Embed Size (px)
Citation preview

Hans B. KiefHelmut A. Roschiwal
CNC-Handbuch 2013/2014

Inhaltsverzeichnis
Teil 1 Einführung in die CNC-Technik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
1 Historische Entwicklung der NC-Fertigung . . . . . . . . . . . . . . . . . . . . . . . . . . . 151.1 Erste Nachkriegsjahre . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 151.2 Wiederaufbau der Werkzeugmaschinen industrie . . . . . . . . . . . . . . . . . . . . . . . . 161.3 Weltweite Veränderungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 161.4 Neue, typische NC-Maschinen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 171.5 Der japanische Einfluss . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 171.6 Die deutsche Krise . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 181.7 Ursachen und Auswirkungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 181.8 Flexible Fertigungssysteme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 191.9 Weltwirtschaftskrise 2009 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 201.10 Situation und Ausblick . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 211.11 Fazit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
2 Meilensteine der NC-Entwicklung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
3 Was ist NC und CNC? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 293.1 Der Weg zu NC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 293.2 Hardware . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 303.3 Software . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 323.4 Steuerungsarten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 323.5 NC-Achsen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 343.6 SPS, PLC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 363.7 Anpassteil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 393.8 Computer und NC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 393.9 NC-Programm und Programmierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 423.10 Dateneingabe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 433.11 Bedienung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 453.12 Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
Teil 2 Funktionen der CNC-Werkzeug maschine . . . . . . . . . . . . . . . . . . . . . . . 53
1 Weginformationen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 551.1 Einführung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 551.2 Achsbezeichnung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 551.3 Lageregelkreis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 581.4 Positionsmessung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 611.5 Vorschubantriebe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 741.6 Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87

Inhaltsverzeichnis 5
2 Schaltfunktionen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 902.1 Erläuterungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 902.2 Werkzeugwechsel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 912.3 Werkzeugwechsel bei Drehmaschinen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 912.4 Werkzeugwechsel bei Fräsmaschinen und Bearbeitungszentren . . . . . . . . . . . 932.5 Werkzeug-Identifikation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 952.6 Werkstückwechsel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 982.7 Drehzahlwechsel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1022.8 Vorschubgeschwindigkeit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1032.9 Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103
3 Funktionen der numerischen Steuerung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1063.1 Definition . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1063.2 CNC-Grundfunktionen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1063.3 CNC-Sonderfunktionen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1123.4 Anzeigen in CNCs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1283.5 Offene Steuerungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1283.6 Preisbetrachtung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1313.7 Vorteile neuester CNC-Entwicklungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1333.8 Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 134
4 SPS – Speicher programmierbare Steuerungen . . . . . . . . . . . . . . . . . . . . . . . . 1394.1 Definition . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1394.2 Entstehungsgeschichte der SPS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1394.3 Aufbau und Wirkungsweise von SPS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1404.4 Datenbus und Feldbus . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1434.5 Vorteile von SPS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1504.6 Programmierung von SPS und Dokumentation . . . . . . . . . . . . . . . . . . . . . . . . . . 1504.7 Programm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1524.8 Programmspeicher . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1534.9 SPS, CNC und PC im integrierten Betrieb . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1554.10 SPS-Auswahlkriterien . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1554.11 Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1574.12 Tabellarischer Vergleich CNC/SPS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 157
5 Einfluss der CNC auf Baugruppen der Maschine . . . . . . . . . . . . . . . . . . . . . . . 1635.1 Maschinenkonfiguration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1635.2 Maschinengestelle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1655.3 Führungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1665.4 Hauptantriebe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1685.5 Maschinenverkleidung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1745.6 Kühlmittelversorgung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1755.7 Späneabfuhr . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1755.8 Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 176

6 Inhaltsverzeichnis
Teil 3 Die Arten von numerisch gesteuerten Maschinen . . . . . . . . . . . . . . 179
1 CNC-Werkzeug maschinen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1811.1 Bearbeitungszentren, Fräsmaschinen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1811.2 Drehmaschinen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1951.3 Schleifmaschinen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2021.4 Verzahnmaschinen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2121.5 Bohrmaschinen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2211.6 Parallelkinematische Maschinen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2261.7 Sägemaschinen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2281.8 Laser-Bearbeitungsanlagen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2321.9 Stanz- und Nibbelmaschinen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2391.10 Rohrbiegemaschinen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2431.11 Funkenerosionsmaschinen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2451.12 Elektronenstrahl-Maschinen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2481.13 Wasserstrahlschneid maschinen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2491.14 Entwicklungstendenzen bei numerisch gesteuerten Werkzeugmaschinen . . . 2521.15 Messen und Prüfen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2561.16 Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 260
2 Prozessadaptierte Auslegung von Werkzeug maschinenantrieben . . . . . . 2642.1 Grenzen der Betrachtung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2642.2 Ausgangspunkt Bearbeitungsprozess . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2652.3 Energiebilanz . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2672.4 Aufbau von Werkzeug maschinenantrieben . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2682.5 Anforderungen aus den Zerspanprozessen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2692.6 Stationäre und dynamische Auslegung von Vorschub antrieben . . . . . . . . . . . . 2702.7 Lineardirektantrieb in Werkzeugmaschinen . . . . . . . . . . . . . . . . . . . . . . . . . . . 2732.8 Ableitung der Antriebs auslegung aus Prozess kenngrößen . . . . . . . . . . . . . . . 2742.9 Universelle/spezifische Auslegung von Maschinen . . . . . . . . . . . . . . . . . . . . . . 2772.10 Auslegung von Vorschub antrieben spanender Werkzeugmaschinen
aus Prozessparametern . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2782.11 Messsysteme für Werkzeugmaschinen antriebe . . . . . . . . . . . . . . . . . . . . . . . . . 2792.12 Systembetrachtung einer Werkzeugmaschine . . . . . . . . . . . . . . . . . . . . . . . . . . 2802.13 Zusammenfassung Antriebsdimensionierung . . . . . . . . . . . . . . . . . . . . . . . . . . 283
3 Energieeffizienz von CNC-Maschinen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2843.1 Einführung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2843.2 Effizienzsteigerung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2863.3 Definition des Prüfzyklus . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2883.4 Ergebnis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2893.5 Alternativen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 289
4 Generative Fertigungsverfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2924.1 Einführung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2924.2 Definition . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 293

Inhaltsverzeichnis 7
4.3 Verfahrenskette . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2954.4 Einteilung der generativen Fertigungsverfahren . . . . . . . . . . . . . . . . . . . . . . . . 2974.5 Vorstellung der wichtigsten Schichtbauverfahren . . . . . . . . . . . . . . . . . . . . . . . 2994.6 Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 309
5 Flexible Fertigungs systeme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3115.1 Definition . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3115.2 Flexible Fertigungsinseln . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3145.3 Flexible Fertigungszellen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3145.4 Technische Kennzeichen flexibler Fertigungssysteme . . . . . . . . . . . . . . . . . . . . 3175.5 FFS-Einsatzkriterien . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3195.6 Fertigungsprinzipien . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3205.7 Maschinenauswahl und -anordnung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3225.8 Werkstück-Transport systeme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3235.9 FFS-geeignete CNCs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3335.10 FFS-Leitrechner . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3345.11 Wirtschaftliche Vorteile von FFS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3365.12 Probleme und Risiken bei der Auslegung von FFS . . . . . . . . . . . . . . . . . . . . . . . 3385.13 Flexibilität und Komplexität . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3395.14 Simulation von FFS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3435.15 Produktionsplanungs systeme (PPS) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3455.16 Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 346
6 Industrieroboter und Handhabung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 349 Einführung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3496.1 Definition: Was ist ein Industrieroboter? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3506.2 Aufbau von Industrie robotern . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3516.3 Mechanik/Kinematik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3526.4 Greifer oder Effektor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3546.5 Steuerung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3546.6 SafeRobot Technologie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3576.7 Programmierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3596.8 Sensoren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3626.9 Anwendungsbeispiele von Industrierobotern . . . . . . . . . . . . . . . . . . . . . . . . . . . 3636.10 Einsatzkriterien für Industrieroboter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3656.11 Vergleich Industrie-Roboter und CNC-Maschine . . . . . . . . . . . . . . . . . . . . . . . . 3676.12 Zusammenfassung und Ausblick . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 368
Teil 4 Werkzeuge in der CNC-Fertigung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 371
1 Aufbau der Werkzeuge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3731.1 Einführung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3731.2 Anforderungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3731.3 Gliederung der Werkzeuge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3761.4 Maschinenseitige Aufnahmen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3801.5 Modulare Werkzeug systeme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 386

8 Inhaltsverzeichnis
1.6 Einstellbare Werkzeuge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3871.7 Gewindefräsen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3911.8 Sonderwerkzeuge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3931.9 Werkzeugwahl . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 398
2 Werkzeug verwaltung (Tool Management) . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4002.1 Motive zur Einführung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4002.2 Evaluation einer Werkzeugverwaltung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4022.3 Lastenheft . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4022.4 Beurteilung von Lösungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4032.5 Einführung einer Werkzeugverwaltung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4032.6 Gliederung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4032.7 Integration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4042.8 Werkzeug-Identifikation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4042.9 Werkzeuge suchen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4062.10 Werkzeug-Klassifikation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4072.11 Werkzeug-Komponenten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4072.12 Komplett-Werkzeuge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4092.13 Werkzeuglisten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4112.14 Arbeitsgänge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4112.15 Werkzeug-Voreinstellung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4122.16 Werkzeug-Logistik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 414
3 Elektronische Werkzeug-Identifikation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4183.1 Einführung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4183.2 Funktionsweise/Prinzip . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4193.3 Komponenten eines WZ-Ident- Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4213.4 Organisatorische Vorteile elektronischer Werkzeug-Ident-Systeme . . . . . . . . . 4213.5 Werkzeugerkennung und -datenverwaltung mit RFID . . . . . . . . . . . . . . . . . . . . 4223.6 Werkzeugüberwachung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4253.7 Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 428
4 Prozessnahe Fertigungsmesstechnik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4304.1 Einführung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4304.2 Parallele Messtechniken . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4304.3 Prozessnahes Messen in Nebenzeiten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4304.4 Mit Bohrungsmessköpfen nah am Prozess . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4314.5 Aktorische Werkzeugsysteme schließen den Regelkreis . . . . . . . . . . . . . . . . . . 4324.6 Mechatronische Werkzeug systeme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4354.7 Geschlossene Prozesskette . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4354.8 Ausblick . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4354.9 Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 438

Inhaltsverzeichnis 9
Teil 5 NC-Programm und Programmierung . . . . . . . . . . . . . . . . . . . . . . . . . . . 441
1 NC-Programm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4431.1 Definition . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4431.2 Struktur der NC-Programme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4441.3 Programmaufbau, Syntax und Semantik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4461.4 Schaltbefehle (M-Funktionen) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4471.5 Weginformationen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4491.6 Wegbedingungen (G-Funktionen) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4511.7 Zyklen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4541.8 Nullpunkte und Bezugs punkte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4581.9 Transformation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4611.10 Werkzeugkorrekturen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4611.11 Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 466
2 Programmierung von CNC-Maschinen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4682.1 Definition der NC-Programmierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4682.2 Programmiermethoden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4682.3 NC-Programmierer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4772.4 Arbeitserleichternde Grafik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4782.5 Verteilte Intelligenz . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4802.6 Auswahl des geeigneten Programmiersystems . . . . . . . . . . . . . . . . . . . . . . . . . . 4812.7 Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 483
3 NC-Programmier systeme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4863.1 Einleitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4863.2 Bearbeitungsverfahren im Wandel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4873.3 Der Einsatzbereich setzt die Prioritäten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4883.4 Eingabedaten aus unterschiedlichen Quellen . . . . . . . . . . . . . . . . . . . . . . . . . . . 4923.5 Leistungsumfang eines modernen NC-Programmiersystems (CAM) . . . . . . . . 4923.6 Datenmodelle auf hohem Niveau . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4933.7 CAM-orientierte Geometrie-Manipulation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4933.8 Nur leistungsfähige Bearbeitungsstrategien zählen . . . . . . . . . . . . . . . . . . . . . 4943.9 3D-Modelle bieten mehr . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4953.10 Innovativ mit Feature-Technik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4963.11 Automatische Objekt erkennung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4993.12 Bearbeitungsdatenbank . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4993.13 Werkzeuge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5013.14 Aufspannplanung und Definition der Reihenfolge . . . . . . . . . . . . . . . . . . . . . . . 5013.15 Die Simulation bringt es auf den Punkt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5013.16 Postprozessor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5033.17 Erzeugte Daten und Schnittstellen zu den Werkzeugmaschinen . . . . . . . . . . . 5033.18 Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 503

10 Inhaltsverzeichnis
4 Fertigungs-Simulation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5064.1 Einleitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5064.2 Qualitative Abgrenzung der Systeme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5074.3 Komponenten eines Simulationsszenarios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5104.4 Ablauf der NC-Simulation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5134.5 Einsatzfelder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5164.6 Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 520
Teil 6 Einbindung der CNC-Technik in die betriebliche Informationsverarbeitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 523
1 DNC – Direct Numerical Control oder Distributed Numerical Control . . . . 5251.1 Definition . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5251.2 Aufgaben von DNC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5251.3 Einsatzkriterien für DNC-Systeme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5261.4 Datenkommunikation mit CNC-Steuerungen . . . . . . . . . . . . . . . . . . . . . . . . . . . 5271.5 Technik des Programm anforderns . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5281.6 Heute angebotene DNC-Systeme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5291.7 Netzwerktechnik für DNC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5311.8 Vorteile beim Einsatz von Netzwerken . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5331.9 NC-Programmverwaltung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5331.10 Vorteile des DNC-Betriebes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5341.11 Kosten und Wirtschaft lichkeit von DNC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5381.12 Stand und Tendenzen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5381.13 Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 539
2 LAN – Local Area Networks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5422.1 Einleitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5422.2 Local Area Network (LAN) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5422.3 Was sind Informationen? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5432.4 Kennzeichen und Merkmale von LAN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5442.5 Gateway und Bridge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5532.6 Auswahlkriterien eines geeigneten LANs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5542.7 Schnittstellen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5542.8 Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 559
3 Digitale Produkt entwicklung und Fertigung: Von CAD und CAM zu PLM . . 5623.1 Einleitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5623.2 Begriffe und Geschichte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5633.3 Digitale Produkt entwicklung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5683.4 Digitale Fertigung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5733.5 Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 577

12 Inhaltsverzeichnis
Teil 7 Anhang . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 581
Richtlinien, Normen, Empfehlungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 583 VDI-Richtlinien . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 583 DIN-Normen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 585 NCG-Empfehlungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 587
NC-Fachwort verzeichnis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 589
Stichwort verzeichnis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 633
Empfohlene NC-Literatur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 641
Inserentenverzeichnis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 643
Tabellen und Übersichtstafeln . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 644
Bezugsquellenverzeichnis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 645

418
Elektronische Werkzeug-Identifikation
3.1 EinführungEine wichtige Aufgabe der Werkzeugver-waltung ist es, nicht nur die Werkzeuge selbst zuverlässig zu identifizieren, son-dern auch die zu jedem Werkzeug gehören-den Daten unverwechselbar verfügbar zu haben. Je nach Leistungsfähigkeit der CNC müssen beispielsweise folgende Werkzeug-Daten eingegeben werden:
■ WZ-Typ ■ WZ-Nummer ■ Ersatz-WZ ■ Magazinplatz ■ Standard-/Serien-/Sonder-WZ ■ Bohrkopf/Plandrehkopf ■ WZ-Gewicht ■ Max. Vorschub und Drehmoment ■ Standzeit/Reststandzeit ■ Vorwarngrenze bei Standz.-Ende ■ WZ gebrochen/defekt ■ Festplatz/variabler Platz ■ WZ-Radius 1/2 ■ Schneidenradius ■ Kollisionsradius 1/2 ■ WZ-Länge 1/2 ■ Kollisionslänge 1/2
■ Spez. WZ-Code (kundenabh.) ■ Verschleißkorrektur 1/2 ■ WZ gesperrt ■ Fehler-Code (Ursache für WZ-Sperre) ■ Maschinen-Zuordnung ■ Letzter Einsatz in Maschine . . .
Die Wünsche nach weiteren Kennzeich-nungsdaten können mit der Leistungs-fähigkeit der CNCs noch zunehmen. Es lässt sich aber schon aus dieser Aufzählung erkennen, dass
■ die Daten automatisch ein- und auslesbar sein müssen, da die manuelle Eingabe wegen des erforderlichen Zeitaufwandes und der Fehlermöglichkeiten unzumut-bar ist,
■ einfache, mechanische Werkzeug-Codie-rungen die Anforderungen nicht erfüllen (z. B. Codierringe),
■ die Daten unverwechselbar und unver-lierbar gespeichert sein müssen,
■ Dateneingabe, -handhabung und -aus-gabe an mehreren Stellen des Betriebes möglich sein muss,
■ die Datenverwaltung nach der einmali-gen Eingabe in der CNC erfolgen muss, um Zeit zu sparen,
Voraussetzung für eine durchgängige, lückenlose Werkzeugdatenverwaltung ist ein geschlossener Datenkreislauf. Dazu werden alle Werkzeugdaten automatisch erfasst, fortlaufend aktualisiert, im Werkzeugrechner gespeichert und bei Bedarf an die CNC-Maschine übertragen. Hierzu werden heute vorzugsweise RFID-Systeme eingesetzt. Die Überwachung der Werkzeuge im Arbeitsraum der Maschine übernehmen spe-zielle Laser-Systeme.
3

419
3 Elektronische Werkzeug-Identifikation 419
■ das Identifikationssystem für unter-schiedliche Werkzeuge verwendbar sein muss.
Dafür bieten heute die elektronisch ar-beitenden Werkzeug-Identifikationssys-teme die besten Voraussetzungen. Deren wichtigste Komponente ist ein elektroni-scher Datenspeicher-Chip, der fest mit dem Werkzeug verbunden wird und mit einem speziellen „Lesekopf“ gelesen werden kann (Bild 3.1).
3.2 Funktionsweise/PrinzipDer Datenaustausch zwischen dem Daten-träger-Chip und der Elektronik erfolgte bei den frü heren Systemen über Kon-takte. Kontaktverschleiß und Verschmut-zung führten gelegentlich zu Lesefehlern. Heute stehen induktive, kontaktlos arbei-tende Geräte zur Verfügung, die eine we-sentlich höhere Lesesicherheit haben.
Es werden zwei unterschiedliche Prinzi-pien eingesetzt, und zwar
das Nur-Lese-System (Bild 3.2) unddas Schreib-Lese-System (Bild 3.3).
Das Nur-Lese-System verwendet Daten-träger mit einer vorgegebenen, achtstelli-gen Ident nummer. Die Leseköpfe im Werk-zeugraum, am Einstellgerät und an der Maschine arbeiten in Verbindung mit ei-nem zentralen Werkzeug-Rechner, der alle Werkzeugdaten in einer Datenbank spei-chert und verwaltet. Der Codeträger liefert dem Werkzeugrechner nur die Ident-nummer und dieser ordnet die vorher ein-gegebenen, Werkzeug-bezogenen Daten den festen Identnummern zu. Alle Daten werden auf dem Bildschirm des Rechners in einer übersichtlichen Maske geordnet und angezeigt. Die CNC erhält die Daten automatisch, wenn die Identnummer beim Einbringen des Werkzeuges in das Werk-
zeug-Magazin durch den Lesekopf erkannt wird.
Das Schreib-Lese-System verwendet Da-tenträger mit höherer Speicherkapazität und kann bis zu 511 Byte Werkzeugdaten speichern. Diese Kapazität reicht aus, um die wichtigsten Daten wie Werkzeug-Num-mer, -Typ, Länge, Durchmesser, Standzeit, Gewichtsklasse u. a. zu speichern. Diese Daten können jederzeit durch den Schreib-Lesekopf aktualisiert, geändert und gelesen werden. Anders dargestellt: Das Werkzeug trägt alle Daten ständig mit sich und benö-tigt deshalb beim Einbringen in eine CNC-Maschine keine Verbindung zum Werk-zeug-Rechner. Verlässt ein Werkzeug die Maschine, werden die Daten auf dem Daten-träger automatisch aktualisiert, wie z. B. Reststandzeit, Verschleißkorrektur u. a.
Ist die CNC an einen DNC-Rechner ange-schlossen, dann können die Daten bei Be-darf auch über diese Verbindung an den Werkzeugrechner zwecks externer Verwal-tung weiter gegeben werden.
Bild 3.1: Zwei feststehende und ein drehen-des Werkzeug mit integriertem Datenträger

420
420 Teil 4 Werkzeuge in der CNC-Fertigung
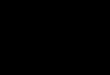
Bild 3.3: Beim Schreib-Lese-System sind in dem Datenträger die Werkzeugnummer und alle zugehörigen Werkzeugdaten programmiert und können direkt gelesen werden.
Bild 3.2: Beim Nur-Lese-System ist der Datenträger mit einer festen Nummer versehen, alle zugeordneten Daten jedes Werkzeuges sind im zentralen Rechner unter dieser Nummer gespeichert und werden dort abgerufen.

421
3 Elektronische Werkzeug-Identifikation 421
3.3 Komponenten eines WZ-Ident- Systems
Nach der bisherigen Darstellung besteht ein elektronisches Werkzeug-Identifika-tionssystem aus folgenden Komponenten:
■ den Codeträgern, auch als „Chip“ be-zeichnet, mit fester oder veränderbarer Codierung,
■ den Lese- bzw. Schreib-Lese-Köpfen mit Vorverstärkern,
■ der Lesestation, die mit den Leseköpfen zusammenarbeitet und die Ident-Num-mer an einen Rechner oder eine CNC weitergibt, bzw.
■ eine Auswerteinheit für Schreib-Lese-Systeme, deren Ausgänge (RS232, V24) zum Anschluss eines PCs oder einer CNC geeignet sind,
■ einem Werkzeug-Rechner zur Speiche-rung und Verwaltung der Werkzeug-daten und
■ einer entsprechenden Software für Da-tenspeicherung, Datenverwaltung, Da-
tenaustausch und zur übersichtlichen Anzeige über spezielle Bildschirmmas-ken.
Die technischen Daten bezüglich Leseab-stand, Lesezeit, Programmierzeit, Schreib-zyklen, Strom versorgung u. a. sind bei den Herstellern zu erfragen.
3.4 Organisatorische Vorteile elektronischer Werkzeug-Ident-Systeme (Bild 3.4)
Im Hinblick auf die bei hoch automati-sierten CNC-Maschinen benötigten Daten-mengen, die für eine umfassende Werk-zeugverwaltung er forderlich sind, bietet ein solches System gra vierende Vorteile, wie z. B.:
■ einen automatischen Datenfluss zwi-schen Einstellgerät, Werkzeug, Werk-zeugrechner, CNC und Bediener,
■ mehr Sicherheit beim Datenaustausch durch Vermeidung von Eingabefehlern
Bild 3.4: Funktionsprinzipien des Nur-Lese-Systems und des Schreib-Lese-Systems

422
422 Teil 4 Werkzeuge in der CNC-Fertigung
und zusätzliche Überwachung gegen zu-fällige Schreib- und Lesefehler,
■ kürzere Rüstzeiten an den Maschinen, ■ bessere Nutzung der Werkzeug-Stand-
zeiten, ■ Rationalisierung des Werkzeug-Lagers
und der Werkzeug-Einstellung, ■ Wegfall der Werkzeug-Datenblätter in
der Werkstatt, ■ bessere, automatische Werkzeug-Statis-
tik, ■ Unterstützung der Mitarbeiter bei Zu-
sammenbau, Vermessung und Kontrolle der Werkzeuge,
■ Möglichkeit der besseren Werkzeug-Verwaltung.
3.5 Werkzeugerkennung und -datenverwaltung mit RFID
In der rechnergesteuerten Fertigung sind Ma terial- und Informationsfluss untrenn-bar miteinander verbunden. Dies gilt für Paletten, Spannvorrichtungen und Werk-stücke, insbesondere jedoch für die Werk-zeuge, die häufig ihren Einsatzort wechseln und ihre Daten verändern. Mechanische Codierungen und Barcode- Etiketten haben sich deshalb für eine automatische Werk-zeugdatenverwaltung als unbrauchbar er-wiesen. Durchgesetzt haben sich die induk-tiv arbeitenden Systeme, bekannt unter der Kurzbezeichnung „RFID“. Dieses Prin-zip und die Komponenten garantieren eine ausreichende Robustheit, Unempfindlich-keit gegenüber rauen Umgebungseinflüs-sen und eine zuverlässige Datensicherheit.
Durch Einsatz von RFID-Systemen ist die Standortbestimmung der Werkzeuge, die Vermeidung von Maschinenschäden durch falsche Werkzeugdaten, sowie die Verwendung ohne nochmaliges Vermessen während der Gesamt-Standzeit gewährleis-tet. Dies gilt sowohl für die Nutzung in der Maschine, als auch während des Trans-
ports und im Werkzeuglager (Geschlosse-ner Kreislauf).
Beim Einsortieren in das Magazin wer-den die Werkzeugdaten automatisch gele-sen, in den Speicher der CNC übertragen und während des Betriebes fortlaufend dem aktuellen Magazinplatz zugeordnet. Bei den folgenden automatischen Werkzeugwech-seln vom Magazin in die Spindel und zu-rück sind keine weiteren Lesevorgänge er-forderlich, was die Wechselzeiten verkürzt.
Was bedeutet „RFID“:
Das Kürzel „RFID“ steht für „Radio Fre-quency Identification Device“. Dies ist eine automatische, elektronische Identifika-tionstechnik, wel che zur berührungslosen Identifikation von Gegenständen, Waren, Personen, Tieren, in der Prozesssteuerung, der Verfolgung von Waren oder Güter-strömen, bei der Zutrittskontrolle, und vie-len weiteren Aufgabengebieten zunehmend eingesetzt wird. Dafür stehen mehrere un-terschiedliche Datenträger und Leseköpfe zur Verfügung.
Ein RFID-System umfasst folgende Komponenten:
■ den Transponder (auch RFID-Etikett, -Chip, -Tag, -Label oder Funketikett ge-nannt) als Datenträger,
■ die Sende-Empfangs-Einheit (auch Rea-der oder Schreib-Lesekopf genannt) für die Korrespondenz mit dem Transpon-der,
■ die Auswerteinheit, die den bidirektio-nalen Datentransfer zwischen Schreib-Lesekopf und dem Transponder steuert und Daten zwischenspeichert. Sie ist an-geschlossen an
■ ein Rechnersystem zur Bearbeitung und Verwaltung der Daten.