Embed Size (px)
Citation preview
Beurteilung von vernetztem UHMWPE hinsichtlich seiner
Eignung als Implantatwerkstoff für Hüftgelenksschalen
vorgelegt von
Dipl.-Ing. Ingo John
Von der Fakultät III – Prozesswissenschaften
der Technischen Universität Berlin
zur Erlangung des akademischen Grades
Doktor der Ingenieurwissenschaften
- Dr.-Ing. -
genehmigte Dissertation
Promotionsausschuss:
Vorsitzender: Prof. Dr. rer. nat. H. Schubert
Berichter: Prof. Dr.-Ing. M. H. Wagner
Berichter: Prof. Dr. med. J. Scholz
Tag der wissenschaftlichen Aussprache: 23.10.2003
Berlin 2003
D 83
2
Inhaltsverzeichnis
0 Kurzfassung........................................................................................................................ 4
1 Einleitung ........................................................................................................................... 5
2 Aufgabenstellung................................................................................................................ 6
3 Stand der Technik............................................................................................................... 7
3.1 Grundlagen ..................................................................................................................... 7
3.2 UHMWPE .................................................................................................................... 10
3.3 Versagen des künstlichen Hüftgelenks......................................................................... 14
3.4 Schädigungsmechanismen............................................................................................ 15
3.5 Vernetzung ................................................................................................................... 16
3.6 Molmasse und Molmassenverteilung........................................................................... 26
3.7 Wärmebehandlung........................................................................................................ 28
3.8 Oberflächengestaltung.................................................................................................. 30
3.9 Zuschlagstoffe .............................................................................................................. 31
3.10 Alterung........................................................................................................................ 34
3.11 FTIR ............................................................................................................................. 35
3.12 DSC .............................................................................................................................. 39
3.13 ESR............................................................................................................................... 41
3.14 Gelgehalt ...................................................................................................................... 43
3.15 Dichte ........................................................................................................................... 43
3.16 Mechanische Untersuchungen...................................................................................... 44
3.17 Verschleißuntersuchungen ........................................................................................... 47
3.18 Simulationen der Materialschädigung.......................................................................... 50
4 Versuchsplanung und –durchführung............................................................................... 52
4.1 Materialien ................................................................................................................... 52
4.2 Umgebungsmedium...................................................................................................... 52
4.3 Betabestrahlung ............................................................................................................ 52
4.4 Gammabestrahlung....................................................................................................... 53
4.5 Materialmodifikationen................................................................................................ 54
4.6 Temperung.................................................................................................................... 55
4.7 Künstliche Alterung ..................................................................................................... 56
4.8 Verfärbung.................................................................................................................... 56
3
4.9 ESR............................................................................................................................... 56
4.10 Kristallinitätsgrad ......................................................................................................... 63
4.11 FTIR ............................................................................................................................. 71
4.12 Small-Punch-Test ......................................................................................................... 74
4.13 Schlagbiegeversuch ...................................................................................................... 84
4.14 Gelgehalt ...................................................................................................................... 88
4.15 Abriebuntersuchungen.................................................................................................. 88
5 Auswertung und Diskussion............................................................................................. 93
5.1 DSC .............................................................................................................................. 93
5.2 Dichtemessung ............................................................................................................. 94
5.3 ESR............................................................................................................................... 95
5.4 Gelgehalt ...................................................................................................................... 95
5.5 Pin-on-Disc................................................................................................................... 95
5.6 Schlagbiegeversuch ...................................................................................................... 96
5.7 Small-Punch-Test ......................................................................................................... 96
5.8 FTIR ............................................................................................................................. 99
6 Zusammenfassung und Folgerungen.............................................................................. 101
7 Literatur .......................................................................................................................... 105
4
0 Kurzfassung
Ein künstliches Hüftgelenk besteht aus einem Stiel mit Kugelkopf und einer Hüftgelenksscha-
le. Die Innenseite der Hüftgelenksschale besteht in den meisten Fällen aus UHMWPE (Ultra
High Molecular Weight Polyethylene). Eine Lebensdauer, definiert als der Zeitraum zwischen
Implantation und erneuter Operation (Revision), von über zehn Jahren erreichen über 90% der
eingesetzten Hüftpfannen. Die Revision wird jedoch oft später unumgänglich, weil es zu einer
schmerzhaften Lockerung der Pfanne im Beckenknochens kommt. Kunststoffabriebpartikel
werden momentan als Verursacher dieser Lockerung angesehen. Eine längere Lebensdauer
des Implantates verspricht deshalb wahrscheinlich eine Minimierung des Abriebs.
Um eine solche Verbesserung des Werkstoffs UHMWPE zu erreichen, wurden in dieser Ar-
beit verschiedene Ansätze verfolgt. Als Materialmodifikationen von UHMWPE wurden Ver-
netzungen und Beigabe eines Antioxidants vorgenommen. Die Vernetzung wurde durch Beta-
(100 kGy) und Gammabestrahlungen (27 und 100 kGy) induziert. Als Antioxidant wurde α-
Tocopherol (Vitamin E) beigegeben. Beim Tempern wurde das UHMWPE z. T. bis auf 155°C
erwärmt.
Zur Bewertung der gewählten Materialmodifikationen wurden verschiedene Messverfahren
verwendet. Mit Hilfe der Differential Scanning Calorimetry (DSC) wurde der Kristallini-
tätsgrad bestimmt. Die FTIR-Analyse (Fourier-Transform Infrarot-Spektroskopie) erlaubt eine
Aussage über die Oxidation. Die An- bzw. Abwesenheit von freien Radikalen wurde mittels
ESR-Messungen (Elektronen-Spin-Resonanz) untersucht. Mechanische Eigenschaften wurden
im sog. Small-Punch-Test (Durchstoßtest) und im Schlagbiegeversuch untersucht. Der Abrieb
wurde gravimetrisch auf einem Pin-on-disc (Stift-auf-Scheibe) Prüfstand betrachtet.
Es hat sich gezeigt, dass eine Verbesserung nur unzulänglich definiert und somit auch nur
bedingt durch Prüfungen charakterisiert werden kann. Die vorgenommenen Untersuchungen
lassen aber die Schlüsse zu, dass Vernetzung sowohl zur Versprödung als auch zur Abriebmi-
nimierung führt, eine Temperung nach Bestrahlung unumgänglich ist und der Einsatz von
Antioxidantien die Oxidation bedingt minimiert.
5
1 Einleitung
Wer mit einem künstlichen Hüftgelenk leben muss, möchte sich darauf verlassen können –
lebenslänglich. Möglichst lange soll das Implantat halten, so fordern es die Betroffenen und
das sind nicht wenige. Allein in Deutschland werden jährlich etwa 180.000 Hüftgelenksopera-
tionen durchgeführt, mit beachtlichen Ergebnissen: Über 90 % der künstlichen Hüftgelenke
sind nach zehn Jahren komplikationsfrei /1/. Da aber die Lebenserwartung des Menschen
steigt und zunehmend auch Patienten, die deutlich unter 60 Jahre alt sind, künstliche Hüftge-
lenke eingesetzt bekommen, wird die Forderung nach deutlich längeren Laufzeiten der Imp-
lantate laut.
Verschiedene Gründe können eine Hüftgelenksoperation notwendig machen, so gefährden
Unfälle und Krankheit wie z. B. Arthrose die Verbindung von Oberschenkelknochen (Femur)
und Beckenknochen. Dort liegt das Ende des Femurs in der Hüftgelenksschale und bildet mit
ihr ein Kugelgelenk. Bereits im 19. Jahrhundert haben Mediziner begonnen, an dieser Stelle
im menschlichen Körper künstliche Gelenke einzusetzen /2/. Die damals eingesetzten Materi-
alien waren u. a. Elfenbein, Glas, Holz und Metalle. Mit verschiedenen Materialen experimen-
tierte auch Sir Charnley Anfang 1960. Nachdem er mit Polytetraflurethylen-Hüftpfannen ge-
scheitert war, wurde ihm von der damaligen Ruhrchemie Oberhausen (heute Ticona)
UHMWPE als Implantatwerkstoff vorgeschlagen. UHMWPE zeichnet sich vor allem durch
eine hohe Schlagzähigkeit, einen geringen Abrieb, einen geringen Gleitreibungskoeffizienten
und eine hohe chemische Beständigkeit aus.
Obwohl Sir Charnley zunächst pessimistisch war, ließ er sich überzeugen, erste Versuche mit
diesem Material vorzunehmen. Mittlerweile hat sich dieses Material bewährt.
Der Stiel, der in den Femur eingesetzt wird, besteht aus Metall (316 L, CoCrMo, Ti6Al4V),
der Gelenkkopf aus Metall oder Keramik (Al2O3 (1971), ZrO2 (1985)). Die Hüftgelenksschale
kann alternativ zu Kunststoff aus Metall, Keramik oder aus einer Kombination (Metallschale
mit Keramik- oder Kunststoffinlay) bestehen.
UHMWPE als Werkstoff für künstliche Hüftgelenkspfannen gilt heutzutage als die erste Wahl
/9/. Genaue Angaben über Anzahl und Art eingesetzter Hüftpfannen, Lebensdauer oder Art
des Versagens sind mangels Erhebung, mit Ausnahme Schwedens (seit 1979), nicht verfüg-
bar. Die häufigste, dokumentierte Versagensursache ist jedoch die aseptische (d. h. ohne Be-
teiligung von Erregern verursachte) Lockerung der Hüftgelenksschale.
6
2 Aufgabenstellung
Ultrahochmolekulares Polyethylen (UHMWPE) ist der Standardwerkstoff für künstliche
Hüftgelenkspfannen. Trotz jahrzehntelanger Erfahrung besteht jedoch nach wie vor ein großer
Bedarf an einer Verbesserung dieses Werkstoffs. Eine Verbesserung kann klar definiert wer-
den als eine Erhöhung der Zeitspanne, in der das Implantat komplikationslos im menschlichen
Körper seine Funktion erfüllt. Bei einer Lebensdauer eines künstlichen Hüftgelenks von min-
destens 10 Jahren besteht die wissenschaftliche Herausforderung in der Evaluierung und Ent-
wicklung von Mess- oder Prüfmethoden, mit denen kurzfristig nachgewiesen werden kann, ob
eine Werkstoffmodifikation tatsächlich zu einer Verbesserung im oben angeführten Sinne
führt; dies unter der Vorraussetzung das durchaus relevante, aber nichtwerkstoffliche Aspekte,
wie z. B. die der Einfluss der Positionierung des Implantats außen vorgelassen werden. Wäh-
rend endgültige Aussagen nur ein jahrzehntelanger Praxistest liefern kann, können durch eine
detaillierte Werkstoffcharakterisierung bereits erste Prognosen über das Langzeitverhalten
eines Implantats angestellt werden.
Im Rahmen dieser Arbeit sollen die Folgen des Einbringens des Antioxidants Vitamins E, die
Vernetzung durch unterschiedliche Bestrahlungen (Beta/Gamma), sowie die Kombination
dieser Methoden untersucht werden. Die jeweiligen Einflüsse dieser Modifikationen sind bis-
her nur unzureichend erfasst, die Kombination, auf UHMWPE angewendet, noch gar nicht.
Um die Wechselwirkungen verstehen und beurteilen zu können, ist jedoch ein besseres Ver-
ständnis des Grundmaterials und der Auswirkungen der jeweiligen Modifikation notwendig.
Daher soll beschrieben werden, welche Mess- und Prüfverfahren in der Praxis verwendet
werden und welche Aussagen sie erlauben. Es gilt dabei, die wesentlichen Faktoren der Her-
stellung und Bearbeitung des UHMWPEs und deren möglichen Einfluss auf das spätere Ver-
halten des Implantats zu beschreiben. Wie die Schädigung des Werkstoffs vonstatten geht und
wie dies zum Versagens des künstlichen Hüftgelenks beiträgt, ist bisher nur begrenzt erfasst
und geklärt.
Unter Berücksichtigung der jeweiligen Aussagekraft der entsprechenden Prüfverfahren gilt es,
die Aspekte herauszuarbeiten, die den größten Einfluss auf die Langzeitstabilität des Implan-
tats besitzen. Schließlich sollen Vorschläge gemacht werden, wie der Einsatz von Antioxidan-
tien bzw. die Vernetzung des UHMWPEs in die industrielle Serienfertigung umgesetzt wer-
den kann, mit dem Ziel, eine verlängerte Lebensdauer des Implantates zu erreichen.
7
3 Stand der Technik
3.1 Grundlagen
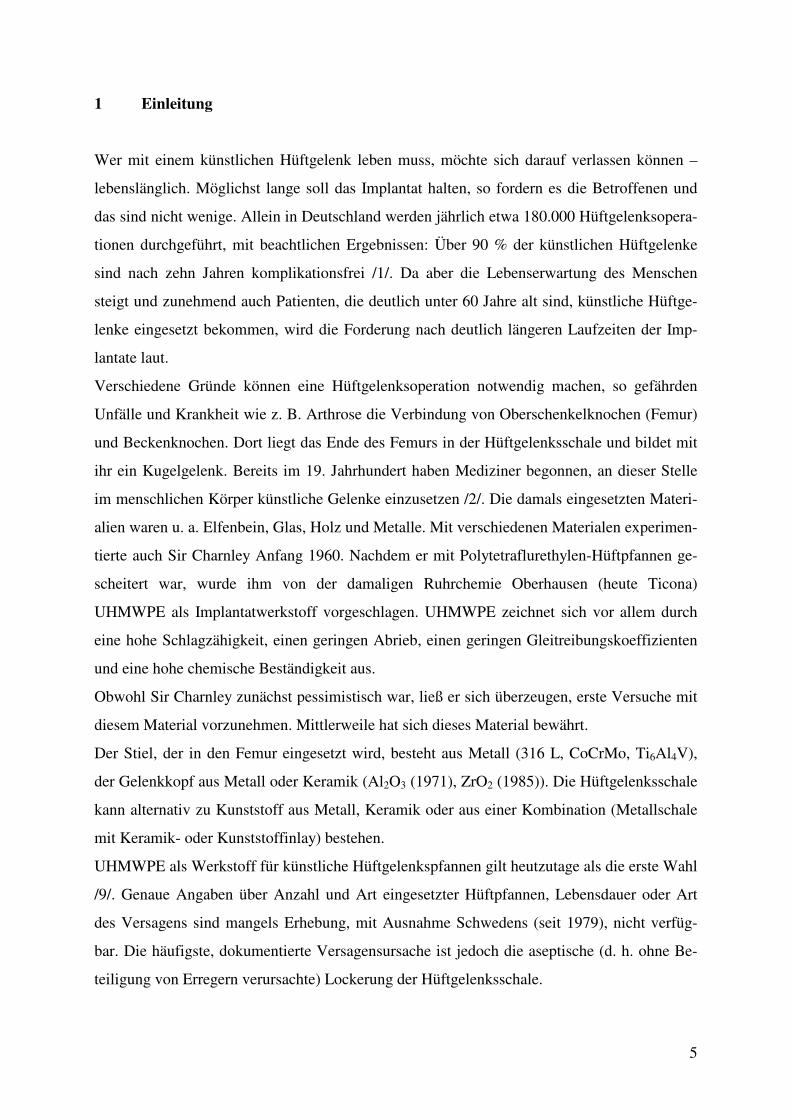
Das natürliche Hüftgelenk besteht aus dem Oberschenkelknochen und dem Beckenknochen
(Bild 3.1.1).
Bild 3.1.1: Natürliches Hüftgelenk nach /3/
Darin werden die Reibflächen nicht von den Knochen selbst, sondern von einer Knorpel-
schicht gebildet, welche durch eine Flüssigkeit (Synovialflüssigkeit) geschmiert wird. Das
Hüftgelenk ist ein Kugelgelenk. Eine genaue Beschreibung der Anatomie findet sich z. B.
unter /4/.
Die Art der Belastung im Gelenk ist nicht uni-, sondern multidirektional /5/. Als Belastungs-
spitze kann ein bis zu Zehnfaches des Körpergewichtes erreicht werden.
Durch Krankheit, Unfall oder natürlichen Verschleiß kann es zum Versagen des natürlichen
Gelenkes kommen. Dieses kann dann durch ein künstliches Gelenk ersetzt werden. Ein sol-
ches besteht in der Regel aus einem Metallstiel, der in den Oberschenkelknochen eingeschla-
gen wird, einem Kopf (aus Metall oder Keramik) und aus einer ein- oder mehrteiligen Hüftge-
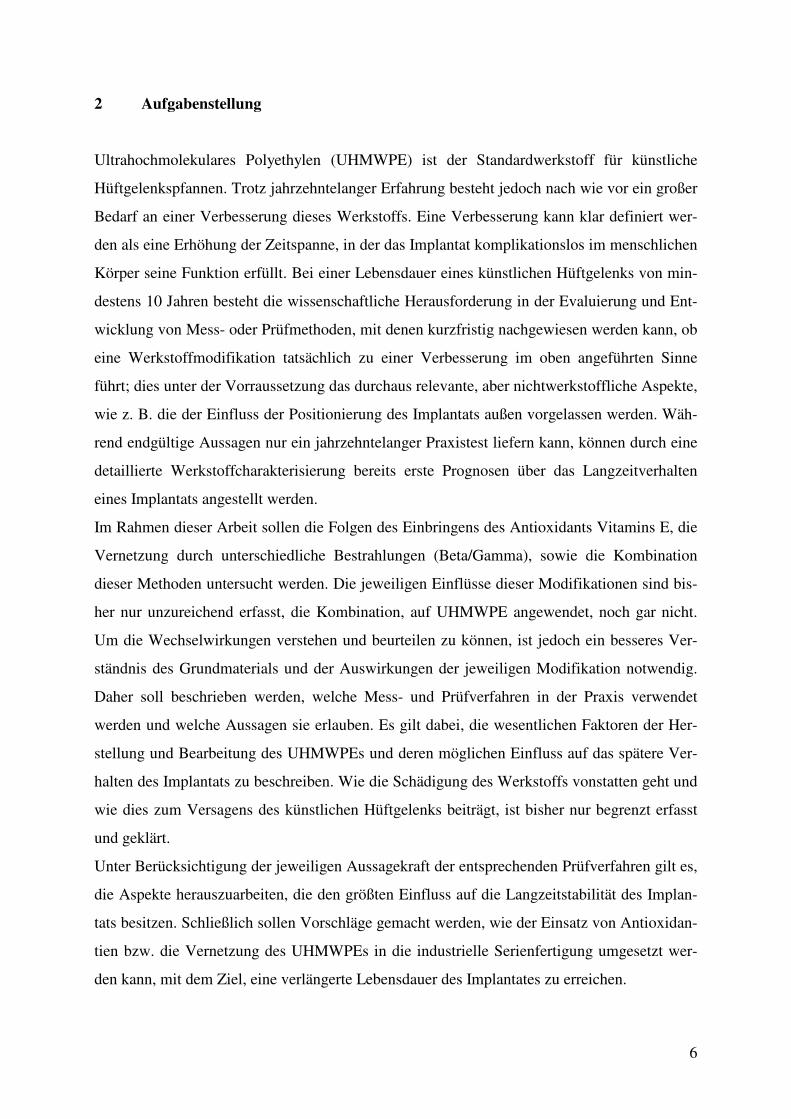
lenksschale, die in den Beckenknochen eingesetzt wird (Bild 3.1.2).
8
Bild 3.1.2: Künstliches Hüftgelenk nach /6/
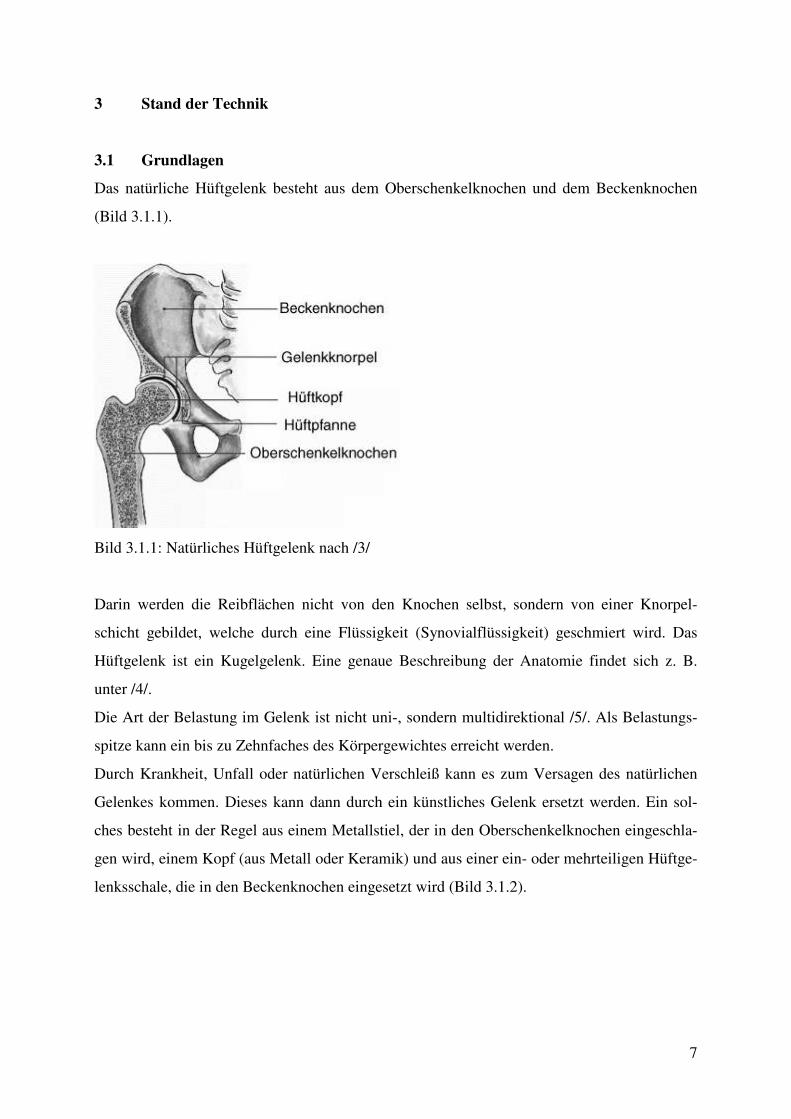
Der Reibungsfaktor im künstlichen Hüftgelenk ist abhängig von der Materialpaarung und - im
Abriebprüfstand - auch vom Schmiermittel. Tabelle 3.1.1 zeigt Reibwerte für verschiedene
Materialpaarungen. Die weite Streuung der Messwerte ergibt sich einerseits aus den Werk-
stoffkombinationen, andererseits aus den verschiedenen Schmiermitteln.
Hüftschale UHMWPE Metall UHMWPE
Gelenkkopf Metall Metall Keramik
Reibfaktor 0,02–0,17 0,12-0,25 0,017–0,068
Tabelle 3.1.1: Reibwerte nach /7/
Im Vergleich dazu liegt der Reibkoeffizient im natürlichen Hüftgelenk bei unter 0,002 /8/.
Die Kombination von UHMWPE (Hüftschale) mit Metall oder Keramik (Kugelkopf) hat sich
mittlerweile als internationaler Standard etabliert /9/. Gründe, weshalb sich das Polyethylen
vor allem in USA durchgesetzt hat, sind u. a. die Sorge um Wiedergutmachungsansprüche
nach dem möglichen Bruch einer Keramikhüftschale sowie geringere Kosten (ca. 100 € vs.
350 €, Stand 2002). Zudem ergibt sich bei Keramikhüftpfannen das Problem des sog. Impin-
gement, also des Zusammenstoßes des Schafthalses mit dem Rand der Hüftschale, was zu
Absplitterungen oder zum Bruch führen kann /10,11,12/. Weiterhin besteht bei Keramik die
Notwendigkeit des absolut exakten Arbeitens des Operateurs /13/. Eine Hüftgelenksschale aus
9
Polyethylen kann bei ungünstiger Positionierung durch den Operateur ebenfalls nach kurzer
Zeit versagen, dennoch ist sie generell fehlertoleranter. Kriterien, ob eine Kunststoff- oder
Keramikhüftschale einzusetzen ist, sind weiterhin Aktivität und Lebenserwartung des Patien-
ten /12/. Es muss zudem noch angemerkt werden, dass bei Keramikhüftpfannen intensiv dis-
kutiert wird, welche Art von Keramik zu bevorzugen sei.
Eine eindeutige Antwort auf die Frage, welches Material für eine künstliche Hüftpfanne
schlussendlich das Beste ist, gibt es bislang nicht /14/. Die Optimierung einer künstlichen
Hüftpfanne stellt sicherlich nur einen Teilaspekt bei der Gesamtproblematik des künstlichen
Gelenks dar, jedoch einen wesentlichen.
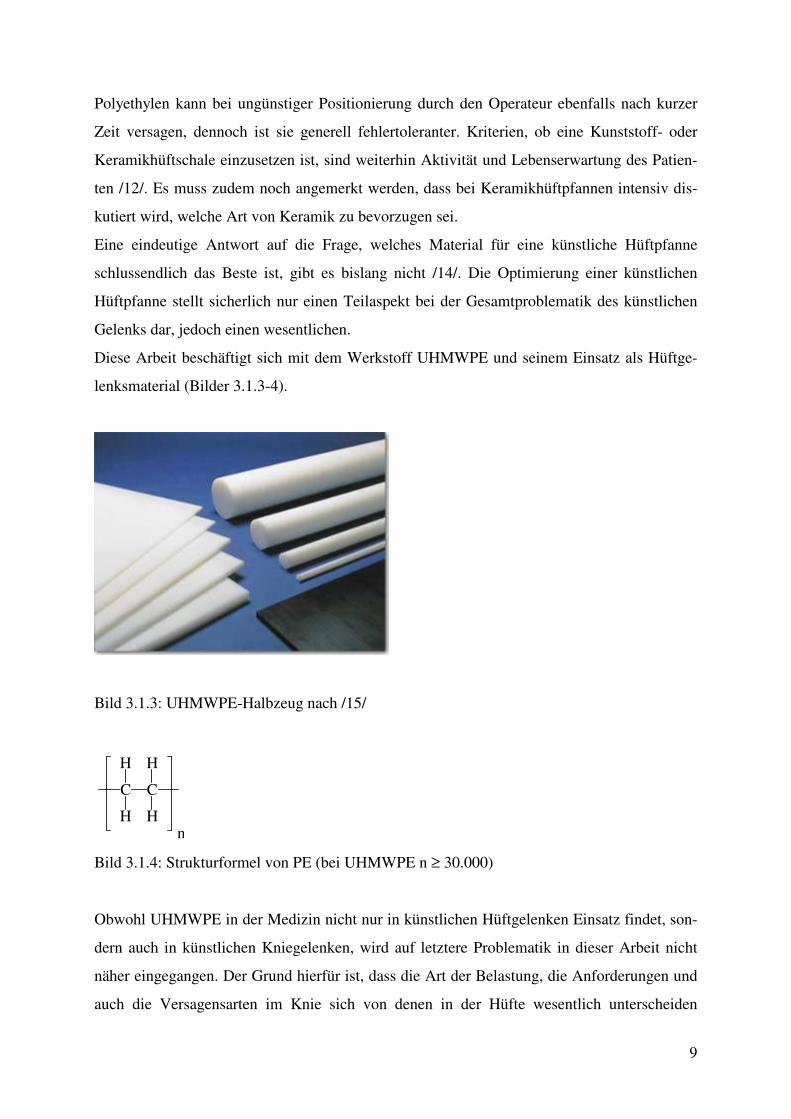
Diese Arbeit beschäftigt sich mit dem Werkstoff UHMWPE und seinem Einsatz als Hüftge-
lenksmaterial (Bilder 3.1.3-4).
Bild 3.1.3: UHMWPE-Halbzeug nach /15/
C C
H
H H
H
n
Bild 3.1.4: Strukturformel von PE (bei UHMWPE n ≥ 30.000)
Obwohl UHMWPE in der Medizin nicht nur in künstlichen Hüftgelenken Einsatz findet, son-
dern auch in künstlichen Kniegelenken, wird auf letztere Problematik in dieser Arbeit nicht
näher eingegangen. Der Grund hierfür ist, dass die Art der Belastung, die Anforderungen und
auch die Versagensarten im Knie sich von denen in der Hüfte wesentlich unterscheiden
10
/16,17/. Eine ausführliche Beschreibung der Bewegung im Kniegelenk wird von Freeman et
al. in /18/ dargestellt, Wang et al. betrachtet in 19/ die Bewegungsabläufe in der Hüfte. Auf-
grund der bestehenden Unterschiede wird UHMWPE hinsichtlich seines Einsatzes im Kniege-
lenk nach anderen Kriterien geprüft /20/.
3.2 UHMWPE
UHMWPE zeichnet sich durch eine hohe Verschleißfestigkeit, hohe Kerbschlagzähigkeit und
eine geringe Gleitreibung aus. Deshalb findet dieser Werkstoff Einsatz in der Fördertechnik
(Führungsleisten), im Schüttguthandling (Auskleidung), in der Papierindustrie (Entwässe-
rungselemente) sowie beim Hafenbau (Fender) und bei Offshore-Anlagen /21/. Als Werkstoff
für ein künstliche Hüftgelenke verwendete Sir Charley Polyethylen erstmals 1962.
Das vom ihm eingesetzte Material wurde von der Ruhrchemie Oberhausen hergestellt und
hatte wohl eine geringere Molmasse als heute verwendetes UHMWPE. Die heutige Bezeich-
nung „ultrahochmolekular“ ist nicht eindeutig. Als HDPE gilt derzeit ein PE mit einer Mol-
masse von unter 200.000 g/mol /9/. Nach DIN ISO 11542 ist PE mit einer Schmelze-
Massefließrate von unter 0,1 g/10 min als UHMWPE definiert (wobei dies einer Molmasse
von über 106 g/mol entspräche), nach der ASTM D 4020 liegt die Grenze bei 3,1*106 g/mol.
Die angegebene, mittlere Molmasse heutigen UHMWPEs liegt, je nach Hersteller und ver-
wendeter Messmethodik zwischen 3,5*106 und 107g/mol.
Es gibt zwar mehrere Hersteller von UHMWPE, jedoch bieten die meisten kein Material mehr
für medizinische Anwendungen an. Ausnahmen bilden Ticona, ehemals Hoechst, mit dem
Polyethylen GUR (Granular UHMWPE Ruhrchemie) und bis vor kurzem noch Montell (1900
und 1900H), mittlerweile Basell. Der Anteil medizinisch eingesetzten UHMWPEs im Ver-
hältnis zu industriellen Anwendungen ist sehr klein, genaue Angaben darüber liegen jedoch
nicht vor. Die Kennzeichnung von GUR ABC(D) hängt von folgenden Faktoren ab: der Dich-
te des ungesinterten Pulvers (A = 4 → 400 g/L), der An- (B = 1) oder Abwesenheit (B = 0)
von Zusatzstoffen wie z. B. Kalziumstearat und der Dehnspannung (C = 5 → 0,5 MPa). Me-
dizinisches, gesintertes GUR wird heute unter dem Namen Chirulen (1020 und 1050) von
Poly Hi Solidur vertrieben, wobei hier die erste Zahl (A =1) nicht für die Dichte steht, sondern
die hohe Reinheit symbolisiert.
Standardmäßig wird UHMWPE durch das Ziegler-Natta- oder Niederdruckverfahren aus E-
thylenmonomeren mittels Katalysatoren (TiCl3/Al(C2H5)3) in MgCl2 als Trägersubstanz bei
0,1 bis 5 MPa Überdruck und Temperaturen von 20 bis 150°C radikalisch polymerisiert. Diese
11
Polymerisierung von Ethylen wird von der Ticona in Oberhausen vorgenommen. Die Korn-
größe von GUR 4150, früher auch als GUR 415 bezeichnet, wird mit 10 bis 200 µm /16/, 50
bis 200 µm /22/, 120 µm /23/, 140 µm /9/ und 200 µm angegeben /33/. Die Korngröße bei
Montell 1900 liegt bei 300 µm /9/. Alternativ zu Ziegler-Natta-Katalysatoren können auch
Metallocene (katalytisch wirkender Teil: vierwertiges kationisches Zirkonatom) verwendet
werden, die den Vorteil höherer Aktivität und der Erzeugung enger Molmassenverteilung ha-
ben. Insbesondere für den Bereich der Folienherstellung wird Polyethylen auf Basis von Me-
tallocenkatalysatoren eine sehr positive Prognose erteilt /24/.
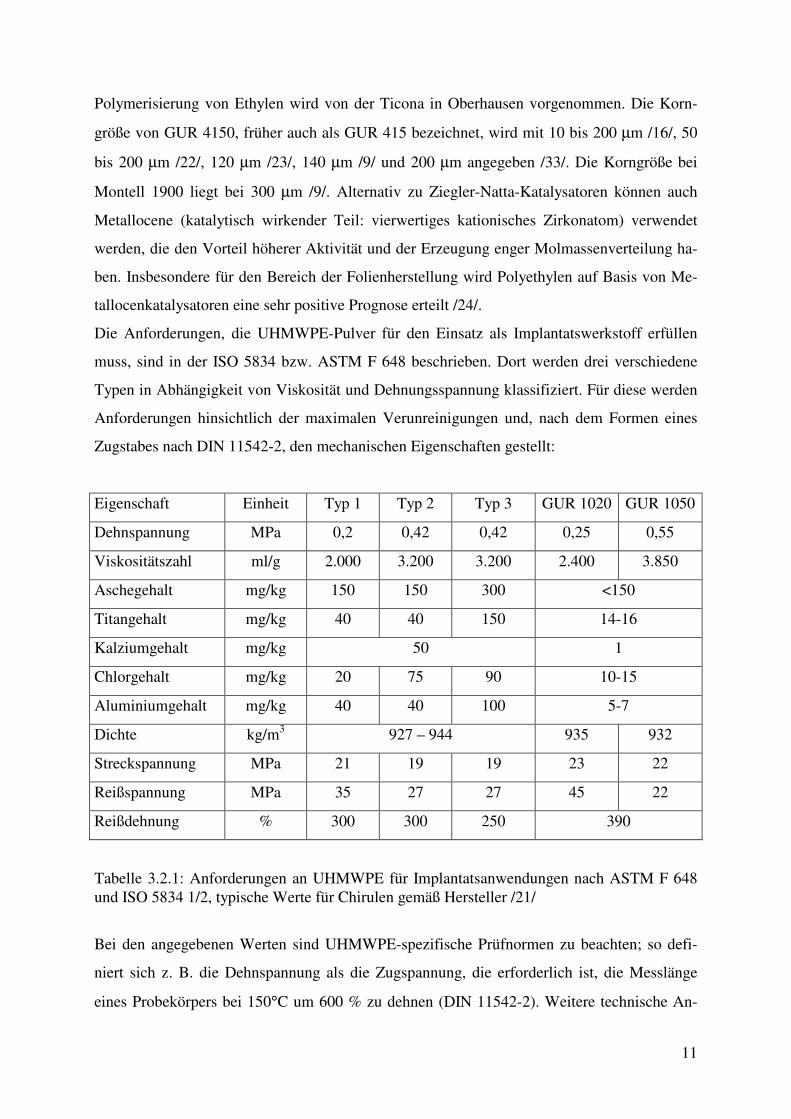
Die Anforderungen, die UHMWPE-Pulver für den Einsatz als Implantatswerkstoff erfüllen
muss, sind in der ISO 5834 bzw. ASTM F 648 beschrieben. Dort werden drei verschiedene
Typen in Abhängigkeit von Viskosität und Dehnungsspannung klassifiziert. Für diese werden
Anforderungen hinsichtlich der maximalen Verunreinigungen und, nach dem Formen eines
Zugstabes nach DIN 11542-2, den mechanischen Eigenschaften gestellt:
Eigenschaft Einheit Typ 1 Typ 2 Typ 3 GUR 1020 GUR 1050
Dehnspannung MPa 0,2 0,42 0,42 0,25 0,55
Viskositätszahl ml/g 2.000 3.200 3.200 2.400 3.850
Aschegehalt mg/kg 150 150 300 <150
Titangehalt mg/kg 40 40 150 14-16
Kalziumgehalt mg/kg 50 1
Chlorgehalt mg/kg 20 75 90 10-15
Aluminiumgehalt mg/kg 40 40 100 5-7
Dichte kg/m3 927 – 944 935 932
Streckspannung MPa 21 19 19 23 22
Reißspannung MPa 35 27 27 45 22
Reißdehnung % 300 300 250 390
Tabelle 3.2.1: Anforderungen an UHMWPE für Implantatsanwendungen nach ASTM F 648 und ISO 5834 1/2, typische Werte für Chirulen gemäß Hersteller /21/
Bei den angegebenen Werten sind UHMWPE-spezifische Prüfnormen zu beachten; so defi-
niert sich z. B. die Dehnspannung als die Zugspannung, die erforderlich ist, die Messlänge
eines Probekörpers bei 150°C um 600 % zu dehnen (DIN 11542-2). Weitere technische An-
12
gaben und zugehörige Prüfnormen finden sich in /21,25/. Ein Material, dass nur diesen An-
forderungen genügen würde, entspricht nicht mehr den heute erwarteten Qualitätsstandards
/26/. In der Medizin eingesetztes UHMWPE übertrifft die Anforderung bezüglich der Verun-
reinigungen (s. Tab. 3.2.1).
Wie bei allen Kunststoffen können die Eigenschaften von UHMWPE-Formteilen einer großen
Streuung unterliegen. Ein Einflussfaktor dabei ist u. a. die Urformung des Produktes.
Aufgrund seiner hohen Viskosität wird UHMWPE meist im Sinterprozess (Compression
Molding, Rammextrusion) zu Zylindern oder Platten verarbeitet. Sowohl Bankston et al. /27/
als auch Poggie et al. /28/ verweisen darauf, dass sich beim Compression Molding höhere
Qualitäten ergeben als bei der Rammextrusion. Jedoch wird diese Ansicht nicht überall ge-
teilt: Während in Deutschland für Implantate meist gesintertes Material verwendet wird, be-
vorzugt man in den USA Rammextrudiertes. Dieses rammextrudierte GUR 1050/1020 wird
unter dem Handelsnamen Tivar vertrieben. Daneben gibt es auch das Direct Compression
Molding (DCM). Dabei wird der Werkstoff direkt in die Endform des Werkstücks gepresst,
was u. a. zur Folge hat, dass die Oberfläche frei von Bearbeitungsspuren ist. Es gibt jedoch
keinen Hinweis darauf, dass dies von klinischer Relevanz ist. Weiterhin stellt sich die Prob-
lematik, dass bei nachfolgenden Verfahrensschritten (Temperung, Sterilisation etc.) die Form-
genauigkeit nicht notwendigerweise gewahrt bleibt, was bei einem Implantat, dass im Direct
Compression Molding aber erforderlich ist. Da sich dieses Verfahren als insgesamt aufwendi-
ger darstellt sich, aber keine offensichtlichen Vorteile erbringt, wird es nur noch selten ange-
wendet /9,29,30,31/.
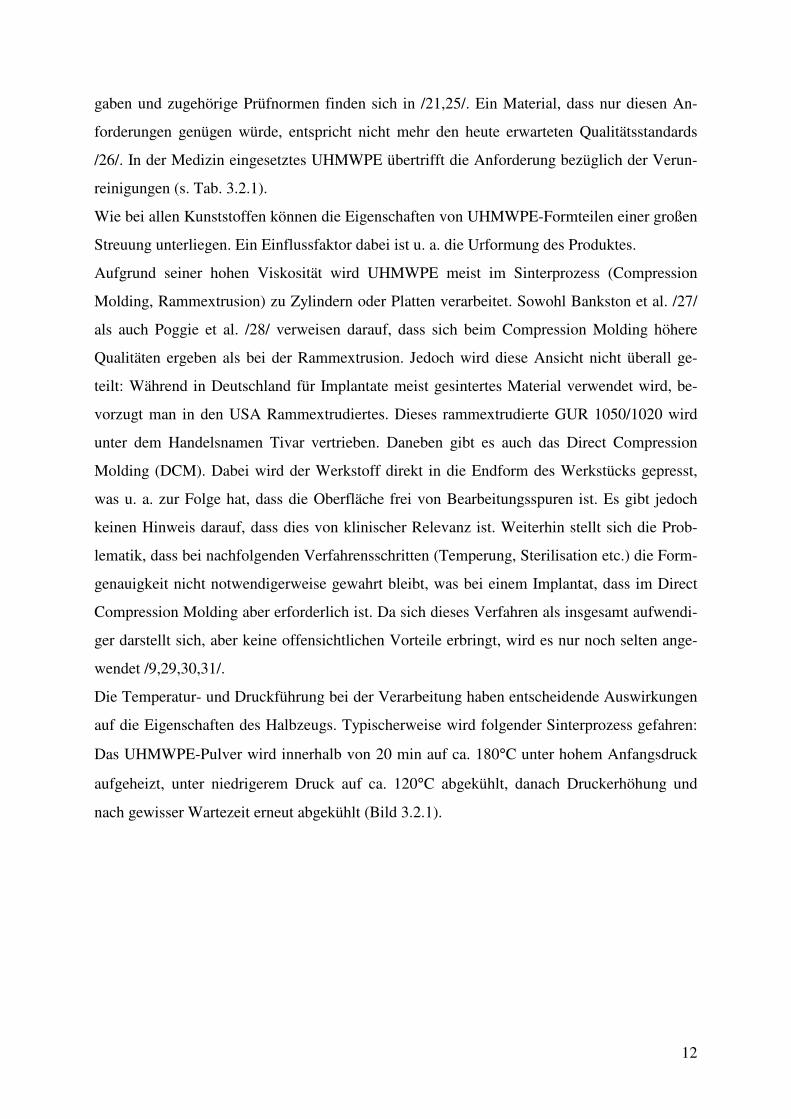
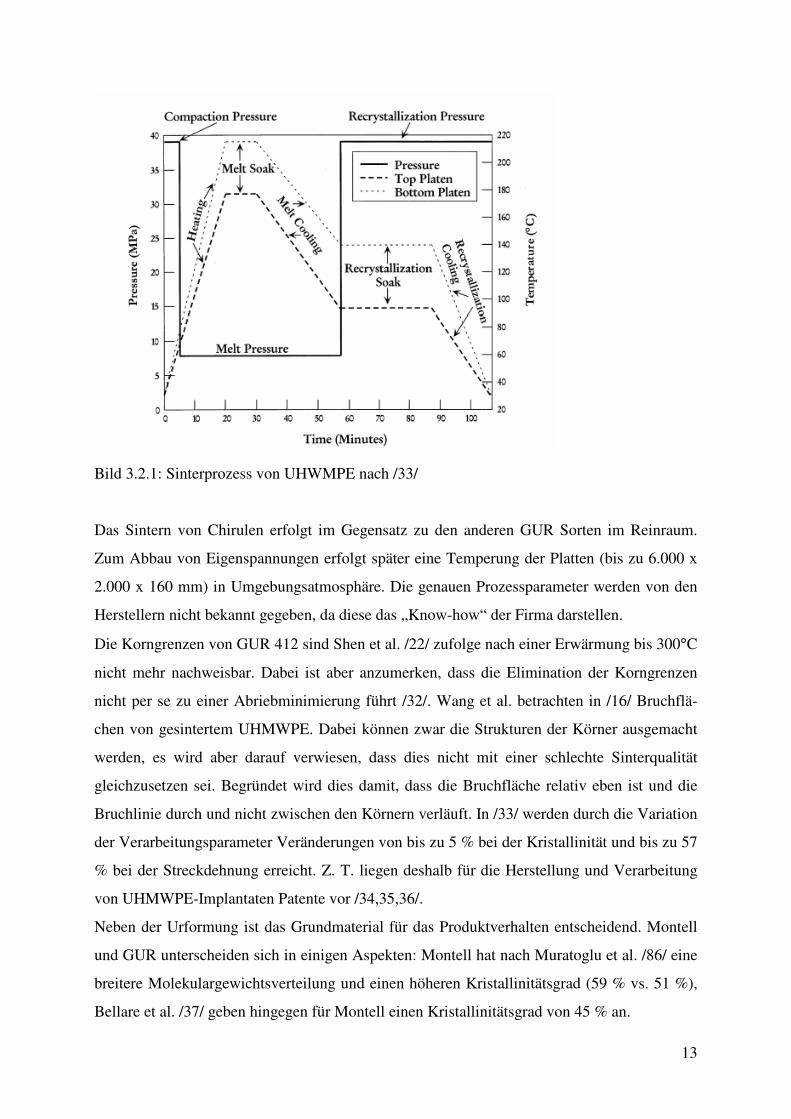
Die Temperatur- und Druckführung bei der Verarbeitung haben entscheidende Auswirkungen
auf die Eigenschaften des Halbzeugs. Typischerweise wird folgender Sinterprozess gefahren:
Das UHMWPE-Pulver wird innerhalb von 20 min auf ca. 180°C unter hohem Anfangsdruck
aufgeheizt, unter niedrigerem Druck auf ca. 120°C abgekühlt, danach Druckerhöhung und
nach gewisser Wartezeit erneut abgekühlt (Bild 3.2.1).
13
Bild 3.2.1: Sinterprozess von UHWMPE nach /33/
Das Sintern von Chirulen erfolgt im Gegensatz zu den anderen GUR Sorten im Reinraum.
Zum Abbau von Eigenspannungen erfolgt später eine Temperung der Platten (bis zu 6.000 x
2.000 x 160 mm) in Umgebungsatmosphäre. Die genauen Prozessparameter werden von den
Herstellern nicht bekannt gegeben, da diese das „Know-how“ der Firma darstellen.
Die Korngrenzen von GUR 412 sind Shen et al. /22/ zufolge nach einer Erwärmung bis 300°C
nicht mehr nachweisbar. Dabei ist aber anzumerken, dass die Elimination der Korngrenzen
nicht per se zu einer Abriebminimierung führt /32/. Wang et al. betrachten in /16/ Bruchflä-
chen von gesintertem UHMWPE. Dabei können zwar die Strukturen der Körner ausgemacht
werden, es wird aber darauf verwiesen, dass dies nicht mit einer schlechte Sinterqualität
gleichzusetzen sei. Begründet wird dies damit, dass die Bruchfläche relativ eben ist und die
Bruchlinie durch und nicht zwischen den Körnern verläuft. In /33/ werden durch die Variation
der Verarbeitungsparameter Veränderungen von bis zu 5 % bei der Kristallinität und bis zu 57
% bei der Streckdehnung erreicht. Z. T. liegen deshalb für die Herstellung und Verarbeitung
von UHMWPE-Implantaten Patente vor /34,35,36/.
Neben der Urformung ist das Grundmaterial für das Produktverhalten entscheidend. Montell
und GUR unterscheiden sich in einigen Aspekten: Montell hat nach Muratoglu et al. /86/ eine
breitere Molekulargewichtsverteilung und einen höheren Kristallinitätsgrad (59 % vs. 51 %),
Bellare et al. /37/ geben hingegen für Montell einen Kristallinitätsgrad von 45 % an.
14
Darüber hinaus beeinflusst aber auch schon die Art der Polymerisation die mechanischen Ei-
genschaften. So liegt nach Velikova /38/ die Dehnung zwischen 535 % und 744 %, die Reiß-
spannung schwankt zwischen 33 MPa und 43,6 MPa, lediglich bedingt durch die Wahl der
Katalysatoren.
3.3 Versagen des künstlichen Hüftgelenks
Wie das natürliche Hüftgelenk unterliegt auch das künstliche dem Verschleiß. Der Verschleiß
im Hüftgelenk ist primär abrasiver und adhesiver Natur /16/. Abrasiver Verschleiß tritt auf,
wenn Fremdteilchen jeglicher Art (z. B. Abriebpartikel) zwischen die Reibflächen geraten,
adhesiver, wenn es durch Abreißen des Schmierfilms zwischen den Reibflächen zur Trocken-
reibung kommt /208/. Der Verschleiß liegt zwischen 0,1 mm und 0,2 mm pro Jahr /9,39, 40/.
Bei einer Dicke einer künstlichen Hüftschale von 6 mm liegt die Lebensdauer somit theore-
tisch zwischen 30 und 60 Jahren. In der Praxis erreichen künstliche Hüftgelenke heutzutage
eine 90 % Überlebensrate nach 10 Jahren /17/. Weit darüber liegende Zeiträume von 20 und
mehr Jahren werden jedoch erforderlich, da zunehmend jüngere Patienten operiert werden.
Der häufigste Grund für eine Revision ist eine Lockerung der Prothese im Beckenknochen.
Ein Bruch einer Prothese kommt nur sehr selten vor und hat statistisch keine Bedeutung /41/.
Die Lockerung wird nicht durch Keime induziert, deshalb spricht man von der aseptischen
Lockerung. Wodurch diese nun jedoch ausgelöst wird, ist bis heute nicht eindeutig geklärt.
Gegenwärtige Erklärungshypothesen gehen jedoch derzeit von Abriebpartikeln der Kunst-
stoffhüftpfanne als Verursacher aus, von denen jährlich Millionen im Gelenk erzeugt werden.
Die kritische Partikelgröße, die eine Aktivierung der Makrophagen bewirkt, liegt zwischen 0,3
und 10 µm /42,43/ und somit in einem Größenbereich, der deutlich unter dem der ursprüngli-
chen Körner des Grundmaterials liegt. Die Freisetzung u. a. der Zytokine Interleukin 1 und 6
durch die aktivierten Makrophagen führt zu einer Hemmung der knochenbildenden Zellen und
einer Aktivierung der knochenabbauenden Zellen /13,44,45/. Die Folge der Gesamtheit dieser
Vorgänge ist oft die schmerzhafte Lockerung der Prothese und schließlich die Notwendigkeit
einer Revision, d. h. einer erneuten Operation. Zu berücksichtigen ist hierbei aber, dass die
Vorgänge im Einzelnen noch nicht endgültig geklärt sind.
Das Versagen einer Prothese lässt sich nicht monokausal erklären /40/. Kurtz et al. gehen da-
von aus, dass der Abrieb von über 30 Faktoren bestimmt wird /46/. Einige Ursachen sind z. B.
die Art und Beschaffenheit des Reibpartners, also des Kugelkopfes, Durchmesser des Kugel-
kopfes, Qualität und Herstellungsmethode des UHMWPEs, die Sterilisierungsmethode der
15
Hüftschale, Vernetzung des Materials, Alter und Mobilität des Patienten, u. v. m.. Abriebmi-
nimierend wirkt eine erhöhte Konzentration von Phospholipiden /47/, sowie eine erhöhte
Menge von Proteinen im Schmiermittel /48/, also im Falle des menschlichen Gelenks in der
Synovialflüssigkeit /40/. Dies ist der Fall bei einer Rheumaerkrankung, was mittelbar zu ei-
nem geringerem Verschleiß im Gelenk führt. Andererseits ist zu berücksichtigen, dass Rheu-
matiker in der Regel eine geringere Aktivität haben. Der natürliche Kopf des Femurs hat in
der Regel einen Durchmesser > 32 mm, bei künstlichen Gelenken werden meist Hüftschalen
mit Innendurchmessern von 22 bis 32, maximal 46 mm verwendet 49. Grundsätzlich ist ein
geringerer Hüftschaleninnendurchmesser abriebminimierend /50/, wobei diese Ansicht nicht
unumstritten ist /51/. Als Grund für einen geringen Verschleiß bei kleineren Durchmessern
wird angenommen, dass die zurückgelegte Reibstrecke einen höheren Einfluss hat als die Flä-
chenpressung /52/. Daraus folgt auch des weiteren, dass ein hohes Körpergewicht weniger
zum Verschleiß beiträgt als ein hohes Maß an Aktivität des Patienten /43,53/. Vorteilhaft bei
größeren Hüftschaleninnendurchmesser hingegen ist die erhöhte Bewegungsfreiheit. Eindeu-
tige Schadenskriterien festzulegen ist u. a. deshalb schwierig, weil die Schädigung in vivo nur
unzureichend beurteilt werden kann. Im Röntgenbild kann zwar die Veränderung der Lage
von Prothesenkopf zu Schale beurteilt werden. Doch neben dem Verschleiß kann auch das
Kriechen des UHMWPEs ursächlich dafür sein /54/. Eine Schadensanalyse anhand von
explantierten Hüftpfannen gestaltet sich schwierig, da nach über zehn Jahren nach Implantati-
on nur wenig verlässliche Daten über Grundmaterial, Sterilisationsart und Lagerungsdauer
vorliegen /55/.
3.4 Schädigungsmechanismen
Eine Hüftpfanne durchläuft nach Wang et al. drei Phasen: eine Einlaufphase (running-in), eine
statische Phase (steady-state) und eine Phase massiven Abriebs (severe wear period) /56/. Die
meisten Veröffentlichungen gehen nicht auf diese Phasen ein. Dies liegt wohl daran, dass die
„running-in“-Phase nicht weiter kritisch ist und die „severe wear Period“ erst gar nicht er-
reicht wird, oder dass diese Phasen nicht leicht voneinander differenzierbar sind. Die Proble-
matik ergibt sich während des „steady state“. Oonishi et al. geben an, dass diese Phase nach
zwei Millionen Zyklen erreicht wird /57,58/.
UHMWPE liegt nach der Polymerisation in Körnerform dar. Eine bevorzugte kristalline Ori-
entierung ist zunächst nicht vorhanden /16/. Das UHMWPE-Pulver wird dann im Sinterpro-
zess verdichtet. Die Körner sind außen in radialer Richtung orientiert, nicht jedoch im Innern.
16
Eine plastische Verformung der Körner zunächst beim Sintern und später die Belastung des
Implantates im Körper hat jedoch eine Änderung der Morphologie zur Folge: die Lamellen
orientieren sich in Richtung der jeweiligen Belastung, die Lage der C-C Bindungen ist dabei
senkrecht zu dieser Belastungsrichtung. Die Folge der Orientierung der Lamellen in Belas-
tungsrichtung ist eine Verhärtung in Richtung der Belastung und eine Erweichung senkrecht
dazu Man spricht von „orientation hardening“ in Orientierungsrichtung bzw. „orientation sof-
tening“ senkrecht dazu /16,67/. Daraus resultiert neben anderem, dass der Verschleiß bei einer
multidirektionalen Beanspruchung erheblich höher ist als bei einer linearen. /18,59,138/.
In einem künstlichen Hüftgelenk werden die Reiboberflächen zum einen von der UHMWPE
Hüftschale, zum anderen vom Kugelkopf der Prothese (Metall oder Keramik) gebildet. An der
UHMWPE-Oberfläche der Hüftgelenksschale stellen sich trotz multidirektionaler Belastung
in den äußeren Schichten Orientierungen in Richtung der Hauptbelastung ein /67/. Diese Ori-
entierung ermöglicht zu einem späterem Zeitpunkt das Herauslösen bzw. –reißen einzelner
orientierter Bereiche, was sich als fibrillenartiger Abrieb darstellt. Klinisch zurück gewonnene
Hüftschalen weisen entsprechende Schädigungen auf /18/. Bei überwiegend linearer Belas-
tung, wie sie eher im Knie auftritt, reißen eher die dünnen Oberflächenschichten, was zu flo-
ckenartigen Abriebpartikeln führt /16,60/. Fibrillenartiger Abrieb wird im Vergleich zu flo-
ckenartigem als kritischer betrachtet /61/. Begünstigt wird das Entstehen von Abrieb durch
Rissbildung /17/.
3.5 Vernetzung
Ziel der Materialverbesserung ist es, eine nahezu abriebfreie Oberfläche zu erzeugen. Ein An-
satz dies zu erreichen ist die Vernetzung der Makromoleküle /16,18/. Die Makromoleküle des
UHMWPEs sind linear und in der Regel nicht vernetzt. Das Erstellen von Verbindungen zwi-
schen den Kohlenstoffketten wird als „Crosslinking“ oder „Vernetzen“ bezeichnet.
Der Abrieb eines vernetzten UHMWPEs ist bis zu 90 % geringer als der eines nativen
/62,63,64/. Die Firma Sulzer gibt an, dass selbst nach 20 Millionen Zyklen im AMTI (Advan-
ced Mechanical Technology, Inc.) Hüftsimulator das vernetzte UHMWPE Durasul keinen
gravimetrisch messbaren Abrieb aufweise und optisch unversehrt seien /65/. Es wird berichtet,
dass die Prüfkörper an Gewicht nicht ab-, sondern zugenommen hätten, was wiederum einer
Wasseraufnahme zugeschrieben wird. Explizit verwiesen wird darauf, dass diese Aussagen
nur auf informeller Basis gemacht werden und ausschließlich auf den europäischen Markt
gerichtet sind.
17
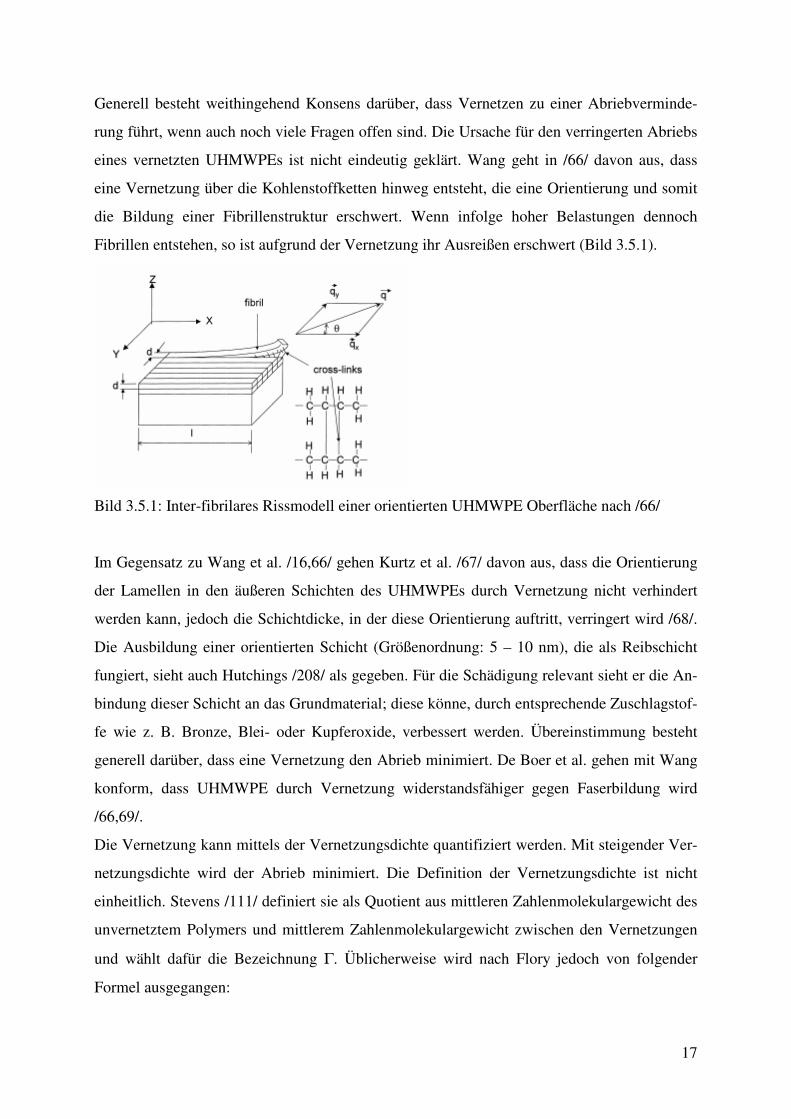
Generell besteht weithingehend Konsens darüber, dass Vernetzen zu einer Abriebverminde-
rung führt, wenn auch noch viele Fragen offen sind. Die Ursache für den verringerten Abriebs
eines vernetzten UHMWPEs ist nicht eindeutig geklärt. Wang geht in /66/ davon aus, dass
eine Vernetzung über die Kohlenstoffketten hinweg entsteht, die eine Orientierung und somit
die Bildung einer Fibrillenstruktur erschwert. Wenn infolge hoher Belastungen dennoch
Fibrillen entstehen, so ist aufgrund der Vernetzung ihr Ausreißen erschwert (Bild 3.5.1).
Bild 3.5.1: Inter-fibrilares Rissmodell einer orientierten UHMWPE Oberfläche nach /66/
Im Gegensatz zu Wang et al. /16,66/ gehen Kurtz et al. /67/ davon aus, dass die Orientierung
der Lamellen in den äußeren Schichten des UHMWPEs durch Vernetzung nicht verhindert
werden kann, jedoch die Schichtdicke, in der diese Orientierung auftritt, verringert wird /68/.
Die Ausbildung einer orientierten Schicht (Größenordnung: 5 – 10 nm), die als Reibschicht
fungiert, sieht auch Hutchings /208/ als gegeben. Für die Schädigung relevant sieht er die An-
bindung dieser Schicht an das Grundmaterial; diese könne, durch entsprechende Zuschlagstof-
fe wie z. B. Bronze, Blei- oder Kupferoxide, verbessert werden. Übereinstimmung besteht
generell darüber, dass eine Vernetzung den Abrieb minimiert. De Boer et al. gehen mit Wang
konform, dass UHMWPE durch Vernetzung widerstandsfähiger gegen Faserbildung wird
/66,69/.
Die Vernetzung kann mittels der Vernetzungsdichte quantifiziert werden. Mit steigender Ver-
netzungsdichte wird der Abrieb minimiert. Die Definition der Vernetzungsdichte ist nicht
einheitlich. Stevens /111/ definiert sie als Quotient aus mittleren Zahlenmolekulargewicht des
unvernetztem Polymers und mittlerem Zahlenmolekulargewicht zwischen den Vernetzungen
und wählt dafür die Bezeichnung Γ. Üblicherweise wird nach Flory jedoch von folgender
Formel ausgegangen:
18
E
RTM
C
ρ3=
Dabei ist MC das Molekulargewicht zwischen den Vernetzungen, R die Gaskonstante, T die
absolute Temperatur, E das Elastizitätsmodul und ρ die Dichte. Die Vernetzungsdichte ν ist
definiert als die Anzahl der Vernetzungen pro Volumeneinheit:
C
L
M
Nρν =
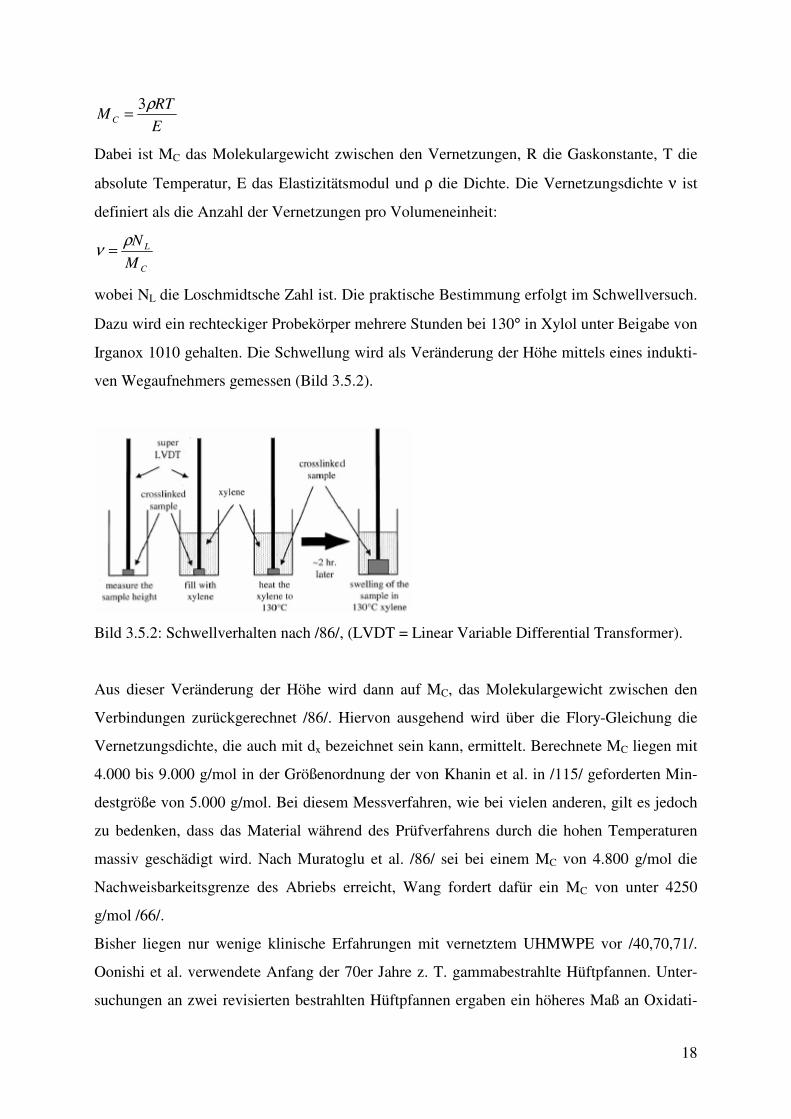
wobei NL die Loschmidtsche Zahl ist. Die praktische Bestimmung erfolgt im Schwellversuch.
Dazu wird ein rechteckiger Probekörper mehrere Stunden bei 130° in Xylol unter Beigabe von
Irganox 1010 gehalten. Die Schwellung wird als Veränderung der Höhe mittels eines indukti-
ven Wegaufnehmers gemessen (Bild 3.5.2).
Bild 3.5.2: Schwellverhalten nach /86/, (LVDT = Linear Variable Differential Transformer).
Aus dieser Veränderung der Höhe wird dann auf MC, das Molekulargewicht zwischen den
Verbindungen zurückgerechnet /86/. Hiervon ausgehend wird über die Flory-Gleichung die
Vernetzungsdichte, die auch mit dx bezeichnet sein kann, ermittelt. Berechnete MC liegen mit
4.000 bis 9.000 g/mol in der Größenordnung der von Khanin et al. in /115/ geforderten Min-
destgröße von 5.000 g/mol. Bei diesem Messverfahren, wie bei vielen anderen, gilt es jedoch
zu bedenken, dass das Material während des Prüfverfahrens durch die hohen Temperaturen
massiv geschädigt wird. Nach Muratoglu et al. /86/ sei bei einem MC von 4.800 g/mol die
Nachweisbarkeitsgrenze des Abriebs erreicht, Wang fordert dafür ein MC von unter 4250
g/mol /66/.
Bisher liegen nur wenige klinische Erfahrungen mit vernetztem UHMWPE vor /40,70,71/.
Oonishi et al. verwendete Anfang der 70er Jahre z. T. gammabestrahlte Hüftpfannen. Unter-
suchungen an zwei revisierten bestrahlten Hüftpfannen ergaben ein höheres Maß an Oxidati-
19
on, freien Radikalen und verminderter maximaler Dehnung im Vergleich zu nach gleicher
Dauer revisierten, nicht bestrahlten Hüftpfannen. Grund der Revision bei den unbestrahlten
Pfannen war die aseptische Lockerung, bei den bestrahlten Hüftpfannen lagen andere Gründe
vor /72/. Wroblewski et al. berichten in /73/ von guten klinischen Ergebnissen mit bestrahlten
UHMWPE-Hüftpfannen über acht Jahre nach Implantation. Erste klinische Erfahrungen mit
Hüftgelenksschalen aus Durasul sind nicht kohärent mit der vom Hersteller angegebenen Ab-
riebsfreiheit /74/.
Das Vernetzten kann chemisch oder durch Strahlung induziert werden. Das Grundprinzip da-
bei ist das Erzeugen von Radikalen. Typische Anwendungen von Vernetzungen ist das Erzeu-
gen elastomerer Eigenschaften bei Thermoplasten, weiterhin das Verbessern der Dehnungs-
und Rückstelleigenschaften als auch die Verminderung der Wärmeausdehnung und die Ver-
besserung des Abriebverhaltens /75/. Vernetztes PE, auch als PE-X bezeichnet, wird als Iso-
lierung für Hochspannungskabel genutzt, aber auch vernetzte Schrumpfrohre und Schrumpf-
muffen sind übliche Handelsartikel. Vernetztes sowie auch unvernetztes UHMWPE wird auf-
grund seiner guten Abriebeigenschaften in industriellen Anwendungen, wie z. B. in der För-
dertechnik, eingesetzt.
Das chemische Vernetzten von PE wurde bereits 1967 patentiert /76/. Es kann bei hochmole-
kularem PE durch Peroxide /22,84,182/ oder Silane /77,214/ induziert werden. Ein hierfür
eingesetztes Peroxid ist z. B. 2,5-Dimethyl-2,5-bi(tert-butylperoxy)-3-hexyne, das unter dem
Handelsnamen Lupersol 130 von Atochem Inc. vertrieben wird /84/. Beim Vernetzten durch
Silane wird als Ausgangsmaterial nicht notwendigerweise UHMWPE, sondern HDPE (MW
ca. 2*106) verwendet. Der wesentliche Vorteil dabei ist, dass HDPE spritzgegossen werden
kann und somit erheblich einfacher zu verarbeiten ist. Durch die Vernetzung von HDPE hofft
man, einen Werkstoff mit den Eigenschaften von UHMWPE zu erhalten. In entsprechenden
Veröffentlichungen über Abriebuntersuchungen wird berichtet, dass sich in unidirektionalen
und oszillierenden Prüfständen ohne Schmierflüssigkeit gezeigt habe, dass vernetztes HDPE
in etwa UHMWPE entspreche /77/. Dennoch hat sich vernetztes HDPE in der Praxis trotz z.
T. euphorischer Prognosen /214/ nicht etablieren können.
Das Prinzip beim chemischen Vernetzen, nämlich die Beigabe eines Mittels zur Induzierung
der Vernetzung, stellt bei Anwendungen wie z. B. in der Kabelindustrie kein Problem dar
/151/. In Hinblick auf die Herstellung eines Implantates hingegen, muss die medizinische Un-
bedenklichkeit des Vernetzters gegeben sein. Dies ist sicherlich mit ein Grund dafür, dass
bislang kein chemisch vernetztes UHMWPE in der Medizin zum Einsatz gekommen ist.
20
Im Gegensatz zur chemischen Vernetzung wird bei der durch Bestrahlung kein Zusatzstoff in
das UHMPWE gegeben. Bei diesem Verfahren werden Gammastrahlen (elektromagnetische
Wellen) oder Betastrahlen (Elektronenstrahlen) verwendet /78,79/. Die Unterschiede der ver-
wendeten Bestrahlungsarten werden in Tabelle 3.5.1 dargestellt:
Beta Gamma
Focusierung möglich Strahlt in alle Richtungen
Kann ausgeschaltet werden Strahlt immer
Kurze Bestrahlungszeiten Lange Bestrahlungszeiten
Erwärmung bei Bestrahlung Erwärmung vernachlässigbar
Dünne Verpackungen erforderlich Bestrahlung von Containern möglich
Geringe Eindringtiefe, materialabhängig Hohe Eindringtiefe, materialunabhängig
Formgenauigkeit bleibt nicht gewahrt Formgenauigkeit bleibt (meist) gewahrt
Tabelle 3.5.1: Unterschiede der Beta- und Gammabestrahlung
Die Quelle bei einer Gammabestrahlung ist 60Co, die Strahlungsintensität ist relativ konstant
(Halbwertszeit von über 5 Jahren) und liegt zwischen 1,17 und 1,35 MeV /85/. Die Menge der
resorbierten Strahlung hängt zum einen von der Expositionsdauer, zum anderen von Gewicht
und Dichte des zu bestrahlenden Körpers ab. Bei der Gammabestrahlung können große Ein-
dringtiefen bei geringer Leistung realisiert werden.
Elektronenstrahlen werden mit einem Elektronenbeschleuniger erzeugt. Die maximale Ener-
gie heutiger Beschleuniger für diese Anwendung liegt bei bis zu 10 MeV. Hier werden höhere
Leistungen als bei der Gammabestrahlung erreicht, jedoch ist die Eindringtiefe geringer. Bei
einem Körper mit der Dichte 1 g/cm3 bleibt die Dosis bis zu einer Eindringtiefe von 4 cm re-
lativ konstant und fällt dann rapide ab /79/. Elektronenbeschleuniger mit geringeren Energien
können genutzt werden, um gezielt einen Gradienten in der Vernetzungsdichte zu erzeugen
/80/.
Bei Elektronenbeschleunigern kann eine Dosis innerhalb von Sekunden aufgebracht werden,
für die in einer Gammaanlage Stunden oder Tage benötigt werden. Jedoch können in Gamma-
anlagen im Gegensatz zur Elektronenbestrahlung mehrere m3 Material gleichzeitig bestrahlt
werden.
21
Als Dosis ist die absorbierte Strahlungsenergie pro Masse definiert. Ihre Einheit ist das Gray
[Gy], wobei 1 Gy = 1 Joule/kg ist. Z. T. wird auch die Einheit [rad] verwendet, wobei 1 Mrad
= 10 kGy ist.
Bei der Betabestrahlung kommt es im Gegensatz zur Gammabestrahlung zu einer Erwärmung.
Diese ist abhängig von der Bestrahlungsdosis und berechnet sich (unter Annahme adiabater
Verhältnisse) wie folgt:
Pc
DosisT =∆
Die spezifische Wärme cP von UHMWPE liegt bei ca. 2 kJ/kgK. Eine Bestrahlung mit z. B.
50 kGy Betastrahlung führt somit zu einer Erwärmung um ca. 25°C. Um eine bestimmte
Temperatur nicht zu überschreiten, kann es notwendig sein, die Strahlungsdosis in mehreren
Schritten aufzubringen und somit eine Abkühlung in den Pausen zu ermöglichen.
Da bei der Elektronenbestrahlung die Formbeständigkeit nicht gewährleistet ist, sollten im
Gegensatz zur Gammabestrahlung nur Halbzeuge und keine fertigen Implantate bestrahlt wer-
den. Unter Umständen kann es jedoch auch bei der Gammabestrahlung zu Formveränderun-
gen kommen, wie folgendes Beispiel zeigt: Im September 1991 erließ die Food and Drug
Administration (FDA) eine Warnung, in der vor der Verwendung von UHMWPE Hüftpfan-
nen einer bestimmten Charge (Orthomet E-Mantle Acetabular Cups) abgeraten wird. Als
Grund hierfür wurde eine ungenaue Passung aufgrund von Schrumpfung nach Gammabestrah-
lung genannt /81/.
Ziel einer Bestrahlung kann das Vernetzen oder auch die Sterilisation sein. Bei einer Strahlen-
sterilisation wurde das Vernetzen bisher eher billigend in Kauf genommen, als dass es er-
wünscht wäre. Die Bestrahlungsdosis bei einer Sterilisation liegt zwischen 25 kGy und 40
kGy /40,82,83,84/; so behandeltes Material wird oft als leicht oder gering vernetzt beschrie-
ben.
Bei der Vernetzung durch Bestrahlung tritt ab einer bestimmten Strahlungsmenge eine Sätti-
gung ein, über die hinaus im wesentlichen keine weitere Vernetzung mehr erreicht wird; die-
ses Material wird oft als hochvernetzt bezeichnet. Die Sättigungsgrenze liegt bei ca. 100 kGy
/85,86/. McKellop et al. bestätigen, dass die wesentliche Abriebreduzierung durch Bestrah-
lung bei 100 kGy erreicht ist /64/. Oonishi et al. gehen allerdings im Gegensatz dazu davon
aus, dass 1.000 kGy die „optimale Dosis“ für gammabestrahltes UHMWPE sei /72,87/. Eine
abschließende Bewertung steht hier noch aus.
22
Von der Dosis und Strahlenart unabhängig sind die grundsätzlichen Vorgänge bei der Vernet-
zung durch Bestrahlung. Eine Vernetzung wird durch das Aufbrechen von Bindungen bzw.
durch Erzeugung von Radikalen möglich. Radikale können gebildet werden, indem ein Was-
serstoffatom abgespalten oder die Kohlenstoffkette aufgetrennt wird.
Die Stärke einer Bindung wird beschrieben durch die Bindungsdissoziationsenthalpie. Die
Dissoziationsenthalpie einer Bindung zwischen zwei Atomen hängt sowohl von den Atomen
selbst, aber auch von der Struktur des Gesamtmoleküls ab. Streicher gibt in /85/ an, dass die
Bindungsenergie einer C-H Bindung geringer sei als die einer C-C Bindung und unter Be-
strahlung deshalb sich erstere bevorzugt löse. Dies bestätigen Mark et al. in /88/. Dem wider-
sprechend finden sich in mehreren Chemiestandards /89,90,91/ für eine H-CH3 Bindung eine
Bindungsdissoziationsenthalpie zwischen 440 kJ/mol und 435 kJ/mol bei 298°K, für H3C-
CH3 zwischen 377 kJ/mol und 368 kJ/mol.
Bei einer Bestrahlung werden wohl sowohl C-C als auch C-H Bindungen getrennt, wenn auch
das Verhältnis unbekannt ist. Wie dies geschieht und welche Reaktionen daraufhin möglich
sind, wird im folgenden dargestellt. Welche Reaktionen dann tatsächlich stattfinden, hängt
von den Umgebungseinflüssen ab.
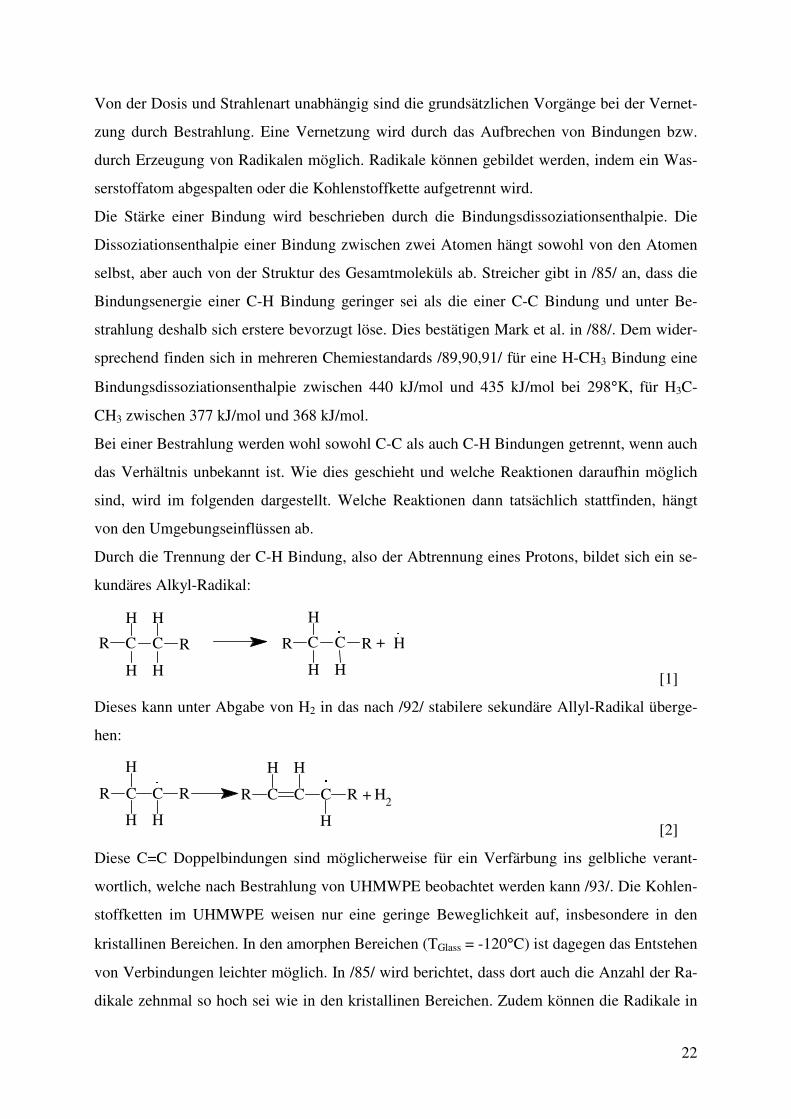
Durch die Trennung der C-H Bindung, also der Abtrennung eines Protons, bildet sich ein se-
kundäres Alkyl-Radikal:
R C
H
H
C
H
R + HC
H
H
C
H
H
R R
[1]
Dieses kann unter Abgabe von H2 in das nach /92/ stabilere sekundäre Allyl-Radikal überge-
hen:
C C RR
H
HH
R C C C R
H H
H
+ H2
[2]
Diese C=C Doppelbindungen sind möglicherweise für ein Verfärbung ins gelbliche verant-
wortlich, welche nach Bestrahlung von UHMWPE beobachtet werden kann /93/. Die Kohlen-
stoffketten im UHMWPE weisen nur eine geringe Beweglichkeit auf, insbesondere in den
kristallinen Bereichen. In den amorphen Bereichen (TGlass = -120°C) ist dagegen das Entstehen
von Verbindungen leichter möglich. In /85/ wird berichtet, dass dort auch die Anzahl der Ra-
dikale zehnmal so hoch sei wie in den kristallinen Bereichen. Zudem können die Radikale in
23
den kristallinen Bereichen ein Wasserstoffatom aus den amorphen herauslösen, was dann als
„wandern“ des Radikals von dem kristallinen in den amorphen Bereich betrachtet werden
kann /83,92,93/.
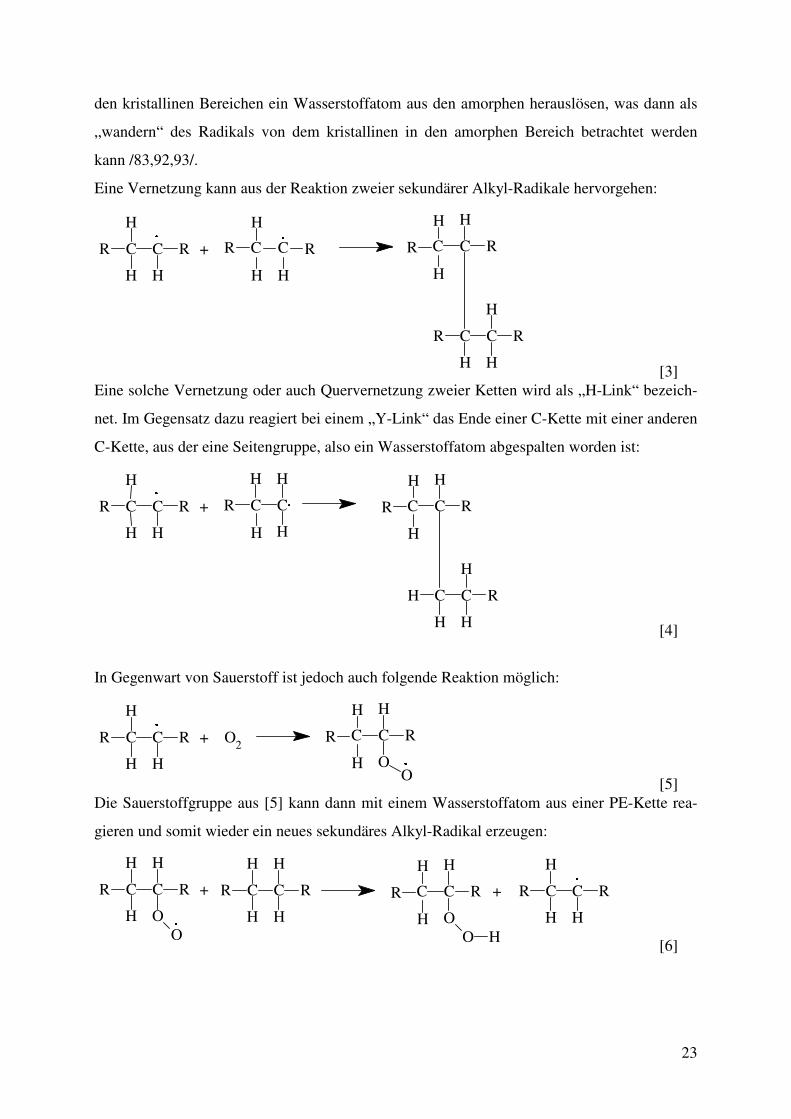
Eine Vernetzung kann aus der Reaktion zweier sekundärer Alkyl-Radikale hervorgehen:
R C
H
H
C
H
R
C C RR
H
H
H
C
H
H
C
H
RRC C
H
H
H
R R +
[3] Eine solche Vernetzung oder auch Quervernetzung zweier Ketten wird als „H-Link“ bezeich-
net. Im Gegensatz dazu reagiert bei einem „Y-Link“ das Ende einer C-Kette mit einer anderen
C-Kette, aus der eine Seitengruppe, also ein Wasserstoffatom abgespalten worden ist:
+ C C
H
H
H
R R C
H
R C
H H
H
R C
H
H
C
H
R
C H C
H
H
H
R
[4]
In Gegenwart von Sauerstoff ist jedoch auch folgende Reaktion möglich:
R C
H
H
C
H
R
OO
C C
H
H
H
R R + O2
[5] Die Sauerstoffgruppe aus [5] kann dann mit einem Wasserstoffatom aus einer PE-Kette rea-
gieren und somit wieder ein neues sekundäres Alkyl-Radikal erzeugen:
R C
H
H
C
H
R
OO H
C C
H
H
R R
H
OO
+ +C C RR
H H
H H
C C RR
H
H H
[6]
24
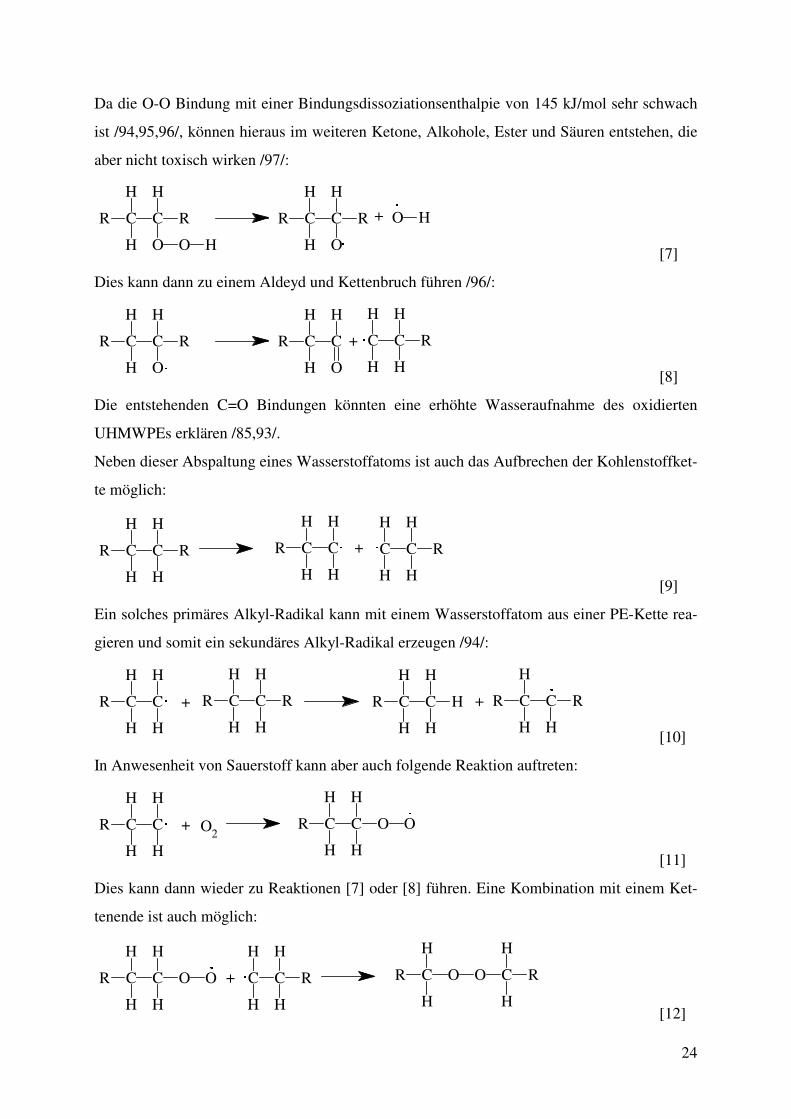
Da die O-O Bindung mit einer Bindungsdissoziationsenthalpie von 145 kJ/mol sehr schwach
ist /94,95,96/, können hieraus im weiteren Ketone, Alkohole, Ester und Säuren entstehen, die
aber nicht toxisch wirken /97/:
C C
H
H
R R
H
O O H
C C
H
H
R R
H
O
+ O H
[7]
Dies kann dann zu einem Aldeyd und Kettenbruch führen /96/:
C C
H
H
R R
H
O
C C
H
H
R
H
O
+ C C R
H H
H H
[8]
Die entstehenden C=O Bindungen könnten eine erhöhte Wasseraufnahme des oxidierten
UHMWPEs erklären /85,93/.
Neben dieser Abspaltung eines Wasserstoffatoms ist auch das Aufbrechen der Kohlenstoffket-
te möglich:
C C
H
H
R R
H
H
C CR
H
H H
H
C C
H
H H
H
R+
[9]
Ein solches primäres Alkyl-Radikal kann mit einem Wasserstoffatom aus einer PE-Kette rea-
gieren und somit ein sekundäres Alkyl-Radikal erzeugen /94/:
C C
H
H
R
H
H
C CR
H
H H
H
HC C
H
H H
H
RR+ + C C
H
H
H
RR
[10]
In Anwesenheit von Sauerstoff kann aber auch folgende Reaktion auftreten:
C C
H
H
R
H
H
C CR
H
H H
H
O O+ O2
[11]
Dies kann dann wieder zu Reaktionen [7] oder [8] führen. Eine Kombination mit einem Ket-
tenende ist auch möglich:
C C
H
H H
H
RC CR
H
H H
H
O O + C O O CR R
H
H H
H [12]
25
Das Endprodukt dieser Reaktion ist nach /88/ stabil.
Es existieren bereits Ansätze, in Abhängigkeit der Verfahrensparameter die Verhältnisse der
Endprodukte zu berechnen. Die Anzahl, bezogen auf 100 eV, der bei einer Bestrahlung er-
zeugten Kettenspaltungen wird dabei mit G(s), die Anzahl der Vernetzungen wird mit G(x)
bezeichnet /98/. Nach Mark et al. /88/ liegt G(x) für Polyethylen zwischen 1 und 2,5 (zum
Vergleich: G(x) von Polystyrol liegt zwischen 0,035 und 0,05). Es liegen bisher jedoch nur für
wenige Polymere Rechungen vor. Auch ist die experimentelle Verifikation bisher nur teilwei-
se erbracht.
Nachweisbar sind die Reaktionsprodukte zum Teil mittels IR- und ESR-Analysen. Wenn in
einer inerten Atmosphäre (Stickstoff) bestrahlt wird, lassen sich weniger Carbonylbindungen
nachweisen als bei einer Bestrahlung in Luftatmosphäre. Dieser Effekt zeigt sich nach Strei-
cher /85/ aufgrund des im UHMWPE vorhandenen O2 erst bei einer Bestrahlung mit über 10
kGy bei Gammabestrahlung. Goldmann et al. machen bei in inerter Atmosphäre gammabe-
strahltem UHMWPE ebenfalls den eingeschlossenen Sauerstoff für die Kettenspaltungen ver-
antwortlich /99/. Deng et al. bestrahlten UHMWPE u. a. in einer Acetylenumgebung. Im Ver-
gleich zu einer Stickstoff- oder Luftumgebung zeigt sich eine geringere Kristallinität und hö-
here Bruchspannung. Die Oxidation wurde nicht überprüft /100/. Generell wird davon ausge-
gangen, dass Vernetzung der vorherrschende Mechanismus bei Bestrahlung in inerter Atmo-
sphäre ist /101/. Konsequenterweise wird deshalb bei jeglicher Bestrahlung eine sauerstoffar-
me Umgebung empfohlen /102/.
Dennoch enthält UHMWPE unabhängig davon, in welcher Atmosphäre es bestrahlt wird,
Sauerstoff, wenn auch nur im geringen Maße. Bei der Bestrahlung bilden sich Radikale. Da
die Gammabestrahlung wesentlich zeitintensiver ist als die Betabestrahlung, tritt bei gleicher
Strahlungsmenge bei Gammabestrahlung ein vielfach höheres Maß an Oxidation auf. Ein in
oxidativer Umgebung bestrahltes UHMWPE weist grundsätzlich einen höheren Verschleiß
auf /103/. Dies ist möglicherweise auch der Grund für eine Warnung der Medical Devices
Agency (MDA) im September 2001 vor dem Einsatz von in Luft gammabestrahltem Hyla-
mer/104/.
Die Folge von Kettenspaltung ist die Reduzierung der mittleren Molekularmasse. Aufgrund
ihrer erhöhten Beweglichkeit können diese Ketten kristallisieren, was zu einer höheren Ge-
samtkristallinität und einer Versprödung führt. Im Extremfall sind solche Bereiche als weiße
Streifen oder Bänder unterhalb der Oberfläche zu erkennen /93,94,105/. Eine weitere Folge
der Rekristallisation ist eine Schrumpfung von 0,1 bis 0,15 % /85/.
26
Da die Kristallbildung aber nicht nur auf die Oberflächenschichten beschränkt bleibt, kommt
es insgesamt zur Versprödung des Polymers. Die Versprödung wird durch Oxidation bewirkt
/99/ bzw. verstärkt /106/. Daraus folgen ein erhöhter E-Modul und eine geringere Streckdeh-
nung. Bestehende Defekte im Grundmaterial oder auch schon Korngrenzen können sich dann
zu Rissen ausbilden bzw. das Anwachsen bestehender Risse begünstigen /17/.
Neben dem Vernetzen gab es auch weitere Modifikationen klinischen UHMWPEs: das Ver-
stärken mit Karbonfasern oder das Erhöhen des Kristallinitätsgehalts. Ein faserverstärktes
UHMWPE wurde unter dem Handelsnamen Poly II von Zimmer vertrieben. Aufgrund der
mangelnden Haftung der Fasern an der Matrix trat jedoch verstärkt Rissbildung mit Folge des
Versagens der Prothese auf /107,40/. Hylamer war ein UHMWPE von DePuy mit einem
Kristallinitätsgehalt von bis zu 65% /108/, bzw. 73% /109/, das 1990 auf den Markt kam. Für
dieses Material wurde ein verbessertes Kriechverhalten angegeben. In der Praxis konnte es
jedoch nicht überzeugen.
3.6 Molmasse und Molmassenverteilung
Oft wird bei UHMWPE vom mittleren oder durchschnittlichen Molmasse oder insbesondere
in englischsprachigen Veröffentlichungen vom „molecular weight“ gesprochen, ohne jedoch
zu definieren, was genau damit gemeint ist. Zu unterscheiden sind u. a. das Zahlenmittel MN,
das Gewichtsmittel MW und die viskositätsmittlere Molmasse Mη oder MV. Dabei gilt grund-
sätzlich MN < MV < MW. Weitere Betrachtungen finden sich dazu z. B. bei /110,111/.
Generell ist die Molmasse und die Molmassenverteilung mittels der Gel-Permeations-
Chromatographie (GPC) bestimmbar. Diese Messmethode ist jedoch für UHWMPE nicht
ohne weiteres anwendbar. In ASTM D 4020 wird darauf verwiesen, dass die Messung der
Molmasse von UHMWPE mit den gängigen Methoden nahezu unmöglich sei. Zur Charakteri-
sierung des Materials wird deshalb oft die Intrinsische Viskosität (IV) gemessen und über die
Mark-Houwink-Gleichung
a
VMK ∗=η
auf die viskositätsmittlere Molmasse MV rückgerechnet /9/:
n
VIVM ∗= 53700
Der Exponent n ist der Umkehrbruch des Exponenten a der Mark-Houwink-Gleichung, wobei
letzterer von der Form der Teilchen abhängt (bei Teilchenform Knäuel zwischen 0,5 und 1).
Da hier Interpretationsspielraum vorliegt, wird bei der Berechnung nicht einheitlich verfahren:
27
Nach ASTM D 4020 wird für n ein Wert von 1,37 angenommen, dagegen gilt nach der von
Fa. Ticona verwendeten Margolie-Gleichung n = 1,49. Diese unterschiedliche Berechnungen
spiegeln sich in der Uneinheitlichkeit der Angaben über der Molmasse wieder. Zudem muss
berücksichtigt werden, dass sowohl beim Lösen des UHMWPEs zur Ermittlung der Viskosität
als auch bei der Messung in einer GPC insbesondere lange Molekülketten zerstört werden.
Spiegelberg et al. /112/ gehen davon aus, dass der Polydispersitätsindex (PDI = MW/MN) die
wichtigste Materialcharakteristik sei. Für ein Standardpolymer liegt dieser ungefähr bei 3
/113/. Ein geringer PDI, also eine enge Verteilung, begünstige unabhängig von der Vernet-
zungsmethode eine hohe Vernetzungsdichte. Diese wiederum begünstigt einen geringeren
Abrieb /86/. In /112/ wird für GUR 1050 ein PDI von ca. 5 angegeben. In /114/ werden ver-
schiedene PEs mit MW bis zu 2*106 g/mol und PDI zwischen 1,1 und 80 verglichen. Visjager
/114/ bestätigt Spiegelberg zum Teil; er gibt an, dass ein PE mit einem MW von 490.000
g/mol und einem PDI von 1,1 deutlich abriebresistenter sei als ein PE mit MW = 2*106 g/mol
und einem PDI = 7,2. Danach scheint die Einheitlichkeit der Molmasse ausschlaggebender zu
sein als deren Größe. Dem steht jedoch entgegen, dass auch PEs mit PDI-Werten von unter 2
mit hohen Abriebwerten beschrieben werden. Als entscheidend für den Verschleiß beurteilt
Visjager die umgekehrt proportionale Korrelation zwischen Abrieb und der Anzahl NC der
Verschlaufungen der Polymerketten. Entsprechend wird hier ein MC bzw. ein Me definiert, das
den Abstand zwischen zwei solchen Verschlaufungen bezeichnet und nicht den Abstand zwi-
schen zwei chemischen Bindungen. Das so definierte MC liegt bei 1.250 g/mol.
Den Vorteil einer engen Molmassenverteilung bei konstantem NC sieht Visjager in der Mög-
lichkeit der Verarbeitung des Polymers im Spritzguss. Ein geringer PDI könne generell durch
die Verwendung von Metallocen-Katalysatoren bei der PE-Synthese erreicht werden.
Khanin et al. gehen davon aus, dass der Abrieb nicht durch MW oder den PDI, sondern im
wesentlichen über MN bestimmt wird; mit ansteigendem MN sinke der Abrieb. Relevant seien
insbesondere die Moleküle mit einem Gewicht von ca. 5.500 g/mol, da dies die Mindestgröße
darstelle, um eine „interdomain reinforcing chain“, also eine Verbindung über die Lamellen
hinweg zu bilden /115/. Dies deckt sich mit den Erkenntnissen von Visjager in sofern, als dass
dieser eine Länge vom 3- bis 5fachen des Abstandes zweier Verschlaufungen fordert, also 4 x
1.250 g/mol = 5.000 g/mol.
Eine endgültige Bewertung der Zusammenhänge steht noch aus.
28
3.7 Wärmebehandlung
Durch Erwärmung erhöht sich grundsätzlich die Molekülbeweglichkeit ebenso wie die Reak-
tionsgeschwindigkeit. Um eine möglichst vollständige Vernetzung bzw. Rekombination aller
Radikale zu erreichen, sind erhöhte Reaktionstemperaturen hilfreich. Deshalb sollte UHMW-
PE nach erfolgter Bestrahlung erwärmt werden /101/. Dieser Prozess wird als „Annealing“
bezeichnet (Annealing, engl.: ausglühen, tempern, vergüten). Unabhängig davon erfährt
UHMWPE oft direkt nach dem Sintern eine Wärmebehandlung zum Abbau von Eigenspan-
nungen. Hier spricht man meist von einer Temperung, jedoch sind die Begriffe sind nicht klar
voneinander getrennt.
Die freien Radikale lassen sich alternativ zum Erwärmen auch durch Hydrierung, also durch
Behandlung mit Wasserstoff unter hohem Druck, realisieren /29/. Dabei werden allerdings
keine neuen Querverbindungen erzeugt.
In /92/ wird gammabestrahltes UHMWPE bei verschiedenen Temperaturen getempert. Es
zeigt sich, dass die stärkste Reduzierung der Anzahl von Radikalen innerhalb der ersten 100
min eintritt. Bei höheren Temperaturen (120°C) sind nach 500 min nur noch sehr wenig Radi-
kale vorhanden, bei niedrigen Temperaturen (80°C) verbleiben auch nach dieser Zeit noch 10
% der ursprünglichen Menge an Radikalen. O’Neill et al. berichten, dass auch noch nach 24 h
bei 85°C Radikale messbar sind /116/. Jahan et al. messen selbst nach 2 Jahren Lagerung bei
75°C noch ca. 2 – 10 % der ursprünglichen Radikalkonzentration /117/.
Die Reduzierung im Vakuum geht deutlich langsamer voran als in einer Luftatmosphäre. Der
Grund hierfür ist die Reaktion der Radikalen mit Sauerstoff. Für den Abbau der freien Radika-
le innerhalb von Stunden ist also eine Temperung bei über 100°C, idealerweise in inerter Um-
gebung, notwendig.
Aufgrund der Wärmebehandlung können sich die mechanischen Eigenschaften verbessern
/118/, aber auch unwesentlich /92/ oder deutlich /62/ verschlechtern. Von Relevanz scheint
dabei zu sein, ob über die Kristallitschmelztemperatur TSchmelz (ca. 136°C) hinweg erwärmt
wird oder nicht. Ranawat et al. gehen davon aus, dass eine Erwärmung über TSchmelz hinweg
für einen vollständigen Abbau aller freien Radikale unerlässlich ist, bestätigen aber ebenfalls,
dass hierdurch die mechanischen Eigenschaften leiden. Ursächlich hierfür seien Wasserstoff-
blasen, die sich beim Aufschmelzen bilden können /11/. Muratoglu et al. beschreiben folgende
Vorgehensweise: Aufheizen des UHMWPEs auf 125°C, Elektronenbestrahlung mit 120 kGy,
dadurch bedingte Aufheizung bis auf 137°C, danach zwei Stunden bei 150°C lagern. Diese
29
Behandlung wird als WIAM-Verfahren bezeichnet („warm irradiation with adiabatic mel-
ting“) /119/.
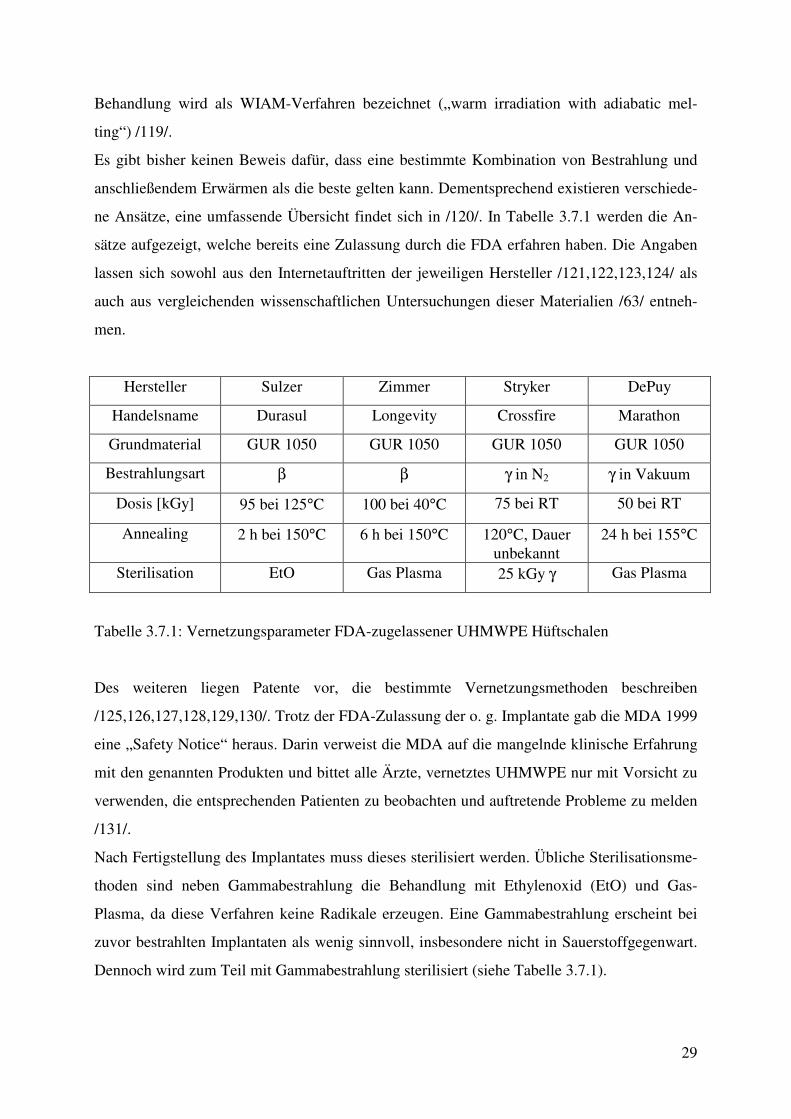
Es gibt bisher keinen Beweis dafür, dass eine bestimmte Kombination von Bestrahlung und
anschließendem Erwärmen als die beste gelten kann. Dementsprechend existieren verschiede-
ne Ansätze, eine umfassende Übersicht findet sich in /120/. In Tabelle 3.7.1 werden die An-
sätze aufgezeigt, welche bereits eine Zulassung durch die FDA erfahren haben. Die Angaben
lassen sich sowohl aus den Internetauftritten der jeweiligen Hersteller /121,122,123,124/ als
auch aus vergleichenden wissenschaftlichen Untersuchungen dieser Materialien /63/ entneh-
men.
Hersteller Sulzer Zimmer Stryker DePuy
Handelsname Durasul Longevity Crossfire Marathon
Grundmaterial GUR 1050 GUR 1050 GUR 1050 GUR 1050
Bestrahlungsart β β γ in N2 γ in Vakuum
Dosis [kGy] 95 bei 125°C 100 bei 40°C 75 bei RT 50 bei RT
Annealing 2 h bei 150°C 6 h bei 150°C 120°C, Dauer unbekannt
24 h bei 155°C
Sterilisation EtO Gas Plasma 25 kGy γ Gas Plasma
Tabelle 3.7.1: Vernetzungsparameter FDA-zugelassener UHMWPE Hüftschalen
Des weiteren liegen Patente vor, die bestimmte Vernetzungsmethoden beschreiben
/125,126,127,128,129,130/. Trotz der FDA-Zulassung der o. g. Implantate gab die MDA 1999
eine „Safety Notice“ heraus. Darin verweist die MDA auf die mangelnde klinische Erfahrung
mit den genannten Produkten und bittet alle Ärzte, vernetztes UHMWPE nur mit Vorsicht zu
verwenden, die entsprechenden Patienten zu beobachten und auftretende Probleme zu melden
/131/.
Nach Fertigstellung des Implantates muss dieses sterilisiert werden. Übliche Sterilisationsme-
thoden sind neben Gammabestrahlung die Behandlung mit Ethylenoxid (EtO) und Gas-
Plasma, da diese Verfahren keine Radikale erzeugen. Eine Gammabestrahlung erscheint bei
zuvor bestrahlten Implantaten als wenig sinnvoll, insbesondere nicht in Sauerstoffgegenwart.
Dennoch wird zum Teil mit Gammabestrahlung sterilisiert (siehe Tabelle 3.7.1).
30
3.8 Oberflächengestaltung
In welchem Maße Verschleiß an einer künstlichen Hüftschale auftritt, wird u. a. durch die
Gestaltung der Oberflächen der Reibpartner beeinflusst. Der Reibpartner der UHMWPE-
Oberfläche sollte möglichst glatt sein. Bei einer polierten Metalloberfläche liegt die Rauhig-
keit Ra im Bereich zwischen 0,01 und 0,02 µm, bei der UHMWPE Oberfläche zwischen 0,20
und 0,89 µm /132/. Endo et al. gehen davon aus, dass bei hochvernetztem UHMWPE auf ei-
ner rauhen Oberfläche kleinere Abriebpartikel als bei nieder oder nicht vernetztem Material
erzeugt werden /133/. In /46/ verweisen Kurtz et al. darauf, dass ein mathematisches Modell
für den Abrieb von UHWMPE auf Metall in Abhängigkeit der Rauhigkeit existiert, jedoch
konnte dieses nicht an revisierten Hüftgelenken bestätigt werden /134/. Bowsher et al. /53/
schließen aus einer Hüftsimulatorstudie, dass der Einfluss der Rauhigkeit im wesentlichen
vom Maß der Aktivität des Patienten abhängt. Für die Stahloberfläche gehen Atkinson et al.
/135/ von einem Minimum des Reibkoeffizienten bei einem Ra von 0,004 µm aus.
Neben einer glatten Oberfläche wird auch zum Teil eine harte Oberfläche gefordert. Bei Me-
tallen wird hier eine Härtung durch Ionenimplantation oder Plasmabehandlung vorgenommen
/136/. Bestrebungen, dieses Verfahren auch auf UHMWPE anzuwenden, gibt es, jedoch stellt
sich folgendes Problem dar: Die härteren Schichten sind unter 1 µm dick. Wenn man jedoch
bedenkt, dass die mittlere PE-Verschleißraten bei ca. 100 µm/Jahr liegt, können bestenfalls
kurzzeitige Verbesserungen erreicht werden /108/. Diese Ansicht wird von McKellop et al. in
einer Hüftsimulatorstudie bestätigt /187/. Pichat, Chen, Shi et al. berichten hingegen von einer
Verschleißverringerung durch Ionenimplantation in UHMWPE /137,138,139,217/. Klapperich
et al. /140/ bestätigen dies, sehen für diese Methode jedoch eher ein Potential bei künstlichen
Knie- als bei Hüftgelenken. Eine Vervierfachung der Härte und eine Verdopplung des E-
Moduls einerseits, aber eine Einwirktiefe von nur 350 bis 600 nm bestätigen auch Chen et al.
/138,141/. Damit stellt sich die Frage nach dem Langzeitverhalten. Der Effekt der Hydrophi-
lierung aufgrund der Ionenimplantation und die damit einhergehende verbesserte Benetzbar-
keit zeigt sich ebenfalls nur temporär /139/. Klinische Erfahrungen mit diesem Material liegen
bislang nicht vor.
Ein anderer Ansatz, der zu einer reibarmen Oberfläche führen soll, ist das sog. Interpenetrat-
ing Polymer Network (IPN). Dabei wird an der Oberfläche des Implantats eine Vernetzung
von Poly-L-Lysin (PLL) mit dem Polyethylen vorgenommen. Die Hypothese besagt, dass da-
durch der Schmierfilm, der durch die Synovialflüssigkeit gebildet wird, verbessert wird
/142,143/. Das gleiche Ziel verfolgen Caldwell et al. /144/, allerdings durch das Anbinden von
31
Phospholipiden. Es ist jedoch zu erwarten, dass eventuelle Vorteile nur kurze Zeit zum Tra-
gen kommen; klinische Untersuchungen stehen noch aus.
3.9 Zuschlagstoffe
Die Beigabe bestimmter Substanzen kann das Verhalten von Chirulen, das standardmäßig
nahezu frei von Zusätzen jeglicher Art ist, wesentlich beeinflussen. Von einigen Zuschlagstof-
fen hat man mittlerweile Abstand genommen, andere versprechen möglicherweise Vorteile.
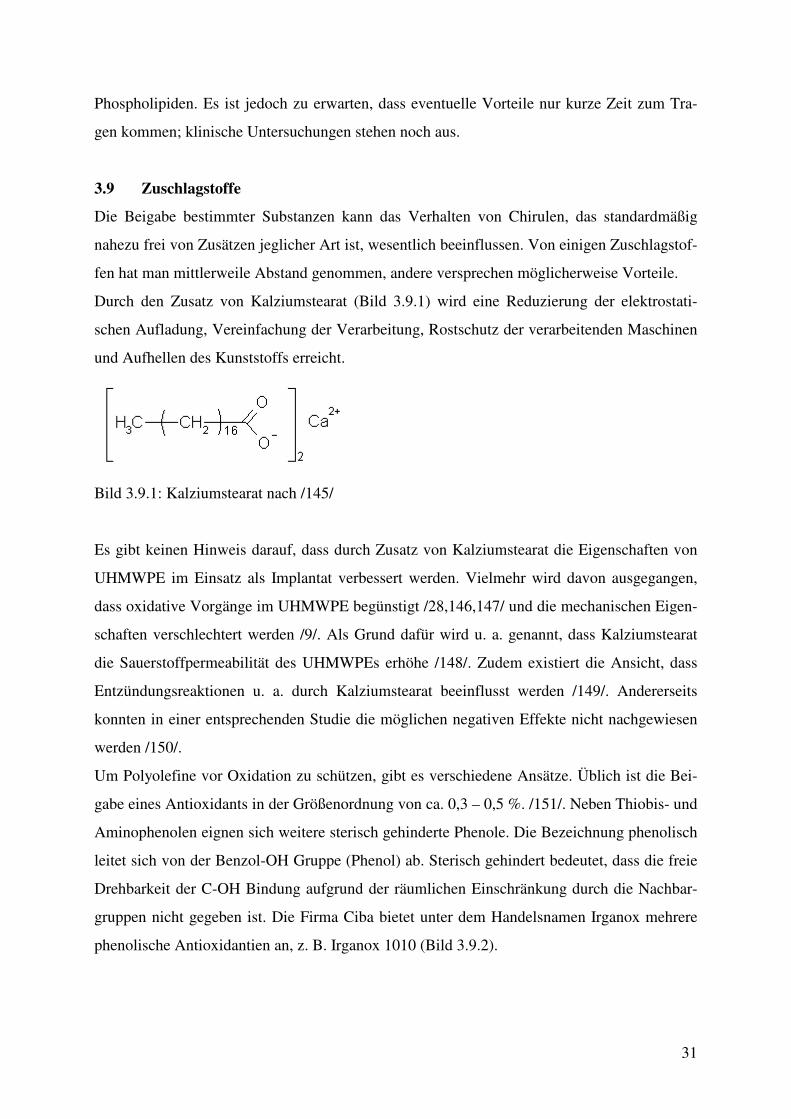
Durch den Zusatz von Kalziumstearat (Bild 3.9.1) wird eine Reduzierung der elektrostati-
schen Aufladung, Vereinfachung der Verarbeitung, Rostschutz der verarbeitenden Maschinen
und Aufhellen des Kunststoffs erreicht.
Bild 3.9.1: Kalziumstearat nach /145/
Es gibt keinen Hinweis darauf, dass durch Zusatz von Kalziumstearat die Eigenschaften von
UHMWPE im Einsatz als Implantat verbessert werden. Vielmehr wird davon ausgegangen,
dass oxidative Vorgänge im UHMWPE begünstigt /28,146,147/ und die mechanischen Eigen-
schaften verschlechtert werden /9/. Als Grund dafür wird u. a. genannt, dass Kalziumstearat
die Sauerstoffpermeabilität des UHMWPEs erhöhe /148/. Zudem existiert die Ansicht, dass
Entzündungsreaktionen u. a. durch Kalziumstearat beeinflusst werden /149/. Andererseits
konnten in einer entsprechenden Studie die möglichen negativen Effekte nicht nachgewiesen
werden /150/.
Um Polyolefine vor Oxidation zu schützen, gibt es verschiedene Ansätze. Üblich ist die Bei-
gabe eines Antioxidants in der Größenordnung von ca. 0,3 – 0,5 %. /151/. Neben Thiobis- und
Aminophenolen eignen sich weitere sterisch gehinderte Phenole. Die Bezeichnung phenolisch
leitet sich von der Benzol-OH Gruppe (Phenol) ab. Sterisch gehindert bedeutet, dass die freie
Drehbarkeit der C-OH Bindung aufgrund der räumlichen Einschränkung durch die Nachbar-
gruppen nicht gegeben ist. Die Firma Ciba bietet unter dem Handelsnamen Irganox mehrere
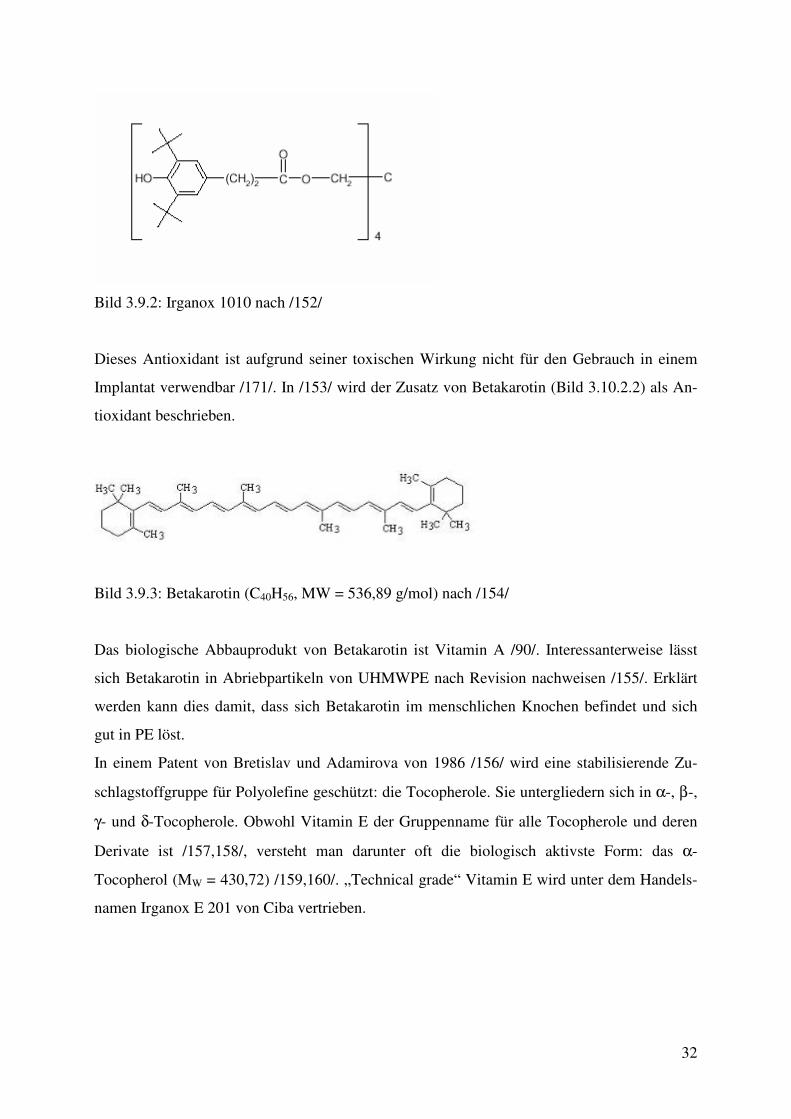
phenolische Antioxidantien an, z. B. Irganox 1010 (Bild 3.9.2).
32
Bild 3.9.2: Irganox 1010 nach /152/
Dieses Antioxidant ist aufgrund seiner toxischen Wirkung nicht für den Gebrauch in einem
Implantat verwendbar /171/. In /153/ wird der Zusatz von Betakarotin (Bild 3.10.2.2) als An-
tioxidant beschrieben.
Bild 3.9.3: Betakarotin (C40H56, MW = 536,89 g/mol) nach /154/
Das biologische Abbauprodukt von Betakarotin ist Vitamin A /90/. Interessanterweise lässt
sich Betakarotin in Abriebpartikeln von UHMWPE nach Revision nachweisen /155/. Erklärt
werden kann dies damit, dass sich Betakarotin im menschlichen Knochen befindet und sich
gut in PE löst.
In einem Patent von Bretislav und Adamirova von 1986 /156/ wird eine stabilisierende Zu-
schlagstoffgruppe für Polyolefine geschützt: die Tocopherole. Sie untergliedern sich in α-, β-,
γ- und δ-Tocopherole. Obwohl Vitamin E der Gruppenname für alle Tocopherole und deren
Derivate ist /157,158/, versteht man darunter oft die biologisch aktivste Form: das α-
Tocopherol (MW = 430,72) /159,160/. „Technical grade“ Vitamin E wird unter dem Handels-
namen Irganox E 201 von Ciba vertrieben.
33
Bild 3.9.4: Strukturformel von Tocopherol nach /157/
Weitere Patente schützen die Anwendung von Tocopherolen in Polyolefinen /161/, in PP
/162,163/, in PE /164/, in HDPE /165/ und in UHMWPE /166,167,168/ bzw. die Art der Ein-
bringung von Tocopherol in UHMWPE /169/. Letzteres stellt eine nicht zu unterschätzende
Problematik dar. Ein Nachweis über eine homogene Tocopherol-Verteilung kann generell mit
Hilfe einer IR-Untersuchung vorgenommen werden.
Die Wirkung als Antioxidant von α-Tocopherol im Vergleich zu Irganox 1010 in PP /170/
und von Wolf /171/ in UHMWPE ist untersucht worden. Dabei stellt sich jeweils Vitamin E
als das deutlich wirksamere Mittel heraus.
Die Zugabe von Vitamin E zu UHMWPE führt zu einem verminderten Abrieb /147/. Tomita
et al. /60/ berichten von einer erhöhten Rissbeständigkeit und vermindertem flockenartigen
Abrieb durch 0,1 bis 0,3% Zugabe von Vitamin E in UHMWPE. Ungeklärt bleibt der Grund
hierfür. Eine Reduzierung freier Radikale bei bestrahltem HDPE durch Vitamin E wurde von
Bengtsson et al. nachgewiesen /172/. Die antioxidative Wirkung entsteht durch Wasserstoff-
abgabe und Abfangen des aktiven Sauerstoffs /173,174/, d. h. ein α-Tocopherolmolekül rea-
giert mit einem Peroxid-Radikal zu einem Tocopheroxyl-Radikal. Dieses kann dann mit ei-
nem weiteren Peroxid-Radikal reagieren und in ein Tocopherol-Chinon (Bild 3.9.5) überge-
hen, sofern es nicht durch Vitamin C reduziert wird /175/. Letzteres geschieht jedoch nur im
lebenden Organismus.
Bild 3.9.5 Tocopherol-Chinon nach /157/
34
Sofern in sauerstoffarmer Umgebung noch Allyl- oder Alkyl-Radikale vorhanden sind, kön-
nen diese mit den Sauerstoffatomen des Tocopherol-Chinons reagieren und somit dieses in die
Kohlenstoffkette einbinden.
Eine toxische Wirkung der Abbauprodukte von Vitamin E in bestrahltem UHMWPE wurde
nicht beobachtet /176/. Vitamin E hat den Vorteil, dass es von der FDA als ein „generally re-
cognized safe substance“ betrachtet wird /177/. So wird Vitamin E oft auch Lebensmitteln
und Kosmetika zugesetzt /178/.
Die direkte Oxidation kann generell wie beschrieben durch Antioxidantien verringert werden.
Neben dieser direkten Oxidation kann es auch zur Reaktion mit Metallen, genauer gesagt mit
Schwermetallionen kommen. Um mögliche Reaktionen zu unterbinden können sogenannte
Metalldeaktivatoren eingesetzt werden. Diese gehören meist der Klasse der diacylierten
Hydrazine an /151/. Die Hydrazine sind aufgrund ihrer Toxizität nicht im menschlichen Kör-
per einsetzbar /179/.
Neben der Verringerung der Oxidation können durch die Beigabe von Zuschlagstoffen auch
andere Ziele verfolgt werden. So schlägt Hutchings in /208/ vor, Blei- oder Kupferoxide bei-
zugeben. Dies habe zur Folge, dass die Abriebsschädigung massiv reduziert werden könne.
Der Grund hierfür sei, dass die Verbindung der orientierten Schicht an der Reibfläche mit dem
Grundmaterial verbessert werde.
3.10 Alterung
Eine wesentliche Eigenschaft von Kunststoff ist, dass sich sein Verhalten mit der Zeit ändern
kann. Wie und in welchem Maße dies passiert, hängt von der Umgebung ab, in der er sich
befindet.
Bellare et al. berichten in /180/, dass nach acht Jahren „shelf aging“ von γ-bestrahltem
UHMWPE eine Erhöhung des Kristallinitätsgrades von 45 % auf 54 % stattgefunden hat, be-
dingt durch Rekristallisation. Neben einer Erhöhung der Dichte hat dies auch eine Verhärtung
zur Folge. „Shelf aged” bedeutet in der Regel, dass die Proben bei Raumtemperatur und Um-
gebungsluft gelagert wurden.
Ein Grund für die Veränderungen ist die sog. Postoxidation, also eine Oxidation, die nach der
Bestrahlung eintritt.
Eine Beschleunigung der Alterung ist für wissenschaftliche Untersuchungen hilfreich. Jedoch
bleibt die Frage der Übertragbarkeit der Ergebnisse. Diese ergibt sich aus einem Vergleich der
Oxidation von „shelf aged“ Proben mit Proben, die künstlich gealtert wurden. Sun et al. geben
35
in /181/ an, dass 23 Tage einer beschleunigten Alterung bei 80°C in Luft einem „shelf aging“
von acht bis zehn Jahren entspreche. In /82/ werden bei mechanischen Untersuchungen jedoch
unterschiedliche Ergebnisse für künstlich gealtertes UHMWPE im Vergleich zu Material aus
einer Revision beschrieben. Yeom et al. gehen davon aus, dass 4, 14 bzw. 28 Tage bei 70°C
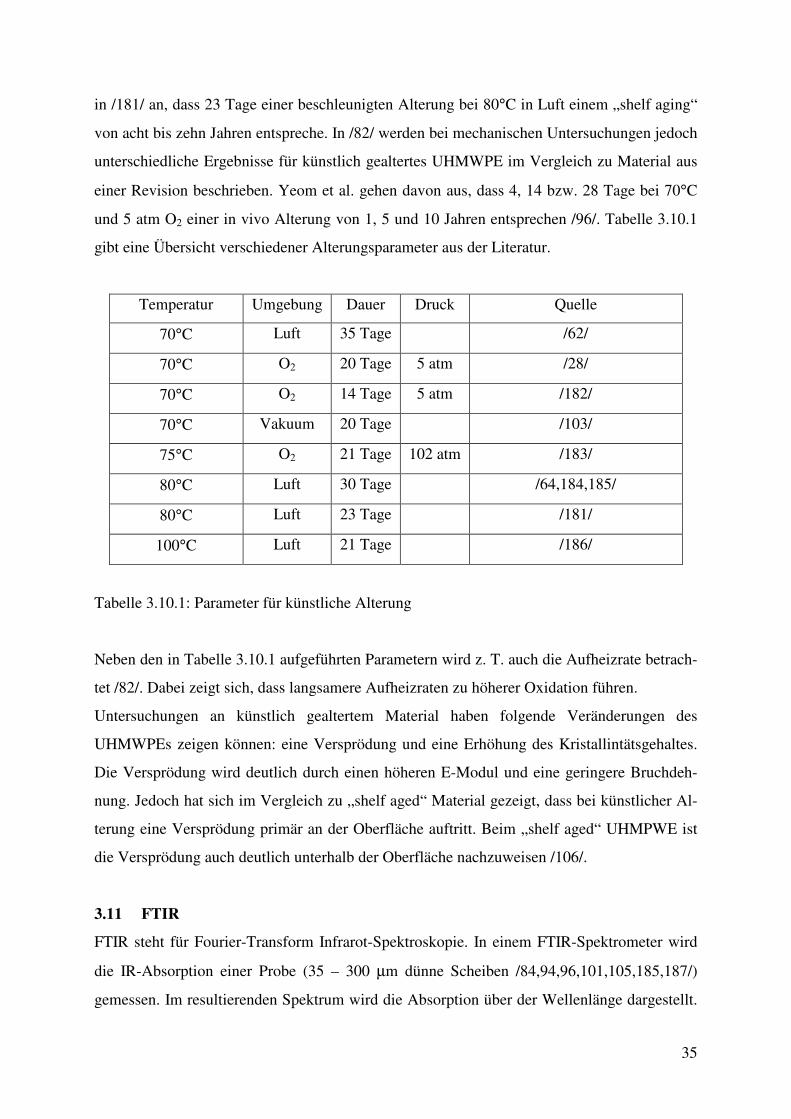
und 5 atm O2 einer in vivo Alterung von 1, 5 und 10 Jahren entsprechen /96/. Tabelle 3.10.1
gibt eine Übersicht verschiedener Alterungsparameter aus der Literatur.
Temperatur Umgebung Dauer Druck Quelle
70°C Luft 35 Tage /62/
70°C O2 20 Tage 5 atm /28/
70°C O2 14 Tage 5 atm /182/
70°C Vakuum 20 Tage /103/
75°C O2 21 Tage 102 atm /183/
80°C Luft 30 Tage /64,184,185/
80°C Luft 23 Tage /181/
100°C Luft 21 Tage /186/
Tabelle 3.10.1: Parameter für künstliche Alterung
Neben den in Tabelle 3.10.1 aufgeführten Parametern wird z. T. auch die Aufheizrate betrach-
tet /82/. Dabei zeigt sich, dass langsamere Aufheizraten zu höherer Oxidation führen.
Untersuchungen an künstlich gealtertem Material haben folgende Veränderungen des
UHMWPEs zeigen können: eine Versprödung und eine Erhöhung des Kristallintätsgehaltes.
Die Versprödung wird deutlich durch einen höheren E-Modul und eine geringere Bruchdeh-
nung. Jedoch hat sich im Vergleich zu „shelf aged“ Material gezeigt, dass bei künstlicher Al-
terung eine Versprödung primär an der Oberfläche auftritt. Beim „shelf aged“ UHMPWE ist
die Versprödung auch deutlich unterhalb der Oberfläche nachzuweisen /106/.
3.11 FTIR
FTIR steht für Fourier-Transform Infrarot-Spektroskopie. In einem FTIR-Spektrometer wird
die IR-Absorption einer Probe (35 – 300 µm dünne Scheiben /84,94,96,101,105,185,187/)
gemessen. Im resultierenden Spektrum wird die Absorption über der Wellenlänge dargestellt.
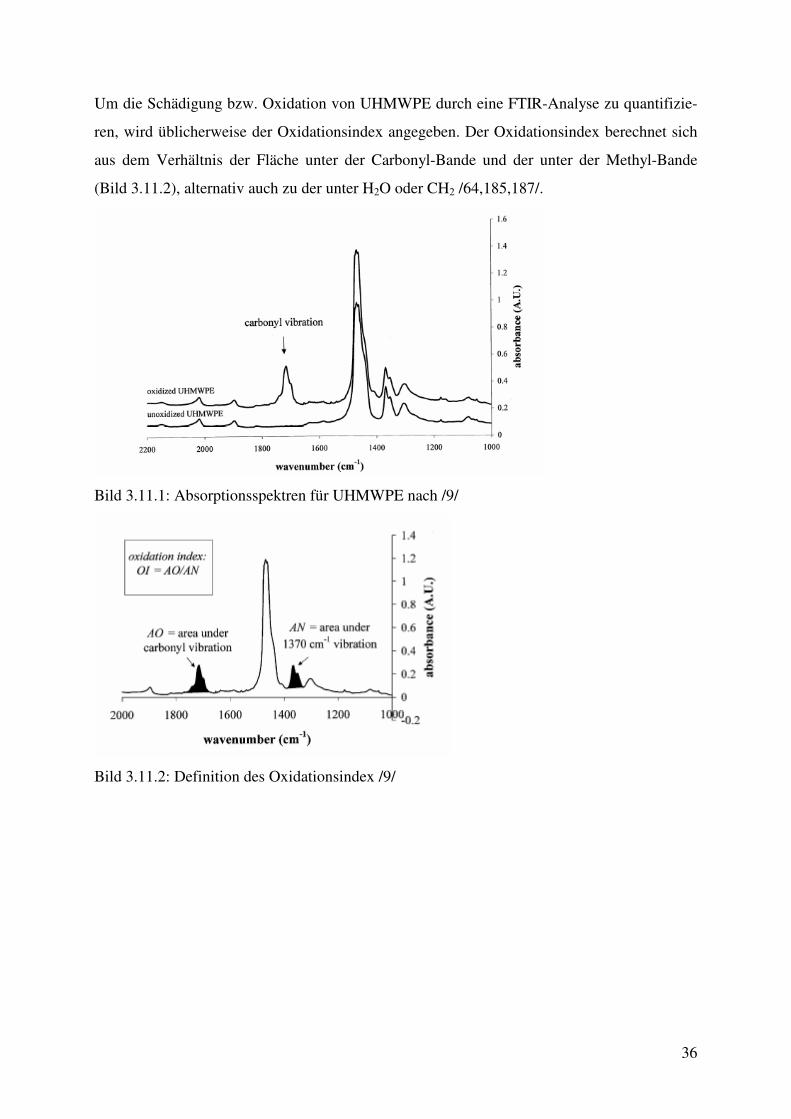
36
Um die Schädigung bzw. Oxidation von UHMWPE durch eine FTIR-Analyse zu quantifizie-
ren, wird üblicherweise der Oxidationsindex angegeben. Der Oxidationsindex berechnet sich
aus dem Verhältnis der Fläche unter der Carbonyl-Bande und der unter der Methyl-Bande
(Bild 3.11.2), alternativ auch zu der unter H2O oder CH2 /64,185,187/.
Bild 3.11.1: Absorptionsspektren für UHMWPE nach /9/
Bild 3.11.2: Definition des Oxidationsindex /9/
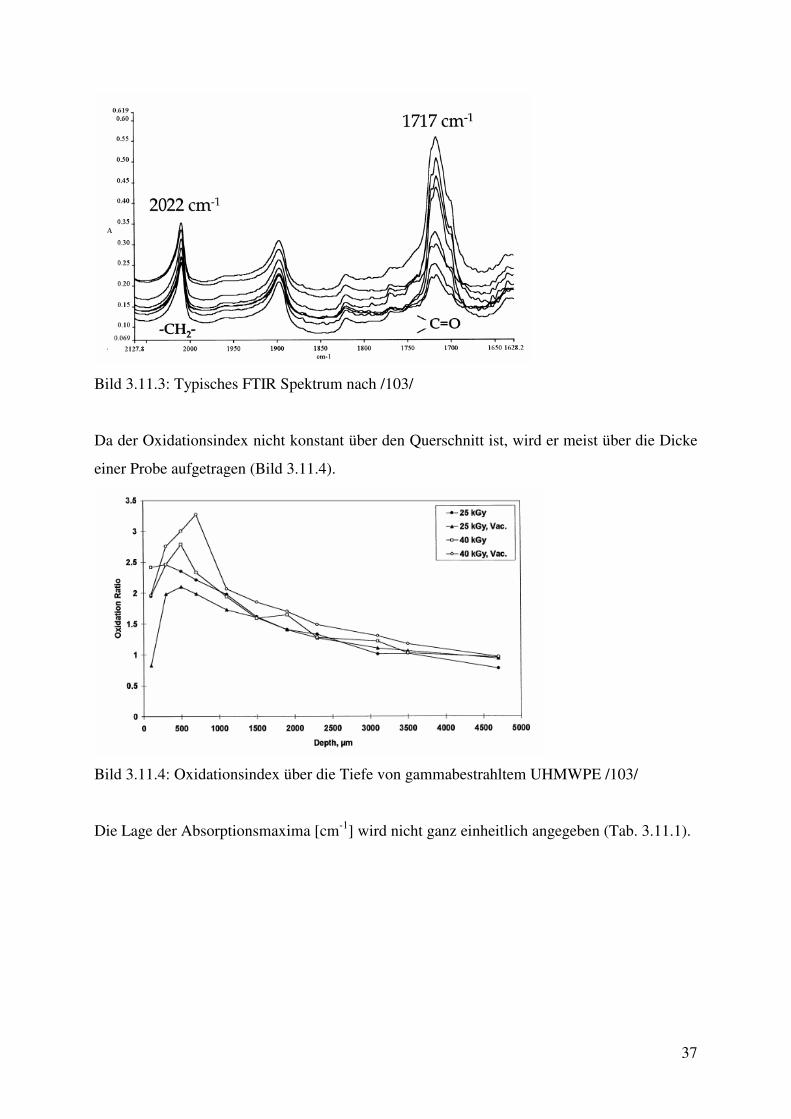
37
Bild 3.11.3: Typisches FTIR Spektrum nach /103/
Da der Oxidationsindex nicht konstant über den Querschnitt ist, wird er meist über die Dicke
einer Probe aufgetragen (Bild 3.11.4).
Bild 3.11.4: Oxidationsindex über die Tiefe von gammabestrahltem UHMWPE /103/
Die Lage der Absorptionsmaxima [cm-1] wird nicht ganz einheitlich angegeben (Tab. 3.11.1).
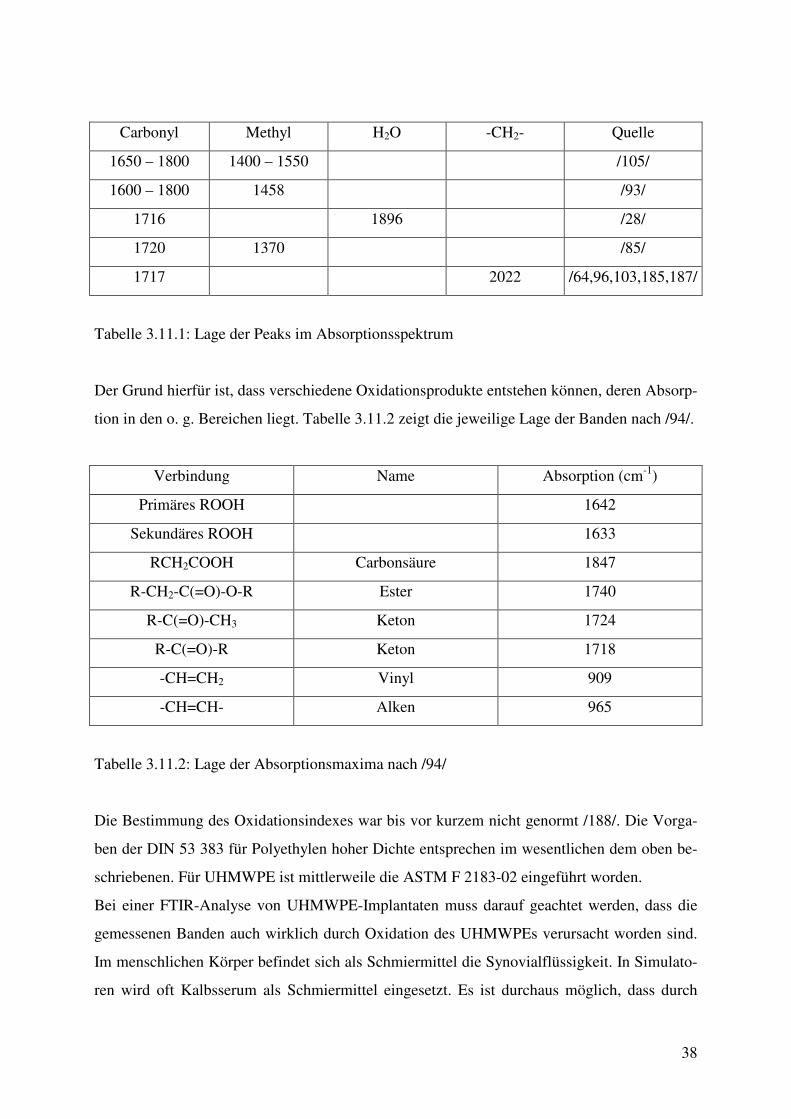
38
Carbonyl Methyl H2O -CH2- Quelle
1650 – 1800 1400 – 1550 /105/
1600 – 1800 1458 /93/
1716 1896 /28/
1720 1370 /85/
1717 2022 /64,96,103,185,187/
Tabelle 3.11.1: Lage der Peaks im Absorptionsspektrum
Der Grund hierfür ist, dass verschiedene Oxidationsprodukte entstehen können, deren Absorp-
tion in den o. g. Bereichen liegt. Tabelle 3.11.2 zeigt die jeweilige Lage der Banden nach /94/.
Verbindung Name Absorption (cm-1)
Primäres ROOH 1642
Sekundäres ROOH 1633
RCH2COOH Carbonsäure 1847
R-CH2-C(=O)-O-R Ester 1740
R-C(=O)-CH3 Keton 1724
R-C(=O)-R Keton 1718
-CH=CH2 Vinyl 909
-CH=CH- Alken 965
Tabelle 3.11.2: Lage der Absorptionsmaxima nach /94/
Die Bestimmung des Oxidationsindexes war bis vor kurzem nicht genormt /188/. Die Vorga-
ben der DIN 53 383 für Polyethylen hoher Dichte entsprechen im wesentlichen dem oben be-
schriebenen. Für UHMWPE ist mittlerweile die ASTM F 2183-02 eingeführt worden.
Bei einer FTIR-Analyse von UHMWPE-Implantaten muss darauf geachtet werden, dass die
gemessenen Banden auch wirklich durch Oxidation des UHMWPEs verursacht worden sind.
Im menschlichen Körper befindet sich als Schmiermittel die Synovialflüssigkeit. In Simulato-
ren wird oft Kalbsserum als Schmiermittel eingesetzt. Es ist durchaus möglich, dass durch
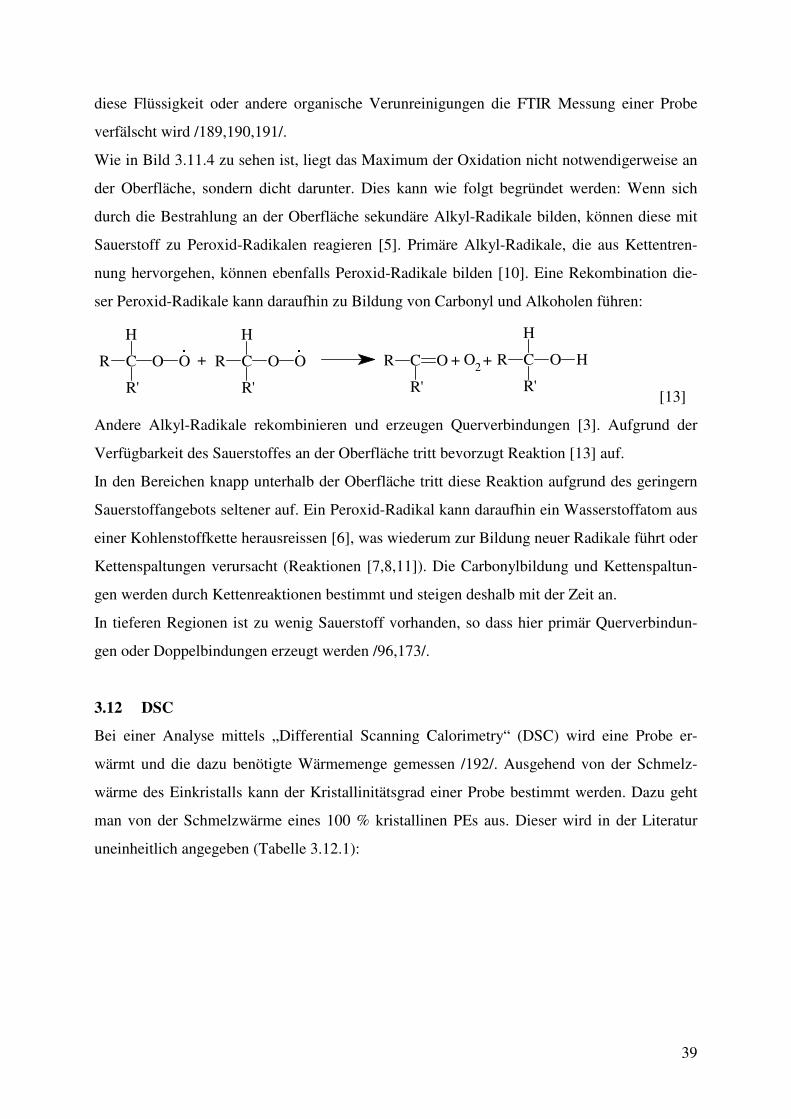
39
diese Flüssigkeit oder andere organische Verunreinigungen die FTIR Messung einer Probe
verfälscht wird /189,190,191/.
Wie in Bild 3.11.4 zu sehen ist, liegt das Maximum der Oxidation nicht notwendigerweise an
der Oberfläche, sondern dicht darunter. Dies kann wie folgt begründet werden: Wenn sich
durch die Bestrahlung an der Oberfläche sekundäre Alkyl-Radikale bilden, können diese mit
Sauerstoff zu Peroxid-Radikalen reagieren [5]. Primäre Alkyl-Radikale, die aus Kettentren-
nung hervorgehen, können ebenfalls Peroxid-Radikale bilden [10]. Eine Rekombination die-
ser Peroxid-Radikale kann daraufhin zu Bildung von Carbonyl und Alkoholen führen:
CR
R'
H
O O + CR
R'
H
O O R C
R'
O + O2 + R C
R'
H
O H
[13]
Andere Alkyl-Radikale rekombinieren und erzeugen Querverbindungen [3]. Aufgrund der
Verfügbarkeit des Sauerstoffes an der Oberfläche tritt bevorzugt Reaktion [13] auf.
In den Bereichen knapp unterhalb der Oberfläche tritt diese Reaktion aufgrund des geringern
Sauerstoffangebots seltener auf. Ein Peroxid-Radikal kann daraufhin ein Wasserstoffatom aus
einer Kohlenstoffkette herausreissen [6], was wiederum zur Bildung neuer Radikale führt oder
Kettenspaltungen verursacht (Reaktionen [7,8,11]). Die Carbonylbildung und Kettenspaltun-
gen werden durch Kettenreaktionen bestimmt und steigen deshalb mit der Zeit an.
In tieferen Regionen ist zu wenig Sauerstoff vorhanden, so dass hier primär Querverbindun-
gen oder Doppelbindungen erzeugt werden /96,173/.
3.12 DSC
Bei einer Analyse mittels „Differential Scanning Calorimetry“ (DSC) wird eine Probe er-
wärmt und die dazu benötigte Wärmemenge gemessen /192/. Ausgehend von der Schmelz-
wärme des Einkristalls kann der Kristallinitätsgrad einer Probe bestimmt werden. Dazu geht
man von der Schmelzwärme eines 100 % kristallinen PEs aus. Dieser wird in der Literatur
uneinheitlich angegeben (Tabelle 3.12.1):
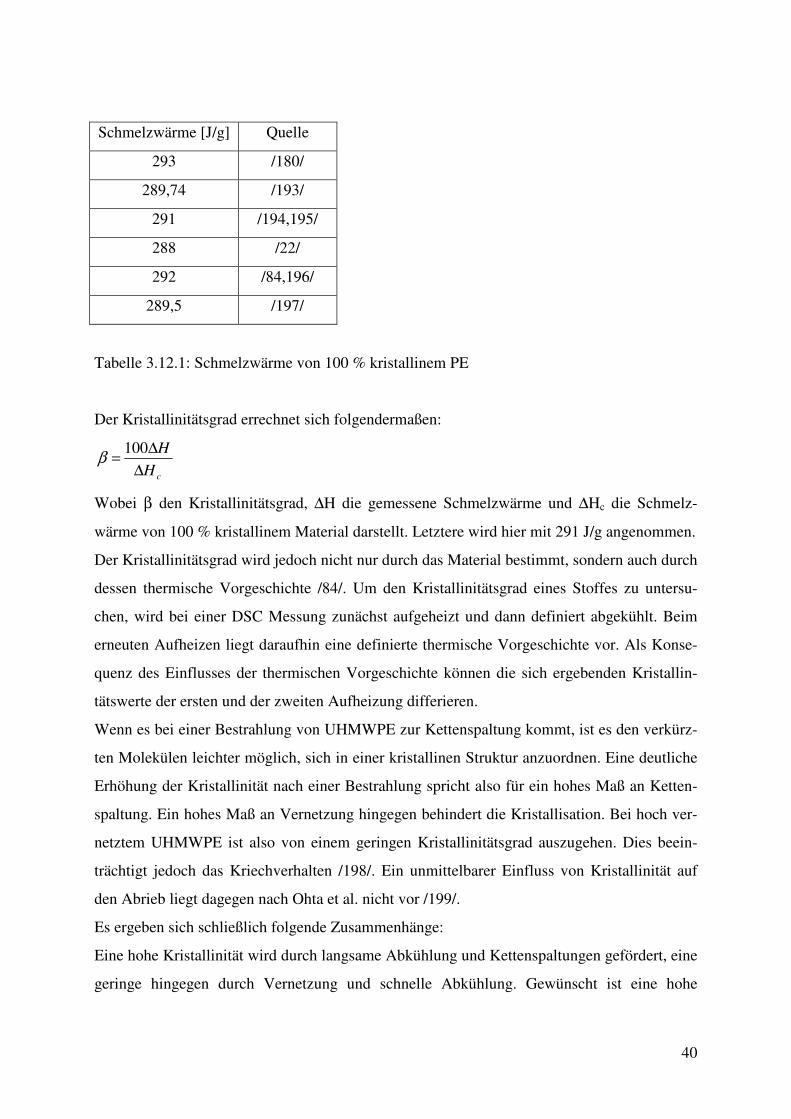
40
Schmelzwärme [J/g] Quelle
293 /180/
289,74 /193/
291 /194,195/
288 /22/
292 /84,196/
289,5 /197/
Tabelle 3.12.1: Schmelzwärme von 100 % kristallinem PE
Der Kristallinitätsgrad errechnet sich folgendermaßen:
cH
H
∆
∆=
100β
Wobei β den Kristallinitätsgrad, ∆H die gemessene Schmelzwärme und ∆Hc die Schmelz-
wärme von 100 % kristallinem Material darstellt. Letztere wird hier mit 291 J/g angenommen.
Der Kristallinitätsgrad wird jedoch nicht nur durch das Material bestimmt, sondern auch durch
dessen thermische Vorgeschichte /84/. Um den Kristallinitätsgrad eines Stoffes zu untersu-
chen, wird bei einer DSC Messung zunächst aufgeheizt und dann definiert abgekühlt. Beim
erneuten Aufheizen liegt daraufhin eine definierte thermische Vorgeschichte vor. Als Konse-
quenz des Einflusses der thermischen Vorgeschichte können die sich ergebenden Kristallin-
tätswerte der ersten und der zweiten Aufheizung differieren.
Wenn es bei einer Bestrahlung von UHMWPE zur Kettenspaltung kommt, ist es den verkürz-
ten Molekülen leichter möglich, sich in einer kristallinen Struktur anzuordnen. Eine deutliche
Erhöhung der Kristallinität nach einer Bestrahlung spricht also für ein hohes Maß an Ketten-
spaltung. Ein hohes Maß an Vernetzung hingegen behindert die Kristallisation. Bei hoch ver-
netztem UHMWPE ist also von einem geringen Kristallinitätsgrad auszugehen. Dies beein-
trächtigt jedoch das Kriechverhalten /198/. Ein unmittelbarer Einfluss von Kristallinität auf
den Abrieb liegt dagegen nach Ohta et al. nicht vor /199/.
Es ergeben sich schließlich folgende Zusammenhänge:
Eine hohe Kristallinität wird durch langsame Abkühlung und Kettenspaltungen gefördert, eine
geringe hingegen durch Vernetzung und schnelle Abkühlung. Gewünscht ist eine hohe
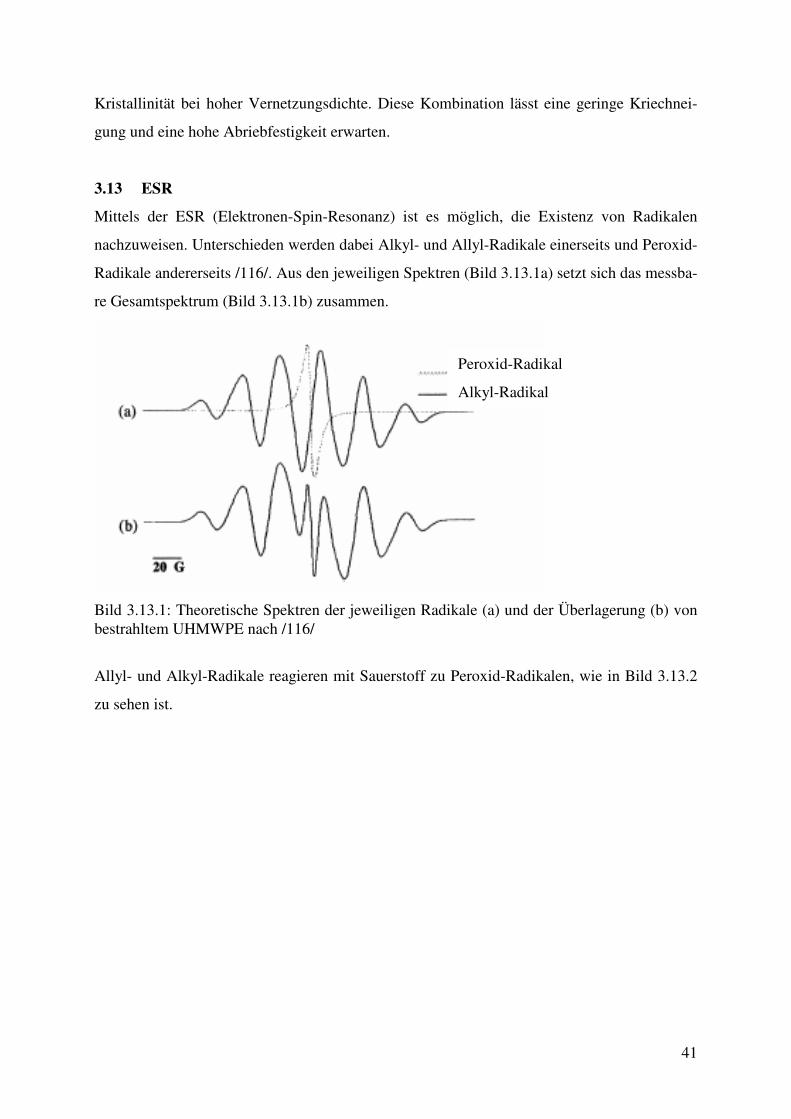
41
Kristallinität bei hoher Vernetzungsdichte. Diese Kombination lässt eine geringe Kriechnei-
gung und eine hohe Abriebfestigkeit erwarten.
3.13 ESR
Mittels der ESR (Elektronen-Spin-Resonanz) ist es möglich, die Existenz von Radikalen
nachzuweisen. Unterschieden werden dabei Alkyl- und Allyl-Radikale einerseits und Peroxid-
Radikale andererseits /116/. Aus den jeweiligen Spektren (Bild 3.13.1a) setzt sich das messba-
re Gesamtspektrum (Bild 3.13.1b) zusammen.
Bild 3.13.1: Theoretische Spektren der jeweiligen Radikale (a) und der Überlagerung (b) von bestrahltem UHMWPE nach /116/
Allyl- und Alkyl-Radikale reagieren mit Sauerstoff zu Peroxid-Radikalen, wie in Bild 3.13.2
zu sehen ist.
Peroxid-Radikal
Alkyl-Radikal
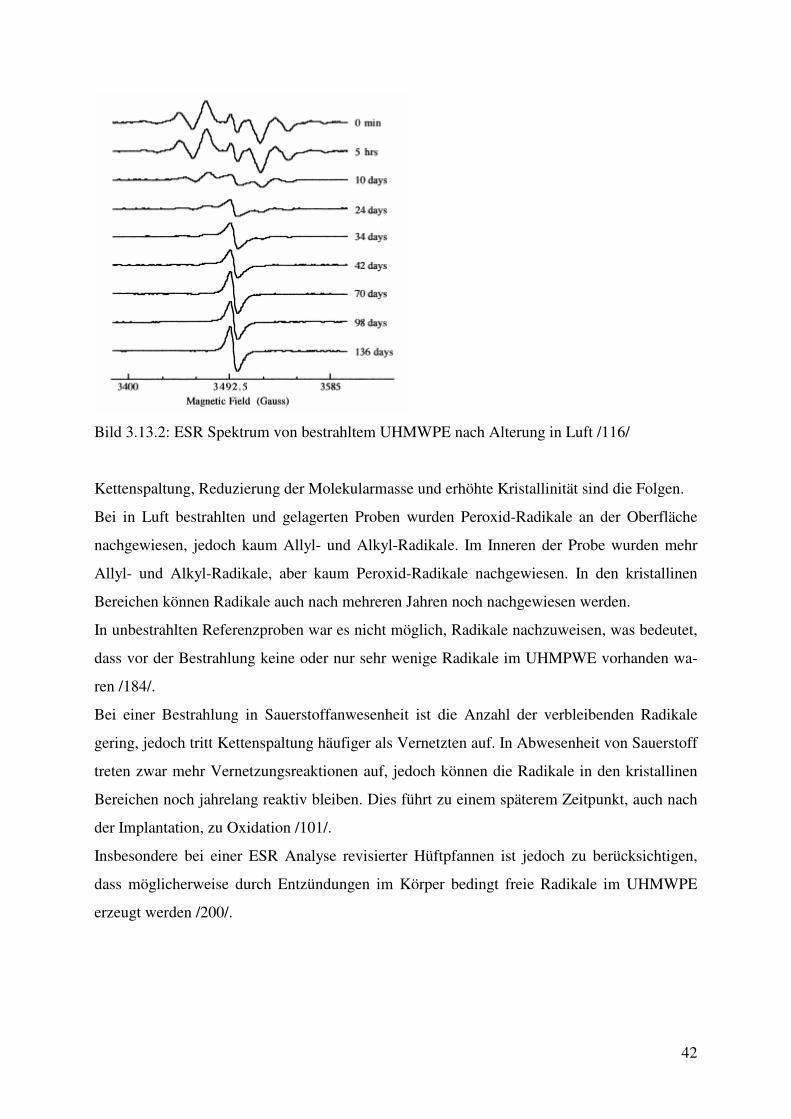
42
Bild 3.13.2: ESR Spektrum von bestrahltem UHMWPE nach Alterung in Luft /116/
Kettenspaltung, Reduzierung der Molekularmasse und erhöhte Kristallinität sind die Folgen.
Bei in Luft bestrahlten und gelagerten Proben wurden Peroxid-Radikale an der Oberfläche
nachgewiesen, jedoch kaum Allyl- und Alkyl-Radikale. Im Inneren der Probe wurden mehr
Allyl- und Alkyl-Radikale, aber kaum Peroxid-Radikale nachgewiesen. In den kristallinen
Bereichen können Radikale auch nach mehreren Jahren noch nachgewiesen werden.
In unbestrahlten Referenzproben war es nicht möglich, Radikale nachzuweisen, was bedeutet,
dass vor der Bestrahlung keine oder nur sehr wenige Radikale im UHMPWE vorhanden wa-
ren /184/.
Bei einer Bestrahlung in Sauerstoffanwesenheit ist die Anzahl der verbleibenden Radikale
gering, jedoch tritt Kettenspaltung häufiger als Vernetzten auf. In Abwesenheit von Sauerstoff
treten zwar mehr Vernetzungsreaktionen auf, jedoch können die Radikale in den kristallinen
Bereichen noch jahrelang reaktiv bleiben. Dies führt zu einem späterem Zeitpunkt, auch nach
der Implantation, zu Oxidation /101/.
Insbesondere bei einer ESR Analyse revisierter Hüftpfannen ist jedoch zu berücksichtigen,
dass möglicherweise durch Entzündungen im Körper bedingt freie Radikale im UHMWPE
erzeugt werden /200/.
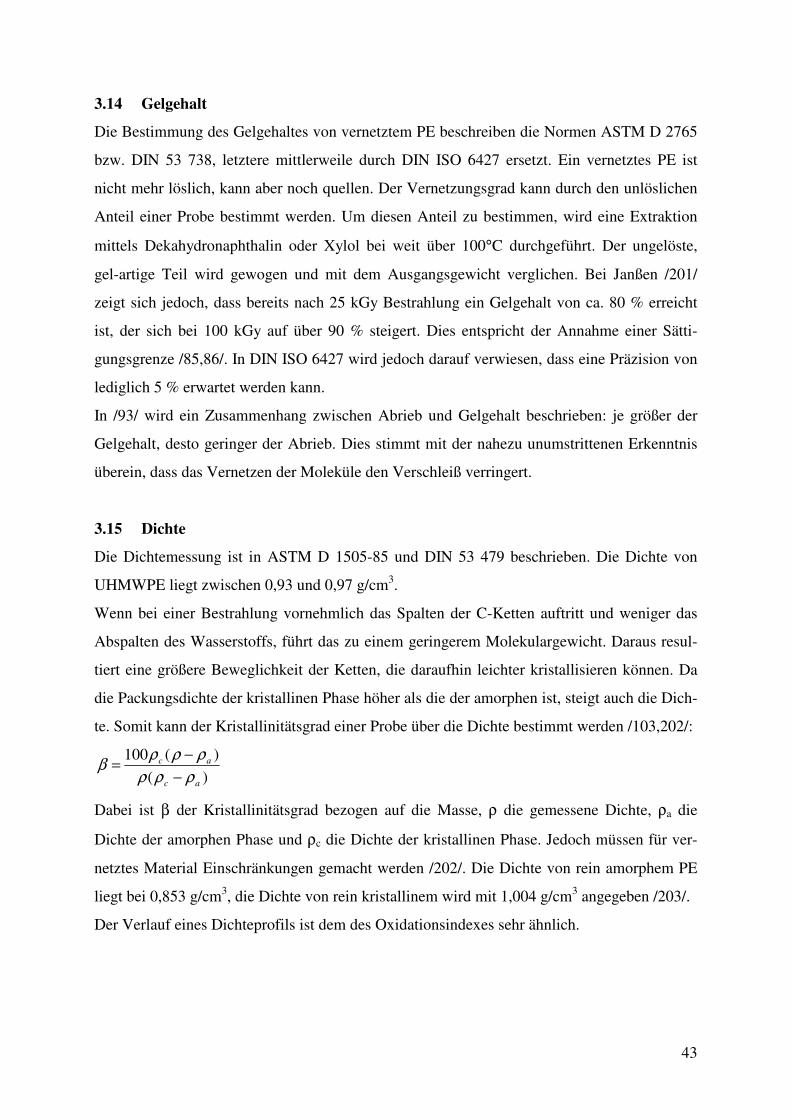
43
3.14 Gelgehalt
Die Bestimmung des Gelgehaltes von vernetztem PE beschreiben die Normen ASTM D 2765
bzw. DIN 53 738, letztere mittlerweile durch DIN ISO 6427 ersetzt. Ein vernetztes PE ist
nicht mehr löslich, kann aber noch quellen. Der Vernetzungsgrad kann durch den unlöslichen
Anteil einer Probe bestimmt werden. Um diesen Anteil zu bestimmen, wird eine Extraktion
mittels Dekahydronaphthalin oder Xylol bei weit über 100°C durchgeführt. Der ungelöste,
gel-artige Teil wird gewogen und mit dem Ausgangsgewicht verglichen. Bei Janßen /201/
zeigt sich jedoch, dass bereits nach 25 kGy Bestrahlung ein Gelgehalt von ca. 80 % erreicht
ist, der sich bei 100 kGy auf über 90 % steigert. Dies entspricht der Annahme einer Sätti-
gungsgrenze /85,86/. In DIN ISO 6427 wird jedoch darauf verwiesen, dass eine Präzision von
lediglich 5 % erwartet werden kann.
In /93/ wird ein Zusammenhang zwischen Abrieb und Gelgehalt beschrieben: je größer der
Gelgehalt, desto geringer der Abrieb. Dies stimmt mit der nahezu unumstrittenen Erkenntnis
überein, dass das Vernetzen der Moleküle den Verschleiß verringert.
3.15 Dichte
Die Dichtemessung ist in ASTM D 1505-85 und DIN 53 479 beschrieben. Die Dichte von
UHMWPE liegt zwischen 0,93 und 0,97 g/cm3.
Wenn bei einer Bestrahlung vornehmlich das Spalten der C-Ketten auftritt und weniger das
Abspalten des Wasserstoffs, führt das zu einem geringerem Molekulargewicht. Daraus resul-
tiert eine größere Beweglichkeit der Ketten, die daraufhin leichter kristallisieren können. Da
die Packungsdichte der kristallinen Phase höher als die der amorphen ist, steigt auch die Dich-
te. Somit kann der Kristallinitätsgrad einer Probe über die Dichte bestimmt werden /103,202/:
)(
)(100
ac
ac
ρρρ
ρρρβ
−
−=
Dabei ist β der Kristallinitätsgrad bezogen auf die Masse, ρ die gemessene Dichte, ρa die
Dichte der amorphen Phase und ρc die Dichte der kristallinen Phase. Jedoch müssen für ver-
netztes Material Einschränkungen gemacht werden /202/. Die Dichte von rein amorphem PE
liegt bei 0,853 g/cm3, die Dichte von rein kristallinem wird mit 1,004 g/cm3 angegeben /203/.
Der Verlauf eines Dichteprofils ist dem des Oxidationsindexes sehr ähnlich.
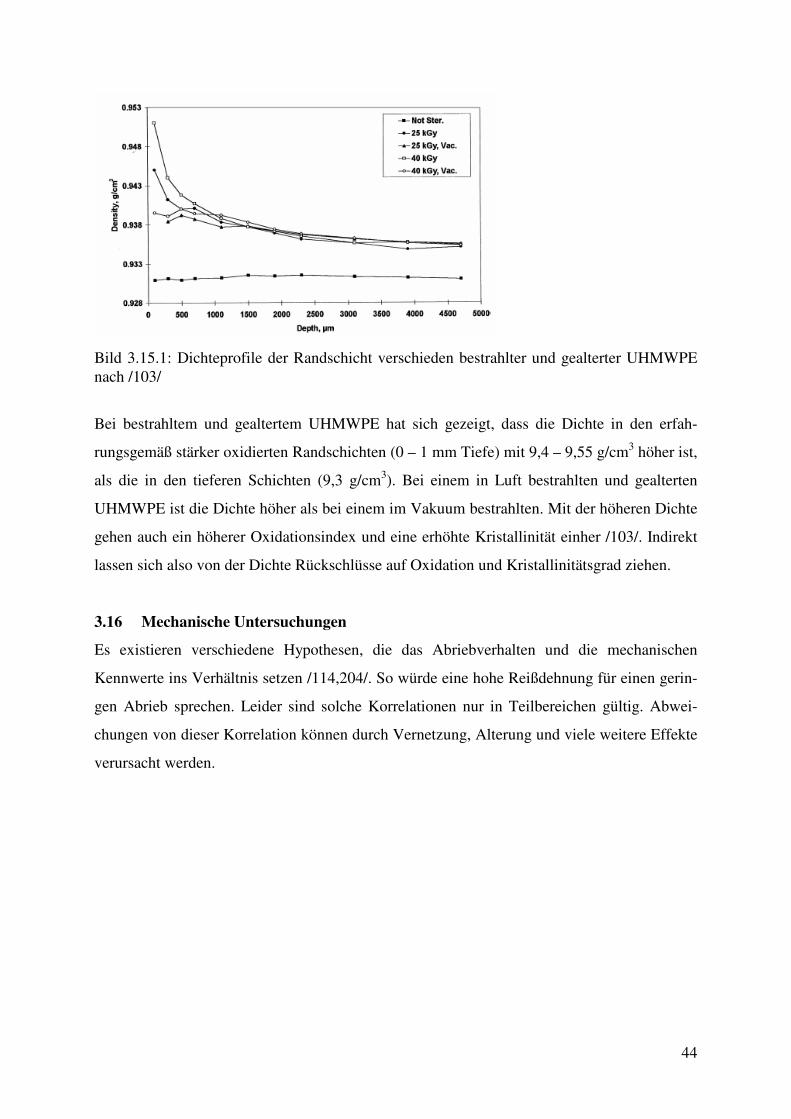
44
Bild 3.15.1: Dichteprofile der Randschicht verschieden bestrahlter und gealterter UHMWPE nach /103/
Bei bestrahltem und gealtertem UHMWPE hat sich gezeigt, dass die Dichte in den erfah-
rungsgemäß stärker oxidierten Randschichten (0 – 1 mm Tiefe) mit 9,4 – 9,55 g/cm3 höher ist,
als die in den tieferen Schichten (9,3 g/cm3). Bei einem in Luft bestrahlten und gealterten
UHMWPE ist die Dichte höher als bei einem im Vakuum bestrahlten. Mit der höheren Dichte
gehen auch ein höherer Oxidationsindex und eine erhöhte Kristallinität einher /103/. Indirekt
lassen sich also von der Dichte Rückschlüsse auf Oxidation und Kristallinitätsgrad ziehen.
3.16 Mechanische Untersuchungen
Es existieren verschiedene Hypothesen, die das Abriebverhalten und die mechanischen
Kennwerte ins Verhältnis setzen /114,204/. So würde eine hohe Reißdehnung für einen gerin-
gen Abrieb sprechen. Leider sind solche Korrelationen nur in Teilbereichen gültig. Abwei-
chungen von dieser Korrelation können durch Vernetzung, Alterung und viele weitere Effekte
verursacht werden.
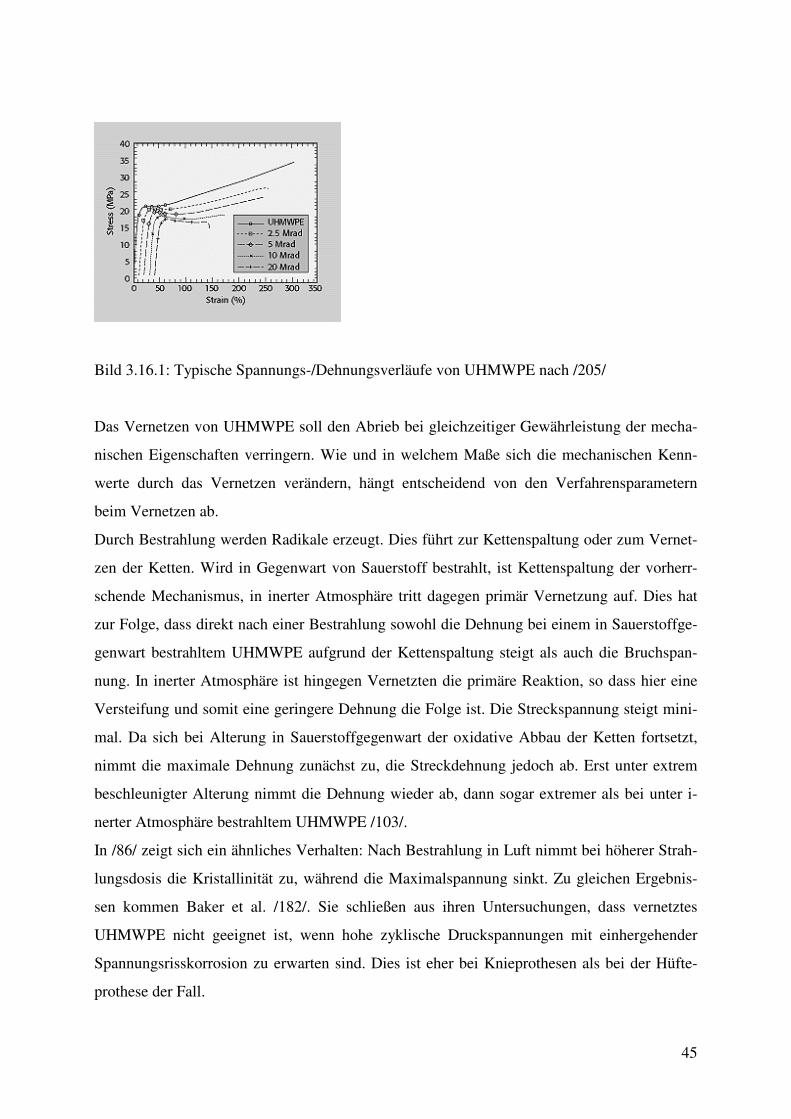
45
Bild 3.16.1: Typische Spannungs-/Dehnungsverläufe von UHMWPE nach /205/
Das Vernetzen von UHMWPE soll den Abrieb bei gleichzeitiger Gewährleistung der mecha-
nischen Eigenschaften verringern. Wie und in welchem Maße sich die mechanischen Kenn-
werte durch das Vernetzen verändern, hängt entscheidend von den Verfahrensparametern
beim Vernetzen ab.
Durch Bestrahlung werden Radikale erzeugt. Dies führt zur Kettenspaltung oder zum Vernet-
zen der Ketten. Wird in Gegenwart von Sauerstoff bestrahlt, ist Kettenspaltung der vorherr-
schende Mechanismus, in inerter Atmosphäre tritt dagegen primär Vernetzung auf. Dies hat
zur Folge, dass direkt nach einer Bestrahlung sowohl die Dehnung bei einem in Sauerstoffge-
genwart bestrahltem UHMWPE aufgrund der Kettenspaltung steigt als auch die Bruchspan-
nung. In inerter Atmosphäre ist hingegen Vernetzten die primäre Reaktion, so dass hier eine
Versteifung und somit eine geringere Dehnung die Folge ist. Die Streckspannung steigt mini-
mal. Da sich bei Alterung in Sauerstoffgegenwart der oxidative Abbau der Ketten fortsetzt,
nimmt die maximale Dehnung zunächst zu, die Streckdehnung jedoch ab. Erst unter extrem
beschleunigter Alterung nimmt die Dehnung wieder ab, dann sogar extremer als bei unter i-
nerter Atmosphäre bestrahltem UHMWPE /103/.
In /86/ zeigt sich ein ähnliches Verhalten: Nach Bestrahlung in Luft nimmt bei höherer Strah-
lungsdosis die Kristallinität zu, während die Maximalspannung sinkt. Zu gleichen Ergebnis-
sen kommen Baker et al. /182/. Sie schließen aus ihren Untersuchungen, dass vernetztes
UHMWPE nicht geeignet ist, wenn hohe zyklische Druckspannungen mit einhergehender
Spannungsrisskorrosion zu erwarten sind. Dies ist eher bei Knieprothesen als bei der Hüfte-
prothese der Fall.
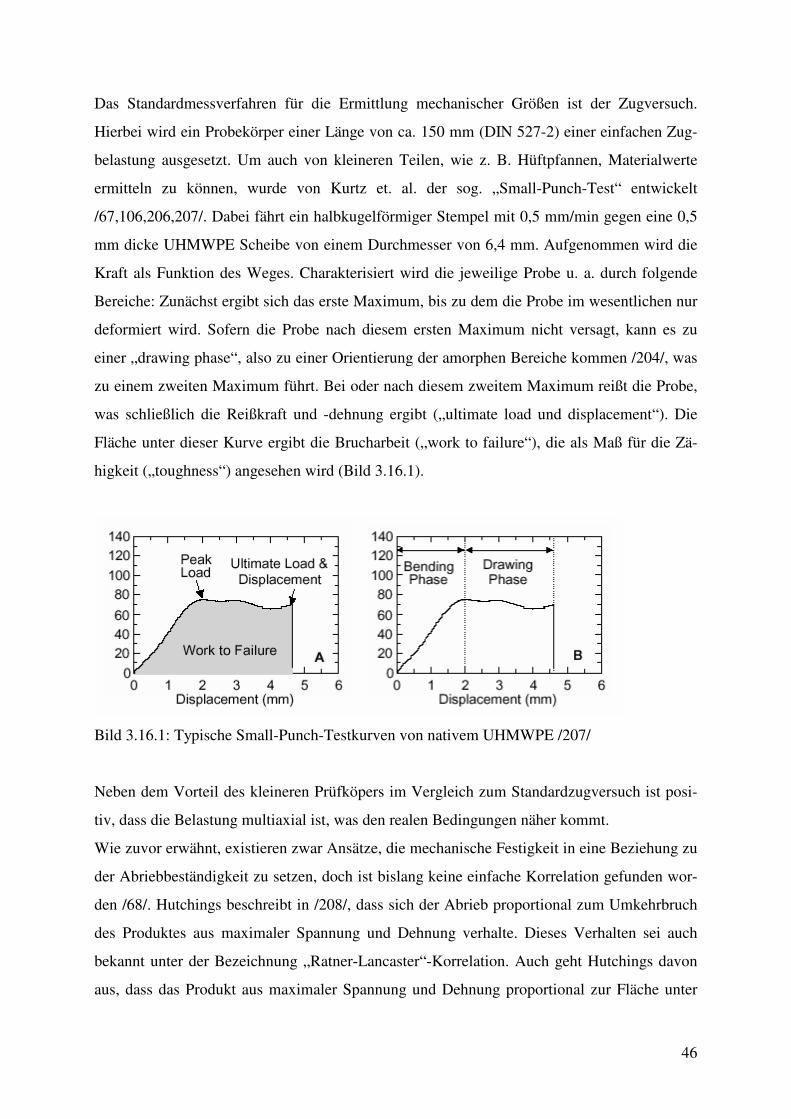
46
Das Standardmessverfahren für die Ermittlung mechanischer Größen ist der Zugversuch.
Hierbei wird ein Probekörper einer Länge von ca. 150 mm (DIN 527-2) einer einfachen Zug-
belastung ausgesetzt. Um auch von kleineren Teilen, wie z. B. Hüftpfannen, Materialwerte
ermitteln zu können, wurde von Kurtz et. al. der sog. „Small-Punch-Test“ entwickelt
/67,106,206,207/. Dabei fährt ein halbkugelförmiger Stempel mit 0,5 mm/min gegen eine 0,5
mm dicke UHMWPE Scheibe von einem Durchmesser von 6,4 mm. Aufgenommen wird die
Kraft als Funktion des Weges. Charakterisiert wird die jeweilige Probe u. a. durch folgende
Bereiche: Zunächst ergibt sich das erste Maximum, bis zu dem die Probe im wesentlichen nur
deformiert wird. Sofern die Probe nach diesem ersten Maximum nicht versagt, kann es zu
einer „drawing phase“, also zu einer Orientierung der amorphen Bereiche kommen /204/, was
zu einem zweiten Maximum führt. Bei oder nach diesem zweitem Maximum reißt die Probe,
was schließlich die Reißkraft und -dehnung ergibt („ultimate load und displacement“). Die
Fläche unter dieser Kurve ergibt die Brucharbeit („work to failure“), die als Maß für die Zä-
higkeit („toughness“) angesehen wird (Bild 3.16.1).
Bild 3.16.1: Typische Small-Punch-Testkurven von nativem UHMWPE /207/
Neben dem Vorteil des kleineren Prüfköpers im Vergleich zum Standardzugversuch ist posi-
tiv, dass die Belastung multiaxial ist, was den realen Bedingungen näher kommt.
Wie zuvor erwähnt, existieren zwar Ansätze, die mechanische Festigkeit in eine Beziehung zu
der Abriebbeständigkeit zu setzen, doch ist bislang keine einfache Korrelation gefunden wor-
den /68/. Hutchings beschreibt in /208/, dass sich der Abrieb proportional zum Umkehrbruch
des Produktes aus maximaler Spannung und Dehnung verhalte. Dieses Verhalten sei auch
bekannt unter der Bezeichnung „Ratner-Lancaster“-Korrelation. Auch geht Hutchings davon
aus, dass das Produkt aus maximaler Spannung und Dehnung proportional zur Fläche unter
47
der Spannungs-Dehnungskurve ist und somit ein Maß für die geleistete Brucharbeit darstellt.
Dies würde der von Kurtz bezeichneten „work to failure“ entsprechen.
In umfangreichen Untersuchungen von mehreren modifizierten UHMWPEs im Small-Punch-
Test zeigen Kurtz et al., dass diese zu jeweils typischen und reproduzierbaren Kraft-Weg-
Verläufen führen. Untersucht wurden dabei gealterte Proben (shelf aging und beschleunigte
Alterung), chemisch und durch Bestrahlung vernetzte, Material sowohl aus Hüftsimulatorstu-
dien als auch aus Revisionen. Direkte Aussagen der Art, dass z. B. ein hohes erstes Maximum
generell mit geringem Verschleiß einhergeht, lassen sich leider nicht treffen. Die Zusammen-
hänge sind, sofern gegeben, komplexerer Natur. So führt z. B. eine Vernetzung, welche nahe-
zu unumstritten den Abrieb verkleinert, auch zu einer Verringerung der Dehnfähigkeit. Um-
gekehrt heißt dies aber nicht, dass eine reduzierte Dehnfähigkeit per se einen geringen Abrieb
begünstigt. Denn Oxidation in Folge von Alterung führt auch zu einer Verringerung der Dehn-
fähigkeit, sicherlich jedoch nicht zu einer Abriebverringerung.
Neben dem Zug- bzw. Durchstoßversuch, bietet sich zur Materialanalyse der Schlagbiegever-
such an. Dabei wird ein quaderförmiger, wahlweise gekerbter Probekörper von einem Pendel
durchschlagen. Die dabei verbrauchte Energie ergibt einen charakteristischen Kennwert für
das Prüfmaterial. UHMWPE neigt nicht zur Rissbildung und ist deshalb sehr schlagzäh. Eine
aussagekräftige Messung kann nur erfolgen, wenn der Bruch einer Probe eintritt. Aufgrund
der hohen Schlagzähigkeit von UHMWPE und der niedrigen Glasstemperatur (-120°C) müs-
sen die Proben oft mit flüssigem Stickstoff abgekühlt werden, da bei höheren Temperaturen
kein Bruch auftritt.
Die Bestrahlung von UHMWPE führt u. a. zu Kettenspaltung, insbesondere in Gegenwart von
Sauerstoff. Die Kristallisation der gespaltenen Ketten führt zur Versprödung, was dann Riss-
bildung begünstigt. Eine reduzierte Schlagenergie impliziert deshalb ein hohes Maß an Ket-
tenspaltung. Bei in Gegenwart von Sauerstoff gammabestrahltem UHMWPE wurde eine Re-
duzierung der Schlagenergie von bis zu 50 % festgestellt /17/.
3.17 Verschleißuntersuchungen
Im Hüftgelenk findet eine multidirektionale Belastung statt. Dies ist bei der Konstruktion ei-
nes entsprechenden Prüfstandes zu berücksichtigen. Weiterhin reiben im natürlichen Gelenk
die Knochen nicht direkt aufeinander, sondern sind durch eine Knorpelschicht geschützt. Zu-
dem befindet sich zwischen den Reibflächen ein Schmiermittel, die Synovialflüssigkeit.
48
Um mit einem Prüfstand möglichst physiologische Bedingungen simulieren zu können, wird
als Schmiermittel oft Kalbsserum oder Ringerlösung verwendet. Einfacher in der Handhabung
und kostengünstiger ist destilliertes Wasser. Ob die Anwendung des letzteren aussagekräftige
Ergebnisse für den Einsatz eines Werkstoffes im Körper liefert, ist umstritten /7/. Unstrittig
hingegen ist, dass das eingesetzte Schmiermittel den Reibkoeffizienten und damit den Abrieb
wesentlich beeinflusst. Daher ist die genaue Angabe der Zusammensetzung eines im Simula-
tor verwendeten Schmiermittels unerlässlich /209/. Ohne diese Angabe sind Vergleiche von
verschiedenen Reibuntersuchungen nicht aussagekräftig.
Um die Bewegung in der Hüfte auf einem Prüfstand simulieren zu können, ist es notwendig,
die Bewegung möglichst genau beschreiben zu können. Viele Untersuchungen haben sich mit
Ganganalyse, Belastungshöhe und –dauer der Gelenke beschäftigt /210/. Weiterhin stellt sich
die Frage nach der Prüftemperatur: Obwohl man normalerweise von Körpertemperatur ausge-
hen würde, legen neue Studien nahe, dass die Temperaturen im Hüftgelenk unter Belastung
eher bei 43°C /211/, im Extremfall sogar bei 60°C liegen können /212/.
Die Bestimmung des Abriebs kann gravimetrisch vorgenommen werden. Dabei muss jedoch
beachtet werden, dass der Abrieb bei kleinen Prüfkörpern nur wenige mg beträgt, somit im
Bereich der Messtoleranz liegen kann. Da durch Oxidation, also durch C=O Bildung die Fä-
higkeit der Wasseraufnahme erhöht wird, kann trotz Abriebs eine Gewichtszunahme beobach-
tet werden /87/. Um die einzelnen Abriebpartikel zu untersuchen, werden in den entsprechen-
den Prüfständen Filtersysteme eingesetzt. Saikko et al. stellen in /213/ fest, dass bei hochver-
netztem UHMWPE im Pin-on-disc Abriebpartikel in der Größenordnung von 0,1 µm erzeugt
werden. Wenn die Porengrößen in den Filtern nicht entsprechend ausgelegt sind, werden diese
Abriebpartikel nicht erfasst.
Die Bestimmung des Abriebs durch Längen- oder Dickenveränderung muss beachtet werden,
da durch Kriechen des Materials die Messung verfälscht werden kann /87/. Weitere recht all-
gemein gehaltene Hinweise und Vorschläge finden sich in ASTM F 732.
Zur Untersuchung des Verschleißes existieren verschiedene Ansätze. Eines der Prüfverfahren
wird bezeichnet als „Pin-on-disc“ (POD). Bei diesem Verfahren reibt ein zylindrischer Prüf-
körper gegen eine Scheibe. Diese Prüfmethode ist in ASTM G 99 beschrieben. Abhängig von
den zu prüfenden Materialien ist die Spannbreite der Parameter sehr groß, entsprechend fin-
den sich in der Literatur eine große Anzahl verschiedener Ausführungen. Für die Prüfung von
UHMWPE als Implantatsmaterial für Hüftgelenke ist der Stift aus Kunststoff und die Platte
aus Edelstahl oder Keramik. Der Durchmesser des Kunststoffprobekörpers liegt bei 9 mm /63/
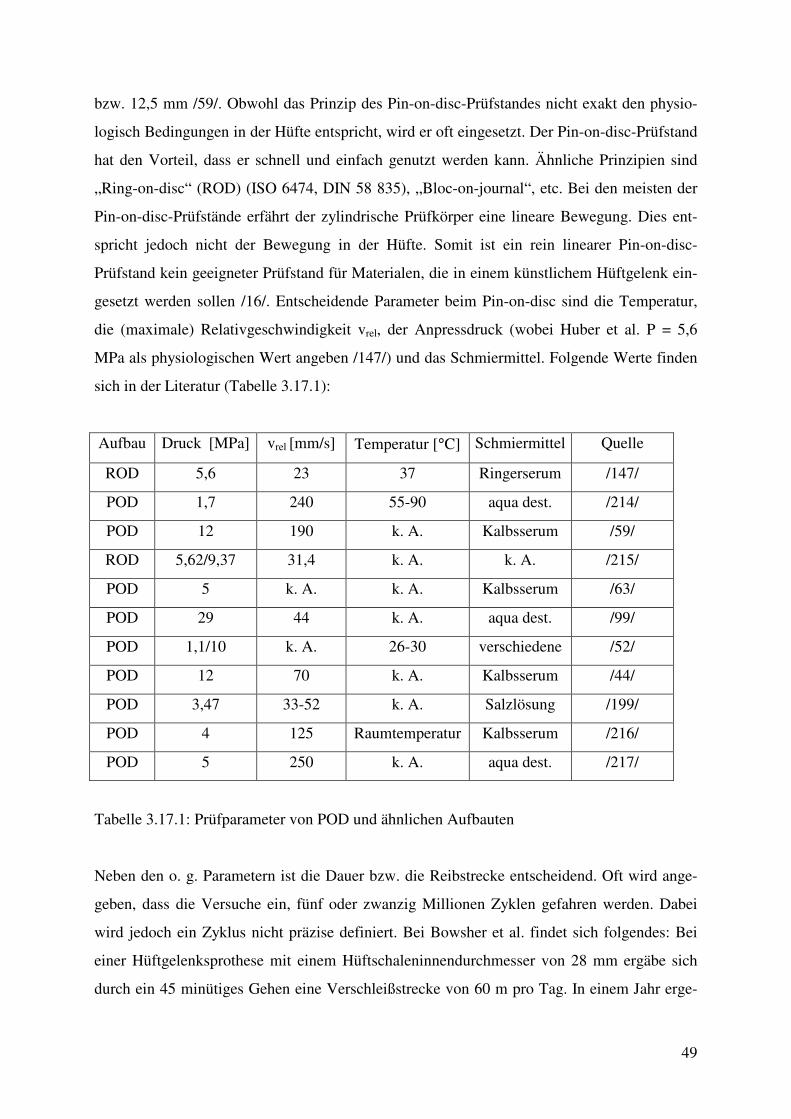
49
bzw. 12,5 mm /59/. Obwohl das Prinzip des Pin-on-disc-Prüfstandes nicht exakt den physio-
logisch Bedingungen in der Hüfte entspricht, wird er oft eingesetzt. Der Pin-on-disc-Prüfstand
hat den Vorteil, dass er schnell und einfach genutzt werden kann. Ähnliche Prinzipien sind
„Ring-on-disc“ (ROD) (ISO 6474, DIN 58 835), „Bloc-on-journal“, etc. Bei den meisten der
Pin-on-disc-Prüfstände erfährt der zylindrische Prüfkörper eine lineare Bewegung. Dies ent-
spricht jedoch nicht der Bewegung in der Hüfte. Somit ist ein rein linearer Pin-on-disc-
Prüfstand kein geeigneter Prüfstand für Materialen, die in einem künstlichem Hüftgelenk ein-
gesetzt werden sollen /16/. Entscheidende Parameter beim Pin-on-disc sind die Temperatur,
die (maximale) Relativgeschwindigkeit vrel, der Anpressdruck (wobei Huber et al. P = 5,6
MPa als physiologischen Wert angeben /147/) und das Schmiermittel. Folgende Werte finden
sich in der Literatur (Tabelle 3.17.1):
Aufbau Druck [MPa] vrel [mm/s] Temperatur [°C] Schmiermittel Quelle
ROD 5,6 23 37 Ringerserum /147/
POD 1,7 240 55-90 aqua dest. /214/
POD 12 190 k. A. Kalbsserum /59/
ROD 5,62/9,37 31,4 k. A. k. A. /215/
POD 5 k. A. k. A. Kalbsserum /63/
POD 29 44 k. A. aqua dest. /99/
POD 1,1/10 k. A. 26-30 verschiedene /52/
POD 12 70 k. A. Kalbsserum /44/
POD 3,47 33-52 k. A. Salzlösung /199/
POD 4 125 Raumtemperatur Kalbsserum /216/
POD 5 250 k. A. aqua dest. /217/
Tabelle 3.17.1: Prüfparameter von POD und ähnlichen Aufbauten
Neben den o. g. Parametern ist die Dauer bzw. die Reibstrecke entscheidend. Oft wird ange-
geben, dass die Versuche ein, fünf oder zwanzig Millionen Zyklen gefahren werden. Dabei
wird jedoch ein Zyklus nicht präzise definiert. Bei Bowsher et al. findet sich folgendes: Bei
einer Hüftgelenksprothese mit einem Hüftschaleninnendurchmesser von 28 mm ergäbe sich
durch ein 45 minütiges Gehen eine Verschleißstrecke von 60 m pro Tag. In einem Jahr erge-
50
ben sich daraus 21,9 km, was dann wiederum einer Millionen Zyklen entspräche /53/. Dies
geht begrenzt konform mit anderen Angaben: McNie et al. gehen davon aus, dass 20 km ei-
nem Jahr in vivo entspräche /44/, Ohta et al. sprechen von 30 km /199/ und Saikko et al. pos-
tulieren, dass eine Millionen Zyklen einer Reibstrecke von 31,4 km entsprächen /52/.
Da Pin-on-Disc und ähnliche Verfahren nur eine begrenzte Aussagefähigkeit haben, wird auch
versucht, die tatsächlichen Belastungen in der natürlichen Hüfte möglichst genau zu simulie-
ren. Die Anforderungen an einen solchen Hüftgelenkssimulator sind z. B. in der ISO 14242
aufgeführt. Mittlerweile gibt es sowohl kommerzielle Anbieter von Hüftgelenkssimulatoren
wie z. B. MTS, AMTI /218/ und endolab /219/, als auch Entwicklungen von Universitäten
(Durham, Helsinki, Leeds /220/, München). Diese Simulatoren entsprechen z. T. nicht der
ISO 14242, da diese sich bisher nicht als Standard etabliert hat.
Die modernen Simulatoren sind Mehrstationenmaschinen, d. h. es werden mehrere Hüftge-
lenksschalen (bis zu 12) gleichzeitig getestet. Die Belastung ist periodisch und orientiert sich
oft an der Gangkurve von Paul /210/. Das Maximum der Belastung liegt zwischen 2,5 kN und
3 kN. Die Anordnung der Hüftschalen kann anatomisch korrekt (nach unten offen) oder um-
gekehrt sein, wobei ersteres vorzuziehen ist /93/.
Wie beim Pin-on-disc stellt sich die Frage der Übertragbarkeit der Randbedingungen. Es wird
davon ausgegangen, dass eine Millionen Zyklen im Hüftsimulator in etwa einem Jahr in vivo
entsprächen /9,187,221,222/. Dies muss jedoch in Frage gestellt werden, da bereits häufiger
neue Implantate in der Praxis versagten, während sie auf dem Simulator positive Ergebnisse
erbrachten /107,108/. Ein Grund hierfür ist sicherlich, dass in einem entsprechenden Prüfstand
zwar der Abrieb bestimmt werden kann. Aber einerseits ist es fraglich, ob die natürliche
Bewegung entsprechend beschreiben wird, andererseits bleiben Fremdkörperreaktionen und
eventuelle Körperunverträglichkeiten außen vor. Die häufigste Versagensursache, die asepti-
sche Lockerung selbst, kann jedoch nicht simuliert werden.
3.18 Simulationen der Materialschädigung
Um Vorraussagen für das Verhalten eines Materials anhand einer FEM-Simulation (Finite
Elemente Methode) vornehmen zu können, müssen entsprechende Geometrie- und Material-
daten vorliegen. Daraus ergibt sich auch die Problematik: die Verfügbarkeit verlässlicher und
reproduzierbarer Daten. McNie et al. beschreibt durch eine zweidimensionale FEM-
Simulation mit ABAQUS einen Teilaspekt: Betrachtet wird die Erzeugung von Abrieb auf-
grund von Kratzern in der Oberfläche /45/. Auch weitere Forschergruppen beschäftigen sich

51
mit der Simulation des Verhaltens von UHMWPE /223,224/. Erfahrungswerte oder Berichte
darüber liegen jedoch kaum vor.
52
4 Versuchsplanung und –durchführung
4.1 Materialien
Drei verschiedene Grundmaterialien wurden untersucht. Zunächst zylindrische Probekörper
aus Chirulen mit den Abmaßen h = 30 mm, d = 45 mm, sterilisiert mit 27 kGy Gammabe-
strahlung und in Folie verschweißt, im folgenden als Material A bezeichnet. Dann Material B,
ebenfalls Chirulen in Zylinderform mit den Abmaßen h = 30 mm, d = 45 mm und in Folie
verschweißt, jedoch mit ca. 0,5 % Vitamin E versetzt und nicht bestrahlt. Schließlich Material
C, eine Platte Chirulen 1050 mit den Abmaßen 1000 x 500 x 34 mm, nicht verpackt, zur
Verfügung gestellt von Firma Poly Hi Solidur.
Die Materialien wurden, sofern nichts anderes vermerkt, bei 4°C gelagert. Oxidative Vorgän-
ge sollen dadurch reduziert werden.
4.2 Umgebungsmedium
Die Anlagen, unter denen eine Bestrahlung vorgenommen werden konnten, arbeiten bei nor-
maler Atmosphäre, also in Luft. Eine Erzeugung von Radikalen im UHMWPE in Luft führt
zur Reaktion mit Sauerstoff, also zur Oxidation. Wenn ein Sauerstoffabschluss der Probekör-
per erwünscht ist, müssen diese entsprechend verpackt sein.
Der Sauerstoffgehalt des Gases in den Verpackungen der Materialien A und B wurde durch
die Bundesanstalt für Materialprüfung bestimmt. Dort wurde ein Sauerstoffgehalt von ca. 5 %
nachgewiesen.
Ein Teil der Proben A, B und C wurden deshalb bei der Firma Kaufland in Schleinitz in
PP/PE Verpackungen neu eingeschweißt. Der Sauerstoffgehalt in diesen Verpackungen lag
unter 1 %.
4.3 Betabestrahlung
Die Betabestrahlung wurde durch die Firma Beta-Gamma-Service in Saal a. d. Donau durch-
geführt. Dort steht ein 10 MeV Elektronenbeschleuniger zur Verfügung. Die zu bestrahlenden
Produkte werden auf einen Schlitten gelegt. Dieser fährt auf einem Förderband unter dem auf-
gefächerten Elektronenstrahl hindurch. Die Länge des gesamten Förderbandes beträgt ca. 100
m. Es wurden vier Bestrahlungen mit jeweils 25 kGy vorgenommen, so dass die Gesamtdosis
bei 100 kGy lag. Um eine Bestrahlung von Probekörpern mit sowohl Beta- als auch Gamma-
strahlung zu vermeiden, wurden hier nur die Materialen B und C bestrahlt. Nach jeder Be-
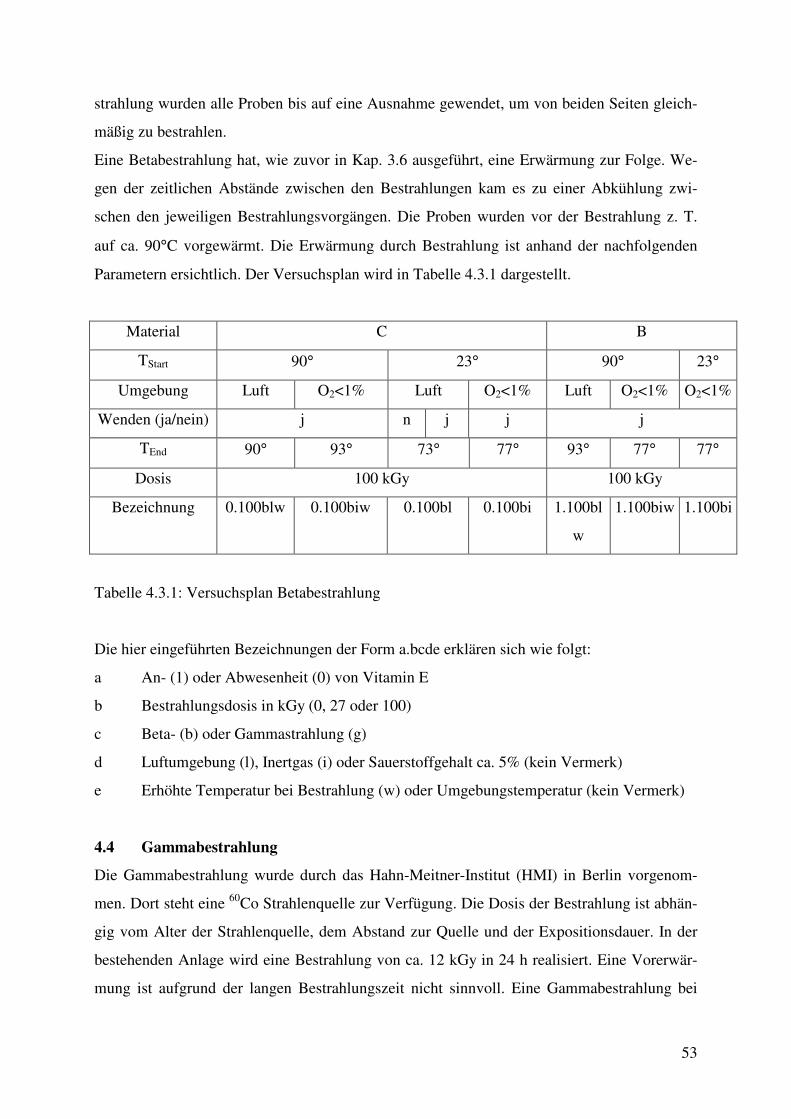
53
strahlung wurden alle Proben bis auf eine Ausnahme gewendet, um von beiden Seiten gleich-
mäßig zu bestrahlen.
Eine Betabestrahlung hat, wie zuvor in Kap. 3.6 ausgeführt, eine Erwärmung zur Folge. We-
gen der zeitlichen Abstände zwischen den Bestrahlungen kam es zu einer Abkühlung zwi-
schen den jeweiligen Bestrahlungsvorgängen. Die Proben wurden vor der Bestrahlung z. T.
auf ca. 90°C vorgewärmt. Die Erwärmung durch Bestrahlung ist anhand der nachfolgenden
Parametern ersichtlich. Der Versuchsplan wird in Tabelle 4.3.1 dargestellt.
Material C B
TStart 90° 23° 90° 23°
Umgebung Luft O2<1% Luft O2<1% Luft O2<1% O2<1%
Wenden (ja/nein) j n j j j
TEnd 90° 93° 73° 77° 93° 77° 77°
Dosis 100 kGy 100 kGy
Bezeichnung 0.100blw 0.100biw 0.100bl 0.100bi 1.100bl
w
1.100biw 1.100bi
Tabelle 4.3.1: Versuchsplan Betabestrahlung
Die hier eingeführten Bezeichnungen der Form a.bcde erklären sich wie folgt:
a An- (1) oder Abwesenheit (0) von Vitamin E
b Bestrahlungsdosis in kGy (0, 27 oder 100)
c Beta- (b) oder Gammastrahlung (g)
d Luftumgebung (l), Inertgas (i) oder Sauerstoffgehalt ca. 5% (kein Vermerk)
e Erhöhte Temperatur bei Bestrahlung (w) oder Umgebungstemperatur (kein Vermerk)
4.4 Gammabestrahlung
Die Gammabestrahlung wurde durch das Hahn-Meitner-Institut (HMI) in Berlin vorgenom-
men. Dort steht eine 60Co Strahlenquelle zur Verfügung. Die Dosis der Bestrahlung ist abhän-
gig vom Alter der Strahlenquelle, dem Abstand zur Quelle und der Expositionsdauer. In der
bestehenden Anlage wird eine Bestrahlung von ca. 12 kGy in 24 h realisiert. Eine Vorerwär-
mung ist aufgrund der langen Bestrahlungszeit nicht sinnvoll. Eine Gammabestrahlung bei
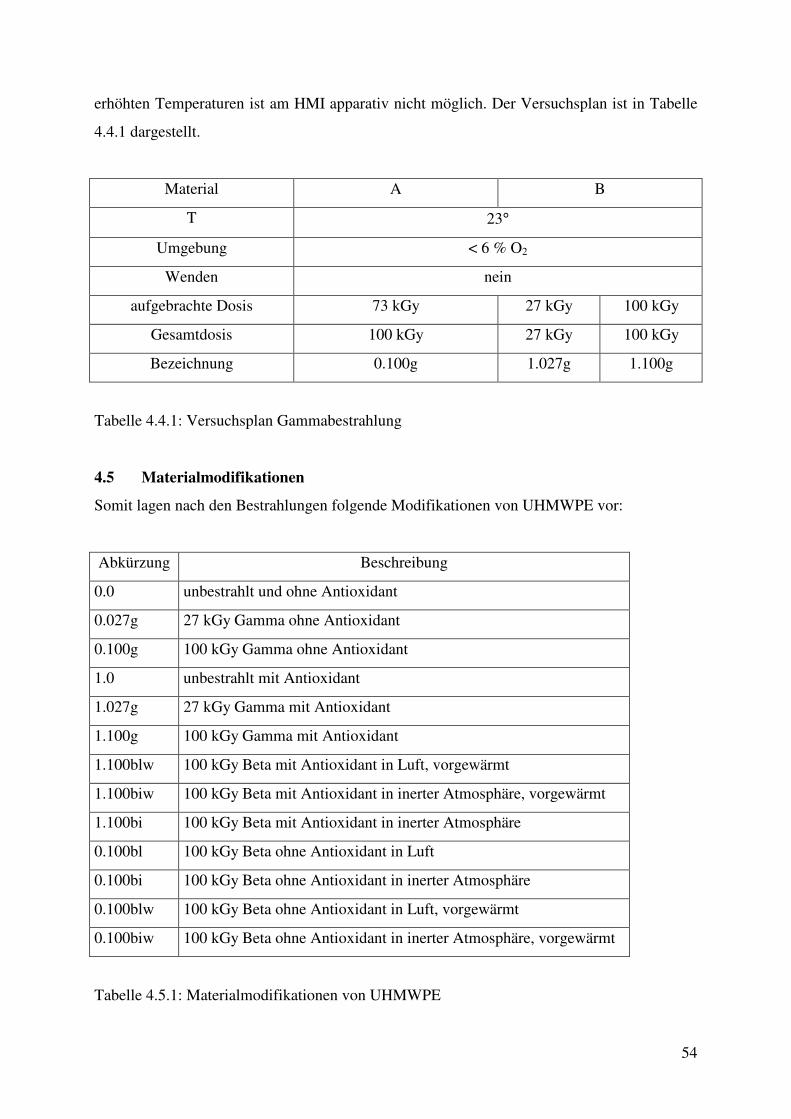
54
erhöhten Temperaturen ist am HMI apparativ nicht möglich. Der Versuchsplan ist in Tabelle
4.4.1 dargestellt.
Material A B
T 23°
Umgebung < 6 % O2
Wenden nein
aufgebrachte Dosis 73 kGy 27 kGy 100 kGy
Gesamtdosis 100 kGy 27 kGy 100 kGy
Bezeichnung 0.100g 1.027g 1.100g
Tabelle 4.4.1: Versuchsplan Gammabestrahlung
4.5 Materialmodifikationen
Somit lagen nach den Bestrahlungen folgende Modifikationen von UHMWPE vor:
Abkürzung Beschreibung
0.0 unbestrahlt und ohne Antioxidant
0.027g 27 kGy Gamma ohne Antioxidant
0.100g 100 kGy Gamma ohne Antioxidant
1.0 unbestrahlt mit Antioxidant
1.027g 27 kGy Gamma mit Antioxidant
1.100g 100 kGy Gamma mit Antioxidant
1.100blw 100 kGy Beta mit Antioxidant in Luft, vorgewärmt
1.100biw 100 kGy Beta mit Antioxidant in inerter Atmosphäre, vorgewärmt
1.100bi 100 kGy Beta mit Antioxidant in inerter Atmosphäre
0.100bl 100 kGy Beta ohne Antioxidant in Luft
0.100bi 100 kGy Beta ohne Antioxidant in inerter Atmosphäre
0.100blw 100 kGy Beta ohne Antioxidant in Luft, vorgewärmt
0.100biw 100 kGy Beta ohne Antioxidant in inerter Atmosphäre, vorgewärmt
Tabelle 4.5.1: Materialmodifikationen von UHMWPE
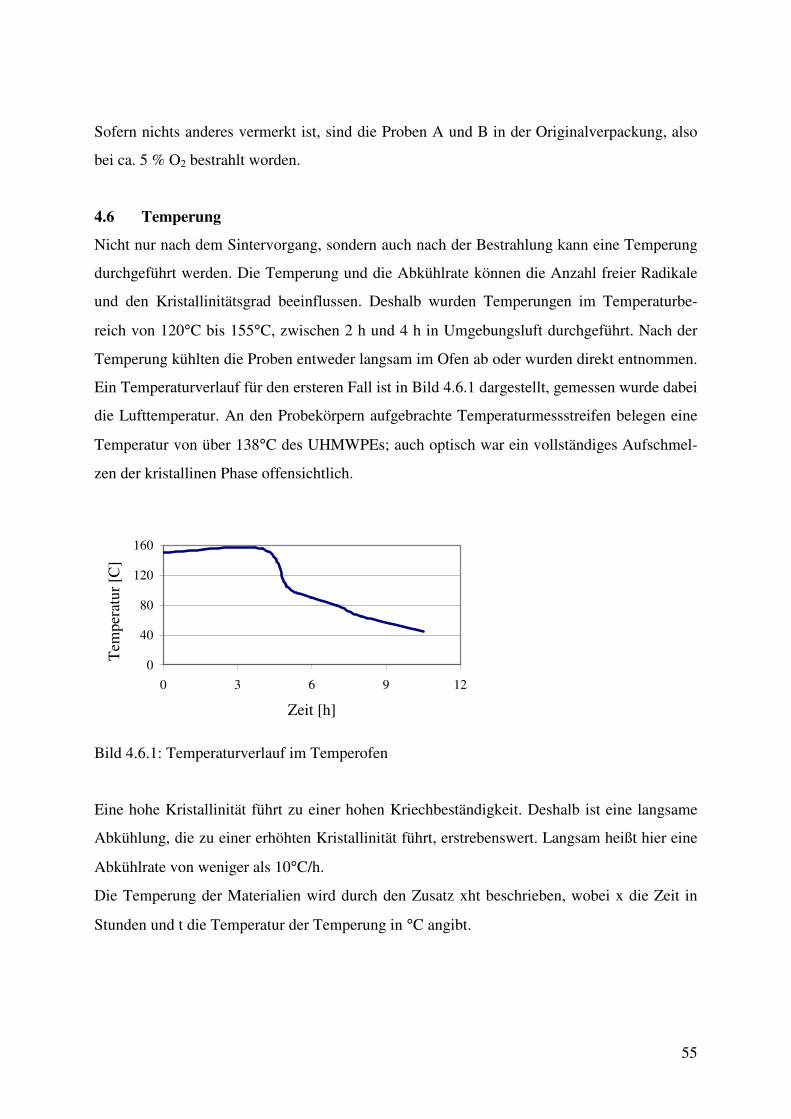
55
Sofern nichts anderes vermerkt ist, sind die Proben A und B in der Originalverpackung, also
bei ca. 5 % O2 bestrahlt worden.
4.6 Temperung
Nicht nur nach dem Sintervorgang, sondern auch nach der Bestrahlung kann eine Temperung
durchgeführt werden. Die Temperung und die Abkühlrate können die Anzahl freier Radikale
und den Kristallinitätsgrad beeinflussen. Deshalb wurden Temperungen im Temperaturbe-
reich von 120°C bis 155°C, zwischen 2 h und 4 h in Umgebungsluft durchgeführt. Nach der
Temperung kühlten die Proben entweder langsam im Ofen ab oder wurden direkt entnommen.
Ein Temperaturverlauf für den ersteren Fall ist in Bild 4.6.1 dargestellt, gemessen wurde dabei
die Lufttemperatur. An den Probekörpern aufgebrachte Temperaturmessstreifen belegen eine
Temperatur von über 138°C des UHMWPEs; auch optisch war ein vollständiges Aufschmel-
zen der kristallinen Phase offensichtlich.
0
40
80
120
160
0 3 6 9 12
Zeit [h]
Tem
pera
tur
[C]
Bild 4.6.1: Temperaturverlauf im Temperofen
Eine hohe Kristallinität führt zu einer hohen Kriechbeständigkeit. Deshalb ist eine langsame
Abkühlung, die zu einer erhöhten Kristallinität führt, erstrebenswert. Langsam heißt hier eine
Abkühlrate von weniger als 10°C/h.
Die Temperung der Materialien wird durch den Zusatz xht beschrieben, wobei x die Zeit in
Stunden und t die Temperatur der Temperung in °C angibt.
56
4.7 Künstliche Alterung
Die Auswirkungen von Modifikationen wie Art und Dosis einer Bestrahlung, Temperung, etc.
sind nach kurzen Zeiträumen kaum messbar. Um Unterschiede klarer darzustellen und längere
Zeiträume zu simulieren, wurden die Probekörper teilweise künstlich gealtert. Dazu wurden
diese 23 Tage lang in einem Umluftofen bei 80°C in Umgebungsluft gelagert. Die künstlich
gealterten Proben werden im folgenden durch die Abkürzung aa (accelerated aging) gekenn-
zeichnet.
4.8 Verfärbung
Das mit Vitamin E versetzte Material ist wegen dieses Zusatzes nicht reinweiß wie die ande-
ren Materialien A und C, sondern leicht gelblich.
Nach der Bestrahlung zeigen jedoch alle Materialien eine deutliche Verfärbung ins gelbliche,
sowohl nach Beta- als auch nach Gammabestrahlung. Nach Wang et al. /93/ ist dies bedingt
durch C-Doppelbindungen und stellt kein Qualitätsmerkmal dar. Es würde allerdings den
Bruch von C-H Bindungen und somit die Abspaltung von Wasserstoffatomen implizieren.
4.9 ESR
Die Bestimmung der freien Radikale ermöglicht eine ESR-Analyse. Eine entsprechende Anla-
ge des Max-Volmer-Institutes der TU Berlin stand hierfür zur Verfügung. Idealerweise wird
eine ESR-Messung sowohl unmittelbar nach einer Bestrahlung vorgenommen sowie in gewis-
sen zeitlichen Abständen danach wiederholt. Aus praktischen Gründen war dies nicht mög-
lich, u. a. aufgrund der spanenden Fertigung der zylindrischen Probekörper (d = 2,6 mm, l =
20 mm) nach der Bestrahlung. Deshalb wurden, wie auch in der Literatur beschrieben, die
Proben nach dem Bestrahlen bei niedrigen Temperaturen (4°C) gelagert, um die Reaktionsge-
schwindigkeit zu senken. Im Regelfall wurden 9 „scans“ (Abtasten der Probe) durchgeführt.
Wenn nur 1 scan durchgeführt wird, ist das Hintergrundsrauschen im Verhältnis zum Signal
sehr groß. Wenn die Probe n-fach gescant wird, erhöht sich die Intensität des Signals um den
Faktor n, das Hintergrundsrauschen wird nur um den Faktor n verstärkt. Bei der Auswertung
der Messungen muss also die Anzahl der scans bei Betrachtung der Intensität des Signals (auf
der y-Achse) beachtet werden.
Um sicher zu sein, dass das Grundmaterial keine Radikale enthält, wurde zunächst eine Un-
tersuchung von mit Antioxidant versetztem (im folgenden kurz als „versetzt“ bezeichnet),
unbestrahltem Material vorgenommen (Bild 4.9.1):
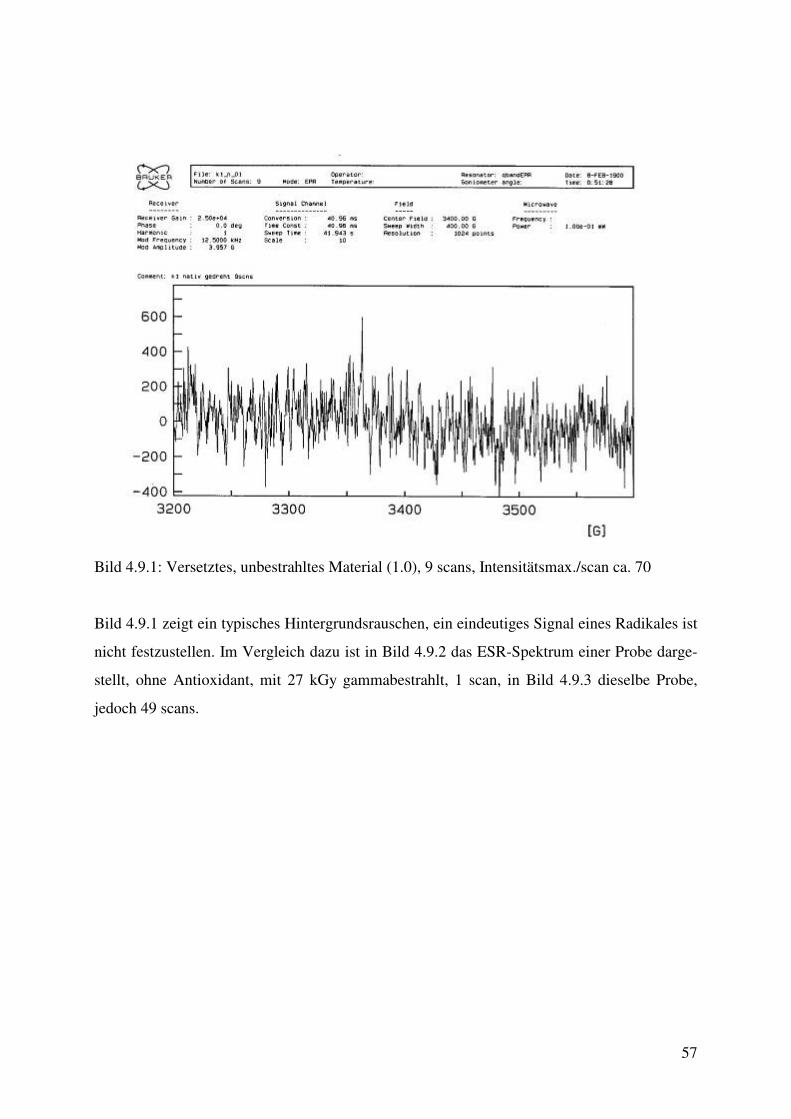
57
Bild 4.9.1: Versetztes, unbestrahltes Material (1.0), 9 scans, Intensitätsmax./scan ca. 70
Bild 4.9.1 zeigt ein typisches Hintergrundsrauschen, ein eindeutiges Signal eines Radikales ist
nicht festzustellen. Im Vergleich dazu ist in Bild 4.9.2 das ESR-Spektrum einer Probe darge-
stellt, ohne Antioxidant, mit 27 kGy gammabestrahlt, 1 scan, in Bild 4.9.3 dieselbe Probe,
jedoch 49 scans.
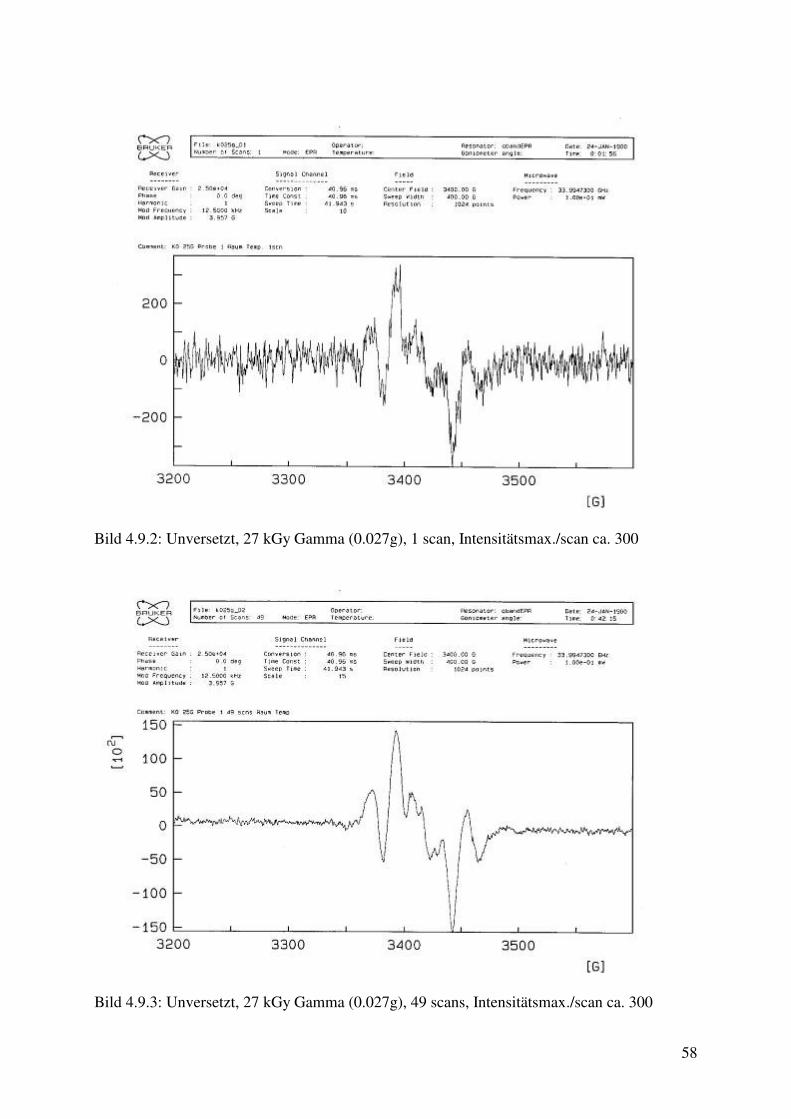
58
Bild 4.9.2: Unversetzt, 27 kGy Gamma (0.027g), 1 scan, Intensitätsmax./scan ca. 300
Bild 4.9.3: Unversetzt, 27 kGy Gamma (0.027g), 49 scans, Intensitätsmax./scan ca. 300
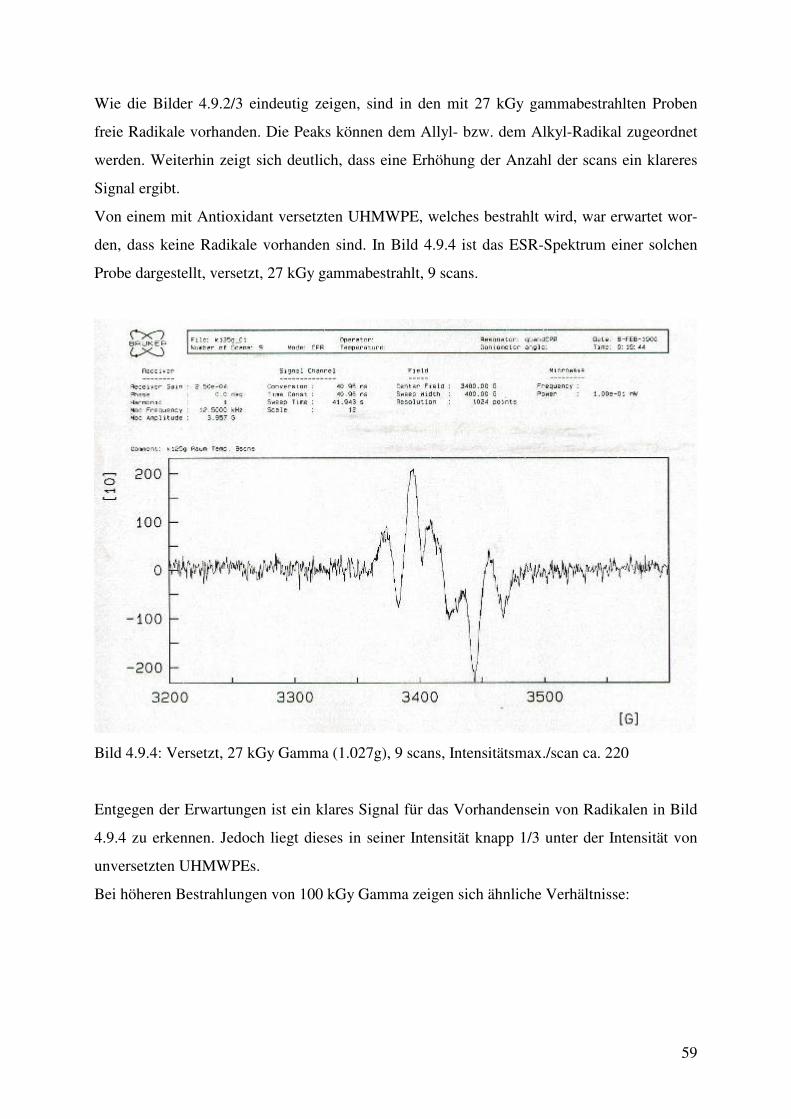
59
Wie die Bilder 4.9.2/3 eindeutig zeigen, sind in den mit 27 kGy gammabestrahlten Proben
freie Radikale vorhanden. Die Peaks können dem Allyl- bzw. dem Alkyl-Radikal zugeordnet
werden. Weiterhin zeigt sich deutlich, dass eine Erhöhung der Anzahl der scans ein klareres
Signal ergibt.
Von einem mit Antioxidant versetzten UHMWPE, welches bestrahlt wird, war erwartet wor-
den, dass keine Radikale vorhanden sind. In Bild 4.9.4 ist das ESR-Spektrum einer solchen
Probe dargestellt, versetzt, 27 kGy gammabestrahlt, 9 scans.
Bild 4.9.4: Versetzt, 27 kGy Gamma (1.027g), 9 scans, Intensitätsmax./scan ca. 220
Entgegen der Erwartungen ist ein klares Signal für das Vorhandensein von Radikalen in Bild
4.9.4 zu erkennen. Jedoch liegt dieses in seiner Intensität knapp 1/3 unter der Intensität von
unversetzten UHMWPEs.
Bei höheren Bestrahlungen von 100 kGy Gamma zeigen sich ähnliche Verhältnisse:
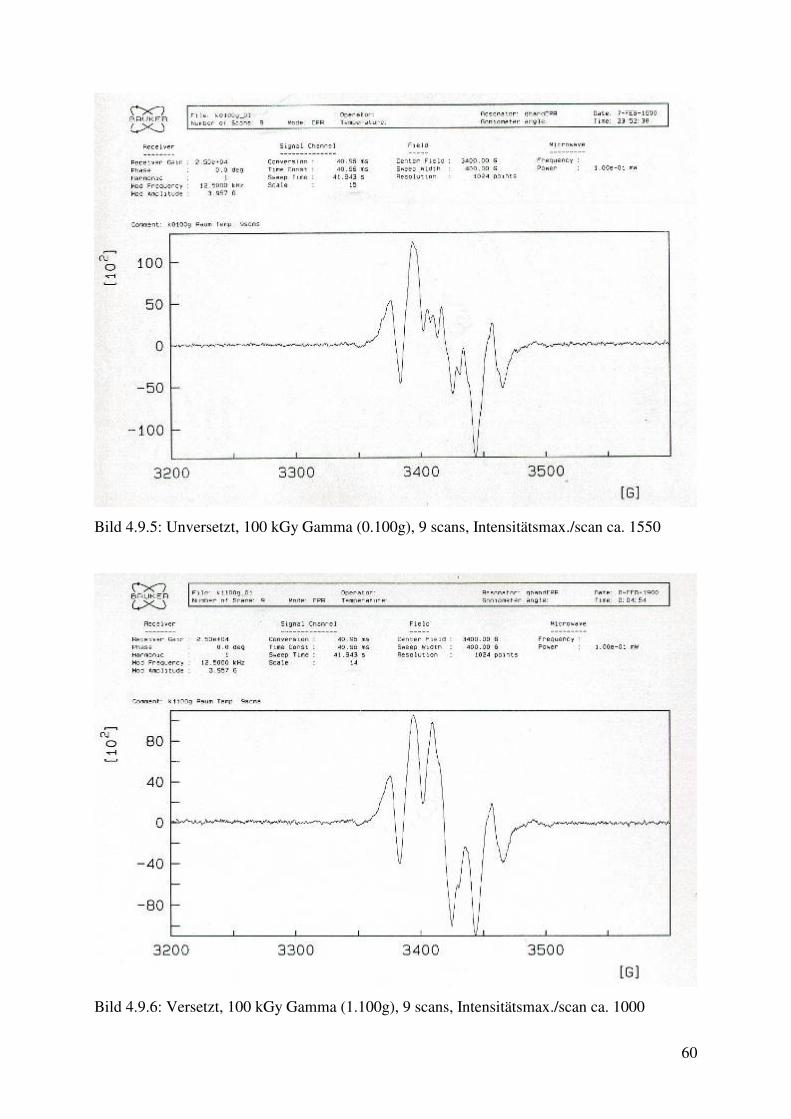
60
Bild 4.9.5: Unversetzt, 100 kGy Gamma (0.100g), 9 scans, Intensitätsmax./scan ca. 1550
Bild 4.9.6: Versetzt, 100 kGy Gamma (1.100g), 9 scans, Intensitätsmax./scan ca. 1000
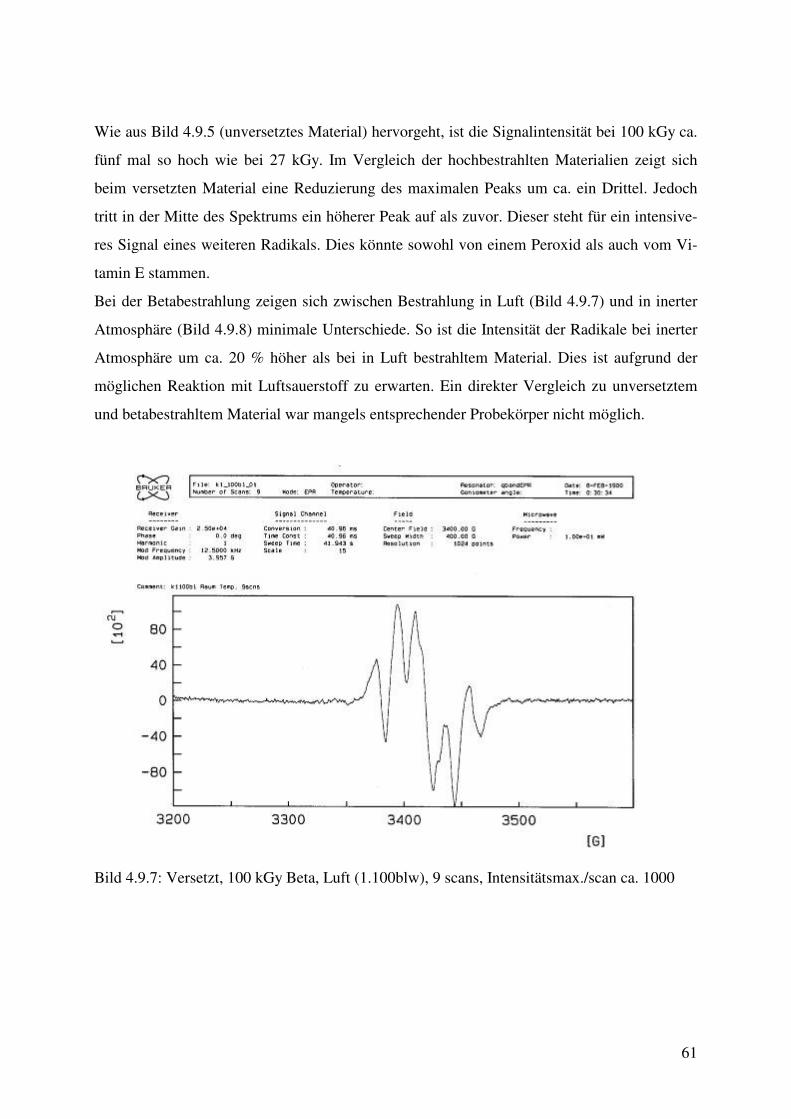
61
Wie aus Bild 4.9.5 (unversetztes Material) hervorgeht, ist die Signalintensität bei 100 kGy ca.
fünf mal so hoch wie bei 27 kGy. Im Vergleich der hochbestrahlten Materialien zeigt sich
beim versetzten Material eine Reduzierung des maximalen Peaks um ca. ein Drittel. Jedoch
tritt in der Mitte des Spektrums ein höherer Peak auf als zuvor. Dieser steht für ein intensive-
res Signal eines weiteren Radikals. Dies könnte sowohl von einem Peroxid als auch vom Vi-
tamin E stammen.
Bei der Betabestrahlung zeigen sich zwischen Bestrahlung in Luft (Bild 4.9.7) und in inerter
Atmosphäre (Bild 4.9.8) minimale Unterschiede. So ist die Intensität der Radikale bei inerter
Atmosphäre um ca. 20 % höher als bei in Luft bestrahltem Material. Dies ist aufgrund der
möglichen Reaktion mit Luftsauerstoff zu erwarten. Ein direkter Vergleich zu unversetztem
und betabestrahltem Material war mangels entsprechender Probekörper nicht möglich.
Bild 4.9.7: Versetzt, 100 kGy Beta, Luft (1.100blw), 9 scans, Intensitätsmax./scan ca. 1000
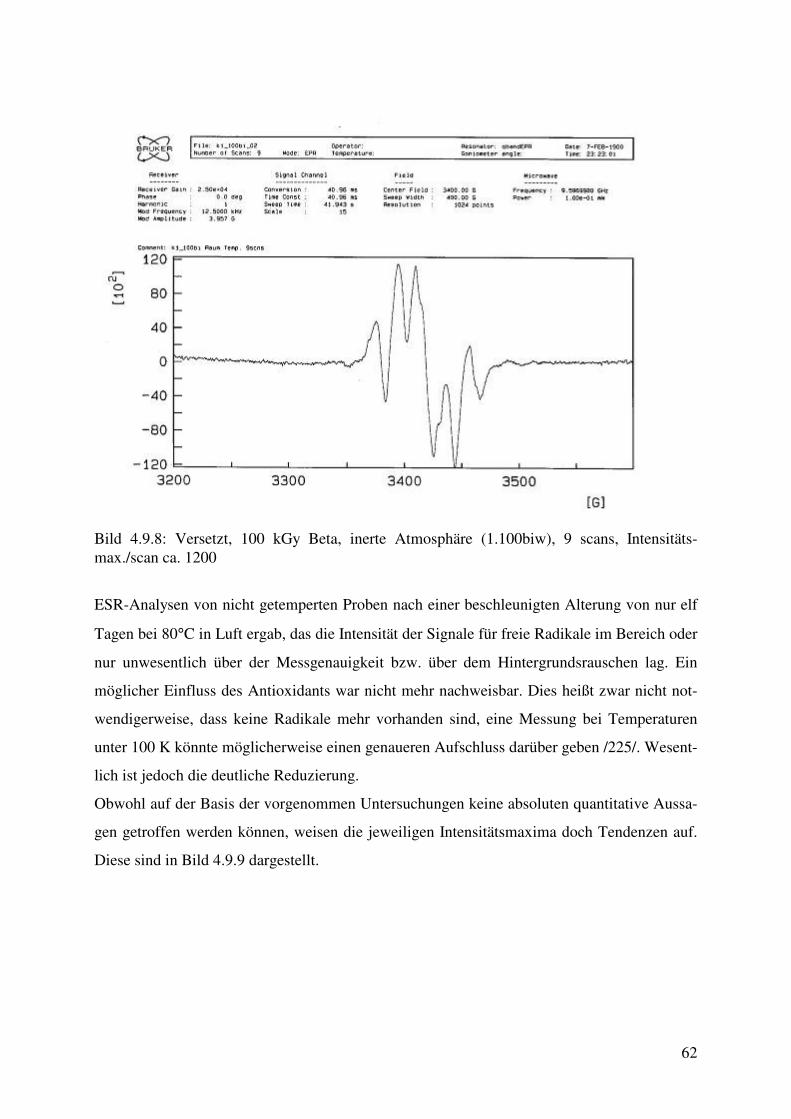
62
Bild 4.9.8: Versetzt, 100 kGy Beta, inerte Atmosphäre (1.100biw), 9 scans, Intensitäts-max./scan ca. 1200
ESR-Analysen von nicht getemperten Proben nach einer beschleunigten Alterung von nur elf
Tagen bei 80°C in Luft ergab, das die Intensität der Signale für freie Radikale im Bereich oder
nur unwesentlich über der Messgenauigkeit bzw. über dem Hintergrundsrauschen lag. Ein
möglicher Einfluss des Antioxidants war nicht mehr nachweisbar. Dies heißt zwar nicht not-
wendigerweise, dass keine Radikale mehr vorhanden sind, eine Messung bei Temperaturen
unter 100 K könnte möglicherweise einen genaueren Aufschluss darüber geben /225/. Wesent-
lich ist jedoch die deutliche Reduzierung.
Obwohl auf der Basis der vorgenommen Untersuchungen keine absoluten quantitative Aussa-
gen getroffen werden können, weisen die jeweiligen Intensitätsmaxima doch Tendenzen auf.
Diese sind in Bild 4.9.9 dargestellt.
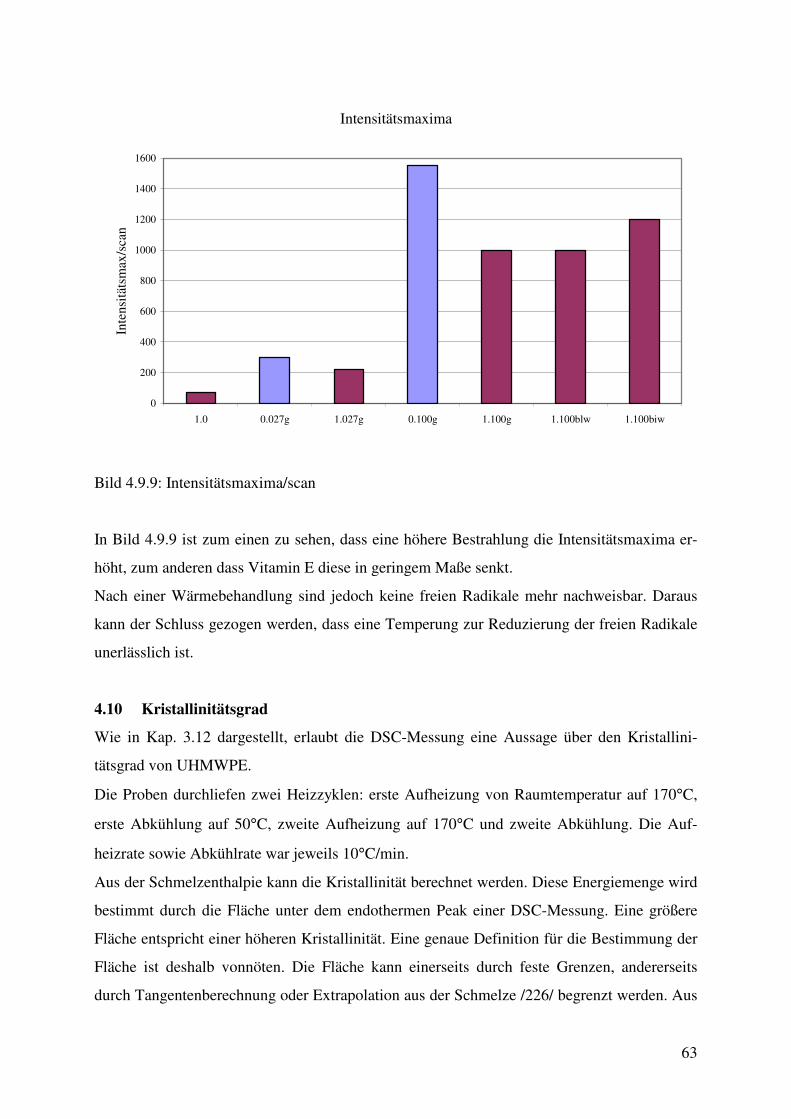
63
Intensitätsmaxima
0
200
400
600
800
1000
1200
1400
1600
1.0 0.027g 1.027g 0.100g 1.100g 1.100blw 1.100biw
Inte
nsit
ätsm
ax/s
can
Bild 4.9.9: Intensitätsmaxima/scan
In Bild 4.9.9 ist zum einen zu sehen, dass eine höhere Bestrahlung die Intensitätsmaxima er-
höht, zum anderen dass Vitamin E diese in geringem Maße senkt.
Nach einer Wärmebehandlung sind jedoch keine freien Radikale mehr nachweisbar. Daraus
kann der Schluss gezogen werden, dass eine Temperung zur Reduzierung der freien Radikale
unerlässlich ist.
4.10 Kristallinitätsgrad
Wie in Kap. 3.12 dargestellt, erlaubt die DSC-Messung eine Aussage über den Kristallini-
tätsgrad von UHMWPE.
Die Proben durchliefen zwei Heizzyklen: erste Aufheizung von Raumtemperatur auf 170°C,
erste Abkühlung auf 50°C, zweite Aufheizung auf 170°C und zweite Abkühlung. Die Auf-
heizrate sowie Abkühlrate war jeweils 10°C/min.
Aus der Schmelzenthalpie kann die Kristallinität berechnet werden. Diese Energiemenge wird
bestimmt durch die Fläche unter dem endothermen Peak einer DSC-Messung. Eine größere
Fläche entspricht einer höheren Kristallinität. Eine genaue Definition für die Bestimmung der
Fläche ist deshalb vonnöten. Die Fläche kann einerseits durch feste Grenzen, andererseits
durch Tangentenberechnung oder Extrapolation aus der Schmelze /226/ begrenzt werden. Aus
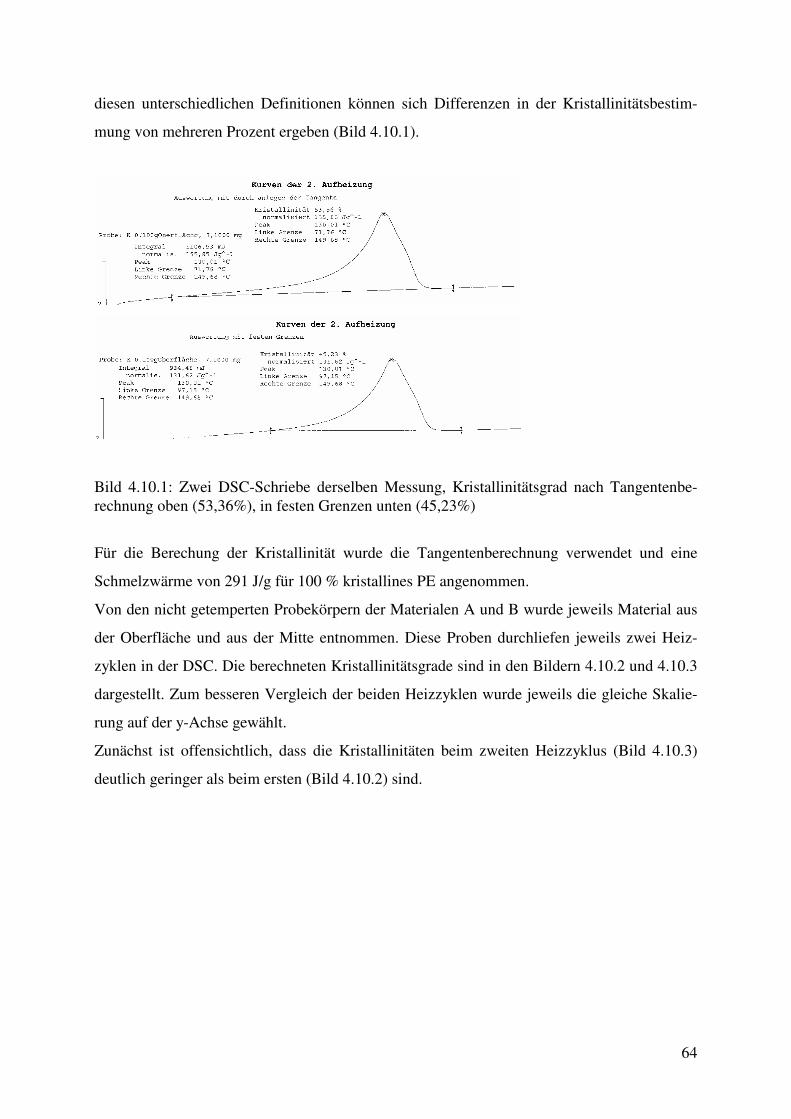
64
diesen unterschiedlichen Definitionen können sich Differenzen in der Kristallinitätsbestim-
mung von mehreren Prozent ergeben (Bild 4.10.1).
Bild 4.10.1: Zwei DSC-Schriebe derselben Messung, Kristallinitätsgrad nach Tangentenbe-rechnung oben (53,36%), in festen Grenzen unten (45,23%)
Für die Berechung der Kristallinität wurde die Tangentenberechnung verwendet und eine
Schmelzwärme von 291 J/g für 100 % kristallines PE angenommen.
Von den nicht getemperten Probekörpern der Materialen A und B wurde jeweils Material aus
der Oberfläche und aus der Mitte entnommen. Diese Proben durchliefen jeweils zwei Heiz-
zyklen in der DSC. Die berechneten Kristallinitätsgrade sind in den Bildern 4.10.2 und 4.10.3
dargestellt. Zum besseren Vergleich der beiden Heizzyklen wurde jeweils die gleiche Skalie-
rung auf der y-Achse gewählt.
Zunächst ist offensichtlich, dass die Kristallinitäten beim zweiten Heizzyklus (Bild 4.10.3)
deutlich geringer als beim ersten (Bild 4.10.2) sind.
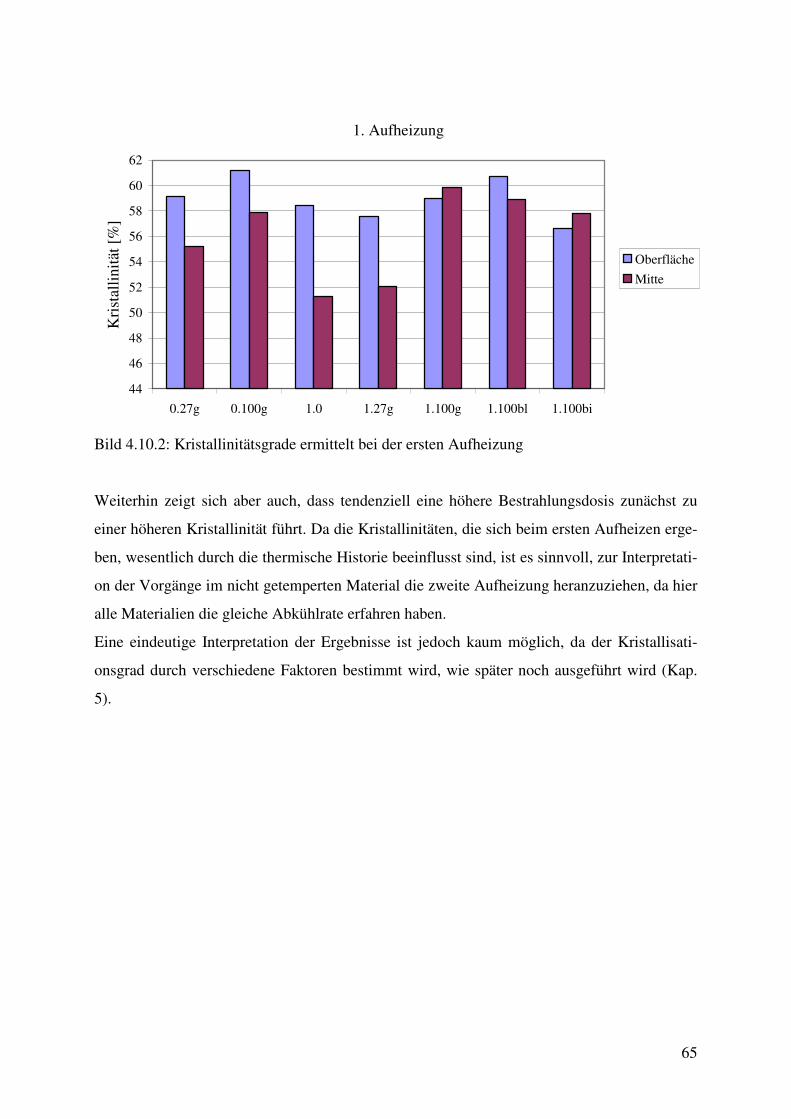
65
1. Aufheizung
44
46
48
50
52
54
56
58
60
62
0.27g 0.100g 1.0 1.27g 1.100g 1.100bl 1.100bi
Kri
stal
lini
tät
[%]
Oberfläche
Mitte
Bild 4.10.2: Kristallinitätsgrade ermittelt bei der ersten Aufheizung
Weiterhin zeigt sich aber auch, dass tendenziell eine höhere Bestrahlungsdosis zunächst zu
einer höheren Kristallinität führt. Da die Kristallinitäten, die sich beim ersten Aufheizen erge-
ben, wesentlich durch die thermische Historie beeinflusst sind, ist es sinnvoll, zur Interpretati-
on der Vorgänge im nicht getemperten Material die zweite Aufheizung heranzuziehen, da hier
alle Materialien die gleiche Abkühlrate erfahren haben.
Eine eindeutige Interpretation der Ergebnisse ist jedoch kaum möglich, da der Kristallisati-
onsgrad durch verschiedene Faktoren bestimmt wird, wie später noch ausgeführt wird (Kap.
5).
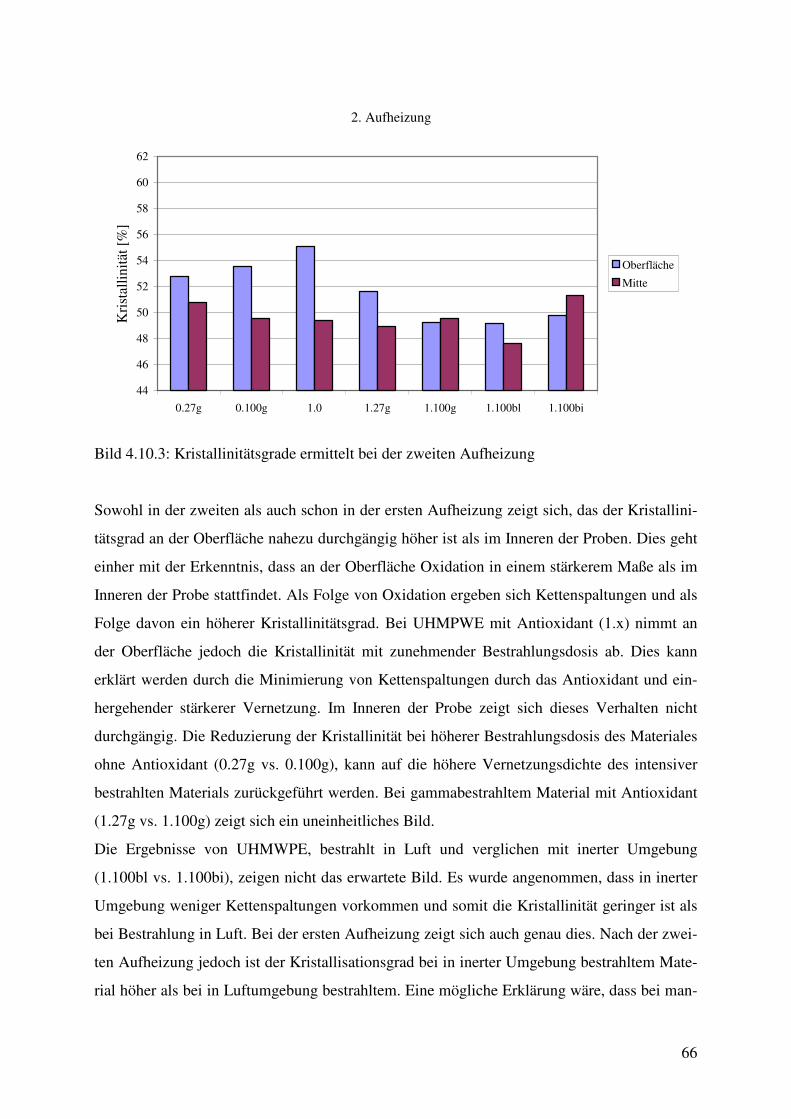
66
2. Aufheizung
44
46
48
50
52
54
56
58
60
62
0.27g 0.100g 1.0 1.27g 1.100g 1.100bl 1.100bi
Kri
stal
lini
tät [
%]
Oberfläche
Mitte
Bild 4.10.3: Kristallinitätsgrade ermittelt bei der zweiten Aufheizung
Sowohl in der zweiten als auch schon in der ersten Aufheizung zeigt sich, das der Kristallini-
tätsgrad an der Oberfläche nahezu durchgängig höher ist als im Inneren der Proben. Dies geht
einher mit der Erkenntnis, dass an der Oberfläche Oxidation in einem stärkerem Maße als im
Inneren der Probe stattfindet. Als Folge von Oxidation ergeben sich Kettenspaltungen und als
Folge davon ein höherer Kristallinitätsgrad. Bei UHMPWE mit Antioxidant (1.x) nimmt an
der Oberfläche jedoch die Kristallinität mit zunehmender Bestrahlungsdosis ab. Dies kann
erklärt werden durch die Minimierung von Kettenspaltungen durch das Antioxidant und ein-
hergehender stärkerer Vernetzung. Im Inneren der Probe zeigt sich dieses Verhalten nicht
durchgängig. Die Reduzierung der Kristallinität bei höherer Bestrahlungsdosis des Materiales
ohne Antioxidant (0.27g vs. 0.100g), kann auf die höhere Vernetzungsdichte des intensiver
bestrahlten Materials zurückgeführt werden. Bei gammabestrahltem Material mit Antioxidant
(1.27g vs. 1.100g) zeigt sich ein uneinheitliches Bild.
Die Ergebnisse von UHMWPE, bestrahlt in Luft und verglichen mit inerter Umgebung
(1.100bl vs. 1.100bi), zeigen nicht das erwartete Bild. Es wurde angenommen, dass in inerter
Umgebung weniger Kettenspaltungen vorkommen und somit die Kristallinität geringer ist als
bei Bestrahlung in Luft. Bei der ersten Aufheizung zeigt sich auch genau dies. Nach der zwei-
ten Aufheizung jedoch ist der Kristallisationsgrad bei in inerter Umgebung bestrahltem Mate-
rial höher als bei in Luftumgebung bestrahltem. Eine mögliche Erklärung wäre, dass bei man-
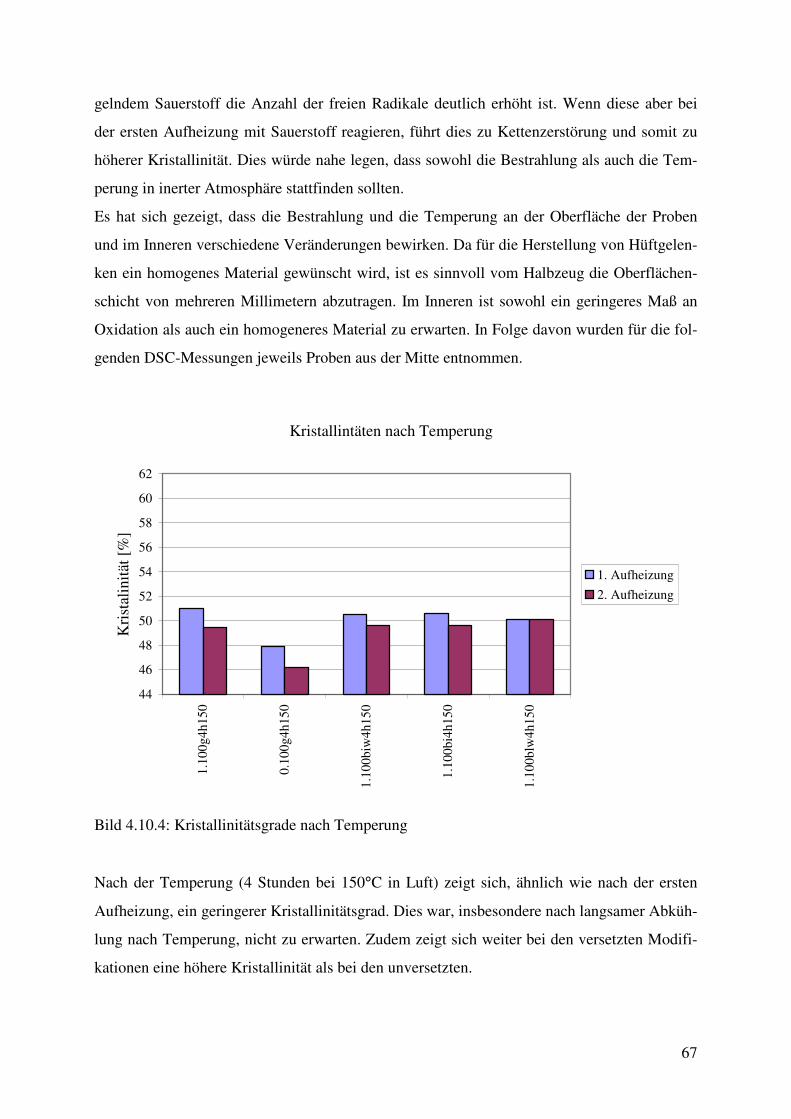
67
gelndem Sauerstoff die Anzahl der freien Radikale deutlich erhöht ist. Wenn diese aber bei
der ersten Aufheizung mit Sauerstoff reagieren, führt dies zu Kettenzerstörung und somit zu
höherer Kristallinität. Dies würde nahe legen, dass sowohl die Bestrahlung als auch die Tem-
perung in inerter Atmosphäre stattfinden sollten.
Es hat sich gezeigt, dass die Bestrahlung und die Temperung an der Oberfläche der Proben
und im Inneren verschiedene Veränderungen bewirken. Da für die Herstellung von Hüftgelen-
ken ein homogenes Material gewünscht wird, ist es sinnvoll vom Halbzeug die Oberflächen-
schicht von mehreren Millimetern abzutragen. Im Inneren ist sowohl ein geringeres Maß an
Oxidation als auch ein homogeneres Material zu erwarten. In Folge davon wurden für die fol-
genden DSC-Messungen jeweils Proben aus der Mitte entnommen.
Kristallintäten nach Temperung
44
46
48
50
52
54
56
58
60
62
1.10
0g4h
150
0.10
0g4h
150
1.10
0biw
4h15
0
1.10
0bi4
h150
1.10
0blw
4h15
0
Kri
stal
init
ät [
%]
1. Aufheizung
2. Aufheizung
Bild 4.10.4: Kristallinitätsgrade nach Temperung
Nach der Temperung (4 Stunden bei 150°C in Luft) zeigt sich, ähnlich wie nach der ersten
Aufheizung, ein geringerer Kristallinitätsgrad. Dies war, insbesondere nach langsamer Abküh-
lung nach Temperung, nicht zu erwarten. Zudem zeigt sich weiter bei den versetzten Modifi-
kationen eine höhere Kristallinität als bei den unversetzten.
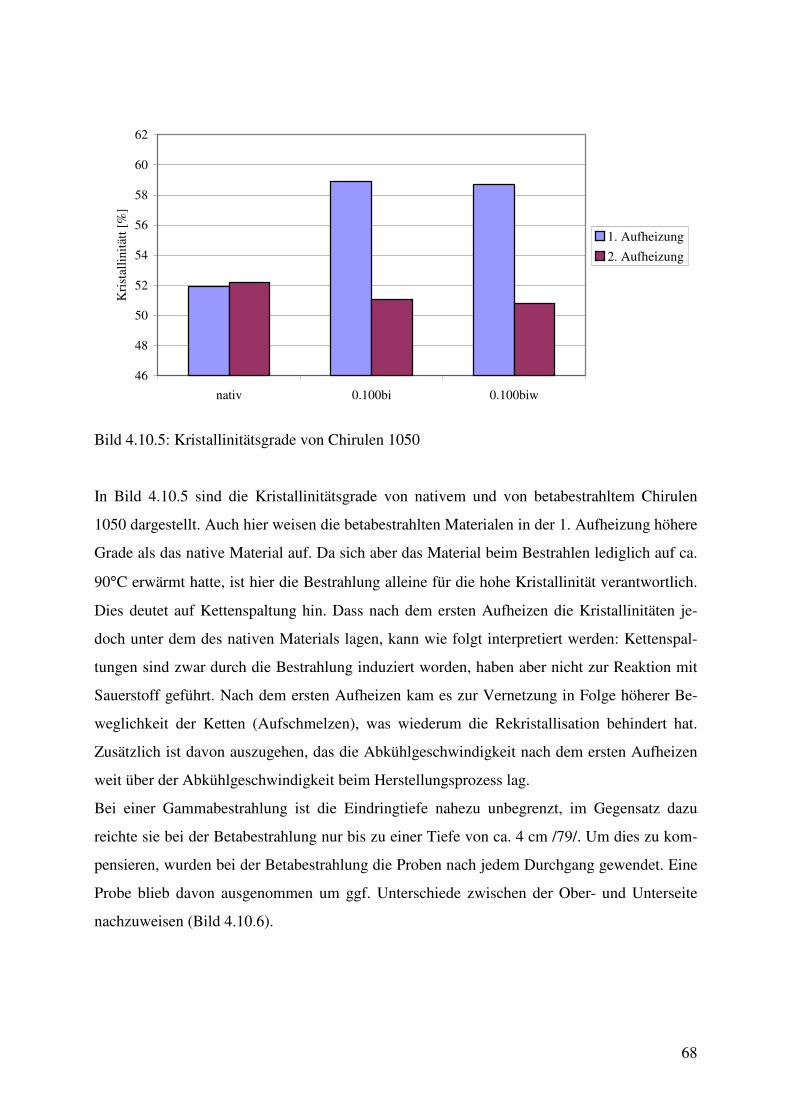
68
46
48
50
52
54
56
58
60
62
nativ 0.100bi 0.100biw
Kri
stal
lini
tätt
[%
]
1. Aufheizung
2. Aufheizung
Bild 4.10.5: Kristallinitätsgrade von Chirulen 1050
In Bild 4.10.5 sind die Kristallinitätsgrade von nativem und von betabestrahltem Chirulen
1050 dargestellt. Auch hier weisen die betabestrahlten Materialen in der 1. Aufheizung höhere
Grade als das native Material auf. Da sich aber das Material beim Bestrahlen lediglich auf ca.
90°C erwärmt hatte, ist hier die Bestrahlung alleine für die hohe Kristallinität verantwortlich.
Dies deutet auf Kettenspaltung hin. Dass nach dem ersten Aufheizen die Kristallinitäten je-
doch unter dem des nativen Materials lagen, kann wie folgt interpretiert werden: Kettenspal-
tungen sind zwar durch die Bestrahlung induziert worden, haben aber nicht zur Reaktion mit
Sauerstoff geführt. Nach dem ersten Aufheizen kam es zur Vernetzung in Folge höherer Be-
weglichkeit der Ketten (Aufschmelzen), was wiederum die Rekristallisation behindert hat.
Zusätzlich ist davon auszugehen, das die Abkühlgeschwindigkeit nach dem ersten Aufheizen
weit über der Abkühlgeschwindigkeit beim Herstellungsprozess lag.
Bei einer Gammabestrahlung ist die Eindringtiefe nahezu unbegrenzt, im Gegensatz dazu
reichte sie bei der Betabestrahlung nur bis zu einer Tiefe von ca. 4 cm /79/. Um dies zu kom-
pensieren, wurden bei der Betabestrahlung die Proben nach jedem Durchgang gewendet. Eine
Probe blieb davon ausgenommen um ggf. Unterschiede zwischen der Ober- und Unterseite
nachzuweisen (Bild 4.10.6).
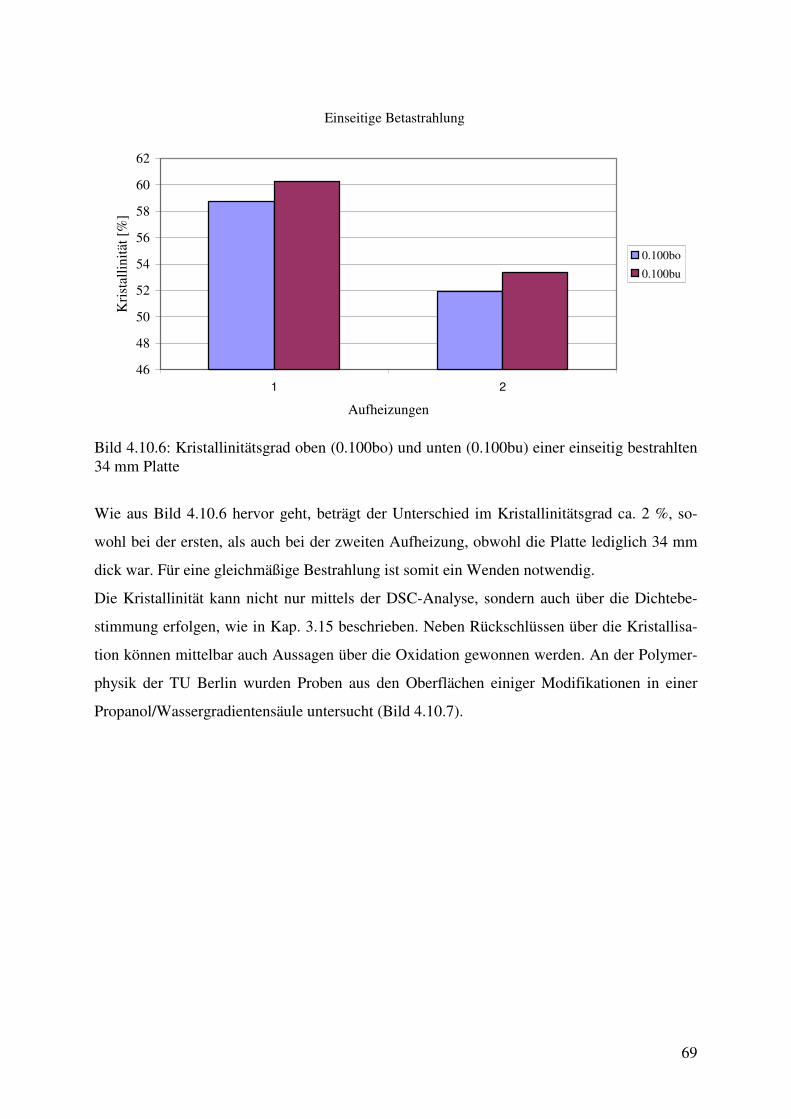
69
Einseitige Betastrahlung
46
48
50
52
54
56
58
60
62
1 2
Aufheizungen
Kri
stal
lini
tät [
%]
0.100bo
0.100bu
Bild 4.10.6: Kristallinitätsgrad oben (0.100bo) und unten (0.100bu) einer einseitig bestrahlten 34 mm Platte
Wie aus Bild 4.10.6 hervor geht, beträgt der Unterschied im Kristallinitätsgrad ca. 2 %, so-
wohl bei der ersten, als auch bei der zweiten Aufheizung, obwohl die Platte lediglich 34 mm
dick war. Für eine gleichmäßige Bestrahlung ist somit ein Wenden notwendig.
Die Kristallinität kann nicht nur mittels der DSC-Analyse, sondern auch über die Dichtebe-
stimmung erfolgen, wie in Kap. 3.15 beschrieben. Neben Rückschlüssen über die Kristallisa-
tion können mittelbar auch Aussagen über die Oxidation gewonnen werden. An der Polymer-
physik der TU Berlin wurden Proben aus den Oberflächen einiger Modifikationen in einer
Propanol/Wassergradientensäule untersucht (Bild 4.10.7).
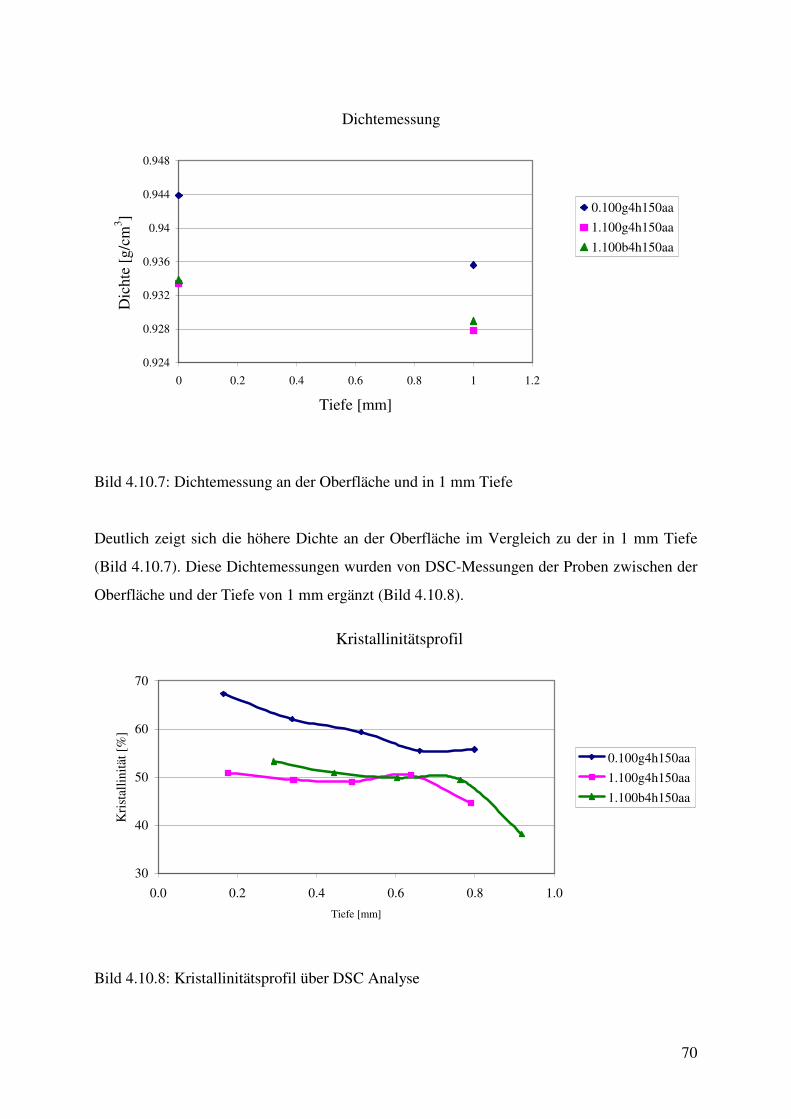
70
Dichtemessung
0.924
0.928
0.932
0.936
0.94
0.944
0.948
0 0.2 0.4 0.6 0.8 1 1.2
Tiefe [mm]
Dic
hte
[g/c
m3 ]
0.100g4h150aa
1.100g4h150aa
1.100b4h150aa
Bild 4.10.7: Dichtemessung an der Oberfläche und in 1 mm Tiefe
Deutlich zeigt sich die höhere Dichte an der Oberfläche im Vergleich zu der in 1 mm Tiefe
(Bild 4.10.7). Diese Dichtemessungen wurden von DSC-Messungen der Proben zwischen der
Oberfläche und der Tiefe von 1 mm ergänzt (Bild 4.10.8).
Kristallinitätsprofil
30
40
50
60
70
0.0 0.2 0.4 0.6 0.8 1.0
Tiefe [mm]
Kri
stal
lini
tät
[%]
0.100g4h150aa
1.100g4h150aa
1.100b4h150aa
Bild 4.10.8: Kristallinitätsprofil über DSC Analyse
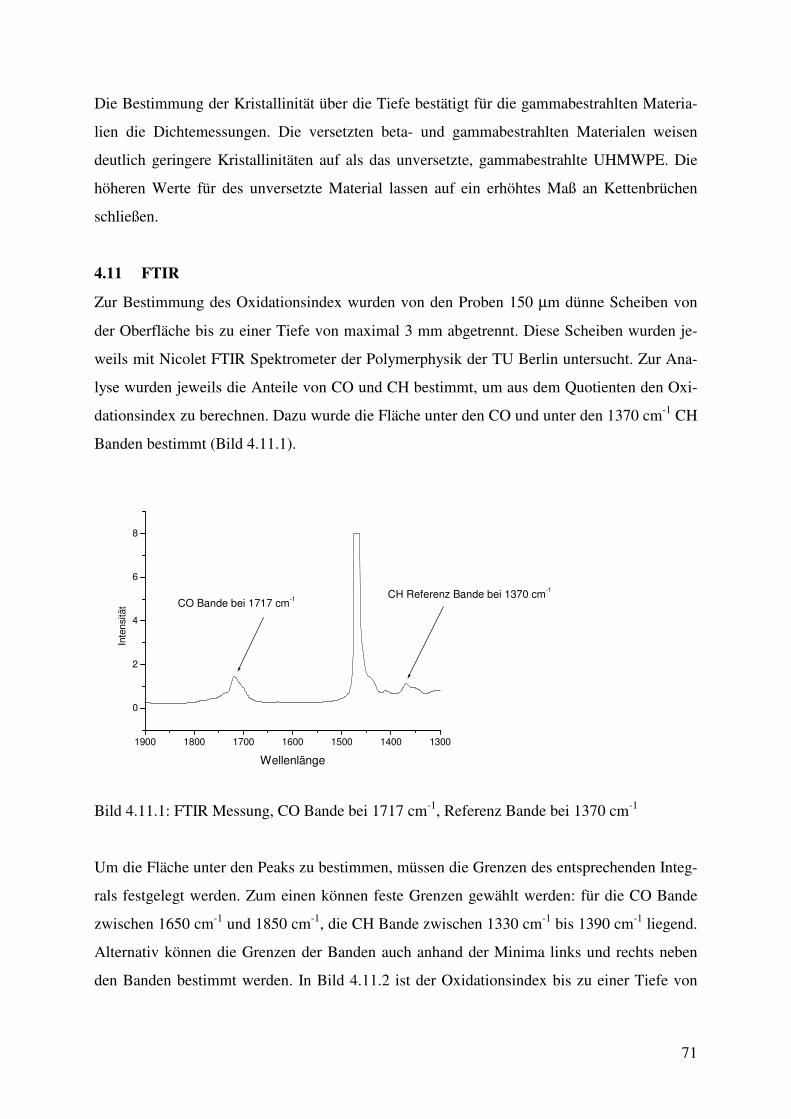
71
Die Bestimmung der Kristallinität über die Tiefe bestätigt für die gammabestrahlten Materia-
lien die Dichtemessungen. Die versetzten beta- und gammabestrahlten Materialen weisen
deutlich geringere Kristallinitäten auf als das unversetzte, gammabestrahlte UHMWPE. Die
höheren Werte für des unversetzte Material lassen auf ein erhöhtes Maß an Kettenbrüchen
schließen.
4.11 FTIR
Zur Bestimmung des Oxidationsindex wurden von den Proben 150 µm dünne Scheiben von
der Oberfläche bis zu einer Tiefe von maximal 3 mm abgetrennt. Diese Scheiben wurden je-
weils mit Nicolet FTIR Spektrometer der Polymerphysik der TU Berlin untersucht. Zur Ana-
lyse wurden jeweils die Anteile von CO und CH bestimmt, um aus dem Quotienten den Oxi-
dationsindex zu berechnen. Dazu wurde die Fläche unter den CO und unter den 1370 cm-1 CH
Banden bestimmt (Bild 4.11.1).
1900 1800 1700 1600 1500 1400 1300
0
2
4
6
8
Inte
nsität
CH Referenz Bande bei 1370 cm-1
CO Bande bei 1717 cm-1
Wellenlänge
Bild 4.11.1: FTIR Messung, CO Bande bei 1717 cm-1, Referenz Bande bei 1370 cm-1
Um die Fläche unter den Peaks zu bestimmen, müssen die Grenzen des entsprechenden Integ-
rals festgelegt werden. Zum einen können feste Grenzen gewählt werden: für die CO Bande
zwischen 1650 cm-1 und 1850 cm-1, die CH Bande zwischen 1330 cm-1 bis 1390 cm-1 liegend.
Alternativ können die Grenzen der Banden auch anhand der Minima links und rechts neben
den Banden bestimmt werden. In Bild 4.11.2 ist der Oxidationsindex bis zu einer Tiefe von
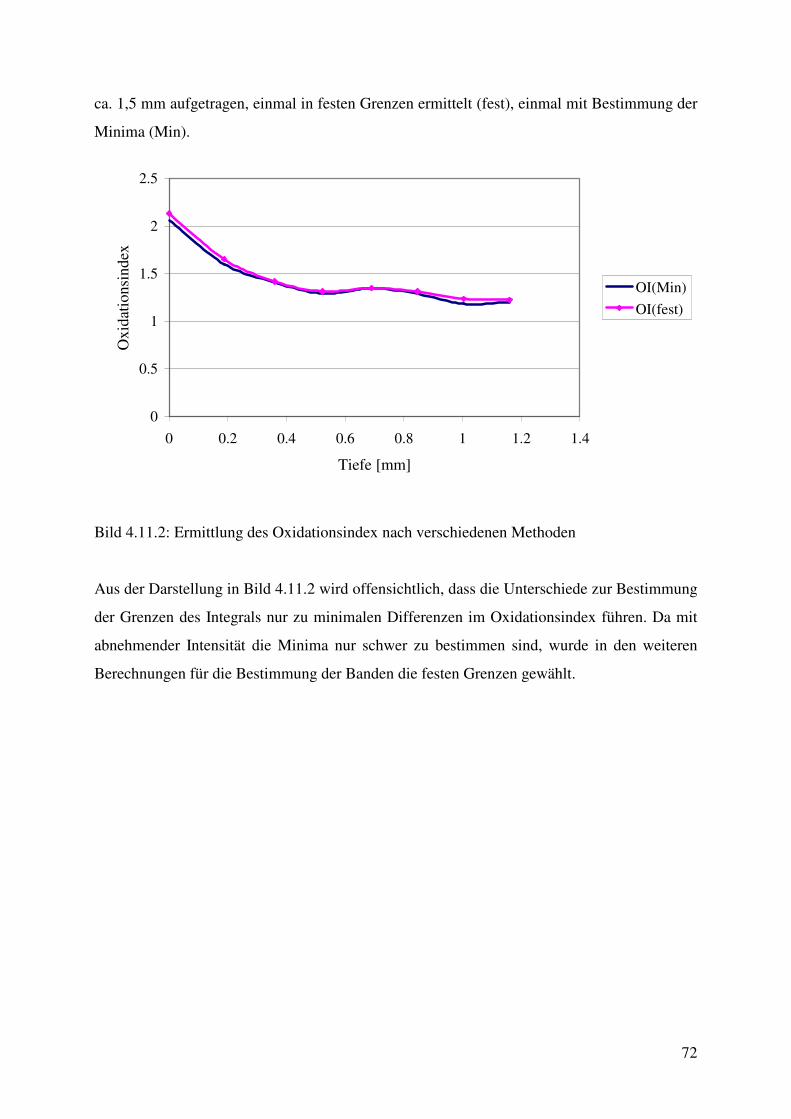
72
ca. 1,5 mm aufgetragen, einmal in festen Grenzen ermittelt (fest), einmal mit Bestimmung der
Minima (Min).
0
0.5
1
1.5
2
2.5
0 0.2 0.4 0.6 0.8 1 1.2 1.4
Tiefe [mm]
Oxi
dati
onsi
ndex
OI(Min)
OI(fest)
Bild 4.11.2: Ermittlung des Oxidationsindex nach verschiedenen Methoden
Aus der Darstellung in Bild 4.11.2 wird offensichtlich, dass die Unterschiede zur Bestimmung
der Grenzen des Integrals nur zu minimalen Differenzen im Oxidationsindex führen. Da mit
abnehmender Intensität die Minima nur schwer zu bestimmen sind, wurde in den weiteren
Berechnungen für die Bestimmung der Banden die festen Grenzen gewählt.
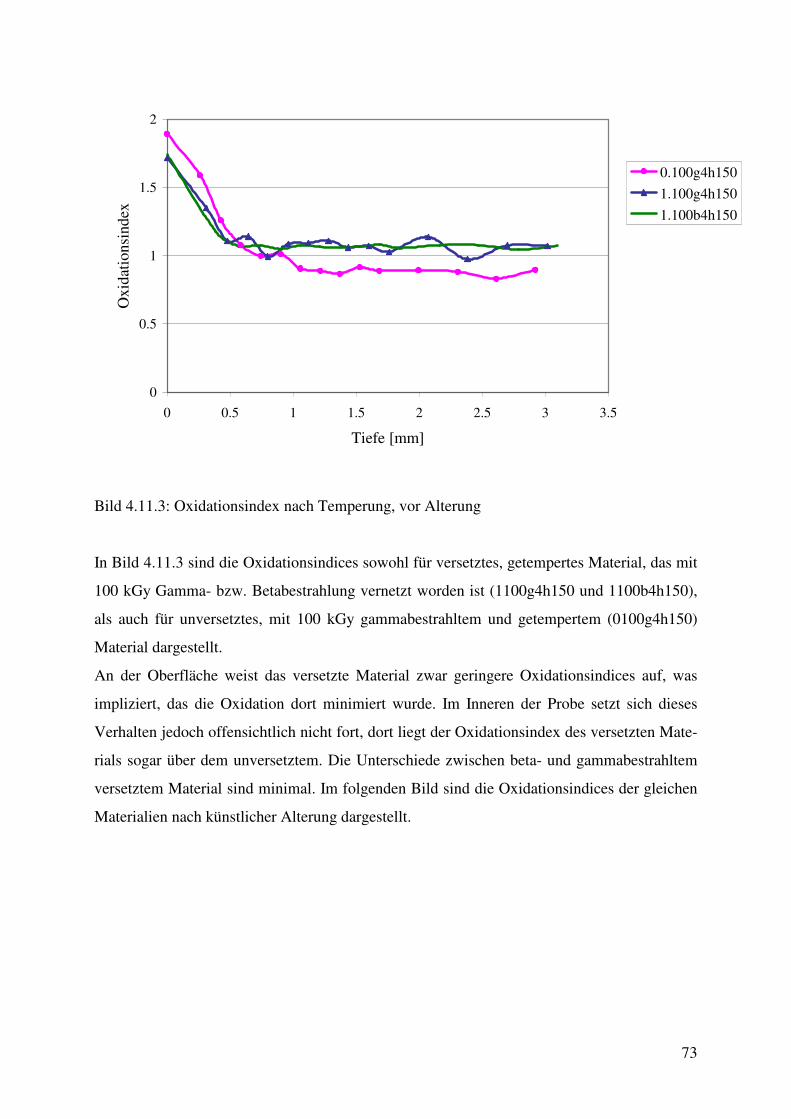
73
0
0.5
1
1.5
2
0 0.5 1 1.5 2 2.5 3 3.5
Tiefe [mm]
Oxi
dati
onsi
ndex
0.100g4h150
1.100g4h150
1.100b4h150
Bild 4.11.3: Oxidationsindex nach Temperung, vor Alterung
In Bild 4.11.3 sind die Oxidationsindices sowohl für versetztes, getempertes Material, das mit
100 kGy Gamma- bzw. Betabestrahlung vernetzt worden ist (1100g4h150 und 1100b4h150),
als auch für unversetztes, mit 100 kGy gammabestrahltem und getempertem (0100g4h150)
Material dargestellt.
An der Oberfläche weist das versetzte Material zwar geringere Oxidationsindices auf, was
impliziert, das die Oxidation dort minimiert wurde. Im Inneren der Probe setzt sich dieses
Verhalten jedoch offensichtlich nicht fort, dort liegt der Oxidationsindex des versetzten Mate-
rials sogar über dem unversetztem. Die Unterschiede zwischen beta- und gammabestrahltem
versetztem Material sind minimal. Im folgenden Bild sind die Oxidationsindices der gleichen
Materialien nach künstlicher Alterung dargestellt.
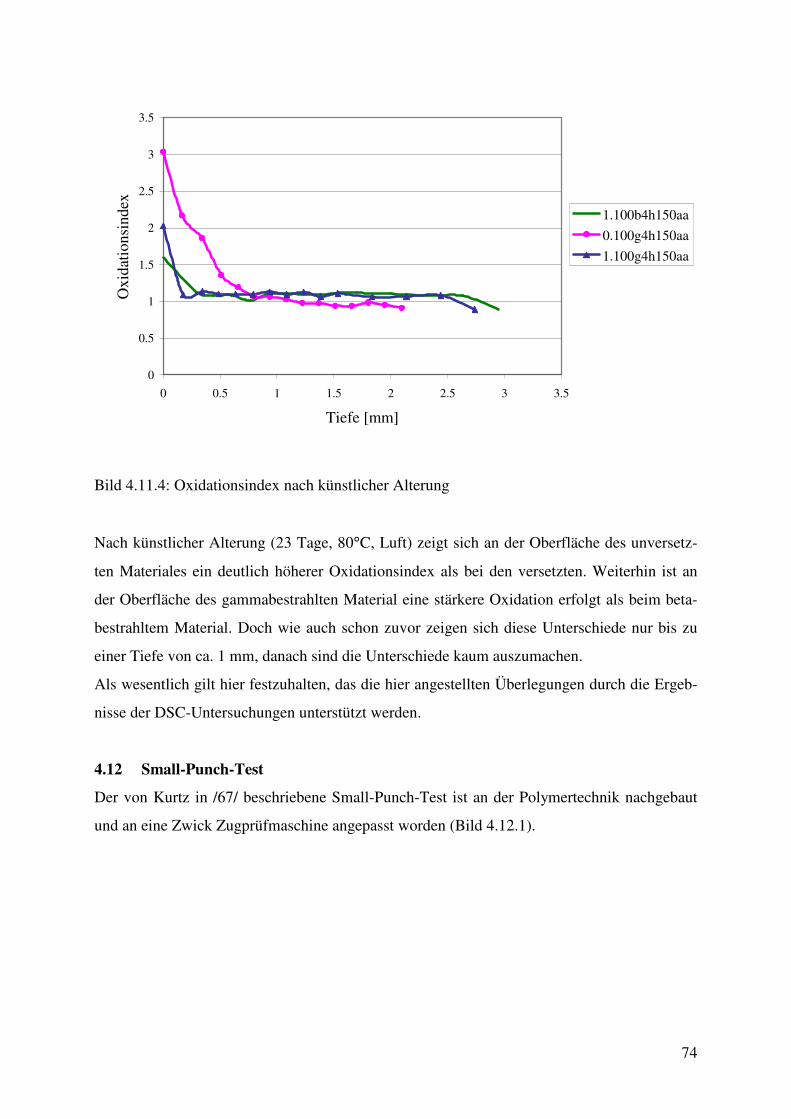
74
0
0.5
1
1.5
2
2.5
3
3.5
0 0.5 1 1.5 2 2.5 3 3.5
Tiefe [mm]
Oxi
dati
onsi
ndex
1.100b4h150aa
0.100g4h150aa
1.100g4h150aa
Bild 4.11.4: Oxidationsindex nach künstlicher Alterung
Nach künstlicher Alterung (23 Tage, 80°C, Luft) zeigt sich an der Oberfläche des unversetz-
ten Materiales ein deutlich höherer Oxidationsindex als bei den versetzten. Weiterhin ist an
der Oberfläche des gammabestrahlten Material eine stärkere Oxidation erfolgt als beim beta-
bestrahltem Material. Doch wie auch schon zuvor zeigen sich diese Unterschiede nur bis zu
einer Tiefe von ca. 1 mm, danach sind die Unterschiede kaum auszumachen.
Als wesentlich gilt hier festzuhalten, das die hier angestellten Überlegungen durch die Ergeb-
nisse der DSC-Untersuchungen unterstützt werden.
4.12 Small-Punch-Test
Der von Kurtz in /67/ beschriebene Small-Punch-Test ist an der Polymertechnik nachgebaut
und an eine Zwick Zugprüfmaschine angepasst worden (Bild 4.12.1).
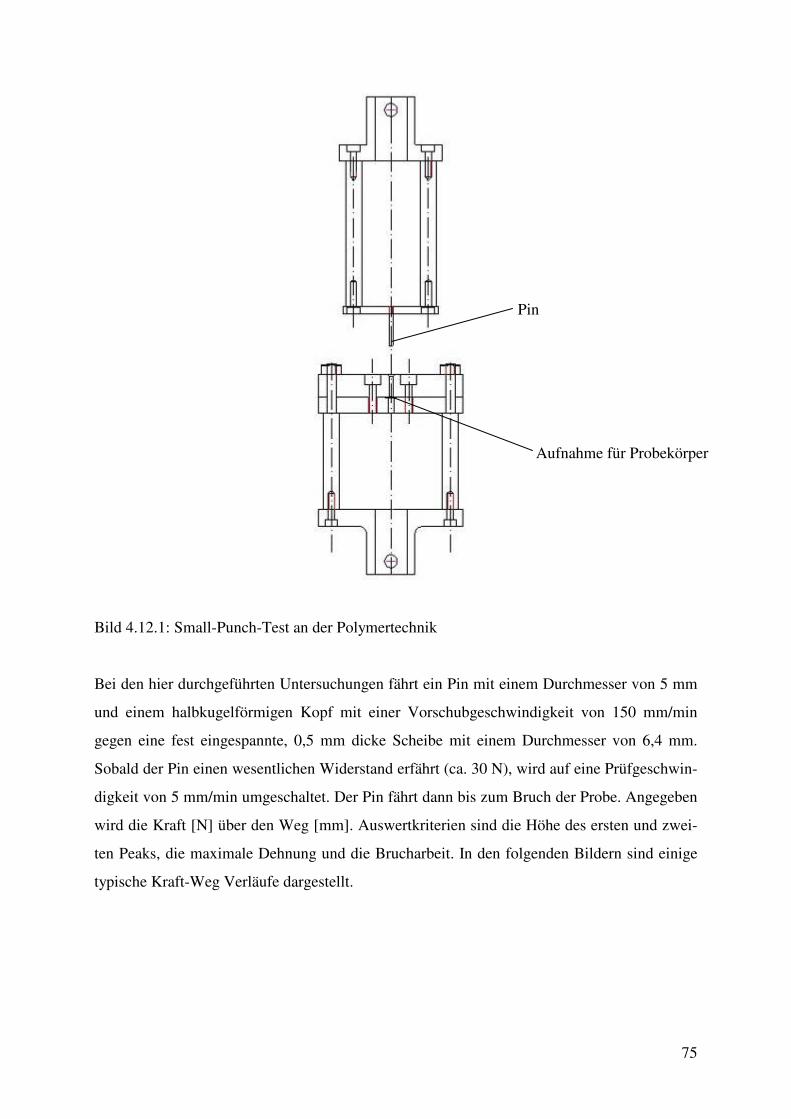
75
Bild 4.12.1: Small-Punch-Test an der Polymertechnik
Bei den hier durchgeführten Untersuchungen fährt ein Pin mit einem Durchmesser von 5 mm
und einem halbkugelförmigen Kopf mit einer Vorschubgeschwindigkeit von 150 mm/min
gegen eine fest eingespannte, 0,5 mm dicke Scheibe mit einem Durchmesser von 6,4 mm.
Sobald der Pin einen wesentlichen Widerstand erfährt (ca. 30 N), wird auf eine Prüfgeschwin-
digkeit von 5 mm/min umgeschaltet. Der Pin fährt dann bis zum Bruch der Probe. Angegeben
wird die Kraft [N] über den Weg [mm]. Auswertkriterien sind die Höhe des ersten und zwei-
ten Peaks, die maximale Dehnung und die Brucharbeit. In den folgenden Bildern sind einige
typische Kraft-Weg Verläufe dargestellt.
Pin
Aufnahme für Probekörper
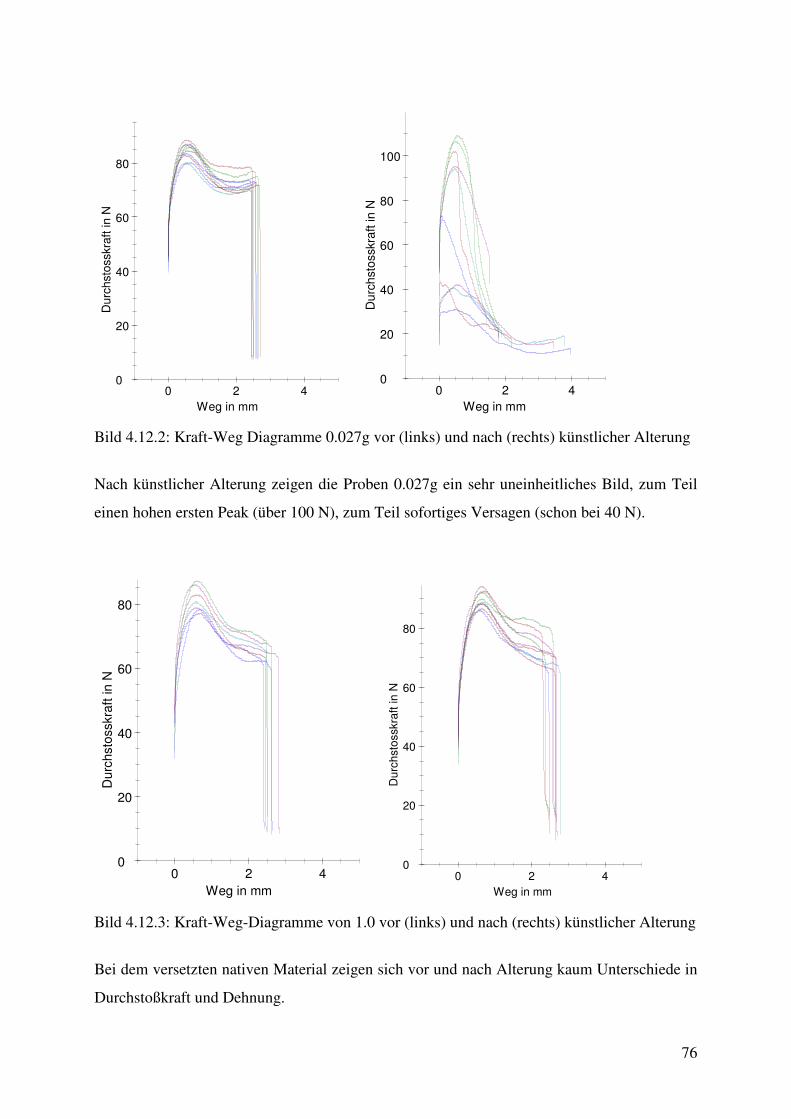
76
0 2 40
20
40
60
80
Weg in mm
Durc
hsto
sskra
ft in N
0 2 40
20
40
60
80
100
Weg in mm
Du
rch
sto
sskra
ft in
N
Bild 4.12.2: Kraft-Weg Diagramme 0.027g vor (links) und nach (rechts) künstlicher Alterung
Nach künstlicher Alterung zeigen die Proben 0.027g ein sehr uneinheitliches Bild, zum Teil
einen hohen ersten Peak (über 100 N), zum Teil sofortiges Versagen (schon bei 40 N).
0 2 40
20
40
60
80
Weg in mm
Durc
hsto
sskra
ft in N
0 2 40
20
40
60
80
Weg in mm
Du
rch
sto
sskra
ft in
N
Bild 4.12.3: Kraft-Weg-Diagramme von 1.0 vor (links) und nach (rechts) künstlicher Alterung
Bei dem versetzten nativen Material zeigen sich vor und nach Alterung kaum Unterschiede in
Durchstoßkraft und Dehnung.
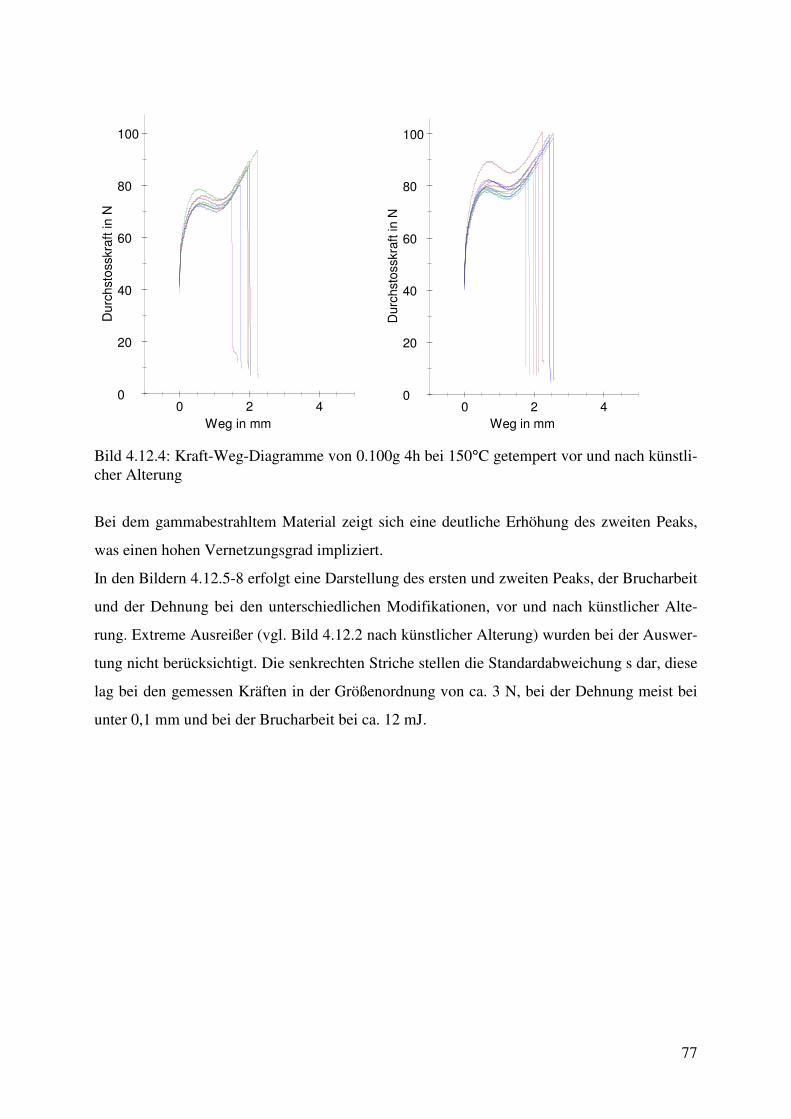
77
0 2 40
20
40
60
80
100
Weg in mm
Du
rch
sto
sskra
ft in
N
0 2 40
20
40
60
80
100
Weg in mm
Durc
hsto
sskra
ft in N
Bild 4.12.4: Kraft-Weg-Diagramme von 0.100g 4h bei 150°C getempert vor und nach künstli-cher Alterung
Bei dem gammabestrahltem Material zeigt sich eine deutliche Erhöhung des zweiten Peaks,
was einen hohen Vernetzungsgrad impliziert.
In den Bildern 4.12.5-8 erfolgt eine Darstellung des ersten und zweiten Peaks, der Brucharbeit
und der Dehnung bei den unterschiedlichen Modifikationen, vor und nach künstlicher Alte-
rung. Extreme Ausreißer (vgl. Bild 4.12.2 nach künstlicher Alterung) wurden bei der Auswer-
tung nicht berücksichtigt. Die senkrechten Striche stellen die Standardabweichung s dar, diese
lag bei den gemessen Kräften in der Größenordnung von ca. 3 N, bei der Dehnung meist bei
unter 0,1 mm und bei der Brucharbeit bei ca. 12 mJ.
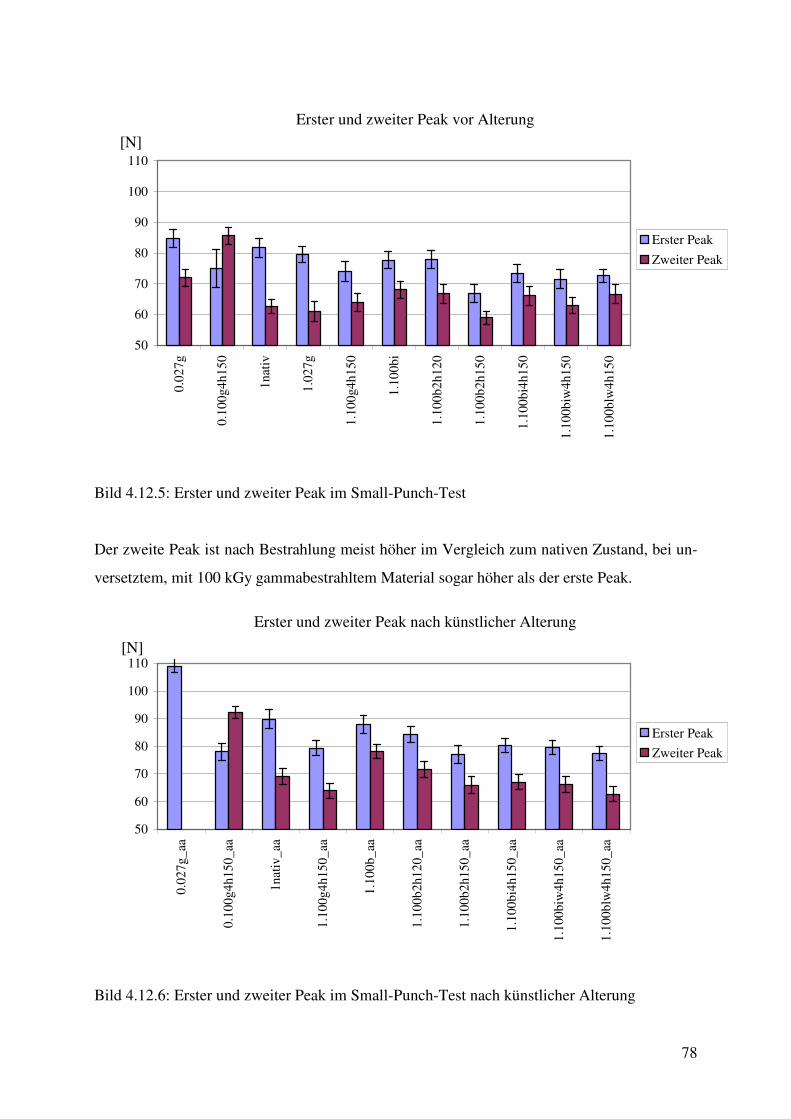
78
Erster und zweiter Peak vor Alterung
50
60
70
80
90
100
1100.
027g
0.10
0g4h
150
1nat
iv
1.02
7g
1.10
0g4h
150
1.10
0bi
1.10
0b2h
120
1.10
0b2h
150
1.10
0bi4
h150
1.10
0biw
4h15
0
1.10
0blw
4h15
0
[N]
Erster Peak
Zweiter Peak
Bild 4.12.5: Erster und zweiter Peak im Small-Punch-Test
Der zweite Peak ist nach Bestrahlung meist höher im Vergleich zum nativen Zustand, bei un-
versetztem, mit 100 kGy gammabestrahltem Material sogar höher als der erste Peak.
Erster und zweiter Peak nach künstlicher Alterung
50
60
70
80
90
100
110
0.02
7g_a
a
0.10
0g4h
150_
aa
1nat
iv_a
a
1.10
0g4h
150_
aa
1.10
0b_a
a
1.10
0b2h
120_
aa
1.10
0b2h
150_
aa
1.10
0bi4
h150
_aa
1.10
0biw
4h15
0_aa
1.10
0blw
4h15
0_aa
[N]
Erster Peak
Zweiter Peak
Bild 4.12.6: Erster und zweiter Peak im Small-Punch-Test nach künstlicher Alterung
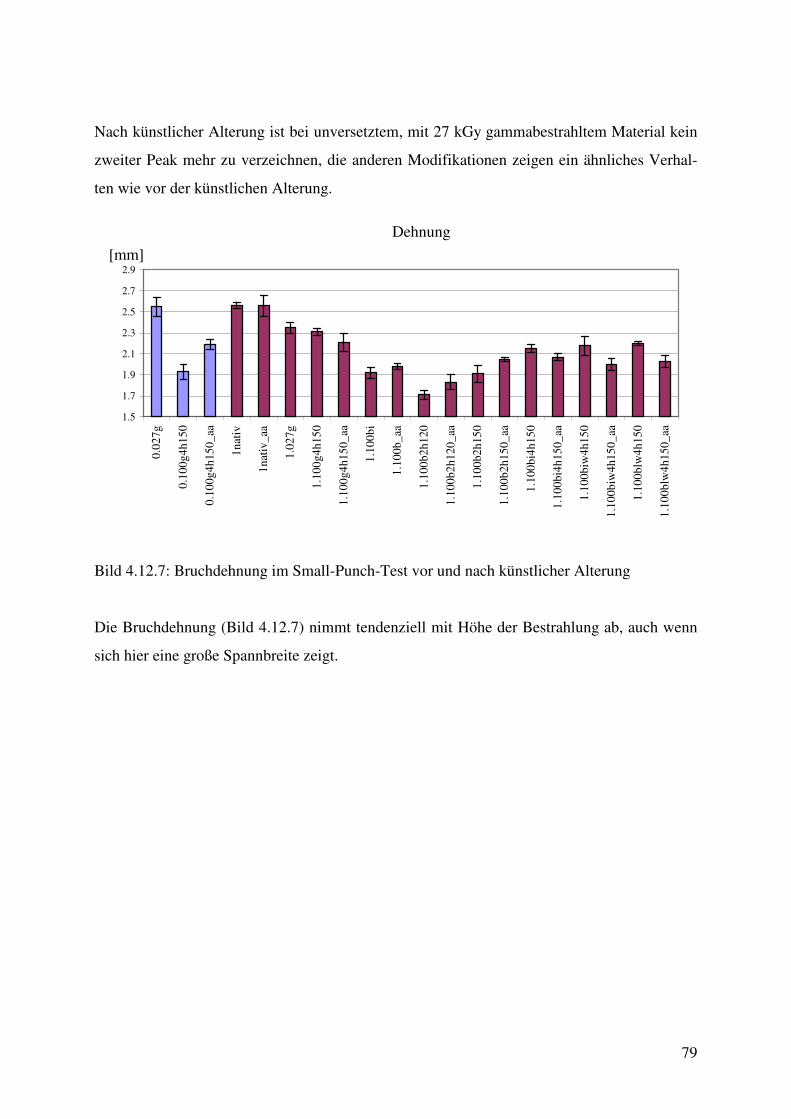
79
Nach künstlicher Alterung ist bei unversetztem, mit 27 kGy gammabestrahltem Material kein
zweiter Peak mehr zu verzeichnen, die anderen Modifikationen zeigen ein ähnliches Verhal-
ten wie vor der künstlichen Alterung.
Dehnung
1.5
1.7
1.9
2.1
2.3
2.5
2.7
2.9
0.02
7g
0.10
0g4h
150
0.10
0g4h
150_
aa
1nat
iv
1nat
iv_a
a
1.02
7g
1.10
0g4h
150
1.10
0g4h
150_
aa
1.10
0bi
1.10
0b_a
a
1.10
0b2h
120
1.10
0b2h
120_
aa
1.10
0b2h
150
1.10
0b2h
150_
aa
1.10
0bi4
h150
1.10
0bi4
h150
_aa
1.10
0biw
4h15
0
1.10
0biw
4h15
0_aa
1.10
0blw
4h15
0
1.10
0blw
4h15
0_aa
[mm]
Bild 4.12.7: Bruchdehnung im Small-Punch-Test vor und nach künstlicher Alterung
Die Bruchdehnung (Bild 4.12.7) nimmt tendenziell mit Höhe der Bestrahlung ab, auch wenn
sich hier eine große Spannbreite zeigt.
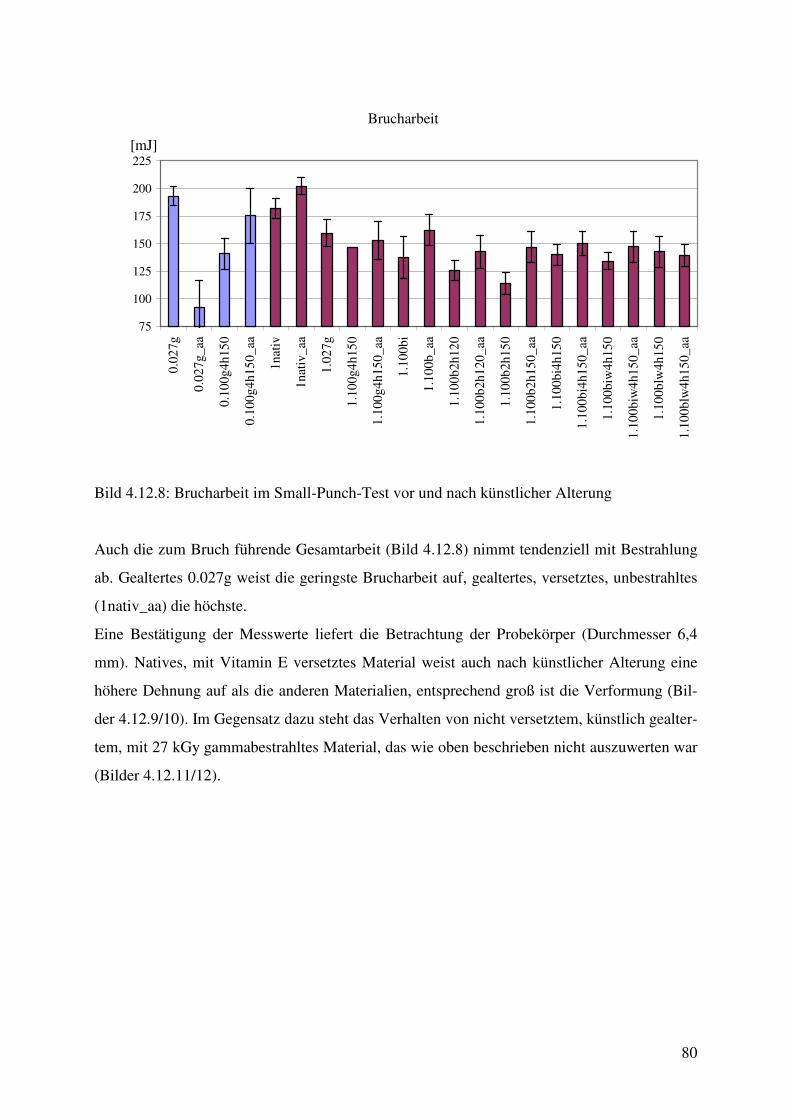
80
Brucharbeit
75
100
125
150
175
200
2250.
027g
0.02
7g_a
a
0.10
0g4h
150
0.10
0g4h
150_
aa
1nat
iv
1nat
iv_a
a
1.02
7g
1.10
0g4h
150
1.10
0g4h
150_
aa
1.10
0bi
1.10
0b_a
a
1.10
0b2h
120
1.10
0b2h
120_
aa
1.10
0b2h
150
1.10
0b2h
150_
aa
1.10
0bi4
h150
1.10
0bi4
h150
_aa
1.10
0biw
4h15
0
1.10
0biw
4h15
0_aa
1.10
0blw
4h15
0
1.10
0blw
4h15
0_aa
[mJ]
Bild 4.12.8: Brucharbeit im Small-Punch-Test vor und nach künstlicher Alterung
Auch die zum Bruch führende Gesamtarbeit (Bild 4.12.8) nimmt tendenziell mit Bestrahlung
ab. Gealtertes 0.027g weist die geringste Brucharbeit auf, gealtertes, versetztes, unbestrahltes
(1nativ_aa) die höchste.
Eine Bestätigung der Messwerte liefert die Betrachtung der Probekörper (Durchmesser 6,4
mm). Natives, mit Vitamin E versetztes Material weist auch nach künstlicher Alterung eine
höhere Dehnung auf als die anderen Materialien, entsprechend groß ist die Verformung (Bil-
der 4.12.9/10). Im Gegensatz dazu steht das Verhalten von nicht versetztem, künstlich gealter-
tem, mit 27 kGy gammabestrahltes Material, das wie oben beschrieben nicht auszuwerten war
(Bilder 4.12.11/12).
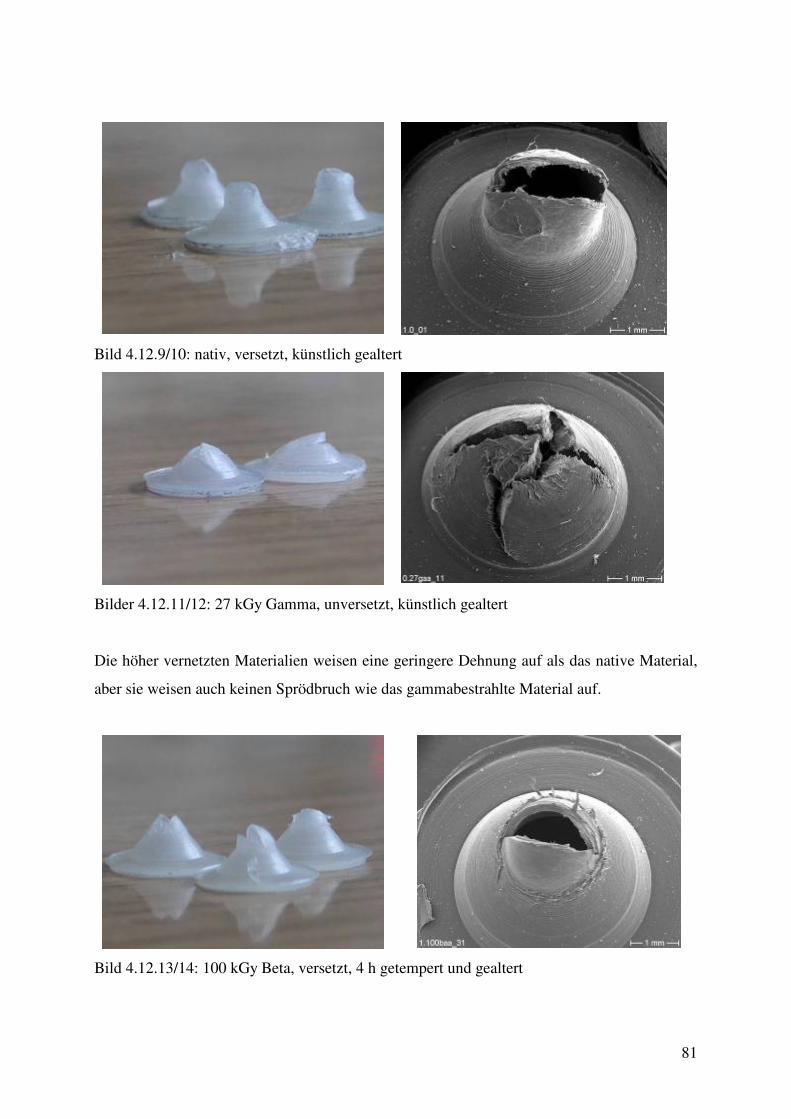
81
Bild 4.12.9/10: nativ, versetzt, künstlich gealtert
Bilder 4.12.11/12: 27 kGy Gamma, unversetzt, künstlich gealtert
Die höher vernetzten Materialien weisen eine geringere Dehnung auf als das native Material,
aber sie weisen auch keinen Sprödbruch wie das gammabestrahlte Material auf.
Bild 4.12.13/14: 100 kGy Beta, versetzt, 4 h getempert und gealtert
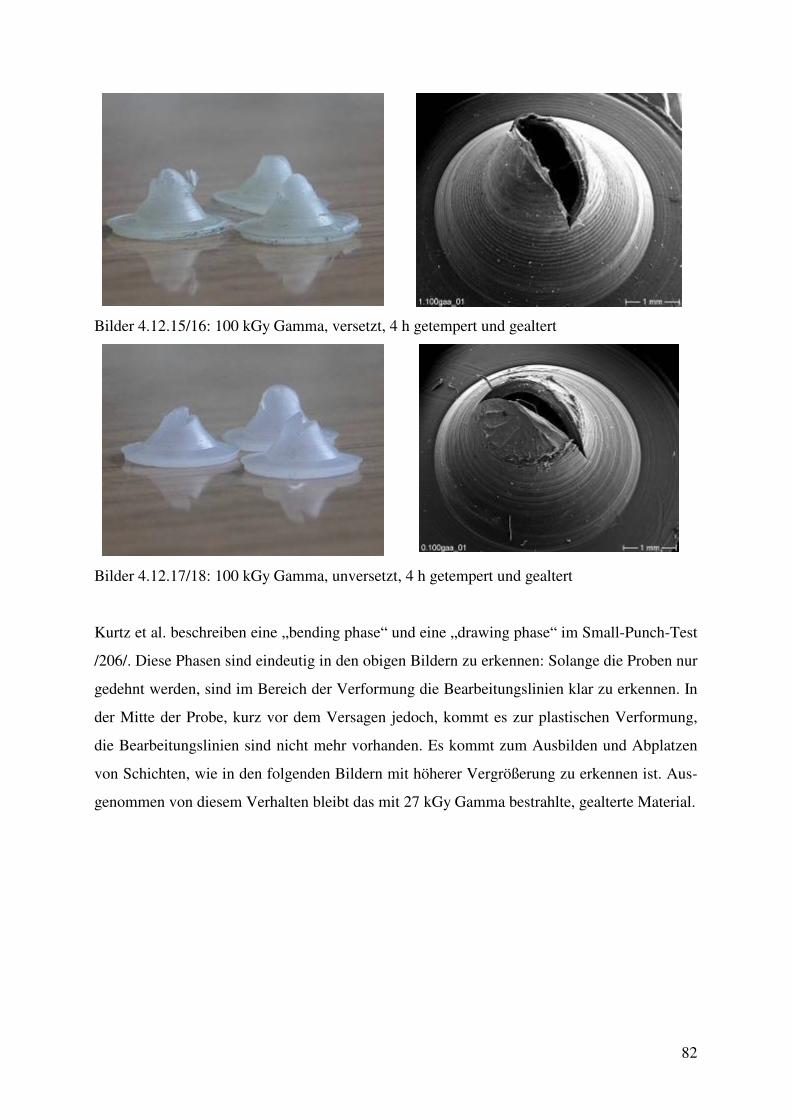
82
Bilder 4.12.15/16: 100 kGy Gamma, versetzt, 4 h getempert und gealtert
Bilder 4.12.17/18: 100 kGy Gamma, unversetzt, 4 h getempert und gealtert
Kurtz et al. beschreiben eine „bending phase“ und eine „drawing phase“ im Small-Punch-Test
/206/. Diese Phasen sind eindeutig in den obigen Bildern zu erkennen: Solange die Proben nur
gedehnt werden, sind im Bereich der Verformung die Bearbeitungslinien klar zu erkennen. In
der Mitte der Probe, kurz vor dem Versagen jedoch, kommt es zur plastischen Verformung,
die Bearbeitungslinien sind nicht mehr vorhanden. Es kommt zum Ausbilden und Abplatzen
von Schichten, wie in den folgenden Bildern mit höherer Vergrößerung zu erkennen ist. Aus-
genommen von diesem Verhalten bleibt das mit 27 kGy Gamma bestrahlte, gealterte Material.
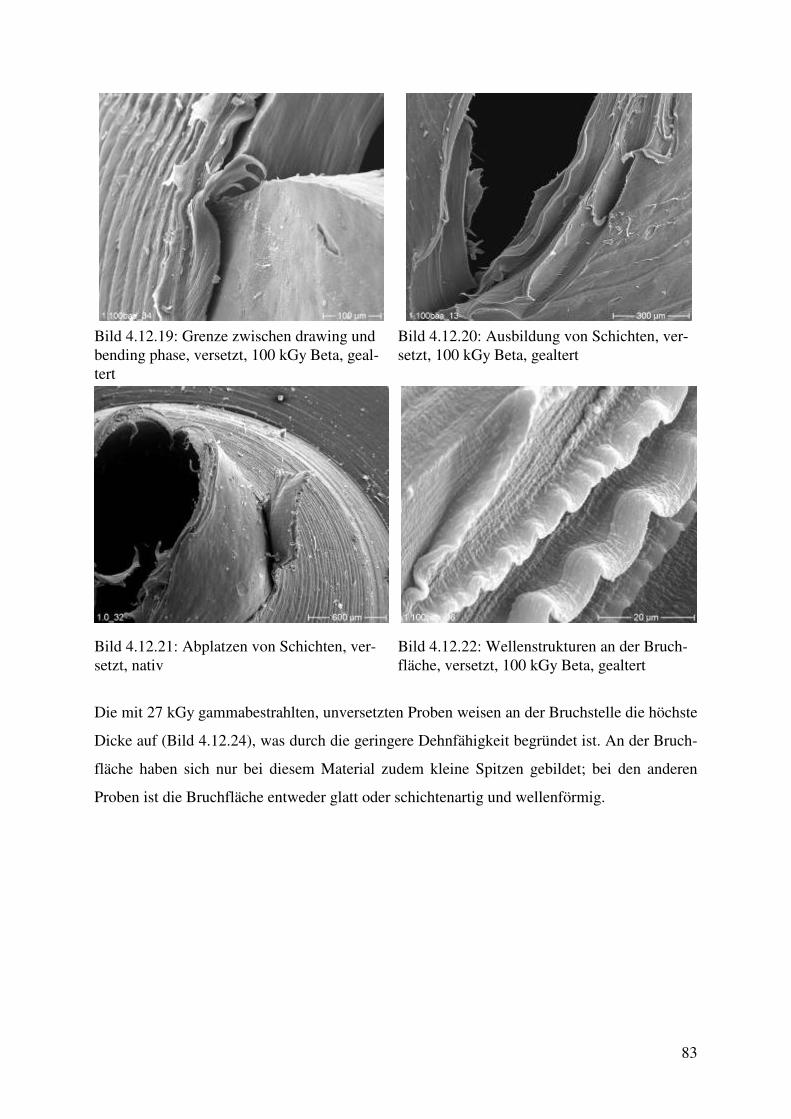
83
Bild 4.12.19: Grenze zwischen drawing und bending phase, versetzt, 100 kGy Beta, geal-tert
Bild 4.12.20: Ausbildung von Schichten, ver-setzt, 100 kGy Beta, gealtert
Bild 4.12.21: Abplatzen von Schichten, ver-setzt, nativ
Bild 4.12.22: Wellenstrukturen an der Bruch-fläche, versetzt, 100 kGy Beta, gealtert
Die mit 27 kGy gammabestrahlten, unversetzten Proben weisen an der Bruchstelle die höchste
Dicke auf (Bild 4.12.24), was durch die geringere Dehnfähigkeit begründet ist. An der Bruch-
fläche haben sich nur bei diesem Material zudem kleine Spitzen gebildet; bei den anderen
Proben ist die Bruchfläche entweder glatt oder schichtenartig und wellenförmig.
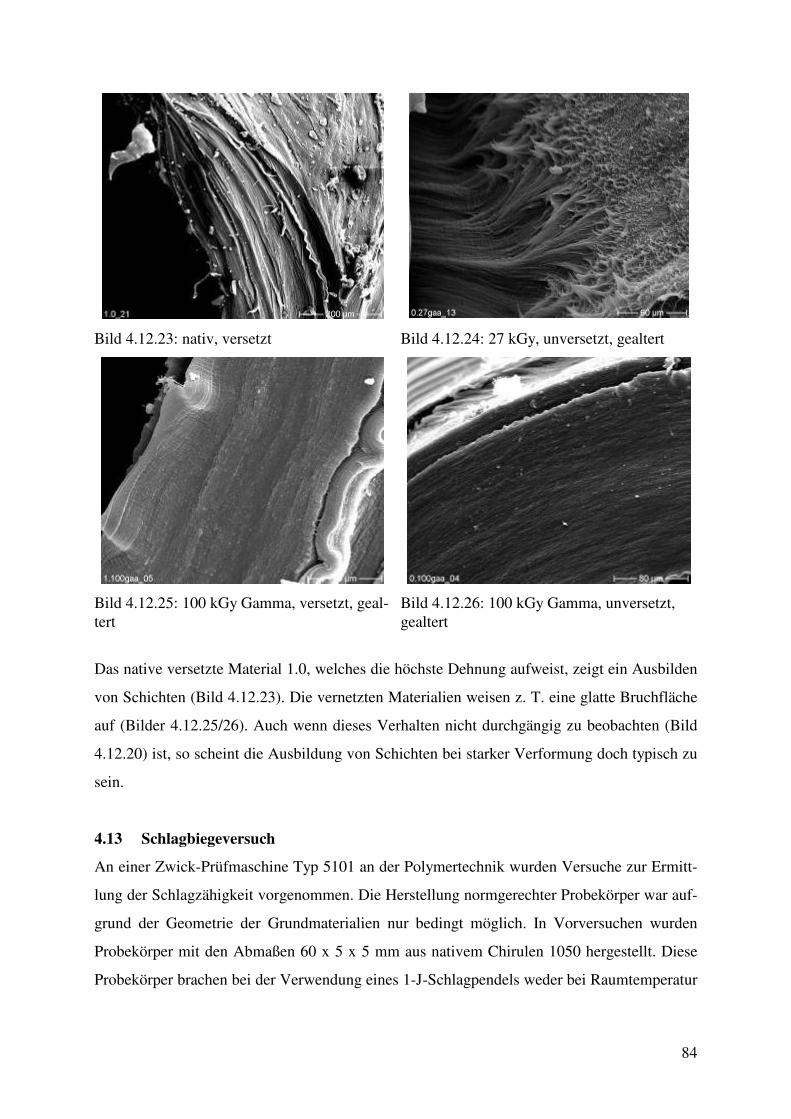
84
Bild 4.12.23: nativ, versetzt Bild 4.12.24: 27 kGy, unversetzt, gealtert
Bild 4.12.25: 100 kGy Gamma, versetzt, geal-tert
Bild 4.12.26: 100 kGy Gamma, unversetzt, gealtert
Das native versetzte Material 1.0, welches die höchste Dehnung aufweist, zeigt ein Ausbilden
von Schichten (Bild 4.12.23). Die vernetzten Materialien weisen z. T. eine glatte Bruchfläche
auf (Bilder 4.12.25/26). Auch wenn dieses Verhalten nicht durchgängig zu beobachten (Bild
4.12.20) ist, so scheint die Ausbildung von Schichten bei starker Verformung doch typisch zu
sein.
4.13 Schlagbiegeversuch
An einer Zwick-Prüfmaschine Typ 5101 an der Polymertechnik wurden Versuche zur Ermitt-
lung der Schlagzähigkeit vorgenommen. Die Herstellung normgerechter Probekörper war auf-
grund der Geometrie der Grundmaterialien nur bedingt möglich. In Vorversuchen wurden
Probekörper mit den Abmaßen 60 x 5 x 5 mm aus nativem Chirulen 1050 hergestellt. Diese
Probekörper brachen bei der Verwendung eines 1-J-Schlagpendels weder bei Raumtemperatur
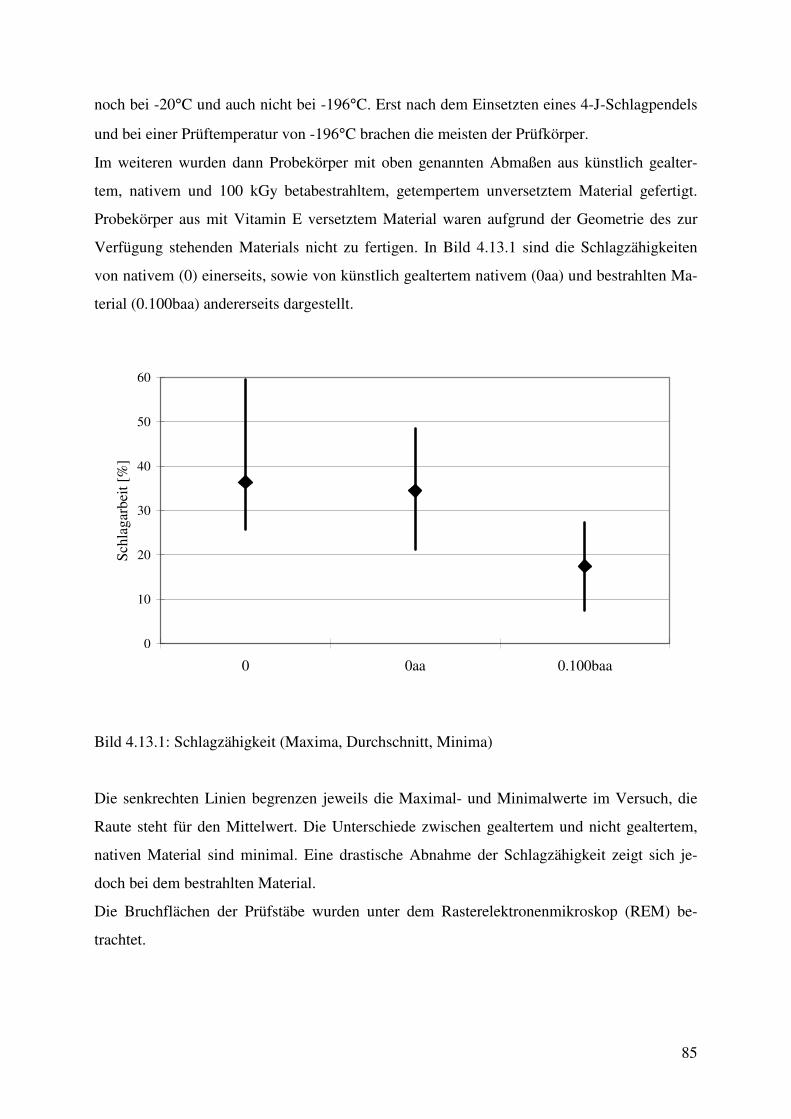
85
noch bei -20°C und auch nicht bei -196°C. Erst nach dem Einsetzten eines 4-J-Schlagpendels
und bei einer Prüftemperatur von -196°C brachen die meisten der Prüfkörper.
Im weiteren wurden dann Probekörper mit oben genannten Abmaßen aus künstlich gealter-
tem, nativem und 100 kGy betabestrahltem, getempertem unversetztem Material gefertigt.
Probekörper aus mit Vitamin E versetztem Material waren aufgrund der Geometrie des zur
Verfügung stehenden Materials nicht zu fertigen. In Bild 4.13.1 sind die Schlagzähigkeiten
von nativem (0) einerseits, sowie von künstlich gealtertem nativem (0aa) und bestrahlten Ma-
terial (0.100baa) andererseits dargestellt.
0
10
20
30
40
50
60
0 0aa 0.100baa
Sch
laga
rbei
t [%
]
Bild 4.13.1: Schlagzähigkeit (Maxima, Durchschnitt, Minima)
Die senkrechten Linien begrenzen jeweils die Maximal- und Minimalwerte im Versuch, die
Raute steht für den Mittelwert. Die Unterschiede zwischen gealtertem und nicht gealtertem,
nativen Material sind minimal. Eine drastische Abnahme der Schlagzähigkeit zeigt sich je-
doch bei dem bestrahlten Material.
Die Bruchflächen der Prüfstäbe wurden unter dem Rasterelektronenmikroskop (REM) be-
trachtet.
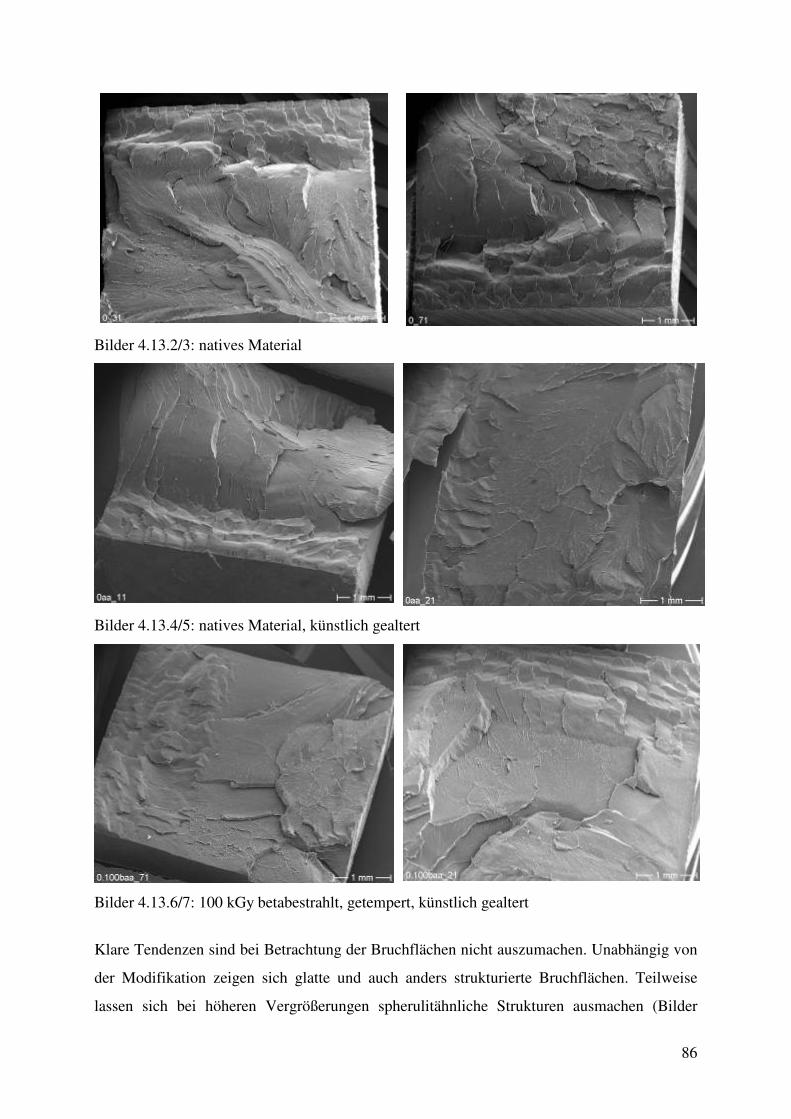
86
Bilder 4.13.2/3: natives Material
Bilder 4.13.4/5: natives Material, künstlich gealtert
Bilder 4.13.6/7: 100 kGy betabestrahlt, getempert, künstlich gealtert
Klare Tendenzen sind bei Betrachtung der Bruchflächen nicht auszumachen. Unabhängig von
der Modifikation zeigen sich glatte und auch anders strukturierte Bruchflächen. Teilweise
lassen sich bei höheren Vergrößerungen spherulitähnliche Strukturen ausmachen (Bilder
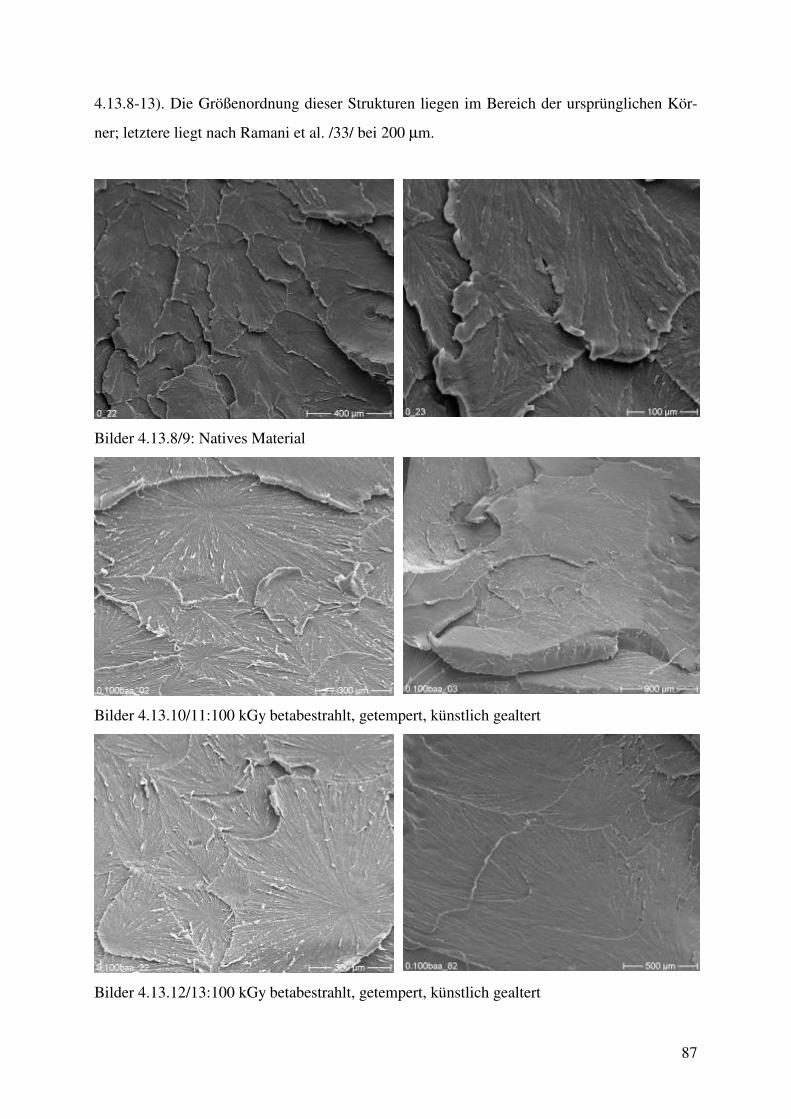
87
4.13.8-13). Die Größenordnung dieser Strukturen liegen im Bereich der ursprünglichen Kör-
ner; letztere liegt nach Ramani et al. /33/ bei 200 µm.
Bilder 4.13.8/9: Natives Material
Bilder 4.13.10/11:100 kGy betabestrahlt, getempert, künstlich gealtert
Bilder 4.13.12/13:100 kGy betabestrahlt, getempert, künstlich gealtert
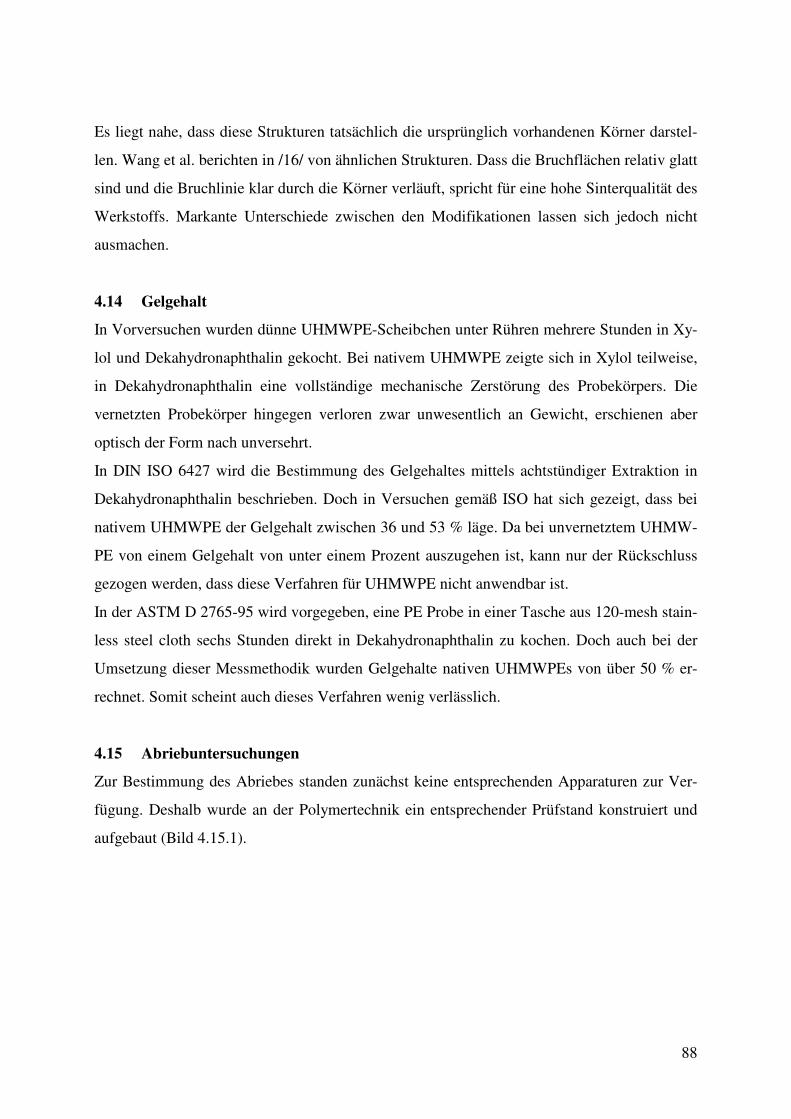
88
Es liegt nahe, dass diese Strukturen tatsächlich die ursprünglich vorhandenen Körner darstel-
len. Wang et al. berichten in /16/ von ähnlichen Strukturen. Dass die Bruchflächen relativ glatt
sind und die Bruchlinie klar durch die Körner verläuft, spricht für eine hohe Sinterqualität des
Werkstoffs. Markante Unterschiede zwischen den Modifikationen lassen sich jedoch nicht
ausmachen.
4.14 Gelgehalt
In Vorversuchen wurden dünne UHMWPE-Scheibchen unter Rühren mehrere Stunden in Xy-
lol und Dekahydronaphthalin gekocht. Bei nativem UHMWPE zeigte sich in Xylol teilweise,
in Dekahydronaphthalin eine vollständige mechanische Zerstörung des Probekörpers. Die
vernetzten Probekörper hingegen verloren zwar unwesentlich an Gewicht, erschienen aber
optisch der Form nach unversehrt.
In DIN ISO 6427 wird die Bestimmung des Gelgehaltes mittels achtstündiger Extraktion in
Dekahydronaphthalin beschrieben. Doch in Versuchen gemäß ISO hat sich gezeigt, dass bei
nativem UHMWPE der Gelgehalt zwischen 36 und 53 % läge. Da bei unvernetztem UHMW-
PE von einem Gelgehalt von unter einem Prozent auszugehen ist, kann nur der Rückschluss
gezogen werden, dass diese Verfahren für UHMWPE nicht anwendbar ist.
In der ASTM D 2765-95 wird vorgegeben, eine PE Probe in einer Tasche aus 120-mesh stain-
less steel cloth sechs Stunden direkt in Dekahydronaphthalin zu kochen. Doch auch bei der
Umsetzung dieser Messmethodik wurden Gelgehalte nativen UHMWPEs von über 50 % er-
rechnet. Somit scheint auch dieses Verfahren wenig verlässlich.
4.15 Abriebuntersuchungen
Zur Bestimmung des Abriebes standen zunächst keine entsprechenden Apparaturen zur Ver-
fügung. Deshalb wurde an der Polymertechnik ein entsprechender Prüfstand konstruiert und
aufgebaut (Bild 4.15.1).
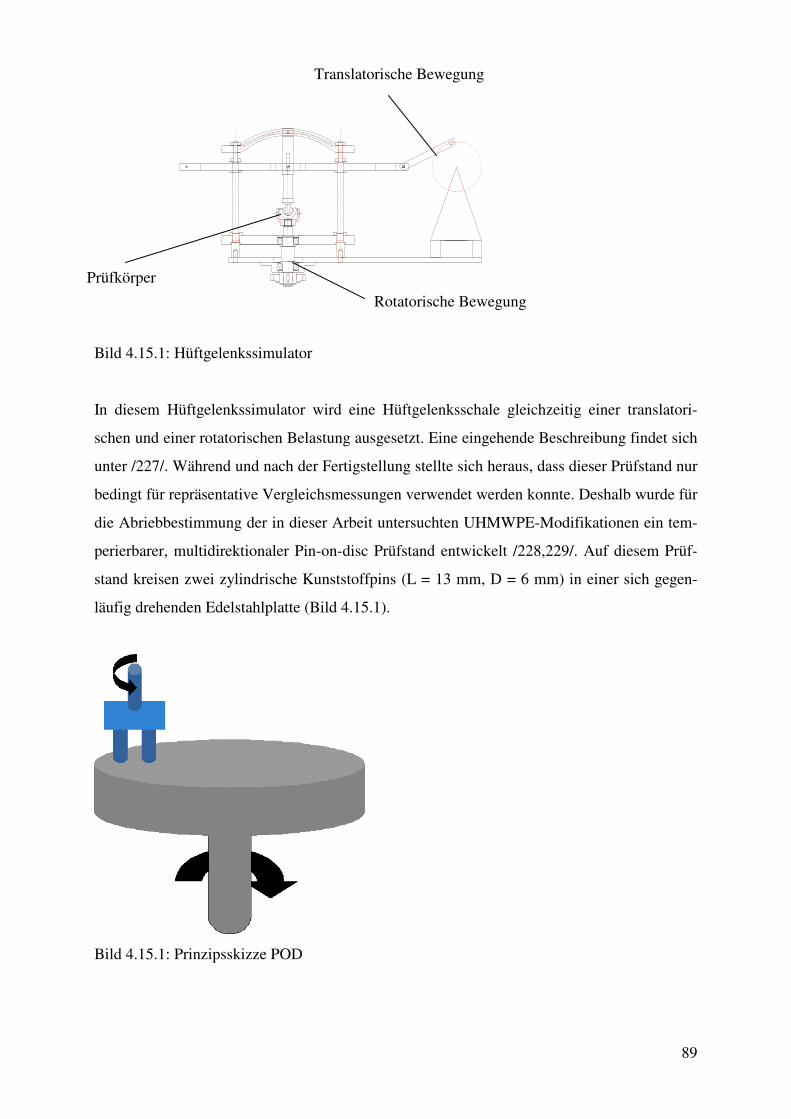
89
Bild 4.15.1: Hüftgelenkssimulator
In diesem Hüftgelenkssimulator wird eine Hüftgelenksschale gleichzeitig einer translatori-
schen und einer rotatorischen Belastung ausgesetzt. Eine eingehende Beschreibung findet sich
unter /227/. Während und nach der Fertigstellung stellte sich heraus, dass dieser Prüfstand nur
bedingt für repräsentative Vergleichsmessungen verwendet werden konnte. Deshalb wurde für
die Abriebbestimmung der in dieser Arbeit untersuchten UHMWPE-Modifikationen ein tem-
perierbarer, multidirektionaler Pin-on-disc Prüfstand entwickelt /228,229/. Auf diesem Prüf-
stand kreisen zwei zylindrische Kunststoffpins (L = 13 mm, D = 6 mm) in einer sich gegen-
läufig drehenden Edelstahlplatte (Bild 4.15.1).
Bild 4.15.1: Prinzipsskizze POD
Prüfkörper
Rotatorische Bewegung
Translatorische Bewegung
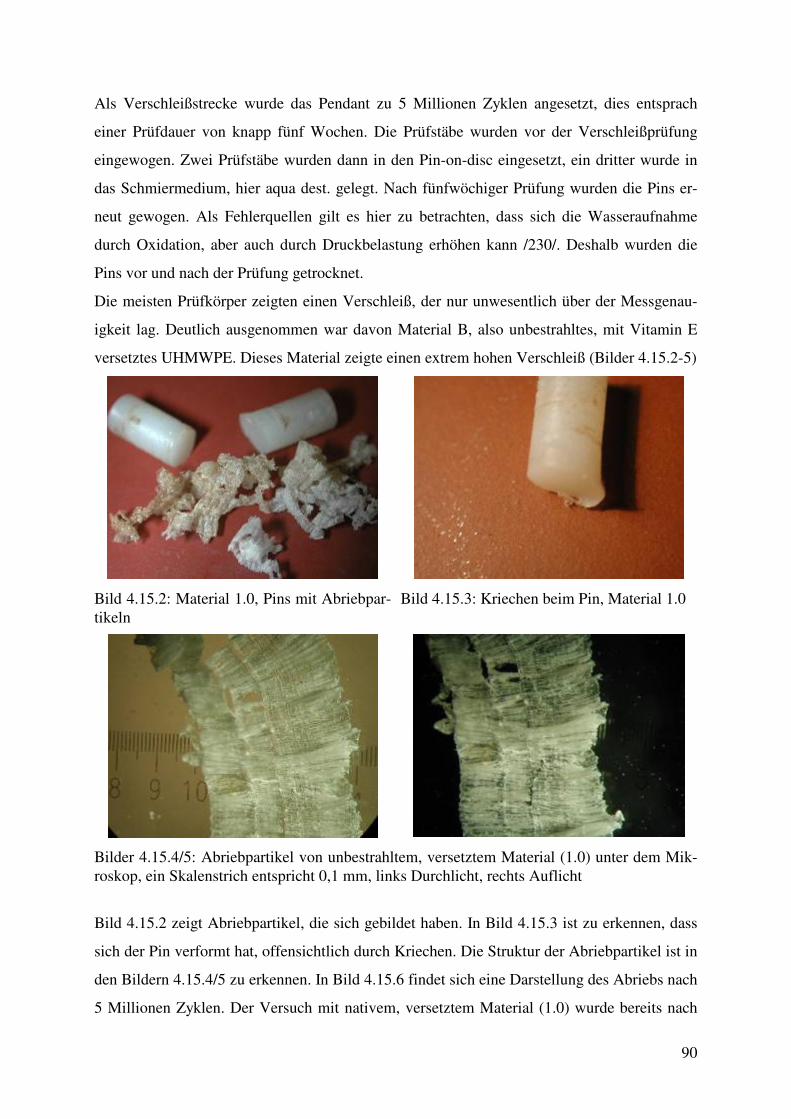
90
Als Verschleißstrecke wurde das Pendant zu 5 Millionen Zyklen angesetzt, dies entsprach
einer Prüfdauer von knapp fünf Wochen. Die Prüfstäbe wurden vor der Verschleißprüfung
eingewogen. Zwei Prüfstäbe wurden dann in den Pin-on-disc eingesetzt, ein dritter wurde in
das Schmiermedium, hier aqua dest. gelegt. Nach fünfwöchiger Prüfung wurden die Pins er-
neut gewogen. Als Fehlerquellen gilt es hier zu betrachten, dass sich die Wasseraufnahme
durch Oxidation, aber auch durch Druckbelastung erhöhen kann /230/. Deshalb wurden die
Pins vor und nach der Prüfung getrocknet.
Die meisten Prüfkörper zeigten einen Verschleiß, der nur unwesentlich über der Messgenau-
igkeit lag. Deutlich ausgenommen war davon Material B, also unbestrahltes, mit Vitamin E
versetztes UHMWPE. Dieses Material zeigte einen extrem hohen Verschleiß (Bilder 4.15.2-5)
Bild 4.15.2: Material 1.0, Pins mit Abriebpar-tikeln
Bild 4.15.3: Kriechen beim Pin, Material 1.0
Bilder 4.15.4/5: Abriebpartikel von unbestrahltem, versetztem Material (1.0) unter dem Mik-roskop, ein Skalenstrich entspricht 0,1 mm, links Durchlicht, rechts Auflicht
Bild 4.15.2 zeigt Abriebpartikel, die sich gebildet haben. In Bild 4.15.3 ist zu erkennen, dass
sich der Pin verformt hat, offensichtlich durch Kriechen. Die Struktur der Abriebpartikel ist in
den Bildern 4.15.4/5 zu erkennen. In Bild 4.15.6 findet sich eine Darstellung des Abriebs nach
5 Millionen Zyklen. Der Versuch mit nativem, versetztem Material (1.0) wurde bereits nach
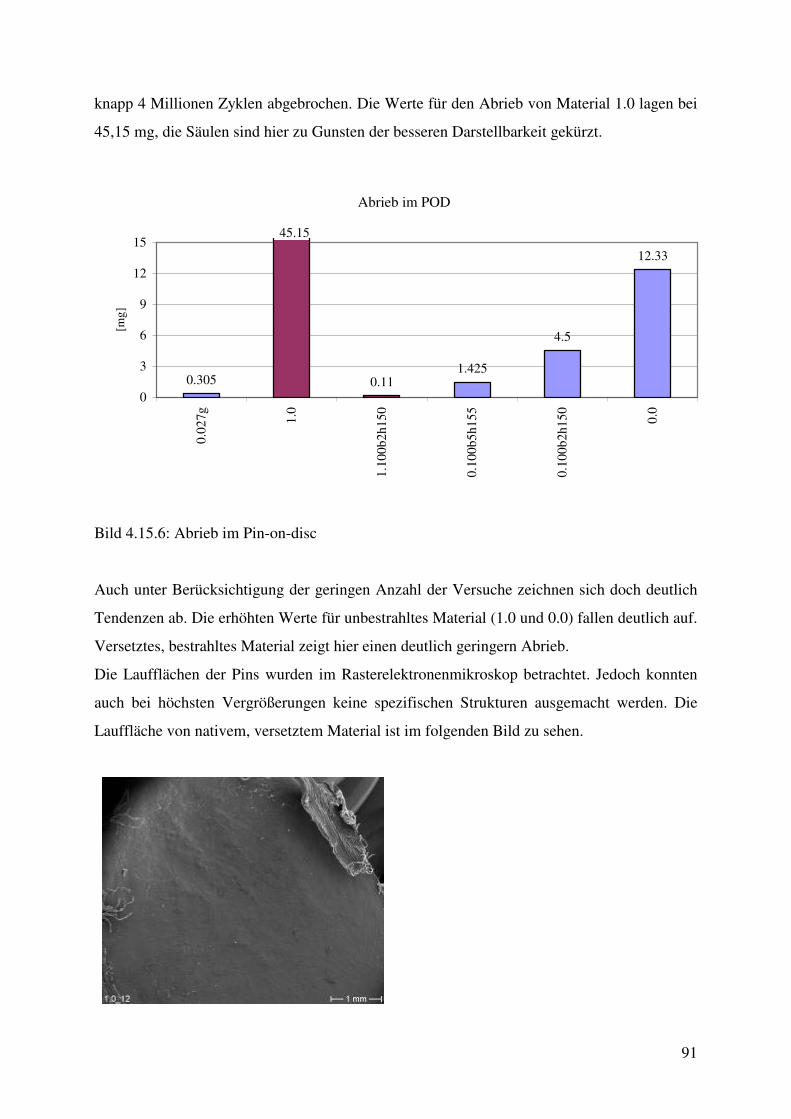
91
knapp 4 Millionen Zyklen abgebrochen. Die Werte für den Abrieb von Material 1.0 lagen bei
45,15 mg, die Säulen sind hier zu Gunsten der besseren Darstellbarkeit gekürzt.
Abrieb im POD
0.111.425
4.5
12.33
0.305
45.15
0
3
6
9
12
15
0.02
7g 1.0
1.10
0b2h
150
0.10
0b5h
155
0.10
0b2h
150
0.0
[mg]
Bild 4.15.6: Abrieb im Pin-on-disc
Auch unter Berücksichtigung der geringen Anzahl der Versuche zeichnen sich doch deutlich
Tendenzen ab. Die erhöhten Werte für unbestrahltes Material (1.0 und 0.0) fallen deutlich auf.
Versetztes, bestrahltes Material zeigt hier einen deutlich geringern Abrieb.
Die Laufflächen der Pins wurden im Rasterelektronenmikroskop betrachtet. Jedoch konnten
auch bei höchsten Vergrößerungen keine spezifischen Strukturen ausgemacht werden. Die
Lauffläche von nativem, versetztem Material ist im folgenden Bild zu sehen.

92
Bild 4.15.7: Pinlauffläche von nativem, versetztem Material
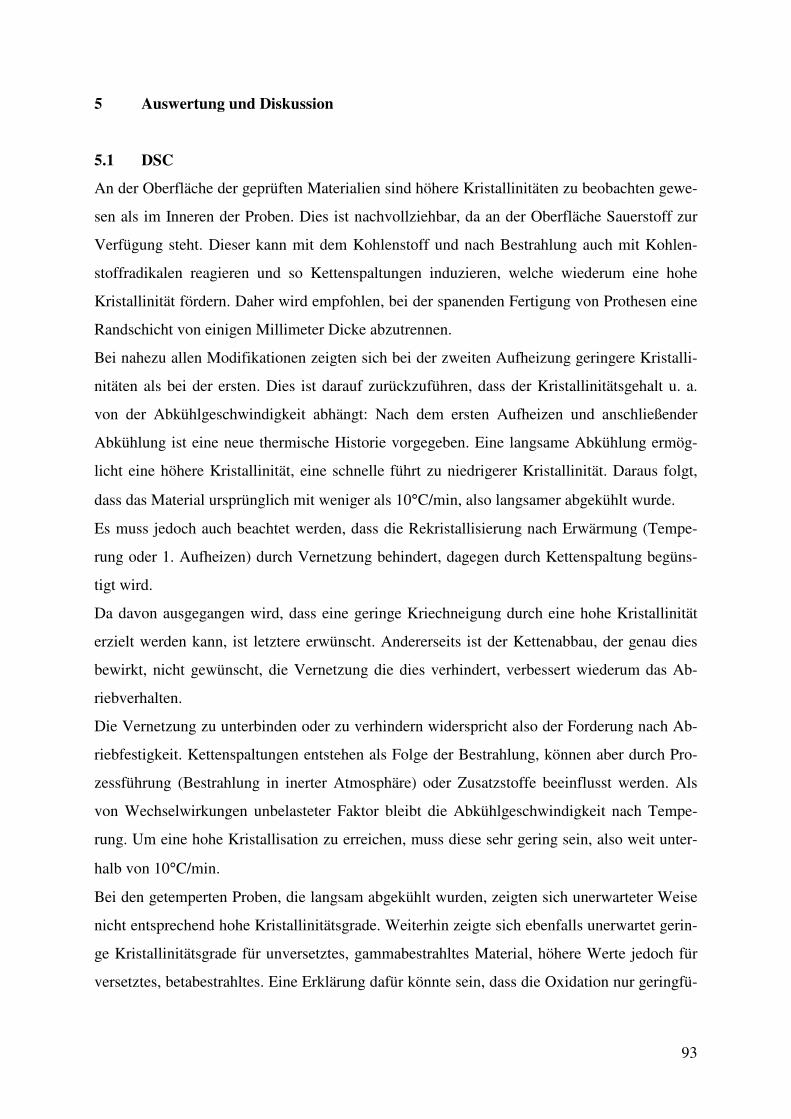
93
5 Auswertung und Diskussion
5.1 DSC
An der Oberfläche der geprüften Materialien sind höhere Kristallinitäten zu beobachten gewe-
sen als im Inneren der Proben. Dies ist nachvollziehbar, da an der Oberfläche Sauerstoff zur
Verfügung steht. Dieser kann mit dem Kohlenstoff und nach Bestrahlung auch mit Kohlen-
stoffradikalen reagieren und so Kettenspaltungen induzieren, welche wiederum eine hohe
Kristallinität fördern. Daher wird empfohlen, bei der spanenden Fertigung von Prothesen eine
Randschicht von einigen Millimeter Dicke abzutrennen.
Bei nahezu allen Modifikationen zeigten sich bei der zweiten Aufheizung geringere Kristalli-
nitäten als bei der ersten. Dies ist darauf zurückzuführen, dass der Kristallinitätsgehalt u. a.
von der Abkühlgeschwindigkeit abhängt: Nach dem ersten Aufheizen und anschließender
Abkühlung ist eine neue thermische Historie vorgegeben. Eine langsame Abkühlung ermög-
licht eine höhere Kristallinität, eine schnelle führt zu niedrigerer Kristallinität. Daraus folgt,
dass das Material ursprünglich mit weniger als 10°C/min, also langsamer abgekühlt wurde.
Es muss jedoch auch beachtet werden, dass die Rekristallisierung nach Erwärmung (Tempe-
rung oder 1. Aufheizen) durch Vernetzung behindert, dagegen durch Kettenspaltung begüns-
tigt wird.
Da davon ausgegangen wird, dass eine geringe Kriechneigung durch eine hohe Kristallinität
erzielt werden kann, ist letztere erwünscht. Andererseits ist der Kettenabbau, der genau dies
bewirkt, nicht gewünscht, die Vernetzung die dies verhindert, verbessert wiederum das Ab-
riebverhalten.
Die Vernetzung zu unterbinden oder zu verhindern widerspricht also der Forderung nach Ab-
riebfestigkeit. Kettenspaltungen entstehen als Folge der Bestrahlung, können aber durch Pro-
zessführung (Bestrahlung in inerter Atmosphäre) oder Zusatzstoffe beeinflusst werden. Als
von Wechselwirkungen unbelasteter Faktor bleibt die Abkühlgeschwindigkeit nach Tempe-
rung. Um eine hohe Kristallisation zu erreichen, muss diese sehr gering sein, also weit unter-
halb von 10°C/min.
Bei den getemperten Proben, die langsam abgekühlt wurden, zeigten sich unerwarteter Weise
nicht entsprechend hohe Kristallinitätsgrade. Weiterhin zeigte sich ebenfalls unerwartet gerin-
ge Kristallinitätsgrade für unversetztes, gammabestrahltes Material, höhere Werte jedoch für
versetztes, betabestrahltes. Eine Erklärung dafür könnte sein, dass die Oxidation nur geringfü-
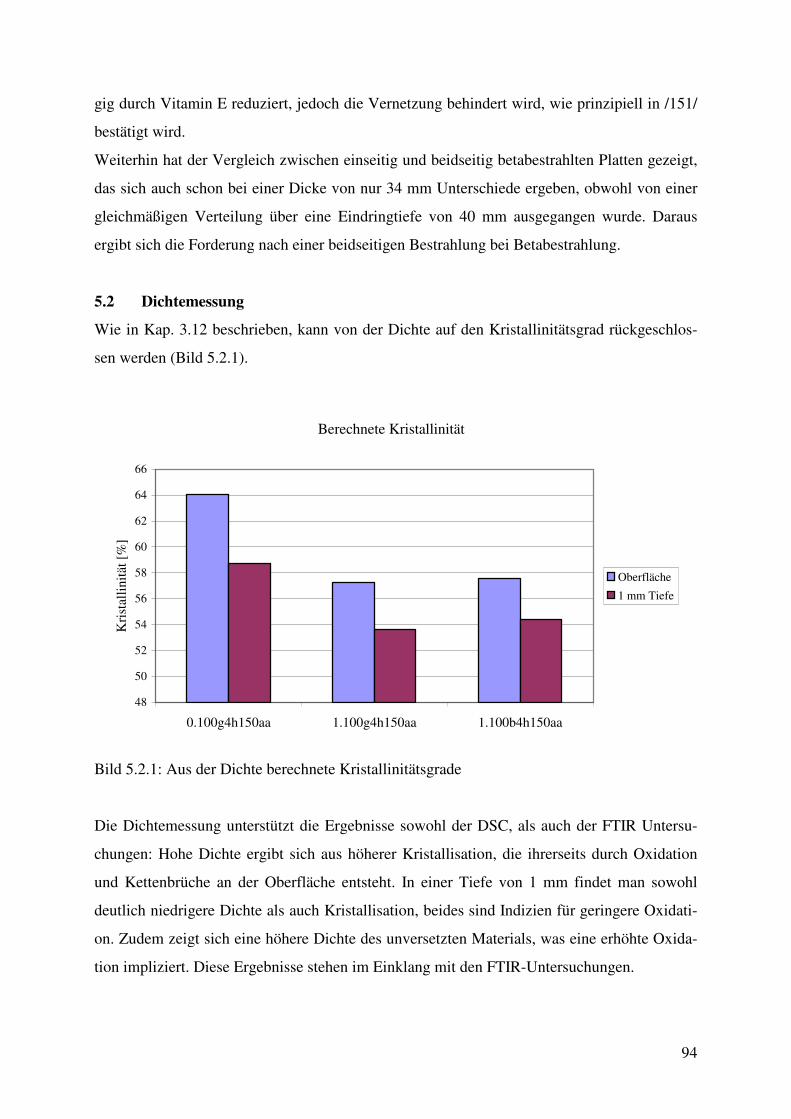
94
gig durch Vitamin E reduziert, jedoch die Vernetzung behindert wird, wie prinzipiell in /151/
bestätigt wird.
Weiterhin hat der Vergleich zwischen einseitig und beidseitig betabestrahlten Platten gezeigt,
das sich auch schon bei einer Dicke von nur 34 mm Unterschiede ergeben, obwohl von einer
gleichmäßigen Verteilung über eine Eindringtiefe von 40 mm ausgegangen wurde. Daraus
ergibt sich die Forderung nach einer beidseitigen Bestrahlung bei Betabestrahlung.
5.2 Dichtemessung
Wie in Kap. 3.12 beschrieben, kann von der Dichte auf den Kristallinitätsgrad rückgeschlos-
sen werden (Bild 5.2.1).
Berechnete Kristallinität
48
50
52
54
56
58
60
62
64
66
0.100g4h150aa 1.100g4h150aa 1.100b4h150aa
Kri
stal
lini
tät
[%]
Oberfläche
1 mm Tiefe
Bild 5.2.1: Aus der Dichte berechnete Kristallinitätsgrade
Die Dichtemessung unterstützt die Ergebnisse sowohl der DSC, als auch der FTIR Untersu-
chungen: Hohe Dichte ergibt sich aus höherer Kristallisation, die ihrerseits durch Oxidation
und Kettenbrüche an der Oberfläche entsteht. In einer Tiefe von 1 mm findet man sowohl
deutlich niedrigere Dichte als auch Kristallisation, beides sind Indizien für geringere Oxidati-
on. Zudem zeigt sich eine höhere Dichte des unversetzten Materials, was eine erhöhte Oxida-
tion impliziert. Diese Ergebnisse stehen im Einklang mit den FTIR-Untersuchungen.
95
5.3 ESR
Nach den Messungen sind keine oder kaum noch Radikale nach einer Temperung von 11 Ta-
gen/80°C messbar, jedoch ist zu beachten, dass unter Raumtemperatur gemessen wurde.
Als wesentliches Ergebnis ist aber festzuhalten, dass übereinstimmend mit entsprechenden
Veröffentlichungen freie Radikale lange nach der Bestrahlung noch nachzuweisen sind und
erst nach Temperung bei höheren Temperaturen und längerer Zeit nicht mehr vorhanden sind.
5.4 Gelgehalt
In ersten Vorversuchen wurde ein Unterschied zwischen vernetztem und unvernetztem Mate-
rial offensichtlich: Der Probekörper aus vernetztem Material lag nach mehrstündigen Sie-
den/Rühren und Abkühlung augenscheinlich unversehrt vor, der Probekörper aus nativem
Material hatte sich zersetzt.
Das UHMWPE, das im Versuch gemäß ISO 6427 extrahiert worden ist, wurde in der DSC
analysiert. Hierbei zeigte sich ein hoher Kristallisationsgrad (67 % nach erster Aufheizung)
und ein reduzierter Schmelzpeak. Dies weist darauf hin, dass das Material bei der Extraktion
stark geschädigt wird, also Kettenbruch eintritt. Bei der Bestimmung des Gelgehalts oder bei
anderen Analysen, bei denen UHMWPE in Lösung gebracht werden soll, wie z. B. bei der
GPC, muss also berücksichtigt werden, das immer nur eine Aussage über stark geschädigtes
Material vorgenommen wird. Somit ist die Genauigkeit entsprechender Untersuchungen zu
hinterfragen.
5.5 Pin-on-Disc
Das offensichtliche Versagen des unbestrahlten, mit Vitamin E versetzten, UHMWPEs kann
mehrere Ursachen haben. Zunächst ist zu berücksichtigen, das dieses Material eine Sonder-
charge ist, d. h. nicht notwendigerweise gemäß den Standardproduktionsbedingungen herge-
stellt worden ist. So stellt sich die Frage, ob und wenn ja bei welchen Parametern getempert
wurde. Weiterhin kann die Einbringung des Antioxidants in das UHMWPE als relevant ange-
sehen werden; so schlägt Bentgesson vor, Vitamin E mittels flüssigem CO2 in UHMWPE
einzubringen /169/. Für die hier verwendete Charge ist das Antioxidant eventuell nur mit dem
Pulver gemischt worden, was möglicherweise die Struktur negativ beeinflusste.
Dass das native, versetzte UHMWPE zudem eine extrem hohe Kriechneigung zeigte, korre-
liert mit dem geringen Kristallinitätsgrad von knapp 52 % (Bild 4.10.2), der in der ersten Auf-
heizung nachzuweisen war.
96
Dass Bestrahlung jedoch zur Minimierung des Abriebs beiträgt, zeigt sich eindeutig schon bei
leichter Bestrahlung: Das mit 27 kGy gammabestrahlte Material weist eine Abriebreduzierung
von über 90% im Vergleich zu nativem Material auf. Mit Vitamin E versetztes, hoch betabe-
strahltes und getempertes Material zeigt im Vergleich zu diesem gammabestrahlten Material
nochmals eine deutliche Verbesserung, hier wird der Abrieb um ca. 60 % reduziert. Die Kom-
bination von Antioxidant, Bestrahlung und Temperung erweist sich also als das vergleichs-
weise abriebsresistenteste Material.
5.6 Schlagbiegeversuch
Die drastische Reduktion der Schlagzähigkeit von bestrahltem Material im Vergleich zu nati-
vem Material, jeweils nach künstlicher Alterung, macht die Versprödung bzw. verstärkte
Rissbildung nach Bestrahlung deutlich. Verursacht ist diese durch Kettenspaltungen und Oxi-
dation. Dies verdeutlicht einerseits erneut die Relevanz einer sauerstofffreien Umgebung, an-
dererseits zeigt es die möglichen Nachteile einer Bestrahlung.
Bei Betrachtung der Bruchflächen unter dem REM zeigte sich klar, dass die Bruchlinien nicht
entlang der Kanten der Körnerstrukturen, sondern durch diese, also transgranular verliefen.
Dies spricht für eine hohe Qualität des Grundmaterials. Unterschiede zwischen den Material-
modifikationen konnten anhand der Bilder jedoch nicht ausgemacht werden.
5.7 Small-Punch-Test
Wie in Kap. 3.16 ausgeführt sind charakterisierenden Werte im Small-Punch-Test der erste
und der zweite Peak, die Dehnung und die Fläche unter dem Kraft-Weg-Verlauf. Bei der In-
terpretation dieser Werte, wurden folgende Überlegungen angestellt:
• Alterung und Oxidation führen zu einer Reduzierung des mittleren Molekulargewich-
tes. Kurze Molekülketten bieten einer Verformung weniger Widerstand. Deshalb ist
nach Alterung kein zweiter Anstieg der Kraft nach dem ersten Maximum zu erwarten.
• Vernetzung führt zu einem erhöhtem Widerstand gegen Verformung, also ist mit ei-
nem zweitem Maximum rechnen, auch noch nach Alterung.
• Die zum Bruch benötigte Arbeit kann nach Alterung stark absinken. Sowohl Alterung
als auch Bestrahlung minimieren die Reißdehnung, jedoch ist nach Bestrahlung ein
zweites Maximum vorhanden. Dies hat zur Folge, dass gealtertes, vernetztes Material
zwar eine geringere Dehnung als gealtertes, unvernetztes aufweist, aber eine gleich
große Brucharbeit haben kann.
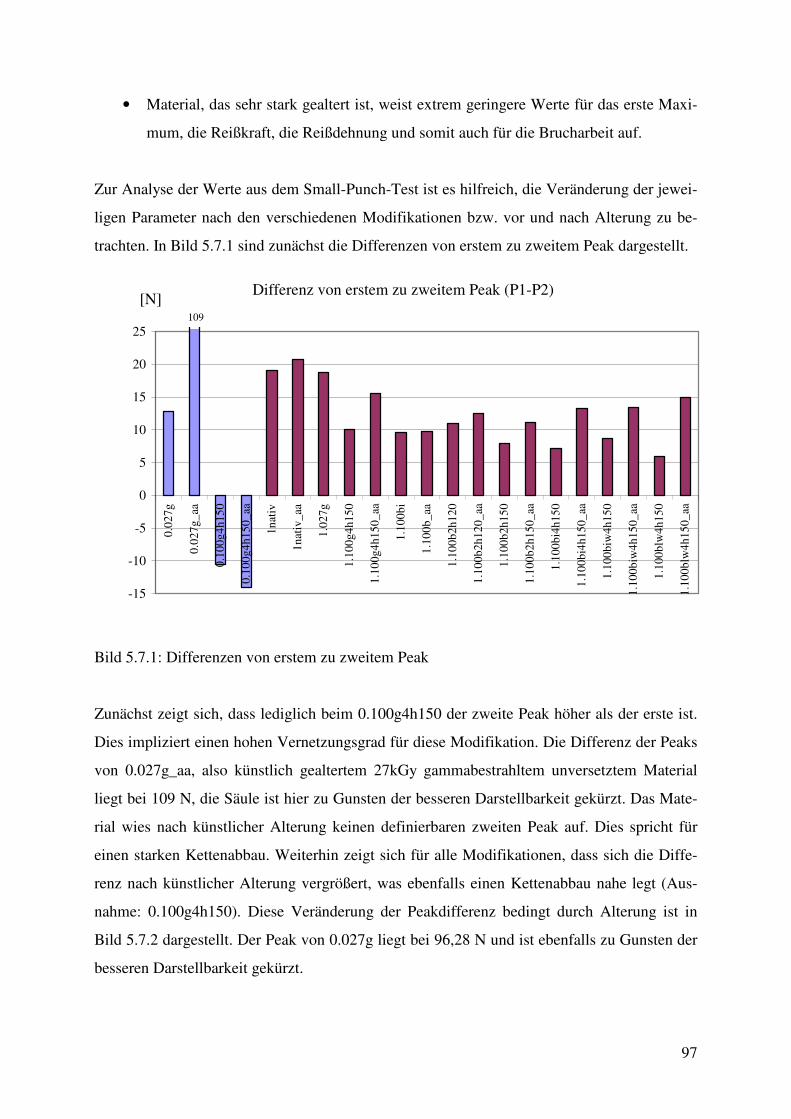
97
• Material, das sehr stark gealtert ist, weist extrem geringere Werte für das erste Maxi-
mum, die Reißkraft, die Reißdehnung und somit auch für die Brucharbeit auf.
Zur Analyse der Werte aus dem Small-Punch-Test ist es hilfreich, die Veränderung der jewei-
ligen Parameter nach den verschiedenen Modifikationen bzw. vor und nach Alterung zu be-
trachten. In Bild 5.7.1 sind zunächst die Differenzen von erstem zu zweitem Peak dargestellt.
Differenz von erstem zu zweitem Peak (P1-P2)
109
-15
-10
-5
0
5
10
15
20
25
0.02
7g
0.02
7g_a
a
0.10
0g4h
150
0.10
0g4h
150_
aa
1nat
iv
1nat
iv_a
a
1.02
7g
1.10
0g4h
150
1.10
0g4h
150_
aa
1.10
0bi
1.10
0b_a
a
1.10
0b2h
120
1.10
0b2h
120_
aa
1.10
0b2h
150
1.10
0b2h
150_
aa
1.10
0bi4
h150
1.10
0bi4
h150
_aa
1.10
0biw
4h15
0
1.10
0biw
4h15
0_aa
1.10
0blw
4h15
0
1.10
0blw
4h15
0_aa
[N]
Bild 5.7.1: Differenzen von erstem zu zweitem Peak
Zunächst zeigt sich, dass lediglich beim 0.100g4h150 der zweite Peak höher als der erste ist.
Dies impliziert einen hohen Vernetzungsgrad für diese Modifikation. Die Differenz der Peaks
von 0.027g_aa, also künstlich gealtertem 27kGy gammabestrahltem unversetztem Material
liegt bei 109 N, die Säule ist hier zu Gunsten der besseren Darstellbarkeit gekürzt. Das Mate-
rial wies nach künstlicher Alterung keinen definierbaren zweiten Peak auf. Dies spricht für
einen starken Kettenabbau. Weiterhin zeigt sich für alle Modifikationen, dass sich die Diffe-
renz nach künstlicher Alterung vergrößert, was ebenfalls einen Kettenabbau nahe legt (Aus-
nahme: 0.100g4h150). Diese Veränderung der Peakdifferenz bedingt durch Alterung ist in
Bild 5.7.2 dargestellt. Der Peak von 0.027g liegt bei 96,28 N und ist ebenfalls zu Gunsten der
besseren Darstellbarkeit gekürzt.
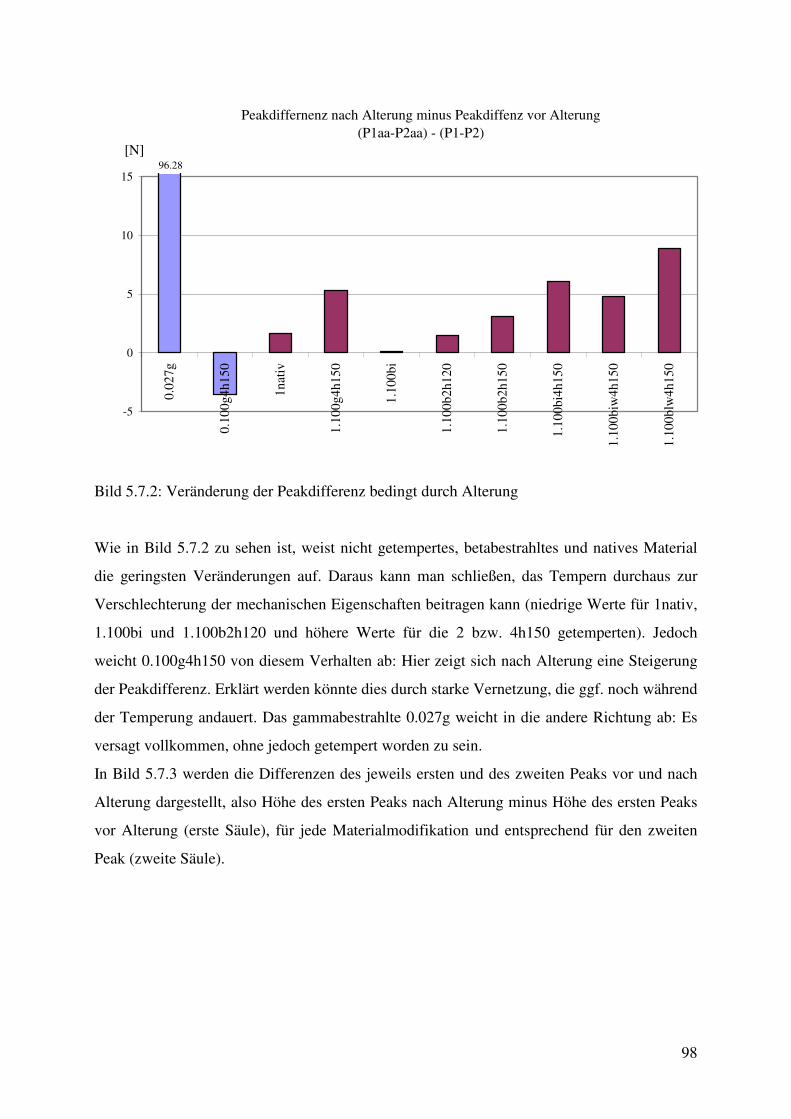
98
Peakdiffernenz nach Alterung minus Peakdiffenz vor Alterung (P1aa-P2aa) - (P1-P2)
96.28
-5
0
5
10
150.
027g
0.10
0g4h
150
1nat
iv
1.10
0g4h
150
1.10
0bi
1.10
0b2h
120
1.10
0b2h
150
1.10
0bi4
h150
1.10
0biw
4h15
0
1.10
0blw
4h15
0
[N]
Bild 5.7.2: Veränderung der Peakdifferenz bedingt durch Alterung
Wie in Bild 5.7.2 zu sehen ist, weist nicht getempertes, betabestrahltes und natives Material
die geringsten Veränderungen auf. Daraus kann man schließen, das Tempern durchaus zur
Verschlechterung der mechanischen Eigenschaften beitragen kann (niedrige Werte für 1nativ,
1.100bi und 1.100b2h120 und höhere Werte für die 2 bzw. 4h150 getemperten). Jedoch
weicht 0.100g4h150 von diesem Verhalten ab: Hier zeigt sich nach Alterung eine Steigerung
der Peakdifferenz. Erklärt werden könnte dies durch starke Vernetzung, die ggf. noch während
der Temperung andauert. Das gammabestrahlte 0.027g weicht in die andere Richtung ab: Es
versagt vollkommen, ohne jedoch getempert worden zu sein.
In Bild 5.7.3 werden die Differenzen des jeweils ersten und des zweiten Peaks vor und nach
Alterung dargestellt, also Höhe des ersten Peaks nach Alterung minus Höhe des ersten Peaks
vor Alterung (erste Säule), für jede Materialmodifikation und entsprechend für den zweiten
Peak (zweite Säule).
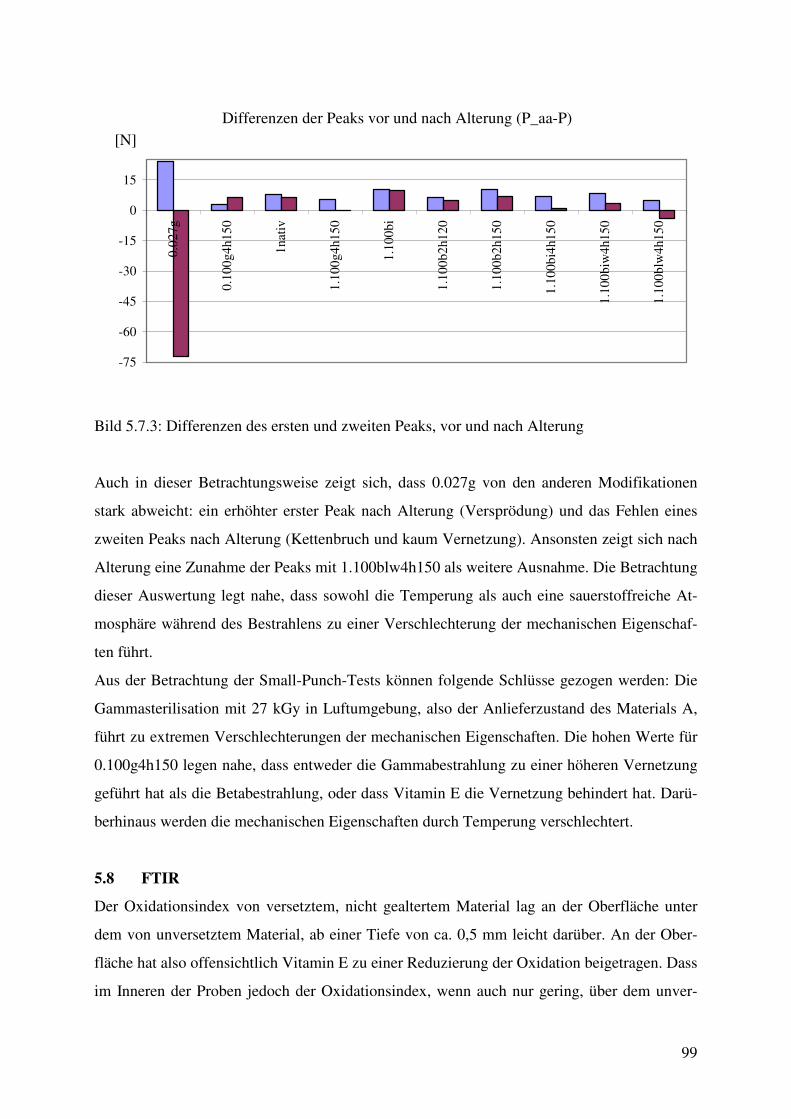
99
Differenzen der Peaks vor und nach Alterung (P_aa-P)
-75
-60
-45
-30
-15
0
150.
027g
0.10
0g4h
150
1nat
iv
1.10
0g4h
150
1.10
0bi
1.10
0b2h
120
1.10
0b2h
150
1.10
0bi4
h150
1.10
0biw
4h15
0
1.10
0blw
4h15
0
[N]
Bild 5.7.3: Differenzen des ersten und zweiten Peaks, vor und nach Alterung
Auch in dieser Betrachtungsweise zeigt sich, dass 0.027g von den anderen Modifikationen
stark abweicht: ein erhöhter erster Peak nach Alterung (Versprödung) und das Fehlen eines
zweiten Peaks nach Alterung (Kettenbruch und kaum Vernetzung). Ansonsten zeigt sich nach
Alterung eine Zunahme der Peaks mit 1.100blw4h150 als weitere Ausnahme. Die Betrachtung
dieser Auswertung legt nahe, dass sowohl die Temperung als auch eine sauerstoffreiche At-
mosphäre während des Bestrahlens zu einer Verschlechterung der mechanischen Eigenschaf-
ten führt.
Aus der Betrachtung der Small-Punch-Tests können folgende Schlüsse gezogen werden: Die
Gammasterilisation mit 27 kGy in Luftumgebung, also der Anlieferzustand des Materials A,
führt zu extremen Verschlechterungen der mechanischen Eigenschaften. Die hohen Werte für
0.100g4h150 legen nahe, dass entweder die Gammabestrahlung zu einer höheren Vernetzung
geführt hat als die Betabestrahlung, oder dass Vitamin E die Vernetzung behindert hat. Darü-
berhinaus werden die mechanischen Eigenschaften durch Temperung verschlechtert.
5.8 FTIR
Der Oxidationsindex von versetztem, nicht gealtertem Material lag an der Oberfläche unter
dem von unversetztem Material, ab einer Tiefe von ca. 0,5 mm leicht darüber. An der Ober-
fläche hat also offensichtlich Vitamin E zu einer Reduzierung der Oxidation beigetragen. Dass
im Inneren der Proben jedoch der Oxidationsindex, wenn auch nur gering, über dem unver-
100
setztem Material liegt, war nicht zu erwarten. Eine mögliche Erklärung dafür ist, das ein höhe-
rer Oxidationsindex bei mit Vitamin E versetztem Material nicht notwendigerweise auf eine
höhere Oxidation des UHMWPEs zurückzuführen ist. Denn das Endprodukt des Vitamin Es,
das Chinon, enthält ebenfalls CO-Doppelbindungen. Dieses könnte den höhern CO Peak er-
klären.
Bei künstlich gealtertem Material zeigte sich an der Oberfläche eine hohe Oxidation des nicht
versetzten Materiales. Offensichtlich kann Vitamin E die Oxidation verringern. Bei den ver-
setzten Materialen zeigte sich eine höhere Oxidation des gammabestrahlten Materiales, was
nahe legt, das Betabestrahlung zu weniger Oxidation führt. Einschränkend muss aber ange-
merkt werden, dass sich diese Ergebnisse, wie oben beschrieben, nur an der Oberfläche des
Materials zeigten, im Inneren waren auch nach künstlicher Alterung die Unterschiede mini-
mal. Aus den FTIR Untersuchungen können folgende Schlüsse gezogen werden:
• Vitamin E minimiert die Oxidation, wenn auch nur in eingeschränktem Maße
• Das Abtrennen einer Randschicht ist zwingend notwendig.
101
6 Zusammenfassung und Folgerungen
Es sind verschiedene Materialmodifikationen von UHMWPE im Hinblick auf ihren Einsatz
als Implantatwerkstoff hergestellt worden. Mit dem Ziel einer möglichst geringen Oxidation
wurden Probekörper mit dem Zusatz des Antioxidants Tocopherol hergestellt. Um eine Ab-
riebminimierung zu erreichen, wurden diese Probekörper, wie auch Vergleichsproben ohne
Antioxidant, mit 27 bzw. 100 kGy sowohl aus einer Beta- als auch aus einer Gammastrahlen-
quelle bestrahlt.
Die Gammabestrahlung wurde unter Raumtemperatur vorgenommen, die Betabestrahlung bei
Temperaturen bis über 90°C. Die Proben wurden nach der Bestrahlung bei maximal 155°C bis
zu vier Stunden getempert, danach mit verschiedenen Gradienten abgekühlt.
Um Hinweise auf das Langzeitverhalten des Materials zu erhalten, wurden die Proben z. T.
künstlich gealtert. Dazu wurden die Proben 23 Tage lang bei einer Temperatur von 80°C einer
Luftumgebung ausgesetzt.
Um die Veränderungen beurteilen zu können, wurden verschiedene Untersuchungen an dem
Material durchgeführt: Der Kristallinitätsgrad wurde mittels DSC- und Dichteuntersuchungen,
Oxidation mittels FTIR-Analysen bestimmt, das Vorhandensein von freien Radikalen wurde
durch ESR-Untersuchungen nachgewiesen, die mechanischen Eigenschaften wurden im
Small-Punch-Test und im Schlagbiegeversuch betrachtet und schließlich wurde das Ver-
schleißverhalten im Pin-on-disc untersucht.
Als problematisch bei der Auswertung der Analysen ergab sich jedoch, dass sich eine poten-
tielle Verbesserung des Abriebverhaltens von UHMWPE Hüftpfannen nicht auf eine Ursache
zurückzuführen ist. Erst die Betrachtung der Gesamtheit der Messungen erlaubt es, Prognosen
über das Langzeitverhalten eines Implantatwerkstoffes zu stellen.
Aufgrund der Untersuchungen an den verschiedenen Modifikationen von UHMWPE lassen
sich folgende Aussagen treffen und Schlüsse ziehen:
Der alleinige Zusatz von Vitamin E führt zu einer Verschlechterung des Abriebsverhalten. Im
Pin-on-Disc-Versuch wies dieses Material den höchsten Abrieb auf. Schon konventionelles
Material (unversetzt und mit 27 kGy sterilisiert) ist hinsichtlich Abrieb dem versetzten, unbe-
strahlten Material überlegen. Andererseits zeigt konventionelles Material nach künstlicher
Alterung im Small-Punch-Test eine drastische Verschlechterung der mechanischen Eigen-
schaften, was notwendigerweise zur Forderung nach einer Verbesserung führt.
102
Es konnte klar gezeigt werden, dass Vernetzung den Abrieb wesentlich reduziert. Dies gilt
sowohl für versetztes als auch für unversetztes Material. Daraus folgt unweigerlich, dass ein
mit Vitamin E versetztes UHMWPE für die hier betrachtete Anwendung vernetzt werden
muss. Eine solche Modifikation, nämlich mit Vitamin E versetztes, betabestrahltes Material,
wies im POD die geringsten Abriebwerte auf.
Problematisch bei der Verwendung eines Antioxidants ist jedoch grundsätzlich, dass der Me-
chanismus, der für die antioxidative Wirkung von Vitamin E verantwortlich ist, ebenfalls der
Vernetzung entgegen wirkt. Dies wurde durch die Ergebnisse des Small-Punch-Tests bestä-
tigt.
Aber auch die Vernetzung durch Bestrahlung, insbesondere in Gegenwart von Sauerstoff,
kann sich jedoch auch nachteilig auswirken. So führt sie zu Kettenspaltung und in Folge da-
von zu Versprödung. Dies geht wiederum mit einer geringern Schlagzähigkeit einher. Gezeigt
wurde dies im Schlagbiegeversuch, beim dem sich die Schlagzähigkeit von künstlich gealter-
tem, bestrahltem Material im Vergleich zu unbestrahltem halbierte.
Die erwünschte Wirkung von Vitamin E, nämlich die Minimierung der Oxidation und die
Reduzierung der freien Radikale, konnte in FTIR- und ESR-Untersuchungen nachgewiesen
werden. Allerdings blieb das Ausmaß der antioxidativen Wirkungen weit hinter den Erwar-
tungen zurück.
Durch eine Bestrahlung, sei es zum Ziele der Vernetzung oder auch schon bei geringen Dosen
bei der Sterilisation werden freie Radikale erzeugt. Eine vollständige Eliminierung dieser frei-
ern Radikale, die durch die Zugabe von Vitamin E erhofft wurde, kann nur durch Temperung
bei hohen Temperaturen (über 100°C) und kurzem Zeitraum (wenige Stunden) oder niedrige-
ren Temperaturen (zwischen 80 und 100°C) und längeren Zeiträumen (mehrere Tage) erreicht
werden. Dies geht aus den ESR Untersuchungen hervor. Eine solche Vorgehensweise ver-
schlechtert allerdings wiederum die mechanischen Eigenschaften, wie sich eindeutig im
Small-Punch-Test zeigte.
Weiterhin zeigt die Untersuchung der mechanischen Eigenschaften im Small-Punch-Test,
dass eine Minimierung der Oxidation erreicht werden kann, wenn Bestrahlung und Tempe-
rung in inerter Umgebung vorgenommen werden. Aber auch hierbei lässt sich Oxidation nicht
vollständig verhindern. Erwartungsgemäß ist die Oxidation in den äußeren Schichten höher
als in den weiter innen liegenden. Deshalb sollte vom bestrahlten Halbzeug vor der spanenden
Fertigung der Hüftschale eine Randschicht von mehreren Millimetern abgetrennt werden. Mit-
tels der FTIR-Untersuchungen konnte gezeigt werden, dass die Oxidation an der Oberfläche
103
doppelt so hoch ist wie im Inneren. Ab einer Tiefe von ca. 1 mm sind Oberflächeneinflüsse
nicht mehr nachweisbar. Bestätigt wurde die Bestimmung des Oxidationsindex sowohl durch
die DSC-Untersuchungen, als auch durch die Dichtemessungen.
Das Versagen des nicht bestrahlten, mit Vitamin E versetzten Material im Abriebtest hat ge-
zeigt, das u. a. die Art der Einbringung des Antioxidants und die möglichen Auswirkungen zu
betrachten sind.
Neben Vernetzung und Zuschlagstoffen spielen aber auch die Verarbeitungsparameter eine
große Rolle. So hat sich in den DSC-Untersuchungen gezeigt, das der Kristallinitätsgrad stark
von der Abkühlgeschwindigkeit beeinflusst wird. Da eine hohe Kristallinität gewünscht ist,
um die Kriechneigung gering zu halten, ist ein langsames Abkühlen von unter 10°C/h sinn-
voll.
Zusammenfassend lassen die in dieser Arbeit vorgenommenen Untersuchungen folgende
Schlussfolgerungen zu:
• Der Zusatz von Vitamin E ohne anschließende Vernetzung des UHMWPEs ist nicht
sinnvoll.
• Vitamin E minimiert -in geringem Maße- die Oxidation.
• Sterilisation durch Gammabestrahlung kann die mechanischen Eigenschaften drastisch
verschlechtern.
• Nach Bestrahlung muss eine Temperung erfolgen.
• Vernetzung führt zu Abriebsminimierung.
Die Problematik beim Einsatz eines jeden Antioxidants in Zusammenhang mit Vernetzung
stellt sich wie folgt dar: Da ein Antioxidant freie Radikale bindet, wirkt es immer sowohl der
Oxidation als auch der Vernetzung entgegen. Da die Erzeugung freier Radikale für die Ver-
netzung jedoch unerlässlich ist, sollte ein Antioxidant erst zum Einsatz kommen oder aktiviert
werden, nachdem alle Vernetzungsvorgänge abgeschlossen sind. Im Fall der Strahlenvernet-
zung heißt dies, der Zusatz eines Antioxidants sollte erst nach Bestrahlung und nachfolgender
Temperung erfolgen. Während der Bestrahlung und Temperung ist Oxidation nur durch Ab-
wesenheit von Sauerstoff zu verhindern. Hiernach kann ein Antioxidant zum Einsatz kom-
men, um eine Stabilisierung des Polyethylens zu erreichen. Da vieles für eine Löslichkeit des
Antioxidants Vitamin E in UHMWPE spricht, wurde in einem einfachen Vorversuch eine
dünne UHMWPE-Platte in Vitamin E eingelegt. Nach 36 Stunden zeigte sich eine deutliche
Verfärbung sowie eine Gewichtszunahme von ca. 0,03 %. Dies legt nahe, dass ein nachträgli-
ches Aufbringen einer „Schutzschicht“ unter Umständen sinnvoll wäre.
104
Auf der Basis dieser Überlegungen empfiehlt sich folgendes Vorgehen für die Herstellung
eines Implantates:
• Vernetzung des Halbzeugs in inerter Atmosphäre
• Temperung in inerter Atmosphäre, Abkühlung mit extrem niedrigen Temperaturgra-
dienten
• Abtrennen einer Randschicht
• Spanende Fertigung des Implantats
• Ein- oder Aufbringen eines Antioxidants, z. B. durch Aufbringen einer Vitamin E-
Schicht oder durch Einlagern des Implantats in Vitamin E
• Sterilisation ohne Bestrahlung
Eine Umsetzung dieser Aspekte lässt ein im Vergleich zur heutigen Praxis verlängertes, kom-
plikationsloses Funktionieren eines künstlichen Hüftgelenks erwarten.

105
7 Literatur
1 http://www.orthopaedie.uni-hd.de/infopatient/Kuenstl_Gelenke/Hueftendoprothese.htm
2 Ungethüm, M.: Tribologisch-biomeschanische Untersuchungen für den totalen Gelenkersatz der menschlichen Hüfte; Dissertation an der TU München, 1976
3 : www.uni-regensburg.de/.../Orthopaedie/ HIP%20anatomie.gif
4 http://archiv.tu-chemnitz.de/pub/1998/0153/data/kap2.html
5 Bragdon, C. R., Muratoglu, O. K., O’Connor, D. O., Ramamutti, B., Jasty, M., Lowenstein, J. D., Harris, W. H.: A hip simulator evaluation of different forms of highly cross-linked polyethylene; 11th Conference of the ESB, July 8-11 98, Toulouse, France
6 www.mse.cornell.edu/courses/ engri119/image7.jpg
7 Hall, R. M., Unsworth, A.: Friction in hip prostheses, Biomaterials Vol. 18, No. 15 (1997), pages 1017-1026
8 http://www.leeds.ac.uk/chb/lectures/anatomy4.html
9 Kurtz, S. M., Muratoglu, O. K., Evans, M., Edidin, A. A.: Advances in the processing, sterilization, and crosslinking of uhmwpe for total joint arthorplasty, Biomaterials 20 (1999) 1659-1688
10 Willmann, G: Experience on Zircona Femoral Heads; Sixth World Biomaterials Congress, May 2000, Hawaii, USA
11 Ranawat, C.S., Rasquinha, V. J.: State of the Art Orthopaedics 2000: Orthopaedic Course Reports, Conference summary index: Osteolysis and Bearing surfaces; www.medscape.com/
12 Semlitsch, M., Willert, H. G.: Clinical wear behaviour of ultra-high molecular weight polyethylene cups paired with metal and ceramic ball heads in comparison to metal-on-metal pairings of hip joint replacements; Proc Instn Mech Engrs Vol. 211, Part H, 73-88
13 Goldhahn, S.: Ersatzteile ohne Gewähr; VDI nachrichten, 28.09.2001, Nr. 39, S. 24
14 Schmalzried, T. P., Bauer, T. W., Fischer, J., Jasty, M., Li, S., McKellop, H. A., Wang, A.: Roundtable Discussion: Polyethylene wear in total join replacement; Orthopaedics today, www.slackinc.com/bone/orthoday/199806/polye.asp
15 www.polypenco.co.jp/catalog/ images/u-pe01.jpg
16 Wang, A., Edwards, B, Yau, S.-S., Polineini, V. K., Essner, A., Klein, R., Sun, D. C., Stark, C., Dubelton, J. H.: Orientation Softening as a Mechanism of UHMWPE Wear in Artifical Hip and Knee Joints, ASTM STP, Band 1307, 1998, p. 56-76
17 Pascaud, R. S., Evans, W. T., McCullagh, P. J. J., FitzPatrick, D. P.: Influence of gamma-irradiation sterilization and temperature on the fracture toughness of uhmwpe, Biomaterials Vol. 18, No. 10 (1997), pages 727-735
106
18 Freeman, M. A., Pinskerova, V.: The movement of the knee studied by magnetic resonance imaging; Clin Orthop 2003, May (410), 35-43
19 Wang, A., Essner, A., Polineni, V. K., Stark, C., Dumbleton, J. H.: Lubrication and wear of uwhmpe in total joint replacement, Tribology International Vol. 31, Nos 1-3, pp. 17-33,1998
20 Baker, D. A., Hastings, R. S., Pruitt, L.: Compression and tension fatigue resistance of medical grade ultra high molecular weight polyethylene: the effect of morphology, sterilization, aging and temperature; Polymer 41 (2000) 795-808
21 www.polyhisolidur.de
22 Shen, F.-W., McKellop, H. A., Salovey, R.: Morphology of chemically crosslinked uhmwpe, J Biomed Mater Res, 41, 71-78, 1998
23 www.ticona.de
24 http://www.soldana.com/tysk/polyolefiner.htm
25 www.plastic-products.com/uhmw.htm
26 Fesmire, R. S., Asiala, S. P., Evans, M. A.: Quantitative analysis of extraneous matter in fabricated ultra-high molecular weight polyethylene; ASTM STP 1307, 24-29
27 Bankston, B. A., Keating, M. E., Ranawat, C., Farris, P. M., Ritter, M. A.: Clinical Orthopaedics and Related Research, Vol. 317, 1995, p. 37
28 Poggie, R. et al: Accelerated Aging and Associated Changes in UHMWPE Microstructure as a Function of Resin Type and Consolidation Varaibles, ASTM STP, Band 1307
29 Higgins, J. C., Roesner, D. R.: Evaluation of free reduction treatments for UHMWPE, 42nd Annual Meeting, Orthopaedic Research Society, February 19-22, 1996, Atlanta Georgia, www.biomet.com/whitep/evalradred/evalradred.cfm
30 Lexicon Reference, Chaperter 2: Processing UHMWPE; www.uhmwpe.org
31 Ritter, A. M.: Direct compression molded polyethylene for total hip and knee replacements; Clin Orho; 393, 94-100
32 Wimmer, M. A., Kurlelec, L., Sprecher, Ch., Engel, K., Hausam, V., Rastogi, S.: Enhanced Fusion of UHMWPE: A Concept to improve wear resistance and mechanical properties of Polyethylene?; www.vnm-gmbh.de/ZsmediHyg/BIOmaterialien/BioTageMchn/Referat19.htm
33 Ramani, K., Parasinis, N. C.: Process-Induced Effects in Compression Molding of UHMWPE, ASTM STP 1307
34 Patent WO 9310953: Ultrahigh molecular weight linear polyethylene, articles and processes of manufacture
35 Patent US 5650485: Non-oxidizing polymeric medical implant, Howmedica
36 Patent US 5414049: Non-oxidizing polymeric medical implant, Howmedica
107
37 Bellare, A., Spector, M., Cohen, R. E.: Analysis of morphological alteration accompanying post irradieation aging in montell 1900 uhmwpe, ASTM STP 1307, 46-55
38 Velikova, M.: Study of the effect of the nature of catalyst systems on the molecular structure and properties of ultra-high molecular weight polyethylene, European Polymer Journal 37 (2001) 1255-1262
39 Martell, J., Berida S.: Determination of polyethylene wear in total hip replacements with use of digital radiographs; J Bone Joint Surgery, Vol. 79 A, No 11, 1997, 1635-1641
40 Edidin, A., Li, S., McKellop, H. A., Muratoglu, O., Parr, J. E., Wang, A., Schmalzried, T. P.: Orthopaedics Today: Out of the Laboratory and into the Patient, Round Table Discussion, www.slackinc.com/bone/ortoday/200002/poly.asp
41 Wessinghage, D., Kißlinger, E.: Langzeitergebnisse nach zementierten Hüft-Totalendoprothesen bei chronischen Polyarthritiden, Orthopäde, 1998, 27, 381-391
42 Green, T. R., Fisher, J., Stone, M., Wroblewski, B. M., Ingham, E.: Polyethylene particles of a critical size are necessary for the induction of cytokines by marcrophages in vitro, Biomaterials 19 (1998), pages, 2297-2302
43 http://www.aaos.org/wordhtml/anmeet99/sciprog/g.htm
44 Huk, O. L., Zukor, D.J., Antoniou, J., Petit, A.: Effect of pamidronate on the stimulation of macrohage TNF-α release by ultra-high-molecular-weight polyethylene particles: a role for apoptosis; J. Orhto Res 21 (2003) 81-87
45 McNie, C. M., Barton, D. C., Ingham, E., Tipper, J. L., Fisher, J.: The prediction of PE wear rate and debris morphology produced by microscopic asperiteis on femoral heads, J Mat Sci: Mat in Medicine 11 (2000) 163-174
46 Kurtz, S. M., Muhlstein, C. L., Edidin, A. A.: Surface morphology and wear mechanisms of four clinically relevant biomaterials after hip simulator testing, J Biomed Mater Res, 52, 447-459, 2000
47 Bell, J., Tipper, J. L., Ingham, E., Stone, M. H., Fisher, J.: The influence of phospholid concentration in protein-containing lubricants on the wear of ultra-high molecular weight polyethylene in articfical hip joints; Proceedings of the Institution of Mechanical Engineers, Part H, J Eng Med, Volume 215, 2001, 259-163
48 Xiong, D., Ge, S.: Friction and wear properties of UHMWPE/Al2O3 ceramic under different lubricating conditions; Wear 250 (2001) 242-245
49 Muratoglu, O. K., Bragdon, C. R., O´Connor, D., Perinchief, R. S., Estock, D. M., Jasty, M., Harris, W. H.: Larger diameter femoral heads used in conjunction with a highly cross-linked ultra-high moecular weight polyethylene; J Artho, Vol. 16, No. 8, 24-30
50 Bragdon, C. R., Muratoglu, O. K., O’Connor, D. O., Ramamutti, B., Jasty, M., Weinberg, E., Harris, W. H: Quantitative comparison of volmetric wear using 22 mm, 26 mm, and 32 mm femoral heads: A hip simulator study; 11th Conference of the ESB, July 8-11 98, Toulouse, France
108
51 Burroughs, B. R., Rubasch, H. E., Harris, W. H.: Femoral head sizes larger than 32 mm against highly cross-linked polyethylene; Clin Ortho; 405, 150-157
52 Saikko, V., Ahlroos, T.: Wear simulation of UHMWPE for total hip replacement with a multidirectional motion pin-on-disk device: Effects of counterface material, contact area, and lubricant, J Biomed Mater Res, 49, 147-154, 2000
53 Bowsher, J. G., Shelton, J. C.: A hip simulator study of the influence of patient activity level on the wear of crosslinked polyethylene under smoothe and roughened femoral conditions; Wear 250 (2001) 167-179
54 Lee, K.-Y, Pienkowski, D.: Viscoelastic Recovery of Creep-Deformed UHMWPE, ASTM STP, Band 1307, 1998
55 Edidin, A. A., Rimnac C. M., Goldberg, V. M., Kurtz, S. M.: Mechanical behavior, wear surface morphology, and clinical performance of UHMWPE acetabular components after 10 years of implantation; Wear 250 (2001) 152-158
56 Wang, Y. Q., Li, J.: Sliding wear behaviour and mechanism of uhmwpe; Materials Science and Engineering A266 (1999) 155-160
57 www.mts.com
58 Oonishi, H., Saito, M., Kadoya, Y.: Wear of high-dose gamma irradiated polyethylene in total join replacement-long term radiological evaluation; 44th Annual Meeting, ORS, March 16-19, 1998, New Orleans
59 Barbour, P. S. M., Stone, M. H., Fisher, J.: A study of the wear resistance of three types of clinically applied UHMWPE for total replacement hip prostheses, Biomaterials 20 (1999) 2101-2106
60 Tomita, N., Kitakura, T., Onmori, N., Ikada, Y., Aoyama, E.: Prevention of Fatigue Cracks in UHMWPE Joint Components by the Addition of Vitamin E, J Biomed Mater Res, 48, 474-478, 1999
61 Affatato, S.; Fernandes, B., Tucci, A., Espositon, L., Toni, A.: Isolation and morphological characterisation of uhmwpe wear debris generated in vitro; Biomaterials 22 (2001) 2325-2331
62 Hozack, W. J., Orozco, F.: Issues in Wear: Bearing Surfaces, American Academy of Orthopedic Surgeons Annual Meeting, March 17, 2000 (im weiteren verschiedene Autoren)
63 Muratoglu, O. K., O’Connor, D. O., Bragdon, C. R., Jasty, M., Harris, W. H.: Effect of crosslinking on the wear behavior of ultra high molecular weight polyethylene (UHMWPE) used in total joint replacement; The comparison of the wear behavior of four different types of crosslinked acetabular components; 11th Conference of the ESB, July 8-11 98, Toulouse, France
64 McKellop, H., Shen, F-W., Lu, B., Campbell, P., Salovey, R.: Development of an Extremly Wear-Resistant UHMWPE for Total Hip Replacement, J Ortho Re, 17, 157-167, 1999
65 www.sulzerorthoeu.com/technology/tribology/durasul/chap3/page-3.html

109
66 Wang, A.: A unified theory of wear for ultra-high molecular weight polyethylene in multi-directional sliding; Wear 248 (2001) 38-47
67 Kurtz, S. M., Pruitt, L. A., Jewett, C. W., Foulds, J. R., Edidin, A. A.: Radiation and chemical crosslinking promote strain hardening behavior and molecular alignment in uhmwpe during multi-axial loading conditions, Biomaterials 20 (1999) 1449-1462
68 Edidin, A. A., Pruitt, L., Jewett, C. W., Crane, D. J., Roberts, D., Kurtz, S. M.: Plastisity-Induced Damage Layer Is a Precursor to Wear in Radiation-Cross-Llinked UHMWPE Acetabular Components for Total Hip Replacement; Journal of Arthroplasty, Vol. 14, No. 5, 1999, p. 616-627
69 de Boer, J., van den Berg, H.-J., Pennings, A.J.: Crosslinking of uhmwpe in the oriented state with dicumylperoxide, Polymer 25:513-519, 1984
70 Oonishi, H., Clarke, I. C., Masuda, S., Amino, H.: Study of retrieved acetabular sockets made from high-dose, cross-linked polyethylene; J Arthro, Vol. 16, No. 8, 129-133
71 Grobbelaar, C. J., Plessis, T. A. D., Marais, F.: The radiation improvement of polyethylene prostheses; J Bone Joint Surgery 60-B, 370-374, 1978
72 Oonishi, H., Kadoya, Y., Masuda, S.: Gamma-irradiated crosslinked polyethylene in total hip replacements-Analysis of retrieved sockets after long-term implantation, J Biomed Mater Res 58; 167-171, 2001
73 Wroblewski, B. W., Siney, P. D., Dowson, D., Collins, S. N.: Prospective clinical and joint simulator studies of a new total hip arthroplasty using alumina ceramic heads and cross-linked polyethylene cups; The Journal of Bone and Joint Surgery, 1996, Vol. 78 B, 280-285
74 Edidin, A. A., Villarraga, M. L., Herr, M. P., Turner, J. L., Kurtz, S. M.: Wear surface analysis of highly crosslinked acdtabular liners after implantation; www.uhmwpe.org
75 Saechtling, Kunststoff Taschenbuch, Hanser Verlag
76 Patent US 3297641: Process for crosslinking polyethylene
77 Atkinson, J. R., Cicek, R. C. : Silane cross-linked polyethylene for prosthetic applications Part I, Biomaterials 1983, Vol. 4, 267-325
78 www.studer-hard.ch
79 www.bgs.de
80 Muratoglu, O. K., O’Connor, D. O., Bragdon, C. R., Delaney, J., Jasty, M., Harris, W. H., Merrill, E., Venugopalan, P.: Gradient crosslinking of UHMWPE using irradiation in molten state for total joint arthroplasty; Biomaterials 23 (2002) 717-724
81 FDA Enforcement Report September 25, 1991, Product : Orthomet E-Mantle Acetabular Cups
110
82 Kurtz, S. M., Pruitt, L. A., Deborah, J. C., Edidin, A. A.: Evolution of morphology in UHMWPE follwing accelerated aging: The effect of heating rates, J Biomed Mater Res, 46, 112-120, 1999
83 Goldmann, M., Gronsky, R., Pruitt, L.: The influence of sterilization technique and aging on the structure and morphology of medical-grade uhmwpe, J Mat Sci: Mat in Medicine 9 (1998) 207-212
84 Shen, F.-W., McKellop, H. A., Salovey, R: Irradiation of Chemically Xlinked UHMWPE, J Poly Sci: Part B Vol. 34, 1063-1077 (1996)
85 Streicher, R. M., Investigation on Sterilization and Modification of High Molecular Weight Polyethylenes by Ionizing Irradiation, Beta-gamma 1/89, 34-43
86 Muratoglu, O. K., Bragdon, C. R., O’Connor, D. O., Jasty, M., Harris, W. H., Gul, R., McGarry, F.: Unified wear model for highly crosslinked uhmwpe, Biomaterials 20 (1999) 1463-1470
87 Oonishi, H., Ishimaru, H., Kato, A.: Effect of cross-linkage by gamma radiation in heavy doses to low wear pe in thp, J Mat Sci Materials in Med 7 (1996) 753-763
88 Mark, H. F., Bikales, N. M., Overberger, C. G., Menges, G.: Radiation Resistant Polymers; Encyclopaedia of Polymer Science and Engineering; Vol. 13, 1988, 667-683
89 Atkins, P. W.: Physikalische Chemie, VCH Verlagsgesellschaft mgH, Weinheim, 1990
90 Peter, K., Vollhardt, C.: Organische Chemie, VCH Verlagsgesellschaft 1990, ISBN 3-527-26912-6
91 Römpp Chemie Lexikon, Thieme Verlag, ISBN 3-13-102759-2
92 Nakamura, K., Ogata, S., Ikada, Y.: Assessment of heat and storage conditions on γ-ray and electron beam irradiated UHMWPE by electron spin resonance, Biomaterials 19 (1998) 2341-2346
93 Polineni, V. et al: Effect of gamma-radiation induced oxidation and crossslinking on the wear performance of ultra-high molecular weight polyethylene acetabular cups, ASTM Special Technical Publication, Band 1307 (1998), Seite 95-108
94 http://www.google.de/search?q=cache:S32SLghb2qcC:www.chem.ed.ac.uk/teaching/undergrad/pastpapers/cphys2h/cp2h_mar01.PDF+enthalpy+single+bond+oxygen+&hl=de&ie=UTF-8
95 Costa, L., Luda, M. P., Trossarelli, L., Brach del Prever, E. M., Crova, M., Gallinaro, P.,: Oxidation in orthopaedic UHMWPE sterilized by gamma-radiation and ethylene oxide, Biomaterials 19 (1998) pages 659-668
96 Yeom, B., Yu, Y.-J., McKellop, H. A., Salovey, R.: Profile of oxidation in irradiated polyethylene; J Pol Sci A: Pol Chem, Vol. 36,329-339 (1998)
111
97 Siebel, T., Duchow, J., Kleber, R., Käfer, W., Heisel, J.: In vitro Biokompatibilitätstest des polymeren Implantatwerkstoffs Chirulen nach Gas- bzw. Strahlensterilisation; Med. Orth. Tech. 5/94, 250-252
98 Hill, D. J. T., Milne, K. A., O’Donnel, J. H., Pomery, P. J..: A recent advance in the determination of scisson and cross-linking yields of gamma-ray irradiated polymers, Clough, R. L., Shalaby, S. W., Irradiation of Polymers, ACS Symposium Series 620, 1996
99 Goldmann, M., Pruitt, L.: Comparison of the effects of gamma radiation and low temperature hydrogen peroxide gas plasma sterilization on the molecular structure, fatigue resistance, and wear behavior of UHMWPE, J Biomed Mater Res, 40, 378-384, 1998
100 Deng, M., Shalaby, S. W.: Long-term gamma irradiation effects on ultrahigh molecular weight polyethylene, J Biomed Mater Res 54; 428-435, 2001
101 Tretinnikov, N. O., Fujita, S.-I., Ogata, S., Ikada, Y.: Surface studies of UHMWPE irradiated with high-enery pulsed eletron beams in air, J Poly Sci, B, Vol 37, 1503-1512 (1999)
102 Fuchs, S., Linnenbecker, S., Langenbrinck, A., Chylarecki, C.: Oxidation of ultra high molecular weight polyethyle as a result of strerilization; Revue de Chirurgie Orthopedique et Reparatrice de l’Apparreil Moteur, Volume 86, 2000, 15-19
103 Buchanan, F. J., Sim, B., Downes, S.: Influence of packaging conditions on the properties of gamma-irradiated UHMWPE following accelerated aging and shelf aging, Biomaterials, 20 (1999) 823-837
104 www.medical-devices.gov.uk/mda/mdawebsitev2.ns4/webvwSearchResults/411B19E51846CE3800256AD3002D23E1?OPEN
105 Muratoglu, O. K., Harris, W. H. et al.: A New Method to Determine the Locus of Radiation Damage in Retrieved UHMWPE Components, ASTM STP, Band 1307, 1998
106 Edidin, A. A., Jewett, C. W., Kalinowski, A., Kwarteng, K., Kurtz, S. M.: Degradation of mechanical behavior in UHMWPE after natual and accelerated aging, Biomaterials 21 (2000) 1451-1460
107 Wright, T. M., Rimnac, C. M., Faris, P. M., Bansal, M.: Analysis of surface damage in retrieved carbon fiber-reinforced and plain polyethylene tibial componeneets from posterior stabilized total knee replacements. J Bone Joint Surg, AM, 1988 ; 70 ; 1312-9
108 Bosdorf, K., Mollenhauer, I., Willmann, G., Boenick, U.: Werkstoffe für Hüftendoprothesen- Alterantiven zu den Standardmaterialen, Biomed. Technik 40 (1995), 356-362
109 Bauer, T. W.: Cross-linked PE, Orthopedic Special Edition, Volume 6, Number 1 of 2, 2000
110 Arndt/Müller: Polymer Charakterisierung, Hanser Verlag, München, 1996, ISBN 3-446-17588-1
112
111 Stevens, M. P.: Polymer Chemistry; Oxford, ISBN 0-19-512444-8
112 Spiegelberg, S. H., Kurtz, S. M., Edidin, A. A.: Effects of molecular weight distribution on the network properites of radiation- and chemically-crosslinked ultra high molecular weight polyethylene. Transactions of the 25th Annual Meeting of the Society for Biomaterials, Providence, RI, USA, April 28-May 2, 1999, p. 215
113 Zahn, H.: Einführung in die Makromolekulare Chemie, Vorlesungsskript SS 1990, Markromolekulare Chemie und Textilchemie der RWTH Aachen
114 Visjager, J.: Ultra-high molecular weight Polymers: Processing and Properties of Polyethylene and Poly(tetraflourethylene), Diss ETH No. 13978
115 Khanin, D. M, Sirota, A. G., Budtov, V. P., Ponomareva, E. L., Domareva, N. M., Speranskaya, T. A.: Relation of abraision to some molecular weight characteristics of high pressure polyethylene; Zhurnal Prikladnoi Khimii, Vol. 62, No. 11, pp. 2633-2635, Nov 1989
116 O’Neill, P., Birkinshaw, C., Leahy, J. J., Barklie, R.: The role of long lived free radicals in the aging of irradiated uhmwpe, Polymer Degradation and Stability 63 (1999) 31-39
117 Jahan, M. S., King, M. C., Haggard, W. O., Sevo, K. L., Parr, J. E.: A study of long-lived free radicals in gamma-irradiated medical grade polyethylene; Radiation Physics and Chemistry, Volume 62, 2001, 141-144
118 Chiesa, R., Tanzi, M. C., Alfonsi, L. P., Moscatelli, M., Cigada, A.: Enhanced wear performance of highly crosslinked UHMWPE for artifical joints, J Biomed Mater Res, 50, 381-387, 2000
119 Muratoglu, O. K., Bragdon, C. R., O’Connor, D. O., Jasty, M., Harris, W. H.: A unique crosslinking technique to improve the wear resistance of UHMWPE without sacrificing mechanical properties; American Academy of Orthopaedic Surgeons 66th Annual Meeting Proceedings, Paper 126, Anaheim-Orange County, California 1999
120 Lewis, G.: Properties of crosslinked ultra-high-molecular-weight polyethylene, Biomaterials 22 (2001) 371-401
121 www.durasul.com
122 www.zimmerchirurgie.de/mainset.htm
123 www.howost.com/osteonics/hips/crossfire/oscfindex2.htm
124 www.sulzerorthoeu.com/technology/tribology/duralsul
125 Patent EP 0923945 A2: Cross-linking and sterilization treatment for manufacturing polyethylene items with highlevel tribological characteristics, particulary for biomedical applications
126 Patent US 5879400: Melt-irradiated ultra high molecular weight polyethylene prosthetic devices, MIT
113
127 Patent US 6017975: Process for medical implant of crosslinked ultrahigh molecular weight polyethylene having improved balance of wear properties and oxidation resistance
128 Patent WO 9729793: Radiation an melt treated ultra high molecular weight polyethylene prosthetic devises, MIT
129 Patent WO 9801085: Crosslinking of polyethylene for low wear using radiation and thermal treatments, USC
130 Patent WO 9952474: Wear resistant surface-gradient cross-linked polyethylene
131 www.medical-devices.gov.uk/sn1999(23).htm
132 Essner A., Polineni, V. K., Wang, A., Stark, C., Dumbleton, J. H.: Effect of femoral head surface roughness and crosslinking on the wear of UHMWPE acetabular inserts. Trans 24th Soc Biomater 1998; 21;4
133 Endo, M. M., Barbour, P. S., Barton, D. C., Fisher, J., Tipper, J. L., Ingham, E., Stone, M. H.: Comparative wear and wear debris under three different counterface conditions of crosslinked and non-crosslinked ultra high molecular weight polyethylene; Bio-Medical Materials and Engineering, Volume 11, 2001, 23-35
134 Haraguchi, K., Sugano, N., Nishii, T., Sakai, T., Yoshikawa, H., Ohzono, K.: Influence of polyethylene and femoral head surface quality on wear: A retrieval study; International Orhtopaedics (2001) 25:29-34
135 Atkinson, J. R., Dowson ; D., Challen, J. M., Holmes, K., Godet, M., Taylor, C. M.: The wear of non-metallic materials, Proc. 3rd Leeds-Lyon Symposium on Tribology, Mechanical Engineering Publications, 1976, pp. 99-102
136 www.mat-dresden.de
137 Pichat, A., Rabbe, L.-M., Rieu, J., Chabrol, C., Leveque, R., Bousquet, G., Rambert, A. : Ion implantation on metal and polymer components for joint protheses, Advances in Biomaterials, Volume 9, Elsevier 1990, 385-390
138 Chen, J., Zhu, F., Pan, H., Cao, J., Zhu, D., Xu, H., Cai, Q., Shen, J., Chen, L., He, Z.: Surface modification of ion implanted uhmwpe, Nuclear Instruments and Methods in Physics Research B 169 (2000)26-30
139 Pichat, A., Rabbe, L.-M., Rieue, J., Rambert, A., Chabrol, C., Robelet, M.: Effect of ion implantation on titanium alloy/polyethylene and 316L stainless steel/polyethylene friction couples running in joint prostheses. Surface and Coatings Technology, Band 45, 1991, Heft 1-3, Seite 15-22
140 Klapperich, C.-M., Pruitt, L., Komvopoulos, K.: Plasma surface modification of medical-grade uhmwpe for improved tribological properties, Konfernez Einzelbericht: MRS Fall Meeting – Symposium on Biomedical Materials–Drug Delivery, Implants and Tissue Engineering, Nov 30-Dec 4 1998, Boston, MA, Materials Research Society Symposium – Proceedings, Band 550 (1999), Seite 331-336
114
141 Chen, J. S., Lau, S. P., Sun, Z., Tay, B. K., Yu, G. Q., Zhu, F. Y., Zhu, D. Z., Xu, H. J.: Structural and mechanical properties of nitrogen ion implanted ultra high molecular weight polyethylene; Surface and Coatings Technology 138 (2001), 33-38
142 Beauregard, G. P., James, S. J.: Biomimetic interpenetrating polymer network (IPN) as orthopedic biomaterial; Rocky Mountain Materials Research, Department of Mechanical Engineering, Colorado State University; Symposium FF, Biomedical Materials, April 7, 1999, San Francisco
143 Zhang, M., James, S. P., Rentfrow, E.: The effect of IPN surface modification on the mechanical properties of UHMWPE; Biomedical Sciences Instrumentation, Volume 37, 2001, 7-12
144 Caldwell, R., Foy, J.R., Shalaby, S., Leroy-Gallisot, A. and M. LaBerge, 1999; Frictional and Surface Properties of Phosphonylated UHMWPE, 25th Annual Meeting of the Society For Biomaterials, Vol. 22, p. 502
145 http://ch10.tiho-hannover.de/chemie/OrgUeb/Loesung/L_3_2_b.htm
146 Schmidt, M. B., Hamilton, J. V., The Effects of Calcium Stearate on the Properites of UHMWPE, Proceedings, 42nd Annual Meeting, Orthopaedic Research Society, 19-22, Feb. 1996, Atlanta, GA, p. 22-24
147 Huber, J., Plitz, W.: Tribological Properties of Extruded, Pressed, and Modified UHMWPE-A Ring-on-Disc Screening Test, ASTM STP, Band 1307
148 Yau, S. S., Edwards, B., Sun, D. C., Stark, C., Dumbleton, J. H.: Quantative evaluation of particle consolidation in UHMWPE by oxygen permeability. 24th Annual Meeting of the Society for Biomaterials, San Diegeo, CA, 1998
149 Dean, D. D., Lohmann, C. H., Sylvia, V. L., Köster, G., Liu, Y., Schwartz, Z., Boyan, B. D.: Effect of polymer molecular weight and additioin of calcium stearate on response of MG63 osteoblast-like cells to UHMWPE particles; Journal of Orthopaedic Research 19 (2001) 179-186
150 McKellop, H. A., Shen, F.-W., Campbell, P., Ota, T.: Effect of molecular weight, calcium stearate, and sterilization methods on the wear of ultra high molecular weight polyethylene acetabular cups in a hip joint simulator; Journal of Orthopaedic Research, 17: 329-339
151 Gächter, Müller: Kunststoffadditive, Hanser Verlag, ISBN 3-446-15627-5
152 www.cibasc.com/adservices/doc.asp?t=tds&a=IRGANOX+1010&b=PA&c=ZZ&.pdf
153 Patent US 5827904:Medical Implant Compostion
154 www.merck.de
155 Hahn, D. W., Wolfarth, D. L., Parks, N. L.: Analysis of pe wear debris using micro-Raman spectroscopy: A report on the presence of beta-carotene, J Biomed Mater Res, 35, 31-37, 1997
115
156 Patent CS 221403: Zpusob zdravotne nezavadne stabilizace polyolefinu proti termooxidacni a fotooxidacni degradaci
157 www.cyberlipid.org/vite/vite0001.htm
158 www.chem.qmul.ac.uk/iupac/misc/toc.html
159 www.salerno.de
160 Kern, W., Roth, H. J., Schmid, W., List, P. H., Hörhammer, L.: Hagers Handbuch der pharmazeutischen Praxis; Vierte Ausgabe, Zweiter Band, Springer Verlag, Berlin 1969
161 Patent EP 0805178 A1: Tocopherol-containing composition as stabiliser for thermoplastic materials, Ciba Spezialchemie
162 Patent EP 0860467 A1: Stabilizer in solid form for organic polymers, Great Lakes Chemical Italia
163 Patent WO 9310175: Stabilizers for plastic materials, Hoffmann-La Roche AG
164 Patent US 4526916: Cross-linkable polyethylene compositions, DuPont
165 Patent US H0001600: Highdensity polyethylene with improved processing stability, Quantum Chemical Company
166 Patent EP 0542108: Stabilizers for plastic materials, Hoffmann-La Roche AG
167 Patent EP 0613923: Stabilisierte Formmasse aus Polyethylen, ein Verfahren zur Herstellung und Verwendung, Hoechst AG
168 Patent EP 0995449 A1: UHMW-Polyethylen für Implantate, Sulzer Orthopädie
169 Patent WO 0049079: A method for the preparation of UHMWPE doped with an antioxidant and an implant made thereof, Lund, Schweden
170 www.dicpm.unipa.it/modest/html/symp3/SL_3_M_1430.pdf
171 Wolf, C., Krivec, T., Blassing, J., Lederer, K. Schneider, W.: Examination of the suitability of α-Tocopherol as a stabilizer for ultra-high molecular weight polyethylene used for articulating surfaces in joint endoprotheses; Montanuniversität Leoben, Institut für Chemie der Kunststoffe; submitted for publication to J Mat Scie, 2001
172 www.ort.lu.se/tribology
173 Woo, L., Sanford, C. L.: Novel Material Properties via Ionising Radiation, www.medicaldevicesonline.com, März 2001
174 Kern, W., Roth, H. J., Schmid, W., List, P. H., Hörhammer, L.: Hagers Handbuch der pharmazeutischen Praxis; Vierte Ausgabe, Erster Band, Springer Verlag, Berlin 1967
175 http://scholar.lib.vt.edu/theses/available/etd-071699-113207/unrestricted/Rtbetd2.pdf
116
176 Wolf, C.: Untersuchung der biologischen Verträglichkeit von α-Tocopherol im Hinblick auf die Anwendung als Stabilisator von UHMWPE-Pfannen von Hüftgelenksendoprothesen; Diplomarbeit an der Montanuniversität Leoben, Österreich, 2000
177 Schubert, M. A., Wiggins, M. J., DeFife, K. M., Hiltner, A., Anderson, J. M.: Student Research Award in the Doctoral Degree Candidate Category, Fifth World Biomaterials Congress (22nd Annual Meeting of the Society for Biomaterials), Toronto, Canada, May 29-June 2, 1996; Vitamin E as an antioxidant for poly(etherethane urea): In vivo studies, J Biomed Mat Res, Vol. 32, 493-504 (1996)
178 CD Römpp Chemie Lexikon, Version 1.0, Stuttgart/New York: Georg Thieme Verlag 1995
179 http://www.cdc.gov/niosh/pel88/302-01.html
180 Bellare, A., Spector, M., Cohen, R. E.: Analysis of Morphological Alteration Accompanying Post-Tirradiation Aging in Montell 1900 UHMWPE, ASTM STP, Band 1307, 1998
181 Sun, D. C., Stark, C., Dumbleton, J. H.: Development of an accelerated aging method for evaluation of long term irratidation effects on UHMWPE; ACS Symposium Series, Irradiation of polymers; Washington D. C.: American Chemical Society, 1996, 340-349
182 Baker, D. A., Hastings, R. S., Pruitt, L.: Study of fatigue resistance of chemical and radiation crosslinked medical grade uhmwpe, J Biomed Mater Res, 46, 573-581, 1999
183 Gul, R.: Improved UHMWPE for use in total joint replacement. PhD Dissertation. Boston: MIT, 1997
184 Trieu, H.-H., et al.: Investigation of free radicals in uhmwpe materials follwing irradiation and aging, ASTM Special Technical Publication, Band 1307 1998, Seite 109-119
185 Shen, F.-W., Yu, Y.-J., McKellop, H.: Potential Errors in FTIR Measurement of Oxidation in UHMWPE Implants, J Biomed Mater Res, 48, 203-210, 1999
186 Choudhury, M., Hutchings, I. M.: The effects of irradiation and ageing on the abrasive wear resistance of ultra-high molecular weight polyethylene; Wear 1997; 203-204; 335-340
187 McKellop, H, Shen, F.-W., Lu, B., Campbell, P., Salovey, R.: Effect of sterizization method and other modifications on the werar resistance of acetabular cups made of ultra-high molecular weight polyethylene, J Bone Join Surgery, Vol. 82-A, No. 12, 2000, 1708-1725
188 Kurtz, S. M., Muratoglu, O. K., Buchanan, F. J., Currier, B., Gsell, R., Shen, F. W., Yau, S. S.: Interlaboratory studies to determine optimal analytical methods for measuring the oxidation index of UHMWPE; Biomaterials 22 (2001) 2875-2881
189 Sun, D. C. et al.: Fourier-Transform Infrared (FTIR) Oxidation Analysis of UHMWPE Implants: Possible Contamination from Synovial Fluid and Serum, ASTM STP, Band 1307, 1998
117
190 James, S. P., Blazka, S., Merrill, E. W., Jasty, M., Lee, K. R., Bragdon, C. R., Harris. W.: Challenge to the concept that uhmwpe acetabular components oxidize in vivo; Biomaterials, Vol. 14, No. 9, 1993, pp. 643-647
191 Shen, F.-W., Yu, Y.-J., McKellop, H.: Potential Errors in FTIR Measurement of Oxidation in UHMWPE Implants, J Biomed Mater Res, 48, 203-210, 1999
192 Ehrenstein, G. W., Riedel, G., Trawiel, P.: Praxis der Thermischen Analysen von Kunststoffen, Hanser Verlag, München 1998, ISBN 3-446-21001-6
193 Rascaud, R. S., Evans, W. T., McCullagh, P. J. J., FritzPatrick, D.,: Effects of batch to batch variations and test methodolgy on degree of crystallinity and melting temperature of UHMWPPE as measured by DSC. J Biomed Mater Res 1996; 32; 619-626
194 Brandrup, J., Immergut E. H., Polymer handbook, 3rd ed. New York: Wiley, 1989
195 Bhateja, S. K.; J Appl Polym Sci, 28, 681 (1983)
196 Wunderlich, B., Czorny, B.; Macromolecules, 10, 906 (1977)
197 Wunderlich, B., Cormier, CM.: Heat of fusion of polyethylene, J Polymer Sci Part A-2 1967; 5; 987-8
198 Bajaria, S. H., Bellare, A.: Deformation, Morphology and Wear Behavior of PE used in Orthopedic Implants, Medical Plastics and Biomaterials Magazine, March 1998
199 Ohta, M., Hyon, S.-H., Oka, M., Tsutsumi, S.: Wear resistance of lightly cross-linked uhmwpe crystallized from the melt under uniaxial compression, Wear 225-229 (1999) 312-318
200 Fiorito, S., Goze, C., Adrey, J., Magrini, L., Goalard, C., Bernier, P.: Increase in free radicals on UHMWPE hip prostheses components due to inflamed synovial cell products; J Biomed Mat Res, Volume 57, 2001, 35-40
201 Janßen, Holger: Vergleich der Vernetzung von ultrahochmolekularem Polyethylen durch Elektronen und Gammastrahlung, Diplomarbeit an der FH Münscher, Fachbereich Chemieingenieurwesen, Juli 2000
202 Young, R. J.: Introduction to Polymers, Chapmann and Hall, 1980
203 http://www.uscs.edu/~llever/Polymer%20Resources/Density.htm
204 Buchanan, F. J., Shipway, P. H.: Microabrasion – a simple method to assess surface degradation of UHMWPE following sterilisation and ageing; www.uhmwpe.org
205 http://www.devicelink.com/mpb/archive/98/03/003.html
206 Kurtz, S. M., Jewett, C. W., Foulds, J. R., Edidin, A. A.: A Miniature Speciman Mechanical Testing Technique Scaled to Articulating Surface of Polyethylene componenets for Total Joint Arthroplasty; J Biomed Matr Res, 48, 75-81, 1999
118
207 Edidin, A. A., Kurtzs, S. M.: Development and validation of the small punch test for UHMWPE used in total joint replacements; www.uhmwpe.org
208 Hutchings, I. M.: Tribology : Friction and Wear of Engineering Materials, 2nd ed., Arnold, London, 1995
209 Kaddick, C., Wimmer, M. A.: Hip simulator wear testing according to the newly introduced standard ISO 14242; Proceedings of the Institution of Mechanical Engineers. Part H, J Engine Med, Volume 215, 2001, 429-442
210 Paul, J.: Loading on Normal Hip and Knee Joints and on Joint Replacements; Engineering in Medicine, Vol. 2, Advances in Artificial Hip and Knee Joint Technology; Schaldach , M., Hohman, D., Eds., Springer Verlag, New York, 1976
211 Bergmann, G., Graichen, F., Rohlmann, A., Verdonschot, N., van Lenthe, G. H.:Frictional heating of total hip implants, Part 1 & 2, J Biomech 2001; 34, 421-435
212 Lu, Z. McKellop, H.: Frictional heating of bearing materials tested in a hip joint wear simulator. Proc Inst Mech Eng H 1997; 211; 101-8
213 Saikko, V., Calonius, O., Keränen, J.: Effect of counterface roughness on the wear of conventional and crosslinked ultrahigh molecular weight polyethylene studied with a multi-directional motion pin-on-disk device; J Biomed Mater Res 57; 506-512, 2001
214 Atkinson, J. R., Cicek, R. C. : Silane cross-linked polyethylene for prosthetic applications Part II, Biomaterials 1983, Vol. 4, 325-334
215 Refior, H. J., Plitz, W., Huber, J.: Das tribologische Verhalten von UHMWPE Materialien für das künstliche Hüftgelenk im Ring-on-Disc Prüfverfahren, Biomed Technik, Band 40, Ergänzungsband 1, 1995
216 Lee, K.-Y., Lee, H. L.: Wear of shelf-aged UHMWPE axetabular liners; Wear 225-229 (1999) 728-733
217 Shi, W., Li, X. Y., Dong, H.: Improved wear resistance of ultra-high molecular weight polyethylene by plasma immersion ion implantation; Wear 250 (2001) 544-552
218 http://www.amtiweb.com/sim/hip_machine1.htm
219 www.endolab.de
220 Bigsby, B. J. A., Hardaker, C. S., Fisher, J.: Wear of ultra-high molecular weight polyethylene acetabular cups in a physiological hip joint simulator in the anatomical position using bovine serum as a lubricant; Proc Instn Mech Engrs, Vol. 211, Part H, 265-269
221 Schmalzried, T. P., Szuszczewicz, E. S., Northfield, M. R., Akizuki, K. H., Frankel, R. E., Belcher, G., Amstutz, H. C.: Quantiative asessement of walking activity after total hip or knee replacement; J Bone Joint Surg [Am] 80:54-59, 1998
222 Wallbridge, N., Dowson, D.: The walking activity of patients with artifical hip joints, Eng Med 11:95-96, 1982
119
223 http://www.charite.de/unfallchirurgie/labore.htm#biom
224 Teoh, S. H., Chan, W. H., Thampuran, R.: An elasto-plastic finite element model for polyethylene wear in total hip arthroplasty; J. Biomed. 35 (2002), 3323-330
225 Jahan, M., Wang, C., Schwartz, G., Davidson, J.: Combined chemical mechanical effects on free radicals in UHWMPE joints during implantation; J Bomed Res 1991, 25, 1005
226 Seifert, D.: Dissertation an der TU Berlin, Polymertechnik, 2002
227 Idies, N, Shrair, S.: Projektarbeit an der TU Berlin, 2000
228 Kabaha, E.: Diplomarbeit an der Polymertechnik der TU Berlin, 2000
229 Idies, N.: Studienarbeit an der Polymertechnik der TU Berlin 2002
230 Yao, J. Q., Laurent, M. P., Gilbertson, L. N.: The effect of the minimum load on the fluid uptake of UHMWPE acetabular liners; Poster Session, Implant Wear, 46th Annual Meeting, ORS, March 12-15, 2000, Orlando, Fl



















![Bogusław Rajchel · [1] “UHMWPE Biomaterials Handbook, Ultra-High Molecular Weight Polyethylene in Total Joint Replacement and Medical Devices Second Edition”, ed. Steven M.Kurtz,](https://img.pdfslide.org/doc/110x75/5f02e2a77e708231d4067e88/bogusaw-rajchel-1-aoeuhmwpe-biomaterials-handbook-ultra-high-molecular-weight.jpg)







