Embed Size (px)
Citation preview

ANWENDERHANDBUCH
Drehen von EisenbahnrädernRadsatz- und Neuräderbearbeitung
GER GER

3
GER GER
INHALT
EINFÜHRUNG 4
Unterschiedliche Zugtypen 5
Werkstoffe für Eisenbahnräder 6
Radabmessungen 7
Radformen 7
Radherstellungsprozess 8
DREHBEARBEITUNG NEUER EISENBAHNRÄDER 10
Erste Überlegungen 10
Maschinentypen 10
Überblick zu Produkten und Rädern 12
Situationsanalyse 15
Best Practice 17
Fehlerbehebung 22
RADSATZBEARBEITUNG 27
Erste Überlegungen 27
Maschinentypen 29
Überblick zu Produkten und Rädern 34
Situationsanalyse 37
Best Practice 41
Fehlerbehebung 48
4
GER GER
EINFÜHRUNG
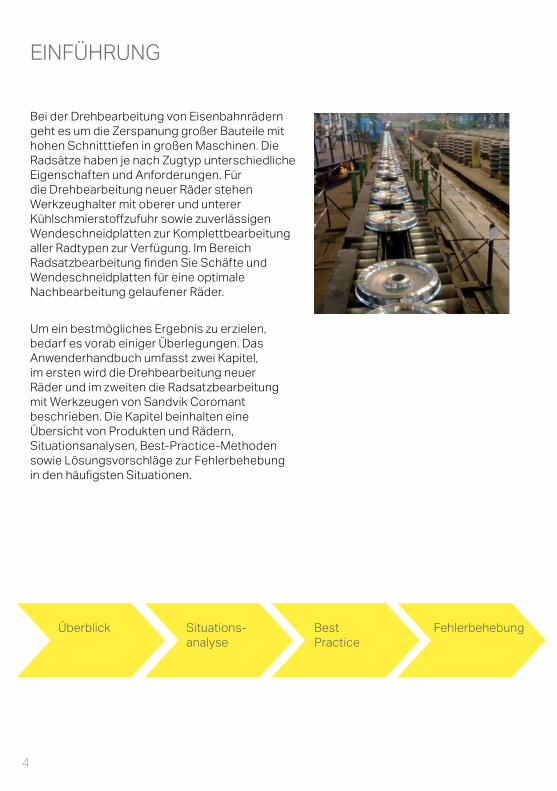
Bei der Drehbearbeitung von Eisenbahnrädern geht es um die Zerspanung großer Bauteile mit hohen Schnitttiefen in großen Maschinen. Die Radsätze haben je nach Zugtyp unterschiedliche Eigenschaften und Anforderungen. Für die Drehbearbeitung neuer Räder stehen Werkzeughalter mit oberer und unterer Kühlschmierstoffzufuhr sowie zuverlässigen Wendeschneidplatten zur Komplettbearbeitung aller Radtypen zur Verfügung. Im Bereich Radsatzbearbeitung finden Sie Schäfte und Wendeschneidplatten für eine optimale Nachbearbeitung gelaufener Räder.
Um ein bestmögliches Ergebnis zu erzielen, bedarf es vorab einiger Überlegungen. Das Anwenderhandbuch umfasst zwei Kapitel, im ersten wird die Drehbearbeitung neuer Räder und im zweiten die Radsatzbearbeitung mit Werkzeugen von Sandvik Coromant beschrieben. Die Kapitel beinhalten eine Übersicht von Produkten und Rädern, Situationsanalysen, Best-Practice-Methoden sowie Lösungsvorschläge zur Fehlerbehebung in den häufigsten Situationen.
Überblick Situations-analyse
BestPractice
Fehlerbehebung

5
GER GER
Unterschiedliche Zugtypen
Dieses Anwenderhandbuch setzt den Fokus auf die drei wichtigsten Zugtypen: Güterzüge, Straßen- und U-Bahnen sowie Hochgeschwindigkeitszüge. Diese drei Zugkategorien haben unterschiedliche Merkmale und Radanforderungen in Bezug auf Abmessungen, Profile, Toleranzen und Werkstofftypen.
GÜTERZÜGE Die Züge sind schwer und folglich ist der Verschleiß (typischerweise Überwalzen, hohe Spurkränze, Löcher und Flachstellen) an den Rädern hoch. Die Toleranzen sind von geringerer Bedeutung. Bremsstellen durch Güterzüge treten häufig an der Radaußenseite auf.
STRAßEN- UND U-BAHNEN Die Räder haben einen kleineren Durchmesser, einige verfügen über eine Gummifederung zwischen Radaußenseite und -nabe zur Minimierung von Laufgeräuschen. Die Züge sind leicht und verfügen über ein separates Bremssystem.
HOCHGESCHWINDIGKEITSZÜGE Hochgeschwindigkeitszüge sind mit den größten Rädern ausgestattet und stellen hohe Anforderungen an exakte Radabmessungen, da diese im unmittelbaren Zusammenhang mit dem Fahrgastkomfort stehen. Um sicherzustellen, dass die Räder ausgewuchtet sind, sind die Toleranzanforderungen der Radaußenseite hoch. Daher werden Radsätze für Hochgeschwindigkeitszüge recht häufig nachbearbeitet.
6
ER9
ER8
ER7
ER6
GER GER
Werkstoffe für Eisenbahnräder
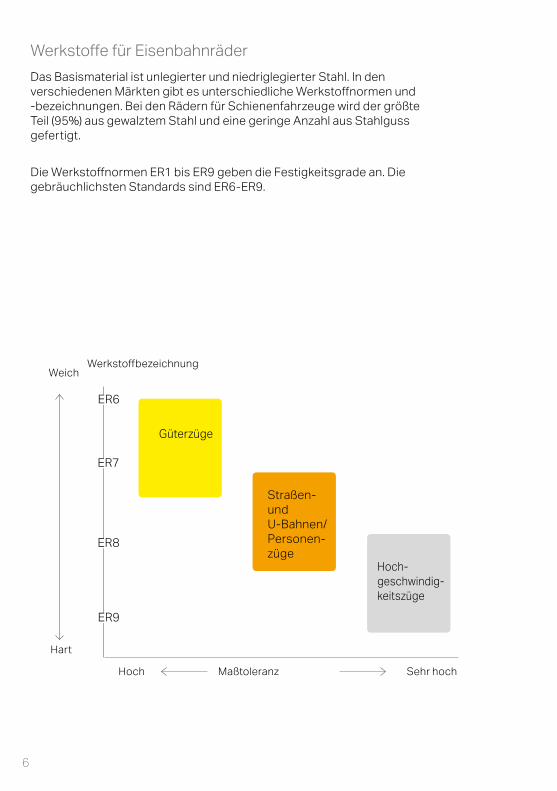
Das Basismaterial ist unlegierter und niedriglegierter Stahl. In den verschiedenen Märkten gibt es unterschiedliche Werkstoffnormen und -bezeichnungen. Bei den Rädern für Schienenfahrzeuge wird der größte Teil (95%) aus gewalztem Stahl und eine geringe Anzahl aus Stahlguss gefertigt.
Die Werkstoffnormen ER1 bis ER9 geben die Festigkeitsgrade an. Die gebräuchlichsten Standards sind ER6-ER9.
WerkstoffbezeichnungWeich
Hart
Hoch Maßtoleranz Sehr hoch
Güterzüge
Straßen- und U-Bahnen/Personen- züge
Hoch- geschwindig- keitszüge
7
GER GER
Radabmessungen
Unterschiedliche Schienenfahrzeuge verfügen über unterschiedliche Radtypen, wobei der Durchmesser zwischen 400-1200 mm variiert:
• Straßen- und U-Bahnen: 400 bis 650 mm (15.7 bis 25.6 Zoll)
• Güterzüge: 800 bis 900 mm (31.5 bis 35.4 Zoll)
• Hochgeschwindigkeitszüge: zwischen 900 und 1200 mm (35.4 bis 47.2 Zoll)
Hinweis: Die Bearbeitung von Rädern mit kleineren Durchmessern erfordert kleinere Wendeschneidplatten. Dadurch werden lange Eingriffszeiten vermieden, die hohe Schnittkräfte verursachen.
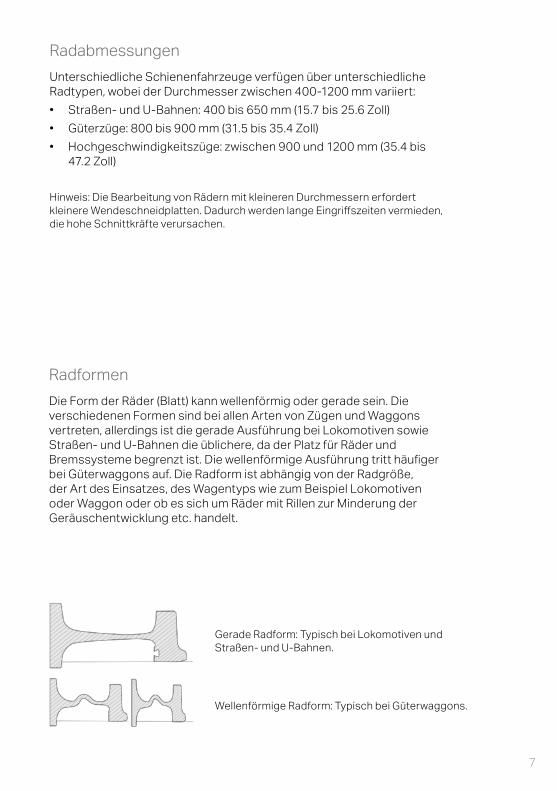
Radformen
Die Form der Räder (Blatt) kann wellenförmig oder gerade sein. Die verschiedenen Formen sind bei allen Arten von Zügen und Waggons vertreten, allerdings ist die gerade Ausführung bei Lokomotiven sowie Straßen- und U-Bahnen die üblichere, da der Platz für Räder und Bremssysteme begrenzt ist. Die wellenförmige Ausführung tritt häufiger bei Güterwaggons auf. Die Radform ist abhängig von der Radgröße, der Art des Einsatzes, des Wagentyps wie zum Beispiel Lokomotiven oder Waggon oder ob es sich um Räder mit Rillen zur Minderung der Geräuschentwicklung etc. handelt.
Gerade Radform: Typisch bei Lokomotiven und Straßen- und U-Bahnen.
Wellenförmige Radform: Typisch bei Güterwaggons.
8
1
2
3
4
5 7
8
9
10
6
GER GER
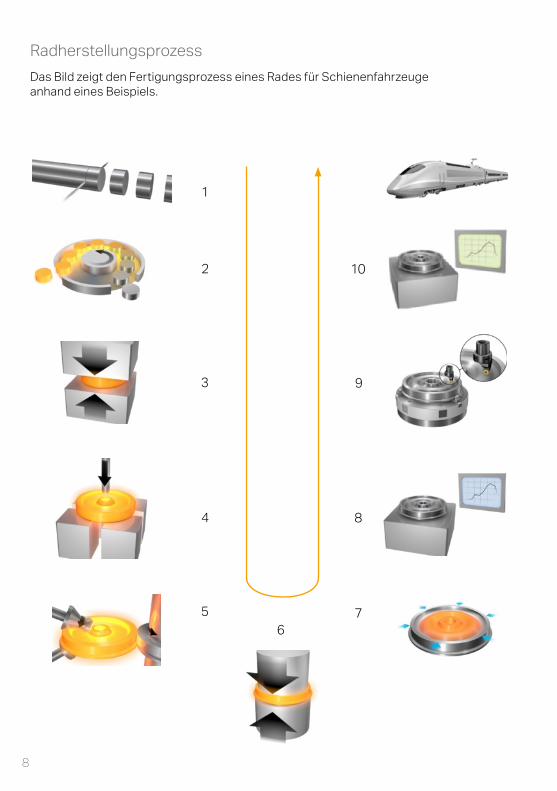
Radherstellungsprozess
Das Bild zeigt den Fertigungsprozess eines Rades für Schienenfahrzeuge anhand eines Beispiels.
9
GER GER
1. Rohlinge zum Abstechen
2. Erwärmen von Rohteilen im Drehrohrofen
3. Kompressionsschmieden
4. Lochstanzen
5. Walzformen
6. Biegeprozess
7. Aushärtungsverfahren – Abkühlung mit Wasser
8. Mechanische Prüfung
9. Drehbearbeitung des Rades
10. Zerstörungsfreie Prüfung (Ultraschalluntersuchung, z. B. zur Feststellung möglicher Risse)

10
GER GER
DREHBEARBEITUNG NEUER RÄDER
Maschinentypen
Neue Eisenbahnräder werden auf Vertikaldrehmaschinen bearbeitet. Diese könnte über 1 oder 2 Revolver verfügen, die Werkzeugaufspannung bleibt in der Regel aber die gleiche. Bei neuen Maschinen können Sie eine Nassbearbeitung durchführen, für ältere Modelle gilt in der Regel die Trockenbearbeitung.
Vertikale Drehbearbeitung
Erste Überlegungen
Vor der Bearbeitung eines Rades sind verschiedene Faktoren hinsichtlich Bauteil und Maschine zu berücksichtigen:
• Art des zu bearbeitenden Profils (z. B. erfordert ein schmales Profil eine erfordert kleinere Wendeschneidplatten als ein breiteres Profil)
• Härte und Oberflächenqualität des Bauteils
• Überhang - langer Überhang erfordert höhere Werkzeugstabilität
• Kühlschmierstoffzufuhr oder Trockenbearbeitung
• Stabilität, Maschinenleistung, Drehmoment und Spannung

11
GER GER
MODERNE MASCHINEN • Zur Bearbeitung von Durchmessern bis zu 1200 mm (47.2
Zoll)
• Antriebsleistung für Doppelrevolver oder RAM ist ~150 kW
• Werkzeughalter: Coromant Capto® C10 oder 5050 Schäfte
• Wendeschneidplatten: Oft 32 mm runde Wendeschneidplatten
• Maschinen werden von Robotern beladen und max. U/min beträgt zirka 150 bis 200 min
• Aufspannung: Eine Aufspannung mit "Spannpratzen" für Rohteile und eine zweite Aufspannung für das fertige Rad nach der ersten Operation
ÄLTERE MASCHINEN • Zur Bearbeitung von Rädern mit Durchmessern bis zu
1200 mm (47.2 Zoll)
• Normalerweise nur ein Revolver, wodurch weniger Antriebsleistung benötigt wird, zirka 60kW
• Verwendete Werkzeuge: Häufig umgebaute Werkzeuge für Werkzeughalter mit Coromant Capto® Schnittstelle oder Schäfte, oft mit 32 mm runden Wendeschneidplatten
• Reine Bearbeitung, laut, heiß und staubig
• Die Maschine ist offen, dies bedeutet, dass Späne während der Anwendung umherfliegen
• Geringere Antriebsleistung: Bearbeitung mit niedrigen Schnittgeschwindigkeiten, niedrige Vorschübe und kleineren Wendeschneidplatten
ANDERE KONZEPTE • Pick-Up Maschinen
• Neuer Maschinentyp mit ein oder zwei Revolvern
• Räder werden von der Hauptspindel aufgegriffen, Werkzeuge arbeiten von unten
12
1
3 2
GER GER
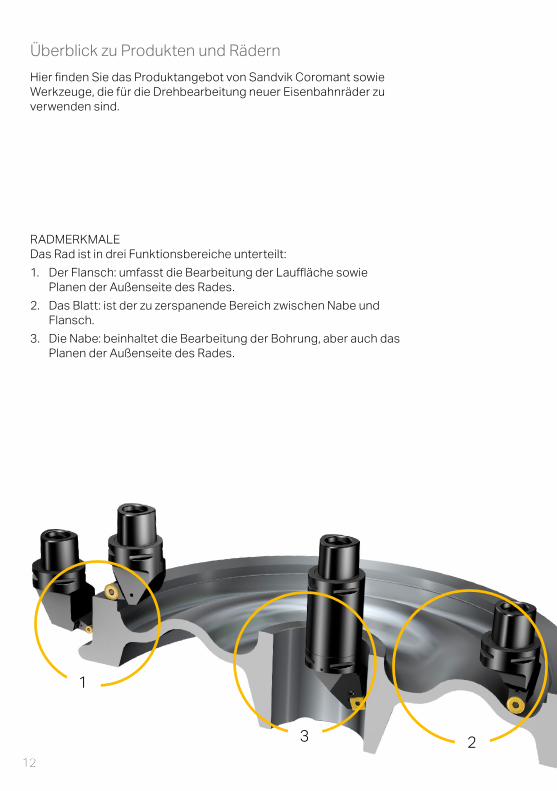
Überblick zu Produkten und Rädern
Hier finden Sie das Produktangebot von Sandvik Coromant sowie Werkzeuge, die für die Drehbearbeitung neuer Eisenbahnräder zu verwenden sind.
RADMERKMALE Das Rad ist in drei Funktionsbereiche unterteilt:
1. Der Flansch: umfasst die Bearbeitung der Lauffläche sowie Planen der Außenseite des Rades.
2. Das Blatt: ist der zu zerspanende Bereich zwischen Nabe und Flansch.
3. Die Nabe: beinhaltet die Bearbeitung der Bohrung, aber auch das Planen der Außenseite des Rades.

13
GER GER
PRODUKTÜBERBLICK T-Max P Werkzeughalter Die T-Max P Halter bieten eine stabile Spannung und sind mit Hochpräzisions-Ober- und Unterkühlung sowie mit Coromant Capto® Schnittstelle erhältlich, die für die Bearbeitung neuer Eisenbahnräder optimiert ist.
Wendeschneidplatten Runde und quadratische Wendeschneidplatten sind in verschiedenen Sorten und Geometrien erhältlich. Zusammen mit Werkzeughaltern steht ein Standardprogramm für die Komplettbearbeitung von Eisenbahnrädern zur Verfügung.
Werkzeughalter Wendeschneidplatte
- Coromant Capto, Größe 10- Schaftwerkzeuge - Wahlweise Ober- und Unterkühlung
als Option
- Runde Wendeschneidplatten, Größe 32 mm- Quadratische Wendeschneidplatten, Größe
25 mm- Geometrien zum Schruppen und Schlichten
Hinweis: Denken Sie daran, sich stets nach unserem neuesten Werkzeugrogramm auf unserer Webseite www.sandvik.coromant.com zu erkundigen. Für die Radsatzbearbeitung sind Sonderlösungen verfügbar. Für weitere Informationen wenden Sie sich bitte an Ihren Sandvik Coromant Ansprechpartner.
14
GER GER
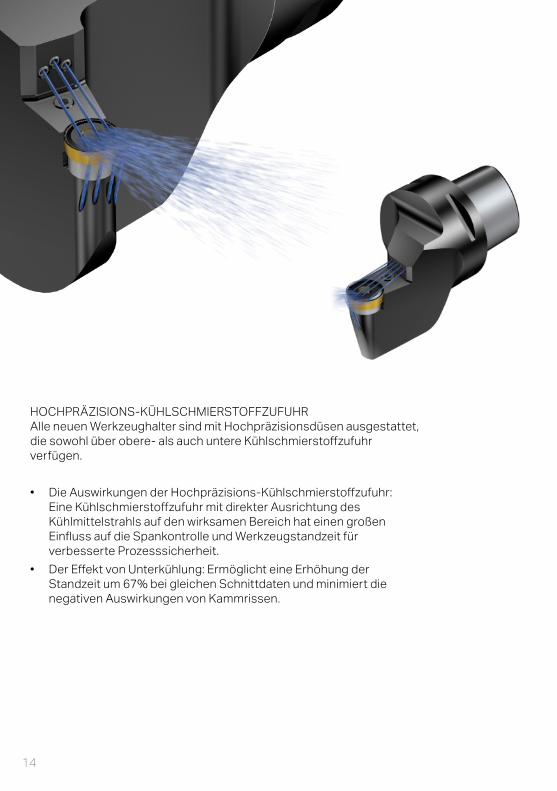
HOCHPRÄZISIONS-KÜHLSCHMIERSTOFFZUFUHR Alle neuen Werkzeughalter sind mit Hochpräzisionsdüsen ausgestattet, die sowohl über obere- als auch untere Kühlschmierstoffzufuhr verfügen.
• Die Auswirkungen der Hochpräzisions-Kühlschmierstoffzufuhr: Eine Kühlschmierstoffzufuhr mit direkter Ausrichtung des Kühlmittelstrahls auf den wirksamen Bereich hat einen großen Einfluss auf die Spankontrolle und Werkzeugstandzeit für verbesserte Prozesssicherheit.
• Der Effekt von Unterkühlung: Ermöglicht eine Erhöhung der Standzeit um 67% bei gleichen Schnittdaten und minimiert die negativen Auswirkungen von Kammrissen.
15
GER GER
Situationsanalyse
Hauptzweck dieser Situationsanalyse ist die Sicherstellung der Stabilität für bestmögliche Prozesssicherheit. Verwenden Sie die folgende Checkliste.
Identifizieren Sie stets die Herausforderungen und Begrenzungen im Dialog mit dem Kunden und erklären Sie, wie durch die Einführung einer Routine zur Werkzeugwartung Probleme in der Fertigung vermieden werden können.
CHECKLISTE FÜR DIE SITUATIONSANALYSE 1. Überprüfen Sie die Aufspannung des Rades
• Die Spannvorrichtung befindet sich am äußeren Radbereich, dies bedeutet, dass ein großer Abstand zwischen den Spannflächen besteht. Im Fall von Vibrationen – kann dies die Ursache sein
• Kleinere Radabmessungen – das Rad selbst ist stabiler. Große Abmessungen – das Vibrationsrisiko ist hoch
- Vergleichen Sie die unterschiedliche Schnittkrafthöhe zwischen einem 400 mm und 1200 mm Rad.
• Ab 950 mm (37.4 Zoll) – wird normalerweise eine entsprechende Auflage benötigt
• Schnittdaten müssen modifiziert werden (Vorschub und Schnittgeschwindigkeit)
16
GER GER
2. Werkzeughalter überprüfen
• Für beste Stabilität sollte der Werkzeugüberhang so kurz wie möglich sein
• Überprüfen Sie Zwischenlage, Hebelspannung, Plattensitz und Wendeschneidplatte auf Verschleiß oder Beschädigungen
• Falls notwendig, größere Schaftgröße wählen
• Plattensitz überprüfen - auf plastische Deformation überprüfen. Bei Beschädigung dieses Teils ist ein neuer Halter die einzige Option
3. Kühlschmierstoffzufuhr überprüfen
• Wenn die Maschine über Kühlschmierstoffzufuhr verfügt, sicherstellen, dass der Kühlschmierstoffstrahl korrekt ausgerichtet ist
• Wenn das Werkzeug über Düsen verfügt, muss der Kühlschmierstoff sauber (gefiltert) sein
4. Überprüfung des Rades
• Qualität des Rohteils überprüfen
• Ungleichmäßige Härte, Fehler beim Walzen des Rades können die Standzeit negativ beeinflussen
17
GER GER
Optimale Methode
In diesem Kapitel finden Sie Best-Practice-Lösungen für die Drehbearbeitung eines 900 mm (35.4 Zoll) Eisenbahnrades aus gewalztem Stahl. Die Bearbeitung des Rades erfolgt in zwei Platzierungen, durchgeführt in vier Serien mit Coromant Standardwerkzeugen auf derselben Maschine.
Radtyp: 900 mm (35.4 Zoll)
Werkstoff: Gewalzter Stahl
Bearbeitungsbedingungen: Gut
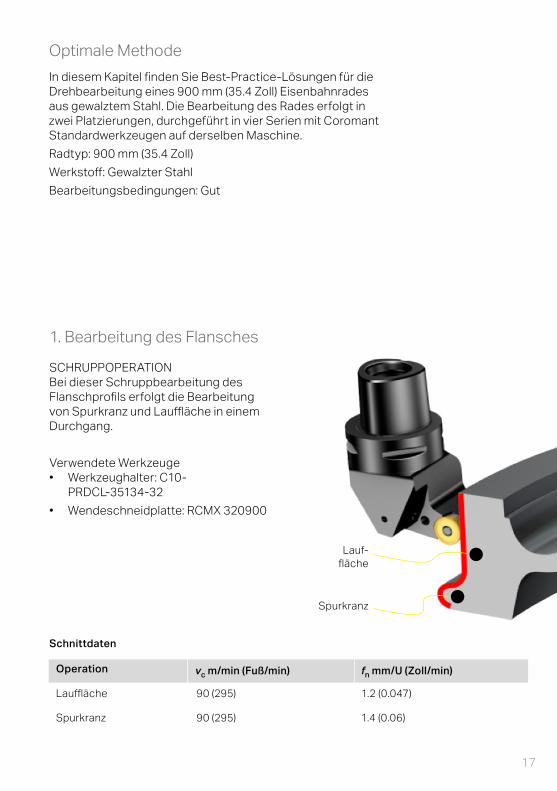
SCHRUPPOPERATION Bei dieser Schruppbearbeitung des Flanschprofils erfolgt die Bearbeitung von Spurkranz und Lauffläche in einem Durchgang.
Verwendete Werkzeuge • Werkzeughalter: C10-
PRDCL-35134-32
• Wendeschneidplatte: RCMX 320900
1. Bearbeitung des Flansches
Spurkranz
Lauf-fläche
vc m/min (Fuß/min) fn mm/U (Zoll/min)Operation
90 (295) 1.2 (0.047)Lauffläche
90 (295) 1.4 (0.06)Spurkranz
Schnittdaten

18
GER GER
SCHLICHTOPERATION Vor dem Umdrehen des Rades wird eine Schlichtanwendung der Lauffläche durchgeführt.
Verwendete Werkzeuge • Werkzeughalter: C10-PRSCL-70130-16 • Wendeschneidplatte: RCMX 160900
Hinweis: Vorzugsweise wird auch die Schrupp-/Schlichtanwendung der Bohrung in dieser Aufspannung durchgeführt, um die Toleranzen beizubehalten (zur Sicherstellung einer zentrierten Bohrung).
Bei diesem Bearbeitungsschritt ist Operation A zeitaufwändiger und stellt das “führende Werkzeug” dar. Wenn Werkzeug A den Außendurchmesser des Blattes bearbeitet (A1), führt Werkzeug B gleichzeitig die Planbearbeitung der Nabe (B2) durch. Wenn A den zweiten Arbeitsgang (A2) durchführt, erfolgt die Planbearbeitung von Flansch (B1) durch die Werkzeuge B.
Bei der Bearbeitung des Blattes (A) ist die Erzielung einer guten Oberflächengüte von großer Bedeutung, während gleichzeitig das richtige Zerspanvolumen abzutragen ist. Dieses Verfahren lässt sich als gleichzeitige Schrupp- und Schlichtanwendung beschreiben.
2. Bearbeitung des Blattes
100 (328) 1.25 (0.05)Lauffläche
Schnittdaten
vc m/min (Fuß/min) fn mm/U (Zoll/min)Operation

19
A2 A1
B2
B1A
GER GER
SCHLICHTOPERATION 1. A ist das führende Werkzeug und bearbeitet das Blatt
Verwendete Werkzeuge • Werkzeughalter: C10-PRDCL-35134-32 • Wendeschneidplatte: RCMX 320900
2. Gleicher Werkzeughalter und Wendeschneidplatte werden sowohl zum Plandrehen von Flansch als auch Nabe verwendet
Verwendete Werkzeuge • Werkzeughalter: C10-PRDCL-35134-32 • Wendeschneidplatte: RCMX 320900
Hinweis: Bei Operation A ist die Schnittgeschwindigkeit bei der Bearbeitung des der Nabe (A2) am nächsten gelegenen Bereiches zu erhöhen, und je nach Profilform auch der Vorschub (falls konkav, Vorschub verringern und falls konvex, Vorschub erhöhen).
100 (328) 0.8-1.4 (0.031-0.055)A. Blatt
100 (328) 1.4 (0.055)B. Flansch, Plandrehen
Schnittdaten
35 (115) 1.5 (0.059)C. Nabe, Plandrehen
vc m/min (Fuß/min) fn mm/U (Zoll/min)Operation

20
B2
B1
A
A1 A2
GER GER
Das Rad wird vertikal gedreht und die Bearbeitung der gegenüberliegenden Seite wird mit denselben Werkzeugen und gleichen Schnittdaten bearbeitet.
• Auch hier ist sowohl der Erhalt der korrekten Dicke des Rades als auch einer guten Oberflächengüte von großer Bedeutung
• Die beiden Operationen erfolgen nacheinander, wobei mit Operation A1, dem führenden Werkzeug, begonnen wird
21
GER GER
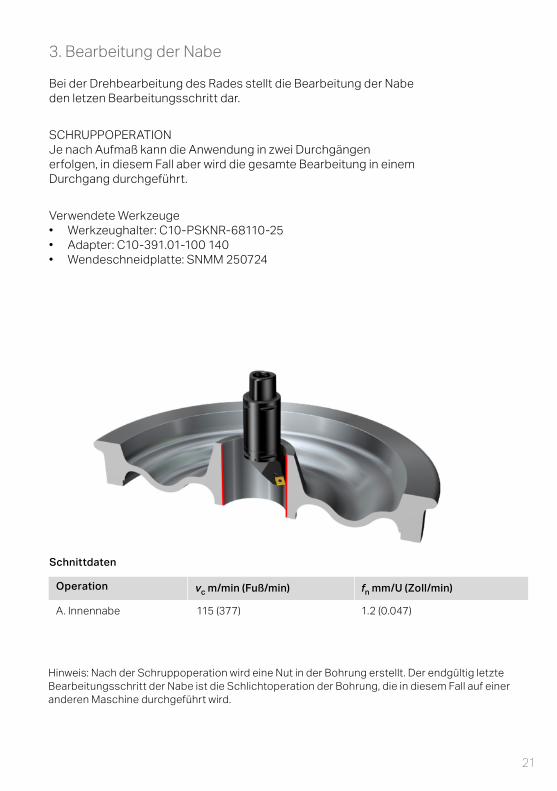
Hinweis: Nach der Schruppoperation wird eine Nut in der Bohrung erstellt. Der endgültig letzte Bearbeitungsschritt der Nabe ist die Schlichtoperation der Bohrung, die in diesem Fall auf einer anderen Maschine durchgeführt wird.
Bei der Drehbearbeitung des Rades stellt die Bearbeitung der Nabe den letzen Bearbeitungsschritt dar.
SCHRUPPOPERATION Je nach Aufmaß kann die Anwendung in zwei Durchgängen erfolgen, in diesem Fall aber wird die gesamte Bearbeitung in einem Durchgang durchgeführt.
Verwendete Werkzeuge • Werkzeughalter: C10-PSKNR-68110-25 • Adapter: C10-391.01-100 140 • Wendeschneidplatte: SNMM 250724
3. Bearbeitung der Nabe
115 (377) 1.2 (0.047)A. Innennabe
Schnittdaten
vc m/min (Fuß/min) fn mm/U (Zoll/min)Operation

22
GER GER
Fehlerbehebung
Dieser Abschnitt befasst sich mit den häufigsten Herausforderungen bei der Drehbearbeitung von Eisenbahnrädern und ihre Bewältigung. Typische Herausforderungen sind:
• Spankontrolle
• Wendeplattenverschleiß
• Schlechte Oberflächengüte aufgrund von Vibrationen
• Bruch des Werkzeughalters
Spankontrolle
HERAUSFORDERUNG Bei der Bearbeitung des Blattprofils könnten lange Eingriffe zu ungünstigem Spanbruch führen (lange Späne).
LÖSUNG - VORSCHUB MODIFIZIEREN • Vorschub auf die verwendete Geometrie abstimmen
23
GER GER
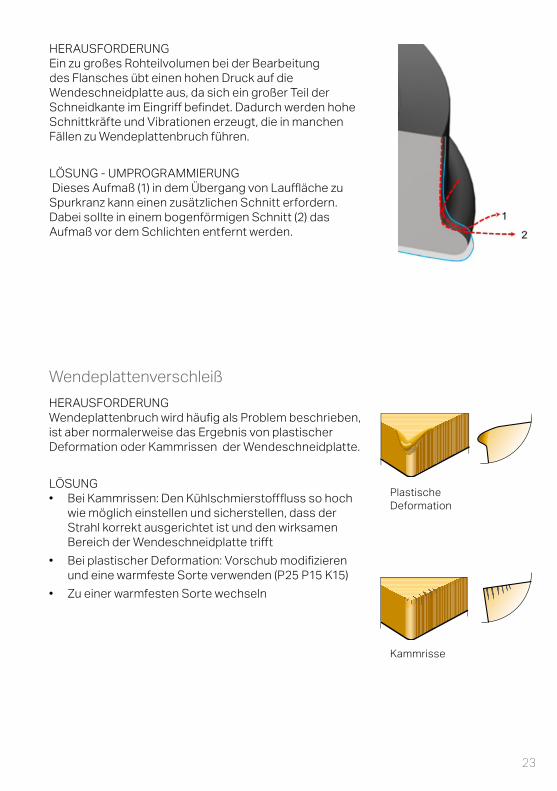
HERAUSFORDERUNG Ein zu großes Rohteilvolumen bei der Bearbeitung des Flansches übt einen hohen Druck auf die Wendeschneidplatte aus, da sich ein großer Teil der Schneidkante im Eingriff befindet. Dadurch werden hohe Schnittkräfte und Vibrationen erzeugt, die in manchen Fällen zu Wendeplattenbruch führen.
LÖSUNG - UMPROGRAMMIERUNG Dieses Aufmaß (1) in dem Übergang von Lauffläche zu Spurkranz kann einen zusätzlichen Schnitt erfordern. Dabei sollte in einem bogenförmigen Schnitt (2) das Aufmaß vor dem Schlichten entfernt werden.
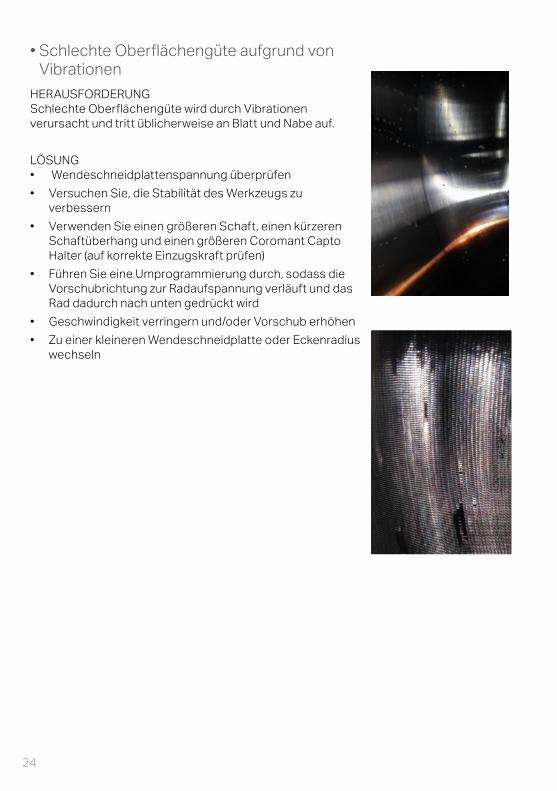
Plastische Deformation
Kammrisse
Wendeplattenverschleiß
HERAUSFORDERUNG Wendeplattenbruch wird häufig als Problem beschrieben, ist aber normalerweise das Ergebnis von plastischer Deformation oder Kammrissen der Wendeschneidplatte.
LÖSUNG • Bei Kammrissen: Den Kühlschmierstofffluss so hoch wie möglich einstellen und sicherstellen, dass der
Strahl korrekt ausgerichtet ist und den wirksamen Bereich der Wendeschneidplatte trifft
• Bei plastischer Deformation: Vorschub modifizieren und eine warmfeste Sorte verwenden (P25 P15 K15)
• Zu einer warmfesten Sorte wechseln
24
GER GER
• Schlechte Oberflächengüte aufgrund von Vibrationen
HERAUSFORDERUNG Schlechte Oberflächengüte wird durch Vibrationen verursacht und tritt üblicherweise an Blatt und Nabe auf.
LÖSUNG • Wendeschneidplattenspannung überprüfen
• Versuchen Sie, die Stabilität des Werkzeugs zu verbessern
• Verwenden Sie einen größeren Schaft, einen kürzeren Schaftüberhang und einen größeren Coromant Capto Halter (auf korrekte Einzugskraft prüfen)
• Führen Sie eine Umprogrammierung durch, sodass die Vorschubrichtung zur Radaufspannung verläuft und das Rad dadurch nach unten gedrückt wird
• Geschwindigkeit verringern und/oder Vorschub erhöhen
• Zu einer kleineren Wendeschneidplatte oder Eckenradius wechseln

25
GER GER
Bruch des Werkzeughalters
HERAUSFORDERUNG Ein Bruch des Werkzeughalters kann mehrere Gründe haben:
• Wendeplattenbruch
• Überlastung durch zu hohes Aufmaß
• Zu hohe Schnitttiefe
• Verschleiß der Plattensitze
LÖSUNG Wenn Plattensitzverschleiß das Problem ist: Die Einführung einer Routine zur Werkzeugwartung in der Fertigung vermeidet Probleme und spart Kosten.
• Drehmomentschlüssel
– Für beste Leistung jedes Spannsystems sollte zum Anziehen der Spannschraube ein Drehmomentschlüssel verwendet werden
– Für korrektes Anzugsmoment (Nm), siehe Lasermarkierung auf jedem Werkzeughalter oder im Hauptkatalog Drehwerkzeuge
26
GER GER
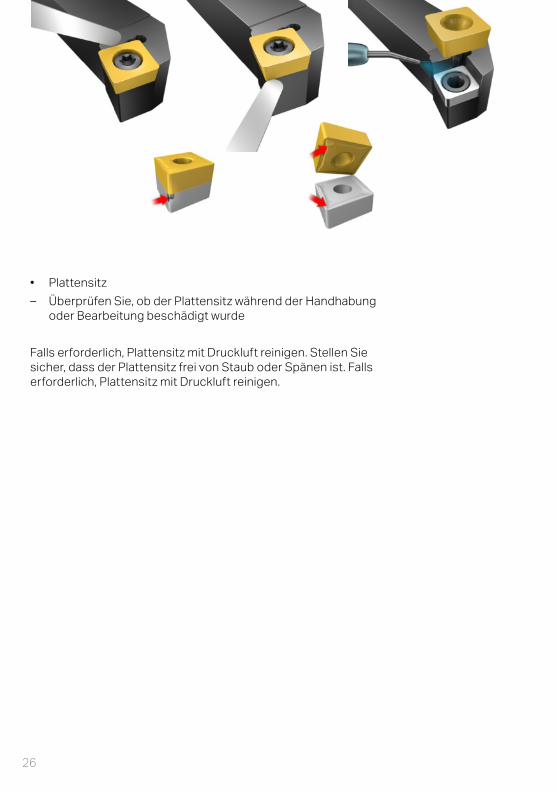
• Plattensitz
– Überprüfen Sie, ob der Plattensitz während der Handhabung oder Bearbeitung beschädigt wurde
Falls erforderlich, Plattensitz mit Druckluft reinigen. Stellen Sie sicher, dass der Plattensitz frei von Staub oder Spänen ist. Falls erforderlich, Plattensitz mit Druckluft reinigen.
27
GER GER
RADSATZBEARBEITUNG
Erste Überlegungen
Bei der Radsatzbearbeitung sollte vorzugsweise die größtmögliche Schnitttiefe gewählt werden, um Bearbeitungszeiten kurz zu halten. Dies hängt allerdings sehr stark vom Verschleißzustand des überwiegenden Teils des abgenutzten Rades ab.
Bei der Wahl von Werkzeugen und Wendeschneidplatten ist folgendes zu berücksichtigen:
• Welcher Radtyp wird nachbearbeitet
• Verschleißzustand des überwiegenden Teils des abgenutzten Rades
• Verfügbare Antriebsleistung
• InmanchenFällenkanndasProfilineinemDurchganggedrehtwerden. Bei anderen Maschinen und unter anderen Umständen könnte es erforderlich werden, die Bearbeitung in mehrere Bearbeitungsschritteaufzuteilen,umdasrichtigeProfilunddiekorrekten Durchmesser für das Rad zu erzeugen.
Die Aufteilung der Bearbeitung in mehrere Schritte erfolgt gewöhnlichbeiUnterflurmaschinen,beidenenFriktionsantrieb zum Drehen des Rades verwendet wird.
28
GER GER
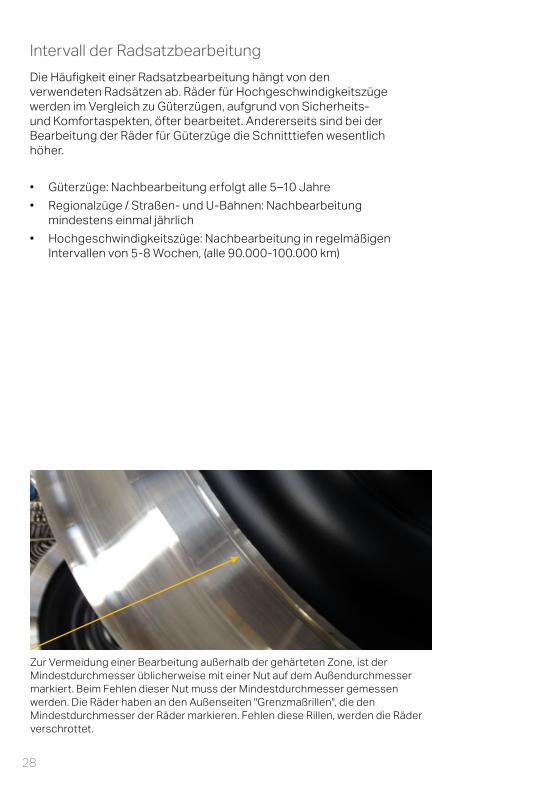
Zur Vermeidung einer Bearbeitung außerhalb der gehärteten Zone, ist der Mindestdurchmesser üblicherweise mit einer Nut auf dem Außendurchmesser markiert. Beim Fehlen dieser Nut muss der Mindestdurchmesser gemessen werden. Die Räder haben an den Außenseiten "Grenzmaßrillen", die den Mindestdurchmesser der Räder markieren. Fehlen diese Rillen, werden die Räder verschrottet.
Intervall der Radsatzbearbeitung
DieHäufigkeiteinerRadsatzbearbeitunghängtvondenverwendeten Radsätzen ab. Räder für Hochgeschwindigkeitszüge werden im Vergleich zu Güterzügen, aufgrund von Sicherheits- und Komfortaspekten, öfter bearbeitet. Andererseits sind bei der Bearbeitung der Räder für Güterzüge die Schnitttiefen wesentlich höher.
• Güterzüge: Nachbearbeitung erfolgt alle 5–10 Jahre
• Regionalzüge / Straßen- und U-Bahnen: Nachbearbeitung mindestens einmal jährlich
• Hochgeschwindigkeitszüge: Nachbearbeitung in regelmäßigen Intervallen von 5-8 Wochen, (alle 90.000-100.000 km)
29
GER GER
Maschinentypen
Die Radsatzbearbeitung erfolgt stets als Trockenbearbeitung. Je nach Zugtyp werden unterschiedliche Anforderungen an den Maschinentyp gestellt, die über den Einsatz einer Unter- oder Oberflurmaschineentscheiden.Essindauchweitere,wenigergebräuchlichere Maschinenalternativen vorhanden, die in diesem Handbuch aber nicht weiter beschrieben werden.
UNTERFLUR • Straßen- und U-Bahnen / Personenzüge (Waggons und
Zugwagen sind miteinander befestigt)
• Lokomotiven
• Hochgeschwindigkeitszüge
ÜBERFLUR • Güterzüge
• Personenwagen (Wagen können getrennt werden)
ANDERE KONZEPTE • Mobile Maschinen
- Gewöhnlich gemietet und in der Fertigung verwendet - Erhältlich bei privaten Instandhaltungsgesellschaften

30
GER GER
Zugwagen
Züge

31
GER GER
Überlegungen zum Maschinentyp
UNTERFLURMASCHINE In dieser Maschine werden die Räder von Lokomotiven, Hochgeschwindigkeitszügen sowie Straßen- und U-Bahnen nachbearbeitet.
Spanneigenschaften • Erhöhung der Achslast durch Hydraulikzylinder
Begrenzungen • Maximale Schnitttiefe
Spannmethode Der bearbeitete Radsatz wird angehoben und durch vierkonischeRollenaufderLaufflächeangetrieben.Umdie auf den Friktionsantrieb wirkende Kraft zu erhöhen, wird auf moderneren Maschinen zusätzlich mittels Hydraulikzylindern die Achslast erhöht. Damit können größere Schnittkräfte realisiert werden; die Bearbeitung wird wirtschaftlicher.

32
GER GER
KONVENTIONELLE AUFSPANNUNG Spanneigenschaften
• Radsatz, d.h. Achse und Blätter, werden vom Fahrzeug ausgebaut
Begrenzungen • Verschleiß des Rades (Innendurchmesser)
Spannmethode • Radsatz, d.h. Achse und Blätter, werden vom Fahrzeug
(Lokomotive oder Zug) ausgebaut
• Die Achse wird durch zwei beidseitige, zentrische und konische Bohrungen in der Achse aufgenommen. Die Spannung und der Antrieb erfolgt durch die Spannung auf der Radinnenseite. Für den Antrieb des Radsatzes wird ein Futter zum Spannen der Innenseite des Spurkranzes verwendet. Friktionsantrieb kann als Alternative gewählt werden
• Die Innenseite des Rades weist stets Beschädigungen auf (Verschleiß)
Überflurmaschine
In dieser Maschine werden hauptsächlich Räder für Güterzüge und Personenwagen nachbearbeitet. Es gibt zwei verschiedene Arten für die Aufspannung des Rades: eine konventionelle und eine moderne Methode.

33
MobiTurn/ Hegenscheidt
GER GER
Moderne Spannmethode
Bei diesem Maschinentyp werden hauptsächlich Räder für Güterwaggons nachbearbeitet. Räder von Güterwaggons sind in der Regel stark verschlissen, daher wird für die ErzielungdesrichtigenProfilseinehöhereSchnitttiefebenötigt.
Spanneigenschaften • Robuste Aufspannung ist erforderlich: Zur Erzielung
der hohen Schnitttiefe (bis zu 12 mm) wird eine robuste Spannung benötigt, die den hohen Schnittkräften standhält
Begrenzungen • Lange Späne können Probleme mit der Spannvorrichtung
und den Hydraulikschläuchen verursachen
Mobile Maschinen
Dieser Maschinentyp wird normalerweise gemietet und in der Fertigung verwendet. Eine günstige Alternative für On-Demand-Nutzungswecke.
• Erhältlich bei privaten Instandhaltungsunternehmen
• Es gibt auch mobile Maschinen für die Bearbeitung auf der Schiene, außerhalb oder innerhalb der Werkhalle
Aufspannung • Die Aufspannung ist vergleichbar mit den
Unterflurmaschinen;dieBedingungensindnichtganzso stabil wie bei fest installierten Maschinen, was eine Reduzierung der Schnittdaten zur Folge haben kann
• Niedrigere Schnittdaten
34
2
3
1
GER GER
ÜBERBLICK ZU PRODUKTEN UND RÄDERN
Überblick - Rad
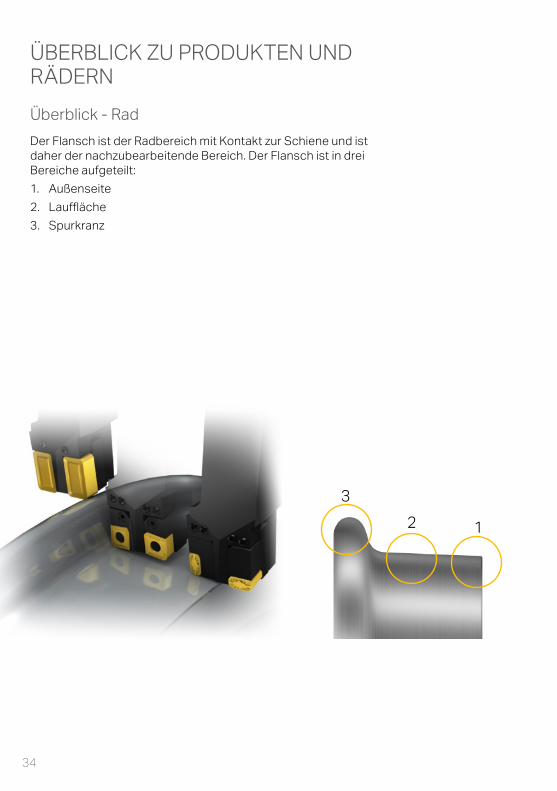
Der Flansch ist der Radbereich mit Kontakt zur Schiene und ist daher der nachzubearbeitende Bereich. Der Flansch ist in drei Bereiche aufgeteilt:
1. Außenseite
2. Lauffläche
3. Spurkranz

35
GER GER
Produktüberblick
WERKZEUGHALTER UND WENDESCHNEIDPLATTEN Es sind anwendungsoptimierte T-Max P® Werkzeughalter für die Bearbeitung von Eisenbahnrädern erhältlich. Wendeschneidplatten sind in unterschiedlichen Sorten und Geometrien für die Schrupp- bis Schlichtbearbeitung von unterschiedlichen Stählen erhältlich.
Hinweis: Denken Sie daran, sich stets nach unserem neuesten Werkzeugprogramm auf unserer Webseite www.sandvik.coromant.com zu erkundigen. Für die Radsatzbearbeitung sind Sonderlösungen verfügbar. Für weitere Informationen wenden Sie sich bitte an Ihren Sandvik Coromant Ansprechpartner.
Werkzeughalter Wendeschneidplatten
- Größe 19, 30 und 32 mm - Sorten GC4325 und GC4215- Geometrien zum Schruppen bis Schlichten (-PR, -PM, -PF)
Schäfte für Einbauhalter
36
GER GER
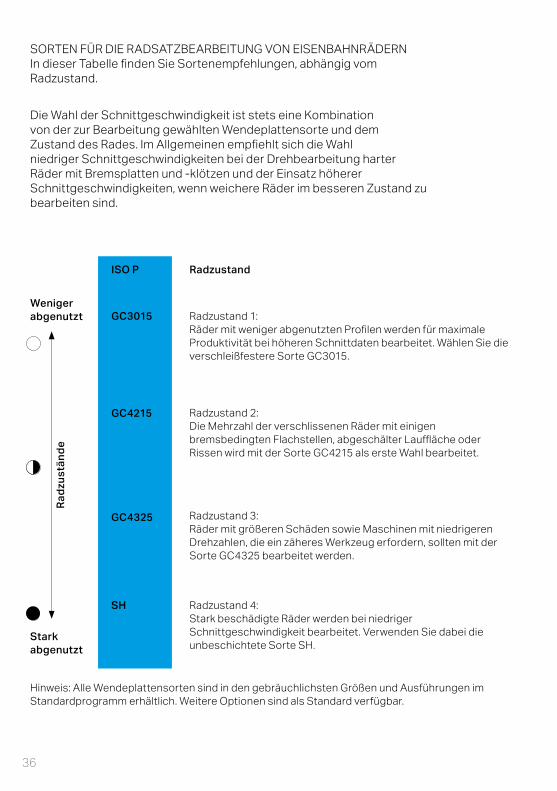
SORTEN FÜR DIE RADSATZBEARBEITUNG VON EISENBAHNRÄDERN IndieserTabellefindenSieSortenempfehlungen,abhängigvomRadzustand.
Die Wahl der Schnittgeschwindigkeit ist stets eine Kombination von der zur Bearbeitung gewählten Wendeplattensorte und dem ZustanddesRades.ImAllgemeinenempfiehltsichdieWahlniedriger Schnittgeschwindigkeiten bei der Drehbearbeitung harter Räder mit Bremsplatten und -klötzen und der Einsatz höherer Schnittgeschwindigkeiten, wenn weichere Räder im besseren Zustand zu bearbeiten sind.
Radzustand 1:RädermitwenigerabgenutztenProfilenwerdenfürmaximaleProduktivität bei höheren Schnittdaten bearbeitet. Wählen Sie die verschleißfestere Sorte GC3015.
Radzustand 2:Die Mehrzahl der verschlissenen Räder mit einigen bremsbedingtenFlachstellen,abgeschälterLaufflächeoderRissen wird mit der Sorte GC4215 als erste Wahl bearbeitet.
Radzustand 3:Räder mit größeren Schäden sowie Maschinen mit niedrigeren Drehzahlen, die ein zäheres Werkzeug erfordern, sollten mit der Sorte GC4325 bearbeitet werden.
Radzustand 4:Stark beschädigte Räder werden bei niedriger Schnittgeschwindigkeit bearbeitet. Verwenden Sie dabei die unbeschichtete Sorte SH.
Weniger abgenutzt
Stark abgenutzt
Rad
zust
änd
e
ISO P Radzustand
GC3015
GC4215
GC4325
SH
Hinweis: Alle Wendeplattensorten sind in den gebräuchlichsten Größen und Ausführungen im Standardprogramm erhältlich. Weitere Optionen sind als Standard verfügbar.
37
GER GER
SITUATIONSANALYSE
Hauptzweck der Situationsanalyse ist die Sicherstellung der Stabilität.Jenachdem,obessichumeineUnterflur-oderOberflurmaschinehandelt,sindunterschiedlicheFaktorenzuberücksichtigen:
• Wendeschneidplatten in Form L haben keine Zwischenlagen. Überprüfen Sie Wendeschneidplatte, Einbauhalter und Grundhalter auf Beschädigungen (durch die hohe Wärmeentwicklung werden die Werkzeuge blau)
• Einbauhalter (schützt den Grundhalter)
• Überhitzung, Wendeplattenbruch
• Plastische Deformation, Brüche
• Grundhalter, normalerweise als Sonderlösung
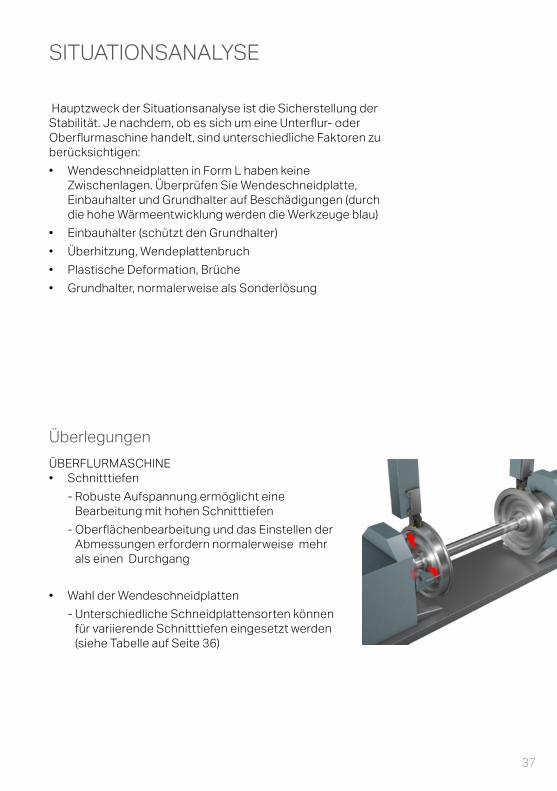
Überlegungen
ÜBERFLURMASCHINE • Schnitttiefen
- Robuste Aufspannung ermöglicht eine Bearbeitung mit hohen Schnitttiefen
-OberflächenbearbeitungunddasEinstellenderAbmessungen erfordern normalerweise mehr als einen Durchgang
• Wahl der Wendeschneidplatten
- Unterschiedliche Schneidplattensorten können für variierende Schnitttiefen eingesetzt werden (siehe Tabelle auf Seite 36)
38
GER GER
UNTERFLURMASCHINE • Spanbruch
- Gute Spankontrolle bedeutet Sicherheit sowohl für den Bediener als auch für die Maschine
- Lange Späne können Kabel und Hydraulikschläuche beschädigen. Wenn sie sich um die Achsen gewickelt haben, ist ihre Entfernung schwierig und auch gefährlich
• Schnitttiefen
- Um hohe Schnittkräfte zu vermeiden, wird der Einsatz geringer Schnitttiefen empfohlen
Typische Verschleißzustände
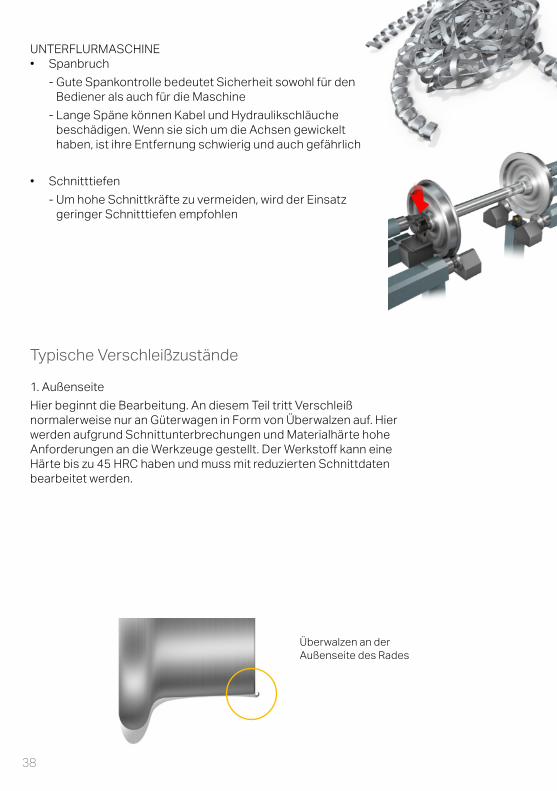
1. Außenseite
Hier beginnt die Bearbeitung. An diesem Teil tritt Verschleiß normalerweise nur an Güterwagen in Form von Überwalzen auf. Hier werden aufgrund Schnittunterbrechungen und Materialhärte hohe AnforderungenandieWerkzeugegestellt.DerWerkstoffkanneineHärte bis zu 45 HRC haben und muss mit reduzierten Schnittdaten bearbeitet werden.
Überwalzen an der Außenseite des Rades
39
GER GER
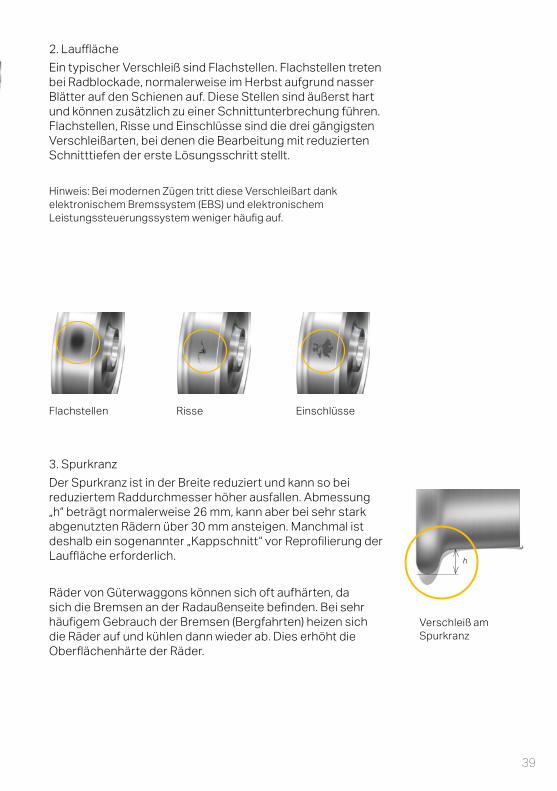
2.Lauffläche
Ein typischer Verschleiß sind Flachstellen. Flachstellen treten bei Radblockade, normalerweise im Herbst aufgrund nasser Blätter auf den Schienen auf. Diese Stellen sind äußerst hart und können zusätzlich zu einer Schnittunterbrechung führen. Flachstellen, Risse und Einschlüsse sind die drei gängigsten Verschleißarten, bei denen die Bearbeitung mit reduzierten Schnitttiefen der erste Lösungsschritt stellt.
Hinweis: Bei modernen Zügen tritt diese Verschleißart dank elektronischem Bremssystem (EBS) und elektronischem Leistungssteuerungssystemwenigerhäufigauf.
3. Spurkranz
Der Spurkranz ist in der Breite reduziert und kann so bei reduziertem Raddurchmesser höher ausfallen. Abmessung „h“ beträgt normalerweise 26 mm, kann aber bei sehr stark abgenutzten Rädern über 30 mm ansteigen. Manchmal ist deshalbeinsogenannter„Kappschnitt“vorReprofilierungderLaufflächeerforderlich.
Räder von Güterwaggons können sich oft aufhärten, da sichdieBremsenanderRadaußenseitebefinden.BeisehrhäufigemGebrauchderBremsen(Bergfahrten)heizensichdie Räder auf und kühlen dann wieder ab. Dies erhöht die OberflächenhärtederRäder.
Verschleiß am Spurkranz
h
Flachstellen Risse Einschlüsse
40
GER GER
TYPISCHE VERSCHLEIßZUSTÄNDE UND LÖSUNGEN
1. Außenseite 2. LaufflächeVerschleiß-zustand
3. Spurkranz
Überwalzen Güterzüge Verhärtungen und Flachstellen treten häufigerbei„klotzgebremsten“Rädernauf.Diese Radsätze verfügen nicht über ein ABS und werden durch Bremsklötze auf denLaufflächengebremst.DamitwirdvielWärme in die Räder eingebracht, was zu einerAufhärtungderLaufflächenführenkann. Auch Radblockade beim Bremsen sind wegen des fehlenden ABS möglich, was zu Flachstellen führen wird
Verschleiß der LaufflächezwischenRad und Schiene.
n.z.Straßen- und U-Bahnen
Einschlüsse (von Steinen auf den Gleisen).Verhärtungen und Flachstellen treten beim Bremsen des Zuges auf.
Verschleiß der LaufflächezwischenRad und Schiene.
n.z.Hochgeschwindig- keitszüge
Verhärtungen und Flachstellen treten beim Bremsen des Zuges auf.Risse.Da diese Räderhäufigernachbearbeitet werden als Güterzüge, treten Rissenichtsohäufigund umfangreich auf.
Auftreten von Verschleiß des Spurkranzes durch Schienenkontakt.
Lösung Schritt 1 Vorschub und Schnitt-geschwindigkeit reduzieren.
Mit einer Schnitttiefe (ap) unterhalb der Flachstelle oder den Rissen bearbeiten.
Lösung Schritt 2 Sorte SH ist die erste Wahl.Schnittgeschwindigkeit auf 10– 20 m/min reduzieren. Verwenden Sie eine stabile Geometrie (-PM oder -22) zur Unterstützung der Schneidkante.VersuchenSie,wennmöglich,dieLaufflächezuunterschneiden.
Siehe Best Practice, Seite 42.
n.z.
41
GER GER
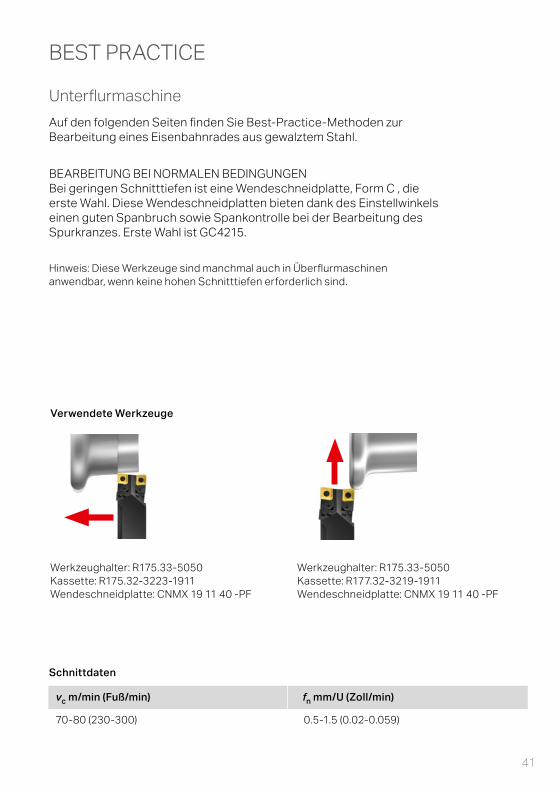
BEST PRACTICE
Unterflurmaschine
AufdenfolgendenSeitenfindenSieBest-Practice-MethodenzurBearbeitung eines Eisenbahnrades aus gewalztem Stahl.
BEARBEITUNG BEI NORMALEN BEDINGUNGEN Bei geringen Schnitttiefen ist eine Wendeschneidplatte, Form C , die erste Wahl. Diese Wendeschneidplatten bieten dank des Einstellwinkels einen guten Spanbruch sowie Spankontrolle bei der Bearbeitung des Spurkranzes. Erste Wahl ist GC4215.
Hinweis:DieseWerkzeugesindmanchmalauchinÜberflurmaschinenanwendbar, wenn keine hohen Schnitttiefen erforderlich sind.
Verwendete Werkzeuge
Werkzeughalter: R175.33-5050Kassette: R175.32-3223-1911Wendeschneidplatte: CNMX 19 11 40 -PF
Werkzeughalter: R175.33-5050Kassette: R177.32-3219-1911Wendeschneidplatte: CNMX 19 11 40 -PF
Schnittdaten
0.5-1.5 (0.02-0.059)70-80 (230-300)
fn mm/U (Zoll/min)vc m/min (Fuß/min)
42
GER GER
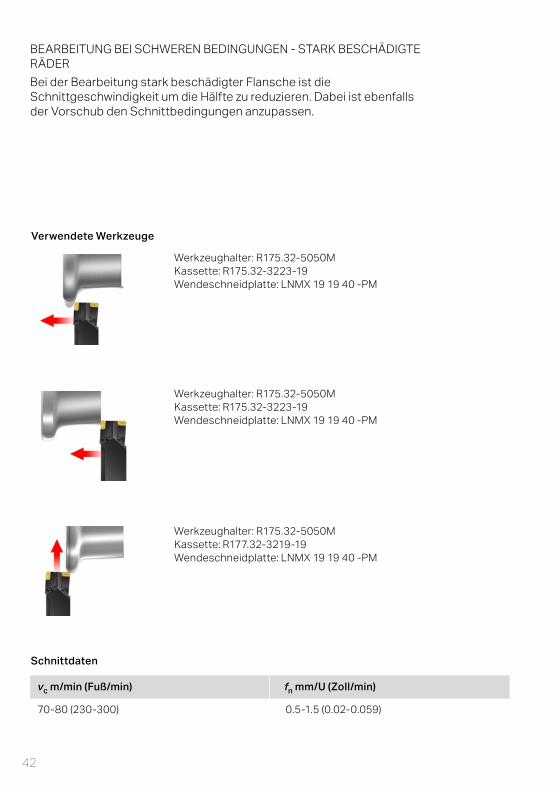
Werkzeughalter: R175.32-5050MKassette: R175.32-3223-19Wendeschneidplatte: LNMX 19 19 40 -PM
Werkzeughalter: R175.32-5050MKassette: R175.32-3223-19Wendeschneidplatte: LNMX 19 19 40 -PM
Werkzeughalter: R175.32-5050MKassette: R177.32-3219-19Wendeschneidplatte: LNMX 19 19 40 -PM
fn mm/U (Zoll/min)vc m/min (Fuß/min)
0.5-1.5 (0.02-0.059)70-80 (230-300)
Schnittdaten
BEARBEITUNG BEI SCHWEREN BEDINGUNGEN - STARK BESCHÄDIGTE RÄDER
Bei der Bearbeitung stark beschädigter Flansche ist die Schnittgeschwindigkeit um die Hälfte zu reduzieren. Dabei ist ebenfalls der Vorschub den Schnittbedingungen anzupassen.
Verwendete Werkzeuge
43
GER GER
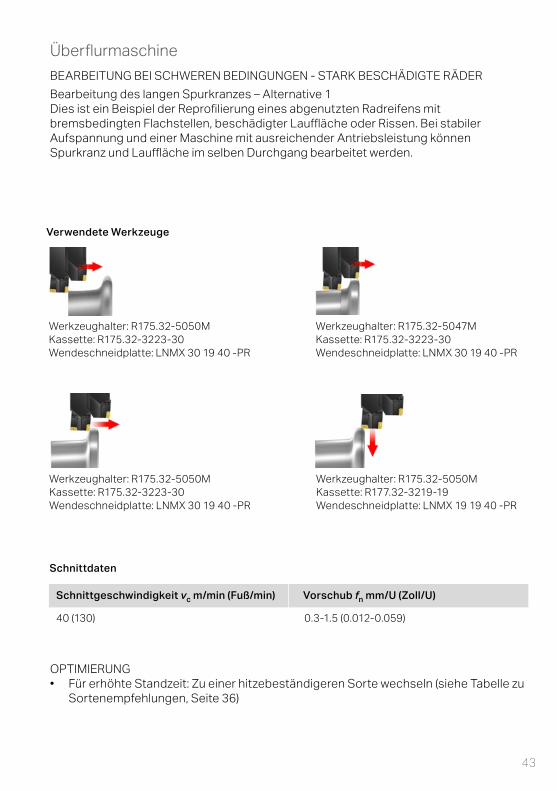
Überflurmaschine
BEARBEITUNG BEI SCHWEREN BEDINGUNGEN - STARK BESCHÄDIGTE RÄDER
Bearbeitung des langen Spurkranzes – Alternative 1 DiesisteinBeispielderReprofilierungeinesabgenutztenRadreifensmitbremsbedingtenFlachstellen,beschädigterLaufflächeoderRissen.BeistabilerAufspannung und einer Maschine mit ausreichender Antriebsleistung können SpurkranzundLaufflächeimselbenDurchgangbearbeitetwerden.
Werkzeughalter: R175.32-5050MKassette: R175.32-3223-30Wendeschneidplatte: LNMX 30 19 40 -PR
Werkzeughalter: R175.32-5047MKassette: R175.32-3223-30Wendeschneidplatte: LNMX 30 19 40 -PR
Verwendete Werkzeuge
Werkzeughalter: R175.32-5050MKassette: R175.32-3223-30Wendeschneidplatte: LNMX 30 19 40 -PR
Werkzeughalter: R175.32-5050MKassette: R177.32-3219-19Wendeschneidplatte: LNMX 19 19 40 -PR
Vorschub fn mm/U (Zoll/U)Schnittgeschwindigkeit vc m/min (Fuß/min)
0.3-1.5 (0.012-0.059)40 (130)
Schnittdaten
OPTIMIERUNG • Für erhöhte Standzeit: Zu einer hitzebeständigeren Sorte wechseln (siehe Tabelle zu
Sortenempfehlungen, Seite 36)

44
GER GER
OPTIMIERUNG Für verbesserte Spankontrolle LNUX –PF, CNMX –PF
SH ist eine alternative Sorte für sehr stark beschädigte Räder
Vorschub fn mm/U (Zoll/U)Schnittgeschwindigkeit vc m/min (Fuß/min)
0.3-1.5 (0.012-0.059)40 (130)
Schnittdaten
Werkzeughalter: R175.32-5050MKassette: R175.32-3223-30Wendeschneidplatte: LNMX 30 19 40 -PM
Werkzeughalter: R175.32-5050MKassette: R175.32-3223-30Wendeschneidplatte: LNMX 19 19 40 -PM
Werkzeughalter: R175.32-5050MKassette: R177.32-3219-19Wendeschneidplatte: LNMX 19 19 40 -PM
Verwendete Werkzeuge
Bearbeitung des langen Spurkranzes – Alternative 2 Bei instabiler Aufspannung und unzureichender Maschinenleistung stellt dies eine Alternative für die Bearbeitung des Spurkranzes dar. Zunächst erfolgt einSchruppschnittamSpurkranz.ImnächstenSchrittwirddieLaufflächebearbeitet und der Spurkranz geschlichtet.

45
GER GER
Die Bremsscheibe ist ein typisches Bauteil, das unter Zügen zu findenist.DieBremsscheibewirdimzweitenArbeitsgangvomMaschinenstößel bearbeitet. Für diese Bearbeitung empfehlen wir die Werkzeughalter in Sonderausführung (Länge 130 mm) von Sandvik Coromant in Kombination mit Wiper Standard-Wendeschneidplatten, Form D (-WMX). Diese Kombination bietet eine exzellente Leistung bei niedrigen Schnitttiefen und hohen Schnittgeschwindigkeiten und gewährleistet eine gute Spankontrolle. Die Wendeschneidplatten in Form D sorgen ebenfalls für Freiraum zwischen den Bremsscheiben.
Die Bremsscheibe

46
GER GER
FEHLERBEBEHUNG
TypischeHerausforderungenbeiderReprofilierungvonRädernsind:
• Wendeplattenbruch
• Kurze, heiße Späne
• Vibrationen aufgrund von Verschleiß der Kassette
Wendeplattenbruch
HERAUSFORDERUNG Wendeplattenbruch verursacht ein Aufkleben von Hartmetall am Rad.
HAUPTURSACHE • Überlastete Wendeschneidplatte
• Verhärtungen, Rissbildung der Flachstellen am Rad
Lösung • Wendeschneidplatte rechtzeitig untersuchen, um einen Bruch
zu vermeiden
• Vorschub und Schnittgeschwindigkeit drastisch reduzieren und dann langsam wieder erhöhen
• Versuchen, die Wendeplatte vorsichtig zu entfernen (oder auszuschleifen)
Hinweis:TrittsowohlbeiUnter-alsauchOberflurmaschinenauf.
Flachstellen

47
GER GER
Vibrationen aufgrund von Verschleiß der Kassette oder HebelspannungHERAUSFORDERUNG • Druckstellen an der Kassette führen zu Vibrationen
HAUPTURSACHE • Die Druckstellen werden von hohen Kräften verursacht, die auf
die Wendeplattengeometrie wirken
• Wendeplattenbewegungen infolge nicht ausreichender Spannkräfte
LÖSUNG • Kassette öfters überprüfen und wechseln
• Hebelspannung auf Beschädigung überprüfen

48
GER GER
Heiße Späne (Schlichtoperation)
HERAUSFORDERUNG • Heiße Späne auf der Maschine und dem Bauteil erwärmen die Maschine. Die Späne können auch den Maschinenbediener
verletzen
LÖSUNG • Vergewissern Sie sich, dass die Späne sicher von der Maschine
abgeführt werden
• Reduzieren Sie den Vorschub, senken Sie die Schnittgeschwindigkeit oder wechseln Sie zu einer mittleren Geometrie, –PM
Hinweis:TrittnurbeiUnterflurmaschinenauf.
49
GER GER
Zu hohe Schnittkräfte aufgrund zu hohem Vorschub
HERAUSFORDERUNG • Zu hoher Vorschub verursacht höhere Schnittkräfte als der
erzeugte Friktionsantrieb. Dadurch wird das Rad angehalten, washäufigzuWendeplattenbruchundtiefenSchnittenamRad führt. Darüber hinaus bleiben auch manchmal Teile der Wendeschneidplatte im Rad stecken
LÖSUNG • Angemessenen Vorschub wählen
• Eine andere Wendeschneidplatte mit einer Schneidkante verwenden, die genügend Material zerspant, um die Rückstände der gebrochenen Wendeschneidplatte mit einem sehr niedrigem Vorschub zu entfernen
• Manchmal könnten noch extremere Methoden notwendig werden, wie die Verwendung eines Werkzeugs zum Schleifen
Hinweis:TrittnurbeiUnterflurmaschinenauf.
50
GER GER
Anmerkungen














![Labor Zerspanung - Hochschule Bremen · - Qualitätsmanagement: FMEA Montage - Zusammenbau der Teile . Seite 4 Produktionsleitung Allgemeine Aufgaben nach [1]: Konzeptionelle und](https://img.pdfslide.org/doc/110x75/5b9ff33209d3f2c2598bcc21/labor-zerspanung-hochschule-qualitaetsmanagement-fmea-montage-zusammenbau.jpg)














