Embed Size (px)
Citation preview
K+D Flux-Technic GmbH + Co. KG
Entwicklung eines stationären UV-LED-Flächenstrahlers für die automatisierte,
zerstörungsfreie Werkstoffprüfung
UV-LED-Flächenstrahler
Abschlussbericht über ein Entwicklungsprojekt
gefördert unter AZ 27098/02 von der Deutschen Bundesstiftung Umwelt
von
Rupert Dangelmayr und Prof. Dr.-Ing. Peter Zipfl
Mögglingen, 10. August 2012

Abschlussbericht AZ 27098/02
Seite 2 / 24
Der Bericht ist über die K+D Flux-Technic GmbH + Co. KG erhältlich.
Abschlussbericht AZ 27098/02
Seite 3 / 24
Abschlussbericht AZ 27098/02
Seite 4 / 24
Abschlussbericht AZ 27098/02
Seite 5 / 24
Abschlussbericht AZ 27098/02
Seite 6 / 24
Abschlussbericht AZ 27098/02
Seite 7 / 24
Inhaltsverzeichnis
Abbildungsverzeichnis…………………………………………………………………… 8
1. Zusammenfassung ............................................................................................................ 10
2. Einleitung ......................................................................................................................... 11
3. Hauptteil ........................................................................................................................... 14
3.1 Konzeption der LED-Anordnung ............................................................................. 14
3.2 Entwicklung der Steuerungs- und Messelektronik ................................................... 14
3.3 Verkopplungen des Flächenstrahlers mit einer Kamera zur Bildverarbeitung ........ 14
3.3.1 Betriebsparameter der Kamera ............................................................................. 16
3.3.2 Optische Filterung ................................................................................................ 16
3.3.3 Vermessung möglicher Degradation der LED ..................................................... 18
3.4 Mechanische Konstruktion ....................................................................................... 21
3.5 Feldversuche und Redesign ...................................................................................... 21
4. Fazit .................................................................................................................................. 23
Literaturverzeichnis .................................................................................................................. 23
Abschlussbericht AZ 27098/02
Seite 8 / 24
Abbildungsverzeichnis
Abbildung 1: Funktionsprinzip ................................................................................................ 15
Abbildung 2: realisierter Aufbau .............................................................................................. 15
Abbildung 3: Emissionsspektrum, Magnetpulver mit UVL200-LED ..................................... 17
Abbildung 4: Transmissionsspektrum, Grünfilter .................................................................... 17
Abbildung 5: ursprünglich geplanter Aufbau zur Überwachung der LEDs ............................. 18
Abbildung 6: Ausschnitt eines Kamerabildes bei zwei verschiedenen Belichtungszeiten: ..... 19
Abbildung 7: Ausschnitt eines Kamerabildes mit vorläufiger Streuscheibe aus semi-transparentem Papier ........................................................................................ 19
Abbildung 8: Erfassung der Strahlung der Referenz LEDs ..................................................... 19
Abbildung 9: integrale Vermessung der Bereiche um die AOI (area of interest) .................... 20
Abbildung 10: bearbeitetes resultierendes Bild eines Ausschnitts einer Zahnstange mit einem
natürlichen Oberflächenfehler ....................................................................... 21
Abschlussbericht AZ 27098/02
Seite 9 / 24
Symbolverzeichnis
λ Wellenlänge in nm
LED light emitting diode, Leuchtdiode
UV-LED im Ultraviolett strahlende LED
DGzfP Deutsche Gesellschaft für zerstörungsfreie Rissprüfung
Ee Bestrahlungsstärke in �
�² bzw.
��
��²
TA Umgebungstemperatur in K
Abschlussbericht AZ 27098/02
Seite 10 / 24
1. Zusammenfassung
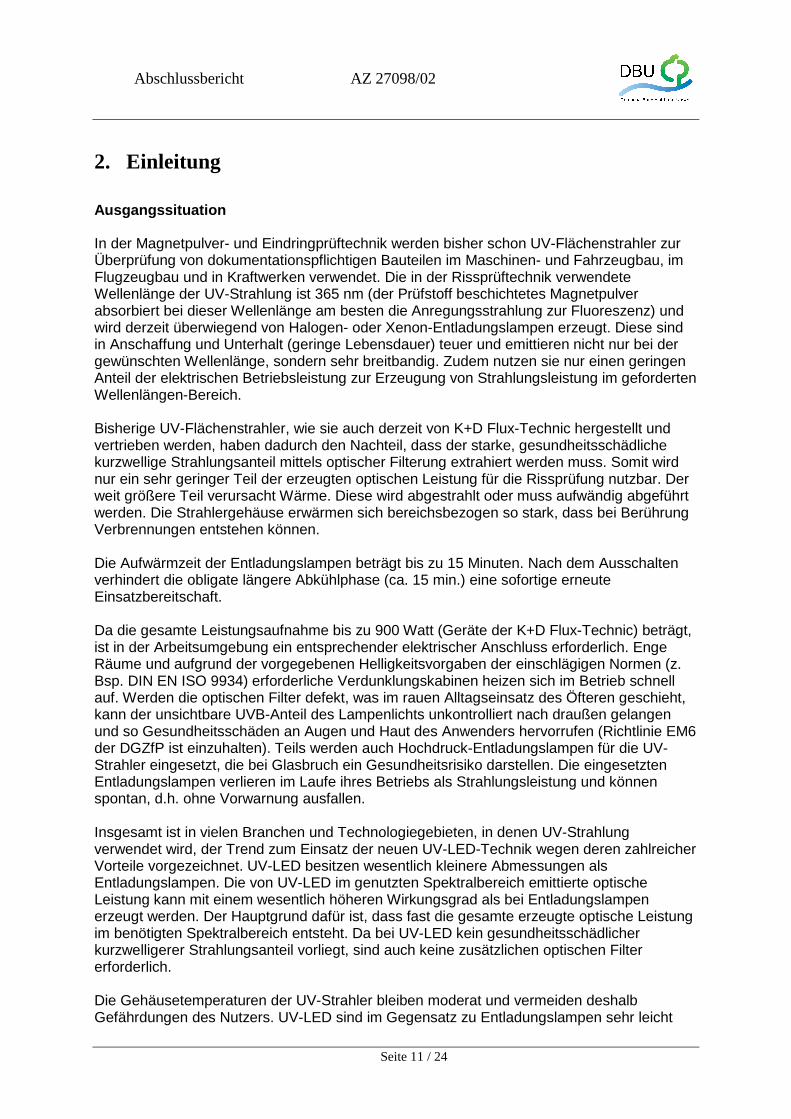
Das Hauptziel dieses Projekts, die Entwicklung eines UV-LED Flächenstrahlers als energieeffizienten Ersatz zu Flächenleuchten mit Entladungsleuchten, der sich für eine automatisierte, zerstörungsfreie Werkstoffprüfung nach dem Magnetpulver- oder Eindringverfahren eignet, konnte vollständig erfüllt werden.
Der geschaffene UV-LED-Flächenstrahler erreicht im Abstand von 400 mm eine Bestrahlungsstärke von �� ≥ 60
�
� = 6��
�� . Eine höhere Intensität ist je nach Regelung und Einsatz von Optiken mit verschiedenen Abstrahlwinkeln ohne Probleme möglich, jedoch in der Praxis nicht erforderlich.
Als elektrische Anschlussleistung werden je UV-LED ca. 4 W (bei Netzbetrieb) aufgenommen. Die Ausleuchtfläche in 400 mm Abstand beträgt ca. 500 x 250 mm. Die bisherigen Leuchten mit Entladungsleuchte haben in 400 mm Abstand ebenfalls eine ausgeleuchtete Fläche von 500 x 250 mm ausgewiesen. Die Flächenleuchte mit Entladungsleuchte benötigt als Gesamtsystem eine Anschlussleistung von ca. 900 Watt. Der neu entwickelte UV-LED-Strahler mit insgesamt 24 UV-LED erfordert eine Anschlussleistung von ca. 120 Watt.
Die Erwärmung des entwickelten UV-LED-Flächenstrahlers erzeugt bei Einsatz eines offenen Gehäuses auf dessen Außenseite nur ca. 12 K höhere Temperaturen als in der umgebenden Luft. Bei Einsatz eines geschlossenen Gehäuses mit entsprechender beschichteter Oberfläche erhöht sich die Temperatur der Außenseite gegenüber der Umgebung um ca. 25 K. Der UV-LED-Flächenstahler ist somit unbedenklich in Bezug auf etwaige Verbrennungen durch Berührung.
Durch die geringe Erwärmung des LED-Gehäuses werden LED-Lebensdauern von ca. 20.000 h bis 30.000 h für das offene Gehäuse und 10.000 h bis 15.000 h für das geschlossene Gehäuse aus den Herstellerdaten zur Lebensdauer der LED errechnet. Hieraus ergibt sich ein hohes Einsparpotenzial gegenüber dem Einsatz von Entladungsleuchten, die bei ihrer Herstellung einen hohen Energiebedarf und giftiges Quecksilber erfordern.
Die elektronische Ansteuerung, die bereits für das Förderprojekt AZ 27098 entwickelt wurde, konnte Anwendung finden. Dadurch ist sowohl die Überwachung des Betriebszustands jeder einzelnen UV-LED als auch deren individuelle Steuerung oder Regelung möglich.
Als abbildende Elemente für die UV-Strahlung wurden Kunststoffpresslinge ausgewählt, die auf den von uns favorisierten UV-LED-Hersteller, Nichia, abgestimmt sind. Je nach Anwendungsfall können die Kunststoffpresslinge mit verschiedenen Abstrahlwinkeln eingebaut werden. Dadurch ist man in der Lage, ohne großen Aufwand kundenspezifisch nach deren Forderungen zu fertigen.
Der durch die UV-LED nominell geringe Anteil an emittierter Strahlung im sichtbaren Wellenlängenbereich war für einige Applikationen nicht tolerierbar. Er wurde durch ein zusätzliches optisches Bandpass-Filter aus dem emittierten Spektrum entfernt. Die emittierte optische Leistung veränderte sich durch den zusätzlichen Filter unwesentlich.
Das Gerätekonzept wurde so ausgelegt, dass die UV-Flächenleuchte modular in Breiten- und Längenraster aufgebaut werden kann. Hierbei bleibt der Abstand der einzelnen UV-LED Reihen konstant, so dass eine homogene Ausleuchtung am Prüfling erfolgt.
Abschlussbericht AZ 27098/02
Seite 11 / 24
2. Einleitung
Ausgangssituation
In der Magnetpulver- und Eindringprüftechnik werden bisher schon UV-Flächenstrahler zur Überprüfung von dokumentationspflichtigen Bauteilen im Maschinen- und Fahrzeugbau, im Flugzeugbau und in Kraftwerken verwendet. Die in der Rissprüftechnik verwendete Wellenlänge der UV-Strahlung ist 365 nm (der Prüfstoff beschichtetes Magnetpulver absorbiert bei dieser Wellenlänge am besten die Anregungsstrahlung zur Fluoreszenz) und wird derzeit überwiegend von Halogen- oder Xenon-Entladungslampen erzeugt. Diese sind in Anschaffung und Unterhalt (geringe Lebensdauer) teuer und emittieren nicht nur bei der gewünschten Wellenlänge, sondern sehr breitbandig. Zudem nutzen sie nur einen geringen Anteil der elektrischen Betriebsleistung zur Erzeugung von Strahlungsleistung im geforderten Wellenlängen-Bereich. Bisherige UV-Flächenstrahler, wie sie auch derzeit von K+D Flux-Technic hergestellt und vertrieben werden, haben dadurch den Nachteil, dass der starke, gesundheitsschädliche kurzwellige Strahlungsanteil mittels optischer Filterung extrahiert werden muss. Somit wird nur ein sehr geringer Teil der erzeugten optischen Leistung für die Rissprüfung nutzbar. Der weit größere Teil verursacht Wärme. Diese wird abgestrahlt oder muss aufwändig abgeführt werden. Die Strahlergehäuse erwärmen sich bereichsbezogen so stark, dass bei Berührung Verbrennungen entstehen können. Die Aufwärmzeit der Entladungslampen beträgt bis zu 15 Minuten. Nach dem Ausschalten verhindert die obligate längere Abkühlphase (ca. 15 min.) eine sofortige erneute Einsatzbereitschaft. Da die gesamte Leistungsaufnahme bis zu 900 Watt (Geräte der K+D Flux-Technic) beträgt, ist in der Arbeitsumgebung ein entsprechender elektrischer Anschluss erforderlich. Enge Räume und aufgrund der vorgegebenen Helligkeitsvorgaben der einschlägigen Normen (z. Bsp. DIN EN ISO 9934) erforderliche Verdunklungskabinen heizen sich im Betrieb schnell auf. Werden die optischen Filter defekt, was im rauen Alltagseinsatz des Öfteren geschieht, kann der unsichtbare UVB-Anteil des Lampenlichts unkontrolliert nach draußen gelangen und so Gesundheitsschäden an Augen und Haut des Anwenders hervorrufen (Richtlinie EM6 der DGZfP ist einzuhalten). Teils werden auch Hochdruck-Entladungslampen für die UV-Strahler eingesetzt, die bei Glasbruch ein Gesundheitsrisiko darstellen. Die eingesetzten Entladungslampen verlieren im Laufe ihres Betriebs als Strahlungsleistung und können spontan, d.h. ohne Vorwarnung ausfallen. Insgesamt ist in vielen Branchen und Technologiegebieten, in denen UV-Strahlung verwendet wird, der Trend zum Einsatz der neuen UV-LED-Technik wegen deren zahlreicher Vorteile vorgezeichnet. UV-LED besitzen wesentlich kleinere Abmessungen als Entladungslampen. Die von UV-LED im genutzten Spektralbereich emittierte optische Leistung kann mit einem wesentlich höheren Wirkungsgrad als bei Entladungslampen erzeugt werden. Der Hauptgrund dafür ist, dass fast die gesamte erzeugte optische Leistung im benötigten Spektralbereich entsteht. Da bei UV-LED kein gesundheitsschädlicher kurzwelligerer Strahlungsanteil vorliegt, sind auch keine zusätzlichen optischen Filter erforderlich. Die Gehäusetemperaturen der UV-Strahler bleiben moderat und vermeiden deshalb Gefährdungen des Nutzers. UV-LED sind im Gegensatz zu Entladungslampen sehr leicht

Abschlussbericht AZ 27098/02
Seite 12 / 24
elektrisch steuerbar und sogar modulierbar. Dies ermöglicht es, UV-LED mit definierter emittierter Strahlungsleistung zu betreiben und diese im Laufe des Lebenszyklus der UV-LED an die Erfordernisse zu adaptieren, während bei üblichen Strahlern mit Entladungslampen bei fabrikneuen Geräten höhere Strahlungsleistungen als bei Geräten am Ende ihrer Lebensdauer emittiert werden. Im Gegensatz zu Entladungslampen benötigen die UV-LED zur Versorgung keine Hochspannung. Diese Eigenschaft prädestiniert sie auch zum sicheren Betrieb in feuchtem Klima oder beim Einsatz unter Spritzwasser.
Auch LED besitzen einige Nachteile oder erzeugen zumindest Randbedingungen, die bei ihrem Einsatz unbedingt beachtet werden müssen. So muss die gesamte erzeugte Verlustwärme über Wärmeleitung vom LED-Chip abgeführt werden. Eine Erwärmung der LED auf Temperaturen, die eine nennenswerte Abstrahlung der Verlustwärme ermöglichen, würde die LED schnell zerstören. Auch der Betrieb bei erhöhten Temperaturen lässt LED schnell altern. Auch mit herstellungsbedingten Spontanausfällen ist bei LED zu rechnen [Lem10]. Die Stromversorgung der LED sollte selbst kurzzeitige Spannungsüberhöhungen vermeiden, da hierdurch ebenfalls eine Schädigung der LED versucht werden kann.
Da UV-LED bei voller Intensität über eine entsprechende Ansteuerungselektronik gepulst werden können, wurde dies bei der Anwendung einer Bildverarbeitung berücksichtigt. Die Entwicklung einer entsprechenden Ansteuerelektronik, bei dem das Objekt mit UV-LED synchron zum Kamera-Verschluss gepulst bestrahlt wird, ist dabei erforderlich. Ein weiterer Vorteil ist, dass bis zu 10 Aufnahmen pro sec erzeugt werden, wobei immer eine gleichbleibende Intensität der Bestrahlungsstärke der UV-LED vorliegt.
Lastenheft und Anwendbarkeit auf UV-LED
Bei dem zu entwerfenden UV-LED-Flächenstrahler sollte zum einen ein für die Anwendung adäquater Ersatz für bereits bestehende Prüflampen, zum andern die Grundlage zur Automatisierung über Kamera und Bildverarbeitung für die Magnetpulver-Prüfung und Penetrierverfahren von dokumentationspflichtigen Bauteilen gefunden werden. Die spezifischen Nachteile bestehender Lampen, wie hohe Wärmeentwicklung, hoher Energieverbrauch, Einsatz von Problemstoffen wie Quecksilber sollten hingegen vermieden werden.
Es ergab sich für die Umsetzung des Vorhabens das folgende Lastenheft:
- Es ist eine Prüflampe zur Magnetpulverprüfung nach DIN EN ISO 9934 und DIN EN ISO 3059 zu erstellen.
- Die Prüflampe soll im Abstand von 400 mm eine maximale Bestrahlungsstärke von 10.000
��
��² nicht überschreiten, eine minimale Bestrahlungsstärke von 1.000
��
��²jedoch nicht unterschreiten. Standardmäßig sollte die Lampe geringfügig unterhalb
10.000 ��
��² betrieben werden. Dies entspricht einem Betrieb innerhalb der
Risikogruppe 2 der Richtlinie EM6 nach DGzfP [BGI5006].
- Der Ausleuchtbereich soll dem der bisher im Einsatz befindlichen Leuchten entsprechen (ca. 500 x250 mm).
- Der emittierte Beleuchtungsstärke soll 20 Lux nicht überschreiten.
- Der UV-LED-Flächenstrahler sollte eine mindestens doppelte Energieeffizienz gegenüber bestehenden Systemen aufweisen.
Abschlussbericht AZ 27098/02
Seite 13 / 24
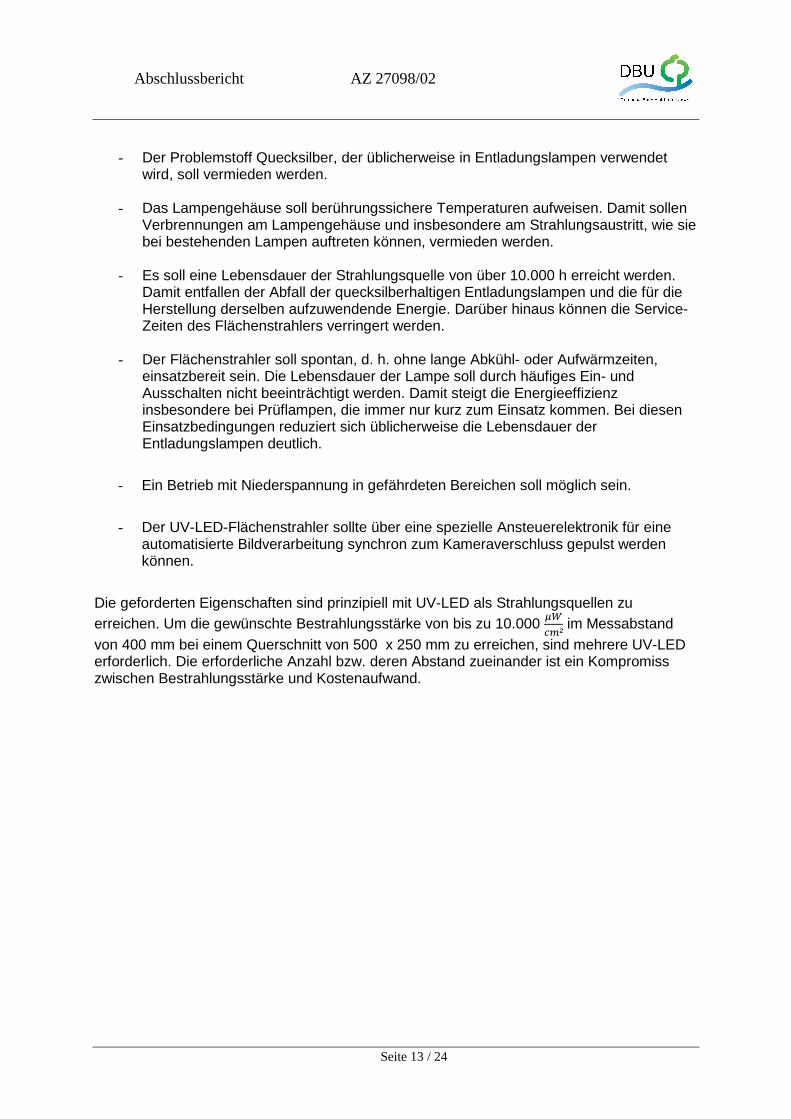
- Der Problemstoff Quecksilber, der üblicherweise in Entladungslampen verwendet wird, soll vermieden werden.
- Das Lampengehäuse soll berührungssichere Temperaturen aufweisen. Damit sollen Verbrennungen am Lampengehäuse und insbesondere am Strahlungsaustritt, wie sie bei bestehenden Lampen auftreten können, vermieden werden.
- Es soll eine Lebensdauer der Strahlungsquelle von über 10.000 h erreicht werden. Damit entfallen der Abfall der quecksilberhaltigen Entladungslampen und die für die Herstellung derselben aufzuwendende Energie. Darüber hinaus können die Service-Zeiten des Flächenstrahlers verringert werden.
- Der Flächenstrahler soll spontan, d. h. ohne lange Abkühl- oder Aufwärmzeiten, einsatzbereit sein. Die Lebensdauer der Lampe soll durch häufiges Ein- und Ausschalten nicht beeinträchtigt werden. Damit steigt die Energieeffizienz insbesondere bei Prüflampen, die immer nur kurz zum Einsatz kommen. Bei diesen Einsatzbedingungen reduziert sich üblicherweise die Lebensdauer der Entladungslampen deutlich.
- Ein Betrieb mit Niederspannung in gefährdeten Bereichen soll möglich sein.
- Der UV-LED-Flächenstrahler sollte über eine spezielle Ansteuerelektronik für eine automatisierte Bildverarbeitung synchron zum Kameraverschluss gepulst werden können.
Die geforderten Eigenschaften sind prinzipiell mit UV-LED als Strahlungsquellen zu erreichen. Um die gewünschte Bestrahlungsstärke von bis zu 10.000
��
��² im Messabstand
von 400 mm bei einem Querschnitt von 500 x 250 mm zu erreichen, sind mehrere UV-LED erforderlich. Die erforderliche Anzahl bzw. deren Abstand zueinander ist ein Kompromiss zwischen Bestrahlungsstärke und Kostenaufwand.
Abschlussbericht AZ 27098/02
Seite 14 / 24
3. Hauptteil
3.1 Konzeption der LED-Anordnung
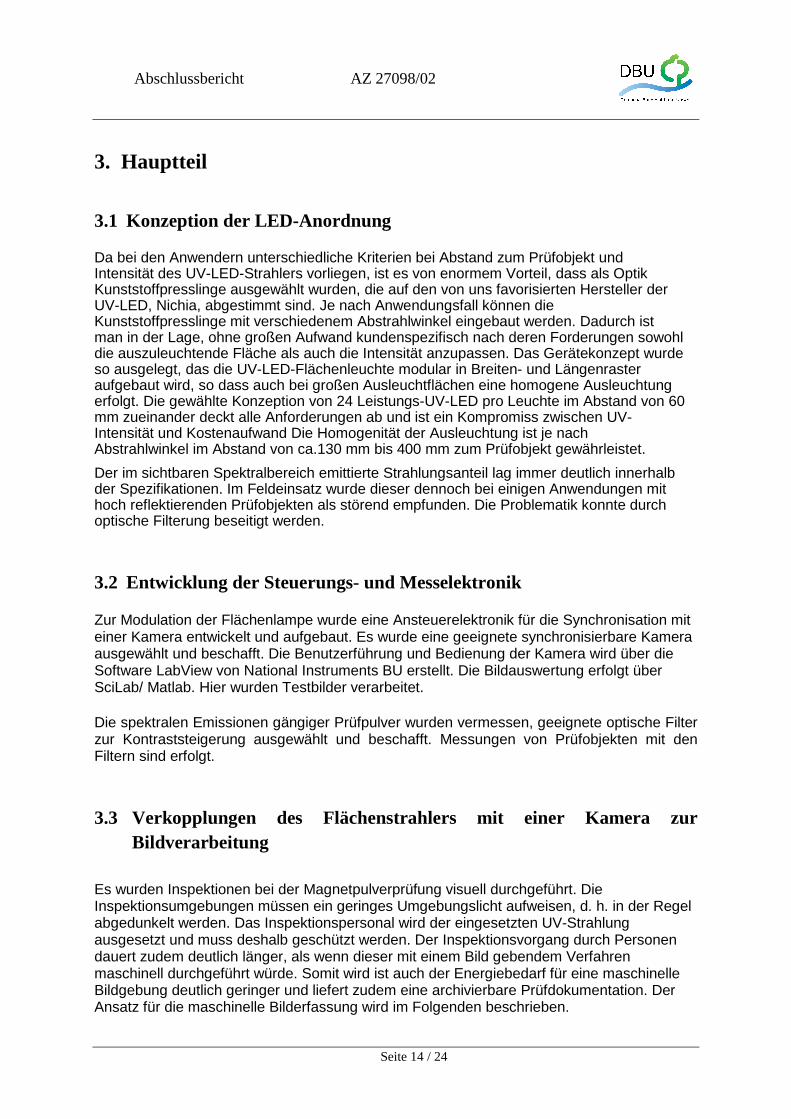
Da bei den Anwendern unterschiedliche Kriterien bei Abstand zum Prüfobjekt und Intensität des UV-LED-Strahlers vorliegen, ist es von enormem Vorteil, dass als Optik Kunststoffpresslinge ausgewählt wurden, die auf den von uns favorisierten Hersteller der UV-LED, Nichia, abgestimmt sind. Je nach Anwendungsfall können die Kunststoffpresslinge mit verschiedenem Abstrahlwinkel eingebaut werden. Dadurch ist man in der Lage, ohne großen Aufwand kundenspezifisch nach deren Forderungen sowohl die auszuleuchtende Fläche als auch die Intensität anzupassen. Das Gerätekonzept wurde so ausgelegt, das die UV-LED-Flächenleuchte modular in Breiten- und Längenraster aufgebaut wird, so dass auch bei großen Ausleuchtflächen eine homogene Ausleuchtung erfolgt. Die gewählte Konzeption von 24 Leistungs-UV-LED pro Leuchte im Abstand von 60 mm zueinander deckt alle Anforderungen ab und ist ein Kompromiss zwischen UV-Intensität und Kostenaufwand Die Homogenität der Ausleuchtung ist je nach Abstrahlwinkel im Abstand von ca.130 mm bis 400 mm zum Prüfobjekt gewährleistet.
Der im sichtbaren Spektralbereich emittierte Strahlungsanteil lag immer deutlich innerhalb der Spezifikationen. Im Feldeinsatz wurde dieser dennoch bei einigen Anwendungen mit hoch reflektierenden Prüfobjekten als störend empfunden. Die Problematik konnte durch optische Filterung beseitigt werden.
3.2 Entwicklung der Steuerungs- und Messelektronik
Zur Modulation der Flächenlampe wurde eine Ansteuerelektronik für die Synchronisation mit einer Kamera entwickelt und aufgebaut. Es wurde eine geeignete synchronisierbare Kamera ausgewählt und beschafft. Die Benutzerführung und Bedienung der Kamera wird über die Software LabView von National Instruments BU erstellt. Die Bildauswertung erfolgt über SciLab/ Matlab. Hier wurden Testbilder verarbeitet. Die spektralen Emissionen gängiger Prüfpulver wurden vermessen, geeignete optische Filter zur Kontraststeigerung ausgewählt und beschafft. Messungen von Prüfobjekten mit den Filtern sind erfolgt.
3.3 Verkopplungen des Flächenstrahlers mit einer Kamera zur Bildverarbeitung
Es wurden Inspektionen bei der Magnetpulverprüfung visuell durchgeführt. Die Inspektionsumgebungen müssen ein geringes Umgebungslicht aufweisen, d. h. in der Regel abgedunkelt werden. Das Inspektionspersonal wird der eingesetzten UV-Strahlung ausgesetzt und muss deshalb geschützt werden. Der Inspektionsvorgang durch Personen dauert zudem deutlich länger, als wenn dieser mit einem Bild gebendem Verfahren maschinell durchgeführt würde. Somit wird ist auch der Energiebedarf für eine maschinelle Bildgebung deutlich geringer und liefert zudem eine archivierbare Prüfdokumentation. Der Ansatz für die maschinelle Bilderfassung wird im Folgenden beschrieben.
Abschlussbericht AZ 27098/02
Seite 15 / 24
Abbildung 2: realisierter Aufbau
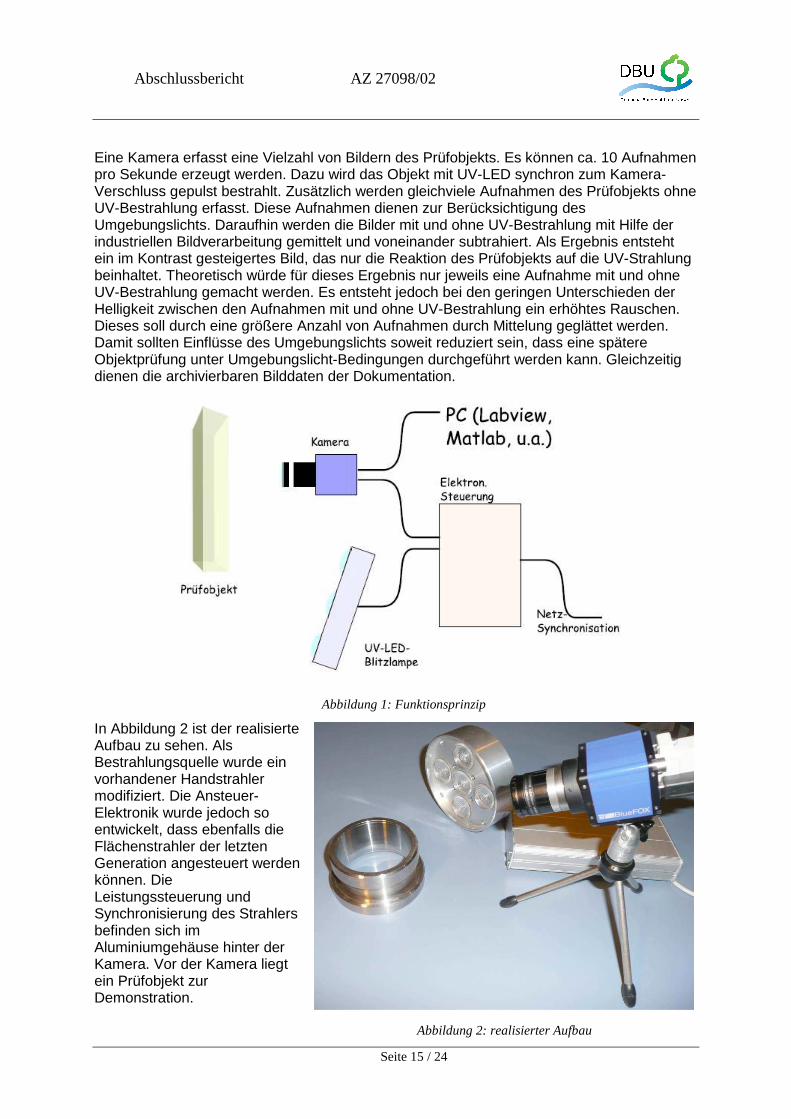
Eine Kamera erfasst eine Vielzahl von Bildern des Prüfobjekts. Es können ca. 10 Aufnahmen pro Sekunde erzeugt werden. Dazu wird das Objekt mit UV-LED synchron zum Kamera-Verschluss gepulst bestrahlt. Zusätzlich werden gleichviele Aufnahmen des Prüfobjekts ohne UV-Bestrahlung erfasst. Diese Aufnahmen dienen zur Berücksichtigung des Umgebungslichts. Daraufhin werden die Bilder mit und ohne UV-Bestrahlung mit Hilfe der industriellen Bildverarbeitung gemittelt und voneinander subtrahiert. Als Ergebnis entsteht ein im Kontrast gesteigertes Bild, das nur die Reaktion des Prüfobjekts auf die UV-Strahlung beinhaltet. Theoretisch würde für dieses Ergebnis nur jeweils eine Aufnahme mit und ohne UV-Bestrahlung gemacht werden. Es entsteht jedoch bei den geringen Unterschieden der Helligkeit zwischen den Aufnahmen mit und ohne UV-Bestrahlung ein erhöhtes Rauschen. Dieses soll durch eine größere Anzahl von Aufnahmen durch Mittelung geglättet werden. Damit sollten Einflüsse des Umgebungslichts soweit reduziert sein, dass eine spätere Objektprüfung unter Umgebungslicht-Bedingungen durchgeführt werden kann. Gleichzeitig dienen die archivierbaren Bilddaten der Dokumentation.
Abbildung 1: Funktionsprinzip
In Abbildung 2 ist der realisierte Aufbau zu sehen. Als Bestrahlungsquelle wurde ein vorhandener Handstrahler modifiziert. Die Ansteuer-Elektronik wurde jedoch so entwickelt, dass ebenfalls die Flächenstrahler der letzten Generation angesteuert werden können. Die Leistungssteuerung und Synchronisierung des Strahlers befinden sich im Aluminiumgehäuse hinter der Kamera. Vor der Kamera liegt ein Prüfobjekt zur Demonstration.
Abschlussbericht AZ 27098/02
Seite 16 / 24
3.3.1 Betriebsparameter der Kamera
Bei den Aufnahmen muss die Kamera die zur Bestrahlung des Prüfobjekts erforderlichen UV-LED synchron zum Verschluss ansteuern. Dies realisiert eine triggerbare Leistungselektronik in Hardware. Letztere ist zudem skalierbar. Das heißt, es können mehrere UV-LED-Module parallel angesteuert werden. Die Kamera wurde so ausgewählt, dass sie ein elektrisches Signal synchron zur Verschluss- bzw. Belichtungsdauer liefern kann. Darüber hinaus wurde bei einigen Betriebszuständen eine Abhängigkeit des erzeugten Kamerabildes von der Phasenlage zu einer künstlichen Umgebungsbeleuchtung festgestellt. Selbst höherfrequent (z.B. mit 100 kHz) getaktete Energiespar-Leuchtstofflampen, wie sie derzeit häufig in industrieller Umgebung eingesetzt werden, liefern eine Lichtkomponente synchron zur 50 Hz Netzspannung. Mit einer relativ zur Netzfrequenz freilaufenden Kamera kann im Bild eine Schwebung entstehen, die zu falschen Messergebnissen führt. Aus diesem Grund muss die Kamera synchron zu ganzen Vielfachen der Periodendauer der jeweiligen Netzspannung synchronisierbar sein. Diese Option kann eine elektronische Schaltung erfüllen, welche die Nulldurchgänge der Netzspannung erfasst und damit die Kamera triggert. Wenn die Möglichkeit besteht, die Kamera synchron zum Netz zu triggern, kann eine nahezu beliebige Verschlussdauer eingestellt werden. Im anderen Fall sollte die Verschlussdauer einer Netzperiode bzw. einem ganzzahligen Vielfachen davon entsprechen. Dieser Betriebs-zustand lässt sich bei der ausgewählten Kamera in der Regel jedoch einstellen. Helligkeitsschwankungen durch künstliches Umgebungslicht können dadurch weitgehend vermieden werden. Die Verschlussdauer in Verbindung mit der Signalverstärkung sollten so eingestellt werden, dass kein Bereich des Kamerabildes überstrahlt wird. Ob ein Pixel übersteuert wurde, lässt sich unter Scilab mit der Funktion max() ermitteln, die den maximalen Amplitudenwert aller Pixel bestimmt. Diese Analyse ist ebenfalls mit den Analysemodulen der kameraeigenen Software wxPropView möglich.
3.3.2 Optische Filterung
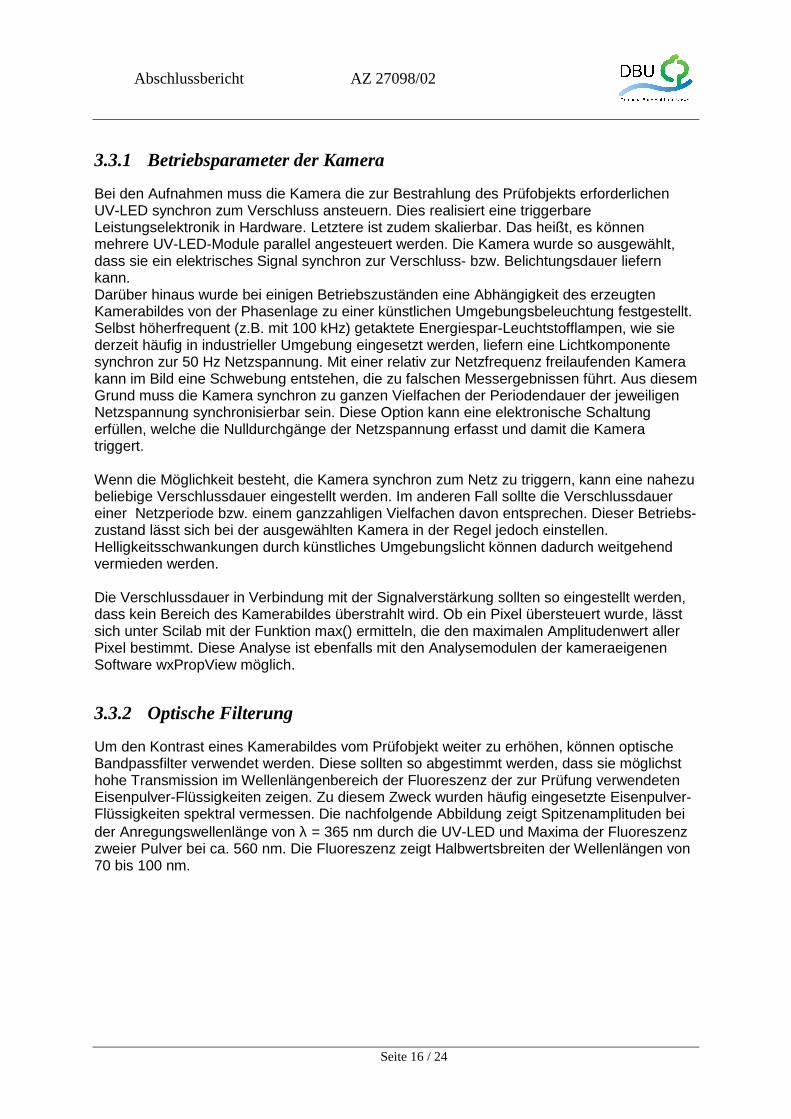
Um den Kontrast eines Kamerabildes vom Prüfobjekt weiter zu erhöhen, können optische Bandpassfilter verwendet werden. Diese sollten so abgestimmt werden, dass sie möglichst hohe Transmission im Wellenlängenbereich der Fluoreszenz der zur Prüfung verwendeten Eisenpulver-Flüssigkeiten zeigen. Zu diesem Zweck wurden häufig eingesetzte Eisenpulver-Flüssigkeiten spektral vermessen. Die nachfolgende Abbildung zeigt Spitzenamplituden bei der Anregungswellenlänge von λ = 365 nm durch die UV-LED und Maxima der Fluoreszenz zweier Pulver bei ca. 560 nm. Die Fluoreszenz zeigt Halbwertsbreiten der Wellenlängen von 70 bis 100 nm.
Abschlussbericht AZ 27098/02
Seite 17 / 24
Abbildung 3: Emissionsspektrum, Magnetpulver mit UVL200-LED
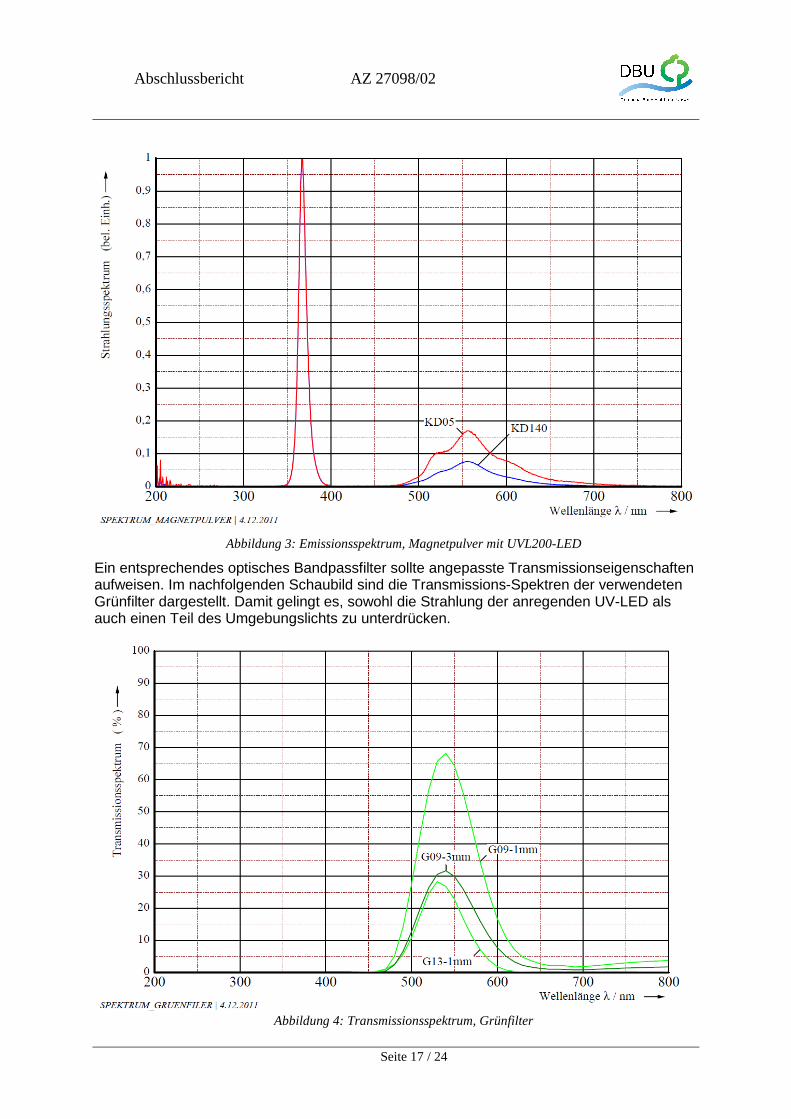
Ein entsprechendes optisches Bandpassfilter sollte angepasste Transmissionseigenschaften aufweisen. Im nachfolgenden Schaubild sind die Transmissions-Spektren der verwendeten Grünfilter dargestellt. Damit gelingt es, sowohl die Strahlung der anregenden UV-LED als auch einen Teil des Umgebungslichts zu unterdrücken.
Abbildung 4: Transmissionsspektrum, Grünfilter
Abschlussbericht AZ 27098/02
Seite 18 / 24
3.3.3 Vermessung möglicher Degradation der LED
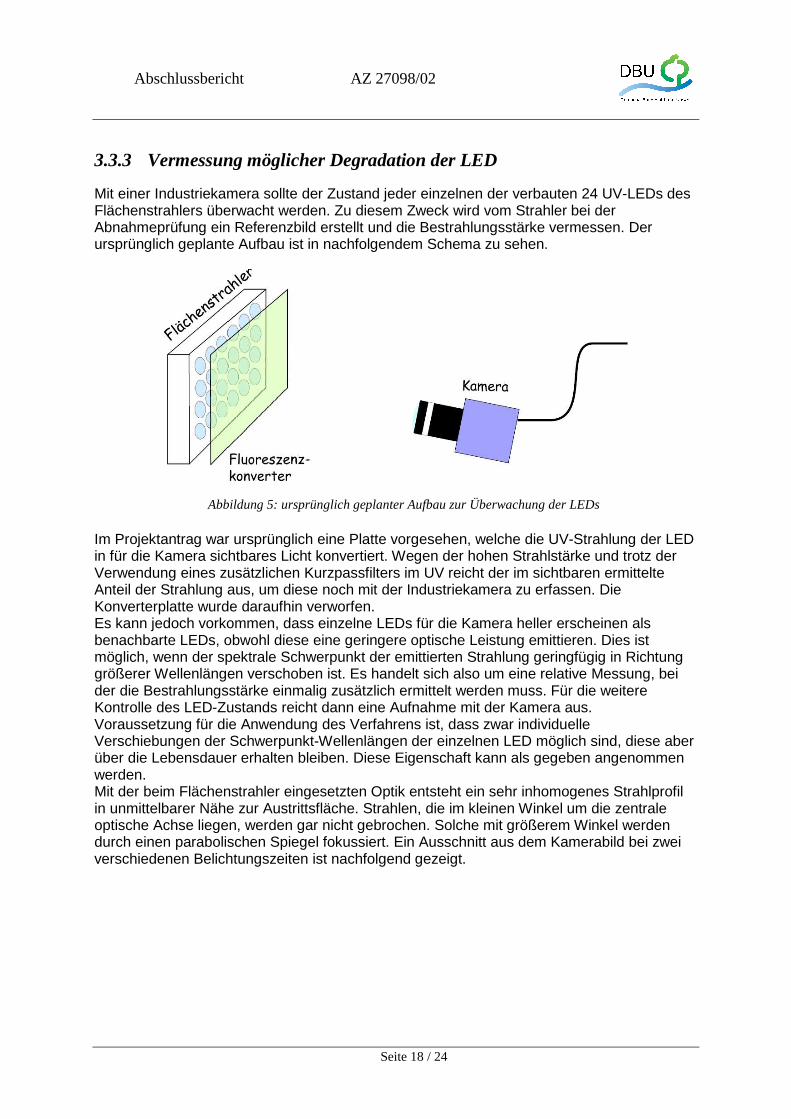
Mit einer Industriekamera sollte der Zustand jeder einzelnen der verbauten 24 UV-LEDs des Flächenstrahlers überwacht werden. Zu diesem Zweck wird vom Strahler bei der Abnahmeprüfung ein Referenzbild erstellt und die Bestrahlungsstärke vermessen. Der ursprünglich geplante Aufbau ist in nachfolgendem Schema zu sehen.
Abbildung 5: ursprünglich geplanter Aufbau zur Überwachung der LEDs Im Projektantrag war ursprünglich eine Platte vorgesehen, welche die UV-Strahlung der LED in für die Kamera sichtbares Licht konvertiert. Wegen der hohen Strahlstärke und trotz der Verwendung eines zusätzlichen Kurzpassfilters im UV reicht der im sichtbaren ermittelte Anteil der Strahlung aus, um diese noch mit der Industriekamera zu erfassen. Die Konverterplatte wurde daraufhin verworfen. Es kann jedoch vorkommen, dass einzelne LEDs für die Kamera heller erscheinen als benachbarte LEDs, obwohl diese eine geringere optische Leistung emittieren. Dies ist möglich, wenn der spektrale Schwerpunkt der emittierten Strahlung geringfügig in Richtung größerer Wellenlängen verschoben ist. Es handelt sich also um eine relative Messung, bei der die Bestrahlungsstärke einmalig zusätzlich ermittelt werden muss. Für die weitere Kontrolle des LED-Zustands reicht dann eine Aufnahme mit der Kamera aus. Voraussetzung für die Anwendung des Verfahrens ist, dass zwar individuelle Verschiebungen der Schwerpunkt-Wellenlängen der einzelnen LED möglich sind, diese aber über die Lebensdauer erhalten bleiben. Diese Eigenschaft kann als gegeben angenommen werden. Mit der beim Flächenstrahler eingesetzten Optik entsteht ein sehr inhomogenes Strahlprofil in unmittelbarer Nähe zur Austrittsfläche. Strahlen, die im kleinen Winkel um die zentrale optische Achse liegen, werden gar nicht gebrochen. Solche mit größerem Winkel werden durch einen parabolischen Spiegel fokussiert. Ein Ausschnitt aus dem Kamerabild bei zwei verschiedenen Belichtungszeiten ist nachfolgend gezeigt.
Abschlussbericht AZ 27098/02
Seite 19 / 24
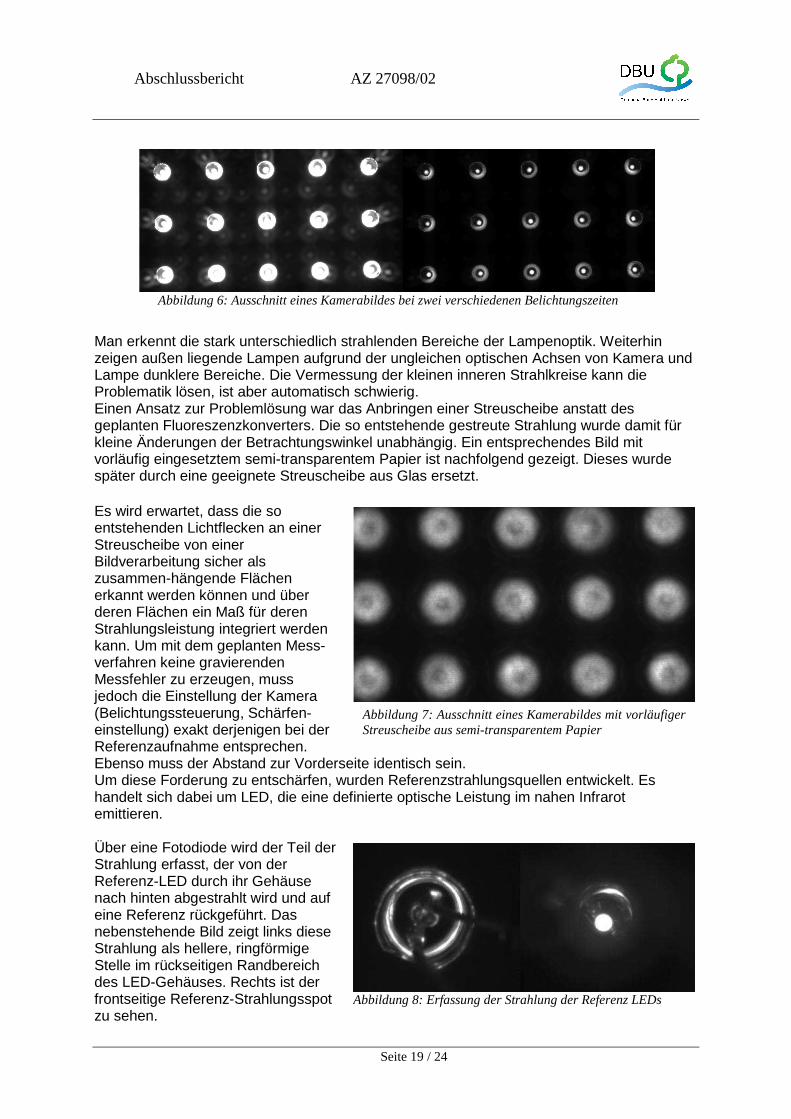
Abbildung 7: Ausschnitt eines Kamerabildes mit vorläufiger Streuscheibe aus semi-transparentem Papier
Abbildung 8: Erfassung der Strahlung der Referenz LEDs
Abbildung 6: Ausschnitt eines Kamerabildes bei zwei verschiedenen Belichtungszeiten
Man erkennt die stark unterschiedlich strahlenden Bereiche der Lampenoptik. Weiterhin zeigen außen liegende Lampen aufgrund der ungleichen optischen Achsen von Kamera und Lampe dunklere Bereiche. Die Vermessung der kleinen inneren Strahlkreise kann die Problematik lösen, ist aber automatisch schwierig. Einen Ansatz zur Problemlösung war das Anbringen einer Streuscheibe anstatt des geplanten Fluoreszenzkonverters. Die so entstehende gestreute Strahlung wurde damit für kleine Änderungen der Betrachtungswinkel unabhängig. Ein entsprechendes Bild mit vorläufig eingesetztem semi-transparentem Papier ist nachfolgend gezeigt. Dieses wurde später durch eine geeignete Streuscheibe aus Glas ersetzt. Es wird erwartet, dass die so entstehenden Lichtflecken an einer Streuscheibe von einer Bildverarbeitung sicher als zusammen-hängende Flächen erkannt werden können und über deren Flächen ein Maß für deren Strahlungsleistung integriert werden kann. Um mit dem geplanten Mess-verfahren keine gravierenden Messfehler zu erzeugen, muss jedoch die Einstellung der Kamera (Belichtungssteuerung, Schärfen-einstellung) exakt derjenigen bei der Referenzaufnahme entsprechen. Ebenso muss der Abstand zur Vorderseite identisch sein. Um diese Forderung zu entschärfen, wurden Referenzstrahlungsquellen entwickelt. Es handelt sich dabei um LED, die eine definierte optische Leistung im nahen Infrarot emittieren. Über eine Fotodiode wird der Teil der Strahlung erfasst, der von der Referenz-LED durch ihr Gehäuse nach hinten abgestrahlt wird und auf eine Referenz rückgeführt. Das nebenstehende Bild zeigt links diese Strahlung als hellere, ringförmige Stelle im rückseitigen Randbereich des LED-Gehäuses. Rechts ist der frontseitige Referenz-Strahlungsspot zu sehen.
Abschlussbericht AZ 27098/02
Seite 20 / 24
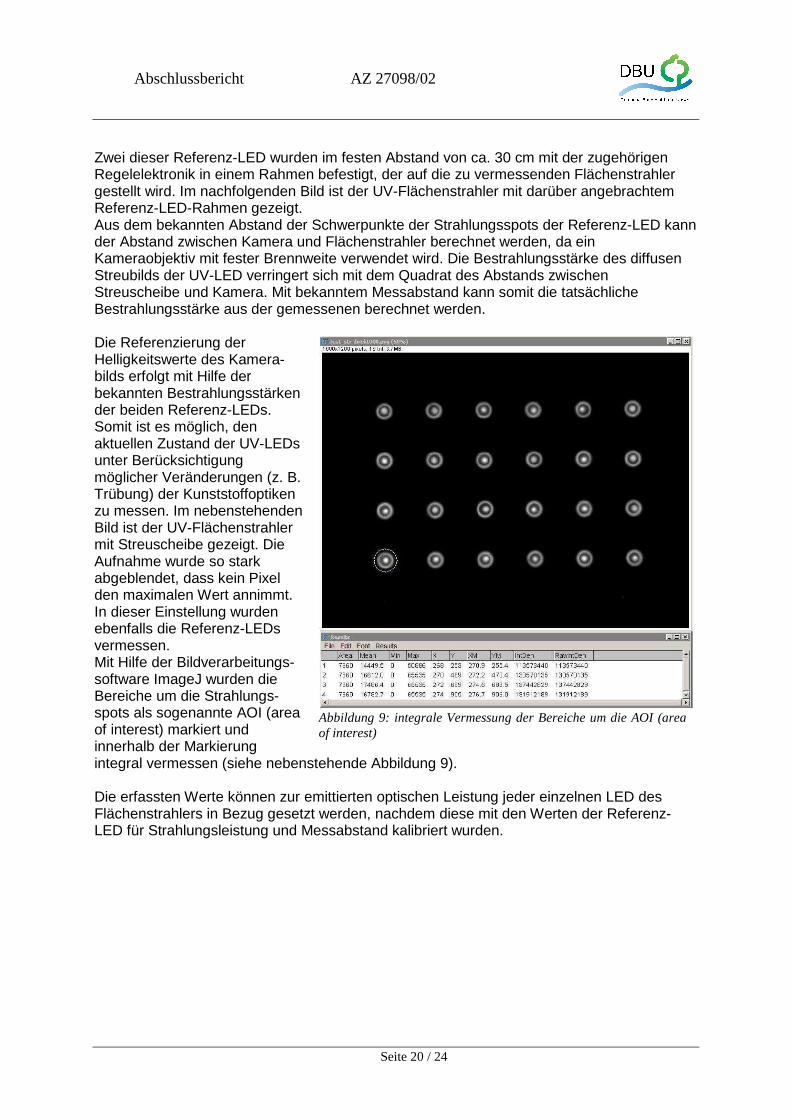
Abbildung 9: integrale Vermessung der Bereiche um die AOI (area of interest)
Zwei dieser Referenz-LED wurden im festen Abstand von ca. 30 cm mit der zugehörigen Regelelektronik in einem Rahmen befestigt, der auf die zu vermessenden Flächenstrahler gestellt wird. Im nachfolgenden Bild ist der UV-Flächenstrahler mit darüber angebrachtem Referenz-LED-Rahmen gezeigt. Aus dem bekannten Abstand der Schwerpunkte der Strahlungsspots der Referenz-LED kann der Abstand zwischen Kamera und Flächenstrahler berechnet werden, da ein Kameraobjektiv mit fester Brennweite verwendet wird. Die Bestrahlungsstärke des diffusen Streubilds der UV-LED verringert sich mit dem Quadrat des Abstands zwischen Streuscheibe und Kamera. Mit bekanntem Messabstand kann somit die tatsächliche Bestrahlungsstärke aus der gemessenen berechnet werden. Die Referenzierung der Helligkeitswerte des Kamera-bilds erfolgt mit Hilfe der bekannten Bestrahlungsstärken der beiden Referenz-LEDs. Somit ist es möglich, den aktuellen Zustand der UV-LEDs unter Berücksichtigung möglicher Veränderungen (z. B. Trübung) der Kunststoffoptiken zu messen. Im nebenstehenden Bild ist der UV-Flächenstrahler mit Streuscheibe gezeigt. Die Aufnahme wurde so stark abgeblendet, dass kein Pixel den maximalen Wert annimmt. In dieser Einstellung wurden ebenfalls die Referenz-LEDs vermessen. Mit Hilfe der Bildverarbeitungs-software ImageJ wurden die Bereiche um die Strahlungs-spots als sogenannte AOI (area of interest) markiert und innerhalb der Markierung integral vermessen (siehe nebenstehende Abbildung 9). Die erfassten Werte können zur emittierten optischen Leistung jeder einzelnen LED des Flächenstrahlers in Bezug gesetzt werden, nachdem diese mit den Werten der Referenz-LED für Strahlungsleistung und Messabstand kalibriert wurden.
Abschlussbericht AZ 27098/02
Seite 21 / 24
3.4 Mechanische Konstruktion
Konstruktion der neuen Flächenlampe: Diese besitzt nun ein völlig geschlossenes Gehäuse. Bei offenen Lampen fiel im Praxiseinsatz häufig der Lüfter wegen Verschmutzung aus. Dadurch erwärmten sich auch die UV-LED unzulässig und alterten schneller. Die Wärmeabfuhr erfolgt nun durch erzwungene Konvektion (Lüfter) vom LED-Träger auf die Gehäusewände im hermetisch geschlossenen Gehäuse, durch Wärmeleitung durch Alu-Profile auf die Gehäuse-Außenseite und von dort über natürliche Konvektion und Strahlung an die Umgebung. Das Gerätekonzept wurde so ausgelegt, das die UV-LED-Flächenleuchte modular in Breiten- und Längenraster aufgebaut wurde, so dass zum Einen jede gewünschte Ausleuchtfläche verwirklicht werden kann, zum Anderen auch bei großen Ausleuchtflächen eine homogene Ausleuchtung erfolgt. Es wurden neue Optiken verwendet. Die Justage der LED gegenüber der bisherigen Fresnel-Glaslinse mit herstellungsbedingt großen Abmaßen ist zu zeitaufwändig. Die Glaslinse wurde durch eine selbstjustierende Kunststoffoptik aus UV-beständigem Kunststoff ersetzt.
Im Feldeinsatz wurde der im sichtbaren Spektralbereich emittierte Strahlungsanteil bei einigen Anwendungen als störend empfunden. Die Problematik konnte durch optische Filterung beseitigt werden. Bei möglicher Beschädigung des Filters ist dieser kundenseits problemlos zu wechseln.
3.5 Feldversuche und Redesign
Alle dokumentationspflichtigen Sicherheitsbauteile werden unter anderem mit Hilfe des Magnetpulver-und Penetrierverfahren auf Oberflächenrisse geprüft. Die übliche Prüfung erfolgt visuell durch einen Mitarbeiter, in dem zur Ausleuchtung bei Prüfanlagen meistens stationäre UV-Flächenstrahler eingesetzt werden.
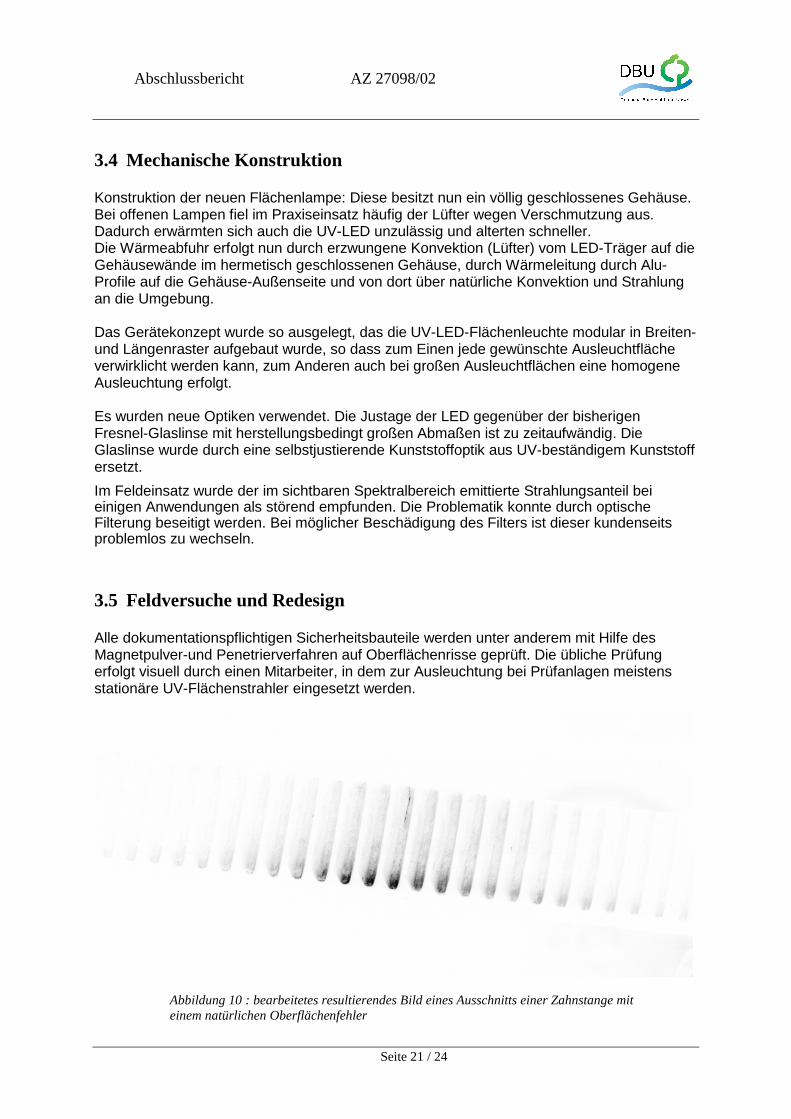
Abbildung 10 : bearbeitetes resultierendes Bild eines Ausschnitts einer Zahnstange mit einem natürlichen Oberflächenfehler
Abschlussbericht AZ 27098/02
Seite 22 / 24
Um die Sicherheit und Reproduzierbarkeit zu erhöhen wird dringend der Wunsch nach Einsatz einer automatischen Bildverarbeitung mit Fehleranalyse geäußert. Aufgrund obiger Entwicklung wurde anhand von Zahnstangen, die zu 100 % nach dem Magnetpulververfahren geprüft werden müssen, ein Feldversuch bei einem Zulieferbetrieb der Automobilindustrie durchgeführt. Abbildung 10 zeigt das bearbeitete resultierende Bild eines Ausschnitts einer Zahnstange mit einem natürlichen Oberflächenfehler. Aus dem Feldversuch wurde folgende Erkenntnis gewonnen: Die Neuentwicklung eines UV-LED-Flächenstrahlers bestehend aus UV-LED-Strahler, Ansteuerelektronik, Kamera und Auswerteelektronik ist einsetzbar. Um in der Praxis einen sicheren und kontinuierlichen Einsatz auch unter Extrembedingungen zu gewährleisten, sind abhängig vom Bauteil diverse zusätzliche Untersuchungen, Bedingungen und spezifische Festlegungen erforderlich.
Abschlussbericht AZ 27098/02
Seite 23 / 24
4. Fazit
Im Rahmen des beschriebenen Forschungs- und Entwicklungsvorhabens wurde ein sehr energieeffizienter, einfach zu handhabender UV-LED-Strahler geschaffen. Die wesentlichen, im Lastenheft festgelegten Anforderungen konnten erfüllt werden. Die Bestrahlungsstärke wird auf einen ausreichenden Wert innerhalb der Risikogruppe 2 der Richtlinie EM6 nach DGZfP von 6.000
��
��² eingeregelt. Durch die Fortschritte beim Wirkungsgrad von UV-LED
benötigen Geräte mit neueren LED immer weniger Betriebsleistung. Dadurch ist der abzuführende Wärmestrom geringer als erwartet. Dennoch wurden aufgrund von Kundenwünschen eine geschlossene und eine geöffnete Ausführung des UV-LED-Strahlers in unser Verkaufsprogramm aufgenommen. Aus den vorhandenen Informationen wird die Lebensdauer der UV-LED aus neuerer Produktion abhängig von den entworfenen Gehäusevarianten (offen oder geschlossen) auf ca. 10.000 bis 30.000 Betriebsstunden geschätzt. Mit künftig weiter steigenden Wirkungsgraden bei UV-LED muss immer weniger Wärme abgeführt werden, so dass die geschlossene Gehäusevariante vermutlich keine gravierenden Nachteile bezüglich der Lebensdauer der UV-LED zeigen und das offene Gehäuse generell ersetzen kann. Obwohl der im Sichtbaren emittierte Strahlungsanteil unterhalb der zulässigen Grenze lag, wurde dieser von einigen Anwendern nicht akzeptiert. Wurden spiegelnde Oberflächen geprüft, so erzeugten diese ein entsprechend verzerrtes Spiegelbild des UV-LED-Strahlers, wie wir es bereits von der Handleuchte kennen. Hier wird auch beim Einsatz von UV-LED weiterhin ein zusätzliches optisches Bandpassfilter notwendig sein. Das Zusammenspiel bei der automatischen Auswertung von Oberflächenfehlern an dokumentationspflichtigen Sicherheitsteilen ist noch nicht ausführlich genug bewertet worden, um Rissprüfanlagen damit auszustatten. In diesem Punkt sind diverse Fragen insbesondere mit den Anwendern zu klären. Da bei der automatischen Auswertung und Bewertung des Fehlers über Auswerterechner Kriterien wie z. Bsp. Fehlerlänge festgelegt werden müssen, sind hier sicherlich noch aufwändige Diskussionen mit dem Anwender erforderlich.

Abschlussbericht AZ 27098/02
Seite 24 / 24
5. Literaturverzeichnis
[Lem10] Lemme, Helmuth: Optomeßtechnik: LED-Detektive auf Fehlersuche, Elektronik, 12/2010, S.38 ff., Weka Fachmedien [BGI5006] Berufsgenossenschaft der Feinmechanik und Elektrotechnik (Hrsg.): Expositionsgrenzwerte für künstliche optische Strahlung, Oktober 2004 [Schott] Schott: Glass Filters, 2009 [Nichia] Nichia Corporation: SPECIFICATIONS FOR NICHIA CHIP TYPE UV LED MODEL: NCSU033A(T)





![Vergleich konventioneller und neuer Ober ... · Die Magnetpulverprüfung ist nach internationaleden n Standards ISO 3059 [2] und ISO 9934, Teil 1 bis 3 [4] genormt](https://img.pdfslide.org/doc/110x75/5b146c097f8b9a487c8cfc44/vergleich-konventioneller-und-neuer-ober-die-magnetpulverpruefung-ist-nach.jpg)






![Produktkatalog - Platzgummer€¦ · [EN ISO 9864] [EN ISO 9863-1] [EN ISO 10319] [EN ISO 10319] [EN ISO 12236] [EN ISO 13433] g/m2 mm kN/m kN % kN/m % mm MD MD CMD CMD [EN ISO 11058]](https://img.pdfslide.org/doc/110x75/605bf9e1007d9c215f54cda0/produktkatalog-platzgummer-en-iso-9864-en-iso-9863-1-en-iso-10319-en-iso.jpg)
















