Embed Size (px)
Citation preview

Modul – Schweißerprüfungen Metallhandwerk
Arbeitsanweisung Schweißerprüfung ISO 9606-1 Anweisung zum Erstellen von Schweißerprüfungen nach DIN EN ISO 9606-1
Stephan Stickling
Arbeitsanweisung
20180206_14_AA_SP.docx Seite 1 © LVM – Landesverband Metall Niedersachsen/Bremen www.lvm.metallhandwerk.de
Inhalt 1 Einführung ............................................................................................................................................... 2
2 Installation und Voraussetzungen ........................................................................................................... 2
2.1 Speicherpfad .................................................................................................................................... 2
3 FAQs - Häufig gestellte Fragen ............................................................................................................... 3
3.1 Wer darf Schweißerprüfungen vornehmen ..................................................................................... 3
3.1.1 Welche Anforderungen muss ein Hersteller erfüllen, um selbst Schweißerprüfungen
durchführen zu dürfen. ............................................................................................................................ 3
3.2 Arbeitssicherheit .............................................................................................................................. 3
4 Arbeitsanweisung Durchführung einer Prüfung (Beschreibung der Software) ....................................... 4
4.1 Mitarbeiterdaten eingeben und verwalten ....................................................................................... 4
4.2 Planung von Prüfungen ................................................................................................................... 4
4.2.1 Eingabe der Einflussgrößen für die Prüfung ........................................................................... 5
4.2.2 Eingabe weiterer Einflussgrößen ............................................................................................. 6
4.2.3 Auswahl von Standardprüfungen ............................................................................................ 7
4.2.4 Werte aktualisieren und prüfen ................................................................................................ 7
4.3 Durchführung der Prüfung vor dem Schweißen .............................................................................. 7
4.4 Durchführung der Sichtprüfung – Bewertung der äußeren Unregelmäßigkeiten ............................ 8
4.5 Durchführung der Bruchprüfung – Bewertung der inneren Unregelmäßigkeiten ............................ 9
5 Fachkundeprüfung ................................................................................................................................... 9
6 Ausdrucken der Prüfbescheinigung......................................................................................................... 9
7 Beipackzettel .................................................................................... Fehler! Textmarke nicht definiert.
8 Durchführung der praktischen Prüfung ................................................................................................. 11
8.1 Festlegung der Prüfstücke ............................................................................................................. 11
8.2 Prüfung vor dem Schweißen ......................................................................................................... 11
8.3 Schweißen der Prüfung ................................................................................................................. 11
8.4 Durchführung der Sichtprüfung ..................................................................................................... 12
8.5 Durchführung der Bruchprüfung .................................................................................................... 12
8.5.1 Kehlnähte am Blech............................................................................................................... 12
8.5.2 Kehlnaht am Rohr .................................................................................................................. 12
8.5.3 Stumpfnaht am Blech ............................................................................................................ 12
8.5.4 Stumpfnaht am Rohr.............................................................................................................. 12
8.5.5 Breite der Bruchproben ......................................................................................................... 12
8.6 Durchführung der Fachkundeprüfung............................................................................................ 13
9 Begriffe und Abkürzungen ..................................................................................................................... 13
Arbeitsanweisung
20180206_14_AA_SP.docx Seite 2 © LVM – Landesverband Metall Niedersachsen/Bremen www.lvm.metallhandwerk.de
1 Einführung Schweißerprüfungen nach DIN EN ISO 9606-1 dürfen durch Hersteller selbst durchgeführt
werden. Damit übernimmt der Hersteller eine große Verantwortung. Der Hersteller entscheidet
welche Schweißer eine interne und/oder eine externe Prüfung ablegen.
Es ist zu beachten, dass beide Varianten große Vorteile bieten.
Eine Schweißerprüfung im eigenen Unternehmen macht das Unternehmen flexibler, verringert
die Kosten und zeigt im Ergebnis, dass die Schweißer unter den Bedingungen der Fertigung mit
der eigenen Ausrüstung und den eigenen Anweisungen sichere Ergebnisse erzielen können.
Eine externe Prüfung ist weniger „angreifbar“ und bietet dem Auftraggeber in bestimmten Fällen
eine größere Sicherheit bei exponierten Bauteilen. Ob eine Prüfung zulässig ist, geht aus dem
Regelwerk für die entsprechenden Produkte hervor (Beispiel: Die Abnahme im eigenen
Unternehmen nach aktuellem Druckregelwerk ist nicht möglich; im Bereich der EN 1090 ist dies
aktuell kein Problem).
2 Installation und Voraussetzungen Das Programm ist aus Kostengründen in der Sprache Visual-Basic-for-Applikations (VBA)
programmiert und funktioniert wenn Microsoft-Excel (ab Version 2013) installiert ist.
2.1 Speicherpfad Das Programm kann in einen beliebigen Ordner kopiert werden und ist sofort lauffähig. Nach
dem Start des Programms sollte zunächst eingestellt werden, wo die Dokumente abgelegt
werden. Alle Prüfbescheinigungen und Prüfergebnisse werden grundsätzlich im gleichen Ordner
abgelegt.
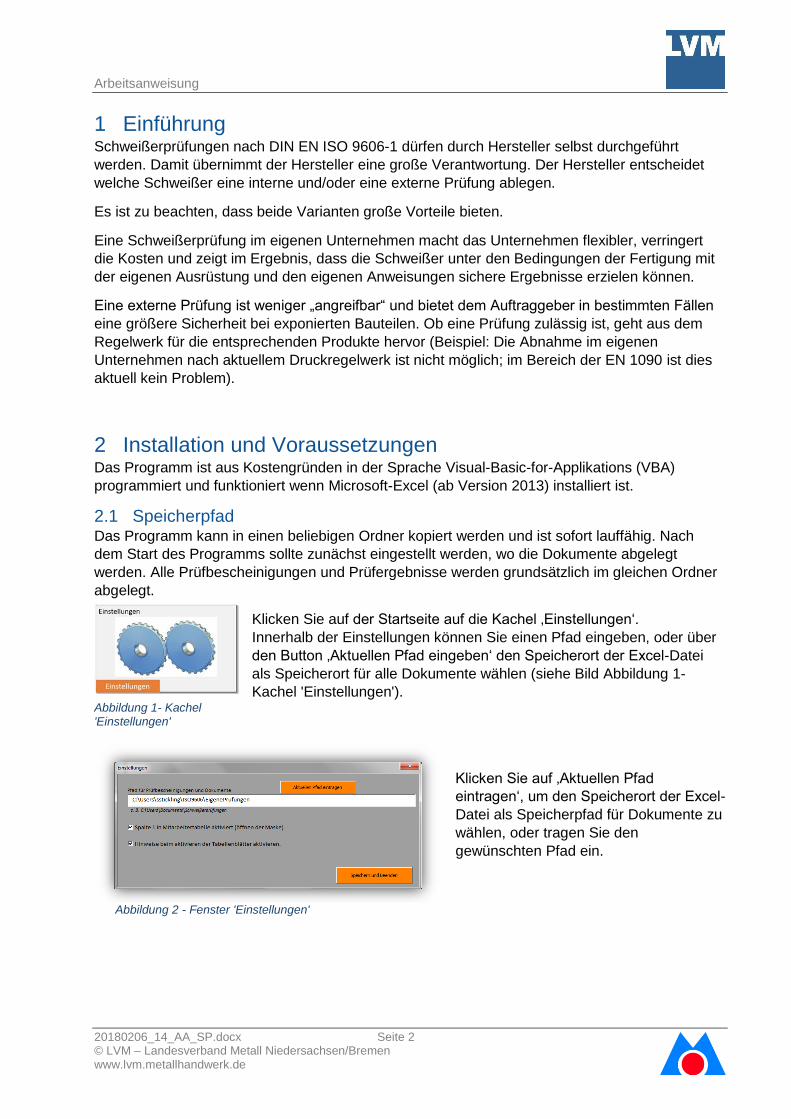
Klicken Sie auf der Startseite auf die Kachel ‚Einstellungen‘.
Innerhalb der Einstellungen können Sie einen Pfad eingeben, oder über
den Button ‚Aktuellen Pfad eingeben‘ den Speicherort der Excel-Datei
als Speicherort für alle Dokumente wählen (siehe Bild Abbildung 1-
Kachel 'Einstellungen').
Klicken Sie auf ‚Aktuellen Pfad
eintragen‘, um den Speicherort der Excel-
Datei als Speicherpfad für Dokumente zu
wählen, oder tragen Sie den
gewünschten Pfad ein.
Abbildung 1- Kachel 'Einstellungen'
Abbildung 2 - Fenster 'Einstellungen'
Arbeitsanweisung
20180206_14_AA_SP.docx Seite 3 © LVM – Landesverband Metall Niedersachsen/Bremen www.lvm.metallhandwerk.de
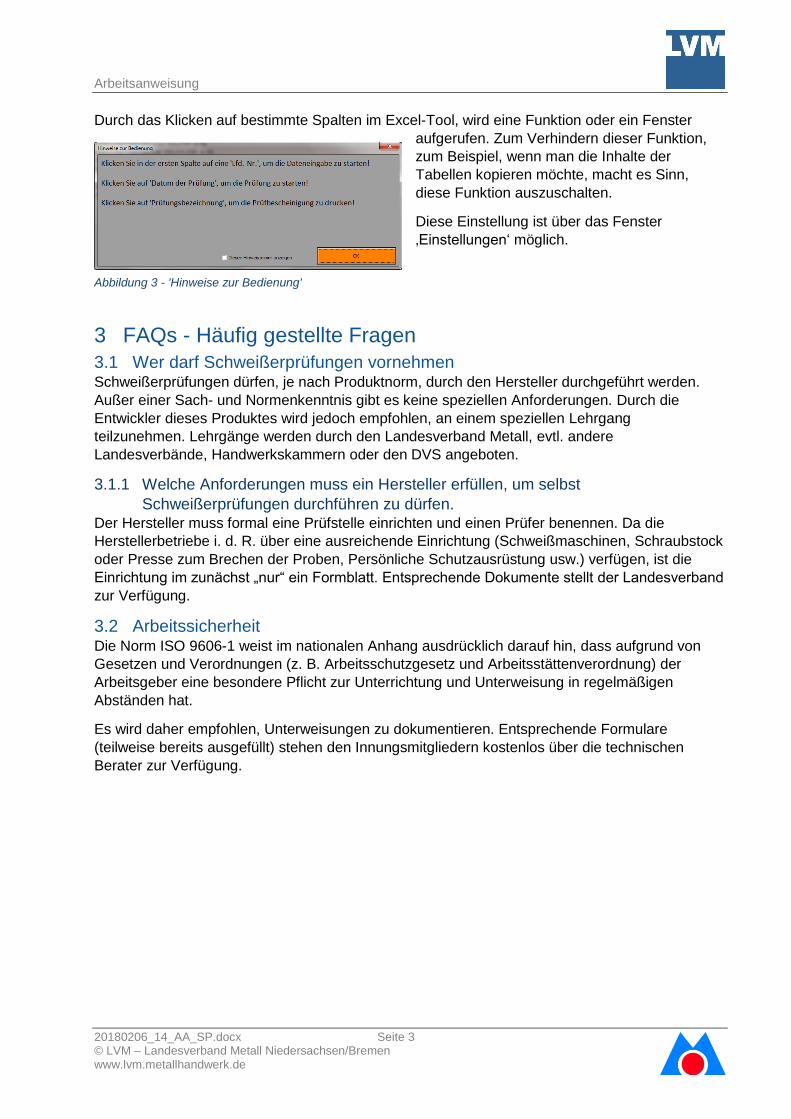
Durch das Klicken auf bestimmte Spalten im Excel-Tool, wird eine Funktion oder ein Fenster
aufgerufen. Zum Verhindern dieser Funktion,
zum Beispiel, wenn man die Inhalte der
Tabellen kopieren möchte, macht es Sinn,
diese Funktion auszuschalten.
Diese Einstellung ist über das Fenster
‚Einstellungen‘ möglich.
3 FAQs - Häufig gestellte Fragen
3.1 Wer darf Schweißerprüfungen vornehmen Schweißerprüfungen dürfen, je nach Produktnorm, durch den Hersteller durchgeführt werden.
Außer einer Sach- und Normenkenntnis gibt es keine speziellen Anforderungen. Durch die
Entwickler dieses Produktes wird jedoch empfohlen, an einem speziellen Lehrgang
teilzunehmen. Lehrgänge werden durch den Landesverband Metall, evtl. andere
Landesverbände, Handwerkskammern oder den DVS angeboten.
3.1.1 Welche Anforderungen muss ein Hersteller erfüllen, um selbst
Schweißerprüfungen durchführen zu dürfen. Der Hersteller muss formal eine Prüfstelle einrichten und einen Prüfer benennen. Da die
Herstellerbetriebe i. d. R. über eine ausreichende Einrichtung (Schweißmaschinen, Schraubstock
oder Presse zum Brechen der Proben, Persönliche Schutzausrüstung usw.) verfügen, ist die
Einrichtung im zunächst „nur“ ein Formblatt. Entsprechende Dokumente stellt der Landesverband
zur Verfügung.
3.2 Arbeitssicherheit Die Norm ISO 9606-1 weist im nationalen Anhang ausdrücklich darauf hin, dass aufgrund von
Gesetzen und Verordnungen (z. B. Arbeitsschutzgesetz und Arbeitsstättenverordnung) der
Arbeitsgeber eine besondere Pflicht zur Unterrichtung und Unterweisung in regelmäßigen
Abständen hat.
Es wird daher empfohlen, Unterweisungen zu dokumentieren. Entsprechende Formulare
(teilweise bereits ausgefüllt) stehen den Innungsmitgliedern kostenlos über die technischen
Berater zur Verfügung.
Abbildung 3 - 'Hinweise zur Bedienung'
Arbeitsanweisung
20180206_14_AA_SP.docx Seite 4 © LVM – Landesverband Metall Niedersachsen/Bremen www.lvm.metallhandwerk.de
4 Arbeitsanweisung Durchführung einer Prüfung (Beschreibung
der Software)
4.1 Mitarbeiterdaten eingeben und verwalten
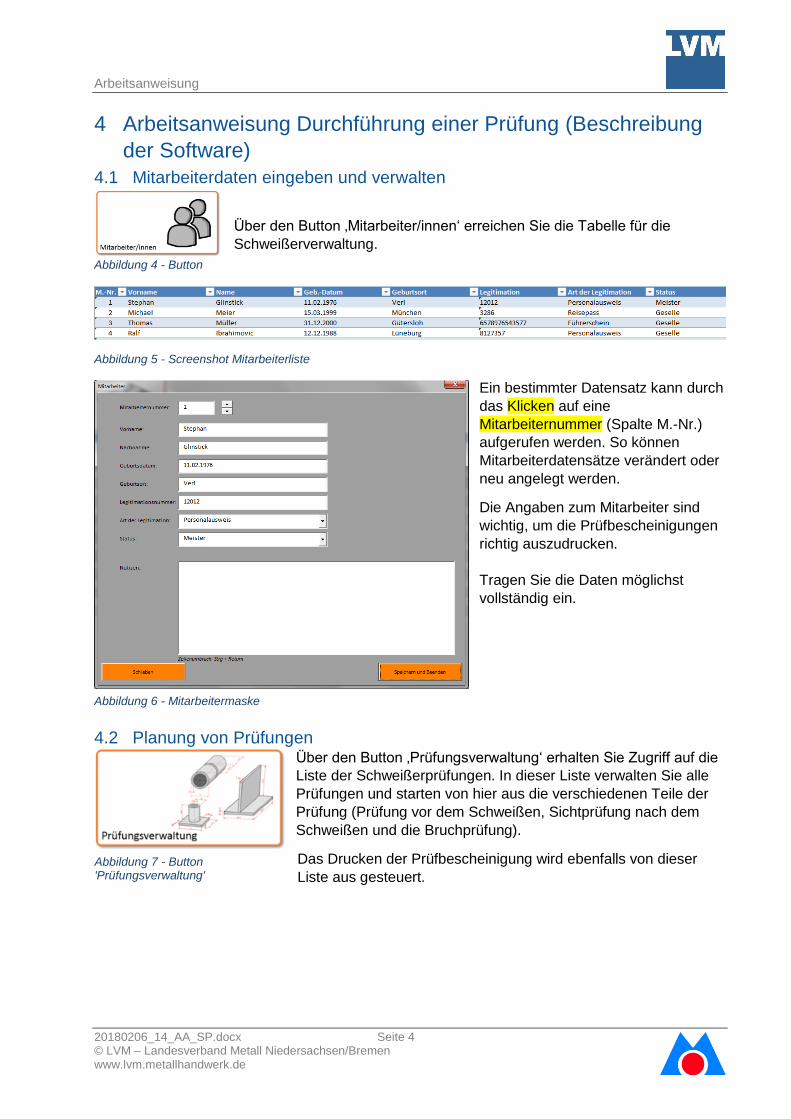
Über den Button ‚Mitarbeiter/innen‘ erreichen Sie die Tabelle für die
Schweißerverwaltung.
Abbildung 5 - Screenshot Mitarbeiterliste
Ein bestimmter Datensatz kann durch
das Klicken auf eine
Mitarbeiternummer (Spalte M.-Nr.)
aufgerufen werden. So können
Mitarbeiterdatensätze verändert oder
neu angelegt werden.
Die Angaben zum Mitarbeiter sind
wichtig, um die Prüfbescheinigungen
richtig auszudrucken.
Tragen Sie die Daten möglichst
vollständig ein.
4.2 Planung von Prüfungen Über den Button ‚Prüfungsverwaltung‘ erhalten Sie Zugriff auf die
Liste der Schweißerprüfungen. In dieser Liste verwalten Sie alle
Prüfungen und starten von hier aus die verschiedenen Teile der
Prüfung (Prüfung vor dem Schweißen, Sichtprüfung nach dem
Schweißen und die Bruchprüfung).
Das Drucken der Prüfbescheinigung wird ebenfalls von dieser
Liste aus gesteuert.
Abbildung 4 - Button
Abbildung 6 - Mitarbeitermaske
Abbildung 7 - Button 'Prüfungsverwaltung'
Arbeitsanweisung
20180206_14_AA_SP.docx Seite 5 © LVM – Landesverband Metall Niedersachsen/Bremen www.lvm.metallhandwerk.de
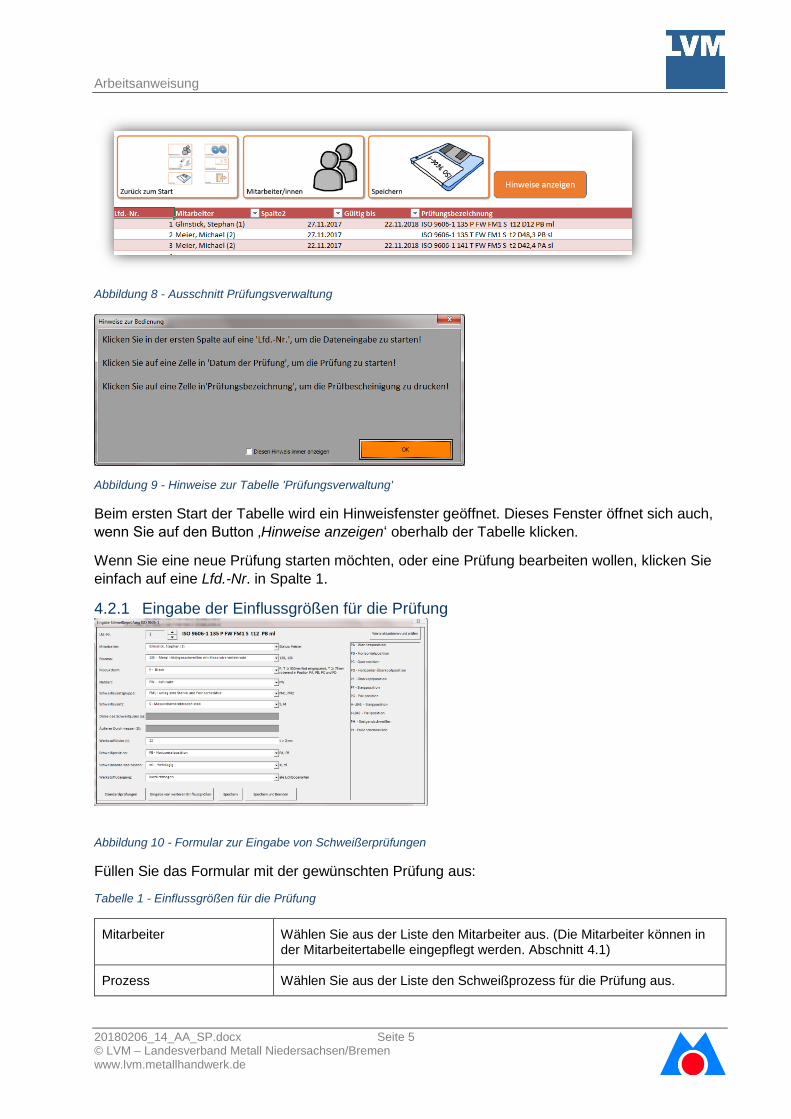
Abbildung 8 - Ausschnitt Prüfungsverwaltung
Abbildung 9 - Hinweise zur Tabelle 'Prüfungsverwaltung'
Beim ersten Start der Tabelle wird ein Hinweisfenster geöffnet. Dieses Fenster öffnet sich auch,
wenn Sie auf den Button ‚Hinweise anzeigen‘ oberhalb der Tabelle klicken.
Wenn Sie eine neue Prüfung starten möchten, oder eine Prüfung bearbeiten wollen, klicken Sie
einfach auf eine Lfd.-Nr. in Spalte 1.
4.2.1 Eingabe der Einflussgrößen für die Prüfung
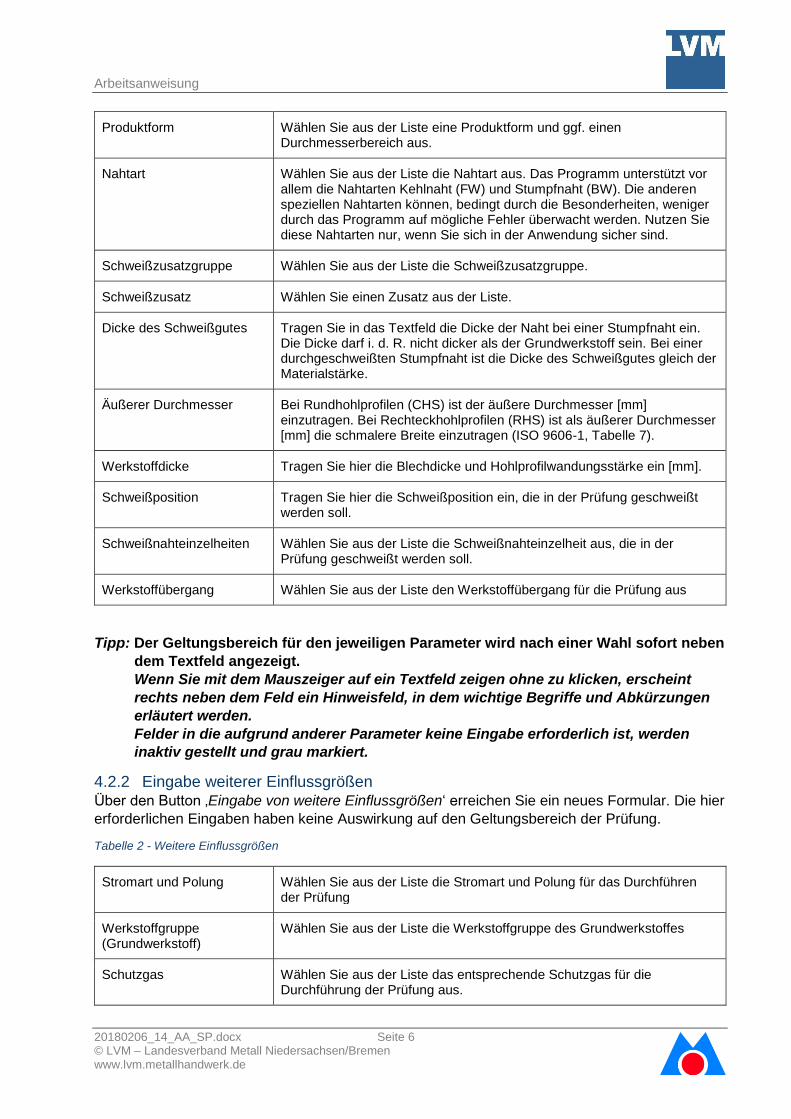
Abbildung 10 - Formular zur Eingabe von Schweißerprüfungen
Füllen Sie das Formular mit der gewünschten Prüfung aus:
Tabelle 1 - Einflussgrößen für die Prüfung
Mitarbeiter Wählen Sie aus der Liste den Mitarbeiter aus. (Die Mitarbeiter können in der Mitarbeitertabelle eingepflegt werden. Abschnitt 4.1)
Prozess Wählen Sie aus der Liste den Schweißprozess für die Prüfung aus.
Arbeitsanweisung
20180206_14_AA_SP.docx Seite 6 © LVM – Landesverband Metall Niedersachsen/Bremen www.lvm.metallhandwerk.de
Produktform Wählen Sie aus der Liste eine Produktform und ggf. einen Durchmesserbereich aus.
Nahtart Wählen Sie aus der Liste die Nahtart aus. Das Programm unterstützt vor allem die Nahtarten Kehlnaht (FW) und Stumpfnaht (BW). Die anderen speziellen Nahtarten können, bedingt durch die Besonderheiten, weniger durch das Programm auf mögliche Fehler überwacht werden. Nutzen Sie diese Nahtarten nur, wenn Sie sich in der Anwendung sicher sind.
Schweißzusatzgruppe Wählen Sie aus der Liste die Schweißzusatzgruppe.
Schweißzusatz Wählen Sie einen Zusatz aus der Liste.
Dicke des Schweißgutes Tragen Sie in das Textfeld die Dicke der Naht bei einer Stumpfnaht ein. Die Dicke darf i. d. R. nicht dicker als der Grundwerkstoff sein. Bei einer durchgeschweißten Stumpfnaht ist die Dicke des Schweißgutes gleich der Materialstärke.
Äußerer Durchmesser Bei Rundhohlprofilen (CHS) ist der äußere Durchmesser [mm] einzutragen. Bei Rechteckhohlprofilen (RHS) ist als äußerer Durchmesser [mm] die schmalere Breite einzutragen (ISO 9606-1, Tabelle 7).
Werkstoffdicke Tragen Sie hier die Blechdicke und Hohlprofilwandungsstärke ein [mm].
Schweißposition Tragen Sie hier die Schweißposition ein, die in der Prüfung geschweißt werden soll.
Schweißnahteinzelheiten Wählen Sie aus der Liste die Schweißnahteinzelheit aus, die in der Prüfung geschweißt werden soll.
Werkstoffübergang Wählen Sie aus der Liste den Werkstoffübergang für die Prüfung aus
Tipp: Der Geltungsbereich für den jeweiligen Parameter wird nach einer Wahl sofort neben
dem Textfeld angezeigt.
Wenn Sie mit dem Mauszeiger auf ein Textfeld zeigen ohne zu klicken, erscheint
rechts neben dem Feld ein Hinweisfeld, in dem wichtige Begriffe und Abkürzungen
erläutert werden.
Felder in die aufgrund anderer Parameter keine Eingabe erforderlich ist, werden
inaktiv gestellt und grau markiert.
4.2.2 Eingabe weiterer Einflussgrößen Über den Button ‚Eingabe von weitere Einflussgrößen‘ erreichen Sie ein neues Formular. Die hier
erforderlichen Eingaben haben keine Auswirkung auf den Geltungsbereich der Prüfung.
Tabelle 2 - Weitere Einflussgrößen
Stromart und Polung Wählen Sie aus der Liste die Stromart und Polung für das Durchführen der Prüfung
Werkstoffgruppe (Grundwerkstoff)
Wählen Sie aus der Liste die Werkstoffgruppe des Grundwerkstoffes
Schutzgas Wählen Sie aus der Liste das entsprechende Schutzgas für die Durchführung der Prüfung aus.
Arbeitsanweisung
20180206_14_AA_SP.docx Seite 7 © LVM – Landesverband Metall Niedersachsen/Bremen www.lvm.metallhandwerk.de
WPS-Bezug In das Textfeld muss die WPS bzw. pWPS genannt werden.
Hilfsstoffe Falls erforderlich, können zusätzliche Hilfsstoffe in das Textfeld eingetragen werden.
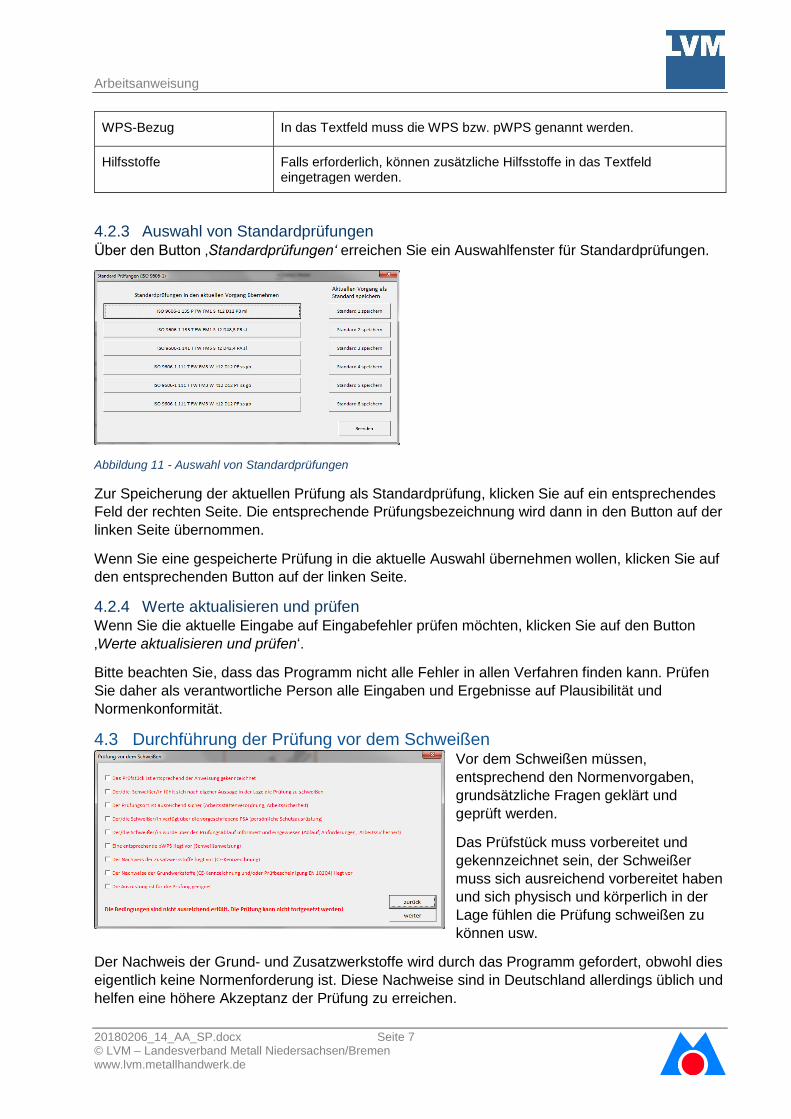
4.2.3 Auswahl von Standardprüfungen Über den Button ‚Standardprüfungen‘ erreichen Sie ein Auswahlfenster für Standardprüfungen.
Abbildung 11 - Auswahl von Standardprüfungen
Zur Speicherung der aktuellen Prüfung als Standardprüfung, klicken Sie auf ein entsprechendes
Feld der rechten Seite. Die entsprechende Prüfungsbezeichnung wird dann in den Button auf der
linken Seite übernommen.
Wenn Sie eine gespeicherte Prüfung in die aktuelle Auswahl übernehmen wollen, klicken Sie auf
den entsprechenden Button auf der linken Seite.
4.2.4 Werte aktualisieren und prüfen Wenn Sie die aktuelle Eingabe auf Eingabefehler prüfen möchten, klicken Sie auf den Button
‚Werte aktualisieren und prüfen‘.
Bitte beachten Sie, dass das Programm nicht alle Fehler in allen Verfahren finden kann. Prüfen
Sie daher als verantwortliche Person alle Eingaben und Ergebnisse auf Plausibilität und
Normenkonformität.
4.3 Durchführung der Prüfung vor dem Schweißen Vor dem Schweißen müssen,
entsprechend den Normenvorgaben,
grundsätzliche Fragen geklärt und
geprüft werden.
Das Prüfstück muss vorbereitet und
gekennzeichnet sein, der Schweißer
muss sich ausreichend vorbereitet haben
und sich physisch und körperlich in der
Lage fühlen die Prüfung schweißen zu
können usw.
Der Nachweis der Grund- und Zusatzwerkstoffe wird durch das Programm gefordert, obwohl dies
eigentlich keine Normenforderung ist. Diese Nachweise sind in Deutschland allerdings üblich und
helfen eine höhere Akzeptanz der Prüfung zu erreichen.
Arbeitsanweisung
20180206_14_AA_SP.docx Seite 8 © LVM – Landesverband Metall Niedersachsen/Bremen www.lvm.metallhandwerk.de
Sind alle Punkte bestätigt (alle Zeilen sind nicht mehr rot), kann mit dem Button ‚weiter‘ die
Prüfung fortgesetzt werden. Das Programm erzeugt im Hintergrund die erste Dokumentation.
4.4 Durchführung der Sichtprüfung – Bewertung der äußeren
Unregelmäßigkeiten Zu Beginn der Sichtprüfung oder Bruchprüfung sind die Unregelmäßigkeiten auf einem
Notizzettel zu notieren oder dirrekt in der Software einzutragen. WICHTIG: Alle
Unregelmäßigkeiten sind zu notieren!
Nach dem Klick auf den Button ‚Bewertung der äußeren Unregelmäßigkeiten‘, startet ein
Fenster in dem die Ergebnisse der ersten Begutachtung
(Decklagenbreite, Wurzelbreite, a-Maß etc.) entsprechend
der Schweißaufgabe eingetragen werden müssen.
Zusätzlich werden die Normenforderungen Prüfung der
ersten Lage, Entfernung von Spritzern und Schlacke und
die Kennzeichnung der Wiederansätze usw. abgefragt.
Über den Button ‚Weiter mit Sichtprüfung‘ wird das nächste Fenster angezeigt.
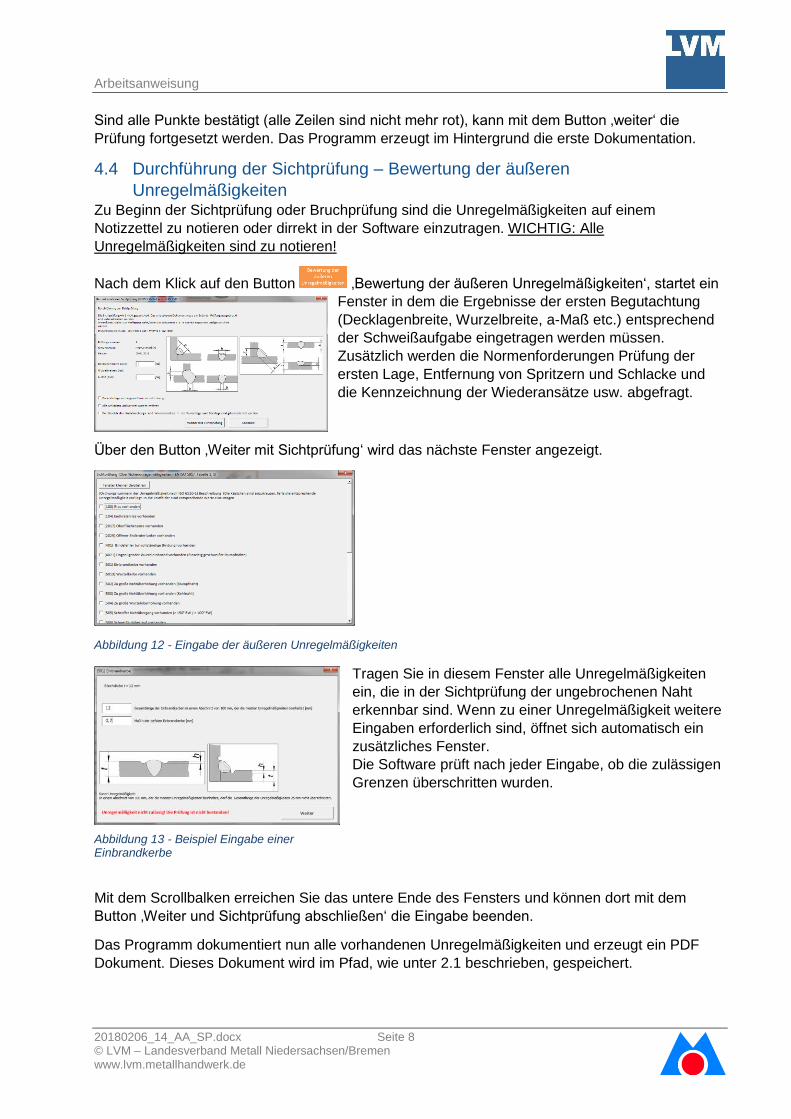
Abbildung 12 - Eingabe der äußeren Unregelmäßigkeiten
Tragen Sie in diesem Fenster alle Unregelmäßigkeiten
ein, die in der Sichtprüfung der ungebrochenen Naht
erkennbar sind. Wenn zu einer Unregelmäßigkeit weitere
Eingaben erforderlich sind, öffnet sich automatisch ein
zusätzliches Fenster.
Die Software prüft nach jeder Eingabe, ob die zulässigen
Grenzen überschritten wurden.
Mit dem Scrollbalken erreichen Sie das untere Ende des Fensters und können dort mit dem
Button ‚Weiter und Sichtprüfung abschließen‘ die Eingabe beenden.
Das Programm dokumentiert nun alle vorhandenen Unregelmäßigkeiten und erzeugt ein PDF
Dokument. Dieses Dokument wird im Pfad, wie unter 2.1 beschrieben, gespeichert.
Abbildung 13 - Beispiel Eingabe einer Einbrandkerbe
Arbeitsanweisung
20180206_14_AA_SP.docx Seite 9 © LVM – Landesverband Metall Niedersachsen/Bremen www.lvm.metallhandwerk.de
4.5 Durchführung der Bruchprüfung – Bewertung der inneren
Unregelmäßigkeiten
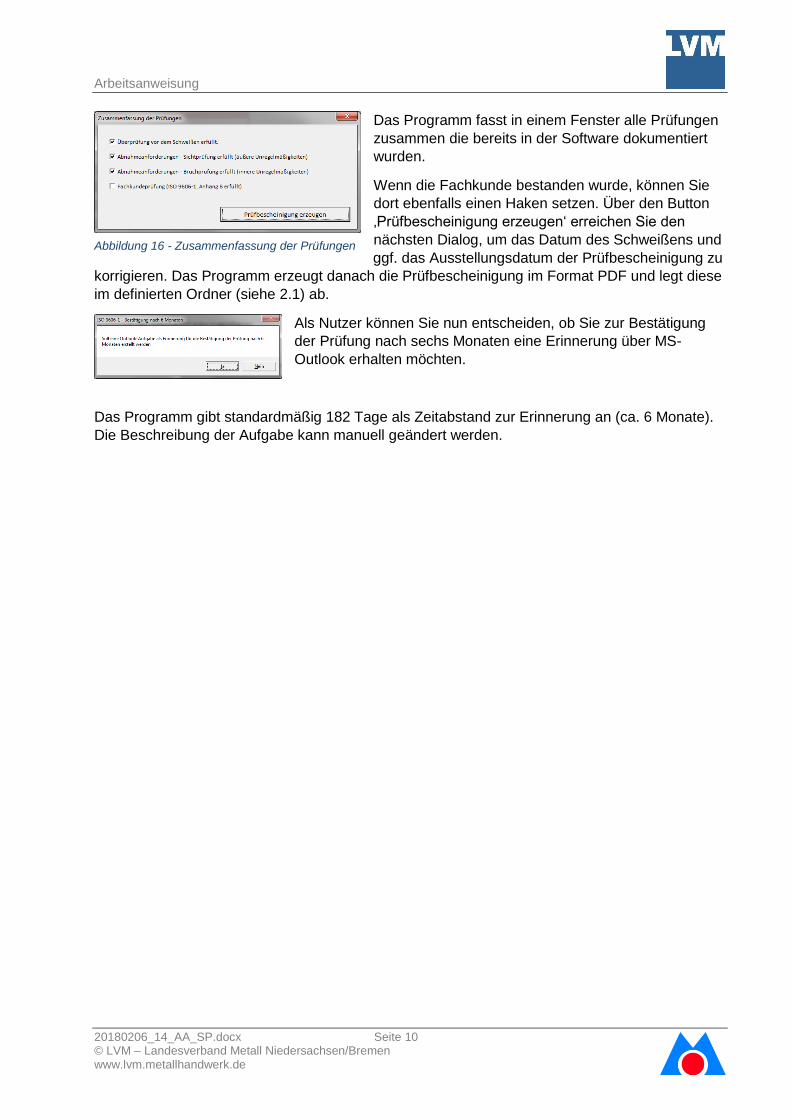
Sie können die Prüfung nun mit dem Brechen der Probe fortsetzen und über den Button
die Unregelmäßigkeiten im inneren Dokumentieren.
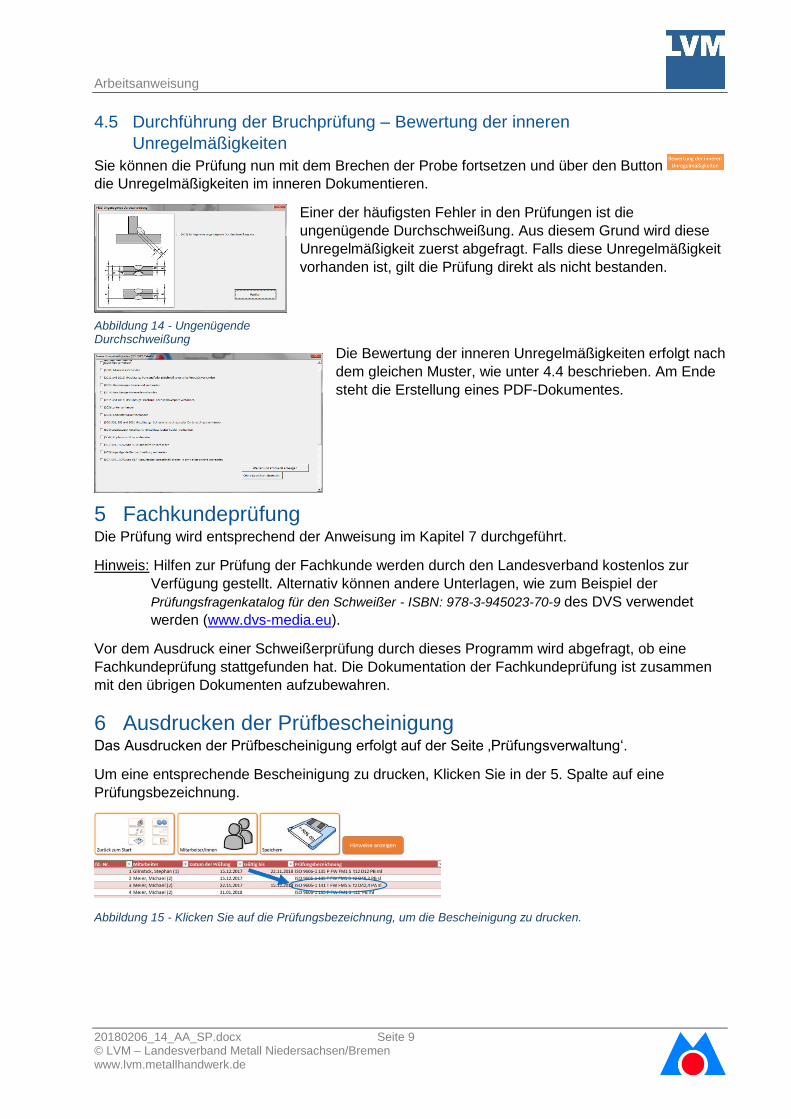
Einer der häufigsten Fehler in den Prüfungen ist die
ungenügende Durchschweißung. Aus diesem Grund wird diese
Unregelmäßigkeit zuerst abgefragt. Falls diese Unregelmäßigkeit
vorhanden ist, gilt die Prüfung direkt als nicht bestanden.
Die Bewertung der inneren Unregelmäßigkeiten erfolgt nach
dem gleichen Muster, wie unter 4.4 beschrieben. Am Ende
steht die Erstellung eines PDF-Dokumentes.
5 Fachkundeprüfung Die Prüfung wird entsprechend der Anweisung im Kapitel 7 durchgeführt.
Hinweis: Hilfen zur Prüfung der Fachkunde werden durch den Landesverband kostenlos zur
Verfügung gestellt. Alternativ können andere Unterlagen, wie zum Beispiel der
Prüfungsfragenkatalog für den Schweißer - ISBN: 978-3-945023-70-9 des DVS verwendet
werden (www.dvs-media.eu).
Vor dem Ausdruck einer Schweißerprüfung durch dieses Programm wird abgefragt, ob eine
Fachkundeprüfung stattgefunden hat. Die Dokumentation der Fachkundeprüfung ist zusammen
mit den übrigen Dokumenten aufzubewahren.
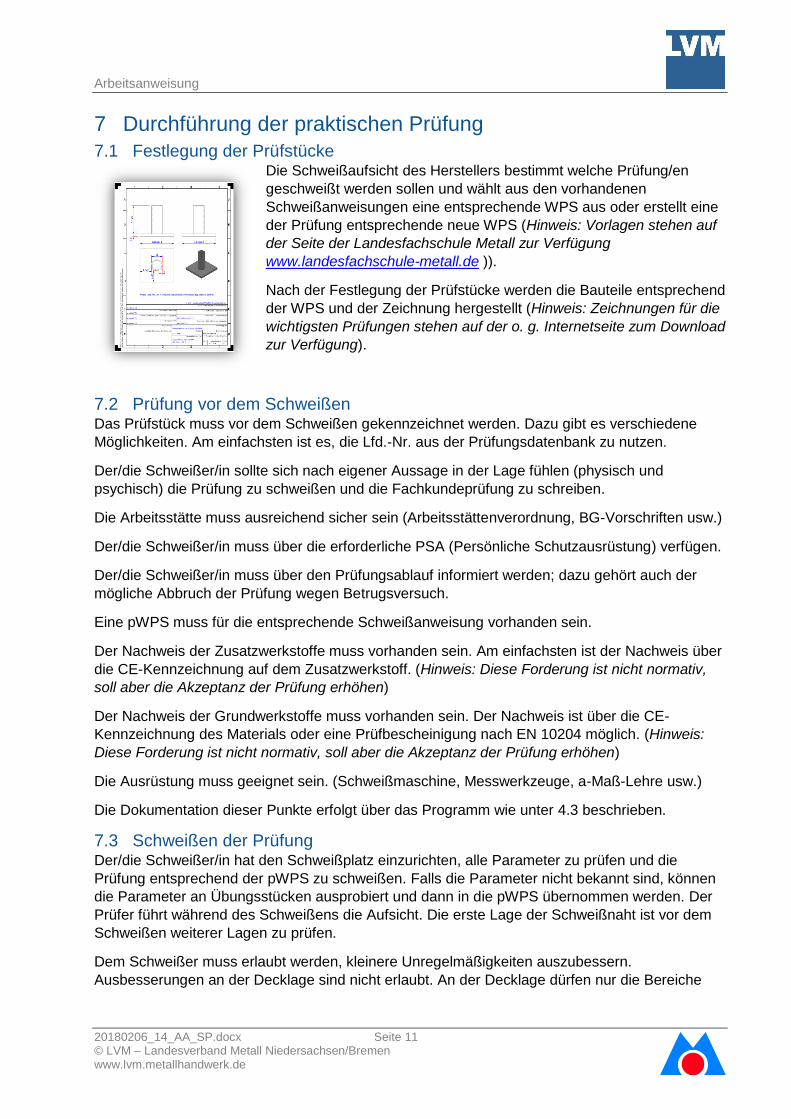
6 Ausdrucken der Prüfbescheinigung Das Ausdrucken der Prüfbescheinigung erfolgt auf der Seite ‚Prüfungsverwaltung‘.
Um eine entsprechende Bescheinigung zu drucken, Klicken Sie in der 5. Spalte auf eine
Prüfungsbezeichnung.
Abbildung 15 - Klicken Sie auf die Prüfungsbezeichnung, um die Bescheinigung zu drucken.
Abbildung 14 - Ungenügende Durchschweißung
Arbeitsanweisung
20180206_14_AA_SP.docx Seite 10 © LVM – Landesverband Metall Niedersachsen/Bremen www.lvm.metallhandwerk.de
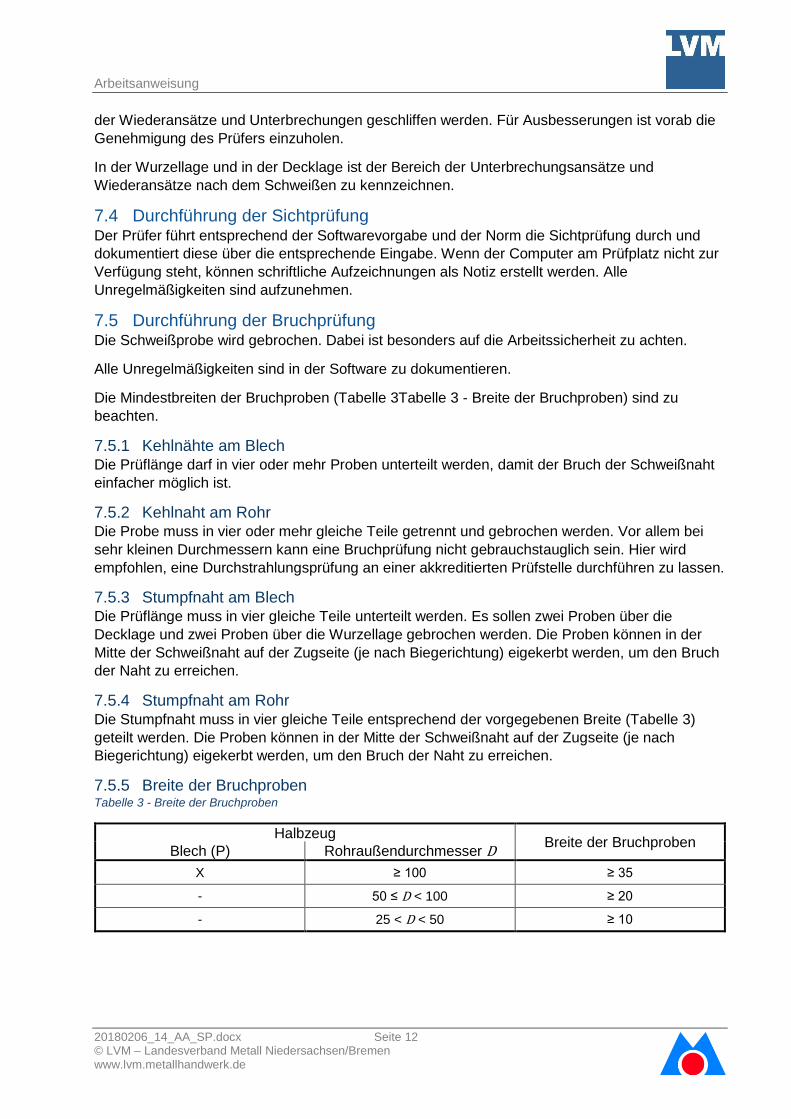
Das Programm fasst in einem Fenster alle Prüfungen
zusammen die bereits in der Software dokumentiert
wurden.
Wenn die Fachkunde bestanden wurde, können Sie
dort ebenfalls einen Haken setzen. Über den Button
‚Prüfbescheinigung erzeugen‘ erreichen Sie den
nächsten Dialog, um das Datum des Schweißens und
ggf. das Ausstellungsdatum der Prüfbescheinigung zu
korrigieren. Das Programm erzeugt danach die Prüfbescheinigung im Format PDF und legt diese
im definierten Ordner (siehe 2.1) ab.
Als Nutzer können Sie nun entscheiden, ob Sie zur Bestätigung
der Prüfung nach sechs Monaten eine Erinnerung über MS-
Outlook erhalten möchten.
Das Programm gibt standardmäßig 182 Tage als Zeitabstand zur Erinnerung an (ca. 6 Monate).
Die Beschreibung der Aufgabe kann manuell geändert werden.
Abbildung 16 - Zusammenfassung der Prüfungen
Arbeitsanweisung
20180206_14_AA_SP.docx Seite 11 © LVM – Landesverband Metall Niedersachsen/Bremen www.lvm.metallhandwerk.de
7 Durchführung der praktischen Prüfung
7.1 Festlegung der Prüfstücke Die Schweißaufsicht des Herstellers bestimmt welche Prüfung/en
geschweißt werden sollen und wählt aus den vorhandenen
Schweißanweisungen eine entsprechende WPS aus oder erstellt eine
der Prüfung entsprechende neue WPS (Hinweis: Vorlagen stehen auf
der Seite der Landesfachschule Metall zur Verfügung
www.landesfachschule-metall.de )).
Nach der Festlegung der Prüfstücke werden die Bauteile entsprechend
der WPS und der Zeichnung hergestellt (Hinweis: Zeichnungen für die
wichtigsten Prüfungen stehen auf der o. g. Internetseite zum Download
zur Verfügung).
7.2 Prüfung vor dem Schweißen Das Prüfstück muss vor dem Schweißen gekennzeichnet werden. Dazu gibt es verschiedene
Möglichkeiten. Am einfachsten ist es, die Lfd.-Nr. aus der Prüfungsdatenbank zu nutzen.
Der/die Schweißer/in sollte sich nach eigener Aussage in der Lage fühlen (physisch und
psychisch) die Prüfung zu schweißen und die Fachkundeprüfung zu schreiben.
Die Arbeitsstätte muss ausreichend sicher sein (Arbeitsstättenverordnung, BG-Vorschriften usw.)
Der/die Schweißer/in muss über die erforderliche PSA (Persönliche Schutzausrüstung) verfügen.
Der/die Schweißer/in muss über den Prüfungsablauf informiert werden; dazu gehört auch der
mögliche Abbruch der Prüfung wegen Betrugsversuch.
Eine pWPS muss für die entsprechende Schweißanweisung vorhanden sein.
Der Nachweis der Zusatzwerkstoffe muss vorhanden sein. Am einfachsten ist der Nachweis über
die CE-Kennzeichnung auf dem Zusatzwerkstoff. (Hinweis: Diese Forderung ist nicht normativ,
soll aber die Akzeptanz der Prüfung erhöhen)
Der Nachweis der Grundwerkstoffe muss vorhanden sein. Der Nachweis ist über die CE-
Kennzeichnung des Materials oder eine Prüfbescheinigung nach EN 10204 möglich. (Hinweis:
Diese Forderung ist nicht normativ, soll aber die Akzeptanz der Prüfung erhöhen)
Die Ausrüstung muss geeignet sein. (Schweißmaschine, Messwerkzeuge, a-Maß-Lehre usw.)
Die Dokumentation dieser Punkte erfolgt über das Programm wie unter 4.3 beschrieben.
7.3 Schweißen der Prüfung Der/die Schweißer/in hat den Schweißplatz einzurichten, alle Parameter zu prüfen und die
Prüfung entsprechend der pWPS zu schweißen. Falls die Parameter nicht bekannt sind, können
die Parameter an Übungsstücken ausprobiert und dann in die pWPS übernommen werden. Der
Prüfer führt während des Schweißens die Aufsicht. Die erste Lage der Schweißnaht ist vor dem
Schweißen weiterer Lagen zu prüfen.
Dem Schweißer muss erlaubt werden, kleinere Unregelmäßigkeiten auszubessern.
Ausbesserungen an der Decklage sind nicht erlaubt. An der Decklage dürfen nur die Bereiche
Arbeitsanweisung
20180206_14_AA_SP.docx Seite 12 © LVM – Landesverband Metall Niedersachsen/Bremen www.lvm.metallhandwerk.de
der Wiederansätze und Unterbrechungen geschliffen werden. Für Ausbesserungen ist vorab die
Genehmigung des Prüfers einzuholen.
In der Wurzellage und in der Decklage ist der Bereich der Unterbrechungsansätze und
Wiederansätze nach dem Schweißen zu kennzeichnen.
7.4 Durchführung der Sichtprüfung Der Prüfer führt entsprechend der Softwarevorgabe und der Norm die Sichtprüfung durch und
dokumentiert diese über die entsprechende Eingabe. Wenn der Computer am Prüfplatz nicht zur
Verfügung steht, können schriftliche Aufzeichnungen als Notiz erstellt werden. Alle
Unregelmäßigkeiten sind aufzunehmen.
7.5 Durchführung der Bruchprüfung Die Schweißprobe wird gebrochen. Dabei ist besonders auf die Arbeitssicherheit zu achten.
Alle Unregelmäßigkeiten sind in der Software zu dokumentieren.
Die Mindestbreiten der Bruchproben (Tabelle 3Tabelle 3 - Breite der Bruchproben) sind zu
beachten.
7.5.1 Kehlnähte am Blech Die Prüflänge darf in vier oder mehr Proben unterteilt werden, damit der Bruch der Schweißnaht
einfacher möglich ist.
7.5.2 Kehlnaht am Rohr Die Probe muss in vier oder mehr gleiche Teile getrennt und gebrochen werden. Vor allem bei
sehr kleinen Durchmessern kann eine Bruchprüfung nicht gebrauchstauglich sein. Hier wird
empfohlen, eine Durchstrahlungsprüfung an einer akkreditierten Prüfstelle durchführen zu lassen.
7.5.3 Stumpfnaht am Blech Die Prüflänge muss in vier gleiche Teile unterteilt werden. Es sollen zwei Proben über die
Decklage und zwei Proben über die Wurzellage gebrochen werden. Die Proben können in der
Mitte der Schweißnaht auf der Zugseite (je nach Biegerichtung) eigekerbt werden, um den Bruch
der Naht zu erreichen.
7.5.4 Stumpfnaht am Rohr Die Stumpfnaht muss in vier gleiche Teile entsprechend der vorgegebenen Breite (Tabelle 3)
geteilt werden. Die Proben können in der Mitte der Schweißnaht auf der Zugseite (je nach
Biegerichtung) eigekerbt werden, um den Bruch der Naht zu erreichen.
7.5.5 Breite der Bruchproben Tabelle 3 - Breite der Bruchproben
Halbzeug Breite der Bruchproben
Blech (P) Rohraußendurchmesser D
X ≥ 100 ≥ 35
- 50 ≤ D < 100 ≥ 20
- 25 < D < 50 ≥ 10
Arbeitsanweisung
20180206_14_AA_SP.docx Seite 13 © LVM – Landesverband Metall Niedersachsen/Bremen www.lvm.metallhandwerk.de
7.6 Durchführung der Fachkundeprüfung Die Fachkundeprüfung nach Anhang B (ISO 9606-1) ist in Deutschland verpflichtend; auch für
Schweißer, die außerhalb der Bundesrepublik eine Schweißerprüfung nach ISO 9606-1 abgelegt
haben, ist eine solche Fachkundeprüfung für den Einsatz in der BRD nachzuholen. Auch bei
Verlängerung der Prüfung oder Neuprüfung ist diese Prüfung zu wiederholen.
Legt ein Schweißer mehrere Prüfungen in einem Verfahren ab, können die Fachkundeprüfungen
zusammengelegt werden.
Die Norm lässt vier Möglichkeiten der Prüfung zu:
a) schriftliche Zielsetzungsprüfung (Auswahlfragen)
b) mündliche Befragung entsprechend einem schriftlichen Fragenkatalog
c) Prüfung entsprechend Computerprogramm
d) Vorführungs-/Beobachtungsprüfung entsprechend einem schriftlichen Merkmalskatalog
Die Fachkundeprüfung beschränkt sich inhaltlich auf den in der Prüfung benutzten
Schweißprozess.
Die Prüfung muss dokumentiert werden. Dies geschieht am einfachsten mit entsprechenden
Formblättern (siehe Abschnitt 5). Mindestens genauso sinnvoll, ist aus der Sicht des Autors
dieser Anweisung, die Durchführung eine Beobachtungsprüfung mit Fachgespräch. Hier ist der
Nachweis allerdings deutlich schwieriger zu erbringen.
8 Begriffe und Abkürzungen WPS Welding procedure specification (Schweißanweisung)
pWPS Vorläufige Schweißanweisung
BW Butt weld (Stumpfnaht)
FW Filled weld (Kehlnaht)
T Tube (Rohr)
P Plate (Blech)
PSA Persönliche Schutzausrüstung





























