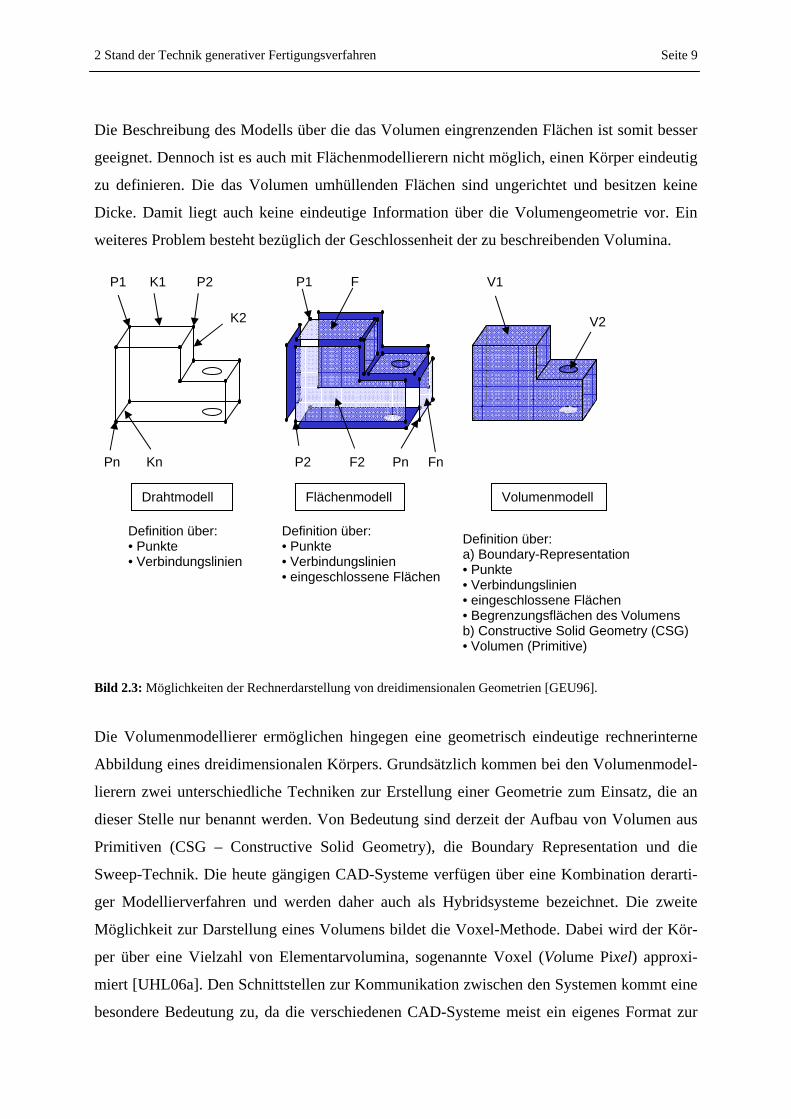
Die Beschreibung des Modells über die das Volumen eingrenzenden Flächen ist somit besser
geeignet. Dennoch ist es auch mit Flächenmodellierern nicht möglich, einen Körper eindeutig
zu definieren. Die das Volumen umhüllenden Flächen sind ungerichtet und besitzen keine
Dicke. Damit liegt auch keine eindeutige Information über die Volumengeometrie vor. Ein
weiteres Problem besteht bezüglich der Geschlossenheit der zu beschreibenden Volumina.
Bild 2.3: Möglichkeiten der Rechnerdarstellung von dreidimensionalen Geometrien [GEU96].
Die Volumenmodellierer ermöglichen hingegen eine geometrisch eindeutige rechnerinterne
Abbildung eines dreidimensionalen Körpers. Grundsätzlich kommen bei den Volumenmodel-
lierern zwei unterschiedliche Techniken zur Erstellung einer Geometrie zum Einsatz, die an
dieser Stelle nur benannt werden. Von Bedeutung sind derzeit der Aufbau von Volumen aus
Primitiven (CSG – Constructive Solid Geometry), die Boundary Representation und die
Sweep-Technik. Die heute gängigen CAD-Systeme verfügen über eine Kombination derarti-
ger Modellierverfahren und werden daher auch als Hybridsysteme bezeichnet. Die zweite
Möglichkeit zur Darstellung eines Volumens bildet die Voxel-Methode. Dabei wird der Kör-
per über eine Vielzahl von Elementarvolumina, sogenannte Voxel (Volume Pixel) approxi-
miert [UHL06a]. Den Schnittstellen zur Kommunikation zwischen den Systemen kommt eine
besondere Bedeutung zu, da die verschiedenen CAD-Systeme meist ein eigenes Format zur
V1
V2
P1 F
P2 F2 Pn Fn
P1 P2
Pn
K1
K2
Kn
Drahtmodell Flächenmodell Volumenmodell
Definition über: • Punkte • Verbindungslinien
Definition über: • Punkte • Verbindungslinien • eingeschlossene Flächen
Definition über: a) Boundary-Representation • Punkte • Verbindungslinien • eingeschlossene Flächen • Begrenzungsflächen des Volumens b) Constructive Solid Geometry (CSG) • Volumen (Primitive)
2 Stand der Technik generativer Fertigungsverfahren Seite 10
Beschreibung der Volumina nutzen. Die derzeit wichtigen Formate für den Transfer von Ge-
ometriedaten sind die „Initial Graphics Exchange Specification“ (IGES) und die Flächen-
schnittstellen der Deutschen Automobilindustrie VDA-FS. Beide Formate werden für den
Austausch von Kurven und Flächen zwischen CAD-Systemen eingesetzt. Aufgrund der
Schnittstellenproblematik hat sich vor allem auf dem Gebiet der generativen Verfahren die
sogenannte STL-Schnittstelle (Strandart Transformation Language) durchgesetzt. Dieses For-
mat beschreibt die Volumina durch eine triangulierte Oberflächenapproximation und ist damit
gegenüber den Flächenschnittstellen IGES und VDA-FS ungenauer.
b) Transformation der Daten in das STL-Format und Erzeugung der Schichtinformationen
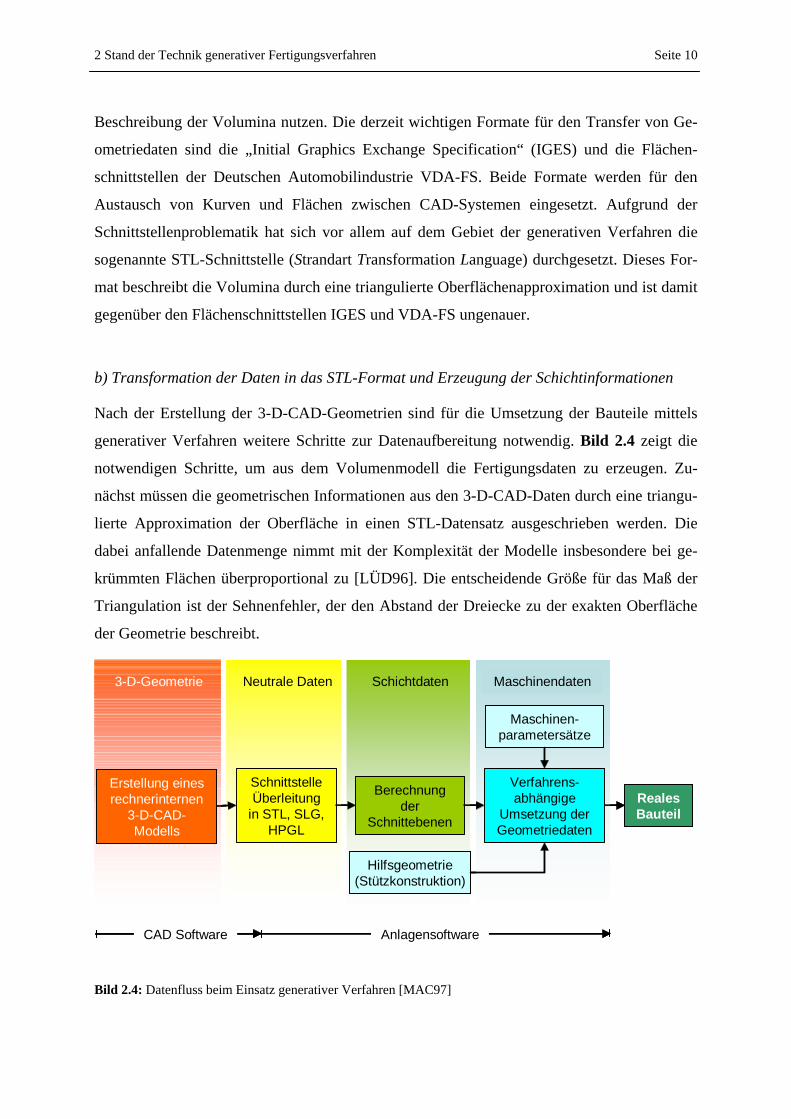
Nach der Erstellung der 3-D-CAD-Geometrien sind für die Umsetzung der Bauteile mittels
generativer Verfahren weitere Schritte zur Datenaufbereitung notwendig. Bild 2.4 zeigt die
notwendigen Schritte, um aus dem Volumenmodell die Fertigungsdaten zu erzeugen. Zu-
nächst müssen die geometrischen Informationen aus den 3-D-CAD-Daten durch eine triangu-
lierte Approximation der Oberfläche in einen STL-Datensatz ausgeschrieben werden. Die
dabei anfallende Datenmenge nimmt mit der Komplexität der Modelle insbesondere bei ge-
krümmten Flächen überproportional zu [LÜD96]. Die entscheidende Größe für das Maß der
Triangulation ist der Sehnenfehler, der den Abstand der Dreiecke zu der exakten Oberfläche
der Geometrie beschreibt.
Erstellung eines rechnerinternen
3-D-CAD-Modells
Berechnung der
Schnittebenen
Verfahrens-abhängige
Umsetzung der Geometriedaten
Reales Bauteil
Hilfsgeometrie(Stützkonstruktion)
Maschinen-parametersätze
SchnittstelleÜberleitung
in STL, SLG, HPGL
CAD Software Anlagensoftware
MaschinendatenSchichtdatenNeutrale Daten3-D-Geometrie
Erstellung eines rechnerinternen
3-D-CAD-Modells
Berechnung der
Schnittebenen
Verfahrens-abhängige
Umsetzung der Geometriedaten
Reales Bauteil
Hilfsgeometrie(Stützkonstruktion)
Maschinen-parametersätze
SchnittstelleÜberleitung
in STL, SLG, HPGL
CAD Software Anlagensoftware
MaschinendatenSchichtdatenNeutrale Daten3-D-Geometrie
Bild 2.4: Datenfluss beim Einsatz generativer Verfahren [MAC97]
2 Stand der Technik generativer Fertigungsverfahren Seite 11
Das STL-Format beschreibt somit nur die Bauteilgeometrie über Dreiecke, die wiederum von
drei Punkten aufgespannt werden und mit einem Normalenvektor versehen sind, dessen Rich-
tung die Orientierung der Dreiecke angibt. Weitere bauteilspezifische Eigenschaften, wie zum
Beispiel Werkstoffkennwerte oder weitere physikalische und chemische Eigenschaften, kön-
nen in diesem Datenformat nicht abgelegt werden. Eine Erweiterung erlaubt die Zuordnung
von Farbinformationen zu den einzelnen Dreiecken, was den Aufbau von oberflächlich kolo-
rierten Bauteilen ermöglicht. Für den Aufbau der dreidimensionalen Geometrie aus Schichten
gleicher Dicke werden aus den STL-Daten Einzelschichten berechnet. Nach der Festlegung
der Schichtdicke erzeugt ein Algorithmus die für die Umsetzung notwendigen Polygondaten.
Die Richtung des Normalenvektors der geschnittenen Dreiecke ermöglicht die eindeutige Be-
stimmung des Materialvolumens, das heißt ob es sich bei dem jeweiligen Polygon um eine
Innen- oder eine Außenkontur handelt. Die Berechnung der Einzelschichten wird auch als
Slicen bezeichnet. Diese Slice-Daten bilden schließlich die Informationen zur Steuerung der
Maschinensysteme.
Bei einigen generativen Verfahren ist es notwendig, nicht nur den gewünschten 3-D-CAD-
Datensatz in ein physisches Modell umzusetzen, sondern auch eine sogenannte Hilfsgeomet-
rie, häufig auch als Stützkonstruktion oder Support bezeichnet, mit aufzubauen. Die Notwen-
digkeit und die technologischen Hintergründe dieser Hilfsgeometrien sowie die verfahrens-
technischen Unterschiede zwischen den einzelnen generativen Fertigungsverfahren werden im
folgenden Abschnitt ausführlich dargestellt.
2.2 Verfahrensprinzipien der generativen Fertigungsverfahren
Seit Ende der 80er-Jahre wurde der traditionelle Modellbau durch Rapid-Prototyping-
Verfahren ergänzt und teilweise ersetzt [MAC97]. Durch die sukzessive Umsetzung von 2-D-
Geometrien und deren Überlagerung zu einem dreidimensionalen Bauteil lassen sich Modelle
mit hochkomplexen Geometrien sowie Hinterschnitten einfach und schnell fertigen. Allge-
mein ist anzumerken, dass jegliche Geometrie, die in einem 3-D-CAD-Programm modellier-
bar ist, auch direkt hergestellt werden kann. Eine Ausnahme bilden Hohlkörper. Somit kön-
nen hochkomplexe Geometrien realisiert werden, die bisher nur mit sehr hohem Aufwand
bzw. gar nicht herstellbar waren. Als Beispiel sei an dieser Stelle die Herstellung von Form-
einsätzen für den thermoplastischen Spritzguss aufgeführt, bei denen eine hochkomplexe, der
Geometrie adaptierte Kühlung mit veränderlichen Querschnitten umgesetzt werden kann.
Damit bieten die generativen Verfahren die Möglichkeit, Bauteile unabhängig von ihrer geo-
2 Stand der Technik generativer Fertigungsverfahren Seite 12
metrischen Ausprägung und in nahezu beliebiger Komplexität frei von fertigungstechnischen
Restriktionen herzustellen.
Die Zahl der generativen Verfahren bzw. der Verfahrensvarianten hat in den letzten Jahren
stetig zugenommen. Einige wenige Verfahren sind heute bereits zu einem unverzichtbaren
Bestandteil in der Industrie geworden, insbesondere in der Produktentwicklung. Zu diesen
Verfahren gehören die Stereolithographie (SLA), das Selektive Lasersintern (SLS), das Fused
Deposition Modelling (FDM), das Layer Laminate Manufacturing (LLM), das 3D-Printing
(3DP) sowie das Multi-Jet Modelling (MJM). Sie sind derzeit am Weltmarkt auch die am
weitesten verbreiteten Verfahren [WOH03]. In den folgenden Abschnitten werden diese Ver-
fahren unter besonderer Berücksichtigung der verfügbaren und einsetzbaren Materialien be-
schrieben. Erörtert werden die technologischen Möglichkeiten, verschiedene Werkstoffe in
einem Bauprozess verarbeiten zu können. Der besondere Fokus liegt dabei auf der Frage, wel-
che der Verfahren gradierte Werkstoffeigenschaften ermöglichen.
2.2.1 Stereolithographie (SLA)
Die Stereolithographie wurde 1982 von C. Hull erfunden und ist damit das älteste und das
nach wie vor meistgenutzte generative Verfahren [WOH01]. Bereits 1987 wurde die erste
Stereolithographiemaschine von der Firma 3D-Systems in den USA vorgestellt. Das Prinzip
der stereolithographisch arbeitenden Verfahren beruht auf der schichtweisen Polymerisation
und somit auf einer Verfestigung flüssiger Monomere durch Bestrahlung mit UV-Licht
[GEB00]. Das Werkstück wird dabei auf einer in vertikaler Richtung absenkbaren Bauplatt-
form in einem Behälter mit flüssigem Photopolymer schichtweise aufgebaut. Üblicherweise
werden Schichtdicken zwischen 0,05 mm und 0,1 mm umgesetzt. Durch Belichtung des Mo-
nomers wird die Polymerisationsreaktion aktiviert, die aufgrund der Verfestigung und der
Bewegungseinschränkung der freien Monomere zum Erliegen kommt. Daher ist dieser Pro-
zess örtlich begrenzt. Nach dem Aufbau einer Schicht wird die Bauplattform abgesenkt und
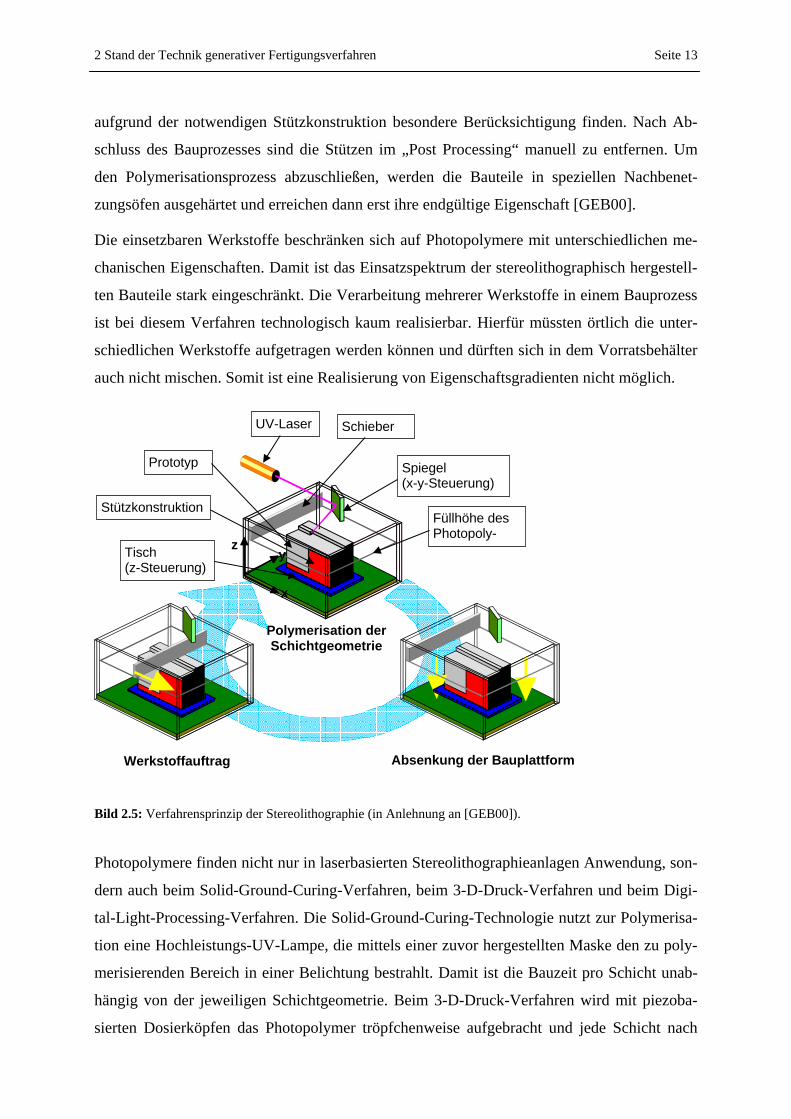
die Folgeschicht kann aufgebaut werden (Bild 2.5). Diese Beschichtungs- und Belichtungs-
schritte werden bis zur Fertigstellung des Bauteils wiederholt. Abschließend wird die Bau-
plattform aus dem Polymerbad herausgefahren, um die Bauteilentnahme zu erleichtern. Über-
hängende Bauteilelemente müssen bei der Stereolithographie durch einen sogenannten Sup-
port bzw. durch Stützkonstruktionen unterstützt werden, um ein Absinken bedingt durch eine
Dichteänderung bei der Polymerisation oder ein Verschieben während der Absenkung zu
vermeiden [GEU96]. Die Positionierung und vorrangig die Orientierung der Bauteile müssen
2 Stand der Technik generativer Fertigungsverfahren Seite 13
aufgrund der notwendigen Stützkonstruktion besondere Berücksichtigung finden. Nach Ab-
schluss des Bauprozesses sind die Stützen im „Post Processing“ manuell zu entfernen. Um
den Polymerisationsprozess abzuschließen, werden die Bauteile in speziellen Nachbenet-
zungsöfen ausgehärtet und erreichen dann erst ihre endgültige Eigenschaft [GEB00].
Die einsetzbaren Werkstoffe beschränken sich auf Photopolymere mit unterschiedlichen me-
chanischen Eigenschaften. Damit ist das Einsatzspektrum der stereolithographisch hergestell-
ten Bauteile stark eingeschränkt. Die Verarbeitung mehrerer Werkstoffe in einem Bauprozess
ist bei diesem Verfahren technologisch kaum realisierbar. Hierfür müssten örtlich die unter-
schiedlichen Werkstoffe aufgetragen werden können und dürften sich in dem Vorratsbehälter
auch nicht mischen. Somit ist eine Realisierung von Eigenschaftsgradienten nicht möglich.
Bild 2.5: Verfahrensprinzip der Stereolithographie (in Anlehnung an [GEB00]).
Photopolymere finden nicht nur in laserbasierten Stereolithographieanlagen Anwendung, son-
dern auch beim Solid-Ground-Curing-Verfahren, beim 3-D-Druck-Verfahren und beim Digi-
tal-Light-Processing-Verfahren. Die Solid-Ground-Curing-Technologie nutzt zur Polymerisa-
tion eine Hochleistungs-UV-Lampe, die mittels einer zuvor hergestellten Maske den zu poly-
merisierenden Bereich in einer Belichtung bestrahlt. Damit ist die Bauzeit pro Schicht unab-
hängig von der jeweiligen Schichtgeometrie. Beim 3-D-Druck-Verfahren wird mit piezoba-
sierten Dosierköpfen das Photopolymer tröpfchenweise aufgebracht und jede Schicht nach
Spiegel (x-y-Steuerung)
UV-Laser
z
x
y
Prototyp
Stützkonstruktion Füllhöhe des Photopoly-
Tisch (z-Steuerung)
Schieber
Polymerisation der Schichtgeometrie
Absenkung der Bauplattform Werkstoffauftrag
2 Stand der Technik generativer Fertigungsverfahren Seite 14
dem Werkstoffauftrag mittels einer UV-Lampe bestrahlt. Durch die Parallelisierbarkeit der
Druckdüsen werden bei diesem Verfahren hohe Bauraten bei geringen Schichtdicken erreicht.
Die Firma Objet Geometries entwickelt und vertreibt dieses Verfahren. Die neue Generation
dieser Drucker erreicht eine Aufbaurate von bis zu 20 mm Bauhöhe in einer Stunde bei
Schichtdicken von 16 µm. Für dieses Verfahren sind lediglich zwei Werkstoffe sowie ein
wasserlöslicher Supportwerkstoff verfügbar. Damit sind die realisierbaren Eigenschaften auch
bei diesem Verfahren sehr eingeschränkt [WOH03].
2.2.2 Selektives Lasersintern (SLS)
Für das SLS-Verfahren, das seit 1992 kommerziell vertrieben wird, sind generell alle pulver-
förmigen Materialien einsetzbar, die sich mittels Laserstrahlung schmelzen lassen und nach
dem Abkühlen erstarren [GEB96, NÖK97]. Das Materialspektrum reicht von Kunststoffen
und Wachsen über Formsande und metallische Werkstoffe bis hin zu keramischen Materia-
lien. Damit ist das Selektive Lasersintern bezogen auf die Werkstoffvielfalt das generative
Verfahren mit dem derzeit größten Werkstoffspektrum. Die Hauptanwendung liegt nach wie
vor in der Realisierung von thermoplastischen Bauteilen. Diese Werkstoffgruppe eignet sich
aufgrund ihrer niedrigen Schmelz- und Erweichungstemperaturen besonders für dieses Ver-
fahren. Bedingt durch die thermischen und mechanischen Eigenschaften wird vorrangig Poly-
amid verarbeitet. Dieser Werkstoff erreicht weitgehend die Eigenschaften der späteren aus
dem gleichen Werkstoff konventionell gefertigten Serienbauteile.
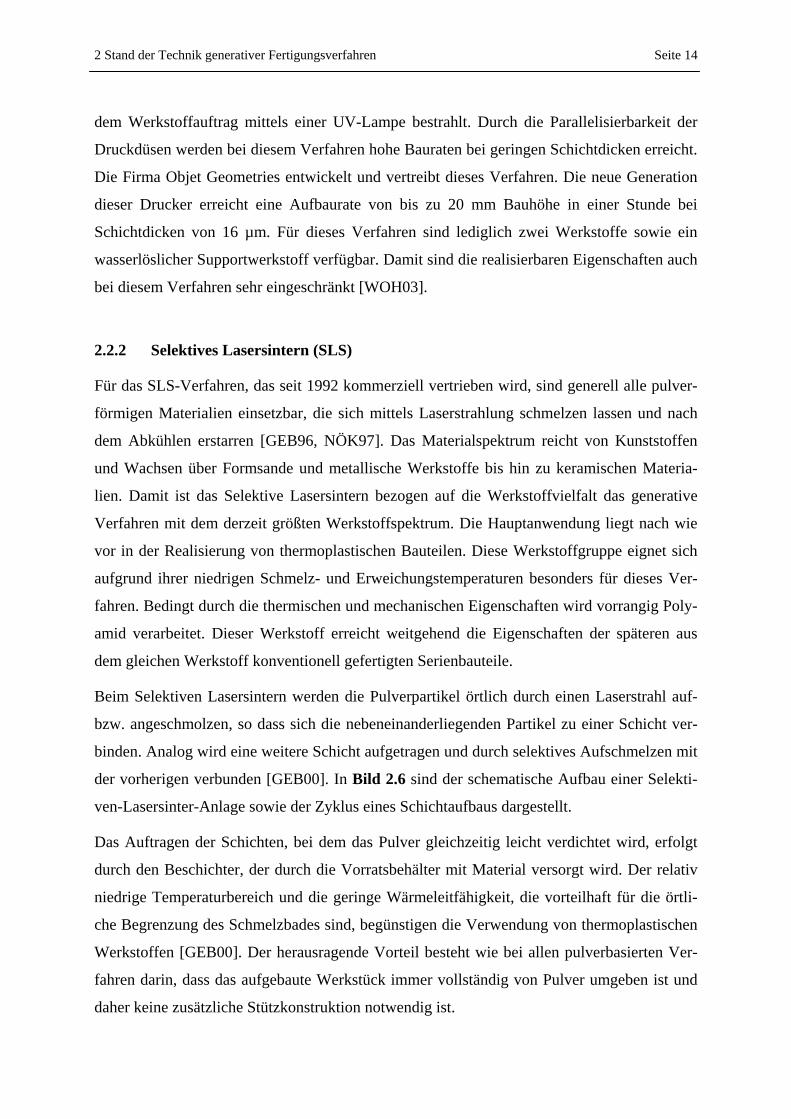
Beim Selektiven Lasersintern werden die Pulverpartikel örtlich durch einen Laserstrahl auf-
bzw. angeschmolzen, so dass sich die nebeneinanderliegenden Partikel zu einer Schicht ver-
binden. Analog wird eine weitere Schicht aufgetragen und durch selektives Aufschmelzen mit
der vorherigen verbunden [GEB00]. In Bild 2.6 sind der schematische Aufbau einer Selekti-
ven-Lasersinter-Anlage sowie der Zyklus eines Schichtaufbaus dargestellt.
Das Auftragen der Schichten, bei dem das Pulver gleichzeitig leicht verdichtet wird, erfolgt
durch den Beschichter, der durch die Vorratsbehälter mit Material versorgt wird. Der relativ
niedrige Temperaturbereich und die geringe Wärmeleitfähigkeit, die vorteilhaft für die örtli-
che Begrenzung des Schmelzbades sind, begünstigen die Verwendung von thermoplastischen
Werkstoffen [GEB00]. Der herausragende Vorteil besteht wie bei allen pulverbasierten Ver-
fahren darin, dass das aufgebaute Werkstück immer vollständig von Pulver umgeben ist und
daher keine zusätzliche Stützkonstruktion notwendig ist.
2 Stand der Technik generativer Fertigungsverfahren Seite 15
Bild 2.6: Verfahrensprinzip des Selektiven Lasersinterns (SLS) – Sinterstation DTM 2000
Unter Einsatz ausgewählter Laserquellen, optimierter Belichtungsstrategien und Werkstoffe
lassen sich mit dem Selektiven-Lasersinter-Verfahren ebenfalls metallische Bauteile aufbau-
en. Hierbei können generell zwei Strategien unterschieden werden:
Das indirekte Selektive Lasersintern verarbeitet thermoplastisch umhülltes Stahlpulver
[FÄH02]. Dabei wird während des Aufbauprozesses nur der Zusammenhalt über das Auf-
schmelzen der thermoplastischen Umhüllung erreicht. Bei diesem Prozess wird lediglich ein
Grünling aufgebaut, vergleichbar mit der Prozesskette beim Pulverspritzguss [UHL00]. Um
die gewünschten mechanischen Eigenschaften der Bauteile einzustellen, wird eine umfangrei-
che und zeitintensive Nachbehandlung in einem Ofenprozess notwendig.
Das direkte Selektive Lasersintern verarbeitet hingegen spezielle metallische Legierungen
ohne Zusatz von thermoplastischen Anteilen, so dass die Nachbehandlung der Bauteile erheb-
lich reduziert werden kann. Neuere Entwicklungen zeigen, dass auch die direkte Verarbeitung
von einkomponentigen Pulverwerkstoffen möglich ist [OVE03, REG04]. Die Verfahren wer-
den dann unter den Namen „Selective Laser Melting“ (SLM) oder „Lasercusing“ kommerziell
vertrieben.
Pulvertransportwalze
Vorratsbehälter
CO2-Laser Scanner
Heizsysteme
Shutter
z-Zustellung
Bauraum mit innerter Atmosphäre
Verfestigung der Schichtgeometrie
Absenkung der Bauplattform Werkstoffauftrag
2 Stand der Technik generativer Fertigungsverfahren Seite 16
Eine Verarbeitung unterschiedlicher Werkstoffe in einem Bauprozess ist wegen des Auftrag-
mechanismus nicht realisierbar. Hierfür müsste ein selektives Pulverauftragverfahren entwi-
ckelt werden. Durch die Variation der Laserprozessparameter ist eine Variation der Porosität
möglich, wobei diese Veränderungen nur für wenige Anwendungsfelder von Bedeutung sind.
Eine weitere Beeinflussung der mechanischen Eigenschaften im Sinne einer gezielten Umset-
zung eines breiten Eigenschaftsspektrums ist auch bei diesem Verfahren kaum möglich.
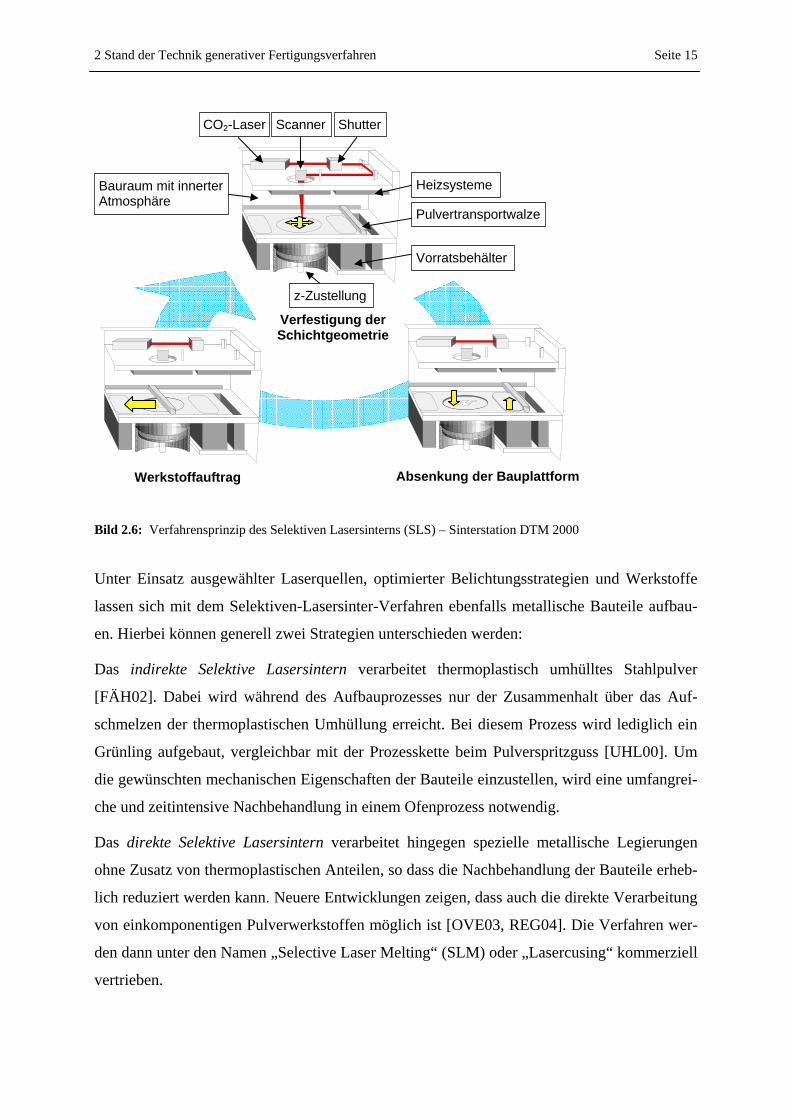
2.2.3 Fused Deposition Modelling (FDM)
Das Fused Deposition Modelling arbeitet nach dem Prinzip der Strangextrusion. Bei dieser
Technologie kommen thermoplastische Werkstoffe zum Einsatz, die dem Extrusionskopf als
Halbzeug zugeführt werden. Der Werkstoff wird mittels einer beheizten Düse oberhalb der
Erstarrungstemperatur strangförmig ausgebracht. Ein Plottermechanismus legt das Material
jeweils in einer Ebene ab. Die FDM-Systeme verfügen über zwei Extrusionsdüsen: eine für
den Werkstückwerkstoff und eine für den Stützwerkstoff, der zusätzlich mit aufgebaut werden
muss. Aufgrund der hohen Schmelzviskosität und der schnellen Erstarrung des Materials
während der Auftragphase können überhängende Geometrien bis zu einem Winkel von 45°
zur Senkrechten ohne Stützkonstruktion realisiert werden (Bild 2.7). Der Stützwerkstoff ist
derzeit in zwei Ausprägungen verfügbar: als sprödhartes Material, das nach Fertigstellung
manuell vom Bauteil entfernt werden muss, und als wasserlöslicher Werkstoff, der in einem
temperierten Wasserbad ausgewaschen werden kann.
Bild 2.7: Fused-Deposition-Modelling-Verfahren (FDM)
z-Zustellung
x,y-Zustellung
Werkstück
temperierte Extrusionsdüsen
Bauwerkstoff Stützwerkstoff
Werkstofffördereinheit
Grundplatte
2 Stand der Technik generativer Fertigungsverfahren Seite 17
Als Werkstoffe kommen zum Beispiel Feingusswachse, Polyester, Polykarbonat und ABS
zum Einsatz [GEB96]. Generell besteht die Möglichkeit, bei diesen Systemen während eines
Bauprozesses die Werkstoffe zu wechseln. Damit können schichtweise unterschiedliche
Werkstoffe bzw. Farben in einem Bauteil umgesetzt werden. Da dies mit einem großen Zeit-
aufwand verbunden ist und die Werkstoffe nicht lokal innerhalb einer Ebene variiert werden
können, wird diese Möglichkeit in der Praxis nicht genutzt. Eine Erweiterung des Werkstoff-
spektrums würde mit einer entsprechenden Erhöhung der Anzahl an Extrusionsdüsen einher-
gehen. Dieser technische Mehraufwand ist weder technologisch vertretbar noch für die indus-
trielle Praxis von Interesse.
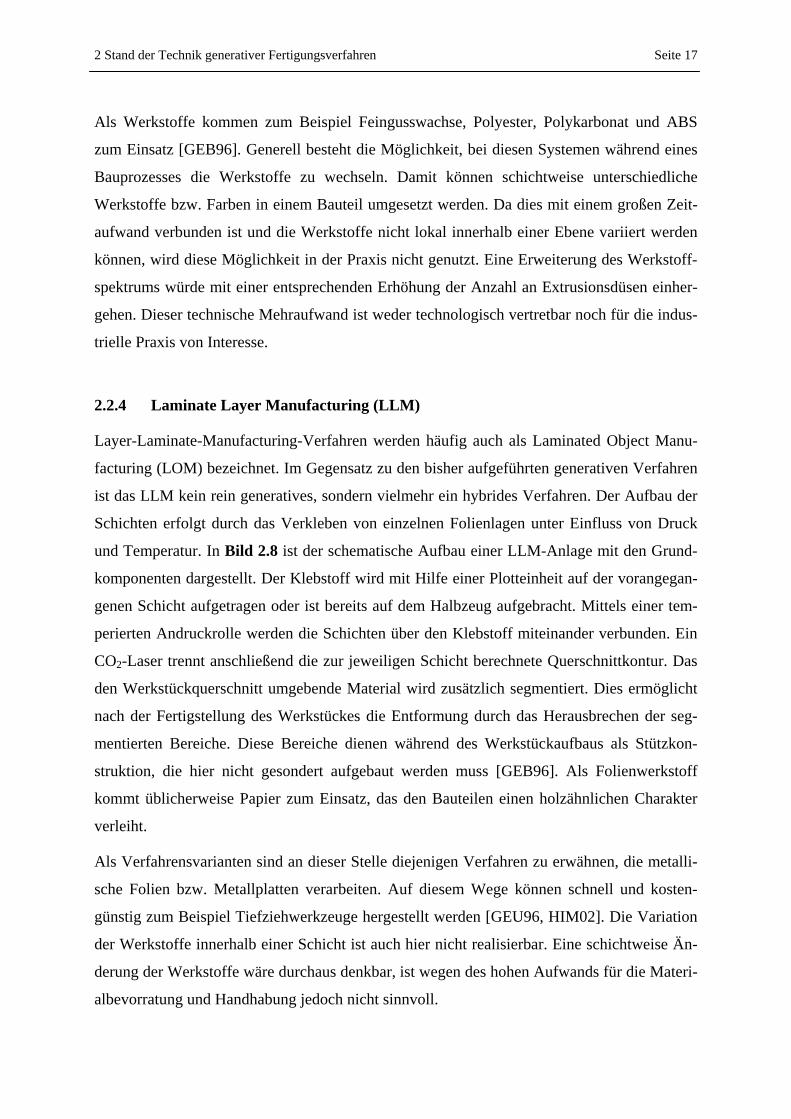
2.2.4 Laminate Layer Manufacturing (LLM)
Layer-Laminate-Manufacturing-Verfahren werden häufig auch als Laminated Object Manu-
facturing (LOM) bezeichnet. Im Gegensatz zu den bisher aufgeführten generativen Verfahren
ist das LLM kein rein generatives, sondern vielmehr ein hybrides Verfahren. Der Aufbau der
Schichten erfolgt durch das Verkleben von einzelnen Folienlagen unter Einfluss von Druck
und Temperatur. In Bild 2.8 ist der schematische Aufbau einer LLM-Anlage mit den Grund-
komponenten dargestellt. Der Klebstoff wird mit Hilfe einer Plotteinheit auf der vorangegan-
genen Schicht aufgetragen oder ist bereits auf dem Halbzeug aufgebracht. Mittels einer tem-
perierten Andruckrolle werden die Schichten über den Klebstoff miteinander verbunden. Ein
CO2-Laser trennt anschließend die zur jeweiligen Schicht berechnete Querschnittkontur. Das
den Werkstückquerschnitt umgebende Material wird zusätzlich segmentiert. Dies ermöglicht
nach der Fertigstellung des Werkstückes die Entformung durch das Herausbrechen der seg-
mentierten Bereiche. Diese Bereiche dienen während des Werkstückaufbaus als Stützkon-
struktion, die hier nicht gesondert aufgebaut werden muss [GEB96]. Als Folienwerkstoff
kommt üblicherweise Papier zum Einsatz, das den Bauteilen einen holzähnlichen Charakter
verleiht.
Als Verfahrensvarianten sind an dieser Stelle diejenigen Verfahren zu erwähnen, die metalli-
sche Folien bzw. Metallplatten verarbeiten. Auf diesem Wege können schnell und kosten-
günstig zum Beispiel Tiefziehwerkzeuge hergestellt werden [GEU96, HIM02]. Die Variation
der Werkstoffe innerhalb einer Schicht ist auch hier nicht realisierbar. Eine schichtweise Än-
derung der Werkstoffe wäre durchaus denkbar, ist wegen des hohen Aufwands für die Materi-
albevorratung und Handhabung jedoch nicht sinnvoll.
2 Stand der Technik generativer Fertigungsverfahren Seite 18
Einen weiteren interessanten Ansatz bietet das Stratified Object Manufacturing (SOM), das
jedoch eher eine Fertigungsstrategie darstellt als eine eigenständige generative Technologie.
Diese Strategie beruht darauf, die gewünschte Geometrie in hinterschnittfreie Bereiche mittels
eines Algorithmus zu segmentieren. Diese einzelnen Geometrien können mit Hilfe konventi-
oneller spanender Fertigungsverfahren umgesetzt werden. Die Teilgeometrien werden im An-
schluss zum gesamten Bauteil zusammengefügt. Durch diese Fertigungsstrategie entfällt die
Herstellung einer Stützgeometrie, und die Einzelteile können auf CNC-Maschinen in den ty-
pischen Genauigkeiten und Oberflächenqualitäten gefertigt werden. Auch kann das Bauteil
direkt im gewünschten Werkstoff umgesetzt werden. Nachteilig auf die mechanischen Bau-
teileigenschaften wirken sich die Fügestellen aus, da diese meist eine Schwachstelle im Bau-
teil darstellen. Jedoch lassen sich mit dieser Baustrategie eine Vielzahl von Werkstoffen ver-
arbeiten und deutlich bessere Bauteileigenschaften erreichen als bei den übrigen generativen
Verfahren.
Insgesamt sind auch die Verfahrensvarianten der LLM-Technologie nicht geeignet, um ein
breites Eigenschaftsspektrum innerhalb einer Bauebene bzw. eines Bauvorganges zu realisie-
ren.
Bild 2.8: Verfahrensprinzip des Laminate Layer Manufacturing (LLM)
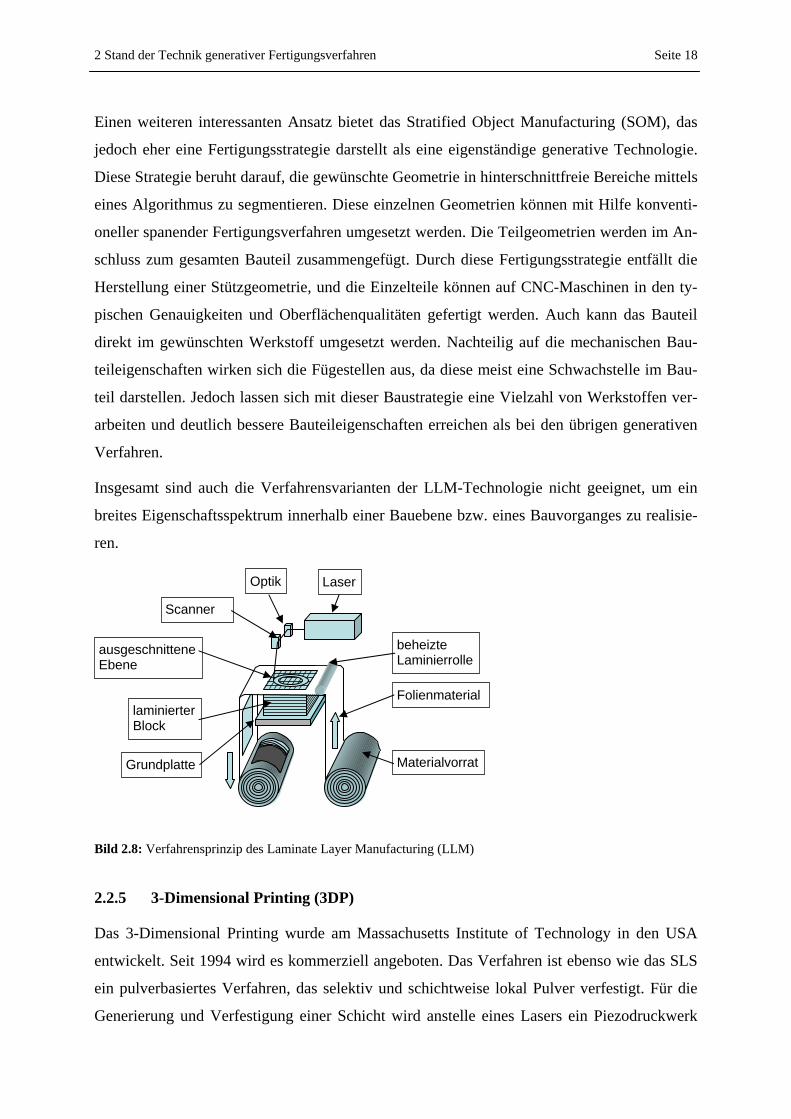
2.2.5 3-Dimensional Printing (3DP)
Das 3-Dimensional Printing wurde am Massachusetts Institute of Technology in den USA
entwickelt. Seit 1994 wird es kommerziell angeboten. Das Verfahren ist ebenso wie das SLS
ein pulverbasiertes Verfahren, das selektiv und schichtweise lokal Pulver verfestigt. Für die
Generierung und Verfestigung einer Schicht wird anstelle eines Lasers ein Piezodruckwerk
LaserOptik
Scanner
Grundplatte
laminierter Block
beheizte Laminierrolle
Folienmaterial
Materialvorrat
ausgeschnittene Ebene
2 Stand der Technik generativer Fertigungsverfahren Seite 19
eingesetzt, das Bindemittel in die Pulverschicht eindruckt. Nicht verklebtes Pulver verbleibt
im Bauraum und stabilisiert das Bauteil während des Bauprozesses. Bedingt durch das umge-
bende Pulver wird auch bei dieser Technologie keine zusätzliche Stützkonstruktion benötigt.
In Bild 2.9 sind der Aufbau und die Funktion einer 3DP-Anlage schematisch dargestellt.
Prinzipiell können mit diesem Verfahren viele unterschiedliche Werkstoffe verarbeitet wer-
den. Voraussetzung ist nur, dass die Werkstoffe in Pulverform vorliegen und sich von einem
dosierbaren Klebstoff benetzen lassen. Daher können in Abhängigkeit der Anlagen Bauteile
aus Keramik, Metall, Polyvinylalkohol, Stärke bzw. Gips hergestellt werden. Weitere An-
wendung findet diese Technologie bei der Herstellung von Sandguss-Werkzeugen. In diesem
Fall wird die sich häufig nachteilig auswirkende hohe Porosität der aufgebauten Bauteile ge-
nutzt, um für den späteren Gießprozess eine ausreichende Gasdurchlässigkeit zu gewährleis-
ten [EDE06]. Für die Herstellung von funktionalen Bauteilen müssen auf diesen generativen
Prozess noch weitere Bearbeitungsschritte folgen, um die gewünschten Eigenschaften des
Bauteils einzustellen.
Bild 2.9: Verfahrensprinzip des 3-Dimensional Printing (3DP)
Baubereich Pulvervorrat
Überlauf-behälter
Pulver-transportwalze
z-Zustellung
Druckkopf
Verfestigung der Schichtgeometrie
Absenkung der Bauplattform Werkstoffauftrag
2 Stand der Technik generativer Fertigungsverfahren Seite 20
Bei der Herstellung von porenfreien Anschauungsmodellen folgt ein Infiltrationsprozess, für
metallische oder keramische Bauteile folgt ein Entbinderungs- und Sinterprozess. Ein wesent-
licher Vorteil dieser Technologie liegt in der Möglichkeit der Parallelisierung des Druckpro-
zesses, sodass eine sehr große Anzahl von Druckdüsen eingesetzt werden kann. Durch die
Ansteuerbarkeit der einzelnen Düsen ist es möglich, mit einem Düsenarray große Flächen des
Pulverbettes zeitgleich zu bedrucken, ähnlich wie es heute bereits in den verfügbaren Color-
Ink-Jet-Druckern realisiert ist.
Im Jahr 1999 wurden von Buss Müller Technologie und dem Institute of Industrial Technolo-
gy of the Netherlands (TNO) unterschiedliche 3DP-Anlagen vorgestellt, die farbige Binder in
einem Anlagensystem verarbeiten konnten. Damit war es erstmals möglich, dreidimensionale
Bauteile auch in Farbe zu generieren und im weitesten Sinne auch schon lokal unterschiedli-
che Eigenschaften zu realisieren. Im April 2000 kündigte Z-Corp ebenfalls eine Anlagenvari-
ante an, die Farben umsetzen kann [WOH00]. Die Variation dieser optischen Eigenschaft
beschränkt sich zunächst nur auf die Bauteiloberfläche, was für den visuellen Eindruck durch-
aus genügt. Eine durchgängige Kolorierung ist technologisch realisierbar, wurde jedoch bis-
her nicht verwirklicht. Eine weitere Variation von physikalischen Eigenschaften durch Bedru-
cken mit unterschiedlichen Bindersystemen ist eine interessante Möglichkeit, Bauteileigen-
schaften gezielt zu beeinflussen. Dennoch bleibt das Pulver als Hauptbestandteil maßgeblich
eigenschaftsbestimmend, die Variabilität der Eigenschaften ist somit stark eingeschränkt.
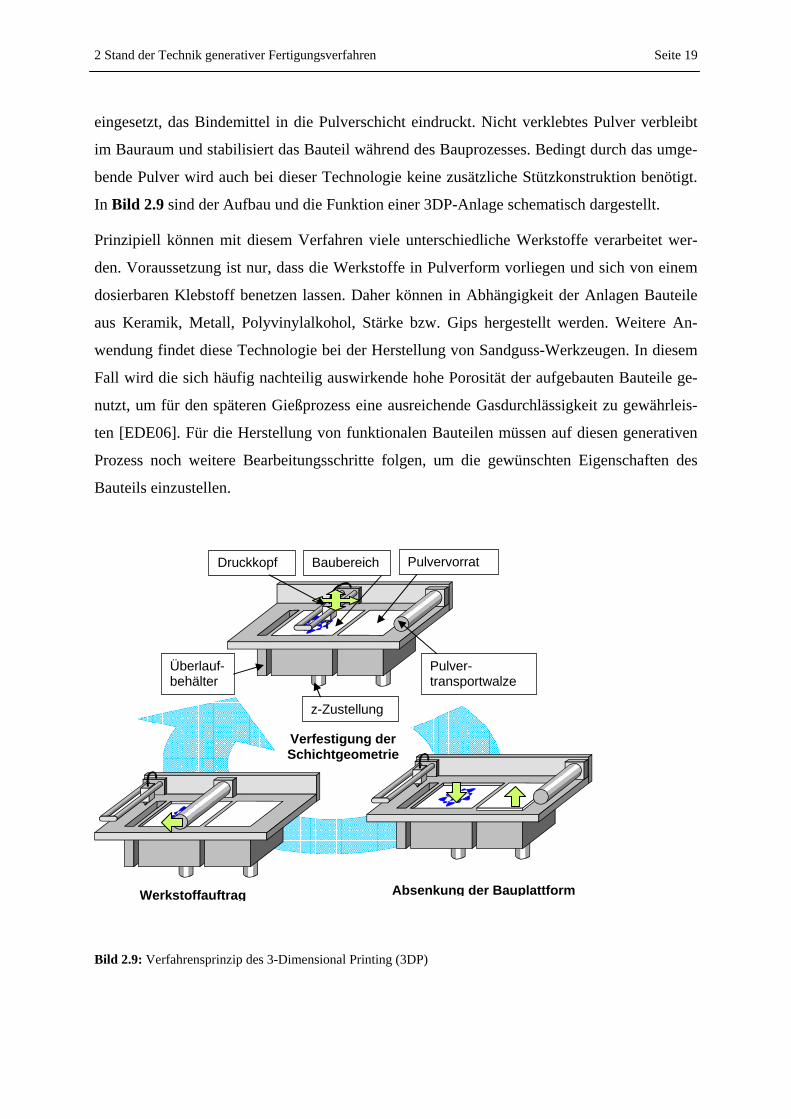
2.2.6 Ballistic Particle Manufacturing (BPM) und Multi-Jet Modelling (MJM)
Das Ballistic Particle Manufacturing wurde bereits im Jahr 1994 von der Firma Solidscape,
später Sanders Prototype, unter dem Namen ModelMakerII kommerzialisiert. Dieses Verfah-
ren nutzt ebenso wie das 3DP piezobasierte Druckköpfe für den Werkstoffauftrag. Jedoch
wird bei dieser Technologie der gesamte Werkstückwerkstoff, der für den Aufbau des Proto-
typen und der Stützkonstruktion benötigt wird, mittels der Druckdüsen aufgetragen. Das Mo-
delMakerII-System besteht aus zwei Piezodruckköpfen mit jeweils einer Druckdüse sowie
beheizbaren Materialzufuhrleitungen, einer in z-Richtung verfahrbaren Bauplattform und ei-
nem Walzfräser mit Absaugeinrichtung, wie in Bild 2.10 schematisch dargestellt. Beim Auf-
bau einer Schicht werden die thermoplastischen Werkstoffe geschmolzen und tröpfchenweise
aufgetragen. Als Werkstoffe können technologisch bedingt nur thermoplastische Materialien
mit sehr niedriger Schmelzviskosität verarbeitet werden. Daher kommen üblicherweise nur
Wachse mit geringer Schmelzviskosität zum Einsatz. Der nachfolgende Fräsprozess dient zur
2 Stand der Technik generativer Fertigungsverfahren Seite 21
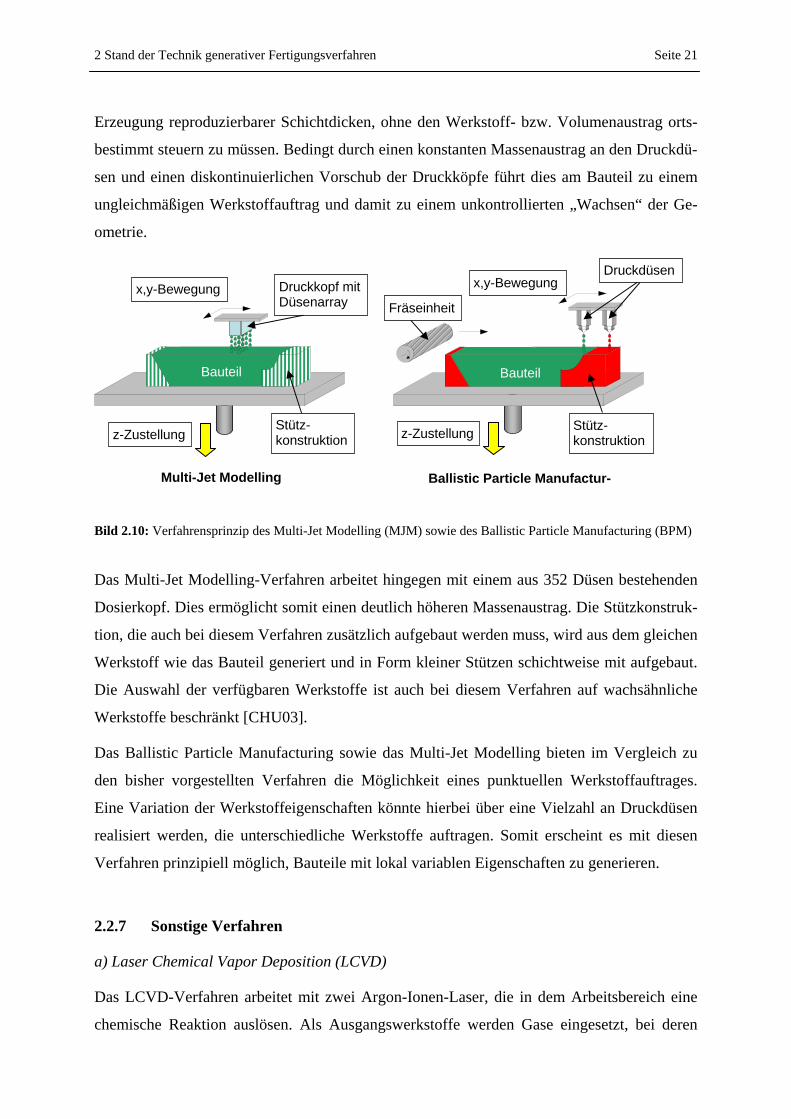
Erzeugung reproduzierbarer Schichtdicken, ohne den Werkstoff- bzw. Volumenaustrag orts-
bestimmt steuern zu müssen. Bedingt durch einen konstanten Massenaustrag an den Druckdü-
sen und einen diskontinuierlichen Vorschub der Druckköpfe führt dies am Bauteil zu einem
ungleichmäßigen Werkstoffauftrag und damit zu einem unkontrollierten „Wachsen“ der Ge-
ometrie.
Bild 2.10: Verfahrensprinzip des Multi-Jet Modelling (MJM) sowie des Ballistic Particle Manufacturing (BPM)
Das Multi-Jet Modelling-Verfahren arbeitet hingegen mit einem aus 352 Düsen bestehenden
Dosierkopf. Dies ermöglicht somit einen deutlich höheren Massenaustrag. Die Stützkonstruk-
tion, die auch bei diesem Verfahren zusätzlich aufgebaut werden muss, wird aus dem gleichen
Werkstoff wie das Bauteil generiert und in Form kleiner Stützen schichtweise mit aufgebaut.
Die Auswahl der verfügbaren Werkstoffe ist auch bei diesem Verfahren auf wachsähnliche
Werkstoffe beschränkt [CHU03].
Das Ballistic Particle Manufacturing sowie das Multi-Jet Modelling bieten im Vergleich zu
den bisher vorgestellten Verfahren die Möglichkeit eines punktuellen Werkstoffauftrages.
Eine Variation der Werkstoffeigenschaften könnte hierbei über eine Vielzahl an Druckdüsen
realisiert werden, die unterschiedliche Werkstoffe auftragen. Somit erscheint es mit diesen
Verfahren prinzipiell möglich, Bauteile mit lokal variablen Eigenschaften zu generieren.
2.2.7 Sonstige Verfahren
a) Laser Chemical Vapor Deposition (LCVD)
Das LCVD-Verfahren arbeitet mit zwei Argon-Ionen-Laser, die in dem Arbeitsbereich eine
chemische Reaktion auslösen. Als Ausgangswerkstoffe werden Gase eingesetzt, bei deren
Druckkopf mitDüsenarray
x,y-Bewegung
Stütz-konstruktion
Bauteil
Druckdüsenx,y-Bewegung
Fräseinheit
Stütz-konstruktion
Bauteil
Multi-Jet Modelling Ballistic Particle Manufactur-
z-Zustellung z-Zustellung
2 Stand der Technik generativer Fertigungsverfahren Seite 22
Reaktion Aluminiumoxid entsteht. Dieses Verfahren ermöglicht den Aufbau von sehr kleinen
Geometrien im Bereich von 5 µm bis 20 µm. Da dieses System prinzipiell 3-D-fähig ist, wird
auch keine Stützkonstruktion benötigt. Eine Einschränkung bezüglich der realisierbaren Ge-
ometrie bildet die Zugänglichkeit der beiden Laserstrahlen zu dem jeweiligen Baubereich.
Diese Technologie wird bisher vorrangig im Bereich der Mikrosystemtechnik und der biome-
dizinischen Technik eingesetzt [GEB96]. Eine Werkstoffvariation ist aufgrund der notwendi-
gen speziellen Reaktionsgase kaum realisierbar.
b) Digital Light Processing (DLP)
Das DLP-Verfahren arbeitet auf Basis eines LCD-Medienprojektors und nutzt als Werkstoff
photosensitive Materialien. Der herausragende Vorteil besteht in der flächenhaften Belich-
tungstechnik. Dadurch sind die Belichtungszeiten je Fläche konstant und unabhängig von der
Flächengröße, die in einer Bauebene hergestellt werden soll. Bei diesem Verfahren werden
die Schichten jeweils überhängend aufgebaut. Das bietet den Vorteil, dass die bereits gebaute
Geometrie nicht wie bei der Stereolithographie in dem flüssigen Polymer verbleibt [WOH03].
Das Werkstoffspektrum ist hier ebenfalls auf photosensitive Werkstoffe eingeschränkt, und
der Einsatz unterschiedlicher Materialien ist verfahrenstechnisch kaum realisierbar.
c) Multiphase-Jet Solidification (MJS)
Das MJS-Verfahren ist eine Weiterentwicklung der FDM-Technologie. Der Werkstoff wird
ebenfalls durch eine Extrusionsdüse ausgetragen. Der Unterschied zum FDM besteht in der
Art der Werkstoffzuführung. Anstelle von drahtförmigen Ausgangsmaterialien können hier
formlose Werkstoffe eingesetzt werden. Der notwendige Druck wird durch einen Kolben auf-
gebracht. Dadurch können auch hochviskose sowie partikelgefüllte Werkstoffe verarbeitet
werden. Mit diesen Verfahren werden ebenfalls polymerkeramische oder auch polymer-
metallische Massen zu Grünlingen verarbeitet. Durch einen Entbinderungs- und Sinterprozess
lassen sich die gewünschten mechanischen Eigenschaften am Bauteil einstellen. Dennoch
kann auch bei diesem System nur jeweils ein Werkstoff je Bauprozess verarbeitet werden.
d) Kaltgasstrahlen
Das Kaltgasstrahlen wurde in den 80er-Jahren als eine alternative Beschichtungstechnologie
zum Plasmaspritzen entwickelt. Das Verfahren trägt pulverförmige Materialien mittels eines
2 Stand der Technik generativer Fertigungsverfahren Seite 23
Gasstrahls auf. Die Partikel werden hierbei auf eine Geschwindigkeit von 500 bis 1.500 m/s
beschleunigt. Bei deren Aufprall auf einer harten Oberfläche werden die Partikel im Randbe-
reich plastisch verformt und teilweise verschmolzen, so dass eine homogene Schicht entsteht.
Im Gegensatz zum Plasmaspritzen oder zum Selektiven Lasersintern wird keine zusätzliche
Prozesswärme eingekoppelt. Damit treten die sonst üblichen thermisch bedingten Probleme
nicht auf. Das Kaltgasstrahlen wird neuerdings in Kombination mit einem konventionellen
Bearbeitungszentrum als generatives Verfahren angeboten. Die Vorteile des Kaltgasstrahlens
liegen in der Möglichkeit, Legierungen, Metall-Keramik-Verbindungen ebenso wie kontinu-
ierliche Eigenschaftsänderungen realisieren zu können [DIR05, N.N.07]. Für die Verarbei-
tung von Polymeren ist dieses Verfahren jedoch nicht konzipiert.
e) Direct Metal Deposition (DMD) und Controlled Metal Buildup (CMB)
Verfahren wie DMD und CMB sind prinzipiell darauf ausgelegt, unterschiedliche Werkstoffe
in einem Prozess verarbeiten und die Eigenschaften gradieren zu können. Die hierfür einsetz-
baren Werkstoffe sind auf Metalle beschränkt, so dass diese Verfahren zur Realisierung von
Polymerbauteilen nicht geeignet sind.
f) Elektronenstrahlsintern
Der Einsatz eines Elektronenstrahls für das Selektive Sintern (EBS) bietet im Vergleich zum
herkömmlichen Selektiven Sintern mittels Laser (SLS) Vorteile bezüglich der hohen Energie-
dichte. Daraus lassen sich Vorteile ableiten, wie beispielsweise höhere Aufbauraten als beim
SLS und ein erweitertes Werkstoffspektrum [ZÄH06a, ZÄH06b]. Bei Betrachtung der Mög-
lichkeit zur Verarbeitung mehrerer Werkstoffe in einem Bauprozess ergeben sich ähnliche
Nachteile, wie sie typischerweise für alle pulverbasierten flächenhaft auftragenden generati-
ven Verfahren gelten und bereits für das SLS und das 3DP beschrieben wurden.
2.3 Werkstoffvariabilität der generativen Fertigungsverfahren
Die generativen Verfahren erlauben heute die Verarbeitung einer Vielzahl an unterschiedli-
chen Werkstoffen, angefangen bei Polymeren über Metalle bis hin zu Keramiken. In vielen
Fällen gelingt es jedoch nicht, die gewünschte Eigenschaft des Bauteils direkt in einem Pro-
zessschritt mit einer generativen Technologie umzusetzen. Daher folgen häufig noch weitere
Verarbeitungsschritte. Mit Folgeprozessen wie etwa dem Vakuumgießen kann das nutzbare
2 Stand der Technik generativer Fertigungsverfahren Seite 24
Werkstoffspektrum noch erheblich erweitert werden. Dennoch bleibt ein zentrales Problem
bestehen. Die jeweils für ein Maschinensystem verfügbaren Werkstoffe sind im Regelfall auf
sehr wenige eingeschränkt. Die Gründe hierfür liegen zumeist in den hohen Herstellungskos-
ten für Werkstoffe wie Pulver oder flüssige photosensitive Polymere und den verhältnismäßig
geringen Mengen, die von der Industrie jährlich benötigt werden. Dies gilt für alle generati-
ven Technologien, für die die Werkstoffe speziell konfektioniert werden müssen. Die Verar-
beitung mehrerer Werkstoffe innerhalb eines Bauprozesses ist bei einigen Technologien zu-
nächst prinzipiell denkbar. Der schichtweise Auftrag verschiedener Werkstoffe würde eine
Variation der Bauteileigenschaften ermöglichen, jedoch für eine Gradierung der Eigenschaf-
ten ist ein lokaler Werkstoffauftrag erforderlich. Technologisch bedingt eignen sich hierfür
nur die wenigen Verfahren, bei denen der Werkstückwerkstoffauftrag nicht flächenhaft wie
beim Selektiven Lasersintern oder bei der Stereolithographie erfolgt, sondern lokal bzw.
punktuell wie beim Ballistic Particle Manufacturing oder generell bei den Druckverfahren.
Die CMB-Technologie ermöglicht heute bereits auf Basis verschiedener metallischer Pulver-
werkstoffe kontinuierliche Eigenschaftsänderungen. Auf dem Gebiet der Polymerwerkstoffe
ist bis heute keine Technologie verfügbar, mit der gezielt auf Basis von CAD-Daten Eigen-
schaftsgradienten realisiert werden können. Bei dem Druckverfahren der Firma Objet werden
zwei unterschiedliche Werkstoffe mit Druckdüsen aufgetragen. Jedoch dient das eine Material
zur Herstellung der notwendigen Stützkonstruktion und nicht zur Umsetzung unterschiedli-
cher Eigenschaften. Eine Variabilität der Werkstoffeigenschaften ist prinzipiell für dieses
Verfahren denkbar, erfordert jedoch eine spezielle Adaptierung der Werkstoffe sowie der
Druckköpfe.
In Tabelle 2.1 sind alle beschriebenen Technologien aufgeführt und hinsichtlich ihrer Eig-
nung zur Verarbeitung mehrerer Werkstoffe und des hierfür notwendigen technischen Auf-
wands bewertet.
2 Stand der Technik generativer Fertigungsverfahren Seite 25
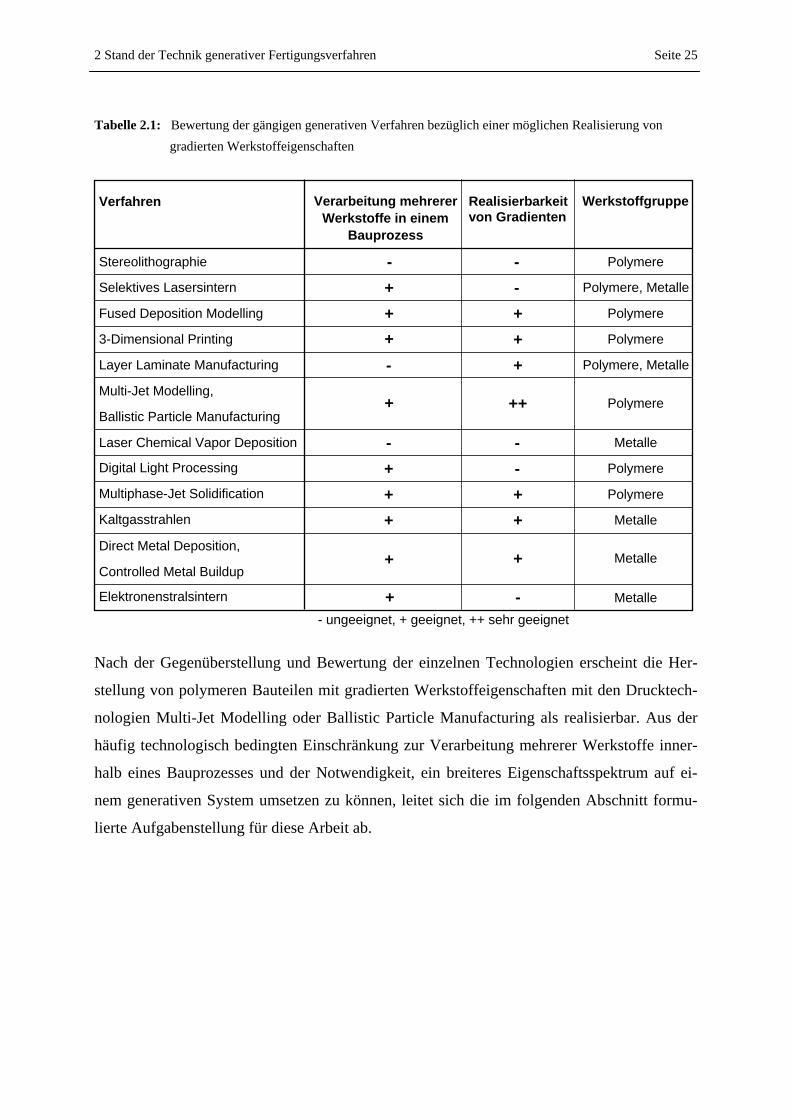
Tabelle 2.1: Bewertung der gängigen generativen Verfahren bezüglich einer möglichen Realisierung von gradierten Werkstoffeigenschaften
Nach der Gegenüberstellung und Bewertung der einzelnen Technologien erscheint die Her-
stellung von polymeren Bauteilen mit gradierten Werkstoffeigenschaften mit den Drucktech-
nologien Multi-Jet Modelling oder Ballistic Particle Manufacturing als realisierbar. Aus der
häufig technologisch bedingten Einschränkung zur Verarbeitung mehrerer Werkstoffe inner-
halb eines Bauprozesses und der Notwendigkeit, ein breiteres Eigenschaftsspektrum auf ei-
nem generativen System umsetzen zu können, leitet sich die im folgenden Abschnitt formu-
lierte Aufgabenstellung für diese Arbeit ab.
Verfahren Verarbeitung mehrerer Werkstoffe in einem
Bauprozess
Realisierbarkeit von Gradienten
Werkstoffgruppe
Stereolithographie - - Polymere
Selektives Lasersintern + - Polymere, Metalle
Fused Deposition Modelling + + Polymere
3-Dimensional Printing + + Polymere
Layer Laminate Manufacturing - + Polymere, Metalle
Multi-Jet Modelling,
Ballistic Particle Manufacturing
Laser Chemical Vapor Deposition - - Metalle
Digital Light Processing + - Polymere
Multiphase-Jet Solidification + + Polymere
Kaltgasstrahlen + + Metalle
Direct Metal Deposition,
Controlled Metal Buildup
Elektronenstralsintern + - Metalle- ungeeignet, + geeignet, ++ sehr geeignet
+ ++ Polymere
+ + Metalle
3 Aufgabenstellung und Vorgehensweise Seite 26
3 Aufgabenstellung und Vorgehensweise
In allen Phasen der Produktentstehung haben sich die unterschiedlichsten generativen Ferti-
gungsverfahren in der Industrie bewährt und etabliert. Der Einsatzbereich von generativ her-
gestellten Werkstücken beschränkt sich jedoch bei den meisten Anwendungsfällen auf reine
Anschauungsmodelle. Funktionale Prototypen können meist nur unter sehr eingeschränkten
Rahmenbedingungen eingesetzt werden. Erschwerend kommt hinzu, dass technologisch be-
dingt nur eine geringe Auswahl an Werkstoffen eingesetzt und verarbeitet werden kann. Die
bis heute entwickelten und auf dem Markt verfügbaren generativen Verfahren ermöglichen
keine schnelle und einfache Umstellung des Werkstückwerkstoffs. Der Einsatz abformender
Verfahren wie des Vakuumgießens als Folgeverfahren auf Basis von Silikonwerkzeugen kann
zwar das Werkstoffspektrum wesentlich erweitern, jedoch senkt eine zunehmende Anzahl an
Verfahrensschritten die zuverlässig erreichbare Maßhaltigkeit.
Die Forderung der Industrie nach Prototypen mit hoher Seriennähe sowie funktionalen Klein-
serien wächst zunehmend. Damit ist mittelfristig die Öffnung der generativen Rapid-
Prototyping-Verfahren für ein großes Materialspektrum bei erhöhter Genauigkeit von zwin-
gender Notwendigkeit, um den Herausforderungen der immer kürzeren Produktlebenszyklen
gerecht zu werden und um die Chancen und Potenziale dieser noch vergleichsweise jungen
Fertigungstechnologien in vollem Umfang zu nutzen. Bei den meisten Entwicklungen auf
diesem Gebiet werden die Werkstoffe einem bestehenden generativen Verfahren angepasst.
Die Potenziale dieser Technologien könnten durch eine Flexibilisierung der einsetzbaren
Werkstoffe bzw. Werkstoffeigenschaften ganz erheblich erweitert werden. Der zukünftig zu
erwartende noch stärkere Einsatz von Kunststoffen erfordert daher die Entwicklung einer ein-
stufigen Verfahrenstechnologie, die ein Höchstmaß an Flexibilität bezüglich der realisierbaren
Werkstoffeigenschaften bietet. Aus dem Grundgedanken heraus, auf einem Maschinensystem
nicht nur unterschiedliche Werkstoffe verarbeiten zu können, sondern weit darüber hinaus
lokal die Werkstoffeigenschaften während der Aufbauphase zu steuern, wurden Ziel und Auf-
gabenstellung für diese Arbeit formuliert.
3.1 Ziel der Arbeit
Ziel der vorliegenden Arbeit ist es, ein generatives Fertigungsverfahren für die Realisierung
eines breiten Spektrums an Werkstoffeigenschaften zu entwickeln. Der Fokus liegt auf der
3 Aufgabenstellung und Vorgehensweise Seite 27
Entwicklung einer Technologie, die in der Lage ist, unterschiedliche und vorab definierte
physikalische und chemische Werkstoffeigenschaften in einer dreidimensionalen Geometrie
voxelbasiert umzusetzen. Dieser Ansatz soll der Prototypenherstellung und der Herstellung
individualisierter Produkte völlig neue Dimensionen eröffnen. Sowohl die Fertigung von
mehreren Bauteilen mit unterschiedlichen mechanischen Eigenschaften in einem Bauprozess
als auch von Bauteilen mit lokal variierbaren Eigenschaften soll damit ermöglicht werden.
Ein weiterer wesentlicher Vorteil besteht im Wegfall von Rüstzeiten, wie beispielsweise bei
einem Materialwechsel oder der Reinigung von Vorratsbehältern, Werkstoffzuleitungen und
Düsensystemen.
In Kapitel 2 wurden bereits die heute verfügbaren und industriell etablierten generativen
Technologien hinsichtlich ihrer Eignung zur Verarbeitung mehrerer Werkstoffe dargestellt
und untersucht. Auf Basis dieser Ergebnisse konnten die Drucktechnologien selektiert und für
die Entwicklung einer neuartigen Verfahrenstechnologie als geeignet identifiziert werden.
3.2 Vorgehensweise
Zunächst werden die Wirkprinzipien unterschiedlicher Dosiertechnologien dargestellt, um
daraus ein Dosiersystem auszuwählen, das festgelegten Rahmenbedingungen für einen repro-
duzierbaren Bauprozess genügt. Durch die selektierte Technologie wird das Spektrum der zu
verarbeitenden Fluide bereits stark eingeschränkt, sodass im zweiten Schritt die Werkstoff-
auswahl anhand von definierten Prozessrahmenbedingungen erfolgt. Zunächst wird das
Spektrum der thermoplastischen Werkstoffe analysiert, um die Nutzbarkeit für die 3-D-
Drucktechnlogie zu ermitteln. Hintergrund dieser Überlegung ist es, die üblicherweise in der
Spritzgießtechnik eingesetzten thermoplastischen Werkstoffe zu verarbeiten, um so der For-
derung nach Serienidentität der Werkstückeigenschaften näher zu kommen. Andere Polymer-
gruppen, wie beispielsweise die Duromere, bieten ein noch wesentlich weiteres Werkstoffei-
genschaftsspektrum und werden daher ebenfalls eingehend untersucht. Die Auswahl der
Werkstoffe erfolgt immer unter dem Gesichtpunkt, ein möglichst breites Werkstoffeigen-
schaftsspektrum realisieren zu können.
Im experimentellen Teil werden die Dosierbarkeit und die Dosierungscharakteristik der selek-
tierten Werkstoffe untersucht. Diese Ergebnisse bilden die Grundlage für die ersten Analysen
zum Zusammenführen einzelner reaktiver Werkstofftropfen sowie zur Erzeugung eines Fest-
stoffes.
4 Tropfenerzeuger Seite 28
4 Tropfenerzeuger
4.1 Entwicklung der Tropfenerzeugertechnologie
Im Jahr 1948 entwickelte die Firma Siemens Elema in Schweden erstmals eine Technologie,
mit der kontrolliert einzelne Tintentropfen auf Papier dosierbar waren. Ein Flüssigkeitsoszil-
lograph, das sogenannte Oszillomink, wurde zum Patent angemeldet. Dieses Verfahren nutzt
den Zerfall eines Freistrahls, der durch eine feine Düse ausgetragen wird, um die entstandenen
Tropfen auf einem kontinuierlich fortlaufenden Papier abzulegen. Der Freistrahl wird noch
zusätzlich durch ein elektromagnetisches Feld abgelenkt. Damit konnten fortlaufende Kurven
aufgezeichnet werden [ELM49]. Verfahrensbedingt ist es mit diesem System jedoch nicht
möglich, unterbrochene Kurven, wie sie für die Darstellung von Texten und Bildern notwen-
dig sind, auf Papier umzusetzen. Das heute bekannte Continuous-Jet-Verfahren basiert auf
dieser kontinuierlichen Austragtechnologie und wurde noch um eine Strahlablenkung erwei-
tert. Da diese Technologie für den Büro- und Heimbedarf (small office and home office –
SOHO) nach wie vor zu aufwendig und zu teuer ist, war es notwendig, noch weitere Techno-
logien zu entwickeln. Durch die Miniaturisierung der Dosiersysteme ist es gelungen, kleinste
Flüssigkeitstropfen und -mengen von wenigen Nano- bzw. Picolitern reproduzierbar und ein-
zeln zu dosieren. Die Entwicklung sowie die Einsatzbereiche dieser Verfahren nehmen auf-
grund der vielseitigen Einsatzmöglichkeit dieser Technologien ständig zu. Des Weiteren
konnten mit den Drop-on-Demand-Verfahren neue Märkte, wie zum Beispiel die Medizin-
technik, die Klebe- und Beschichtungstechnik sowie die Drucktechnik, erschlossen werden
[WEC98].
Neben den Schreib- und Leseköpfen für Festplattenspeicher bilden mittlerweile die Tinten-
druckköpfe das zweitgrößte Marktsegment im Bereich der Mikrosysteme mit einem noch
ständig wachsenden Jahresumsatz. Ein Grund für diese Entwicklung ist der Markt für Heim-
drucker. In der Industrie werden diese Systeme ebenfalls eingesetzt, etwa für das Aufdrucken
von Barcodes, Registriernummern oder Haltbarkeitsdaten. Auch im Bereich Großformatdru-
cker, 3-D-Drucktechnologien sowie im Textildruck finden diese Technologien verstärkt An-
wendung [HUE98].
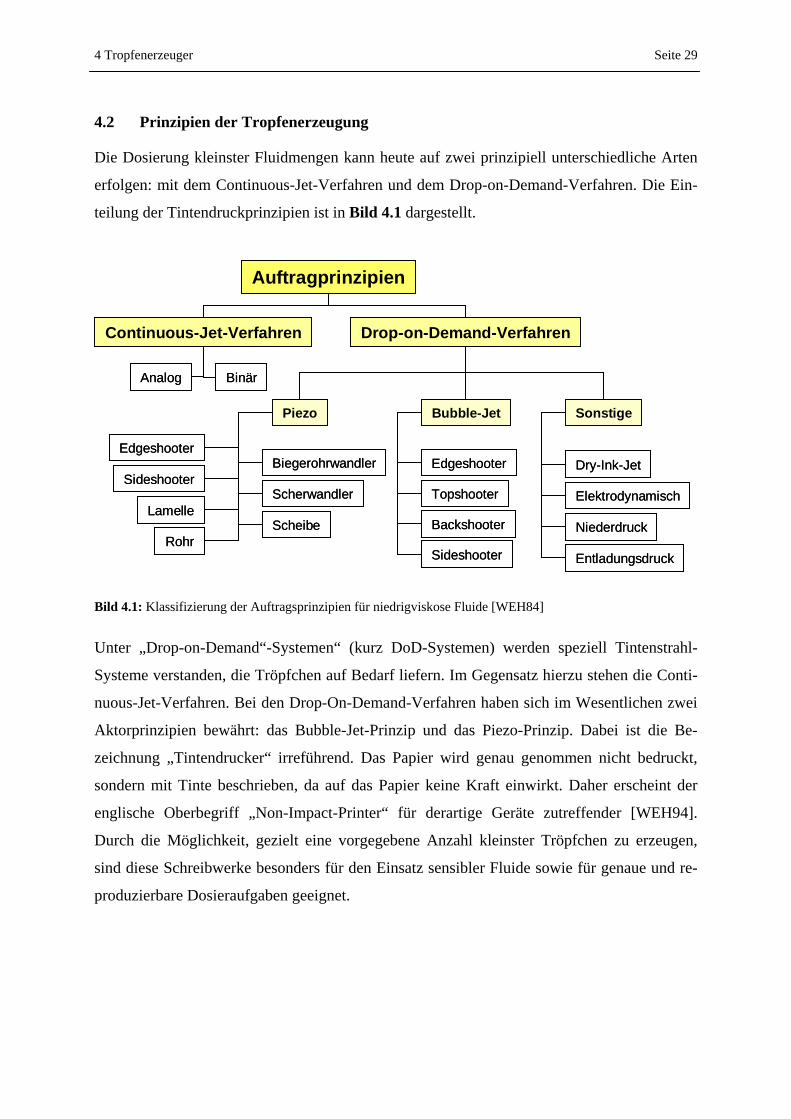
4 Tropfenerzeuger Seite 29
4.2 Prinzipien der Tropfenerzeugung
Die Dosierung kleinster Fluidmengen kann heute auf zwei prinzipiell unterschiedliche Arten
erfolgen: mit dem Continuous-Jet-Verfahren und dem Drop-on-Demand-Verfahren. Die Ein-
teilung der Tintendruckprinzipien ist in Bild 4.1 dargestellt.
Auftragprinzipien
Continuous-Jet-Verfahren Drop-on-Demand-Verfahren
Piezo Bubble-Jet Sonstige
Biegerohrwandler
RohrScheibe
LamelleScherwandler
Edgeshooter
Topshooter
Backshooter
Edgeshooter
Sideshooter
Sideshooter
Dry-Ink-Jet
Elektrodynamisch
Niederdruck
Entladungsdruck
Analog Binär
Auftragprinzipien
Continuous-Jet-Verfahren Drop-on-Demand-Verfahren
Piezo Bubble-Jet Sonstige
Biegerohrwandler
RohrScheibe
LamelleScherwandler
Edgeshooter
Topshooter
Backshooter
Edgeshooter
Sideshooter
Sideshooter
Dry-Ink-Jet
Elektrodynamisch
Niederdruck
Entladungsdruck
Analog Binär
Bild 4.1: Klassifizierung der Auftragsprinzipien für niedrigviskose Fluide [WEH84]
Unter „Drop-on-Demand“-Systemen“ (kurz DoD-Systemen) werden speziell Tintenstrahl-
Systeme verstanden, die Tröpfchen auf Bedarf liefern. Im Gegensatz hierzu stehen die Conti-
nuous-Jet-Verfahren. Bei den Drop-On-Demand-Verfahren haben sich im Wesentlichen zwei
Aktorprinzipien bewährt: das Bubble-Jet-Prinzip und das Piezo-Prinzip. Dabei ist die Be-
zeichnung „Tintendrucker“ irreführend. Das Papier wird genau genommen nicht bedruckt,
sondern mit Tinte beschrieben, da auf das Papier keine Kraft einwirkt. Daher erscheint der
englische Oberbegriff „Non-Impact-Printer“ für derartige Geräte zutreffender [WEH94].
Durch die Möglichkeit, gezielt eine vorgegebene Anzahl kleinster Tröpfchen zu erzeugen,
sind diese Schreibwerke besonders für den Einsatz sensibler Fluide sowie für genaue und re-
produzierbare Dosieraufgaben geeignet.
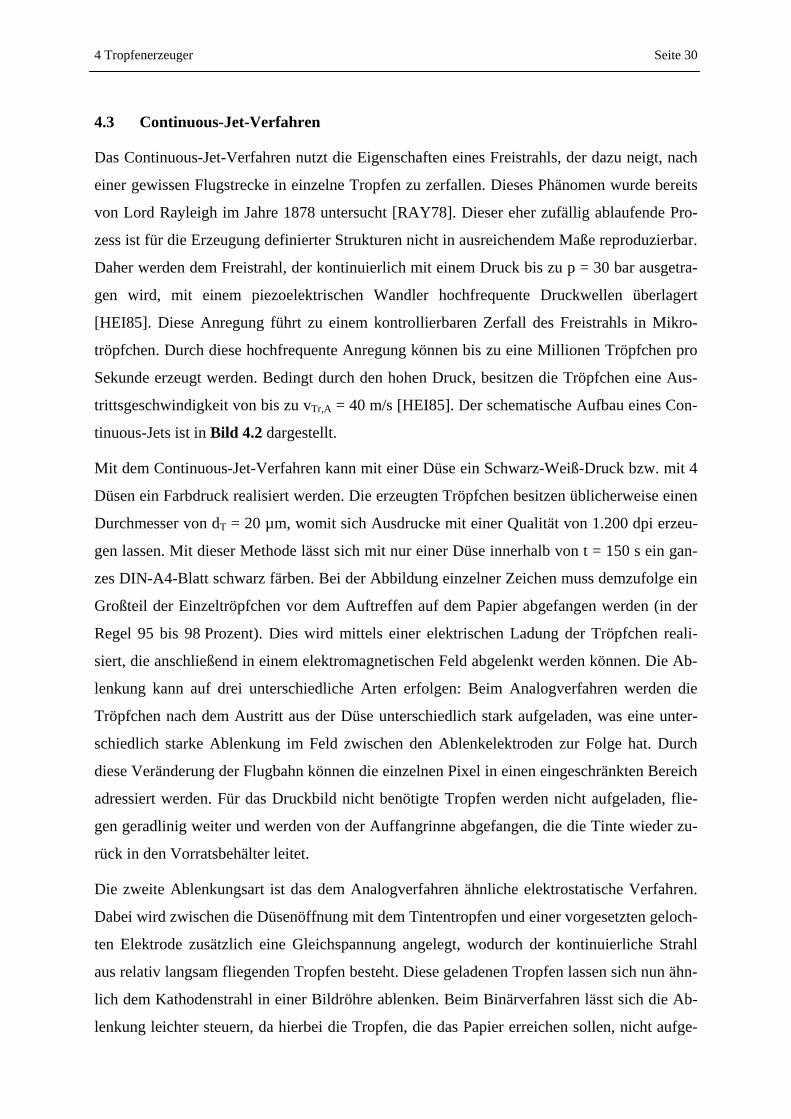
4 Tropfenerzeuger Seite 30
4.3 Continuous-Jet-Verfahren
Das Continuous-Jet-Verfahren nutzt die Eigenschaften eines Freistrahls, der dazu neigt, nach
einer gewissen Flugstrecke in einzelne Tropfen zu zerfallen. Dieses Phänomen wurde bereits
von Lord Rayleigh im Jahre 1878 untersucht [RAY78]. Dieser eher zufällig ablaufende Pro-
zess ist für die Erzeugung definierter Strukturen nicht in ausreichendem Maße reproduzierbar.
Daher werden dem Freistrahl, der kontinuierlich mit einem Druck bis zu p = 30 bar ausgetra-
gen wird, mit einem piezoelektrischen Wandler hochfrequente Druckwellen überlagert
[HEI85]. Diese Anregung führt zu einem kontrollierbaren Zerfall des Freistrahls in Mikro-
tröpfchen. Durch diese hochfrequente Anregung können bis zu eine Millionen Tröpfchen pro
Sekunde erzeugt werden. Bedingt durch den hohen Druck, besitzen die Tröpfchen eine Aus-
trittsgeschwindigkeit von bis zu vTr,A = 40 m/s [HEI85]. Der schematische Aufbau eines Con-
tinuous-Jets ist in Bild 4.2 dargestellt.
Mit dem Continuous-Jet-Verfahren kann mit einer Düse ein Schwarz-Weiß-Druck bzw. mit 4
Düsen ein Farbdruck realisiert werden. Die erzeugten Tröpfchen besitzen üblicherweise einen
Durchmesser von dT = 20 µm, womit sich Ausdrucke mit einer Qualität von 1.200 dpi erzeu-
gen lassen. Mit dieser Methode lässt sich mit nur einer Düse innerhalb von t = 150 s ein gan-
zes DIN-A4-Blatt schwarz färben. Bei der Abbildung einzelner Zeichen muss demzufolge ein
Großteil der Einzeltröpfchen vor dem Auftreffen auf dem Papier abgefangen werden (in der
Regel 95 bis 98 Prozent). Dies wird mittels einer elektrischen Ladung der Tröpfchen reali-
siert, die anschließend in einem elektromagnetischen Feld abgelenkt werden können. Die Ab-
lenkung kann auf drei unterschiedliche Arten erfolgen: Beim Analogverfahren werden die
Tröpfchen nach dem Austritt aus der Düse unterschiedlich stark aufgeladen, was eine unter-
schiedlich starke Ablenkung im Feld zwischen den Ablenkelektroden zur Folge hat. Durch
diese Veränderung der Flugbahn können die einzelnen Pixel in einen eingeschränkten Bereich
adressiert werden. Für das Druckbild nicht benötigte Tropfen werden nicht aufgeladen, flie-
gen geradlinig weiter und werden von der Auffangrinne abgefangen, die die Tinte wieder zu-
rück in den Vorratsbehälter leitet.
Die zweite Ablenkungsart ist das dem Analogverfahren ähnliche elektrostatische Verfahren.
Dabei wird zwischen die Düsenöffnung mit dem Tintentropfen und einer vorgesetzten geloch-
ten Elektrode zusätzlich eine Gleichspannung angelegt, wodurch der kontinuierliche Strahl
aus relativ langsam fliegenden Tropfen besteht. Diese geladenen Tropfen lassen sich nun ähn-
lich dem Kathodenstrahl in einer Bildröhre ablenken. Beim Binärverfahren lässt sich die Ab-
lenkung leichter steuern, da hierbei die Tropfen, die das Papier erreichen sollen, nicht aufge-
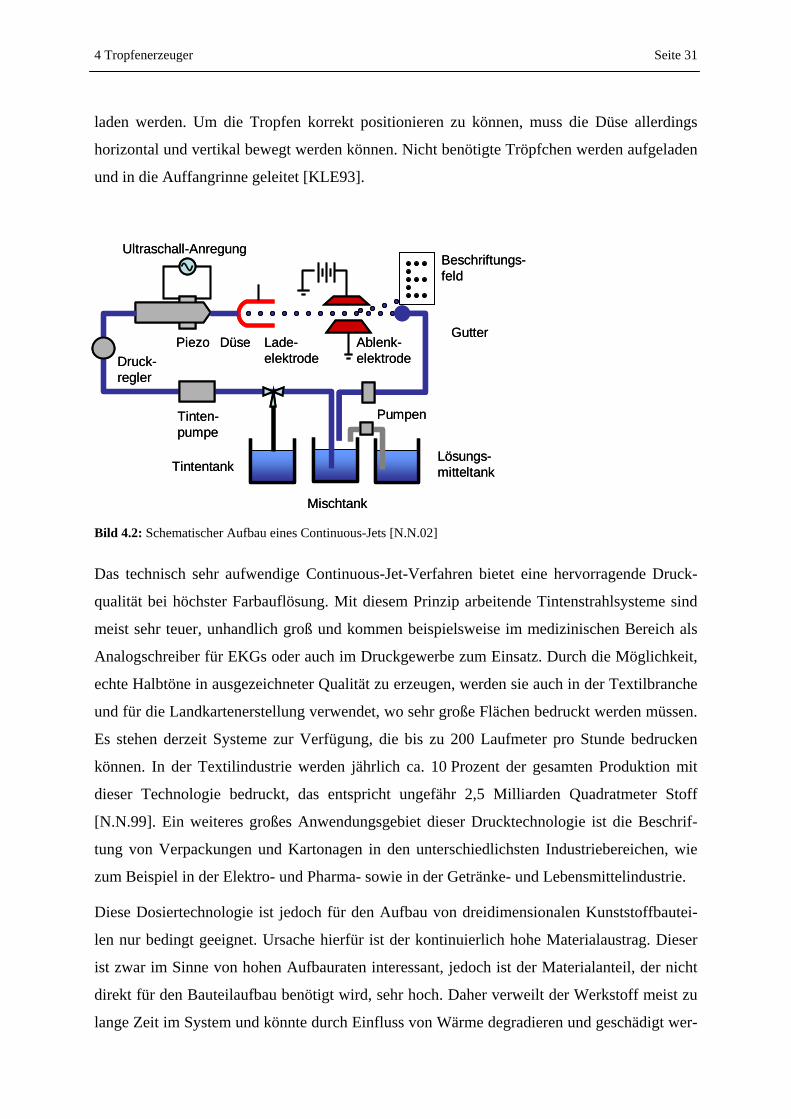
4 Tropfenerzeuger Seite 31
laden werden. Um die Tropfen korrekt positionieren zu können, muss die Düse allerdings
horizontal und vertikal bewegt werden können. Nicht benötigte Tröpfchen werden aufgeladen
und in die Auffangrinne geleitet [KLE93].
Bild 4.2: Schematischer Aufbau eines Continuous-Jets [N.N.02]
Das technisch sehr aufwendige Continuous-Jet-Verfahren bietet eine hervorragende Druck-
qualität bei höchster Farbauflösung. Mit diesem Prinzip arbeitende Tintenstrahlsysteme sind
meist sehr teuer, unhandlich groß und kommen beispielsweise im medizinischen Bereich als
Analogschreiber für EKGs oder auch im Druckgewerbe zum Einsatz. Durch die Möglichkeit,
echte Halbtöne in ausgezeichneter Qualität zu erzeugen, werden sie auch in der Textilbranche
und für die Landkartenerstellung verwendet, wo sehr große Flächen bedruckt werden müssen.
Es stehen derzeit Systeme zur Verfügung, die bis zu 200 Laufmeter pro Stunde bedrucken
können. In der Textilindustrie werden jährlich ca. 10 Prozent der gesamten Produktion mit
dieser Technologie bedruckt, das entspricht ungefähr 2,5 Milliarden Quadratmeter Stoff
[N.N.99]. Ein weiteres großes Anwendungsgebiet dieser Drucktechnologie ist die Beschrif-
tung von Verpackungen und Kartonagen in den unterschiedlichsten Industriebereichen, wie
zum Beispiel in der Elektro- und Pharma- sowie in der Getränke- und Lebensmittelindustrie.
Diese Dosiertechnologie ist jedoch für den Aufbau von dreidimensionalen Kunststoffbautei-
len nur bedingt geeignet. Ursache hierfür ist der kontinuierlich hohe Materialaustrag. Dieser
ist zwar im Sinne von hohen Aufbauraten interessant, jedoch ist der Materialanteil, der nicht
direkt für den Bauteilaufbau benötigt wird, sehr hoch. Daher verweilt der Werkstoff meist zu
lange Zeit im System und könnte durch Einfluss von Wärme degradieren und geschädigt wer-
Ultraschall-Anregung
Piezo Düse Lade-elektrode
Ablenk-elektrode
Gutter
Tinten-pumpe
Druck-regler
Tintentank
Mischtank
Lösungs-mitteltank
Beschriftungs-feld
Pumpen
Ultraschall-Anregung
Piezo Düse Lade-elektrode
Ablenk-elektrode
Gutter
Tinten-pumpe
Druck-regler
Tintentank
Mischtank
Lösungs-mitteltank
Beschriftungs-feld
Pumpen
4 Tropfenerzeuger Seite 32
den. Dennoch werden Untersuchungen durchgeführt, bei denen diese Technologie für die
Verarbeitung von Suspensionen zur Herstellung von keramischen Bauteilen eingesetzt wird
[BLA01, BLA03].
4.4 Drop-on-Demand-Verfahren
Bedingt durch das Wirkprinzip arbeiten sämtliche DoD-Verfahren ohne Ventil. Als Sperrwir-
kung wird die Oberflächenspannung an der Grenzfläche Fluid – Luft in der Düse und der
Drosselstelle am Pumpkammereingang ausgenutzt. Der Sperrdruck ist dabei umgekehrt pro-
portional zum Düsendurchmesser. Im Ruhezustand herrscht in den Systemen üblicherweise
ein geringer Unterdruck, der zur Ausbildung eines Flüssigkeitsmeniskus in der Düse führt.
Ein Auslaufen der Kanäle wird durch die starken Kapillarkräfte verhindert. Unabhängig vom
Wandlerprinzip, der konstruktiven Ausführung des Druckkopfes und der Düse können eine
Reihe von Grundfunktionen und deren zeitliche Abfolge wie folgt zusammengefasst werden:
Druckerzeugung, Verdrängung der Flüssigkeit, Leiten der Flüssigkeit, Ausstoß in die freie
Umgebung, Tropfenbildung und Ablösung sowie schließlich die kapillarische Wiederbefül-
lung [BER91].
4.5 Tropfenerzeuger mit thermischen Aktoren: das Bubbles-Jet-Prinzip
Die Entwicklung von Tropfenerzeugern mit thermischen Aktoren begann im Jahr 1978 in den
Laboratorien von Hewlett-Packard. Bei Untersuchungen zu neuen Folienwerkstoffen wurde
die Eigenschaft der extremen Erhitzung spezieller Folienwerkstoffe entdeckt. Dies bildete die
Grundlage zur Entwicklung einer Technologie, die heute unter dem Namen Bubbles-Jet be-
kannt ist. Die Gründe für den anhaltenden Erfolg dieser Technologie liegen in der Einfachheit
des Aufbaus und den geringen Herstellkosten [HPJ85, HPJ88]. Die Einführung dieser Druck-
technik auf dem Markt erfolgte im Jahr 1984 mit dem „Thinkjet“-Drucker von Hewlett-
Packard, der damals über eine Auflösung von 96 dpi und eine Druckleistung von 150 Zeichen
pro Sekunde verfügte. Mit dieser Entwicklung wurden die bis dahin üblichen Nadeldrucker in
sehr kurzer Zeit völlig vom Markt verdrängt [N.N.84]. Das neue thermische Verfahren wurde
nahezu zeitgleich von den Firmen Hewlett-Packard das auch als Thermal Ink Jet bekannt
wurde und Canon als Bubble-Jet-Verfahren entwickelt.
Bubble-Jet-Systeme werden überwiegend direkt aus einem Siliziumwafer komplett mit Kanä-
len, Düsen, Aktoren und der Treiberschaltung auf nur einem einzigen Chip gefertigt. Hierfür
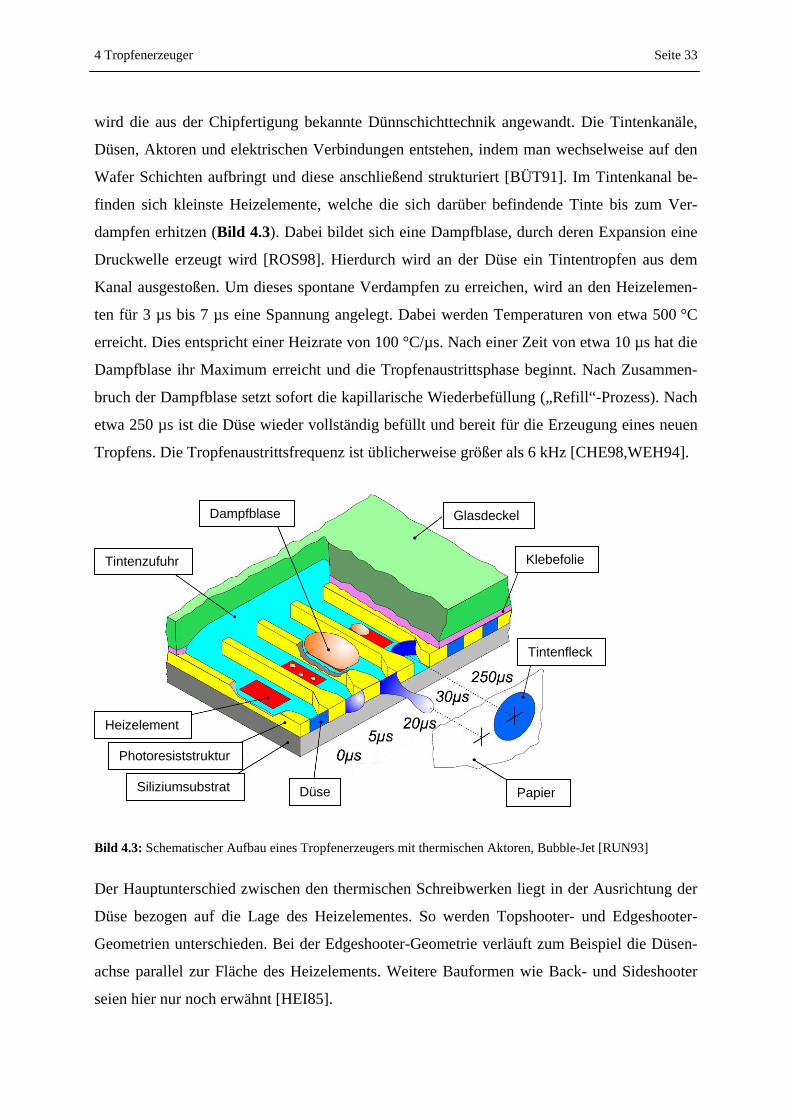
4 Tropfenerzeuger Seite 33
wird die aus der Chipfertigung bekannte Dünnschichttechnik angewandt. Die Tintenkanäle,
Düsen, Aktoren und elektrischen Verbindungen entstehen, indem man wechselweise auf den
Wafer Schichten aufbringt und diese anschließend strukturiert [BÜT91]. Im Tintenkanal be-
finden sich kleinste Heizelemente, welche die sich darüber befindende Tinte bis zum Ver-
dampfen erhitzen (Bild 4.3). Dabei bildet sich eine Dampfblase, durch deren Expansion eine
Druckwelle erzeugt wird [ROS98]. Hierdurch wird an der Düse ein Tintentropfen aus dem
Kanal ausgestoßen. Um dieses spontane Verdampfen zu erreichen, wird an den Heizelemen-
ten für 3 µs bis 7 µs eine Spannung angelegt. Dabei werden Temperaturen von etwa 500 °C
erreicht. Dies entspricht einer Heizrate von 100 °C/µs. Nach einer Zeit von etwa 10 µs hat die
Dampfblase ihr Maximum erreicht und die Tropfenaustrittsphase beginnt. Nach Zusammen-
bruch der Dampfblase setzt sofort die kapillarische Wiederbefüllung („Refill“-Prozess). Nach
etwa 250 µs ist die Düse wieder vollständig befüllt und bereit für die Erzeugung eines neuen
Tropfens. Die Tropfenaustrittsfrequenz ist üblicherweise größer als 6 kHz [CHE98,WEH94].
Bild 4.3: Schematischer Aufbau eines Tropfenerzeugers mit thermischen Aktoren, Bubble-Jet [RUN93]
Der Hauptunterschied zwischen den thermischen Schreibwerken liegt in der Ausrichtung der
Düse bezogen auf die Lage des Heizelementes. So werden Topshooter- und Edgeshooter-
Geometrien unterschieden. Bei der Edgeshooter-Geometrie verläuft zum Beispiel die Düsen-
achse parallel zur Fläche des Heizelements. Weitere Bauformen wie Back- und Sideshooter
seien hier nur noch erwähnt [HEI85].
Düse Papier
Tintenfleck
Klebefolie
Glasdeckel Dampfblase
Heizelement
Siliziumsubstrat
Photoresiststruktur
Tintenzufuhr
4 Tropfenerzeuger Seite 34
Der Einsatz des thermischen Druckprinzips für den Aufbau von Volumen bzw. Bauteilen ist
aufgrund der nutzbaren Werkstoffe kaum möglich. Die einsetzbaren Fluide müssen hierfür
besondere Eigenschaften aufweisen. So ist zwingend erforderlich, dass die Flüssigkeiten
leicht flüchtige Anteile wie Alkohole oder Wasser beinhalten. Diese ermöglichen erst die
spontane Ausbildung einer Dampfblase und damit auch einen Tropfenausstoß. Der Einsatz
von Thermoplasten oder sonstigen flüssigen oder verflüssigbaren Polymeren ist somit nicht
möglich. Neben der Notwendigkeit einer leicht flüchtigen Komponente liegt das Hauptprob-
lem vielmehr bei den erreichten Temperaturen während der Verdampfungsphase. Thermo-
plaste würden dabei nachhaltig thermisch geschädigt werden. Ebenso wäre durch Anlagerun-
gen mit einer Zerstörung des Heizelementes innerhalb kürzester Zeit zu rechnen.
4.6 Tropfenerzeuger mit piezoelektrischen Aktoren
Die Entwicklung von Tintenstrahlsystemen mit piezoelektrischen Aktoren begann bereits in
den Jahren 1970 und 1971, als die ersten grundlegenden Patente für diese Technologie ange-
meldet wurden [KYS70, ZOL70, STE71]. Das erste serienreife System wurde bei der Firma
Siemens entwickelt, und der erste marktreife Tintenstrahler wurde unter der Bezeichnung
PT80i im Jahre 1977 der Öffentlichkeit präsentiert. Diese neue Druckergeneration hatte ge-
genüber den bis dahin üblichen und weit verbreiteten Nadeldruckern den ganz erheblichen
Vorteil des nahezu geräuschlosen Druckens [HEI77]. Im Laufe der Jahre wurde eine ganze
Reihe unterschiedlicher Bauformen entwickelt (vgl. Bild 4.1). Die ersten piezobasierten
Druckköpfe arbeiteten auf Basis eines Piezoröhrchens, das bis weit in die 80er-Jahre in den
Druckern eingesetzt wurde. Die Funktionsweise dieses Systems ist dabei denkbar einfach:
Vor einem Tropfenausstoß erfolgt zunächst durch Anlegen einer Spannung eine minimale
Expansion des Piezoröhrchens. Der dadurch erzeugte geringe Unterdruck wandert als Welle
zur Düse und wird dort reflektiert. Die Überlagerung des eigentlichen Impulses mit dem zu-
rückkehrenden Impuls führt schließlich zu einem Materialausstoß. Durch die wiederum nega-
tiv reflektierte Druckwelle der abfallenden Impulsflanke entsteht an der Düse ein Unterdruck,
der den Tropfen schließlich definiert abtrennt [WEH94]. Diese Systeme erreichen eine Repe-
titionsrate von bis zu 10.000 Tropfen pro Sekunde. Der hohe fertigungstechnische Aufwand
zur Herstellung dieser Piezoröhrchen führte schließlich zur Entwicklung der Piezoplanarakto-
ren. Im Jahre 1985 wurde schließlich von der Firma Epson der erste Drucker basierend auf
diesem neuen Aktorprinzip vorgestellt. Bei dieser Bauform werden die Tintenkanäle bis zur
Düse in eine Glas- oder Siliziumplatte geätzt. Die Platte wird anschließend mit einer Glasplat-
4 Tropfenerzeuger Seite 35
te abgedeckt, auf der schließlich der Piezoaktor aufgeklebt ist. Aufgrund der vergleichsweise
langen Tintenkanäle erreicht diese Bauform nicht die Repetitionsraten der Bubble-Jet-
Systeme. Weiterhin kann dieses System aufgrund der Piezoplättchengröße nicht so kompakt
aufgebaut werden. Zu erwähnen sind noch die sogenannten Piezolamellenwandler, die 1987
auf den Markt kamen. Der Piezowandler besteht aus einer langen, flachen Lamelle, die direkt
hinter der Tintenkammer angeordnet ist. Durch das Anlegen einer Spannung ändert sich die
Länge des Wandlers und erzeugt damit den notwendigen Impuls in der Tintenkammer
[WEH94]. Die Vorteile einer kompakten Bauweise und einer hohen Repetitionsrate haben
dazu beigetragen, dass diese Technologie heute von einer Vielzahl von Drucksystemherstel-
lern eingesetzt wird.
Das Piezoelement ist das zentrale Bauteil dieser Düsentechnologie. Daher werden in den fol-
genden Abschnitten die wichtigsten Grundlagen der Piezotechnik, der Aufbau einer Druckdü-
se mit Planaraktor sowie deren Funktionsweise ausführlich dargestellt.
4.6.1 Piezoelektrischer Effekt
Das Funktionsprinzip der eingesetzten Tropfenerzeuger basiert auf dem piezoelektrischen
Effekt (auch Piezoeffekt). Der Piezowandler gehört zur Gruppe der elektrostatischen Umfor-
mer. Die Brüder Pierre und Jaques Curie beobachteten im Jahre 1880 erstmals den piezoelekt-
rischen Effekt an natürlichen Kristallen wie Turmalin und später auch an Quarz und Seggne-
tesalz [CUR80]. Dieser Effekt wurde in ähnlicher Weise schon 1824 von Brewster beschrie-
ben. Er beobachtete, dass an erwärmten Kristallen eine elektrische Ladung entsteht. Dieses
Phänomen wurde damals als pyroelektrischer Effekt bezeichnet. Der Begriff Piezoelektrizität
bezeichnet das Verhalten bestimmter Kristalle, bei Krafteinwirkung und damit einhergehen-
der mechanischer Deformation eine elektrische Ladung auf der Kristalloberfläche und damit
eine elektrische Feldstärke zu erzeugen.
Die Umkehrung dieses Vorganges, nämlich die Erzeugung einer mechanischen Deformation
bedingt durch ein elektrisches Feld wird als „inverser Piezoeffekt“ bezeichnet. Der Name
stammt ab vom griechischen Wort „piezein“ = „drücken“ und beschreibt damit sehr anschau-
lich das Verhalten dieser Kristalle [JEN95]. Die erste technische Anwendung des piezoelekt-
rischen Effektes erfolgte in Frankreich im Jahr 1917 in Form eines Ultraschall-Unterwasser-
radars, heute als Echolot bekannt.
4 Tropfenerzeuger Seite 36
Technische Piezokeramiken sind seit etwa 50 Jahren bekannt. Die keramischen Werkstoffe
gehören zur Gruppe der Ferroelektrika. Es handelt sich hierbei um polykristalline Werkstoffe,
die ebenso wie die natürlichen Piezokristalle den Piezoeffekt und den inversen Piezoeffekt
aufweisen. Diese Keramiken zeichnen sich durch ihre guten mechanischen Eigenschaften
sowie ihren hohen Umsetzungsgrad aus. Die Einsatzart dieser Werkstoffe kann sowohl als
aktives als auch als passives Element erfolgen. Typische Anwendung für sogenannte Aktoren
sind zum Beispiel Mikroventile, Mikrorelais sowie Tintendruckköpfe. Ein typisches Anwen-
dungsgebiet als passives Element ist der Bereich der Sensorik, etwa bei Kraftsensoren und
Beschleunigungsaufnehmern.
4.6.2 Kristallstruktur und Curie-Temperatur der piezoelektrischen Werkstoffe
Die piezokeramischen Werkstoffe bestehen aus einer großen Anzahl kleiner Einkristalline, die
wiederum unterschiedliche Ausrichtungen aufweisen. Diese Kristallstruktur wird durch die
allgemeine Formel A2+ B4+ O32- beschrieben und auch als „Perowskit-Struktur“ bezeichnet.
Dabei steht A2+ für ein zweifach positives Ion (zum Beispiel Barium oder Blei), B4+ steht für
ein vierfach positives Ion (zum Beispiel Titan oder Zirkon), und O2- steht für ein zweifach
negatives Sauerstoff-Ion. In Bild 4.4 ist die Elementarzelle der Piezokeramik dargestellt. Die
Struktur der Elementarzelle weist zwei unterschiedliche Gitterstrukturen auf. Diese zwei Zu-
stände sind von der sogenannten Curie-Temperatur abhängig. Das ist die Temperatur, bei der
sich die Symmetrie der Elementarzelle ändert. Oberhalb der Curie-Temperatur besteht die
Elementarzelle aus einer kubischen Gitteranordnung. Der Gitteraufbau ist damit symmetrisch
und die Schwerpunkte von positiven und negativen Ladungen fallen in einem Punkt zusam-
men. Daher entstehen keine elektrischen Dipole [KOC88].
Bei einer Temperaturänderung unterhalb der Curie-Temperatur verändert sich die Gitterstruk-
tur aus energetischen Gründen – je nach Verhältnis von Zirkon und Titan – zu einer tetragonal
oder rhomboedrisch verzerrten Struktur. Eine spontane Polarisation ist die Folge. Dieses Ver-
halten ist typisch für ferroelektrische Werkstoffe [SHÄ96]. Während sich bei der rhomboedri-
schen Verzerrung die Gitterstruktur raumdiagonal verformt, vergrößert sich bei der tetragona-
len Verzerrung lediglich eine Kubuskante des Gitters gegenüber einer anderen Kante. Dies
führt zur Verschiebung der Ladungsschwerpunkte, die dann nicht mehr übereinanderliegen.
So entsteht eine Polarisation bzw. ein elektrischer Dipol.
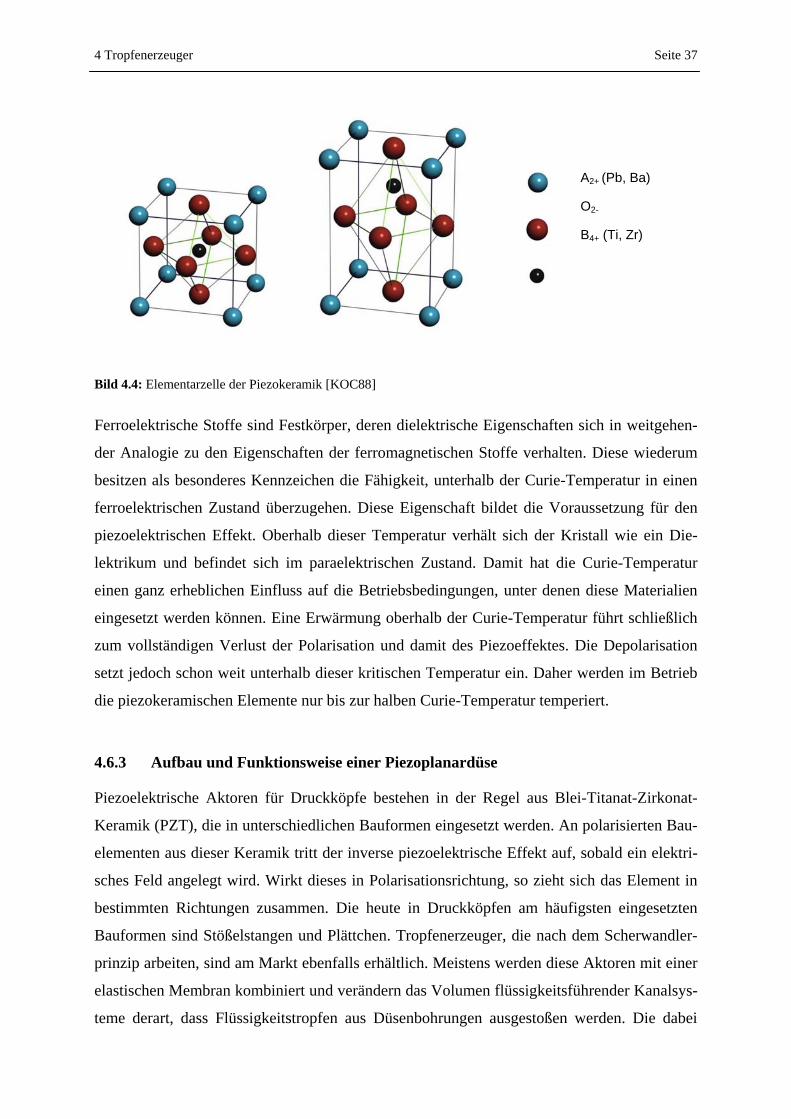
4 Tropfenerzeuger Seite 37
Bild 4.4: Elementarzelle der Piezokeramik [KOC88]
Ferroelektrische Stoffe sind Festkörper, deren dielektrische Eigenschaften sich in weitgehen-
der Analogie zu den Eigenschaften der ferromagnetischen Stoffe verhalten. Diese wiederum
besitzen als besonderes Kennzeichen die Fähigkeit, unterhalb der Curie-Temperatur in einen
ferroelektrischen Zustand überzugehen. Diese Eigenschaft bildet die Voraussetzung für den
piezoelektrischen Effekt. Oberhalb dieser Temperatur verhält sich der Kristall wie ein Die-
lektrikum und befindet sich im paraelektrischen Zustand. Damit hat die Curie-Temperatur
einen ganz erheblichen Einfluss auf die Betriebsbedingungen, unter denen diese Materialien
eingesetzt werden können. Eine Erwärmung oberhalb der Curie-Temperatur führt schließlich
zum vollständigen Verlust der Polarisation und damit des Piezoeffektes. Die Depolarisation
setzt jedoch schon weit unterhalb dieser kritischen Temperatur ein. Daher werden im Betrieb
die piezokeramischen Elemente nur bis zur halben Curie-Temperatur temperiert.
4.6.3 Aufbau und Funktionsweise einer Piezoplanardüse
Piezoelektrische Aktoren für Druckköpfe bestehen in der Regel aus Blei-Titanat-Zirkonat-
Keramik (PZT), die in unterschiedlichen Bauformen eingesetzt werden. An polarisierten Bau-
elementen aus dieser Keramik tritt der inverse piezoelektrische Effekt auf, sobald ein elektri-
sches Feld angelegt wird. Wirkt dieses in Polarisationsrichtung, so zieht sich das Element in
bestimmten Richtungen zusammen. Die heute in Druckköpfen am häufigsten eingesetzten
Bauformen sind Stößelstangen und Plättchen. Tropfenerzeuger, die nach dem Scherwandler-
prinzip arbeiten, sind am Markt ebenfalls erhältlich. Meistens werden diese Aktoren mit einer
elastischen Membran kombiniert und verändern das Volumen flüssigkeitsführender Kanalsys-
teme derart, dass Flüssigkeitstropfen aus Düsenbohrungen ausgestoßen werden. Die dabei
A2+ (Pb, Ba)
O2-
B4+ (Ti, Zr)
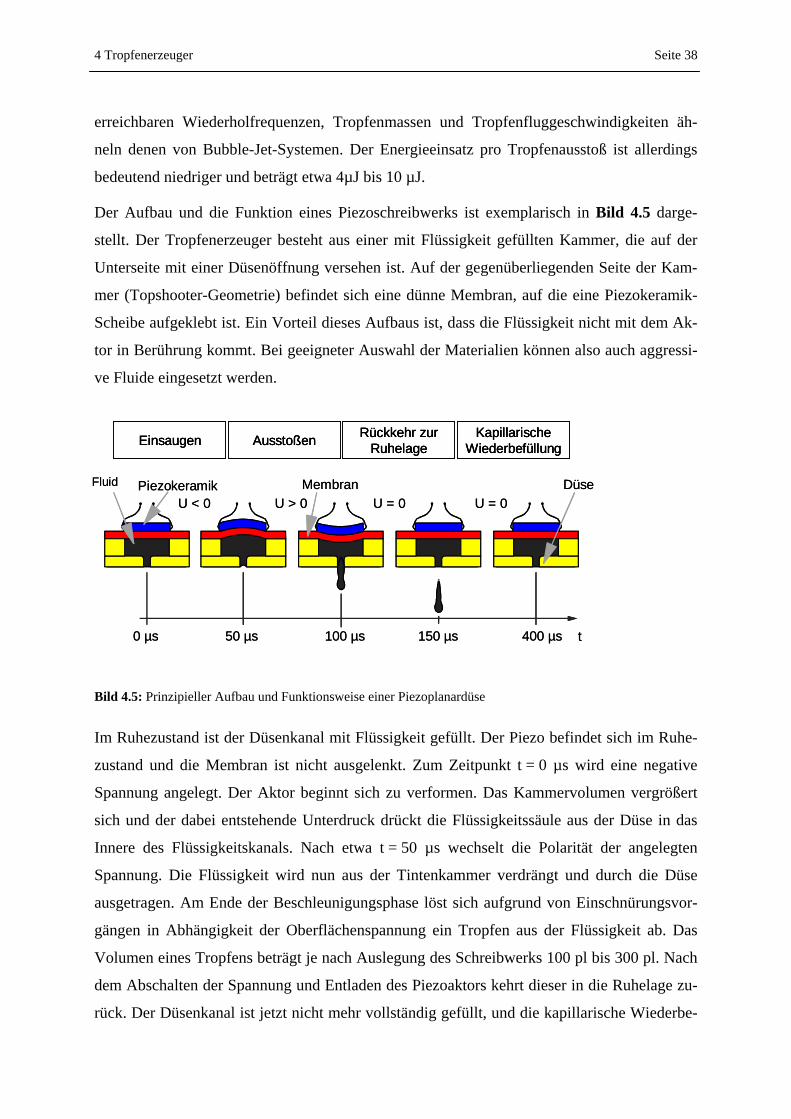
4 Tropfenerzeuger Seite 38
erreichbaren Wiederholfrequenzen, Tropfenmassen und Tropfenfluggeschwindigkeiten äh-
neln denen von Bubble-Jet-Systemen. Der Energieeinsatz pro Tropfenausstoß ist allerdings
bedeutend niedriger und beträgt etwa 4µJ bis 10 µJ.
Der Aufbau und die Funktion eines Piezoschreibwerks ist exemplarisch in Bild 4.5 darge-
stellt. Der Tropfenerzeuger besteht aus einer mit Flüssigkeit gefüllten Kammer, die auf der
Unterseite mit einer Düsenöffnung versehen ist. Auf der gegenüberliegenden Seite der Kam-
mer (Topshooter-Geometrie) befindet sich eine dünne Membran, auf die eine Piezokeramik-
Scheibe aufgeklebt ist. Ein Vorteil dieses Aufbaus ist, dass die Flüssigkeit nicht mit dem Ak-
tor in Berührung kommt. Bei geeigneter Auswahl der Materialien können also auch aggressi-
ve Fluide eingesetzt werden.
Bild 4.5: Prinzipieller Aufbau und Funktionsweise einer Piezoplanardüse
Im Ruhezustand ist der Düsenkanal mit Flüssigkeit gefüllt. Der Piezo befindet sich im Ruhe-
zustand und die Membran ist nicht ausgelenkt. Zum Zeitpunkt t = 0 µs wird eine negative
Spannung angelegt. Der Aktor beginnt sich zu verformen. Das Kammervolumen vergrößert
sich und der dabei entstehende Unterdruck drückt die Flüssigkeitssäule aus der Düse in das
Innere des Flüssigkeitskanals. Nach etwa t = 50 µs wechselt die Polarität der angelegten
Spannung. Die Flüssigkeit wird nun aus der Tintenkammer verdrängt und durch die Düse
ausgetragen. Am Ende der Beschleunigungsphase löst sich aufgrund von Einschnürungsvor-
gängen in Abhängigkeit der Oberflächenspannung ein Tropfen aus der Flüssigkeit ab. Das
Volumen eines Tropfens beträgt je nach Auslegung des Schreibwerks 100 pl bis 300 pl. Nach
dem Abschalten der Spannung und Entladen des Piezoaktors kehrt dieser in die Ruhelage zu-
rück. Der Düsenkanal ist jetzt nicht mehr vollständig gefüllt, und die kapillarische Wiederbe-
PiezokeramikFluid Membran Düse
0 µs 50 µs 100 µs 150 µs 400 µs t
U < 0 U > 0 U = 0 U = 0
Einsaugen Ausstoßen Rückkehr zurRuhelage
KapillarischeWiederbefüllung
PiezokeramikFluid Membran Düse
0 µs 50 µs 100 µs 150 µs 400 µs t
U < 0 U > 0 U = 0 U = 0
Einsaugen Ausstoßen Rückkehr zurRuhelage
KapillarischeWiederbefüllungEinsaugen Ausstoßen Rückkehr zur
RuhelageKapillarische
Wiederbefüllung
4 Tropfenerzeuger Seite 39
füllung beginnt. Erst nach Ende dieses Vorgangs (nach etwa t = 200 µs bis t = 400 µs) kann
erneut ein Tropfenausstoß ausgelöst werden. Die Impulsfrequenz ist aufgrund der Wiederbe-
füllung demnach auf fi = 2 kHz bis fi = 5 kHz begrenzt. Neuere Bauformen mit wesentlich
verkürzten Wegen zwischen Tintenkammer und Austrittsdüse erlauben hierdurch wesentlich
höhere Repetitionsraten. Die Baugröße wird hauptsächlich durch die Größe der Piezoaktoren
vorgegeben, die in der Regel Dimensionen im Bereich weniger Millimeter aufweisen.
Prinzipbedingt eignen sich diese Tropfenerzeuger zur Dosierung einer Vielzahl von Flüssig-
keiten. Beschränkend wirkt vor allem die Viskosität der Flüssigkeit, die im Bereich von
η = 0,7 mPa.s bis η = 50 mPa.s liegen sollte. Zudem sollte die Oberflächenspannung des Me-
diums ausreichend hoch sein, um einen Tropfenabriss sowie die Ausbildung des Meniskus in
der Düse zu gewährleisten und somit ein „Auslaufen“ zu verhindern.
Die DoD-Technologie besitzt gegenüber anderen Tropfenerzeugern, die beispielsweise nach
dem Continuous-Jet-Verfahren arbeiten, zwei Vorteile: Sie hat einen einfachen Aufbau ohne
aufwendige Fluidaufbereitung und ist aufgrund der Massenproduktion dieser Druckköpfe zu
einem günstigen Preis erhältlich. Nachteilig wirkt sich vor allem der geringe Energieeintrag in
das Fördermedium aus, der mit einer deutlichen Einschränkung geeigneter Fluide einhergeht.
Wesentliche Kennzahlen für die Eignung verschiedener Flüssigkeiten sind die Viskosität und
die Oberflächenspannung. Weitere Auswahlkriterien betreffen die zulässige Partikelgröße in
der Flüssigkeit, den pH-Wert oder auch die Zusammensetzung der Flüssigkeit. Eine weitere
Rahmenbedingung bezieht sich auf die Verträglichkeit der eingesetzten Fluide mit der Ver-
bindungstechnik innerhalb des Tropfenerzeugers. So weisen diese Systeme meist Kunststoff-
teile bzw. Klebeverbindungen auf, die zu Verträglichkeitsproblemen führen können. Die ma-
ximal zulässige Partikelgröße hängt von der internen Geometrie, insbesondere den Düsen-
und Kanaldurchmessern ab. Für eine möglichst hohe Lebensdauer sind als Beispielgröße da-
her Partikel von über 5 µm zu vermeiden, besser geeignet sind Filtrate, die bei Filterporen-
größe unter 2 µm gefiltert wurden.
4.7 Einsatzbereiche von piezobasierten Tropfenerzeugern
Piezobasierte Tropfenerzeuger werden derzeit noch am häufigsten im Bereich der Tinten-
strahltechnik eingesetzt. Die Herstellung von dreidimensionalen Strukturen mittels einer 3-D-
Drucktechnologie wurde bereits in den Abschnitten 2.2.5 und 2.2.6 erläutert. Dabei kommen
unterschiedliche Düsenbauformen zum Einsatz. Die Firma Sanders setzt in ihren 3-D-
4 Tropfenerzeuger Seite 40
Druckern, zum Beispiel dem ModelMakerII, ein Piezoröhrchen als Aktor ein. Ein Nachteil
dieser Bauform ist die Größe und der damit einhergehende hohe Platzbedarf für eine Düse.
Daher werden diese Systeme meist nicht zu Dosierköpfen mit mehreren Düsen verarbeitet, da
der Abstand von Düse zu Düse zu groß ist. In anderen Entwicklungen wurden Biegewandler-
aktoren erprobt und eingesetzt, so zum Beispiel zur gezielten Einspritzung von flüssigen
Brennstoffen [EDE99, SEI00]. Derzeit wird auf vielen unterschiedlichen Gebieten versucht,
diese Dosiertechnik voranzutreiben und einzusetzen. So werden beispielsweise nicht nur Tin-
ten, sondern auch Lacke, Klebstoffe und Schmiermittel gedruckt. Auch unterschiedliche
Werkstoffe werden auf diese Weise auf einen Träger aufgebracht, um beispielsweise Leiter-
bahnen für elektronische Schaltungen sowie elektrische Isolierungen zu realisieren. Denkbar
sind dabei auch Strukturen, die über mehrere Schichten aufgebaut werden [QIN01].
Es wurden Untersuchungen durchgeführt, um die Tropfengröße maßgeblich in einem Druck-
vorgang zu beeinflussen, ohne dabei die Düsengeometrie zu verändern. Das führt zu einer
wesentlichen Steigerung der Genauigkeit. Mit dieser speziellen Ansteuerung ist es möglich,
Tropfendurchmesser zu erzeugen, die bis zu 10-mal kleiner als der Düsenmesser sind
[CHE02]. Die Ausbildung einer bestimmten Geometrie nach dem Ablegen des Tropfens in
Abhängigkeit der Oberflächenspannung und des Trägermaterials wird ausgenutzt, um kleinste
optische Linsen herzustellen [DAN01]. Auch Werkstoffe mit hohen Schmelztemperaturen in
Verbindung mit einem speziell konzipierten Dosierkopf können so verarbeitet werden. Damit
werden Lote beim Aufbau von Schaltkreisen lokal aufgebracht mit dem Zweck, elektrische
Kontaktierungen zu realisieren. Durch das punktuelle Aufbringen der Lote wird die thermi-
sche Beeinflussung der Bauteile bzw. der gesamten elektronischen Schaltung erheblich redu-
ziert [WEH94]. In den Vereinigten Staaten wurde ebenfalls an unterschiedlichen Stellen ver-
sucht, Metalle mit Drop-on-Demand-Systemen zu verarbeiten. Aufgrund der hohen Schmelz-
temperaturen der Metalle musste jedoch häufig auf ein Continuous-Jet-System zurückgegrif-
fen werden. Doch auch piezobasierte Systeme (Liquid Metal Jetting – LMJ) wurden entwi-
ckelt. Diese werden heute ebenfalls im Bereich der elektrischen Kontaktierung von Schalt-
kreisen sowie zur Herstellung von kleinsten Metallkugeln eingesetzt [PRI98].
Für andere Einsatzbereiche wurde die Verarbeitung von partikelgefüllten Suspensionen unter-
sucht. Ziel der Versuche war es, anorganische Werkstoffe fein zu dosieren, um damit kleinste
Geometrien und Bauteile herstellen zu können. In einem anschließenden Sinterprozess wird
die jeweils gewünschte Eigenschaft eingestellt [EVA01, MOT01]. Im Bereich der Medizin-
technik werden diese Technologien ebenfalls eingesetzt. So entwickelte die Firma MicroFab
4 Tropfenerzeuger Seite 41
einen Druckkopf, der zeitgleich bis zu 10 unterschiedliche Flüssigkeiten dosieren kann. Die-
ses System wird im Bereich der DNA-Analyse eingesetzt [WAL98]. Weiterführende Unter-
suchungen an Werkstoffen, um ein breiteres Materialspektrum für diese Technologie verfüg-
bar zu machen, werden stark vorangetrieben. Niedermolekulare Polyesteramide-Harze wur-
den hierfür untersucht [BAK98]. Sie besitzen jedoch nicht die notwendigen mechanischen
Eigenschaften, um funktionale Bauteile generieren zu können. Auch UV- und luftaushärtende
Systeme wie Photoharze und reaktive Siloxanharze [LAN00, DUF98] konnten bereits erfolg-
reich in 3-D-Drucktechniken verarbeitet werden.
4.8 Auswahl der Technologie – Zusammenfassung
Der Einsatz eines Continuous-Jet-Systems wurde aufgrund des hohen apparativen Aufwandes
nicht weiter betrachtet. Hinzu kommt der kontinuierliche Werkstoffkreislauf, durch den ein
Großteil des Werkstoffes, der nicht für den Bauprozess benötigt wird, permanent zirkuliert.
Dies könnte bei thermisch empfindlichen Werkstoffen auf Dauer zu Schädigungen bzw. zu
einer Degradation führen.
Bubble-Jet-Systeme konnten von Anfang an ausgeschlossen werden, da die prozessbedingte
thermische Belastung der Werkstoffe bei der Verarbeitung von Polymeren generell zu hoch
ist. Hinzu kommt, dass die Werkstoffe mit Additiven versetzt werden müssten, um eine spon-
tane Verdampfung einer Komponente zu ermöglichen. Dabei könnten sich die nicht flüchti-
gen Anteile am Heizelement anlagern und damit den Prozess mittel- bzw. langfristig zum
Erliegen bringen. Weiterhin sollte die Anzahl an Werkstoffen, aus denen die Düse und die
übrigen Kanäle aufgebaut sind, möglichst gering sein, um eine eventuelle Reaktion mit den zu
untersuchenden Werkstoffen zu vermeiden.
Daher wurde für die Untersuchungen gezielt ein Druckwerk mit Piezoplanaraktoren ausge-
wählt, das in Kapitel 6.6 ausführlich dargestellt ist. Der Einsatz von piezobasierten Tropfen-
erzeugern für die Dosierung von flüssigen oder von in den flüssigen Zustand überführbaren
Werkstoffen bringt eine ganze Reihe von Einschränkungen mit sich. Diese Einschränkungen
sind bedingt durch die Geometrie der Düsen, der Kanäle, des Austrittsquerschnittes und nicht
zuletzt durch das Piezoelement selbst. Durch die Festlegung auf die piezobasierten Tropfener-
zeuger als Auftragverfahren müssen eine Vielzahl von Anforderungen an die chemischen und
physikalischen Eigenschaften der zu verarbeitenden Fluide erfüllt werden.
5 Auswahl der Werkstoffe Seite 42
5 Werkstoffauswahl für die Realisierung von Eigenschaftsgradienten
mittels piezobasierter Tropfenerzeuger
5.1 Rahmenbedingungen und Grenzen für die Dosierung von Fluiden
Die Auswahl an Polymeren, die für den Aufbau von Werkstücken mittels generativer Verfah-
ren prinzipiell eingesetzt werden können, ist sehr groß. Daher mussten zunächst die Rahmen-
bedingungen sowie die chemischen und physikalischen Größen identifiziert und ihr Einfluss
auf das Dosierverhalten festgelegt werden. Hinzu kamen weitere Aspekte: eine möglichst
einfache Handhabung der Werkstoffe, eine robuste und zuverlässige Ansteuerung der Düsen
und ein geringer Reinigungs- und Wartungsaufwand der Anlagenkomponenten. Weitere
wichtige Kriterien bei der Werkstoffauswahl waren die Verfügbarkeit der Materialien und der
Düsen sowie ökonomische, ökologische und gesundheitliche Aspekte.
Wie im vorherigen Kapitel beschrieben, wurde für die durchgeführten Untersuchungen gezielt
ein Tropfenerzeuger mit Piezoplanaraktoren ausgewählt, der in Kapitel 6.6 ausführlich be-
schrieben ist. Durch die Festlegung auf die piezobasierten Tropfenerzeuger als Dosier- und
Auftragverfahren müssen physikalische Rahmenbedingungen eingehalten werden, die eine
Dosierung der zu verarbeitenden Fluide prinzipiell ermöglichen. Eine Dosierung von Fluiden
mit den genannten Tropfenerzeugern führt generell zu einer erheblichen Einschränkung des
nutzbaren Werkstoffspektrums. Daher werden die wichtigsten werkstofflichen Kenngrößen
im folgenden Abschnitt aufgeführt, um anschließend ausführlich auf die Auswahl der Werk-
stoffe eingehen zu können.
Die kontrollierte Dosierung von geringsten Flüssigkeitsmengen mittels piezobasierter Druck-
technologie erfordert die genaue Kenntnis der physikalischen Eigenschaften der zu drucken-
den Fluide. Von großem Interesse sind dabei die Viskosität, die Oberflächenspannung, die
Dichte sowie das Benetzungsverhalten. In erster Linie sind jedoch diejenigen Kenngrößen
relevant, die direkt das Dosierverhalten und die Tropfenbildung beeinflussen.
Nur sehr wenige Flüssigkeiten verhalten sich annährend wie ideale Fluide, die durch eine ir-
reversible Verformung beim Fließen charakterisiert sind. Die meisten Flüssigkeiten zeigen ein
rheologisches Verhalten, das zwischen Flüssigkeit und Festkörper einzustufen ist. Sie sind in
unterschiedlichem Maße sowohl elastisch als auch viskos.
5 Auswahl der Werkstoffe Seite 43
5.1.1 Viskosität
Unter Viskosität versteht man die „Zähigkeit“ einer Flüssigkeit oder eines Gases. Sie resul-
tiert aus den zwischenmolekularen Kräften in einem Medium und ist somit abhängig von der
Kohäsion zwischen den Molekülen oder Teilchen. Daher spricht man auch von der inneren
Reibung. Bei Feststoffen verwendet man stattdessen die Begriffe Duktilität, Sprödigkeit und
Plastizität.
Die Viskosität soll in der Regel das Fließverhalten einer Flüssigkeit charakterisieren. In einem
vereinfachten Modell kann die Bewegung zweier übereinanderliegender, verzahnter
Molekülschichten betrachtet werden. Beim Fließen gleiten diese aneinander vorbei, und zur
Überwindung der Verzahnung wird eine gewisse Kraft benötigt. Diesen Zusammenhang zwi-
schen der notwendigen Kraft und den Eigenschaften des vorliegenden Fluids definiert die
Viskosität. Besonders gut erkennbar ist dieser Zusammenhang an der homologen Reihe der
kettenförmigen Kohlenwasserstoffe (Alkane). Die Viskosität nimmt hier mit der Kettenlänge
und damit den zunehmend wirkenden Van-der-Waals-Kräften kontinuierlich zu.
Die Proportionalitätskonstante η stellt die dynamische Viskosität dar. Häufig wird sie auch
nur als Viskosität bezeichnet. Ist die Viskosität eines Stoffes unabhängig von der Geschwin-
digkeit, so wird die Flüssigkeit als newtonsche Flüssigkeit bezeichnet. Für diese Flüssigkeiten
stellt sich ein lineares Geschwindigkeitsprofil ein. Ist die Viskosität η nicht von der Ge-
schwindigkeit unabhängig, so bezeichnet man die Flüssigkeit als nicht-newtonsch.
Im Folgenden wird der vereinfachte Zusammenhang gemäß dem Newtonschen Viskositäts-
Gesetz dargestellt. Hierbei wird von einer laminaren Strömung sowie von einer Temperatur-
und Druckunabhängigkeit der Flüssigkeitseigenschaften ausgegangen. Außerdem wird eine
lineare Abhängigkeit des Geschwindigkeitsgradienten oder auch des Schergefälles γ& ange-
nommen:
dydv
=γ& (1)
Verknüpft man dies mit der Schubspannung, erhält man folgenden Zusammenhang für die
dynamische Viskosität:
γτ
=η⇒η=τ&dy
dv (2)
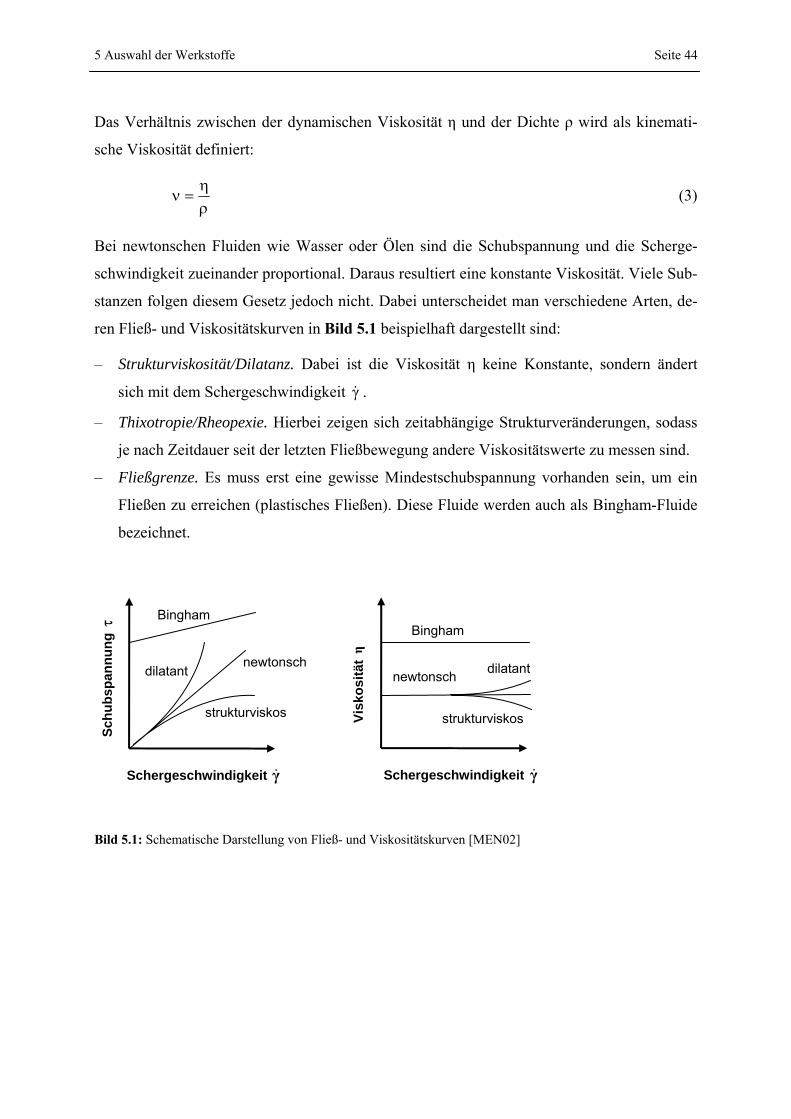
5 Auswahl der Werkstoffe Seite 44
Das Verhältnis zwischen der dynamischen Viskosität η und der Dichte ρ wird als kinemati-
sche Viskosität definiert:
ρη
=ν (3)
Bei newtonschen Fluiden wie Wasser oder Ölen sind die Schubspannung und die Scherge-
schwindigkeit zueinander proportional. Daraus resultiert eine konstante Viskosität. Viele Sub-
stanzen folgen diesem Gesetz jedoch nicht. Dabei unterscheidet man verschiedene Arten, de-
ren Fließ- und Viskositätskurven in Bild 5.1 beispielhaft dargestellt sind:
– Strukturviskosität/Dilatanz. Dabei ist die Viskosität η keine Konstante, sondern ändert
sich mit dem Schergeschwindigkeit γ& .
– Thixotropie/Rheopexie. Hierbei zeigen sich zeitabhängige Strukturveränderungen, sodass
je nach Zeitdauer seit der letzten Fließbewegung andere Viskositätswerte zu messen sind.
– Fließgrenze. Es muss erst eine gewisse Mindestschubspannung vorhanden sein, um ein
Fließen zu erreichen (plastisches Fließen). Diese Fluide werden auch als Bingham-Fluide
bezeichnet.
Bild 5.1: Schematische Darstellung von Fließ- und Viskositätskurven [MEN02]
Schergeschwindigkeit γ&
newtonsch
strukturviskos
dilatant
Bingham
Schu
bspa
nnun
g τ
Schergeschwindigkeit γ&
newtonsch
strukturviskos
dilatant
Bingham
Visk
ositä
t η
5 Auswahl der Werkstoffe Seite 45
5.1.2 Oberflächenspannung, Grenzflächen und Benetzung
Die Oberflächenspannung führt dazu, dass die Oberfläche einer Flüssigkeit stets einen mög-
lichst glatten Zustand mit minimaler Ausdehnung annimmt. Daraus folgt, dass die Oberfläche
einer Flüssigkeit immer danach strebt, den energieärmsten Zustand anzunehmen. Als Oberflä-
chenspannung bezeichnet man weithin auch die Grenzflächenspannung, die auf die
Grenzfläche zweier Stoffe in beliebiger Phase wirkt. Je geringer die Oberflächenspannung
eines Festkörpers ist, desto größer ist der Randwinkel beispielsweise eines Wassertropfens auf
einer Festkörperoberfläche. Eine hohe Oberflächenspannung erschwert somit den Benet-
zungsvorgang. Wird die Oberfläche einer Flüssigkeit vergrößert, so muss aufgrund der Ober-
flächenspannung Arbeit verrichten werden. Die Oberflächenspannung wird demnach definiert
als Quotient aus der Arbeit, die zur Vergrößerung der Oberfläche verrichtet werden muss, und
der Fläche, die dabei zusätzlich entsteht. Die Oberflächenspannung kann daher auch als Ober-
flächenenergiedichte bezeichnet werden. Die Oberflächenspannung kommt durch die anzie-
henden Kräfte zwischen den Flüssigkeitsteilchen zustande. Diese sind im Mittel stärker als
die Kräfte zwischen zwei Teilchen in der Gasphase oder zwischen einem Teilchen in der
Flüssigkeitsoberfläche und einem nahen Gasteilchen. Wenn man die Oberfläche bzw. Grenz-
fläche in erster Näherung als Schnittfläche betrachtet, dann kann die Oberflächenenergie als
Energie der nichtabgesättigten Bindungen pro Fläche verstanden werden (Kohäsion). Somit
liegt die Ursache der Oberflächenspannung in dem Symmetriebruch an der Oberfläche im
Vergleich zum Inneren der Flüssigkeit und zum Inneren der Gasphase.
In einem Flüssigkeitstropfen, beispielsweise in einem Wassertropfen oder einer Gasblase in
einer Flüssigkeit, herrscht aufgrund der Oberflächenspannung an der Grenzfläche Flüssigkeit
– Gasphase ein erhöhter Druck. Die Druckerhöhung wird durch die Young-Laplace-
Gleichung beschrieben. Die Oberflächenspannung ist auch temperaturabhängig: Sie nimmt im
Allgemeinen mit steigender Temperatur ab.
Während die Oberflächenspannung von Flüssigkeiten direkt durch die Bestimmung der Kraft,
die der Erzeugung einer neuen Oberfläche entgegensteht (zum Beispiel Meniskusgewichte,
Deformation beweglicher Oberflächen im Kraftfeld) gemessen werden kann, ist die Bestim-
mung der Oberflächenspannung fester Körper nur indirekt möglich. Die Oberflächenspan-
nung charakterisiert eine isolierte einzelne Flüssigkeit. Sie bestimmt beispielsweise die freie
Tropfenform und -größe oder auch den Druck in Gasblasen (Hohlräumen). Zwischen nicht-
mischbaren flüssigen Phasen ist die energetische Stabilität von Emulsionen von der (adhäsi-
ven) Grenzflächenspannung und der jeweiligen (kohäsiven) Oberflächenspannung der Einzel-
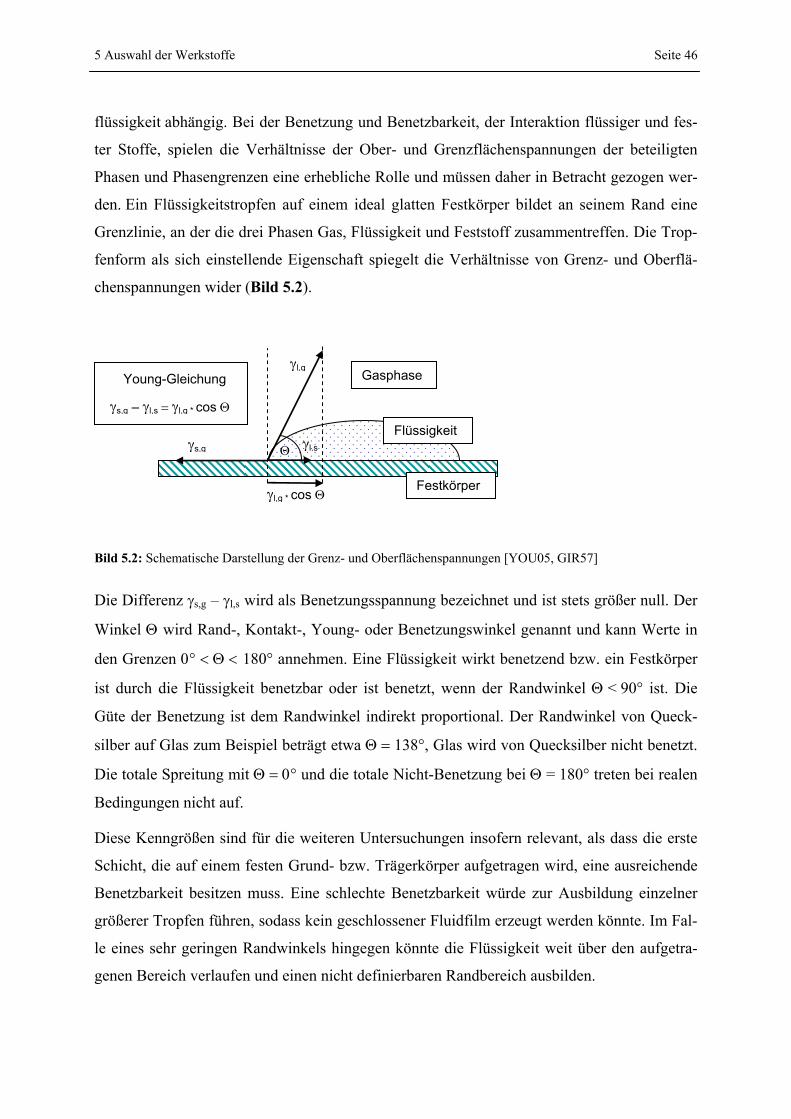
5 Auswahl der Werkstoffe Seite 46
flüssigkeit abhängig. Bei der Benetzung und Benetzbarkeit, der Interaktion flüssiger und fes-
ter Stoffe, spielen die Verhältnisse der Ober- und Grenzflächenspannungen der beteiligten
Phasen und Phasengrenzen eine erhebliche Rolle und müssen daher in Betracht gezogen wer-
den. Ein Flüssigkeitstropfen auf einem ideal glatten Festkörper bildet an seinem Rand eine
Grenzlinie, an der die drei Phasen Gas, Flüssigkeit und Feststoff zusammentreffen. Die Trop-
fenform als sich einstellende Eigenschaft spiegelt die Verhältnisse von Grenz- und Oberflä-
chenspannungen wider (Bild 5.2).
Bild 5.2: Schematische Darstellung der Grenz- und Oberflächenspannungen [YOU05, GIR57]
Die Differenz γs,g – γl,s wird als Benetzungsspannung bezeichnet und ist stets größer null. Der
Winkel Θ wird Rand-, Kontakt-, Young- oder Benetzungswinkel genannt und kann Werte in
den Grenzen 0° < Θ < 180° annehmen. Eine Flüssigkeit wirkt benetzend bzw. ein Festkörper
ist durch die Flüssigkeit benetzbar oder ist benetzt, wenn der Randwinkel Θ < 90° ist. Die
Güte der Benetzung ist dem Randwinkel indirekt proportional. Der Randwinkel von Queck-
silber auf Glas zum Beispiel beträgt etwa Θ = 138°, Glas wird von Quecksilber nicht benetzt.
Die totale Spreitung mit Θ = 0° und die totale Nicht-Benetzung bei Θ = 180° treten bei realen
Bedingungen nicht auf.
Diese Kenngrößen sind für die weiteren Untersuchungen insofern relevant, als dass die erste
Schicht, die auf einem festen Grund- bzw. Trägerkörper aufgetragen wird, eine ausreichende
Benetzbarkeit besitzen muss. Eine schlechte Benetzbarkeit würde zur Ausbildung einzelner
größerer Tropfen führen, sodass kein geschlossener Fluidfilm erzeugt werden könnte. Im Fal-
le eines sehr geringen Randwinkels hingegen könnte die Flüssigkeit weit über den aufgetra-
genen Bereich verlaufen und einen nicht definierbaren Randbereich ausbilden.
Gasphase
Flüssigkeit γl,s
γl,g
γs,g Θ
γs,g – γl,s = γl,g * cos Θ
Young-Gleichung
Festkörper γl,g * cos Θ
5 Auswahl der Werkstoffe Seite 47
5.1.3 Anforderungen an die Fluide bezüglich der Dosierbarkeit
Die Viskosität sowie die Oberflächenspannung bilden zunächst bei der Vorauswahl der Werk-
stoffe die entscheidenden Auswahlparameter. Hinzu kommen die Unabhängigkeit der Fließ-
fähigkeit von der Fließgeschwindigkeit sowie die Temperatur. Die unten aufgeführten Erfah-
rungswerte können als Richtlinie dienen. Der Druckkopf bzw. die Charakteristik der Druck-
düse hat ebenso einen maßgeblichen Einfluss auf das Austragverhalten, sodass diese Angaben
nicht verbindlich sind und auch nicht für sämtliche Druckköpfe Gültigkeit besitzen. Um je-
doch die Auswahl der Werkstoffe einschränken zu können und von einer Druckbarkeit der
selektierten Fluide ausgehen zu können, wurden folgende Parameterbereiche definiert:
– Viskosität η < 50 mPas
– Oberflächenspannung γ = 20 mN/m bis γ = 70 mN/m
– Fließfähigkeit bei Belastungsfrequenzen von f = 1 kHz bis f = 5 kHz
– maximale Verarbeitungstemperatur Tmax = 125 °C
Die maximale Verarbeitungstemperatur richtet sich vorrangig nach der Curie-Temperatur der
Piezoelemente, wobei durchaus Bauarten verfügbar sind, bei denen eine thermische Entkopp-
lung von Fluid und Piezoelement vorgesehen ist, um damit wesentlich höhere Verarbeitungs-
temperaturen zu ermöglichen. Dabei muss insbesondere bei der Verarbeitung von Polymeren
die thermische Degradation berücksichtigt werden.
Typische Fluide für piezobasierte Druckköpfe sind Druckertinten, die für Büro- und Heiman-
wendung eingesetzt werden. In Bild 5.3 sind in Abhängigkeit der Temperatur die Oberflä-
chenspannung, die Viskosität sowie die Dichte für handelsübliche Inkjet-Tinten beispielhaft
dargestellt. Auffällig sind die Unterschiede zwischen einzelnen Tintenfarben. Als Ursache
hierfür können die Form und die Größe der Pigmente sowie die Partikelbeladung der Tinte
aufgeführt werden. Anhand dieser Messungen konnten die festgelegten Grenzbereiche für die
prozessrelevanten Eigenschaften bestätigt werden. Auf dieser Basis konnte im weiteren Ver-
lauf der Arbeit die Selektion der Werkstoffe vorgenommen werden.
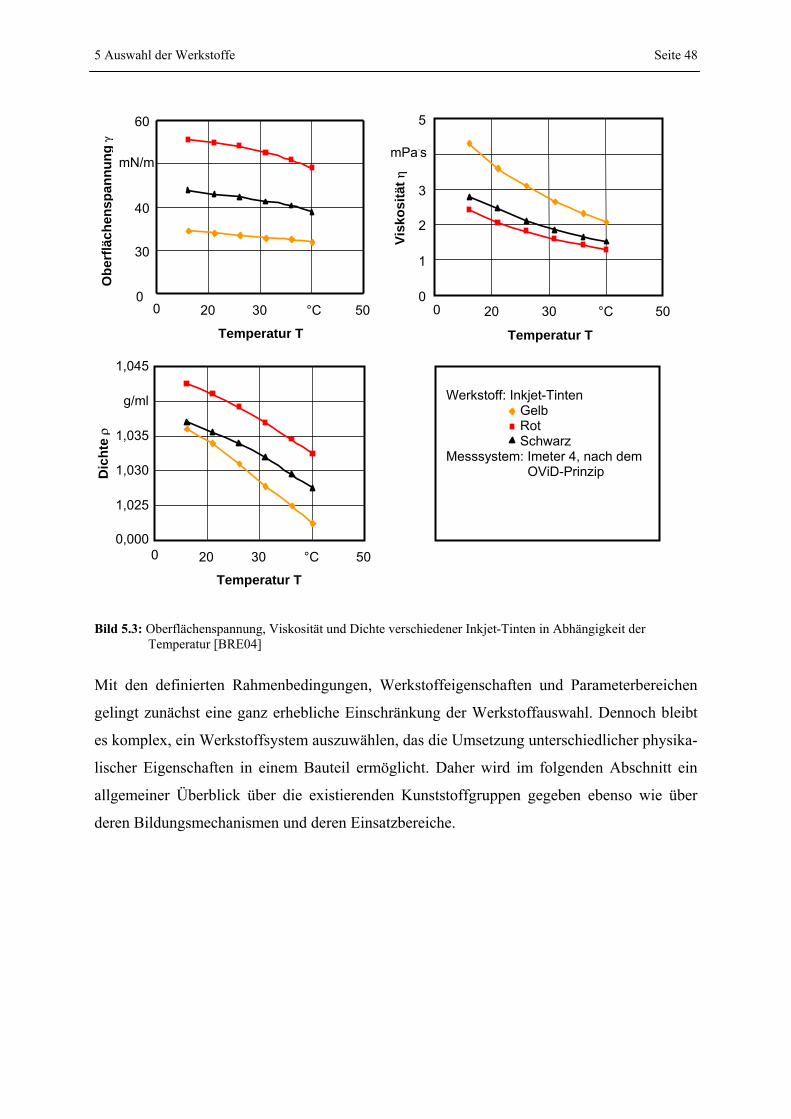
5 Auswahl der Werkstoffe Seite 48
Bild 5.3: Oberflächenspannung, Viskosität und Dichte verschiedener Inkjet-Tinten in Abhängigkeit der Temperatur [BRE04]
Mit den definierten Rahmenbedingungen, Werkstoffeigenschaften und Parameterbereichen
gelingt zunächst eine ganz erhebliche Einschränkung der Werkstoffauswahl. Dennoch bleibt
es komplex, ein Werkstoffsystem auszuwählen, das die Umsetzung unterschiedlicher physika-
lischer Eigenschaften in einem Bauteil ermöglicht. Daher wird im folgenden Abschnitt ein
allgemeiner Überblick über die existierenden Kunststoffgruppen gegeben ebenso wie über
deren Bildungsmechanismen und deren Einsatzbereiche.
Werkstoff: Inkjet-Tinten Gelb Rot Schwarz Messsystem: Imeter 4, nach dem OViD-Prinzip
30
40
mN/m
60
20 30 °C 50
Temperatur T
Obe
rflä
chen
span
nung
γ
0 0 0
1
2
3
mPa.s
5
20 30 °C 50
Temperatur T
Visk
ositä
t η
0
1,025
1,030
1,035
g/ml
1,045
20 30 °C 50
Temperatur T
Dic
hte
ρ
0 0,000
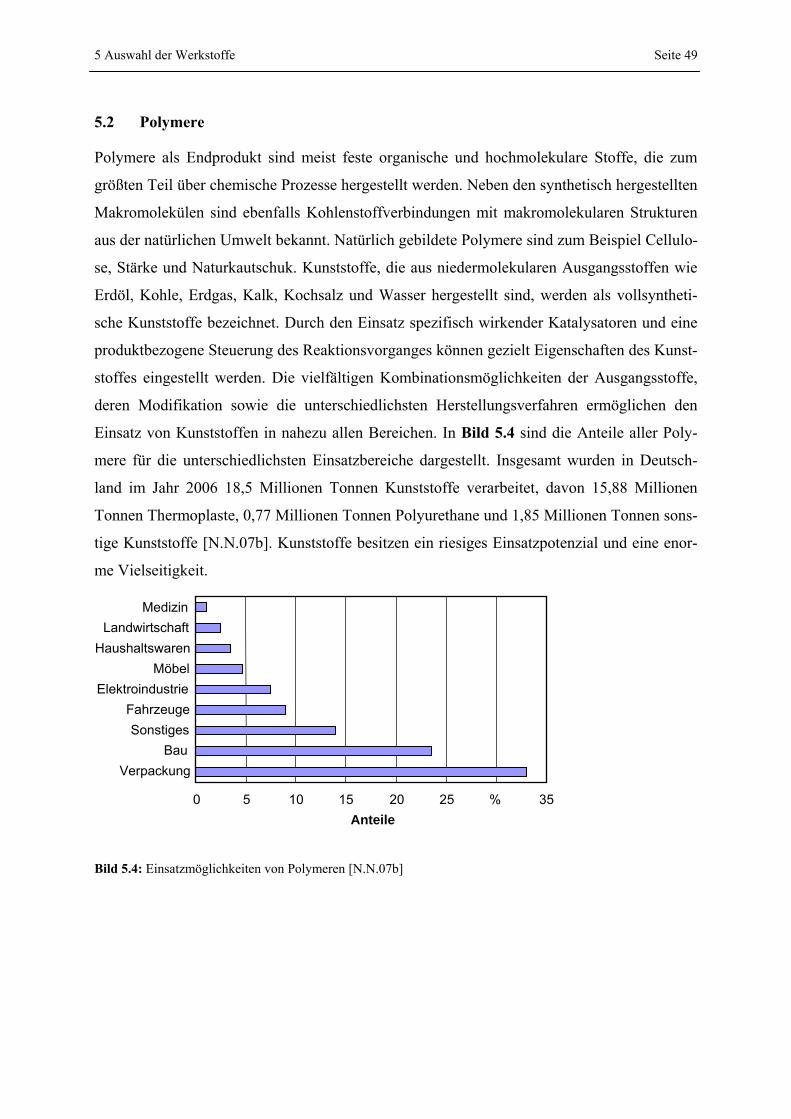
5 Auswahl der Werkstoffe Seite 49
5.2 Polymere
Polymere als Endprodukt sind meist feste organische und hochmolekulare Stoffe, die zum
größten Teil über chemische Prozesse hergestellt werden. Neben den synthetisch hergestellten
Makromolekülen sind ebenfalls Kohlenstoffverbindungen mit makromolekularen Strukturen
aus der natürlichen Umwelt bekannt. Natürlich gebildete Polymere sind zum Beispiel Cellulo-
se, Stärke und Naturkautschuk. Kunststoffe, die aus niedermolekularen Ausgangsstoffen wie
Erdöl, Kohle, Erdgas, Kalk, Kochsalz und Wasser hergestellt sind, werden als vollsyntheti-
sche Kunststoffe bezeichnet. Durch den Einsatz spezifisch wirkender Katalysatoren und eine
produktbezogene Steuerung des Reaktionsvorganges können gezielt Eigenschaften des Kunst-
stoffes eingestellt werden. Die vielfältigen Kombinationsmöglichkeiten der Ausgangsstoffe,
deren Modifikation sowie die unterschiedlichsten Herstellungsverfahren ermöglichen den
Einsatz von Kunststoffen in nahezu allen Bereichen. In Bild 5.4 sind die Anteile aller Poly-
mere für die unterschiedlichsten Einsatzbereiche dargestellt. Insgesamt wurden in Deutsch-
land im Jahr 2006 18,5 Millionen Tonnen Kunststoffe verarbeitet, davon 15,88 Millionen
Tonnen Thermoplaste, 0,77 Millionen Tonnen Polyurethane und 1,85 Millionen Tonnen sons-
tige Kunststoffe [N.N.07b]. Kunststoffe besitzen ein riesiges Einsatzpotenzial und eine enor-
me Vielseitigkeit.
Bild 5.4: Einsatzmöglichkeiten von Polymeren [N.N.07b]
0 5 10 15 20 25 % 35
Verpackung Bau
Sonstiges Fahrzeuge
Elektroindustrie Möbel
Haushaltswaren Landwirtschaft
Medizin
Anteile
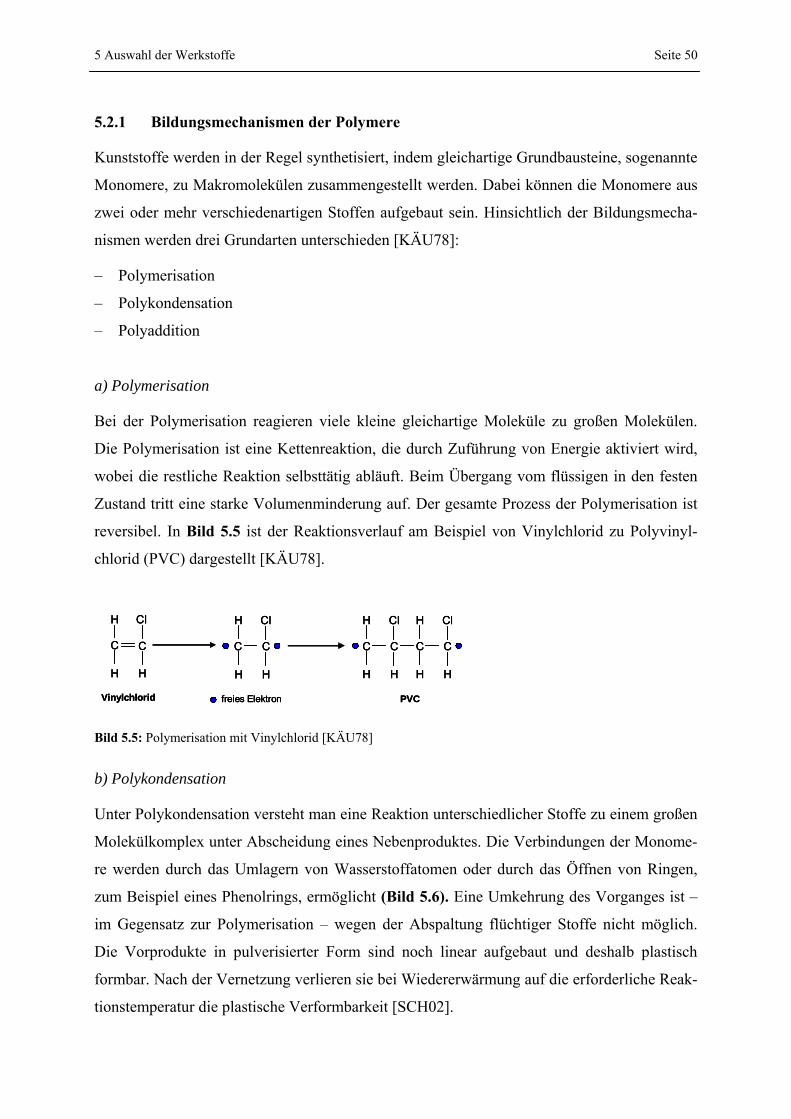
5 Auswahl der Werkstoffe Seite 50
5.2.1 Bildungsmechanismen der Polymere
Kunststoffe werden in der Regel synthetisiert, indem gleichartige Grundbausteine, sogenannte
Monomere, zu Makromolekülen zusammengestellt werden. Dabei können die Monomere aus
zwei oder mehr verschiedenartigen Stoffen aufgebaut sein. Hinsichtlich der Bildungsmecha-
nismen werden drei Grundarten unterschieden [KÄU78]:
– Polymerisation
– Polykondensation
– Polyaddition
a) Polymerisation
Bei der Polymerisation reagieren viele kleine gleichartige Moleküle zu großen Molekülen.
Die Polymerisation ist eine Kettenreaktion, die durch Zuführung von Energie aktiviert wird,
wobei die restliche Reaktion selbsttätig abläuft. Beim Übergang vom flüssigen in den festen
Zustand tritt eine starke Volumenminderung auf. Der gesamte Prozess der Polymerisation ist
reversibel. In Bild 5.5 ist der Reaktionsverlauf am Beispiel von Vinylchlorid zu Polyvinyl-
chlorid (PVC) dargestellt [KÄU78].
Bild 5.5: Polymerisation mit Vinylchlorid [KÄU78]
b) Polykondensation
Unter Polykondensation versteht man eine Reaktion unterschiedlicher Stoffe zu einem großen
Molekülkomplex unter Abscheidung eines Nebenproduktes. Die Verbindungen der Monome-
re werden durch das Umlagern von Wasserstoffatomen oder durch das Öffnen von Ringen,
zum Beispiel eines Phenolrings, ermöglicht (Bild 5.6). Eine Umkehrung des Vorganges ist –
im Gegensatz zur Polymerisation – wegen der Abspaltung flüchtiger Stoffe nicht möglich.
Die Vorprodukte in pulverisierter Form sind noch linear aufgebaut und deshalb plastisch
formbar. Nach der Vernetzung verlieren sie bei Wiedererwärmung auf die erforderliche Reak-
tionstemperatur die plastische Verformbarkeit [SCH02].
C C
H
H H
Cl
C C
H
H H
Cl
PVC
C C
H
H H
Cl
freies Elektron
C C
H Cl
H H
Vinylchlorid
C C
H
H H
Cl
C C
H
H H
Cl
PVC
C C
H
H H
Cl
C C
H
H H
Cl
PVC
C C
H
H H
Cl
freies Elektron
C C
H
H H
Cl
freies Elektron
C C
H Cl
H H
Vinylchlorid
C C
H Cl
H H
Vinylchlorid
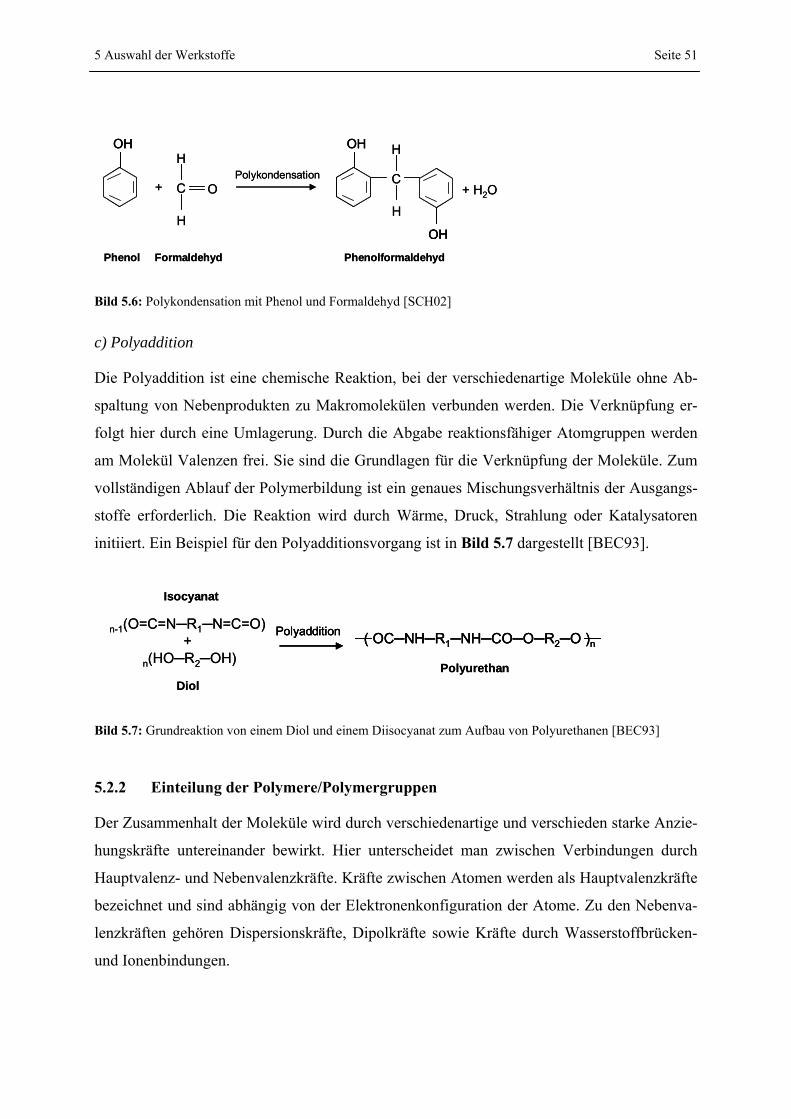
5 Auswahl der Werkstoffe Seite 51
Bild 5.6: Polykondensation mit Phenol und Formaldehyd [SCH02]
c) Polyaddition
Die Polyaddition ist eine chemische Reaktion, bei der verschiedenartige Moleküle ohne Ab-
spaltung von Nebenprodukten zu Makromolekülen verbunden werden. Die Verknüpfung er-
folgt hier durch eine Umlagerung. Durch die Abgabe reaktionsfähiger Atomgruppen werden
am Molekül Valenzen frei. Sie sind die Grundlagen für die Verknüpfung der Moleküle. Zum
vollständigen Ablauf der Polymerbildung ist ein genaues Mischungsverhältnis der Ausgangs-
stoffe erforderlich. Die Reaktion wird durch Wärme, Druck, Strahlung oder Katalysatoren
initiiert. Ein Beispiel für den Polyadditionsvorgang ist in Bild 5.7 dargestellt [BEC93].
Bild 5.7: Grundreaktion von einem Diol und einem Diisocyanat zum Aufbau von Polyurethanen [BEC93]
5.2.2 Einteilung der Polymere/Polymergruppen
Der Zusammenhalt der Moleküle wird durch verschiedenartige und verschieden starke Anzie-
hungskräfte untereinander bewirkt. Hier unterscheidet man zwischen Verbindungen durch
Hauptvalenz- und Nebenvalenzkräfte. Kräfte zwischen Atomen werden als Hauptvalenzkräfte
bezeichnet und sind abhängig von der Elektronenkonfiguration der Atome. Zu den Nebenva-
lenzkräften gehören Dispersionskräfte, Dipolkräfte sowie Kräfte durch Wasserstoffbrücken-
und Ionenbindungen.
Isocyanat
Polyaddition
Polyurethan
n-1(O=C=NR1N=C=O)+
n(HOR2OH)( OCNHR1NHCOOR2O )n
Diol
Isocyanat
PolyadditionPolyaddition
Polyurethan
n-1(O=C=NR1N=C=O)+
n(HOR2OH)( OCNHR1NHCOOR2O )n( OCNHR1NHCOOR2O )n
Diol
C O
H
H
+
OH OH
OH
C
H
H+ H2O
Polykondensation
Phenol Formaldehyd Phenolformaldehyd
C O
H
H
+
OHOH OHOH
OHOH
C
H
H+ H2O
Polykondensation
Phenol Formaldehyd Phenolformaldehyd
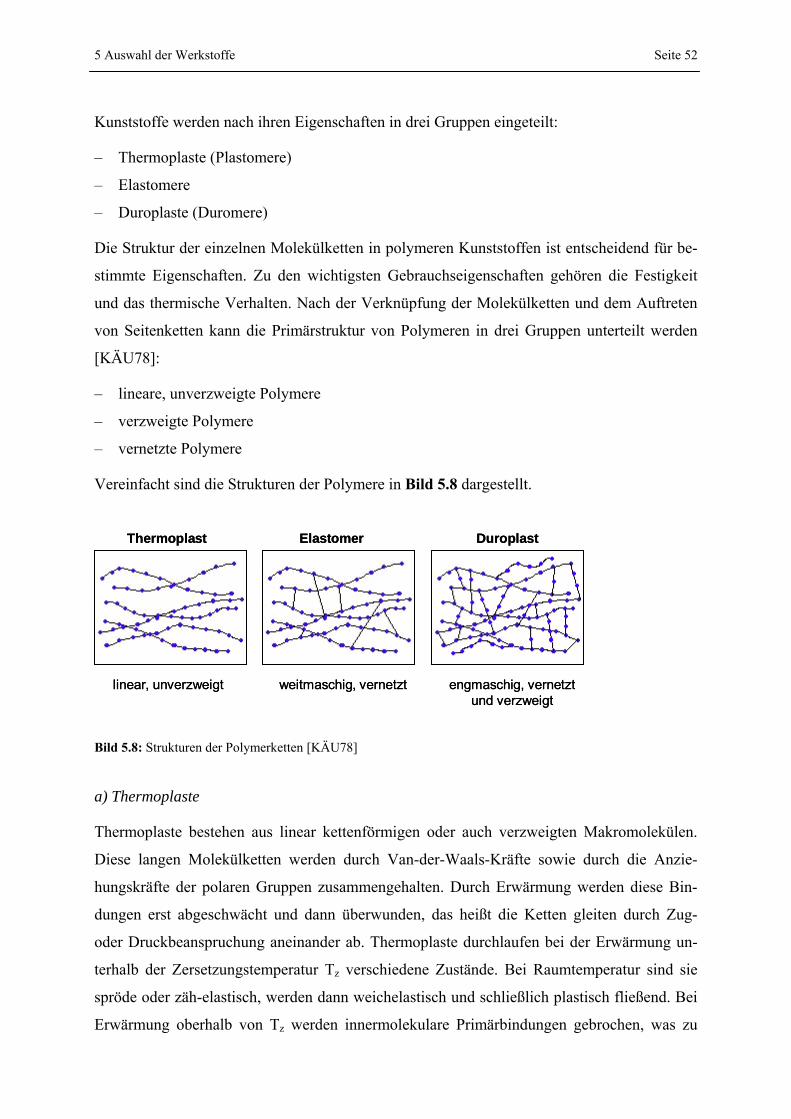
5 Auswahl der Werkstoffe Seite 52
Kunststoffe werden nach ihren Eigenschaften in drei Gruppen eingeteilt:
– Thermoplaste (Plastomere)
– Elastomere
– Duroplaste (Duromere)
Die Struktur der einzelnen Molekülketten in polymeren Kunststoffen ist entscheidend für be-
stimmte Eigenschaften. Zu den wichtigsten Gebrauchseigenschaften gehören die Festigkeit
und das thermische Verhalten. Nach der Verknüpfung der Molekülketten und dem Auftreten
von Seitenketten kann die Primärstruktur von Polymeren in drei Gruppen unterteilt werden
[KÄU78]:
– lineare, unverzweigte Polymere
– verzweigte Polymere
– vernetzte Polymere
Vereinfacht sind die Strukturen der Polymere in Bild 5.8 dargestellt.
Thermoplast Elastomer Duroplast
linear, unverzweigt weitmaschig, vernetzt engmaschig, vernetztund verzweigt
Thermoplast Elastomer Duroplast
linear, unverzweigt weitmaschig, vernetzt engmaschig, vernetztund verzweigt
Bild 5.8: Strukturen der Polymerketten [KÄU78]
a) Thermoplaste
Thermoplaste bestehen aus linear kettenförmigen oder auch verzweigten Makromolekülen.
Diese langen Molekülketten werden durch Van-der-Waals-Kräfte sowie durch die Anzie-
hungskräfte der polaren Gruppen zusammengehalten. Durch Erwärmung werden diese Bin-
dungen erst abgeschwächt und dann überwunden, das heißt die Ketten gleiten durch Zug-
oder Druckbeanspruchung aneinander ab. Thermoplaste durchlaufen bei der Erwärmung un-
terhalb der Zersetzungstemperatur Tz verschiedene Zustände. Bei Raumtemperatur sind sie
spröde oder zäh-elastisch, werden dann weichelastisch und schließlich plastisch fließend. Bei
Erwärmung oberhalb von Tz werden innermolekulare Primärbindungen gebrochen, was zu
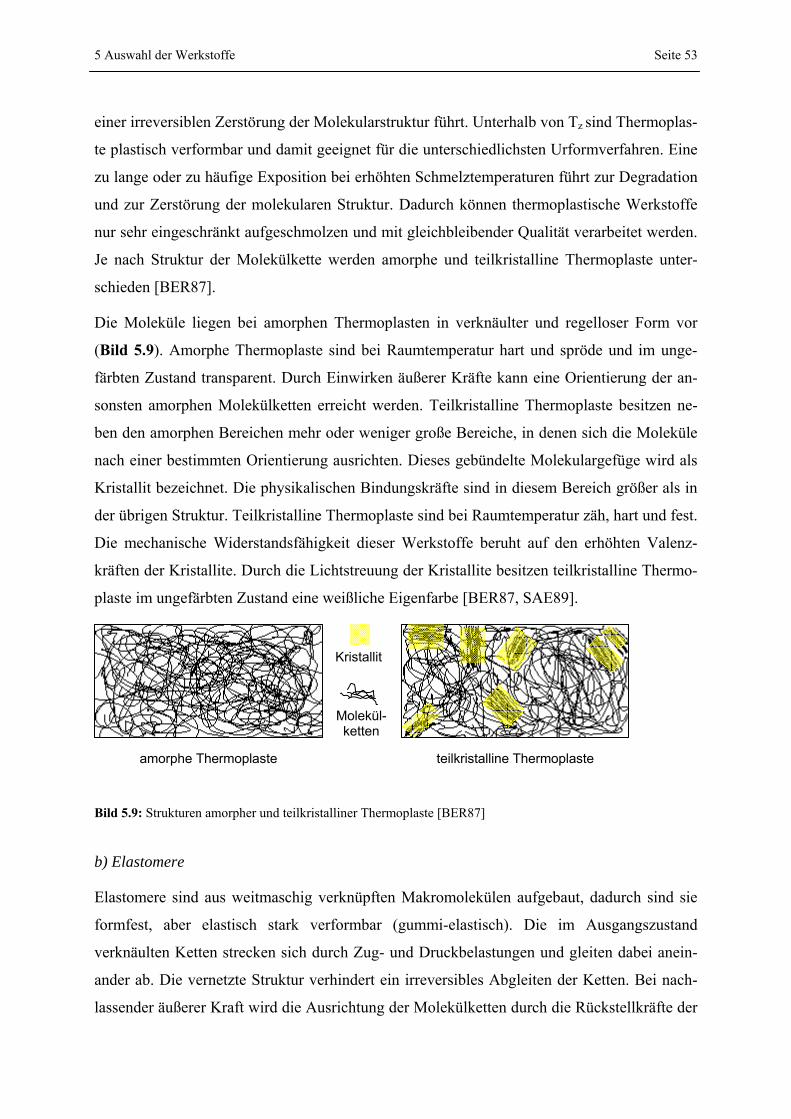
5 Auswahl der Werkstoffe Seite 53
einer irreversiblen Zerstörung der Molekularstruktur führt. Unterhalb von Tz sind Thermoplas-
te plastisch verformbar und damit geeignet für die unterschiedlichsten Urformverfahren. Eine
zu lange oder zu häufige Exposition bei erhöhten Schmelztemperaturen führt zur Degradation
und zur Zerstörung der molekularen Struktur. Dadurch können thermoplastische Werkstoffe
nur sehr eingeschränkt aufgeschmolzen und mit gleichbleibender Qualität verarbeitet werden.
Je nach Struktur der Molekülkette werden amorphe und teilkristalline Thermoplaste unter-
schieden [BER87].
Die Moleküle liegen bei amorphen Thermoplasten in verknäulter und regelloser Form vor
(Bild 5.9). Amorphe Thermoplaste sind bei Raumtemperatur hart und spröde und im unge-
färbten Zustand transparent. Durch Einwirken äußerer Kräfte kann eine Orientierung der an-
sonsten amorphen Molekülketten erreicht werden. Teilkristalline Thermoplaste besitzen ne-
ben den amorphen Bereichen mehr oder weniger große Bereiche, in denen sich die Moleküle
nach einer bestimmten Orientierung ausrichten. Dieses gebündelte Molekulargefüge wird als
Kristallit bezeichnet. Die physikalischen Bindungskräfte sind in diesem Bereich größer als in
der übrigen Struktur. Teilkristalline Thermoplaste sind bei Raumtemperatur zäh, hart und fest.
Die mechanische Widerstandsfähigkeit dieser Werkstoffe beruht auf den erhöhten Valenz-
kräften der Kristallite. Durch die Lichtstreuung der Kristallite besitzen teilkristalline Thermo-
plaste im ungefärbten Zustand eine weißliche Eigenfarbe [BER87, SAE89].
Bild 5.9: Strukturen amorpher und teilkristalliner Thermoplaste [BER87]
b) Elastomere
Elastomere sind aus weitmaschig verknüpften Makromolekülen aufgebaut, dadurch sind sie
formfest, aber elastisch stark verformbar (gummi-elastisch). Die im Ausgangszustand
verknäulten Ketten strecken sich durch Zug- und Druckbelastungen und gleiten dabei anein-
ander ab. Die vernetzte Struktur verhindert ein irreversibles Abgleiten der Ketten. Bei nach-
lassender äußerer Kraft wird die Ausrichtung der Molekülketten durch die Rückstellkräfte der
amorphe Thermoplaste teilkristalline Thermoplaste
Kristallit
Molekül- ketten
5 Auswahl der Werkstoffe Seite 54
Vernetzung oder durch die Anziehung verschiedener polarer Gruppen wieder rückgängig ge-
macht. Dabei kehren sie wieder in ihre ursprüngliche Form zurück. Dieses Verhalten lässt
sich aber auch durch gezielte Einpolymerisierung von polarisierten Gruppen erreichen. Ein
solcher Vorgang wird als Vulkanisation bezeichnet. Da die Anziehungskräfte polarer Grup-
pen bei höherer Temperatur nicht mehr wirksam sind, gehen Elastomere, die solche Gruppen
enthalten, in den plastischen Zustand über. Daher werden Kunststoffe mit diesem Verhalten
als thermische Elastomere bezeichnet. Sie sind weder schmelzbar noch löslich [KÄU78].
c) Duroplaste
Im Gegensatz zu Elastomeren sind Duroplaste Kunststoffe mit dreidimensional eng vernetz-
ten und verzweigten Makromolekülen, die allseitig durch Hauptvalenzbindungen verbunden
sind. Die Moleküle können daher nicht oder sehr schwer aneinander abgleiten. Die Vernet-
zungsreaktion ist deshalb irreversibel. Aufgrund der durchgängigen Primärvernetzung kann
nicht mehr von einer molekularen Struktur gesprochen werden. Vielmehr bildet das gesamte
Bauteil ein Riesenmolekül. Die Formgebung der Werkstücke muss infolge der irreversiblen
Vernetzung abgeschlossen sein, bevor die Vernetzungsreaktion beendet ist. Daher sind Du-
roplaste nicht schmelzbar, nur schwach quellbar, unlöslich und temperaturbeständig [BER87,
KÄU78].
5.2.3 Temperaturverhalten von Polymeren
Die Temperaturbereiche, bei denen ein Übergang der Aggregatzustände stattfindet, sind im
Regelfall relativ groß. Bei niedrigen Temperaturen ist die Bewegungsfreiheit der Molekülket-
ten sehr einschränkt. Die Ketten liegen dicht beieinander, sodass relativ große Reibungs- und
Anziehungskräfte zwischen ihnen bestehen. Daher wird dieser Bereich auch als hartelasti-
scher Bereich bezeichnet. Mit steigender Temperatur nimmt die Beweglichkeit der Molekül-
ketten zu, sodass sich die mechanischen Eigenschaften der Kunststoffe sehr stark verändern.
Das Temperaturverhalten der Kunststoffe kann anhand typischer Eigenschaften wie folgt
klassifiziert werden:
a) Glasübergangstemperatur
Unterhalb der Glasübergangstemperatur sind vornehmlich zwischenmolekulare Anziehungs-
kräfte wirksam. Die Beweglichkeit der Molekülketten ist stark eingeschränkt und führt zu
einem hartelastischen Verhalten. Bei der Überschreitung der Glasübergangstemperatur wird
5 Auswahl der Werkstoffe Seite 55
der Bereich der Werkstofferweichung erreicht. Die zwischenmolekularen Kräfte treten zu-
nehmend in den Hintergrund und verlieren ihre Wirksamkeit. Die starke Änderung der me-
chanischen Eigenschaften beim Durchlauf der Glasübergangstemperatur ist sehr stark von der
Struktur der Kunststoffe abhängig. Bei amorphen Thermoplasten und weitmaschig vernetzten
Elastomeren nimmt die Steifigkeit bei gleichzeitiger Zunahme der Verformbarkeit ab. Bei eng
vernetzten Duromeren kann dagegen kein Erweichungsbereich festgestellt werden. Teilkri-
stalline Thermoplaste verhalten sich in ihren kristallinen Bereichen elastisch.
b) Kristallitschmelztemperatur
Bei den teilkristallinen Thermoplasten tritt neben der Glasübergangstemperatur noch die
Kristallitschmelztemperatur in Erscheinung. Bei Überschreitung dieser Temperatur lösen sich
die stark orientierten Kristallitbereiche auf. Im Vergleich zu der Änderung der Eigenschaften
amorpher Thermoplasten an der Glasübergangstemperatur sind die Eigenschaftsänderungen
der teilkristallinen Thermoplaste im Bereich der Kristallitschmelztemperatur deutlich ausge-
prägter. Dies hat unter anderem zur Folge, dass teilkristalline Thermoplaste eine deutlich hö-
here Schwindung bei der Verarbeitung aufweisen als amorphe Thermoplaste.
c) Schmelztemperatur
Nach Überschreitung der Schmelztemperatur sind die Molekülketten der thermoplastischen
Kunststoffe völlig frei verschiebbar. Der Eintritt der freien Beweglichkeit gegenüber dem
plastisch fließfähigen Zustand ist nicht exakt abzugrenzen. Die Beweglichkeit der Moleküle
und der Molekülketten tritt wegen ihrer Länge und unterschiedlich starken Verknäulung und
Verschlaufung nicht zeitgleich in Erscheinung. Die Schmelztemperatur kann somit nicht ein-
deutig festgelegt werden, und es wird häufig vielmehr ein Temperaturbereich angegeben, bei
dem die Erweichung des Werkstoffes eintritt.
d) Zersetzungstemperatur
Die Überschreitung der Zersetzungstemperatur führt zur Degradation der Kunststoffe und zur
irreversiblen Schädigung der Molekularstruktur. Dabei werden Hauptvalenzbindungen auf-
gebrochen. Bei stark vernetzten Kunststoffen liegt die Zersetzungstemperatur unterhalb der
Schmelztemperatur, sodass sich derartige Kunststoffe nicht ohne gleichzeitige Zersetzungs-
vorgänge schmelzen lassen. Diese Werkstoffe besitzen demnach kein thermoplastisches Ver-
halten [BER87, KÄU78].
5 Auswahl der Werkstoffe Seite 56
5.2.4 Auswahl geeigneter Werkstoffe für die Verarbeitung mittels piezobasierter
Tropfenerzeuger
Die Herstellung von Polymerbauteilen ist prinzipiell auf zwei unterschiedlichen Wegen mög-
lich. Als Basismaterial dient immer ein niedermolekularer Rohstoff, der dann in Abhängigkeit
des gewählten Fertigungsverfahrens zu einem anforderungsgerechten Polymerbauteil geformt
wird. Bei einer der Verfahrensvarianten wird der niedermolekulare Rohstoff in großtechni-
schen Anlagen polymerisiert und gelangt in Form von Pulvern, Granulaten oder Halbzeugen
zum Verarbeiter. Mittels geeigneter Verarbeitungstechnologien werden schließlich die ge-
wünschten Bauteile erzeugt. Als typische Verfahren sind hierbei die Extrusionsverfahren so-
wie der Spritzguss zu nennen. Bei der zweiten Verfahrensvariante werden die niedermoleku-
laren Rohstoffe direkt verarbeitet. Das hat zur Folge, dass der Formgebungsprozess des Bau-
teils und die Reaktion zum Makromolekül nahezu zeitgleich ablaufen, wie zum Beispiel beim
Reactive Injection Moulding oder dem Harzinjektionsverfahren für Verbundwerkstoffe.
Bei näherer Betrachtung der generativen Fertigungsverfahren fällt auf, dass auch hier beide
Verfahrensalternativen genutzt werden. Das Selektive Lasersintern, das Fused Deposition
Modelling sowie das Ballistic Particle Manufacturing nach Sanders nutzen die erste Variante,
indem Pulver, Granulate und auch Halbzeuge eingesetzt werden. Die stereolithographischen
Verfahren sowie die Ink-Jet-Technologie der Firma Objet Geometries Ltd. und das Solid-
Ground-Curing-Verfahren nutzen niedermolekulare Vorprodukte für den Aufbau der Bauteile.
Diese beiden Verfahrensalternativen sind in Bild 5.10 dargestellt.
Das Eigenschaftsprofil von polymeren Werkstoffen hängt von einer großen Anzahl unter-
schiedlicher Einflussgrößen ab:
– chemischer Aufbau der Makromoleküle
– Molmasse und Molmassenverteilung
– Molekülarchitektur
– übermolekulare Strukturen
– Additive, Füll- und Verstärkungswerkstoffe
Bei Nutzung generativer Verfahren gewinnt die Serienidentität der prototypisch hergestellten
Bauteile als Kriterium zunehmend an Bedeutung. Die gewünschte und auch geforderte Se-
rienidentität ist aus fertigungstechnologischer Sicht allerdings nur mit Fertigungsverfahren
erreichbar, die in der späteren Massenproduktion eingesetzt werden. Daher muss das gesetzte
Ziel sein, den Serieneigenschaften möglichst nahe zu kommen.
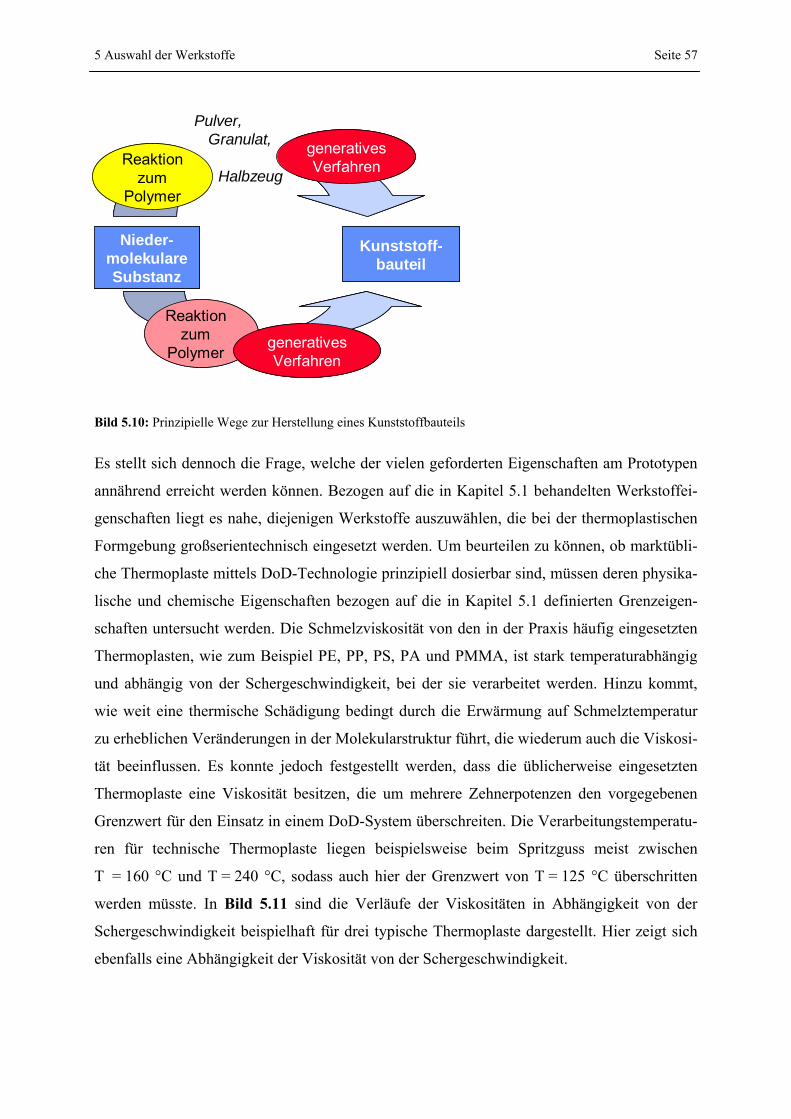
5 Auswahl der Werkstoffe Seite 57
Bild 5.10: Prinzipielle Wege zur Herstellung eines Kunststoffbauteils
Es stellt sich dennoch die Frage, welche der vielen geforderten Eigenschaften am Prototypen
annährend erreicht werden können. Bezogen auf die in Kapitel 5.1 behandelten Werkstoffei-
genschaften liegt es nahe, diejenigen Werkstoffe auszuwählen, die bei der thermoplastischen
Formgebung großserientechnisch eingesetzt werden. Um beurteilen zu können, ob marktübli-
che Thermoplaste mittels DoD-Technologie prinzipiell dosierbar sind, müssen deren physika-
lische und chemische Eigenschaften bezogen auf die in Kapitel 5.1 definierten Grenzeigen-
schaften untersucht werden. Die Schmelzviskosität von den in der Praxis häufig eingesetzten
Thermoplasten, wie zum Beispiel PE, PP, PS, PA und PMMA, ist stark temperaturabhängig
und abhängig von der Schergeschwindigkeit, bei der sie verarbeitet werden. Hinzu kommt,
wie weit eine thermische Schädigung bedingt durch die Erwärmung auf Schmelztemperatur
zu erheblichen Veränderungen in der Molekularstruktur führt, die wiederum auch die Viskosi-
tät beeinflussen. Es konnte jedoch festgestellt werden, dass die üblicherweise eingesetzten
Thermoplaste eine Viskosität besitzen, die um mehrere Zehnerpotenzen den vorgegebenen
Grenzwert für den Einsatz in einem DoD-System überschreiten. Die Verarbeitungstemperatu-
ren für technische Thermoplaste liegen beispielsweise beim Spritzguss meist zwischen
T = 160 °C und T = 240 °C, sodass auch hier der Grenzwert von T = 125 °C überschritten
werden müsste. In Bild 5.11 sind die Verläufe der Viskositäten in Abhängigkeit von der
Schergeschwindigkeit beispielhaft für drei typische Thermoplaste dargestellt. Hier zeigt sich
ebenfalls eine Abhängigkeit der Viskosität von der Schergeschwindigkeit.
Nieder-molekulareSubstanz
Kunststoff-bauteil
Reaktion zum
Polymergeneratives Verfahren
Pulver,Granulat,
HalbzeugReaktion
zum Polymer
generatives Verfahren
Nieder-molekulareSubstanz
Kunststoff-bauteil
Reaktion zum
Polymergeneratives Verfahren
Pulver,Granulat,
HalbzeugReaktion
zum Polymer
generatives Verfahren
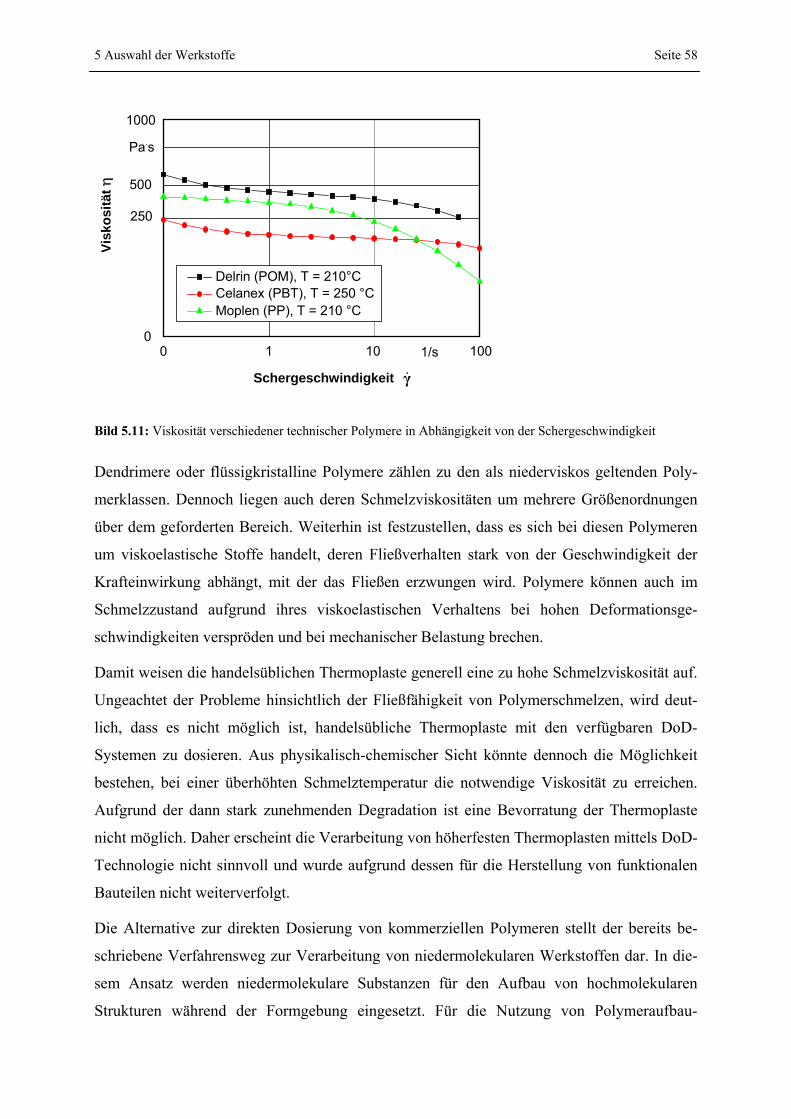
5 Auswahl der Werkstoffe Seite 58
Bild 5.11: Viskosität verschiedener technischer Polymere in Abhängigkeit von der Schergeschwindigkeit
Dendrimere oder flüssigkristalline Polymere zählen zu den als niederviskos geltenden Poly-
merklassen. Dennoch liegen auch deren Schmelzviskositäten um mehrere Größenordnungen
über dem geforderten Bereich. Weiterhin ist festzustellen, dass es sich bei diesen Polymeren
um viskoelastische Stoffe handelt, deren Fließverhalten stark von der Geschwindigkeit der
Krafteinwirkung abhängt, mit der das Fließen erzwungen wird. Polymere können auch im
Schmelzzustand aufgrund ihres viskoelastischen Verhaltens bei hohen Deformationsge-
schwindigkeiten verspröden und bei mechanischer Belastung brechen.
Damit weisen die handelsüblichen Thermoplaste generell eine zu hohe Schmelzviskosität auf.
Ungeachtet der Probleme hinsichtlich der Fließfähigkeit von Polymerschmelzen, wird deut-
lich, dass es nicht möglich ist, handelsübliche Thermoplaste mit den verfügbaren DoD-
Systemen zu dosieren. Aus physikalisch-chemischer Sicht könnte dennoch die Möglichkeit
bestehen, bei einer überhöhten Schmelztemperatur die notwendige Viskosität zu erreichen.
Aufgrund der dann stark zunehmenden Degradation ist eine Bevorratung der Thermoplaste
nicht möglich. Daher erscheint die Verarbeitung von höherfesten Thermoplasten mittels DoD-
Technologie nicht sinnvoll und wurde aufgrund dessen für die Herstellung von funktionalen
Bauteilen nicht weiterverfolgt.
Die Alternative zur direkten Dosierung von kommerziellen Polymeren stellt der bereits be-
schriebene Verfahrensweg zur Verarbeitung von niedermolekularen Werkstoffen dar. In die-
sem Ansatz werden niedermolekulare Substanzen für den Aufbau von hochmolekularen
Strukturen während der Formgebung eingesetzt. Für die Nutzung von Polymeraufbau-
0 1 10 1000
1000
Delrin (POM), T = 210°C Celanex (PBT), T = 250 °C Moplen (PP), T = 210 °C
Visk
ositä
t η
Schergeschwindigkeit
Pa.s
1/s
500
250
γ&
5 Auswahl der Werkstoffe Seite 59
Reaktionen in einem 3-D-Druckprozess sollten noch einige zusätzliche Auswahlkriterien de-
finiert werden, welche die Handhabung und Verarbeitung der Werkstoffe erheblich vereinfa-
chen. Diese sind:
– Lösemittelfreiheit
– keine niedermolekularen Reaktionsprodukte
– schnelle Reaktion und vollständiger Umsatz aller Komponenten
Zusätzlich wurden auch Aspekte wie die Schadstoffbelastung für die Maschinenbediener und
die Umweltfreundlichkeit durch prozessbedingte Abspaltungen von leicht flüchtigen Substan-
zen berücksichtigt. In enger Zusammenarbeit mit dem Institut für Polymerforschung in Dres-
den wurden daher als Synthesereaktionen die Polyaddition ausgewählt, da hierbei weder nie-
dermolekulare Produkte entstehen, die nach dem Werkstückaufbau entfernt werden müssten,
noch extreme Reinheitsansprüche an die Herstellungsumgebung gestellt werden müssen. Die
Polyaddition basiert auf der Synthesereaktion zweier Komponenten, die in einem stöchio-
metrisch definierten Verhältnis zueinander vollständig reagieren. Hierzu zählen auch die Po-
lyurethansysteme.
Die Polyurethansysteme bieten chemisch betrachtet eine Vielzahl an Variationsmöglichkeiten
der Komponenten und eine sehr große Anzahl an unterschiedlichen Additiven. Daher ist es
prinzipiell möglich, eine Vielzahl von unterschiedlichen Werkstoffeigenschaften zu realisie-
ren. Diese reichen von sprödhart bis gummi-elastisch und von einem dichten Festkörper bis
hin zu hoch aufgeschäumten Bauteilen. Diese Vielfältigkeit spiegelt sich in der Automobilin-
dustrie wider, wo derzeit ca. 30 Prozent der eingesetzten Polymere aus der Systemvielfalt der
Polyurethane stammen. Nicht nur in der Automobilindustrie finden Polyurethane ihre An-
wendung, sondern auch bei Sport- und Freizeitartikeln, bei Haushaltsprodukten und in der
Medizintechnik.
Polyurethane bestehen im Wesentlichen aus zwei Grundprodukten: Isocyanat und Polyol, die
aus Rohöl gewonnen werden. Beim Vermischen der beiden flüssigen Systemkomponenten
entsteht ein reaktionsfähiges Gemisch. Je nach Rezeptur und Mischungsverhältnis kann mit
geeigneter Verfahrenstechnik das Eigenschaftsspektrum des entstehenden Polyurethans exakt
eingestellt werden. Mit einem weltweiten Jahresverbrauch von mehr als 7 Millionen Tonnen
zählen die Polyurethane heute zu den wichtigsten Kunststoffen [N.N.04].
Das Mischen zweier Komponenten mit dem Ziel, ein Bauteil aufzubauen, kann auf Basis un-
terschiedlicher Stoffsysteme erfolgen. Derartige Systeme werden in der DIN 16945 unter dem
5 Auswahl der Werkstoffe Seite 60
Begriff der Reaktionsharze zusammengefasst. Reaktionsharze können aus dem flüssigen oder
verflüssigbaren Zustand (Monomere, Präpolymere oder Polymer-Monomer-Gemische) in
Verbindung mit Reaktionsmitteln (Härter, Beschleuniger) ohne Abspaltung flüchtiger Kom-
ponenten durch Polymerisation oder Polyaddition drucklos oder im Niederdruckverfahren
chemisch aushärten. Diese Stoffsysteme werden nach den Hauptgruppen Methacrylatharze,
ungesättigte Polyesterharze, Phenacrylatharze, Epoxidharze und Isocyanatharze klassifiziert.
Möglich sind auch Mischungen aus verschiedenen Hauptgruppen. In Abhängigkeit der an die
Bauteile gestellten Anforderungsprofile werden die Zweikomponentensysteme entsprechend
zusammengestellt. Egal, ob Klebstoffe, Lacke, Gussmassen oder Schäume hergestellt werden
sollen, entscheidend ist die Kombination der Grundkomponenten. Daraus resultiert, dass na-
hezu beliebige Kombinationsmöglichkeiten existieren, die jeweils eine spezifische physika-
lisch-chemische Werkstoffeigenschaft mit sich bringen.
Die Auswahl des geeigneten Zweikomponentensystems ist aufgrund der sehr umfangenrei-
chen Systemvarianten eine komplexe Aufgabe. Daher wurde in Zusammenarbeit mit der Fir-
ma Elastogran ein System ausgewählt, das aufgrund seiner vielfältigen Kombinationen die
Möglichkeit bietet, ein sehr breites Eigenschaftsspektrum umzusetzen. Als Werkstoffe wur-
den schließlich Polyurethansysteme ausgewählt. „In der Vielzahl der zur Verfügung stehen-
den Aufbaukomponenten und der Möglichkeiten des gesteuerten Aufbaus über Zwischenstu-
fen (Präpolymere), vor allem aber in der Anpassungsfähigkeit der Herstellung und Zusam-
mensetzung an verschiedenartige Verfahrenstechniken und unterschiedlichste Produktanfor-
derungen, werden die Polyurethane von keiner anderen Polymerenklasse übertroffen.“
[BEC93] Aufgrund der Vielfältigkeit dieser Kunststoffe sowohl bezogen auf ihre Einsatzge-
biete als auch auf ihre physikalischen Eigenschaften werden die Entwicklung und die chemi-
schen Zusammenhänge dieser Werkstoffe nun ausführlicher dargestellt.
5.3 Eigenschaften der ausgewählten Werkstoffgruppe – Polyurethane
Erstmals wurde über die Herstellung von Isocyanaten im Jahr 1848 von dem französischen
Chemiker C. A. Wurtz berichtet. Die Bezeichnung dieser Werkstoffe als Urethane, die sich
bis heute durchgesetzt hat, wurde ebenfalls von ihm geprägt und setzt sich aus den Wörtern
urina (lat. Harn) und éthanol (franz. Ethanol) zusammen [UHL01]. Die Herstellung dieses
Werkstoffes sollte jedoch noch bis zum Jahr 1937 dauern, als Otto Bayer und seine Mitarbei-
ter das Bildungsprinzip der Polyurethane entdeckten. Dieses Prinzip beruht auf der Polyaddi-
5 Auswahl der Werkstoffe Seite 61
tion von zwei- oder mehrfunktionalen OH- (oder NH2-) gruppenhaltigen Verbindungen an Di-
oder Polyisocyanaten. Bis zur großtechnischen Herstellung und Verarbeitung der Urethane
dauerte es noch bis in die 1970er-Jahre [BEC93]. Der Sammelbegriff der Polyurthane steht
für ein sehr umfangreiches Spektrum an Polymerklassen von ganz unterschiedlichen Zusam-
mensetzungen. Die Eigenschaften sind damit sehr vielfältig: von weich bis hart, elastisch oder
duromer, kompakt oder geschäumt. Die Erscheinungsformen reichen von Formkörpern, Fo-
lien, Beschichtungen oder Fasern bis hin zu Lösungen und Dispersionen [BEC93]. Im Jahr
2005 betrug die weltweit produzierte Menge an PUR-Rohstoffen ca. 10,5 Millionen Tonnen,
davon entfallen allein 4,5 Millionen Tonnen auf die Herstellung von Weichschäumen für Au-
tositze, Polstermöbel und Matratzen [KLE07].
5.3.1 Chemie und Struktur der Polyurethane
Als Polyurethane werden Kunststoffe auf Basis von Polyisocyanaten bezeichnet. Polyuretha-
ne entstehen durch eine Polyadditionsreaktion von Polyisocyanaten mit Polyolen. Die Ver-
wendung von difunktionellen Monomeren führt zu linearen Polymeren, die Verwendung von
höherfunktionellen Monomeren zu vernetzten Werkstoffen. Die große Eigenschaftsbreite der
Polymere resultiert aus der Vielzahl der chemischen Kombinationsmöglichkeiten zwischen
den reaktiven Gruppen.
Die Eigenschaften reiner Polyurethane, jener ohne Segmentstruktur, entsprechen denen der
strukturell ähnlichen Polyamide. Der hohe Kristallisationsgrad hat eine erhebliche Ausbildung
von Wasserstoffbrücken zwischen den –NH- und –CO-Gruppen zur Folge. Daraus resultieren
eine hohe Härte und Festigkeit sowie eine geringe Löslichkeit. Die amorphen Polyurethane
besitzen neben der Transparenz auch eine hohe Härte, jedoch ist deren Warmformbeständig-
keit gering. Demgegenüber sind die weichelastischen Polyurethane charakterisiert durch
nichtkristallisierende langkettige verzweigte OH-funktionelle Polyether oder Polyester, die
keine freien niedermolekularen Glykole enthalten. Die Vernetzung geschieht über stöchio-
metrisch definierte Mengen eines Diisocyanates. Die geringe Härte und Festigkeit beruht auf
den zwischenmolekularen Wechselwirkungen, den Van-der-Waals-Kräften, der Polyether-
bzw. Polyestersegmente. Die Eigenschaften solcher Hauptvalenznetzwerke werden von der
chemischen Struktur, der Kettenlänge und dem Verzweigungsgrad des höhermolekularen Po-
lyols bestimmt. Eine Steigerung der Härte und Reduktion der Elastizität wird mit Zunahme
der Kettensteifigkeit und Verzweigungen sowie mit abnehmender Kettenlänge erreicht. Ein-
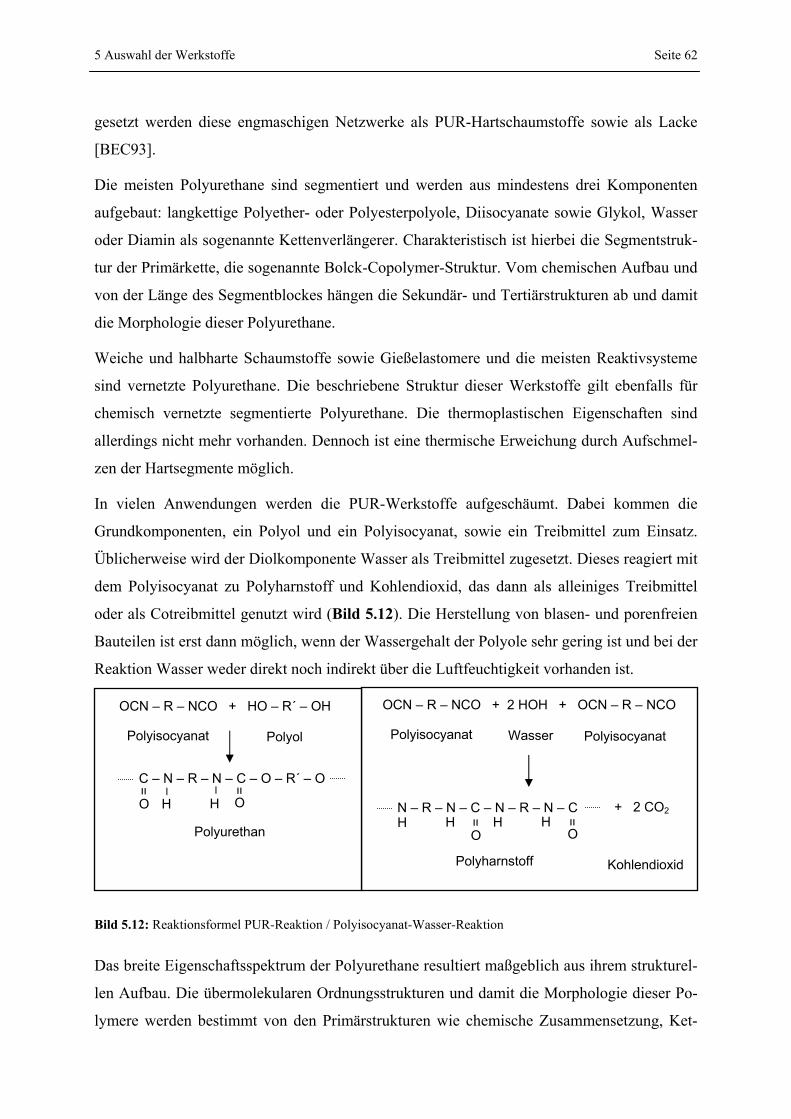
5 Auswahl der Werkstoffe Seite 62
gesetzt werden diese engmaschigen Netzwerke als PUR-Hartschaumstoffe sowie als Lacke
[BEC93].
Die meisten Polyurethane sind segmentiert und werden aus mindestens drei Komponenten
aufgebaut: langkettige Polyether- oder Polyesterpolyole, Diisocyanate sowie Glykol, Wasser
oder Diamin als sogenannte Kettenverlängerer. Charakteristisch ist hierbei die Segmentstruk-
tur der Primärkette, die sogenannte Bolck-Copolymer-Struktur. Vom chemischen Aufbau und
von der Länge des Segmentblockes hängen die Sekundär- und Tertiärstrukturen ab und damit
die Morphologie dieser Polyurethane.
Weiche und halbharte Schaumstoffe sowie Gießelastomere und die meisten Reaktivsysteme
sind vernetzte Polyurethane. Die beschriebene Struktur dieser Werkstoffe gilt ebenfalls für
chemisch vernetzte segmentierte Polyurethane. Die thermoplastischen Eigenschaften sind
allerdings nicht mehr vorhanden. Dennoch ist eine thermische Erweichung durch Aufschmel-
zen der Hartsegmente möglich.
In vielen Anwendungen werden die PUR-Werkstoffe aufgeschäumt. Dabei kommen die
Grundkomponenten, ein Polyol und ein Polyisocyanat, sowie ein Treibmittel zum Einsatz.
Üblicherweise wird der Diolkomponente Wasser als Treibmittel zugesetzt. Dieses reagiert mit
dem Polyisocyanat zu Polyharnstoff und Kohlendioxid, das dann als alleiniges Treibmittel
oder als Cotreibmittel genutzt wird (Bild 5.12). Die Herstellung von blasen- und porenfreien
Bauteilen ist erst dann möglich, wenn der Wassergehalt der Polyole sehr gering ist und bei der
Reaktion Wasser weder direkt noch indirekt über die Luftfeuchtigkeit vorhanden ist.
Bild 5.12: Reaktionsformel PUR-Reaktion / Polyisocyanat-Wasser-Reaktion
Das breite Eigenschaftsspektrum der Polyurethane resultiert maßgeblich aus ihrem strukturel-
len Aufbau. Die übermolekularen Ordnungsstrukturen und damit die Morphologie dieser Po-
lymere werden bestimmt von den Primärstrukturen wie chemische Zusammensetzung, Ket-
OCN – R – NCO + HO – R´ – OH
Polyisocyanat Polyol
C – N – R – N – C – O – R´ – O = =
O O
– –
H H
Polyurethan
OCN – R – NCO + 2 HOH + OCN – R – NCO
Polyisocyanat Wasser
Polyharnstoff
Polyisocyanat
N – R – N – C – N – R – N – C = =
O O H H H H
+ 2 CO2
Kohlendioxid
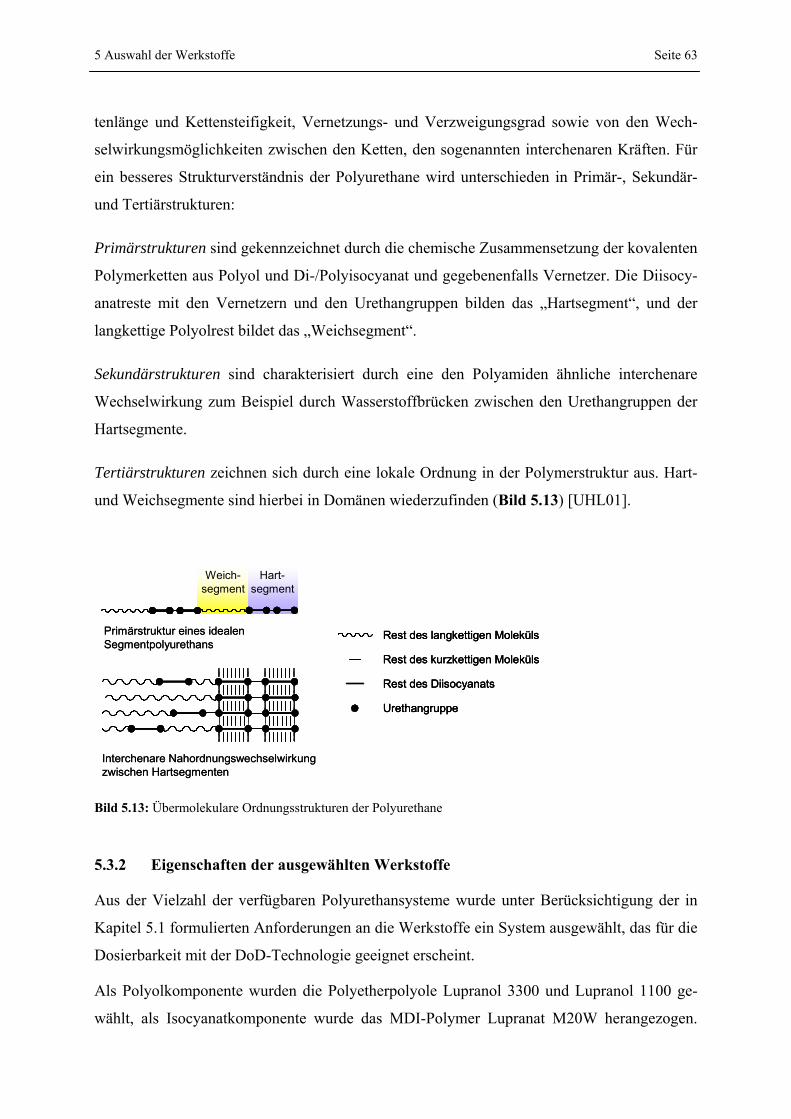
5 Auswahl der Werkstoffe Seite 63
tenlänge und Kettensteifigkeit, Vernetzungs- und Verzweigungsgrad sowie von den Wech-
selwirkungsmöglichkeiten zwischen den Ketten, den sogenannten interchenaren Kräften. Für
ein besseres Strukturverständnis der Polyurethane wird unterschieden in Primär-, Sekundär-
und Tertiärstrukturen:
Primärstrukturen sind gekennzeichnet durch die chemische Zusammensetzung der kovalenten
Polymerketten aus Polyol und Di-/Polyisocyanat und gegebenenfalls Vernetzer. Die Diisocy-
anatreste mit den Vernetzern und den Urethangruppen bilden das „Hartsegment“, und der
langkettige Polyolrest bildet das „Weichsegment“.
Sekundärstrukturen sind charakterisiert durch eine den Polyamiden ähnliche interchenare
Wechselwirkung zum Beispiel durch Wasserstoffbrücken zwischen den Urethangruppen der
Hartsegmente.
Tertiärstrukturen zeichnen sich durch eine lokale Ordnung in der Polymerstruktur aus. Hart-
und Weichsegmente sind hierbei in Domänen wiederzufinden (Bild 5.13) [UHL01].
Bild 5.13: Übermolekulare Ordnungsstrukturen der Polyurethane
5.3.2 Eigenschaften der ausgewählten Werkstoffe
Aus der Vielzahl der verfügbaren Polyurethansysteme wurde unter Berücksichtigung der in
Kapitel 5.1 formulierten Anforderungen an die Werkstoffe ein System ausgewählt, das für die
Dosierbarkeit mit der DoD-Technologie geeignet erscheint.
Als Polyolkomponente wurden die Polyetherpolyole Lupranol 3300 und Lupranol 1100 ge-
wählt, als Isocyanatkomponente wurde das MDI-Polymer Lupranat M20W herangezogen.
Weich-segment
Hart-segment
Interchenare Nahordnungswechselwirkungzwischen Hartsegmenten
Primärstruktur eines idealen Segmentpolyurethans
Rest des langkettigen Moleküls
Rest des kurzkettigen Moleküls
Rest des Diisocyanats
Urethangruppe
Weich-segment
Hart-segment
Weich-segment
Hart-segment
Interchenare Nahordnungswechselwirkungzwischen Hartsegmenten
Primärstruktur eines idealen Segmentpolyurethans
Rest des langkettigen Moleküls
Rest des kurzkettigen Moleküls
Rest des Diisocyanats
Urethangruppe
Rest des langkettigen Moleküls
Rest des kurzkettigen Moleküls
Rest des Diisocyanats
Urethangruppe
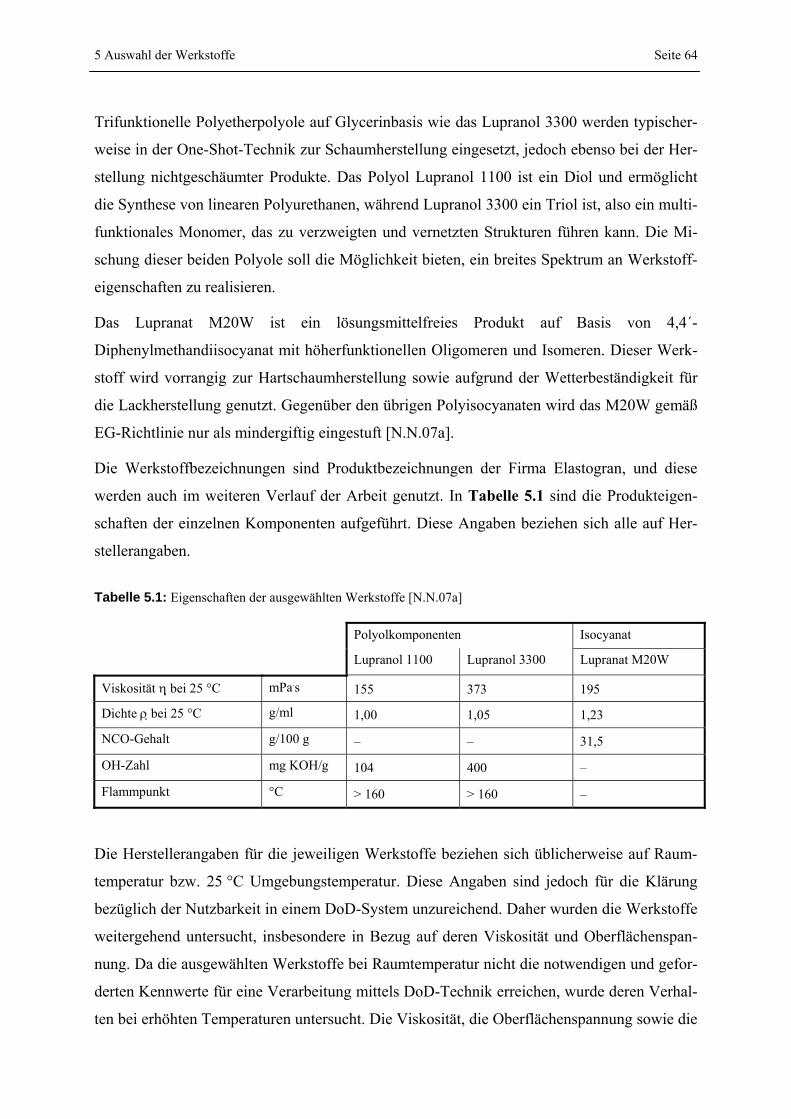
5 Auswahl der Werkstoffe Seite 64
Trifunktionelle Polyetherpolyole auf Glycerinbasis wie das Lupranol 3300 werden typischer-
weise in der One-Shot-Technik zur Schaumherstellung eingesetzt, jedoch ebenso bei der Her-
stellung nichtgeschäumter Produkte. Das Polyol Lupranol 1100 ist ein Diol und ermöglicht
die Synthese von linearen Polyurethanen, während Lupranol 3300 ein Triol ist, also ein multi-
funktionales Monomer, das zu verzweigten und vernetzten Strukturen führen kann. Die Mi-
schung dieser beiden Polyole soll die Möglichkeit bieten, ein breites Spektrum an Werkstoff-
eigenschaften zu realisieren.
Das Lupranat M20W ist ein lösungsmittelfreies Produkt auf Basis von 4,4´-
Diphenylmethandiisocyanat mit höherfunktionellen Oligomeren und Isomeren. Dieser Werk-
stoff wird vorrangig zur Hartschaumherstellung sowie aufgrund der Wetterbeständigkeit für
die Lackherstellung genutzt. Gegenüber den übrigen Polyisocyanaten wird das M20W gemäß
EG-Richtlinie nur als mindergiftig eingestuft [N.N.07a].
Die Werkstoffbezeichnungen sind Produktbezeichnungen der Firma Elastogran, und diese
werden auch im weiteren Verlauf der Arbeit genutzt. In Tabelle 5.1 sind die Produkteigen-
schaften der einzelnen Komponenten aufgeführt. Diese Angaben beziehen sich alle auf Her-
stellerangaben.
Tabelle 5.1: Eigenschaften der ausgewählten Werkstoffe [N.N.07a]
Polyolkomponenten Isocyanat
Lupranol 1100 Lupranol 3300 Lupranat M20W
Viskosität η bei 25 °C mPa.s 155 373 195
Dichte ρ bei 25 °C g/ml 1,00 1,05 1,23
NCO-Gehalt g/100 g – – 31,5
OH-Zahl mg KOH/g 104 400 –
Flammpunkt °C > 160 > 160 –
Die Herstellerangaben für die jeweiligen Werkstoffe beziehen sich üblicherweise auf Raum-
temperatur bzw. 25 °C Umgebungstemperatur. Diese Angaben sind jedoch für die Klärung
bezüglich der Nutzbarkeit in einem DoD-System unzureichend. Daher wurden die Werkstoffe
weitergehend untersucht, insbesondere in Bezug auf deren Viskosität und Oberflächenspan-
nung. Da die ausgewählten Werkstoffe bei Raumtemperatur nicht die notwendigen und gefor-
derten Kennwerte für eine Verarbeitung mittels DoD-Technik erreichen, wurde deren Verhal-
ten bei erhöhten Temperaturen untersucht. Die Viskosität, die Oberflächenspannung sowie die
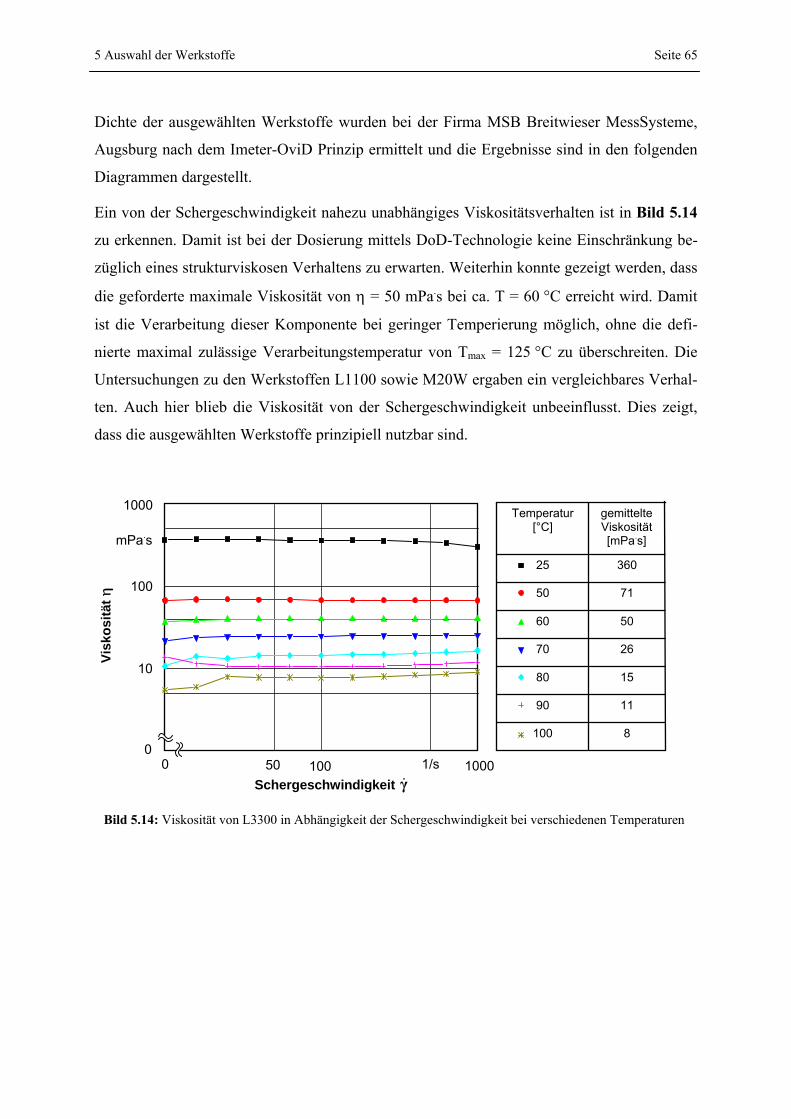
5 Auswahl der Werkstoffe Seite 65
Dichte der ausgewählten Werkstoffe wurden bei der Firma MSB Breitwieser MessSysteme,
Augsburg nach dem Imeter-OviD Prinzip ermittelt und die Ergebnisse sind in den folgenden
Diagrammen dargestellt.
Ein von der Schergeschwindigkeit nahezu unabhängiges Viskositätsverhalten ist in Bild 5.14
zu erkennen. Damit ist bei der Dosierung mittels DoD-Technologie keine Einschränkung be-
züglich eines strukturviskosen Verhaltens zu erwarten. Weiterhin konnte gezeigt werden, dass
die geforderte maximale Viskosität von η = 50 mPa.s bei ca. T = 60 °C erreicht wird. Damit
ist die Verarbeitung dieser Komponente bei geringer Temperierung möglich, ohne die defi-
nierte maximal zulässige Verarbeitungstemperatur von Tmax = 125 °C zu überschreiten. Die
Untersuchungen zu den Werkstoffen L1100 sowie M20W ergaben ein vergleichbares Verhal-
ten. Auch hier blieb die Viskosität von der Schergeschwindigkeit unbeeinflusst. Dies zeigt,
dass die ausgewählten Werkstoffe prinzipiell nutzbar sind.
Bild 5.14: Viskosität von L3300 in Abhängigkeit der Schergeschwindigkeit bei verschiedenen Temperaturen
100 1000
10
100
Visk
ositä
t η
Schergeschwindigkeit
1000
mPa.s
1/s50 γ&
00
gemittelte Viskosität [mPa.s]
Temperatur [°C]
71 50
360 25
26 70
50 60
15 80
8 100
11 90
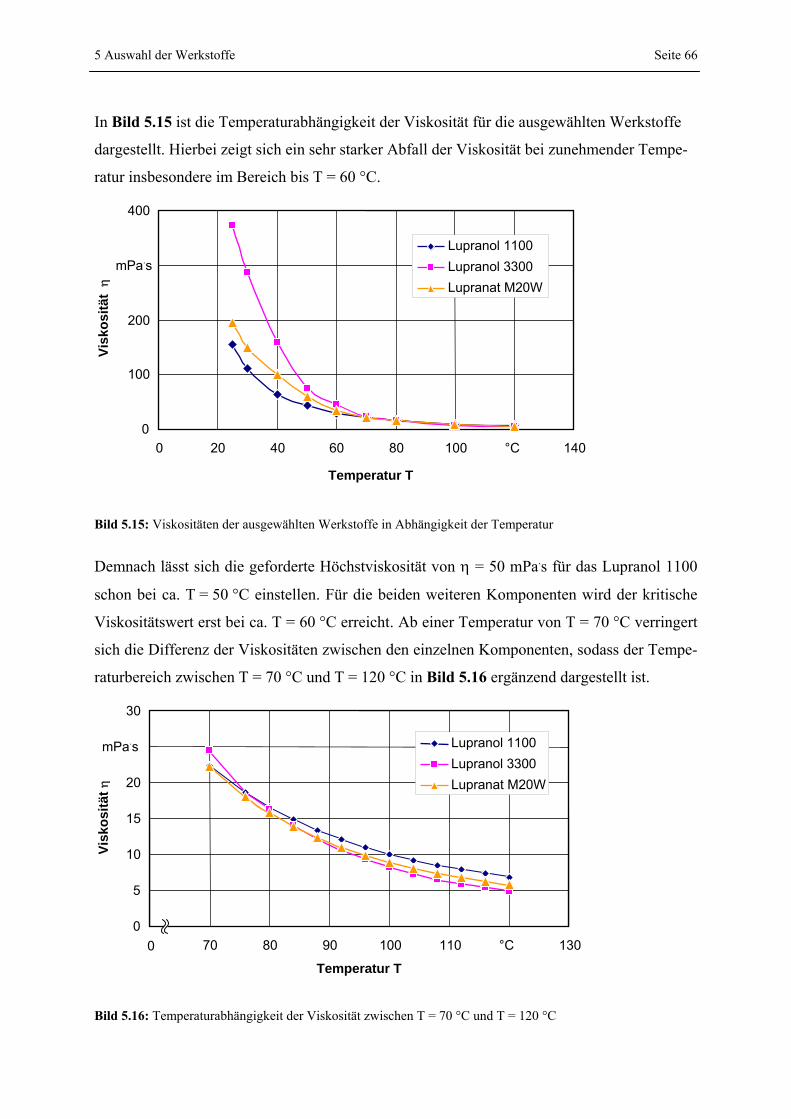
5 Auswahl der Werkstoffe Seite 66
In Bild 5.15 ist die Temperaturabhängigkeit der Viskosität für die ausgewählten Werkstoffe
dargestellt. Hierbei zeigt sich ein sehr starker Abfall der Viskosität bei zunehmender Tempe-
ratur insbesondere im Bereich bis T = 60 °C.
Bild 5.15: Viskositäten der ausgewählten Werkstoffe in Abhängigkeit der Temperatur
Demnach lässt sich die geforderte Höchstviskosität von η = 50 mPa.s für das Lupranol 1100
schon bei ca. T = 50 °C einstellen. Für die beiden weiteren Komponenten wird der kritische
Viskositätswert erst bei ca. T = 60 °C erreicht. Ab einer Temperatur von T = 70 °C verringert
sich die Differenz der Viskositäten zwischen den einzelnen Komponenten, sodass der Tempe-
raturbereich zwischen T = 70 °C und T = 120 °C in Bild 5.16 ergänzend dargestellt ist.
Bild 5.16: Temperaturabhängigkeit der Viskosität zwischen T = 70 °C und T = 120 °C
0
100
200
mPa.s
400
0 20 40 60 80 100 °C 140
Temperatur T
Visk
ositä
t η
Lupranol 1100 Lupranol 3300 Lupranat M20W
0
5 10 15 20
mPa.s 30
70 80 90 100 110 °C 130 Temperatur T
Visk
ositä
t η
Lupranol 1100Lupranol 3300Lupranat M20W
0
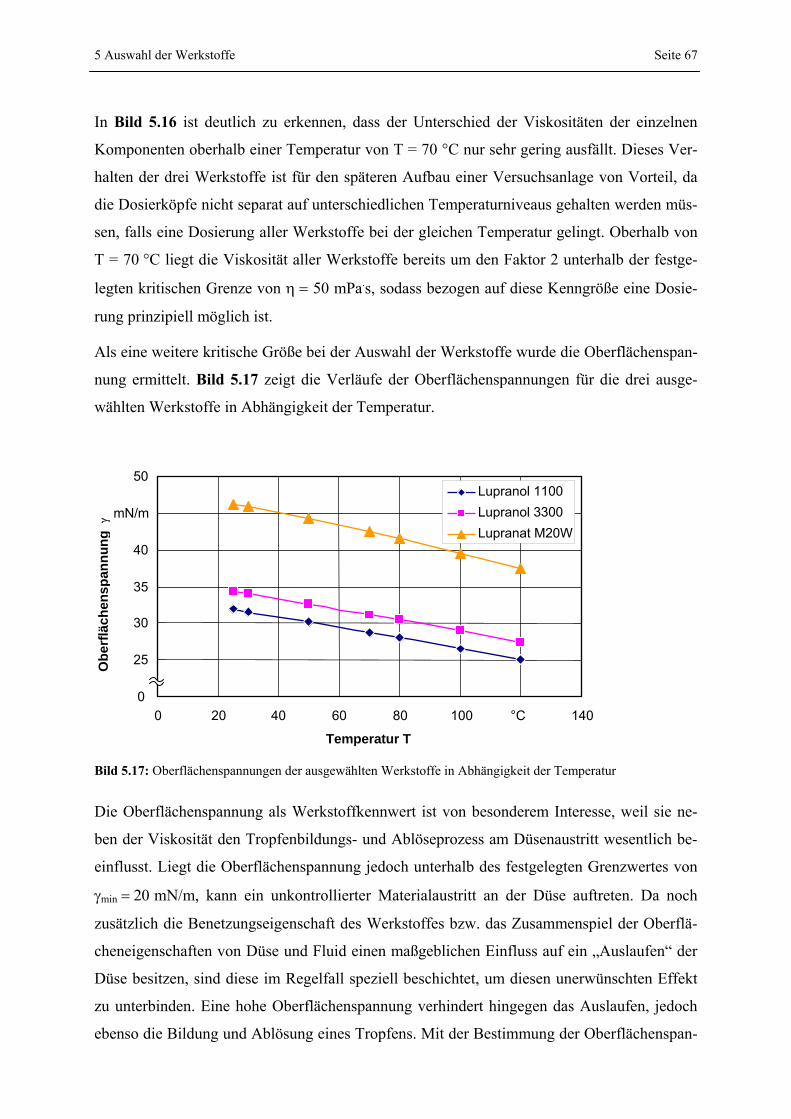
5 Auswahl der Werkstoffe Seite 67
In Bild 5.16 ist deutlich zu erkennen, dass der Unterschied der Viskositäten der einzelnen
Komponenten oberhalb einer Temperatur von T = 70 °C nur sehr gering ausfällt. Dieses Ver-
halten der drei Werkstoffe ist für den späteren Aufbau einer Versuchsanlage von Vorteil, da
die Dosierköpfe nicht separat auf unterschiedlichen Temperaturniveaus gehalten werden müs-
sen, falls eine Dosierung aller Werkstoffe bei der gleichen Temperatur gelingt. Oberhalb von
T = 70 °C liegt die Viskosität aller Werkstoffe bereits um den Faktor 2 unterhalb der festge-
legten kritischen Grenze von η = 50 mPa.s, sodass bezogen auf diese Kenngröße eine Dosie-
rung prinzipiell möglich ist.
Als eine weitere kritische Größe bei der Auswahl der Werkstoffe wurde die Oberflächenspan-
nung ermittelt. Bild 5.17 zeigt die Verläufe der Oberflächenspannungen für die drei ausge-
wählten Werkstoffe in Abhängigkeit der Temperatur.
Bild 5.17: Oberflächenspannungen der ausgewählten Werkstoffe in Abhängigkeit der Temperatur
Die Oberflächenspannung als Werkstoffkennwert ist von besonderem Interesse, weil sie ne-
ben der Viskosität den Tropfenbildungs- und Ablöseprozess am Düsenaustritt wesentlich be-
einflusst. Liegt die Oberflächenspannung jedoch unterhalb des festgelegten Grenzwertes von
γmin = 20 mN/m, kann ein unkontrollierter Materialaustritt an der Düse auftreten. Da noch
zusätzlich die Benetzungseigenschaft des Werkstoffes bzw. das Zusammenspiel der Oberflä-
cheneigenschaften von Düse und Fluid einen maßgeblichen Einfluss auf ein „Auslaufen“ der
Düse besitzen, sind diese im Regelfall speziell beschichtet, um diesen unerwünschten Effekt
zu unterbinden. Eine hohe Oberflächenspannung verhindert hingegen das Auslaufen, jedoch
ebenso die Bildung und Ablösung eines Tropfens. Mit der Bestimmung der Oberflächenspan-
0
25 30 35 40
mN/m 50
0 20 40 60 80 100 °C 140 Temperatur T
Obe
rflä
chen
span
nung
γ
Lupranol 1100 Lupranol 3300 Lupranat M20W
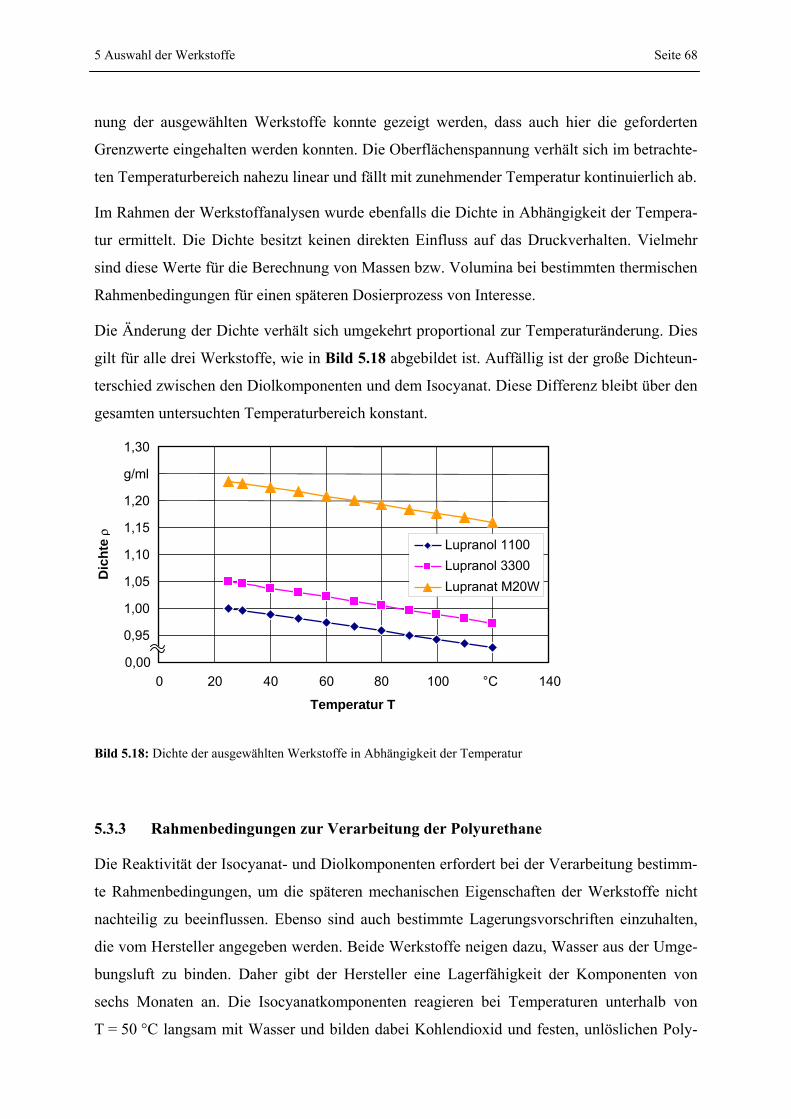
5 Auswahl der Werkstoffe Seite 68
nung der ausgewählten Werkstoffe konnte gezeigt werden, dass auch hier die geforderten
Grenzwerte eingehalten werden konnten. Die Oberflächenspannung verhält sich im betrachte-
ten Temperaturbereich nahezu linear und fällt mit zunehmender Temperatur kontinuierlich ab.
Im Rahmen der Werkstoffanalysen wurde ebenfalls die Dichte in Abhängigkeit der Tempera-
tur ermittelt. Die Dichte besitzt keinen direkten Einfluss auf das Druckverhalten. Vielmehr
sind diese Werte für die Berechnung von Massen bzw. Volumina bei bestimmten thermischen
Rahmenbedingungen für einen späteren Dosierprozess von Interesse.
Die Änderung der Dichte verhält sich umgekehrt proportional zur Temperaturänderung. Dies
gilt für alle drei Werkstoffe, wie in Bild 5.18 abgebildet ist. Auffällig ist der große Dichteun-
terschied zwischen den Diolkomponenten und dem Isocyanat. Diese Differenz bleibt über den
gesamten untersuchten Temperaturbereich konstant.
Bild 5.18: Dichte der ausgewählten Werkstoffe in Abhängigkeit der Temperatur
5.3.3 Rahmenbedingungen zur Verarbeitung der Polyurethane
Die Reaktivität der Isocyanat- und Diolkomponenten erfordert bei der Verarbeitung bestimm-
te Rahmenbedingungen, um die späteren mechanischen Eigenschaften der Werkstoffe nicht
nachteilig zu beeinflussen. Ebenso sind auch bestimmte Lagerungsvorschriften einzuhalten,
die vom Hersteller angegeben werden. Beide Werkstoffe neigen dazu, Wasser aus der Umge-
bungsluft zu binden. Daher gibt der Hersteller eine Lagerfähigkeit der Komponenten von
sechs Monaten an. Die Isocyanatkomponenten reagieren bei Temperaturen unterhalb von
T = 50 °C langsam mit Wasser und bilden dabei Kohlendioxid und festen, unlöslichen Poly-
0,00 0,95 1,00 1,05 1,10 1,15 1,20 g/ml 1,30
0 20 40 60 80 100 °C 140 Temperatur T
Dic
hte
ρ
Lupranol 1100Lupranol 3300Lupranat M20W
5 Auswahl der Werkstoffe Seite 69
harnstoff [N.N.97]. Eine Erhöhung der Lagertemperatur um bereits T = 10 °C führt zu einer
Halbierung der Lagerzeit [SCH04]. Diese Reaktion kann auch beim Einsatz von wasserhalti-
gen organischen Lösungsmitteln auftreten, zum Beispiel bei Reinigungsvorgängen an den
Druckköpfen. Eine Teilreaktion des Isocyanats führt zu einer Verminderung der Reaktivität
und zu einer Veränderung des Fließverhaltens. Die Bindung von Wasser führt zunächst zu
einer Erhöhung der Viskosität und damit zu veränderlichen Versuchsbedingungen bis hin zur
vollständigen Verfestigung. Das in den Diolkomponenten gebundene Wasser ist ursächlich
bei der Reaktion mit dem Isocyanat für eine verstärkte Ausgasung verantwortlich. Die Folge
ist ein Aufschäumen des Reaktionsproduktes. Daher ist es erforderlich, die gesamte Handha-
bung der Einzelkomponenten sowie den Auftragprozess bis zur vollständigen Reaktion beider
Komponenten unter Ausschluss von Wasser durchzuführen.
Weiterhin muss an dieser Stelle auch eine eventuelle gesundheitliche Beeinträchtigung beim
offenen Umgang mit Isocyanaten erwähnt werden. Daher werden vom Hersteller Hinweise
zum Umgang, zur Lagerung und Handhabung dieser Werkstoffe herausgegeben.
Eine Kapselung des Versuchsaufbaus und die Einstellung einer definierten Atmosphäre erfül-
len die Voraussetzung, um unter Ausschluss von Wasser bzw. Feuchtigkeit arbeiten zu kön-
nen. Durch den Einsatz einer Zwangsentlüftung kann auch die gesundheitliche Belastung na-
hezu ausgeschlossen werden. Der Versuchsaufbau und dessen Kapselung sind in Kapitel 6
ausführlich beschrieben.
5.3.4 Anordnung der Dosiersysteme
In Abhängigkeit von den Werkstoffen und deren Art der Vernetzungsreaktion können unter-
schiedliche Dosierungsstrategien genutzt werden. Grundsätzlich werden zwei Dosierstrate-
gien differenziert:
Bei Dosiersystemen mit Mischkammern werden die reaktiven Komponenten bereits innerhalb
des Druckkopfes zur Mischung gebracht. Anschließend wird ein Tropfen mit dem gewünsch-
ten Mischungsverhältnis ausgetragen. Ungeeignet für diese Dosiersysteme sind reaktive Sys-
teme, die innerhalb weniger Sekunden nach der Mischung bereits aushärten bzw. deren Vis-
kositäten sich in erheblichem Maße ändern und unter Umständen an Volumen zunehmen
(Bild 5.19a).
Dosiersysteme mit einzelnen Druckköpfen für jede Komponente, wie sie üblicherweise auch
in der Farbdrucktechnik eingesetzt werden, sind daher für reaktive Werkstoffe zu bevorzugen,
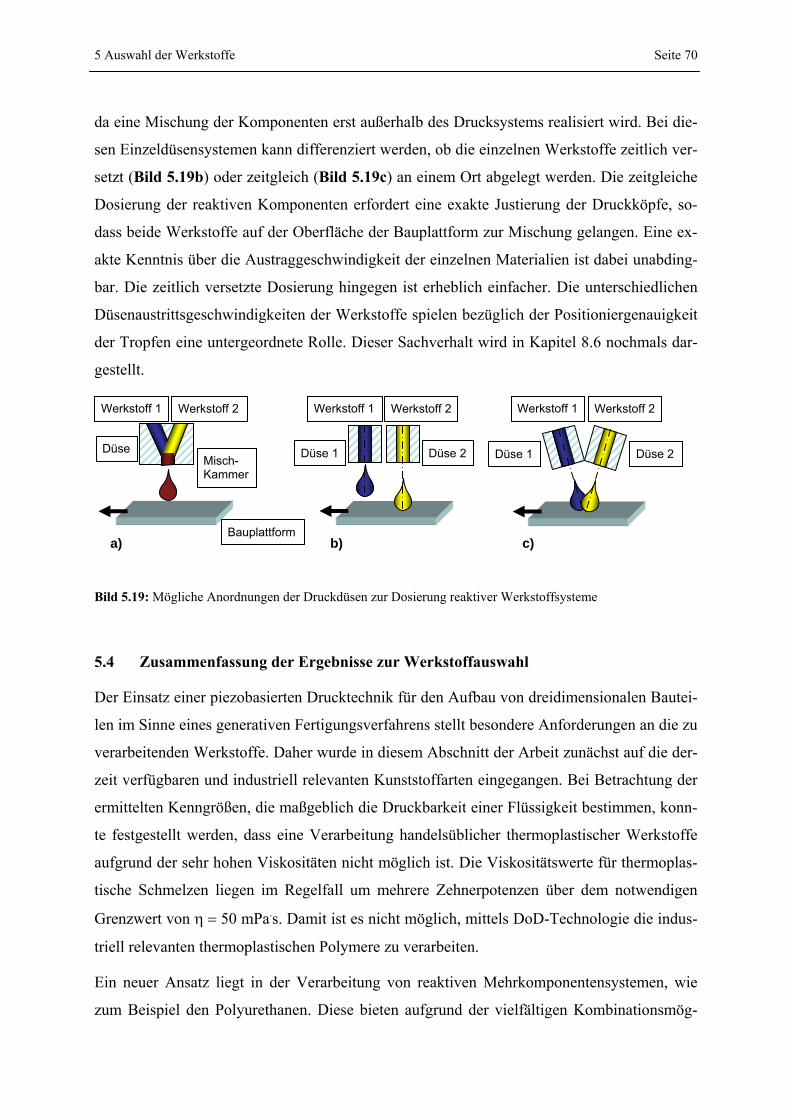
5 Auswahl der Werkstoffe Seite 70
da eine Mischung der Komponenten erst außerhalb des Drucksystems realisiert wird. Bei die-
sen Einzeldüsensystemen kann differenziert werden, ob die einzelnen Werkstoffe zeitlich ver-
setzt (Bild 5.19b) oder zeitgleich (Bild 5.19c) an einem Ort abgelegt werden. Die zeitgleiche
Dosierung der reaktiven Komponenten erfordert eine exakte Justierung der Druckköpfe, so-
dass beide Werkstoffe auf der Oberfläche der Bauplattform zur Mischung gelangen. Eine ex-
akte Kenntnis über die Austraggeschwindigkeit der einzelnen Materialien ist dabei unabding-
bar. Die zeitlich versetzte Dosierung hingegen ist erheblich einfacher. Die unterschiedlichen
Düsenaustrittsgeschwindigkeiten der Werkstoffe spielen bezüglich der Positioniergenauigkeit
der Tropfen eine untergeordnete Rolle. Dieser Sachverhalt wird in Kapitel 8.6 nochmals dar-
gestellt.
Bild 5.19: Mögliche Anordnungen der Druckdüsen zur Dosierung reaktiver Werkstoffsysteme
5.4 Zusammenfassung der Ergebnisse zur Werkstoffauswahl
Der Einsatz einer piezobasierten Drucktechnik für den Aufbau von dreidimensionalen Bautei-
len im Sinne eines generativen Fertigungsverfahrens stellt besondere Anforderungen an die zu
verarbeitenden Werkstoffe. Daher wurde in diesem Abschnitt der Arbeit zunächst auf die der-
zeit verfügbaren und industriell relevanten Kunststoffarten eingegangen. Bei Betrachtung der
ermittelten Kenngrößen, die maßgeblich die Druckbarkeit einer Flüssigkeit bestimmen, konn-
te festgestellt werden, dass eine Verarbeitung handelsüblicher thermoplastischer Werkstoffe
aufgrund der sehr hohen Viskositäten nicht möglich ist. Die Viskositätswerte für thermoplas-
tische Schmelzen liegen im Regelfall um mehrere Zehnerpotenzen über dem notwendigen
Grenzwert von η = 50 mPa.s. Damit ist es nicht möglich, mittels DoD-Technologie die indus-
triell relevanten thermoplastischen Polymere zu verarbeiten.
Ein neuer Ansatz liegt in der Verarbeitung von reaktiven Mehrkomponentensystemen, wie
zum Beispiel den Polyurethanen. Diese bieten aufgrund der vielfältigen Kombinationsmög-
Werkstoff 1 Werkstoff 2
Misch-Kammer
Düse
Bauplattform
Düse 2 Düse 1
Werkstoff 1 Werkstoff 2
Düse 2 Düse 1
Werkstoff 1 Werkstoff 2
a) b) c)
5 Auswahl der Werkstoffe Seite 71
lichkeiten von Diolen und Isocyanaten sowie von unterschiedlichen Additiven ein nahezu
unbegrenztes Spektrum an mechanischen, elektrischen, chemischen und nicht zuletzt auch
optischen Eigenschaften. Zunächst wurde aus der Vielfalt der Systeme eine Werkstoffkombi-
nation ausgewählt, die in Abhängigkeit der Mischungsverhältnisse unterschiedliche mechani-
sche Eigenschaften ermöglicht. Dieses Werkstoffsystem bzw. die einzelnen Komponenten
wurden bezüglich der Viskosität, der Oberflächenspannung und der Dichte in Abhängigkeit
der Temperatur charakterisiert. Dabei konnte festgestellt werden, dass die ausgewählten
Komponenten alle gestellten Bedingungen erfüllen und damit theoretisch mittels DoD-
Technologie dosierbar sind.
Die Komponenten des ausgewählten Werkstoffsystems müssen jedoch mindestens auf
T = 70 °C temperiert werden, um die geforderten Grenzwerte hinsichtlich der Viskosität zu
erreichen. Daraus lassen sich wiederum eine Reihe von Anforderungen bezüglich der Ver-
suchsanlage und der Druckköpfe ableiten. Die Verarbeitung von Isocyanaten erfordert eine
trockene Umgebung, sodass die Versuchsanlage gekapselt und zwangsentlüftbar ausgelegt
sein muss. Die Druckköpfe müssen temperierbar ausgelegt werden, mit einer zulässigen
Temperaturschwankung von maximal T = +/– 3 °C. Diese geringe Temperaturschwankung ist
notwendig, um den Einfluss auf das Austragverhalten bedingt durch die temperaturabhängige
Viskosität zu vermindern.
In diesem Kapitel wurden die werkstofflichen Grundlagen zur Dosierung und Herstellung von
gradierten Werkstoffeigenschaften gelegt. Im folgenden Abschnitt wird der Aufbau der Ver-
suchsanlage gemäß den werkstoffseitigen Anforderungen dargestellt und die Funktion der
einzelnen Komponenten erläutert. Dieser Versuchsaufbau wurde für sämtliche Dosierungsun-
tersuchungen eingesetzt, die im weiteren Verlauf der Arbeit ausführlich beschrieben sind.
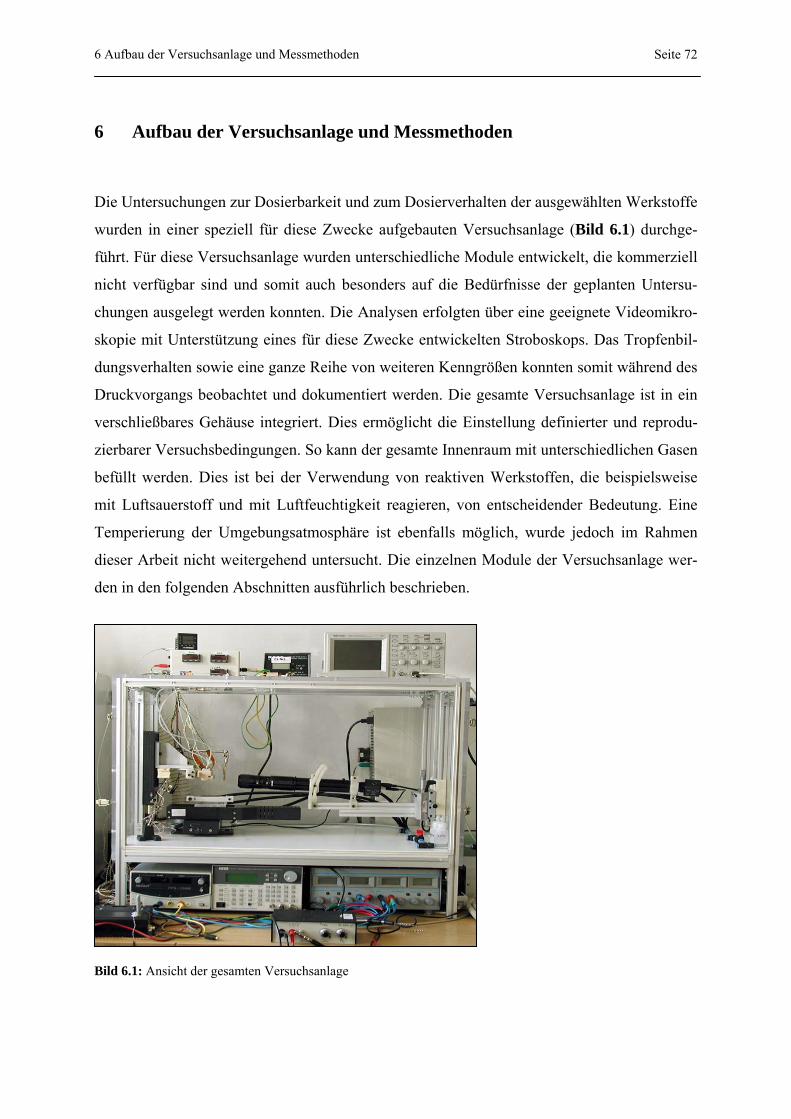
6 Aufbau der Versuchsanlage und Messmethoden
Seite 72
6 Aufbau der Versuchsanlage und Messmethoden
Die Untersuchungen zur Dosierbarkeit und zum Dosierverhalten der ausgewählten Werkstoffe
wurden in einer speziell für diese Zwecke aufgebauten Versuchsanlage (Bild 6.1) durchge-
führt. Für diese Versuchsanlage wurden unterschiedliche Module entwickelt, die kommerziell
nicht verfügbar sind und somit auch besonders auf die Bedürfnisse der geplanten Untersu-
chungen ausgelegt werden konnten. Die Analysen erfolgten über eine geeignete Videomikro-
skopie mit Unterstützung eines für diese Zwecke entwickelten Stroboskops. Das Tropfenbil-
dungsverhalten sowie eine ganze Reihe von weiteren Kenngrößen konnten somit während des
Druckvorgangs beobachtet und dokumentiert werden. Die gesamte Versuchsanlage ist in ein
verschließbares Gehäuse integriert. Dies ermöglicht die Einstellung definierter und reprodu-
zierbarer Versuchsbedingungen. So kann der gesamte Innenraum mit unterschiedlichen Gasen
befüllt werden. Dies ist bei der Verwendung von reaktiven Werkstoffen, die beispielsweise
mit Luftsauerstoff und mit Luftfeuchtigkeit reagieren, von entscheidender Bedeutung. Eine
Temperierung der Umgebungsatmosphäre ist ebenfalls möglich, wurde jedoch im Rahmen
dieser Arbeit nicht weitergehend untersucht. Die einzelnen Module der Versuchsanlage wer-
den in den folgenden Abschnitten ausführlich beschrieben.
Bild 6.1: Ansicht der gesamten Versuchsanlage
6 Aufbau der Versuchsanlage und Messmethoden
Seite 73
6.1 Videomikroskopie
Die Videomikroskopie wurde vorrangig für die Beobachtung des Tropfenbildungs- und Ablö-
seprozesses eingesetzt. Dafür wurde ein digitales Videomikroskop von der Firma Optometron
mit einem Zoomobjektiv, das maximal eine 48-fache Vergrößerung ermöglicht, in die Ver-
suchsanlage integriert. An das Mikroskop ist eine Standard-CCD-Kamera angeschlossen mit
einer Auflösung von 980 x 450 Pixel, deren Ausgangssignal über eine Framegrabberkarte
direkt an einen PC übergeben werden kann. Dies ermöglicht eine kontinuierliche Beobach-
tung der Vorgänge am Düsenausgang. Weiterhin wurde das System mit einer entsprechenden
Messsoftware ausgestattet, sodass die Tropfendurchmesser, die Austrittsgeschwindigkeit, die
Tropfenabstände und weitere relevante Kenngrößen aufgenommen und ausgewertet werden
konnten. Ebenso konnte der notwendige Abstand von der Düsenplatte ermittelt werden, um
die Ausbildung eines Tropfens zu gewährleisten, bevor dieser auf der Bauplattform auftrifft.
Die Vorgänge beim Aufprall der Tropfen auf der Bauplattform wurden ebenfalls mit diesem
System analysiert. Dabei war es möglich, jede einzelne Phase des Aufpralls zu dokumentieren
und zu erfassen.
6.2 Entwicklung einer LED-Stroboskopie
Die Beobachtung der Tropfenbildung sowie der Vorgänge am Düsenaustritt und im Düsenka-
nal ist für die Beurteilung der Prozessgüte von entscheidender Bedeutung. Der Einsatz eines
Videomikroskops bildet hierbei die Voraussetzung. Die Impulsfrequenz der Tropfen liegt im
Regelfall im Bereich von fi = 1 kHz und übersteigt damit um ein Vielfaches die Bildwieder-
holrate der eingesetzten CCD-Kamera. Mit dem Aufbau eines Weißlicht-LED-Stroboskops
konnte dieses Problem auf einfache Weise gelöst werden. Die Ansteuerung des Stroboskops
erfolgt über das Rechtecksignal, das zur Ansteuerung der Düse eingesetzt wird. Damit ist
immer die Synchronisation von Piezo- und Belichtungsfrequenz gewährleistet. Durch die Re-
alisierung einer nahezu beliebigen und stufenlosen Phasenverschiebung des Lichtimpulses
gegenüber dem Piezoimpuls und einer beliebig wählbaren Lichtimpulslänge konnte die Trop-
fenbildung kontinuierlich über die gesamte Austritts- und Ablösephase beobachtet und doku-
mentiert werden.
In Bild 6.2 ist eine typische Tropfenbildung über die Abrissphase bis hin zur Ausbildung ei-
nes Tropfens dargestellt. Die Bildfolge wurde in zeitlichen Abständen von t = 5 µs je Bild
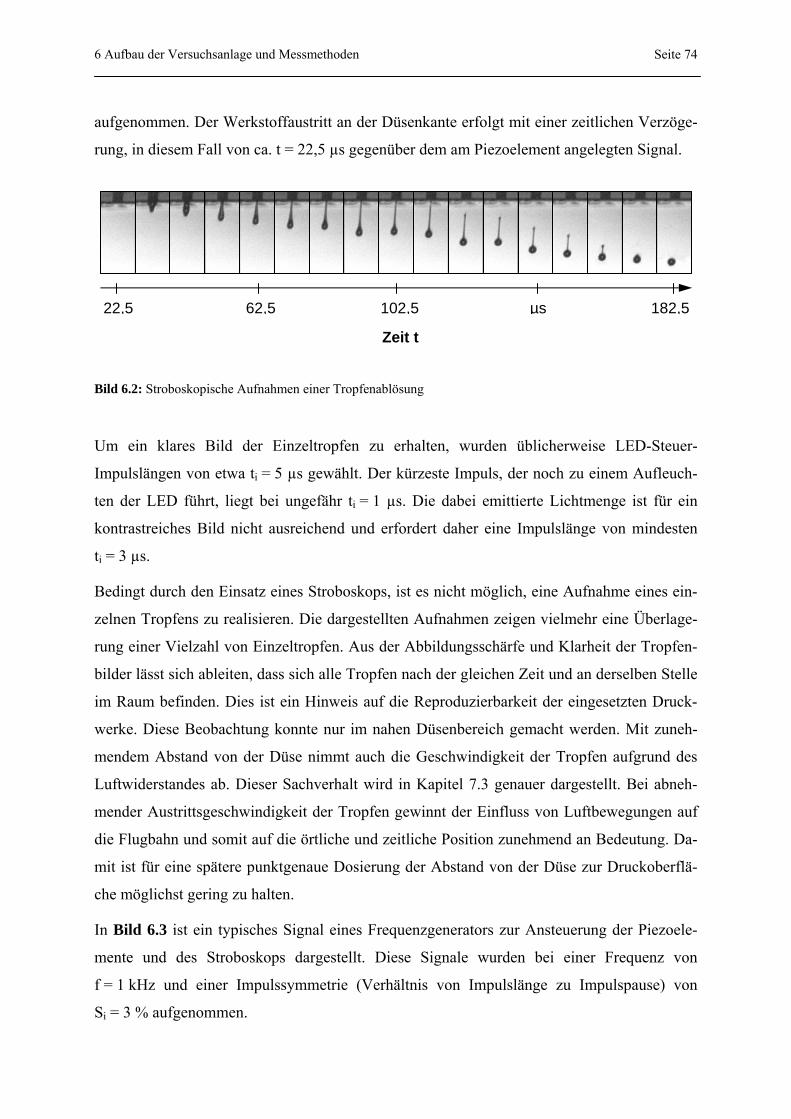
6 Aufbau der Versuchsanlage und Messmethoden
Seite 74
aufgenommen. Der Werkstoffaustritt an der Düsenkante erfolgt mit einer zeitlichen Verzöge-
rung, in diesem Fall von ca. t = 22,5 µs gegenüber dem am Piezoelement angelegten Signal.
Bild 6.2: Stroboskopische Aufnahmen einer Tropfenablösung
Um ein klares Bild der Einzeltropfen zu erhalten, wurden üblicherweise LED-Steuer-
Impulslängen von etwa ti = 5 µs gewählt. Der kürzeste Impuls, der noch zu einem Aufleuch-
ten der LED führt, liegt bei ungefähr ti = 1 µs. Die dabei emittierte Lichtmenge ist für ein
kontrastreiches Bild nicht ausreichend und erfordert daher eine Impulslänge von mindesten
ti = 3 µs.
Bedingt durch den Einsatz eines Stroboskops, ist es nicht möglich, eine Aufnahme eines ein-
zelnen Tropfens zu realisieren. Die dargestellten Aufnahmen zeigen vielmehr eine Überlage-
rung einer Vielzahl von Einzeltropfen. Aus der Abbildungsschärfe und Klarheit der Tropfen-
bilder lässt sich ableiten, dass sich alle Tropfen nach der gleichen Zeit und an derselben Stelle
im Raum befinden. Dies ist ein Hinweis auf die Reproduzierbarkeit der eingesetzten Druck-
werke. Diese Beobachtung konnte nur im nahen Düsenbereich gemacht werden. Mit zuneh-
mendem Abstand von der Düse nimmt auch die Geschwindigkeit der Tropfen aufgrund des
Luftwiderstandes ab. Dieser Sachverhalt wird in Kapitel 7.3 genauer dargestellt. Bei abneh-
mender Austrittsgeschwindigkeit der Tropfen gewinnt der Einfluss von Luftbewegungen auf
die Flugbahn und somit auf die örtliche und zeitliche Position zunehmend an Bedeutung. Da-
mit ist für eine spätere punktgenaue Dosierung der Abstand von der Düse zur Druckoberflä-
che möglichst gering zu halten.
In Bild 6.3 ist ein typisches Signal eines Frequenzgenerators zur Ansteuerung der Piezoele-
mente und des Stroboskops dargestellt. Diese Signale wurden bei einer Frequenz von
f = 1 kHz und einer Impulssymmetrie (Verhältnis von Impulslänge zu Impulspause) von
Si = 3 % aufgenommen.
22,5 62,5 102,5 182,5µs
Zeit t
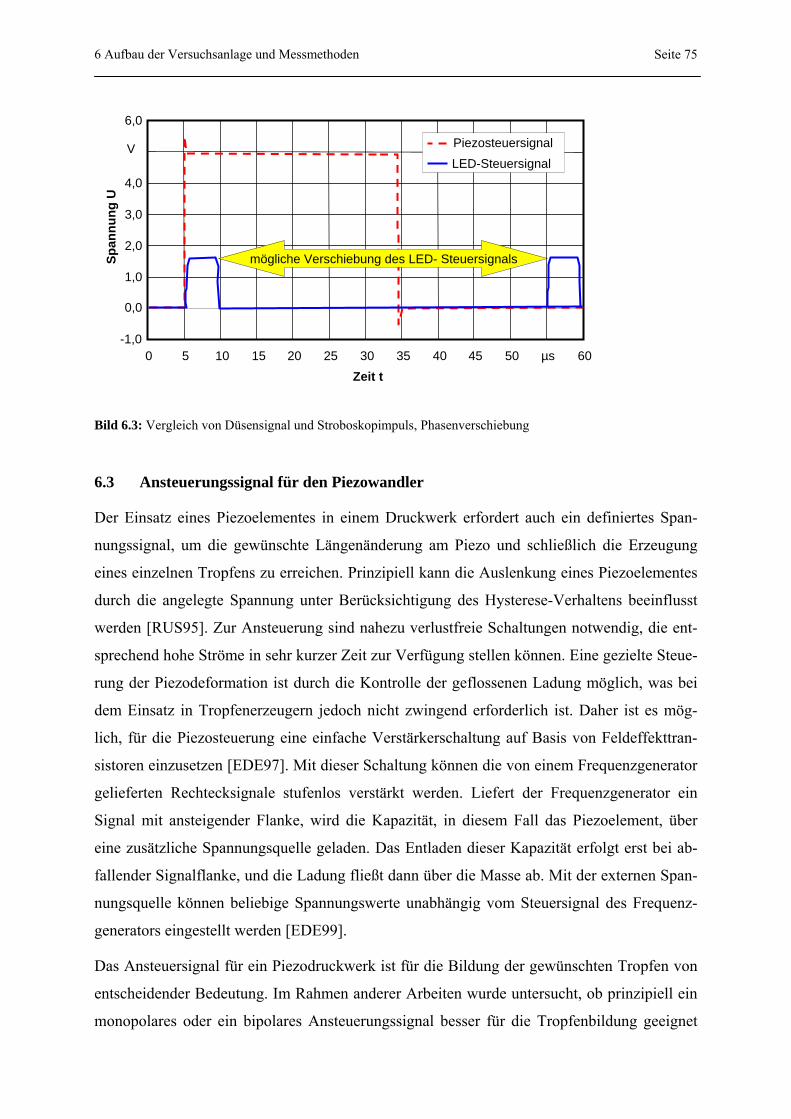
6 Aufbau der Versuchsanlage und Messmethoden
Seite 75
Bild 6.3: Vergleich von Düsensignal und Stroboskopimpuls, Phasenverschiebung
6.3 Ansteuerungssignal für den Piezowandler
Der Einsatz eines Piezoelementes in einem Druckwerk erfordert auch ein definiertes Span-
nungssignal, um die gewünschte Längenänderung am Piezo und schließlich die Erzeugung
eines einzelnen Tropfens zu erreichen. Prinzipiell kann die Auslenkung eines Piezoelementes
durch die angelegte Spannung unter Berücksichtigung des Hysterese-Verhaltens beeinflusst
werden [RUS95]. Zur Ansteuerung sind nahezu verlustfreie Schaltungen notwendig, die ent-
sprechend hohe Ströme in sehr kurzer Zeit zur Verfügung stellen können. Eine gezielte Steue-
rung der Piezodeformation ist durch die Kontrolle der geflossenen Ladung möglich, was bei
dem Einsatz in Tropfenerzeugern jedoch nicht zwingend erforderlich ist. Daher ist es mög-
lich, für die Piezosteuerung eine einfache Verstärkerschaltung auf Basis von Feldeffekttran-
sistoren einzusetzen [EDE97]. Mit dieser Schaltung können die von einem Frequenzgenerator
gelieferten Rechtecksignale stufenlos verstärkt werden. Liefert der Frequenzgenerator ein
Signal mit ansteigender Flanke, wird die Kapazität, in diesem Fall das Piezoelement, über
eine zusätzliche Spannungsquelle geladen. Das Entladen dieser Kapazität erfolgt erst bei ab-
fallender Signalflanke, und die Ladung fließt dann über die Masse ab. Mit der externen Span-
nungsquelle können beliebige Spannungswerte unabhängig vom Steuersignal des Frequenz-
generators eingestellt werden [EDE99].
Das Ansteuersignal für ein Piezodruckwerk ist für die Bildung der gewünschten Tropfen von
entscheidender Bedeutung. Im Rahmen anderer Arbeiten wurde untersucht, ob prinzipiell ein
monopolares oder ein bipolares Ansteuerungssignal besser für die Tropfenbildung geeignet
-1,0
0,0
1,0
2,0
3,0
4,0
V
6,0
0 5 10 15 20 25 30 35 40 45 50 µs 60 Zeit t
Span
nung
U
LED-SteuersignalPiezosteuersignal
mögliche Verschiebung des LED- Steuersignals
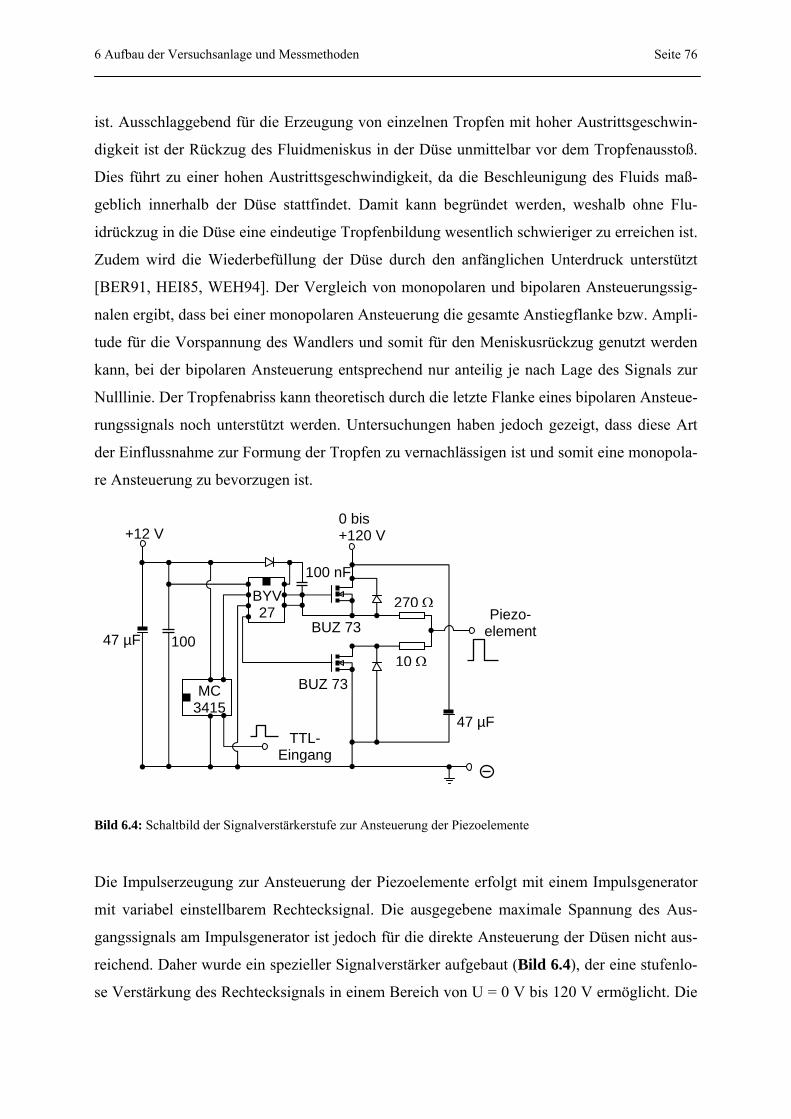
6 Aufbau der Versuchsanlage und Messmethoden
Seite 76
ist. Ausschlaggebend für die Erzeugung von einzelnen Tropfen mit hoher Austrittsgeschwin-
digkeit ist der Rückzug des Fluidmeniskus in der Düse unmittelbar vor dem Tropfenausstoß.
Dies führt zu einer hohen Austrittsgeschwindigkeit, da die Beschleunigung des Fluids maß-
geblich innerhalb der Düse stattfindet. Damit kann begründet werden, weshalb ohne Flu-
idrückzug in die Düse eine eindeutige Tropfenbildung wesentlich schwieriger zu erreichen ist.
Zudem wird die Wiederbefüllung der Düse durch den anfänglichen Unterdruck unterstützt
[BER91, HEI85, WEH94]. Der Vergleich von monopolaren und bipolaren Ansteuerungssig-
nalen ergibt, dass bei einer monopolaren Ansteuerung die gesamte Anstiegflanke bzw. Ampli-
tude für die Vorspannung des Wandlers und somit für den Meniskusrückzug genutzt werden
kann, bei der bipolaren Ansteuerung entsprechend nur anteilig je nach Lage des Signals zur
Nulllinie. Der Tropfenabriss kann theoretisch durch die letzte Flanke eines bipolaren Ansteue-
rungssignals noch unterstützt werden. Untersuchungen haben jedoch gezeigt, dass diese Art
der Einflussnahme zur Formung der Tropfen zu vernachlässigen ist und somit eine monopola-
re Ansteuerung zu bevorzugen ist.
Bild 6.4: Schaltbild der Signalverstärkerstufe zur Ansteuerung der Piezoelemente
Die Impulserzeugung zur Ansteuerung der Piezoelemente erfolgt mit einem Impulsgenerator
mit variabel einstellbarem Rechtecksignal. Die ausgegebene maximale Spannung des Aus-
gangssignals am Impulsgenerator ist jedoch für die direkte Ansteuerung der Düsen nicht aus-
reichend. Daher wurde ein spezieller Signalverstärker aufgebaut (Bild 6.4), der eine stufenlo-
se Verstärkung des Rechtecksignals in einem Bereich von U = 0 V bis 120 V ermöglicht. Die
47 µF
47 µF
MC 3415
TTL-Eingang
100
+12 V 0 bis +120 V
BYV 27
100 nF
BUZ 73
BUZ 73
270 Ω
10 Ω
Piezo-element
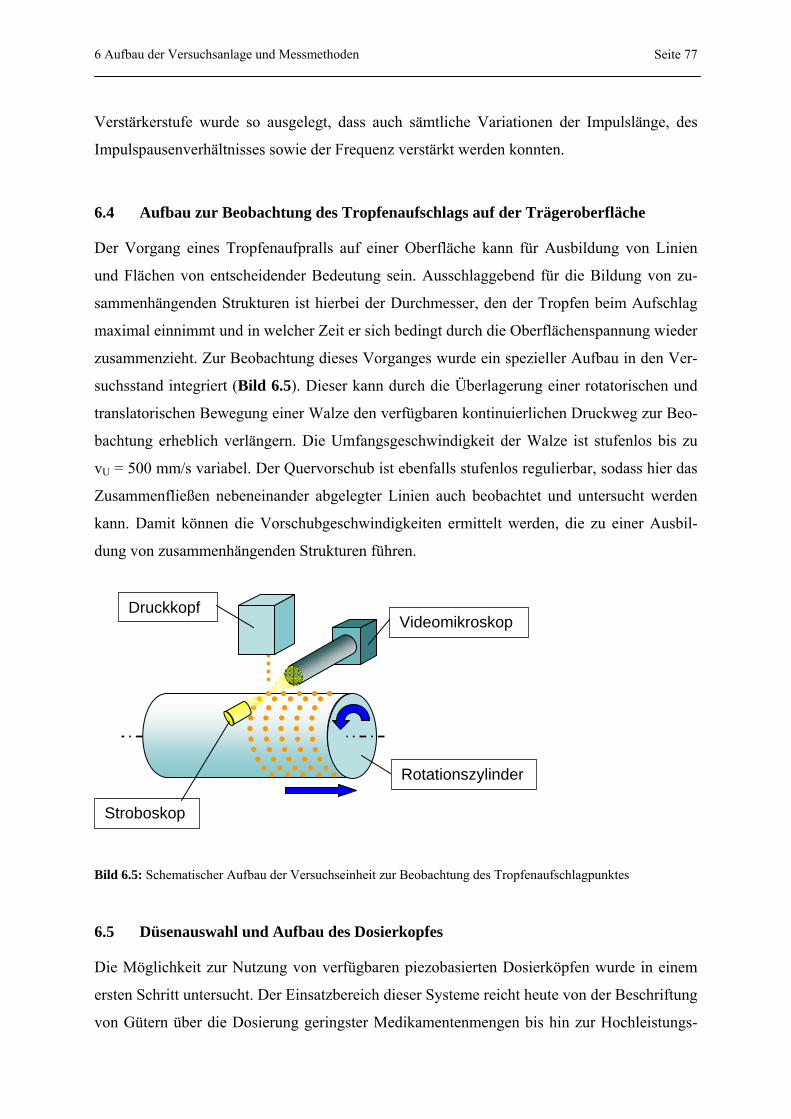
6 Aufbau der Versuchsanlage und Messmethoden
Seite 77
Verstärkerstufe wurde so ausgelegt, dass auch sämtliche Variationen der Impulslänge, des
Impulspausenverhältnisses sowie der Frequenz verstärkt werden konnten.
6.4 Aufbau zur Beobachtung des Tropfenaufschlags auf der Trägeroberfläche
Der Vorgang eines Tropfenaufpralls auf einer Oberfläche kann für Ausbildung von Linien
und Flächen von entscheidender Bedeutung sein. Ausschlaggebend für die Bildung von zu-
sammenhängenden Strukturen ist hierbei der Durchmesser, den der Tropfen beim Aufschlag
maximal einnimmt und in welcher Zeit er sich bedingt durch die Oberflächenspannung wieder
zusammenzieht. Zur Beobachtung dieses Vorganges wurde ein spezieller Aufbau in den Ver-
suchsstand integriert (Bild 6.5). Dieser kann durch die Überlagerung einer rotatorischen und
translatorischen Bewegung einer Walze den verfügbaren kontinuierlichen Druckweg zur Beo-
bachtung erheblich verlängern. Die Umfangsgeschwindigkeit der Walze ist stufenlos bis zu
vU = 500 mm/s variabel. Der Quervorschub ist ebenfalls stufenlos regulierbar, sodass hier das
Zusammenfließen nebeneinander abgelegter Linien auch beobachtet und untersucht werden
kann. Damit können die Vorschubgeschwindigkeiten ermittelt werden, die zu einer Ausbil-
dung von zusammenhängenden Strukturen führen.
Bild 6.5: Schematischer Aufbau der Versuchseinheit zur Beobachtung des Tropfenaufschlagpunktes
6.5 Düsenauswahl und Aufbau des Dosierkopfes
Die Möglichkeit zur Nutzung von verfügbaren piezobasierten Dosierköpfen wurde in einem
ersten Schritt untersucht. Der Einsatzbereich dieser Systeme reicht heute von der Beschriftung
von Gütern über die Dosierung geringster Medikamentenmengen bis hin zur Hochleistungs-
Druckkopf Videomikroskop
Rotationszylinder
Stroboskop
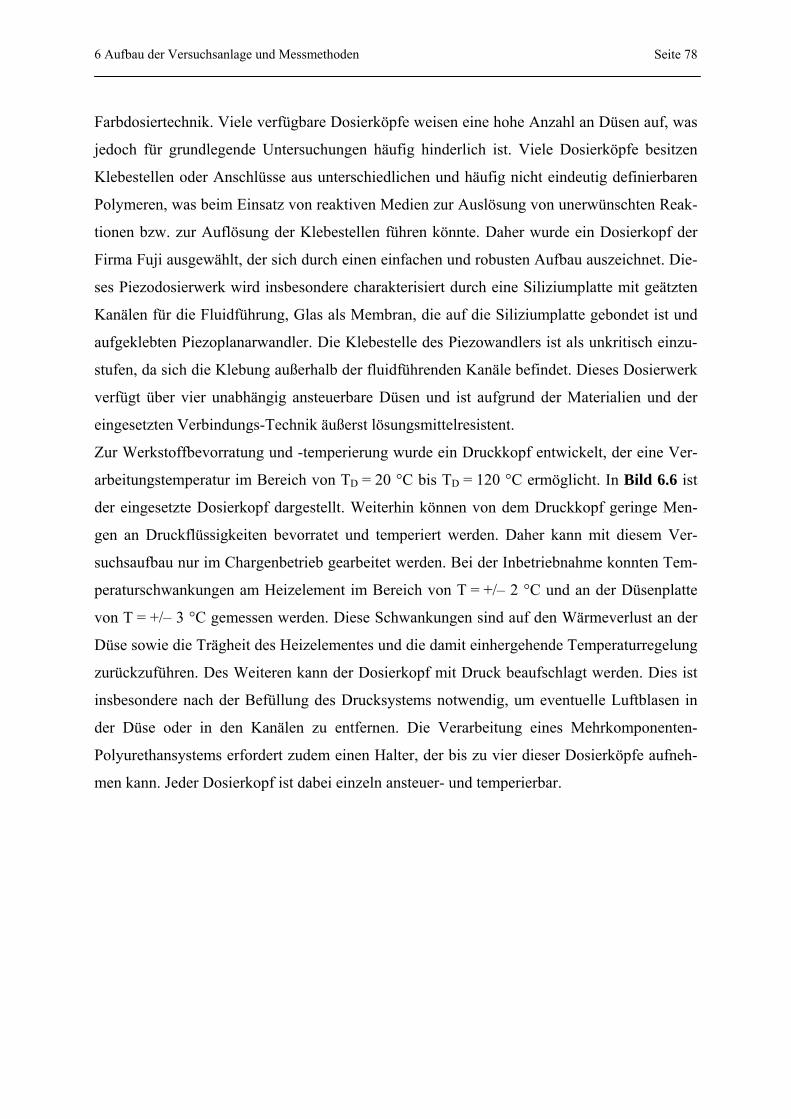
6 Aufbau der Versuchsanlage und Messmethoden
Seite 78
Farbdosiertechnik. Viele verfügbare Dosierköpfe weisen eine hohe Anzahl an Düsen auf, was
jedoch für grundlegende Untersuchungen häufig hinderlich ist. Viele Dosierköpfe besitzen
Klebestellen oder Anschlüsse aus unterschiedlichen und häufig nicht eindeutig definierbaren
Polymeren, was beim Einsatz von reaktiven Medien zur Auslösung von unerwünschten Reak-
tionen bzw. zur Auflösung der Klebestellen führen könnte. Daher wurde ein Dosierkopf der
Firma Fuji ausgewählt, der sich durch einen einfachen und robusten Aufbau auszeichnet. Die-
ses Piezodosierwerk wird insbesondere charakterisiert durch eine Siliziumplatte mit geätzten
Kanälen für die Fluidführung, Glas als Membran, die auf die Siliziumplatte gebondet ist und
aufgeklebten Piezoplanarwandler. Die Klebestelle des Piezowandlers ist als unkritisch einzu-
stufen, da sich die Klebung außerhalb der fluidführenden Kanäle befindet. Dieses Dosierwerk
verfügt über vier unabhängig ansteuerbare Düsen und ist aufgrund der Materialien und der
eingesetzten Verbindungs-Technik äußerst lösungsmittelresistent.
Zur Werkstoffbevorratung und -temperierung wurde ein Druckkopf entwickelt, der eine Ver-
arbeitungstemperatur im Bereich von TD = 20 °C bis TD = 120 °C ermöglicht. In Bild 6.6 ist
der eingesetzte Dosierkopf dargestellt. Weiterhin können von dem Druckkopf geringe Men-
gen an Druckflüssigkeiten bevorratet und temperiert werden. Daher kann mit diesem Ver-
suchsaufbau nur im Chargenbetrieb gearbeitet werden. Bei der Inbetriebnahme konnten Tem-
peraturschwankungen am Heizelement im Bereich von T = +/– 2 °C und an der Düsenplatte
von T = +/– 3 °C gemessen werden. Diese Schwankungen sind auf den Wärmeverlust an der
Düse sowie die Trägheit des Heizelementes und die damit einhergehende Temperaturregelung
zurückzuführen. Des Weiteren kann der Dosierkopf mit Druck beaufschlagt werden. Dies ist
insbesondere nach der Befüllung des Drucksystems notwendig, um eventuelle Luftblasen in
der Düse oder in den Kanälen zu entfernen. Die Verarbeitung eines Mehrkomponenten-
Polyurethansystems erfordert zudem einen Halter, der bis zu vier dieser Dosierköpfe aufneh-
men kann. Jeder Dosierkopf ist dabei einzeln ansteuer- und temperierbar.
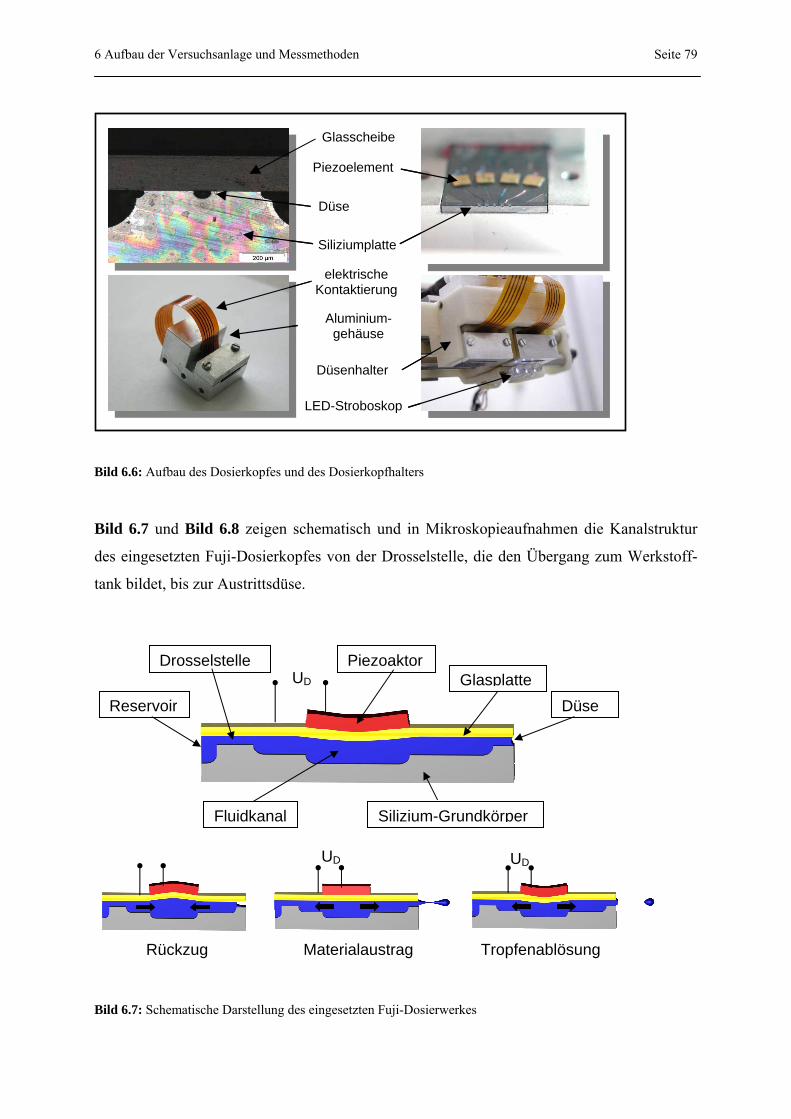
6 Aufbau der Versuchsanlage und Messmethoden
Seite 79
Bild 6.6: Aufbau des Dosierkopfes und des Dosierkopfhalters
Bild 6.7 und Bild 6.8 zeigen schematisch und in Mikroskopieaufnahmen die Kanalstruktur
des eingesetzten Fuji-Dosierkopfes von der Drosselstelle, die den Übergang zum Werkstoff-
tank bildet, bis zur Austrittsdüse.
Bild 6.7: Schematische Darstellung des eingesetzten Fuji-Dosierwerkes
UD
Reservoir
Drosselstelle PiezoaktorGlasplatte
Silizium-Grundkörper
Düse
Fluidkanal
UD UD
Rückzug Materialaustrag Tropfenablösung
Düsenhalter
Glasscheibe
Siliziumplatte
Piezoelement
elektrische Kontaktierung
Aluminium-gehäuse
LED-Stroboskop
Düse
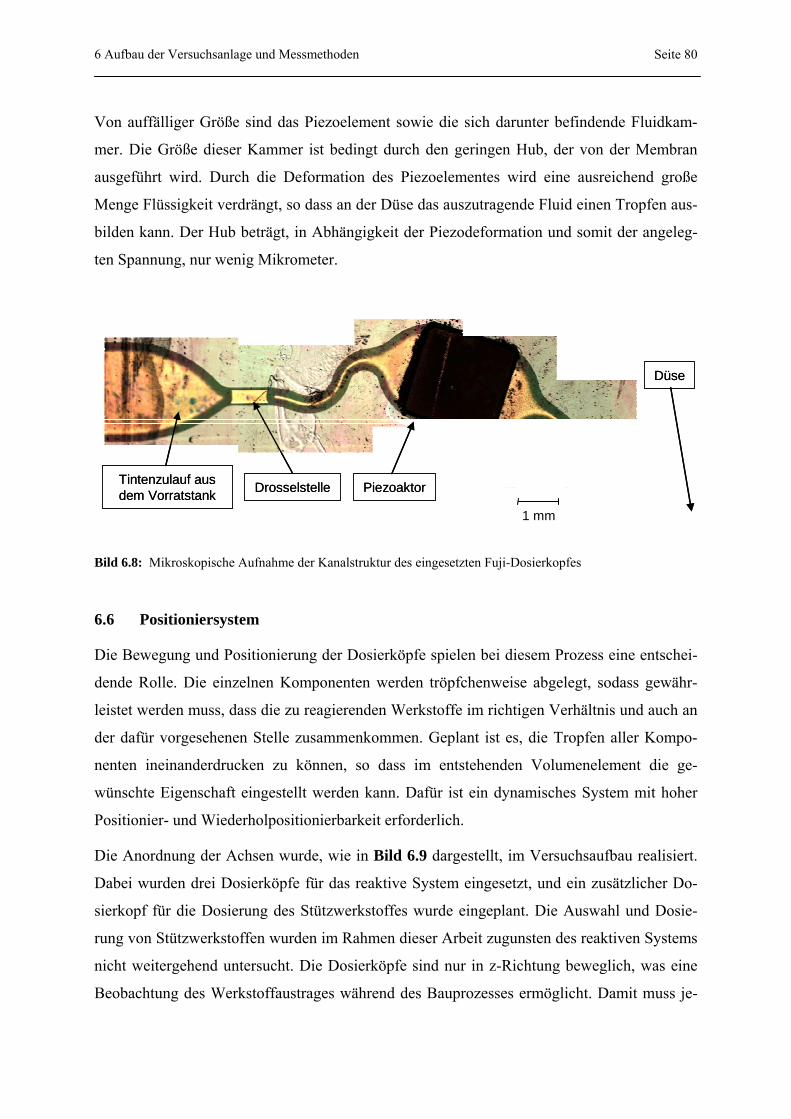
6 Aufbau der Versuchsanlage und Messmethoden
Seite 80
Von auffälliger Größe sind das Piezoelement sowie die sich darunter befindende Fluidkam-
mer. Die Größe dieser Kammer ist bedingt durch den geringen Hub, der von der Membran
ausgeführt wird. Durch die Deformation des Piezoelementes wird eine ausreichend große
Menge Flüssigkeit verdrängt, so dass an der Düse das auszutragende Fluid einen Tropfen aus-
bilden kann. Der Hub beträgt, in Abhängigkeit der Piezodeformation und somit der angeleg-
ten Spannung, nur wenig Mikrometer.
Bild 6.8: Mikroskopische Aufnahme der Kanalstruktur des eingesetzten Fuji-Dosierkopfes
6.6 Positioniersystem
Die Bewegung und Positionierung der Dosierköpfe spielen bei diesem Prozess eine entschei-
dende Rolle. Die einzelnen Komponenten werden tröpfchenweise abgelegt, sodass gewähr-
leistet werden muss, dass die zu reagierenden Werkstoffe im richtigen Verhältnis und auch an
der dafür vorgesehenen Stelle zusammenkommen. Geplant ist es, die Tropfen aller Kompo-
nenten ineinanderdrucken zu können, so dass im entstehenden Volumenelement die ge-
wünschte Eigenschaft eingestellt werden kann. Dafür ist ein dynamisches System mit hoher
Positionier- und Wiederholpositionierbarkeit erforderlich.
Die Anordnung der Achsen wurde, wie in Bild 6.9 dargestellt, im Versuchsaufbau realisiert.
Dabei wurden drei Dosierköpfe für das reaktive System eingesetzt, und ein zusätzlicher Do-
sierkopf für die Dosierung des Stützwerkstoffes wurde eingeplant. Die Auswahl und Dosie-
rung von Stützwerkstoffen wurden im Rahmen dieser Arbeit zugunsten des reaktiven Systems
nicht weitergehend untersucht. Die Dosierköpfe sind nur in z-Richtung beweglich, was eine
Beobachtung des Werkstoffaustrages während des Bauprozesses ermöglicht. Damit muss je-
Tintenzulauf aus dem Vorratstank Drosselstelle Piezoaktor
Düse
1 mm
Tintenzulauf aus dem Vorratstank Drosselstelle Piezoaktor
Düse
1 mm1 mm
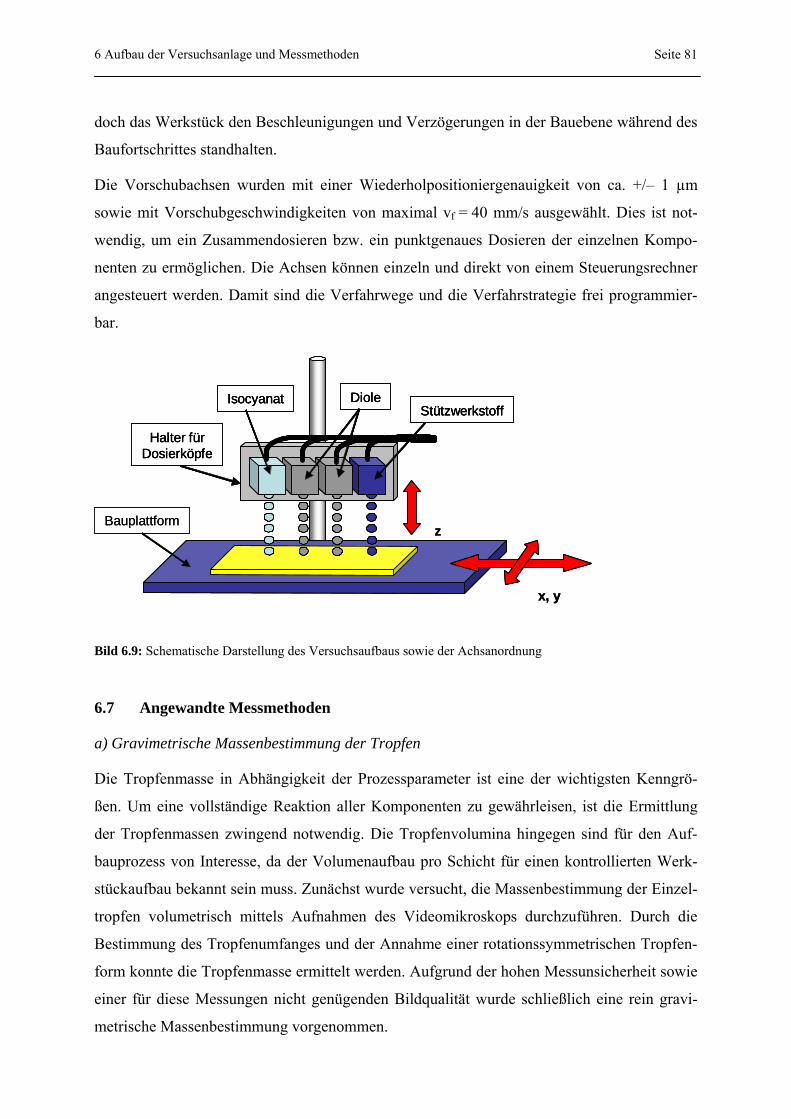
6 Aufbau der Versuchsanlage und Messmethoden
Seite 81
doch das Werkstück den Beschleunigungen und Verzögerungen in der Bauebene während des
Baufortschrittes standhalten.
Die Vorschubachsen wurden mit einer Wiederholpositioniergenauigkeit von ca. +/– 1 µm
sowie mit Vorschubgeschwindigkeiten von maximal vf = 40 mm/s ausgewählt. Dies ist not-
wendig, um ein Zusammendosieren bzw. ein punktgenaues Dosieren der einzelnen Kompo-
nenten zu ermöglichen. Die Achsen können einzeln und direkt von einem Steuerungsrechner
angesteuert werden. Damit sind die Verfahrwege und die Verfahrstrategie frei programmier-
bar.
z
x, y
Bauplattform
Halter fürDosierköpfe
DioleIsocyanatStützwerkstoff
z
x, yx, y
Bauplattform
Halter fürDosierköpfe
DioleIsocyanatStützwerkstoff
Halter fürDosierköpfe
DioleIsocyanatStützwerkstoff
Bild 6.9: Schematische Darstellung des Versuchsaufbaus sowie der Achsanordnung
6.7 Angewandte Messmethoden
a) Gravimetrische Massenbestimmung der Tropfen
Die Tropfenmasse in Abhängigkeit der Prozessparameter ist eine der wichtigsten Kenngrö-
ßen. Um eine vollständige Reaktion aller Komponenten zu gewährleisen, ist die Ermittlung
der Tropfenmassen zwingend notwendig. Die Tropfenvolumina hingegen sind für den Auf-
bauprozess von Interesse, da der Volumenaufbau pro Schicht für einen kontrollierten Werk-
stückaufbau bekannt sein muss. Zunächst wurde versucht, die Massenbestimmung der Einzel-
tropfen volumetrisch mittels Aufnahmen des Videomikroskops durchzuführen. Durch die
Bestimmung des Tropfenumfanges und der Annahme einer rotationssymmetrischen Tropfen-
form konnte die Tropfenmasse ermittelt werden. Aufgrund der hohen Messunsicherheit sowie
einer für diese Messungen nicht genügenden Bildqualität wurde schließlich eine rein gravi-
metrische Massenbestimmung vorgenommen.
6 Aufbau der Versuchsanlage und Messmethoden
Seite 82
Die Massenbestimmung einzelner Tropfen ist aufgrund der geringen Tropfenmasse, die im
Regelfall im Bereich von mTr = 0,1 µg liegen, mit herkömmlichen Wägesystemen kaum mög-
lich. Daher wurde die Tropfenmasse von 9.000 Tropfen mittels einer Mikrowaage Modell
ME5 der Firma Sartorius bestimmt, die über eine Ablesegenauigkeit von 1 µg und eine Re-
produzierbarkeit von ≤ ± 0,001 mg verfügt. Die genaue Tropfenanzahl wurde mit einem elekt-
ronischen Zählwerk ermittelt, das mit dem Rechtecksignal von der Düsensteuerung angesteu-
ert wurde. Mit diesem Zählwerk konnte die Tropfenanzahl auf ± 1 Tropfen ermittelt werden.
Mit dieser Vorgehensweise konnte die mittlere Tropfenmasse gemessen werden. Geringfügi-
ge Schwankungen des Druckprozesses bzw. Differenzen der einzelnen Tropfenmassen konn-
ten damit nicht erfasst werden. Die Tropfenmasse wurde aus einem Mittelwert von jeweils
9.000 Tropfen bestimmt und jede Messung mindestens dreimal wiederholt.
b) Bestimmung der Tropfenaustrittsgeschwindigkeit
Die Austrittsgeschwindigkeit der Tropfen und die Verzögerung der Tropfen während der
Flugphase spielen für den Aufbauprozess bzw. für ein Zusammendrucken der Komponenten
eine entscheidende Rolle. Daher wurde die Tropfenaustrittsgeschwindigkeit in Abhängigkeit
der Druckprozessparameter ermittelt. Die mittlere Geschwindigkeit konnte anhand von Ein-
zelbildern ermittelt werden. Hierfür wurde der Abstand aufeinander folgender Tropfen ge-
messen, und in Verbindung mit der Austragfrequenz konnte die mittlere Geschwindigkeit für
den jeweiligen Abschnitt der Flugphase bestimmt werden. Die Abstände von aufeinander fol-
genden Tropfen wurden ebenfalls mit dieser Methode ermittelt, um die Verzögerung während
der Flugphase bestimmen zu können.
c) Bestimmung der mechanischen Eigenschaften
Die Bestimmung der mechanischen Eigenschaften der hergestellten Proben erfolgte mittels
bekannter und standardisierter Prüfverfahren. Hierfür wurde der Elastizitätsmodul mittels
Zugversuch nach ISO 527-2/1A/50 sowie über einen Dreipunktbiegeversuch nach ISO 178
durchgeführt. Weiterhin wurden die Warmformbeständigkeit nach Vicat ISO 306 und HDT
nach ISO 75 bestimmt. Die Schlagzähigkeit wurde nach Charpy nach ISO 179/1eU im unge-
kerbten Zustand und die Shore Härte A für die elastischen Werkstoffmischungen mittels der
Kugelfallmessung ermittelt.
6 Aufbau der Versuchsanlage und Messmethoden
Seite 83
d) Bestimmung der rheologischen Eigenschaften der Werkstoffe
Die Ermittlung der rheologischen Eigenschaften der einzelnen Komponenten nahm im Vor-
feld der Untersuchungen sowie bei der Auswahl der Werkstoffe eine Schlüsselrolle ein. Dabei
war die Ermittlung der Kennwerte für die Oberflächenspannung, der Viskosität sowie der
Dichte in Abhängigkeit der Temperatur entscheidend.
Die Messungen wurden an zwei unterschiedlichen Stellen mit verschiedenen Anlagen durch-
geführt. Zum einen wurden die Kennwerte mit einem ARES-Rheometer der Firma Rheo-
metrics in einer Couette-Geometrie (becherförmig) im Stickstoffstrom mit konstanter Scher-
rate am Institut für Polymerforschung in Dresden ermittelt und zum anderen von Firma Uni-
meter in Augsburg mit dem Messsystem Imeter 4 nach dem OViD-Prinzip. Dieses Messprin-
zip ermöglicht die Erfassung der Oberflächenspannung, der Viskosität und der Dichte in ei-
nem geschlossenen System. Diese Kenngrößen lassen sich jeweils über eine Kraftmessung
ermitteln. Die Oberflächenspannung lässt sich anhand der Benetzungskraft über einen DeNo-
üy-Ring bestimmen. Die Dichte wird über die Auftriebskraft eines untertauchenden Volu-
mens und die Viskosität, die sich als Gewichtsänderung beim Aus- oder Einfließen mittels
einer Kapillaröffnung ergibt, ermittelt. Die zugehörigen Strukturen sind in einem Messkörper
vereinigt und werden in einer Bewegungssequenz zur Messung separat angesprochen
[BRE04].
e) Laser-Doppler-Vibrometer
Das Ansprechverhalten der ausgewählten Druckdüse wurde mit einem Einpunkt-
Laservibrometer vom Typ OFV-353 der Firma Polytec, Waldbronn, ermittelt. Durch die be-
rührungslose Messung von Schwingungen konnte das charakteristische Verhalten von Planar-
düsen ermittelt werden. Bedingt durch den kleinen Messfleck, der Wegauflösung von 1 µm
und einen Frequenzbereich bis zu 3 kHz konnte die Deformation des Piezoaktors ohne Ein-
schränkungen der Betriebsfähigkeit ermittelt werden. Dabei wurden der Weg sowie die Ge-
schwindigkeit des Aktors zunächst bei unbefüllter Düse bestimmt. In Bild 6.10 ist das typi-
sche Ansprechverhalten des Piezoplanaraktors dargestellt.
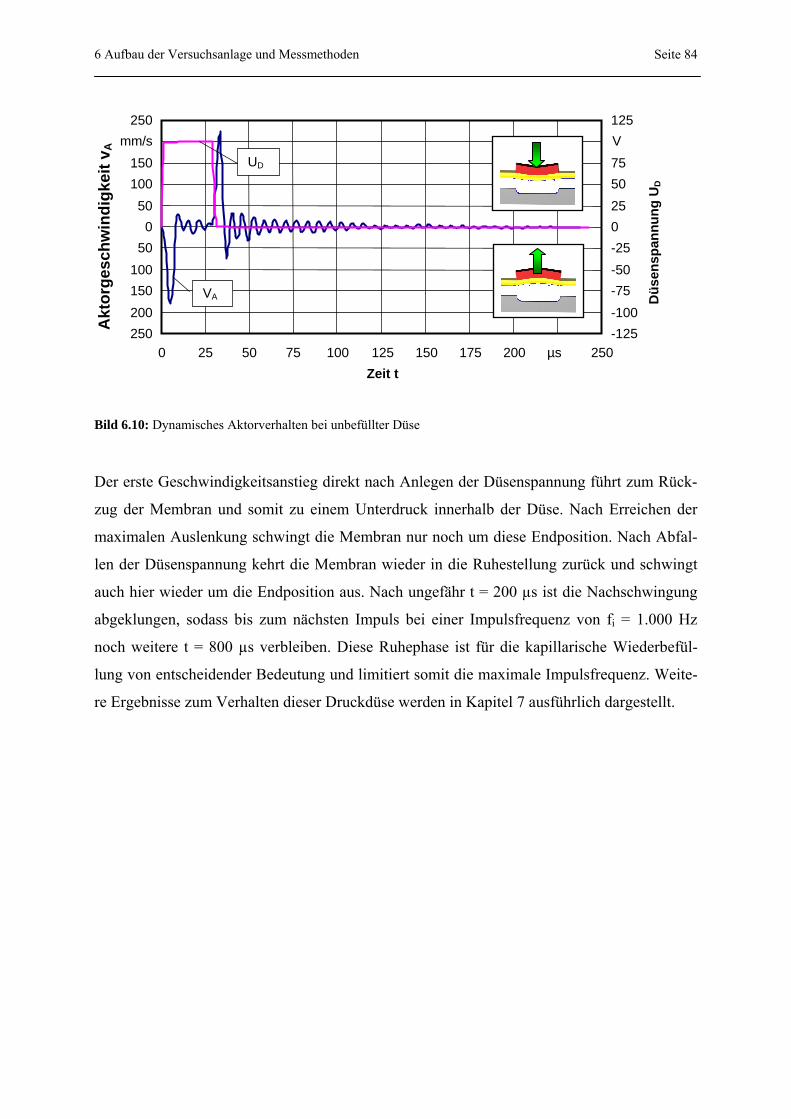
6 Aufbau der Versuchsanlage und Messmethoden
Seite 84
Bild 6.10: Dynamisches Aktorverhalten bei unbefüllter Düse
Der erste Geschwindigkeitsanstieg direkt nach Anlegen der Düsenspannung führt zum Rück-
zug der Membran und somit zu einem Unterdruck innerhalb der Düse. Nach Erreichen der
maximalen Auslenkung schwingt die Membran nur noch um diese Endposition. Nach Abfal-
len der Düsenspannung kehrt die Membran wieder in die Ruhestellung zurück und schwingt
auch hier wieder um die Endposition aus. Nach ungefähr t = 200 µs ist die Nachschwingung
abgeklungen, sodass bis zum nächsten Impuls bei einer Impulsfrequenz von fi = 1.000 Hz
noch weitere t = 800 µs verbleiben. Diese Ruhephase ist für die kapillarische Wiederbefül-
lung von entscheidender Bedeutung und limitiert somit die maximale Impulsfrequenz. Weite-
re Ergebnisse zum Verhalten dieser Druckdüse werden in Kapitel 7 ausführlich dargestellt.
250 200 150 100 50
0 50
100150
mm/s250
0 25 50 75 100 125 150 175 200 µs 250 Zeit t
-125 -100 -75 -50 -25 0 25 50 75 V 125
Akt
orge
schw
indi
gkei
t vA
Düs
ensp
annu
ng U
D
UD
VA
7 Dosierverhalten der ausgewählten Werkstoffe Seite 85
7 Dosierverhalten der ausgewählten Werkstoffe
Die Dosierung geringster Fluidmengen unter Einsatz der Drop-on-Demand-Technologie
findet heute in unterschiedlichsten industriellen Bereichen Anwendung. Dabei spielt die
Qualität der erzeugten Tropfen eine wichtige Rolle. Im Bereich der Farbdrucktechnik ist nicht
nur die je Impuls ausgetragene Masse entscheidend, sondern auch die Tropfenart, um beim
Drucken hochwertiger Grafiken und Bilder ein klares Druckbild zu erzielen. Die Herstellung
von dreidimensionalen Bauteilen, wie beim ModellMaker II der Firma Sanders oder beim
Drucksystem EDEN der Firma Objet, erfordert einen kontrollierten Austrag einzelner Trop-
fen. Die ausgetragene Masse je Tropfen spielt auf dem ModellMaker II eine untergeordnete
Rolle. Der Grund hierfür ist, dass die Schichtdicke nicht über den Massenaustrag bzw. Mas-
senstrom eingestellt wird. Hierfür wird, wie bereits in Kapitel 2.2.6 erläutert, nach jedem
Schichtauftrag mittels eines Walzenfräsers das gesamte Bauteil überfräst. Das System der
Firma Objet hingegen regelt die Dicke der sich ausbildenden Schicht direkt über die ausgetra-
gene Masse. Daher ist hier nicht nur die Ausbildung einzelner Tropfen, sondern auch die
Masse dieser Tropfen von entscheidender Bedeutung.
Die Herstellung von Bauteilen auf Basis eines Reaktionssystems bestehend aus mehreren
Komponenten erfordert zudem noch ein punktgenaues Dosieren aller Komponenten im je-
weils für die gewünschte Werkstoffeigenschaft benötigten stöchiometrischen Verhältnis.
Daher ist es von immanenter Bedeutung, die Tropfenbildung in einen reproduzierbaren Pro-
zess zu überführen sowie die Tropfenmassen, -volumen und Massenströme exakt zu ermit-
teln. Im folgenden Abschnitt werden die Ergebnisse der Untersuchungen zur Erzeugung
einzelner Tropfen mittels der ausgewählten DoD-Technologie dargestellt.
7.1 Tropfenbildung und Werkstoffaustrag
Die Entstehung eines Tropfens am Düsenausgang ist von einer Vielzahl von sowohl werk-
stoffseitigen als auch düsenseitigen Parametern abhängig. Zunächst wird unabhängig von
diesen Parametern auf den eigentlichen Tropfenbildungsprozess eingegangen. So muss, um
einen Tropfen aus dem Fluidverbund zu lösen, ausreichend Masse bei ausreichender Ge-
schwindigkeit aus der Düse beschleunigt werden. Es entsteht genau dann ein Tropfen, wenn
so viel Energie aufgebracht wird, dass diese zur Oberflächenbildung eines Tropfens ausreicht.

7 Dosierverhalten der ausgewählten Werkstoffe Seite 86
Dazu muss Energie zur Überwindung der noch zusätzlich angreifenden äußeren Kräfte, resul-
tierend aus dem Phasenübergang Rohr zur freien Umgebung oder auch dem Luftwiderstand,
eingekoppelt werden. Unter der Annahme dass, bedingt durch die Oberflächenspannung bzw.
Grenzflächenspannung zur Umgebung, beim Ablösen ein runder Tropfen entsteht, kann der
gesamte Energiebedarf nach Gleichung 7.1 formuliert werden.
π⋅⋅σ⋅+⋅⋅=+= 2TrTr
2TrTrOberflächekinGesamt r4vm
21EEE (7.1)
oder auch:
(7.2)
Das Verhältnis von kinetischer Energie zu Oberflächenenergie (Gleichung 7.3) wird als We-
berzahl bezeichnet. Anhand der Größe dieses Wertes kann eine Aussage darüber getroffen
werden, ob die kinetische Energie eines abgelösten Tropfens ausreichend groß ist, um zum
Beispiel beim Aufprall eine neue Oberfläche zu bilden und damit in kleinere Tropfen zu
zerfallen. Die Weberzahl wird demnach wie folgt bestimmt:
(7.3)
Aus dieser Bestimmungsgleichung geht hervor, dass die Weberzahl sich proportional zum
Tropfenradius verhält. Daraus folgt: Je kleiner die Tropfen sind, die aus der Düse austreten,
umso höher müsste deren Geschwindigkeit sein, um beim Aufprall zu zerfallen. Dies betrifft
nicht nur den Tropfenaufprall auf einem harten Trägerwerkstoff, sondern ist auch von Interes-
se, wenn zwei unterschiedliche Werkstoffe zusammen- oder ineinandergedruckt werden.
Daher wird im weiteren Verlauf dieser Arbeit noch einmal auf dieses Verhältnis eingegangen.
Bei der Dosierung von Fluiden insbesondere für den Aufbau von dreidimensionalen Objekten
ist es von zwingender Notwendigkeit, diejenigen Prozessparameter und ihre Parameterberei-
che zu ermitteln, bei denen genau ein Tropfen mit reproduzierbarem Volumen erzeugt werden
kann. Während der durchgeführten Dosierungsuntersuchungen zur Erzeugung einzelner Trop-
fen konnten unterschiedliche Tropfenbildungsarten beobachtet werden. Im Falle zu geringer
Energieeinkopplung konnten nur das Austreten und das Zurückfließen des Fluids an der Düse
beobachtet werden, jedoch ohne Tropfenablösung. Im Falle einer Ablösung treten je nach
eingekoppelter Energiemenge unterschiedliche Tropfenarten auf, die von einem singulären
Tr
Tr2TrTr
Oberfläche
kine 6
rvE
EWσ⋅
⋅⋅ρ==
π⋅⋅σ⋅+⋅π⋅⋅ρ⋅= 2TrTr
2Tr
3TrTrGesamt r4vr
32E
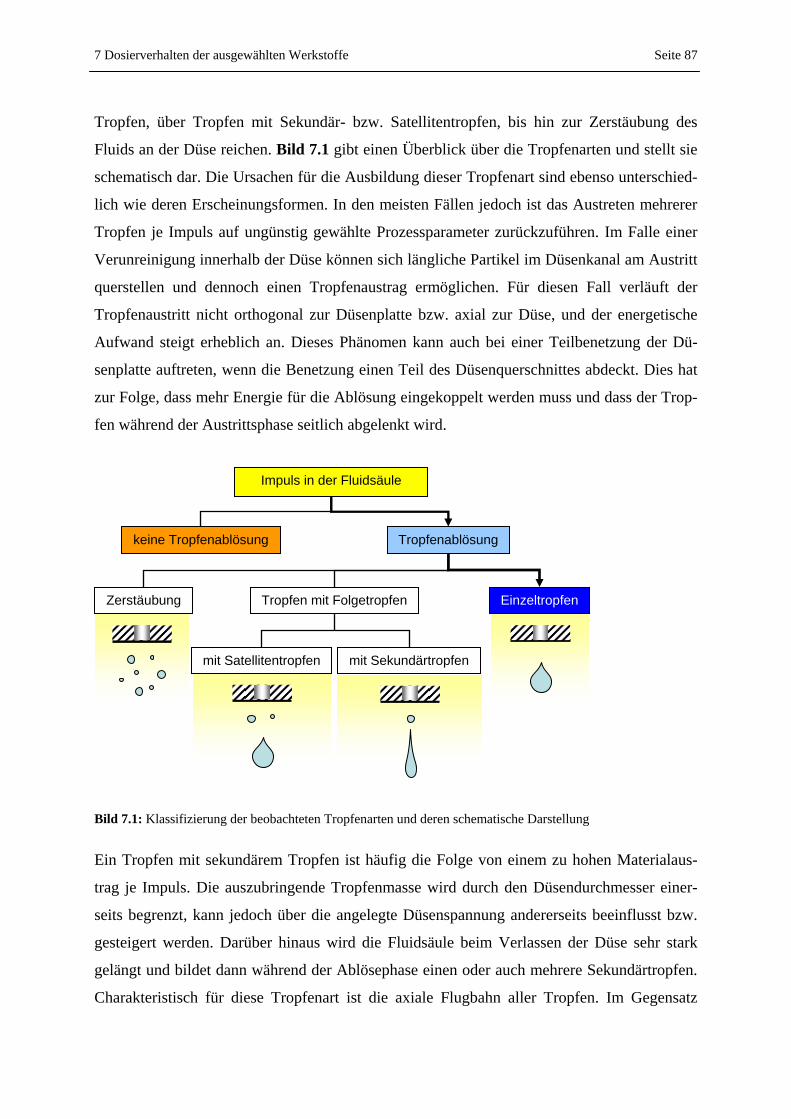
7 Dosierverhalten der ausgewählten Werkstoffe Seite 87
Tropfen, über Tropfen mit Sekundär- bzw. Satellitentropfen, bis hin zur Zerstäubung des
Fluids an der Düse reichen. Bild 7.1 gibt einen Überblick über die Tropfenarten und stellt sie
schematisch dar. Die Ursachen für die Ausbildung dieser Tropfenart sind ebenso unterschied-
lich wie deren Erscheinungsformen. In den meisten Fällen jedoch ist das Austreten mehrerer
Tropfen je Impuls auf ungünstig gewählte Prozessparameter zurückzuführen. Im Falle einer
Verunreinigung innerhalb der Düse können sich längliche Partikel im Düsenkanal am Austritt
querstellen und dennoch einen Tropfenaustrag ermöglichen. Für diesen Fall verläuft der
Tropfenaustritt nicht orthogonal zur Düsenplatte bzw. axial zur Düse, und der energetische
Aufwand steigt erheblich an. Dieses Phänomen kann auch bei einer Teilbenetzung der Dü-
senplatte auftreten, wenn die Benetzung einen Teil des Düsenquerschnittes abdeckt. Dies hat
zur Folge, dass mehr Energie für die Ablösung eingekoppelt werden muss und dass der Trop-
fen während der Austrittsphase seitlich abgelenkt wird.
Bild 7.1: Klassifizierung der beobachteten Tropfenarten und deren schematische Darstellung
Ein Tropfen mit sekundärem Tropfen ist häufig die Folge von einem zu hohen Materialaus-
trag je Impuls. Die auszubringende Tropfenmasse wird durch den Düsendurchmesser einer-
seits begrenzt, kann jedoch über die angelegte Düsenspannung andererseits beeinflusst bzw.
gesteigert werden. Darüber hinaus wird die Fluidsäule beim Verlassen der Düse sehr stark
gelängt und bildet dann während der Ablösephase einen oder auch mehrere Sekundärtropfen.
Charakteristisch für diese Tropfenart ist die axiale Flugbahn aller Tropfen. Im Gegensatz
Impuls in der Fluidsäule
keine Tropfenablösung Tropfenablösung
Zerstäubung Tropfen mit Folgetropfen Einzeltropfen
mit Satellitentropfen mit Sekundärtropfen
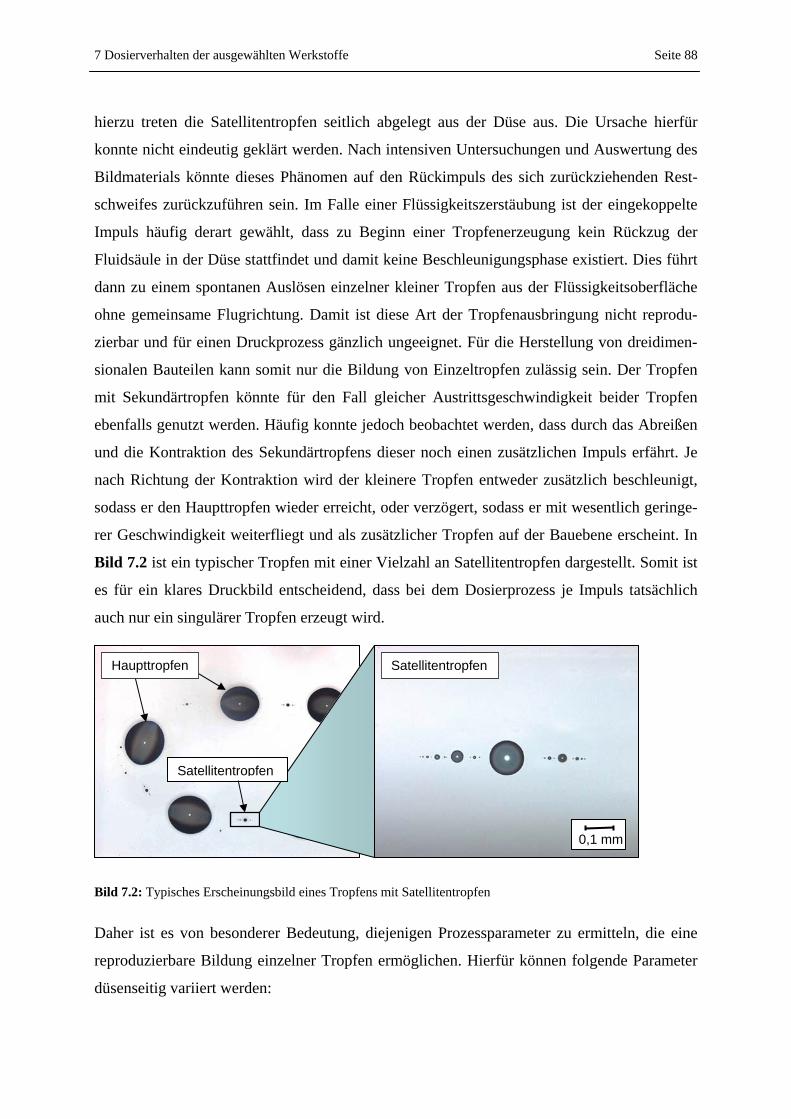
7 Dosierverhalten der ausgewählten Werkstoffe Seite 88
hierzu treten die Satellitentropfen seitlich abgelegt aus der Düse aus. Die Ursache hierfür
konnte nicht eindeutig geklärt werden. Nach intensiven Untersuchungen und Auswertung des
Bildmaterials könnte dieses Phänomen auf den Rückimpuls des sich zurückziehenden Rest-
schweifes zurückzuführen sein. Im Falle einer Flüssigkeitszerstäubung ist der eingekoppelte
Impuls häufig derart gewählt, dass zu Beginn einer Tropfenerzeugung kein Rückzug der
Fluidsäule in der Düse stattfindet und damit keine Beschleunigungsphase existiert. Dies führt
dann zu einem spontanen Auslösen einzelner kleiner Tropfen aus der Flüssigkeitsoberfläche
ohne gemeinsame Flugrichtung. Damit ist diese Art der Tropfenausbringung nicht reprodu-
zierbar und für einen Druckprozess gänzlich ungeeignet. Für die Herstellung von dreidimen-
sionalen Bauteilen kann somit nur die Bildung von Einzeltropfen zulässig sein. Der Tropfen
mit Sekundärtropfen könnte für den Fall gleicher Austrittsgeschwindigkeit beider Tropfen
ebenfalls genutzt werden. Häufig konnte jedoch beobachtet werden, dass durch das Abreißen
und die Kontraktion des Sekundärtropfens dieser noch einen zusätzlichen Impuls erfährt. Je
nach Richtung der Kontraktion wird der kleinere Tropfen entweder zusätzlich beschleunigt,
sodass er den Haupttropfen wieder erreicht, oder verzögert, sodass er mit wesentlich geringe-
rer Geschwindigkeit weiterfliegt und als zusätzlicher Tropfen auf der Bauebene erscheint. In
Bild 7.2 ist ein typischer Tropfen mit einer Vielzahl an Satellitentropfen dargestellt. Somit ist
es für ein klares Druckbild entscheidend, dass bei dem Dosierprozess je Impuls tatsächlich
auch nur ein singulärer Tropfen erzeugt wird.
Bild 7.2: Typisches Erscheinungsbild eines Tropfens mit Satellitentropfen
Daher ist es von besonderer Bedeutung, diejenigen Prozessparameter zu ermitteln, die eine
reproduzierbare Bildung einzelner Tropfen ermöglichen. Hierfür können folgende Parameter
düsenseitig variiert werden:
0,1 mm
Satellitentropfen Haupttropfen
Satellitentropfen
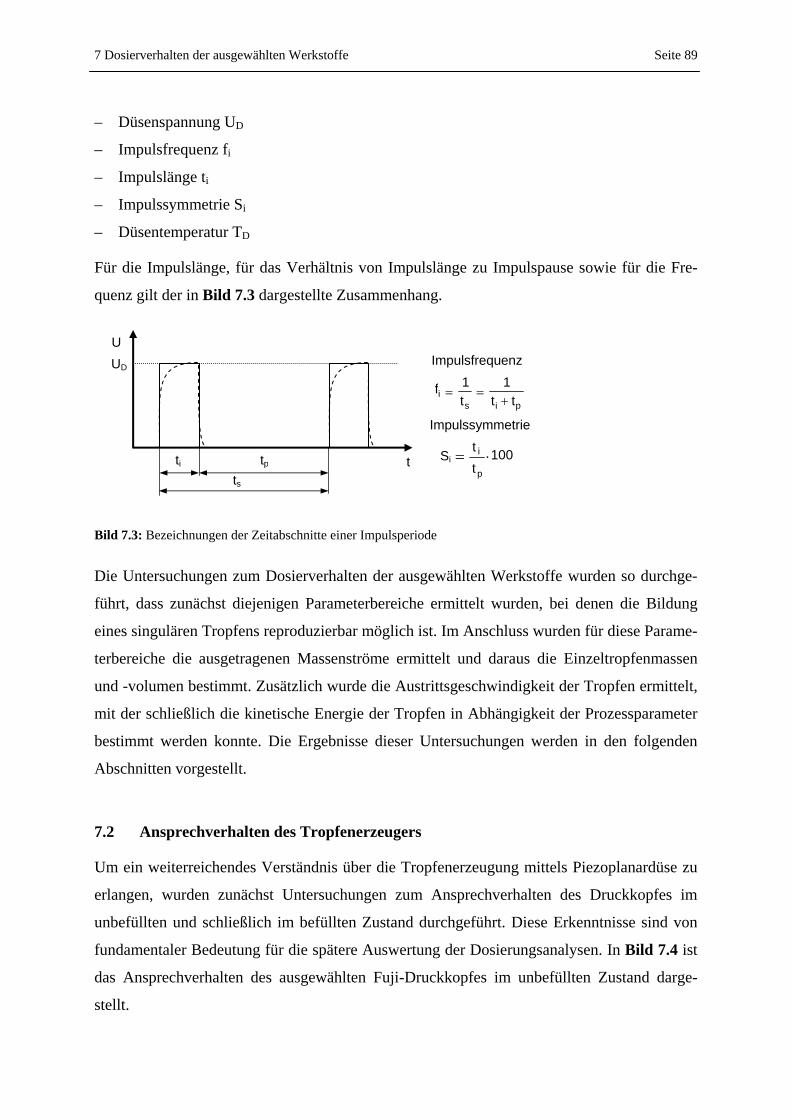
7 Dosierverhalten der ausgewählten Werkstoffe Seite 89
– Düsenspannung UD
– Impulsfrequenz fi
– Impulslänge ti
– Impulssymmetrie Si
– Düsentemperatur TD
Für die Impulslänge, für das Verhältnis von Impulslänge zu Impulspause sowie für die Fre-
quenz gilt der in Bild 7.3 dargestellte Zusammenhang.
Bild 7.3: Bezeichnungen der Zeitabschnitte einer Impulsperiode
Die Untersuchungen zum Dosierverhalten der ausgewählten Werkstoffe wurden so durchge-
führt, dass zunächst diejenigen Parameterbereiche ermittelt wurden, bei denen die Bildung
eines singulären Tropfens reproduzierbar möglich ist. Im Anschluss wurden für diese Parame-
terbereiche die ausgetragenen Massenströme ermittelt und daraus die Einzeltropfenmassen
und -volumen bestimmt. Zusätzlich wurde die Austrittsgeschwindigkeit der Tropfen ermittelt,
mit der schließlich die kinetische Energie der Tropfen in Abhängigkeit der Prozessparameter
bestimmt werden konnte. Die Ergebnisse dieser Untersuchungen werden in den folgenden
Abschnitten vorgestellt.
7.2 Ansprechverhalten des Tropfenerzeugers
Um ein weiterreichendes Verständnis über die Tropfenerzeugung mittels Piezoplanardüse zu
erlangen, wurden zunächst Untersuchungen zum Ansprechverhalten des Druckkopfes im
unbefüllten und schließlich im befüllten Zustand durchgeführt. Diese Erkenntnisse sind von
fundamentaler Bedeutung für die spätere Auswertung der Dosierungsanalysen. In Bild 7.4 ist
das Ansprechverhalten des ausgewählten Fuji-Druckkopfes im unbefüllten Zustand darge-
stellt.
UD
t ti tp
ts
Impulsfrequenz
Impulssymmetrie
100tt
Si
p
i ⋅=
pisi tt
1t1f
+==
U
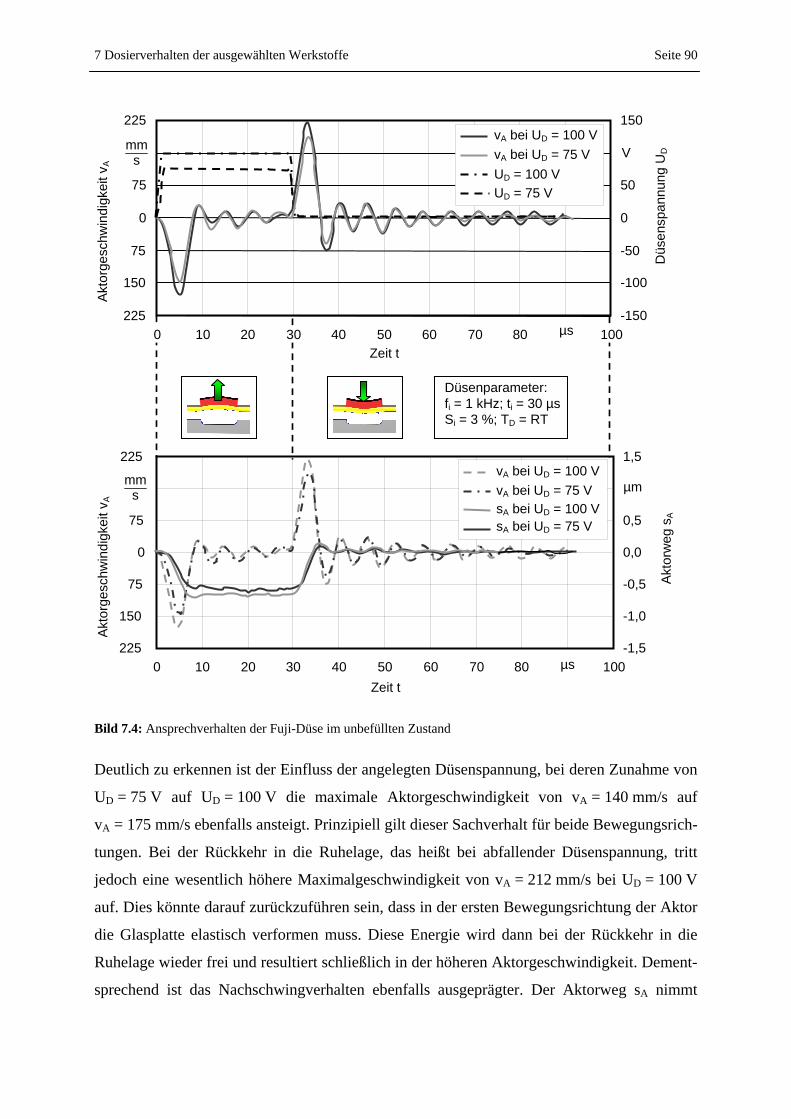
7 Dosierverhalten der ausgewählten Werkstoffe Seite 90
Bild 7.4: Ansprechverhalten der Fuji-Düse im unbefüllten Zustand
Deutlich zu erkennen ist der Einfluss der angelegten Düsenspannung, bei deren Zunahme von
UD = 75 V auf UD = 100 V die maximale Aktorgeschwindigkeit von vA = 140 mm/s auf
vA = 175 mm/s ebenfalls ansteigt. Prinzipiell gilt dieser Sachverhalt für beide Bewegungsrich-
tungen. Bei der Rückkehr in die Ruhelage, das heißt bei abfallender Düsenspannung, tritt
jedoch eine wesentlich höhere Maximalgeschwindigkeit von vA = 212 mm/s bei UD = 100 V
auf. Dies könnte darauf zurückzuführen sein, dass in der ersten Bewegungsrichtung der Aktor
die Glasplatte elastisch verformen muss. Diese Energie wird dann bei der Rückkehr in die
Ruhelage wieder frei und resultiert schließlich in der höheren Aktorgeschwindigkeit. Dement-
sprechend ist das Nachschwingverhalten ebenfalls ausgeprägter. Der Aktorweg sA nimmt
Düsenparameter: fi = 1 kHz; ti = 30 µs Si = 3 %; TD = RT
225
150
75
0
75
225
0 10 20 30 40 50 60 70 80 100 -1,5
-1,0
-0,5
0,0
0,5
1,5
µs
Zeit t
µm
Akto
rges
chw
indi
gkei
t vA
Akto
rweg
sA
10 20 40 50 60 70 80 µs
Zeit t
225
150
75
0
75
225 Ak
torg
esch
win
digk
eit v
A
-150
-100
-50
0
50
150
V
Düs
ensp
annu
ng U
D
0 30 100
vA bei UD = 100 V
sA bei UD = 100 V sA bei UD = 75 V
vA bei UD = 75 V
mm s
mm s
vA bei UD = 100 V
UD = 100 VUD = 75 V
vA bei UD = 75 V
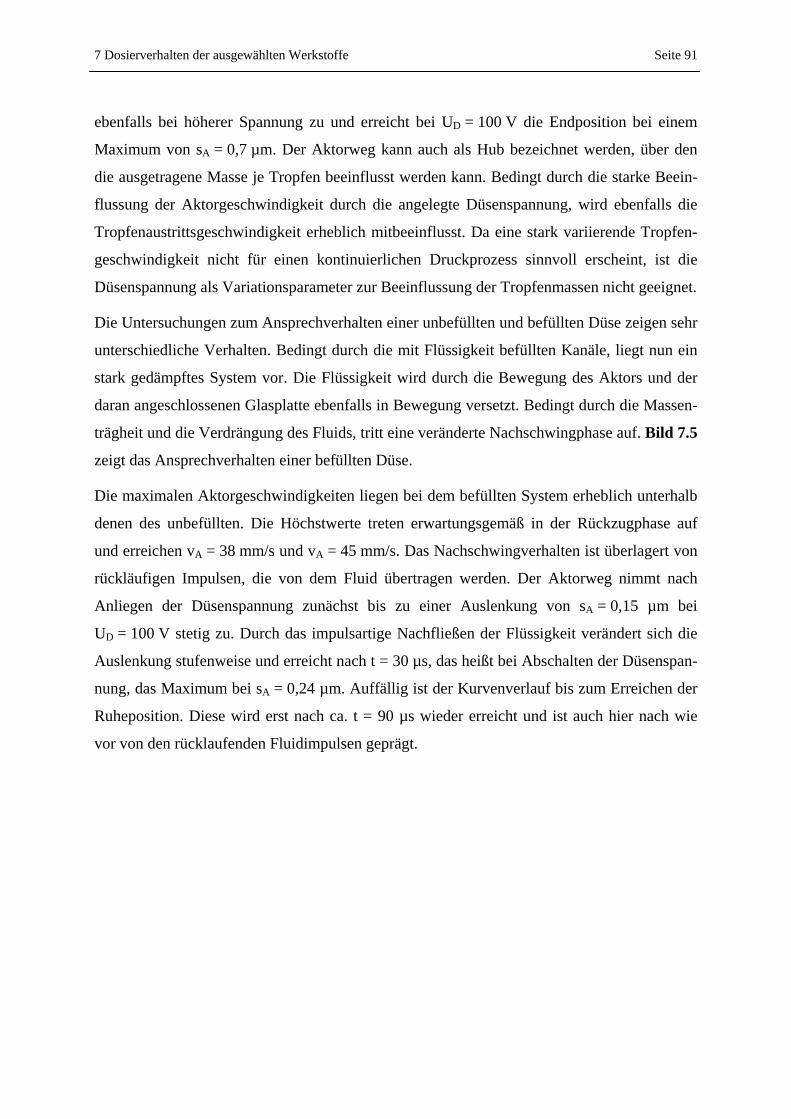
7 Dosierverhalten der ausgewählten Werkstoffe Seite 91
ebenfalls bei höherer Spannung zu und erreicht bei UD = 100 V die Endposition bei einem
Maximum von sA = 0,7 µm. Der Aktorweg kann auch als Hub bezeichnet werden, über den
die ausgetragene Masse je Tropfen beeinflusst werden kann. Bedingt durch die starke Beein-
flussung der Aktorgeschwindigkeit durch die angelegte Düsenspannung, wird ebenfalls die
Tropfenaustrittsgeschwindigkeit erheblich mitbeeinflusst. Da eine stark variierende Tropfen-
geschwindigkeit nicht für einen kontinuierlichen Druckprozess sinnvoll erscheint, ist die
Düsenspannung als Variationsparameter zur Beeinflussung der Tropfenmassen nicht geeignet.
Die Untersuchungen zum Ansprechverhalten einer unbefüllten und befüllten Düse zeigen sehr
unterschiedliche Verhalten. Bedingt durch die mit Flüssigkeit befüllten Kanäle, liegt nun ein
stark gedämpftes System vor. Die Flüssigkeit wird durch die Bewegung des Aktors und der
daran angeschlossenen Glasplatte ebenfalls in Bewegung versetzt. Bedingt durch die Massen-
trägheit und die Verdrängung des Fluids, tritt eine veränderte Nachschwingphase auf. Bild 7.5
zeigt das Ansprechverhalten einer befüllten Düse.
Die maximalen Aktorgeschwindigkeiten liegen bei dem befüllten System erheblich unterhalb
denen des unbefüllten. Die Höchstwerte treten erwartungsgemäß in der Rückzugphase auf
und erreichen vA = 38 mm/s und vA = 45 mm/s. Das Nachschwingverhalten ist überlagert von
rückläufigen Impulsen, die von dem Fluid übertragen werden. Der Aktorweg nimmt nach
Anliegen der Düsenspannung zunächst bis zu einer Auslenkung von sA = 0,15 µm bei
UD = 100 V stetig zu. Durch das impulsartige Nachfließen der Flüssigkeit verändert sich die
Auslenkung stufenweise und erreicht nach t = 30 µs, das heißt bei Abschalten der Düsenspan-
nung, das Maximum bei sA = 0,24 µm. Auffällig ist der Kurvenverlauf bis zum Erreichen der
Ruheposition. Diese wird erst nach ca. t = 90 µs wieder erreicht und ist auch hier nach wie
vor von den rücklaufenden Fluidimpulsen geprägt.
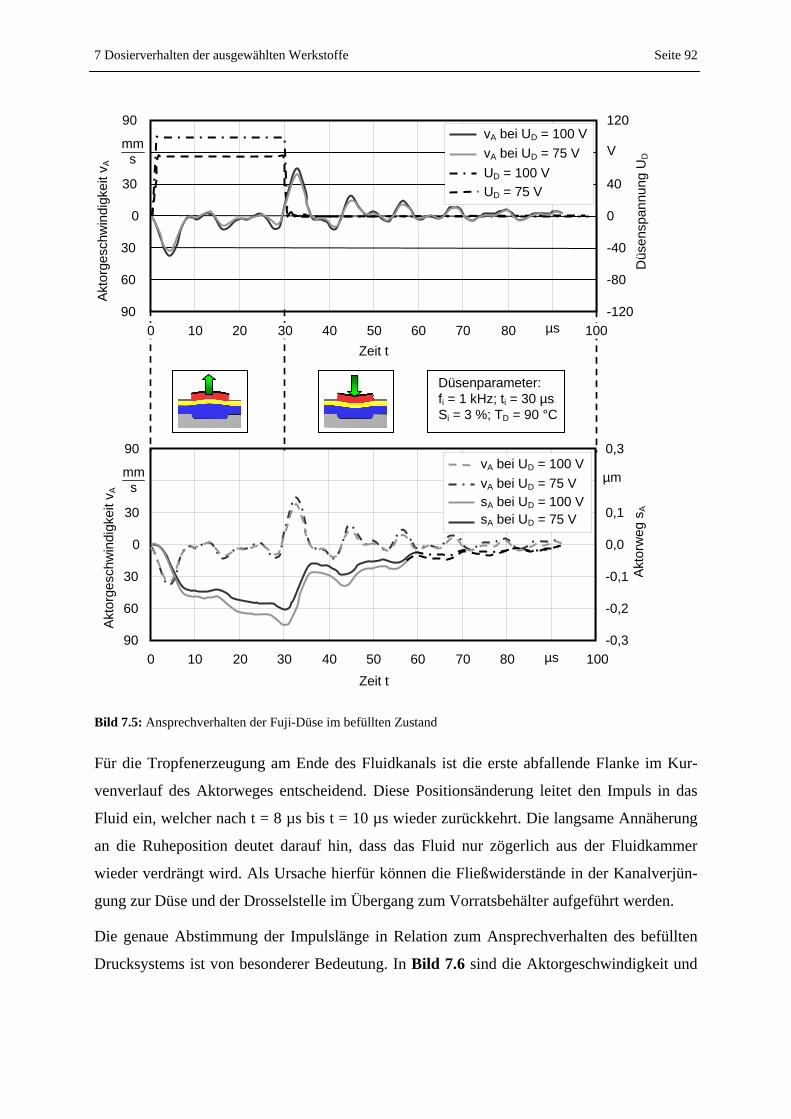
7 Dosierverhalten der ausgewählten Werkstoffe Seite 92
Bild 7.5: Ansprechverhalten der Fuji-Düse im befüllten Zustand
Für die Tropfenerzeugung am Ende des Fluidkanals ist die erste abfallende Flanke im Kur-
venverlauf des Aktorweges entscheidend. Diese Positionsänderung leitet den Impuls in das
Fluid ein, welcher nach t = 8 µs bis t = 10 µs wieder zurückkehrt. Die langsame Annäherung
an die Ruheposition deutet darauf hin, dass das Fluid nur zögerlich aus der Fluidkammer
wieder verdrängt wird. Als Ursache hierfür können die Fließwiderstände in der Kanalverjün-
gung zur Düse und der Drosselstelle im Übergang zum Vorratsbehälter aufgeführt werden.
Die genaue Abstimmung der Impulslänge in Relation zum Ansprechverhalten des befüllten
Drucksystems ist von besonderer Bedeutung. In Bild 7.6 sind die Aktorgeschwindigkeit und
µs
Zeit t
Akto
rges
chw
indi
gkei
t vA
V
Düs
ensp
annu
ng U
D
µs
Zeit t
Akt
orge
schw
indi
gkei
t vA
µm
Akto
rweg
sA
90
60
30
0
30
90
0 10 20 30 40 50 60 70 80 100 -0,3
-0,2
-0,1
0,0
0,1
0,3
Düsenparameter: fi = 1 kHz; ti = 30 µs Si = 3 %; TD = 90 °C
90
60
30
0
30
90
10 20 40 50 60 70 80-120
-80
-40
0
40
120
0 30 100
mm s
mm s
vA bei UD = 100 V
UD = 100 VUD = 75 V
vA bei UD = 75 V
vA bei UD = 100 V
sA bei UD = 100 V sA bei UD = 75 V
vA bei UD = 75 V
7 Dosierverhalten der ausgewählten Werkstoffe Seite 93
der Aktorweg bei verschiedenen Impulslängen dargestellt. Deutlich zu erkennen ist die Diffe-
renz sowohl in der maximalen Geschwindigkeit als auch in der maximalen Auslenkung.
Bild 7.6: Einfluss der Impulslänge auf Ansprechverhalten einer befüllten Düse
In Abhängigkeit des rücklaufenden Impulses ist es somit möglich, eine Steigerung der Aktor-
geschwindigkeit von vA = 24 mm/s bei einer Impulssymmetrie von Si = 2,5 % auf vA = 38
mm/s bei Si = 3,0 % zu erreichen. Diese Steigerung steht in Zusammenhang mit der Gesamt-
bewegung der Flüssigkeit. Steht der rücklaufende Impuls dem eingekoppelten Impuls entge-
gen, führt dies zu einer Verminderung der Aktorgeschwindigkeit. Im Idealfall, wie beispiels-
weise bei Si = 3,0 %, sind beide Impulse gleichgerichtet. Hinzu kommt der Umstand, dass bei
höheren Symmetrien bzw. längeren Impulsen ein größeres Fluidvolumen genutzt werden
kann. Eine weitere Steigerung der Symmetrie führt zunächst wieder zum Abfall der Aktor-
geschwindigkeit, bis schließlich bei einer Symmetrie von Si = 4 % wieder ein Maximum
erreicht wird, das jedoch nicht so stark ausgeprägt ist. Dies hängt mit dem Abklingverhalten
des Gesamtsystems zusammen.
In den folgenden Abschnitten werden die Dosierungsuntersuchungen zu den einzelnen Werk-
stoffen dargestellt. Diese Untersuchungen wurden vor dem Hintergrund durchgeführt, die
relevanten Prozessparameter und deren Bereiche zu ermitteln, bei denen die Erzeugung eines
singulären Tropfens möglich ist. Andererseits wurden die Austrittsgeschwindigkeiten der
Tropfen sowie die Tropfenmasse in Abhängigkeit der variierten Prozessparameter ermittelt.
Diese Informationen dienen als Grundlage für die späteren Versuche, bei denen die Werkstof-
fe tröpfchenweise zur Reaktion gebracht werden.
90
60
30
0
30
90
0 10 20 30 µs 50Zeit t
-90
-60
-30
0
30
V
90
Düs
ensp
annu
ng U
D
Akto
rges
chw
indi
gkei
t vA
90
60
30
0
30
90
0 10 20 30 µs 50 Zeit t
Akto
rges
chw
indi
gkei
t vA
-0,3
-0,2
-0,1
0,0
0,1
µm
0,3
Akt
orw
eg s
A
UD bei Si = 3,0 % vA bei Si = 2,5 % sA bei Si = 3,0 % vA bei Si = 2,5 %
mm s
mms
UD bei Si = 2,5 % vA bei Si = 3,0 % sA bei Si = 2,5 % vA bei Si = 3,0 %
7 Dosierverhalten der ausgewählten Werkstoffe Seite 94
7.3 Einfluss der Düsenprozessparameter auf den Werkstoffaustrag
Der Einfluss der düsenseitigen Prozessparameter wurde für alle drei Werkstückwerkstoffe,
das heißt für die zwei Polyolkomponenten und für die Polyisocyanatkomponente, einzeln
untersucht. Werkstoffseitige Einflussgrößen wie die Viskosität oder die Oberflächenspannung
wurden nicht direkt untersucht, da diese Größen maßgeblich von der Verarbeitungstemperatur
abhängig sind und diese über die Düsentemperatur eingestellt werden kann. Die Temperatur-
abhängigkeit der Werkstoffeigenschaften wurde bereits ausführlich in Kapitel 5 dargestellt.
Die oben genannten düsenseitigen Parameter wurden so variiert, dass der Ausstoß einzelner
Tropfen reproduzierbar möglich war. Parametereinstellungen, die keine eindeutige Tropfen-
bildung ermöglichten, wurden nicht weitergehend analysiert. So geben die folgenden Ergeb-
nisse diejenigen Bereiche wieder, bei denen ein stabiler Druckprozess unter Ausbildung eines
Einzeltropfens sowohl im Dauerbetrieb als auch bei der singulären Tropfenerzeugung mög-
lich ist.
Die Dosierung der Isocyanatkomponente stellt besondere Anforderungen, weil dieser Werk-
stoff bei Kontakt mit Luftfeuchtigkeit bzw. mit Wasser im Allgemeinen reagiert und sich
verfestigt. Im Regelfall tritt dieses Problem am Austrittsquerschnitt der Düse auf, da hier der
direkte Kontakt mit der Umgebungsatmosphäre stattfindet. Bleibt die Düse über einen Zeit-
raum von mehreren Stunden im druckbereiten Status, das heißt temperiert zwischen
TD = 80 °C und TD = 90 °C, bildet sich zunächst nur ein dünner verfestigter Film, der die
Düse verschließt. Die Verfestigung des Materials läuft anschließend auch innerhalb des Dü-
senkanals weiter, sodass dieser irreversibel verschlossen wird. Daher wurden die Untersu-
chungen bei trockener Umgebungsluft mit einer relativen Feuchtigkeit < 10 % und einer
Raumtemperatur von T = 21 °C durchgeführt. Die Diolkomponenten neigen ebenfalls zur
Bindung von Wasser. Dies führt jedoch nicht direkt zu einer Beeinflussung des Druckprozes-
ses. Vielmehr wirkt sich das gebundene Wasser erst bei der Reaktion der Diolkomponenten
mit dem Isocyanat aus, indem das sonst in der Polyurethanchemie bekannte Aufschäumen der
Reaktanten auftritt. Da in diesem Falle massive und porenfreie Strukturen aufgebaut werden
sollen, wurden die Diolkomponenten ebenfalls bei trockener Umgebungsluft untersucht.
7 Dosierverhalten der ausgewählten Werkstoffe Seite 95
7.3.1 Einfluss der Düsenspannung
In Bild 7.7 sind die Tropfenmasse und der Massenstrom unter Einfluss der Düsenspannung
sowie der Düsentemperatur für alle drei Komponenten dargestellt. Zunächst ist generell ein
Anstieg der Tropfenmassen sowohl bei steigender Düsenspannung als auch bei höherer Tem-
peratur zu beobachten. Der signifikante Einfluss der Temperatur auf die Tropfenmasse ist auf
die Veränderung der Viskosität und der Oberflächenspannung zurückzuführen. Der Anstieg
der Tropfenmasse bei einer Temperaturerhöhung von T = 85 °C auf T = 90 °C beträgt unge-
fähr 30 % für die Werkstoffe M20W und L3300. Eine weitere Temperaturerhöhung führt
noch zu einer weiteren Steigerung, jedoch nicht mehr in dieser Ausprägung. Für den Werk-
stoff L1100 hingegen konnte ein Anstieg in dieser Größenordnung nicht beobachtet werden.
Der durch höhere Düsenspannungen bedingte Anstieg der Tropfenmassen ist zum einem, wie
bereits beschrieben, auf eine höhere Aktorgeschwindigkeit sowie einen größeren Aktorweg
zurückzuführen. Für alle drei Werkstoffe konnte dieser Effekt prinzipiell beobachtet werden,
jedoch unterschiedlich stark ausgeprägt. Für eine reproduzierbare Tropfenmasse müsste dieser
Werkstoff bei einer Temperatur von ungefähr T = 100 °C dosiert werden. Diese hohe Tempe-
ratur ist notwendig, um den Einfluss einer Temperaturschwankung an der Düse auf die Trop-
fenmasse zu minimieren. Die Tropfenmassen erreichen, wie in Bild 7.7 dargestellt, bei dem
Werkstoff M20W Werte von mTr = 0,131 µg bei UD = 75 V bis mTr = 0,148 µg bei
UD = 100 V. Dies entspricht einem Massenaustrag von 7,9 mg/min und 8,9 mg/min. Bedingt
durch die konstante Impulsfrequenz zeigen die Kurven des Massenstroms und der Tropfen-
masse den gleichen Verlauf. Bei dem Werkstoff L1100 werden bei gleicher Temperatur
mTr = 0,082 µg bei UD = 75 V bis mTr = 0,108 µg bei UD = 100 V erreicht. Für das Diol
L3300 werden hingegen mTr = 0,125 µg bei UD = 75 V bis mTr = 0,130 µg bei UD = 100 V
erreicht.
Alle drei Werkstoffe sind unterhalb und oberhalb der in Bild 7.7 aufgeführten Kennkurven
prinzipiell dosierbar. Bei höheren Temperaturen beginnt im Regelfall die Bildung singulärer
Tropfen bereits bei geringerer Düsenspannung. Problematisch hierbei ist einerseits die kon-
stante Temperaturführung am Düsenkopf und andererseits die thermische Belastung sowohl
für den Werkstoff als auch für den Dosierkopf und insbesondere für den Piezoaktor. Bei
höheren Spannungen tritt häufig die Bildung von Sekundär- bzw. bei weiterer Erhöhung auch
von Satellitentropfen auf. Da diese Arten der Tropfen für einen kontrollierten Werkstückauf-
bau nicht relevant sind, wurden diese Parameterbereiche nicht weitergehend dokumentiert.
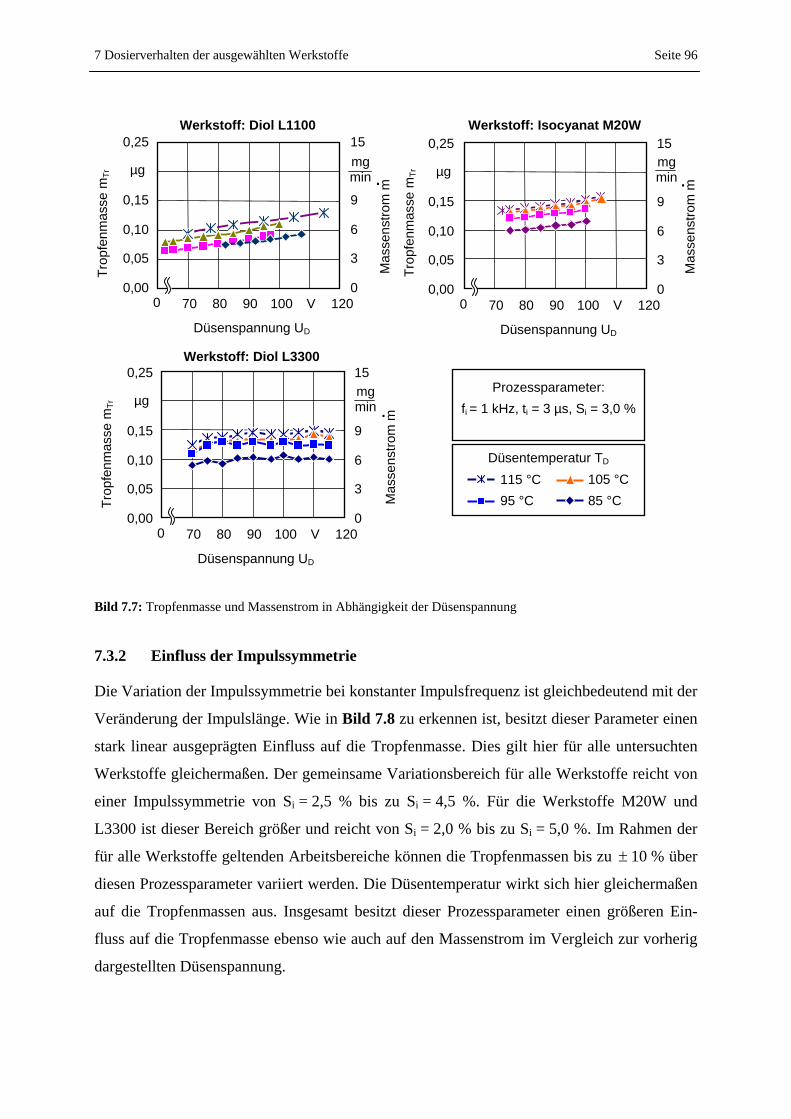
7 Dosierverhalten der ausgewählten Werkstoffe Seite 96
Bild 7.7: Tropfenmasse und Massenstrom in Abhängigkeit der Düsenspannung
7.3.2 Einfluss der Impulssymmetrie
Die Variation der Impulssymmetrie bei konstanter Impulsfrequenz ist gleichbedeutend mit der
Veränderung der Impulslänge. Wie in Bild 7.8 zu erkennen ist, besitzt dieser Parameter einen
stark linear ausgeprägten Einfluss auf die Tropfenmasse. Dies gilt hier für alle untersuchten
Werkstoffe gleichermaßen. Der gemeinsame Variationsbereich für alle Werkstoffe reicht von
einer Impulssymmetrie von Si = 2,5 % bis zu Si = 4,5 %. Für die Werkstoffe M20W und
L3300 ist dieser Bereich größer und reicht von Si = 2,0 % bis zu Si = 5,0 %. Im Rahmen der
für alle Werkstoffe geltenden Arbeitsbereiche können die Tropfenmassen bis zu ± 10 % über
diesen Prozessparameter variiert werden. Die Düsentemperatur wirkt sich hier gleichermaßen
auf die Tropfenmassen aus. Insgesamt besitzt dieser Prozessparameter einen größeren Ein-
fluss auf die Tropfenmasse ebenso wie auch auf den Massenstrom im Vergleich zur vorherig
dargestellten Düsenspannung.
Düsentemperatur TD
Düsenspannung UD
0,00
0,05
0,10
0,15
0,25
70 80 90 100 V 1200
3
6
9
15
µg
Trop
fenm
asse
mTr
Mas
sens
trom
m .
0
Prozessparameter: fi = 1 kHz, ti = 3 µs, Si = 3,0 %
Düsenspannung UD
0,00
0,05
0,10
0,15
0,25
70 80 90 100 V 1200
3
6
9
15
µg
Trop
fenm
asse
mTr
Mas
sens
trom
m .
0
115 °C 105 °C 95 °C 85 °C
Düsenspannung UD
0,00
0,05
0,10
0,15
0,25
70 80 90 100 V 1200
3
6
9
15
µg
Trop
fenm
asse
mTr
Mas
sens
trom
m .
0
Werkstoff: Diol L1100 Werkstoff: Isocyanat M20W
Werkstoff: Diol L3300
mgmin
mgmin
mgmin
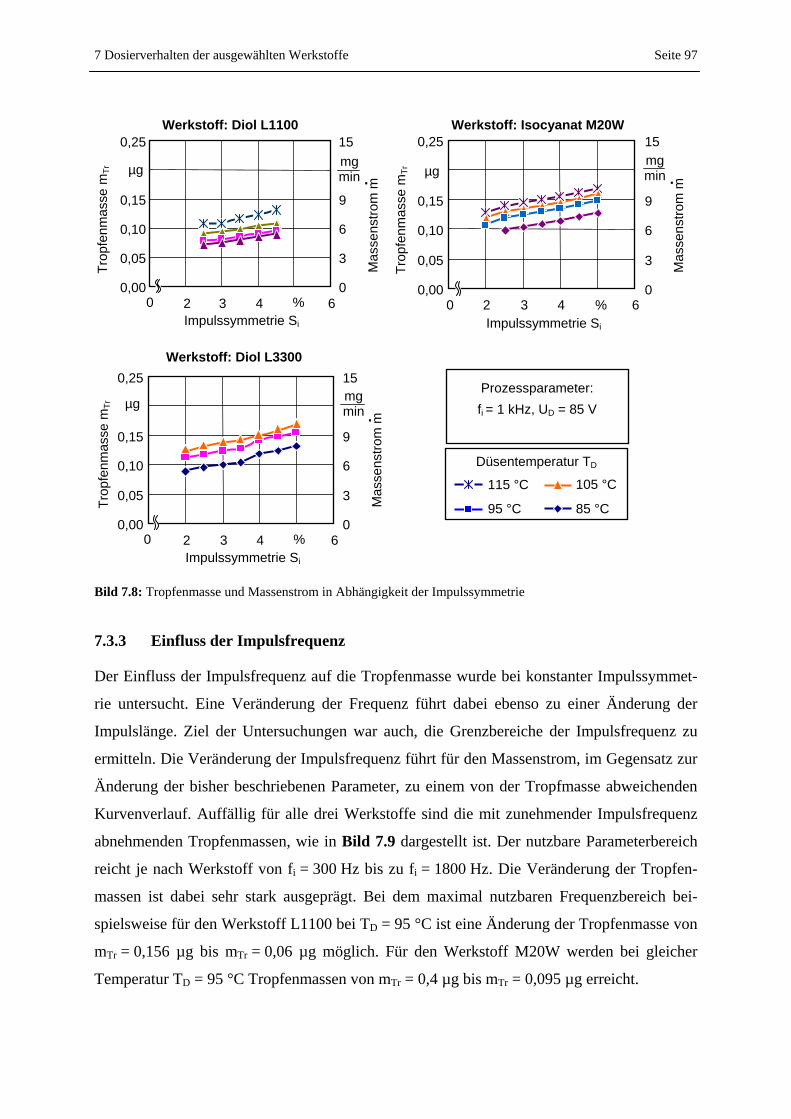
7 Dosierverhalten der ausgewählten Werkstoffe Seite 97
Bild 7.8: Tropfenmasse und Massenstrom in Abhängigkeit der Impulssymmetrie
7.3.3 Einfluss der Impulsfrequenz
Der Einfluss der Impulsfrequenz auf die Tropfenmasse wurde bei konstanter Impulssymmet-
rie untersucht. Eine Veränderung der Frequenz führt dabei ebenso zu einer Änderung der
Impulslänge. Ziel der Untersuchungen war auch, die Grenzbereiche der Impulsfrequenz zu
ermitteln. Die Veränderung der Impulsfrequenz führt für den Massenstrom, im Gegensatz zur
Änderung der bisher beschriebenen Parameter, zu einem von der Tropfmasse abweichenden
Kurvenverlauf. Auffällig für alle drei Werkstoffe sind die mit zunehmender Impulsfrequenz
abnehmenden Tropfenmassen, wie in Bild 7.9 dargestellt ist. Der nutzbare Parameterbereich
reicht je nach Werkstoff von fi = 300 Hz bis zu fi = 1800 Hz. Die Veränderung der Tropfen-
massen ist dabei sehr stark ausgeprägt. Bei dem maximal nutzbaren Frequenzbereich bei-
spielsweise für den Werkstoff L1100 bei TD = 95 °C ist eine Änderung der Tropfenmasse von
mTr = 0,156 µg bis mTr = 0,06 µg möglich. Für den Werkstoff M20W werden bei gleicher
Temperatur TD = 95 °C Tropfenmassen von mTr = 0,4 µg bis mTr = 0,095 µg erreicht.
Düsentemperatur TD
Werkstoff: Diol L1100 Werkstoff: Isocyanat M20W
Werkstoff: Diol L3300
0,00
0,05
0,10
0,15
0,25
2 3 4 60
3
6
9
15
µg
0 %Impulssymmetrie Si
Trop
fenm
asse
mTr
Mas
sens
trom
m .
0,00
0,05
0,10
0,15
0,25
2 3 4 6 0
3
6
9
15
µg
0 % Impulssymmetrie Si
Trop
fenm
asse
mTr
Mas
sens
trom
m .
0,00
0,05
0,10
0,15
0,25
2 3 4 60
3
6
9
15
µg
0 %Impulssymmetrie Si
Trop
fenm
asse
mTr
Mas
sens
trom
m .
Prozessparameter: fi = 1 kHz, UD = 85 V
mgmin
mgmin
mgmin
115 °C 105 °C
95 °C 85 °C
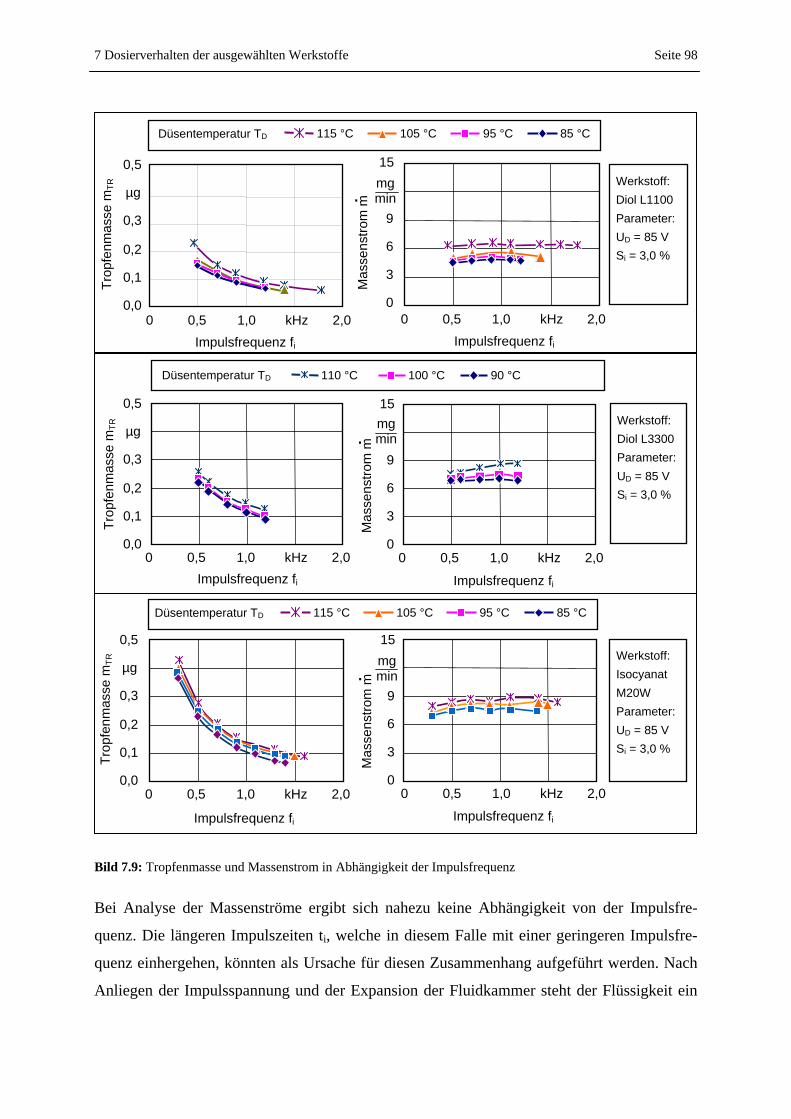
7 Dosierverhalten der ausgewählten Werkstoffe Seite 98
Bild 7.9: Tropfenmasse und Massenstrom in Abhängigkeit der Impulsfrequenz
Bei Analyse der Massenströme ergibt sich nahezu keine Abhängigkeit von der Impulsfre-
quenz. Die längeren Impulszeiten ti, welche in diesem Falle mit einer geringeren Impulsfre-
quenz einhergehen, könnten als Ursache für diesen Zusammenhang aufgeführt werden. Nach
Anliegen der Impulsspannung und der Expansion der Fluidkammer steht der Flüssigkeit ein
Werkstoff: Diol L1100 Parameter: UD = 85 V Si = 3,0 %
0
3
6
9
15
Impulsfrequenz fiM
asse
nstro
m m
.
0,0
0,1
0,2
0,3
µg
0,5
0 0,5 1,0 kHz 2,0Impulsfrequenz fi
Trop
fenm
asse
mTR
mgmin
0 0,5 1,0 kHz 2,0
115 °C 105 °C 95 °C 85 °C Düsentemperatur TD
Werkstoff: Isocyanat M20W Parameter: UD = 85 V Si = 3,0 %
0,0
0,1
0,2
0,3
µg
0,5
Impulsfrequenz fi
Trop
fenm
asse
mTR
0
3
6
9
15
Impulsfrequenz fi
Mas
sens
trom
m.mgmin
0 0,5 1,0 kHz 2,0 0 0,5 1,0 kHz 2,0
115 °C 105 °C 95 °C 85 °C Düsentemperatur TD
Werkstoff: Diol L3300 Parameter: UD = 85 V Si = 3,0 %
0,0
0,1
0,2
0,3
µg
0,5
Impulsfrequenz fi
Trop
fenm
asse
mTR
0
3
6
9
15
Impulsfrequenz fi
Mas
sens
trom
m .
mgmin
0 0,5 1,0 kHz 2,0 0 0,5 1,0 kHz 2,0
110 °C 100 °C 90 °CDüsentemperatur TD
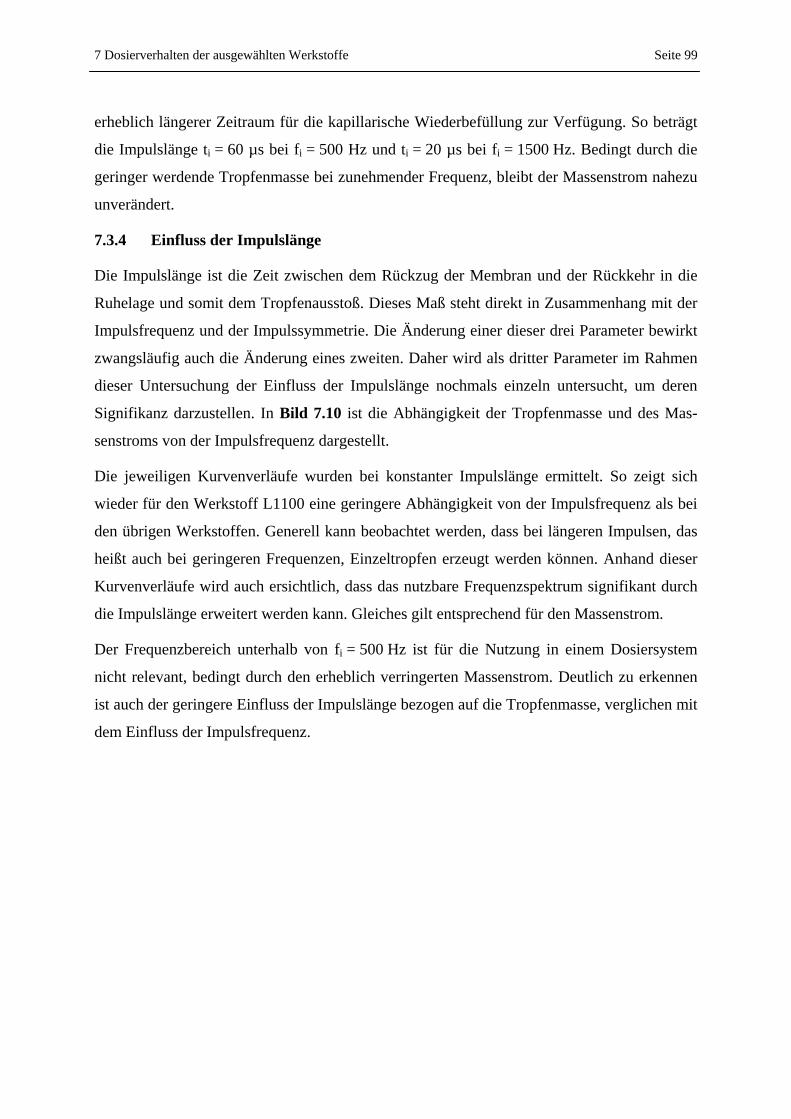
7 Dosierverhalten der ausgewählten Werkstoffe Seite 99
erheblich längerer Zeitraum für die kapillarische Wiederbefüllung zur Verfügung. So beträgt
die Impulslänge ti = 60 µs bei fi = 500 Hz und ti = 20 µs bei fi = 1500 Hz. Bedingt durch die
geringer werdende Tropfenmasse bei zunehmender Frequenz, bleibt der Massenstrom nahezu
unverändert.
7.3.4 Einfluss der Impulslänge
Die Impulslänge ist die Zeit zwischen dem Rückzug der Membran und der Rückkehr in die
Ruhelage und somit dem Tropfenausstoß. Dieses Maß steht direkt in Zusammenhang mit der
Impulsfrequenz und der Impulssymmetrie. Die Änderung einer dieser drei Parameter bewirkt
zwangsläufig auch die Änderung eines zweiten. Daher wird als dritter Parameter im Rahmen
dieser Untersuchung der Einfluss der Impulslänge nochmals einzeln untersucht, um deren
Signifikanz darzustellen. In Bild 7.10 ist die Abhängigkeit der Tropfenmasse und des Mas-
senstroms von der Impulsfrequenz dargestellt.
Die jeweiligen Kurvenverläufe wurden bei konstanter Impulslänge ermittelt. So zeigt sich
wieder für den Werkstoff L1100 eine geringere Abhängigkeit von der Impulsfrequenz als bei
den übrigen Werkstoffen. Generell kann beobachtet werden, dass bei längeren Impulsen, das
heißt auch bei geringeren Frequenzen, Einzeltropfen erzeugt werden können. Anhand dieser
Kurvenverläufe wird auch ersichtlich, dass das nutzbare Frequenzspektrum signifikant durch
die Impulslänge erweitert werden kann. Gleiches gilt entsprechend für den Massenstrom.
Der Frequenzbereich unterhalb von fi = 500 Hz ist für die Nutzung in einem Dosiersystem
nicht relevant, bedingt durch den erheblich verringerten Massenstrom. Deutlich zu erkennen
ist auch der geringere Einfluss der Impulslänge bezogen auf die Tropfenmasse, verglichen mit
dem Einfluss der Impulsfrequenz.
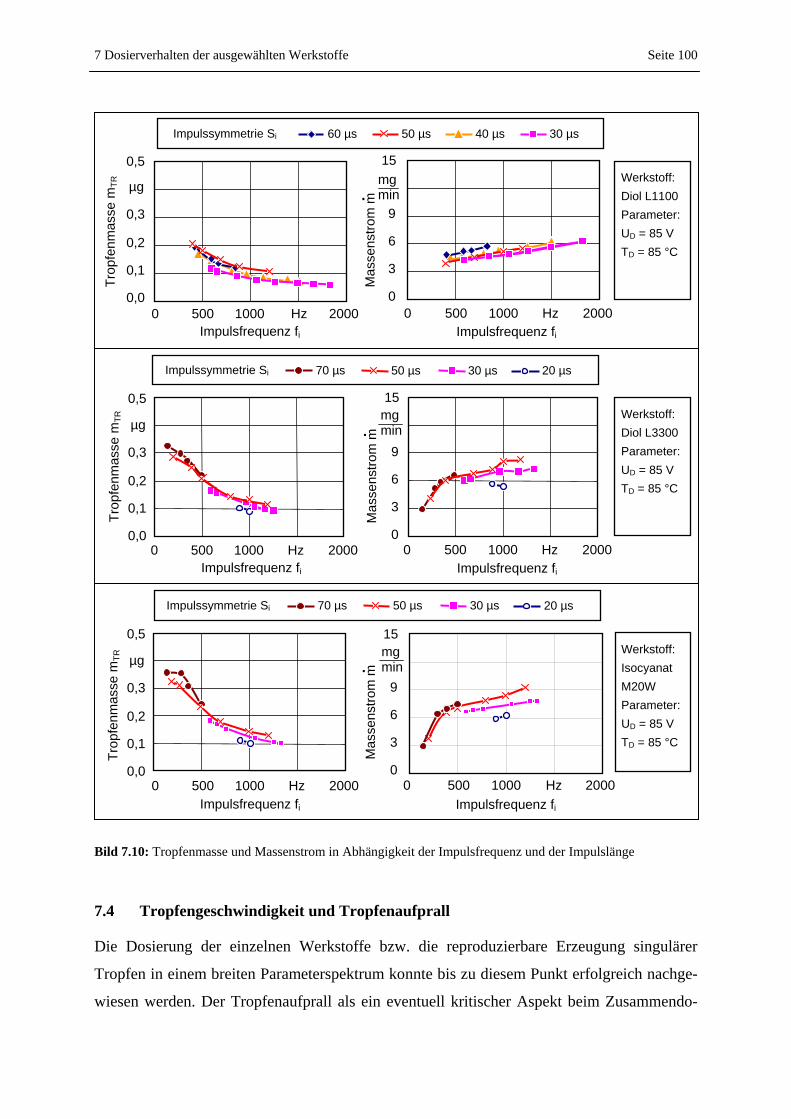
7 Dosierverhalten der ausgewählten Werkstoffe Seite 100
Bild 7.10: Tropfenmasse und Massenstrom in Abhängigkeit der Impulsfrequenz und der Impulslänge
7.4 Tropfengeschwindigkeit und Tropfenaufprall
Die Dosierung der einzelnen Werkstoffe bzw. die reproduzierbare Erzeugung singulärer
Tropfen in einem breiten Parameterspektrum konnte bis zu diesem Punkt erfolgreich nachge-
wiesen werden. Der Tropfenaufprall als ein eventuell kritischer Aspekt beim Zusammendo-
Werkstoff: Diol L1100 Parameter: UD = 85 V TD = 85 °C
0,0
0,1
0,2
0,3
µg
0,5
0 500 1000 Hz 2000Impulsfrequenz fi
Trop
fenm
asse
mTR
0
3
6
9
15
0 500 1000 Hz 2000 Impulsfrequenz fi
Mas
sens
trom
m .
Werkstoff: Diol L3300 Parameter: UD = 85 V TD = 85 °C
0,0
0,1
0,2
0,3
µg
0,5
0 500 1000 Hz 2000Impulsfrequenz fi
Trop
fenm
asse
mTR
0
3
6
9
15
0 500 1000 Hz 2000 Impulsfrequenz fi
Mas
sens
trom
m .
Werkstoff: Isocyanat M20W Parameter: UD = 85 V TD = 85 °C
0,0
0,1
0,2
0,3
µg
0,5
0 500 1000 Hz 2000Impulsfrequenz fi
Trop
fenm
asse
mTR
0
3
6
9
15
0 500 1000 Hz 2000 Impulsfrequenz fi
Mas
sens
trom
m .
mgmin
mgmin
mgmin
Impulssymmetrie Si 60 µs 40 µs 30 µs 50 µs
Impulssymmetrie Si 30 µs50 µs70 µs 20 µs
Impulssymmetrie Si 30 µs50 µs70 µs 20 µs
7 Dosierverhalten der ausgewählten Werkstoffe Seite 101
sieren mehrerer Fluide auf einen Punkt wird in diesem Abschnitt behandelt. Es wird das
Aufprallverhalten geklärt, wenn ein Tropfen auf ein hartes Trägersubstrat auftrifft oder in
einen bereits dosierten und noch flüssigen Fluidfilm eintaucht. Ebenfalls können auftretende
Luftbewegungen während der Flugphase die Flugbahn der Tropfen in Abhängigkeit der Trop-
fengeschwindigkeit maßgeblich beeinflussen. Hierfür wurden die Austrittsgeschwindigkeiten
der Tropfen in Abhängigkeit unterschiedlicher Prozessparameter untersucht. Zunächst wurden
die Düsentemperatur und die Düsenspannung variiert. Bild 7.11 zeigt die Ergebnisse.
Bild 7.11: Austrittsgeschwindigkeit der Tropfen sowie der Folgetropfen in Abhängigkeit der Düsenspannung
Die Austrittsgeschwindigkeit der Tropfen zeigt hier einen linearen Anstieg bei zunehmender
Düsenspannung. Eine Temperaturerhöhung führt erwartungsgemäß nochmals zu einem An-
stieg der Austrittsgeschwindigkeit. Bei einer Betriebstemperatur von UD = 95 °C kann die
Austrittsgeschwindigkeit über die Düsenspannung von vTr,A = 0,17 m/s bis zu vTr,A = 2,1 m/s
beeinflusst werden. Aufgrund des Luftwiderstandes kommt es zu einer Verminderung der
Tropfengeschwindigkeit während der Flugphase. Bild 7.11 zeigt die Geschwindigkeitsab-
nahme in Abhängigkeit des Abstandes zu dem nachfolgenden Tropfen. Diese Zusammenhän-
ge konnten ebenfalls mittels stroboskopischer Aufnahmen dargestellt werden (Bild 7.12).
Werkstoff: L1100 Parameter: fi = 1000 Hzti = 30 µs Si = 3,0 %
Folgetropfen0 1 2 3 4 5 6
Trop
feng
esch
win
digk
eit v
TrTD = 95 °C
90 V80 V70 V
0,0
0,7
1,4
2,1
mm
3,5
Trop
fena
bsta
nd a
T
0
0,7
1,4
2,1
3,5
ms
70 80 V 100 Düsenspannung UD
0
0,7
1,4
2,1
3,5
0
Aust
ritts
gesc
hwin
digk
eit v
Tr,A
m s
100°C
90°C
95°C
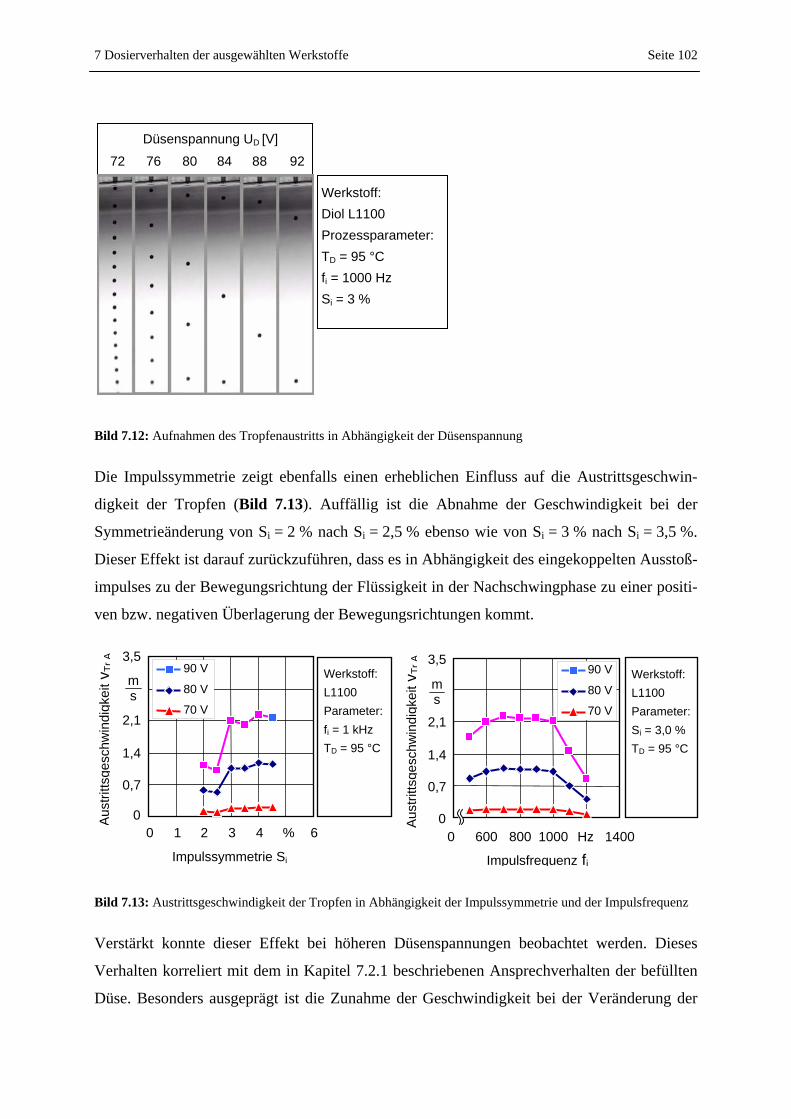
7 Dosierverhalten der ausgewählten Werkstoffe Seite 102
Bild 7.12: Aufnahmen des Tropfenaustritts in Abhängigkeit der Düsenspannung
Die Impulssymmetrie zeigt ebenfalls einen erheblichen Einfluss auf die Austrittsgeschwin-
digkeit der Tropfen (Bild 7.13). Auffällig ist die Abnahme der Geschwindigkeit bei der
Symmetrieänderung von Si = 2 % nach Si = 2,5 % ebenso wie von Si = 3 % nach Si = 3,5 %.
Dieser Effekt ist darauf zurückzuführen, dass es in Abhängigkeit des eingekoppelten Ausstoß-
impulses zu der Bewegungsrichtung der Flüssigkeit in der Nachschwingphase zu einer positi-
ven bzw. negativen Überlagerung der Bewegungsrichtungen kommt.
Bild 7.13: Austrittsgeschwindigkeit der Tropfen in Abhängigkeit der Impulssymmetrie und der Impulsfrequenz
Verstärkt konnte dieser Effekt bei höheren Düsenspannungen beobachtet werden. Dieses
Verhalten korreliert mit dem in Kapitel 7.2.1 beschriebenen Ansprechverhalten der befüllten
Düse. Besonders ausgeprägt ist die Zunahme der Geschwindigkeit bei der Veränderung der
72 76 80 84 88 92
Werkstoff: Diol L1100 Prozessparameter: TD = 95 °C fi = 1000 Hz Si = 3 %
Düsenspannung UD [V]
0 1 2 3 4 % 6
Impulssymmetrie Si
Werkstoff: L1100 Parameter: fi = 1 kHz TD = 95 °C
0 600 800 1000 Hz 1400
Impulsfrequenz fi
Werkstoff: L1100 Parameter:Si = 3,0 % TD = 95 °C
0
0,7
1,4
2,1
3,5
Aust
ritts
gesc
hwin
digk
eit v
TrA
m s
0
0,7
1,4
2,1
3,5
Aust
ritts
gesc
hwin
digk
eit v
TrA
ms
90 V
80 V
70 V
90 V
80 V
70 V
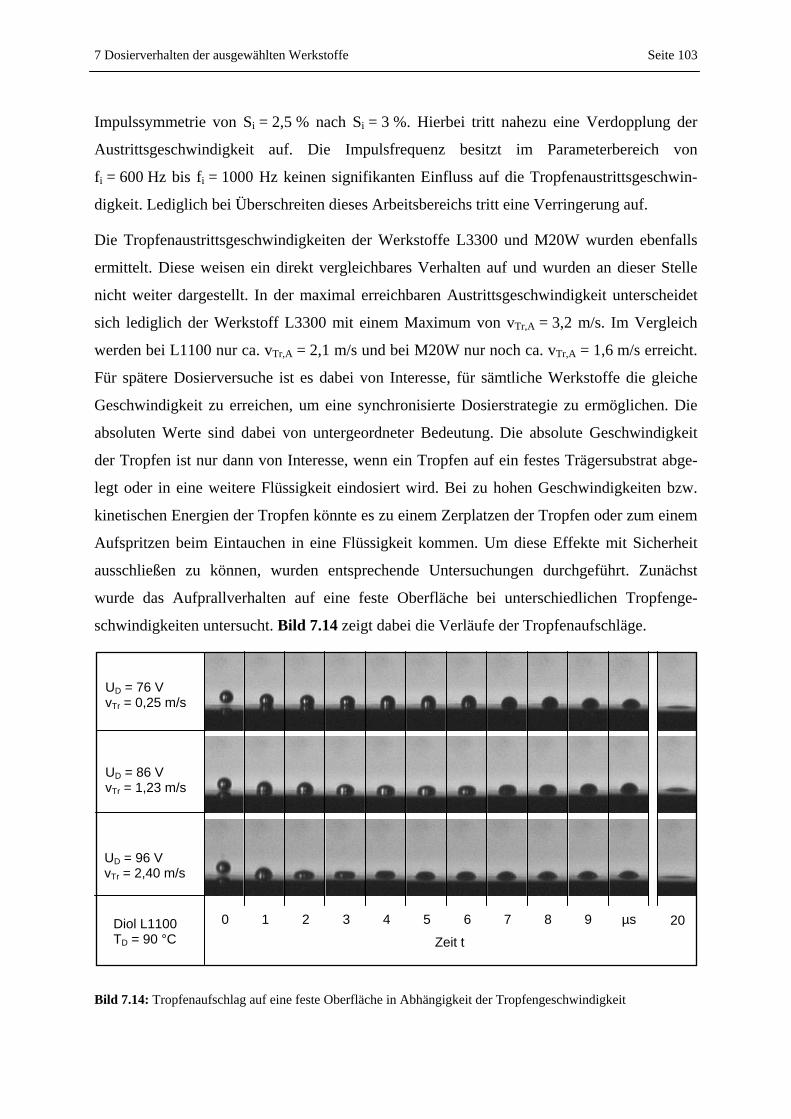
7 Dosierverhalten der ausgewählten Werkstoffe Seite 103
Impulssymmetrie von Si = 2,5 % nach Si = 3 %. Hierbei tritt nahezu eine Verdopplung der
Austrittsgeschwindigkeit auf. Die Impulsfrequenz besitzt im Parameterbereich von
fi = 600 Hz bis fi = 1000 Hz keinen signifikanten Einfluss auf die Tropfenaustrittsgeschwin-
digkeit. Lediglich bei Überschreiten dieses Arbeitsbereichs tritt eine Verringerung auf.
Die Tropfenaustrittsgeschwindigkeiten der Werkstoffe L3300 und M20W wurden ebenfalls
ermittelt. Diese weisen ein direkt vergleichbares Verhalten auf und wurden an dieser Stelle
nicht weiter dargestellt. In der maximal erreichbaren Austrittsgeschwindigkeit unterscheidet
sich lediglich der Werkstoff L3300 mit einem Maximum von vTr,A = 3,2 m/s. Im Vergleich
werden bei L1100 nur ca. vTr,A = 2,1 m/s und bei M20W nur noch ca. vTr,A = 1,6 m/s erreicht.
Für spätere Dosierversuche ist es dabei von Interesse, für sämtliche Werkstoffe die gleiche
Geschwindigkeit zu erreichen, um eine synchronisierte Dosierstrategie zu ermöglichen. Die
absoluten Werte sind dabei von untergeordneter Bedeutung. Die absolute Geschwindigkeit
der Tropfen ist nur dann von Interesse, wenn ein Tropfen auf ein festes Trägersubstrat abge-
legt oder in eine weitere Flüssigkeit eindosiert wird. Bei zu hohen Geschwindigkeiten bzw.
kinetischen Energien der Tropfen könnte es zu einem Zerplatzen der Tropfen oder zum einem
Aufspritzen beim Eintauchen in eine Flüssigkeit kommen. Um diese Effekte mit Sicherheit
ausschließen zu können, wurden entsprechende Untersuchungen durchgeführt. Zunächst
wurde das Aufprallverhalten auf eine feste Oberfläche bei unterschiedlichen Tropfenge-
schwindigkeiten untersucht. Bild 7.14 zeigt dabei die Verläufe der Tropfenaufschläge.
Bild 7.14: Tropfenaufschlag auf eine feste Oberfläche in Abhängigkeit der Tropfengeschwindigkeit
Diol L1100 TD = 90 °C
UD = 76 V vTr = 0,25 m/s
0 1 2 3 4 5 6 7 8 9 µs 20 Zeit t
UD = 86 V vTr = 1,23 m/s
UD = 96 V vTr = 2,40 m/s
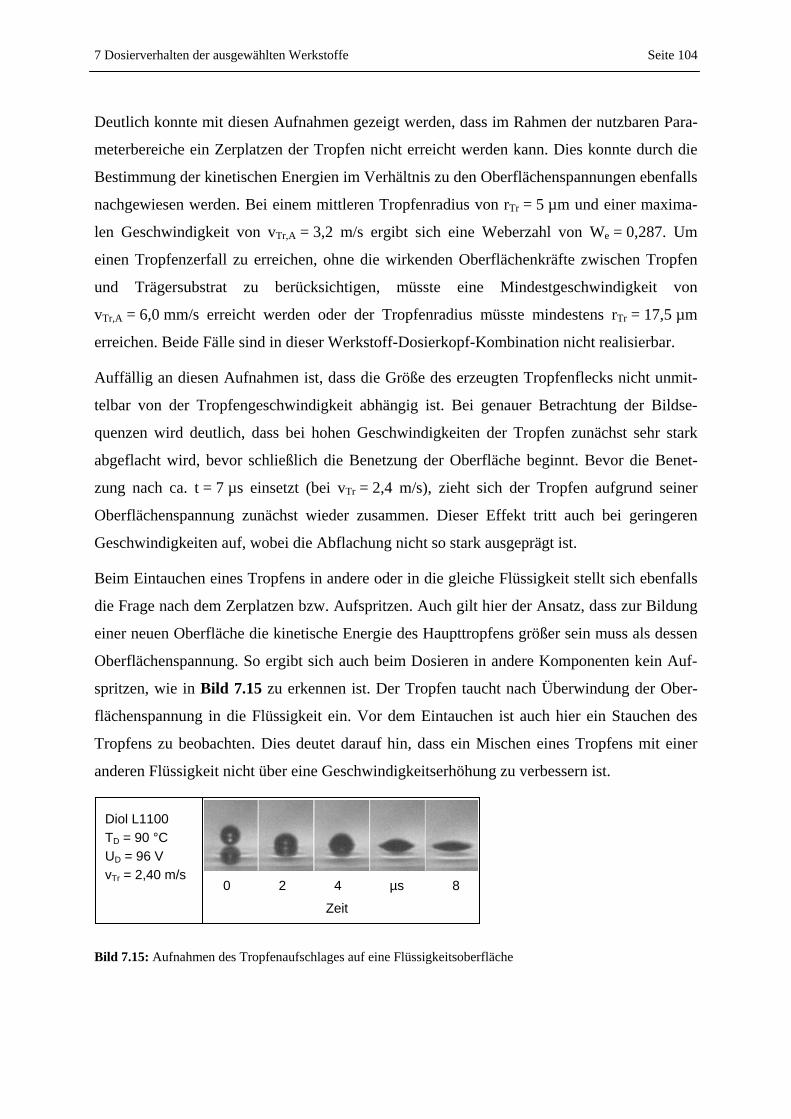
7 Dosierverhalten der ausgewählten Werkstoffe Seite 104
Deutlich konnte mit diesen Aufnahmen gezeigt werden, dass im Rahmen der nutzbaren Para-
meterbereiche ein Zerplatzen der Tropfen nicht erreicht werden kann. Dies konnte durch die
Bestimmung der kinetischen Energien im Verhältnis zu den Oberflächenspannungen ebenfalls
nachgewiesen werden. Bei einem mittleren Tropfenradius von rTr = 5 µm und einer maxima-
len Geschwindigkeit von vTr,A = 3,2 m/s ergibt sich eine Weberzahl von We = 0,287. Um
einen Tropfenzerfall zu erreichen, ohne die wirkenden Oberflächenkräfte zwischen Tropfen
und Trägersubstrat zu berücksichtigen, müsste eine Mindestgeschwindigkeit von
vTr,A = 6,0 mm/s erreicht werden oder der Tropfenradius müsste mindestens rTr = 17,5 µm
erreichen. Beide Fälle sind in dieser Werkstoff-Dosierkopf-Kombination nicht realisierbar.
Auffällig an diesen Aufnahmen ist, dass die Größe des erzeugten Tropfenflecks nicht unmit-
telbar von der Tropfengeschwindigkeit abhängig ist. Bei genauer Betrachtung der Bildse-
quenzen wird deutlich, dass bei hohen Geschwindigkeiten der Tropfen zunächst sehr stark
abgeflacht wird, bevor schließlich die Benetzung der Oberfläche beginnt. Bevor die Benet-
zung nach ca. t = 7 µs einsetzt (bei vTr = 2,4 m/s), zieht sich der Tropfen aufgrund seiner
Oberflächenspannung zunächst wieder zusammen. Dieser Effekt tritt auch bei geringeren
Geschwindigkeiten auf, wobei die Abflachung nicht so stark ausgeprägt ist.
Beim Eintauchen eines Tropfens in andere oder in die gleiche Flüssigkeit stellt sich ebenfalls
die Frage nach dem Zerplatzen bzw. Aufspritzen. Auch gilt hier der Ansatz, dass zur Bildung
einer neuen Oberfläche die kinetische Energie des Haupttropfens größer sein muss als dessen
Oberflächenspannung. So ergibt sich auch beim Dosieren in andere Komponenten kein Auf-
spritzen, wie in Bild 7.15 zu erkennen ist. Der Tropfen taucht nach Überwindung der Ober-
flächenspannung in die Flüssigkeit ein. Vor dem Eintauchen ist auch hier ein Stauchen des
Tropfens zu beobachten. Dies deutet darauf hin, dass ein Mischen eines Tropfens mit einer
anderen Flüssigkeit nicht über eine Geschwindigkeitserhöhung zu verbessern ist.
Bild 7.15: Aufnahmen des Tropfenaufschlages auf eine Flüssigkeitsoberfläche
0 2 4 8 µs
Zeit
Diol L1100 TD = 90 °C UD = 96 V vTr = 2,40 m/s
8 Realisierung von gradierten Eigenschaften Seite 105
8 Voraussetzungen zur Realisierung von gradierten Bauteilen
8.1 Mischungsverhältnisse der reaktiven Komponenten
Die Mischungsverhältnisse sowie die Anteile der einzelnen Grundkomponenten spielen bei
der Einstellung der gewünschten Werkstoffeigenschaften bzw. für die Umsetzung einer voll-
ständigen Reaktion eine entscheidende Rolle. Üblicherweise werden die Werkstoffsysteme
speziell für eine Anwendung konfiguriert, sodass der Endanwender eine Rezeptur erhält, nach
deren Anwendung sich die geforderten Werkstoffeigenschaften einstellen. Da in diesem Fall
unterschiedliche Eigenschaften realisiert werden sollen, wird an dieser Stelle ausführlich auf
die Bestimmung der Einzelanteile von Diolen und Isocyanat eingegangen.
Die Herstellung eines Festkörpers aus den genannten flüssigen Grundkomponenten erfolgt in
bestimmten Massenverhältnissen. Hierfür werden werkstoffspezifische Kenndaten wie die
OH-Zahl (OHZ), der Wassergehalt und der NCO-Gehalt benötigt. Bei der Berechnung der
Einzelmassen muss sichergestellt werden, dass bei der Reaktion für jede OH-Gruppe des Po-
lyols eine NCO-Gruppe des Polyisocyanats zur Verfügung steht. Die Ermittlung dieser Vor-
aussetzung erfolgt über den sogenannten KZ-Wert. Diese Kennzahl ist nach Gleichung (1)
definiert als das Produkt aus der Anzahl der Mole NCO je Mol OH multipliziert mit dem Fak-
tor 100. Dies bedeutet für KZ = 100, dass ein ausgewogenes Verhältnis der Komponenten
vorliegt, bei dem es zu einer vollständigen Reaktion kommt.
100KZOH
NCO ×αα
= (1)
In der industriellen Praxis hingegen werden bei der Herstellung von Hartschäumen häufig
Mischungen eingesetzt mit einem KZ-Wert zwischen 105 und 125. Damit wird sichergestellt,
dass sämtliche OH-Gruppen zur Reaktion kommen. Der NCO-Überschuss reagiert dann zum
Beispiel zu Allophanatstrukturen. Die Werte für αNCO und αOH stehen nicht direkt zur Verfü-
gung und müssen daher über den NCO-Gehalt der Polyisocyanate und über die OH-Zahl der
Polyole bestimmt werden. Üblicherweise wird die Menge an NCO in einem Polyisocyanat in
Gew.-% NCO angegeben. Hierfür gilt folgender Zusammenhang:
100m
mNCO%.Gew
natPolyisocya
NCO ×=− (2)
8 Realisierung von gradierten Eigenschaften Seite 106
Der Wert für αNCO lässt sich schließlich aus der Masse NCO und aus dem Molgewicht des
Polyisocyanats mit einem typischen Wert von 42 bestimmen.
42m NCO
NCO =α (3)
Setzt man Gleichung (3) in Gleichung (2) ein, rechnet dabei von Mol auf mMol um, lässt sich
die Bestimmungsgleichung für αNCO wie folgt aufstellen:
2,4mNCO%.Gew natPolyisocya
NCO
×−=α (4)
Die OH-Zahl gibt die Menge KOH in Milligramm je Gramm Polyol an. Wird eine beliebige
Masse Polyol benötigt, ergibt sich die OH-Zahl wie folgt:
Polyol
KOH
mm
OHZ = (5)
Wird diese Gleichung auf mMol KOH umgerechnet, so muss durch das KOH-Molgewicht
von 56,1 dividiert werden. Da jedem Mol KOH ein Mol OH entspricht, kann αKOH = αOH ge-
setzt werden. Dies ergibt:
Polyol
OH
Polyol
KOH
Polyol
KOH
MM1,56mm
1,56OHZ α
=α
=×
= (6)
Durch Umformen der Gleichung (6) erhält man schließlich die Bestimmungsgleichung für:
1,56MOHZ Polyol
OH
×=α (7)
Die Berechnung der benötigten Masse an Polyisocyanat für eine vorgegebene Masse an Poly-
ol bei einer definierten Kennzahl ergibt sich durch Einsetzen von Gleichung (7) und (4) in
Gleichung (1). Durch Umformen erhält man schließlich folgende Bestimmungsgleichung:
KZNCO%1336
mOHZm Polyol
natPolyisocya ××
×= (8)
8 Realisierung von gradierten Eigenschaften Seite 107
Die Bestimmung der notwendigen Massen erfolgt für den weiteren Verlauf dieser Arbeit mit
der KZ = 100. Damit lässt sich Gleichung (8) vereinfachen zu:
074851,0mNCO%
OHZm PolyolnatPolyisocya ××= (9)
Die Umsetzung von gradierten Werkstoffeigenschaften in einem Bauteil wird durch die
Kombination der beiden Polyolkomponenten mit einer Polyisocyanatkomponente realisiert.
Entscheidend bei der Einstellung der gewünschten Werkstoffeigenschaften ist das Mi-
schungsverhältnis der Polyole. Die beiden ausgewählten Diole besitzen unterschiedliche OH-
Zahlen. Daraus resultiert, dass der Bedarf an Polyisocyanat dem Mischungsverhältnis der Po-
lyolkomponenten angepasst werden muss. Dabei müssen die Massenverhältnisse der Kompo-
nenten so eingestellt werden, dass die folgenden zwei Bedingungen erfüllt werden:
– vollständige Reaktion aller Komponenten
– Umsetzung der gewünschten Eigenschaft
Die Einstellung der unterschiedlichen Werkstoffeigenschaften wird über das Mischungsver-
hältnis der Polyolkomponenten realisiert. Als Basispolyol dient das Lupranol 3300, das in
seiner Eigenschaft als „Hartkomponente“ eingesetzt wird. Dementsprechend wird anteilig
Lupranol 1100 als „Weichkomponente“ zugemischt. Daraus ergibt sich eine Hydroxyzahl für
die Mischung in Abhängigkeit der prozentualen Anteile der jeweiligen Komponente. Mit
Gleichung (9) können jeweils die Massenanteile für die Polyisocyanat- und die Polyolkompo-
nenten bestimmt werden, wie in Bild 8.1 dargestellt. Die Berechnungen wurden so ausgelegt,
dass für alle Mischungsverhältnisse die Summe der Einzelmassen, das heißt die Massen der
Diolanteile und die zugehörige Masse des Isocyanats, konstant ist. Damit werden die prozen-
tualen Anteile einer Masseneinheit dargestellt.
Das Mischungsverhältnis MPolyol entspricht einer Konzentrationsangabe der Polyolkomponen-
ten und wird wie folgt definiert:
3300Polyol1100Polyol
1100PolyolPolyol mm
mM
+= (10)
Damit ergibt sich bei der Verwendung von reinem Polyol L3300 ein Mischungsverhältnis von
MPolyol = 0. Bei Zugabe von Lupranol L1100, das dem ausreagierten Werkstück eine höhere
Elastizität verleiht, erhöht sich dieser Wert bis zu MPolyol = 0,75. Wird der Anteil von Lupra-
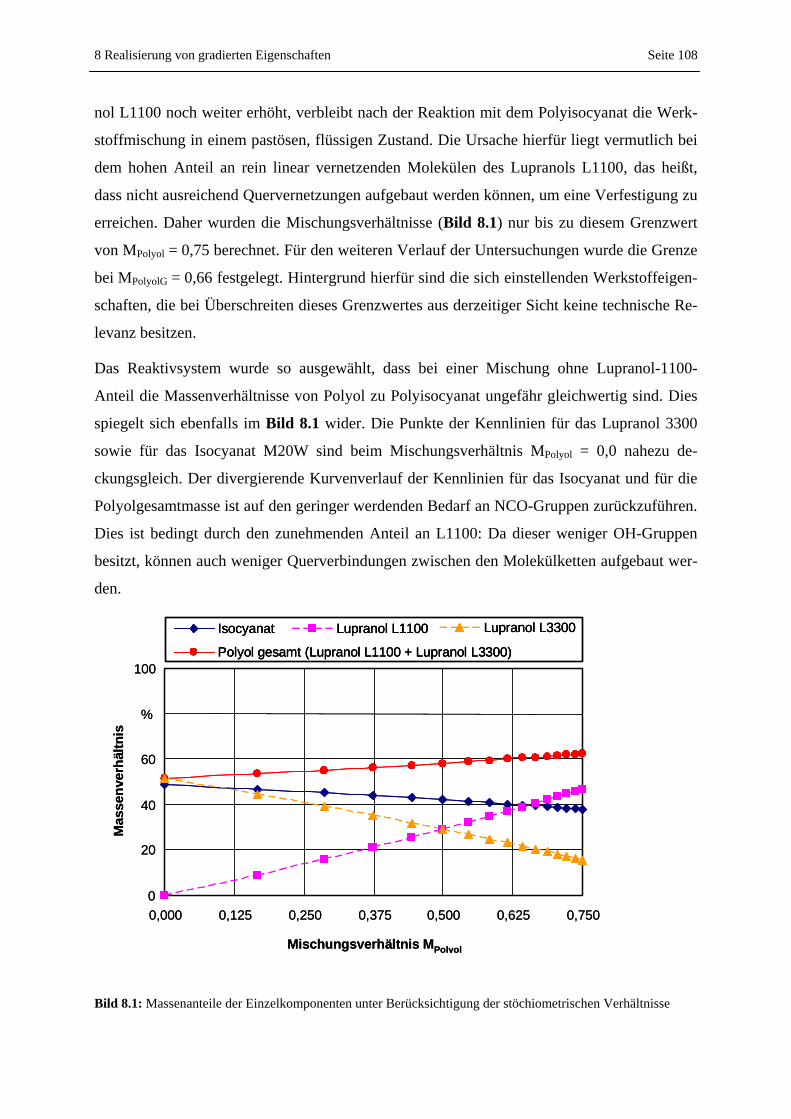
8 Realisierung von gradierten Eigenschaften Seite 108
nol L1100 noch weiter erhöht, verbleibt nach der Reaktion mit dem Polyisocyanat die Werk-
stoffmischung in einem pastösen, flüssigen Zustand. Die Ursache hierfür liegt vermutlich bei
dem hohen Anteil an rein linear vernetzenden Molekülen des Lupranols L1100, das heißt,
dass nicht ausreichend Quervernetzungen aufgebaut werden können, um eine Verfestigung zu
erreichen. Daher wurden die Mischungsverhältnisse (Bild 8.1) nur bis zu diesem Grenzwert
von MPolyol = 0,75 berechnet. Für den weiteren Verlauf der Untersuchungen wurde die Grenze
bei MPolyolG = 0,66 festgelegt. Hintergrund hierfür sind die sich einstellenden Werkstoffeigen-
schaften, die bei Überschreiten dieses Grenzwertes aus derzeitiger Sicht keine technische Re-
levanz besitzen.
Das Reaktivsystem wurde so ausgewählt, dass bei einer Mischung ohne Lupranol-1100-
Anteil die Massenverhältnisse von Polyol zu Polyisocyanat ungefähr gleichwertig sind. Dies
spiegelt sich ebenfalls im Bild 8.1 wider. Die Punkte der Kennlinien für das Lupranol 3300
sowie für das Isocyanat M20W sind beim Mischungsverhältnis MPolyol = 0,0 nahezu de-
ckungsgleich. Der divergierende Kurvenverlauf der Kennlinien für das Isocyanat und für die
Polyolgesamtmasse ist auf den geringer werdenden Bedarf an NCO-Gruppen zurückzuführen.
Dies ist bedingt durch den zunehmenden Anteil an L1100: Da dieser weniger OH-Gruppen
besitzt, können auch weniger Querverbindungen zwischen den Molekülketten aufgebaut wer-
den.
Bild 8.1: Massenanteile der Einzelkomponenten unter Berücksichtigung der stöchiometrischen Verhältnisse
Mischungsverhältnis MPolyol
Mas
senv
erhä
ltnis
0
20
40
60
%
100
0,000 0,125 0,250 0,375 0,500 0,625 0,750
Isocyanat
Polyol gesamt (Lupranol L1100 + Lupranol L3300)
Lupranol L1100 Lupranol L3300
Mischungsverhältnis MPolyol
Mas
senv
erhä
ltnis
0
20
40
60
%
100
0,000 0,125 0,250 0,375 0,500 0,625 0,750
Isocyanat
Polyol gesamt (Lupranol L1100 + Lupranol L3300)
Lupranol L1100 Lupranol L3300Isocyanat
Polyol gesamt (Lupranol L1100 + Lupranol L3300)
Lupranol L1100 Lupranol L3300
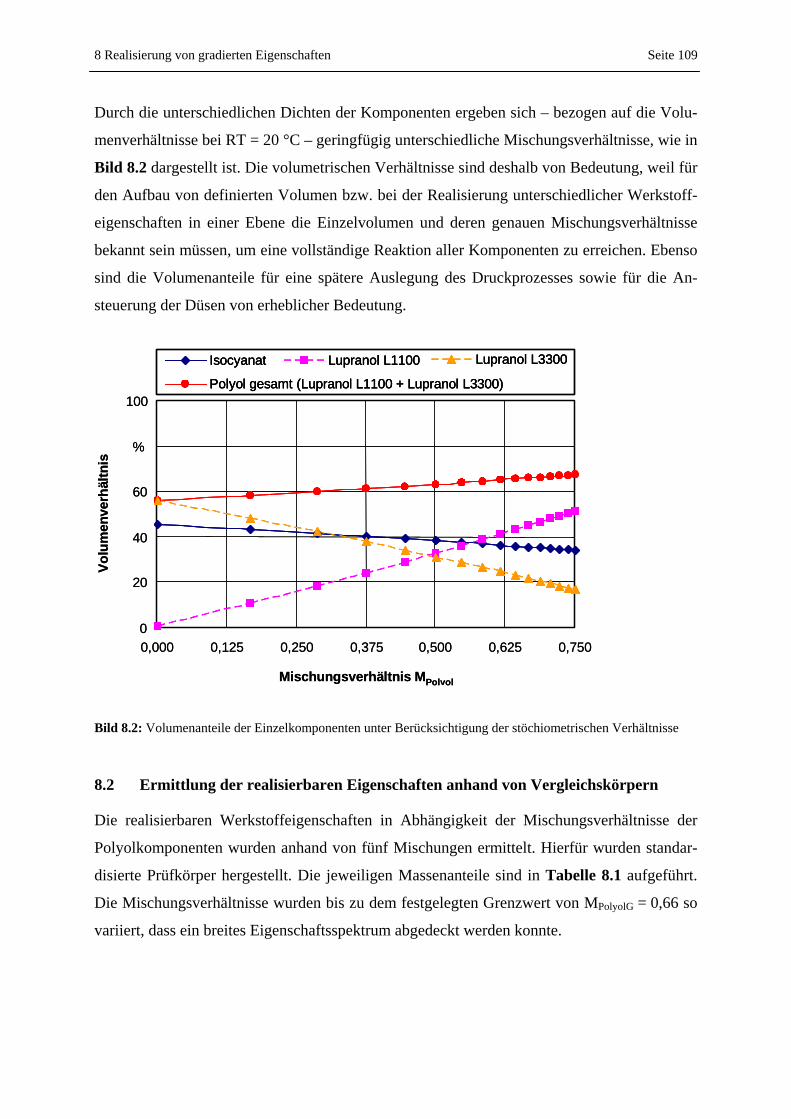
8 Realisierung von gradierten Eigenschaften Seite 109
Durch die unterschiedlichen Dichten der Komponenten ergeben sich – bezogen auf die Volu-
menverhältnisse bei RT = 20 °C – geringfügig unterschiedliche Mischungsverhältnisse, wie in
Bild 8.2 dargestellt ist. Die volumetrischen Verhältnisse sind deshalb von Bedeutung, weil für
den Aufbau von definierten Volumen bzw. bei der Realisierung unterschiedlicher Werkstoff-
eigenschaften in einer Ebene die Einzelvolumen und deren genauen Mischungsverhältnisse
bekannt sein müssen, um eine vollständige Reaktion aller Komponenten zu erreichen. Ebenso
sind die Volumenanteile für eine spätere Auslegung des Druckprozesses sowie für die An-
steuerung der Düsen von erheblicher Bedeutung.
Bild 8.2: Volumenanteile der Einzelkomponenten unter Berücksichtigung der stöchiometrischen Verhältnisse
8.2 Ermittlung der realisierbaren Eigenschaften anhand von Vergleichskörpern
Die realisierbaren Werkstoffeigenschaften in Abhängigkeit der Mischungsverhältnisse der
Polyolkomponenten wurden anhand von fünf Mischungen ermittelt. Hierfür wurden standar-
disierte Prüfkörper hergestellt. Die jeweiligen Massenanteile sind in Tabelle 8.1 aufgeführt.
Die Mischungsverhältnisse wurden bis zu dem festgelegten Grenzwert von MPolyolG = 0,66 so
variiert, dass ein breites Eigenschaftsspektrum abgedeckt werden konnte.
Mischungsverhältnis MPolyol
Volu
men
verh
ältn
is
0
20
40
60
%
100
0,000 0,125 0,250 0,375 0,500 0,625 0,750
Isocyanat
Polyol gesamt (Lupranol L1100 + Lupranol L3300)
Lupranol L1100 Lupranol L3300
Mischungsverhältnis MPolyol
Volu
men
verh
ältn
is
0
20
40
60
%
100
0,000 0,125 0,250 0,375 0,500 0,625 0,750
Isocyanat
Polyol gesamt (Lupranol L1100 + Lupranol L3300)
Lupranol L1100 Lupranol L3300Isocyanat
Polyol gesamt (Lupranol L1100 + Lupranol L3300)
Lupranol L1100 Lupranol L3300
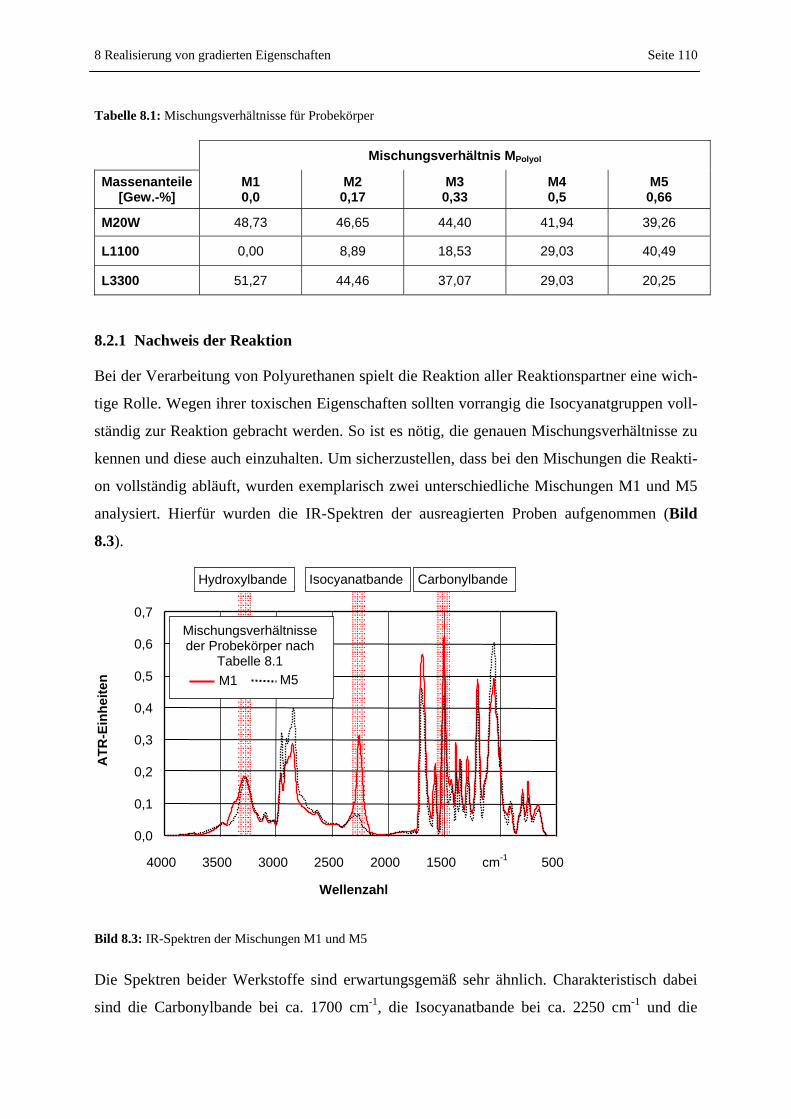
8 Realisierung von gradierten Eigenschaften Seite 110
Tabelle 8.1: Mischungsverhältnisse für Probekörper
Mischungsverhältnis MPolyol
Massenanteile [Gew.-%]
M1 0,0
M2 0,17
M3 0,33
M4 0,5
M5 0,66
M20W 48,73 46,65 44,40 41,94 39,26
L1100 0,00 8,89 18,53 29,03 40,49
L3300 51,27 44,46 37,07 29,03 20,25
8.2.1 Nachweis der Reaktion
Bei der Verarbeitung von Polyurethanen spielt die Reaktion aller Reaktionspartner eine wich-
tige Rolle. Wegen ihrer toxischen Eigenschaften sollten vorrangig die Isocyanatgruppen voll-
ständig zur Reaktion gebracht werden. So ist es nötig, die genauen Mischungsverhältnisse zu
kennen und diese auch einzuhalten. Um sicherzustellen, dass bei den Mischungen die Reakti-
on vollständig abläuft, wurden exemplarisch zwei unterschiedliche Mischungen M1 und M5
analysiert. Hierfür wurden die IR-Spektren der ausreagierten Proben aufgenommen (Bild
8.3).
Bild 8.3: IR-Spektren der Mischungen M1 und M5
Die Spektren beider Werkstoffe sind erwartungsgemäß sehr ähnlich. Charakteristisch dabei
sind die Carbonylbande bei ca. 1700 cm-1, die Isocyanatbande bei ca. 2250 cm-1 und die
4000 3500 3000 2500 2000 1500 cm-1 500
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
ATR
-Ein
heite
n
Wellenzahl
Carbonylbande Isocyanatbande Hydroxylbande
M1 M5
Mischungsverhältnisse der Probekörper nach
Tabelle 8.1
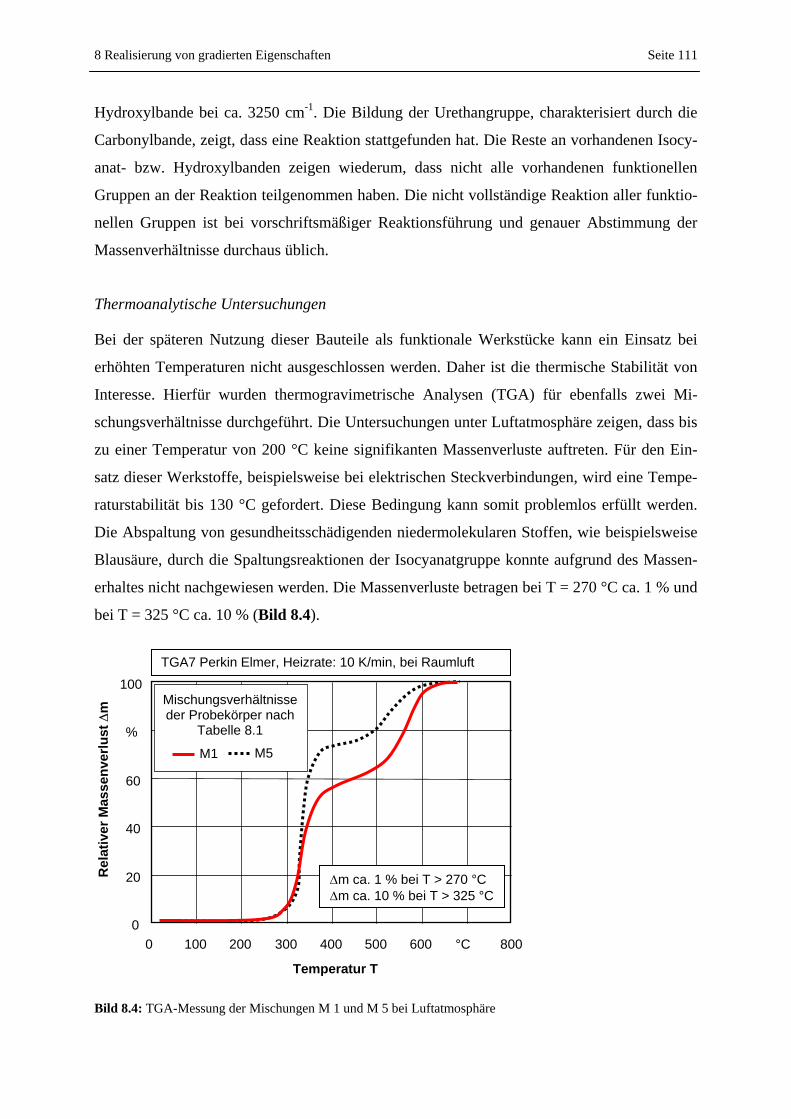
8 Realisierung von gradierten Eigenschaften Seite 111
Hydroxylbande bei ca. 3250 cm-1. Die Bildung der Urethangruppe, charakterisiert durch die
Carbonylbande, zeigt, dass eine Reaktion stattgefunden hat. Die Reste an vorhandenen Isocy-
anat- bzw. Hydroxylbanden zeigen wiederum, dass nicht alle vorhandenen funktionellen
Gruppen an der Reaktion teilgenommen haben. Die nicht vollständige Reaktion aller funktio-
nellen Gruppen ist bei vorschriftsmäßiger Reaktionsführung und genauer Abstimmung der
Massenverhältnisse durchaus üblich.
Thermoanalytische Untersuchungen
Bei der späteren Nutzung dieser Bauteile als funktionale Werkstücke kann ein Einsatz bei
erhöhten Temperaturen nicht ausgeschlossen werden. Daher ist die thermische Stabilität von
Interesse. Hierfür wurden thermogravimetrische Analysen (TGA) für ebenfalls zwei Mi-
schungsverhältnisse durchgeführt. Die Untersuchungen unter Luftatmosphäre zeigen, dass bis
zu einer Temperatur von 200 °C keine signifikanten Massenverluste auftreten. Für den Ein-
satz dieser Werkstoffe, beispielsweise bei elektrischen Steckverbindungen, wird eine Tempe-
raturstabilität bis 130 °C gefordert. Diese Bedingung kann somit problemlos erfüllt werden.
Die Abspaltung von gesundheitsschädigenden niedermolekularen Stoffen, wie beispielsweise
Blausäure, durch die Spaltungsreaktionen der Isocyanatgruppe konnte aufgrund des Massen-
erhaltes nicht nachgewiesen werden. Die Massenverluste betragen bei T = 270 °C ca. 1 % und
bei T = 325 °C ca. 10 % (Bild 8.4).
Bild 8.4: TGA-Messung der Mischungen M 1 und M 5 bei Luftatmosphäre
0 100 200 300 400 500 600 °C 8000
20
40
60
%
100
Rel
ativ
er M
asse
nver
lust
∆m
Temperatur T
∆m ca. 1 % bei T > 270 °C ∆m ca. 10 % bei T > 325 °C
TGA7 Perkin Elmer, Heizrate: 10 K/min, bei Raumluft
M1 M5
Mischungsverhältnisse der Probekörper nach
Tabelle 8.1
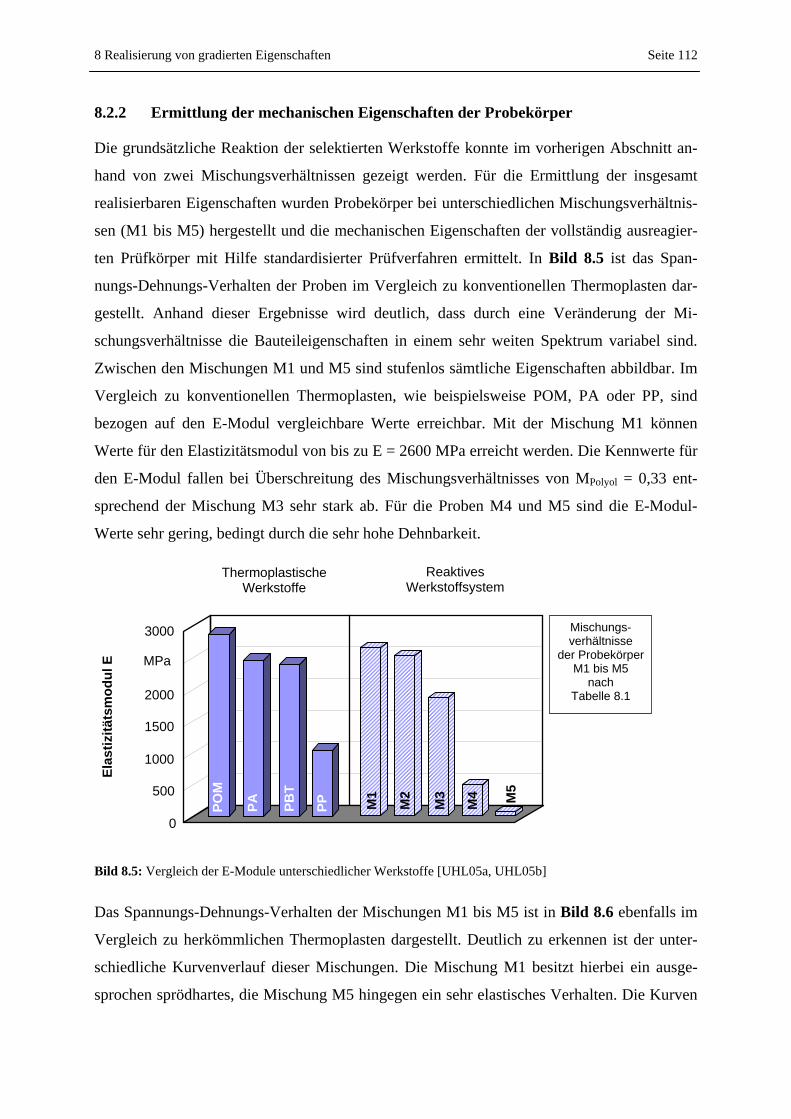
8 Realisierung von gradierten Eigenschaften Seite 112
8.2.2 Ermittlung der mechanischen Eigenschaften der Probekörper
Die grundsätzliche Reaktion der selektierten Werkstoffe konnte im vorherigen Abschnitt an-
hand von zwei Mischungsverhältnissen gezeigt werden. Für die Ermittlung der insgesamt
realisierbaren Eigenschaften wurden Probekörper bei unterschiedlichen Mischungsverhältnis-
sen (M1 bis M5) hergestellt und die mechanischen Eigenschaften der vollständig ausreagier-
ten Prüfkörper mit Hilfe standardisierter Prüfverfahren ermittelt. In Bild 8.5 ist das Span-
nungs-Dehnungs-Verhalten der Proben im Vergleich zu konventionellen Thermoplasten dar-
gestellt. Anhand dieser Ergebnisse wird deutlich, dass durch eine Veränderung der Mi-
schungsverhältnisse die Bauteileigenschaften in einem sehr weiten Spektrum variabel sind.
Zwischen den Mischungen M1 und M5 sind stufenlos sämtliche Eigenschaften abbildbar. Im
Vergleich zu konventionellen Thermoplasten, wie beispielsweise POM, PA oder PP, sind
bezogen auf den E-Modul vergleichbare Werte erreichbar. Mit der Mischung M1 können
Werte für den Elastizitätsmodul von bis zu E = 2600 MPa erreicht werden. Die Kennwerte für
den E-Modul fallen bei Überschreitung des Mischungsverhältnisses von MPolyol = 0,33 ent-
sprechend der Mischung M3 sehr stark ab. Für die Proben M4 und M5 sind die E-Modul-
Werte sehr gering, bedingt durch die sehr hohe Dehnbarkeit.
Bild 8.5: Vergleich der E-Module unterschiedlicher Werkstoffe [UHL05a, UHL05b]
Das Spannungs-Dehnungs-Verhalten der Mischungen M1 bis M5 ist in Bild 8.6 ebenfalls im
Vergleich zu herkömmlichen Thermoplasten dargestellt. Deutlich zu erkennen ist der unter-
schiedliche Kurvenverlauf dieser Mischungen. Die Mischung M1 besitzt hierbei ein ausge-
sprochen sprödhartes, die Mischung M5 hingegen ein sehr elastisches Verhalten. Die Kurven
0
500
1000
1500
2000
3000
Elas
tizitä
tsm
odul
E
MPa
PBT
POM
PP
PA
Thermoplastische Werkstoffe
Reaktives Werkstoffsystem
M1
M2
M3
M4 M5
Mischungs-verhältnisse
der Probekörper M1 bis M5
nach Tabelle 8.1
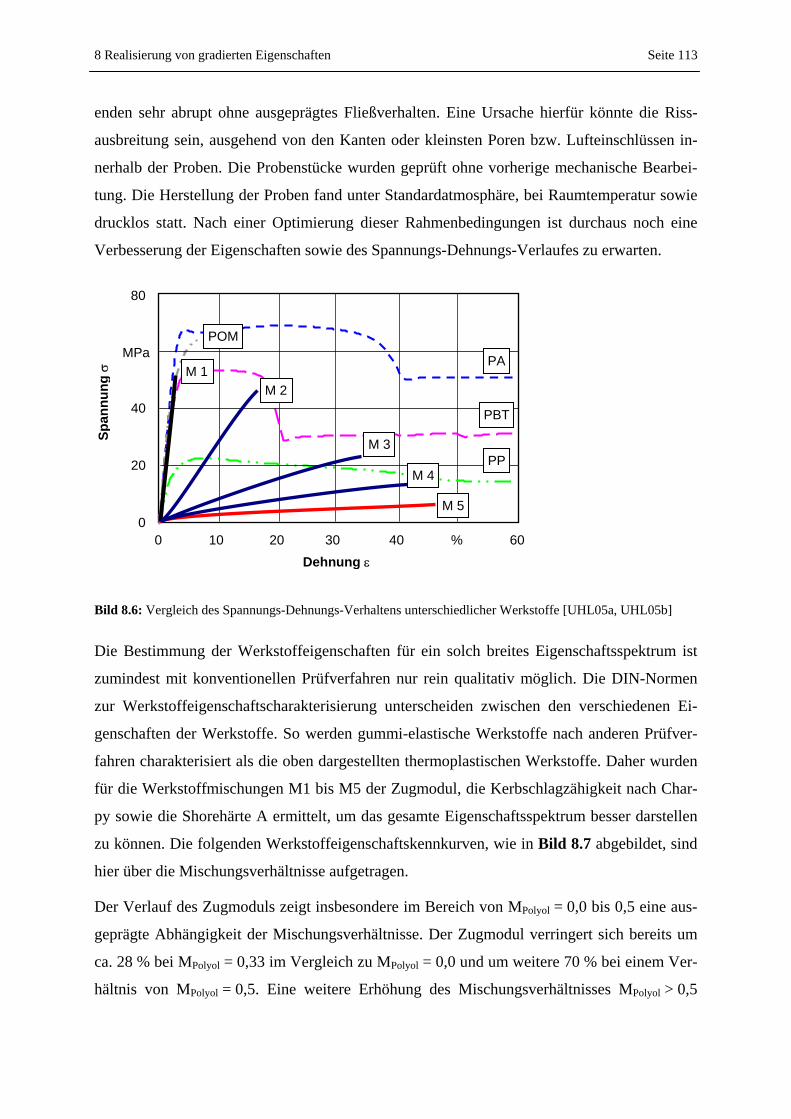
8 Realisierung von gradierten Eigenschaften Seite 113
enden sehr abrupt ohne ausgeprägtes Fließverhalten. Eine Ursache hierfür könnte die Riss-
ausbreitung sein, ausgehend von den Kanten oder kleinsten Poren bzw. Lufteinschlüssen in-
nerhalb der Proben. Die Probenstücke wurden geprüft ohne vorherige mechanische Bearbei-
tung. Die Herstellung der Proben fand unter Standardatmosphäre, bei Raumtemperatur sowie
drucklos statt. Nach einer Optimierung dieser Rahmenbedingungen ist durchaus noch eine
Verbesserung der Eigenschaften sowie des Spannungs-Dehnungs-Verlaufes zu erwarten.
Bild 8.6: Vergleich des Spannungs-Dehnungs-Verhaltens unterschiedlicher Werkstoffe [UHL05a, UHL05b]
Die Bestimmung der Werkstoffeigenschaften für ein solch breites Eigenschaftsspektrum ist
zumindest mit konventionellen Prüfverfahren nur rein qualitativ möglich. Die DIN-Normen
zur Werkstoffeigenschaftscharakterisierung unterscheiden zwischen den verschiedenen Ei-
genschaften der Werkstoffe. So werden gummi-elastische Werkstoffe nach anderen Prüfver-
fahren charakterisiert als die oben dargestellten thermoplastischen Werkstoffe. Daher wurden
für die Werkstoffmischungen M1 bis M5 der Zugmodul, die Kerbschlagzähigkeit nach Char-
py sowie die Shorehärte A ermittelt, um das gesamte Eigenschaftsspektrum besser darstellen
zu können. Die folgenden Werkstoffeigenschaftskennkurven, wie in Bild 8.7 abgebildet, sind
hier über die Mischungsverhältnisse aufgetragen.
Der Verlauf des Zugmoduls zeigt insbesondere im Bereich von MPolyol = 0,0 bis 0,5 eine aus-
geprägte Abhängigkeit der Mischungsverhältnisse. Der Zugmodul verringert sich bereits um
ca. 28 % bei MPolyol = 0,33 im Vergleich zu MPolyol = 0,0 und um weitere 70 % bei einem Ver-
hältnis von MPolyol = 0,5. Eine weitere Erhöhung des Mischungsverhältnisses MPolyol > 0,5
Span
nung
σ
0 20 40 60%0
20
40
MPa
Dehnung ε
M 1
M 5
PP
PA
POM
PBT
M 4
M 3
M 2
10 30
80
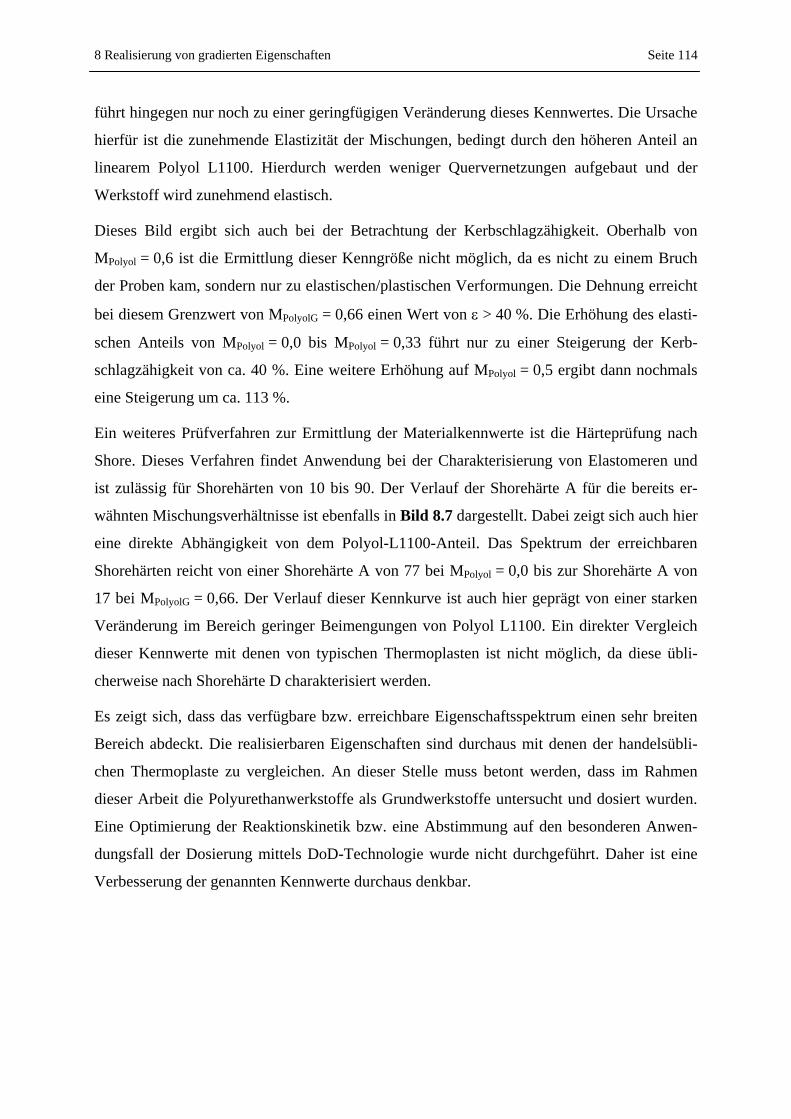
8 Realisierung von gradierten Eigenschaften Seite 114
führt hingegen nur noch zu einer geringfügigen Veränderung dieses Kennwertes. Die Ursache
hierfür ist die zunehmende Elastizität der Mischungen, bedingt durch den höheren Anteil an
linearem Polyol L1100. Hierdurch werden weniger Quervernetzungen aufgebaut und der
Werkstoff wird zunehmend elastisch.
Dieses Bild ergibt sich auch bei der Betrachtung der Kerbschlagzähigkeit. Oberhalb von
MPolyol = 0,6 ist die Ermittlung dieser Kenngröße nicht möglich, da es nicht zu einem Bruch
der Proben kam, sondern nur zu elastischen/plastischen Verformungen. Die Dehnung erreicht
bei diesem Grenzwert von MPolyolG = 0,66 einen Wert von ε > 40 %. Die Erhöhung des elasti-
schen Anteils von MPolyol = 0,0 bis MPolyol = 0,33 führt nur zu einer Steigerung der Kerb-
schlagzähigkeit von ca. 40 %. Eine weitere Erhöhung auf MPolyol = 0,5 ergibt dann nochmals
eine Steigerung um ca. 113 %.
Ein weiteres Prüfverfahren zur Ermittlung der Materialkennwerte ist die Härteprüfung nach
Shore. Dieses Verfahren findet Anwendung bei der Charakterisierung von Elastomeren und
ist zulässig für Shorehärten von 10 bis 90. Der Verlauf der Shorehärte A für die bereits er-
wähnten Mischungsverhältnisse ist ebenfalls in Bild 8.7 dargestellt. Dabei zeigt sich auch hier
eine direkte Abhängigkeit von dem Polyol-L1100-Anteil. Das Spektrum der erreichbaren
Shorehärten reicht von einer Shorehärte A von 77 bei MPolyol = 0,0 bis zur Shorehärte A von
17 bei MPolyolG = 0,66. Der Verlauf dieser Kennkurve ist auch hier geprägt von einer starken
Veränderung im Bereich geringer Beimengungen von Polyol L1100. Ein direkter Vergleich
dieser Kennwerte mit denen von typischen Thermoplasten ist nicht möglich, da diese übli-
cherweise nach Shorehärte D charakterisiert werden.
Es zeigt sich, dass das verfügbare bzw. erreichbare Eigenschaftsspektrum einen sehr breiten
Bereich abdeckt. Die realisierbaren Eigenschaften sind durchaus mit denen der handelsübli-
chen Thermoplaste zu vergleichen. An dieser Stelle muss betont werden, dass im Rahmen
dieser Arbeit die Polyurethanwerkstoffe als Grundwerkstoffe untersucht und dosiert wurden.
Eine Optimierung der Reaktionskinetik bzw. eine Abstimmung auf den besonderen Anwen-
dungsfall der Dosierung mittels DoD-Technologie wurde nicht durchgeführt. Daher ist eine
Verbesserung der genannten Kennwerte durchaus denkbar.
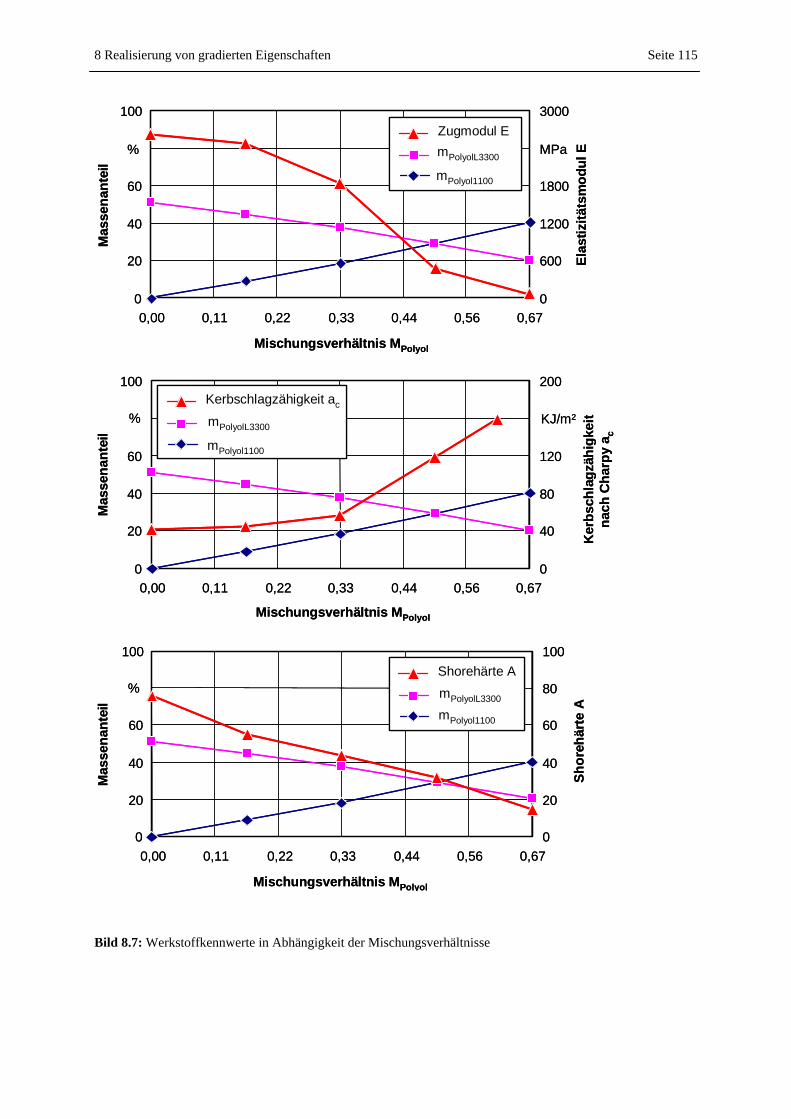
8 Realisierung von gradierten Eigenschaften Seite 115
Bild 8.7: Werkstoffkennwerte in Abhängigkeit der Mischungsverhältnisse
Mischungsverhältnis MPolyol
Mas
sena
ntei
l
0
20
40
60
%
100
0,00 0,11 0,22 0,33 0,44 0,56 0,670
600
1200
1800
MPa
3000
Elas
tizitä
tsm
odul
E0
20
40
60
100
0,00 0,11 0,22 0,33 0,44 0,56 0,670
40
80
120
200
Mischungsverhältnis MPolyol
Mas
sena
ntei
l
%
Ker
bsch
lagz
ähig
keit
nach
Cha
rpy
a c
KJ/m²
0
20
40
60
100
0,00 0,11 0,22 0,33 0,44 0,56 0,670
20
40
60
80
100
Mischungsverhältnis MPolyol
Mas
sena
ntei
l
%
Shor
ehär
teA
Zugmodul EmPolyolL3300
mPolyol1100
Kerbschlagzähigkeit ac
Shorehärte A
mPolyolL3300
mPolyol1100
mPolyolL3300
mPolyol1100
Mischungsverhältnis MPolyol
Mas
sena
ntei
l
0
20
40
60
%
100
0,00 0,11 0,22 0,33 0,44 0,56 0,670
600
1200
1800
MPa
3000
Elas
tizitä
tsm
odul
E0
20
40
60
100
0,00 0,11 0,22 0,33 0,44 0,56 0,670
40
80
120
200
Mischungsverhältnis MPolyol
Mas
sena
ntei
l
%
Ker
bsch
lagz
ähig
keit
nach
Cha
rpy
a c
KJ/m²
0
20
40
60
100
0,00 0,11 0,22 0,33 0,44 0,56 0,670
20
40
60
80
100
Mischungsverhältnis MPolyol
Mas
sena
ntei
l
%
Shor
ehär
teA
Zugmodul EmPolyolL3300
mPolyol1100
Kerbschlagzähigkeit ac
Shorehärte A
mPolyolL3300
mPolyol1100
mPolyolL3300
mPolyol1100
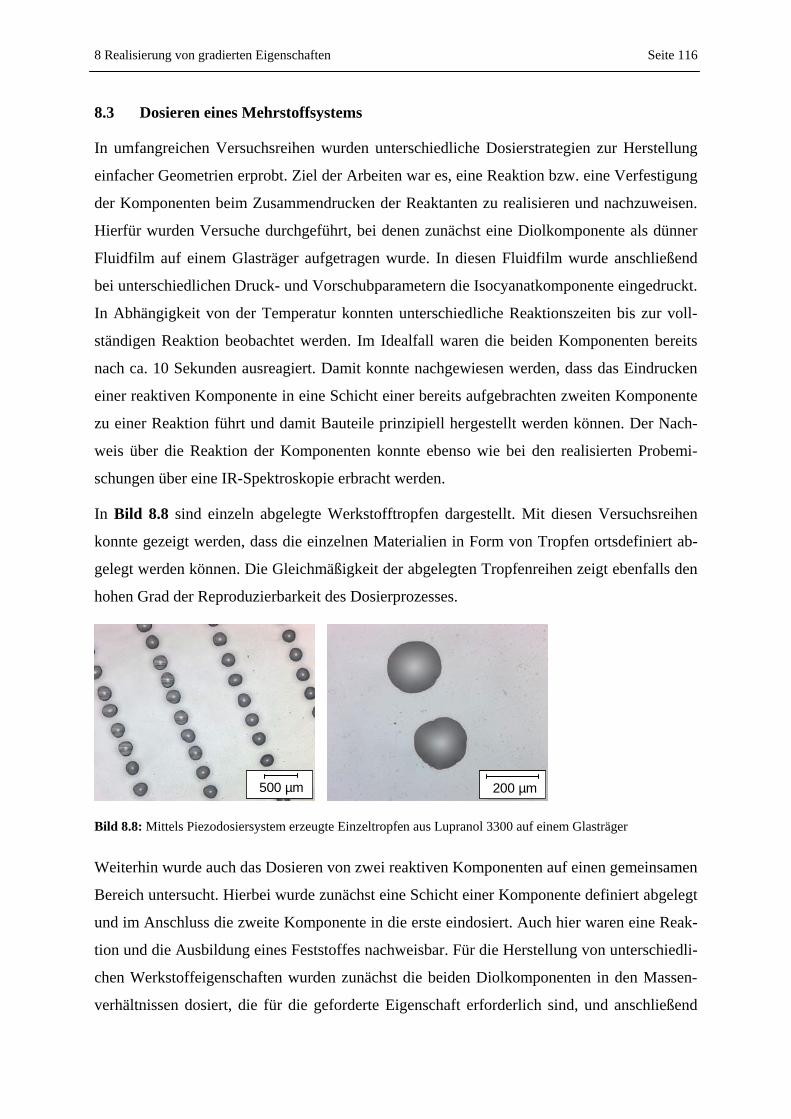
8 Realisierung von gradierten Eigenschaften Seite 116
8.3 Dosieren eines Mehrstoffsystems
In umfangreichen Versuchsreihen wurden unterschiedliche Dosierstrategien zur Herstellung
einfacher Geometrien erprobt. Ziel der Arbeiten war es, eine Reaktion bzw. eine Verfestigung
der Komponenten beim Zusammendrucken der Reaktanten zu realisieren und nachzuweisen.
Hierfür wurden Versuche durchgeführt, bei denen zunächst eine Diolkomponente als dünner
Fluidfilm auf einem Glasträger aufgetragen wurde. In diesen Fluidfilm wurde anschließend
bei unterschiedlichen Druck- und Vorschubparametern die Isocyanatkomponente eingedruckt.
In Abhängigkeit von der Temperatur konnten unterschiedliche Reaktionszeiten bis zur voll-
ständigen Reaktion beobachtet werden. Im Idealfall waren die beiden Komponenten bereits
nach ca. 10 Sekunden ausreagiert. Damit konnte nachgewiesen werden, dass das Eindrucken
einer reaktiven Komponente in eine Schicht einer bereits aufgebrachten zweiten Komponente
zu einer Reaktion führt und damit Bauteile prinzipiell hergestellt werden können. Der Nach-
weis über die Reaktion der Komponenten konnte ebenso wie bei den realisierten Probemi-
schungen über eine IR-Spektroskopie erbracht werden.
In Bild 8.8 sind einzeln abgelegte Werkstofftropfen dargestellt. Mit diesen Versuchsreihen
konnte gezeigt werden, dass die einzelnen Materialien in Form von Tropfen ortsdefiniert ab-
gelegt werden können. Die Gleichmäßigkeit der abgelegten Tropfenreihen zeigt ebenfalls den
hohen Grad der Reproduzierbarkeit des Dosierprozesses.
Bild 8.8: Mittels Piezodosiersystem erzeugte Einzeltropfen aus Lupranol 3300 auf einem Glasträger
Weiterhin wurde auch das Dosieren von zwei reaktiven Komponenten auf einen gemeinsamen
Bereich untersucht. Hierbei wurde zunächst eine Schicht einer Komponente definiert abgelegt
und im Anschluss die zweite Komponente in die erste eindosiert. Auch hier waren eine Reak-
tion und die Ausbildung eines Feststoffes nachweisbar. Für die Herstellung von unterschiedli-
chen Werkstoffeigenschaften wurden zunächst die beiden Diolkomponenten in den Massen-
verhältnissen dosiert, die für die geforderte Eigenschaft erforderlich sind, und anschließend
200 µm500 µm 200 µm200 µm500 µm500 µm
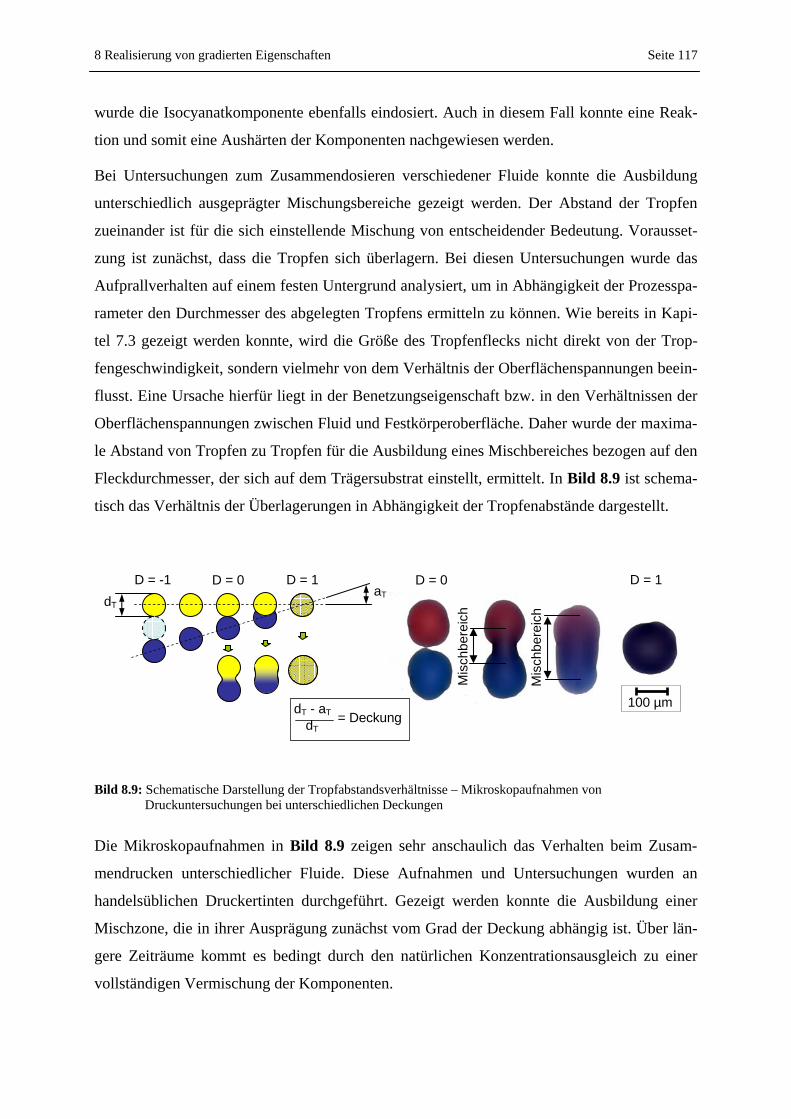
8 Realisierung von gradierten Eigenschaften Seite 117
wurde die Isocyanatkomponente ebenfalls eindosiert. Auch in diesem Fall konnte eine Reak-
tion und somit eine Aushärten der Komponenten nachgewiesen werden.
Bei Untersuchungen zum Zusammendosieren verschiedener Fluide konnte die Ausbildung
unterschiedlich ausgeprägter Mischungsbereiche gezeigt werden. Der Abstand der Tropfen
zueinander ist für die sich einstellende Mischung von entscheidender Bedeutung. Vorausset-
zung ist zunächst, dass die Tropfen sich überlagern. Bei diesen Untersuchungen wurde das
Aufprallverhalten auf einem festen Untergrund analysiert, um in Abhängigkeit der Prozesspa-
rameter den Durchmesser des abgelegten Tropfens ermitteln zu können. Wie bereits in Kapi-
tel 7.3 gezeigt werden konnte, wird die Größe des Tropfenflecks nicht direkt von der Trop-
fengeschwindigkeit, sondern vielmehr von dem Verhältnis der Oberflächenspannungen beein-
flusst. Eine Ursache hierfür liegt in der Benetzungseigenschaft bzw. in den Verhältnissen der
Oberflächenspannungen zwischen Fluid und Festkörperoberfläche. Daher wurde der maxima-
le Abstand von Tropfen zu Tropfen für die Ausbildung eines Mischbereiches bezogen auf den
Fleckdurchmesser, der sich auf dem Trägersubstrat einstellt, ermittelt. In Bild 8.9 ist schema-
tisch das Verhältnis der Überlagerungen in Abhängigkeit der Tropfenabstände dargestellt.
Bild 8.9: Schematische Darstellung der Tropfabstandsverhältnisse – Mikroskopaufnahmen von Druckuntersuchungen bei unterschiedlichen Deckungen
Die Mikroskopaufnahmen in Bild 8.9 zeigen sehr anschaulich das Verhalten beim Zusam-
mendrucken unterschiedlicher Fluide. Diese Aufnahmen und Untersuchungen wurden an
handelsüblichen Druckertinten durchgeführt. Gezeigt werden konnte die Ausbildung einer
Mischzone, die in ihrer Ausprägung zunächst vom Grad der Deckung abhängig ist. Über län-
gere Zeiträume kommt es bedingt durch den natürlichen Konzentrationsausgleich zu einer
vollständigen Vermischung der Komponenten.
D = -1 D = 0 D = 1 dT
aT
Mis
chbe
reic
h
Mis
chbe
reic
h
100 µm
D = 0 D = 1
dT - aT
dT = Deckung
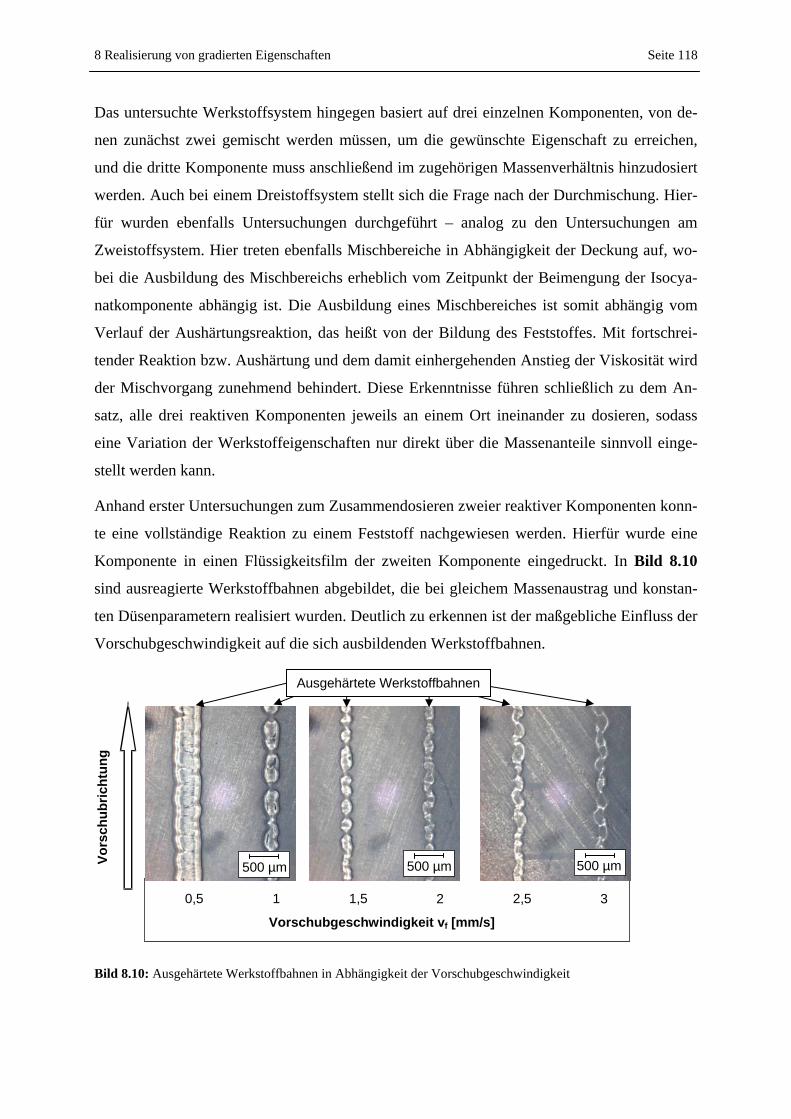
8 Realisierung von gradierten Eigenschaften Seite 118
Das untersuchte Werkstoffsystem hingegen basiert auf drei einzelnen Komponenten, von de-
nen zunächst zwei gemischt werden müssen, um die gewünschte Eigenschaft zu erreichen,
und die dritte Komponente muss anschließend im zugehörigen Massenverhältnis hinzudosiert
werden. Auch bei einem Dreistoffsystem stellt sich die Frage nach der Durchmischung. Hier-
für wurden ebenfalls Untersuchungen durchgeführt – analog zu den Untersuchungen am
Zweistoffsystem. Hier treten ebenfalls Mischbereiche in Abhängigkeit der Deckung auf, wo-
bei die Ausbildung des Mischbereichs erheblich vom Zeitpunkt der Beimengung der Isocya-
natkomponente abhängig ist. Die Ausbildung eines Mischbereiches ist somit abhängig vom
Verlauf der Aushärtungsreaktion, das heißt von der Bildung des Feststoffes. Mit fortschrei-
tender Reaktion bzw. Aushärtung und dem damit einhergehenden Anstieg der Viskosität wird
der Mischvorgang zunehmend behindert. Diese Erkenntnisse führen schließlich zu dem An-
satz, alle drei reaktiven Komponenten jeweils an einem Ort ineinander zu dosieren, sodass
eine Variation der Werkstoffeigenschaften nur direkt über die Massenanteile sinnvoll einge-
stellt werden kann.
Anhand erster Untersuchungen zum Zusammendosieren zweier reaktiver Komponenten konn-
te eine vollständige Reaktion zu einem Feststoff nachgewiesen werden. Hierfür wurde eine
Komponente in einen Flüssigkeitsfilm der zweiten Komponente eingedruckt. In Bild 8.10
sind ausreagierte Werkstoffbahnen abgebildet, die bei gleichem Massenaustrag und konstan-
ten Düsenparametern realisiert wurden. Deutlich zu erkennen ist der maßgebliche Einfluss der
Vorschubgeschwindigkeit auf die sich ausbildenden Werkstoffbahnen.
Bild 8.10: Ausgehärtete Werkstoffbahnen in Abhängigkeit der Vorschubgeschwindigkeit
0,5 1 1,5 2 2,5 3
Vorschubgeschwindigkeit vf [mm/s]
Vors
chub
richt
ung
500 µm 500 µm 500 µm
Ausgehärtete Werkstoffbahnen
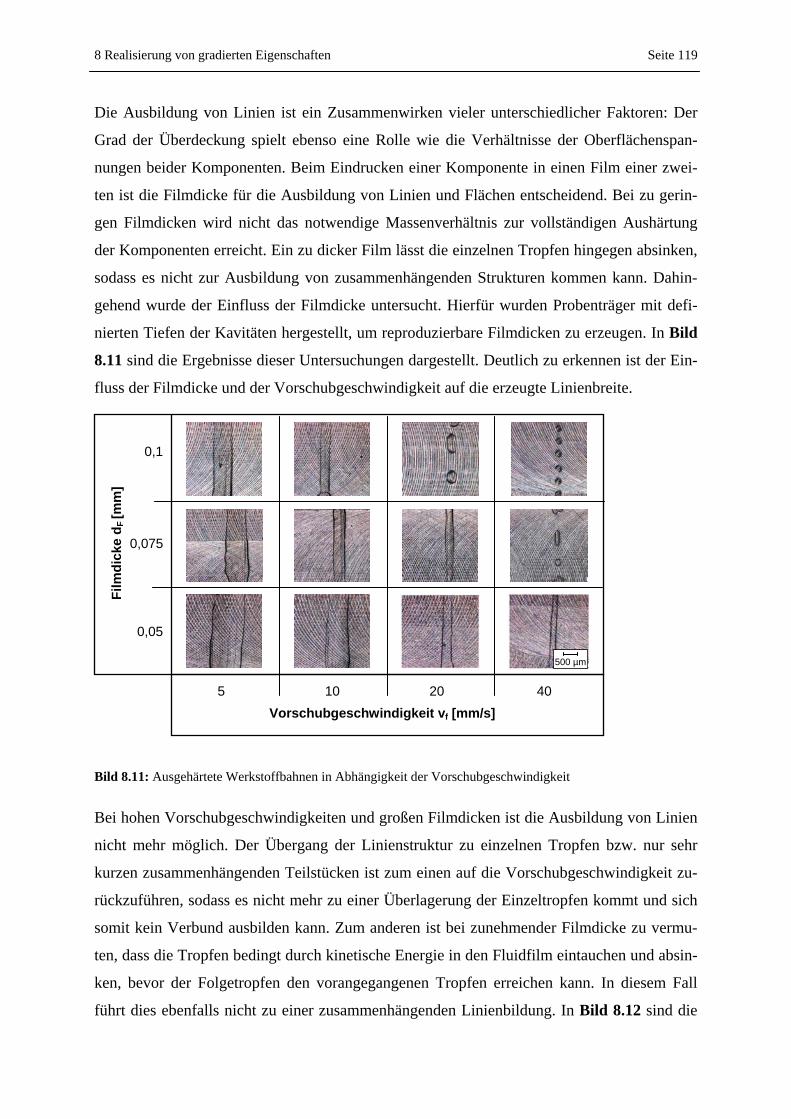
8 Realisierung von gradierten Eigenschaften Seite 119
Die Ausbildung von Linien ist ein Zusammenwirken vieler unterschiedlicher Faktoren: Der
Grad der Überdeckung spielt ebenso eine Rolle wie die Verhältnisse der Oberflächenspan-
nungen beider Komponenten. Beim Eindrucken einer Komponente in einen Film einer zwei-
ten ist die Filmdicke für die Ausbildung von Linien und Flächen entscheidend. Bei zu gerin-
gen Filmdicken wird nicht das notwendige Massenverhältnis zur vollständigen Aushärtung
der Komponenten erreicht. Ein zu dicker Film lässt die einzelnen Tropfen hingegen absinken,
sodass es nicht zur Ausbildung von zusammenhängenden Strukturen kommen kann. Dahin-
gehend wurde der Einfluss der Filmdicke untersucht. Hierfür wurden Probenträger mit defi-
nierten Tiefen der Kavitäten hergestellt, um reproduzierbare Filmdicken zu erzeugen. In Bild
8.11 sind die Ergebnisse dieser Untersuchungen dargestellt. Deutlich zu erkennen ist der Ein-
fluss der Filmdicke und der Vorschubgeschwindigkeit auf die erzeugte Linienbreite.
Bild 8.11: Ausgehärtete Werkstoffbahnen in Abhängigkeit der Vorschubgeschwindigkeit
Bei hohen Vorschubgeschwindigkeiten und großen Filmdicken ist die Ausbildung von Linien
nicht mehr möglich. Der Übergang der Linienstruktur zu einzelnen Tropfen bzw. nur sehr
kurzen zusammenhängenden Teilstücken ist zum einen auf die Vorschubgeschwindigkeit zu-
rückzuführen, sodass es nicht mehr zu einer Überlagerung der Einzeltropfen kommt und sich
somit kein Verbund ausbilden kann. Zum anderen ist bei zunehmender Filmdicke zu vermu-
ten, dass die Tropfen bedingt durch kinetische Energie in den Fluidfilm eintauchen und absin-
ken, bevor der Folgetropfen den vorangegangenen Tropfen erreichen kann. In diesem Fall
führt dies ebenfalls nicht zu einer zusammenhängenden Linienbildung. In Bild 8.12 sind die
5 10 20 40 Vorschubgeschwindigkeit vf [mm/s]
Film
dick
e d F
[mm
]
0,05
0,075
0,1
500 µm
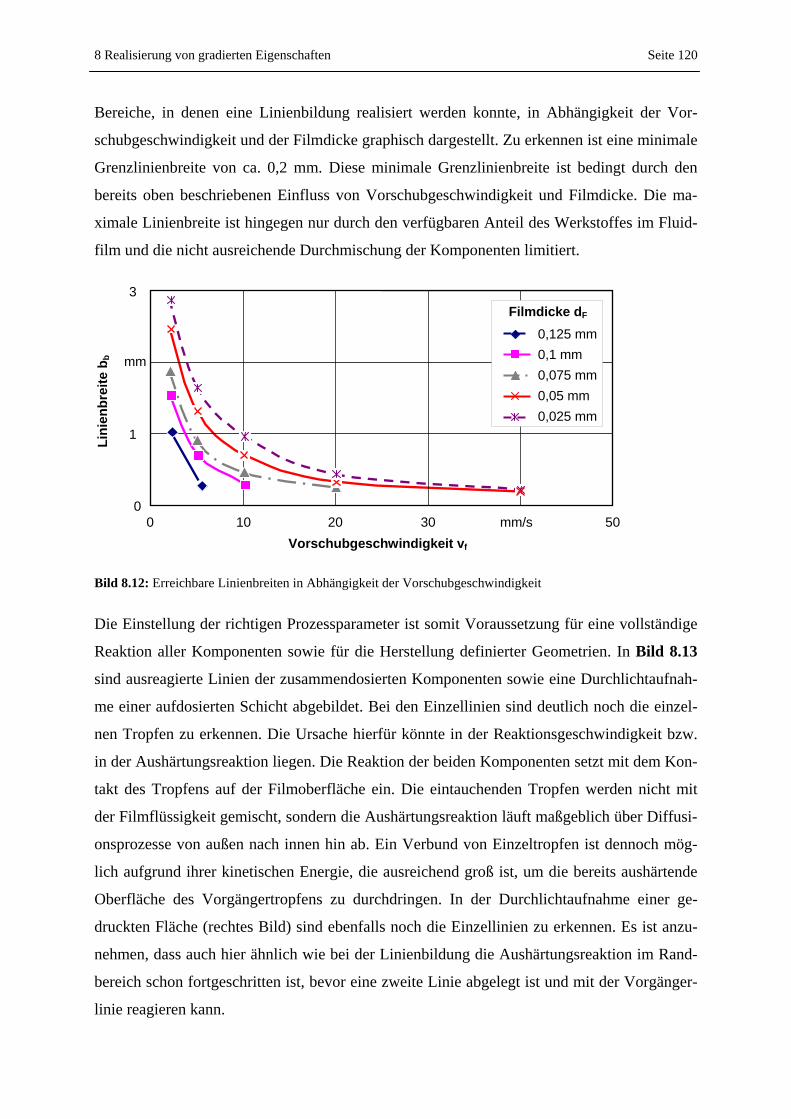
8 Realisierung von gradierten Eigenschaften Seite 120
Bereiche, in denen eine Linienbildung realisiert werden konnte, in Abhängigkeit der Vor-
schubgeschwindigkeit und der Filmdicke graphisch dargestellt. Zu erkennen ist eine minimale
Grenzlinienbreite von ca. 0,2 mm. Diese minimale Grenzlinienbreite ist bedingt durch den
bereits oben beschriebenen Einfluss von Vorschubgeschwindigkeit und Filmdicke. Die ma-
ximale Linienbreite ist hingegen nur durch den verfügbaren Anteil des Werkstoffes im Fluid-
film und die nicht ausreichende Durchmischung der Komponenten limitiert.
Bild 8.12: Erreichbare Linienbreiten in Abhängigkeit der Vorschubgeschwindigkeit
Die Einstellung der richtigen Prozessparameter ist somit Voraussetzung für eine vollständige
Reaktion aller Komponenten sowie für die Herstellung definierter Geometrien. In Bild 8.13
sind ausreagierte Linien der zusammendosierten Komponenten sowie eine Durchlichtaufnah-
me einer aufdosierten Schicht abgebildet. Bei den Einzellinien sind deutlich noch die einzel-
nen Tropfen zu erkennen. Die Ursache hierfür könnte in der Reaktionsgeschwindigkeit bzw.
in der Aushärtungsreaktion liegen. Die Reaktion der beiden Komponenten setzt mit dem Kon-
takt des Tropfens auf der Filmoberfläche ein. Die eintauchenden Tropfen werden nicht mit
der Filmflüssigkeit gemischt, sondern die Aushärtungsreaktion läuft maßgeblich über Diffusi-
onsprozesse von außen nach innen hin ab. Ein Verbund von Einzeltropfen ist dennoch mög-
lich aufgrund ihrer kinetischen Energie, die ausreichend groß ist, um die bereits aushärtende
Oberfläche des Vorgängertropfens zu durchdringen. In der Durchlichtaufnahme einer ge-
druckten Fläche (rechtes Bild) sind ebenfalls noch die Einzellinien zu erkennen. Es ist anzu-
nehmen, dass auch hier ähnlich wie bei der Linienbildung die Aushärtungsreaktion im Rand-
bereich schon fortgeschritten ist, bevor eine zweite Linie abgelegt ist und mit der Vorgänger-
linie reagieren kann.
0
1
mm
3
0 10 20 30 mm/s 50 Vorschubgeschwindigkeit vf
Lini
enbr
eite
bb
0,125 mm 0,1 mm 0,075 mm 0,05 mm 0,025 mm
Filmdicke dF
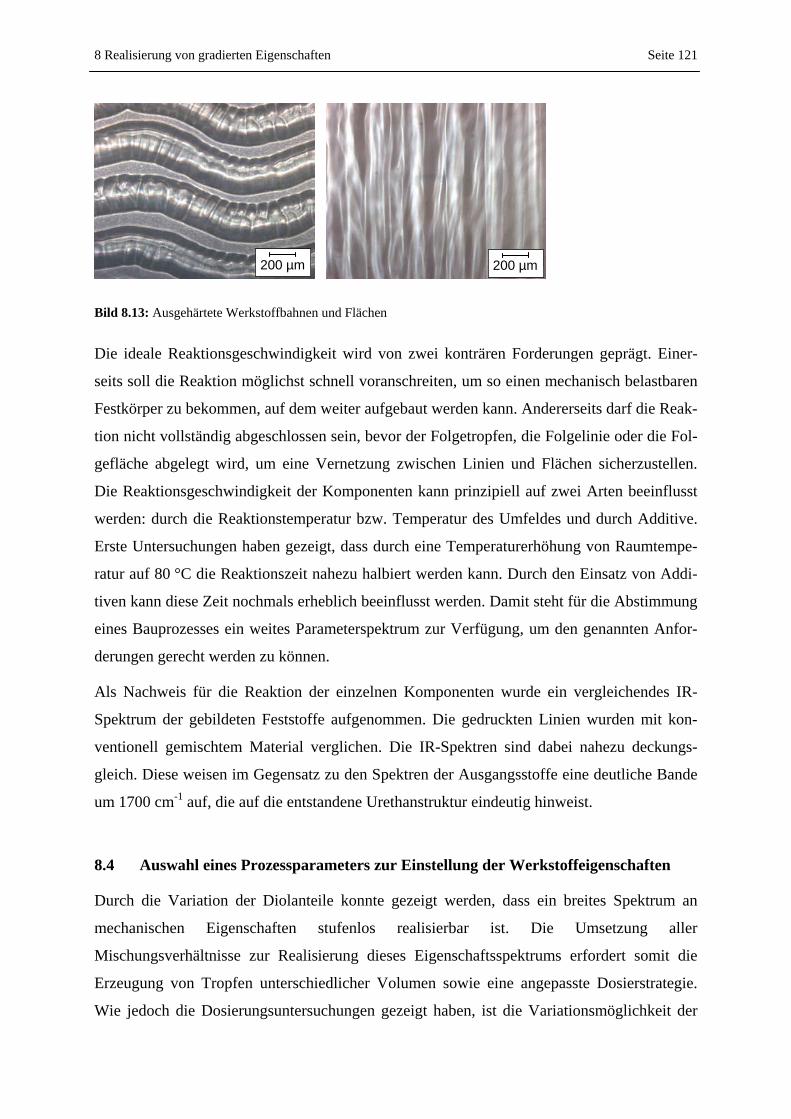
8 Realisierung von gradierten Eigenschaften Seite 121
Bild 8.13: Ausgehärtete Werkstoffbahnen und Flächen
Die ideale Reaktionsgeschwindigkeit wird von zwei konträren Forderungen geprägt. Einer-
seits soll die Reaktion möglichst schnell voranschreiten, um so einen mechanisch belastbaren
Festkörper zu bekommen, auf dem weiter aufgebaut werden kann. Andererseits darf die Reak-
tion nicht vollständig abgeschlossen sein, bevor der Folgetropfen, die Folgelinie oder die Fol-
gefläche abgelegt wird, um eine Vernetzung zwischen Linien und Flächen sicherzustellen.
Die Reaktionsgeschwindigkeit der Komponenten kann prinzipiell auf zwei Arten beeinflusst
werden: durch die Reaktionstemperatur bzw. Temperatur des Umfeldes und durch Additive.
Erste Untersuchungen haben gezeigt, dass durch eine Temperaturerhöhung von Raumtempe-
ratur auf 80 °C die Reaktionszeit nahezu halbiert werden kann. Durch den Einsatz von Addi-
tiven kann diese Zeit nochmals erheblich beeinflusst werden. Damit steht für die Abstimmung
eines Bauprozesses ein weites Parameterspektrum zur Verfügung, um den genannten Anfor-
derungen gerecht werden zu können.
Als Nachweis für die Reaktion der einzelnen Komponenten wurde ein vergleichendes IR-
Spektrum der gebildeten Feststoffe aufgenommen. Die gedruckten Linien wurden mit kon-
ventionell gemischtem Material verglichen. Die IR-Spektren sind dabei nahezu deckungs-
gleich. Diese weisen im Gegensatz zu den Spektren der Ausgangsstoffe eine deutliche Bande
um 1700 cm-1 auf, die auf die entstandene Urethanstruktur eindeutig hinweist.
8.4 Auswahl eines Prozessparameters zur Einstellung der Werkstoffeigenschaften
Durch die Variation der Diolanteile konnte gezeigt werden, dass ein breites Spektrum an
mechanischen Eigenschaften stufenlos realisierbar ist. Die Umsetzung aller
Mischungsverhältnisse zur Realisierung dieses Eigenschaftsspektrums erfordert somit die
Erzeugung von Tropfen unterschiedlicher Volumen sowie eine angepasste Dosierstrategie.
Wie jedoch die Dosierungsuntersuchungen gezeigt haben, ist die Variationsmöglichkeit der
200 µm 200 µm
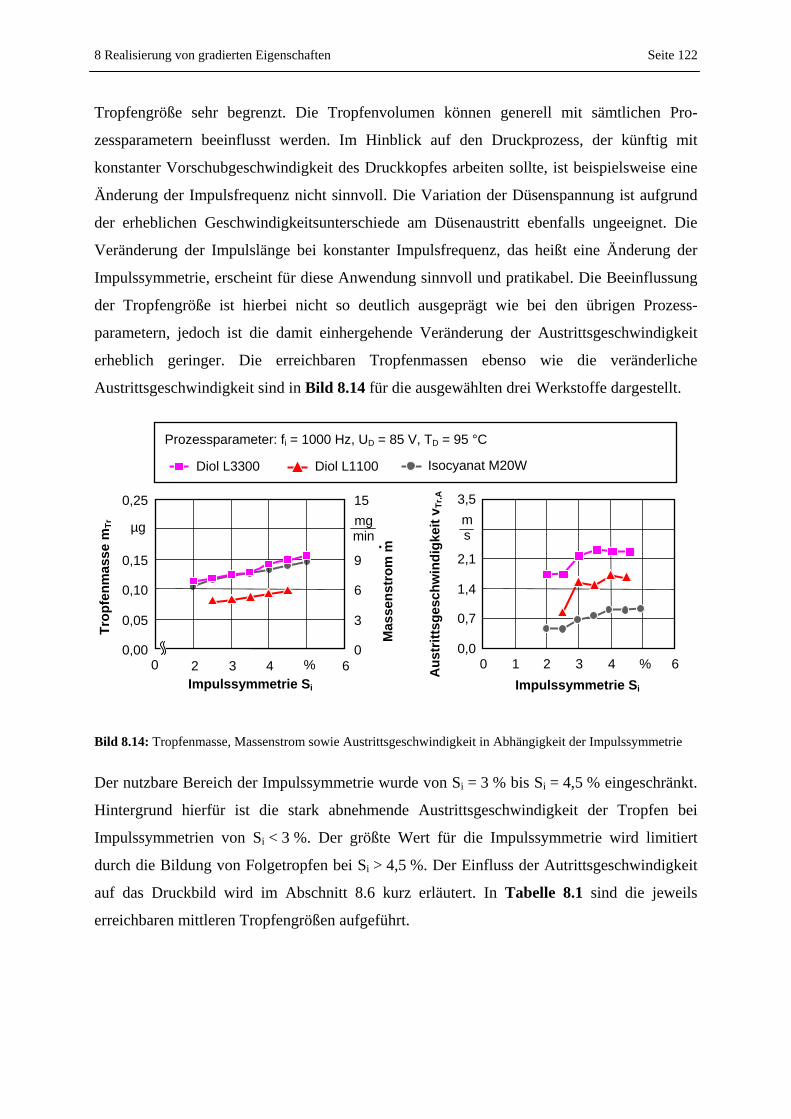
8 Realisierung von gradierten Eigenschaften Seite 122
Tropfengröße sehr begrenzt. Die Tropfenvolumen können generell mit sämtlichen Pro-
zessparametern beeinflusst werden. Im Hinblick auf den Druckprozess, der künftig mit
konstanter Vorschubgeschwindigkeit des Druckkopfes arbeiten sollte, ist beispielsweise eine
Änderung der Impulsfrequenz nicht sinnvoll. Die Variation der Düsenspannung ist aufgrund
der erheblichen Geschwindigkeitsunterschiede am Düsenaustritt ebenfalls ungeeignet. Die
Veränderung der Impulslänge bei konstanter Impulsfrequenz, das heißt eine Änderung der
Impulssymmetrie, erscheint für diese Anwendung sinnvoll und pratikabel. Die Beeinflussung
der Tropfengröße ist hierbei nicht so deutlich ausgeprägt wie bei den übrigen Prozess-
parametern, jedoch ist die damit einhergehende Veränderung der Austrittsgeschwindigkeit
erheblich geringer. Die erreichbaren Tropfenmassen ebenso wie die veränderliche
Austrittsgeschwindigkeit sind in Bild 8.14 für die ausgewählten drei Werkstoffe dargestellt.
Bild 8.14: Tropfenmasse, Massenstrom sowie Austrittsgeschwindigkeit in Abhängigkeit der Impulssymmetrie
Der nutzbare Bereich der Impulssymmetrie wurde von Si = 3 % bis Si = 4,5 % eingeschränkt.
Hintergrund hierfür ist die stark abnehmende Austrittsgeschwindigkeit der Tropfen bei
Impulssymmetrien von Si < 3 %. Der größte Wert für die Impulssymmetrie wird limitiert
durch die Bildung von Folgetropfen bei Si > 4,5 %. Der Einfluss der Autrittsgeschwindigkeit
auf das Druckbild wird im Abschnitt 8.6 kurz erläutert. In Tabelle 8.1 sind die jeweils
erreichbaren mittleren Tropfengrößen aufgeführt.
0,00
0,05
0,10
0,15
0,25
2 3 4 60
3
6
9
15
µg
0 % Impulssymmetrie Si
Trop
fenm
asse
mTr
mgmin
Mas
sens
trom
m .
Prozessparameter: fi = 1000 Hz, UD = 85 V, TD = 95 °C
0,0
0,7
1,4
2,1
3,5
Impulssymmetrie Si
Aus
tritt
sges
chw
indi
gkei
t vTr
,A
0 1 2 3 4 % 6
ms
Diol L3300 Diol L1100 Isocyanat M20W
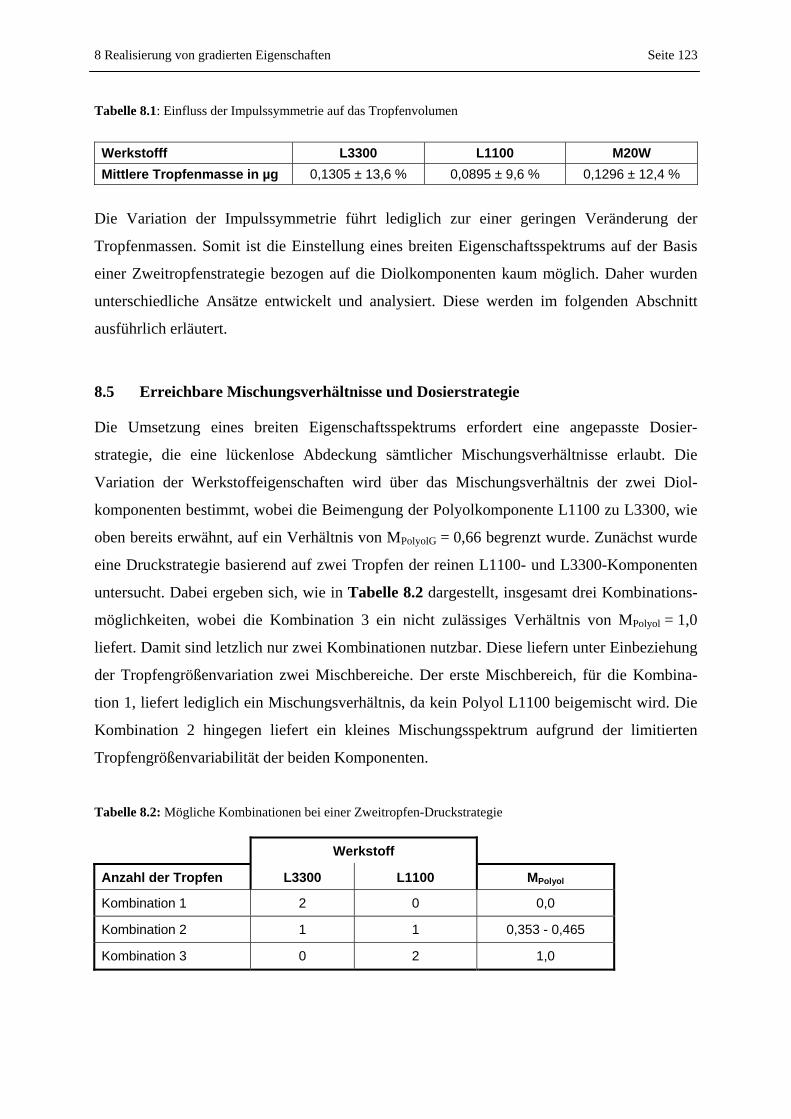
8 Realisierung von gradierten Eigenschaften Seite 123
Tabelle 8.1: Einfluss der Impulssymmetrie auf das Tropfenvolumen
Werkstofff L3300 L1100 M20W Mittlere Tropfenmasse in µg 0,1305 ± 13,6 % 0,0895 ± 9,6 % 0,1296 ± 12,4 %
Die Variation der Impulssymmetrie führt lediglich zur einer geringen Veränderung der
Tropfenmassen. Somit ist die Einstellung eines breiten Eigenschaftsspektrums auf der Basis
einer Zweitropfenstrategie bezogen auf die Diolkomponenten kaum möglich. Daher wurden
unterschiedliche Ansätze entwickelt und analysiert. Diese werden im folgenden Abschnitt
ausführlich erläutert.
8.5 Erreichbare Mischungsverhältnisse und Dosierstrategie
Die Umsetzung eines breiten Eigenschaftsspektrums erfordert eine angepasste Dosier-
strategie, die eine lückenlose Abdeckung sämtlicher Mischungsverhältnisse erlaubt. Die
Variation der Werkstoffeigenschaften wird über das Mischungsverhältnis der zwei Diol-
komponenten bestimmt, wobei die Beimengung der Polyolkomponente L1100 zu L3300, wie
oben bereits erwähnt, auf ein Verhältnis von MPolyolG = 0,66 begrenzt wurde. Zunächst wurde
eine Druckstrategie basierend auf zwei Tropfen der reinen L1100- und L3300-Komponenten
untersucht. Dabei ergeben sich, wie in Tabelle 8.2 dargestellt, insgesamt drei Kombinations-
möglichkeiten, wobei die Kombination 3 ein nicht zulässiges Verhältnis von MPolyol = 1,0
liefert. Damit sind letzlich nur zwei Kombinationen nutzbar. Diese liefern unter Einbeziehung
der Tropfengrößenvariation zwei Mischbereiche. Der erste Mischbereich, für die Kombina-
tion 1, liefert lediglich ein Mischungsverhältnis, da kein Polyol L1100 beigemischt wird. Die
Kombination 2 hingegen liefert ein kleines Mischungsspektrum aufgrund der limitierten
Tropfengrößenvariabilität der beiden Komponenten.
Tabelle 8.2: Mögliche Kombinationen bei einer Zweitropfen-Druckstrategie
Werkstoff
Anzahl der Tropfen L3300 L1100 MPolyol
Kombination 1 2 0 0,0
Kombination 2 1 1 0,353 - 0,465
Kombination 3 0 2 1,0
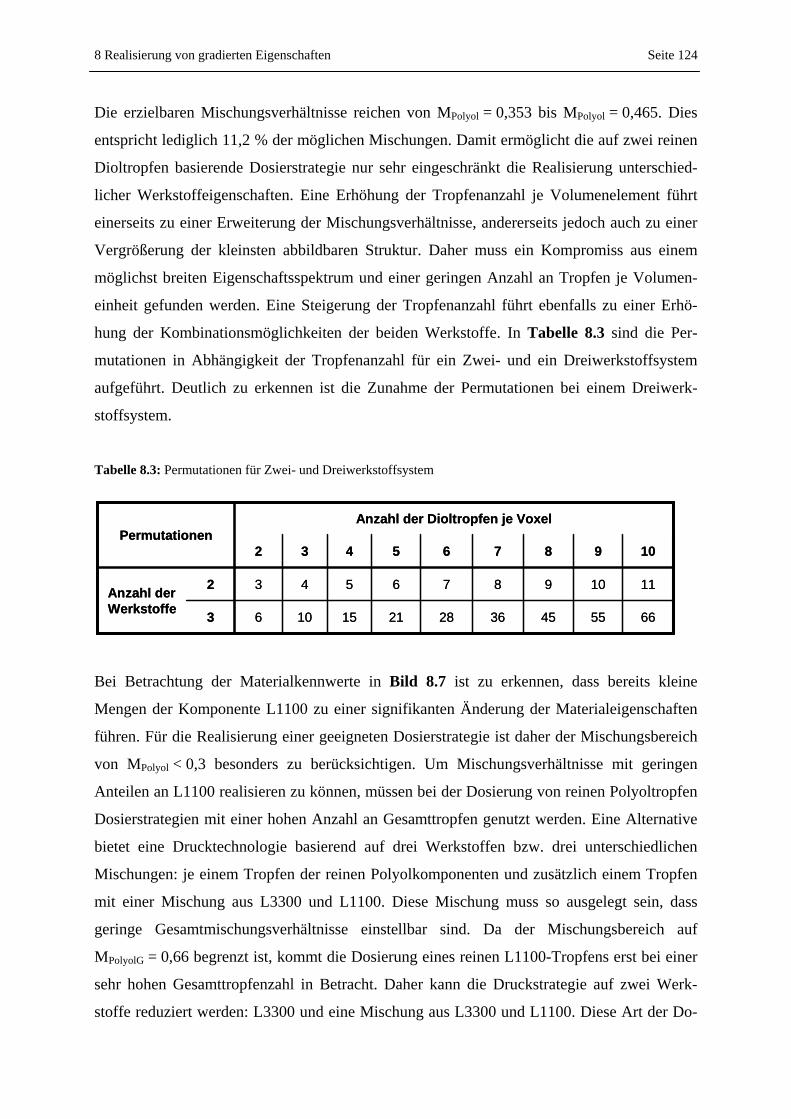
8 Realisierung von gradierten Eigenschaften Seite 124
Die erzielbaren Mischungsverhältnisse reichen von MPolyol = 0,353 bis MPolyol = 0,465. Dies
entspricht lediglich 11,2 % der möglichen Mischungen. Damit ermöglicht die auf zwei reinen
Dioltropfen basierende Dosierstrategie nur sehr eingeschränkt die Realisierung unterschied-
licher Werkstoffeigenschaften. Eine Erhöhung der Tropfenanzahl je Volumenelement führt
einerseits zu einer Erweiterung der Mischungsverhältnisse, andererseits jedoch auch zu einer
Vergrößerung der kleinsten abbildbaren Struktur. Daher muss ein Kompromiss aus einem
möglichst breiten Eigenschaftsspektrum und einer geringen Anzahl an Tropfen je Volumen-
einheit gefunden werden. Eine Steigerung der Tropfenanzahl führt ebenfalls zu einer Erhö-
hung der Kombinationsmöglichkeiten der beiden Werkstoffe. In Tabelle 8.3 sind die Per-
mutationen in Abhängigkeit der Tropfenanzahl für ein Zwei- und ein Dreiwerkstoffsystem
aufgeführt. Deutlich zu erkennen ist die Zunahme der Permutationen bei einem Dreiwerk-
stoffsystem.
Tabelle 8.3: Permutationen für Zwei- und Dreiwerkstoffsystem
Bei Betrachtung der Materialkennwerte in Bild 8.7 ist zu erkennen, dass bereits kleine
Mengen der Komponente L1100 zu einer signifikanten Änderung der Materialeigenschaften
führen. Für die Realisierung einer geeigneten Dosierstrategie ist daher der Mischungsbereich
von MPolyol < 0,3 besonders zu berücksichtigen. Um Mischungsverhältnisse mit geringen
Anteilen an L1100 realisieren zu können, müssen bei der Dosierung von reinen Polyoltropfen
Dosierstrategien mit einer hohen Anzahl an Gesamttropfen genutzt werden. Eine Alternative
bietet eine Drucktechnologie basierend auf drei Werkstoffen bzw. drei unterschiedlichen
Mischungen: je einem Tropfen der reinen Polyolkomponenten und zusätzlich einem Tropfen
mit einer Mischung aus L3300 und L1100. Diese Mischung muss so ausgelegt sein, dass
geringe Gesamtmischungsverhältnisse einstellbar sind. Da der Mischungsbereich auf
MPolyolG = 0,66 begrenzt ist, kommt die Dosierung eines reinen L1100-Tropfens erst bei einer
sehr hohen Gesamttropfenzahl in Betracht. Daher kann die Druckstrategie auf zwei Werk-
stoffe reduziert werden: L3300 und eine Mischung aus L3300 und L1100. Diese Art der Do-
55
10
9
15
5
4
10
4
3
6
3
2
Anzahl der Dioltropfen je Voxel
3
2Anzahl der Werkstoffe
Permutationen
6645362821
119876
108765
55
10
9
15
5
4
10
4
3
6
3
2
Anzahl der Dioltropfen je Voxel
3
2Anzahl der Werkstoffe
Permutationen
6645362821
119876
108765

8 Realisierung von gradierten Eigenschaften Seite 125
sierung von Mischungen führt zu einer wesentlichen Verringerung der Tropfenanzahl bei
gleichzeitiger Realisierung geringer Mischungsverhältnisse. Zur Bestimmung der Gesamt-
mischungsverhältnisse in Abhängigkeit der Tropfenanzahl, deren Größenvariabilität und der
Mischungsverhältnisse im Zweittropfen wurde die Bestimmungsgleichung (11) aufgestellt,
wobei die Summe der Tropfenanzahl m und n der Gesamtzahl der Tropfen entspricht. Diese
Bestimmungsgleichung berücksichtigt zunächst die Mischungsvariabilität beider Komponen-
ten.
∑∑= = ±⋅+±⋅
±⋅⋅+±⋅⋅−=
m
1j
n
1i j2i1
j2ji1in,m )b1(V)a1(V
)b1(Vg)a1(V)f1(h (11)
Wird lediglich mit dem zweiten Tropfen eine Mischung aus beiden Komponenten dosiert und
der Ersttropfen als reiner L3300-Tropfen, entfällt im Zähler der erste Term, da das
Mischungsverhältnis fi = 1 zu setzen ist. Damit ergibt sich die vereinfachte Bestimmungs-
gleichung (12):
∑∑= = ±⋅+±⋅
±⋅⋅=
m
1j
n
1i j2i1
j2jn,m )b1(V)a1(V
)b1(Vgh (12)
Mit dieser Bestimmungsgleichung konnten die maximalen und minimalen Mischungsverhält-
nisse nach den Gleichungen (13) und (14) ermittelt werden:
∑∑= = +⋅+−⋅
+⋅⋅=
m
1j
n
1i j2i1
j2jmaxn,m )b1(V)a1(V
)b1(Vgh (13)
∑∑= = −⋅++⋅
−⋅⋅=
m
1j
n
1i j2i1
j2jminn,m )b1(V)a1(V
)b1(Vgh (14)
In Abhängigkeit der Mischungsverhältnisse im Zweittropfen wurden die jeweils erreichbaren
Mischungsverhältnisse ermittelt. In Abhängigkeit der Tropfenanzahl je Volumeneinheit
ergeben sich korrelierend mit der Anzahl der Permutationen die Mischbereiche. In Bild 8.15
h: Gesamtmischungsverhältnis m: Anzahl der Tropfen Werkstoff 1 n: Anzahl der Tropfen Werkstoff 2 f: Anteil Komponente 1 im Tropfen 1 g: Anteil Komponente 1 im Tropfen 2
V1: Volumen Tropfen 1 V2: Volumen Tropfen 2 a: Prozentuale Größenvariabilität Tropfen 1 b: Prozentuale Größenvariabilität Tropfen 2
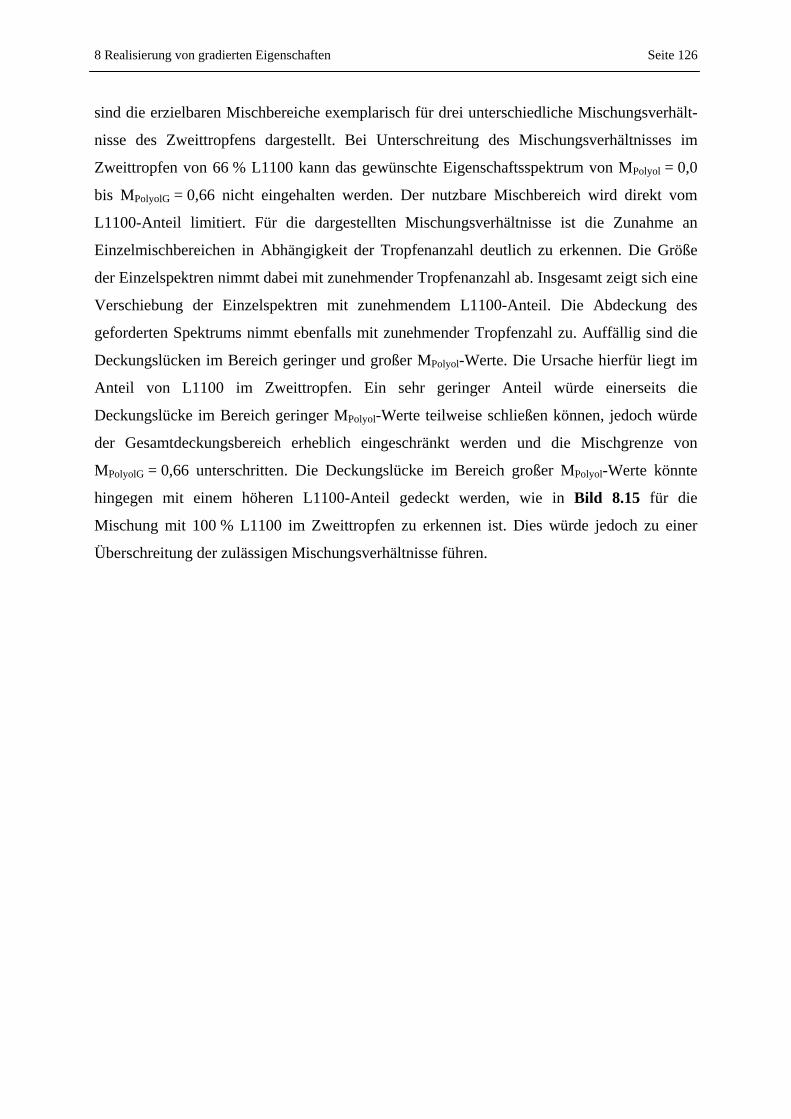
8 Realisierung von gradierten Eigenschaften Seite 126
sind die erzielbaren Mischbereiche exemplarisch für drei unterschiedliche Mischungsverhält-
nisse des Zweittropfens dargestellt. Bei Unterschreitung des Mischungsverhältnisses im
Zweittropfen von 66 % L1100 kann das gewünschte Eigenschaftsspektrum von MPolyol = 0,0
bis MPolyolG = 0,66 nicht eingehalten werden. Der nutzbare Mischbereich wird direkt vom
L1100-Anteil limitiert. Für die dargestellten Mischungsverhältnisse ist die Zunahme an
Einzelmischbereichen in Abhängigkeit der Tropfenanzahl deutlich zu erkennen. Die Größe
der Einzelspektren nimmt dabei mit zunehmender Tropfenanzahl ab. Insgesamt zeigt sich eine
Verschiebung der Einzelspektren mit zunehmendem L1100-Anteil. Die Abdeckung des
geforderten Spektrums nimmt ebenfalls mit zunehmender Tropfenzahl zu. Auffällig sind die
Deckungslücken im Bereich geringer und großer MPolyol-Werte. Die Ursache hierfür liegt im
Anteil von L1100 im Zweittropfen. Ein sehr geringer Anteil würde einerseits die
Deckungslücke im Bereich geringer MPolyol-Werte teilweise schließen können, jedoch würde
der Gesamtdeckungsbereich erheblich eingeschränkt werden und die Mischgrenze von
MPolyolG = 0,66 unterschritten. Die Deckungslücke im Bereich großer MPolyol-Werte könnte
hingegen mit einem höheren L1100-Anteil gedeckt werden, wie in Bild 8.15 für die
Mischung mit 100 % L1100 im Zweittropfen zu erkennen ist. Dies würde jedoch zu einer
Überschreitung der zulässigen Mischungsverhältnisse führen.
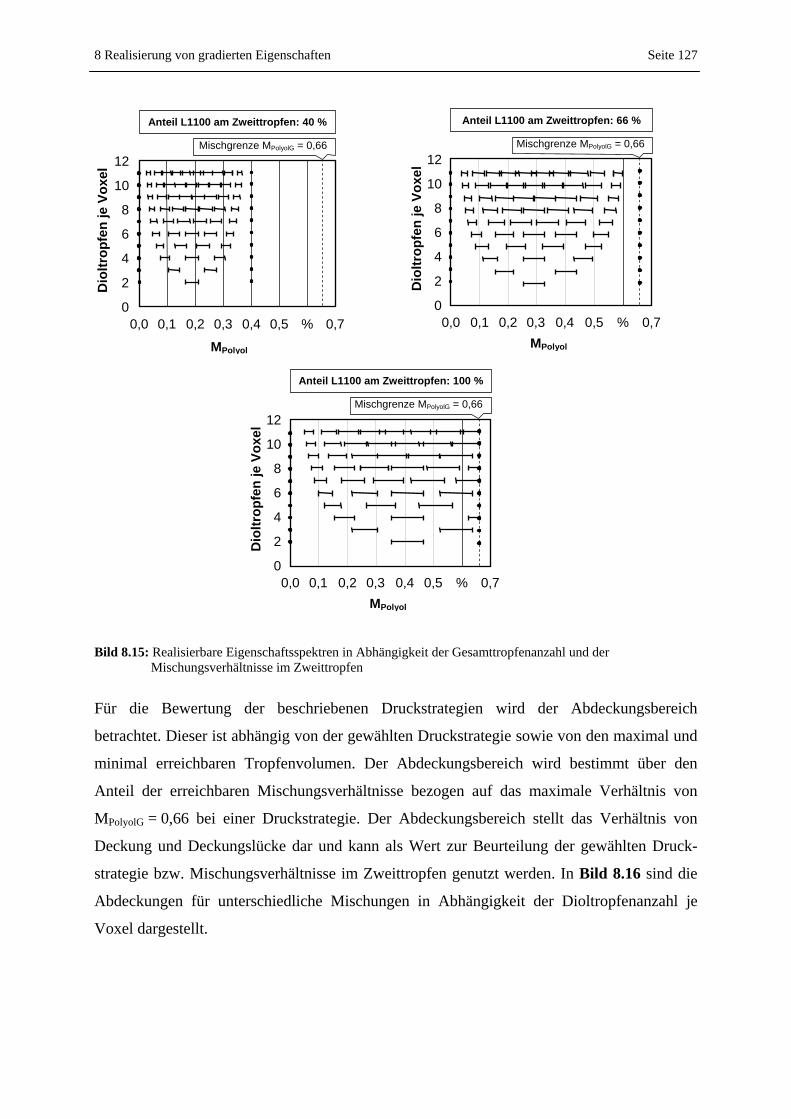
8 Realisierung von gradierten Eigenschaften Seite 127
Bild 8.15: Realisierbare Eigenschaftsspektren in Abhängigkeit der Gesamttropfenanzahl und der Mischungsverhältnisse im Zweittropfen
Für die Bewertung der beschriebenen Druckstrategien wird der Abdeckungsbereich
betrachtet. Dieser ist abhängig von der gewählten Druckstrategie sowie von den maximal und
minimal erreichbaren Tropfenvolumen. Der Abdeckungsbereich wird bestimmt über den
Anteil der erreichbaren Mischungsverhältnisse bezogen auf das maximale Verhältnis von
MPolyolG = 0,66 bei einer Druckstrategie. Der Abdeckungsbereich stellt das Verhältnis von
Deckung und Deckungslücke dar und kann als Wert zur Beurteilung der gewählten Druck-
strategie bzw. Mischungsverhältnisse im Zweittropfen genutzt werden. In Bild 8.16 sind die
Abdeckungen für unterschiedliche Mischungen in Abhängigkeit der Dioltropfenanzahl je
Voxel dargestellt.
Anteil L1100 am Zweittropfen: 100 %
0
2
4
6
8
10
12
0,0 0,1 0,2 0,3 0,4 0,5 % 0,7
Dio
ltrop
fen
je V
oxel
MPolyol
Mischgrenze MPolyolG = 0,66
0
2
4
6
8
10
12
0,0 0,1 0,2 0,3 0,4 0,5 % 0,7
MPolyol
Dio
ltrop
fen
je V
oxel
Mischgrenze MPolyolG = 0,66
Anteil L1100 am Zweittropfen: 40 % Anteil L1100 am Zweittropfen: 66 %
0
2
4
6
8
10
12
0,0 0,1 0,2 0,3 0,4 0,5 % 0,7
Dio
ltrop
fen
je V
oxel
MPolyol
Mischgrenze MPolyolG = 0,66
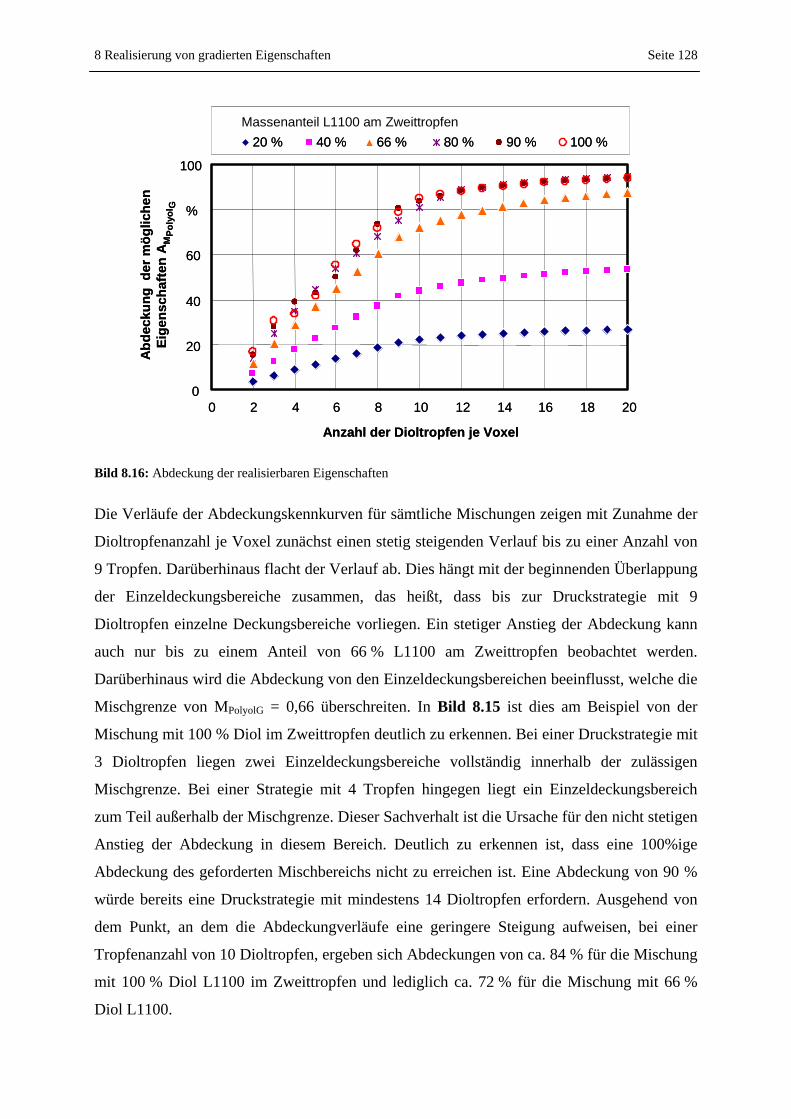
8 Realisierung von gradierten Eigenschaften Seite 128
Bild 8.16: Abdeckung der realisierbaren Eigenschaften
Die Verläufe der Abdeckungskennkurven für sämtliche Mischungen zeigen mit Zunahme der
Dioltropfenanzahl je Voxel zunächst einen stetig steigenden Verlauf bis zu einer Anzahl von
9 Tropfen. Darüberhinaus flacht der Verlauf ab. Dies hängt mit der beginnenden Überlappung
der Einzeldeckungsbereiche zusammen, das heißt, dass bis zur Druckstrategie mit 9
Dioltropfen einzelne Deckungsbereiche vorliegen. Ein stetiger Anstieg der Abdeckung kann
auch nur bis zu einem Anteil von 66 % L1100 am Zweittropfen beobachtet werden.
Darüberhinaus wird die Abdeckung von den Einzeldeckungsbereichen beeinflusst, welche die
Mischgrenze von MPolyolG = 0,66 überschreiten. In Bild 8.15 ist dies am Beispiel von der
Mischung mit 100 % Diol im Zweittropfen deutlich zu erkennen. Bei einer Druckstrategie mit
3 Dioltropfen liegen zwei Einzeldeckungsbereiche vollständig innerhalb der zulässigen
Mischgrenze. Bei einer Strategie mit 4 Tropfen hingegen liegt ein Einzeldeckungsbereich
zum Teil außerhalb der Mischgrenze. Dieser Sachverhalt ist die Ursache für den nicht stetigen
Anstieg der Abdeckung in diesem Bereich. Deutlich zu erkennen ist, dass eine 100%ige
Abdeckung des geforderten Mischbereichs nicht zu erreichen ist. Eine Abdeckung von 90 %
würde bereits eine Druckstrategie mit mindestens 14 Dioltropfen erfordern. Ausgehend von
dem Punkt, an dem die Abdeckungverläufe eine geringere Steigung aufweisen, bei einer
Tropfenanzahl von 10 Dioltropfen, ergeben sich Abdeckungen von ca. 84 % für die Mischung
mit 100 % Diol L1100 im Zweittropfen und lediglich ca. 72 % für die Mischung mit 66 %
Diol L1100.
0
20
40
60
%
100
0 2 4 6 8 10 12 14 16 18 20
Anzahl der Dioltropfen je Voxel
Abd
ecku
ng d
er m
öglic
hen
Eige
nsch
afte
n A
MPo
lyol
G
20 % 40 % 66 % 80 % 90 % 100 %Massenanteil L1100 am Zweittropfen
0
20
40
60
%
100
0 2 4 6 8 10 12 14 16 18 20
Anzahl der Dioltropfen je Voxel
Abd
ecku
ng d
er m
öglic
hen
Eige
nsch
afte
n A
MPo
lyol
G
20 %20 % 40 %40 % 66 %66 % 80 %80 % 90 %90 % 100 %100 %Massenanteil L1100 am Zweittropfen
8 Realisierung von gradierten Eigenschaften Seite 129
Diese Ergebnisse zeigen, dass eine Gradierung der Werkstoffeigenschaften über die Variation
der Tropfengrößen in Kombination mit einer optimierten Anzahl an Tropfen prinzipiell
möglich ist. Vorstellbar sind auch Druckstrategien basierend auf 3 Tropfen Diol mit je 2
unterschiedlichen Mischungen. Die Analyse und Auswertung dieser Strategie gestaltet sich
erheblich aufwendiger und wurde an dieser Stelle nicht weiter untersucht.
8.6 Einfluss der Austrittsgeschwindigkeit
Die Variation der Tropfenmassen über die Impulssymmetrie zur Realisierung des gewünsch-
ten Eigenschaftsspektrums geht einher mit einer Veränderung der Tropfenaustrittsgeschwin-
digkeit. Die Zeit, die die Tropfen benötigen, um auf der Arbeitsfläche bzw. auf dem Bauteil
aufzutreffen, sind daher unterschiedlich. In Tabelle 8.4 sind die mittleren Tropfengeschwin-
digkeiten der Werkstoffe für den Symmetriebereich von Si = 3 % bis Si = 4,5 % aufgeführt.
Tabelle 8.4: Mittlere Tropfengeschwindigkeit
Werkstoffe L3300 L1100 M20W Mittlere Tropfengeschwindigkeit vTr [mm/s] 2215 ± 2,9 % 1555 ± 6,3 % 784,5 ± 12,4 %
Bei näherer Betrachtung eines realen Druckprozesses mit einem konstanten Abstand von Dü-
senplatte zu Bauteil von aD,B = 2 mm, einer Impulsfrequenz von fi = 1 kHz sowie einer
Vorschubgeschwindigkeit der Arbeitsplatte von vf = 10 mm/s ergeben sich mittlere Ab-
weichungen hinsichtlich der Position von 9 µm bis 26 µm in Abhängigkeit der dosierten
Werkstoffe. Bezogen auf einen abgelegten Tropfen mit einem Durchmesser von dT = 0,1 mm,
enspricht dies einer Abweichung von 9 % bis 26 %. Eine Steigerung des Massenaustrages
kann nur über einer Parallelisierung des Gesamtprozesses d.h. unter Einsatz einer Vielzahl
von Dosierköpfen erreicht werden. Die Erhöhung des Massenaustrags durch die Steigerung
der Impulsfrequenz und der damit einhergehenden Erhöhung der Vorschubgeschwindigkeit
der Arbeitsplatte, führt hingegen zu weiteren Abweichungen der Positioniergenauigkeit der
Tropfen auf der Arbeitsplatte.
9 Zusammenfassung und Ausblick Seite 130
9 Zusammenfassung und Ausblick
In dieser Arbeit sind die bisherigen Ergebnisse zur Entwicklung einer neuartigen generativen
Verfahrenstechnologie für den Aufbau von Kunststoffprototypen dargestellt. Die Technologie
basiert auf der in vielen Bereichen erfolgreich eingesetzten Piezodrucktechnologie und er-
möglicht einen zeitlich und örtlich definierten Werkstoffauftrag in Form kleinster Tropfen.
Ziel der Arbeit war es, die 3-D-Drucktechnologie für die Umsetzung eines großen Werkstoff-
spektrums verfügbar zu machen, um damit erstmals die gezielte Herstellung von Bauteilen
mit gradierten Werkstoffeigenschaften zu realisieren.
Die generativen Rapid-Prototyping-Verfahren haben in den vergangenen Jahren einen erheb-
lichen Aufschwung erfahren, und einige dieser Technologien sind zu einem festen Bestandteil
in der Produktentwicklung avanciert. Diese Verfahren sind bezüglich der Verarbeitung unter-
schiedlicher Werkstoffe technologisch bedingt sehr eingeschränkt. Daher werden funktionale
Prototypen, die unterschiedliche physikalische Eigenschaften besitzen sollen, aus Einzelteilen
mit den geforderten Werkstoffeigenschaften realisiert und anschließend montiert. Häufig
werden abformende Verfahren eingesetzt, welche im Gegensatz zu den generativen Techno-
logien die Verarbeitung eines erheblich erweiterten Werkstoffspektrums ermöglichen. Der
bisher notwendige Einsatz verschiedener Verfahren und Technologien erfordert häufig einen
nicht unerheblichen Mehraufwand. Vor diesem Hintergrund wurde das Konzept für eine
Technologie entwickelt, welche die Realisierung unterschiedlicher Werkstoffeigenschaften in
einem Bauprozess direkt auf Basis von CAD-Daten ermöglicht. Nach Prüfung der bisher be-
kannten generativen Technologien bezüglich der Nutzung mehrerer Werkstoffe wurde der
Fokus für die weiteren Untersuchungen auf die 3-D-Drucktechnologie gelegt. Diese bietet
analog zur Farbdrucktechnik die Möglichkeit, mittels unterschiedlicher Druckköpfe verschie-
dene Werkstoffe in einem Verarbeitungsschritt zu dosieren. Zunächst wurden die verfügbaren
Drucktechnologien analysiert und auf ihre Eignung zur Verarbeitung von höherviskosen Flüs-
sigkeiten miteinander verglichen. Aufgrund der Einfachheit der Düsen, ihrer Robustheit ge-
genüber aggressiven Medien und der Möglichkeit, gezielt einzelne Tropfen zu erzeugen, wur-
de die piezobasierte Dosiertechnik ausgewählt. Im zweiten Schritt erfolgte die Selektion der
möglichen Polymergruppen, die für diese Dosierverfahren grundsätzlich geeignet sind. Die
Gruppe der Thermoplaste musste zu Beginn der Untersuchungen ausgeschlossen werden, da
sie wegen der thermischen Degradation nicht über längere Zeiträume in einem dosierfähigen
9 Zusammenfassung und Ausblick Seite 131
Zustand bevorratet werden können. Erschwerend kam hinzu, dass die hohen Schmelzviskosi-
täten der handelsüblichen Thermoplaste die definierten Mindestanforderungen nicht ansatz-
weise erfüllten. Aus der Gruppe der Duroplaste wurden schließlich die Polyurethane aufgrund
der sehr vielfältigen Kombinationsmöglichkeiten einzelner Komponenten als reaktives Zwei-
stoffsystem ausgewählt. Diese bieten die Möglichkeit, auf Basis einer Isocyanatkomponente
in Abhängigkeit der eingesetzten Polyoltypen unterschiedlichste werkstoffliche Eigenschaften
zu realisieren. Für die Untersuchungen wurden ein Diol zur Synthese von linearem Polyur-
ethan sowie ein Triol als ein multifunktionales Monomer, das verzweigte und vernetzte Struk-
turen ausbildet, ausgewählt. Als Isocyanatkomponente wurde ein handelsübliches Produkt
ausgewählt, das bedingt durch seine guten mechanischen Eigenschaften für die Herstellung
von stark witterungsbeanspruchten Bauteilen eingesetzt wird. Für die Untersuchungen zur
Dosierbarkeit und zur direkten Beobachtung der Tropfenbildungsvorgänge an den Druckdü-
sen wurde ein spezieller Versuchsstand konzipiert und aufgebaut. Hiermit konnte der Nach-
weis der Dosierbarkeit der selektierten Werkstoffe mittels piezobasierten Druckköpfen er-
bracht werden. Anschließend wurden umfangreiche Untersuchungen zur Ermittlung der Do-
siercharakteristik der einzelnen Werkstoffe durchgeführt. Im Mittelpunkt der Untersuchungen
stand die Ermittlung derjenigen Prozessparameter, die reproduzierbar die Erzeugung von Ein-
zeltropfen ermöglichen. Diese Forderung ist entscheidend für die Herstellung von definierten
Strukturen und Geometrien. Ebenso wurden die Massen der Einzeltropfen in Abhängigkeit
der prozessrelevanten Parameter ermittelt. Die genaue Kenntnis der Tropfenmassen ist für die
Auslegung der geeigneten Druckstrategie von entscheidender Bedeutung. Auf Basis dieser
Erkenntnisse konnten Strategien abgeleitet werden, welche die Realisierung eines möglichst
breiten Eigenschaftsspektrums zulassen und dabei eine vollständige Reaktion aller Kompo-
nenten gewährleisten.
Neben den Dosieranalysen wurden ebenfalls die mechanischen Eigenschaften für unterschied-
liche Mischungsverhältnisse ermittelt. Die Ergebnisse zeigen vergleichbare Kennwerte zu
Thermoplasten, wie beispielsweise POM, PA, PE oder ABS. Einerseits konnten damit Gren-
zen des realisierbaren Spektrums aufgezeigt werden, andererseits die Vielfältigkeit der Eigen-
schaften, die auf Basis dieser Drucktechnologie möglich sind. Das Eigenschaftsspektrum
reicht von sprödhart mit einem Elastizitätsmodul > 2500 MPa bis gummi-elastisch mit Deh-
nungen von bis zu 50 % bzw. Kerbschlagzähigkeiten von über 160 kJ/m².
Die entwickelte 3-D-Drucktechnologie bietet im Vergleich zu den bisher üblichen generativen
Verfahren die Möglichkeit, nicht nur innerhalb eines Bauprozesses verschiedene Werkstoffei-
9 Zusammenfassung und Ausblick Seite 132
genschaften umzusetzen, sondern ebenfalls nahezu beliebig ausgerichtete Eigenschaftsgra-
dienten in einem Bauteil herzustellen. Damit eröffnet diese Technologie neue Dimensionen
sowohl für die Prototypenherstellung als auch für die Bereiche der Produktentwicklung, der
Konstruktion bis hin zur Fertigung. Bauteile bzw. ganze Baugruppen, deren Funktionalität
heute noch aus dem Zusammenwirken mehrerer Einzelteile erreicht wird, können künftig in
einem Werkstück und in einem Herstellungsprozess realisiert werden. Lokale Gummierungen
zur Schwingungsdämpfung, Einhausungen mit lokaler Schallabsorption, Bauteile, deren elas-
tische Verformung neuartigen und gezielt einstellbaren Charakteristika entsprechen und somit
genau auf einen vorliegenden Lastfall dimensioniert werden können, sind nur einige Beispie-
le, die mit der entwickelten Technologie realisiert werden können. Daraus lassen sich gänz-
lich neue Aspekte für die Konstruktion ableiten. Zu der bisherigen geometrischen Dimensio-
nierung auf Basis unimaterieller Vorgaben kommt die Erweiterung um die Dimensionierung,
Gestaltung und Auslegung der Werkstoffeigenschaften hinzu. Aufgrund der Neuartigkeit
konnte dieses Verfahren zum Patent angemeldet werden [ELS04].
Für die gezielte Realisierung von Eigenschaftsgradienten ist nicht nur die neu entwickelte
3-D-Drucktechnologie notwendig, sondern darüber hinaus müssen neue voxelbasierte Model-
lierungsmethoden in die 3-D-CAD-Systeme implementiert sowie erweiterte Datenformate
und Schnittstellen entwickelt werden. Ebenfalls sind Methoden zur Charakterisierung von
Gradienten zu entwickeln und zu standardisieren. Damit bilden die Ergebnisse dieser Arbeit
den ersten Schritt in Richtung eines neuartigen Fertigungsverfahrens, das in Zukunft die Her-
stellung von multifunktionalen Bauteilen in einem Fertigungsschritt ermöglicht und somit aus
produktionstechnischer Sicht erheblich vereinfacht.
Literaturverzeichnis Seite 133
Literaturverzeichnis
[BAK98] BAKER, R.; REITNAUER, A.: PCT Int. Appl. WO 9826013 to Markem Corp. (1998), 22 pp. Thermally stable hot-melt ink.
[BEC93] BECKER, G.; BRAUN, D.; OERTEL, G.: Kunststoffhandbuch. Bd. 7 Polyurethane. München: Hanser, 1993.
[BER87] BERGMANN, W.: Werkstofftechnik. Teil 2: Anwendung. München/Wien: Han-ser, 1987.
[BER91] BERCHTOLD, A.: Simulation und Optimierung von Tintenschreibwerken mit planaren piezoelektrischen Aktoren. Dissertation TU München, 1991.
[BLA01] BLAZDELL, P.; KURODA, S.: Bimodal ceramic ink for continuous ink-jet printer plasma spraying. Journal of the American Ceramic Society, Volume 84, Num-ber 6, June 2001.
[BLA03] BLAZDELL, P.: Solid free-forming of ceramics using a continuous jet printer. Journal of Materials Processing Technology 137 (2003), S. 49 – 54.
[BRE04] BREITWIESER: Surface tension, viscosity and density (imeter-OviD method) for ink-jet printer inks. Internetpräsentation MSB Breitwieser – MessSysteme, Augsburg 2004, http://www.imeter.de (Letzter Abruf am 24.09.2004).
[BÜT91] BÜTTGENBACH, S.: Mikromechanik. Stuttgart: Teubner, 1991.
[CHE98] CHEN, P.-H.; CHEN, W.-C.; DING, P.-P.; Chang, S.-H.: Droplet formation of a thermal sideshooter inkjet printhead. International Journal of Heat and Fluid Flow 19 (1998), S. 382 – 390.
[CHE02] CHEN, A.; BASARAN, O.: A new method for significantly reducing drop radius without reducing nozzle radius in drop-on-demand drop production. Physics of fluids, Volume 14, Number 1, January 2002.
[CHU03] CHUA, C. K.; LEONG, K. F.; LIM, C. S.: Rapid Prototyping, Principles and appli-cations. Second edition. Singapore: World Scientific Publishing Co. Pte. Ltd., 2003.
[CIR72] CIRAUD, L.: Patentschrift DE 2263777, Offenlegung 28. Dezember 1972.
[CUR80] CURIE, J.; Curie, P.: Dévelopment par pression, les cristaux hémiédries á faces inclinées. Comptes Rendues 91, 1880.
Literaturverzeichnis Seite 134
[DAN01] DANZEBRINK, R.; AEGERTER, M. A.: Deposition of optical microlens arrays by ink-jet processes. Thin Solid Films 392 (2001), S. 223 – 225.
[DEC86] DECKARD, C. R.: Part Generation by layerwise Selective Sintering. Master’s Thesis, The University of Texas at Austin, Austin, Texas, 1986.
[DIR05] DIRSCHERL, M.: Generatives Verfahren zur Herstellung eines Bauteils sowie Vorrichtung zur Durchführung des Verfahrens. Europäische Patentschrift EP1341664B1. Veröffentlichungstag: 23.11.2005, Patentblatt 2005/47.
[DUF98] DUFFY, D. C.; MCDONALD, J. C.; SCHUELLER, O. J. A.; WHITESIDES, G. M.: Anal. Chem. (1998), 70 (23), 4974; Rapid Prototyping of Microfluidic Systems in Poly(dimethylsiloxane).
[EDE97] EDERE, I.; GRASEGGER, J.; TILLE,C.: Droplet generator with extraordinary high flow rate and wide operation range, Transducer ’97, Conference Proceedings, Chicago 1997.
[EDE99] EDERER, I.; SEITZ, H.; WELISCH, A.: Fast Ink-Jet based process, Solid Free-Form Fabrication Symposium, Austin, Texas 1999.
[EDE06] EDERER, I.; 3D-Drucken in der Gießereitechnik; 3D-Erfahrungsforum, Innova-tion, Werkzeug- und Formenbau, 17.–18. Mai 2006, Berlin.
[ELM49] ELMQVIST, R.: Measuring instrument of the recording type. US-Patent 2,566,443 September 1949 (Priorität: Schweden 1949).
[ELS06] ELSNER, PH.; DREHER, S.; EDERER, I.; VOIT, B.; STEPHAN, M.; JANKE, G.: Ver-fahren und Vorrichtung zur Herstellung von dreidimensionalen Kunststoffbau-teilen aus mehreren Reaktionskomponenten. Patentanmeldung DE 10 2004025 374.9.
[EVA01] EVANS, J. R. G.; EDIRISINGHE, M. J.; COVENEY, P. V.; EAMES, J.: Combinatorial searches of inorganic materials using the ink-jet printer: science, philosophy and technology. Journal of the European Ceramic Society, 21 (2001), S. 2291 – 2299.
[FÄH02] FÄHRER, J.: Ganzheitliche Optimierung des indirekten Metalllasersinterprozes-ses. Dissertation TU München, 2002.
[GEB96] GEBHARDT, A.: Rapid Prototyping, 1. Auflage. München/Wien, 1996.
[GEB00] GEBHARDT, A.: Rapid Prototyping, 2. Auflage. München/Wien, 2000.
[GEU96] GEUER, A.: Einsatzpotential des Rapid Prototyping in der Produktentwicklung. Dissertation, München 1996.
Literaturverzeichnis Seite 135
[GIR57] GIRIFLACO, L. A.; GOOD, R. J.: Phys. Chem. 1957 (61, S. 904).
[HEI77] HEINZL, J.; ROSENSTOCK, G.: Lautloser Tintendruck für Schreibstationen. Sie-mens-Zeitung 51 (1977), S. 219 – 221.
[HEI85] HEINZL, J.; HERTZ, C. H.: Inkjet printing.Advanced Electronics an Electron Physics. Vol. 65. New York: Academic Press, 1985.
[HIM02] HIMMER, T.; TECHEL, A.; NOWOTNY, S.; BEYER, E.: Recent developments in metal laminated tooling by multiple laser processing. Solid Freeform Fabrica-tion Symposium 2002. Proceedings. August 5–7, 2002 Austin: University of Texas, 2002, S. 466 – 473.
[HPJ85] Hewlett-Packard: Hewlett-Packard Journal, Bd. 36, No. 5, 1985.
[HPJ88] Hewlett-Packard: Hewlett-Packard Journal, August, 1988.
[HUE98] HUE, P. LE: Progress and Trends in Ink-jet Printing Technology. Journal of Imaging Science and Technology. Volume 42, Number 1, January/February 1998.
[IPK01] FRAUNHOFER INSTITUT FÜR PRODUKTIONSANLAGEN UND KONSTRUKTIONS-
TECHNIK IPK BERLIN: Produktionsforschung im Wandel. München/Wien: Han-ser, 2001.
[JEN95] JENDRITZA, D. J.: Technischer Einsatz neuer Aktoren. Renningen-Malmsheim: Expert Verlag, 1995.
[KÄU78] KÄUFER, H.: Arbeiten mit Kunststoffen, Band 1, Aufbau und Eigenschaften. Berlin: Springer, 1978.
[KLE93] Kleinschnittger, S.; Mauer, P.; Schledde, W.: EDV-Drucker. Mehr als nur Pe-ripherie. Siemens AG, Erlangen, 1993.
[KLE07] KLEINER, TH.: Ein Werkstoff mit vielen Gesichtern. Plast-Verarbeiter, Mai 2007, 58. Jahrgang, D5614, Heidelberg: Hüthig, 2007.
[KOC88] KOCH, J.: Piezooxide, Eigenschaften und Anwendungen. Valvo Unterneh-mensbereich Bauelemente der Philips GmbH. Heidelberg: Hüthig, 1988.
[KRA99] KRALLMANN, H.: Systemanalyse im Unternehmen. 3. Auflage. München/Wien, 2000.
[KRU91] KRUTH, J. P.: Material Incress Manufacturing by Rapid Prototyping Tech-niques. CIRP Annals 1991. Volume 40/2/1991.
Literaturverzeichnis Seite 136
[KYS70] KYSER, E. L.; SEARS, S. B.: Method and apparatus for recording with writing fluids and drop projection means therefore. US-Patent 3,946,398, März 1976 (Angemeldet Juni 1970).
[LAN00] LANDERS, R.; MÜLHAUPT, R.: Macromol. Mater. Eng. 282, 17 (2000).
[LÜD96] LÜDDEMANN, J.: Virtuelle Tonmodellierung zur skizzierenden Formgestaltung im Industriedesign. Dissertation. IWF/IPK 1996 (Produktionstechnik Berlin). Zugleich: Dissertation TU Berlin, 1996.
[MAC97] MACHT, M.: Möglichkeiten und Grenzen des Rapid Prototyping. Seminarbe-richte 27: Rapid Prototyping, Hrsg. Milberg, J./Reinhart, G., München 1997.
[MEN02] MENGES, G.; HABERSTROH, E.; MICHAELI, W.; SCHMACHTENBERG, E.: Werk-stoffkunde Kunststoffe. 5. Auflage München: Hanser, 2002.
[MOT01] MOTT, M.; EVANS, J. R. G.: Solid freeforming of silicon carbide by inkjet print-ing using a polymeric precursor. Journal of the American Ceramic Society 84 (2001) 2.
[N.N.84] N.N.: Werbebroschüre von Hewlett-Packard: The Thinkjet Personal Printer, Hewlett-Packard Company, California, 1984. http://www.hp.com/hpinfo/ abouthp/histnfacts/timeline/hist_80s.html (Letzter Abruf am 20.03.2007).
[N.N.97] N.N.: Polyurethan-Herstellung und Verarbeitung/Isocyanate. Merkblatt M044, 4/97, ZH 1/34. Berufsgenossenschaft der chemischen Industrie, Heidelberg, 1997.
[N.N.99] N.N.: Internetpräsentation der Firma BASF, 2006. http://www.basf.de/de/ pro-dukte/farbmittel/farben/textil/news/001123_n.htm?id=V00-KtYcx4YQ-bsf3gc 1999 (Letzter Abruf am 25.08.2006).
[N.N.02] N.N.: Internetpräsentation der Firma Videojet, 2006. http://www.videojet.de/ technologie_inkjet.html 2002 (Letzter Abruf am 25.08.2006).
[N.N.04] N.N.: Internetpräsentation der Firma Elastogran GmbH, Lehmförde, 2004. http://www.elastogran.de/local/kunstst.htm (Letzter Abruf am 08.12.2004).
[N.N.07] N.N.: Internetpräsentation der Firma Berthold Hermle, 2007. C40 Alchemy – Die Evolution in der zerspanenden Fertigungstechnik. Presseinformation PI240407, Maschinenfabrik Berthold Hermle AG, Gosheim 24. April 2007.
[N.N.07a] N.N.: Werkstoffdatenblätter der Firma Elastogran GmbH, Lehmförde, 2007. http://www.elstogran.de (Letzter Abruf am 20.03.2007).
Literaturverzeichnis Seite 137
[N.N.07b] N.N.: PlasticsEurope Deutschland e. V.: Geschäftsbericht 2006. Frankfurt am Main, 2007.
[NÖK97] NÖKEN, S.: Technologie des Selektiven Laser Sinterns von Thermoplasten, RWTH Aachen. Berichte aus der Produktionstechnik Band 8/97. Aachen: Sha-ker Verlag, 1997.
[OVE03] OVER, C.: Generative Fertigung von Bauteilen aus Werkzeugstahl X38CrMoV 5 1 und Titan TiAl16V4 mit Selective Laser Melting. Berichte aus der Laser-technik Band 03/D 2, Aachen: Shaker Verlag, 2003.
[PRI98] PRIEST, CH.; JOHN, W.; SMITH, P.; DUBOIS, X.: Liquid Metal Jetting for Print-ing Metal Parts. Solid Free Form Fabrication Symposium 1998, Austin, Texas.
[QIN01] QINETIQ LIMITED: Inkjet printer which deposits at least two fluids on a sub-strate. UK Patent Application, GB, 2 382 798 A, 04.12.2001.
[RAY78] RAYLEIGH, J. W. S. LORD: On the instability of jets. Proceedings of the London Math. Society, Volume 10 (4), 1878.
[REG04] REGENFUß, P.; PETSCH, T.; HARTWIG, L.; KLÖTZER, S.; BRABANT, TH.; EBERT, R.; EXNER, H.: microSINTERING – ein Verfahren zur Herstellung metallischer und keramischer Mikrobauteile. Anwendertagung auf der Rapid.Tech., Erfurt, 25.–26. Mai 2004.
[REI94] REINHART, G.; GEUER, A.; MACHT, M.: Integration des Rapid Prototyping in der Produktentwicklung. pa Produktionsautomatisierung 3 (1994) 5+6, 1994, S. 16–19.
[ROS98] ROSS, A.: Photographic Quality Imaging with HP thermal Ink Jet. Printing Technology Department Hewlett-Packard Laboratories, Palo Alto, CA USA, 1998.
[RUN93] RUNGE, W.: Berechnungsmodell thermischer Tintenschreibwerke. Dissertation TU München, 1993.
[RUS95] RUSCHENMEYER, K.: Piezokeramik, Renningen: Expert Verlag, 1995.
[STE71] STEMME, N. G. E.: Arrangement of writing mechanisms for writing on paper with a colored liquid. US-Patent 3,747,120, July 1973 (Priorität: Schweden Ja-nuar 1971).
[SHÄ96] SCHÄUFELE, A.: Ferroelektrische Eigenschaften von Blei-Zirkonat-Titanat Ke-ramiken, Fortschrittsbericht-Berichte Reihe 5, Nr. 445. Düsseldorf: VDI Ver-lag, 1996.
Literaturverzeichnis Seite 138
[SAE89] SAECHTLING, H.: Kunststofftaschenbuch. 24. Ausgabe. München: Hanser, 1989.
[SCH02] SCHIEßL, P.: Kunststoffe. Skriptum zur Grundvorlesung in Baustoffkunde. München, Juli 2002.
[SCH04] Telefonat und Informationsaustausch mit Herrn Schön der Firma Elastogran GmbH, Lehmförde, Januar 2004.
[SEI00] SEITZ, H.; WELISCH, A.: A fast SFF Process using a multijet Printhead. 27th ICC & IC. Beijing, China. October 2000.
[UHL00] UHLMANN, E.; ELSNER, PH.: Analysis of Compounding and Injection Moulding Process of Ceramic Powders. 7th International Symposium „Ceramic Materials and Components for Engines“, Goslar, 19.–21. Juni 2000.
[UHL01] UHLIG, K.: Polyurethan Taschenbuch. 2., durchgesehene und erweiterte Aufla-ge. München/Wien: Hanser, 2001.
[UHL05a] UHLMANN, E.; ELSNER, PH.: New printing technology for fully graduated three dimensional parts. The 38th CIRP International Seminar on Manufacturing Systems, 16.–18. Mai 2005, Florianópolis SC, Brasilien.
[UHL05b] UHLMANN, E.; ELSNER, PH.: New printing technology for fully graduated mate-rial properties. Solid Free Form Fabrication Symposium, 01.–03. August 2005, Austin, USA.
[UHL06a] UHLMANN, E.; ELSNER, PH.: Voxel-Based Modeling and RM for Graded Prop-erties; Euro-u Rapid, 27th–28th November 2006, Frankfurt am Main
[UHL06b] UHLIG, K.: Polyurethan Taschenbuch. 3., durchgesehene und erweiterte Aufla-ge. München/Wien: Hanser, 2006.
[UHL06c] UHLMANN, E.; ELSNER, PH.: Gradiententechnologie – die Zukunft der Ferti-gungstechnik. 3D-Erfahrungsforum, Innovation, Werkzeug- und Formenbau, 17.–18. Mai 2006, Berlin.
[WAL98] WALLACE, D.; TROST, H. J.; EICHENLAUB, U.: Multi-fluid Ink-Jet Array for Manufacturing of Chip-Based Microarray Systems. Proceedings of Second In-ternational Conference on Microreaction Technology, March 1998.
[WEH84] WEHL, W.: Akustik und Fluidmechanik in Kanäle und Düsen von Tinten-schreibwerken. Dissertation TU München, 1984.
[WEH94] WEHL, W.: Nur nicht kleckern CHIP 8/94.
[WOH00] WOHLERS, T.: Wohlers Report 2000. Fort Collins, 2000.
Literaturverzeichnis Seite 139
[WOH03] WOHLERS, T.: Wohlers Report 2003. Fort Collins, 2003.
[YOU05] YOUNG, T.: Phil. Trans. Royal Society, 1805, (95,65).
[ZÄH06a] ZÄH, M.; BRANNER, G.; HAGEMANN, F.; LUTZMANN, S.: Entwicklungstrends im Bereich Rapid Manufacturing. 9. 3D-Erfahrungsforum Innovation Werkzeug- und Formenbau, TU Berlin. Berlin: Universitätsverlag, 2006.
[ZÄH06b] ZÄH, M.; KAHNERT, M.: Den Elektronenstrahl für das selektive Sintern von metallischen Pulvern nutzen. Euro-u Rapid, International User’s conference on Rapid Prototyping & Rapid Tooling & Rapid Manufacturing 2006, Proceed-ings, Frankfurt am Main, November 27–28, 2006.
[ZOL70] ZOLTAN, S. I.: Pulsed droplet ejecting system. US-Patent 3,683,212, August 1972 (Angemeldet September 1970).

















