Embed Size (px)
Citation preview

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 1 -
Entwicklung der CNC-Maschinen Konventionelle Werkzeugmaschinen Bei organisierter Fertigung erhält der Facharbeiter an herkömmlichen Werkzeugmaschinen genaue Arbeitsunterlagen: zum Beispiel eine Zeichnung, die ihm Auskunft über Abmessungen, Bearbeitung und Werkstoff des Werkstückes gibt. Sämtliche Informationen, die beispielsweise der Zeichnung entnommen werden, müssen vom Menschen auf die Werkzeugmaschine übertragen werden. Auch bei hoher Qualifikation des Facharbeiters können einzelne gleichartige Werkstücke doch nur mit unterschiedlicher Genauigkeit (Qualität) her- gestellt werden. Deshalb suchte man nach Möglichkeiten, die Informationen weitgehend unabhängig vom Menschen in die Maschine eingeben zu können. Schon lange arbeitet man in der Fertigungstechnik mit „Informationsspeichern“ wie Bohrvorrichtungen, Schablonen zum Kopieren, Kurven an Automaten. Derartige Informationsspeicher eignen sich gut für die Fertigung mit hohen Stückzahlen, weniger für die Kleinserien- und Einzelfertigung, da hier die Herstellung der Informationsspeicher und die Einrichtung der Maschine zu unwirtschaftlich wären. Wesentliche Vorteile brachte die Entwicklung numerisch gesteuerter Werkzeugmaschinen (NC-Werkzeugmaschinen). NC kommt aus dem Amerikanischen (in USA wurden ca. 1952 die ersten NC-Maschinen gebaut) und ist die Abkürzung für Numerical Control, was „numerisch gesteuert“ bedeutet. Etwas vereinfachend gesprochen kann man sagen, dass eine NC-Werkzeugmaschine „durch Zahlen“ (numerisch) gesteuert wird. Alle erforderlichen Informationen (z.B. Werkstückabmessungen, Vorschub, Zustellung, Schnittgeschwindigkeit) werden der Werkzeugmaschine in verschlüsselten Zahlen eingegeben. Ergebnis einer konsequenten Weiterentwicklung (etwa ab 1970) sind die CNC- Werkzeugmaschinen. CNC bedeutet: Computer Numerical

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 2 -
Control. CNC-Werkzeugmaschinen sind mit einem Mikrocomputer ausgerüstet, der die ihm eingegebenen verschlüsselten Zahlen „versteht“, mit ihnen Bahnberechnungen durchführt und die Werkzeugmaschine steuert. Um einen zielgerichteten Arbeitsablauf zu gewährleisten, müssen der CNC-Werkzeugmaschine Informationen eingegeben werden. Man unterscheidet: Programmtechnische Informationen, die den sinnvollen Bearbeitungsablauf gewährleisten Weginformationen, die bestimmen, wohin das Werkzeug fahren soll (Abmessungen und Konturen des Werkstückes, Verfahrwege von Schlitten bzw. Werkzeugträger) Technologische Informationen, die bestimmen, wie das Werkstück gefertigt werden soll (z.B. Drehzahl, Vorschub, Spantiefe, Werkzeugauswahl, Werkzeugwechsel, Kühlschmiermittel) Neben den Kenntnissen, die für die Werkstückbearbeitung auf herkömmlichen Werkzeugmaschinen notwendig sind (z.B.: Verstehen der Maschinenbedienung, Kenntnisse über Werkzeuge und Werkstoffe, Schneidstoffe und Schnittwerte, Lesen von Zeichnungen) benötigt der Facharbeiter für die Arbeit mit CNC-Werkzeugmaschinen noch folgende Zusatzkenntnisse:
Unter Steuern wird allgemein der Beginn, die Beendigung oder die Beeinflussung eines Arbeitsablaufes verstanden. Aufgabe der Steuerung ist es, für einen zielgerechten Arbeitsablauf zu sorgen. Mit dem Ziel der Herstellung eines gewünschten Werkstückes.

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 3 -
Programmierkenntnisse
Kenntnisse von Bezugspunkten, Achsen und Achsrichtungen
Einsatzbereiche von CNC-Werkzeugmaschinen
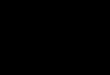
Wirtschaftlicher Einsatz von CNC-Werkzeugmaschinen
Das obige Schaubild macht deutlich, wie groß der wirtschaftliche Anwendungsbereich von CNC-Werkzeugmaschinen in der Fertigungstechnik ist. Nur bei sehr kleinen Stückzahlen von

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 4 -
Werkstücken einfacher Kontur ist die herkömmliche Werkzeugmaschine noch wirtschaftlich einsetzbar. Automaten sind nur noch bei sehr hohen Stückzahlen von Werkstücken wirtschaftlich. Besonders wirtschaftlich ist die CNC-Werkzeugmaschine bei mittleren Losgrößen, sehr schwierigen Werkstückformen. Der Einsatz von CNC-Werkzeugmaschinen als Weiterentwicklung der numerisch gesteuerten Werkzeugmaschinen hat in den vergangenen Jahren beträchtlich zugenommen. Ein Ende dieser Entwicklung ist noch nicht abzusehen. Vor- und Nachteile von CNC-Werkzeugmaschinen
CNC-Werkzeugmaschinen
Vorteile Nachteile
Gleichbleibende Werkstückqualität bei hoher Genauigkeit
Hohe Bearbeitungsgeschwindigkeit
Kurze Rüstzeit Weniger Ausschuss, weniger
Kontrolle Keine Kurven und Schablonen
notwendig
Hoher Kapitalaufwand bei der Anschaffung
Hohe Wartungskosten Aufwendigere
Arbeitsplanung

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 5 -
Codierung Für die „Verständigung im täglichen Leben“ werden etwa 90 Zeichen benötigt. In der NC- Technik werden nur maximal 50 Zeichen benötigt, die verschlüsselt in die Maschine eingegeben werden. Die CNC-Steuerung enthält einen Mikrocomputer. Obwohl man einem Computer wahre „Wunderdinge“ nachsagt, ist er im Grunde „dumm“. Er kann nämlich nur zwischen zwei Zeichen unterscheiden; diese beiden Zeichen sind 0 und 1. Sämtliche Informationen müssen demnach der Steuerung so verschlüsselt eingegeben werden, dass nur die Zeichen 0 und 1 vorkommen. Damit Informationen von der Steuerung „verstanden“ werden, müssen sie also so umgewandelt werden, dass ausschließlich die Zeichen 0 und 1 vorkommen. Man spricht dann von Codierung. Am gebräuchlichsten für numerische Steuerungen ist der ISO-Code (DIN 66024). Da man elektrisch nur die Begriffe „Ein“ oder als Symbol ,,1“ (Strom fließt) „Aus“ oder als Symbol ...,0“ (es fließt kein Strom) darstellen kann, muss man ein Zahlensystem verwenden, bei dem sich alle Zahlen mit den Ziffern 0 und 1 darstellen lassen. Diese Darstellungsform bezeichnet man als „binär“ und das Darstellungselement als „Bit“. Durch Kombination mehrerer Bits lassen sich beliebig viele Zahlen ausdrücken. Ein Beispiel für ein binäres System ist der bekannte Lochstreifen mit den zwei möglichen Zuständen:

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 6 -
„gelocht“ 1 (ja) „nicht gelocht“ 0 (nein) Diesen Zustand kann jede der acht Spuren (8 Bit) annehmen. Im binären Zahlensystem werden alle Zahlen mit der Basiszahl 2 und den Potenzen der Zahl 2 ausgedrückt. So kann man z.B. jede beibiege Zahlen darstellen. Duales Zahlensystem Der Dualcode basiert auf dem dualen Zahlensystem (Dualsystem), das computergerecht nur über zwei Ziffern (Ziffernvorrat: 0, 1) verfügt. Um den Aufbau des Dualsystems zu verstehen, vergleichen wir es mit dem uns gebräuchlichen Dezimalsystem (Ziffernvorrat: 0, 1, 2 ... 9). Dezimalsystem

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 7 -
Dualsystem:

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 8 -
Im nachfolgenden Bild ist ein Wegmessung digital – absolut dargestellt. Diese codierte Zahl wird immer von rechts nach links gelesen, wobei die rechte 1 der Potenz 20 zugeordnet wird. Mit n Bits lassen sich im Dualsystem 2n Zustände definieren. Das rein duale Zahlensystem (Binärsystem) würde jedoch in der Praxis der numerischen Steuerungen sehr schnell zu Schwierigkeiten führen, weil • in einem genormten Lochstreifen nur acht Kanäle (8 Bit) zur
Verfügung stehen und • große Dezimalzahlen schwierig zu codieren sind. Deshalb wurde das Dezimalsystem und das Binärsystem miteinander zum BCD-Code kombiniert. Der binär codierte Dezimalcode (BCD-Code) verwendet nur die Ziffern 0-9. Diese sind binär codiert. Dazu wird der Stellenwert wie im Dezimalsystem berücksichtigt. Damit ermöglicht der BCD-Code die

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 9 -
Darstellung jedes beliebigen Zahlenwertes, weil die Stellenzahl unbegrenzt ist. Zur Datenspeicherung und Eingabe in numerische Steuerungen ist der BCD-codierte Datenträger deshalb ideal. Die Zahl 389 ist hier im binär-dezimal codierten Maßstab dargestellt.
( ) ( ) ( ) 389 200 100 80 81
2121102110212110 10231300
=++++•+••+••+•+••

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 10 -
Ist-Solwert-Vergleich Der Steuerung der CNC-Werkzeugmaschine werden u.a. Informationen eingegeben, die die im jeweiligen Bearbeitungsschritt anzufahrenden Bewegungsendpunkte (Positions-Sollwerte) festlegen. Es muß gewährleistet sein, dass die Positions- Sollwerte eingehalten werden. Zur Kontrolle werden ständig Positions-Istwerte er- mittelt. Die Positions-Sollwerte werden über einen Sollwert-Istwert-Vergleicher an die für die Positionierung zuständigen Stellglieder gegeben. Durch Istwert-Geber wird das jeweilige Istmaß ständig an den Sollwert-Istwert-Vergleicher gemeldet. Das Stellglied wird so lange betätigt, bis der Istwert mit dem programmierten Sollwert übereinstimmt (Regelvorgang). Sollwert: Dieser Wert soll erreicht werden; er ist im Programm vorgeschrieben. Istwert: Tatsächlich zum betrachteten Zeitpunkt erreichter Wert, der der Steuerung durch Meßsysteme gemeldet wird. Istwert = Sollwert ⇒STOP

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 11 -
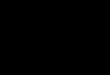
Istwert-Sollwert-Vergleich am Beispiel der Längsachse (Z-Achse) einer Drehmaschine (Regelkreis) Sollwert: hier 740 mm

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 12 -
Wegmessverfahren Um einen Istwert-Sollwert-Vergleich durchführen zu können, müssen die momentanen Istwerte der Position von Werkstück oder Werkzeug als Informationen an die Steuerung der Werkzeugmaschine gegeben werden. Zur Erfassung dieser Positions-Istwerte sind Wegmesseinrichtungen erforderlich. Es wird zwischen zwei Wegmessverfahren unterschieden:
Direkte Wegmessung Bei der direkten Wegmessung werden Positionen bzw. Positions-änderungen von Maschinenschlitten ohne mechanische Umsetzung erfasst. Vorteil: Zwischen der Messgröße und der Messeinrichtung können keine mechanischen Fehler (wie etwa Verformungen) auftreten. Da her kann mit hoher Genauigkeit gemessen werden. Spindelspiel und Spindelsteigungsfehler bleiben ohne Einfluss auf den Messwert.

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 13 -
Indirekte Wegmessung Bei der indirekten Wegmessung wird die zu messende Längsbewegung z.B. über eine entsprechende Drehbewegung gemessen. Die Drehbewegung wird entweder an der rotierenden Arbeitsspindel abgenommen, oder über Zahnstange und Ritzel erzeugt. Wichtig bei der indirekten Wegmessung ist, dass Spindelsteigungsfehler, Zahneingriff- spiele usw. bezogen auf die zu messenden Wege vernachlässigbar gering sein müssen und durch die CNC-Steuerung kompensiert (ausgeglichen) werden können. Die indirekte Wegmessung ist preisgünstig und unempfindlich gegen Verschmutzung. Bei den Messverfahren (direkt oder indirekt) können die Messwerte auf unterschiedliche Weise erfasst werden.

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 14 -
Analoge (verhältnisgleich) Messwerterfassung Die zu messende Wegstrecke wird in eine andere verhältnisgleiche physikalische Größe umgeformt. Im allgemeinen wird in eine elektrische Größe (Spannung, Strom) umgeformt. Ein analoges Signal kann zwischen zwei Grenzwerten jeden beliebigen Wert annehmen. Beispiel:
cmVcmV
VU
806667,01201
1
===

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 15 -
Digital/inkrementale Messwerterfassung Die zu messende Wegstrecke wird in viele kleine Abschnitte aufgeteilt. Die einzelnen Abschnitte werden bei Verfahrbewegungen schrittweise gezählt. Die Summe aller Abschnitte (Digitalschritte genannt) bis zum Messpunkt ergibt den zurückgelegten Weg. Ein digitales Signal kann nur stufenweise verändert werden; Zwischenwerte sind nicht erfassbar.

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 16 -
Digital-absolute Messwerterfassung Die zu messende Wegstrecke wird durch einen Rastermaßstab aufgeteilt, bei dem jedes Weginkrement (kleinster Wegabschnitt) durch eine bestimmte Kodierung gekennzeichnet ist. Zur Kodierung wird häufig der Dualcode verwendet. Die Abtastung des Rastermaßstabes erfolgt fotoelektrisch. Steuerungsarten Entsprechend der Steuerungsart werden CNC-Steuerungen in 3 unterschiedlich leistungsfähige Grundklassen aufgeteilt.. Je nach Aufgabenstellung müssen die Teilbewegungen gleichzeitig oder in funktioneller Abhängigkeit voneinander ausgeführt werden, oder sie können ohne Zusammenhang, z. B. nacheinander in beliebiger Reihenfolge, erfolgen. Hinsichtlich des Ablaufes dieser Teilbewegung unterscheidet man die drei verschiedene Steuerungsarten.

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 17 -
Punktsteuerungen Punktsteuerungen ermöglichen das Positionieren von Werkzeugen auf programmierte Punkte im Eilgang, wobei das Bearbeitungswerkzeug nicht im Eingriff ist. Die Werkzeugbahn selbst lässt sich nicht steuern. Je nach Steuerungsmodell werden die Achsantriebe entweder gleichzeitig oder getrennt eingeschaltet, bis die einzelnen Achspositionen erreicht sind. Punktsteuerungen werden z. B. eingesetzt bei Bohrmaschinen, Punktschweißanlagen usw.
Streckensteuerungen Streckensteuerungen ermöglichen neben dem Positionieren im Eilgang auch achsparallele Verfahrwege des Werkzeugs in der gewünschten Bearbeitungsgeschwindigkeit. Es wird immer nur ein Achsantrieb bewegt und in der Verfahrlänge und -geschwindigkeit gesteuert. Eingesetzt wird die Streckensteuerung bei einfachen Fräs- und Drehmaschinen.

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 18 -
Bahnsteuerungen Bahnsteuerungen ermöglichen:
Positionieren im Eilgang. achsparallele Vorschübe, Vorschubbewegungen zu beliebigen Punkten am Werkstück z. B.
auf Geraden- und Kreisbahnen. Innerhalb der Bahnsteuerungen gibt es jedoch Abstufungen bzgl. der Fähigkeiten 2 oder mehr Achsen zur Erzeugung von Werkzeugbahnen gleichzeitig zu steuern. Man unterscheidet in diesem Zusammenhang 2D. 2½D und 3D-Bahnsteuerungen Dabei spielt es keine Rolle, wie viel Vorschubachsen die Werkzeugmaschine besitzt Wesentlich ist wie viele dieser Achsen gleichzeitig steuerbar sind.

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 19 -
Eine Bahnsteuerung ist auch als Streckensteuerung einsetzbar; eine Streckensteuerung wiederum auch als Punktsteuerung - nicht aber umgekehrt. Konstruktive Merkmale einer CNC-Maschine Neben dem Maschinenbedienerfeld als Eingabeeinheit, dem Computer als Verarbeitungseinheit und verschiedenen Vorschubmotoren sind vor allem folgende Merkmale offensichtlich.
Spezielle Führungen und Spindeln Wegmeßsysteme für Vorschübe
Führungen und Spindeln

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 20 -
Die von der Steuerung ermöglichten Zustellungen im Bereich von 1/1000 mm erfordert auf der mechanischen Seite Führungen und Spindeln von höchster Präzision, den Kugelumlaufspindeln. Der Vorschubantrieb Durch Vorschubantriebe werden Schlittenbewegungen erzeugt. Mit den Schlitten werden entweder Werkstücke oder Werkzeuge während der Bearbeitung bewegt. Kernstück eines Vorschubantriebes bei CNC-Maschinen ist der Kugelgewindetrieb, auch Kugelrollspindel oder Kugelumlaufspindel genannt. Dieser Antrieb besteht aus einer Spindel und einer Mutter, an der der Schlitten befestigt ist. Wird durch den Antriebsmotor die Spindel in Drehung versetzt, so bewegt sich die Mutter in Längsrichtung und schiebt dabei den zugehörigen Schlitten mit Arbeitstisch entlang der Führungsbahn. Die Kugelgewindemutter enthält ein System von Kugeln wodurch eine reibungsarme Kräfteübertragung von der Spindel auf den Schlitten gewährleistet ist. Die beiden Hälften der Mutter sind gegeneinander vorgespannt, so dass bei den Schlittenbewegungen aufgrund des geringen Gewindespiels eine hohe wiederholbare Genauigkeit erreicht werden kann. Damit die Vorschubeinrichtung bei ungewollten Kollision geringere schaden nehmen, kann der Vorschubantrieb über eine Rutschkupplung erfolgen. Durch diese wird der Vorschubantrieb sofort stillgesetzt wenn der Schlitten auf ein Hindernis stößt. Kugelumlaufspindel Die Verbindung zwischen Mutter und Spindel wird durch umlaufende Kugeln hergestellt, wobei die Kugelumlaufbahn häufig als spitzbogenförmiges Profil ausgebildet wird. Um vollkommene Spie1freiheit bei gleichzeitiger Leichtgängigkeit zu gewährleisten, werden die Kugeln gegeneinander verspannt. Diese

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 21 -
Vorspannungserzeugung geschieht entweder durch Einstellscheiben bei der geteilten Kugelumlaufmutter oder durch eine axiale Steigungsverschiebung bei der ungeteilten Mutter.

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 22 -
Durch die Bauart des Spindel-Mutter-Systems bedingt, müssen die Kugeln über Kugelrückführeinrichtungen wieder in den Kreislauf zurückgeführt werden. Bei der Rückführung durch Rohrumlenkung führt ein Rücklaufrohr die Kuge1n, welche die letzte Laufbahn tangential verlassen haben, wieder tangential der ersten Laufbahn zu. Die Rohrumlenkung ist billig, fertigungstechnisch unproblematisch, aber durch die Rohrumlenkung groß in ihren Abmessungen. Sind die Platzverhältnisse beengt, wendet man die Rückführung durch Innenumlenkung an. Hierbei werden die Kugeln über ein Profilstück in der Mutter dem gleichen Gang wieder zugeführt. Im Gegensatz zur Rohrumlenkung, wo alle Kugeln das ganze System durchlaufen und zurückgeführt werden, ist bei der Innenumlenkung die Kugelanordnung einreihig, wobei mehrere einreihige Systeme hintereinander angeordnet werden. Problematisch ist bei der Innenumlenkung das ruckfreie Wiedereinführen der Kugeln, da sie im Profilstück unbelastet und in der Laufbahn belastet sind. Hier müssen die Laufbahnen feinstbearbeitet und poliert werden, um optimale Laufeigenschaften zu erzielen. Die Innenumlenkung ist in ihren Außenabmessungen kleiner als die Rohrumlenkung, aber auch teurer.

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 23 -
Vorschubantrieb durch einen Drehstrom-Servomotor. a) indirekter Antrieb über ein Zahnriemengetriebe mit beidseitig axial gelagerter
Kugelrollspindel, b) indirekter Antrieb mit einseitig axial gelagerter Kugelrollspindel, c) direkter Antrieb durch einen Drehstrom-Servomotor

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 24 -
Von der Zeichnung zum Werkstück

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 25 -
Programmablaufplan Systematisches erstellen eines CNC-Programms

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 26 -
Vergleich herkömmlicher Drehmaschine – CNC-Drehmaschine

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 27 -
Achsen und Achsrichtungen

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 28 -
Wo liegt die Z-Achse? Wo liegt die X-Achse? Folgende Sätze gelten für alle Werkzeugmaschinen nach DIN 66217! Merksatz 1: Die Z-Achse liegt immer parallel zur Achse der Arbeitsspindel. Wird der Abstand zwischen Werkzeug und Werkstück größer, so bedeutet das eine Bewegung in „Plus-Richtung“. Wird der Abstand kleiner ist es eine Bewegung in „Minus-Richtung“. Merksatz 2: Die X-Achse ist die verbliebende Achse. Das Vorzeichen für die X-Achse wird folgendermaßen bestimmt. Wird der Abstand zwischen Werkzeug und Werkstück größer, so bedeutet das eine Bewegung in „Plus-Richtung“. Wird der Abstand kleiner , ist es eine Bewegung in „Minus-Richtung“. Merksatz 3: Bei der „absoluten Maßeingabe“ ist der Koordinatenursprung der Bezugspunkt der Vermassung. Das bedeutet, es wird immer bezogen auf den festen Nullpunkt (Koordinatenursprung) vermaßt. Wird jedoch die inkrementale Maßangabe verwendet, so wird immer relativ zur aktuellen Position des Werkzeuges vermaßt. Man denkt sich den Nullpunkt des Koordinatensystems auf die jeweilige Startposition des Werkzeuges.

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 29 -
Bezugspunkte in der Maschine Punkte im Arbeitsraum Damit sich eine CNC-Steuerung über das Meßsystem im vorhandenen Arbeitsraum orientieren kann, gibt es dort einige wichtige Bezugspunkte. Maschinen-Nullpunkt M Der Maschinen-Nullpunkt M wird vom Hersteller festgelegt und kann nicht verändert werden. Er liegt im Ursprung des Maschinen-Koordinatensystems. Werkstück-Nullpunkt W Der Werkstück-Nullpunkt W, auch Programm-Nullpunkt genannt, ist der Ursprung des Werkstück-Koordinatensystems. Er kann frei gewählt werden und sollte dort angeordnet sein, von wo in der Zeichnung die meisten Maße ausgehen. Referenzpunkt R

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 30 -
Der Referenzpunkt R wird zum Nullsetzen des Meßsystems angefahren, da der Maschinen-Nullpunkt meist nicht angefahren werden kann. Die Steuerung findet so ihren Zählanfang im Wegmeßsystem. Werkzeugträger-Bezugspunkt T Der Werkzeugträgerbezugspunkt T ist für das Einrichten bei Maschinen mit Werkzeugrevolvern mit voreingestellten Werkzeugen von Bedeutung. Seine Lage und Aufnahmebohrung ermöglichen das Einrichten mit Meißelhaltern für Schaftwerkzeuge nach DIN 69880 und VDI 3425. Programme können in absoluter oder inkrementaler Vermaßung erstellt werden. Auch eine Kombination beider Arten ist möglich. Der Unterschied zwischen den beiden Varianten liegt im Bezugspunkt der Vermaßung. Was ist die Inkrementalebemaßung? Man nennt diese Art der Bemaßung auch Kettenbemaßung. Der Programmierbefehl für diese Art der Bemaßung lautet „G91“. Was ist die Absolutbemaßung? Die Absolutbemaßung ist die meist verwendete Art zu programmieren und ist bei vielen Maschinen auch der Einschaltzustand. Der Programmierbefehl lautet „G 90“.

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 31 -
An einem Beispiel sollen die beiden Bemaßungsarten erklärt werden.

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 32 -
Übungen!!!! Zusätzliche Hilfsmittel bei der Programmierung (Organisationsmittel) Der Arbeitsplan Der Arbeitsablauf bei der Fertigung auf NC - Maschinen unterscheidet sich in wesentlichen Punkten von dem auf konventionellen Maschinen. Bei größeren Teilen mit häufigem Werkzeugwechsel oder komplizierten Bearbeitungsfolgen ist es vorteilhaft, einen Arbeitsplan zu erstellen, in dem folgende Informationen enthalten sein können:
Auswahl der Maschine und der Steuerung Angaben über den zu bearbeitenden Werkstoff Informationen über das Rohteil Zeitliche Reihenfolge der einzelnen Bearbeitungsschritte Festlegung der Werkzeuge Vorgabe der Schnittwerte wie Drehzahlen, Vorschübe usw. Hinweise auf verwendete Spannmittel Festlegung der Messmittel

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 33 -
Einrichteblatt

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 34 -
Programmierbefehle

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 35 -

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 36 -
Gegenüberstellung der wichtigsten G-Befehle (Wegbefehle und Bemaßung) Drehen und Fräsen

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 37 -

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 38 -

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 39 -
Programmaufbau
Geometrischen Daten o G1 / G2 / G3 führen die Werkzeugbewegung aus im
Vorschub oder Eilgang. Technologischen Informationen
o Vorschub o Schnittgeschwindigkeit o Umdrehungsfrequenz
Schaltfunktion o Drehrichtung der Arbeitsspindel o Werkzeugwechsel o Kühlmittel ein oder aus o Programmende
Satzaufbau Die gesamte Bearbeitung an CNC-Maschinen wird in einzelne Schritte zerlegt. Jeder Bearbeitungsschritt wird in der Steuerung als ein Programmsatz eingegeben. Die Sätze werden in ihrer Reihenfolge aus dem Programmspeicher gelesen, verarbeitet und z.B. als Werkzeugbewegung und Schaltfunktionen ausgegeben.
DIN 66025

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 40 -
Satznummer Kennzeichnung der einzelnen Sätze. Die Steuerung arbeitet die einzelnen Sätze in Ihrer Reihenfolge ab. Sie sind somit lediglich eine programmtechnische Information. (N-Wort kommt vom engl .= Number) Wegbedingungen

F A C H S C H U L E FB Technik CNC-Technik L A N D T H Ü R I NG E N / M Ü H L H A U S E N
Nur für Schüler der Fachschule für Technik Bearbeitet: Jochen Jahns
- 41 -
Sie teilen der Steuerung mit, wie die Relationsbewegungen von Werkzeug und Werkstück (G1, G2, G3) ausgeführt werden. (G-Wort kommt von engl. = geometric – funktion = geometrische Beschreibung) Vorschubangabe Beim Drehen wird der Vorschub meistens in mm pro Umdrehung angegeben, so dass F 0,3 ein Vorschub von 0,3mm pro Umdrehung bedeutet. (F-Wort kommt aus dem engl. = feed) Umdrehungsfrequenzen Das S-Wort informiert die Steuerung über die einzuhaltende Umdrehungsfrequenz Z.B.: 1600 U/min.Wir Unterscheiden G 97 und G96. G97 = konstante Drehzahl G 96 = konstante Schnittgeschwindigkeit (S-Wort kommt aus dem engl. = spindel feed function) Werkzeugaufruf Mit dem Werkzeugaufruf wird das Werkzeug mit der jeweiligen Werkzeugnummer zum Einsatz gebracht. (z.B. T03 kommt aus dem engl. = Tool)