Embed Size (px)
Citation preview

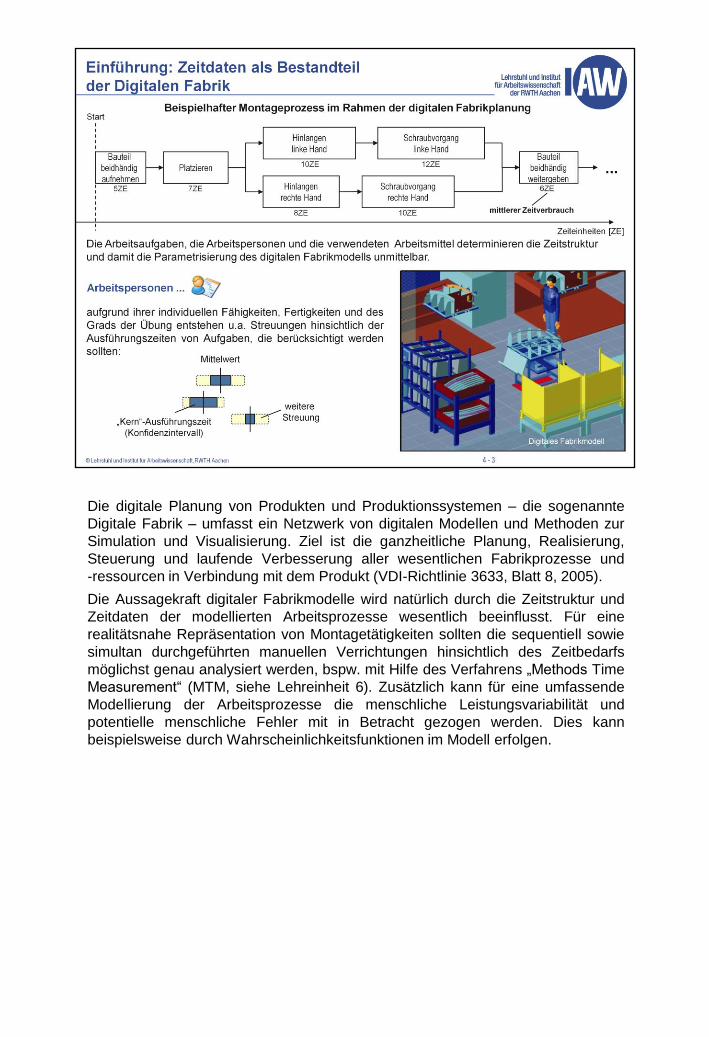
Die digitale Planung von Produkten und Produktionssystemen – die sogenannte
Digitale Fabrik – umfasst ein Netzwerk von digitalen Modellen und Methoden zur
Simulation und Visualisierung. Ziel ist die ganzheitliche Planung, Realisierung,
Steuerung und laufende Verbesserung aller wesentlichen Fabrikprozesse und
-ressourcen in Verbindung mit dem Produkt (VDI-Richtlinie 3633, Blatt 8, 2005).
Die Aussagekraft digitaler Fabrikmodelle wird natürlich durch die Zeitstruktur und
Zeitdaten der modellierten Arbeitsprozesse wesentlich beeinflusst. Für eine
realitätsnahe Repräsentation von Montagetätigkeiten sollten die sequentiell sowie
simultan durchgeführten manuellen Verrichtungen hinsichtlich des Zeitbedarfs
möglichst genau analysiert werden, bspw. mit Hilfe des Verfahrens „Methods Time
Measurement“ (MTM, siehe Lehreinheit 6). Zusätzlich kann für eine umfassende
Modellierung der Arbeitsprozesse die menschliche Leistungsvariabilität und
potentielle menschliche Fehler mit in Betracht gezogen werden. Dies kann
beispielsweise durch Wahrscheinlichkeitsfunktionen im Modell erfolgen.
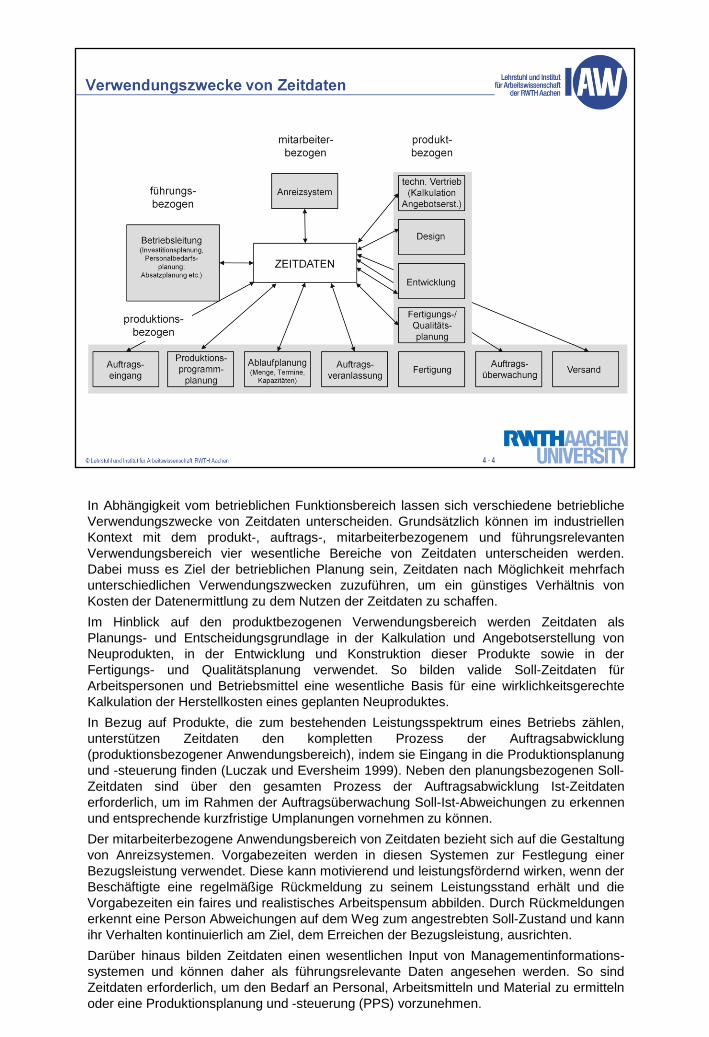
In Abhängigkeit vom betrieblichen Funktionsbereich lassen sich verschiedene betriebliche
Verwendungszwecke von Zeitdaten unterscheiden. Grundsätzlich können im industriellen
Kontext mit dem produkt-, auftrags-, mitarbeiterbezogenem und führungsrelevanten
Verwendungsbereich vier wesentliche Bereiche von Zeitdaten unterscheiden werden.
Dabei muss es Ziel der betrieblichen Planung sein, Zeitdaten nach Möglichkeit mehrfach
unterschiedlichen Verwendungszwecken zuzuführen, um ein günstiges Verhältnis von
Kosten der Datenermittlung zu dem Nutzen der Zeitdaten zu schaffen.
Im Hinblick auf den produktbezogenen Verwendungsbereich werden Zeitdaten als
Planungs- und Entscheidungsgrundlage in der Kalkulation und Angebotserstellung von
Neuprodukten, in der Entwicklung und Konstruktion dieser Produkte sowie in der
Fertigungs- und Qualitätsplanung verwendet. So bilden valide Soll-Zeitdaten für
Arbeitspersonen und Betriebsmittel eine wesentliche Basis für eine wirklichkeitsgerechte
Kalkulation der Herstellkosten eines geplanten Neuproduktes.
In Bezug auf Produkte, die zum bestehenden Leistungsspektrum eines Betriebs zählen,
unterstützen Zeitdaten den kompletten Prozess der Auftragsabwicklung
(produktionsbezogener Anwendungsbereich), indem sie Eingang in die Produktionsplanung
und -steuerung finden (Luczak und Eversheim 1999). Neben den planungsbezogenen Soll-
Zeitdaten sind über den gesamten Prozess der Auftragsabwicklung Ist-Zeitdaten
erforderlich, um im Rahmen der Auftragsüberwachung Soll-Ist-Abweichungen zu erkennen
und entsprechende kurzfristige Umplanungen vornehmen zu können.
Der mitarbeiterbezogene Anwendungsbereich von Zeitdaten bezieht sich auf die Gestaltung
von Anreizsystemen. Vorgabezeiten werden in diesen Systemen zur Festlegung einer
Bezugsleistung verwendet. Diese kann motivierend und leistungsfördernd wirken, wenn der
Beschäftigte eine regelmäßige Rückmeldung zu seinem Leistungsstand erhält und die
Vorgabezeiten ein faires und realistisches Arbeitspensum abbilden. Durch Rückmeldungen
erkennt eine Person Abweichungen auf dem Weg zum angestrebten Soll-Zustand und kann
ihr Verhalten kontinuierlich am Ziel, dem Erreichen der Bezugsleistung, ausrichten.
Darüber hinaus bilden Zeitdaten einen wesentlichen Input von Managementinformations-
systemen und können daher als führungsrelevante Daten angesehen werden. So sind
Zeitdaten erforderlich, um den Bedarf an Personal, Arbeitsmitteln und Material zu ermitteln
oder eine Produktionsplanung und -steuerung (PPS) vorzunehmen.
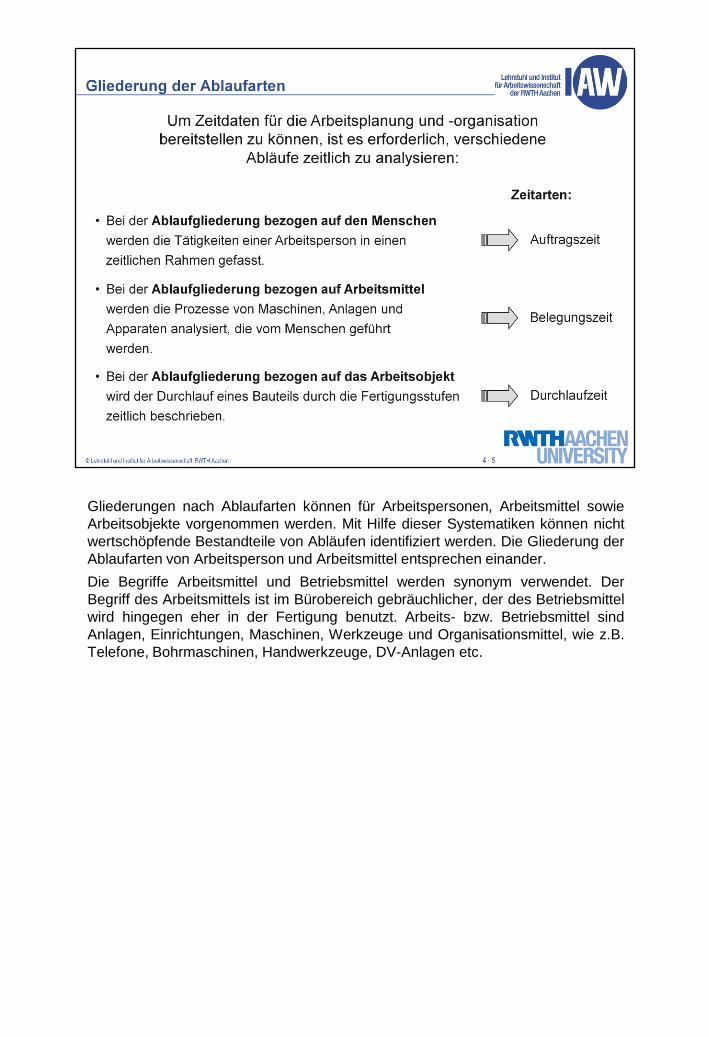
Gliederungen nach Ablaufarten können für Arbeitspersonen, Arbeitsmittel sowie
Arbeitsobjekte vorgenommen werden. Mit Hilfe dieser Systematiken können nicht
wertschöpfende Bestandteile von Abläufen identifiziert werden. Die Gliederung der
Ablaufarten von Arbeitsperson und Arbeitsmittel entsprechen einander.
Die Begriffe Arbeitsmittel und Betriebsmittel werden synonym verwendet. Der
Begriff des Arbeitsmittels ist im Bürobereich gebräuchlicher, der des Betriebsmittel
wird hingegen eher in der Fertigung benutzt. Arbeits- bzw. Betriebsmittel sind
Anlagen, Einrichtungen, Maschinen, Werkzeuge und Organisationsmittel, wie z.B.
Telefone, Bohrmaschinen, Handwerkzeuge, DV-Anlagen etc.
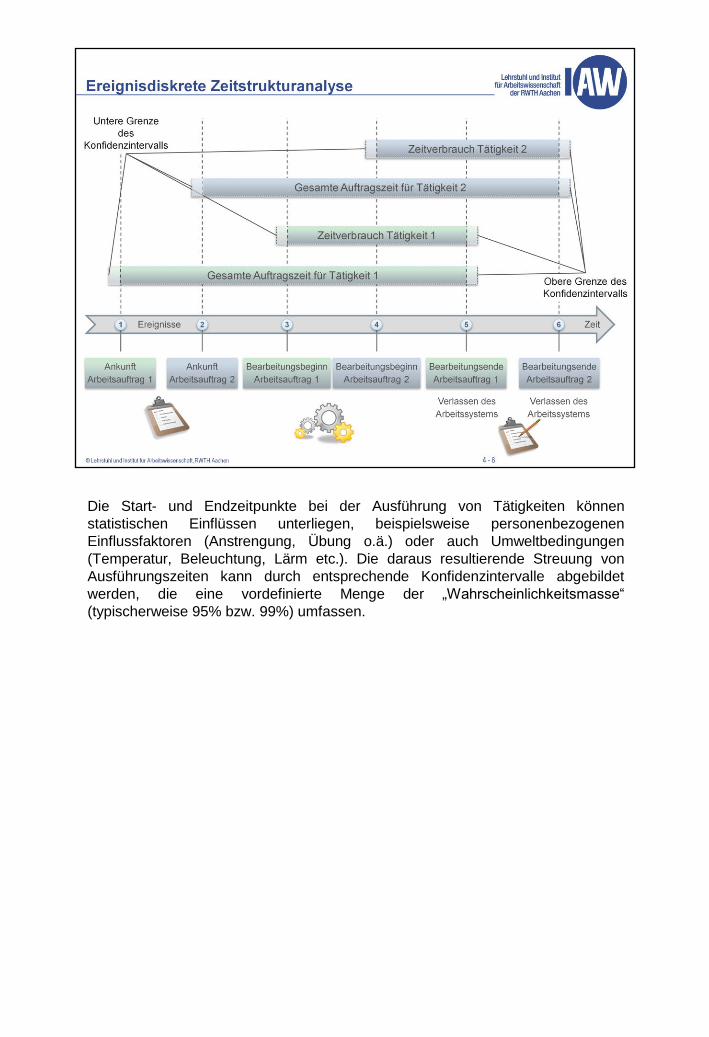
Die Start- und Endzeitpunkte bei der Ausführung von Tätigkeiten können
statistischen Einflüssen unterliegen, beispielsweise personenbezogenen
Einflussfaktoren (Anstrengung, Übung o.ä.) oder auch Umweltbedingungen
(Temperatur, Beleuchtung, Lärm etc.). Die daraus resultierende Streuung von
Ausführungszeiten kann durch entsprechende Konfidenzintervalle abgebildet
werden, die eine vordefinierte Menge der „Wahrscheinlichkeitsmasse“
(typischerweise 95% bzw. 99%) umfassen.
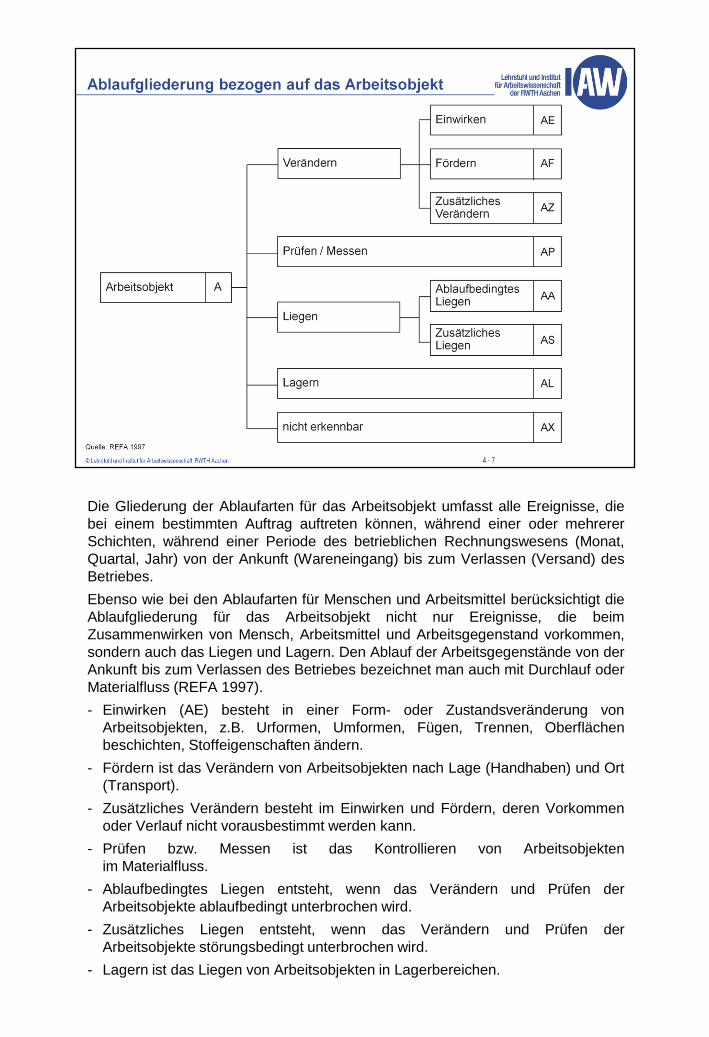
Die Gliederung der Ablaufarten für das Arbeitsobjekt umfasst alle Ereignisse, die
bei einem bestimmten Auftrag auftreten können, während einer oder mehrerer
Schichten, während einer Periode des betrieblichen Rechnungswesens (Monat,
Quartal, Jahr) von der Ankunft (Wareneingang) bis zum Verlassen (Versand) des
Betriebes.
Ebenso wie bei den Ablaufarten für Menschen und Arbeitsmittel berücksichtigt die
Ablaufgliederung für das Arbeitsobjekt nicht nur Ereignisse, die beim
Zusammenwirken von Mensch, Arbeitsmittel und Arbeitsgegenstand vorkommen,
sondern auch das Liegen und Lagern. Den Ablauf der Arbeitsgegenstände von der
Ankunft bis zum Verlassen des Betriebes bezeichnet man auch mit Durchlauf oder
Materialfluss (REFA 1997).
- Einwirken (AE) besteht in einer Form- oder Zustandsveränderung von
Arbeitsobjekten, z.B. Urformen, Umformen, Fügen, Trennen, Oberflächen
beschichten, Stoffeigenschaften ändern.
- Fördern ist das Verändern von Arbeitsobjekten nach Lage (Handhaben) und Ort
(Transport).
- Zusätzliches Verändern besteht im Einwirken und Fördern, deren Vorkommen
oder Verlauf nicht vorausbestimmt werden kann.
- Prüfen bzw. Messen ist das Kontrollieren von Arbeitsobjekten
im Materialfluss.
- Ablaufbedingtes Liegen entsteht, wenn das Verändern und Prüfen der
Arbeitsobjekte ablaufbedingt unterbrochen wird.
- Zusätzliches Liegen entsteht, wenn das Verändern und Prüfen der
Arbeitsobjekte störungsbedingt unterbrochen wird.
- Lagern ist das Liegen von Arbeitsobjekten in Lagerbereichen.
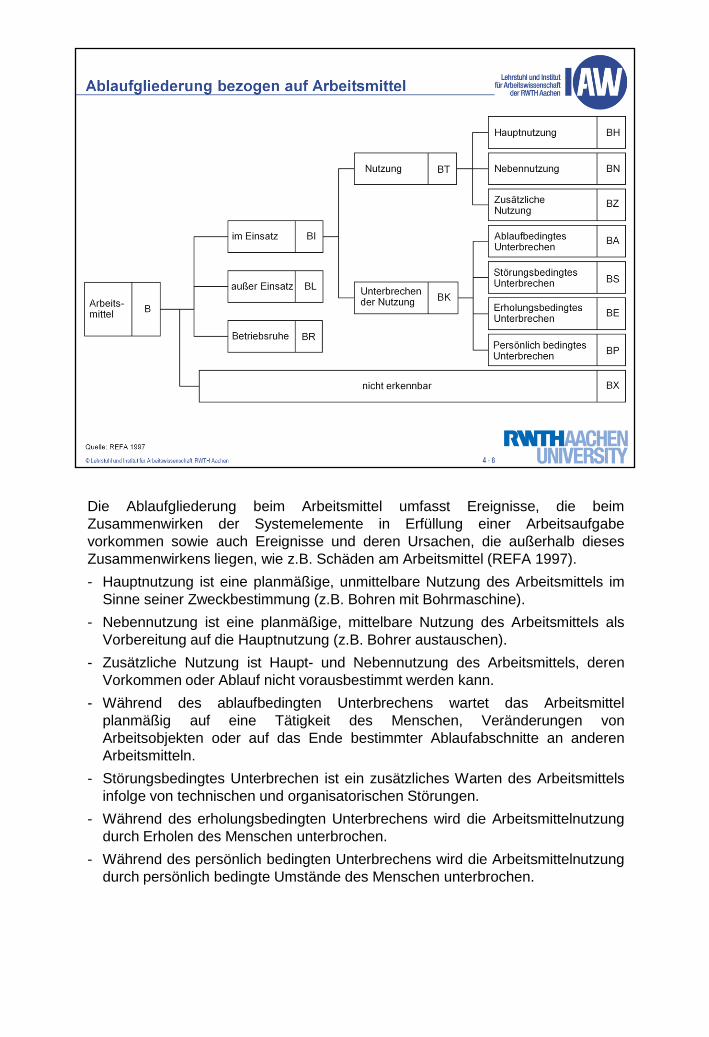
Die Ablaufgliederung beim Arbeitsmittel umfasst Ereignisse, die beim
Zusammenwirken der Systemelemente in Erfüllung einer Arbeitsaufgabe
vorkommen sowie auch Ereignisse und deren Ursachen, die außerhalb dieses
Zusammenwirkens liegen, wie z.B. Schäden am Arbeitsmittel (REFA 1997).
- Hauptnutzung ist eine planmäßige, unmittelbare Nutzung des Arbeitsmittels im
Sinne seiner Zweckbestimmung (z.B. Bohren mit Bohrmaschine).
- Nebennutzung ist eine planmäßige, mittelbare Nutzung des Arbeitsmittels als
Vorbereitung auf die Hauptnutzung (z.B. Bohrer austauschen).
- Zusätzliche Nutzung ist Haupt- und Nebennutzung des Arbeitsmittels, deren
Vorkommen oder Ablauf nicht vorausbestimmt werden kann.
- Während des ablaufbedingten Unterbrechens wartet das Arbeitsmittel
planmäßig auf eine Tätigkeit des Menschen, Veränderungen von
Arbeitsobjekten oder auf das Ende bestimmter Ablaufabschnitte an anderen
Arbeitsmitteln.
- Störungsbedingtes Unterbrechen ist ein zusätzliches Warten des Arbeitsmittels
infolge von technischen und organisatorischen Störungen.
- Während des erholungsbedingten Unterbrechens wird die Arbeitsmittelnutzung
durch Erholen des Menschen unterbrochen.
- Während des persönlich bedingten Unterbrechens wird die Arbeitsmittelnutzung
durch persönlich bedingte Umstände des Menschen unterbrochen.
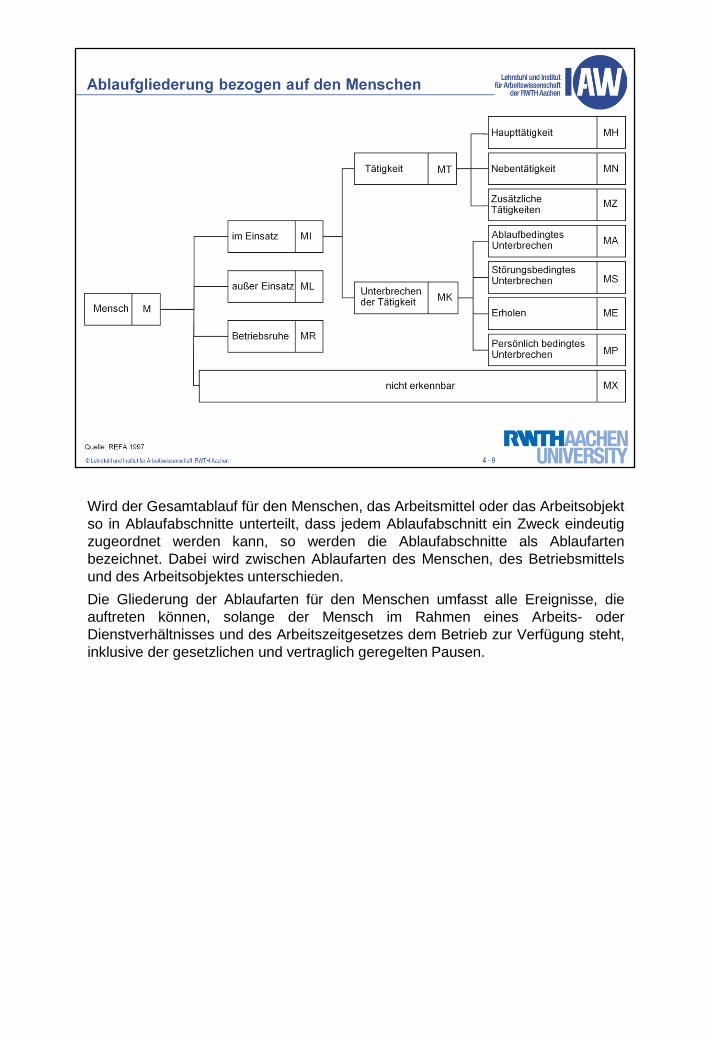
Wird der Gesamtablauf für den Menschen, das Arbeitsmittel oder das Arbeitsobjekt
so in Ablaufabschnitte unterteilt, dass jedem Ablaufabschnitt ein Zweck eindeutig
zugeordnet werden kann, so werden die Ablaufabschnitte als Ablaufarten
bezeichnet. Dabei wird zwischen Ablaufarten des Menschen, des Betriebsmittels
und des Arbeitsobjektes unterschieden.
Die Gliederung der Ablaufarten für den Menschen umfasst alle Ereignisse, die
auftreten können, solange der Mensch im Rahmen eines Arbeits- oder
Dienstverhältnisses und des Arbeitszeitgesetzes dem Betrieb zur Verfügung steht,
inklusive der gesetzlichen und vertraglich geregelten Pausen.
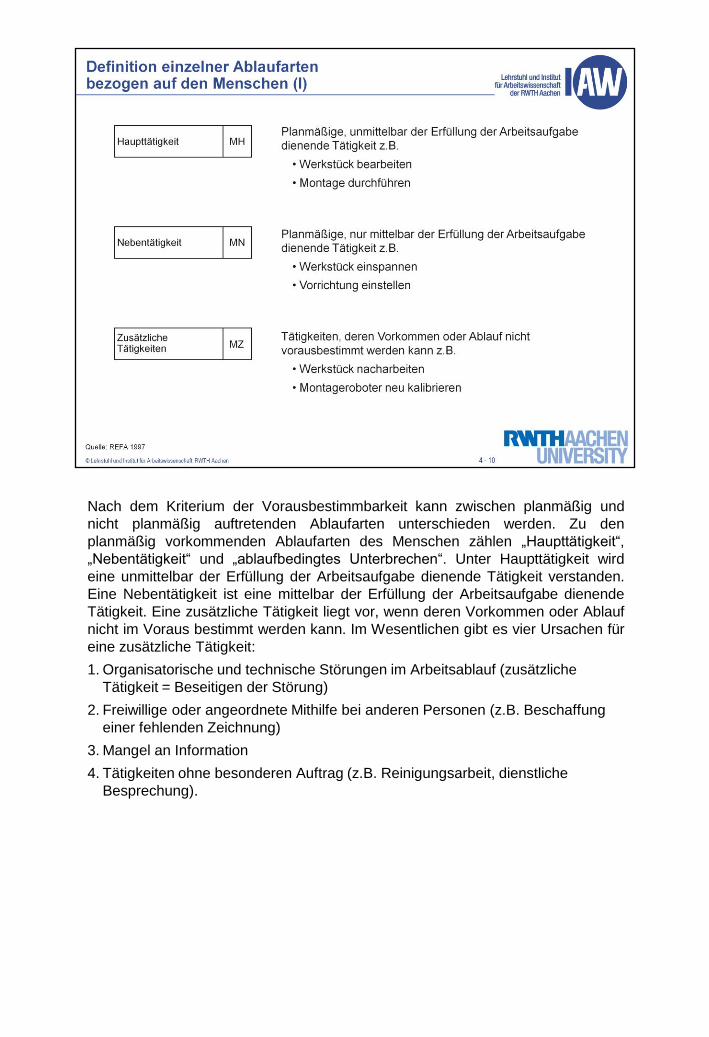
Nach dem Kriterium der Vorausbestimmbarkeit kann zwischen planmäßig und
nicht planmäßig auftretenden Ablaufarten unterschieden werden. Zu den
planmäßig vorkommenden Ablaufarten des Menschen zählen „Haupttätigkeit“,
„Nebentätigkeit“ und „ablaufbedingtes Unterbrechen“. Unter Haupttätigkeit wird
eine unmittelbar der Erfüllung der Arbeitsaufgabe dienende Tätigkeit verstanden.
Eine Nebentätigkeit ist eine mittelbar der Erfüllung der Arbeitsaufgabe dienende
Tätigkeit. Eine zusätzliche Tätigkeit liegt vor, wenn deren Vorkommen oder Ablauf
nicht im Voraus bestimmt werden kann. Im Wesentlichen gibt es vier Ursachen für
eine zusätzliche Tätigkeit:
1. Organisatorische und technische Störungen im Arbeitsablauf (zusätzliche
Tätigkeit = Beseitigen der Störung)
2. Freiwillige oder angeordnete Mithilfe bei anderen Personen (z.B. Beschaffung
einer fehlenden Zeichnung)
3. Mangel an Information
4. Tätigkeiten ohne besonderen Auftrag (z.B. Reinigungsarbeit, dienstliche
Besprechung).
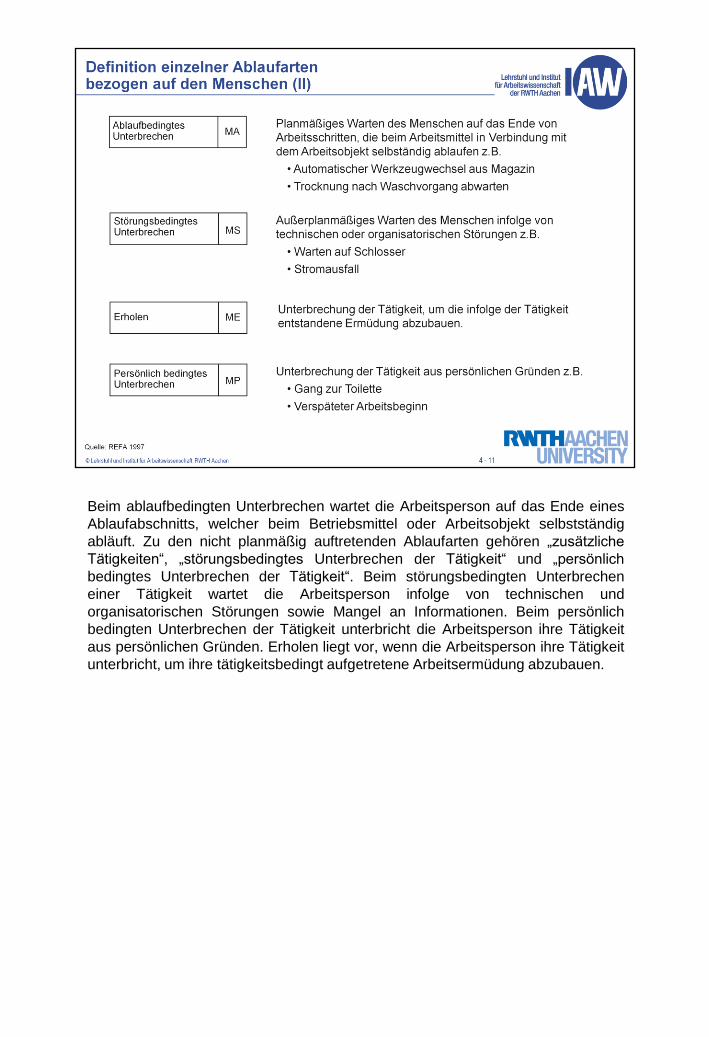
Beim ablaufbedingten Unterbrechen wartet die Arbeitsperson auf das Ende eines
Ablaufabschnitts, welcher beim Betriebsmittel oder Arbeitsobjekt selbstständig
abläuft. Zu den nicht planmäßig auftretenden Ablaufarten gehören „zusätzliche
Tätigkeiten“, „störungsbedingtes Unterbrechen der Tätigkeit“ und „persönlich
bedingtes Unterbrechen der Tätigkeit“. Beim störungsbedingten Unterbrechen
einer Tätigkeit wartet die Arbeitsperson infolge von technischen und
organisatorischen Störungen sowie Mangel an Informationen. Beim persönlich
bedingten Unterbrechen der Tätigkeit unterbricht die Arbeitsperson ihre Tätigkeit
aus persönlichen Gründen. Erholen liegt vor, wenn die Arbeitsperson ihre Tätigkeit
unterbricht, um ihre tätigkeitsbedingt aufgetretene Arbeitsermüdung abzubauen.
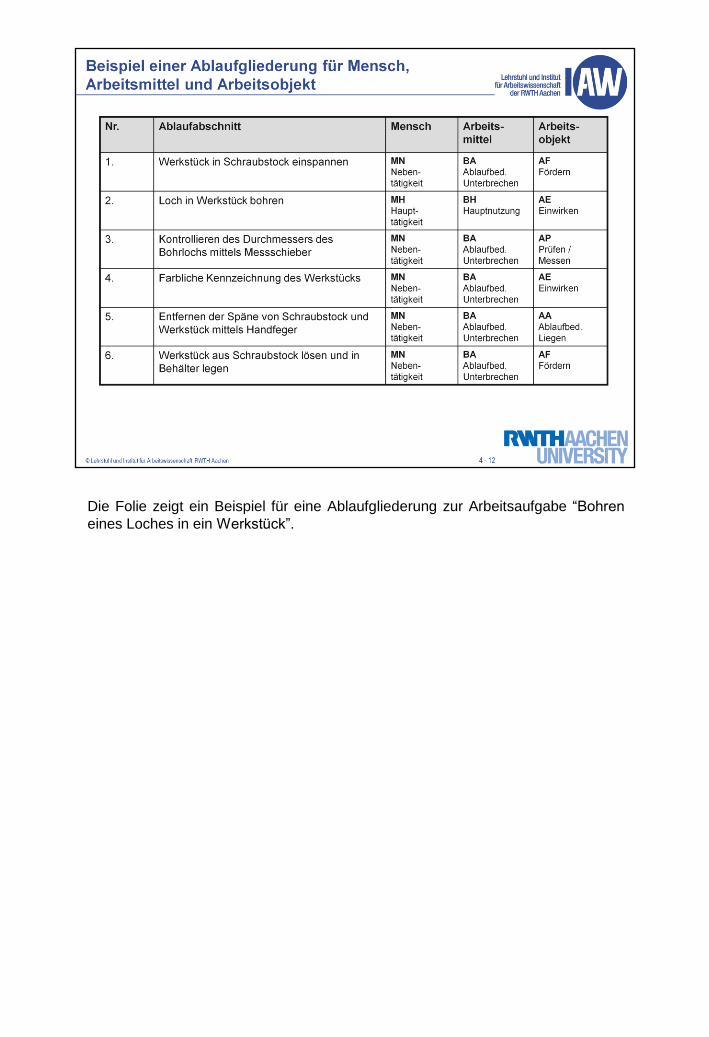
Die Folie zeigt ein Beispiel für eine Ablaufgliederung zur Arbeitsaufgabe “Bohren
eines Loches in ein Werkstück”.
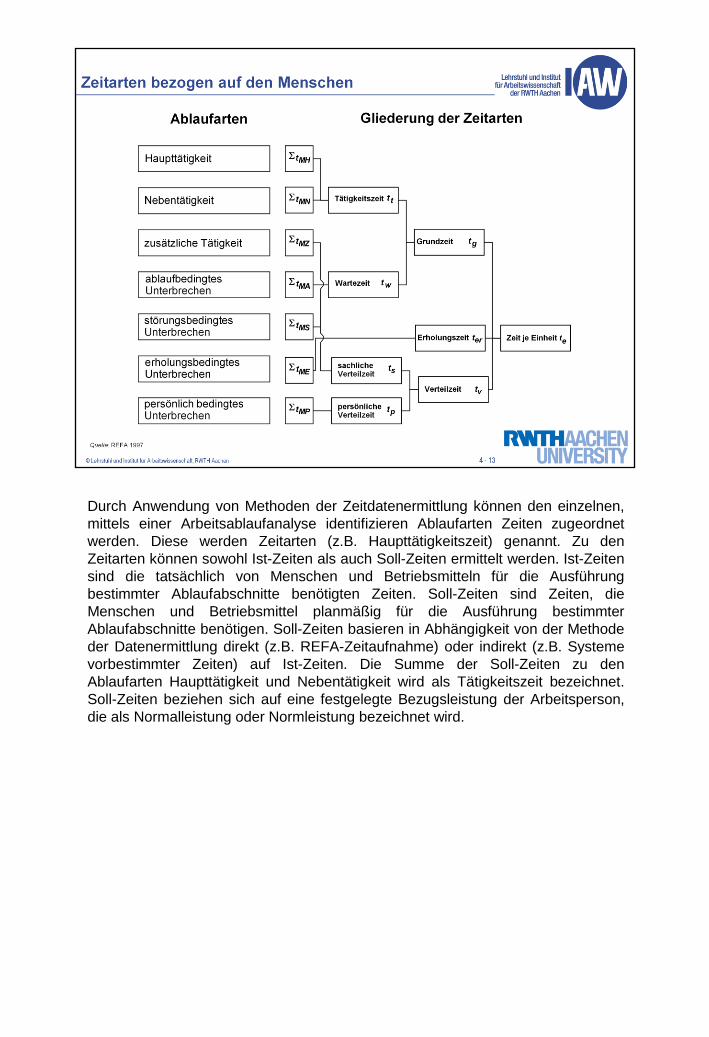
Durch Anwendung von Methoden der Zeitdatenermittlung können den einzelnen,
mittels einer Arbeitsablaufanalyse identifizieren Ablaufarten Zeiten zugeordnet
werden. Diese werden Zeitarten (z.B. Haupttätigkeitszeit) genannt. Zu den
Zeitarten können sowohl Ist-Zeiten als auch Soll-Zeiten ermittelt werden. Ist-Zeiten
sind die tatsächlich von Menschen und Betriebsmitteln für die Ausführung
bestimmter Ablaufabschnitte benötigten Zeiten. Soll-Zeiten sind Zeiten, die
Menschen und Betriebsmittel planmäßig für die Ausführung bestimmter
Ablaufabschnitte benötigen. Soll-Zeiten basieren in Abhängigkeit von der Methode
der Datenermittlung direkt (z.B. REFA-Zeitaufnahme) oder indirekt (z.B. Systeme
vorbestimmter Zeiten) auf Ist-Zeiten. Die Summe der Soll-Zeiten zu den
Ablaufarten Haupttätigkeit und Nebentätigkeit wird als Tätigkeitszeit bezeichnet.
Soll-Zeiten beziehen sich auf eine festgelegte Bezugsleistung der Arbeitsperson,
die als Normalleistung oder Normleistung bezeichnet wird.
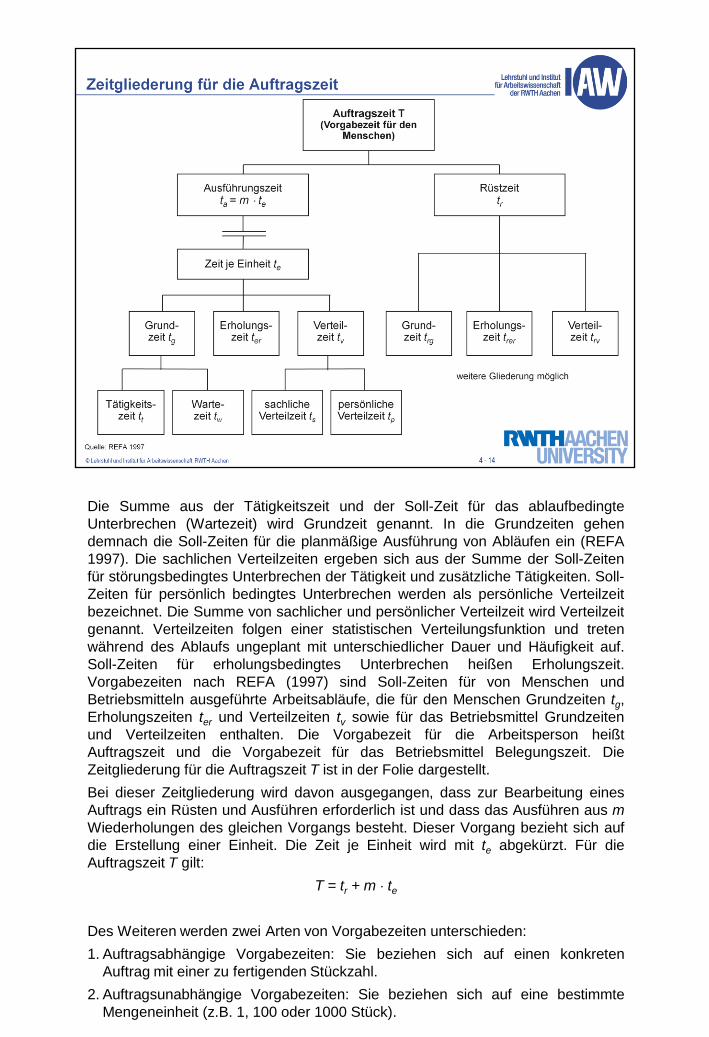
Die Summe aus der Tätigkeitszeit und der Soll-Zeit für das ablaufbedingte
Unterbrechen (Wartezeit) wird Grundzeit genannt. In die Grundzeiten gehen
demnach die Soll-Zeiten für die planmäßige Ausführung von Abläufen ein (REFA
1997). Die sachlichen Verteilzeiten ergeben sich aus der Summe der Soll-Zeiten
für störungsbedingtes Unterbrechen der Tätigkeit und zusätzliche Tätigkeiten. Soll-
Zeiten für persönlich bedingtes Unterbrechen werden als persönliche Verteilzeit
bezeichnet. Die Summe von sachlicher und persönlicher Verteilzeit wird Verteilzeit
genannt. Verteilzeiten folgen einer statistischen Verteilungsfunktion und treten
während des Ablaufs ungeplant mit unterschiedlicher Dauer und Häufigkeit auf.
Soll-Zeiten für erholungsbedingtes Unterbrechen heißen Erholungszeit.
Vorgabezeiten nach REFA (1997) sind Soll-Zeiten für von Menschen und
Betriebsmitteln ausgeführte Arbeitsabläufe, die für den Menschen Grundzeiten tg,
Erholungszeiten ter und Verteilzeiten tv sowie für das Betriebsmittel Grundzeiten
und Verteilzeiten enthalten. Die Vorgabezeit für die Arbeitsperson heißt
Auftragszeit und die Vorgabezeit für das Betriebsmittel Belegungszeit. Die
Zeitgliederung für die Auftragszeit T ist in der Folie dargestellt.
Bei dieser Zeitgliederung wird davon ausgegangen, dass zur Bearbeitung eines
Auftrags ein Rüsten und Ausführen erforderlich ist und dass das Ausführen aus m
Wiederholungen des gleichen Vorgangs besteht. Dieser Vorgang bezieht sich auf
die Erstellung einer Einheit. Die Zeit je Einheit wird mit te abgekürzt. Für die
Auftragszeit T gilt:
T = tr + m te
Des Weiteren werden zwei Arten von Vorgabezeiten unterschieden:
1. Auftragsabhängige Vorgabezeiten: Sie beziehen sich auf einen konkreten
Auftrag mit einer zu fertigenden Stückzahl.
2. Auftragsunabhängige Vorgabezeiten: Sie beziehen sich auf eine bestimmte
Mengeneinheit (z.B. 1, 100 oder 1000 Stück).
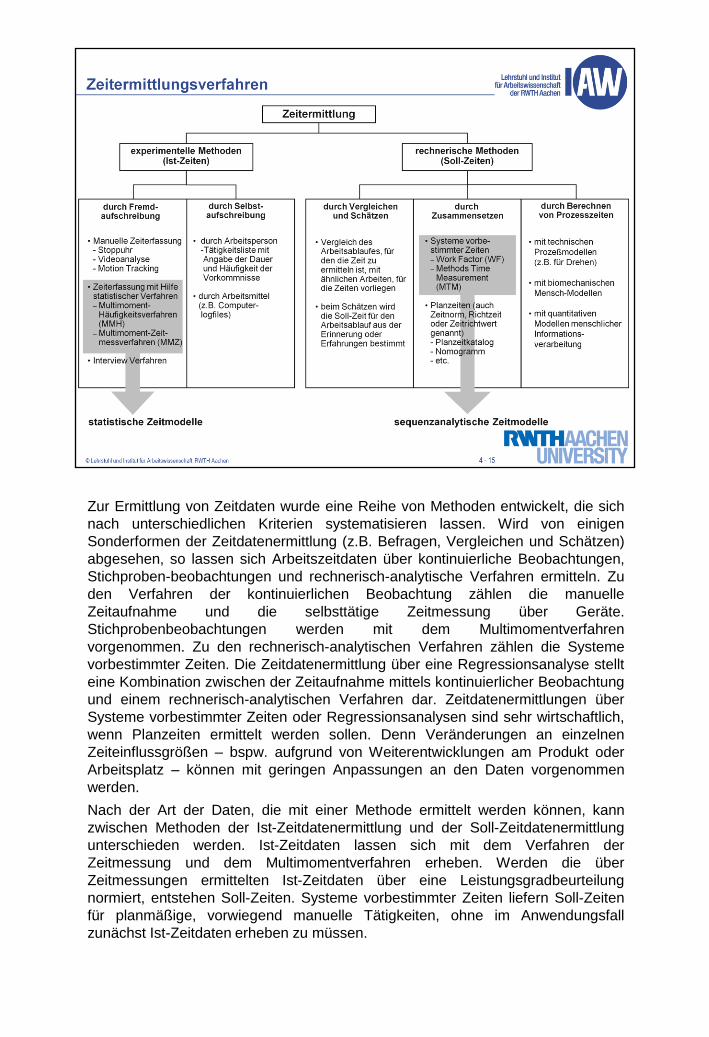
Zur Ermittlung von Zeitdaten wurde eine Reihe von Methoden entwickelt, die sich
nach unterschiedlichen Kriterien systematisieren lassen. Wird von einigen
Sonderformen der Zeitdatenermittlung (z.B. Befragen, Vergleichen und Schätzen)
abgesehen, so lassen sich Arbeitszeitdaten über kontinuierliche Beobachtungen,
Stichproben-beobachtungen und rechnerisch-analytische Verfahren ermitteln. Zu
den Verfahren der kontinuierlichen Beobachtung zählen die manuelle
Zeitaufnahme und die selbsttätige Zeitmessung über Geräte.
Stichprobenbeobachtungen werden mit dem Multimomentverfahren
vorgenommen. Zu den rechnerisch-analytischen Verfahren zählen die Systeme
vorbestimmter Zeiten. Die Zeitdatenermittlung über eine Regressionsanalyse stellt
eine Kombination zwischen der Zeitaufnahme mittels kontinuierlicher Beobachtung
und einem rechnerisch-analytischen Verfahren dar. Zeitdatenermittlungen über
Systeme vorbestimmter Zeiten oder Regressionsanalysen sind sehr wirtschaftlich,
wenn Planzeiten ermittelt werden sollen. Denn Veränderungen an einzelnen
Zeiteinflussgrößen – bspw. aufgrund von Weiterentwicklungen am Produkt oder
Arbeitsplatz – können mit geringen Anpassungen an den Daten vorgenommen
werden.
Nach der Art der Daten, die mit einer Methode ermittelt werden können, kann
zwischen Methoden der Ist-Zeitdatenermittlung und der Soll-Zeitdatenermittlung
unterschieden werden. Ist-Zeitdaten lassen sich mit dem Verfahren der
Zeitmessung und dem Multimomentverfahren erheben. Werden die über
Zeitmessungen ermittelten Ist-Zeitdaten über eine Leistungsgradbeurteilung
normiert, entstehen Soll-Zeiten. Systeme vorbestimmter Zeiten liefern Soll-Zeiten
für planmäßige, vorwiegend manuelle Tätigkeiten, ohne im Anwendungsfall
zunächst Ist-Zeitdaten erheben zu müssen.
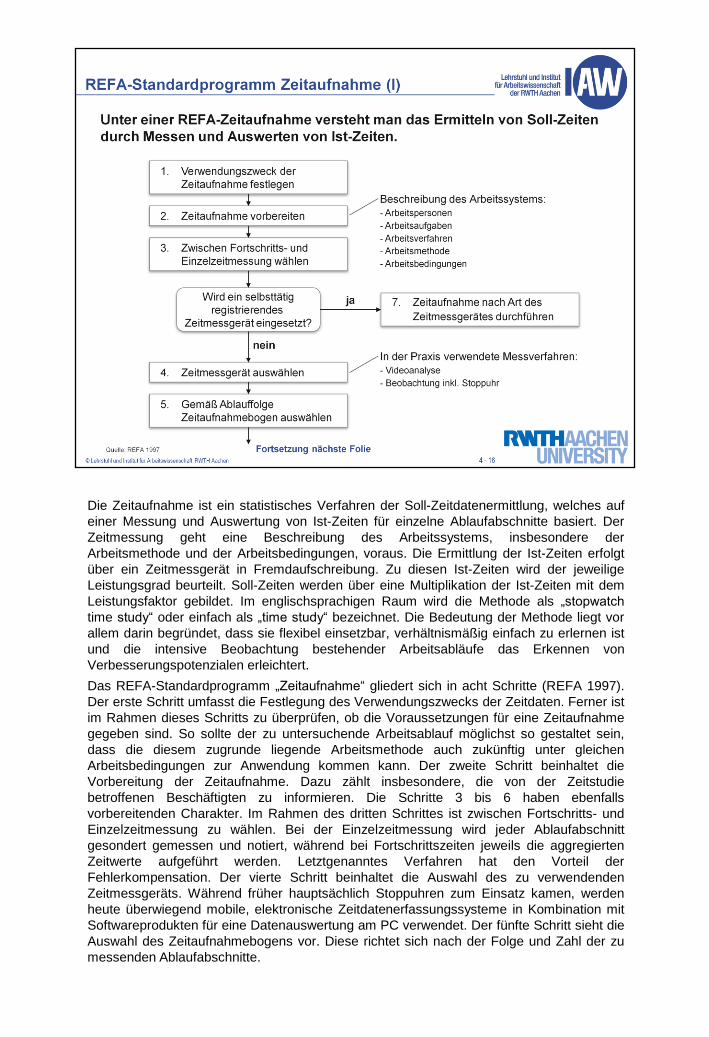
Die Zeitaufnahme ist ein statistisches Verfahren der Soll-Zeitdatenermittlung, welches auf
einer Messung und Auswertung von Ist-Zeiten für einzelne Ablaufabschnitte basiert. Der
Zeitmessung geht eine Beschreibung des Arbeitssystems, insbesondere der
Arbeitsmethode und der Arbeitsbedingungen, voraus. Die Ermittlung der Ist-Zeiten erfolgt
über ein Zeitmessgerät in Fremdaufschreibung. Zu diesen Ist-Zeiten wird der jeweilige
Leistungsgrad beurteilt. Soll-Zeiten werden über eine Multiplikation der Ist-Zeiten mit dem
Leistungsfaktor gebildet. Im englischsprachigen Raum wird die Methode als „stopwatch
time study“ oder einfach als „time study“ bezeichnet. Die Bedeutung der Methode liegt vor
allem darin begründet, dass sie flexibel einsetzbar, verhältnismäßig einfach zu erlernen ist
und die intensive Beobachtung bestehender Arbeitsabläufe das Erkennen von
Verbesserungspotenzialen erleichtert.
Das REFA-Standardprogramm „Zeitaufnahme“ gliedert sich in acht Schritte (REFA 1997).
Der erste Schritt umfasst die Festlegung des Verwendungszwecks der Zeitdaten. Ferner ist
im Rahmen dieses Schritts zu überprüfen, ob die Voraussetzungen für eine Zeitaufnahme
gegeben sind. So sollte der zu untersuchende Arbeitsablauf möglichst so gestaltet sein,
dass die diesem zugrunde liegende Arbeitsmethode auch zukünftig unter gleichen
Arbeitsbedingungen zur Anwendung kommen kann. Der zweite Schritt beinhaltet die
Vorbereitung der Zeitaufnahme. Dazu zählt insbesondere, die von der Zeitstudie
betroffenen Beschäftigten zu informieren. Die Schritte 3 bis 6 haben ebenfalls
vorbereitenden Charakter. Im Rahmen des dritten Schrittes ist zwischen Fortschritts- und
Einzelzeitmessung zu wählen. Bei der Einzelzeitmessung wird jeder Ablaufabschnitt
gesondert gemessen und notiert, während bei Fortschrittszeiten jeweils die aggregierten
Zeitwerte aufgeführt werden. Letztgenanntes Verfahren hat den Vorteil der
Fehlerkompensation. Der vierte Schritt beinhaltet die Auswahl des zu verwendenden
Zeitmessgeräts. Während früher hauptsächlich Stoppuhren zum Einsatz kamen, werden
heute überwiegend mobile, elektronische Zeitdatenerfassungssysteme in Kombination mit
Softwareprodukten für eine Datenauswertung am PC verwendet. Der fünfte Schritt sieht die
Auswahl des Zeitaufnahmebogens vor. Diese richtet sich nach der Folge und Zahl der zu
messenden Ablaufabschnitte.
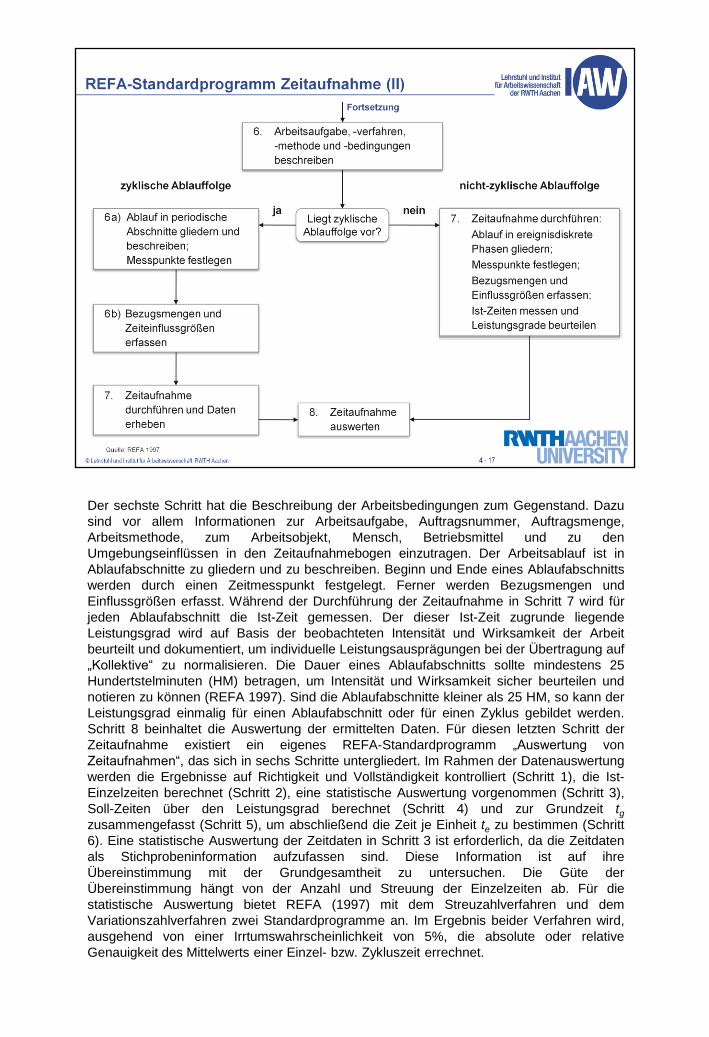
Der sechste Schritt hat die Beschreibung der Arbeitsbedingungen zum Gegenstand. Dazu
sind vor allem Informationen zur Arbeitsaufgabe, Auftragsnummer, Auftragsmenge,
Arbeitsmethode, zum Arbeitsobjekt, Mensch, Betriebsmittel und zu den
Umgebungseinflüssen in den Zeitaufnahmebogen einzutragen. Der Arbeitsablauf ist in
Ablaufabschnitte zu gliedern und zu beschreiben. Beginn und Ende eines Ablaufabschnitts
werden durch einen Zeitmesspunkt festgelegt. Ferner werden Bezugsmengen und
Einflussgrößen erfasst. Während der Durchführung der Zeitaufnahme in Schritt 7 wird für
jeden Ablaufabschnitt die Ist-Zeit gemessen. Der dieser Ist-Zeit zugrunde liegende
Leistungsgrad wird auf Basis der beobachteten Intensität und Wirksamkeit der Arbeit
beurteilt und dokumentiert, um individuelle Leistungsausprägungen bei der Übertragung auf
„Kollektive“ zu normalisieren. Die Dauer eines Ablaufabschnitts sollte mindestens 25
Hundertstelminuten (HM) betragen, um Intensität und Wirksamkeit sicher beurteilen und
notieren zu können (REFA 1997). Sind die Ablaufabschnitte kleiner als 25 HM, so kann der
Leistungsgrad einmalig für einen Ablaufabschnitt oder für einen Zyklus gebildet werden.
Schritt 8 beinhaltet die Auswertung der ermittelten Daten. Für diesen letzten Schritt der
Zeitaufnahme existiert ein eigenes REFA-Standardprogramm „Auswertung von
Zeitaufnahmen“, das sich in sechs Schritte untergliedert. Im Rahmen der Datenauswertung
werden die Ergebnisse auf Richtigkeit und Vollständigkeit kontrolliert (Schritt 1), die Ist-
Einzelzeiten berechnet (Schritt 2), eine statistische Auswertung vorgenommen (Schritt 3),
Soll-Zeiten über den Leistungsgrad berechnet (Schritt 4) und zur Grundzeit tg
zusammengefasst (Schritt 5), um abschließend die Zeit je Einheit te zu bestimmen (Schritt
6). Eine statistische Auswertung der Zeitdaten in Schritt 3 ist erforderlich, da die Zeitdaten
als Stichprobeninformation aufzufassen sind. Diese Information ist auf ihre
Übereinstimmung mit der Grundgesamtheit zu untersuchen. Die Güte der
Übereinstimmung hängt von der Anzahl und Streuung der Einzelzeiten ab. Für die
statistische Auswertung bietet REFA (1997) mit dem Streuzahlverfahren und dem
Variationszahlverfahren zwei Standardprogramme an. Im Ergebnis beider Verfahren wird,
ausgehend von einer Irrtumswahrscheinlichkeit von 5%, die absolute oder relative
Genauigkeit des Mittelwerts einer Einzel- bzw. Zykluszeit errechnet.
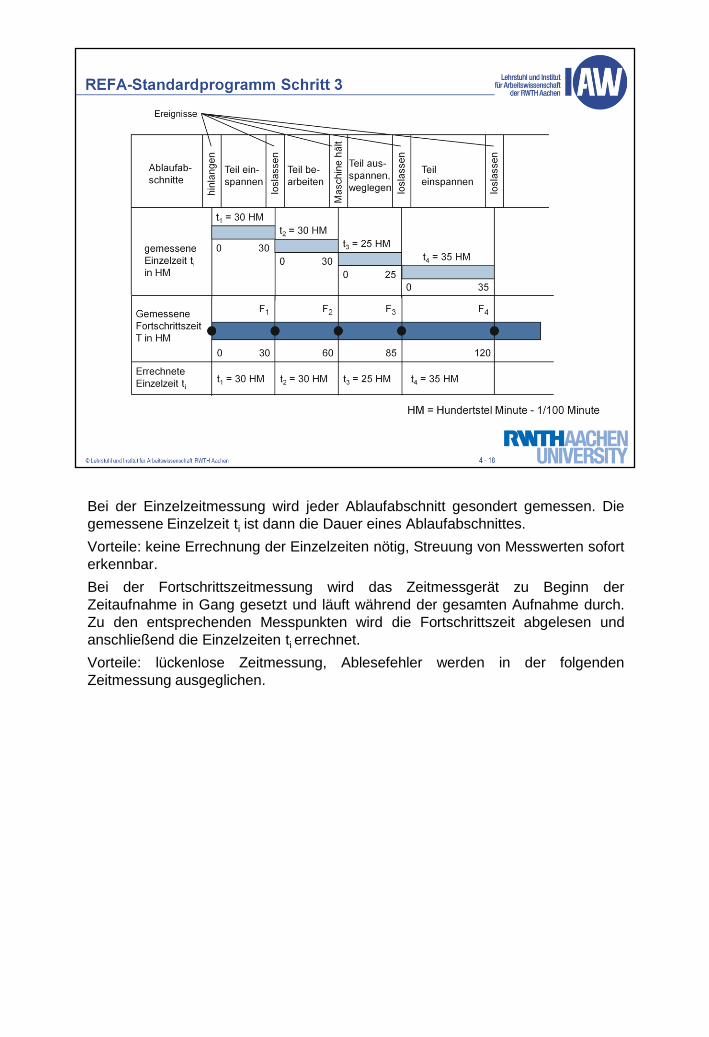
Bei der Einzelzeitmessung wird jeder Ablaufabschnitt gesondert gemessen. Die
gemessene Einzelzeit ti ist dann die Dauer eines Ablaufabschnittes.
Vorteile: keine Errechnung der Einzelzeiten nötig, Streuung von Messwerten sofort
erkennbar.
Bei der Fortschrittszeitmessung wird das Zeitmessgerät zu Beginn der
Zeitaufnahme in Gang gesetzt und läuft während der gesamten Aufnahme durch.
Zu den entsprechenden Messpunkten wird die Fortschrittszeit abgelesen und
anschließend die Einzelzeiten ti errechnet.
Vorteile: lückenlose Zeitmessung, Ablesefehler werden in der folgenden
Zeitmessung ausgeglichen.
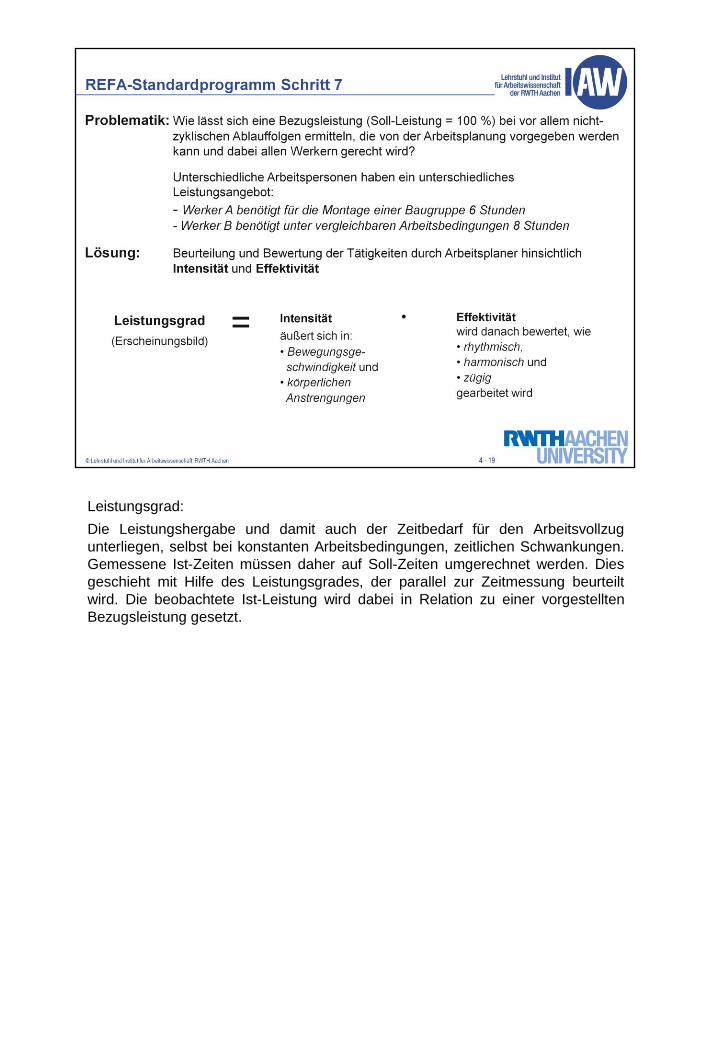
Leistungsgrad:
Die Leistungshergabe und damit auch der Zeitbedarf für den Arbeitsvollzug
unterliegen, selbst bei konstanten Arbeitsbedingungen, zeitlichen Schwankungen.
Gemessene Ist-Zeiten müssen daher auf Soll-Zeiten umgerechnet werden. Dies
geschieht mit Hilfe des Leistungsgrades, der parallel zur Zeitmessung beurteilt
wird. Die beobachtete Ist-Leistung wird dabei in Relation zu einer vorgestellten
Bezugsleistung gesetzt.
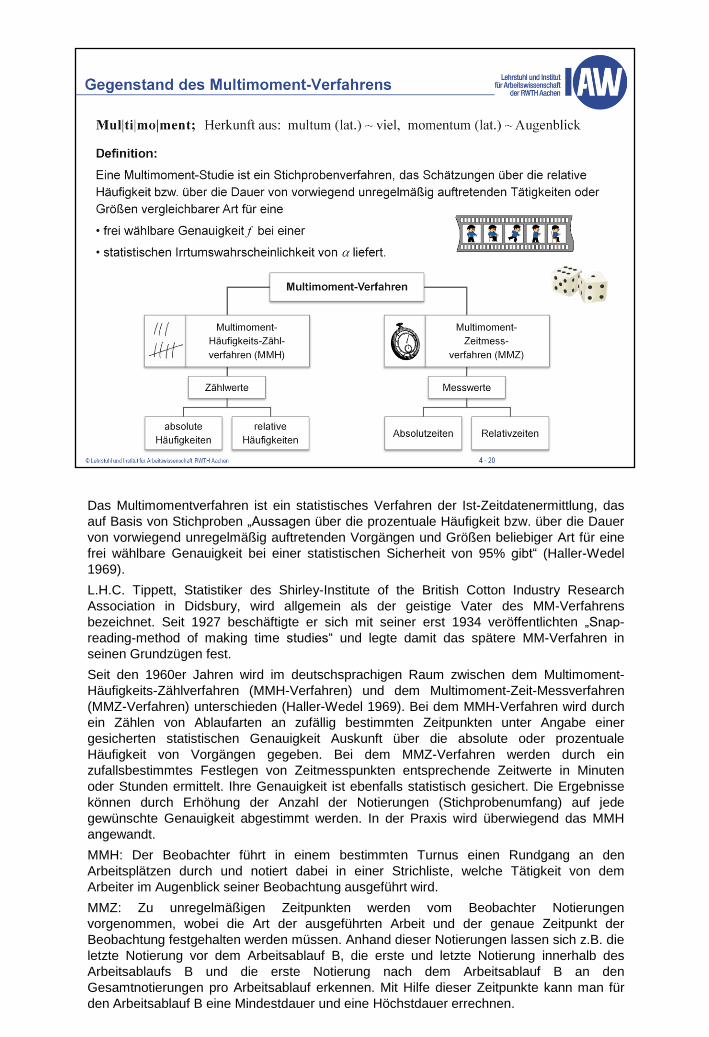
Das Multimomentverfahren ist ein statistisches Verfahren der Ist-Zeitdatenermittlung, das
auf Basis von Stichproben „Aussagen über die prozentuale Häufigkeit bzw. über die Dauer
von vorwiegend unregelmäßig auftretenden Vorgängen und Größen beliebiger Art für eine
frei wählbare Genauigkeit bei einer statistischen Sicherheit von 95% gibt“ (Haller-Wedel
1969).
L.H.C. Tippett, Statistiker des Shirley-Institute of the British Cotton Industry Research
Association in Didsbury, wird allgemein als der geistige Vater des MM-Verfahrens
bezeichnet. Seit 1927 beschäftigte er sich mit seiner erst 1934 veröffentlichten „Snap-
reading-method of making time studies“ und legte damit das spätere MM-Verfahren in
seinen Grundzügen fest.
Seit den 1960er Jahren wird im deutschsprachigen Raum zwischen dem Multimoment-
Häufigkeits-Zählverfahren (MMH-Verfahren) und dem Multimoment-Zeit-Messverfahren
(MMZ-Verfahren) unterschieden (Haller-Wedel 1969). Bei dem MMH-Verfahren wird durch
ein Zählen von Ablaufarten an zufällig bestimmten Zeitpunkten unter Angabe einer
gesicherten statistischen Genauigkeit Auskunft über die absolute oder prozentuale
Häufigkeit von Vorgängen gegeben. Bei dem MMZ-Verfahren werden durch ein
zufallsbestimmtes Festlegen von Zeitmesspunkten entsprechende Zeitwerte in Minuten
oder Stunden ermittelt. Ihre Genauigkeit ist ebenfalls statistisch gesichert. Die Ergebnisse
können durch Erhöhung der Anzahl der Notierungen (Stichprobenumfang) auf jede
gewünschte Genauigkeit abgestimmt werden. In der Praxis wird überwiegend das MMH
angewandt.
MMH: Der Beobachter führt in einem bestimmten Turnus einen Rundgang an den
Arbeitsplätzen durch und notiert dabei in einer Strichliste, welche Tätigkeit von dem
Arbeiter im Augenblick seiner Beobachtung ausgeführt wird.
MMZ: Zu unregelmäßigen Zeitpunkten werden vom Beobachter Notierungen
vorgenommen, wobei die Art der ausgeführten Arbeit und der genaue Zeitpunkt der
Beobachtung festgehalten werden müssen. Anhand dieser Notierungen lassen sich z.B. die
letzte Notierung vor dem Arbeitsablauf B, die erste und letzte Notierung innerhalb des
Arbeitsablaufs B und die erste Notierung nach dem Arbeitsablauf B an den
Gesamtnotierungen pro Arbeitsablauf erkennen. Mit Hilfe dieser Zeitpunkte kann man für
den Arbeitsablauf B eine Mindestdauer und eine Höchstdauer errechnen.
Eine Multimoment-Studie ist eine homogene, mehrfache, unregelmäßig durchgeführte,
große Stichprobe gleichen Umfanges bei einer freien Auswahl „ohne Zurücklegen“.
Stichprobe: Die während eines Rundganges beobachteten und notierten Merkmale als
Ereignisse bilden eine Stichprobe. Aufgabe der Statistik ist es, von der Stichprobe auf die
Grundgesamtheit zu schließen.
Homogen: Die Stichprobe muss aus einer einheitlich strukturierten Gesamtheit stammen.
Mehrfach: Notieren des augenblicklichen Geschehens bei jedem Rundgang.
Unregelmäßig: Die Zufälligkeit der Beobachtung gibt jedem möglichen Ereignis eine
äquivalente Chance, bei einem Rundgang erfasst zu werden.
Größe: Ausreichender Umfang von Beobachtungen in der Stichprobe.
Gleicher Umfang: Gleiche Anzahl von Arbeitsplätzen bei jedem Rundgang.
Freie Auswahl: Aus einer festgelegten Reihe von „möglichen Fällen“ (z.B. festgelegte
Gliederung des Ablaufes) ist es dem Zufall überlassen, welches Ereignis notiert wird.
„Ohne Zurücklegen“: Jedes Ereignis ist im Augenblick der Beobachtung lebendige
Gegenwart, nach der Notierung ist es bereits unwiderrufliche Vergangenheit geworden.
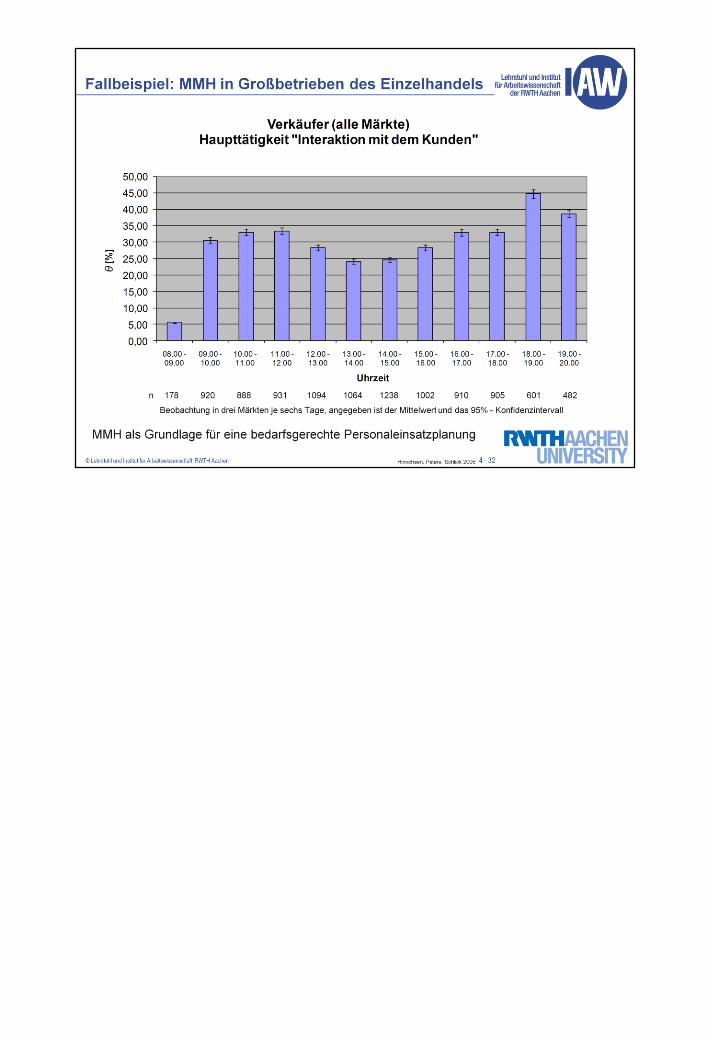
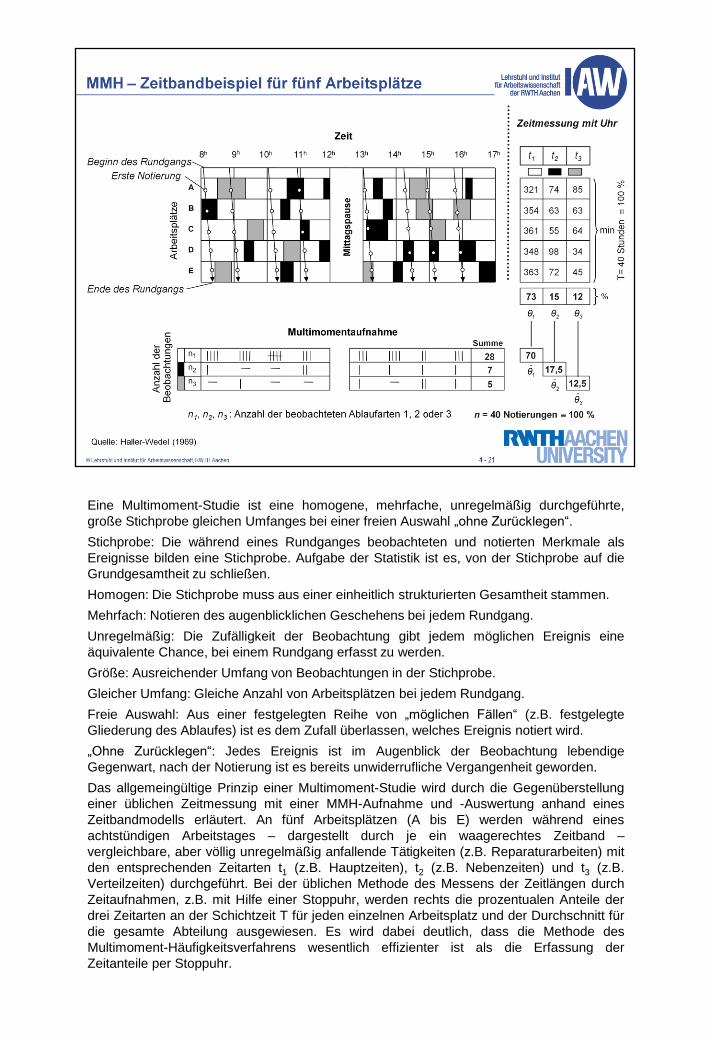
Das allgemeingültige Prinzip einer Multimoment-Studie wird durch die Gegenüberstellung
einer üblichen Zeitmessung mit einer MMH-Aufnahme und -Auswertung anhand eines
Zeitbandmodells erläutert. An fünf Arbeitsplätzen (A bis E) werden während eines
achtstündigen Arbeitstages – dargestellt durch je ein waagerechtes Zeitband –
vergleichbare, aber völlig unregelmäßig anfallende Tätigkeiten (z.B. Reparaturarbeiten) mit
den entsprechenden Zeitarten t1 (z.B. Hauptzeiten), t2 (z.B. Nebenzeiten) und t3 (z.B.
Verteilzeiten) durchgeführt. Bei der üblichen Methode des Messens der Zeitlängen durch
Zeitaufnahmen, z.B. mit Hilfe einer Stoppuhr, werden rechts die prozentualen Anteile der
drei Zeitarten an der Schichtzeit T für jeden einzelnen Arbeitsplatz und der Durchschnitt für
die gesamte Abteilung ausgewiesen. Es wird dabei deutlich, dass die Methode des
Multimoment-Häufigkeitsverfahrens wesentlich effizienter ist als die Erfassung der
Zeitanteile per Stoppuhr.
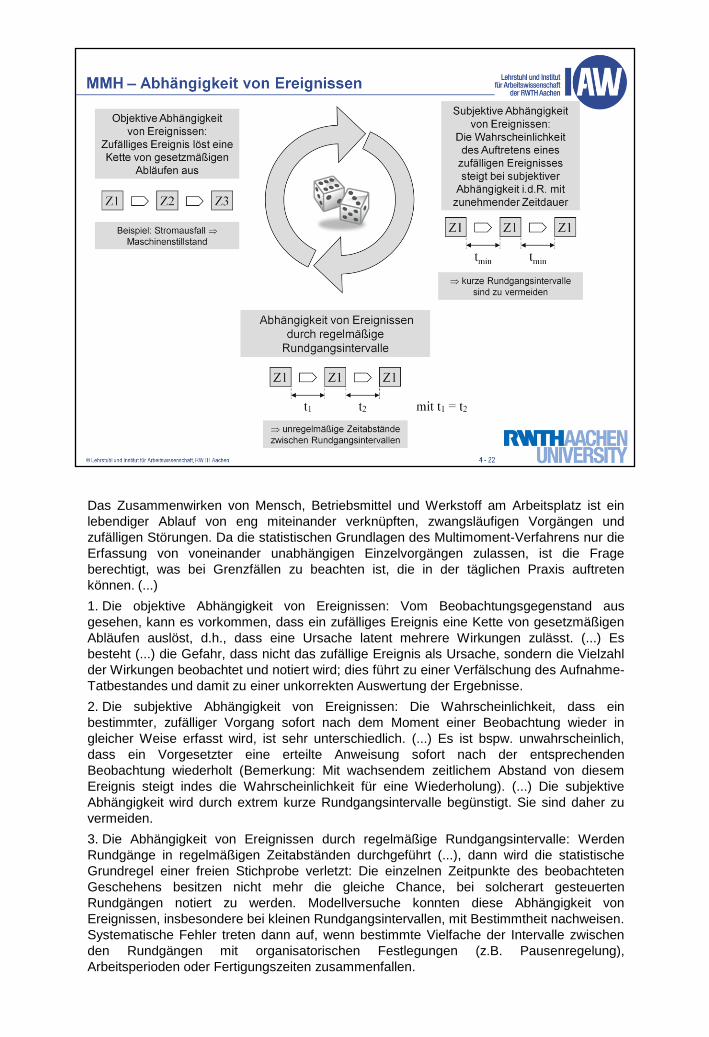
Das Zusammenwirken von Mensch, Betriebsmittel und Werkstoff am Arbeitsplatz ist ein
lebendiger Ablauf von eng miteinander verknüpften, zwangsläufigen Vorgängen und
zufälligen Störungen. Da die statistischen Grundlagen des Multimoment-Verfahrens nur die
Erfassung von voneinander unabhängigen Einzelvorgängen zulassen, ist die Frage
berechtigt, was bei Grenzfällen zu beachten ist, die in der täglichen Praxis auftreten
können. (...)
1. Die objektive Abhängigkeit von Ereignissen: Vom Beobachtungsgegenstand aus
gesehen, kann es vorkommen, dass ein zufälliges Ereignis eine Kette von gesetzmäßigen
Abläufen auslöst, d.h., dass eine Ursache latent mehrere Wirkungen zulässt. (...) Es
besteht (...) die Gefahr, dass nicht das zufällige Ereignis als Ursache, sondern die Vielzahl
der Wirkungen beobachtet und notiert wird; dies führt zu einer Verfälschung des Aufnahme-
Tatbestandes und damit zu einer unkorrekten Auswertung der Ergebnisse.
2. Die subjektive Abhängigkeit von Ereignissen: Die Wahrscheinlichkeit, dass ein
bestimmter, zufälliger Vorgang sofort nach dem Moment einer Beobachtung wieder in
gleicher Weise erfasst wird, ist sehr unterschiedlich. (...) Es ist bspw. unwahrscheinlich,
dass ein Vorgesetzter eine erteilte Anweisung sofort nach der entsprechenden
Beobachtung wiederholt (Bemerkung: Mit wachsendem zeitlichem Abstand von diesem
Ereignis steigt indes die Wahrscheinlichkeit für eine Wiederholung). (...) Die subjektive
Abhängigkeit wird durch extrem kurze Rundgangsintervalle begünstigt. Sie sind daher zu
vermeiden.
3. Die Abhängigkeit von Ereignissen durch regelmäßige Rundgangsintervalle: Werden
Rundgänge in regelmäßigen Zeitabständen durchgeführt (...), dann wird die statistische
Grundregel einer freien Stichprobe verletzt: Die einzelnen Zeitpunkte des beobachteten
Geschehens besitzen nicht mehr die gleiche Chance, bei solcherart gesteuerten
Rundgängen notiert zu werden. Modellversuche konnten diese Abhängigkeit von
Ereignissen, insbesondere bei kleinen Rundgangsintervallen, mit Bestimmtheit nachweisen.
Systematische Fehler treten dann auf, wenn bestimmte Vielfache der Intervalle zwischen
den Rundgängen mit organisatorischen Festlegungen (z.B. Pausenregelung),
Arbeitsperioden oder Fertigungszeiten zusammenfallen.
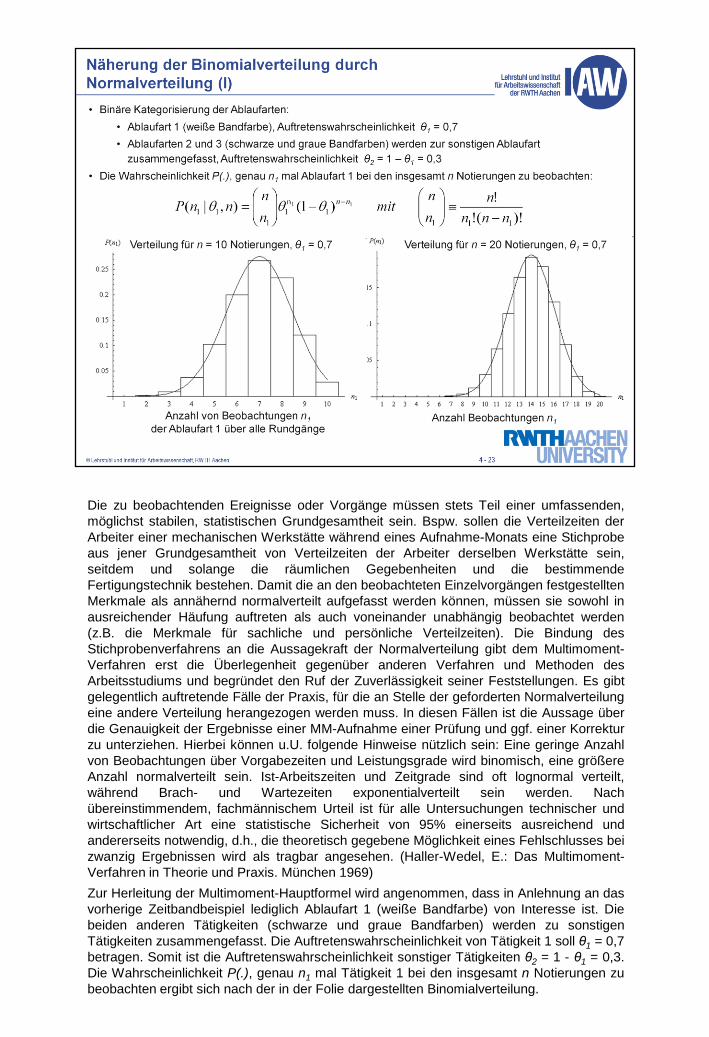
Die zu beobachtenden Ereignisse oder Vorgänge müssen stets Teil einer umfassenden,
möglichst stabilen, statistischen Grundgesamtheit sein. Bspw. sollen die Verteilzeiten der
Arbeiter einer mechanischen Werkstätte während eines Aufnahme-Monats eine Stichprobe
aus jener Grundgesamtheit von Verteilzeiten der Arbeiter derselben Werkstätte sein,
seitdem und solange die räumlichen Gegebenheiten und die bestimmende
Fertigungstechnik bestehen. Damit die an den beobachteten Einzelvorgängen festgestellten
Merkmale als annähernd normalverteilt aufgefasst werden können, müssen sie sowohl in
ausreichender Häufung auftreten als auch voneinander unabhängig beobachtet werden
(z.B. die Merkmale für sachliche und persönliche Verteilzeiten). Die Bindung des
Stichprobenverfahrens an die Aussagekraft der Normalverteilung gibt dem Multimoment-
Verfahren erst die Überlegenheit gegenüber anderen Verfahren und Methoden des
Arbeitsstudiums und begründet den Ruf der Zuverlässigkeit seiner Feststellungen. Es gibt
gelegentlich auftretende Fälle der Praxis, für die an Stelle der geforderten Normalverteilung
eine andere Verteilung herangezogen werden muss. In diesen Fällen ist die Aussage über
die Genauigkeit der Ergebnisse einer MM-Aufnahme einer Prüfung und ggf. einer Korrektur
zu unterziehen. Hierbei können u.U. folgende Hinweise nützlich sein: Eine geringe Anzahl
von Beobachtungen über Vorgabezeiten und Leistungsgrade wird binomisch, eine größere
Anzahl normalverteilt sein. Ist-Arbeitszeiten und Zeitgrade sind oft lognormal verteilt,
während Brach- und Wartezeiten exponentialverteilt sein werden. Nach
übereinstimmendem, fachmännischem Urteil ist für alle Untersuchungen technischer und
wirtschaftlicher Art eine statistische Sicherheit von 95% einerseits ausreichend und
andererseits notwendig, d.h., die theoretisch gegebene Möglichkeit eines Fehlschlusses bei
zwanzig Ergebnissen wird als tragbar angesehen. (Haller-Wedel, E.: Das Multimoment-
Verfahren in Theorie und Praxis. München 1969)
Zur Herleitung der Multimoment-Hauptformel wird angenommen, dass in Anlehnung an das
vorherige Zeitbandbeispiel lediglich Ablaufart 1 (weiße Bandfarbe) von Interesse ist. Die
beiden anderen Tätigkeiten (schwarze und graue Bandfarben) werden zu sonstigen
Tätigkeiten zusammengefasst. Die Auftretenswahrscheinlichkeit von Tätigkeit 1 soll θ1 = 0,7
betragen. Somit ist die Auftretenswahrscheinlichkeit sonstiger Tätigkeiten θ2 = 1 - θ1 = 0,3.
Die Wahrscheinlichkeit P(.), genau n1 mal Tätigkeit 1 bei den insgesamt n Notierungen zu
beobachten ergibt sich nach der in der Folie dargestellten Binomialverteilung.
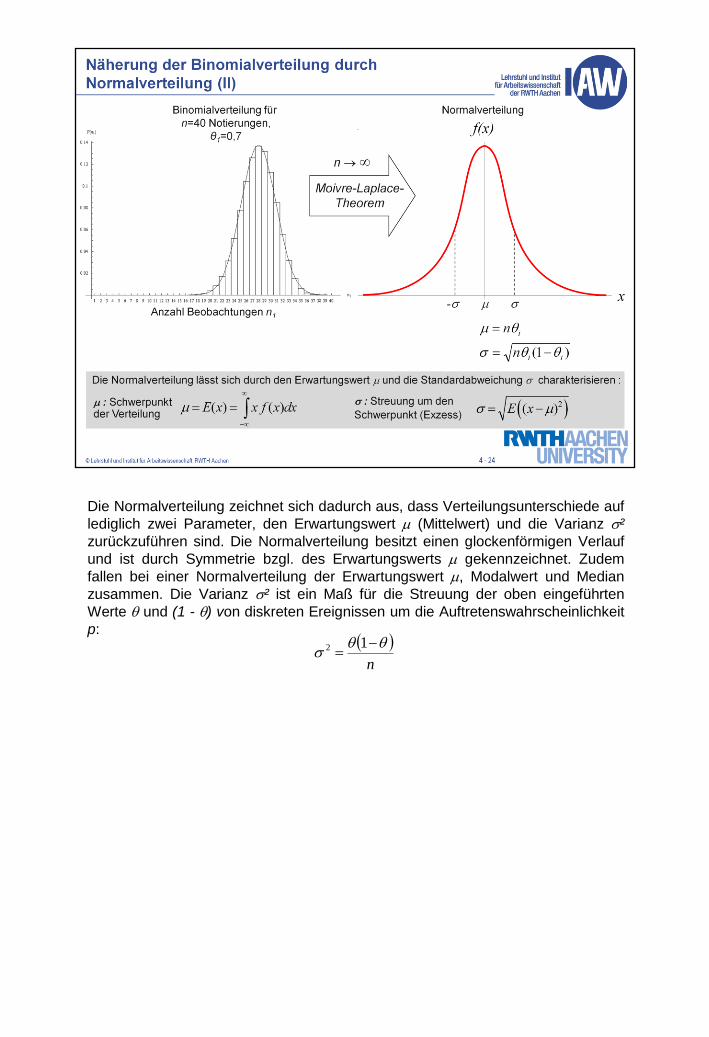
Die Normalverteilung zeichnet sich dadurch aus, dass Verteilungsunterschiede auf
lediglich zwei Parameter, den Erwartungswert (Mittelwert) und die Varianz ²
zurückzuführen sind. Die Normalverteilung besitzt einen glockenförmigen Verlauf
und ist durch Symmetrie bzgl. des Erwartungswerts gekennzeichnet. Zudem
fallen bei einer Normalverteilung der Erwartungswert , Modalwert und Median
zusammen. Die Varianz ² ist ein Maß für die Streuung der oben eingeführten
Werte und (1 - ) von diskreten Ereignissen um die Auftretenswahrscheinlichkeit
p:
n
12
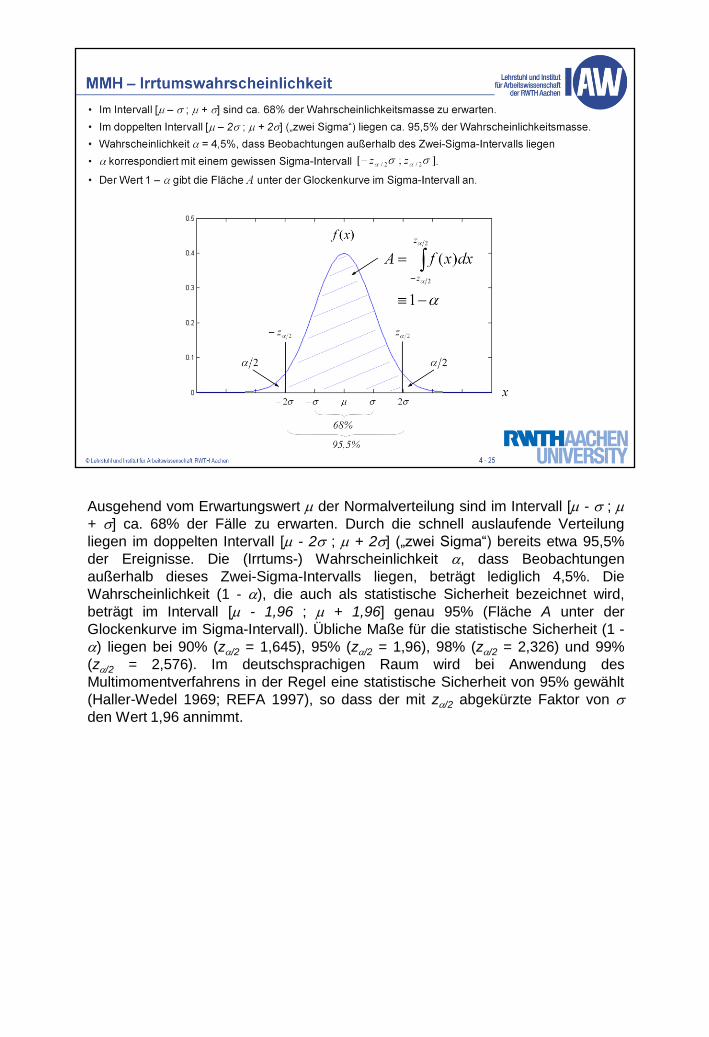
Ausgehend vom Erwartungswert der Normalverteilung sind im Intervall [ - ;
+ ] ca. 68% der Fälle zu erwarten. Durch die schnell auslaufende Verteilung
liegen im doppelten Intervall [ - 2 ; + 2] („zwei Sigma“) bereits etwa 95,5%
der Ereignisse. Die (Irrtums-) Wahrscheinlichkeit , dass Beobachtungen
außerhalb dieses Zwei-Sigma-Intervalls liegen, beträgt lediglich 4,5%. Die
Wahrscheinlichkeit (1 - ), die auch als statistische Sicherheit bezeichnet wird,
beträgt im Intervall [ - 1,96 ; + 1,96] genau 95% (Fläche A unter der
Glockenkurve im Sigma-Intervall). Übliche Maße für die statistische Sicherheit (1 -
) liegen bei 90% (z/2 = 1,645), 95% (z/2 = 1,96), 98% (z/2 = 2,326) und 99%
(z/2 = 2,576). Im deutschsprachigen Raum wird bei Anwendung des
Multimomentverfahrens in der Regel eine statistische Sicherheit von 95% gewählt
(Haller-Wedel 1969; REFA 1997), so dass der mit z/2 abgekürzte Faktor von
den Wert 1,96 annimmt.

Unter Verwendung von Gleichung
gilt für das Streumaß fi der Ablaufart i bei einer statistischen Sicherheit von 95%
der Zusammenhang
(nach den ersten Rundgängen).
n Gesamtzahl der aufgenommenen Notierungen
i aufgrund der relativen Häufigkeit geschätzter Wert der Ablaufart i
fi berechnete absolute Genauigkeit von i
Als Maß für die Genauigkeit wird das Konfidenzintervall [i - fi ; i + fi] verwendet.
Das Sigma-Intervall [i - z/2 ; i + z/2 ] sagt aus, dass mit einer bestimmten
statistischen Sicherheit (1 - ) der wahre, aber unbekannte Wert pi der relativen
Häufigkeit i einer Ablaufart i innerhalb der Intervallgrenzen liegt.
n
12
nzf ii
i
)1(2/

Aus einer Umformung der Gleichung resultiert die
sog. MMH-Hauptformel, die vor Beginn des ersten Rundgangs bzw. nach den
ersten Rundgängen (zwecks einer Zwischenauswertung) verwendet wird:
(vor dem
ersten Rundgang)
(nach
den ersten Rundgängen)
n‘ Gesamtzahl der
erforderlichen Notierungen (vor dem ersten Rundgang)
n Gesamtzahl der
erforderlichen Notierungen (nach den ersten Rundgängen)
‘i vor dem ersten
Rundgang geschätzte relative Häufigkeit der Ablaufart i
i aufgrund der
relativen Häufigkeit geschätzter Wert der Ablaufart i
f‘i gewünschte
absolute Genauigkeit von i bzw. ‘i
Aus der Gleichung für n‘ geht hervor, dass die Anzahl der erforderlichen
Notierungen n‘ mit zunehmender Genauigkeit f‘ ansteigt. Ferner nimmt der Wert ‘i
Einfluss auf die Anzahl der notwendigen Notierungen. Um vor Beginn der
Durchführung einer MMH-Studie die voraussichtliche Anzahl an Beobachtungen n‘
mittels der MMH-Hauptformel ermitteln zu können, sind Schätzungen der
2
2
2/ )1(
i
ii
f
zn
nzf ii
i
)1(2/
2
2
2/ )1(
i
ii
f
zn
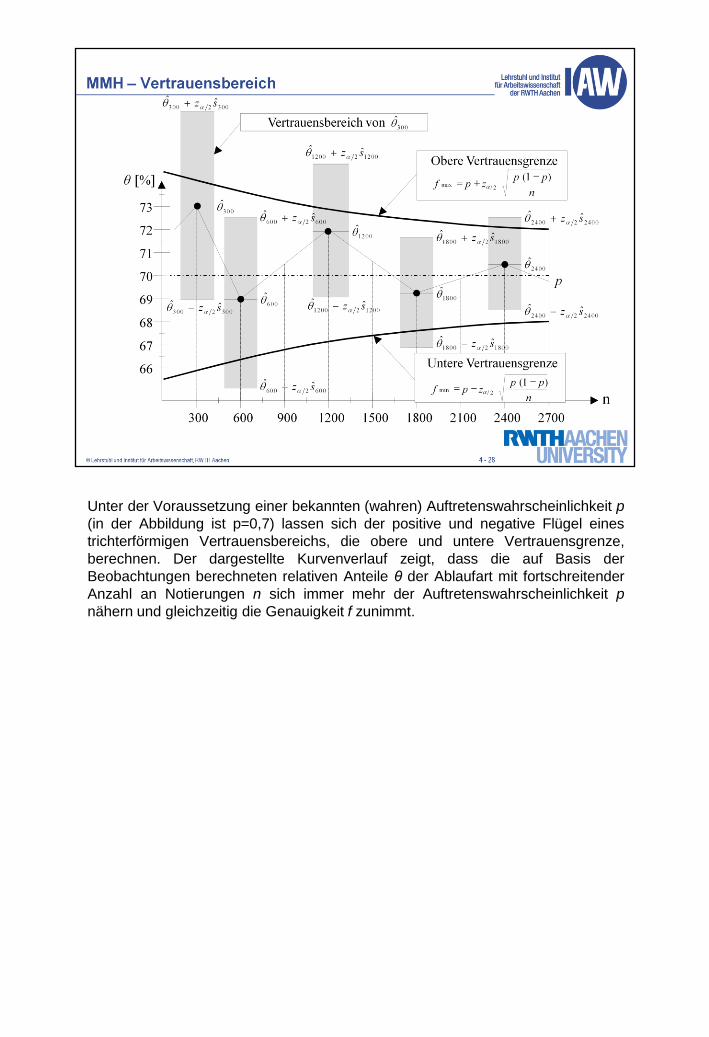
Unter der Voraussetzung einer bekannten (wahren) Auftretenswahrscheinlichkeit p
(in der Abbildung ist p=0,7) lassen sich der positive und negative Flügel eines
trichterförmigen Vertrauensbereichs, die obere und untere Vertrauensgrenze,
berechnen. Der dargestellte Kurvenverlauf zeigt, dass die auf Basis der
Beobachtungen berechneten relativen Anteile θ der Ablaufart mit fortschreitender
Anzahl an Notierungen n sich immer mehr der Auftretenswahrscheinlichkeit p
nähern und gleichzeitig die Genauigkeit f zunimmt.
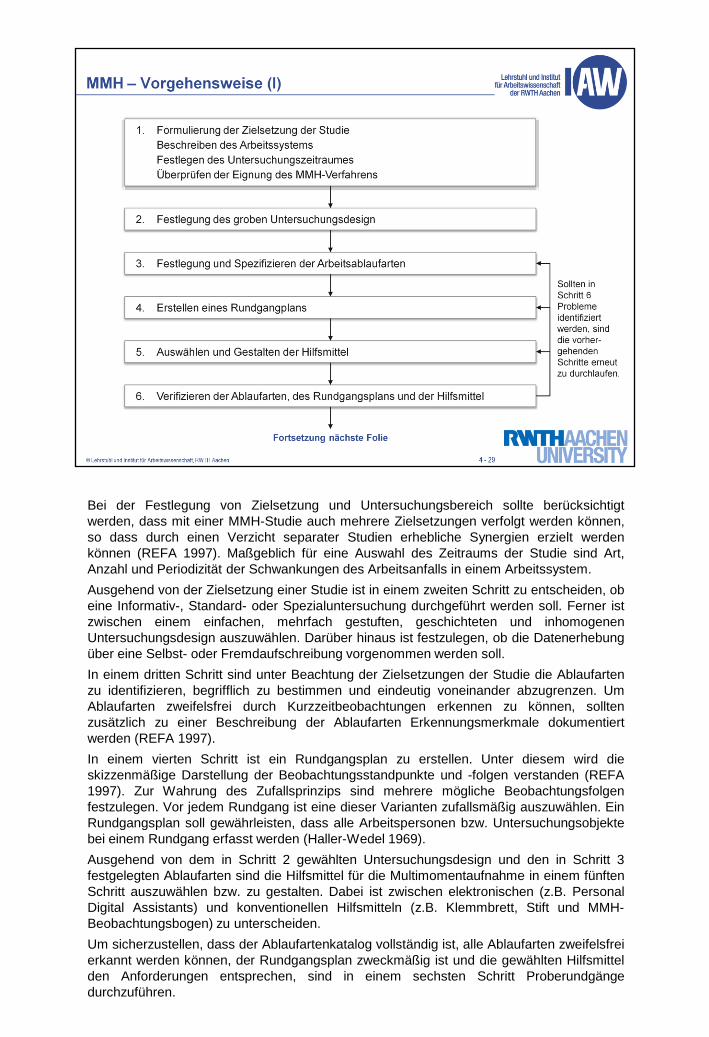
Bei der Festlegung von Zielsetzung und Untersuchungsbereich sollte berücksichtigt
werden, dass mit einer MMH-Studie auch mehrere Zielsetzungen verfolgt werden können,
so dass durch einen Verzicht separater Studien erhebliche Synergien erzielt werden
können (REFA 1997). Maßgeblich für eine Auswahl des Zeitraums der Studie sind Art,
Anzahl und Periodizität der Schwankungen des Arbeitsanfalls in einem Arbeitssystem.
Ausgehend von der Zielsetzung einer Studie ist in einem zweiten Schritt zu entscheiden, ob
eine Informativ-, Standard- oder Spezialuntersuchung durchgeführt werden soll. Ferner ist
zwischen einem einfachen, mehrfach gestuften, geschichteten und inhomogenen
Untersuchungsdesign auszuwählen. Darüber hinaus ist festzulegen, ob die Datenerhebung
über eine Selbst- oder Fremdaufschreibung vorgenommen werden soll.
In einem dritten Schritt sind unter Beachtung der Zielsetzungen der Studie die Ablaufarten
zu identifizieren, begrifflich zu bestimmen und eindeutig voneinander abzugrenzen. Um
Ablaufarten zweifelsfrei durch Kurzzeitbeobachtungen erkennen zu können, sollten
zusätzlich zu einer Beschreibung der Ablaufarten Erkennungsmerkmale dokumentiert
werden (REFA 1997).
In einem vierten Schritt ist ein Rundgangsplan zu erstellen. Unter diesem wird die
skizzenmäßige Darstellung der Beobachtungsstandpunkte und folgen verstanden (REFA
1997). Zur Wahrung des Zufallsprinzips sind mehrere mögliche Beobachtungsfolgen
festzulegen. Vor jedem Rundgang ist eine dieser Varianten zufallsmäßig auszuwählen. Ein
Rundgangsplan soll gewährleisten, dass alle Arbeitspersonen bzw. Untersuchungsobjekte
bei einem Rundgang erfasst werden (Haller-Wedel 1969).
Ausgehend von dem in Schritt 2 gewählten Untersuchungsdesign und den in Schritt 3
festgelegten Ablaufarten sind die Hilfsmittel für die Multimomentaufnahme in einem fünften
Schritt auszuwählen bzw. zu gestalten. Dabei ist zwischen elektronischen (z.B. Personal
Digital Assistants) und konventionellen Hilfsmitteln (z.B. Klemmbrett, Stift und MMH-
Beobachtungsbogen) zu unterscheiden.
Um sicherzustellen, dass der Ablaufartenkatalog vollständig ist, alle Ablaufarten zweifelsfrei
erkannt werden können, der Rundgangsplan zweckmäßig ist und die gewählten Hilfsmittel
den Anforderungen entsprechen, sind in einem sechsten Schritt Proberundgänge
durchzuführen.
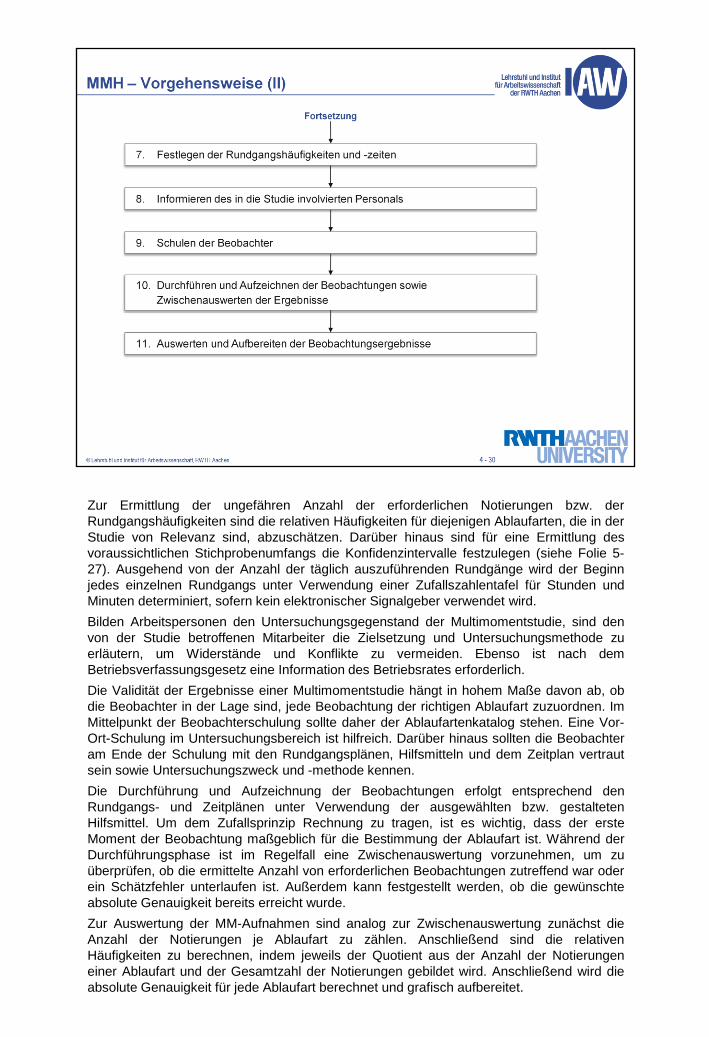
Zur Ermittlung der ungefähren Anzahl der erforderlichen Notierungen bzw. der
Rundgangshäufigkeiten sind die relativen Häufigkeiten für diejenigen Ablaufarten, die in der
Studie von Relevanz sind, abzuschätzen. Darüber hinaus sind für eine Ermittlung des
voraussichtlichen Stichprobenumfangs die Konfidenzintervalle festzulegen (siehe Folie 5-
27). Ausgehend von der Anzahl der täglich auszuführenden Rundgänge wird der Beginn
jedes einzelnen Rundgangs unter Verwendung einer Zufallszahlentafel für Stunden und
Minuten determiniert, sofern kein elektronischer Signalgeber verwendet wird.
Bilden Arbeitspersonen den Untersuchungsgegenstand der Multimomentstudie, sind den
von der Studie betroffenen Mitarbeiter die Zielsetzung und Untersuchungsmethode zu
erläutern, um Widerstände und Konflikte zu vermeiden. Ebenso ist nach dem
Betriebsverfassungsgesetz eine Information des Betriebsrates erforderlich.
Die Validität der Ergebnisse einer Multimomentstudie hängt in hohem Maße davon ab, ob
die Beobachter in der Lage sind, jede Beobachtung der richtigen Ablaufart zuzuordnen. Im
Mittelpunkt der Beobachterschulung sollte daher der Ablaufartenkatalog stehen. Eine Vor-
Ort-Schulung im Untersuchungsbereich ist hilfreich. Darüber hinaus sollten die Beobachter
am Ende der Schulung mit den Rundgangsplänen, Hilfsmitteln und dem Zeitplan vertraut
sein sowie Untersuchungszweck und methode kennen.
Die Durchführung und Aufzeichnung der Beobachtungen erfolgt entsprechend den
Rundgangs- und Zeitplänen unter Verwendung der ausgewählten bzw. gestalteten
Hilfsmittel. Um dem Zufallsprinzip Rechnung zu tragen, ist es wichtig, dass der erste
Moment der Beobachtung maßgeblich für die Bestimmung der Ablaufart ist. Während der
Durchführungsphase ist im Regelfall eine Zwischenauswertung vorzunehmen, um zu
überprüfen, ob die ermittelte Anzahl von erforderlichen Beobachtungen zutreffend war oder
ein Schätzfehler unterlaufen ist. Außerdem kann festgestellt werden, ob die gewünschte
absolute Genauigkeit bereits erreicht wurde.
Zur Auswertung der MM-Aufnahmen sind analog zur Zwischenauswertung zunächst die
Anzahl der Notierungen je Ablaufart zu zählen. Anschließend sind die relativen
Häufigkeiten zu berechnen, indem jeweils der Quotient aus der Anzahl der Notierungen
einer Ablaufart und der Gesamtzahl der Notierungen gebildet wird. Anschließend wird die
absolute Genauigkeit für jede Ablaufart berechnet und grafisch aufbereitet.
Mit der Anwendung des MM-Verfahrens sind eine Reihe von Vor- und Nachteilen
verbunden. Wesentliche Vorteile sind nachfolgend aufgeführt:
• Bei einem Rundgang können (von einem Beobachter) eine größere Anzahl von
Arbeitsplätzen berücksichtigt werden, so dass mit – im Vergleich zu Stoppuhr-
Studien – geringem Aufwand repräsentative Aussagen zum betrieblichen Ist-
Zustand möglich sind.
• Die gewünschte Genauigkeit der Untersuchungsergebnisse kann (bei einer im
deutschsprachigen Raum verwendeten statistischen Sicherheit von 95%) frei
gewählt werden.
• Die Multimomentaufnahmen können von angelernten Aushilfskräften
durchgeführt werden; für die Vorbereitung und Auswertung der Studie sind
jedoch zeitwirtschaftliche Grundkenntnisse zwingend erforderlich.
• Multimomentstudien können unterbrochen und zu einem späteren Zeitpunkt
fortgesetzt werden, sofern der Zeitraum der Untersuchung dann noch als
repräsentativ angesehen werden kann.
Den Vorteilen der Methode stehen folgende Nachteile gegenüber:
• Eine MMH-Studie dokumentiert lediglich einen Ist-Zustand. Zu den Ursachen des
Ist-Zustands und zu den Zeiteinflussgrößen einzelner Tätigkeiten können nach
Abschluss einer Multimomentstudie allenfalls eingeschränkte Aussagen gemacht
werden.
• Das MMH-Verfahren (über eine Fremdbeobachtung) kann nur angewendet
werden, wenn die relevanten Ablaufarten während der kurzen Beobachtung
eindeutig erkannt werden können.
• Jede Notierung ist ein einmaliger, nicht wiederkehrender Vorgang, der sich einer
nachträglichen Überprüfung entzieht.