Embed Size (px)
Citation preview
CNC 8055
Schulung
Ref. 1107

Ref.1107
·3·
CNC-Schulung
1 Einführung in das Schulungsmodell
Die CNC Schulung hat e ine Tastatur, d ie spezie l l für den Einsatz in Fräs- undDrehmaschinenanwendungen gedacht ist.
Zusammen mit der CNC wird folgendes Material geliefert:
• KeyCF-Speicher konfiguriert zum Arbeiten im Fräs- oder Drehmaschinenbetrieb.
Die KeyCF-Karte muss so konfiguriert sein, dass sie folgende Ordner hat:
Vers: Enthält die letzte Version der gültigen Software für die Fräsmaschineund Drehmaschine.
backup mill-fresa: Enthält alle Parameter, Tabellen, Programme, usw. der Fräsmaschine.
backup lathe-torno: Enthält alle Parameter, Tabellen, Programme, usw. derDrehmaschine.
• CAN – Ethernet Verbindungsplatte.
• Universelle Stromversorgung für 24 Volt Gleichstrom und Kabel für den CNC-Anschluss.
• Halterung der CNC-Schulung.
• CD-ROM mit den entsprechenden Handbüchern für das Fräsmaschinen- und dasDrehmaschinenmodell.
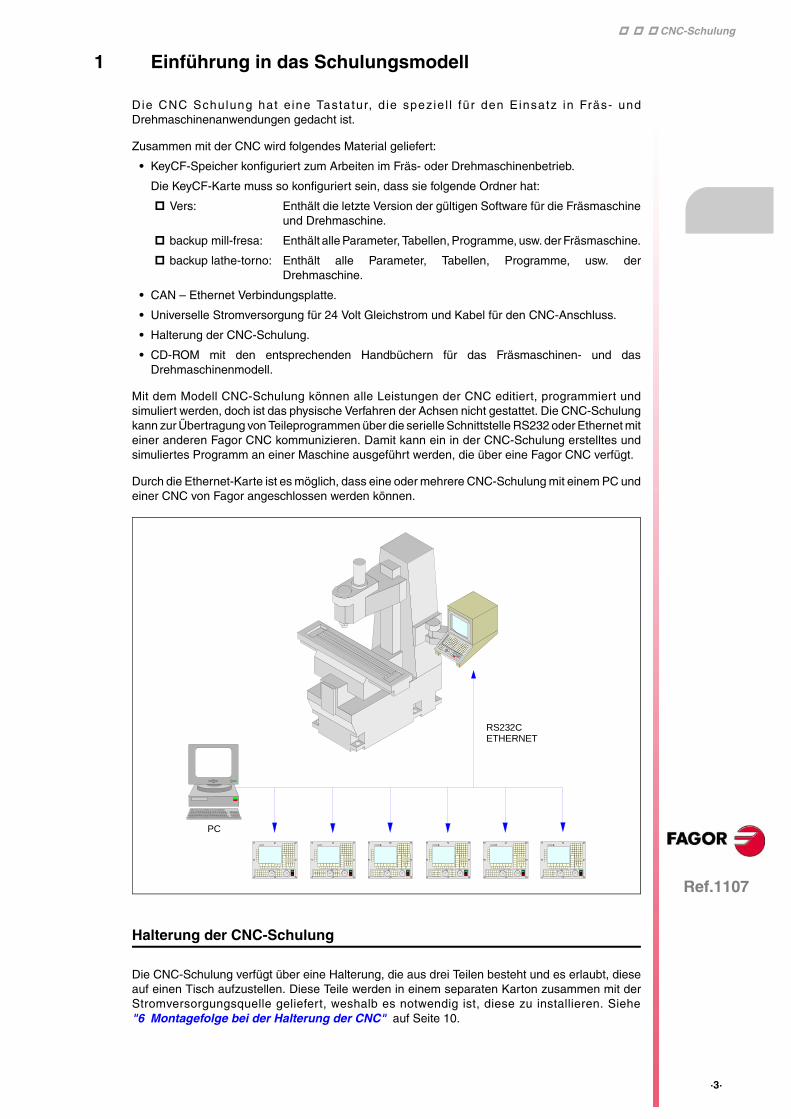
Mit dem Modell CNC-Schulung können alle Leistungen der CNC editiert, programmiert undsimuliert werden, doch ist das physische Verfahren der Achsen nicht gestattet. Die CNC-Schulungkann zur Übertragung von Teileprogrammen über die serielle Schnittstelle RS232 oder Ethernet miteiner anderen Fagor CNC kommunizieren. Damit kann ein in der CNC-Schulung erstelltes undsimuliertes Programm an einer Maschine ausgeführt werden, die über eine Fagor CNC verfügt.
Durch die Ethernet-Karte ist es möglich, dass eine oder mehrere CNC-Schulung mit einem PC undeiner CNC von Fagor angeschlossen werden können.
Halterung der CNC-Schulung
Die CNC-Schulung verfügt über eine Halterung, die aus drei Teilen besteht und es erlaubt, dieseauf einen Tisch aufzustellen. Diese Teile werden in einem separaten Karton zusammen mit derStromversorgungsquelle geliefert, weshalb es notwendig ist, diese zu installieren. Siehe"6 Montagefolge bei der Halterung der CNC" auf Seite 10.
FAGOR
0
2
4
1 0
2 0
3 04 0
5 06 0
7 0
8 0
9 0
1 0 0
1 1 0
1 2 0
FEE D %SPI ND LEJOG
1 0 0
1 0
11
1 0 1 0 0
1 0 001 0 00 0
RS232CETHERNET
FAGOR
0
2
4
1 0
2 0
3 04 0
5 06 0
7 0
8 0
9 0
1 0 0
1 1 0
1 2 0
FEE D %SPI ND LEJOG
1 0 0
1 01
1 1 0 1 0 0
1 0 001 0 00 0
FAGOR
0
2
4
1 0
2 0
3 04 0
5 06 0
7 0
8 0
9 0
1 0 0
1 1 0
1 2 0
FEE D %SPI ND LEJOG
1 0 0
1 0
11
1 0 1 0 0
1 0 001 0 00 0
FAGOR
0
2
4
1 0
2 0
3 04 0
5 06 0
7 0
8 0
9 0
1 0 0
1 1 0
1 2 0
FEE D %SPI ND LEJOG
1 0 0
1 0
11
1 0 1 0 0
1 0 001 0 00 0
FAGOR
0
2
4
1 0
2 0
3 04 0
5 06 0
7 0
8 0
9 0
1 0 0
1 1 0
1 2 0
FEE D %SPI ND LEJOG
1 0 0
1 0
11
1 0 1 0 0
1 0 001 0 00 0
FAGOR
0
2
4
1 0
2 0
3 04 0
5 06 0
7 0
8 0
9 0
1 0 0
1 1 0
1 2 0
FEE D %SPI ND LEJOG
1 0 0
1 0
11
1 0 1 0 0
1 0 001 0 00 0
PC
Ref.1107
·4·
CNC-Schulung
2 Stecker und Anschlüsse
Versorgung
Zusammen mit den drei Teilen der Halterung wird eine universelle Stromversorgung für 24 Volt/Gleichstrom mitgeliefert.
Diese Stromversorgungsquelle wird an der seitlichen Halterung rechts an der CNC befestigt. Sobalderst einmal die drei Tei le der Hal terung der CNC befest igt s ind, muss man dasStromversorgungskabel der Versorgungsquelle der CNC anschließen.
Stecker
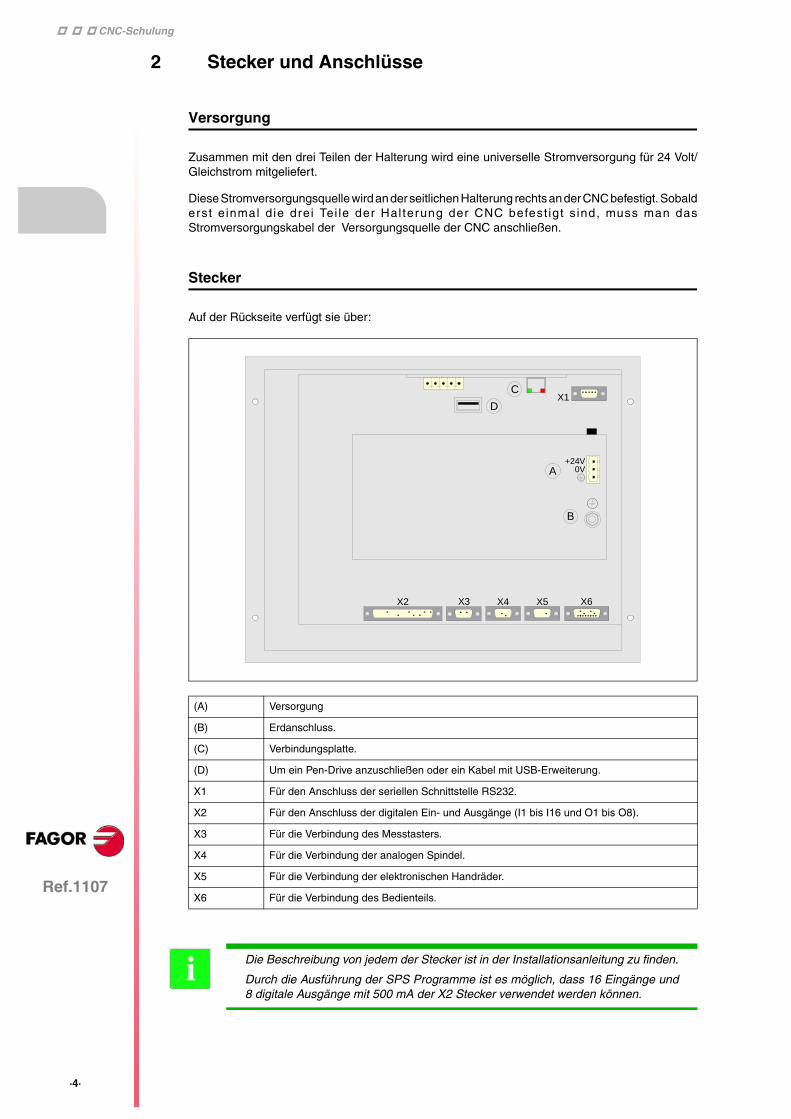
Auf der Rückseite verfügt sie über:
(A) Versorgung
(B) Erdanschluss.
(C) Verbindungsplatte.
(D) Um ein Pen-Drive anzuschließen oder ein Kabel mit USB-Erweiterung.
X1 Für den Anschluss der seriellen Schnittstelle RS232.
X2 Für den Anschluss der digitalen Ein- und Ausgänge (I1 bis I16 und O1 bis O8).
X3 Für die Verbindung des Messtasters.
X4 Für die Verbindung der analogen Spindel.
X5 Für die Verbindung der elektronischen Handräder.
X6 Für die Verbindung des Bedienteils.
X1
X2 X3 X4 X5 X6
D
C
A
B
+24V0V
Die Beschreibung von jedem der Stecker ist in der Installationsanleitung zu finden.
Durch die Ausführung der SPS Programme ist es möglich, dass 16 Eingänge und8 digitale Ausgänge mit 500 mA der X2 Stecker verwendet werden können.
i
Ref.1107
·5·
CNC-Schulung
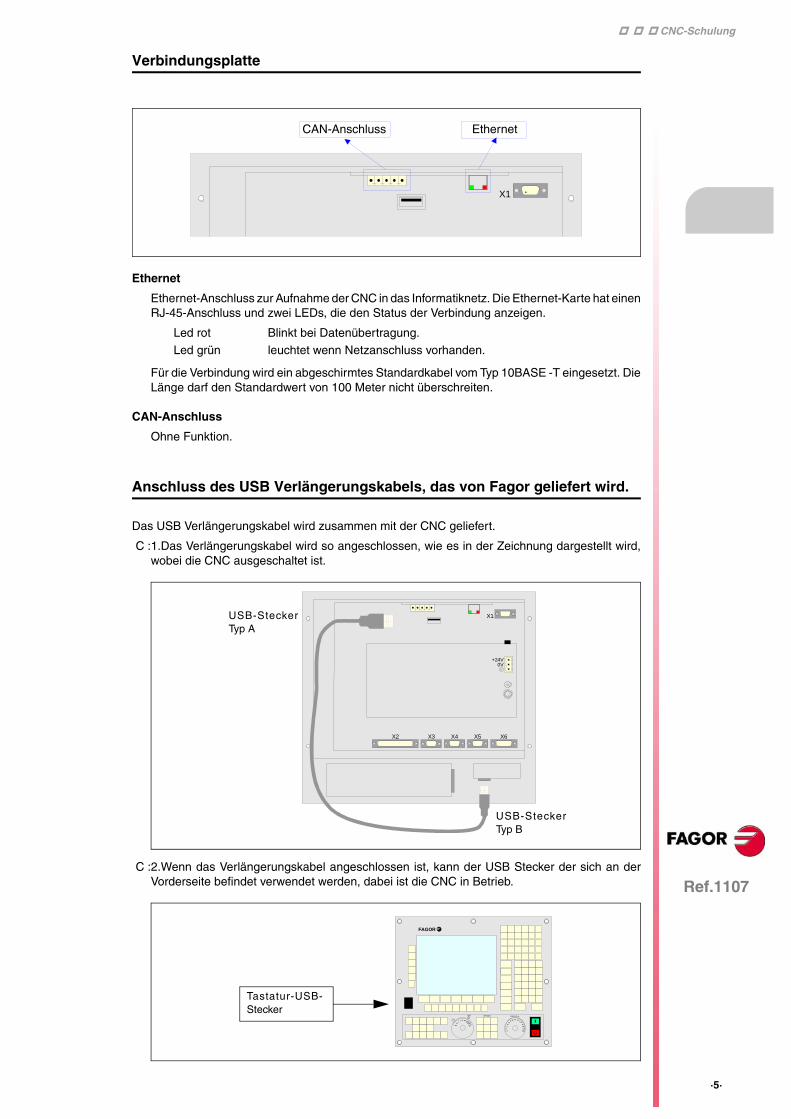
Verbindungsplatte
Ethernet
Ethernet-Anschluss zur Aufnahme der CNC in das Informatiknetz. Die Ethernet-Karte hat einenRJ-45-Anschluss und zwei LEDs, die den Status der Verbindung anzeigen.
Für die Verbindung wird ein abgeschirmtes Standardkabel vom Typ 10BASE -T eingesetzt. DieLänge darf den Standardwert von 100 Meter nicht überschreiten.
CAN-Anschluss
Ohne Funktion.
Anschluss des USB Verlängerungskabels, das von Fagor geliefert wird.
Das USB Verlängerungskabel wird zusammen mit der CNC geliefert.
C :1.Das Verlängerungskabel wird so angeschlossen, wie es in der Zeichnung dargestellt wird,wobei die CNC ausgeschaltet ist.
C :2.Wenn das Verlängerungskabel angeschlossen ist, kann der USB Stecker der sich an derVorderseite befindet verwendet werden, dabei ist die CNC in Betrieb.
Led rot Blinkt bei Datenübertragung.
Led grün leuchtet wenn Netzanschluss vorhanden.
X1
CAN-Anschluss Ethernet
X1
X2 X3 X4 X5 X6
+24V0V
USB-SteckerTyp A
USB-SteckerTyp B
FAGOR
0
2
4
1020
3040 50 60
7080
90
100
110
120
FEED %SPINDLEJOG
100
101
1 10 1001000
10000
Tastatur-USB-Stecker
Ref.1107
·6·
CNC-Schulung
3 Benutzerspezifische Anpassung der CNC
Jedes Mal, wenn die CNC angeschaltet wird, erfolgt eine automatische Wiederherstellung. Die CNCmacht eine Wiederherstellung in Abhängigkeit der installierten Softwareversion (Fräs- oderDrehmaschine), das heißt, aus dem Ordner "backup mill-fresa" oder "backup lathe-torno".
3.1 Frässoftwareaktualisierung
Für den Software-Wechsel an der CNC (von Dreh- zur Fräsmaschine) ist Folgendes zu tun:
• M-Taste für 3 Sek drücken.
Beim Drücken der Taste M wird die CNC-Variable MODEL = 0 und SHIFT-RESET gemacht.Danach erfolgt eine Wiederherstellung des Ordners "Backup mill-fresa", und zwar auf die Weise,dass der Fräsmodus richtig eingestellt bleibt (Programme, Parameter, Tabellen, ...).
3.2 Drehsoftwareaktualisierung
Für den Software-Wechsel an der CNC (von Fräs- zur Drehmaschine) ist Folgendes zu tun:
• L-Taste für 3 Sek drücken.
Beim Drücken der Taste L wird die CNC-Variable MODEL = 1 und SHIFT-RESET gemacht.Danach erfolgt eine Wiederherstellung des Ordners "Backup mill-fresa", und zwar auf die Weise,dass der Drehmaschinenmodus richtig eingestellt bleibt (Programme, Parameter, Tabellen, ...).
Der Aktualisierungsprozess der Software kann von einem PC aus zentralisiertwerden, anhand von WinDNC (es wird geschrieben MODEL = 0 und es wird SHIFT-RESET generier t). Auf diese Ar t und Weise können Sie die Software inverschiedenen CNCs zur gleichen Zeit aktualisieren.
i
Der Aktualisierungsprozess der Software kann von einem PC aus zentralisiertwerden, anhand von WinDNC (es wird geschrieben MODEL = 1 und es wird SHIFT-RESET generier t). Auf diese Ar t und Weise können Sie die Software inverschiedenen CNCs zur gleichen Zeit aktualisieren.
i
Ref.1107
·7·
CNC-Schulung
4 Sicherheitskopie. Backup - Restore
Konfiguration für das Backup
Zur Durchführung eines Backups in irgendeinem Verzeichnis der Festplatte oder auf einem"pendrive" müssen folgende Schritte durchgeführt werden:
• Zugriff auf den Modus "Status" und Auswählen der Option "CNC / Backup".
• Wählen Sie das Verzeichnis aus in dem Sie ein Backup machen wollen.
• Die gewünschten Optionen auswählen:
OEM-Daten: ProgrammenParameter und TabellenSeiten und SymbolenParameter der Servoantriebe
Benutzer-Daten: Programmen
• Den Softkey "Backup" drücken.
Konfiguration der Wiederherstellung
Um eine Wiederherstellung auszuführen, befolgen Sie bitte die folgenden Schritte:
• Zugriff auf den Modus "Status" und Auswählen der Option "CNC / Wiederherstellen".
• Wählen Sie mit dem Explorer den gewünschten Ordner aus.
• Die gewünschten Optionen auswählen:
OEM-Daten: ProgrammenParameter und TabellenSeiten und SymbolenParameter der Servoantriebe
Benutzer-Daten: Programmen
• Den Softkey "Restore" drücken.
Bei der Rettung von jeglichen Parametern von einer speziellen Tabelle auf derFestplatte, wird dieses in dem Verzeichnis "backup mill-fresa" oder "backup lathe-torno" gespeichert.
i
Wenn man die Konfiguration der CNC ändert oder neue Werkstückprogrammehinzufügt, damit beim nächsten Mal, wenn man eine Wiederherstellung macht, diesemit diese letzten Konfiguration erfolgt, ist es notwendig, einen Backup im gleichenOrdner vorzunehmen.
Wenn Sie wünschen, dass diese Änderungen bei jedem Hochfahren der Maschinebeibehalten werden sollen, muss das backup in den Ordnern "backup mill-fresa"oder "backup lathe-torno" ausgeführt werden.
i
Ref.1107
·8·
CNC-Schulung
5 Konfigurierung der CNC in einem Ethernet-Netz
Die Option Ethernet erlaubt die Konfiguration der CNC als einen weiterer Knoten innerhalb deslokalen Netzwerks. Dies gestattet zum Beispiel zur Dateiübertragung die Kommunikation mitanderen Rechnern über WinDNC.
Die Konfiguration der CNC wird von den Ethernet-Maschinenparametern aus vorgenommen.
PC-Anschluss mittels WinDNC
Das Betriebssystem auf dem PC muss eine Windows-Version sein ® und die Software WinDNC(V5.02 oder später) vorhanden sein. Folgende Anschlüsse sind möglich:
• Anschluss von einer PC aus:
Die Verbindung kann man mit jedem PC starten und dann jede CNC kontaktieren. Die Verbindugzwischen zwei PCs ist nicht zulässig.
Um die Verbindung herzustellen, gestattet WinDNC dem Anwender die Eingabe der IP-Adresseder CNC, mit der er eine Verbindung herstellen möchte.
• Anschluss von einer CNC aus:
Die Verbindung r ichtet sich immer zu dem DNC-Server Der DNC-Server wird imMaschinenparameter IPWDNC definiert.
Der Anschluss an von mehreren PC’s und CNC-Maschinen gleichzeitig über die WinDNC wirdzugelassen. Wenn mit verschiedenen WinDNCs eine Bearbeitung durch eine CNC angefangenwird, werden die Befehle einer nach dem anderen abgearbeitet, während die restlichen WinDNCswarten.
Maschinenparameter zur Konfiguration der CNC als einen weiterenNetzknoten
DNCEACT (P22)
Anzahl der DNC von Ethernet zu benutzen.
IPTYPE (P23)
Reserviert. Man soll mit Wert 0 definieren.
DIRIP (P24)
IP-Adresse der CNC
Impliziert [SHIFT]+[RESET] zur Validierung des Parameters.
Die Version vom WinDNC, welche die Ethernet-Karte unterstützt, ist die VersionV5.02 oder höher. i
Mögliche Werte:0 DNC aktiv und Ethernet zugeordnet nicht vorhanden.
1 DNC 1 aktiv und Ethernet zugeordnet.
2 DNC 2 aktiv und Ethernet zugeordnet. Serielle Schnittstelle RS-232 wirdabgeschaltet.
Voreingestellt: 1
Mögliche Werte: Vier Zahlen zwischen 0 und 255 mit Punkten getrennt.
Voreingestellt: 0.0.0.0 (das Netz wird nicht aktiviert).
Ref.1107
·9·
CNC-Schulung
NETMASK (P25)
Netzwerkmaske.
Impliziert [SHIFT]+[RESET] zur Validierung des Parameters.
IPWDNC (P27)
IP-Adresse des WinDNC-Servers. Wird gegenüber der Außenstation als Server WinDNCbezeichnet, mit dem man sich über DNC in Verbindung setzt. Dieses Gerät kann eine CNC oderein PC mit WinDNC sein.
Wenn der Wert für die Verbindung als 0.0.0.0 definiert wird, kann man keine Datenübertragungenvon der CNC aus machen, aber man kann sehr wohl eine Verbindung vom PC aus herstellen.
Impliziert [SHIFT]+[RESET] zur Validierung des Parameters.
Mögliche Werte: Vier Zahlen zwischen 0 und 255 mit Punkten getrennt.
Voreingestellt: 0.0.0.0
Mögliche Werte: Vier Zahlen zwischen 0 und 255 mit Punkten getrennt.
Voreingestellt: 0.0.0.0
Ref.1107
·10·
CNC-Schulung
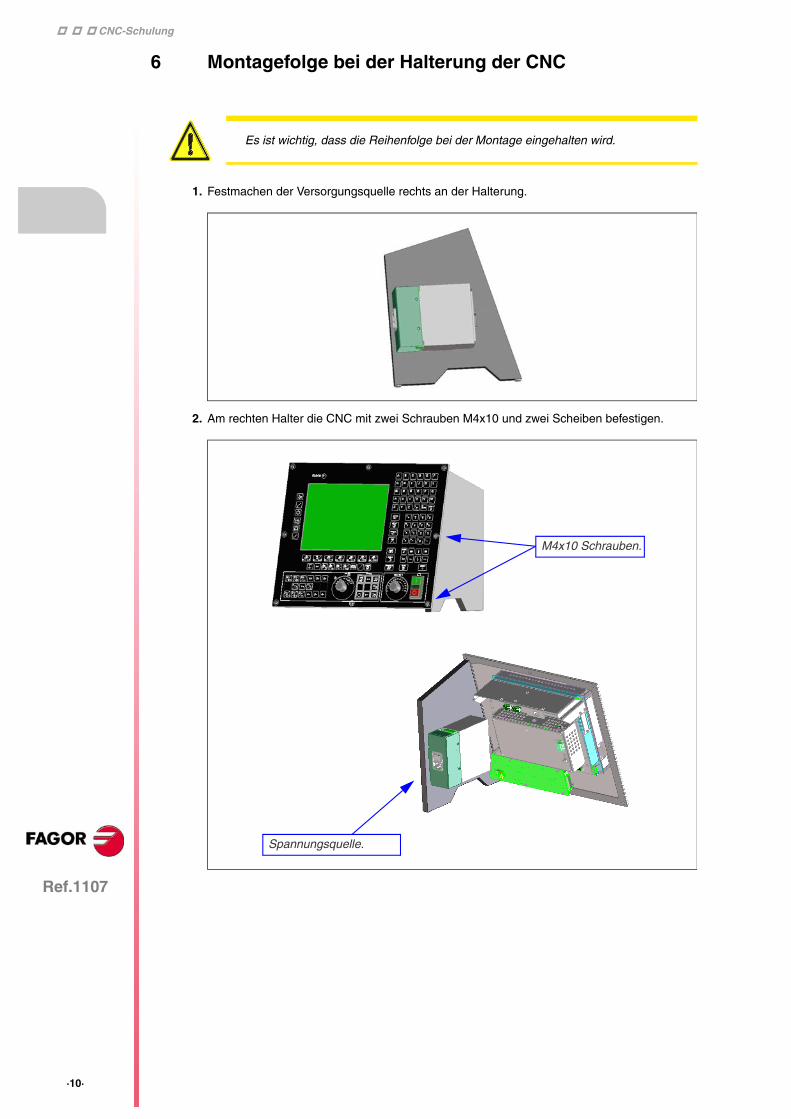
6 Montagefolge bei der Halterung der CNC
1. Festmachen der Versorgungsquelle rechts an der Halterung.
2. Am rechten Halter die CNC mit zwei Schrauben M4x10 und zwei Scheiben befestigen.
Es ist wichtig, dass die Reihenfolge bei der Montage eingehalten wird.
M4x10 Schrauben.
Spannungsquelle.
Ref.1107
·11·
CNC-Schulung
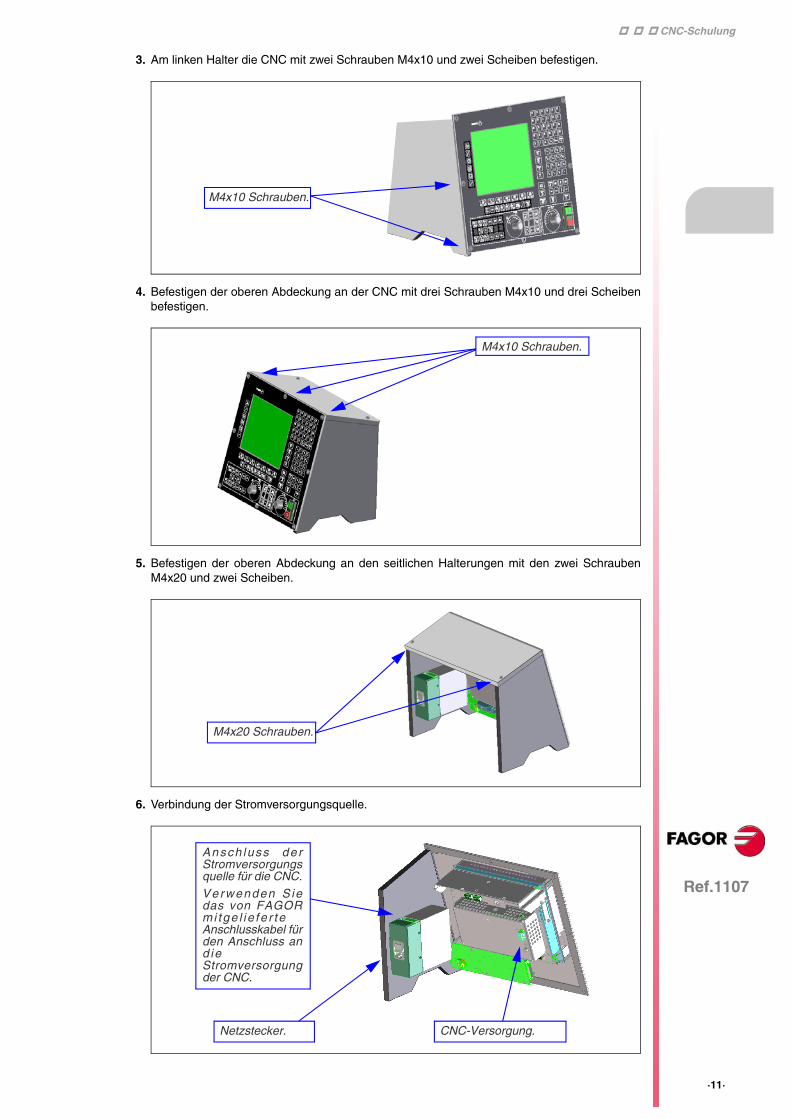
3. Am linken Halter die CNC mit zwei Schrauben M4x10 und zwei Scheiben befestigen.
4. Befestigen der oberen Abdeckung an der CNC mit drei Schrauben M4x10 und drei Scheibenbefestigen.
5. Befestigen der oberen Abdeckung an den seitlichen Halterungen mit den zwei SchraubenM4x20 und zwei Scheiben.
6. Verbindung der Stromversorgungsquelle.
M4x10 Schrauben.
M4x10 Schrauben.
M4x20 Schrauben.
Netzstecker.
Ansch luss derStromversorgungsquelle für die CNC.
Verwenden S iedas von FAGORmi tge l ie fe r teAnschlusskabel fürden Anschluss and ieStromversorgungder CNC.
CNC-Versorgung.
Ref.1107
·12·
CNC-Schulung





























