Embed Size (px)
Citation preview

BLECHPRAXIS Trenntechnik
»GESCHWINDIGKEIT ist alles,sonst können wir mit unseren Preisennicht mithalten«, konstatiert LotharWittig, Geschäftsführer der LasloGmbH aus Sternenfels bei Karlsruhe.Das Unternehmen mit seinen 14 Mit-arbeitern zählt zu den typischen Kun-den der Hersteller von Schneidan-lagen. Obwohl der Inhaber als Vor-standsmitglied des Verbandesdeutscher Laseranwender-Blechbear-
beitung e.V. Laser (von Trumpf) ver-wendet, zählt sein Unternehmen auchbei der Wasserstrahltechnologie zuden Pionieren. Auf einem 4-kW-CO2-Laserbearbeitungszentrum vonTrumpf schneidet man bei Laslo im2D-Bereich Blech mit einer maxima-len Dicke von 8 mm (Aluminium),12 mm (Edelstahl) und 20 mm(Stahl). Die Maschine eignet sich fürdie Großserien- und für die Einzelteil-
fertigung. Bei der Blechdicke kam esin den letzten Jahren zu einem Wan-del: So schneidet Laslo in Ausnahme-fällen auch schon einmal 35 bis40 mm dicken Edelstahl. Die Verfahr-wege betragen 1,5 m x 3 m.Im Gesamtmarkt ist die Beschränkungauf das typische Format 1,5 m x 3 mzu Ende. So stellen alle namhaftenHersteller mittlerweile Anlagen her,auf denen sich auch größere Bleche
56 © Carl Hanser Verlag, München BLECH InForm 1/2005
VERFAHRENSVERGLEICH
Laser, Wasser oder Plasma:
Was schneidet besser ab?
Die Qual der Wahl – dem Anwender stellt sie sich stets aufs Neue, wenn
er vor der Maschinenauswahl die des Verfahrens treffen muss. So gibt es
mehrere Möglichkeiten, mit moderner Strahltechnik Bleche zu schnei-
den. Von einem Kopf-an-Kopf-Rennen wie beim Stanzen und Lasern
kann nicht die Rede sein, denn beim Blick auf die Alternativen zum
Stanzen führt eindeutig der Laserstrahl. Doch auch das Wasserstrahl-
und das Plasmaschneiden sind interessante Alternativen. Folgender Ver-
fahrensvergleich soll helfen, den Auswahlprozess zu erleichtern.
Vielkönner: DerLaser ist für diemeisten, abernicht für alle fle-xiblen Trennauf-gaben die besteLösung
Bild
: Bys
tron
ic
© 2
005
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.met
all-i
nfoc
ente
r.de
/BIF
N
icht
zur
Ver
wen
dung
in In
tran
et-
und
Inte
rnet
-Ang
ebot
en s
owie
ele
ktro
nisc
hen
Ver
teile
rn.

BLECHPRAXISTrenntechnik
bearbeiten lassen. LVD aus Belgienbeispielsweise fertigt Anlagen für Ble-che bis 3 m x 12 m Größe. Auf groß-formatige Bleche konzentriert sichauch die Schweizer Bystronic AG. Fürdas Laserschneiden wurde die schnelle›Byspeed‹ mit 5,2 kW Laserleistungund dynamischen Direct-Helical-An-trieben (Achsbeschleunigung bis 3 g)nun auch für Bleche bis 4,0 m x2,0 m vorgestellt. Laut Martin Engel,Chefredakteur des Kundenmagazins›BystronicWorld‹, ›packt‹ das neueSystem Dicken von 25 mm Stahl,20 mm Edelstahl und 12 mm Alu-minium. Das maximale Schneid-tempo beträgt bei Stahl 25 m/minbei sehr hoher Genauigkeit. AufSeiten der Laserquellen kommtbeim Spitzenmodell ›Bylaser5200‹ ein neuartiger Spiegel,der so genannte ARC-Spiegel(ARC: Adaptive Radius Control),zum Einsatz, mit dessen Hilfe dieAnlage den Laserstrahldurchmesseran das Material anpasst und über dengesamten Schneidbereich konstanthält. Bei den Steuerungen setzt Bystro-nic nach eigenen Angaben neue Maß-stäbe in puncto Einfachheit undSchnelligkeit. Ausgestattet mit einemTouchscreen arbeitet die Steuerungmit einer Taktfrequenz von 850 MHzauf einem Pentium-3-Prozessor. DerNeuling überträgt große Schneidpläneinnerhalb von 5 s.
Laserschneiden wird direktan der Maschine simuliert
Auf Eigenbau setzt auch YamazakiMazak Optonics Europe. Der bekann-te Hersteller von Bearbeitungszentrenzum Zerspanen entwickelte für seinenschnellen 4-kW-CO2-Laser ›Hyper-gear‹ (Arbeitsfläche 3 m x 1,5 m) eineeigene Steuerung und Linearantriebe,die die auswechselbaren Schneidköpfemit maximal 120 m/min und mit einerWiederholgenauigkeit von 5 µm be-wegen. Das Interessante ist jedoch dievirtuelle Bearbeitung. Dazu XavierRouchaud, Salesmanager: »Der Ma-schinenbediener kann auf der Steue-rung vor dem echten Maschinenlaufein Controlling des gesamten CAM-Programms vornehmen.« Das heißt:Der Anwender ist in der Lage, den ge-samten Schneidprozess auf der CNCdirekt an der Maschine virtuell ablau-
fen zu lassen und so etwaige Fehlerdes CAM-Programms auszumerzen.Auf zwei unterschiedliche Laserkon-zepte baut Rofin-Sinar: CO2-Slab-La-ser und diodengepumpte Festkörper-Scheibenlaser. Beide Systeme ergän-zen sich sehr gut, meintDipl.-Ing. (FH) Corin-na Brettschnei-der vom
Mar-keting. Die Spitzenleis-tung der Gaslaser be-trägt 6 kW. Etabliert haben sich zumSchneiden von Karosserieblech die4,4-kW-Ausführungen. Interessant fürdie Automatisierung per Roboter sinddie Scheibenlaser (bis 4 kW Leistung),die es jetzt mit maximal 100 m lan-
gen Lichtfasern gibt – ein klarer Plus-punkt gegenüber Slab-Lasern mit ma-ximal 30 m Faserlänge. Dazu heißt esin einer Schrift des Unternehmens:
»Um-fangrei-
che Testshaben gezeigt,
dass selbst beisolchen extrem lan-
gen Fasern die bei anderen Lasersyste-men zu beachtenden Reflexionen völ-lig unkritisch sind. Hiermit eröffnensich für den Scheibenlaser eine Viel-zahl von neuen Einsatzgebieten – zumBeispiel das Trennen von Buntmetallwie Messing oder Kupfer mit Ge-schwindigkeiten bis zu 18 m/min bei1 mm Materialstärke.«Automatisierbarkeit spielt eine immergrößere Rolle. Marktführer Trumpfhat beispielsweise ein modulares Au-tomatisierungssystem für 2D-Laseran-lagen entwickelt, das ihnen Rohblechebis zur maximal bearbeitbaren Blech-dicke von 25 mm zuführt. Das Plus:Weil mit der neuen Be- und Entlade-strategie der Transportwagen und dieSchwenkbewegung entfallen, hat derNeuling namens ›LiftMaster store‹wesentlich kürzere Zykluszeiten alsein klassischer Liftmaster. Seine Stärkespielt das neue schwäbische Handling-system vor allem bei dünneren Ble-chen bis 15 mm aus.Zu den typischen Kunden von Laser-anlagen zählen Jobshops, die aber zu-nehmend zusätzlich Wasserstrahl-Schneidanlagen (WS-Anlagen) ordern.Eine solche Bystronic-Anlage mit zweiSchneidköpfen setzt beispielsweise dasUnternehmen Laslo ein für sämtliche
57BLECH InForm 1/2005
Xavier Rouchaud, Salesmanager bei Ma-zak Optonics Europe: »Der Bediener kannauf der Steuerung vor dem echten Maschi-nenlauf ein Controlling des gesamtenCAM-Programms vornehmen. Es handeltsich also um ein virtuelles Schneiden«
Bild
: Maz
ak
Bild
: Fec
ht
Lasern mit Tempo: Für die Laseranlage ›Hypergear‹(Arbeitsfläche 3 m x 1,5 m) entwickelte Mazak Linearantriebe, diedie auswechselbaren Schneidköpfe mit einem Tempo von maximal120 m/min und mit einer Wiederholgenauigkeit von 5 µm bewegen
© 2
005
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.met
all-i
nfoc
ente
r.de
/BIF
N
icht
zur
Ver
wen
dung
in In
tran
et-
und
Inte
rnet
-Ang
ebot
en s
owie
ele
ktro
nisc
hen
Ver
teile
rn.
BLECHPRAXIS Trenntechnik
»nicht laserfreundlichen« Werkstoffewie Stein, Glas, Keramik, Verbund-material, Holz und Kunststoff, Bunt-metall und Sonderwerkstoffe, die sichbis zu einer Dicke von 100 mm unddarüber schneiden lassen. Mit demabrasiven Verfahren (AbrasivmittelGranat oder Olivin) lässt sich auchEdelstahl trennen. Dank Ver-fahrensverbesserungen stieglaut Geschäftsführer Wittighier die schneidbareBlechdicke von rund8 auf mehr als 20 mm.Als Vortei-le des Wasser-strahlschneidenssieht er an, dass sichsämtliche zweidimensionaleund viele dreidimensionale For-men damit schneiden lassen. Eskommt dabei nur zu einer niedrigenmechanischen Belastung und keinerleithermischem Einfluss, so dass sich dasGefüge nicht verändert – ein Plus zumanchen Laserverfahren. Aufgrunddes schmalen Schnittspaltes entsteht
nur ein geringer Materialverlust. Unddie Schnittkanten sind praktisch grat-frei und müssen nicht oder kaumnachgearbeitet werden. Wasserstrahl-Schneidanlagen kommen laut Bystro-nic-Marketingexperte Engel dann zum
Einsatz, wennLaser-
schneid-anlagen an ih-re wirtschaftlichenoder technischen Gren-zen stoßen. So rechnet sichdas Schneiden mit dem System›Byjet‹ gegenüber Laserschneidan-lagen bei Stahl ab 20 mm Dicke,bei Inox ab 12 mm und bei Alumi-nium ab 5 mm. Auch gegenüber ande-ren Verfahren wie dem Fräsen oderdem Drahterodieren sieht Engel inden meisten Fällen wirtschaftlicheVorteile.
Pumpe mit 6000 bar Druckmacht Abrasivstoff überflüssig
Dass der Anteil an abrasiv arbeiten-den WS-Schneidanlagen zunimmt, be-obachtet auch Guido Hesse von FlowEurope. Der Marketingleiter für Euro-pa setzt auf kombinierte Anlagen, diemithilfe kraftvoller, selbstentwickelterPumpen auch fräsen und bohren kön-nen. Dabei geht es auch um zäheWerkstoffe. So schneiden Flow-Anla-
gen beispielsweise aus aerodynami-schen Gründen etliche tausend Löcherin Turbinenschaufeln für Flugzeuge.Damit tritt der Pionier des WS-Schnei-dens gegen Laseranlagen an, die neu-erdings immer schneller Löcher boh-ren (ein Beispiel ist Mazak Highspeed:bis zu 350 Löcher mit 150 µm Durch-messer pro Minute).
Der Einsatz der WS-Schneid-technik steht und fällt mit den
Hochdruckpumpen. Im Be-ta-Test befinden sichbei Flow 6000-bar-
Pumpen. Hesse:»Es handelt sichum ›echte‹
6000-bar-Aggregate,die sich von 0 bis 6000 bar
regeln lassen.« Mit die-sen neuen Pumpen willFlow kraftvolle Anla-
gen bauen, dieauch mit reinem
Wasser vergleichbar gut
abschneiden wie die klassischen Anla-gen mit Abrasivstoffen. Ein Grund fürdiese Entwicklung: Die Anwenderwollen nur mit reinem Wasser schnei-den, weil dann die Entsorgung entfälltund nicht mehr teure Düsen (klassischaus Rubin, neuerdings auch aus Dia-mant) nötig sind. Ein anderer Trendstammt aus der Zerspanungstechnik,in der zunehmend 3D-Bearbeitungs-zentren mit kompletter Werkzeugbe-stückung gefragt sind. So entstand beider süddeutschen Firma Trenn-Tek ei-
58 © Carl Hanser Verlag, München BLECH InForm 1/2005
Über Preise sprechen die meisten Her-
steller ungern. Mit ein wenig Recher-
che-Geschick lassen sich dennoch Ori-
entierungswerte fixieren. Einige Produ-
zenten und Anwender (die nicht ge-
nannt werden wollten) leisteten dabei
Hilfestellung. Die Quintessenz: Typische
Laser-Flachbettanlagen mit 4 kW Leis-
tung kosten im Schnitt 500 000 bis
600 000 Euro, es gibt aber auch schon
Einstiegsmodelle ab 180 000 Euro. Für
Wasserstrahlschneidanlagen, die auch
mit Abrasivstoffen arbeiten, müssen
Käufer im Schnitt 350 000 Euro ausge-
ben (Bandbreite: 250 000 bis 450 000
Euro). Ein Bearbeitungszentrum für die
›echte‹ 5-Achs-Bearbeitung (3D) – zum
Beispiel von der Firma Trenn-Tek – gibt
es für 270 000 Euro. Kostengünstiger
fällt die Plasmaschneidtechnik aus, für
die allerdings der Anwender die nötige
Automatisierung (zum Beispiel Roboter)
beisteuern muss. Einen Plasmabrenner
gibt es ab 50 000 Euro; mit Führungs-
system zum Einsatz am Roboter kostet er
rund 150 000 Euro.
Der Preis ist heiß
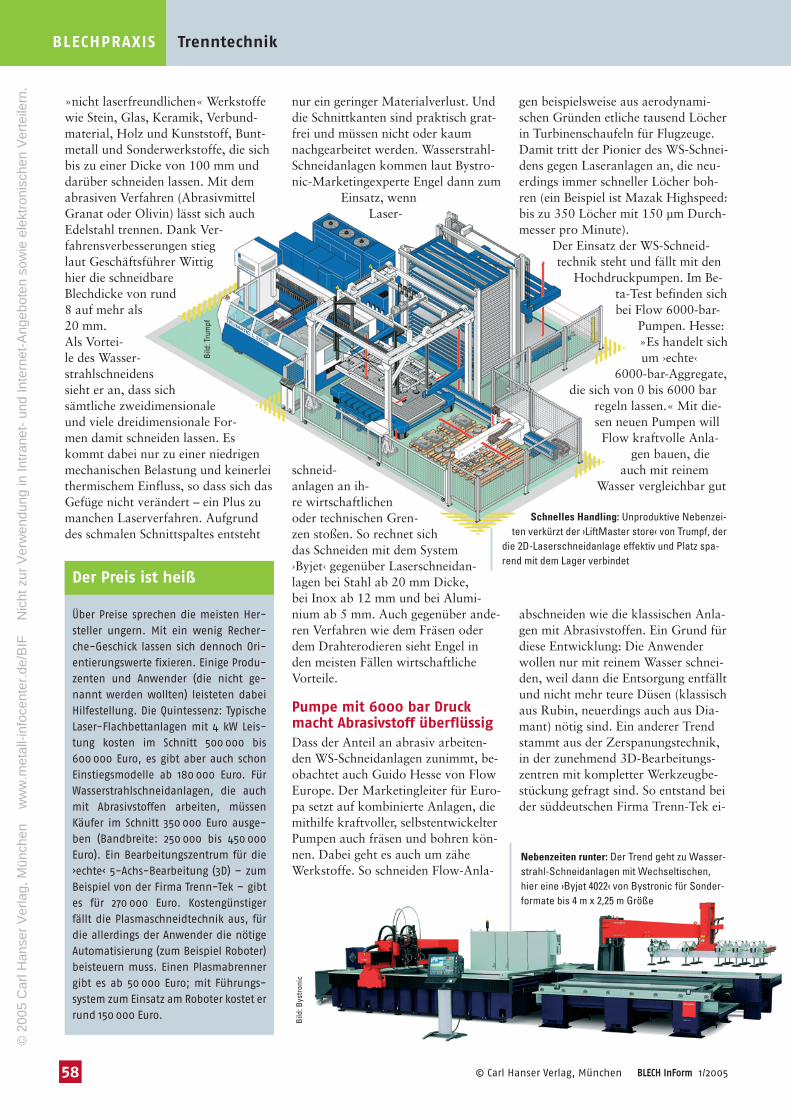
Schnelles Handling: Unproduktive Nebenzei-ten verkürzt der ›LiftMaster store‹ von Trumpf, der
die 2D-Laserschneidanlage effektiv und Platz spa-rend mit dem Lager verbindet
Bild
: Tru
mpf
Nebenzeiten runter: Der Trend geht zu Wasser-strahl-Schneidanlagen mit Wechseltischen,hier eine ›Byjet 4022‹ von Bystronic für Sonder-formate bis 4 m x 2,25 m Größe
Bild
: Bys
tron
ic
© 2
005
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.met
all-i
nfoc
ente
r.de
/BIF
N
icht
zur
Ver
wen
dung
in In
tran
et-
und
Inte
rnet
-Ang
ebot
en s
owie
ele
ktro
nisc
hen
Ver
teile
rn.

BLECHPRAXISTrenntechnik
ne Anlage mit einem Arbeitsraum von1,2 m x 3 m x 6 m, mit der sich sehrschnell eine echte 5-Achs-Komplettbe-arbeitung durchführen lässt. Sieschneidet 10 mm dicken Edelstahl inmittlerer Qualität mit 170 mm/min.Aufgrund des großen Arbeitsraumslassen sich damit bis zu 3 m langeRohre schneiden. GeschäftsführerHarald Volk: »Die Anlage eignet sichnicht zum endkonturnahen Schneiden,aber sie ist der absolute Kostensiegerbeim Vorschnitt.« Für dieses Konzeptspricht, dass sich die kompakte ›Po-werjet 3D‹ in die Fertigungslinie leichtintegrieren lässt.Zu den eher exotischen Verfahrenzählt das Plasmaschneiden. Ein Prota-gonist der Plasmatechnik ist der italie-nische Maschinenbauer Ficep, in des-sen neuer CNC-Anlage ›Tipo A31‹zur Bearbeitung von Blechen mittlererund großer Dicke sich eine neue Plas-mabrenneinheit zum Schneiden vonBaustahl mit einer Dicke von 10 bis20 mm befindet. Während Schweiß-und Schneidexperten zum Nachrüstenvon Maschinen derartige Plasmaköpfebauen, ist Kjellberg aus Finsterwaldein Brandenburg nach eigenen Anga-ben der einzige deutsche Produzent,dessen Systeme speziell für automati-sierte Anlagen entstehen. Ausgangs-
punkt der Entwicklung der ›Hi-Fo-cus‹-Technologie war der Wunsch derAnwender aus der Automobilindustrienach einer Plasmaanlage im Blech-dickenbereich 0,5 bis 25 mm (Alumi-nium, Edelstahl, Baustahl) vor allemfür den Robotereinsatz. Die Schnittge-
schwindigkeiten reichen von200 mm/min (25 mm Baustahl) bis2800 mm/min (4 mm Baustahl). Ge-schäftsführer Volker Krink: »Es lassensich alle gängigen Industrierobotermit hoher Wiederholgenauigkeit undDynamik verwenden.« Wegen derniedrigen Investitionskosten (Plas-mabrenner ab 50 000 Euro) kann derAnwender auch mit niedriger Auslas-tung arbeiten. Dabei setzt Kjellbergauf den flexiblen Einsatz, denn es las-sen sich auch Werkstücke beschriftenoder Strichcodes aufbringen. Ab einerDicke von 20 mm handelt es sich fürKrink um ein preislich konkurrenzlo-ses Verfahren. Das hätten auch schonAutomobilhersteller erkannt. Beliebtsind laut Krink Anlagen zum kombi-nierten Laser-Plasma- oder Stanz-Plas-ma-Einsatz. Dabei beobachtet der Ge-schäftsführer einen interessantenTrend: »Laser und Plasma befruchtensich gegenseitig. Die per Plasma bear-beitbare minimale Dicke hat sich auf0,5 mm reduziert und der Laserein-satz geht jetzt schon über 30 mm.« ■
Nikolaus FechtFachjournalist, [email protected]
59BLECH InForm 1/2005
Kjellberg-Geschäftsführer Volker Krink:»Laser und Plasma befruchten sich gegen-seitig. Die per Plasma bearbeitbare mini-male Dicke hat sich auf 0,5 mm reduziertund der Lasereinsatz geht jetzt schon über30 mm«
Guido Hesse, Marketing Flow Europe, setztauf kombinierte Anlagen, die mit Hilfe kraft-voller, selbst entwickelter Pumpen auchfräsen und bohren können
Trenn-Tek-Geschäftsführer Harald Volk:»Das neue 5-Achs-Bearbeitungszentrumeignet sich nicht zum endkonturnahenSchneiden, aber es ist der absolute Kos-tensieger beim Vorschnitt per Wasser-strahl«
Bild
: Fec
ht
Bild
: Fec
ht
Bild
: Fec
ht
Verband deutscher Laseranwender-
Blechbearbeitung e.V. (VdLB)
www.vdlb.de
LVD Company n.v.
www.lvdgroup.com
Bystronic Laser AG
www.bystronic.com
Yamazaki Mazak Optonics Europe
www.lasermazak.be
Rofin-Sinar Laser GmbH
www.rofin.com
Trumpf GmbH & Co. KG
www.trumpf.com
Flow Europe GmbH
www.flowgmbh.com
Trenn-Tek GmbH
www.trenntek.de
Ficep S.p.A.
www.ficep.it
Kjellberg Finsterwalde GmbH
www.kjellberg.de
Firmen und Verbände
© 2
005
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.met
all-i
nfoc
ente
r.de
/BIF
N
icht
zur
Ver
wen
dung
in In
tran
et-
und
Inte
rnet
-Ang
ebot
en s
owie
ele
ktro
nisc
hen
Ver
teile
rn.





























