Embed Size (px)
Citation preview
Betriebswirtschaftliches Handeln 3
Betriebswirtschaftliches Handeln 3
imbh03 Seite 2 / 43
Herausgeber
MTL Medien-Technologien Leipzig GmbH
Saarländer Straße 17, D-04179 Leipzig
Telefon: +49 (0)341-9113509
Telefax: +49 (0)341-9113512
Internet: www.mtl-leipzig.de
E-Mail: [email protected]
Registergericht: Amtsgericht Leipzig,
Registernummer: HRB 8346
Umsatzsteuer-Identifikationsnummer gemäß § 27a Umsatzsteuergesetz: DE 17 41 75 239
Rechte
Copyright © 2013, MTL Medien-Technologien Leipzig GmbH
Alle Rechte vorbehalten. Kein Teil des Werkes darf in irgendeiner Form (durch Fotokopie, Mikrofilm
oder ein anderes Verfahren) ohne schriftliche Genehmigung des Herausgebers reproduziert oder un-
ter Verwendung elektronischer Systeme verarbeitet, vervielfältigt oder verbreitet werden. Auch die
Rechte der Wiedergabe durch Vortrag, Funk und Fernsehen sind vorbehalten.
Inhaltliche Verantwortung
Text, Abbildungen und Programme wurden mit größter Sorgfalt erarbeitet. Herausgeber, Programmie-
rer und Autoren können jedoch für eventuell verbliebene fehlerhafte Angaben und deren Folgen weder
eine juristische Verantwortung noch irgendeine Haftung übernehmen.
Haftung für Hyperlinks
Die Produkte enthalten Verweise (so genannte Hyperlinks) auf Seiten im World Wide Web. Wir möch-
ten darauf hinweisen, dass wir keinen Einfluss auf die Gestaltung sowie die Inhalte der gelinkten Sei-
ten haben. Deshalb distanzieren wir uns hiermit ausdrücklich von allen Inhalten der Seiten, auf die aus
unseren Produkten (insbesondere Lerninhalten) verwiesen wird. Diese Erklärung gilt für alle in den
Produkten (Lerninhalten) ausgebrachten Links und für alle Inhalte der Seiten, zu denen Links oder
Banner führen.
Betriebswirtschaftliches Handeln 3
imbh03 Seite 3 / 43
Inhaltsverzeichnis
Inhaltsverzeichnis ................................................................................................................................ 3
Qualifizierungsinhalt und Lernziele ..................................................................................................... 4
2.2.5 Grundlagen der Ablaufplanung .................................................................................................. 5
Grundlagen der Ablaufplanung............................................................................................................ 6
Stufen der Ablaufplanung .................................................................................................................... 8
Durchlauftermine ................................................................................................................................. 9
Transportplanung .............................................................................................................................. 10
Ablaufprinzipien ................................................................................................................................. 11
Übung 1 ............................................................................................................................................. 13
2.2.6 Elemente des Arbeitsplans ....................................................................................................... 14
Elemente des Arbeitsplanes .............................................................................................................. 15
Übung 2 ............................................................................................................................................. 16
2.2.7 Gestaltung des Arbeitsvorgangs .............................................................................................. 17
Arbeitsvorganggestaltung .................................................................................................................. 18
Arbeitsstrukturierung ......................................................................................................................... 20
Arbeitsmethoden ............................................................................................................................... 21
Übung 3 ............................................................................................................................................. 22
2.2.8 Bedarfsplanung ........................................................................................................................ 23
Personalbedarfsplanung .................................................................................................................... 24
Produktionsmittelplanung .................................................................................................................. 26
Übung 4 ............................................................................................................................................. 27
2.2.9 Produktionsplanung und Auftragsdisposition ........................................................................... 28
Produktionsplanung ........................................................................................................................... 29
Materialdisposition ............................................................................................................................. 31
Übung 5 ............................................................................................................................................. 33
Auftragsdisposition ............................................................................................................................ 34
Bestellterminrechnung ....................................................................................................................... 36
Trainingsaufgabe ............................................................................................................................... 37
Wissenstest ....................................................................................................................................... 38
Ende des Lernbausteins .................................................................................................................... 40
Glossar .............................................................................................................................................. 41
Betriebswirtschaftliches Handeln 3
imbh03 Seite 4 / 43
Qualifizierungsinhalt und Lernziele
Herzlich willkommen im Lernbaustein 'Grundlagen von Ablauf-, Bedarfs- und Produktions-
planung' aus dem Modul 'Betriebswirtschaftliches Handeln'.
2.2 Berücksichtigung der Grundsätze betrieblicher Aufbau- und Ablauforganisation - Ablaufplanung
Lernziele Sie lernen kennen
die Grundlagen der Ablaufplanung,
die Elemente des Arbeitsplanes,
Aspekte zur Gestaltung von Arbeitsvorgängen und
die Aufgaben der Bedarfs- und Produktionsmittelpla-
nung sowie Materialdisposition.
Copyright (c) 123RF Stock Photos
Betriebswirtschaftliches Handeln 3
imbh03 Seite 5 / 43
2.2.5 Grundlagen der Ablaufplanung
Lernabschnitt 2.2.5
In diesem Lernabschnitt erfahren Sie mehr zu den Themen:
Ablaufplanung,
Arbeitsabläufe und -prinzipien,
Durchlauftermine und Transportplanung.
Copyright (c) 123RF Stock Photos
Betriebswirtschaftliches Handeln 3
imbh03 Seite 6 / 43
Grundlagen der Ablaufplanung
Wenden wir uns als erstes der Ablaufplanung zu, die das Zusammenwirken von Mensch
und Maschine regelt. In der Ablaufplanung werden die Teilaufgabe und die Aufeinander-
folge von Ablaufabschnitten festgelegt, die für eine zielgerichtete Aufgabendurchführung
erforderlich sind.
Grundsätzlich regelt die Ablaufplanung das Zusammenwirken der Menschen und Maschinen im
Betriebsablauf in zeitlicher und räumlicher Hinsicht. Sie beschreibt nach REFA die zur Zielerreichung
zu bewältigenden Aufgaben und deren Reihenfolge.
Ziele der Ablaufplanung:
Arbeitsdurchführung (mit möglichst geringen Aufwand)
Optimierung der Durchlaufzeiten
Termingerechte Arbeitsausführung
Maximierung der Kapazitätsausnutzung
Bearbeitungsfehler sind zu minimieren
Durchführung der Arbeit termingerecht und benutzerfreundlich
Der Arbeitsablauf ist eine Folge zusammenhängender Arbeitsvorgänge mit Raum- und Zeitbezug.
Er muss nach folgenden Kriterien untersucht werden:
Unterteilung des Arbeitsablaufs in einzelne Arbeitsvorgänge
zeitliche Reihenfolge der Arbeitsvorgänge
räumliche Anordnung der Arbeitsplätze
Beförderungsmittel für die Werkstoffe
Der Arbeitsablauf bestimmt die Arbeitsgegenstände, den Arbeitsraum, die notwendigen
Arbeitsmittel, die Arbeitszeiten und die Arbeitskräfte.
Der Arbeitsablauf nach REFA ist eine Folge zusammenhängender Arbeitsvorgänge in Raum und
Zeit. Ein Arbeitsablauf basiert auf mehreren/allen Stufen des Arbeitsplanes (Arbeitsfluss1).
Ein Arbeitsablauf wird in einzelne Vorgänge, Teilvorgänge und Arbeitselemente unterteilt. Die Folge
der Arbeitsverrichtungen muss festgelegt, auf die Arbeitsplätze verteilt und die Anordnung der Ar-
beitsplätze bestimmt werden:
1 Ein Arbeitsfluss (Workflow) ist eine inhaltlich abgeschlossene, zeitlich und sachlogisch zusammenhängende Folge von Funkti-
onen, die zur Bearbeitung eines Produktionsprozesses notwendig sind und deren Funktionsübergänge von einem Informations-system gesteuert werden.
Betriebswirtschaftliches Handeln 3
imbh03 Seite 7 / 43
Was soll erledigt werden? --> Arbeitsgegenstand
Wo soll gearbeitet werden? --> Arbeitsraum
Womit soll gearbeitet werden? --> Arbeitsmittel
Wann soll gearbeitet werden? --> Arbeitszeitpunkt
Wer soll arbeiten? --> Arbeitskräfte
Der Arbeitsablauf bestimmt, von wem, was, wo, wie, womit und in welcher Zeit gefertigt wird.
Arbeitsablaufmodelle sollen dabei helfen, die optimale Einbindung verschiedener Unterstützungsin-
strumente (Textverarbeitungen, Tabellenkalkulationen, Datenbanken usw.) in Arbeitsabläufe im Un-
ternehmen sicherzustellen. Sie werden grafisch oder verbal dargestellt.
Die grafische Darstellung erläutert den Ablauf in bildlicher oder symbolischer Form.
Die verbale Darstellung beschreibt den Ablauf mit Worten.
Für jedes Teil, jede Baugruppe und jedes Produkt wird im zugeordneten spezifischen
Arbeitsplan der Fertigungsablauf genau vorgegeben.
Die Ablaufplanung erfasst die Arbeitsplanung, Zeitplanung und die Material- und Transport-
planung.
Für jeden Arbeitsvorgang werden die detaillierten Aufgaben an den Arbeitsplätzen spezifiziert und
mit weiteren organisatorischen Informationen ergänzt, wie:
den Rüstzeiten und Stückzeiten,
den Fertigungskostenstellen und Fertigungseinrichtungen,
den zu verwendenden Arbeitsmitteln und Material,
den Messmitteln, Vorrichtungen und Sonderwerkzeugen.
Das Versehen der Ablaufabschnitte mit Zeitdauern bildet danach die Grundlage für den Arbeitsplan.
Der wiederum bildet die Grundlage der Terminplanung, wenn bei einer Auftragsbearbeitung aus den
Zeitdauern Termine errechnet werden.

Betriebswirtschaftliches Handeln 3
imbh03 Seite 8 / 43
Stufen der Ablaufplanung
Der Arbeitsablauf wird in einzelne Stufen unterteilt. Sie beschreiben die Arbeiten je Arbeitsplatz als
Teil der Gesamtaufgabe.
Beispiel für die Gliederung einer Projektstufe:
1. Vorgang: Produkt verpacken
Beschriftung anbringen
Produkt in Einzelverpackung einbringen
20 Einzelverpackungen in Transportverpackung bündeln
2. Vorgangsstufe: Beschriftung
Beschriftung drucken
3. Vorgangselement : Beschriftung
Beschriftung aufbringen
Betriebswirtschaftliches Handeln 3
imbh03 Seite 9 / 43
Durchlauftermine
Für die einzelnen Arbeitsschritte und Fertigungsvorgänge sind exakte Zeiten zu berücksich-
tigen, die sich in ihrer Summe als Durchlaufzeit für den gesamten Arbeitsablauf darstellen.
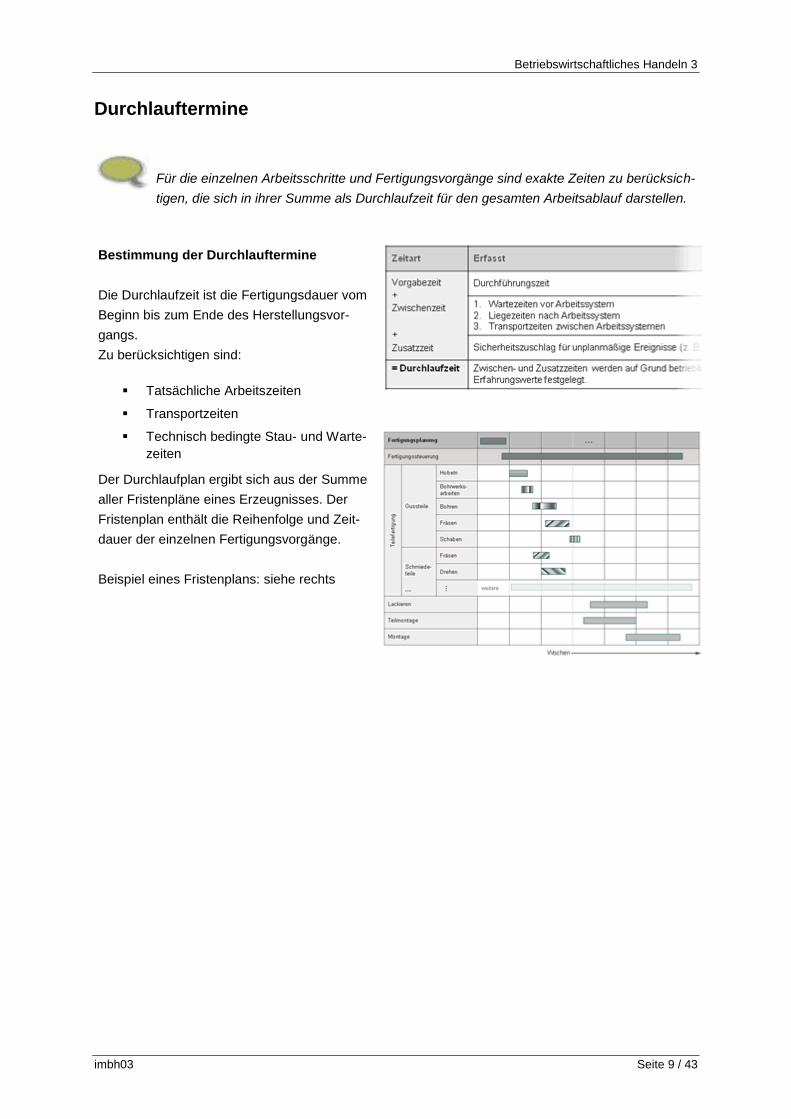
Bestimmung der Durchlauftermine
Die Durchlaufzeit ist die Fertigungsdauer vom
Beginn bis zum Ende des Herstellungsvor-
gangs.
Zu berücksichtigen sind:
Tatsächliche Arbeitszeiten
Transportzeiten
Technisch bedingte Stau- und Warte-
zeiten
Der Durchlaufplan ergibt sich aus der Summe
aller Fristenpläne eines Erzeugnisses. Der
Fristenplan enthält die Reihenfolge und Zeit-
dauer der einzelnen Fertigungsvorgänge.
Beispiel eines Fristenplans: siehe rechts
Betriebswirtschaftliches Handeln 3
imbh03 Seite 10 / 43
Transportplanung
Die Transportplanung ist in die Ermittlung der Durchlaufzeiten einzuberechnen. Dabei
müssen der Arbeits- bzw. Arbeitsfolgeplan, der Werkstattlageplan, und der Maschinen-
lageplan berücksichtigt werden.
Die auftragsbezogene Transportplanung ist vom Arbeits- bzw. Arbeitsfolgeplan, Werkstattlageplan,
Maschinenlageplan und von regelmäßig verkehrenden Transportmitteln abhängig.
Fertigung ist immer mit dem Transport von
Werkstücken und Material zum und vom Arbeits-
platz verbunden. Vor der Planung müssen geklärt
werden:
Bei der Planung des Transports müssen
betriebliche Gegebenheiten berücksichtigt
werden:
die Art der Transportmittel:
Stapler, Rutschen, Flurförderer
die Art der Transporthilfsmittel:
Paletten, Behälter
wer transportiert:
Arbeiter, Werkstattsteuerung
die Dauer des Transports einschließlich
Wartezeiten
Fertigungsverfahren:
Verrichtungs- oder Flussprinzip
Eigenarten der Fördergüter:
Schütt- oder Stückgüter
Vorhandene Fördermittel:
Wagen, Fließbänder
Physikalische Beschaffenheit der
Fördergüter:
Schlag- oder Temperaturempfindlichkeit.
Betriebswirtschaftliches Handeln 3
imbh03 Seite 11 / 43
Ablaufprinzipien
Bei der Erstellung der Fertigungspläne sind Ablaufprinzipien zu berücksichtigen.
Sie sind Grundsätze zur räumlichen Anordnung mehrerer Arbeitsplätze.
Von besonderer Bedeutung für die industrielle Produktion sind die Fertigungsprinzipien
(Ablaufprinzipien der Fertigung).
Wesentlich werden unterschieden:
Flussprinzip: Anordnung der Arbeitsplätze in der Reihenfolge der auszuführenden Arbeiten.
Verrichtungsprinzip: Arbeitsplätze für gleiche Arbeitsverfahren sind räumlich zusammenge-
fasst.
In der Praxis kommen mitunter auch andere Formen, häufig Mischformen bzw. Kombinationen bei-
der Formen vor. Bei Einzel- oder Kleinserienfertigung ist die Anwendung des Verrichtungsprinzips
(Werkstattfertigung) zweckmäßig (Dreherei, Fräserei, ...)
Schauen wir uns als erstes das Flussprinzip etwas genauer an.
Das Flussprinzip ist vor allem in der Großserien- und Massenfertigung anzutreffen. Man unter-
scheidet:
Reihenfertigung: Arbeitsplätze werden entsprechend dem Fertigungsfluss angeordnet. Kein
fester Zeittakt zwischen den Arbeitsplätzen, meist Pufferzonen.
Fließfertigung2: Ablauf und Arbeitsplätze sind räumlich und zeitlich so aufeinander abge-
stimmt, dass keine Liegezeiten entstehen.
Die Reihenfertigung kann als Zwischenstufe zwischen Fließfertigung und Fertigung nach dem Ver-
richtungsprinzip angegeben werden.
Auf den optimalen Materialfluss nehmen räumliche, fertigungs- und förderungstechnische Faktoren3
Einfluss.
[Weitere Informationen erhalten Sie im Dokument 'Flussprinzip' in der DokumentenBox.]
2 Die Fließfertigung (Fließarbeit) ist eine zwangsläufig gesteuerte, lückenlose Folge von Arbeitsvorgängen, die ein Arbeitsge-
genstand durchläuft, wobei von der vorgeschriebenen Arbeitsmethode und dem vorgeschriebenen Arbeitstempo nicht abgewi-chen werden kann. Die Arbeitssysteme sind entsprechend dem Arbeitsablauf angeordnet. Die Folge der Arbeitsvorgänge wird von mehreren Mitarbeitern, die voneinander unabhängig sind, ausgeführt, Schwierig ist dabei die Taktbestimmung (Austaktung). 3 Räumliche Faktoren bzw. Gegebenheiten: Jede umfassende Materialflussgestaltung muss von einer Erfassung der räumli-
chen Gegebenheiten ausgehen, und zwar von - dem Standort des Betriebs - den Betriebsgebäuden - den Förderwegen Fertigungstechnische Faktoren: - Einzelfertigung - Serienfertigung - Massenfertigung Fördertechnische Faktoren: - Art der Fördergüter: z. B. Stück- oder Schüttgut - Anzahl der zu befördernden Ladeeinheiten (Palette, Packung, Gebinde, Behälter) je Periode (z. B. Stunde) - Lagerung und Pufferung (z. B. zum Ausgleich von Betriebsstö-rungen)
Betriebswirtschaftliches Handeln 3
imbh03 Seite 12 / 43
Eindeutig unterscheidet sich das Verrichtungsprinzip vom Flussprinzip. Es werden nicht
alle Betriebsmittel einer Fertigung in einem Fertigungsfluss angeordnet, sondern gleiche
Betriebsmittel werden räumlich am selben Ort platziert.
Das Verrichtungsprinzip wird charakterisiert durch das Zusammenlegen artgleicher Betriebsmittel
in jeweils einem Bereich sowie ein individuelles Arbeitstempo der Arbeitspersonen.
Vorteile:
Beschäftigungs- und Bedarfsschwankungen lassen sich leichter überbrücken.
Umstellen des Produktionsprogramms ist leichter möglich.
Im Verrichtungsprinzip ist Improvisation leichter möglich.
Nachteile:
Der Materialfluss ist ungünstiger und schwerer zu überschauen.
Die Transportzeiten sind länger, mehr Transportmittel sind nötig.
Mehr Betriebsfläche ist notwendig.
Wegen längerer Durchlaufzeiten und der Werkstattbestände ist die Kapitalbindung
(Kostenbelastung) höher.
Eine einfachere Variante des Verrichtungsprinzips ist die Werkbankfertigung (noch häufig im Hand-
werk anzutreffen). Bei der Werkbankfertigung sind die Tätigkeiten auf jeden Fall anspruchsvoller.
Ein Ablaufprinzip, das in Fertigungsbetrieben immer häufiger zum Einsatz kommt, ist das
Fertigungsinselprinzip.
Ein neues Organisationsprinzip in Fertigungsbetrieben ist das Fertigungsinselprinzip4. Es wird wie
folgt charakterisiert:
Die Durchführung von Arbeiten erfolgt in einer selbstständigen Arbeitsgruppe.
Die Aufgabe der Fertigungsinsel ist:
bestimmte Produkte oder Produktteile, vom Ausgangsmaterial ausgehend, möglichst
vollständig zu fertigen,
alle notwendigen Betriebsmittel, Werkzeuge und Vorrichtungen, Prüf- und Messmittel
sind räumlich und organisatorisch der Fertigungsinsel zuzuordnen.
Gruppenarbeit (4 bis 12 Mitarbeiter) und teilautonom
Planungs-, Kontroll-, Steuerungs- und Dispositionsaufgaben sind integriert.
Voraussetzung ist eine entsprechende Qualifikation der Mitarbeiter und die Bereitschaft, mitzuden-
ken und Verantwortung zu übernehmen.
[Eine Übersicht mit Vor- und Nachteilen des Fertigungsinselprinzips finden Sie in der
DokumentenBox.]
4 Das Fertigungsinselprinzip ist eine Organisationsform, die zu Dezentralisierung und Qualifizierung der Arbeit führt.
Betriebswirtschaftliches Handeln 3
imbh03 Seite 13 / 43
Übung 1
An dieser Stelle folgt ein kleiner Test zur Ablaufplanung.
An dieser Stelle finden Sie im Lernprogramm eine interaktive Übungsaufgabe.
Was sind Ziele der Ablaufplanung?
termingerechte Arbeitsausführung
Auslastung vorhandener Maschinenkapazitäten
Minimierung von Transportwegen
Optimierung der Durchlaufzeiten
Einsparung von Vorbereitungs- und Nachbereitungszeit
Maximierung der Kapazitätsausnutzung
Betriebswirtschaftliches Handeln 3
imbh03 Seite 14 / 43
2.2.6 Elemente des Arbeitsplans
Lernabschnitt 2.2.6
In diesem Lernabschnitt erfahren Sie mehr zu den Themen:
Arbeitsplanelemente.
Copyright (c) 123RF Stock Photos
Betriebswirtschaftliches Handeln 3
imbh03 Seite 15 / 43
Elemente des Arbeitsplanes
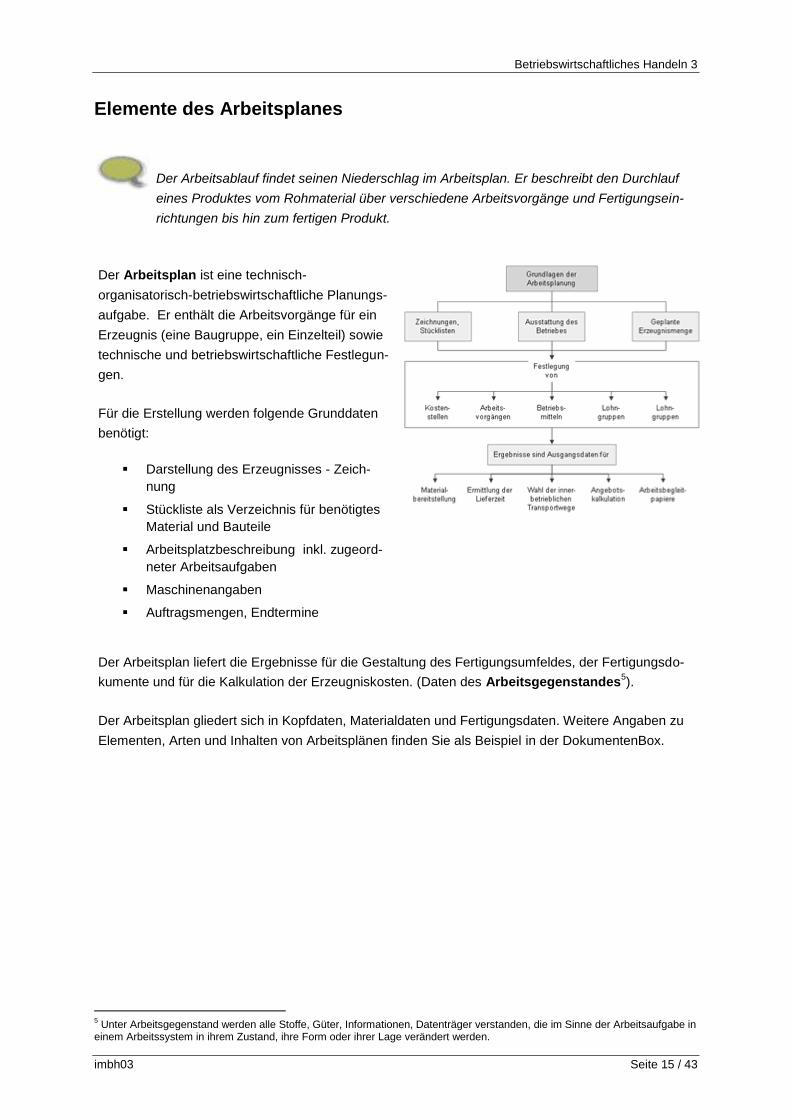
Der Arbeitsablauf findet seinen Niederschlag im Arbeitsplan. Er beschreibt den Durchlauf
eines Produktes vom Rohmaterial über verschiedene Arbeitsvorgänge und Fertigungsein-
richtungen bis hin zum fertigen Produkt.
Der Arbeitsplan ist eine technisch-
organisatorisch-betriebswirtschaftliche Planungs-
aufgabe. Er enthält die Arbeitsvorgänge für ein
Erzeugnis (eine Baugruppe, ein Einzelteil) sowie
technische und betriebswirtschaftliche Festlegun-
gen.
Für die Erstellung werden folgende Grunddaten
benötigt:
Darstellung des Erzeugnisses - Zeich-
nung
Stückliste als Verzeichnis für benötigtes
Material und Bauteile
Arbeitsplatzbeschreibung inkl. zugeord-
neter Arbeitsaufgaben
Maschinenangaben
Auftragsmengen, Endtermine
Der Arbeitsplan liefert die Ergebnisse für die Gestaltung des Fertigungsumfeldes, der Fertigungsdo-
kumente und für die Kalkulation der Erzeugniskosten. (Daten des Arbeitsgegenstandes5).
Der Arbeitsplan gliedert sich in Kopfdaten, Materialdaten und Fertigungsdaten. Weitere Angaben zu
Elementen, Arten und Inhalten von Arbeitsplänen finden Sie als Beispiel in der DokumentenBox.
5 Unter Arbeitsgegenstand werden alle Stoffe, Güter, Informationen, Datenträger verstanden, die im Sinne der Arbeitsaufgabe in
einem Arbeitssystem in ihrem Zustand, ihre Form oder ihrer Lage verändert werden.
Betriebswirtschaftliches Handeln 3
imbh03 Seite 16 / 43
Übung 2
Haben Sie sich die Grunddaten des Arbeitsplanes gemerkt?
An dieser Stelle finden Sie im Lernprogramm eine interaktive Übungsaufgabe.
Welche Grunddaten werden für die Erstellung eines Arbeitsplanes benötigt?
Stückliste als Verzeichnis für benötigtes Material und Bauteile
Personalbedarf
Darstellung des Erzeugnisses - Zeichnung
Materialkosten
Qualitätsziele
Maschinenangaben
Betriebswirtschaftliches Handeln 3
imbh03 Seite 17 / 43
2.2.7 Gestaltung des Arbeitsvorgangs
Lernabschnitt 2.2.7
In diesem Lernabschnitt erfahren Sie mehr zu den Themen:
Arbeitsgestaltung,
Arbeitsstrukturierung,
Arbeitsmethoden.
Copyright (c) 123RF Stock Photos
Betriebswirtschaftliches Handeln 3
imbh03 Seite 18 / 43
Arbeitsvorganggestaltung
Bei der Gestaltung von Arbeitsplätzen sind viele Kriterien zu berücksichtigen. Im Folgenden
werden diese Kriterien vorgestellt.
Die Arbeitsgestaltung6 schafft Bedingungen für das Zusammenwirken von Mensch, Technik, Infor-
mation und Organisation im Arbeitssystem. Der Arbeitsplatz ist der räumliche Bereich im Arbeitssys-
tem, in dem die Arbeitsaufgabe erfüllt wird.
Schwerpunkte der Arbeitsgestaltung sind:
Gestaltung der Arbeitsplätze unter Berücksichtigung anthropometrischer, arbeitsphysiologi-
scher, informationstechnischer, bewegungstechnischer und sicherheitstechnischer Bedin-
gungen
Gestaltung der Arbeitsumgebung in Hinblick auf Klima, Licht, Farbe und Lärm (Entstehung
und Ausbreitung vermeiden, Einwirkung auf den Mitarbeiter vermeiden)
Gestaltung der Arbeitsorganisation bezüglich Arbeitszeit, Pausengestaltung, Schichtarbeit
sowie Arbeitsstrukturierung
Entscheidenden Einfluss auf die Arbeitsgestaltung und damit auch auf Arbeitsplätze hat das
Arbeitsstudium.
Die Planung, Steuerung und Überwachung von Produktionsprozessen setzt voraus, dass
die Arbeitsabläufe bewusst gestaltet sind
die Arbeitspersonen die Arbeit ohne unzumutbare Beanspruchung ausführen können
die Ausführungszeiten und alle sonstigen Daten des Betriebsablaufs bekannt sind.
Dazu bedient man sich aller Maßnahmen, die arbeitswissenschaftlich untersucht wurden. Die
wissenschaftliche Disziplin, die dahintersteckt, ist die Arbeitswissenschaft7 bzw. das Arbeits-
studium. Arbeitsstudium ist 'Arbeit an der Arbeit'.
In erster Linie bezieht sich die Arbeitsgestaltung dabei auf die:
Entwicklung und Verbesserung von Arbeitsverfahren, Bedingungen und Methoden
Gestaltung und Verbesserung von Arbeitsplätzen und Betriebsmitteln
Gestaltung des Arbeitsablaufs zwischen den Arbeitssystemen und ablaufgerechte Gestaltung
der Arbeitsgegenstände
6 Gegenstand der Arbeitsgestaltung sind die Arbeitssysteme. Bei Einzelarbeitsplätzen spricht man von Arbeitsplatzgestaltung,
bei zusammenhängenden Arbeitsplätzen von Arbeitsablaufgestaltung. 7 Arbeitswissenschaft beschäftigt sich mit den Erscheinungsformen menschlicher Arbeit. Die Gestaltung nach arbeitswissen-
schaftlichen Erkenntnissen umfasst alle Maßnahmen, Arbeitssysteme menschengerecht zu gestalten.
Betriebswirtschaftliches Handeln 3
imbh03 Seite 19 / 43
Im Mittelpunkt der Arbeitsgestaltung steht die Anpassung der Arbeitsplatztypen
Abhängig von der Anzahl der Menschen und Betriebsmittel, die in einem Arbeitssystem
zusammenarbeiten, werden unterschieden:
Einzelarbeit: Ausführung durch einen Mitarbeiter
Gruppenarbeit
Einstellenarbeit: Aufgabe wird an einer Stelle (Arbeitsplatz) von einem oder mehreren
Mitarbeiter ausgeführt
Mehrstellenarbeit: Aufgabe wird gleichzeitig an mehreren Stellen durchgeführt, Einsatz von
mehrstelliger Einzelarbeit oder mehrstellige Gruppenarbeit ist möglich.
Grundsätzlich sind zu unterscheiden:
Ortsgebundene Arbeitsplätze: Mensch und Betriebsmittel sind stationär, der Arbeits-
gegenstand wird bewegt.
Ortsveränderliche Arbeitsplätze: Mensch und Betriebsmittel folgen dem Werkstück.
Betriebswirtschaftliches Handeln 3
imbh03 Seite 20 / 43
Arbeitsstrukturierung
Allen Prinzipien der Arbeitsstrukturierung ist die Ausrichtung auf eine bessere Gestaltung
der Arbeitsorganisation gemeinsam.
Die Arbeitsstrukturierung beschäftigt sich mit der Gestaltung der Arbeitsaufgabe nach zeitlichen
und inhaltlichen Vorgaben sowie mit der Form der Zusammenarbeit in Arbeitssystemen.
Inhaltliche Schwerpunkte:
Organisatorische Gestaltung der Arbeitsaufgabe
Formen der horizontalen Arbeitserweiterung (Job-Enlargement) = Zuordnung strukturell
gleichartige Tätigkeiten
Systematische Arbeitswechsel (Job-Rotation)
vertikale Arbeitsbereicherung (Job-Enrichment) = Vorbereiten, Einrichten, Prüfen, Instand-
halten
Schaffung teilautonomer Gruppen
[Vergleiche hierzu auch die Aussagen im Lernbaustein 'Zusammenarbeit im Betrieb 2'.]
Betriebswirtschaftliches Handeln 3
imbh03 Seite 21 / 43
Arbeitsmethoden
Die Auswahl der Arbeitsmethoden:
Soll-Vorgabe für den Ablauf
Beachtung der Ergonomie8
Die Begutachtung der Arbeitsweise der Arbeitskraft
Ist-Vorgabe für den Ablauf
Die Arbeitsweise ist die individuelle Ausführung der Arbeit gemäß der Arbeitsmethode und ist
personenbedingt unterschiedlich.
Die Zuordnung der Arbeitsverfahren
Legt das systematisches Vorgehen fest bei:
der Ausführung einer Arbeitsaufgabe durch die Arbeitskraft
der Anwendung der technologischen Verfahren
der Nutzung der Betriebsmittel, Hilfsmittel und Werkstoffe
Merke
Eine am Menschen orientierte Arbeitsgestaltung führt in den meisten Fällen auch zu höherer
Wirtschaftlichkeit. Menschengerechte Arbeitsgestaltung setzt die Berücksichtigung der arbeits-
wissenschaftlichen Erkenntnisse voraus.
8 Die Ergonomie beschäftigt sich mit der Anpassung der Arbeit an den Menschen und umgekehrt. Im Mittelpunkt stehen: - kör-
pergerechte Gestaltung der Arbeitsplätze - Verringerung der körperlichen Belastung - Schaffung einer unfallsicheren Arbeits-umgebung
Betriebswirtschaftliches Handeln 3
imbh03 Seite 22 / 43
Übung 3
An dieser Stelle finden Sie im Lernprogramm eine interaktive Übungsaufgabe.
Ordnen Sie die Arbeitsformen den Abhängigkeiten zu!
abhängig von Anzahl der
Menschen
abhängig vom territorialen
Umfeld
abhängig von Anzahl der
Betriebsmittel
Bitte ordnen Sie zu:
Einstellenarbeit
Gruppenarbeit
Mehrstellenarbeit
Ortsgebundene Arbeitsplätze - der Arbeitsgegenstand wird bewegt.
Ortsveränderliche Arbeitsplätze - Mensch und Betriebsmittel folgen dem Werkstück
Einzelarbeit
Betriebswirtschaftliches Handeln 3
imbh03 Seite 23 / 43
2.2.8 Bedarfsplanung
Lernabschnitt 2.2.8
In diesem Lernabschnitt erfahren Sie mehr zu den Themen:
Personalbedarfsplanung,
Produktionsmittelplanung.
Copyright (c) 123RF Stock Photos
Betriebswirtschaftliches Handeln 3
imbh03 Seite 24 / 43
Personalbedarfsplanung
Die Bedarfsplanung umfasst den Bedarf an Rohstoffen, Hilfs- und Betriebsstoffen, Be-
triebsmitteln und Personal. Betrachten wir zunächst die Personalbedarfsplanung.
Das Ziel der Personalbedarfsplanung9 ist es, dass einerseits genügend Arbeitskräfte bereitgehal-
ten werden und andererseits ein kostentreibender Personalüberhang vermieden wird.
Bruttopersonalbedarf
Einsatzbedarf: effektiv und unmittelbar erforderlich
Reservebedarf: zusätzlicher fehlzeitenbedingter Bedarf
Nettopersonalbedarf (Beschaffungsbedarf)
Neubedarf: Bedarf durch Neu- bzw. Erweiterungsinvestitionen, bedeutet Erweiterung des
Stellenplanes.
Ersatzbedarf: Bedarf durch Ausscheiden von Arbeitskräften bzw. Freiwerden von Planstel-
len, keine Stellenplanerweiterung.
Freistellungsbedarf: Überschuss an Personal, erfordert den Personalabbau
Während die Personalbedarfsplanung Bedarfe an Personal im Zusammenhang mit der
Aufgabenerfüllung des Unternehmens ermittelt, kommt es der Personaleinsatzplanung zu,
eine laufende personalmäßige Anpassung laut Produktionsplanung vorzunehmen.
Ziel der Personaleinsatzplanung ist die laufende Anpassung (qualitativ bzw. quantitativ) der vorhan-
denen Personalausstattung an die laut 'Produktionsplanung' benötigten Kapazitäten.
Informationsgrundlagen für die Planung sind die:
Anforderungen des Arbeitsplatzes, die sich auf Grund der strukturbestimmenden Personal-
planung (Organisationsplanung) ergeben und
Fähigkeiten und persönliche Wünsche (Präferenzen) der Arbeitskräfte,
Die Personaleinsatzplanung befasst sich auch mit
der Gestaltung von räumlichen Einflüssen10
(Wo ist die Arbeit zu erledigen?),
Fragen der Arbeitsorganisation11
(Wie ist die Arbeit zu leisten?)
Strukturierung des Arbeitsfeldes
der Arbeitszeit12
der Arbeitsumgebungseinflüsse13
Merke
Die Personaleinsatzplanung erfolgt unter Berücksichtigung der Qualität, der Quantität der zu leisten-
den Arbeit und unter Berücksichtigung des zeitlichen Einsatzes.
9 Die Personalbedarfsplanung ist das verbindende Element zwischen den Bedarfsplanungen von Material, Anlagen, Maschinen,
Werkzeugen und Personal. 10
- Büro, Werkhalle, Werkbank, Wohnung ... - am Wohnort, in der Region, im Ausland 11
- Einzel- /Gruppenarbeit - Einstellen-/Mehrstellenarbeit - Einzel-, Takt-, Fließfertigung - Arbeitsmittel, Werkzeuge 12
- Dauerarbeitsverhältnis, befristetes Arbeitsverhältnis - Feste Arbeitszeiten - Gleitzeit, Schichtarbeit, Job-Sharing etc. 13
- Luft, Licht, Lärm ... - Verkehrsanbindung - Versorgung der Mitarbeiter (Kantine, Automaten) - Betriebsklima und Motivation
Betriebswirtschaftliches Handeln 3
imbh03 Seite 25 / 43
Grundsätze zur Gestaltung von Schichtplänen
Die Gründe für Schichtarbeit haben gesellschaftliche, wirtschaftliche und technische Ursachen:
technisch: der Prozess dauert länger als ein Arbeitstag
wirtschaftlich: die Nutzung kapitalintensiver Betriebsmittel
gesellschaftlich: Versorgungs- und Dienstleistungen für die Allgemeinheit
Bei der Gestaltung der Gestaltung von Schichtarbeit sind folgende Kriterien zu beachten:
Vermeiden von Schlafmangel
Erhalten eines ausreichenden Freizeitbereichs
Verminderung der sozialen Isolation von Nachtarbeitern
Prinzipiell sollte angestrebt werden,
Nachtarbeit zu vermeiden,
Nachtschichten nur vereinzelt im Schichtplan einzuplanen,
freie Wochenenden oder mindestens zwei zusammenhängende freie Tage zu gewähren,
Schichtpläne überschaubar zu gestalten.
Betriebswirtschaftliches Handeln 3
imbh03 Seite 26 / 43
Produktionsmittelplanung
Zur Bedarfsplanung gehört auch die Planung der Produktionsmittel. Dies geschieht in der
Arbeitsvorbereitung. Die Arbeitsvorbereitung ist das Bindeglied zwischen Forschung, Ent-
wicklung, Konstruktion und Fertigung. Sie umfasst die Maßnahmen der Arbeitsplanung und
Arbeitssteuerung mit dem Ziel, ein Optimum aus Aufwand und Arbeitsergebnis zu erzielen.
Die Arbeitsvorbereitung (auch Fertigungsvorbereitung) setzt sich aus der Arbeitsplanung
(Fertigungsplanung) und der Arbeitssteuerung (Fertigungssteuerung) zusammen. Bestandteil der
Arbeitsvorbereitung sind der Betriebsmittel- und Materialbedarf.
Der Betriebsmittelbedarf wird aus dem Produktionsprogramm abgeleitet und dem Betriebsmittelbe-
stand gegenübergestellt. --> Das Ergebnis, eine Über- oder Unterdeckung an Betriebsmitteln, führt zu
Schlussfolgerungen für die Beschaffung. Der Idealzustand ist die Übereinstimmung von Bedarf und
Bestand.
Materialdisposition
Aufgabe der Materialplanung ist die Bereitstellung der richtigen Menge zum richtigen Zeitpunkt
(Materialdisposition). Die Materialqualität und der Einkaufspreis beeinflussen den Einkauf.
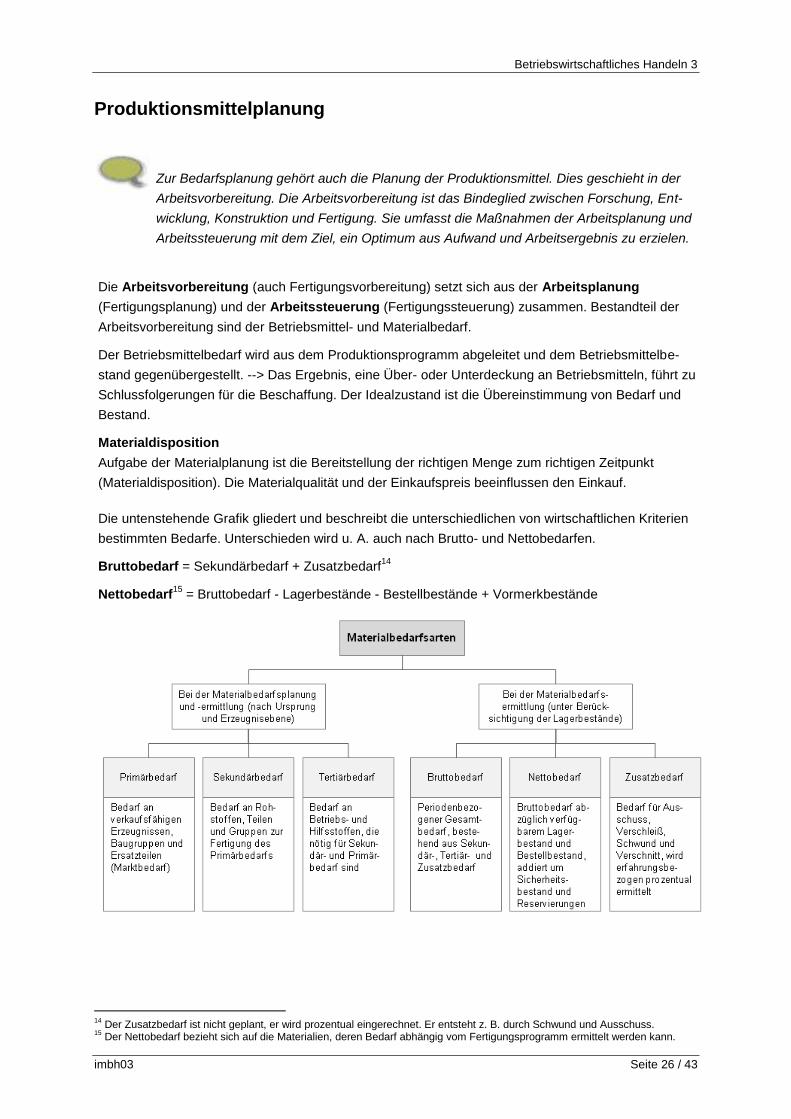
Die untenstehende Grafik gliedert und beschreibt die unterschiedlichen von wirtschaftlichen Kriterien
bestimmten Bedarfe. Unterschieden wird u. A. auch nach Brutto- und Nettobedarfen.
Bruttobedarf = Sekundärbedarf + Zusatzbedarf14
Nettobedarf15
= Bruttobedarf - Lagerbestände - Bestellbestände + Vormerkbestände
14
Der Zusatzbedarf ist nicht geplant, er wird prozentual eingerechnet. Er entsteht z. B. durch Schwund und Ausschuss. 15
Der Nettobedarf bezieht sich auf die Materialien, deren Bedarf abhängig vom Fertigungsprogramm ermittelt werden kann.

Betriebswirtschaftliches Handeln 3
imbh03 Seite 27 / 43
Übung 4
Folgt an dieser Stelle wieder ein kleiner Test.
An dieser Stelle finden Sie im Lernprogramm eine interaktive Übungsaufgabe.
Welche Fragen sind im Zusammenhang mit der Personaleinsatzplanung zu stellen?
Welche Umgebungseinflüsse müssen beachtet werden?
Wer soll die Arbeit zu erledigen?
Wie ist die Arbeit zu leisten?
Wie können Personalkosten gesenkt werden?
Wo ist die Arbeit zu erledigen?
Betriebswirtschaftliches Handeln 3
imbh03 Seite 28 / 43
2.2.9 Produktionsplanung und Auftragsdisposition
Lernabschnitt 2.2.9
In diesem Lernabschnitt erfahren Sie mehr zu den Themen:
Produktionsplanung,
Materialdisposition,
Auftragsdisposition.
Copyright (c) 123RF Stock Photos
Betriebswirtschaftliches Handeln 3
imbh03 Seite 29 / 43
Produktionsplanung
Jedes Unternehmen will seine produzierten Güter auch verkaufen. Es werden deshalb nur
die Güter produziert, die absetzbar sind.
Im Produktions- oder Fertigungsprogramm wird festgelegt, welche Erzeugnisse in welchen Men-
gen in welchem Zeitraum herzustellen sind.
Der Absatzbereich verfügt über die notwendigen
Marktkenntnisse und Kundenbeziehungen. Der
Beschaffungsbereich verfügt über Kenntnisse
neuster Werkstoffe und Fertigungsverfahren.
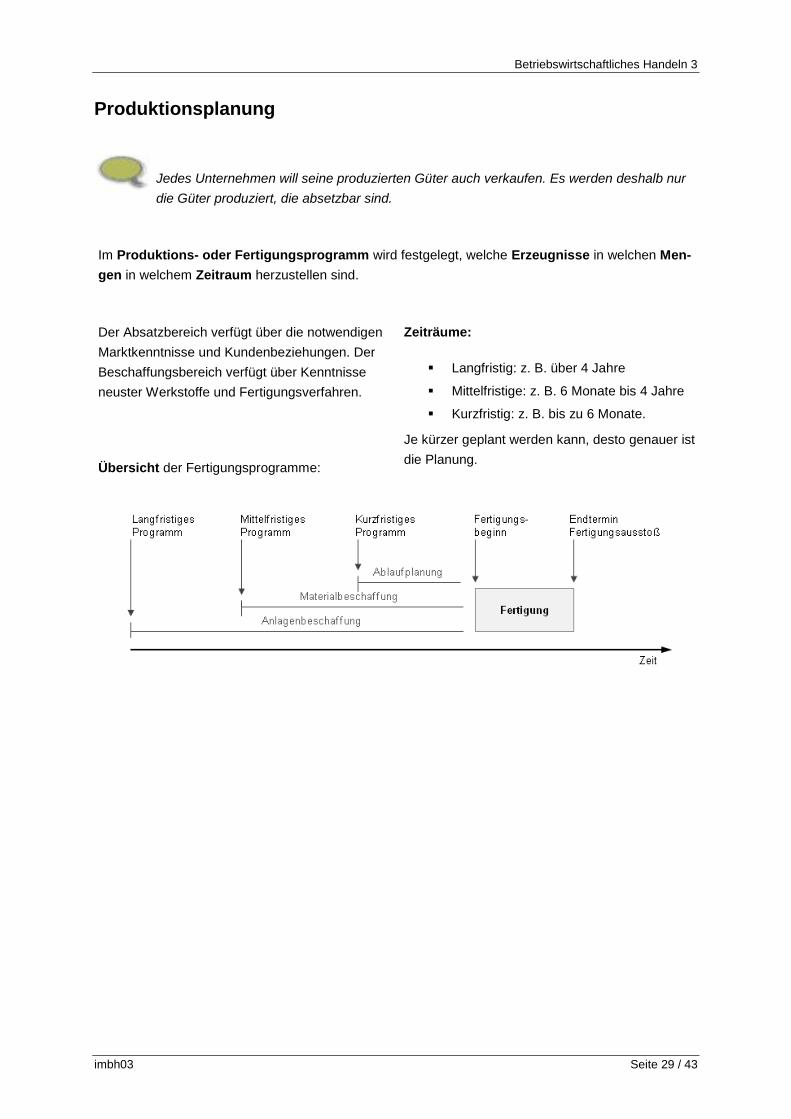
Übersicht der Fertigungsprogramme:
Zeiträume:
Langfristig: z. B. über 4 Jahre
Mittelfristige: z. B. 6 Monate bis 4 Jahre
Kurzfristig: z. B. bis zu 6 Monate.
Je kürzer geplant werden kann, desto genauer ist
die Planung.
Betriebswirtschaftliches Handeln 3
imbh03 Seite 30 / 43
Die Produktionsplanung enthält langfristige, mittelfristige und kurzfristige Aufgabenstellun-
gen.
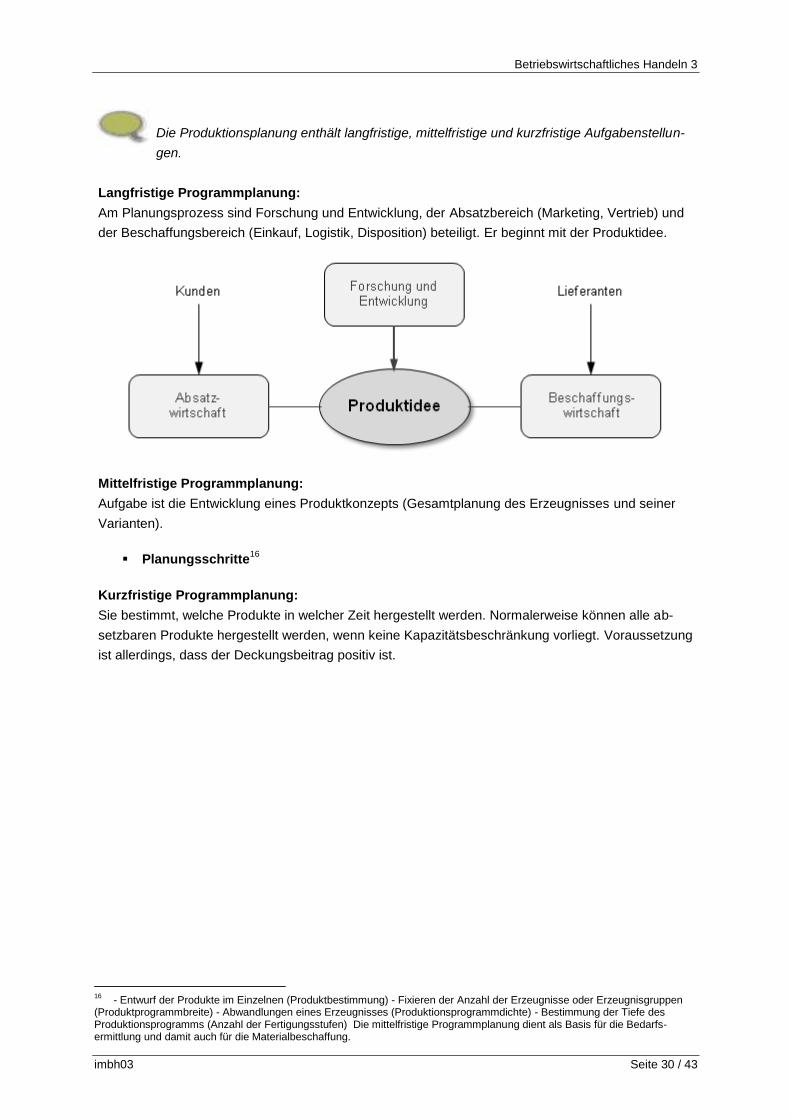
Langfristige Programmplanung:
Am Planungsprozess sind Forschung und Entwicklung, der Absatzbereich (Marketing, Vertrieb) und
der Beschaffungsbereich (Einkauf, Logistik, Disposition) beteiligt. Er beginnt mit der Produktidee.
Mittelfristige Programmplanung:
Aufgabe ist die Entwicklung eines Produktkonzepts (Gesamtplanung des Erzeugnisses und seiner
Varianten).
Planungsschritte16
Kurzfristige Programmplanung:
Sie bestimmt, welche Produkte in welcher Zeit hergestellt werden. Normalerweise können alle ab-
setzbaren Produkte hergestellt werden, wenn keine Kapazitätsbeschränkung vorliegt. Voraussetzung
ist allerdings, dass der Deckungsbeitrag positiv ist.
16
- Entwurf der Produkte im Einzelnen (Produktbestimmung) - Fixieren der Anzahl der Erzeugnisse oder Erzeugnisgruppen (Produktprogrammbreite) - Abwandlungen eines Erzeugnisses (Produktionsprogrammdichte) - Bestimmung der Tiefe des Produktionsprogramms (Anzahl der Fertigungsstufen) Die mittelfristige Programmplanung dient als Basis für die Bedarfs-ermittlung und damit auch für die Materialbeschaffung.
Betriebswirtschaftliches Handeln 3
imbh03 Seite 31 / 43
Materialdisposition
Zur Produktionsplanung gehört auch die Planung des Materials.
Auftragsgesteuertes Dispositionsverfahren:
Die Bestelltermine und Bestellmengen werden aus den Aufträgen entnommen.
Bestellmenge = Bedarfsmenge
Plangesteuertes Dispositionsverfahren:
Für eine bestimmte Periode wird der Nettobedarf errechnet (errechneter, vorhandener Lagerbestand
wird berücksichtigt)
Verbrauchsgesteuertes Dispositionsverfahren:
Es wird der Verbrauch der Vergangenheit zugrunde gelegt und in die Zukunft transferiert. Es wird
unterschieden nach dem
Bestellpunktverfahren17
und
Bestellrhythmusverfahren18
Für die Höhe des Meldebestandes sind 3 Richtwerte bestimmend (siehe oben zu öffnende Grafik):
Sicherheitsbestand
Verbrauch je Einheit
Wiederbeschaffungszeit
17
- der Bestellzeitpunkt ist variabel abhängig vom Erreichen des Meldebestandes, - die Bestellmenge ist definiert Bestellpunkt = durchschnittlicher Verbrauch x Beschaffungszeit + Sicherheitsbestand 18
- der Bestellzeitpunkt ist definiert</li> - die Bestellmenge ist variabel, der Höchstbestand wird aufgefüllt Höchstbestand = durchschnittlicher Verbrauch x (Beschaffungszeit + Überprüfungszeitraum) + Sicherheitsbestand
Betriebswirtschaftliches Handeln 3
imbh03 Seite 32 / 43
Auch die Untersuchung der Produkte nach ihrer Lagerumschlagshäufigkeit wegen der
Kapitalbindung ist sinnvoll.
Lagerumschlag = Jahresverbrauch / durchschnittlicher Lagerbestand
Die Ermittlung der optimalen Beschaffungsmenge (Bestellmengenrechnung) wird ihnen in der Do-
kumentenBox zur Verfügung gestellt.
Hinweis
In mittleren und großen Unternehmen kommen leistungsfähige Software- Programme (ERP-
Programme) zum Einsatz, die nach Hinterlegung der Verfahren (Stammdaten) Bestellvorschläge
und Bestelldokumente unter Einbeziehung der Lagerbestände automatisch generieren und umfang-
reiche Kontrollziffern zur Verfügung stellen.
Fertigungssynchrone Beschaffung (Just-in-Time):
Die Beschaffung/Lieferung erfolgt synchron mit dem Fertigungsprozess. Lagerkosten entfallen. Die
Gefahr eines Fertigungsstillstandes wegen Materialmangels steigt.
Betriebswirtschaftliches Handeln 3
imbh03 Seite 33 / 43
Übung 5
Haben Sie sich eingeprägt, welche Merkmale der Programmplanung lang-, mittel- oder
kurzfristig sind?
An dieser Stelle finden Sie im Lernprogramm eine interaktive Übungsaufgabe.
Ordnen Sie die Merkmale den Planungsformen zu!
Langfristige
Programmplanung
Mittelfristige
Programmplanung
Kurzfristige
Programmplanung
Bitte ordnen Sie zu:
Bestimmung des zu fertigenden Produktes
Anzahl der Fertigungsstufen
Entwicklung eines Produktkonzepts
Produktionsprogrammdichte
Vorgabe der Fertigungszeit
Produktprogrammbreite
Beginn mit der Produktidee
Produktbestimmung
Forschung, Entwicklung, Absatzbereich und Beschaffungsbereich sind beteiligt
Betriebswirtschaftliches Handeln 3
imbh03 Seite 34 / 43
Auftragsdisposition
Ziel jedes Unternehmens ist es, den Materialbedarf im Planungszeitraum auf kostengüns-
tigste Weise bedarfsgerecht zu decken.
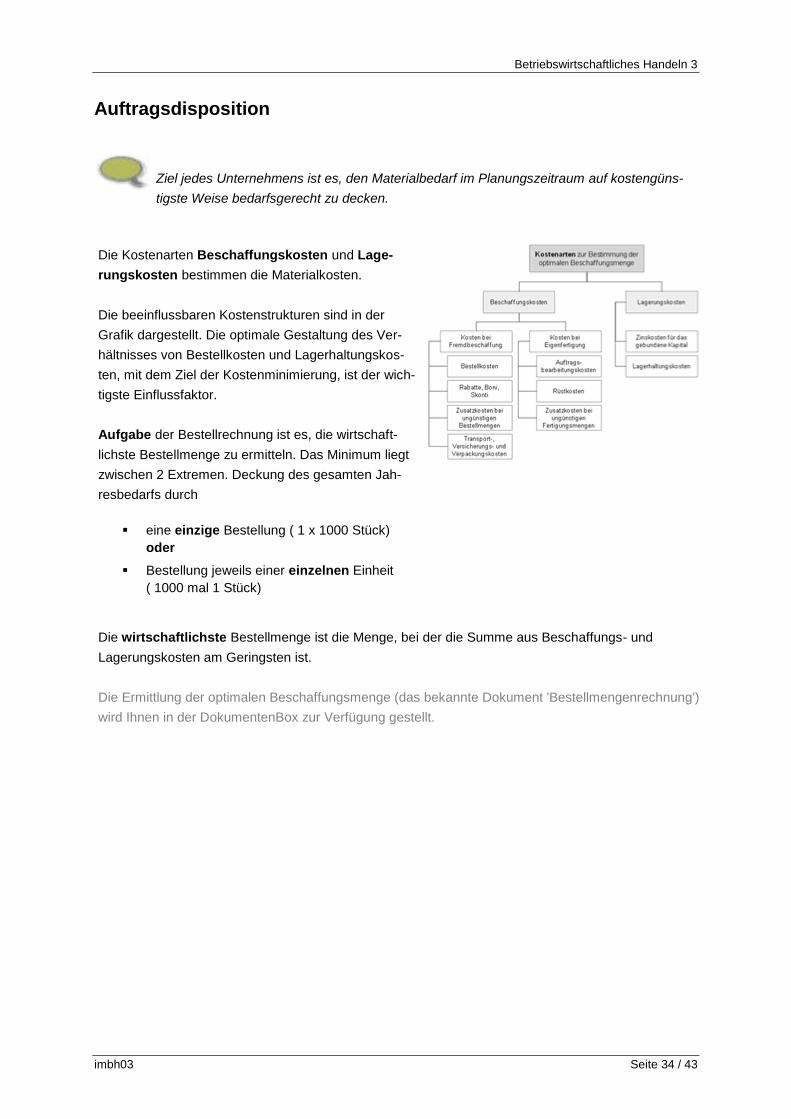
Die Kostenarten Beschaffungskosten und Lage-
rungskosten bestimmen die Materialkosten.
Die beeinflussbaren Kostenstrukturen sind in der
Grafik dargestellt. Die optimale Gestaltung des Ver-
hältnisses von Bestellkosten und Lagerhaltungskos-
ten, mit dem Ziel der Kostenminimierung, ist der wich-
tigste Einflussfaktor.
Aufgabe der Bestellrechnung ist es, die wirtschaft-
lichste Bestellmenge zu ermitteln. Das Minimum liegt
zwischen 2 Extremen. Deckung des gesamten Jah-
resbedarfs durch
eine einzige Bestellung ( 1 x 1000 Stück)
oder
Bestellung jeweils einer einzelnen Einheit
( 1000 mal 1 Stück)
Die wirtschaftlichste Bestellmenge ist die Menge, bei der die Summe aus Beschaffungs- und
Lagerungskosten am Geringsten ist.
Die Ermittlung der optimalen Beschaffungsmenge (das bekannte Dokument 'Bestellmengenrechnung')
wird Ihnen in der DokumentenBox zur Verfügung gestellt.
Betriebswirtschaftliches Handeln 3
imbh03 Seite 35 / 43
Im Zusammenhang mit der Bedarfsdeckung spielen die Lagerungskosten eine große Rolle.
Durch die Bindung von Kapital und Raum sind niedrige Bestände anzustreben.
Lagerbestand:
Der Lagerbestand ist die kritische Größe der Lagerungskosten, die durch Bindung von Kapital und
Raum entstehen. Anzustreben sind niedriger Bestände.
Dagegen stehen Forderungen nach:
hoher Terminzuverlässigkeit der
Materialbereitstellung,
Erzielung niedriger Einstands-
preise,
hoher Anpassungsfähigkeit an
veränderte Situationen im Ferti-
gungsablauf,
hoher Auslastung der Maschinen,
kurzen Auftragsdurchlaufzeiten.
Beeinflussen lassen sich die Bestände durch:
Erhöhung der Umschlagshäufigkeit des Materials,
Bereinigung des Sortiments,
Entfernung von Ladenhütern,
Reduzierung des Lagerbestands,
Verwendung von einheitlichen und genormten La-
gerhilfsmitteln,
Mechanisierung und Automatisierung der Lage-
rungsprozesse,
Einsatz von Lagerbediengeräten mit geringen Ar-
beitsgangbreiten,
Ausnutzung der Lagerfläche und -höhe.
Besonders beeinflussen produktionsbedingte Umlaufbestände den Lagerbestand. Sie sind
abhängig von
der Durchlaufzeit,
den Umsatzzielen,
dem geplanten Materialeinsatz.
Sie können reduziert werden durch:
die Einführung einer wirksamen Fertigungssteuerung,
die Verkürzung der Durchlaufzeiten für das Erzeugnis,
Bestellung in kürzeren Abständen,
Veränderung des Produktionsprozesses:
Vereinheitlichung von Einzelteilen,
Akzeptieren von Qualitätsschwankungen,
Bildung von Teilefamilien,
Änderung der Fertigungstiefe,
Einsatz des Just-in-Time-Prinzips.
Sicherheitsbestand:
Der Sicherheitsbestand ist der Mindestbestand (eiserne Reserve), der immer im Lager vorgehalten
werden muss. Seine Höhe bestimmt sich aus dem Durchschnittsverbrauch in einer bestimmten Peri-
ode. Die Vorgehensweise zur Ermittlung des Sicherheitsbestandes wird ihnen in der DokumentenBox
zur Verfügung gestellt.
Betriebswirtschaftliches Handeln 3
imbh03 Seite 36 / 43
Bestellterminrechnung
Die Bestellterminrechnung ermittelt den Ist- oder Soll-Eindeckungstermin.
Der Ist-Eindeckungstermin ist der Temin, bis zu dem im Normalfall der Bestand reicht
Bis zum Soll-Eindeckungstermin sollen Lager- und Bestellbestand ausreichen.
Es soll an dieser Stelle noch einmal auf das Dokument 'Bestellmengenrechnung' in der Dokumen-
tenBox verwiesen werden. Dort finden Sie die Berechnungsmethode und ein Berechnungsbeispiel.
Bestellmengenrechnung:
Die optimale Bestellmenge liegt vor, wenn das Minimum aus Bestell- und Lagerungskosten erreicht
wird.
Um dem Ziel niedriger Lagerungskosten möglichst nahe zu kommen, kann man auch
Alternativen zur Lagerhaltung nutzen.
Just-in-Time-Anlieferung:
Einsatz- oder produktionssynchrone Beschaffung; Voraussetzungen dafür sind die:
frühzeitige Bedarfsermittlung,
Ausarbeitung eines Bedarfsplanes (qualitativ, quantitativ, terminlich),
Zuverlässigkeit der Lieferanten,
Zuverlässigkeit der Beförderungsunternehmen.
Im Vordergrund steht dabei die Überlegung, nur die Art und Menge eines Produktes zu fertigen,
die gerade verbraucht wird.
Einzelbeschaffung im Bedarfsfall:
Bei der Einzelbeschaffung werden benötigte Materialien erst bei Bedarf beschafft. Die Termin-
planung muss allerdings mögliche Risiken berücksichtigen.
Verspätete oder ausbleibende Lieferung der Materialien
Das Risiko einer fehlerhaften Materiallieferung bezüglich Qualität und Quantität.
Fremdlagerung:
Entscheidend für die Frage der Eigen- oder Fremdlagerung sind die Regelmäßigkeiten von Auf-
trägen, die Schwankungen in der Auslastung der Kapazitäten und das Auftreten von Spitzen in der
Lagerung.
Betriebswirtschaftliches Handeln 3
imbh03 Seite 37 / 43
Trainingsaufgabe
Die Trainingsaufgabe soll zeigen, ob und inwieweit Sie das bisher Gesagte verstanden
haben und praktisch anwenden können.
Aufgabe
Öffnen Sie das Aufgabendokument in der 'DokumentenBox'.
Vorschau
Die ABC GmbH will ihre Lagerbestände optimieren. Folgende monatliche
Endbestände des Produkts B der letzten 6 Monate sind bekannt.
1. Der Verbrauch bewegt sich im Durchschnitt von 80 % (679 Stk.) der
Bestände. Er errechnet sich aus folgender Tabelle - siehe Aufga-
bendokument.
2. Berechnen Sie die monatlichen Sicherheitsbestände. Beachten Sie,
dass der monatliche Sicherheitsbestand nicht unter dem errechne-
ten Sicherheitssollbestand liegen darf.
Betriebswirtschaftliches Handeln 3
imbh03 Seite 38 / 43
Wissenstest
Der Wissenstest an dieser Stelle soll noch einmal Ihr Faktenwissen prüfen. Viel Erfolg.
An dieser Stelle finden Sie im Lernprogramm einen interaktiven Fragenkatalog.
Was sind verbrauchsgesteuerte Dispositionsverfahren?
Bestellrhythmusverfahren
Fertigungssynchrone Beschaffung
Sofortbestellung bei Bedarf
Bestellpunktverfahren
Welche Zeiten beeinflussen die Bestimmung der Durchlauftermine?
Stau- und Wartezeiten
Wartezeiten
Bereitstellungszeiten für Material
Liegezeiten
Transportzeiten
Planmäßige Wartungszeiten
Welche Aufgaben hat die Durchlaufzeitenplanung?
Ermittlung von Zeitüberschneidungen
Festlegung der Fertigungsdauer
Voraussetzung für die Wahl der Arbeitsform
Berücksichtigung der Bearbeitungs-, Stau- und Wartezeiten
Durch welche Maßnahmen lassen sich Lagerbestände beeinflussen?
Mechanisierung und Automatisierung der Lagerungsprozesse
Verwendung von einheitlichen und genormten Lagerhilfsmitteln
Verbesserung der Qualifikation des Lagerpersonals
Bereinigung des Sortiments
Erhöhung der Umschlagshäufigkeit des Materials
Günstige Einkaufspreise
Betriebswirtschaftliches Handeln 3
imbh03 Seite 39 / 43
Was sind Materialbedarfsarten?
Nettobedarf
Primärbedarf
Ersatzbedarf
Bruttobedarf
Sekundärbedarf
Zusatzbedarf
Tarabedarf
Quartärbedarf
Betriebswirtschaftliches Handeln 3
imbh03 Seite 40 / 43
Ende des Lernbausteins
Damit haben Sie den Lernbaustein durchgearbeitet und kennen die Grundlagen der Ablauf-
planung, die Elemente des Arbeitsplanes, Aspekte zur Gestaltung von Arbeitsvorgängen
und die Aufgaben der Bedarfs- und Produktionsmittelplanung sowie Materialdisposition.
Lesen Sie hier noch einmal die Ziele des Lernbausteins nach. Beachten Sie unten auch den
Hinweis zur Prüfungsvorbereitung.
2.2 Berücksichtigung der Grundsätze betrieblicher Aufbau- und Ablauforganisation - Ablaufplanung
Lernziele Sie lernen kennen
die Grundlagen der Ablaufplanung,
die Elemente des Arbeitsplanes,
Aspekte zur Gestaltung von Arbeitsvorgängen und
die Aufgaben der Bedarfs- und Produktionsmittelpla-
nung sowie Materialdisposition.
Copyright (c) 123RF Stock Photos
Die Deutsche Industrie- und Handelskammer bietet ein umfangreiches Paket von
Prüfungsaufgaben an. Nutzen Sie diese ergänzend zum Lernbaustein zur Prüfungs-
vorbereitung.
Betriebswirtschaftliches Handeln 3
imbh03 Seite 41 / 43
Glossar
Ablaufplanung
Die Ablaufplanung regelt das Zusammenwirken von Mensch und Maschine im Betriebsablauf in
räumlicher und zeitlicher Hinsicht.
Arbeitsfluss
Ein Arbeitsfluss ist eine inhaltlich abgeschlossene, zeitlich und sachlogisch zusammenhängende
Folge von Funktionen in einem Produktionsprozess.
Arbeitsgestaltung
Arbeitsgestaltung umfasst die Gestaltung aller Elemente eines Arbeitssystems sowie dessen rele-
vanter Umweltfaktoren.
Arbeitsplan
Der Arbeitsplan ist das wesentliche Instrument der Fertigungsplanung und stellt den Betriebsablauf
dar.
Arbeitsstudium
Arbeitsstudium steht für die Anwendung von Methoden, Kenntnissen und Erfahrungen mit der
Untersuchung und dem Design von Arbeitssystemen mit den Zielen, Arbeit den Bedürfnissen und
der Leistungsfähigkeit des Menschen anzupassen und die Wirtschaftlichkeit der Organisation zu
verbessern.
Arbeitswissenschaft
Nach Wikipedia behandelt die Arbeitswissenschaft alle Fragen zur Planung, Gestaltung, Leistung
und Durchführung menschlicher Arbeit nach wissenschaftlichen, methodischen und systemati-
schen Prinzipien.
Fertigungsinselprinzip
Diese Organisationsform führt zu Dezentralisierung und Qualifizierung der Arbeit; es erfolgt keine
Trennung von planender und auszuführender Tätigkeit.
Betriebswirtschaftliches Handeln 3
imbh03 Seite 42 / 43
Fließfertigung
Arbeitsplätze und Ablauf sind so räumlich und zeitlich aufeinander abgestimmt, dass keine Liege-
zeiten entstehen.
Flussprinzip
Die Arbeitsplätze werden in der Reihenfolge der auszuführenden Arbeiten angeordnet.
Just-in-Time
Just-in-Time ist eine bedarfssynchrone Produktion, die einen durchgängigen Material- und Infor-
mationsfluss entlang der Lieferkette ermöglichen soll.
Personalbedarfsplanung
Die Personalbedarfsplanung verbindet Bedarfsplanungen von Material, Anlagen, Maschinen,
Werkzeugen und Personal.
Produktionsplanung
Die Produktionsplanung beschäftigt sich mit der zeilichen, räumlichen mengenmäßigen und opera-
tiven Planung, Steuerung und Kontrolle.
Reihenfertigung
Arbeitsplätze werden entsprechend des Fertigungsflusses angeordnet; es gibt keinen festen Ar-
beitstakt, Pufferzonen sind eingerichtet.
Verrichtungsprinzip
Die Arbeitsplätze für gleiche Arbeitsverfahren werden räumlich zusammengefasst.
Workflow
siehe Arbeitsfluss

Betriebswirtschaftliches Handeln 3
imbh03 Seite 43 / 43





























