Embed Size (px)
Citation preview
A fb i lt it t d di i t Pl it tAufbau eines weltweit standardisierten Planzeitensystems
M ik l P t I d t i l E i i TiMeikel Peters, Industrial Engineering Tires
Fachtagung Arbeitsorganisation, Aachen, 18.09.2008
Agendag
1 V t ll d U t h1. Vorstellung des Unternehmens
2. Ausgangssituation und Projektzielsetzung
3. Aufbau eines standardisierten Planzeitensystems
4. Kapazitätsplanung mittels Planzeiten
5. Benchmarking auf Basis des Planzeitensystems5. Benchmarking auf Basis des Planzeitensystems
6. Zusammenfassung und Lessons Learned
1 / Meikel Peters / October 23, 2008 © Continental AG
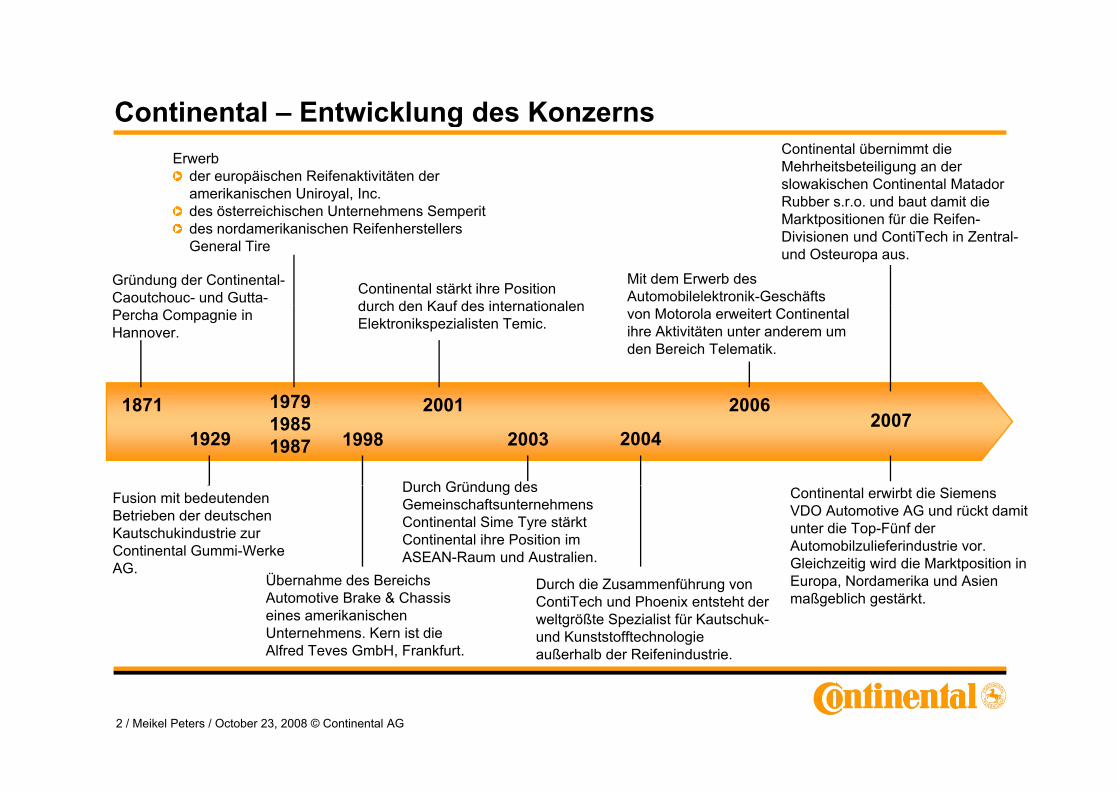
Continental – Entwicklung des Konzerns gErwerb
der europäischen Reifenaktivitäten der amerikanischen Uniroyal, Inc.des österreichischen Unternehmens Semperit
Continental übernimmt die Mehrheitsbeteiligung an der slowakischen Continental Matador Rubber s.r.o. und baut damit die M kt iti fü di R if
Gründung der Continental-Caoutchouc- und Gutta-
des öste e c sc e U te e e s Se pe tdes nordamerikanischen Reifenherstellers General Tire
Continental stärkt ihre Position durch den Kauf des internationalen
Mit dem Erwerb des Automobilelektronik-Geschäfts
Marktpositionen für die Reifen-Divisionen und ContiTech in Zentral-und Osteuropa aus.
Percha Compagnie in Hannover.
durch den Kauf des internationalen Elektronikspezialisten Temic.
von Motorola erweitert Continental ihre Aktivitäten unter anderem um den Bereich Telematik.
1979
Durch Gründung des
1871
1929
197919851987 1998
2001
2003 2004
20062007
Fusion mit bedeutenden Betrieben der deutschen Kautschukindustrie zur Continental Gummi-Werke AG.
Üb h d B i h
Durch Gründung des Gemeinschaftsunternehmens Continental Sime Tyre stärkt Continental ihre Position im ASEAN-Raum und Australien.
Continental erwirbt die Siemens VDO Automotive AG und rückt damit unter die Top-Fünf der Automobilzulieferindustrie vor. Gleichzeitig wird die Marktposition in
Übernahme des Bereichs Automotive Brake & Chassis eines amerikanischen Unternehmens. Kern ist die Alfred Teves GmbH, Frankfurt.
Europa, Nordamerika und Asien maßgeblich gestärkt.
Durch die Zusammenführung von ContiTech und Phoenix entsteht der weltgrößte Spezialist für Kautschuk-und Kunststofftechnologie außerhalb der Reifenindustrie.
2 / Meikel Peters / October 23, 2008 © Continental AG
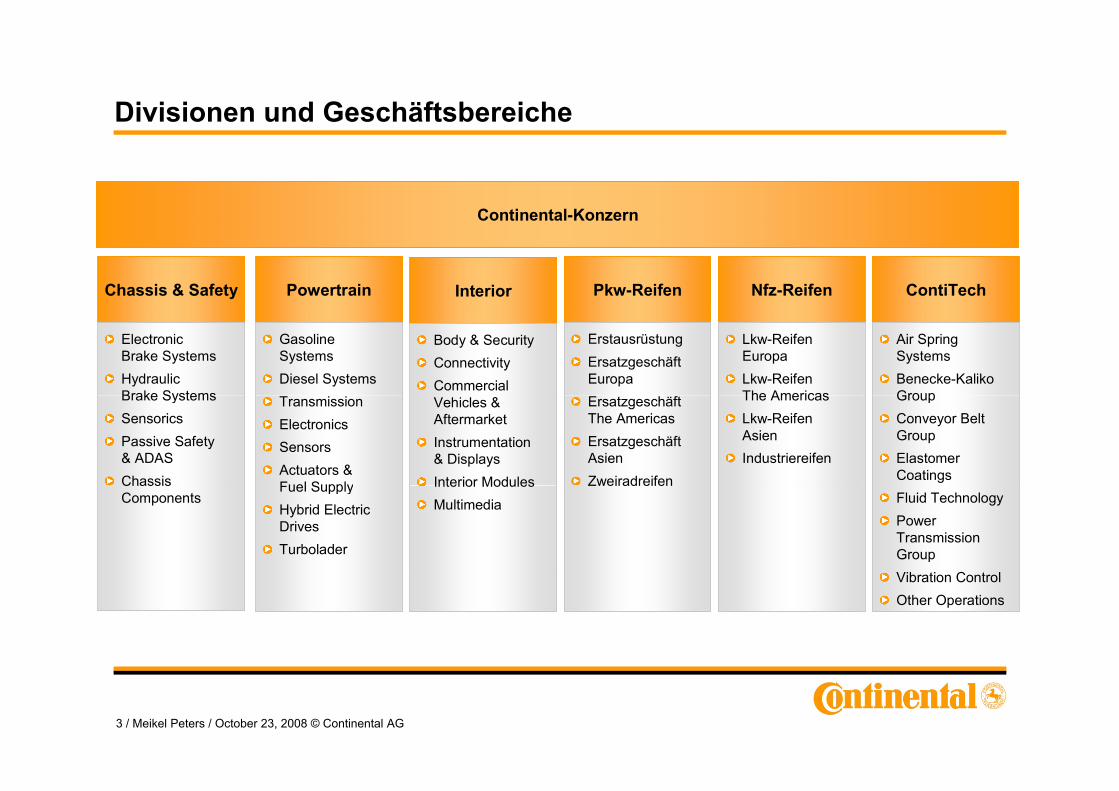
Divisionen und Geschäftsbereiche
Continental-Konzern
ContiTechPkw-Reifen Nfz-ReifenChassis & Safety Powertrain Interior
Continental-Konzern
Air Spring SystemsBenecke-KalikoGroup
ErstausrüstungErsatzgeschäft Europa
Lkw-ReifenEuropaLkw-ReifenThe Americas
ElectronicBrake SystemsHydraulicBrake Systems
Gasoline SystemsDiesel Systems
Body & SecurityConnectivityCommercial
GroupConveyor Belt GroupElastomerCoatings
ErsatzgeschäftThe AmericasErsatzgeschäftAsienZweiradreifen
The AmericasLkw-ReifenAsienIndustriereifen
Brake SystemsSensoricsPassive Safety& ADASChassis
TransmissionElectronicsSensorsActuators &Fuel Supply
Vehicles & AftermarketInstrumentation & DisplaysInterior Modules
Fluid TechnologyPower Transmission GroupVibration Control
ZweiradreifenChassis Components
Fuel SupplyHybrid Electric DrivesTurbolader
Interior ModulesMultimedia
Vibration ControlOther Operations
3 / Meikel Peters / October 23, 2008 © Continental AG
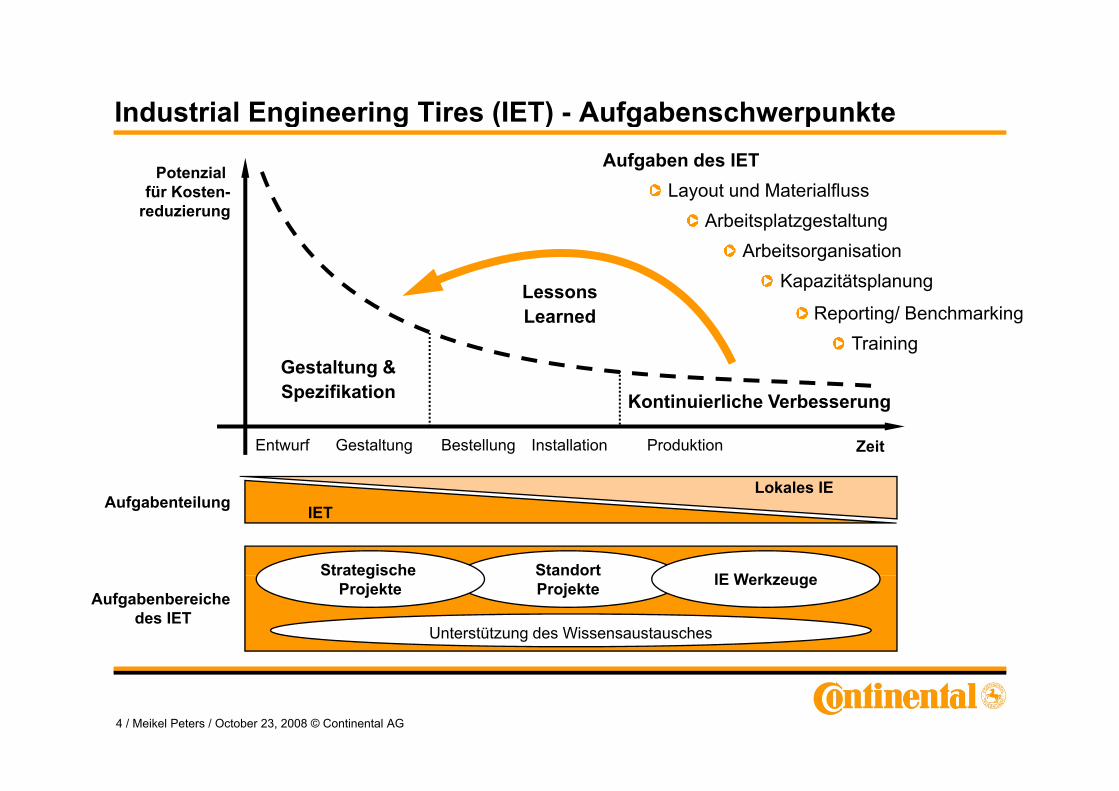
Industrial Engineering Tires (IET) - Aufgabenschwerpunkteg g ( ) g p
Potenzial für Kosten-
reduzierung
Aufgaben des IETLayout und Materialfluss
A b it l t t ltreduzierung ArbeitsplatzgestaltungArbeitsorganisation
KapazitätsplanungLessons
Gestaltung & Spezifikation K ti i li h V b
Learned Reporting/ BenchmarkingTraining
Entwurf Gestaltung Bestellung Installation Produktion Zeit
Lokales IE
Spezifikation Kontinuierliche Verbesserung
Aufgabenteilung IETLokales IE
Standort IE W kStrategische
Aufgabenbereichedes IET
StandortProjekte IE WerkzeugeStrategische
Projekte
Unterstützung des Wissensaustausches
4 / Meikel Peters / October 23, 2008 © Continental AG
Agendag
1 V t ll d U t h1. Vorstellung des Unternehmens
2. Ausgangssituation und Projektzielsetzung
3. Aufbau eines standardisierten Planzeitensystems
4. Kapazitätsplanung mittels Planzeiten
5. Benchmarking auf Basis des Planzeitensystems5. Benchmarking auf Basis des Planzeitensystems
6. Zusammenfassung und Lessons Learned
5 / Meikel Peters / October 23, 2008 © Continental AG
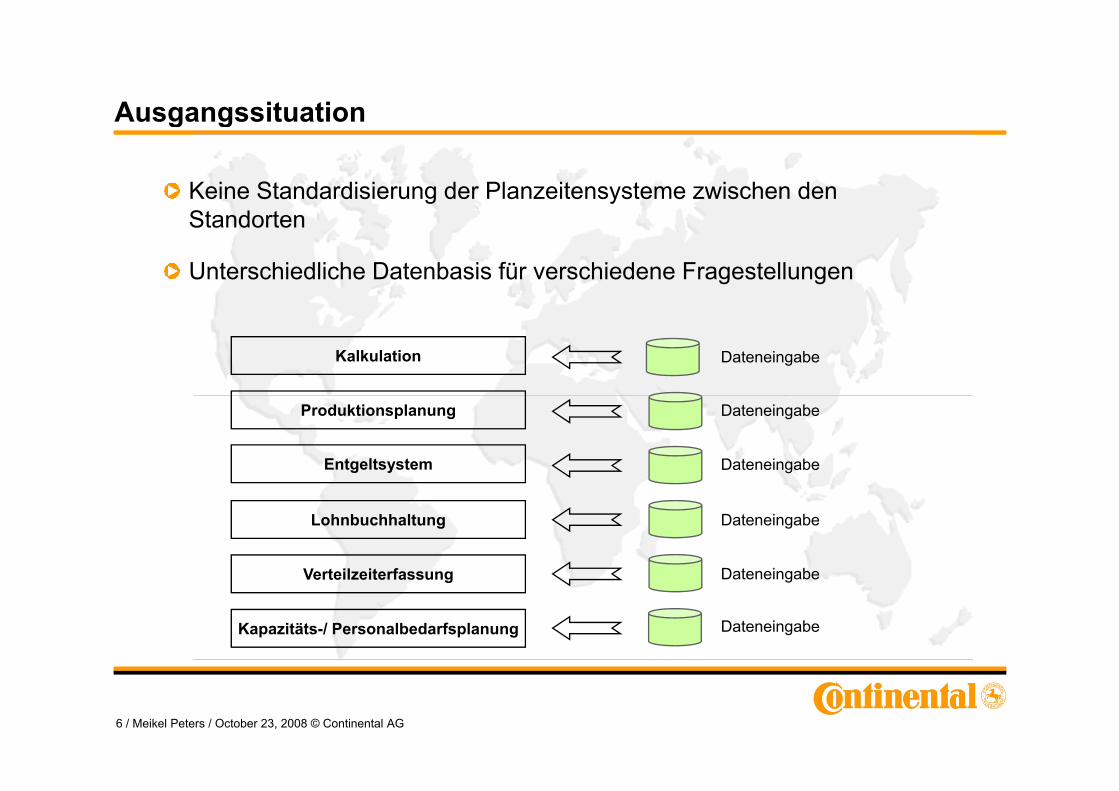
Ausgangssituationg g
Keine Standardisierung der Planzeitensysteme zwischen den Standorten
Mount Vernon
Aachen
Stöcken
Otrokovice
Puchov
CTNACTNAEUROPEEUROPEStandorten
Unterschiedliche Datenbasis für verschiedene Fragestellungen
Saint Luis Potosi Korbach
Clairoix
Sarreguemines
Lousado
TimisoaraASIAASIAKalkulation Dateneingabe
AFRICAAFRICA
South AmericaSouth AmericaAlor Setar
Petaling Jaja
Produktionsplanung
Entgeltsystem
Dateneingabe
DateneingabeAFRICAAFRICA
Port Elizabeth
CamacariLohnbuchhaltung
Verteilzeiterfassung Dateneingabe
Dateneingabe
Verteilzeiterfassung
Kapazitäts-/ Personalbedarfsplanung Dateneingabe
Dateneingabe
6 / Meikel Peters / October 23, 2008 © Continental AG
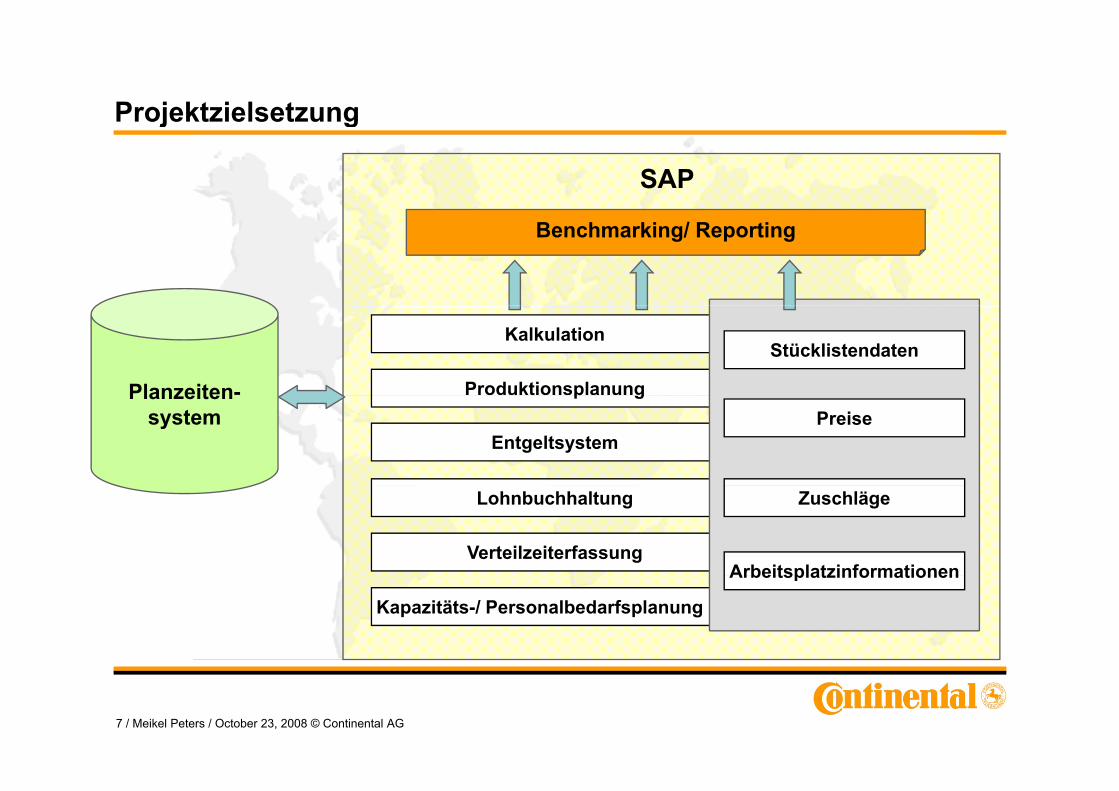
Projektzielsetzungj g
SAP
Benchmarking/ Reporting
Kalkulation
ProduktionsplanungPlanzeiten-
Stücklistendaten
p g
Entgeltsystem
Planzeitensystem Preise
Lohnbuchhaltung
VerteilzeiterfassungArbeitsplatzinformationen
Zuschläge
Kapazitäts-/ Personalbedarfsplanung
Arbeitsplatzinformationen
7 / Meikel Peters / October 23, 2008 © Continental AG
Agendag
1 V t ll d U t h1. Vorstellung des Unternehmens
2. Ausgangssituation und Projektzielsetzung
3. Aufbau eines standardisierten Planzeitensystems
4. Kapazitätsplanung mittels Planzeiten
5. Benchmarking auf Basis des Planzeitensystems5. Benchmarking auf Basis des Planzeitensystems
6. Zusammenfassung und Lessons Learned
8 / Meikel Peters / October 23, 2008 © Continental AG
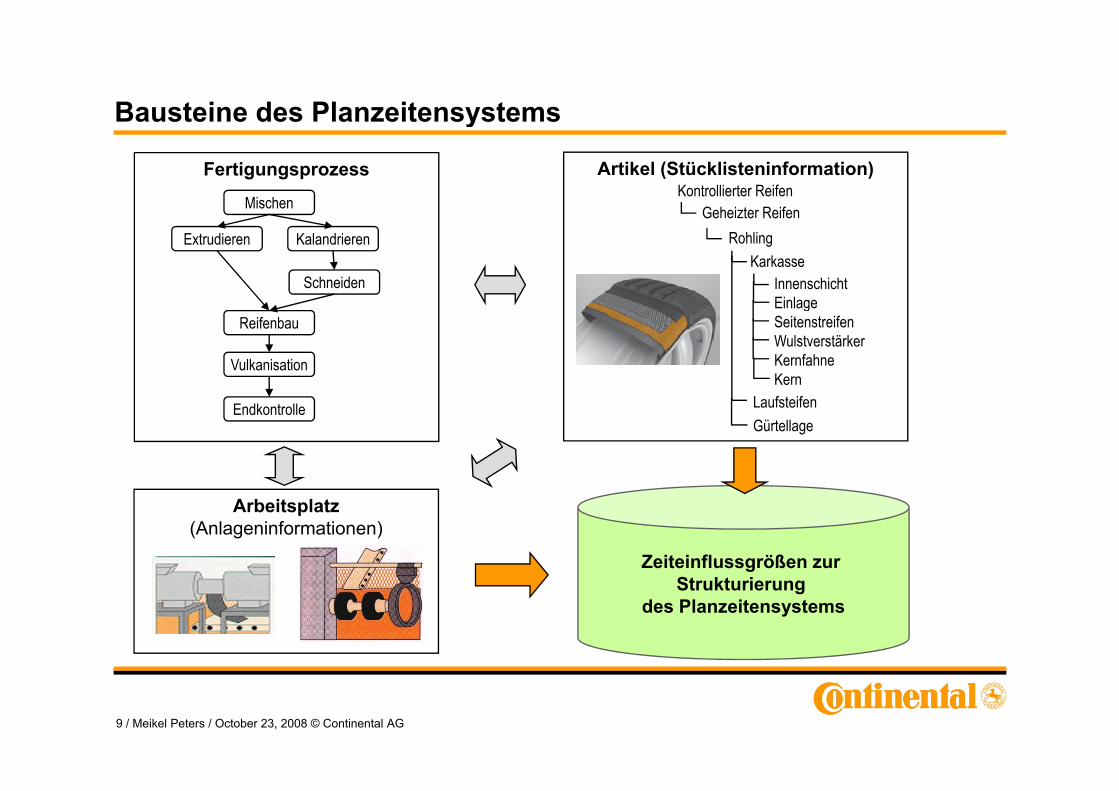
Bausteine des Planzeitensystems
Fertigungsprozess
y
Mischen
Artikel (Stücklisteninformation)Kontrollierter Reifen
Geheizter ReifenKalandrierenExtrudieren
Schneiden
Geheizter ReifenRohling
KarkasseInnenschichtEinlage
Reifenbau
Vulkanisation
EinlageSeitenstreifenWulstverstärkerKernfahneKern
Endkontrolle LaufsteifenGürtellage
Arbeitsplatz(Anlageninformationen)
Zeiteinflussgrößen zur Strukturierung
des Planzeitensystems
9 / Meikel Peters / October 23, 2008 © Continental AG
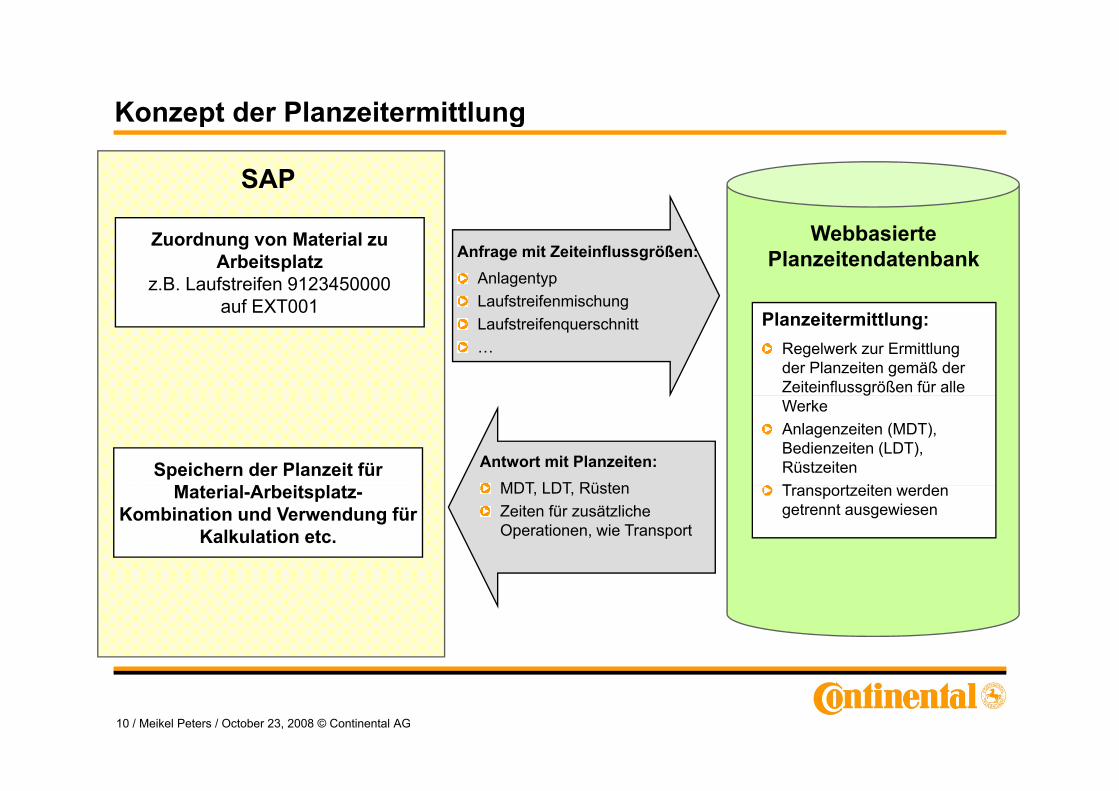
Konzept der Planzeitermittlungp g
SAP
Webbasierte Planzeitendatenbank
Zuordnung von Material zu Arbeitsplatz
z.B. Laufstreifen 9123450000auf EXT001
Anfrage mit Zeiteinflussgrößen:AnlagentypLaufstreifenmischungauf EXT001 LaufstreifenmischungLaufstreifenquerschnitt…
Planzeitermittlung:Regelwerk zur Ermittlung der Planzeiten gemäß der Zeiteinflussgrößen für alle
Speichern der Planzeit für M t i l A b it l t
Antwort mit Planzeiten:MDT LDT Rüsten
gWerkeAnlagenzeiten (MDT), Bedienzeiten (LDT), RüstzeitenT t it dMaterial-Arbeitsplatz-
Kombination und Verwendung für Kalkulation etc.
MDT, LDT, RüstenZeiten für zusätzliche Operationen, wie Transport
Transportzeiten werden getrennt ausgewiesen
10 / Meikel Peters / October 23, 2008 © Continental AG
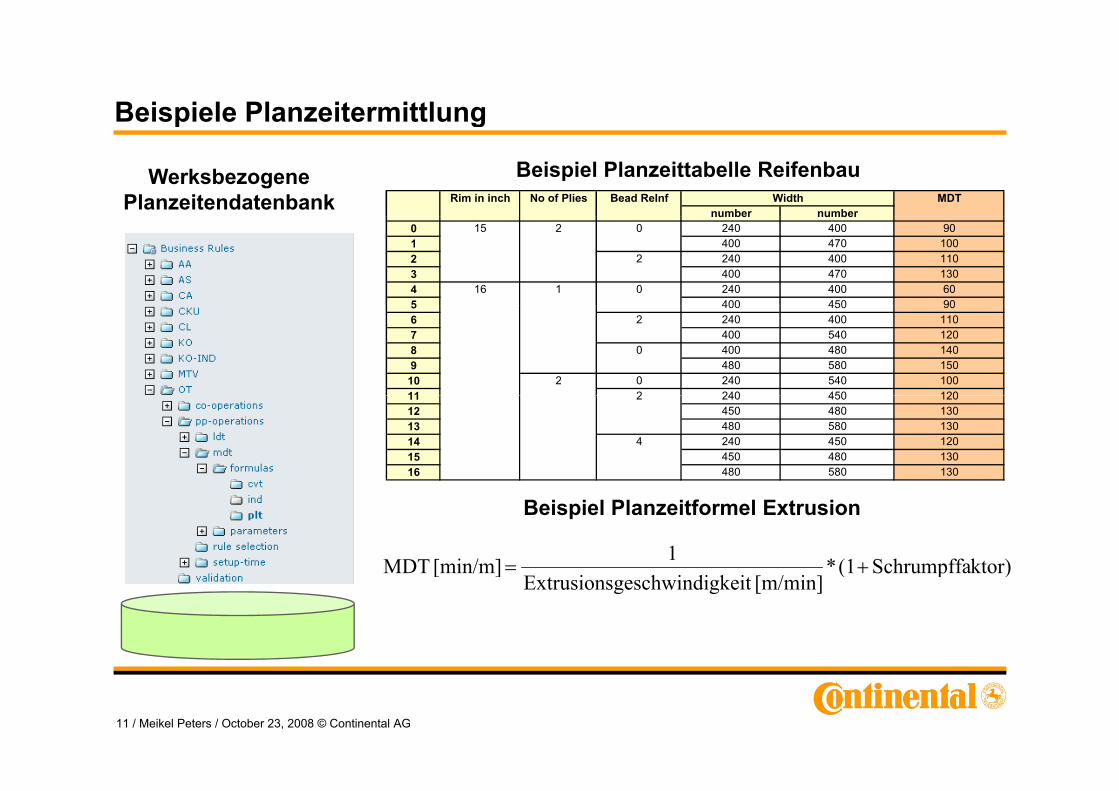
Beispiele Planzeitermittlungp g
Werksbezogene Planzeitendatenbank
Beispiel Planzeittabelle Reifenbau
number numberWidth MDTRim in inch No of Plies Bead ReInf
number number0 240 400 901 400 470 1002 240 400 1103 400 470 1304 240 400 605 400 450 90
16 1 0
15 2 0
2
5 400 450 906 240 400 1107 400 540 1208 400 480 1409 480 580 150
10 0 240 540 10011 240 450 120
2
0
2211 240 450 120
12 450 480 13013 480 580 13014 240 450 12015 450 480 13016 480 580 130
4
2
Beispiel Planzeitformel Extrusion
ktor)Schrumpffa(1*/ ik ih i dii
1[min/m]MDT += )p([m/min]gkeit geschwindiExtrusions
[ ]
11 / Meikel Peters / October 23, 2008 © Continental AG
Nutzen der Planzeitendatenbank
Verwendung einer zentralen Datenbank und daher Vermeidung redundanter Datenhaltungredundanter Datenhaltung
Verwendung einer einheitlichen Struktur für Planzeiten über alle Werke
Schaffung von Transparenz und Vergleichbarkeit
Einfacher Austausch zwischen den Werken bzgl. des detaillierten A fb Pl itt b ll F l tAufbaus von Planzeittabellen, Formeln etc.
Hoher Detaillierungsgrad des Planzeitensystems durch Verwendung detaillierter Stücklisten und Arbeitsplatzinformationen alsdetaillierter Stücklisten- und Arbeitsplatzinformationen als Zeiteinflussgrößen möglich
12 / Meikel Peters / October 23, 2008 © Continental AG
Agendag
1 V t ll d U t h1. Vorstellung des Unternehmens
2. Ausgangssituation und Projektzielsetzung
3. Aufbau eines standardisierten Planzeitensystems
4. Kapazitätsplanung mittels Planzeiten
5. Benchmarking auf Basis des Planzeitensystems5. Benchmarking auf Basis des Planzeitensystems
6. Zusammenfassung und Lessons Learned
13 / Meikel Peters / October 23, 2008 © Continental AG
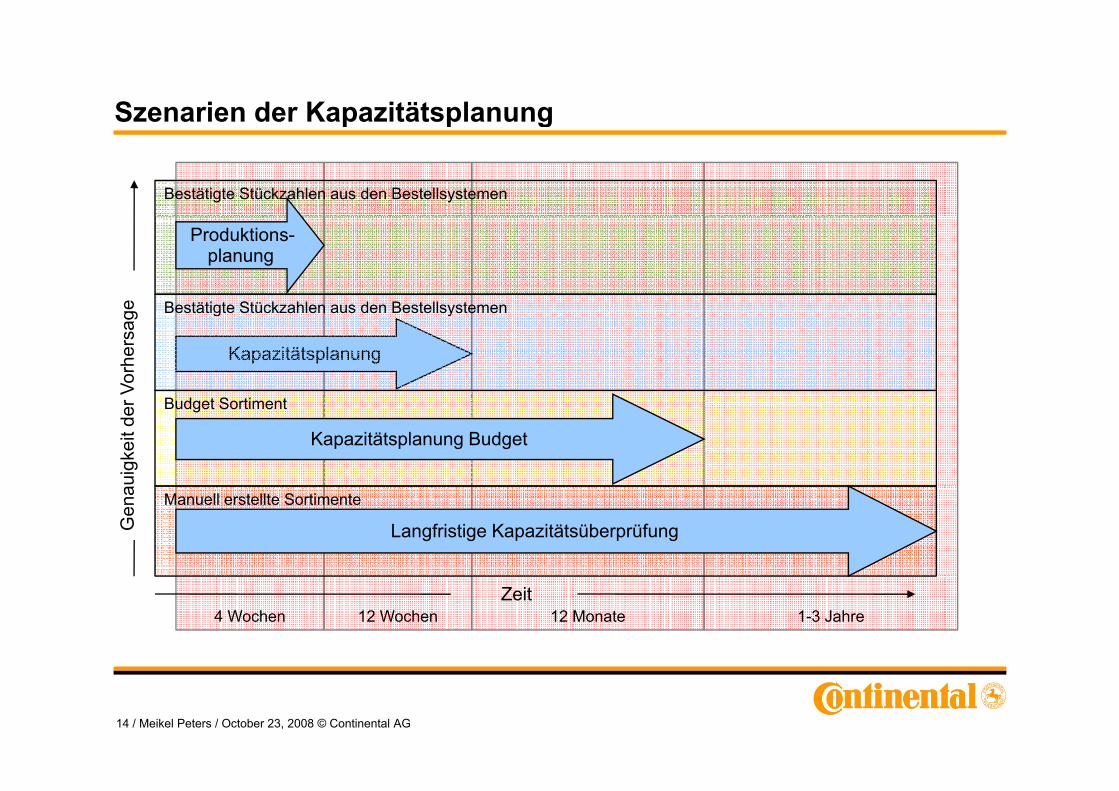
Szenarien der Kapazitätsplanungp p g
Bestätigte Stückzahlen aus den Bestellsystemen
e
Produktions-planung
Bestätigte Stückzahlen aus den Bestellsystemen
Vorh
ersa
ge
Kapazitätsplanung
Bestätigte Stückzahlen aus den Bestellsystemen
uigk
eit d
er Budget Sortiment
Kapazitätsplanung Budget
Gen
a Manuell erstellte Sortimente
Langfristige Kapazitätsüberprüfung
4 Wochen 12 Wochen 12 Monate 1-3 JahreZeit
14 / Meikel Peters / October 23, 2008 © Continental AG
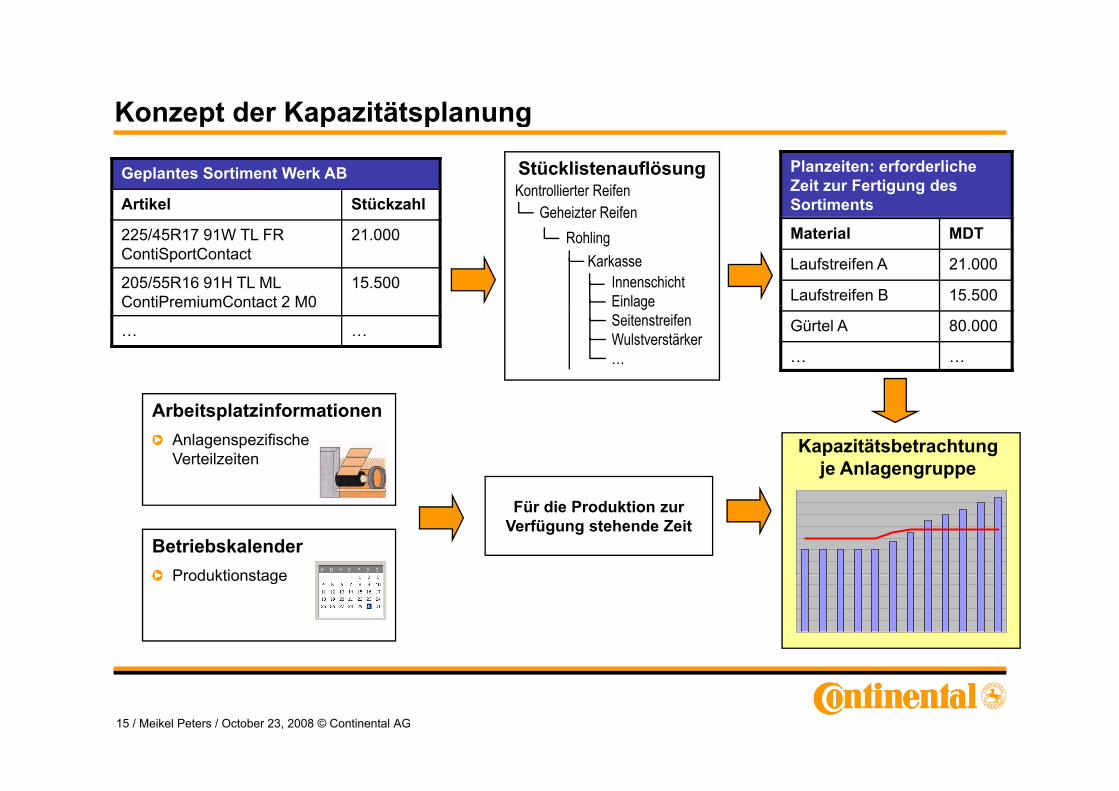
Konzept der Kapazitätsplanungp p p g
Geplantes Sortiment Werk AB
Artikel Stückzahl
StücklistenauflösungKontrollierter Reifen
Geheizter Reifen
Planzeiten: erforderliche Zeit zur Fertigung des Sortiments
225/45R17 91W TL FR ContiSportContact
21.000
205/55R16 91H TL ML ContiPremiumContact 2 M0
15.500
Geheizter ReifenRohling
KarkasseInnenschichtEinlage
Material MDT
Laufstreifen A 21.000
Laufstreifen B 15.500ContiPremiumContact 2 M0
… …
EinlageSeitenstreifenWulstverstärker…
Gürtel A 80.000
… …
ArbeitsplatzinformationenAnlagenspezifische Verteilzeiten
Kapazitätsbetrachtung je Anlagengruppe
Für die Produktion zur Verfügung stehende Zeit
BetriebskalenderProduktionstageProduktionstage
15 / Meikel Peters / October 23, 2008 © Continental AG
Nutzen des Kapazitätsplanungstoolsp p g
Einfache Erstellung von Kapazitätsanalysen über verschiedene ZeithorizonteZeithorizonte
Beispielsweise monatliche Betrachtung bei veränderten Sortimenten möglichmöglich
Identifikation und Beseitigung von Engpässen, z.B. durch Umlagerung von Artikeln zwischen Werkenvon Artikeln zwischen Werken
Simulation von Kapazitätsszenarien für Investitionsplanungen
Abbildung von erwarteten Effekten von Prozessverbesserungen überAbbildung von erwarteten Effekten von Prozessverbesserungen über die anlagenspezifische Erfassung von Verteilzeiten
16 / Meikel Peters / October 23, 2008 © Continental AG
Agendag
1 V t ll d U t h1. Vorstellung des Unternehmens
2. Ausgangssituation und Projektzielsetzung
3. Aufbau eines standardisierten Planzeitensystems
4. Kapazitätsplanung mittels Planzeiten
5. Benchmarking auf Basis des Planzeitensystems5. Benchmarking auf Basis des Planzeitensystems
6. Zusammenfassung und Lessons Learned
17 / Meikel Peters / October 23, 2008 © Continental AG
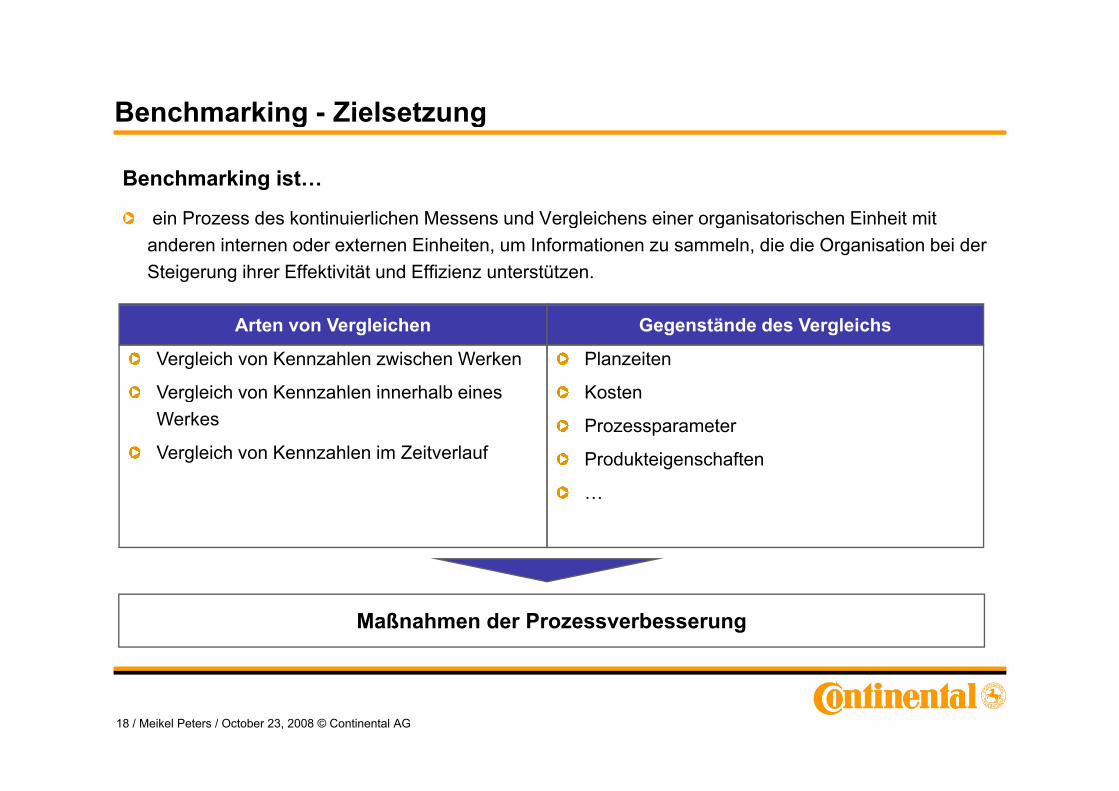
Benchmarking - Zielsetzungg g
Benchmarking ist…
ein Prozess des kontinuierlichen Messens und Vergleichens einer organisatorischen Einheit mitein Prozess des kontinuierlichen Messens und Vergleichens einer organisatorischen Einheit mit anderen internen oder externen Einheiten, um Informationen zu sammeln, die die Organisation bei der Steigerung ihrer Effektivität und Effizienz unterstützen.
Arten von Vergleichen
Vergleich von Kennzahlen zwischen Werken
Vergleich von Kennzahlen innerhalb eines
Gegenstände des Vergleichs
Planzeiten
KostenVergleich von Kennzahlen innerhalb eines Werkes
Vergleich von Kennzahlen im Zeitverlauf
Kosten
Prozessparameter
Produkteigenschaften
…
Maßnahmen der Prozessverbesserung
18 / Meikel Peters / October 23, 2008 © Continental AG
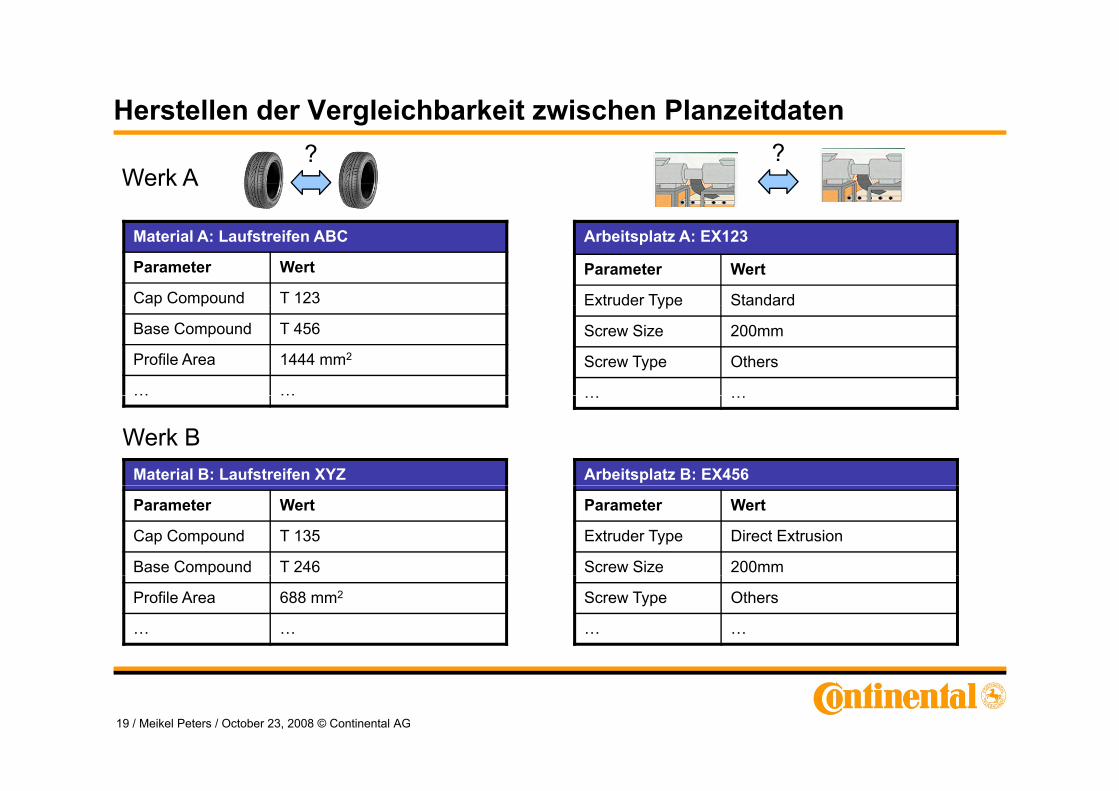
Herstellen der Vergleichbarkeit zwischen Planzeitdaten
Werk A??
Material A: Laufstreifen ABC
Parameter Wert
Cap Compound T 123
Arbeitsplatz A: EX123
Parameter Wert
Extruder Type Standardp p
Base Compound T 456
Profile Area 1444 mm2
… …
yp
Screw Size 200mm
Screw Type Others
Werk BMaterial B: Laufstreifen XYZ
… …
Arbeitsplatz B: EX456
Parameter Wert
Cap Compound T 135
Base Compound T 246
Parameter Wert
Extruder Type Direct Extrusion
Screw Size 200mmp
Profile Area 688 mm2
… …
Screw Type Others
… …
19 / Meikel Peters / October 23, 2008 © Continental AG
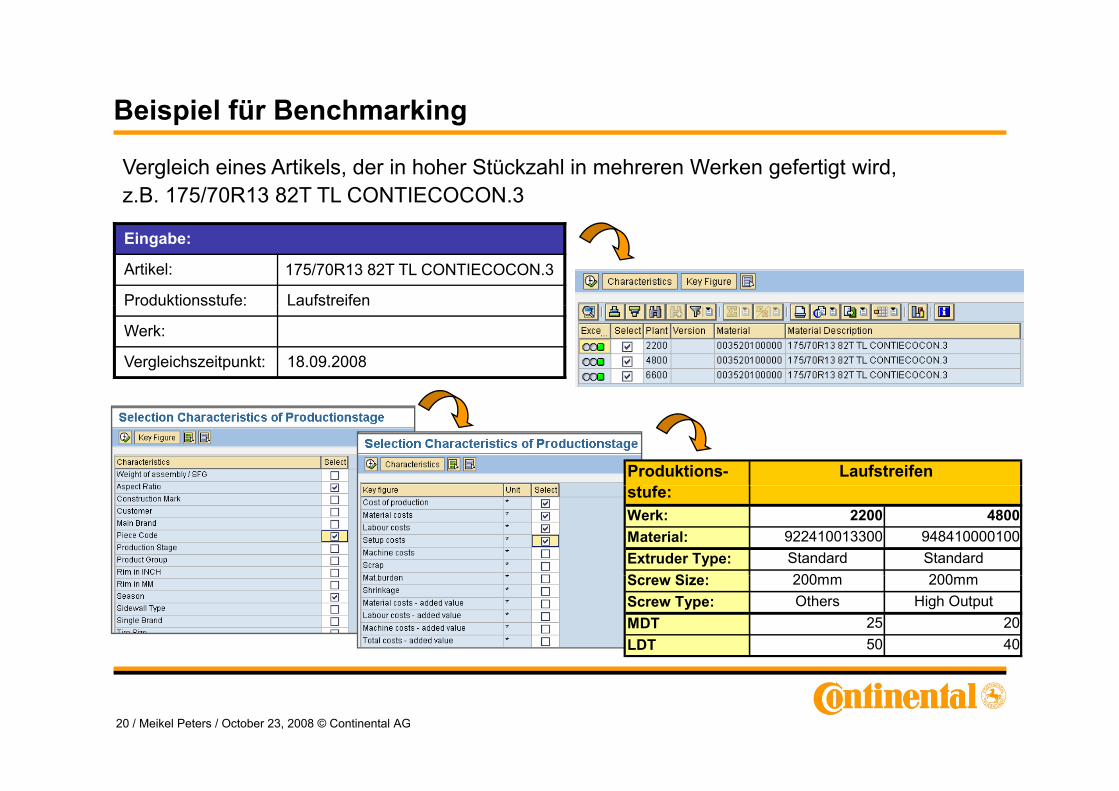
Beispiel für Benchmarking
Vergleich eines Artikels, der in hoher Stückzahl in mehreren Werken gefertigt wird, z.B. 175/70R13 82T TL CONTIECOCON.3
Eingabe:
Artikel: 175/70R13 82T TL CONTIECOCON.3
Produktionsstufe: Laufstreifen
Werk:
Vergleichszeitpunkt: 18.09.2008
Produktions- Laufstreifenstufe:Werk: 2200 4800Material: 922410013300 948410000100Extruder Type: Standard StandardS Si 200 200Screw Size: 200mm 200mmScrew Type: Others High OutputMDT 25 20LDT 50 40
20 / Meikel Peters / October 23, 2008 © Continental AG
Agendag
1 V t ll d U t h1. Vorstellung des Unternehmens
2. Ausgangssituation und Projektzielsetzung
3. Aufbau eines standardisierten Planzeitensystems
4. Kapazitätsplanung mittels Planzeiten
5. Benchmarking auf Basis des Planzeitensystems5. Benchmarking auf Basis des Planzeitensystems
6. Zusammenfassung und Lessons Learned
21 / Meikel Peters / October 23, 2008 © Continental AG
Zusammenfassung und Lessons Learnedg
Durch das standardisierte Planzeitensystem entsteht eine zentrale Datenbasis für verschiedene Funktionen (KalkulationDatenbasis für verschiedene Funktionen (Kalkulation, Produktionsplanung, Kapazitätsplanung, Benchmarking)
Die Daten der einzelnen Werke werden transparent und vergleichbarDie Daten der einzelnen Werke werden transparent und vergleichbar
Der Detaillierungsgrad des Systems ermöglicht eine höhere Genauigkeit bei Kalkulation und PlanungGenauigkeit bei Kalkulation und Planung
Standardisierung ist ein Prozess, der nicht im Rahmen eines kurzen Projektes vollständig erreicht werden kannj g
Standardisierung stellt eine wesentliche Voraussetzung für das Benchmarking dar, Benchmarking unterstützt andererseits den Standardisierungsprozess
22 / Meikel Peters / October 23, 2008 © Continental AG
Kontakt
For further information please contact:
Continental Aktiengesellschaft Phone: +49 / 511 / 976 41646Continental AktiengesellschaftJädekamp 30D - 30419 HannoverGermany
Phone: +49 / 511 / 976 - 41646Fax.: +49 / 511 / 976 - 4670Website: www.conti.de
Meikel Peters Ext.: - 46125Industrial Engineering Tires - IET [email protected]
23 / Meikel Peters / October 23, 2008 © Continental AG

















![AGB Russmedia IT GmbH [20170517]...Seite 1 von 26 Allgemeine Geschäftsbedingungen der Russmedia IT GmbH (Stand 17.5.2017) Russmedia IT GmbH Gutenbergstraße 1 6858 Schwarzach T 05572/501-900](https://img.pdfslide.org/doc/110x75/5fe64136ee92003c0c499e51/agb-russmedia-it-gmbh-20170517-seite-1-von-26-allgemeine-geschftsbedingungen.jpg)