Embed Size (px)
Citation preview
fabrikorganisation
unterstützt durch
fabrikorganisation
Schneller Produktionsanlauf von Serienprodukten Ergebnisbericht der Untersuchung "fast ramp-up"
LFO - Lehrstuhl für Fabrikorganisation Universität Dortmund IML - Fraunhofer-Institut für Materialfluss und Logistik, Dortmund Prof. Dr.-Ing. Axel Kuhn (Hrsg.), IFA - Institut für Fabrikanlagen und Logistik, Universität Hannover Prof. Dr.-Ing. Dr.-Ing. E.h. Hans-Peter Wiendahl WZL - Laboratorium für Werkzeugmaschinen und Betriebslehre der RWTH-Aachen Prof. Dr.-Ing. Dipl.-Wirt. Ing. Dr. h.c. mult. W. Eversheim Prof. Dr.-Ing. Dipl.-Wirt. Ing. G. Schuh Georg F. Wiesinger, LFO Giourai Housein, LFO Helge Winkler, IFA Mathias Hegenscheidt, IFA Michael Lücke, IML Marc Schneider, IML Ingo Abels, WZL Jens Desoi, WZL Die diesem Bericht zugrunde liegenden Arbeiten der Projektpartner wurden mit Mitteln des Bundesministeriums für Bildung und Forschung (BMBF) als Unter-suchung im Rahmenkonzept „Forschung für die Produktion von morgen“ unter dem Förderkennzeichen 02PD9001 gefördert. Projektträger: Projektträgerschaft Produktion und Fertigungstechnologien im Forschungszent-rum Karlsruhe GmbH Technik und Umwelt 47 Seiten mit 10 Abbildungen Juli 2002


Vorwort Steigende Innovationsgeschwindigkeiten, verkürzte Produktlebenszyklen und eine an-haltende Diversifizierung der Produktpalette kennzeichnen die derzeitige Situation der deutschen Serienhersteller. Die Konzentration auf Kernkompetenzen lässt zunehmend Entwicklungs- und Wertschöpfungsanteile auf Systemlieferanten und Ausrüster über-gehen. Neben einer steigenden Anzahl an Serienanläufen ist zukünftig auch mit einer deutlichen Zunahme der Komplexität in der Anlaufphase zu rechnen. Produktrenditen werden verstärkt in den frühen Phasen der Markteinführung be-stimmt. Durch eine verspätete Produkteinführung entgangene Gewinne sind aufgrund sinkender Lebenszyklen kaum noch aufzuholen. Die Beherrschung des Anlaufes avan-ciert so zu einem bedeutenden Erfolgsfaktor deutscher Unternehmen. Aufbauend auf einer Situationsanalyse des Industriekreises Produktionstechnik und der wissenschaftlichen Gesellschaft Produktionstechnik (WGP) bezüglich des Problem-feldes „Schneller Produktionsanlauf von Serienprodukten“ wurde die BMBF-Untersuchung „fast ramp-up“ initiiert. Die vorliegende Untersuchung ordnet sich in den Rahmen des BMBF Förderprogramms „Forschung für die Produktion von morgen“ ein. Zielsetzung der Untersuchung war es, Handlungsfelder und Forschungsbedarfe zu identifizieren, die bedeutende Potenziale und Erfolgsaussichten bieten, einen „Quan-tensprung nach vorne“ zu erreichen. Abschließend wurden fünf Handlungsfelder identi-fiziert und konkrete Forschungsbedarfe herausgearbeitet, die im Rahmen dieses Be-richtes zusammengefasst und erläutert werden. An der vorliegenden Untersuchung wurden der Lehrstuhl für Fabrikorganisation (LFO) der Universität Dortmund, das Institut für Fabrikanlagen und Logistik (IFA) der Universi-tät Hannover, das Fraunhofer Institut für Materialfluss und Logistik (IML) Dortmund und das Laboratorium für Werkzeugmaschinen und Betriebslehre (WZL) der RWTH Aa-chen beteiligt. Die Untersuchung wurde in enger Zusammenarbeit mit der Industrie durchgeführt. Un-ser Dank gilt hier insbesondere dem persönlichen Engagement der Repräsentanten des Industriekreises Produktionstechnik und dem daraus erwachsenen Projektkreis. Namentlich sind dies für die Automobilindustrie die Unternehmen BMW AG und DaimlerChrysler AG, für die Elektrotechnik die Unternehmen Siemens AG und Robert Bosch GmbH und für den Maschinen- und Anlagenbau die Unternehmen Heidelberger Druckmaschinen AG und die SiemensDematic AG, die ihre jeweilige Branche verant-wortlich vertreten haben. Unser Dank gilt auch allen Unternehmen, die durch ihr Engagement diese Untersu-chung ermöglicht haben. Bedanken möchten wir uns an dieser Stelle auch bei den assoziierten Verbänden - Verband der Automobilindustrie (VDA), Zentralverband Elektrotechnik- und Elektronikindustrie (ZVEI) sowie Verband Deutscher Maschinen- und Anlagenbau (VDMA), die insbesondere bei der Durchführung branchenorientierter Workshops zum Gelingen dieser Untersuchung beigetragen haben. Zur nachhaltigen Förderung der Wettbewerbsfähigkeit der deutschen Wirtschaft sind Industrie und Wissenschaft aufgefordert, gemeinsam und interdisziplinär Lösungen für die identifizierten Handlungsfelder zu erarbeiten. Im Juli 2002
Prof. A. Kuhn Prof. H.-P. Wiendahl Prof. W. Eversheim / Prof. G. Schuh


Kurzbeschreibung Die Optimierungspotenziale eines verbesserten Managements der Anlaufprozesse komplexer Produktionssysteme sind heute nur unzureichend erschlossen. Gerade in dem zeit- und kostensensiblen Bereich des Ramp-Up gibt es einen vordringlichen Ver-besserungs- und damit verbundenen Forschungsbedarf. Die hohe Komplexität von Anlaufprozessen spiegelt sich in der Vielzahl von parallelen und seriellen Teilprozes-sen wieder. Die starke Vernetzung der einzelnen Prozesse, der unterschiedlichen Ein-flussgrößen und die beteiligten Abteilungen und Unternehmen erfordert ein effizientes und zielorientiertes Anlaufmanagement. Die Beherrschung dieses komplexen und ver-netzten Prozesses befähigt die Unternehmen, sich im weltweiten Markt besser zu posi-tionieren. Die vorliegende Untersuchung besteht aus einer Ist-Analyse der Probleme, Einflussfaktoren und Prozesse im Anlauf von Serienprodukten. Daraus werden die vor-dringlichsten Handlungs- und Forschungsbedarfe abgeleitet, durch deren Erfüllung die angestrebten Zielgrößen nachhaltig erschlossen werden können.
Abstract The optimisation potentials whithin the ramp-up processes of complex production sys-tems, which can only be tapped by better management of these processes, are only insufficiently exploited nowadays.
Especially in this time and cost sensible field of ramp-up processes improvements and, as a result, research works are urgently needed. The high complexity of ramp-up proc-esses is reflected in the large number of parallel and serial subordinate processes. The intensive cross-linkage of the individual processes, of the different influence parame-ters, and of the departments and companies involved, demands an efficient and target-oriented ramp-up management. If an enterprise is able to run these complex, cross-linked ramp-up processes successfully, it could be more favourably positioned at the world wide market than others. The survey at issue comprises an actual analysis of the problems, influence, parameters and processes during the ramp-up period of serial products. Based on these factors, a structured listing of most urgent action and re-search demands will be derived. The fulfilment of these demands allows to lastingly tap the aspired target figures.


i
INHALTSVERZEICHNIS 1 Einleitung ............................................................................................... 1
1.1 Problemstellung und Zielsetzung der Untersuchung ........................ 3
1.2 Projektstruktur und Vorgehensweise.................................................. 5
2 Betrachtungsbereich der Untersuchung Ramp-Up............................ 8
2.1 Eingrenzung, Typisierung und Bedeutung des Serienanlaufes ....... 8
2.2 Anlaufmanagement - Stand der Technik........................................... 12
2.3 Visionen zukunftsfähiger Anlaufszenarien ....................................... 15
3 Identifizierte Handlungsfelder im Ramp-Up...................................... 17
3.1 Planung, Controlling und Organisation von Anläufen..................... 18
3.2 Anlaufrobuste Produktionssysteme.................................................. 21
3.3 Änderungsmanagement ................................................................ 24
3.4 Kooperations- und Referenzmodelle für den Anlauf ....................... 26
3.5 Wissensmanagement und Qualifikation des Ramp-Up Personals . 31
4 Zusammenfassung und Ausblick ...................................................... 35
5 Verfasser und Ansprechpartner......................................................... 39
6 Glossar ................................................................................................. 41
7 Literaturverzeichnis ............................................................................ 45

ii
Abbildungsverzeichnis
Abbildung 1: Zielgrößen im Anlauf .................................................................................4
Abbildung 2: Struktur des Konsortiums der Untersuchung „fast ramp-up“ ..............5
Abbildung 3: Vorgehensweise in der Untersuchung „fast ramp-up“..........................6
Abbildung 4: Betrachtungsbereich in der Untersuchung.............................................8
Abbildung 5: Schwerpunkte der Serienanläufe nach Branchen ................................10
Abbildung 6: Übersicht Handlungsfelder.....................................................................17
Abbildung 7: Übersicht „Planung, Controlling und Organisation von Anläufen“....18
Abbildung 8: Spannungsfeld „anlaufrobuste Produktionssysteme“ ........................23
Abbildung 9: Aspekte von Kooperationsmodellen .....................................................28
Abbildung 10: Typisierung zukünftiger Forschungsprojekte ....................................38

iii
Abkürzungsverzeichnis BMBF Bundesministerium für Bildung und Forschung
BMW Bayerische Motoren Werke
CNC Computer Numerical Control
FhG Fraunhofer Gesellschaft
FZK Forschungszentrum Karlsruhe GmbH
IFA Institut für Fabrikanlagen und Logistik
IML Institut für Materialfluss und Logistik
kmU kleine und mittelständische Unternehmen
LFO Lehrstuhl für Fabrikorganisation
OEM Original Equipment Manufacturers
PFT Projektträger Produktion und Fertigungstechnologien
RWTH Rheinisch-Westfälische Technische Hochschule Aachen
SOP Start of Production
VDA Verband der Automobilindustrie e.V.
VDMA Verband Deutscher Maschinen- und Anlagenbau e.V.
WGP Wissenschaftliche Gesellschaft Produktionstechnik
WZL Laboratorium für Werkzeugmaschinen und Betriebslehre
ZVEI Zentralverband Elektrotechnik- und Elektronikindustrie e.V.
FV Freigabe der Vorserie

iv

1
1 Einleitung
„Wenn wir ein neues Produkt statt in neun Monaten vielleicht in drei Monaten auf volle Produktionskapazität fahren, dann bedeutet das bares Geld für das Unternehmen.“
(Dr. N. Reithofer, Produktionsvorstand BMW, in [Reit02])
Dieser Auszug eines aktuellen Interviews zeigt eindeutig die Zielrichtung auf, die der-zeit in vielen Produktionsunternehmen diskutiert wird. Die Motivation für einen „schnel-len Produktionsanlauf von Serienprodukten“ wird aus der heutigen Situation vieler Un-ternehmen deutlich. Im Zuge einer nachhaltigen Marktsättigung und einer zunehmend kompetenten Konkurrenz industriell aufstrebender Nationen stehen sich deutsche und internationale Unternehmen in stetig stärker umkämpften Märkten gegenüber. Für deutsche Unternehmen bedeutet dies, sich nicht nur über den Preis im globalen Markt zu behaupten. Vielmehr wird auf Basis der Differenzierungsstrategie mit innovativen, hochqualitativen Produkten, hoher Funktionalität und ansprechendem Design sowie produktbegleitenden Servicediensten ein Wettbewerbsvorteil erlangt.
Der in den vergangenen Jahren zu beobachtende Trend einer stark steigenden Varian-tenvielfalt, und damit einer ebenfalls steigenden Anzahl von Serienanläufen, ist überla-gert von sich verkürzenden Produktentwicklungszeiten bei nahezu konstanten perso-nellen Kapazitäten. Zusätzlich wurden die produktionsseitige Schnelligkeit (interne und externe Lieferzeit) und Flexibilität als weitere Kriterien identifiziert, die an Bedeutung gewinnen. Dem eigentlichen Serienanlauf als abschließendem Element des Produkt-entstehungsprozesses und Vorstufe des eingeschwungenen Serienbetriebes kommt dabei eine zunehmend wichtigere Rolle zu. Der Anlaufprozess für neue oder veränder-te Serienprodukte auf neuen oder umgestalteten Produktionssystemen stellt dabei für alle Beteiligten eine außerordentliche Herausforderung dar. Z.B. ist ein „Neuanlauf“ in der Regel mit der Einführung von neuen Produkt- und Fertigungstechnologien, Steue-rungs- und Transportsystemen, Organisations- und Qualifizierungsformen, Zeit- und Kostenzielen sowie neugestalteten Arbeitsplätzen verbunden.
Der Aufwand bis zum stabilen Zusammenspiel der innovativen technischen und orga-nisatorischen Prozesse ist außergewöhnlich hoch und zumeist größer als im Vorfeld vermutet. Unter Umständen kann dies zu einem verspäteten Markteintritt, unzurei-chenden Kapazitäten, mangelnder Qualität, verringerten Amortisationszeiten und ins-gesamt zu einer höheren finanziellen und personellen Belastung als ursprünglich ge-plant, führen. Die Anzahl der Anläufe wird durch die beschriebene Veränderung auf den Absatzmärkten und der Konkurrenzsituation zukünftig stark zunehmen [Bung01]. Das bisherige aufwandsreiche und unreflektierte Agieren muss daher einem be-herrschten Prozess weichen.
Hierzu sind z.B. vorgelagerte Planungsmethoden zu entwickeln, zu ertüchtigen und zu nutzen, welche die Findung wesentlicher Lösungsstrategien fördern und ermöglichen. Es wird in der industriellen Praxis nur schwer möglich sein, Methoden und Werkzeuge einzuführen, die ausschließlich der Hochlaufunterstützung dienen und in dieser späten Phase erstmalig eingesetzt werden. Dies würde zu Medienbrüchen mit entsprechen-den Effizienzverlusten führen. Die Weiternutzung von Planungsdaten zur Lösung von

2
hochlaufspezifischen Fragen bietet hier die bessere Alternative. Dazu sollten diese Planungs- und Analyseverfahren allerdings erst noch ertüchtigt werden, weil sie bisher nicht für die Hochlaufphase eingesetzt werden. Die Hochlaufphase folgt anderen Ge-setzen. Dazu müssen weiterführende Strukturen und Prozesse entwickelt werden. Es bestehen derzeit große methodische Lücken im Bereich des Hochlaufmanagements. Diese hat die vorliegende Untersuchung eindeutig nachgewiesen [Terw00].
Der Fokus wurde auf den Anlauf von Produkten mit den hierfür notwendigen Prozes-sen gelegt.
Auf Initiative des Industriekreises Produktionstechnik1 und der wissenschaftlichen Ge-sellschaft Produktionstechnik2 (WGP) wurde auf Vorschlag des Gesprächskreises mit Unterstützung des BMBF3 eine detaillierte Situationsanalyse bezüglich des Potenzial-feldes „Schneller Produktionsanlauf von Produkten“ durchgeführt, welche als Grundla-ge für die Entscheidung und Vorbereitung eines sich anschließenden Forschungs-ideenwettbewerbs dienen sollte. Die Untersuchung wurde in den Branchen Automobil- Hersteller, -Zulieferer und Elektrotechnikindustrie sowie im Maschinen- und Anlagen-bau durchgeführt. Ziel war es, übergreifende und branchenspezifische Handlungs- und Forschungsbedarfe zu identifizieren, die im Sinne des Problemfeldes zu einer verbes-serten Beherrschbarkeit des Anlaufprozesses - unter der zusätzlichen Prämisse einer zeitlichen Verkürzung der eigentlichen Anlaufphase – führen können.
Beherrschung und Verkürzung sind die beiden dominierenden Ziele aller an dieser Untersuchung Beteiligten. Nicht ein Unternehmen behauptete von sich, den Anlauf zu beherrschen. Alle Industrievertreter sind von der Notwendigkeit einer signifikanten Ver-kürzung des Anlaufes mit Hilfe einheitlicher standardisierter und synchronisierter Ab-laufprozesse überzeugt. Einige Unternehmensvertreter legen den Fokus auf die Kosten statt auf die Zeitvorteile. Dies ist nach Aussagen der Unternehmen ein wesentlicher Schlüssel, um sich auf dem Weltmarkt durch Schnelligkeit und innovative, variantenrei-che Produkte bei angemessenen Herstellkosten zu positionieren und so einen Wett-bewerbsvorteil zu erreichen.
1 Der Industriekreis Produktionstechnik ist ein Zusammenschluss führender großer und mittel-ständischer Unternehmen der vier Branchen: Automobilbau, Maschinenbau, Optik und Elektro-technik. Er dient dem Brückenschlag und Erfahrungsaustausch zwischen den beteiligten Bran-chen. Seine Mitglieder sind Entscheidungsträger aus den F&E-Bereichen der beteiligten Unter-nehmen. Mitgliedsfirmen sind: Alcatel, Bosch, BMW, DaimlerChrysler, Ford, Heidelberger Druckmaschi-nen, Hüller-Hille, Kuka, Opel, Siemens, ThyssenKrupp, Trumpf, Volkswagen, Zeiss. Kontakt: Prof. Dr. Flegel, DaimlerChrysler, E-Mail: [email protected] 2 Die Wissenschaftliche Gesellschaft für Produktionstechnik ist ein Zusammenschluss führender deutscher Professoren der Produktionstechnik (www.wgp.de) 3 Bundesministerium für Bildung und Forschung; Förderung innerhalb des Rahmenkonzeptes „Forschung für die Produktion von morgen“.
3
1.1 Problemstellung und Zielsetzung der Untersuchung Die Optimierungspotenziale durch ein verbessertes Management der Anlaufprozesse von Serienprodukten sind bis heute nur unzureichend erschlossen. Die Zielerfüllung scheitert meist daran, dass die Umsetzung der Planung in der Realisierungsphase (An-lauf und Betrieb) nicht hinreichend integriert wird. Hier bedarf es der Neuorientierung. Ein Anlauf wird heute immer noch als ein aufwendig zu etablierendes Projekt verstan-den. In Zukunft müssen das Geschäftsprozesse sein, die umfassend und eindeutig spezifiziert und dokumentiert sind, sowie von allen beteiligten Mitarbeitern verstanden und beherrscht werden. Gerade in dem zeit- und kostensensiblen Bereich des Anlau-fes ist die zunehmende Dringlichkeit eines Verbesserungs- und damit verbundenen Forschungsbedarfes immanent.
In den Unternehmen erfolgt eine zunehmende Sensibilisierung bezüglich der Schwie-rigkeiten und der Bedeutung des Anlaufes. Grund hierfür sind die gerade in den letzten Jahren immer bedeutenderen Anforderungen des Marktes nach individuellen, innovati-ven, kostengünstigen und stets aktuellen Produkten.
Dies führt in den Unternehmen zu
• steigenden Innovationsgeschwindigkeiten,
• verkürzten Produktlebenszyklen,
• einer steigenden Zahl an Varianten und Derivaten durch zunehmende Kundenori-entierung und Lieferantenintegration,
• einer zunehmenden Integration von Modul- und Systemlieferanten bei den sog. Original Equipment Manufacturers (OEM),
• Maßnahmen zur Erfüllung der steigenden Flexibilitätserfordernisse in der Produkti-on, Montage und Logistik,
• der Fähigkeit, eine größere Anzahl von Anläufen durchführen zu können.
Mit einer Vielzahl von Optimierungs- und Reorganisationsmaßnahmen haben die Un-ternehmen mit wechselndem Erfolg versucht, diesen Herausforderungen gerecht zu werden. Der Anlauf selbst wird hierbei aufgrund der Sensibilität und der Geheimhaltung für die im Anlauf angewandte neue Technologie und die neuen Produkte meist in Ei-genregie durchgeführt [Therw99]. Die vielfältigen komplexen Zusammenhänge und ungeplanten Störgrößen werden nur unzureichend dokumentiert. Erst im Anlauf treten die Symptome aufgrund bislang unerkannter Abweichungen und Probleme eines Pro-jektes zu Tage und müssen unter hohem Zeit- und Kostendruck beherrscht sowie be-seitigt werden. Ein verspäteter Produktionsstart stellt die geplante Amortisation der Investition in Frage. Daher haben die Probleme und die damit verbundenen Verzöge-rungen in der Anlaufphase eine hohe ökonomische Bedeutung.
Die oben genannten Faktoren implizieren einen steigenden Handlungsbedarf für die Industrie, die Phase des Anlaufes als einen stark zu wichtenden Faktor für die Er-schließung von Optimierungspotenzialen zu betrachten. Die entscheidende Frage in diesem Zusammenhang lautet, wo die bestimmenden „Stellhebel“ für die Potenzialaus-schöpfung im Anlauf liegen. In Zusammenarbeit mit Vertretern der Industrie wurden im ersten Schritt die Kernziele für zukünftige Anläufe formuliert (s. Abbildung 1).

4
Als erstes Kernziel wurde der Faktor „Zeit“ hervorgehoben. In der Verkürzung der An-laufphase wird großes Potenzial, aber auch eine nicht zu unterschätzende Herausfor-derung gesehen.
Als zweites Kernziel wurde die „Beherrschung“ des Anlaufes im Sinne von Stabilität und Planungssicherheit definiert. Hierzu gehören vor allem das Erreichen der geforder-ten Qualitätsziele und die Reduzierung der Anlaufkosten. Letztere werden in vielen Unternehmen nur teilweise oder gar nicht erfasst, da es an Strukturierungsmethoden und Bewertungshilfsmitteln fehlt. Unterziele sind die Einhaltung der geplanten Prozes-se und Termine, die Vermeidung von Produktionsausfällen und die strukturierte Nut-zung von Erfahrungswissen. Die Erfüllung dieser Zielgrößen wirken sich wiederum positiv auf die Kosten der Anlaufprozesse aus.
Eine Aufgabe der vorliegenden Untersuchung war eine Ist-Analyse der Probleme, Ein-flussfaktoren und Prozesse im Anlauf von Serienprodukten. Das Ergebnis der Untersu-chung ist eine strukturierte Auflistung der vordringlichsten Handlungs- und For-schungsbedarfe, durch deren Bearbeitung die genannten Zielgrößen angenähert und langfristig erschlossen werden könnten.
Übergeordnete Ziele
Flexibilität der Systeme(Menge / Varianten)
Verfügbarkeitder Bauteile
(Qualität,Menge)
Beherrschung der Komplexität
Einhaltung von Stückzahlen und Terminen
Nutzungs-grad der Anlagen
Umfassende Doku-mentation des Anlaufs
„Zeit“Reduzierung der AnlaufdauerFolgekosten aufgrund eines verspäteten
Markteintritts oder eines zu langsamen Anlaufs
Reduzierung derAnlaufkostenDirekt dem Anlauf
zuordenbare Kosten
Qualität des Endproduktsdirekte (bspw. Ausschuss)
und indirekte (bspw. Kunden-zufriedenheit) Anlaufkosten
Reduzierung derAnlaufkostenDirekt dem Anlauf
zuordenbare Kosten
Reduzierung derAnlaufkostenDirekt dem Anlauf
zuordenbare Kosten
Qualität des Endproduktsdirekte (bspw. Ausschuss)
und indirekte (bspw. Kunden-zufriedenheit) Anlaufkosten
„Beherrschung“
Abbildung 1: Zielgrößen im Anlauf
5
• Erstellung Unterlagen Projektkreis• Erarbeitung Untersuchung• Vorbereitung Workshops• Durchführung Untersuchung• Durchführung Workshops• Auswertung der Ergebnisse• Aufbereitung Ergebnisse
AP 2• ggf. Anpassung der Arbeitsschritte• Reflektion der erzielten Ergebnisse
• Treffen, Workshops• Abstimmung der Vorgehensweise
• Beteiligung der Industrie• Wissenstransfer
IndustriekreisProduktion
BMBF / PFTForschungsträger
IML LFO IFA WZLForschungsinstitute
Projektkreis
Vertreter Mitarbeiter
Arbeitsteams
AP 1
AP 4AP 5AP 6 TP 3 WZLFertigung
TP 1 IML Logistik
TP 2 IFA MontageAP 3
Vertreter
Untersuchungspartner
Vertreter Untersuchung
Proj
ektk
oord
inat
ion
LFO
• Erstellung Unterlagen Projektkreis• Erarbeitung Untersuchung• Vorbereitung Workshops• Durchführung Untersuchung• Durchführung Workshops• Auswertung der Ergebnisse• Aufbereitung Ergebnisse
AP 2• ggf. Anpassung der Arbeitsschritte• Reflektion der erzielten Ergebnisse
• Treffen, Workshops• Abstimmung der Vorgehensweise
• Beteiligung der Industrie• Wissenstransfer
IndustriekreisProduktion
BMBF / PFTForschungsträger
IML LFO IFA WZLForschungsinstitute
Projektkreis
Vertreter Mitarbeiter
Arbeitsteams
AP 1
AP 4AP 5AP 6 TP 3 WZLFertigung
TP 1 IML Logistik
TP 2 IFA MontageAP 3
Vertreter
Untersuchungspartner
Vertreter Untersuchung
Proj
ektk
oord
inat
ion
LFO
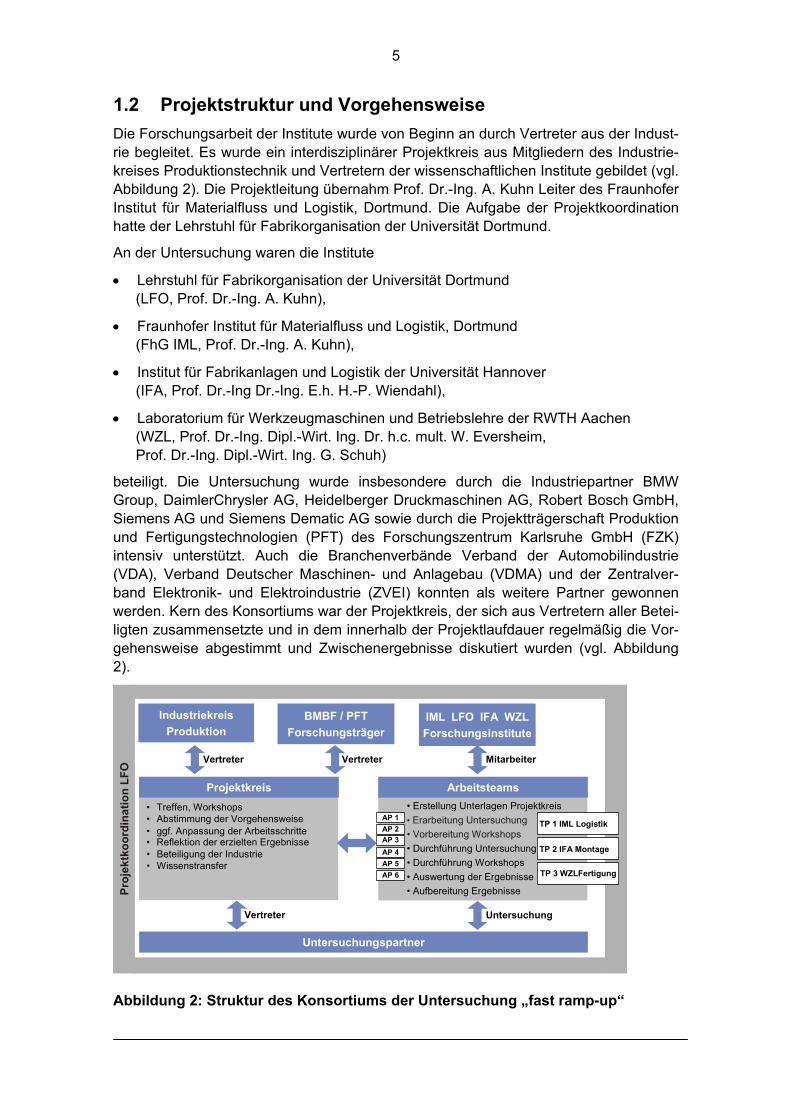
1.2 Projektstruktur und Vorgehensweise Die Forschungsarbeit der Institute wurde von Beginn an durch Vertreter aus der Indust-rie begleitet. Es wurde ein interdisziplinärer Projektkreis aus Mitgliedern des Industrie-kreises Produktionstechnik und Vertretern der wissenschaftlichen Institute gebildet (vgl. Abbildung 2). Die Projektleitung übernahm Prof. Dr.-Ing. A. Kuhn Leiter des Fraunhofer Institut für Materialfluss und Logistik, Dortmund. Die Aufgabe der Projektkoordination hatte der Lehrstuhl für Fabrikorganisation der Universität Dortmund.
An der Untersuchung waren die Institute
• Lehrstuhl für Fabrikorganisation der Universität Dortmund (LFO, Prof. Dr.-Ing. A. Kuhn),
• Fraunhofer Institut für Materialfluss und Logistik, Dortmund (FhG IML, Prof. Dr.-Ing. A. Kuhn),
• Institut für Fabrikanlagen und Logistik der Universität Hannover (IFA, Prof. Dr.-Ing Dr.-Ing. E.h. H.-P. Wiendahl),
• Laboratorium für Werkzeugmaschinen und Betriebslehre der RWTH Aachen (WZL, Prof. Dr.-Ing. Dipl.-Wirt. Ing. Dr. h.c. mult. W. Eversheim, Prof. Dr.-Ing. Dipl.-Wirt. Ing. G. Schuh)
beteiligt. Die Untersuchung wurde insbesondere durch die Industriepartner BMW Group, DaimlerChrysler AG, Heidelberger Druckmaschinen AG, Robert Bosch GmbH, Siemens AG und Siemens Dematic AG sowie durch die Projektträgerschaft Produktion und Fertigungstechnologien (PFT) des Forschungszentrum Karlsruhe GmbH (FZK) intensiv unterstützt. Auch die Branchenverbände Verband der Automobilindustrie (VDA), Verband Deutscher Maschinen- und Anlagebau (VDMA) und der Zentralver-band Elektronik- und Elektroindustrie (ZVEI) konnten als weitere Partner gewonnen werden. Kern des Konsortiums war der Projektkreis, der sich aus Vertretern aller Betei-ligten zusammensetzte und in dem innerhalb der Projektlaufdauer regelmäßig die Vor-gehensweise abgestimmt und Zwischenergebnisse diskutiert wurden (vgl. Abbildung 2).
Abbildung 2: Struktur des Konsortiums der Untersuchung „fast ramp-up“
6
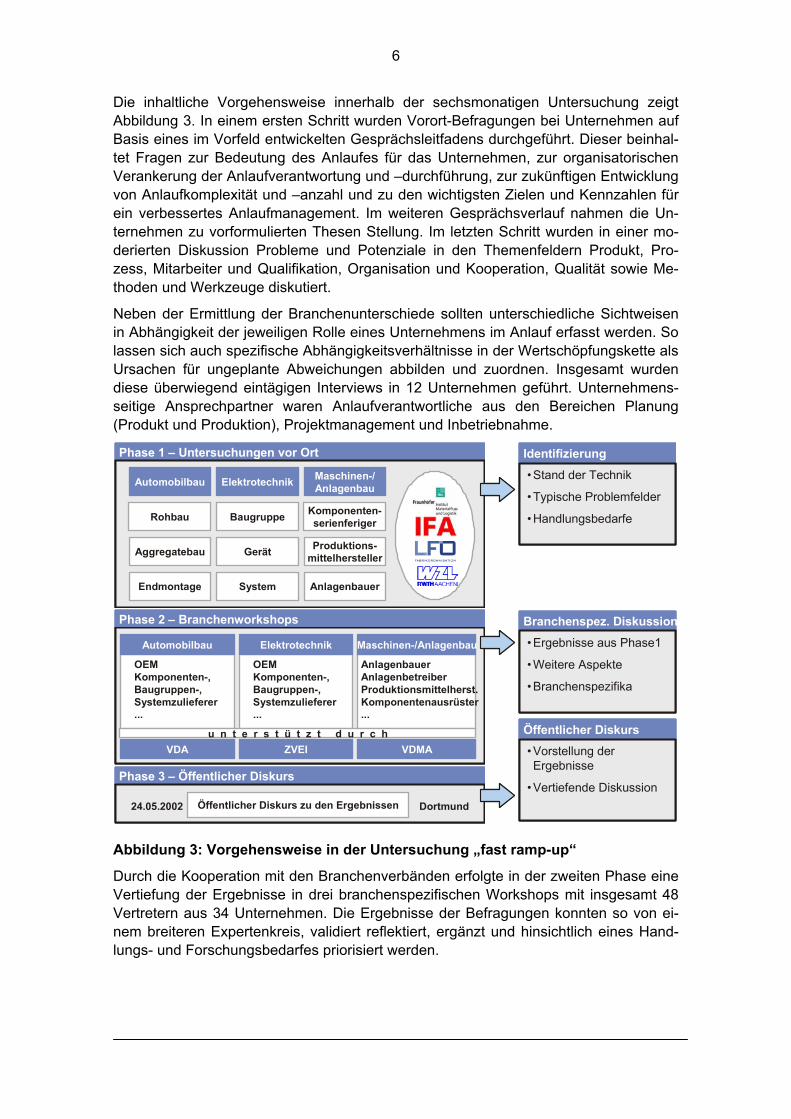
Die inhaltliche Vorgehensweise innerhalb der sechsmonatigen Untersuchung zeigt Abbildung 3. In einem ersten Schritt wurden Vorort-Befragungen bei Unternehmen auf Basis eines im Vorfeld entwickelten Gesprächsleitfadens durchgeführt. Dieser beinhal-tet Fragen zur Bedeutung des Anlaufes für das Unternehmen, zur organisatorischen Verankerung der Anlaufverantwortung und –durchführung, zur zukünftigen Entwicklung von Anlaufkomplexität und –anzahl und zu den wichtigsten Zielen und Kennzahlen für ein verbessertes Anlaufmanagement. Im weiteren Gesprächsverlauf nahmen die Un-ternehmen zu vorformulierten Thesen Stellung. Im letzten Schritt wurden in einer mo-derierten Diskussion Probleme und Potenziale in den Themenfeldern Produkt, Pro-zess, Mitarbeiter und Qualifikation, Organisation und Kooperation, Qualität sowie Me-thoden und Werkzeuge diskutiert.
Neben der Ermittlung der Branchenunterschiede sollten unterschiedliche Sichtweisen in Abhängigkeit der jeweiligen Rolle eines Unternehmens im Anlauf erfasst werden. So lassen sich auch spezifische Abhängigkeitsverhältnisse in der Wertschöpfungskette als Ursachen für ungeplante Abweichungen abbilden und zuordnen. Insgesamt wurden diese überwiegend eintägigen Interviews in 12 Unternehmen geführt. Unternehmens-seitige Ansprechpartner waren Anlaufverantwortliche aus den Bereichen Planung (Produkt und Produktion), Projektmanagement und Inbetriebnahme.
Phase 3 – Öffentlicher Diskurs
Öffentlicher Diskurs zu den Ergebnissen
Phase 2 – Branchenworkshops
OEMKomponenten-,Baugruppen-,Systemzulieferer...
Automobilbau
OEMKomponenten-,Baugruppen-,Systemzulieferer...
Elektrotechnik Maschinen-/Anlagenbau
AnlagenbauerAnlagenbetreiberProduktionsmittelherst.Komponentenausrüster...
VDA ZVEI VDMAu n t e r s t ü t z t d u r c h
Phase 1 – Untersuchungen vor Ort
Automobilbau Elektrotechnik Maschinen-/Anlagenbau
Endmontage
Rohbau
Aggregatebau
Anlagenbauer
Komponenten-serienferiger
Produktions-mittelhersteller
Baugruppe
Gerät
System
24.05.2002 Dortmund
Identifizierung• Stand der Technik
• Typische Problemfelder
• Handlungsbedarfe
Branchenspez. Diskussion• Ergebnisse aus Phase1
• Weitere Aspekte
• Branchenspezifika
Öffentlicher Diskurs• Vorstellung der Ergebnisse
• Vertiefende DiskussionPhase 3 – Öffentlicher Diskurs
Öffentlicher Diskurs zu den Ergebnissen
Phase 2 – Branchenworkshops
OEMKomponenten-,Baugruppen-,Systemzulieferer...
Automobilbau
OEMKomponenten-,Baugruppen-,Systemzulieferer...
Elektrotechnik Maschinen-/Anlagenbau
AnlagenbauerAnlagenbetreiberProduktionsmittelherst.Komponentenausrüster...
VDA ZVEI VDMAu n t e r s t ü t z t d u r c h
Phase 1 – Untersuchungen vor Ort
Automobilbau Elektrotechnik Maschinen-/Anlagenbau
Endmontage
Rohbau
Aggregatebau
Anlagenbauer
Komponenten-serienferiger
Produktions-mittelhersteller
Baugruppe
Gerät
System
24.05.2002 Dortmund
Identifizierung• Stand der Technik
• Typische Problemfelder
• Handlungsbedarfe
Branchenspez. Diskussion• Ergebnisse aus Phase1
• Weitere Aspekte
• Branchenspezifika
Öffentlicher Diskurs• Vorstellung der Ergebnisse
• Vertiefende Diskussion
Abbildung 3: Vorgehensweise in der Untersuchung „fast ramp-up“
Durch die Kooperation mit den Branchenverbänden erfolgte in der zweiten Phase eine Vertiefung der Ergebnisse in drei branchenspezifischen Workshops mit insgesamt 48 Vertretern aus 34 Unternehmen. Die Ergebnisse der Befragungen konnten so von ei-nem breiteren Expertenkreis, validiert reflektiert, ergänzt und hinsichtlich eines Hand-lungs- und Forschungsbedarfes priorisiert werden.

7
In der dritten Phase wurden die Untersuchungsergebnisse abschließend im Rahmen eines öffentlichen Diskurses mit 103 Teilnehmern aus Industrie und Forschung der interessierten Öffentlichkeit präsentiert und diskutiert.
Die Teilnehmer des öffentlichen Diskurses bestätigten die volkswirtschaftliche Rele-vanz der in der Untersuchung festgestellten Handlungsfelder.
Den Schlusspunkt der Untersuchung setzt die Dokumentation der Einzelergebnisse im Gesamtuntersuchungskontext in Form dieses, der Öffentlichkeit zugänglichen For-schungs- und Entwicklungs- Abschlussberichts.

8
2 Betrachtungsbereich der Untersuchung Ramp-Up Im Folgenden wird der Betrachtungsbereich der Untersuchung – Schneller Produkti-onsanlauf von Serienprodukten – vorgestellt. Zunächst wird im Kapitel 2.1 der betrach-tete Objektbereich innerhalb der Untersuchung erläutert und eine mögliche Typisierung unterschiedlicher Anlaufszenarien innerhalb der Automobilindustrie, der Elektrotechnik und dem Maschinen- und Anlagenbau aufgezeigt. Die zeitlichen Abschnitte des Anlau-fes - Vorserienphase und Hochlaufphase - werden dabei in ein Phasen-Modell integ-riert. Anschließend wird die betriebs- und volkswirtschaftliche Relevanz des Anlaufes für deutsche Serienhersteller dargestellt. In Kapitel 2.2 wird der aktuelle Stand der Technik beleuchtet. Dies ist eine Voraussetzung zur Analyse der Problemfelder und der Identifikation von Forschungsbedarfen. Anschließend werden in Kapitel 2.3 die Erfolgsfaktoren und Visionen zukünftiger Anlaufszenarien aufgezeigt.
2.1 Eingrenzung, Typisierung und Bedeutung des Serienan-laufes
2.1.1 Der Prozess des Anlaufes im Phasen-Modell Das Anlaufmanagement eines Serienproduktes wird im Rahmen dieser Untersuchung wie folgt definiert:
„Das Anlaufmanagement eines Serienproduktes umfasst alle Tätigkeiten und Maßnahmen zur Planung, Steuerung und Durchführung des Anlaufes mit den dazugehörigen Produktionssystemen, ab der Freigabe der Vorserie bis zum Er-reichen einer geplanten Produktionsmenge, unter Einbeziehung vorgelagerter Prozesse und der nachgelagerten Prozesse im Sinne einer messbaren Eig-nung der Produkt- und Prozessreife.“
In Abbildung 4 ist diese Definition durch die Einordnung des Anlaufmanagements in den Gesamtprozess der Produktentstehung vor dem Erreichen der Kammlinie visuali-siert.
Serienentwicklungs-Phase Anlauf-Phase
Pro-
dukt
Prod
uk-
tion
SOP
Entwicklung
Entw. Produk-tionssystem
Änderungsmanagement
Inbetriebnahme & Anpassung Produktionssystem
..... .....Produktions -vorbereitung
Aufbau & Umbau
Phas
en d
er P
rodk
ukte
ntst
ehun
gB
etra
chtu
ngs-
schw
erpu
nkt
....
Vorber. plan build run Wissens-management
Hochlauf
Anlaufmanagement
Kamm-linieFV
Änderungsmanagement
Abbildung 4: Betrachtungsbereich in der Untersuchung
Nach dem innerhalb der Untersuchung vorliegenden Verständnis umfasst das Produk-tionssystem die Ressourcen Betriebsmittel, Fläche, Personal, Material und Information.

9
Hinsichtlich der Aggregationsebene werden Produktionssysteme auf unterschiedlichen Ebenen verstanden. Der Blickwinkel reicht dabei von der Anordnung der Betriebsmittel an einem Arbeitsplatz bis zum Zusammenspiel einzelner Werke in einem Produktions-netzwerk. Die Relationen eines Produktionssystems sind einerseits die Beziehungen der Ressourcen untereinander, andererseits sollen darunter auch die Anbindungen an Zuliefernetzwerke - Lieferanten, Kunden, Standorte auf Werksebene - subsumiert wer-den. Dabei kann es sich um Materialfluss-, Informationsfluss-, Energiefluss-, Lagebe-ziehungen etc. handeln. Neben den direkt wertschöpfenden Prozessen in der Ferti-gung und Montage beinhaltet dies auch die Logistik, weitere produktionsnahe Bereiche (z.B. Instandhaltung) sowie unterstützende Tätigkeiten zur Planung und Steuerung der Produktion (z.B. Arbeitsvorbereitung).
Die zeitliche Eingrenzung des Anlaufes gemäß Abbildung 4 wurde innerhalb der Unter-suchung mit zahlreichen Industrievertretern kontrovers diskutiert. Übereinstimmend mit den Experten aller Branchen kann festgehalten werden, dass der Prozess des Anlau-fes nicht isoliert von vor- und nachgelagerten Prozessen – etwa der Entwicklung und dem Vertrieb – betrachtet werden kann. Als Kernbereich der Untersuchung konnte die Zeitspanne von der Freigabe der Vorserie bis zum Erreichen der Kammlinie identifiziert werden.
2.1.2 Untersuchte Anlaufszenarien Die Abbildung 5 gibt einen groben Überblick über die Komplexität und die Ausprägun-gen der Anläufe in den verschiedenen Branchen, denn die Anforderungen mit dem Fokus auf den Serienanlauf sind ebenso branchenspezifisch differenziert zu betrach-ten, wie die Auswirkungen in wirtschaftlicher und technologischer Hinsicht.
Eine branchenspezifische Einteilung verschiedener Anlaufszenarien kann in erster Nä-herung gemäß Abbildung 5 erfolgen. Als Differenzierungskriterien werden zum einen die „Neuartigkeit des Produktes“, hier abgebildet durch den Grad der Produktänderung und zum anderen die „Neuartigkeit der Produktionsanlage“, abgebildet durch den Grad der Prozessänderung, angewendet. Die Anlauf-Ausprägungen der einzelnen Branchen lassen sich wie folgt charakterisieren:
• Unternehmen des Maschinen- und Anlagenbaus sind im Wesentlichen als Ausrüs-ter und Lieferanten für Produktionsanlagen in den Serienanlauf der OEM sowie de-ren Zulieferer eingebunden. Der Bedarf nach neuen Produktionsanlagen richtet sich daher stark an den Anforderungen der Kundenprojekte aus. Ein weiterer As-pekt ist, dass Änderungen an den Serienprodukten des Kunden unmittelbar auch umfangreiche Änderungen an den Produktionsanlagen und -prozessen erfordern.
• Kennzeichnend für die Elektrotechnik-Branche sind kurze Produktlebenslaufzeiten und hohe Anforderungen an die Produktion in Bezug auf Wiederholhäufigkeit und Toleranz. Charakteristische Projekte in der Elektrotechnikindustrie weisen einen mittleren Grad an Produkt- und Prozessänderung auf. D.h., es werden auch neue Produkte vermehrt auf bestehenden Produktionsanlagen gefertigt sowie mehrere verschiedene Varianten auf einer Produktionslinie produziert.
• In der Automobilindustrie werden neue Produktionsanlagen infolge umfangreicher Prozessänderungen für die Einführung neuer Modelle (Neuprodukte) installiert. D.h., der Wechsel der Basisplattform oder eines Modelles wird Initiator zur Erneue-rung bzw. Modernisierung der Produktionsanlage. Die Einführung von Varianten (neue Ausstattungen etc.) und Derivaten (Stufenheck, Kombi etc.) können in der Regel auf bestehenden Anlagen gefertigt werden.

10
Prozess-änderung
Umbau
Neu
Keine
Anpassung NeuKeine
Umbau
Neu
Keine
Anpassung NeuKeine
Neuproduktprojekte
Varianten- / Derivatprojekte
Prozess-änderung
Umbau
Neu
Keine
Anpassung NeuKeine
ElektroindustrieElektroindustrie
AutomobilherstellerAutomobilhersteller
Maschinen- und AnlagenbauMaschinen- und Anlagenbau
Produkt-änderung
Produkt-änderung
Produkt-änderung
Prozess-änderung
Legende:
weitgehend zutreffend
zutreffend
Prozess-änderung
Umbau
Neu
Keine
Anpassung NeuKeine
Umbau
Neu
Keine
Anpassung NeuKeine
Neuproduktprojekte
Varianten- / Derivatprojekte
Prozess-änderung
Umbau
Neu
Keine
Anpassung NeuKeine
ElektroindustrieElektroindustrie
AutomobilherstellerAutomobilhersteller
Maschinen- und AnlagenbauMaschinen- und Anlagenbau
Produkt-änderung
Produkt-änderung
Produkt-änderung
Prozess-änderung
Legende:
weitgehend zutreffend
zutreffend
Abbildung 5: Schwerpunkte der Serienanläufe nach Branchen
Der Wandel der traditionellen Konkurrenzsituation zwischen einzelnen Unternehmen hin zu einem Wettbewerb zwischen Wertschöpfungsketten führt zu einer Neuordnung der Entwicklungs- und Wertschöpfungsanteile im Produktentstehungsprozess. Für die deutsche Automobilindustrie, aber auch in weiten Teilen für die Elektrotechnikindustrie und den Maschinen- und Anlagenbau, gewinnt die Innovationskraft von Modul- und Systemlieferanten zunehmend an Bedeutung für den Erfolg eines Produktes. Der ge-stiegene Anspruch an die Zulieferer bietet vor allem Chancen für spezialisierte kleine und mittelständische Unternehmen (kmU) sofern sie die typischen Eintrittsbarrieren in den umkämpften Markt der Serienentwicklung und –produktion überwinden. Kompe-tenz in technischer Hinsicht ist dabei ebenso entscheidend wie die Notwendigkeit me-thodisch und organisatorisch umfangreiche Arbeitspakte in Kooperation mit anderen Unternehmen erfolgreich abzuwickeln.
Dies kann am Beispiel der deutschen Automobilindustrie verdeutlicht werden. „Vor-sprung durch Innovation und Technik“ betitelt der Verband der Automobilindustrie ein Kapitel im Jahresabschlussbericht 2001 und betont vor allem den bedeutenden Bei-trag, welche die Zulieferer mit ihrer hohen Innovationskraft leisten und somit zur guten Wettbewerbsposition deutscher Automobilhersteller beitragen [VDA01]. In Bezug auf das Anlaufmanagement bedeutet dies, Innovationen am Produkt und am Prozess intel-ligent im Rahmen von Modellmodifizierungen und neuen Modellreihen in die Produkti-on zu integrieren. Weiterhin ist die ausgeprägte Kundenorientierung deutscher Produ-zenten ein klares Differenzierungsmerkmal gegenüber dem internationalen Wettbe-werb. Inwieweit eine Kundenorientierung und Variantenvielfalt bis hin zur Losgröße 1 wirtschaftlich sinnvoll erscheint, soll an dieser Stelle nicht abschließend beantwortet werden. Der Bedarf und die Tendenz nach kleiner werdenden Losgrößen ist allerdings deutlich hervorzuheben.
Das Produktportfolio in der Elektrotechnik ist in besonderem Maße durch extrem kurze Produktlebenszyklen gekennzeichnet, welche in der Regel deutlich unter den Lebens-

11
zyklen der Produktionsanlagen liegen. D.h. in der Konsequenz, dass für neue Produkte Serienanläufe häufig auf bestehenden Produktionsanlagen realisiert werden. Ggf. wer-den entsprechende Anpassungen vorgenommen oder es werden neue Produktions-technologien integriert. Neben der technologischen Komplexität, verschiedene Produk-te nacheinander oder gar parallel auf einer Linie zu fertigen, erhöht, gerade in der E-lektrotechnik bzw. der Mechatronik, das Zusammenwirken vieler Bauteile und Kompo-nenten die Produkt-Komplexität deutlich.
Für den Maschinen- und Anlagenbau sind für den Betrachtungsbereich Serienanlauf grundsätzlich zwei unterschiedliche Sichtweisen zu berücksichtigen. Zum einen ist die Produktion des Kunden-Produktes auf der Produktionsanlage sicherzustellen, zum anderen ist auch der Serienanlauf einer Anlage bzw. Maschine zu betrachten. Als Bei-spiel seien hier die modular aufgebauten, in weiten Teilen standardisierten Maschinen der Druckindustrie genannt.
2.1.3 Wirtschaftliche und technologische Bedeutung des Anlaufes Eine Besonderheit deutscher Serienhersteller ist die global einzigartig ausgeprägte Kundenorientierung. Das Angebot individualisierter Produkte wird jedoch durch eine hohe Variantenzahl in der Produktpalette erkauft. Vor diesem Hintergrund ist zukünftig neben einer quantitativen Steigerung an Serienanläufen auch mit einer deutlichen Zu-nahme der Komplexität in der Anlaufphase zu rechnen.
Aus volks- und betriebswirtschaftlicher Sicht ist die Anlaufphase in diesem Kontext von entscheidender Bedeutung, denn im Anlauf verursachte sog. „Lost-Sales“ – d.h. ent-gangene Gewinne durch verspätete Einführung der Produkte in den Markt - können aufgrund sinkender Lebenszyklen nicht mehr aufgeholt werden. Produktrenditen wer-den zunehmend in den frühen Phasen der Markteinführung geprägt, eine Phase in der die Kunden zudem wesentlich preisbereiter auf die Dynamik des Marktes reagieren. Die Beherrschung des Anlaufes avanciert somit zu einem wesentlichen Erfolgsfaktor deutscher Serienhersteller. Nach Expertenmeinung aus der Automobilindustrie können durch einen effizienten Serienanlauf Potenziale von bis zu 5%-Punkte der Modellrendi-te bezogen auf die Gesamtlaufzeit eines Produktes erschlossen werden. Im Vergleich dazu werden in der Automobilindustrie derzeit ca. 2% - 15% Modellrendite erzielt.
Der Einfluss der direkten Anlaufkosten wurde im Vergleich zu den „Lost-Sales“ als weitaus weniger bedeutend eingestuft. Zu erklären ist dies dadurch, dass von den OEM einzelne Modelle im Zuge einer strategisch gewünschten Produktdiversifikation,4 gezielt quersubventioniert werden.
Auch vor dem Hintergrund unterschiedlich schneller Innovationsgeschwindigkeiten ermöglicht ein innovatives Produktportfolio Differenzierungsmerkmale gegenüber aus-ländischen Wettbewerbern. Z:B. durchlaufen heute viele elektronische bzw. mechatro-nische Zubehörteile während des Lebenszyklusses eines Automobils mehrere Innova-tionszyklen (z.B. das Navigationssystem). Ein innovatives Versionsmanagement und die Beherrschung der damit einhergehenden Anläufe ermöglichen das Angebot regel-mäßig zu aktualisieren und somit attraktiver Produkte am Markt zu platzieren.
4 Produktdiversifikation – Ausweitung des Leistungs- und Warenangebots
12
2.2 Anlaufmanagement - Stand der Technik Für die Einordnung des Themenkomplexes dieser Untersuchung in den Stand der Wissenschaft und Technik sind eingehende Literatur- und Patentrecherchen durchge-führt worden. Das Ergebnis dieser Recherchen zeigt, dass keine ganzheitlichen und aussagekräftigen Informationen bzw. Untersuchungen zu der Phase des Ramp-Up vorliegen bzw. öffentlich zugänglich sind. Insbesondere die Literaturrecherche zeigte, dass eine ganzheitliche Betrachtung und eine wissenschaftliche Erschließung der ver-netzten Prozesse in der Phase des Ramp-Up fehlt (vgl. [Vand00], [Bala01], [Wurs02], [Bowe99], [Dibe99], [Thöl01], [Muel98], [Klink02], [Laik02]).
Die wirtschaftliche Bedeutung des Anlaufes wird zwar insbesondere in den ingenieur-wissenschaftlichen Quellen immer wieder betont (vgl. Kapitel 2.1.3), nähere Ausfüh-rungen beschränken sich jedoch auf bestimmte Aspekte des Anlaufes. Die in der Lite-ratur gefundenen Ergebnisse hinsichtlich von Einsparungspotenzialen streuen zum Teil stark (zwischen 15% und 35%, vgl. [Bihl02], [Spec96a], [Schm92]). Diese Angaben können nicht allgemeingültig auf den Anlauf übertragen werden, sondern sind immer im spezifischen Zusammenhang mit der individuellen Sicht des Betrachters und der jeweiligen Branche zu verstehen.
Weiterhin liegen auch in Bezug auf das Management des Serienanlaufes vergleichs-weise wenige Ergebnisse vor bzw. diese sind bisher kaum publiziert. Im Folgenden seien beispielhaft Auszüge aus der derzeitigen Literatur genannt.
Terwiesch und Bohn weisen auf die ständig steigende Anzahl von Hochtechnologie-Unternehmen hin, welche sich in einem Umfeld schrumpfender Produktlebenszyklen und zunehmend komplexer werdender Produktionstechnologien befinden [Terw00]. Aus der Sicht des Marktes ist der Zeitraum für den Verkauf vieler Produkte in Indust-riebereichen wie etwa Halbleiter, Plattenlaufwerken und Telekommunikation auf weni-ger als ein Jahr geschrumpft. Diese Marktdynamiken zwingen Produktionseinrichtun-gen, mit der Volllast-Serien-Produktion zu einem Zeitpunkt zu beginnen, zu dem die hierfür notwendige Prozesstechnologie noch unvollständig verstanden ist. Infolgedes-sen leiden die Firmen unter immensen Ertragsverlusten in Form von z.B. entgangenen Gewinnen durch eine verspätete Markteinführung und Ausschussproduktionen, welche die Ökonomie eines Produktes, einer Produktionseinrichtung sowie des Geschäftes dramatisch beeinflussen können.
Terwiesch definiert Ramp-Up als jene Zeitperiode, die mit der Einführung eines neuen Prozesses in eine Produktionseinrichtung beginnt und das Ziel hat, den Produktions-ausstoß zu erhöhen - von den kleinen Stückzahlen der Vorserie, die in Laborumge-bungen gefertigt werden, zu den vom Markt geforderten großen Mengen der Serien-produktion [Terw00].
Im Anlauf von Serienprodukten findet meist eine vorschnelle Überführung eines Pro-duktes von den Forschungs- und Entwicklungslaboren hinsichtlich der kommerziellen Produktion statt. Dadurch wird das Unternehmen plötzlich mit schwierigen Situationen konfrontiert. Das Unternehmen beginnt zunächst mit dem neu eingeführten Prozess Erfahrung zu sammeln. Dies geschieht in einer Art Versuchsumgebung, in der die zahl-reichen Diskrepanzen zwischen der Vorgabe, wie der Prozess geführt werden sollte und wie der Prozess tatsächlich in der Produktionseinrichtung verläuft, abgeglichen werden. Die Reduzierung dieser Diskrepanzen, ein Prozess, den Zangwill und Kantor als Verschwendungsreduktion oder generell als Lernen bezeichnen, führt zu Ertrags-verbesserungen [Zang98].

13
Der Anlauf von Hochtechnologie-Produkten, wie Halbleitern, Plattenlaufwerken und komplexen pharmazeutische Verbindungen, ist besonders sensibel. Hochtechnologie-Produkte erleben regelmäßig hohe aber auch rasch fallende Preise. Die einzige Mög-lichkeit, einen höheren als den Wettbewerbspreis zu erzielen, liegt sehr früh im Pro-duktlebenszyklus. Dieser Umstand zwingt die Unternehmensleitung, das Produkt auf den Markt zu bringen noch bevor der Herstellungsprozess vollständig verstanden ist. Daher startet die Produktion auf einem niedrigen Wissensniveau mit bedeutenden Er-tragseinbußen [Terw99].
Erträge sind ein wichtiger Leistungsmesser während des Anlaufes, denn sie haben einen bedeutenden Einfluss auf die Prozessökonomie. Niedrige Erträge spiegeln Lü-cken wider, zwischen der Art und Weise, wie ein Prozess laut Verlaufsplan geführt werden sollte, und der tatsächlichen Prozessführung in der Produktionsstätte. Pisano berichtet [Pisa95], dass pharmazeutische Firmen Ertragsverluste erleiden, wenn sie ein komplexes Produkt vom Forschungs- und Entwicklungs-Labor in die kommerzielle Produktion übertragen. Der Prozessplan wird in einer Umgebung von hochspezialisier-ten Arbeitern, kleinen Losgrößen und extrem hochentwickelter Ausstattung vollzogen. Im Gegensatz dazu werden für die kommerzielle Produktion Einrichtungen von regulä-ren Arbeitkräften betrieben. Sie produzieren große Mengen die zu sogenannten Ska-len-Problemen führen und benutzen eine Ausstattung, die häufig nicht in der Lage ist, die zuvor in laborähnlicher Umgebung erreichte Soll-Qualität zu erreichen. So ist das Ramp-Up in erster Linie eine Phase der Ertragsverbesserung während derer die Firma versucht, den aktuellen Prozessverlaufsplan für große Mengen umzusetzen.
Zeugträger stellt in [Zeug98] für die Herstelleraktivitäten in dem Themenkomplex An-lauf fest, dass wesentliche Potenziale zur Aufwandsreduzierung ungenutzt bleiben. Er führt eine strukturierte Aufbereitung der Thematik und der vorhandenen Problemfelder durch und leitet daraus ein Konzept zur systematischen Problemerfassung als Teil ei-nes Wissensmanagements ab.
Bungard stellt in [Bung96] fest, dass bisher noch kein Automobilhersteller ein „Best Practise“ Modell implementiert hat, um die Reibungsverluste beim Modellwechsel zu verringern. Er stellt ein „Verharren“ in tayloristischen Denkmustern fest, das sich in sequentiellen Anlaufstrategien und Verwendung traditioneller Projektmanagement-werkzeuge und -methoden ausdrückt (vgl. [Greg02]). Dem offensichtlichen Handlungs-bedarf muss mit einem nach den Prinzipien des „Simultaneous Engineering“ ausgerich-teten Innovationsmanagement begegnet werden.
Fritsche untersucht in seiner Arbeit „Bewertung und Verkürzung von Anlaufprozessen für Betriebsmittel“ die Prozesskette einer Endmontageanlage. Er versteht in seinen Ausführungen an dieser Stelle unter dem Begriff „Anlaufprozess“ den Prozess der An-lagenentstehung von der Planung beziehungsweise Projektierung bis zu einer realisier-ten Anlage mit der vorgegebenen Spezifikation. Konkret auf diesen Kontext bezogen zeigt Fritsche Lösungswege zur Verbesserung und definiert Bewertungskriterien. Er stellt fest, dass im Anlagenanlauf starke Zeitverkürzungs- und Kostenreduzierungspo-tenziale nicht adäquat ausgeschöpft werden. Bei konsequenter Nutzung dieser Poten-ziale können 30-50% Zeitverkürzung erreicht werden [Frit97].
Gentner konzipiert ein spezifisches Entwicklungskennzahlensystem, das eine verbes-serte Projektplanung sowie –steuerung hinsichtlich Kosten, Zeit und Leistung anstrebt. Am Beispiel der Automobilindustrie skizziert er mögliche Einsatzszenarien. Er geht im Rahmen des Entwicklungskennzahlensystems auf die Gestaltung der Schnittstelle zwi-
14
schen Serienentwicklung und Serienanlauf ein und gibt Lösungsvorschläge, wie ein solcher Übergang mit Kennzahlen realisiert werden kann [Gent94].
In [Pfoh00] berichtet Pfohl über die Ergebnisse einer Unternehmensbefragung in der Automobilindustrie zum Thema „Logistik in der Anlaufphase“. Die ermittelten Ergebnis-se verdeutlichen, dass die operativen und administrativen Logistikprozesse in der An-laufphase von denen der Serie abweichen [Haus94], und dass dennoch die Vorgaben der Logistikplanung der Serie bereits ihre Gültigkeit haben. Eine gezielte Erprobung der Logistikprozesse für die Serie ist nicht vorgesehen. Instrumente zur Koordination werden in dieser Phase teilweise eingesetzt. Die Logistik wird dabei häufig nur am Rande betrachtet. Erfolgsmessungen zum Einsatz der Instrumente finden meist nicht statt. Der Stellenwert der Logistik wird als bedeutend beschrieben, wobei jedoch wis-senschaftliche Erkenntnisse noch nicht vorliegen.
Neben den Änderungen des Umfeldes, die in der Anlaufphase durchlaufen werden, verdeutlichen die hohen Kosten die Bedeutung der Anlaufphase [Spec96b]. Dieser Bedeutung wird die betriebswirtschaftliche Literatur nicht gerecht [Pfoh00]. Die Anlauf-phase wird in der Literatur des Innovationsmanagements oft nur am Rande betrachtet und im Rahmen von Beschaffung, Produktion, Vertrieb, Logistik etc. häufig völlig ver-nachlässigt [Stra99]. An den Übergängen zwischen den Phasen Entwicklung und Pro-duktion haben viele Unternehmen erhebliche Probleme. Untersuchungen zu den mög-lichen Problemursachen führen die mangelnde Koordination als eine wesentliche Be-gründung an (vgl. [Schm92], [Harm98]).
Damit kann festgestellt werden, dass sowohl in der ingenieurswissenschaftlichen als auch in der wirtschaftswissenschaftlichen Literatur zwar einige Hinweise auf den The-menkomplex Anlauf zu finden sind. Eine weiterführende Forschung erscheint als Basis für eine bessere Abschätzung der in der Praxis erzielbaren Effizienzsteigerungspoten-ziale im Anlauf von hoher Bedeutung. Dieser Aspekt gilt insbesondere für kmU [Sihn02].
Im Rahmen dieser Untersuchung wurden während des öffentlichen Diskurses zudem beispielhaft drei zeitaktuelle Vorgehensweisen der Praxis vorgestellt, die sich in Bezug auf eine methodische Unterstützung vor allem in aktive und reaktive Ansätze unter-scheiden lassen.
Das reaktive Monitoring-System eines großen deutschen Werkzeugmaschinen-herstellers beruht im Wesentlichen auf einer sog. „Offene-Punkte-Liste“ [Klin02]. Stan-dardisierte Geschäftsprozesse bilden dabei die Grundlage auf der zentrale Aktivitäten in der Produktenstehung abgeleitet werden. Innerhalb der Ablaufplanung und Kontrolle werden nicht statusgerechte Aufgaben (Reifegrade) in der Projektarbeit aufgezeigt. Unterstützt wird der Projektplaner und –controller durch ein auf Standard-Office-Software aufgesetztes EDV-Tool [Löwe02]. Dieses Tool unterstützt die Steuerung des Anlaufprozesses. Alle an den Anlaufprozessen beteiligten Mitarbeiter haben Zugriff auf eine gemeinsame Datenbank, die sämtliche Basisdaten wie Maschinentyp, zu informie-rende Teilnehmer u. a. umfasst. Die Anzeige und Erfassung der Probleme sowie der offenen Punkte erfolgen nach definierten Kriterien, wie beispielsweise Status und Prio-rität. Für die Projektsteuerung stehen umfangreiche Berichte zur Verfügung, die u. a. die Entwicklung der offenen Punkte im zeitlichen Verlauf darstellen [Klin02].
Das klar strukturierte und strenge Projektmanagement eines Elektronikgeräteher-stellers in der Automobilzuliefererbranche stellt einen weiteren reaktiven Ansatz zur Steuerung von Anläufen dar. Ein wichtiger Bestandteil sind festgelegte Meilensteine,

15
an denen der Projektfortschritt durch das multidisziplinäre Team kontrolliert wird. Alle Projektphasen, deren Verantwortlichkeiten und Übergabe sind innerhalb des Unter-nehmens klar festgelegt. Mit sog. Ampeln (grün, gelb, rot) werden akute Handlungsbe-darfe hinsichtlich der Zielerfüllung und der Termine von Aufgaben visualisiert. Werden geplante Ziele nicht eingehalten, kommt es zu einer automatischen Beteiligung der höheren Managementebenen. Die Projektpläne integrieren zunehmend die Ent-wicklungs- und Teilelieferanten, so dass bei Einhaltung der administrativen Disziplin insgesamt ein sensibles Frühwarnsystem entsteht [Löwe02] [Eckl02].
In einem aktiven Planungsansatz eines Automobilherstellers werden bereits heute die Anlaufprozesse durch einen umfassenden Einsatz einer EDV-unterstützten Simulation aufgezeigt. Um typische Probleme in der Anlaufphase zu vermeiden, wurde das sog. Projekt „SiFa - Simulation Fertigungsanlauf“ gestartet, in dem die Fertigungsabläufe des Fahrzeugs vom Karosseriebau bis zur Endmontage in einem Simulationsmodell untersucht werden [Coor02]. Der Blick in den künftigen Anlaufprozess versetzt den Automobilhersteller in die Lage, mögliche Probleme in der Fertigung frühzeitig zu er-kennen und die erforderlichen Gegenmaßnahmen parat zu haben. Dazu wurde ein über vier Hierarchie-Ebenen strukturiertes Modell aufgebaut, in dem der Anwender eine detaillierte Sicht bis auf einzelne Anlagen, Arbeitsplätze oder Förderstrecken in-nerhalb des Werkes erhält. Die Kopplung des Modells mit einer Datenbank, die sämtli-che Eingangsdaten und Simulationsergebnisse beinhaltet sowie die Anbindung einer einfachen Benutzeroberfläche ermöglicht einen leichten Zugriff auf alle modellrelevan-ten Informationen (vgl. [Coor00]).
In Übereinstimmung mit den an dem öffentlichen Diskurs teilnehmenden Experten aller Branchen werden diese aufgezeigten Ansätze und die Hilfsmittel einer EDV-Unterstützung den aktuellen und zukünftigen Anforderungen einer Planung und Kon-trolle komplexer Anlaufprojekte noch nicht gerecht.
2.3 Visionen zukunftsfähiger Anlaufszenarien Nach Expertenmeinung werden Anlauf-Potenziale erfahrungsgemäß auch in den klas-sischen Ansätzen der Prozessverbesserung, der EDV-Unterstützung in Bezug auf den Detaillierungsgrad und die Qualität der Informationsgenerierung bzw. Weitergabe er-wartet. Doch gerade im Kontext deutlich steigender Komplexität in Bezug auf das Pro-dukt sowie der erforderlichen Produktionstechnologien und der Verlagerung großer Teile der Entwicklungs- und Wertschöpfungsanteile in Kooperationsnetzwerke und den damit einhergehenden zeitlich versetzten bzw. parallelen Anläufen wurde unisono der Bedarf an einem Quantensprung zu zukunftsfähigen Anlaufszenarien betont.
Zielsetzung von Forschungsaktivitäten mit dem Anspruch einen solchen Quanten-sprung zu erreichen muss daher sein, zukünftige Anforderungen entlang der gesamten Wertschöpfungskette unter Einbeziehung der Produktionssystemhersteller zu ermitteln, Impulse aus den verschiedenen Bereichen der Entwicklung, Produktion, dem Perso-nalmanagement etc. aufzugreifen und in einem ganzheitlichen Erklärungsmodell abzu-bilden.
Zur Abgrenzung möglicher Forschungsfelder wurden Thesen entwickelt und in ver-schiedenen Expertenrunden diskutiert. Auf Basis dieser Diskussionen, der aufgeworfe-nen Fragen und Erklärungen konnten Schwerpunkte identifiziert und zu Handlungsfel-dern verdichtet werden. Beispielhaft wurden nachfolgende Fragestellungen aus der Reihe der Industrievertreter, der Wissenschaft und den Verbänden formuliert:

16
• Wie wandlungsfähig und flexibel muss das Produktionssystem (Fertigung, Monta-ge, Logistik) von morgen ausgelegt sein?
• Wie müssen parallele oder zeitlich nahe Anlaufprojekte geplant und kontrolliert werden?
• Wie sehen optimale Organisationsstrukturen in Bezug auf den Anlauf aus?
• Auf welchem Weg kann ein gesicherter Entwicklungs- und Erprobungsprozess bei zunehmender Produktkomplexität (Mechatronik, zunehmende Softwareanteile, x-by-wire-Technologien5 etc.) und verteilten Entwicklungspartnern sichergestellt werden?
• Wie kann gewährleistet werden die „richtigen Projekte“ bis zum Serienanlauf zu verfolgen oder welchen Vorteil bietet eine zusätzliche Variante wirklich?
• Welche unterstützenden Systeme im Bereich der Kommunikation, Wissens-generierung und Informationsweitergabe sind zu entwickeln?
• Welche Abhängigkeiten innerhalb komplexer Wertschöpfungsketten wirken auf das Produkt und die Produktion ein bzw. gehen von ihnen aus?
• Wie sieht ein lebenszyklusoptimiertes Produktionssystem aus?
Diese Fragenkomplexe sind bisher nicht vollständig bzw. nicht zufriedenstellend er-schlossen. Für eine visionäre Realisierung eines „idealen Anlaufes“ ist die Beantwor-tung dieser Fragen – und zwar unter konsequenter Berücksichtigung der Abhängigkei-ten und Vernetzungen der Einzelaspekte – unabdingbar.
5 Realisierung komplexer, sicherheitsrelevanter Fahrzeugfunktionen mit Hilfe der Elektronik ohne mechanische Rückfallebenen
17
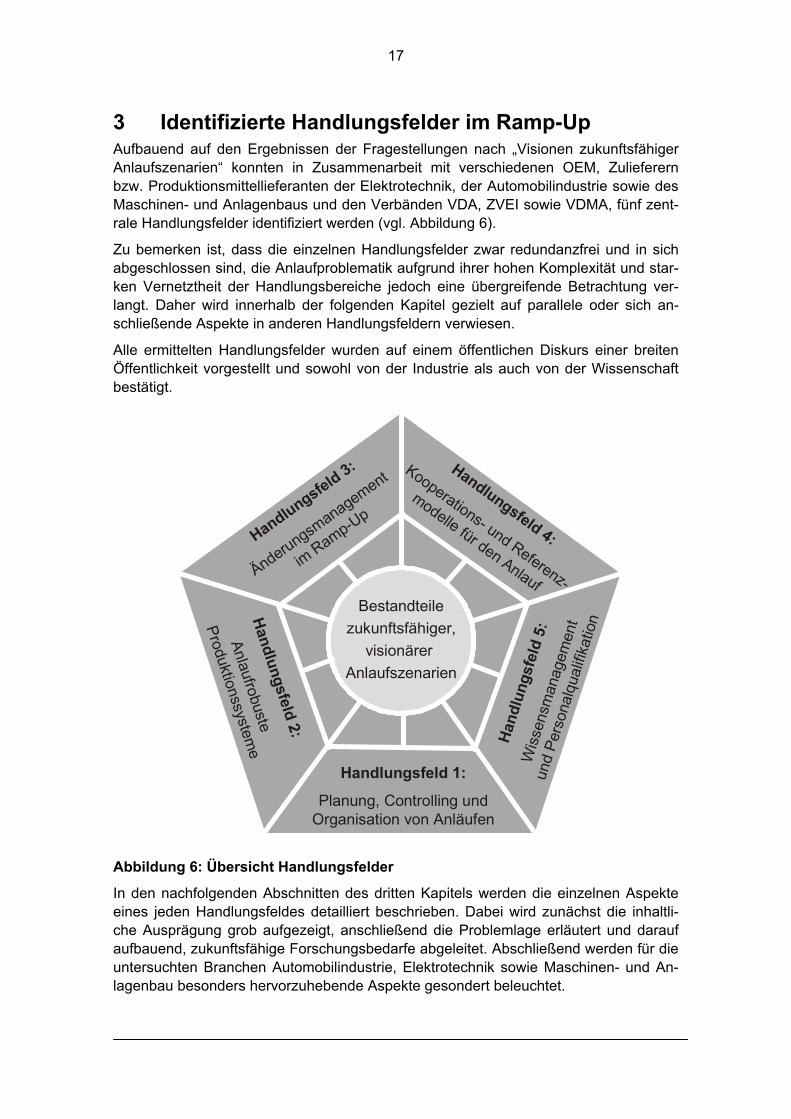
3 Identifizierte Handlungsfelder im Ramp-Up Aufbauend auf den Ergebnissen der Fragestellungen nach „Visionen zukunftsfähiger Anlaufszenarien“ konnten in Zusammenarbeit mit verschiedenen OEM, Zulieferern bzw. Produktionsmittellieferanten der Elektrotechnik, der Automobilindustrie sowie des Maschinen- und Anlagenbaus und den Verbänden VDA, ZVEI sowie VDMA, fünf zent-rale Handlungsfelder identifiziert werden (vgl. Abbildung 6).
Zu bemerken ist, dass die einzelnen Handlungsfelder zwar redundanzfrei und in sich abgeschlossen sind, die Anlaufproblematik aufgrund ihrer hohen Komplexität und star-ken Vernetztheit der Handlungsbereiche jedoch eine übergreifende Betrachtung ver-langt. Daher wird innerhalb der folgenden Kapitel gezielt auf parallele oder sich an-schließende Aspekte in anderen Handlungsfeldern verwiesen.
Alle ermittelten Handlungsfelder wurden auf einem öffentlichen Diskurs einer breiten Öffentlichkeit vorgestellt und sowohl von der Industrie als auch von der Wissenschaft bestätigt.
Bestandteilezukunftsfähiger,
visionärer Anlaufszenarien
Handlungsfeld 3:
Änderungsmanagement
im Ramp-Up
Handlungsfeld 4:
Kooperations- und Referenz-
modelle für den Anlauf
Hand
lung
sfel
d 5:
Wis
sens
man
agem
ent
und
Pers
onal
qual
ifika
tion
Handlungsfeld 1:
Planung, Controlling und Organisation von Anläufen
Handlungsfeld 2:
Anlaufrobuste
Produktionssysteme
Abbildung 6: Übersicht Handlungsfelder
In den nachfolgenden Abschnitten des dritten Kapitels werden die einzelnen Aspekte eines jeden Handlungsfeldes detailliert beschrieben. Dabei wird zunächst die inhaltli-che Ausprägung grob aufgezeigt, anschließend die Problemlage erläutert und darauf aufbauend, zukunftsfähige Forschungsbedarfe abgeleitet. Abschließend werden für die untersuchten Branchen Automobilindustrie, Elektrotechnik sowie Maschinen- und An-lagenbau besonders hervorzuhebende Aspekte gesondert beleuchtet.

18
3.1 Planung, Controlling und Organisation von Anläufen Die Schwierigkeit, Produktentstehungsprojekte von der Phase der Entwicklung, über die Fertigungsvorbereitung bis hin zum Anlauf der Produktion adäquat zu planen und zu steuern, wurde in der Untersuchung mehrfach deutlich. Potenziale in Bezug auf die methodische Unterstützung der Planung- und des Controlling sind vor allem aus dem Entwicklungsbereich hinlänglich bekannt. Gestaltungsmöglichkeiten und Potenziale in Fragen einer effizienten unternehmensinternen und unternehmensübergreifenden Ab-wicklung der Termin- und Budgetplanung werden ebenfalls mit dem Fokus auf den Anlauf erwartet.
Innerhalb des Themenfeldes „Planung, Controlling und Organisation von Anläufen“ werden daher zunächst Forschungsbedarfe in Bezug auf die Strategieentwicklung zur Beherrschung der Anlaufkomplexität formuliert. Anschließend werden Bedarfe nach einer Ableitung eines Geschäftsprozesses „Anlaufmanagement“ erläutert, auf deren Basis ein intelligentes und zukunftsfähiges Planungs- und Controllingmodell für kom-plexe Serienanläufe aufsetzt. Analog zur Abbildung 7 werden dabei die Ansätze der Einzel- und der Multi-Projektbetrachtung berücksichtigt. Potenziale in Fragen einer bedarfsgerechten Organisation werden in Bezug auf das Zusammenspiel verschiede-ner Partner in der Phase des Anlaufes mit den typischen Barrieren - etwa der Informa-tionsweitergabe etc. - angesprochen. Abschließend werden unterstützende Methoden zur Simulation, Frühwarnsysteme und sonstigen EDV-Unterstützung angeführt, die an entsprechenden Stellen implementiert werden können.
Kontrolle Bewertung
Planung Risiko
Soll oder Maßnahmen
Soll oderAbweichungen
Soll
Ist
ProjektsteuerungProjektsteuerung
ProjektkontrolleProjektkontrolleObjektstrukturplan
Meilensteinplan des Systemlieferanten
tProdukt-struktur
Produktions-struktur
angebotenerLeistungsumfang
Prozessmodell „Serienanlauf“Zeit
Beda
rf
Projekt 1
Projekt 2
Koordination derRessourcenbedarfe
Organisation übergreifender
Strukturen
Aufwand
Nut
zen
1.2.3.
Bewertung derPotenziale von
Projekten
Multi-Projekt-Betrachtung
Strategien zur Beherrschung der Anlaufkomplexität
......
......
......
- Variantenkopplung- ....
Intelligente Modelle zur Planung und Steuerung komplexer Anlaufprojekte
......
......
......
- Aufbau, Basis, Planungssystematik- Controlling, Einhaltung von Richtlinien
Planung, Kontrolle, Organisation
Organisation Kooperation
Sim
ulat
ion,
Pro
gnos
esys
tem
e,
EDV-
Unt
erst
ützu
ng
Kontrolle Bewertung
Planung Risiko
Soll oder Maßnahmen
Soll oderAbweichungen
Soll
Ist
ProjektsteuerungProjektsteuerung
ProjektkontrolleProjektkontrolle
Soll oder Maßnahmen
Soll oderAbweichungen
Soll
Ist
ProjektsteuerungProjektsteuerung
ProjektkontrolleProjektkontrolleObjektstrukturplan
Meilensteinplan des Systemlieferanten
tProdukt-struktur
Produktions-struktur
angebotenerLeistungsumfang
Objektstrukturplan
Meilensteinplan des Systemlieferanten
tProdukt-struktur
Produktions-struktur
angebotenerLeistungsumfang
Prozessmodell „Serienanlauf“Zeit
Beda
rf
Projekt 1
Projekt 2
Koordination derRessourcenbedarfe
Zeit
Beda
rf
Zeit
Beda
rf
Projekt 1
Projekt 2
Koordination derRessourcenbedarfe
Organisation übergreifender
Strukturen
Organisation übergreifender
Strukturen
Aufwand
Nut
zen
1.2.3.
Bewertung derPotenziale von
Projekten
Aufwand
Nut
zen
1.2.3.
Aufwand
Nut
zen
1.2.3.
Bewertung derPotenziale von
Projekten
Multi-Projekt-Betrachtung
Strategien zur Beherrschung der Anlaufkomplexität
......
......
......
......
......
......
- Variantenkopplung- ....
Intelligente Modelle zur Planung und Steuerung komplexer Anlaufprojekte
......
......
......
......
......
......
- Aufbau, Basis, Planungssystematik- Controlling, Einhaltung von Richtlinien
Planung, Kontrolle, Organisation
Organisation Kooperation
Sim
ulat
ion,
Pro
gnos
esys
tem
e,
EDV-
Unt
erst
ützu
ng
Abbildung 7: Übersicht „Planung, Controlling und Organisation von Anläufen“
Zentrale Probleme in der Anlaufphase in Bezug auf die Planung und das Controlling lassen sich nur schwer isoliert betrachten. Die Qualität des Projektcontrollings z.B. kor-reliert in besonderer Weise mit dem gewählten Planungsansatz und Änderungseinflüs-se in späten Phasen können selbst die flexibelste Planung scheitern lassen bzw. ein umfassendes Risikomanagement ad absurdum führen (vgl. Kapitel 3.3). Ein besonde-rer Einfluss in der Anlaufphase kommt dem Übergang der Projektorganisation von der Entwicklungsabteilung in die Produktionsabteilung und den zu beherrschenden dyna-mischen Randbedingungen während der Anlaufphase zu.
19
Des Weiteren wurde innerhalb der Untersuchung der Bedarf an einem Prozessmodell „Anlaufmanagement“ deutlich. Vor allem auf Grund des unharmonischen Übergangs des Projektes von der Entwicklung in die Produktion sind die zentralen Anlaufaktivitä-ten derzeit weder im Geschäftsprozessmodell der Produktion, noch in dem der Ent-wicklung ausreichend adressiert.
Viele Verzögerungen und Änderungen - zunehmend erstrecken diese sich bis in die Anlaufphase - resultieren direkt aus Planungsfehlern. Mangelndes Problembewusst-sein und Intransparenz der Folgen von Soll-Abweichungen auf die Bereiche bzw. ande-re Projektteilnehmer kennzeichnen heute oft die Zusammenarbeit an komplexen Pro-jekten. Kritisch werden Planabweichungen in späten Phasen vor allem aufgrund kürzer werdender Projektierungszeiten, denn es bestehen immer weniger Möglichkeiten zur Beseitigung etwaiger Fehler in der Entwicklungs- und Wertschöpfungskette.
Je stärker Unternehmen eine umfangreiche Kundenorientierung in den Fokus ihrer strategischen Ausrichtung stellen, desto entscheidender wird die Durchführung und Integration erfolgversprechender Projekte mit hohen Synergieeffekten für die zukünfti-ge Wettbewerbsposition des Unternehmens. Unterstützende Methoden, welche schon im Vorfeld Auswirkungen neuer bzw. konkurrierender Projekte auf bestehende Pro-duktprogramme und bestehende Produktionsanlagen transparent machen, liegen der-zeit nicht vor.
3.1.1 Forschungsbedarf im Handlungsfeld 1 Das erfolgreiche Management der Einflussfaktoren in der Produktentstehung von Großserienprodukten wird im Kontext steigender Produktkomplexität, steigender Ab-hängigkeiten (z.B. Baureihen- bzw. modellübergreifende Verwendung gleicher Bautei-le) und zunehmender Unternehmenskooperationen in der Entwicklung und Produktion, zu einem Erfolgsfaktor für OEM und deren Zulieferer. In Bezug auf den Anlauf eines Serienproduktes gilt es, Strategien zu entwickeln, um gezielt die Komplexitätstreiber bzw. die relevanten Parameter auszubalancieren. Nach Expertenmeinung kann nur dann bei steigender Kundenorientierung, zunehmenden Aufwänden aufgrund einer höheren Variantenzahlen und verkürzten Lebenszyklen, d.h. kürzerer Zeiten in denen Gewinne erwirtschaftet werden können, ein wirtschaftliches Optimum erzielt werden.
Im Zusammenhang mit dem notwendigen Erklärungsmodell „Einfluss der Komplexitäts-treiber“ in Bezug auf den Serienanlauf ist nach Einschätzung der Industrie ein varian-tenabhängiges Kostenmodell abzubilden, in dem Aufwände für Entwicklung, für das Produktionssystem etc. verursachungsgerecht einzelnen Projekten direkt zugeordnet werden können. Aufbauend auf ein solches Modell kann dann eine strategische Pla-nung im Spannungsbogen zwischen technischen und wirtschaftlichen Zielen in Fragen von Produktprogrammen, zu integrierenden Innovationen und Technologien etc., auf-gesetzt werden.
Zur Vermeidung von oftmals gravierenden Reibungsverlusten in der Anlaufphase ist ein Prozessmodell „Anlaufmanagement“ zu entwickeln und sind zugrunde liegende Prozesse transparent abzubilden. Zentrale Anlaufaktivitäten können transparent adres-siert und der Projektverlauf eingehend kontrolliert werden. Des Weiteren wird eine deutliche Verbesserung bei der Übergabe der Verantwortung von den Entwicklungsab-teilungen an die Produktion erwartet. Möglichkeiten bei neuen Projekten auf gesicher-ten Planungsszenarien aufzusetzen, werden dabei vor allem durch eine Integration von Standards mit festen Regeln, Qualitätsüberprüfungspunkten (sog. Quality Gates) und Meilensteindefinitionen, erwartet.

20
Eine Verbesserung der Reaktionsfähigkeit bei kürzer werdenden Projektlaufzeiten und komplexen Projektstrukturen muss ein weiteres Ziel zukünftiger Forschungsaktivitäten sein. Daher sind intelligente, zukunftsfähige Planungs- und Controllingmodelle zu ent-wickeln, die vor allem Transparenz in Bezug auf Ablauf-, Ressourcen-, Termin- sowie Anlaufkostenplanung und deren Weitergabe im Netz gewährleisten. Entsprechende Modelle (produktneutral/ -spezifisch) müssen die Bedarfe sowohl von OEM als auch Zulieferern und Produktionsmittelherstellern berücksichtigen. Des Weiteren ist neben der Integration von klassischen Qualitätsmethoden und der Reduzierung des Quali-tätssicherungsaufwandes ebenfalls deren Dokumentation sicherzustellen.
Die Herausforderung der zunehmenden Komplexität einzelner Projekte, bei gleichzeitig steigender Anzahl parallel abzuwickelnder Anläufe, verlangt neben intelligenten Pla-nungsmodellen ebenso nach Controllingmodellen, die auch eine Rückführung von Er-fahrungen abgeschlossener und noch laufender Projekte zur Nutzung in zukünftigen Planungsvorhaben sicherstellt.
Die zukünftige Wettbewerbsposition eines Unternehmens hängt insbesondere auch von einer erfolgreichen Durchführung derjenigen Projekte ab, welche eine „angemes-sene Konstellation“ innerhalb der Produktpalette ermöglichen. In Bezug auf den Anlauf und die Produktion ist dies zukünftig in besonderem Maße in technischer Hinsicht rele-vant. Ein Anlauf eines Nischenproduktes auf einer bereits produzierenden Linie oder die Verlagerung der Produktion infolge nachlassender Nachfrage an andere Standorte sind daher direkte Folgen der Auswahl der richtigen Projekte. Eine technische und wirtschaftliche Bewertung von konkurrierenden Projekten ist daher ein wesentlicher Erfolgsfaktor der Zukunft. Gerade aufgrund begrenzter Unternehmensressourcen muss eine Bewertung alternativer Projekte vor dem Hintergrund von strategischen Belangen und Wirtschaftlichkeitskriterien vorgenommen werden.
Die angeführten, sich wandelnden Rahmenbedingungen zwingen OEM und Zulieferer dazu, Organisationsstrukturen in der Projektabwicklung zu überdenken und Strukturen zu entwickeln, in denen ein effizientes Schnittstellenmanagement in Fragen einer ob-jektorientierten Planung und Informationsweitergabe möglich wird. Neben der Wirt-schaftlichkeitsbewertung sind vor allem inhaltliche Abhängigkeiten zwischen Projekten und der Organisation projekt- und unternehmensübergreifender Strukturen zu berück-sichtigen.
Zur Bewältigung der zunehmenden Komplexität einzelner Projekte bei gleichzeitig stei-gender Anzahl parallel abzuwickelnder Anläufe werden neben intelligenten Planungs-modellen auch Controllingmodelle benötigt. Diese sollen die aktuellen Daten und In-formationen aus dem betreffenden Anlauf verwenden, um ihn zielgerichtet zu steuern, Probleme möglichst früh zu erkennen und geeignete Reaktionsstrategien auszuwäh-len. Zur Steigerung der Effizienz im Anlauf sind zunächst projektneutrale und übertragbare Ziel- und Kennzahlensysteme zu entwickeln und deren Messbarkeit und Optimierungs-potenzial zu untersuchen. Die Kennzahlen, z.B. Reifegrad-Kriterien oder Störsensibili-tät, sollen zur Erfassung von Defiziten und Bewertung von Lösungsmöglichkeiten die-nen. Darauf aufbauend können Methoden oder Hilfsmittel wie Simulation, Prognose-systeme und sonstige EDV-Werkzeuge an verschiedenen Stellen die Planungs- und Controllingprozesse wirksam unterstützen. Hierbei ist die Entwicklung und gemeinsa-me Nutzung durchgängiger Datenbasen und Simulationsmodelle erforderlich, um den Aufwand in diesen Prozessen zu minimieren und Fehler zu vermeiden. Bei der Ent-

21
wicklung ist sicherzustellen, dass auch eine Nutzung in der eingeschwungenen Be-triebsphase gewährleistet ist.
Neben der Schaffung einer virtuellen Testumgebung bzw. der Implementierung eines Frühwarnsystems wird durch eine Rekursion der Daten zwischen Modellen und Reali-tät eine deutliche Qualitätssteigerung im Hochlauf erwartet. Des Weiteren können im Kontext der frühzeitigen Simulation auch die Möglichkeiten von Mitarbeiter-Schulungskonzepten genutzt werden sowie eine umfassende und durchgängige Do-kumentation erfolgen (z.B. Produkt-Daten-Management-Funktionalität in der Anlauf-phase).
3.1.2 Branchenspezifika im Handlungsfeld 1 Im Kontext der besonders kurzen Lebenszyklen der Produkte der Elektrotechnikindust-rie wird in dieser Branche der termin- und zielgerechten Projektabwicklung schon an den einzelnen Meilensteinphasen der Entwicklung besonderes Augenmerk geschenkt. Frühzeitige Sicherstellung der Produkt- und Prozessreife sowie Prognose- und Früh-warnsysteme sind die bestimmenden Schlagworte in Bezug auf die Planung und Kon-trolle. Implizit kann dieser Bedarf nach Expertenmeinung nur dann erfüllt werden, wenn Auswirkungen auf den Anlauf in vorgelagerten Prozessen stärker als bisher berück-sichtigt werden.
Projekte in der Automobilindustrie werden immer komplexer; die Softwareanteile stei-gen deutlich. Insbesondere aufgrund gestiegener Anforderungen der OEM an seine Zulieferer schließen sich kleine und mittelgroße, meist spezialisierte Unternehmen un-ter Einbeziehung von Dienstleistern, zu Kooperationen zusammen (vgl. Kapitel 3.4). Als Partner können kleine Zulieferer wettbewerbsfähiger gegenüber den „Grossen“ am Markt agieren. Voraussetzung für eine erfolgreiche Kooperation ist die Fähigkeit zur Koordination der unternehmensübergreifenden Produktentwicklung und Produktions-vorbereitung von komplexen Produkten. Ein unternehmens- und funktionsübergreifen-der Ansatz zur Planung und Kontrolle zur Offenlegung, Gestaltung und Beherrschung von produkt- und prozessseitigen Schnittstellen ist daher ebenso erforderlich wie eine adäquate Projektgestaltung.
Die spezifische Problematik der Produktionsmittelausrüster aus dem Maschinen- und Anlagenbau resultiert vor allem aus der hohen Abhängigkeit korrekter und zeitaktueller Produktdaten zur Gestaltung und Konfiguration des erforderlichen Produktionssystems. Dies gilt insbesondere für den Fall des kundenseitigen Serienanlaufes. Neben den zu realisierenden Stückzahlen innerhalb einer Planungsperiode sind hier Produktdesign-daten bzw. Konstruktionsdaten etc. zu nennen.
3.2 Anlaufrobuste Produktionssysteme Das Produktionssystem ist das Instrument zur Herstellung der geplanten Produkte. Es umfasst gemäß der Definition aus Kapitel 2.1.1 die Subsysteme Fertigung, Montage und Logistik. Während des Anlaufes wird das Produktionssystem zum ersten Mal ganzheitlich beansprucht, vorgeschaltete Tests beschränken sich in der Regel auf die Überprüfung der Funktionsfähigkeit einzelner Teilsysteme. Die besondere Schwierig-keit während der Anlaufphase besteht in Bezug auf den Betrieb des Produktionssys-tems darin, dass noch keine Serienbedingungen vorherrschen. Zur Verfügung stehen-de Rohteile entsprechen häufig noch nicht den gestellten Anforderungen. Zum Teil stammen Zulieferteile noch aus Vorserienwerkzeugen, haben noch Prototypencharak-ter oder sie entsprechen einem veralteten „Entwicklungsstand“. Eine frühzeitige Si-cherstellung der Prozessfähigkeit des Produktionssystems wird dadurch deutlich ein-

22
geschränkt. Möglichkeiten einer Beschleunigung des Ramp-Up bzw. dem früheren Erreichen der geplanten Kammlinie hängen offensichtlich direkt mit dem Produktions-system zusammen.
Des Weiteren können Risikotechnologien derzeit nicht ausreichend identifiziert und abgeschätzt werden. Auch die Mitarbeiterqualifikation und eine Erfahrungs-dokumentation für zukünftige Ramp-Up-Phasen bildet ebenso ein zentrales Problem wie ein bedarfsgerechtes Anlaufmanagement. Seitens der OEM, Zulieferer und Anla-genbetreiber wurde die erschwerte Qualifizierung der Mitarbeiter in Bezug auf den Se-rienanlauf und ein mangelndes Wissensmanagement angeführt. Schulungen des Betreiber-Personals und der Instandhalter werden heute bereits mit Techniken der vir-tuellen Realität unterstützt (hybride Modelle – Kombination virtueller und realer Teilsys-teme). Ein effektives Wissensmanagement mit dem Fokus auf das Produktionssystem besteht jedoch nur unzureichend. Im Kontext der Mitarbeiter-qualifizierung und des Wissensmanagements sei an dieser Stelle auf das Kapitel 3.5 verwiesen.
Neben der Unsicherheit in Bezug auf das Produktdesign bestehen vermehrt Unsicher-heiten in der Abschätzung der Produktionsmenge und deren Prognose bzw. Weiterga-be im Produktionsnetzwerk (vgl. Kapitel 3.4).
3.2.1 Forschungsbedarf im Handlungsfeld 2 Idealerweise sollte ein solches „anlaufrobustes Produktionssystem“ sowohl auf ein ge-wisses Maß an späten Produktänderungen als auch auf Volumenschwankungen agil reagieren können. Komplexitätstreiber sind in diesem Kontext unter anderem der Rei-fegrad neuer Technologien und die parallelen Entwicklungen zugehöriger Steuerungs-software.
Ferner wurde im Rahmen der Untersuchung festgestellt, dass Werkzeuge zur Progno-se der Stückzahlen und Endqualität fehlen. Weiterhin werden Verfahren zur Ermittlung von Prozessreifegraden dringend benötigt. Die Entwicklung von Software Werkzeugen zur durchgängigen virtuellen Projektierung, Montage und Inbetriebnahme für ein durchgängiges Anlaufmanagement wurde als Bedarf identifiziert.
Im Zuge drastisch verkürzter Lebenszyklen können sich Konzepte der Systemgestal-tung immer weniger an den Bedarfen eines einzelnen Produktes orientieren und eine lebenszyklusorientierte Gestaltung des Produktionssystems selbst rückt in den Fokus der Betrachtung. Für die produzierenden Bereiche der Unternehmen ergibt sich im Hinblick auf den Anlauf neuer Produkte stets die Frage, inwieweit bestehende Produk-tionsanlagen und Produktionskonzepte auch zukünftig nutzbar sind. Im technologi-schen Umfeld führen Fortschritte sowohl bei Produkt- und Prozesstechnologien als auch bei Informations- und Kommunikationstechnologien zu drastisch verkürzten Inno-vationszyklen. Produktionssysteme müssen daher volumen-, und technologieflexibel sein (vgl. auch Kapitel 3.2.2). In diesem Zusammenhang bedeutet Technologie-flexibilität, die Integration innovativer Technologien sicherzustellen, Volumenflexibilität bedeutet auf Stückzahlschwankungen zu reagieren und Variantenflexibilität bedeutet mehre Varianten auf einer Linie fertigen zu können. Zentrale Einflussfaktoren ergeben sich z.B. bei Strategien zur Gestaltung von Multi-Funktionslinien aus den Rüst- bzw. Verfügbarkeitszeiten (vgl. Abbildung 8).
Aufgrund der Unsicherheit der Parameter und Einflussfaktoren auf das Produktionssys-tem können aktuell nur unzureichend Reaktionsstrategien auf Störungen und techni-sche Probleme im Vorfeld des Serienanlaufes entwickelt werden. Die Entwicklung ei-nes standardisierten und anlaufgerechten Risiko- und Störungsmanagements wurde

23
mehrfach betont. Unterstützt werden kann ein frühzeitiges Risiko- und Störungsmana-gement z.B. durch Simulation. Neben einer Testumgebung für Steuerungen der Pro-duktionsanlage kann eine modellierte Fabrikumgebung zudem zur Beurteilung der Pro-zesssicherheit im Kontext umfangreicher Änderungen verwendet werden. Des Weite-ren kann bei konsequenter Nutzung von EDV-unterstützten Methoden ein Aufbau von „elektronischen Katalogen“ zur Verwendung von Standardkomponenten mit hohem Prozessreifegrad vorangetrieben werden.
Den Aufbau einer anwendergerechten Wissensdokumentation bzw. eines Wissensma-nagements (wirtschaftlich, baustellentauglich, nutzerspezifisch) gilt es zu entwickeln. Weiterhin wurde der Bedarf nach qualifizierten Anlaufmanagern deutlich. D.h. der Auf-bau des Berufsbildes Anlaufmanager und/oder von interdisziplinären und interkulturel-len Anlauf-Teams mit entsprechender Qualifikation ist zu definieren. Hier sind insb. die erforderlichen direkten und indirekten Schlüsselqualifikationen zu berücksichtigen (sog. „Soft skills“, vgl. Kapitel 3.5).
Produktionslebenszyklus
?
?
maxmin
min
max
Stückzahl
Stückzahlflexibilität VariantenflexibilitätProduktions-volumen
Produkt AProdukt B
Standort-flexibilität
Wandlungsfähigkeit
Produktionssystem
Abbildung 8: Spannungsfeld „anlaufrobuste Produktionssysteme“
3.2.2 Branchenspezifika im Handlungsfeld 2 Wie oben schon ausführlich erläutert (vgl. Kapitel 3.1.2) sind die Produktlebenszyklen in der Elektrotechnikbranche extrem kurz, so dass hier besonderer Wert auf agile und wandlungsfähige Produktionsmittel gelegt wird. Die Anlagen müssen innerhalb kürzes-ter Zeit auf eine neue Produktlinie umgerüstet werden können und gleichzeitig eine angemessene Prozesssicherheit sicherstellen.
Automobilwerke werden zunehmend nach Agilitätskriterien ausgelegt. Nach Experten-meinung müssen Produktionsanlagen von morgen vor allem in der Lage sein, sich ständig wechselnden Bedürfnissen schnell anzupassen. Im Rahmen der Untersuchung wurde in Bezug auf das Produktionssystem (Fertigung, Montage und Logistik) vor al-lem eine notwendige Flexibilität in Bezug auf die Varianten, die Volumen und den zu

24
integrierenden Technologien betont. Aufgrund der zueinander verschobenen Lebens-zyklen einzelner Modelle sind zunehmend nicht nur einzelne Werke auf schwankende Stückzahlen flexibel auszulegen, sondern Strategien zur Gewährleistung der notwen-digen Flexibilität auch über Unternehmensgrenzen eines Herstellers hinweg zu entwi-ckeln. Wandlungsfähigkeit wird somit zum zentralen Faktor der Produktionssystemges-taltung.
Auf Wunsch der Kunden fällt dem Maschinen- und Anlagenbau als Hersteller und An-bieter von Produktionsanlagen vermehrt die Rolle zu, auch als Dienstleister aufzutre-ten. Betreibermodelle und alternative Schulungskonzepte sind in diesem Zusammen-hang als Stichwörter zu nennen, die insbesondere für kmU Zukunftschancen bieten.
3.3 Änderungsmanagement Sind die ersten seriennahen Prototypen eines Produktes fertig gestellt, ergeben sich häufig noch ungeplante Änderungen an einzelnen Komponenten. Mögliche Gründe hierfür sind Qualitätsprobleme oder Fehler in der vorangegangenen Planung, die erst im Zusammenspiel aller Komponenten zum Tragen kommen. Diese Änderungen gilt es während des Anlaufes zu planen, umzusetzen und zu kommunizieren.
Im Rahmen der Untersuchung sind die späten Änderungen am Produkt oder an des-sen Komponenten kurz vor oder sogar während der Anlaufphase als ein wesentlicher Störeinfluss identifiziertiert worden. Zahlreiche konstruktive Abhängigkeiten zwischen den Produktkomponenten führen dazu, dass eine Änderung an einer Komponente häu-fig die Anpassung anderer Komponenten bedingt, z.B. weil sich Einbauräume oder Fügegeometrien geändert haben. Weiterhin erfordern die Änderungen am Produkt häufig eine Anpassung der Betriebsmittel, etwa eine geänderte Gussform in einer Spritzgussmaschine oder ein angepasstes CNC-Programm in einem Bearbeitungs-zentrum. Der zunehmende Anteil mechatronischer Komponenten bewirkt, dass die Produkte vermehrt Software enthalten, die ebenfalls häufigen Versionswechseln unter-liegt.
Diese Änderungen führen im Anlauf zu einem steigendem Zeitdruck, vermehrtem Personalaufwand in den planerischen Abteilungen und zu zusätzlichen Kosten, z.B. für die Herstellung neuer Werkzeuge. Bei sicherheitskritischen Bauteilen sind zusätzlich Freigabeprozesse erneut zu durchlaufen. Da diese bei Dauertests sehr langwierig sein können, ist es teilweise nicht mehr möglich, diese bis zum Produktionsstart abzu-schließen, so dass vorläufige Freigaben benötigt werden.
Besonders problematisch ist die Kommunikation und Dokumentation der Änderungen. Wenn eine Änderung Auswirkungen in mehreren Produktebenen hat, ist häufig eine Vielzahl von Personen zu informieren. Dies erfolgt über Abteilungs- oder Unterneh-mensgrenzen hinweg oft verspätet oder mit Informationsverlusten. Häufig werden ge-rade Informationen und Daten, die noch nicht vollständig abgesichert sind, verspätet weitergegeben, um sich gegenüber den Vertragspartnern nicht zu früh festzulegen.
Gerade die späte Kommunikation oder das sehr späte Auftreten der Änderungen führt zu einem enormen Zeitdruck in jenen Unternehmen oder Abteilungen, die als Konse-quenz ihre Produkte oder Produktionssysteme anpassen müssen. Resultat dieses Zeitdrucks sind Terminverzüge und auch das Auftreten von Fehlern. Dieser Zeitdruck hat seine Ursache auch in den grundsätzlich verkürzten Entwicklungszeiten, wodurch die Möglichkeiten zur Fehlerbeseitigung von vorneherein stark reduziert werden. Ein weiteres Problem ist die mangelnde Kenntnis über die Konsequenzen einer Änderung. Es ist nicht immer genau bekannt, bei welchen übrigen Komponenten Folgeänderun-
25
gen nötig werden und wie aufwendig diese sind. Dies erschwert zum einen die Planung der Informationsweitergabe, zum anderen ist eine Bewertung der Änderung und damit eine Entscheidungsbasis ob und wie diese durchgeführt werden soll, schlecht möglich.
3.3.1 Forschungsbedarf im Handlungsfeld 3 Um die hier beschriebenen Probleme durch Produktänderungen während der Anlauf-phase abzumildern, kann ein Ziel zukünftiger Forschungsaktivitäten die Erstellung ei-nes ganzheitlichen, unternehmensübergreifenden und anlauforientierten Änderungs-managements sein. Gemmerich bestätigt in [Gemm95] den Einfluss und betriebswirt-schaftliche Bedeutung von technischen Produktänderungen, insbesondere wird die Höhe der Änderungskosten von Produkten erheblich vom Erfolgsfaktor Zeit beeinflusst. Auch die in der vorliegenden Untersuchung befragten Unternehmen forderten ein durchgängiges „Produkt-Versions-management“, das sowohl die Anlaufphase als auch die vor- und nachgelagerten Planungsphasen durchgehend begleiten soll. So bestimmt es maßgeblich den Aufwand und die Dauer des eigentlichen Anlaufes, was sich direkt auf die Kosten und Termintreue auswirkt. Eine Verbesserung der Prozesse im Ände-rungsablauf wirkt so unmittelbar auf das gesamte Zielfeld und führt zu einem deutlich effizienteren Anlauf.
Ein weiteres wichtiges Forschungsthema ist die Entwicklung einer Methode zur Verfol-gung und Bewertung der Konsequenzen einer Bauteiländerung für andere Bauteile und Betriebsmittel. Dies vereinfacht die Planung der Informationsweitergabe und die Be-wertung der Änderung. Außerdem ergibt sich daraus die Möglichkeit, Produkt- und Softwarestrukturen zu entwerfen, die die Einflüsse von Änderungen an einer Kompo-nente auf andere Komponenten oder die Betriebsmittel begrenzen. Möglich ist z.B. eine änderungsorientierte Standardisierung und Modularisierung von Einzelteilen und Komponenten.
Das Problem der wiederholten Freigabeprozesse kann ebenfalls durch eine angepass-te Restrukturierung der Produkte vermindert werden. Die kritischen Freigabeprozesse müssen identifiziert und dann auf die Komponentenebene verlagert werden. So ist im Idealfall nur das geänderte Bauteil oder die überarbeitete Software erneut freizugeben, nicht jedoch das gesamte System. Hier besteht ebenfalls dringender Forschungsbe-darf.
Weiterhin könnte die Kenntnis der Änderungskonsequenzen zu einer Definition von Mindestreifegraden für Bauteile führen und so zur Vermeidung von Produktänderungen und damit zu einem verringerten Aufwand bei allen Beteiligten beitragen. Hierzu sind zunächst Kenngrößen und Messmethoden für die Produktreife zu entwickeln.
3.3.2 Branchenspezifika im Handlungsfeld 3 Die Branche Elektrotechnikindustrie betonte die besondere Bedeutung eines verbes-serten Änderungsmanagements im Ramp-Up. Hierbei wurde explizit auf die zahlrei-chen Änderungen und die meist späte Fertigstellung der Softwarekomponenten ver-wiesen. Mechatronische Bauelemente sind durch ein komplexes Zusammenspiel zwi-schen Software und Mechanik gekennzeichnet. Die wechselseitige Beeinflussung von Mechanik und Software erfordert komplexe und zeitintensive Testverfahren. Bei si-cherheitskritischen Bauteilen stellen die Änderungen ein besonders schwerwiegendes Problem dar, da jede Änderung zu einem erneuten, oft langwierigen Qualifizierungs-prozess (Freigabe durch den Kunden) führt. Hierfür sollen im Rahmen der Forschungs-tätigkeiten Lösungsansätze, z.B. in Form einer „modularen Qualifizierung“, aufgezeigt werden. Ein weiteres wesentliches Problem der Qualitätssicherung im Anlauf ist die

26
Tatsache, dass viele Fehler der elektronischen Komponenten erst im Zusammenspiel des gesamten Systems, z.B. der Bordelektronik eines Automobils, erkennbar werden.
Auch die Vertreter der Automobilindustrie haben auf die häufig sehr späte Fertig-stellung und Integration der Software sowie auf deren teilweise niedrigen Reifegrad hingewiesen. Da die Software- sowie Mechatronik-Umfänge im Automobil deutlich stei-gen, werden hier innovative Strategien und Methoden benötigt. Weiterhin werden Strategien für die Testbarkeit vernetzter, interagierender und mechatronischer Kompo-nenten sowie selbstprüfende Systeme oder angepasste Freigabestaffelungen gefor-dert.
Die Branche des Maschinen- und Anlagenbaus sieht Potenziale in einer abgestimmten Simulation der Werkstücke, der Werkzeuge und der eigentlichen Bearbeitungs-prozesse. Ziel ist, sowohl die Maschine früher und genauer durch Simulation zu über-prüfen, als auch die Bewertung der Änderungskonsequenzen zu unterstützen.
3.4 Kooperations- und Referenzmodelle für den Anlauf Im Anlauf von komplexen Produktionssystemen treffen viele beteiligte Personen, Or-ganisationseinheiten und Unternehmen mit ihren jeweiligen Kompetenzen und Interes-sen zusammen. So wirken hier erstmalig Entwickler, Instandhalter, Anlagenlieferanten und alle Zulieferer gleichzeitig auf den Anlaufprozess ein. Wesentliche Einflüsse auf die Erreichung der gewünschten Anlaufziele ergeben sich daher aus der Vernetzung der Strukturen, der im Anlauf beteiligten Unternehmen und Organisationseinheiten über die gesamte Wertschöpfungskette hinweg. Um eine verbesserte horizontale und vertikale Zulieferintegration und –koordination auf der Basis einer „gelebten Partner-schaft“ aufzubauen, bedarf es neu zu schaffender Kooperations- und Referenzmodelle, die einerseits den Informationsfluss im gesamten Netz abbilden, andererseits die rele-vanten Daten und Prozesse übergreifend transparent machen, und somit eine verbes-serte Synchronisation der Anlaufaktivitäten erzielen. Fehlerquellen, Änderungs-aufwände, Kosten und Zeitbedarfe von Anläufen könnten dadurch erheblich gesenkt werden.
Seitens der OEM und der Zulieferer wird die späte und unzureichende Einbindung der beteiligten Partner in den Anlaufprozess kritisiert. Zu späte Auftragsvergabe, ungenaue Vorgaben zu den Stückzahlen und Terminen, sowie häufige und kurzfristige Änderun-gen am Produkt (s. Kapitel 3.3) bestimmen die Aktivitäten im Anlauf. Durch fehlende horizontale Kooperation der Zulieferer und die steigende Anzahl der Lieferanten in den einzelnen Modulen bzw. Segmenten ergibt sich verstärkt eine Vielzahl unkoordinierter Schnittstellen im Liefernetzwerk. Eine gemeinsame Informationsstrategie und –politik innerhalb dieser mehrstufigen horizontalen und vertikalen Netzwerkstruktur ist nicht vorhanden. Der hierdurch bedingte hohe Koordinationsaufwand führt in Verbindung mit den Problemen, die sich z.B. aus dem Einsatz neuer, unerprobter Verfahren und Tech-nologien (s. Kapitel 3.2) ergeben, zu Zeitverlust, Terminabweichungen und einer ver-ringerten Ausbringungsmenge. Von den Experten wurde mehrfach die fehlende Infor-mations-Konsistenz betont. Gerade in den Produkt- oder Prozessänderungen induzier-ten Abläufen, wird eine Vermeidung mehrfacher Informationswege und wechselnder Ansprechpartner sowie eine gesicherte und standardisierte Dokumentation über die Änderungen angemahnt (s. Kap. 3.3).
Die selbst im Anlauf befindlichen Zulieferer, und hier besonders die kmU, sehen sich aufgrund ihrer eigenen Anlaufprobleme oftmals außerstande, die angekündigten Stückzahlenlieferungen einzuhalten. In letzter Konsequenz ergeben sich daraus wie-
27
derum verlängerte Anlaufprozesse und –zeiten. Die ganze Komplexität in den Struktu-ren und Abläufen des Anlaufes wird unterstrichen durch differierende Beschaffungsme-thoden im Ramp-Up beim Übergang zur „normalen“ Serienproduktion, mangelnder Simultaneous-Engineering-Befähigung im Produktions- und Zuliefernetzwerk und der dem Globalisierungstrend folgenden Verlagerung der Produktionsmittel ins Ausland. Aber nicht nur diese länderübergreifenden Anlaufaktivitäten lassen sich schwer koordi-nieren, auch das Fehlen abgestimmter Anlaufprozesse zwischen den Werken eines Unternehmens, hervorgerufen durch fehlende Standards, unterschiedliche Werkstruk-turen und unterschiedliche, individuelle Projektorganisationen, differierende, spezifi-sche Ablaufanweisungen und verschiedene persönliche Interessen der Mitarbeiter (vgl. Kap. 3.1 und 3.5), stellen Barrieren für einen verkürzten und beherrschten Anlauf dar.
Ist erst einmal ein Problem aufgetreten, steht die Suche nach dem Schuldigen bzw. die Schuldzuweisung oftmals im Vordergrund. Notwendige Aktivitäten zur Lösung des Problems unterbleiben oder werden verschleppt. Dies resultiert aus den persönlichen Motiven der beteiligten Personen, der vertraglichen Kostenzuweisungen und dem aus-geprägten Budgetdenken der Abteilungen und Unternehmen.
3.4.1 Forschungsbedarf im Handlungsfeld 4 Die Komplexität oben genannter Probleme ist nur durch ganzheitliche Ansätze zu lö-sen, kleine begrenzte Sublösungen führen in so unüberschaubaren Ursache-Wirkungszusammenhängen kaum zu den avisierten Zielen (vgl. Abbildung 9). Bereits heute übernehmen Zulieferer vermehrt Entwicklungs-, Planungs- und Wertschöpfungs-aufgaben auch für konkurrierende OEM. Als Erfolgsfaktor eines funktionierenden Netzwerkes ist vor allem die bedarfsgerechte Gestaltung der Schnittstellen zu sehen. Der Begriff Schnittstelle ist in diesem Zusammenhang als technisches Strukturierungs-kriterium zu verstehen, nach dem einzelne Objektbereiche abgegrenzt und dezentral im kooperativen Verbund bearbeitetet werden können. Die Frage nach der richtigen Schnittstelle ist im Kern also die Frage der richtigen Strategie einer Modularisierung des Gesamtproduktes in weitgehend autonome Teilkomplexe. Neben der technischen und soziologischen Gestaltung der Schnittstellen zwischen den Organisationseinheiten und standardisierten Abläufen im gesamten Netzwerk müssen Mechanismen einge-führt werden, die einen geregelten, am Nutzen aller Beteiligten ausgerichteten Daten- und Informationsaustausch berücksichtigen.
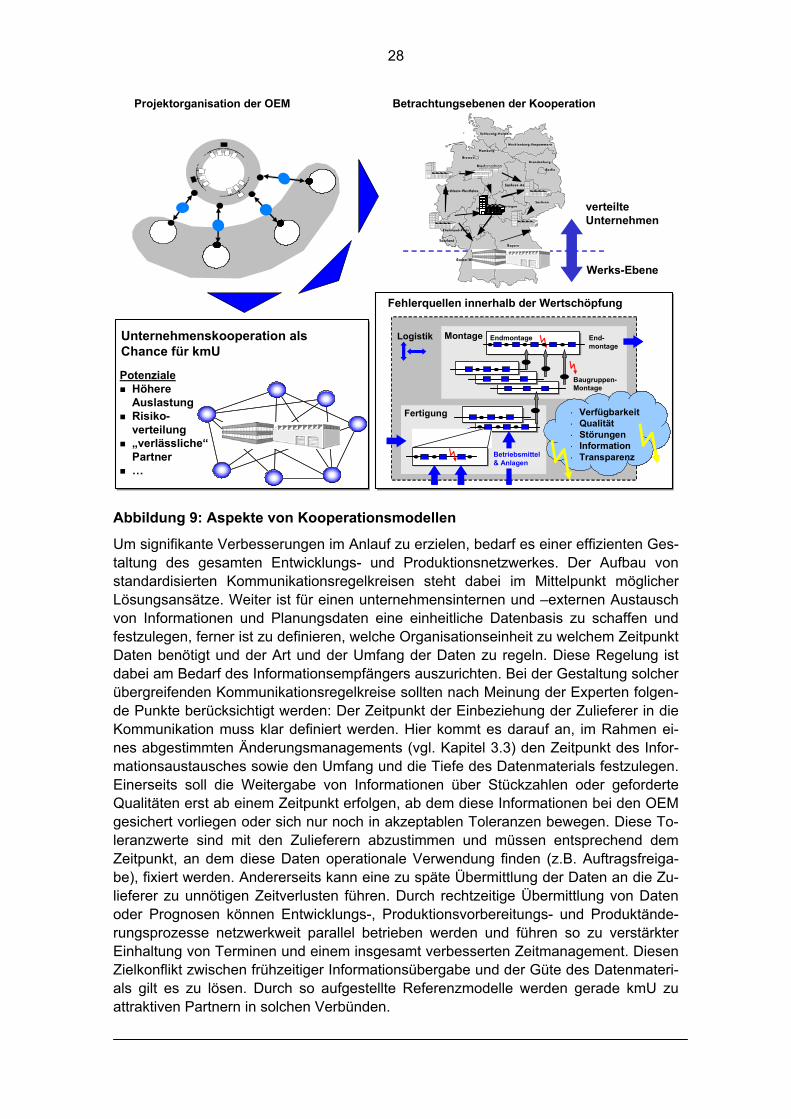
28
Projektorganisation der OEM
Werks-Ebene
verteilteUnternehmen
Unternehmenskooperation als Chance für kmU
Betrachtungsebenen der Kooperation
Fehlerquellen innerhalb der Wertschöpfung
PotenzialeHöhere AuslastungRisiko-verteilung„verlässliche“ Partner…
Logistik
Fertigung
Montage Endmontage
Baugruppen-Montage
End-montage
Betriebsmittel & Anlagen
VerfügbarkeitQualitätStörungenInformationTransparenz
Logistik
Fertigung
Montage Endmontage
Baugruppen-Montage
End-montage
Betriebsmittel & Anlagen
VerfügbarkeitQualitätStörungenInformationTransparenz
Abbildung 9: Aspekte von Kooperationsmodellen
Um signifikante Verbesserungen im Anlauf zu erzielen, bedarf es einer effizienten Ges-taltung des gesamten Entwicklungs- und Produktionsnetzwerkes. Der Aufbau von standardisierten Kommunikationsregelkreisen steht dabei im Mittelpunkt möglicher Lösungsansätze. Weiter ist für einen unternehmensinternen und –externen Austausch von Informationen und Planungsdaten eine einheitliche Datenbasis zu schaffen und festzulegen, ferner ist zu definieren, welche Organisationseinheit zu welchem Zeitpunkt Daten benötigt und der Art und der Umfang der Daten zu regeln. Diese Regelung ist dabei am Bedarf des Informationsempfängers auszurichten. Bei der Gestaltung solcher übergreifenden Kommunikationsregelkreise sollten nach Meinung der Experten folgen-de Punkte berücksichtigt werden: Der Zeitpunkt der Einbeziehung der Zulieferer in die Kommunikation muss klar definiert werden. Hier kommt es darauf an, im Rahmen ei-nes abgestimmten Änderungsmanagements (vgl. Kapitel 3.3) den Zeitpunkt des Infor-mationsaustausches sowie den Umfang und die Tiefe des Datenmaterials festzulegen. Einerseits soll die Weitergabe von Informationen über Stückzahlen oder geforderte Qualitäten erst ab einem Zeitpunkt erfolgen, ab dem diese Informationen bei den OEM gesichert vorliegen oder sich nur noch in akzeptablen Toleranzen bewegen. Diese To-leranzwerte sind mit den Zulieferern abzustimmen und müssen entsprechend dem Zeitpunkt, an dem diese Daten operationale Verwendung finden (z.B. Auftragsfreiga-be), fixiert werden. Andererseits kann eine zu späte Übermittlung der Daten an die Zu-lieferer zu unnötigen Zeitverlusten führen. Durch rechtzeitige Übermittlung von Daten oder Prognosen können Entwicklungs-, Produktionsvorbereitungs- und Produktände-rungsprozesse netzwerkweit parallel betrieben werden und führen so zu verstärkter Einhaltung von Terminen und einem insgesamt verbesserten Zeitmanagement. Diesen Zielkonflikt zwischen frühzeitiger Informationsübergabe und der Güte des Datenmateri-als gilt es zu lösen. Durch so aufgestellte Referenzmodelle werden gerade kmU zu attraktiven Partnern in solchen Verbünden.

29
Neben der Frage nach einer richtigen Strategie zur Abgrenzung autonomer Objektbe-reiche ist bei der notwendigen Gestaltung eines effizienten Entwicklungs- und Produk-tionsnetzwerkes die Frage zu stellen, welche Kompetenzträger in das Netzwerk einzu-binden sind. Die aus einer Technologie orientierten Sicht vorzunehmende Modularisie-rung von Produkt und Produktion kann dabei als Gestaltungsgrundlage für den Aufbau von Produktionsnetzwerken genutzt werden. D.h. Leistungen einzelner Standorte oder Unternehmen müssen schnell und flexibel mit vorhandenen oder zu entwickelnden Produktionsnetzwerken verknüpft werden. Diese Verknüpfung kann dabei auch nur von temporärer Natur sein. Gerade im Hinblick auf den Übergang von der Entwicklung zur Produktion ist die Frage nach den verantwortlichen Projektbeteiligten innerhalb des Netzwerkes neu zu stellen. Grundvoraussetzung einer dezentralen Arbeitsabwicklung an verteilten Modulen eines Gesamtsystems oder gemeinsamen Entwicklung oder Produktion eines gemeinsamen Moduls innerhalb eines Netzwerkes ist es, die Koordi-nation und Kooperation der Partner sicherzustellen. Bevor die Frage beantwortet wer-den kann, inwieweit oder mit welchen Kommunikationshilfsmitteln eine solche Abstim-mung erfolgen kann, ist es erforderlich, notwendige Kriterien zu definieren.
Die Bildung von einheitlichen unternehmensübergreifenden Geschäftsprozessen in-nerhalb dieser Kommunikationsregelkreise stellt laut Expertenmeinung eine weitere wesentliche Forderung zur Verbesserung des Anlaufmanagements dar (vgl. Kapi-tel 3.1). Gerade bei der Implementierung sog. weicher Informationen sollte dabei eine detaillierte Kosten-Nutzen-Betrachtung erfolgen. Die Verbesserung der vertragsrele-vanten Kommunikation muss in einem Gesamtkonzept ebenfalls Berücksichtigung fin-den.
Ein weiterer zentraler Faktor in Bezug auf die Zusammenarbeit in Netzwerkstrukturen ist die bedarfsgerechte Kostenplanung und Kostenverfolgung im Netz. Die aus der Ko-operation resultierende Entwicklung und Produktion ermöglicht die Erschließung einer Vielzahl von wirtschaftlichen Potenzialen, wie der Bündelung von Kompetenzen und einer produktprogrammübergreifenden, investitionsarmen Ressourcennutzung. Eine Kostenplanung muss daher nicht mehr rein auf Basis der produkt- und komponenten-orientierten Gliederung der Verteilobjekte oder prozess- oder technologieorientiert, sondern in einem unternehmensspezifisch optimierten „Mix“ erfolgen. Auch die Frage, auf welche Art zunehmend von den OEM geforderte Betreibermodelle durch die Zulie-ferer kostenneutral verrechnet werden können, ist in diesem Kontext zu klären.
Alle zuvor genannten Aspekte dienen dazu, eine Synchronisation der Anlaufaktivitäten auf Basis standardisierter Daten und Geschäftsprozesse über das gesamte Netzwerk aus OEM und Zulieferern zu erzielen. Dazu bedarf es klar definierter Verantwortlichkei-ten, eingespielter Beziehungen zwischen den Beteiligten und einer standardisierten Vorgehensweise beim Auftreten von Konflikten und Problemen (s. auch Kapitel 3.4). Bei der beschriebenen Komplexität im Netzwerk kooperierender Unternehmen stellt sich die Frage nach einer adäquaten methodischen Unterstützung. Als Lösungsansät-ze wurden hier die Gründung von spezifischen Ramp-Up Einheiten, der Integration von Ramp-Up Dienstleistern und die zentrale Einbeziehung von Beschaffungsaktivitäten im Netzwerk genannt. In Zukunft können sich kleine und mittelständische Ingenieurbüros, Beratungsunternehmen oder Softwarehäuser, analog zu den Betreibermodellen, ein neues Geschäftsfeld eröffnen.

30
3.4.2 Branchenspezifika im Handlungsfeld 4 Seitens der Elektrotechnikindustrie wurde die mangelnde Verfügbarkeit und Qualität der Zulieferteile betont. Die Bestimmung des optimalen Zeitpunktes der Einbeziehung der Zulieferer in den Entwicklungs- und Änderungsprozess bietet als Lösung zum ei-nen den standardisierten Datenaustausch zum richtigen Zeitpunkt, zum anderen auch die relevanten Informationen für alle in diesem Prozess involvierten Unternehmen und Organisationseinheiten. Hier ergibt sich ein untrennbarer Zusammenhang mit den im Kapitel 3.3 dargestellten Lösungsansätzen. Als ein wesentliches Merkmal des Anlaufes elektronischer Produkte wurden die unterschiedliche Komplexität einzelner Anläufe, verbunden mit einer hohen Frequenz der Anläufe und die Inkonsistenz der Lebens-zyklen der einzelnen Bauteile, Baugruppen und Maschinen genannt.
Für die Automobilindustrie stellt der Übergang von der Prototypen- auf die Serienferti-gung ein besonderes Problem dar. Die hieraus resultierenden Probleme wirken un-mittelbar auf die vorgelagerten Wertschöpfungsstufen ein und betreffen so die Zu-lieferer in der Kette. Die Schaffung einer netzwerkweiten Transparenz über Änder-ungen am Produktdesign, Stückzahlen und Qualitäten sowie zu erwartende Probleme durch unzureichende Prozessreifegrade bei der Integration der Prozesse, kann un-nötige und wiederkehrende Aktivitäten verhindern und der gesamten Wertschöpfungs-kette zu einer beherrschten und synchronen Phase des Hochlaufs verhelfen. Hierzu bedarf es ebenfalls der Integration der dem Anlauf vorgelagerten Prozesse, wie z.B. der Entwicklung. Sowohl der Absatz- als auch der Beschaffungsmarkt sind besonders aus Sicht der Automobilhersteller heute zunehmend global verteilt. Eine Konsequenz der Globalisierung ist eine hohe Komplexität bei der Aufgabe der Produktionsplanung vor allem in der Anlaufphase eines Serienproduktes. Dabei können, vor allem aufgrund der hohen Quote an modellübergreifenden Bauteilen (vgl. Kapitel 3.1.1) weder einzelne Produktionsstandorte eines OEM noch die Zulieferwerke isoliert betrachtet werden. Der Koordination verschiedener Werke mit stark ausgeprägten Abhängigkeiten kommt ent-scheidende Bedeutung zu. Nach Expertenmeinung aus der Automobilindustrie sind bei einem aktuellen Produktionsanlauf eines Automobils bis zu ca. 800 parallele Anläufe in eigenen und Zulieferwerken zu koordinieren.
Typische Probleme und Barrieren für einen beherrschten Anlauf im Maschinen- und Anlagenbau resultieren aus der Phase der Installation großer Anlagen und Systeme. Hier wurden vor allem die Gefahr von Lieferantenverzug oder –ausfall, die Verfügbar-keit von Bauteilen und Material auf der Baustelle und die unzureichende Einbindung der Zulieferer der Anlagenbauer in den Installationsprozess genannt. Ein entsprechen-des Synchronisationsinstrument des Anlaufnetzwerkes muss hier branchenspezifisch um die genannten Punkte erweitert werden. Ein weiterer Aspekt ergibt sich aus dem Trend, dass der Anlagenbauer zukünftig verstärkt seine Planungsaktivitäten ausdeh-nen und über die eigentliche Anlage heraus, erweitern wird. Hier sind geeignete „glä-serne“ Planungs- und Installations-Cockpits im gesamten Netzwerk zu installieren.
31
3.5 Wissensmanagement und Qualifikation des Ramp-Up Personals Die an den Anlaufprozessen beteiligten Mitarbeiter haben entscheidenden Einfluss auf den Ablauf und den Erfolg des Anlauf-Projektes. Sie wirken sowohl als Planer, Steue-rer als auch als Benutzer. Zur anforderungsgerechten Zielerfüllung bergen hierbei ins-besondere die Mitarbeiterqualifikation und -motivation sowie die bereits in anderen Projekten gesammelten Erfahrungen, ein besonders großes Potenzial für einen ver-besserten Anlauf.
Besonders die direkte Kommunikation sowie die Wissenserfassung, -visualisierung und Wissensweitergabe zwischen den Beteiligten stellt einen entscheidenden Aspekt dar. Denn bei einer Projektkonstellation wie dem Anlauf, in der Mitarbeiter aus verschie-densten Bereichen, Fachdisziplinen und Unternehmen für die gemeinsame Lösung einer Aufgabe zusammenkommen, ist ein zielgerichteter und effizienter Wissens- und Erfahrungsaustausch von entscheidender Bedeutung.
Im Rahmen der durchgeführten Untersuchung wurden in den Expertenrunden aus In-dustrie und Wissenschaft vielfältige Problemfelder im Themenkomplex Wissensmana-gement und Qualifikation benannt. Dabei konnten den benannten Problemfelder den folgenden vier Gruppen zugeordnet werden:
Die erste Gruppe umfasst alle Probleme, die sich auf die fehlende bereichs- und unter-nehmensübergreifende Lösungskompetenz beziehen. Das Projektteam im Anlaufpro-zess und den vor- und nachgelagerten Prozessen setzt sich aus einer Vielzahl von Personen aus unterschiedlichen Abteilungen und Bereichen des Unternehmens zu-sammen. Hinzu kommen die Mitarbeiter anderer Unternehmen, wie Zulieferer, Ausrüs-ter und externe Planer bzw. Berater. Obwohl die beteiligten Personen in einem kom-plexen Netzwerk eng zusammenarbeiten müssen, ist die Zielsetzung durchaus unter-schiedlich. Dies gilt für Personen unterschiedlicher Abteilungen, Bereiche oder Werke und im Besonderen für unterschiedliche Unternehmen. Das „Abteilungsdenken“ ist weiterhin sehr ausgeprägt, so dass die eigentlich primäre Zielsetzung eines schnellen, wirtschaftlichen und qualitativ hochwertigen Produktionsanlaufs vor individuellen Zielen einzelner Bereiche oder Abteilungen bzw. persönlichen Zielen einzelner Mitarbeiter in den Hintergrund rückt.
Hinzu kommt, dass Personen unterschiedlicher Berufsgruppen grundsätzlich unter-schiedlichen Denkmustern unterliegen. In diesem Umfeld ist die Entstehung von Kon-flikten innerhalb des Projektteams nahezu unvermeidbar, was sich direkt in der Motiva-tion zur Informations- und Wissensweitergabe über Abteilungs- und Unternehmens-grenzen hinweg, niederschlägt.
Die Problemgruppe zwei subsumiert alle Aspekte die aus der Motivation, Erfahrung und Kompetenz der Mitarbeiter resultieren. Der hohe Zeit- und Erfolgsdruck in der Un-ternehmenslandschaft und dem Ramp-Up führt im Besonderen zu Fehlern und zu der Nichteinhaltung vereinbarter Geschäftsprozesse und Verfahrensanweisungen. Insbe-sondere in vielen kleine- und mittelständischen Unternehmen sind die Mitarbeiter ge-zwungen, die Aufgaben des Ramp-Up neben ihrem üblichen Tagesgeschäft zu erledi-gen. Hinzu kommt, dass die parallele Bearbeitung mehrerer, teilweise konkurrierender Projekte heutzutage die Regel darstellt. Auch der Ausfall von Personen infolge von Krankheit spielt in diesem Zusammenhang eine entscheidende Rolle. Diese Aspekte führen nicht selten zu Überforderung, Frustration und sinkender Motivation der Mitar-beiter. Hieraus folgt insbesondere in der „heißen“ Phase des Ramp-Up die Problema-tik, dass notwendige Entscheidungen nicht rechtzeitig getroffen werden, woraus einer-

32
seits zeitliche Verzögerungen resultieren und andererseits die Gefahr von Fehlent-scheidungen besteht.
In diesem Kontext steht auch die mangelnde Personalkontinuität während des gesam-ten Anlaufprozesses. Diese ist einerseits auf den Wechsel der Verantwortlichkeiten innerhalb des Projektes – z.B. Wechsel von der Vertriebsverantwortung in der Ange-botsphase in den Fertigungs- und Montagebereich (vgl. Kapitel 3.1) - und andererseits auf die Personalentwicklung zurückzuführen. Mit der mangelnden Personalkontinuität geht der Abfluss von Know-how und Erfahrung einher. Selten führen Projektleiter in einem Unternehmen mehrere Ramp-Up durch. Gleichzeitig erfolgt für neue Mitarbeiter kein systematischer Know-how-Aufbau und es existieren keine oder nur unzureichende Methoden und Verfahren, um den Wissensabfluss zu verhindern oder zumindest zu reduzieren.
Probleme die sowohl aus unternehmensinternen als auch -übergreifenden Kommuni-kationsstrukturen und Informationsbereitstellung resultieren, sind der dritten Gruppe zugeordnet.
Innerhalb des Projektes erfolgt nur eine unzureichende Dokumentation und Aufberei-tung der Erfahrungen, nicht zuletzt verursacht durch enge Zeitvorgaben. Erschwerend kommt hinzu, dass praktikable und wirtschaftliche6 Methoden und Instrumente im The-menkomplex Wissensmanagement fehlen.
Problemgruppe vier umfasst alle Probleme die sich auf Informationsverfügbarkeit und -konsistenz beziehen.
Im Rahmen der durchgeführten Expertenrunden, wurde über alle Bereiche hinweg von fehlenden und inkonsistenten Daten und Informationen berichtet. Dies gilt schon inner-halb eines Unternehmens und erst recht über die Unternehmensgrenzen hinweg. Hier-durch wird die in komplexen Netzwerken erforderliche Transparenz für ein anlaufadä-quates Wissensmanagement nicht erreicht (vgl. Kapitel 3.4). Grundsätzlich wurde in den Expertenrunden herausgestellt, dass die vorhandenen und teilweise auch bereits im Einsatz befindlichen Instrumente und Methoden zum Informations- und Wissens-management in vielen Bereichen nicht ausreichend sind. Neben der angesprochenen fehlenden Informationstransparenz und -aufbereitung findet keine systematische Un-terstützung bei der Lösungsfindung statt. Hier sei insbesondere auch auf sprachliche und semantische Aspekte hingewiesen. Die bestehenden Systeme sind selten einfach und schnell handhabbar, sowie zu wenig benutzerspezifisch und ermöglichen keine anforderungsspezifische Informationsbereitstellung. Dies gilt sowohl auf der Eingabe- als auch auf der Ausgabeseite. Zudem sind diese Systeme oftmals sehr kosteninten-siv, sowohl bei der Anschaffung als auch bei der Wartung und Pflege.
Aus den oben benannten Problemfeldern resultieren aus Sicht der Experten große Potenziale zur Verbesserung – hinsichtlich Dauer, Qualität und Kosten - des Anlauf-prozesses.
6 wirtschaftlich bedeutet in diesem Zusammenhang, dass der Aufwand zur Anschaffung, Pflege und Nutzung solcher Instrumente kleiner sein muss als der durch sie generierte Nutzen
33
3.5.1 Forschungsbedarf im Handlungsfeld 5 Um diese Potenziale zu erschließen, sollte ein anlaufspezifisches, abteilungs- und unternehmensübergreifendes Wissensmanagement entwickelt werden, wobei beson-dere Aufmerksamkeit auf die Akzeptanz des Systems bei den Mitarbeitern sowie auf die Aufbereitung und anforderungsgerechte sowie menschgerechte Bereitstellung des Wissens gelegt werden sollte. Hier sind Kooperations- und Referenzmodelle inkl. Work-Flows (vgl. Kapitel 3.4) zur Aufbereitung und Nutzung des innerhalb des Netz-werkes vorhandenen Wissens zu generieren. Das zu schaffende Wissensmanagement sollte wirtschaftlich, nutzerspezifisch und personenunabhängig sein. Für die Branche Maschinen- und Anlagenbau ist als Erweiterung auch noch die Baustellentauglichkeit von besonderer Bedeutung.
Zusätzlich zum Bereich Wissensmanagement besteht Forschungsbedarf im Bereich Mitarbeitermotivation und -qualifikation. Basierend auf den oben beschriebenen Prob-lemfeldern ist die Ableitung von Modellen zur Integration der Mitarbeiter in übergreifen-de Prozesse mit dem Ziel einer auf den Anlauf ausgerichteten Mitarbeiterqualifikation und -motivation erforderlich. Es sind Strategien zu entwickeln, die die projektadäquate Einbeziehung und Koordination der Abteilungen und Bereiche (“temporär angepasste” Projektteams) sowohl unternehmensintern als auch übergreifend ermöglichen (vgl. Kapitel 3.1). Weiter sind zukunftsfähige und flexible Ausbildungs- und Qualifikations-modelle zu entwickeln. So ist ein neues Berufsbild „Anlaufmanager“ und die Bildung von Spezialistenteams erforderlich. Hierbei sind neben der allgemeinen Personalfluk-tuation auch der Konflikt zwischen den Projektzielen und den Zielen der Personalent-wicklung, sowie die interkulturellen und interdisziplinären Aspekte zu berücksichtigen. Daher sind Methoden zu entwickeln, die die im Anlauf beteiligten Mitarbeiter mit spezi-fischer fachlicher und sozialer Kompetenz und Qualifikation ausstatten.
Ein weiterer wesentlicher Aspekt ist die Schulung des Personals – sowohl Betreiber als auch Instandhalter - z.B. mittels virtuellen anlaufspezifischen Schulungsumgebungen. Hierdurch soll bereits im Vorfeld in Form eines hybriden Modells, durch die probleman-gepasste Kombination von bereits realisierten, realen Teilbereichen und noch nicht existenten virtuellen Bereichen, die Parallelisierung der Schulungskonzepte mit der Planung und Realisierung erreicht werden.
Darüber hinaus besteht anlaufspezifisch der Bedarf, entsprechende Modelle zu entwi-ckeln, die die Lernkurve der Mitarbeiter abbilden und eine verbesserte Vorhersage und daraus resultierend eine verbesserte Synchronisation der Anlaufkennlinie ermöglicht (vgl. hier auch Simulation Kapitel 3.1).
34
3.5.2 Branchenspezifika im Handlungsfeld 5 Das Handlungsfeld Wissensmanagement und Qualifikation des Ramp-Up Personals wurde über alle drei untersuchten Branchen hinweg als sehr wichtiges Handlungsfeld identifiziert.
Seitens der Elektrotechnikindustrie wurde der Schaffung eines anlaufadäquaten Wis-sensmanagement besondere Relevanz beigemessen. Insbesondere wurden die Nut-zung bzw. Ertüchtigung der dem Anlauf vorgelagerter Planungsmethoden genannt. So sollte z.B. ein fließender Übergang der Verantwortung zwischen Entwicklung und Ferti-gung statt finden. So können die Entwickler ihr umfangreiches Wissen zu den techni-schen Produkten in den Anlauf mit einbringen, gleichzeitig liefert der Anlauf Ihnen wertvolle Hinweise für die Neuentwicklung aufgrund der auftretenden Anlaufprozesse. Das Entwicklungsteam sollte im Idealfall die Serie bis zum Erreichen der Kammlinie begleiten.
Weiterhin wurde für den Ramp-Up die menschengerechte Weitergabe von Erfahrungen in multidisziplinären Teams als sehr relevanter Lösungsansatz hervorgehoben.
In der Branche Automobilindustrie wurde herausgestellt, dass die an den Anlaufpro-zessen beteiligten Mitarbeiter den entscheidenden Einfluss auf den Ablauf und den Erfolg des Projektes haben. Die Potenziale zur Verbesserung der Mitarbeitermotivation und -qualifizierung liegen aus Sicht dieser Branche vor allem in der Erfahrung und Kompetenz der Projektleiter bzw. der Anlaufmanager. Entscheidend ist weiterhin die-Reduktion von Personalfluktuation insbesondere in der Anlaufphase.
Typisches Problemfeld des Maschinen- und Anlagenbaus ist die Mitarbeiterverfügbar-keit. Die Flexibilität des Personals und der Ressourcen („Befähigung“ der Ressourcen-planung), ein einheitlicher und abgestimmter Projektplan bzw. Phasenplan, sowie die frühzeitige Schulung der Betreiber und Instandhalter sind hierzu genannte Forderun-gen.

35
4 Zusammenfassung und Ausblick Steigende Innovationsgeschwindigkeiten, verkürzte Produktlebenszyklen und eine durch zunehmende Kundenorientierung steigende Zahl an Varianten und Derivaten machen zahlreiche Neu- und Varianten-Anläufe in immer kürzeren Zeitabständen er-forderlich. Durch den Trend der OEM, vermehrt umfangreiche Entwicklungs- und Wert-schöpfungsanteile an Modul- und Systemlieferanten abzugeben, verlagert sich die An-laufproblematik in das Netzwerk kooperierender Unternehmen.
In diesem Umfeld bieten sich für kleine und mittelständische Unternehmen große Chancen und Potenziale. Die Anforderungen der OEM an die Beherrschung komplexer Anläufe in Netzwerkstrukturen steigen stetig. Für die kmU wird es in diesem Zusam-menhang wettbewerbsentscheidend, ebenfalls angepasste Lösungen hierfür zu entwi-ckeln oder zu adaptieren. Nur durch die Beherrschung ihrer Prozesse, der Qualität in der Anlaufphase und der Termine werden die betreffenden kmU ein attraktiver Partner für ihre Kunden bleiben. Zusätzlich können kmU durch die, mit einem effizienten An-laufmanagement verbundene Aufwandsminderung ihre Produkte zu geringeren Kosten produzieren und so einen erhöhten Gewinn verbuchen oder sich über geringere Preise von ihren Wettbewerbern differenzieren.
Neben den organisatorischen Anforderungen zur Beherrschung des Serienanlaufes spielen vermehrt technische Anforderungen und steigende Flexibilitätserfordernisse in der Produktion, Montage und Logistik eine wichtige Rolle. Plattformstrategien und Trends zur Verwendung von Gleichteilen machen eine modell- und variantenübergrei-fende Planung, auch der zur Verfügung stehenden Ressourcen, erforderlich.
Die wirtschaftlichen Potenziale im Serienanlauf sind immanent. Hierbei spielen nach heutigem Verständnis die direkten Anlaufkosten in vielen Unternehmen eine eher un-tergeordnete Rolle und werden häufig nicht explizit zugewiesen. Von besonderer Be-deutung dagegen sind die „Lost-Sales in frühen Phasen“, also die durch ein zu gerin-ges Produktionsvolumen kurz nach Produktionsstart entgangenen Umsätze. Die Ver-luste in diesem Zeitraum, in dem die Kunden noch wesentlich preisbereiter sind, lassen sich in der Regel über den Produktlebenszyklus nicht mehr aufholen.
In Zusammenarbeit mit zahlreichen Experten aus der Automobilindustrie, der Elektro-technik und dem Maschinen- und Anlagenbau sowie den Verbänden VDA, ZVEI und VDMA wurden im Rahmen der Unternehmensuntersuchung fünf Handlungsfelder erar-beitet, an denen zukünftige Forschungsaktivitäten zu orientieren sind.
Planung, Controlling und Organisation von Anläufen: In diesem Themenkontext bestehen Forschungsbedarfe in Bezug auf die Strategie- und Methodenentwicklung zur Beherrschung der Anlaufkomplexität. Des Weiteren ist eine Ableitung eines Geschäfts-prozesses „Anlaufmanagement“ notwendig, auf deren Basis ein intelligentes und zu-kunftsfähiges Planungs- und Controllingmodell für komplexe Serienanläufe aufsetzen kann. Dabei sollen die beiden Ansätze in eine Einzel- sowie eine Multi-Projektbetrachtung differenziert werden. Ebenso wird eine bedarfsgerechte Organisati-onsgestaltung benötigt. Weiterhin sind Aspekte in Bezug auf das Zusammenspiel ver-schiedener Partner in der Phase des Anlaufes mit typischen Barrieren – z.B. der Infor-mationsweitergabe – zu untersuchen. Weiterhin sind Möglichkeiten zur Implementie-rung unterstützender Methoden – Zielsysteme, Simulation, Frühwarnsysteme und sonstige EDV-Unterstützung – zu entwickeln. Hierbei ist nicht nur die direkte Unterstüt-zung der Anlaufphase entscheidend, sondern auch die Nutzung und Ertüchtigung vor-

36
gelagerter Planungsmethoden, z.B. durch eine durchgängige und einheitliche Daten-basis in den Phasen Planung, Anlauf und Produktion.
Anlaufrobuste Produktionssysteme: Gemäß Definition umfasst das Produktionssys-tem in der vorliegenden Untersuchung die Subsysteme Fertigung, Montage und Logis-tik. Innerhalb dieses Handlungsfeldes bestehen zum einen Anforderungen an die Er-höhung der Flexibilität, Agilität und der Wandlungsfähigkeit des Produktionssystems. Zum anderen werden Hilfsmittel zur möglichst frühzeitigen Erreichung der Prozesssi-cherheit und zur Entwicklung von Prognosewerkzeugen benötigt. Individuell definierte Prozessreifegrade könnten analog eines Projektmanagements als Meilensteine dienen. Die Produktionssysteme sollten mit einem adäquaten Risiko- und Störungsmanage-ment sowie einer anlaufgerechten Mitarbeiterqualifikation ergänzt werden.
Änderungsmanagement im Ramp-Up: Innerhalb dieses Handlungsfeldes besteht Bedarf nach einem ganzheitlichen, unternehmensübergreifenden und anlauf-orientierten Änderungsmanagement. Besondere Bedeutung liegt hier auf der Notwen-digkeit der Verfolgung und Bewertung der Konsequenzen einer Produkt- oder Pro-zessänderung. Zu untersuchende Möglichkeiten für die Minimierung der Änderungs-konsequenzen sind eine änderungsrobuste Produkt- und Softwarestruktur, eine an-laufgerechte Integration der notwendigen Freigabeprozesse sowie eine Definition von Mindestreifegraden in Bezug auf Produkt und Prozess.
Kooperations- und Referenzmodelle für den Anlauf: In diesem Handlungsfeld sol-len Strategien, Methoden und Werkzeuge für eine effiziente Gestaltung von Ent-wicklungs- und Produktionsnetzwerken entwickelt werden. Neben der Sicherstellung einer horizontalen und vertikalen Kooperation beteiligter Partner ist das Schnittstellen- und Kooperationsmanagement zu untersuchen und zu verbessern. Mögliche Koopera-tionen werden dabei sowohl bereichs- als auch unternehmensübergreifend verstanden. Weiterhin werden unterstützende Methoden für Koordination und Informationsweiter-gabe benötigt.
Wissensmanagement und Qualifikation des Ramp-Up Personals: Innerhalb dieses Handlungsfeldes werden Forschungsbedarfe in Bezug auf den Faktor „Mensch“ sub-summiert. Neben dem Bedarf nach einem anlaufspezifischen, abteilungs- und unter-nehmensübergreifenden Wissensmanagement besteht Handlungsbedarf im Bereich der Mitarbeitermotivation und –qualifikation. Hierzu gehören auch die Möglichkeiten virtueller Schulungsumgebungen.
Die ermittelten Handlungsfelder sind konsequent an den Bedürfnissen und Potenzialen der deutschen Industrie ausgerichtet. Auf dem öffentlichen Diskurs wurden diese durch eine breite Öffentlichkeit aus Wirtschaft und Forschung bestätigt. Übereinstimmend kann festgehalten werden, dass entscheidende Stellhebel zur Erreichung eines „Quan-tensprunges nach vorn“ in diesen Handlungsfeldern erwartet werden.
Im Rahmen des öffentlichen Diskurses wurden die identifizierten Handlungsfelder in die klassische Struktur „Mensch“, „Technik“ und „Organisation“ eingeordnet. Hier zeigt sich die starke Abhängigkeit und Interaktion der einzelnen Themenfelder. Die Experten bestätigten den Bedarf für eine vernetzte Betrachtung, sowie eine interdisziplinäre Vor-gehensweise für die Erschließung der Potenziale im Ramp-Up.
Speziell für kleine und mittelständische Unternehmen besteht akuter Handlungsbedarf. Die kmU stehen im Markt unter starkem Konkurrenzdruck und beliefern mächtige Kun-den. So werden sie beispielsweise von späten Änderungen der geforderten Stückzah-len oder der Produktspezifikationen stark nachteilig getroffen. Daher benötigen beson-

37
ders diese Unternehmen Methoden und Werkzeuge, um die Auswirkungen der auftre-tenden Störeinflüsse minimieren zu können und ein anlaufkompetenter Partner für ihre Kunden zu werden. Durch die Bereitstellung von entsprechenden Instrumenten und Methoden kann insbesondere den kmU der Markteintritt in neue Geschäftsfelder er-möglicht bzw. erleichtert werden. So können kmU aus der Investitionsgüterindustrie beispielsweise ihren Kunden eine Unterstützung beim Anlagenanlauf als Beratungs-dienstleistung anbieten.
Zur Verkürzung und Beherrschung der Anlaufphase werden zukünftig in Forschungs-projekten innovative Methoden und Werkzeuge entwickelt. Diese können von mittel-ständischen Ingenieurbüros, Beratungsagenturen oder Softwarehäusern verwendet werden, um neue Dienstleistungen zu entwickeln und diese sowohl in Deutschland als auch im Ausland anzubieten.
Den im Themenfeld Anlauf erforderlichen Forschungs- und Entwicklungsaufwand allei-ne zu erbringen, ist für die meisten kmU hauptsächlich aus Kosten- und Kapazitäts-gründen, aber auch aus Mangel an Partnern, nicht möglich. Verbundprojekte bieten den kmU die Gelegenheit, sich an der Zieldefinition der Projekte sowie der Entwicklung von Lösungsansätzen aktiv zu beteiligen. Zudem kann erst im Zusammenspiel von OEM und Zulieferern sowie Produktionsmittelherstellern die Anlaufproblematik auf ver-schiedenen Stufen der Wertschöpfungskette analysiert und Lösungsmodelle entwickelt werden. Aufgrund solcher Projektkonsortien wird es vor allem für kmU möglich, Kontakt zu neuen Partnern aus Forschung und Industrie aufzubauen, an adressatengerechten Ergebnissen zu partizipieren und erarbeitete Strategien, Methoden und Instrumente zur Verbesserung ihres Anlaufmanagements zu adaptieren. Durch die Veröffentlichung der Forschungsergebnisse gilt dieses auch für jene kmU, die sich nicht direkt an einem Verbundprojekt beteiligen können.
Im Rahmen des öffentlichen Diskurses wurde eine mögliche Projektstruktur für zukünf-tige Forschungsverbünde vorgestellt und diskutiert. Hierbei können sogenannte Befä-higer-Projekte zur Erarbeitung von innovativen Verbesserungsansätzen sowie indus-trielle Beispielprojekte zu deren Umsetzung intelligent miteinander verzahnt werden (vgl. Abbildung 10).
Die Ergebnisse und Kennzeichen der Befähiger-Projekte sind beispielsweise neue Strategien, spezifische Methoden und Werkzeuge oder neue technische Lösungen. „Befähiger“ könnten beispielsweise Forschungsinstitute oder industrienahe Dienstleister sein. Die erarbeiteten Ergebnisse sollten auf andere Unternehmen über-tragbar sein und so innerhalb der deutschen Industrie für eine Breitenwirkung der For-schungsaktivitäten sorgen. Langfristiges Ziel dieser Projekte kann die Erschließung neuer Geschäftsfelder sein, beispielsweise eine effiziente Anlauf-Unterstützung als Dienstleistung. Dies kann in Analogie zu Betreibermodellen als Mehrwert der Anlagen-lieferanten erfolgen.
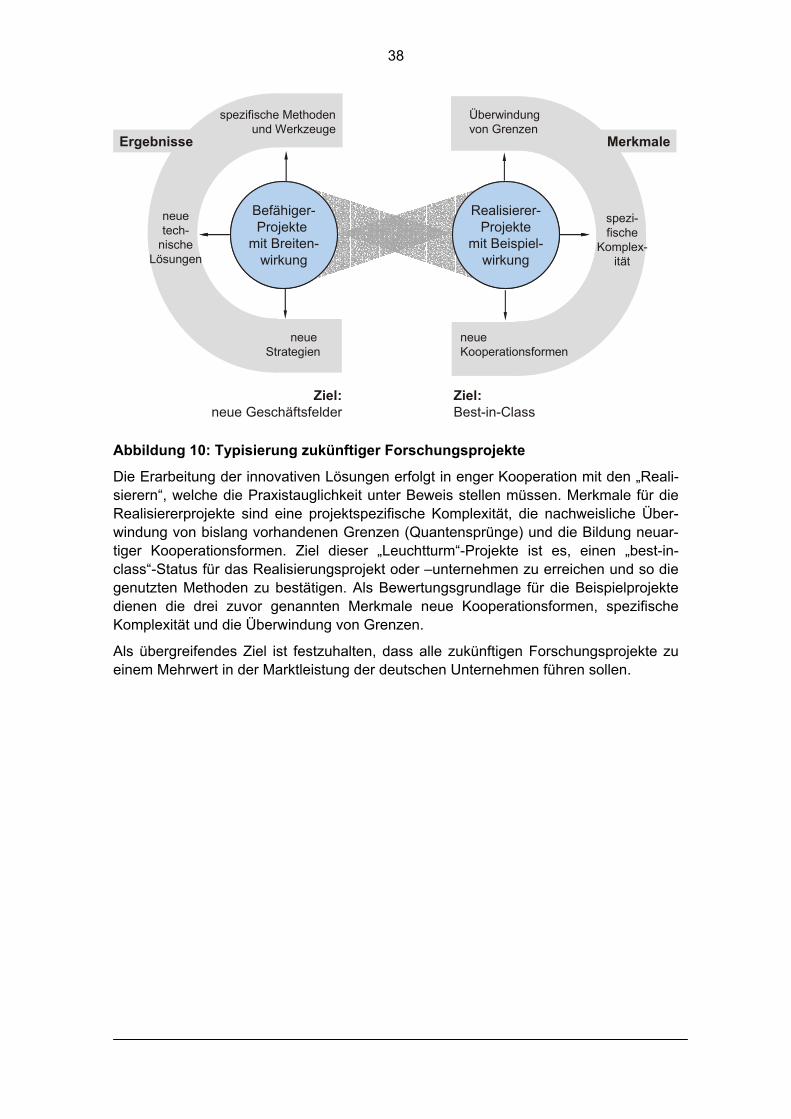
38
Überwindungvon Grenzen
spezi-fische
Komplex-ität
neue Kooperationsformen
Befähiger-Projekte
mit Breiten-wirkung
Realisierer-Projekte
mit Beispiel-wirkung
Befähiger-Projekte
mit Breiten-wirkung
Realisierer-Projekte
mit Beispiel-wirkung
neue Strategien
neuetech-
nischeLösungen
spezifische Methodenund Werkzeuge
Ziel:neue Geschäftsfelder
Ziel:Best-in-Class
Ergebnisse Merkmale
Abbildung 10: Typisierung zukünftiger Forschungsprojekte
Die Erarbeitung der innovativen Lösungen erfolgt in enger Kooperation mit den „Reali-sierern“, welche die Praxistauglichkeit unter Beweis stellen müssen. Merkmale für die Realisiererprojekte sind eine projektspezifische Komplexität, die nachweisliche Über-windung von bislang vorhandenen Grenzen (Quantensprünge) und die Bildung neuar-tiger Kooperationsformen. Ziel dieser „Leuchtturm“-Projekte ist es, einen „best-in-class“-Status für das Realisierungsprojekt oder –unternehmen zu erreichen und so die genutzten Methoden zu bestätigen. Als Bewertungsgrundlage für die Beispielprojekte dienen die drei zuvor genannten Merkmale neue Kooperationsformen, spezifische Komplexität und die Überwindung von Grenzen.
Als übergreifendes Ziel ist festzuhalten, dass alle zukünftigen Forschungsprojekte zu einem Mehrwert in der Marktleistung der deutschen Unternehmen führen sollen.

39
5 Verfasser und Ansprechpartner Verfasser
Name Institut e-mail Telefon
Prof. A. Kuhn7 LFO [email protected] 0231 755 5740
Giourai Housein LFO [email protected] 0231 755 5770
Georg F. Wiesinger8 LFO [email protected] 0231 755 5779
Prof. H.-P. Wiendahl IFA [email protected] 0511 762 2440
Mathias Hegenscheidt IFA [email protected] 0511 762 19816
Helge Winkler IFA [email protected] 0511 762 19812
Prof. A. Kuhn IML [email protected] 0231 9743110
Michael Lücke IML [email protected] 0231 9743 337
Marc Schneider IML [email protected] 0231 9743 443
Prof. W. Eversheim WZL [email protected] 0241 80 27405
Prof. G Schuh WZL [email protected] 0241 80 26 569
Ingo Abels WZL [email protected] 0241 80 27381
Jens Desoi WZL [email protected] 0241 80 28210
Ansprechpartner Forschung
7 Prof. A. Kuhn war Projektleiter der Untersuchung 8 Dipl.-Ing. G. F. Wiesinger war Projektkoordinator der Untersuchung
Projektträger:
Ing. Peter Redelstab Forschungszentrum Karlsruhe GmbH Projektträgerschaft Produktion und Fertigungstechnologien – PFT Hermann-von-Helmholtz-Platz 1 76344 Eggenstein-Leopoldshafen
Telefon: 07247 82 5295 e-mail: [email protected]
Projektkoordinator:
Dipl.-Ing. Georg F. Wiesinger Universität Dortmund Lehrstuhl für Fabrikorganisation Leonard-Euler-Straße 5 44227 Dortmund
Telefon: 0231 755 5779 e-mail: [email protected]

40
Ansprechpartner Industriekreis Name Unternehmen e-mail Telefon
Dipl.-Ing. Ulli Fischer
DaimlerChrysler AG [email protected] 0711-1753378
Dr.-Ing. Gero Kempf 9
BMW Group [email protected] 089-38244812
Dr.-Ing. Herbert König
Siemens AG [email protected] 089-63648522
Dr.-Ing. Anton Reinfelder
Robert Bosch GmbH [email protected] 0711-81134127
Dipl.-Ing. Volker Uhly
Heidelberger Druck-maschinen AG
[email protected] 06222-824100
Dipl.-Ing. Günter Cerny
Siemens Dematic [email protected] 069-89031179
9 Herr Dr.-Ing. Kempf hatte die Leitung des Industriekreises Produktionstechnik in der Untersu-chung „fast ramp-up“ schneller Produktionsanlauf von Serienprodukten

41
6 Glossar
Begriff
Erklärung Quelle
Anlauf / Ramp-Up Bezogen auf Produktionssysteme kann der erstma-lige Anlauf in die Phasen „Inbetriebnahme“ und „Hochlauf“ unterteilt werden.
[Works01]
Anlaufmanage-ment
Das Anlaufmanagement eines Serienproduktes umfasst alle Tätigkeiten und Maßnahmen zur Pla-nung, Steuerung und Durchführung des Anlaufes mit den dazugehörigen Produktionssystemen ab der Freigabe der Vorserie zum Erreichen einer ge-planten Produktionsmenge unter Einbeziehung vor- und nachgelagerter Prozesse im Sinne einer mess-baren Eignung der Produkt- und Prozessreife.
[Works02]
Betreibermodell
Form des internationalen Anlagengeschäfts mit Komplettlösungen zumeist hochtechnischer Syste-me. Im Kern beinhaltet es die Abwicklung internati-onaler Projekte nach dem B. neben Planung, Bau und Finanzierung der Anlage Betrieb und Vermark-tung des Outputs des Systems. Dies bedeutet für den bisherigen Anlagen- und Systemlieferanten sowie für den Generalunternehmer eine Ausweitung des Angebotsspektrums um die Funktionen Finan-zierung und Betreiberschaft.
[Gabl97]
Controlling Controlling soll das gesamte Entscheiden und Han-deln im Anlauf durch entsprechende Aufbereitung interner und externer Faktoren für das Anlaufmana-gement unterstützen.
Differenzierungs-strategie
Wettbewerbsstrategie, die auf die Ausgestaltung der Leistung/des Produktes abzielt, so dass die-se/dieses als einzigartig in der Branche angesehen wird.
[Budä94]
Hochlauf „Phase (im Anschluss an die Abnahme), in der das Produktionssystem beim Nutzer unter seinen nomi-nellen personellen, organisatorischen und techni-schen Randbedingungen auf eine dauerhafte Nenn-leistung gebracht wird.“ Während der Hochlaufphase werden im Rahmen der Optimierung und Stabilisierung des Betriebs-verhaltens in organisatorischer und personeller Hin-sicht auch die erst jetzt zu erkennenden techni-schen Unzulänglichkeiten und Frühausfälle beho-ben.
[Zeug98]
42
Inbetriebnahme „Funktionsgerechtes Einschalten der Anlage in Ver-bindung mit dem Prozess und Hochfahren der Leis-tung auf das geforderte Niveau.“ Die Inbetriebnah-me stellt die Funktionsbereitschaft und die funktio-nale Zusammenwirkung der zuvor montierten Ein-zelkomponenten her und prüft die Korrektheit der Einzelfunktionen, sowie deren funktionales Zusam-menwirken. Das Ergebnis der Inbetriebnahme ist eine abnahmefertige, technisch funktionsfähige Anlage.
[DIN19246]
kmU
Abkürzung für: kleine und mittelständische Unter-nehmen kmU-Definition der EU: Als kleine und mittlere Un-ternehmen gelten gemäß der kmU-Definition der EU-Kommission Unternehmen, die • weniger als 250 Mitarbeiter beschäftigen, • über einen Jahresumsatz von weniger als 40
Mio. Euro oder eine Bilanzsumme von höchs-tens 27 Mio. Euro verfügen und
• die nicht zu 25 % des Kapitals oder der Stim-menanteile im Besitz von einem oder mehreren Unternehmen gemeinsam stehen, welche die kmU-Definition nicht erfüllen.
[EUBÜ01]
Lieferant In der Wertschöpfungskette unmittelbar vorgelager-te Organisationseinheit die nachgelagerte Stellen mit Gütern und / oder Dienstleistungen versorgt.
[Vahl97]
Lost Sales Bezeichnet die Opportunitätskosten, die durch ent-gangene Erlöse aus einer verspäteten Einführung von Produkten in den Markt resultieren.
Modullieferant Lieferant von funktionsfähigen Gesamteinheiten. [Vahl97]
Planung Unter Planung versteht man allgemein die Ordnung, Vorbereitung und gedankliche Vorwegnahme zu-künftiger Aktivitäten, um Aufgaben und Ziele sicher und ohne Umwege zu erfüllen.
[Vahl97]
Produktions-system
Unter Produktionssystemen wird in diesem Kontext das Zusammenwirken aller notwendigen Ressour-cen (z.B. Mensch, Maschine, Betriebsmittel...) und Prozesse (z.B. Planung, Steuerung, Controlling, Arbeit...) zur möglichst schnellen Erreichung zuvor geplanter Kennzahlen verstanden.
[Betri96]
Produktlebens-zyklus Der Produktlebenszyklus beschreibt die erwartete
oder in der Vergangenheit festgestellte Absatzent-wicklung eines Produktes während der Zeitspanne, innerhalb derer es sich auf dem Markt befindet. Ein Produktlebenszyklus gibt den zeitlichen Verlauf von Umsatz und Gewinn eines Produktes im Zeitverlauf an. Im Idealfall durchläuft ein Produkt bestimmte Lebenszyklusphasen (z.B. Einführungsphase, Wachstumsphase, Reifephase, Sättigungsphase, Niedergangsphase). Die Ermittlung der Phase, in
[Vahl97]
43
der sich ein Produkt gerade befindet gibt dabei Hinweise auf den Einsatz geeigneter Marketing-maßnahmen.
Projektmanage-ment
Ist die Gestaltung des Vorgehens für die Planung und Realisierung eines Projektes. Man versteht darunter sowohl das Vorgehen bei der Planung und die Abwicklung von Projekten als auch die Instituti-on (das Planungsteam), die diese Aufgabe zu erfül-len hat.
[Aggt92]
Prozess Aktivitäten können zu Prozessen zusammengefasst werden, wenn sie durch einen durchgängigen Mate-rial- und Informationsfluss verknüpft sind und durch ein Rückkopplung innerhalb des Prozesses der Grad der Zielerreichung überprüft wird.
[Vahl97]
Quality Gate Ergebnisorientierter Zeitpunkt mit produkt-, prozess-, projektspezifisch definierten Inhalten bzw. Leistungen.
[Scha01]
Reorganisation Neugestaltung, Neuordnung der Organisation eines unrentablen Ablaufs oder Betriebes.
[Lang02]
Serienanlauf Anlauf eines Serienproduktes.
Simulation Simulation ist das Nachbilden eines Systems mit seinen dynamischen Prozessen in einem experi-mentierfähigen Modell, um zu Erkenntnissen zu gelangen, die auf die Wirklichkeit übertragbar sind.
[VDI3633]
Simultaneous Engineering
Parallelisierung möglichst vieler Arbeitsschritte in der Produktentwicklung um die Zeit „time to market“ zu verkürzen.
[Pfeif98]
Soft skill Charaktereigenschaften wie soziale Kompetenz, Teamfähigkeit, emotionale Belastbarkeit und Kom-munikationsfähigkeit, gehören zu den Schlüssel-qualifikationen, auf die im Arbeitsleben neben dem fachlichen Know-how geachtet wird.
[Wiss00]
SOP
engl. Start of Production: Bezeichnet den Zeitpunkt an dem die Hochlaufphase beginnt.
Systemlieferant Lieferant von funktionsabhängigen Modulen. [Vahl97]
Time to market Ein als Zeiteinheit ausdrückbares Maß für die Fä-higkeit eines Unternehmens, Produktvariationen oder Neuprodukteinführungen schnell umzusetzen. Time to Market ist die Zeitspanne zwischen der Verabschiedung der Produktidee und der Verfüg-barkeit des korrespondierenden produktionsfähigen Produktkonzeptes.
[Gabl00]
Virtuelle Realität / Virtual Reality
Die virtuelle Realität ist eine Mensch Maschine Schnittstelle, die es erlaubt, in eine computergene-rierte mindestens dreidimensionale Welt einzutau-chen, diese unter Ansprache mehrerer Sinne als Realität wahrzunehmen, Bestandteil dieser zu sein
[VDI3633]

44
und mit ihr zu interagieren. Als Teil der computer-generierten Welt kann man diese unmittelbar ver-ändern.
Vorserie Vorserie dient einer letzten Erprobung bzw. Ver-besserung von Produkt, Werkzeugen, Verfahren und Vorrichtungen vor Beginn der Hauptserie [Ku-ba87]. Die Vorserie läuft bereits vor dem Hinter-grund einer Serienfertigung mit hohen Stückzahlen ab und schafft den Übergang von der Einzelferti-gung bei den Prototypen hinein in hohe Produkti-onsvolumina [Yama89].
[Gent94]
Work-Flow Ein Work-Flow stellt eine vollständige oder teilweise Automatisierung eines Geschäftsprozesses dar, in dem Dokumente, Informationen oder Aufgaben von einem Teilnehmer (Rolle) zum nächsten gegeben werden, um sie nach festgelegten Vorgangsregeln zu bearbeiten.

45
7 Literaturverzeichnis
[Bala01] Balasubramanian, R.: Concurrent Engineering - a powerful enabler of Supply Chain Management. In: Quality Progress 6/2001, S.47-53, 2001.
[Bihl02] Bihler, S.: Grenzenlose Zusammenarbeit. In: MM Das IndustrieMagazin. 19/2002.
[Bowe99] Bowersox, D. J.; Stank, T. P.; Daugherty, P. J.: Lean Launch: Managing Product Introduction Risk through response-based Logistics. In: The Journal of Product Innovation Management, Elsevier Science Inc. Nr. 655 New York, S. 557-568, 1999.
[Budä94] Budäus, D.: Public Managment. Konzepte und Verfahren zur Modernisie-rung öffentlicher Verwaltungen. Berlin, 1994.
[Bung01] Bungert, W.: Lehrstuhl für Wirtschafts- und Organisationspsychologie der Universität Mannheim, Praxisbeispiel zur Arbeitsmotivation: Modellan- läufe vom 22.11.01, http://www.psychologie.uni-mannheim.de/psycho1/psycho1.php3.
[Bung96] Bungard, W., Hofmann, K.: Anlaufmanagement am Beispiel der Automo-bilindustrie, in: Bullinger & Warnecke (Hrsg.): Neue Organisationsformen im Unternehmen, Springer Verlag, 1996.
[Coor00] Coordes, M., Wortmann, D.: Step by Step to the Digital Factory: discrete event Simulation of the virtual automotive process chain to support the Ramp up of the new Audi A4, Konferenzbeitrag: Automotive Circle Inter-national, 9/10. Oktober 2000, Bad Nauheim.
[Coor02] Coordes, M.; Spieckermann, S.: Schneller Anlauf von Serienprodukten – Öffentlicher Diskurs, Präsentation 24.05.02, Dortmund.
[Dibe99] Di Benedetto, C. A.: Identifying the Key Success Factors in New Product Launch. In: The Journal of Product Innovation Management, Elsevier Science Inc. Nr. 655 New York, S. 530-544, 1999.
[DIN19246] DIN 19246: Abwicklung von Projekten, Begriffe. Beuth Verlag, Berlin 1991.
[Eckl02] Eckl, T.: Schneller Anlauf von Serienprodukten – Öffentlicher Diskurs, Präsentation 24.05.02, Dortmund.
[EUBÜ01] i.A. EU-Büro des BMBF: http://www.dlr.de/eub, DLR-PT-EU, 12/2001.
[ffpv00] Rahmenprogramm „Forschung für die Produktion von morgen“ Bundes-ministerium für Bildung und Forschung (BMBF) Referat Öffentlichkeits-arbeit 53170 Bonn, September 1999; S.16-17.
[Frit97] Fritsche, R.: Bewertung und Verkürzung von Anlaufprozessen für Be-triebsmittel, Berlin, Techn. Univ., Diss. 1997, Druckhaus Berlin-Mitte GmbH.
[Gabl00] Gabler Wirtschafts-Lexikon 15. vollst. überarb. u. akt. Auflage 2000.
[Gabl97] Gabler Wirtschaftslexikon CD-Rom, 1997.

46
[Gemm95] Marcus Gemmerich: Technische Produktänderungen: betriebswirtschaft-liche und empirische Modellanalyse, Wiesbaden dt. Uni.-Verl.; Wiesba-den Gabler 1995
[Gent94] Gentner, A.: Entwurf eines Kennzahlensystems zur Effektivitäts- und Effizienzmessung von Entwicklungsprojekten, München, Verlag Franz Vahlen GmbH, 1994.
[Greg02] Gregorzik, S.: IT-Unterstützung für das Projektmanagement. IT Produc-tion I/2002.
[Harm98] Harms, J. M.: Problemfelder der Technologiesteuerung: Inetrationsdefizi-te in Hochtechnologie-Unternehmen – eine empirische Analyse. In: Hor-varth, P./Fleig, G. (Hrsg.): Integrationsmanagement für neue Produkte. Stuttgart 1998, S. 3-22.
[Haus94] Hausotter, A.: Logistische Beziehungen zwischen Unternehmungen. Versorgungsstrategien, Standortkonzepte, Steuerungselemente. Wies-baden 1997.
[Klin02] Klinkner, R.; Risse, J.: Auf den Anlauf kommt es an. In: Logistik heute 3/2002.
[Kuba87] Kuba, R.: Plan und Wirklichkeit beim Entwickeln und Einführen von Neu-erungen. In: Controller Magazin, 12 (1987) 3, S. 141-144.
[Laik02] Laik, T.; Warnecke, G.: Produktionshochlauf neuer Prozesse in der Pro-duktion. In: ZWF Jahrg. 97 (2002) 1-2, Carl Hanser Verlag Verlag, Mün-chen, 2002.
[Lang02] Langenscheidt Lexikon online 2002 http://www.langenscheidt.aol.de/.
[Löwe02] Löwen, M.: Schneller Anlauf von Serienprodukten – Öffentlicher Diskurs, Präsentation 24.05.02, Dortmund.
[Muel98] Muellner, A.: Erfahrungen beim Hochlauf einer Fertigung für Tailored Blanks am Beispiel des Türinnenblechs des neuen 3er-BMW, In: Praxis-Forum Tagung; Arbeitskreis Karosseriebau "Die Leichtbau-Karosserie", Uni-Bibliothek Hannover, 1998.
[Nort98] North, K.: Wissensorientierte Unternehmensführung: Wertschöpfung durch Wissen. Gabler Verlag, Wiesbaden, 1998.
[Pfeif98] i.A. Pfeifer, S.; Siegler, t.: Ganzheitliche Qualitätsregelung von Entwick-lungsprozessen im Simultaneous Engineering. ISSN 1617-6936.
[Pfoh00] Pfohl, H.-C.; Gareis, K.: Die Rolle der Logistik in der Anlaufphase. In: ZfB 70. Jg. (2000), H. 11, S. 1189-1214, Gabler-Verlag 2000.
[Pisa95] Pisano, G.: The Development Factory, Harward Business School Press, 1995.
[Reit02] Reithofer, N.: in VDI-Nachrichten, 7. Juni 2002, Nr. 23, S.11, 2002. [Scha01] Scharer, M.: Band 108, Dissertation, Institut für Werkzeugmaschinen und
Betriebstechnik, Univ. Karlsruhe 2001.

47
[Schm92] Schmelzer, H. J.: Organisation und Controlling von Produktentwicklun-gen: Praxis des wettbewerbsorientierten Entwicklungsmanagement. Stuttgart 1992.
[Sihn02] Sihn, W.; Abele, T.; Oswald, H.: Anlaufmanagement für den Mittelstand. In: MM Das IndustrieMagazin, 3/2002.
[Spec96a] Specht, G.; Beckmann, C.: F&E-Management Stuttgart 1996, S. 2.
[Spec96b] Specht, G.; Beckmann, C.: F&E-Management Stuttgart 1996, S. 155.
[Stra99] Straube, F.; Koperski, D.: Einbindung der Logistik in das Innovationsma-nagement. In: Weber, J/Baumgarten, H. (Hrsg.): Handbuch Logistik. Ma-nagement von Material- und Warenflussproessen. Stuttgart 1999, S. 859-873.
[Terw00] Terwiesch, C.; Bohn, R.: Learning and Process Improvement during Production Ramp-up, The Wharton School, University of California San Diego, 2000.
[Terw99] Terwiesch, C.; Bohn, R.; Chea K. C.: An Exploratory Study of Product Transfer and Production Ramp-up in the Data Storage Industry.
[Thöl01] Thölke, J. M.; Hultink, E. J.; Robben, H. S. J.: Launching new product features: a multiple case examination. In: The Journal of Product Innova-tion Management, Elsevier Science Inc. Nr. 655 New York, S. 3-14, 2001.
[Vahl97] Vahlens großes Logistiklexikon. Hrsg. J. Bloech; G. B. Ihde, Vahlen Ver-lag, München, 1997.
[Vand00] Vanderpoel, A.: Schneller Ramp-Up in Singapur. In: Markt & Technik Nr. 29, 2000.
[VDA01] VDA Jahresbericht 2001, Verband der Automobilindustrie e.V. (VDA), 2001, ISSN 0171-4317.
[VDI3633] VDI-Richtlinie 3633: Simulation von Logistik-, Materialfluss- und Produkt-tionssystemen. Blatt 1, VDI-Verlag, Düsseldorf.
[Wiss00] i.A. Wissensportal: wissen.de GmbH, Gesellschaft für Online-Information, München, 2000.
[Works01] Quelle: projektinterner Workshop, 12/2001
[Works02] Quelle: projektinterner Workshop, 02/2002
[Wurs02] Wurster, H.; Wurster, K.: New Dimensions - Konzeption und Inbetrieb-nahme (Teil 2). In: Das Papier, Heft 3/2002, S. 31-36, 2002.
[Yama89] Yamanouchi, T.: Break through: The Development of the Canon Per-sonal Copier. In: Long Range Planning, 22 (1989) 10, S. 11-21.
[Zang98] Zangwill, W. I.; Kantor, P. B.: Toward a Theory of Continuos Improve-ment. Managenment Science, 1998.
[Zeug98] Zeugträger, C.: Anlaufmanagement für Großanlagen, Dissertation Uni-versität Hannover, Fortschrittsberichts VDI Reihe 2, Nr. 470, VDI-Verlag Düsseldorf, 1998.

48





























