-
P I G M E N T E
l®97940 Araldit AW 106 / HV 953 U
Spezifische Eigenschaften• Allzweck-Klebstoff• Lange
Lebensdauer• Geringe Schrumpfung• Gute Beständigkeit gegen
dynamische Belastung• Für die Verklebung einer Vielzahl der
gebräuchlichsten Materialien
Produktbeschreibung
Araldit AW 106 mit Härter HV 953 U ist ein bei Raumtemperatur
aushärtender, transparenter, pastöser
Allzweck-Zweikomponentenklebstoff.Die Paste zeichnet sich durch
gute Kontakthaftung und Zähigkeit aus und eignet sich zum Verbinden
einer Vielzahlvon Metallen, Keramik, Glas, Gummi, harten
Kunststoffen und der meisten gebräuchlichen Materialien. Es
handeltsich hier um einen vielseitigen Klebstoff, der sich sowohl
für Kunsthandwerker als auch für die meisten
industriellenAnwendungen eignet.
Produktdaten
Eigenschaften
Farbe (visuell)DichteViskosität (Pas)Gebrauchsdauer (100 g /
25°C)Lagerfähigkeit (2-40°C)
AW106
Farblosca. 1,1530-50-3 Jahre
HV 953 U
hellgelbca. 0,9520-35-3 Jahre
Gemischt
hellgelbca. 1,0530-45ca. 100 Minuten-
VorbehandlungDie Voraussetzung zum Erreichen fester und
dauerhafter Verklebungen ist eine zweckmässige Vorbehandlung
derKlebfläche.Die Klebeflächen werden am besten mit einem guten
Fettlösungsmittel (z.B. Aceton) gründlich von Öl, Fett, undSchmutz
gereinigt, aber niemals mit Alkohol, Benzin oder
Lackverdünner.Beste Festigkeiten werden erreicht, wenn die
Klebflächen mechanisch aufgerauht oder chemisch vorbehandelt
werden(„pickling-beizen"). Nach dem mechanischen Aufrauhen ist ein
nochmaliges Entfetten unerlässlich.
MischungsverhältnisAraldit^AW 106Härter HV 953 U
Gewichtsteile10080
Volumenteile100100
Harz und Härter sollten sorgfältig gemischt werden bis sie eine
homogene Masse ergeben.
Autragen des KlebstoffsDie Harz/Härtermischung wird manuell oder
maschinell auf die vorbehandelten und trockenen
Klebflächenaufgetragen.Klebfugen von 0,05 bis 0,10 mm Dicke ergeben
grundsätzlich die besten Zugscherfestigkeiten. Nach dem
Auftragendes Klebstoffs werden die Werkteile zusammengefügt und
sofort fixiert. Ein gleichmäßig guter Kontaktdruckgewährleistet
optimale Härtung.
Seite l von 5Kremer Pigmente GmbH & Co. KG • Hauptstrasse
41^47 • 88317 Aichstetten, Germany • Tel. 0049 7565 914480 • Fax
0049 7565 1606• www.kremer-pigmente.de •
[email protected]
-
P I G M E N T E
Maschinelle VerarbeitungZur Verarbeitung großer Klebstoffmengen
wurden von spezialisierten Finnen Dosier-, Misch-, und
Auftragsgeräteentwickelt.
Reinigung der WerkzeugeDie Reinigung der Werkzeuge erfolgt am
besten mit heißem Wasser und Seife, bevor Klebstoffrückstände
anhärtenkönnen. Das Entfernen bereits gehärteter Harzreste ist
mühsam und zeitraubend. Bei Verwendung einesLösungsmittels, wie
z.B. Aceton, sind die üblichen Vorsichtsmassnahmen zu beachten.
Außerdem ist der Kontakt mitHaut und Augen zu vermeiden.
HärtungsbedingungenTemperaturHärtungsdauerZSF > 1 N/mm2
ZSF bei 23°CZSF> 10 N/mm2
°C
hmin
hmin
10
24
36
15
12
18
23
7
10
40
2
3
60
30
45
100
6
7
ZSF = Zugscherfestigkeit
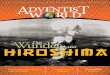
Typische Mittelwerte der Zugscherfestigkeit verschiedener
Metallverklebungen (ISO 4587)Härtung: 16 Stunden bei 40°C;
Prüftemperatur: 23°CVorbehandlung - Sandstrahlen
Seite 2 von 5Kremer Pigmente GmbH & Co. KG • Hauptstrasse
41-47 • 88317 Aichstetten, Germany • Tel. 0049 7565 914480 • Fax
0049 7565 1606
• www.kremer-pigmente.de • [email protected]
-
P I G M E N T E
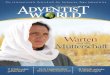
Typische Mittelwerte der Zugscherfestigkeit verschiedener
Kunststoffverklebungen (ISO 4587)
Härtung: 16 Stunden bei 40°C; Prüftemperatur: 23°C
Vorbehandlung: Leichtes Aufrauhen und Entfetten mit Alkohol.
Zugscherfestigkeit in Abhängigkeit von der Temperatur (ISO 4587)
(typische Mittelwerte)
Härtung: (a) = 7 Tage/23°C; (b) = 24 Stunden/23°C + 30
Minuten/80°C
MPa30
25
20
15
10
0
°C -40 -20 20 40 60 80 100
Rollenschälversuch (ISO 4587) Härtung: 16 Stunden / 40°C
Glasübergangstemperatur Härtung: 16 Stunden/40°C
5 N/mm
ca. 45°C
Elektrolytische Korrosionswirkung (DIN 53489) (Härtung 16
Stunden bei 40°C oder 20 Minuten bei 100°C)Prüfung: Während 4 Tagen
in einer Klimazelle (Klima 40/92 gemäss DIN 50015)Kennwert gemäss
spezifischer Norm A - A/B l ,2Mindest-Durchschlagsfestigkeit bei 50
Hz, 24°C (VSM 77170)Mischungsverhältnis Ausgangswert: 25-27
kV/mm100:80 Gew.teile Wert nach l Minute: 22-24
kV/mmWasserdampfdurchlässigkeit (NF 41001) (38°C, 90% RF) Härtung:
5 Tage/23°CPrüfung einer l mm dicken Schicht 16 g/m2/
24hWasserabsorption (ISO 62-80)24 Stunden bei 23°C 0,8 %30 Minuten
bei 100°C 1,3%Wärmeleitfähigkeit (ISO 8894/90) Härtung: 20
Minuten/l00°CPrüfung (23°C) 0,22 W/mK
Seite 3 von 5Krcmer Pigmente GmbH & Co. KG • Hauptstrasse
41^»7 • 88317 Aichstetten, Germany • Tel. 0049 7565 914480 • Fax
0049 7565 1606
• www.kremcr-pigmente.de • [email protected]
-
P I G M E N T E
Schubmodul (DIN 43445) Härtung: 16 Stunden/40°C-50°C- l
,5GPa0°C- l,2GPa
50°C - 0,2 GPa100°C-7,OMPaBiegefestigkeit/E-Modul (ISO 178)
Härtung 16 Stunden / 40°C (Prüftemperatur : 23°C)Biegefestigkeit 60
MPaE-Modul 1904 MPa
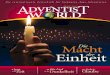
Zugscherfestigkeit nach Lagerung in verschiedenen Agenzien bei
23"C (typische Mittelwerte)
ü 30 Tage
Ausgangswert
Denatur. Spiritus
Benzin
Ethylacetat
Essigsäure, 10%
Xylol
Schmieröl
Petroleum
Wasser bei 23°C
Wasser bei 60°C
Wasser bei 90°C
MPa
ü 60 Tage 190 Tage Härtung: 16 Stunden/40°C
10 15 20 25 30
Zugscherfestigkeit nach Wärmealterung
Härtung: 16 Stunden/40°CC Prüfung: bei 23°C, 50% RF
Ausgangswert
80°C / 60 Tage
120°C/60Tage
ZZZMpa 0 5 10 15 20 25
Zugscherfestigkeit nach Lagerung im Tropenklima (40/92, DIN
50015; typische Mittelwerte)
Härtung: 16 Stunden/40°C: Prüfung bei 23°C.
Ausgangswert
Nach 30 Tage n
Nach 60 Tagen
Nach 90 Tage n
MPa 0 10 15 20 25 30
Selte4 von 5Krcmer Pigmente GmbH & Co. KG • Hauptstrasse
41-47 • 88317 Aichstetten, Germany • Tel. 0049 7565 914480 • Fax
0049 7565 1606• www.kremer-pigmentc.de •
[email protected]
-
P I G M E N T E
Dauerschwingversuch (DIN 53285)Härtung: 20 Minuten/100°C
Mittlere statische Zugscherfestigkeit: 16,3 MPaDie Prüfung wurde
unter Anwendung einer Lastwechselfrequenz von 90 Hz
durchgeführt.
Schwellenfestigkeit bei einer Last von % derstatischen
Zugscherfestigkeit
302015
Lastspiele
105-106
106-107
> 107
Druchschlagsfestigkeit (Volt/mil)Spez. Oberflächenwiderstand
(Ohm)Spez. Oberflächenwiderstand (Ohm-cm)Dielektrische Konstante
bei 50 Hz/l kHz/ 10 kHzDielektrizitätsverlust, % bei 50 Hz/l kHz/
10 kHz
Wert4001 . 2 E + 167 . 1 E + 1 43.4/3 .2 /3 .21 . 7 / 1 . 8 / 2
. 6
MethodeASTMD-149IEC 60093IEC 60093IEC 60250IEC 60250
LagerungDie Komponenten können für eine Dauer von bis zu 3
Jahren bei Raumtemperatur gelagert werden, unter derBedingung, dass
die Komponenten in ihren Originalgebinden verbleiben. Das
Verfalldatum ist auf den Produktetikettenangegeben.
VorsichtsmassnahmenAraldit*-Kleber können ohne Gefahr angewendet
werden, vorausgesetzt, dass die im Umgang mit Chemikalienüblichen
Vorsichtsmassnahmen eingehalten werden. Ungehärtete Materialien
sind von Lebensmitteln fernzuhalten. Umallergische Reaktionen zu
vermeiden, wird dringend empfohlen, undurchlässige Gummi- oder
Plastikhandschuhe,sowie eine Schutzbrille zu tragen. Nach jedem
Arbeitsgang müssen die Hände mit warmen Wasser und Seife
gründlichgewaschen werden. Die Verwendung von Lösungsmitteln ist zu
vermeiden. Anschließend wird die Haut mitEinwegpapiertüchern -
keine Textilien - getrocknet. Der Arbeitsraum sollte gut
durchlüftet sein; evtl.Absaugvorrichtung über den Arbeitsplatz.
Eine Beschreibung sämtlicher Vorsichtsmassnahmen ist in
denSicherheitsdatenblättern der Einzelprodukte enthalten.
Seite 5 von 5Kremer Pigmente GmbH & Co. KG • Hauptstrasse
41^7 • 88317 Aichstetten, Germany • Tel. 0049 7565 914480 • Fax
0049 7565 1606• www.kremer-pigmente.de •
[email protected]