Embed Size (px)
Citation preview
EUROPA-FACHBUCHREIHEfür Farbtechnik und Raumgestaltung
FachwissenFahrzeuglackierer
1. Auflage
VERLAG EUROPA-LEHRMITTEL · Nourney, Vollmer GmbH & Co. KGDüsselberger Straße 23 · 42781 Haan-Gruiten
Europa-Nr.: 20154
20154 S. 001-124 neu_Layout 1 16.11.12 08:46 Seite 1
Autoren des Buches „Fachwissen Fahrzeuglackierer“
Sirtl, Helmut Studiendirektor ReutlingenSteidle, Bernhard Studiendirektor Neckarsulm
Lektorat und Leitung des Arbeitskreises:
Sirtl, Helmut Studiendirektor Reutlingen
Bildbearbeitung:
Verlag Europa-Lehrmittel, Zeichenbüro, 73760 OstfildernGrafische Produktionen Jürgen Neumann, 97222 Rimpar
Bildentwürfe: Die AutorenFotos: Leihgaben der Firmen (Verzeichnis Seite 403)
Das vorliegende Buch wurde auf der Grundlage der aktuellen amtlichen Rechtschreibregeln erstellt.
Die Verwendung nur eines grammatikalischen Geschlechts bei Berufs- und Gruppenbezeichnungen wurdeim Hinblick auf den Lesefluss gewählt. Sie stellt keine Meinungsäußerung zur Geschlechterrolle dar.
1. Auflage 2013Druck 5 4 3 2 1
Alle Drucke derselben Auflage sind parallel einsetzbar, da sie bis auf die Behebung von Druckfehlern unter einander unver ändert bleiben.
ISBN 978-3-8085-2015-4
Umschlaggestaltung: braunwerbeagentur, Stefanie Braun, 42477 Radevormwald
Alle Rechte vorbehalten. Das Werk ist urheberrechtlich geschützt. Jede Verwertung außerhalb der gesetz-lich geregelten Fälle muss vom Verlag schriftlich genehmigt werden.
© 2013 by Verlag Europa-Lehrmittel, Nourney, Vollmer GmbH & Co. KG, 42781 Haan-Gruitenhttp://www.europa-lehrmittel.de
Satz: Meis satz&more, 59469 Ense Druck: M.P. Media-Print Informationstechnologie, 33100 Paderborn
20154 S. 001-124 neu_Layout 1 16.11.12 08:46 Seite 2
Um heute in seinem Beruf erfolgreich zu sein, benötigt der Fahrzeuglackierer Fachwissen in Verbindung mit hand-werklicher Fähigkeit. Nur so besitzt er die Fachkompetenz, die heute so wichtig ist, um im Beruf zu bestehen. DieGrundlagen seines Wissens erwirbt der Fahrzeuglackierer in der Berufsausbildung. Ein gutes Lehrbuch leistet ihmnicht nur zur Vor- und Nachbereitung des Unterrichts gute Dienste, es hilft ihm auch dabei, Herausforderungen in derberuflichen Praxis professionell zu meistern.
Das vorliegende Lehrwerk „Fachwissen Fahrzeuglackierer“ richtet sich an Fahrzeuglackierer in der Ausbildung so-wie in der beruflichen Praxis. Es wurde nach der Ausbildungsordnung und dem Rahmenlehrplan zum Ausbildungs-beruf Fahrzeuglackierer konzipiert und eignet sich bestens zum Einsatz im lernfeldorientierten Unterricht. Auch Inhalte der Ausbildung zum Karosseriebauer werden im Buch berücksichtigt. Der Auszubildende wird dazu an-geregt, sich über seinen Kernberuf hinausgehend zu interessieren und zu informieren. Das Buch eignet sich zudemfür den Einsatz an Techniker- und Meisterschulen. Zur Prüfungsvorbereitung und zum Selbststudium ist es aufgrundseiner klaren Struktur als Nachschlagewerk zu empfehlen.
Kennzeichen dieses Buches ist die übersichtliche und kompakte Darstellung der Inhalte. Jedes Kapitel und jedes Un-terkapitel bildet eine in sich abgeschlossene Einheit. Darum eignet sich dieses Buch im Lernfeldunterricht zur selbst-ständigen Recherche. Darüber hinaus ermöglicht es aufgrund des fachsystematischen Aufbaus strukturiertes Lernen.Die Texte in schülergerechter Sprache stehen in engem Zusammenhang mit vielen Tabellen, Grafiken und Fotos,wodurch der Lernende die fachlichen Zusammenhänge leicht begreift. Eine Besonderheit dieses Buches bilden dieTechnischen Merkblätter in Kapitel 6, mit denen die Bearbeitung von Kundenaufträgen eingeübt werden kann. Siewurden in Anlehnung an Merkblätter des Marktes entwickelt und bieten Informationen zu wichtigen Beschichtungs-stoffen der Reparaturlackierung. Aufgrund des umfangreichen Sachwortverzeichnisses können Fachbegriffe zügig nachgeschlagen werden. Dies un-terstützt das zielgerichtete Lernen im Unterricht und vor Prüfungen und ermöglicht das Auffrischen der Fachkennt-nisse im Berufsleben.
Das Lehrwerk ist nach folgenden Schwerpunkten gegliedert:
● Im Kapitel 1 erfolgt die Einführung in den Beruf des Fahrzeuglackierers mit seinen Besonderheiten. Das Kapitel in-formiert über Wichtiges zum Betrieb, die betrieblichen Organisation und Umweltschutzmaßnahmen.
● Das Kapitel 2 gibt Überblick über Konstruktionsprinzipien und Werkstoffe im Fahrzeugbau.
● Die Kapitel 3 bis 5 behandeln umfassend die für Fahrzeuglackierer gängigen Untergründe Metall, Holz, Kunststoff.Jedes Kapitel vermittelt allgemeine Kenntnisse zum Untergrund, auf denen die weiteren fachbezogenen Kapitelaufbauen.
● Das Kapitel 6 behandelt die Beschichtungsstoffe und deren Bestandteile. Dazu gehören Unterkapitel zu besonde-ren Lacken, zu Trocknungsabläufen, zur Bedeutung der Schichten im Beschichtungssystem und eine Beschreibungwichtiger Prüfmethoden.
● Im Kapitel 7 werden Arbeits- und Beschichtungsverfahren beschrieben, vorwiegend in technischer Hinsicht.
● Dem auftragsübergreifenden Aspekt des Arbeitschutzes ist das Kapitel 8 gewidmet.
● Die Kapitel 9 und 10 behandeln das Kerngeschäft des Fahrzeuglackierers. Es werden alle Möglichkeiten der Scha-densbehebung, der Untergrundvorbereitung und der Beschichtung detailliert behandelt. Werkstatthinweise ver-knüpfen Theorie und Praxis.
● Besondere Arbeitsgebiete werden in den Kapiteln 11 bis 14 behandelt. In den Kapiteln 11 und 12 geht es um die Ar-beiten an Oldtimern und Nutzfahrzeugen. Die weiteren Kapitel befassen sich mit möglichen Beschichtungsfehlernund mit der fachgerechten Aufbereitung von Lackoberflächen durch den Fahrzeuglackierer.
● Im Kapitel 15 liegt der Schwerpunkt neben mathematischen Grundlagen in der fachgerechten Kostenermittlungzur Schadensbehebung am Fahrzeug. Ergänzt wird dieses Kapitel durch die Grundlagen der Kalkulation sowie derLohnberechnung.
● Die Kapitel 16, 17 und 18 beantworten alle Gestaltungsfragen des Fahrzeuglackierers zu Form, Farbe und Schrift.Darüber hinaus geben sie Anleitung zur technischen Umsetzung von Ideen und gestaltenden Techniken. Ein Unter-kapitel vermittelt Kenntnisse zum Technischen Zeichnen und zur Entwurfspräsentation beim Kunden.
● Das Buch schließt mit den Kapiteln 19 und 20 mit physikalischen und chemischen Grundlagen, die für das Ver-ständnis der handwerklich orientierten Kapitel zur Untergrundbearbeitung von Bedeutung sind.
Die Konzeption des Buches basiert auf der langjährigen Erfahrung der Autoren in der schulischen und praktischenAusbildung der Fahrzeuglackierer und Karosseriebauer. Unseren Lesern wünschen wir viel Freude und Erfolg bei der Erarbeitung und Vertiefung der Fachkenntnisse. Hin-weise und Ergänzungen, die zur Weiterentwicklung des Buches beitragen, nehmen wir unter der Verlagsadresseoder per E-Mail ([email protected]) dankbar entgegen.
Winter 2012/2013 Autoren und Verlag
Die Verwendung nur eines grammatikalischen Geschlechts bei Berufs- und Gruppenbezeichnungen wurde im Hinblick auf den Lesefluss gewählt. Sie stellt keine Meinungsäußerung zur Geschlechterrolle dar.
Vorwort
3
20154 S. 001-124 neu_Layout 1 16.11.12 08:46 Seite 3
Vorwort ....................................................................... 3 Inhaltsverzeichnis ....................................................... 4
1 Berufs- und Betriebsorganisation.............. 9
1.1 Das Arbeitsfeld des Fahrzeuglackierers .... 101.2 Aus- und Weiterbildung .............................. 111.3 Rechtliche Grundlagen................................ 121.4 Betriebsorganisation ................................... 131.4.1 Ziele und Möglichkeiten der
Betriebsorganisation ................................... 131.4.2 Organisation eines Fahrzeuglackier-
betriebes ....................................................... 131.4.3 Der Kunde..................................................... 141.4.4 Der Mitarbeiter ............................................. 141.4.5 Ablauf des Kundenauftrages im Betrieb ... 151.5 Werkstatt und Arbeitsplatz des
Fahrzeuglackierers....................................... 161.5.1 Die Räume der Werkstatt ............................ 161.5.2 Vorbereitungsraum...................................... 171.5.3 Lackieranlage ............................................... 171.5.4 Aggregateraum, Aggregatetechnik ........... 191.5.5 Lacklager und Mischraum .......................... 211.5.6 Finish- und Montageraum .......................... 211.6 Datenverarbeitung und Datenschutz
im Betrieb ..................................................... 221.7 Qualitätsmanagement (QM)....................... 231.7.1 Kundenorientiertes
Qualitätsmanagement................................. 231.7.2 Voraussetzungen für eine
funktionierende Qualitätssicherung .......... 251.7.3 Planung und Durchführung........................ 251.8 Umweltschutzmaßnahmen im
Lackierbetrieb............................................... 261.8.1 Gewässerreinhaltung .................................. 271.8.2 Abfallentsorgung ......................................... 27
2 Das Kraftfahrzeug ........................................ 29
2.1 Geschichte des Karosserie- und Fahrzeugbaus............................................... 30
2.2 Einteilung der Kraftfahrzeuge..................... 302.3 Aufbau eines Kraftfahrzeuges .................... 312.4 Funktionseinheiten eines Kraftfahrzeuges 322.5 Karosseriebauweisen .................................. 332.6 Konstruktionsprinzipien .............................. 352.6.1 Getrennte Bauweise (Rahmenbauweise).. 352.6.2 Die selbsttragende Bauweise ..................... 352.7 Konstruktion der Karosserie ....................... 362.7.1 Die vordere Karosserie................................ 362.7.2 Die hintere Karosserie ................................. 362.7.3 Die Fahrgastzelle.......................................... 372.7.4 Karosserieanbauteile................................... 382.7.5 Fahrzeugscheiben........................................ 382.8 Werkstoffe im Karosseriebau ..................... 392.8.1 Leichtbauwerkstoffe .................................... 392.8.2 Stahlbleche................................................... 392.8.3 Oberflächenbehandlung von Stahlblechen 402.8.4 Aluminium im Karosserie- und Fahrzeugbau 402.8.5 Kunststoffe im Karosserie- und
Fahrzeugbau................................................. 412.9 Werkstoffe am Beispiel einer
PKW-Limousine............................................ 422.10 Korrosionsschutz am Neufahrzeug............ 432.10.1 Konstruktive Maßnahmen .......................... 432.10.2 Schutzüberzüge............................................ 432.11 Fahrzeuglackierung in der Serie................. 44
3 Untergründe aus Metall.............................. 47
3.1 Metalle .......................................................... 483.1.1 Aufbau der Metalle ...................................... 483.1.2 Einteilung der Metalle ................................. 493.2 Herstellung von Eisen und Stahl................ 493.3 Eigenschaften/Korrosion von Metallen .... 503.3.1 Eigenschaften von Eisen und Stahl .......... 503.3.2 Chemische und elektrochemische
Vorgänge bei der Korrosion........................ 503.3.3 Erscheinungsformen der Korrosion .......... 513.3.4 Walzhaut und Zunder .................................. 513.4 Vorbereitung von Stahl zur Beschichtung. 523.4.1 Einflüsse auf die Qualität einer
Rostschutzbeschichtung ............................. 523.4.2 Untergrundprüfung und -vorbereitung
von Stahl....................................................... 523.4.3 Rostgrade, Oberflächenvorbereitungs-
grade ............................................................. 543.4.4 Entrostungsverfahren.................................. 553.5 Nichteisenmetalle ........................................ 573.5.1 Aluminium.................................................... 573.5.2 Zink................................................................ 573.6 Schutzüberzüge auf Metallen ..................... 58
4 Untergründe aus Kunststoff....................... 59
4.1 Kunststoffe als Untergrund ........................ 604.2 Herstellung von Kunststoffen..................... 60 4.3 Einteilung der Kunststoffe .......................... 614.4 Verarbeitung von Duromeren zu
Formteilen .................................................... 624.5 Verarbeitung von Plastomeren zu
Formteilen .................................................... 634.6 Kunststoffarten am Fahrzeug ..................... 644.7 Beurteilen von Kunststoffuntergründen
zur Beschichtung.......................................... 654.7.1 Erkennen von Kunststoffen ........................ 654.7.2 Untergrundprüfung ..................................... 654.8 Vorbereiten von Kunststoff-
untergründen zur Beschichtung................. 66
5 Untergründe aus Holz ................................. 67
5.1 Bedeutung und Aufbau des Holzes ........... 685.2 Eigenschaften und Anwendung von
Massivholz.................................................... 695.3 Eigenschaften und Anwendung von
Holzwerkstoffen ........................................... 705.4 Behandlung von Holz am Fahrzeug........... 705.4.1 Deckende Beschichtung.............................. 705.4.2 Farblose Beschichtung................................ 71
6 Werkstoffe und Hilfsstoffe.......................... 73
6.1 Zusammensetzung von Beschichtungsstoffen .................................. 74
6.2 Die Herstellung eines Lackes...................... 756.3 Einteilung der Beschichtungsstoffe ........... 776.4 Das Bindemittel im Beschichtungsstoff .... 786.5 Bindemittel und Lacke des
Fahrzeuglackierers....................................... 796.5.1 Öle und Ölfarben.......................................... 796.5.2 Naturharz und Naturharzfarben ................. 796.5.3 Schellack ....................................................... 796.5.4 Zellulosenitrat und Nitrolacke .................... 806.5.5 Asphalt/Bitumen und deren Produkte ....... 806.5.6 Polymerisate und
Polymerisatharzlacke/Vinyllacke ............... 80
Inhaltsverzeichnis
4
20154 S. 001-124 neu_Layout 1 16.11.12 08:46 Seite 4
6.5.7 Chlorkautschuk und Chlorkautschuklack... 816.5.8 Silikonharz und Silikonharzlack.................. 816.5.9 Alkydharz und Alkydharzlack...................... 816.5.10 Acrylharz und Acrylharzlack ....................... 826.5.11 Epoxidharz und Epoxidharzlack ................. 836.5.12 Polyurethanharz und
Polyurethanharzlack .................................... 836.5.13 Ungesättigter Polyester und
Polyesterlack ................................................ 846.5.14 Säurehärtende Lacke................................... 846.6 Zweikomponentenlacke und ihre
Verwendung ................................................. 856.7 Nanolacke und ihre Verwendung............... 866.8 Pulverlacke und ihre Verwendung ............. 876.9 Lösemittel ..................................................... 906.9.1 Aufgaben und Eigenschaften von
Lösemittel ..................................................... 906.9.2 Wasser als Lösemittel.................................. 906.9.3 Einteilung und Verwendung der
wichtigsten organischen Lösemittel.......... 916.9.4 Herstellung von organischen Lösemitteln 916.9.5 Merkmale und Kenndaten der Lösemittel. 926.9.6 Lösemittel, Nichtlöser und
Verdünnungen.............................................. 936.9.7 Gefahren und Schutz im Umgang
mit Lösemitteln ............................................ 946.10 Farbmittel...................................................... 956.10.1 Pigmente, Farbstoffe und Füllstoffe........... 956.10.2 Farbstoffe...................................................... 966.10.3 Füllstoffe ....................................................... 966.10.4 Einteilung der Pigmente.............................. 976.10.5 Aufgaben und Eigenschaften der
Pigmentierung .............................................. 976.10.6 Die Herstellung von Pigmenten.................. 996.10.7 Besondere Pigmente für Effektlacke .......... 1006.11 Additive ......................................................... 1046.11.1 Additive in wasserverdünnbaren
Lacken/Dispersionsfarben ........................... 1046.11.2 Additive in Lacken........................................ 1056.12 Trocknungsabläufe in
Beschichtungsstoffen .................................. 1066.12.1 Physikalische und chemische
Trocknung ..................................................... 1066.12.2 Kalter Fluss ................................................... 1066.12.3 Trocknung mineralischer Bindemittel........ 1076.12.4 Chemische Härtung ..................................... 1076.12.5 Trocknungsablauf und
Trocknungsbeschleunigung........................ 1076.13 IR-trocknende Werkstoffe............................ 1086.14 UV-härtende Werkstoffe.............................. 1096.15 Die Schichten im Beschichtungssystem ... 1106.16 Qualitätssicherung und Prüfmethoden
am Werkstoff ................................................ 1136.16.1 Prüfung der Viskosität ................................. 1136.16.2 Prüfung der Haftung.................................... 1146.16.3 Prüfung der Schichtdicke............................ 1156.16.4 Prüfung der Belastbarkeit durch
Witterungseinflüsse..................................... 1166.16.5 Prüfung der mechanischen
Beanspruchbarkeit....................................... 1186.16.6 Prüfung der Chemikalienbeständigkeit ..... 1186.16.7 Prüfung der Deckfähigkeit........................... 1186.17 Piktogramme in Technischen
Merkblättern ................................................. 1196.18 Technische Merkblätter ............................... 120
7 Arbeits- und Beschichtungsverfahren....... 1257.1 Arbeits- und Beschichtungsverfahren
als System .................................................... 1267.2 Untergrundprüfung ..................................... 1277.3 Abdecken und Schützen von Untergründen 1287.3.1 Klebebänder ................................................. 1287.3.2 Abdeckfolien und Abdeckpapiere .............. 1297.4 Reinigungs- und Entschichtungsverfahren 1307.4.1 Reinigungsmittel und Reinigungsverfahren 1307.4.2 Entschichtungsverfahren ............................ 1317.4.3 Hochdruckreinigung .................................... 1317.4.4 Strahlverfahren ............................................ 1327.4.5 Thermische Entschichtung ......................... 1337.4.6 Abbeizen und Ablaugen.............................. 1337.5 Schleifen ....................................................... 1347.5.1 Vom Grob- zum Feinstschliff zum Polieren 1347.5.2 Schleifsysteme............................................. 1357.5.3 Hand- und Maschinenschliff....................... 1357.5.4 Nass- und Trockenschliff ............................. 1367.5.5 Schleifmaschinen......................................... 1377.5.6 Schleifmittel.................................................. 1387.5.7 Schleifkornträger ......................................... 1407.5.8 Schleifteller................................................... 1417.6 Polieren ......................................................... 1427.6.1 Poliermaschinen .......................................... 1437.6.2 Poliermittel für den professionellen
Einsatz ........................................................... 1427.6.3 Polieraufsätze ............................................... 1437.7 Pinsel............................................................. 1447.8 Spritzverfahren............................................. 1457.8.1 Overspray ..................................................... 1457.8.2 Arten der Spritzverfahren ........................... 1457.8.3 Spritzverfahren mit Druckluft ..................... 1467.8.4 Aufbau und Funktion von Spritzpistolen
für Druckluftverfahren ................................. 1477.8.5 Materialzuführung bei den
Druckluftverfahren ...................................... 1487.8.6 Airless-Verfahren ......................................... 1487.8.7 Airmix-Verfahren.......................................... 1497.8.8 Elektrostatisches Sprühen .......................... 1497.8.9 Spraydosen .................................................. 1507.9 Industrielle Beschichtungsverfahren ......... 1517.10 Kleben von Folien ........................................ 1527.10.1 Aufbau und Eigenschaften von Klebefolien 1527.10.2 Grundausstattung zum Arbeiten mit Folien 1537.10.3 Verfahren der Folienverklebung................. 1547.10.4 Nass- und Trockenverklebung.................... 1557.10.5 Werkstatthinweise zum Verkleben von
Folien............................................................. 156
8 Arbeitsschutz .............................................. 1578.1 Arbeitsschutz und Umweltschutz bei
der Fahrzeuglackierung............................... 1588.2 Unfallverhütung........................................... 1598.2.1 Gefährdungsbeurteilung............................. 1598.3 Umgang mit gefährlichen Stoffen ............. 1608.3.1 Gefahren durch Beschichtungsstoffe ........ 1608.3.2 Gefährliche Substanzen in
Beschichtungsstoffen .................................. 1608.4 Regelungen, Gesetze und Vorschriften ..... 1618.4.1 Grenzwerte von schädlichen Stoffen......... 1628.4.2 VOC-Grenzwerte .......................................... 1628.4.3 Kennzeichnung auf Gebinden .................... 1638.4.4 R-Sätze (Risikosätze)/H-Sätze
(hazard statements) ..................................... 164
Inhaltsverzeichnis
5
20154 S. 001-124 neu_Layout 1 16.11.12 08:46 Seite 5
8.4.5 S-Sätze (Sicherheitsratschläge)/P-Sätze (precautionary statements)........... 164
8.4.6 Sicherheitsdatenblatt .................................. 1658.4.7 Sicherheit im Betrieb, Betriebsanweisung 1658.5 Sicherheitszeichen....................................... 1688.5.1 Verbots- und Gebotszeichen....................... 1688.5.2 Warnzeichen................................................. 1688.5.3 Brandschutzzeichen..................................... 1698.5.4 Rettungszeichen........................................... 1698.5.5 Farbkennzeichnung von Rohrleitungen .... 1698.6 Arbeiten mit und auf Leitern, Gerüsten
und Arbeitsbühnen...................................... 1708.6.1 Leitern ........................................................... 1708.6.2 Gerüste.......................................................... 1718.6.3 Hebebühnen................................................. 1718.7 Arbeitsschutzmaßnahmen im Betrieb....... 1728.7.1 Arbeitsschutz beim Lackieren..................... 1728.7.2 Arbeitsschutz beim Schleifen ..................... 1738.7.3 Schutz vor Abgasen..................................... 1738.8 Umgang mit elektrischen Geräten............. 1748.9 Persönliche Schutzausrüstung................... 1758.9.1 Hautschutz .................................................... 1768.9.2 Schutzkleidung............................................. 1788.9.3 Augenschutz................................................. 1788.9.4 Fußschutz...................................................... 1788.9.5 Atemschutz................................................... 1798.9.6 Gehörschutz ................................................. 1818.10 Brand- und Explosionsschutz im Betrieb .. 1828.10.1 Voraussetzungen zur Entstehung eines
Brandes......................................................... 1828.10.2 Vorbeugender Brand- und Explosionsschutz 1838.11 Maßnahmen bei Unfällen ........................... 184
9 Karosserieinstandsetzung .......................... 185
9.1 Auftragsannahme ........................................ 1869.1.1 Erfassung der Fahrzeugdaten..................... 1869.1.2 Erfassung des Schadens am Fahrzeug...... 1869.1.3 Festlegung des Reparaturweges................ 1879.1.4 Kostenkalkulation......................................... 1879.2 Ablauf der Karosserieinstandsetzung........ 1889.3 Analyse von Karosserieschäden ................ 1899.3.1 Einstufung von Karosserieschäden ........... 1899.3.2 Bestimmung des Schadensumfangs......... 1899.3.3 Karosserievermessung................................ 1919.4 Demontage u. Montage von Fahrzeugteilen 1949.4.1 Demontage und Montage von
Karosserieteilen ........................................... 1949.4.2 Demontage und Montage von
Verkleidungen .............................................. 1959.5 Ausbeulen..................................................... 1969.5.1 Wahl des richtigen Ausbeulverfahrens ..... 1969.5.2 Dellenarten ................................................... 1979.5.3 Ausbeulen ohne Nachlackieren.................. 1989.5.4 Ausbeulen mit Nachlackieren..................... 2009.5.5 Ausbeulen von Aluminiumblechen ........... 2039.5.6 Ausbeulen von Hagelschäden.................... 2039.5.7 Ausbeulwerkzeuge ...................................... 2049.6 Oberflächenfinish nach dem Ausbeulen... 2059.6.1 Schleifen der Reparaturstelle ..................... 2059.6.2 Verspachteln von Dellen ............................. 2059.6.3 Verschwemmen von Dellen........................ 2069.7 Strukturschäden........................................... 2079.7.1 Verhalten der selbsttragenden
Karosserie bei Stoß ..................................... 2079.7.2 Einteilung der Strukturschäden.................. 207
9.8 Abschnittreparatur....................................... 2089.8.1 Durchführung einer Abschnittreparatur.... 2089.8.2 Trennwerkzeuge bei Karosseriearbeiten ... 2099.8.3 Fügeverfahren im Karosserie- und
Fahrzeugbau................................................. 2109.9 Kunststoffreparatur...................................... 2129.9.1 Identifizierung von Kunststoffen ................ 2129.9.2 Schäden an Kunststoffteilen am Fahrzeug 2129.9.3 Reparaturverfahren an Kunststoffteilen .... 2139.9.4 Wirtschaftlichkeit einer Kunststoffreparatur 2159.9.5 Handlaminieren............................................ 2169.9.6 Reparatur von GFK-beschichteten
Sandwichplatten .......................................... 2179.9.7 Reparatur kleiner Schäden (Kratzer,
Gelcoat-Risse, Einschläge).......................... 2179.10 Fahrzeugverglasung.................................... 2189.10.1 Demontage von Fahrzeugscheiben ........... 2189.10.2 Montage von Fahrzeugscheiben................ 2199.10.3 Scheibenreparatur ....................................... 220
10 Fahrzeuglackierung ..................................... 221
10.1 Planungsschritte einerReparaturlackierung .................................... 222
10.1.1 Die Auftragsabwicklung.............................. 22210.1.2 Übersicht über die Arbeitsschritte der
Reparaturlackierung .................................... 22310.1.3 Untergrundbeurteilung ............................... 22410.1.4 Umfang und Qualität der Lackierarbeiten. 22410.1.5 Auswahl des Lackiersystems...................... 22510.1.6 Planung des Lackaufbaus ........................... 22510.2 Untergrundvorbereitung............................. 22610.2.1 Reinigung vor und während der
Beschichtung................................................ 22610.2.2 Lackschichten und Rost entfernen............. 22710.3 Schleifen ....................................................... 22910.3.1 Aufgabe des Schleifens............................... 22910.3.2 Auswahl der richtigen Körnung ................. 22910.3.3 Auswahl der Schleifmaschine.................... 23010.3.4 Arbeitsschutz beim Schleifen ..................... 23110.3.5 Werkstatthinweise zum Schleifen .............. 23110.4 Spachteln...................................................... 23210.4.1 Spachtelmassen........................................... 23210.4.2 Werkstatthinweise zum Spachteln............. 23210.4.3 Verarbeitung von Polyester-Spachtel ........ 23310.5 Grundieren und Füllern............................... 23410.5.1 Grundierung ................................................. 23410.5.2 Füller ............................................................. 23410.5.3 Werkstatthinweise zum Füllern .................. 23510.6 Decklackieren ............................................... 23610.7 Vorbereitung des Lackmaterials................. 23710.7.1 Lackfarbton ermitteln .................................. 23710.7.2 Benötigte Lackmenge ermitteln ................. 23810.7.3 Mischen und Abtönen des Decklackes...... 23910.7.4 Farbtonvergleich durchführen.................... 24010.7.5 Farbabweichungen korrigieren .................. 24010.8 Nuancieren ................................................... 24110.9 Einstellen des Decklackes ........................... 24310.10 Abdeckarbeiten ............................................ 24510.10.1 Abdeckmaterialien....................................... 24510.10.2 Abkleben von Fahrzeugen .......................... 24510.11 Lackieren mit der Spritzpistole................... 24610.11.1 Auswahl der Spritzpistole........................... 24610.11.2 Verarbeitungsbedingungen ........................ 24610.11.3 Mängel am Spritzergebnis.......................... 24810.11.4 Lackieren von Karosserien.......................... 249
Inhaltsverzeichnis
6
20154 S. 001-124 neu_Layout 1 16.11.12 08:46 Seite 6
10.12 Verarbeitung von Metallic- undEffekt-Lacken ................................................ 250
10.13 Die Beilackierung ......................................... 25110.13.1 Gründe für das Beilackieren ....................... 25110.13.2 Methoden der Beilackierung ...................... 25110.13.3 Beilackieren ins angrenzende Teil .............. 25210.13.4 Beilackieren in der Fläche (im Teil) ............ 25210.13.5 Beilackieren mit Begrenzung der
beilackierten Fläche ..................................... 25310.13.6 Spot-Repair................................................... 25310.14 Reparatur von kratzfesten Lacken und
Pulverlacken ................................................. 25410.15 Lackierung von Kunststoffteilen................. 25510.16 Reparatur von gefärbten Klarlack- .............
schichten....................................................... 25510.17 Lackierung von Felgen ................................ 25610.18 Werkstatthinweise zum Lackieren.............. 25610.19 Trocknung des Lackes ................................. 25710.19.1 Lackier- und Trockenkabinen ...................... 25710.19.2 IR-Trocknung ................................................ 25810.19.3 Trockenblaseinrichtungen für Wasserlacke 25810.19.4 UV-Trocknung............................................... 25810.20 Reinigung und Pflege der Spritzpistole..... 25910.20.1 Reinigung der Spritzpistole mit
Automaten.................................................... 25910.20.2 Manuelle Reinigung der Spritzpistole ....... 25910.21 Das Finish ..................................................... 26010.21.1 Funktion des Fahrzeuges wieder
herstellen ...................................................... 26010.21.2 Lackierfehler beseitigen
(Oberflächenfinish) ...................................... 260
11 Lackieren von Nutzfahrzeugen und
Industrieobjekten......................................... 261
11.1 Einteilung der Nutzfahrzeuge ..................... 26211.2 Besonderheiten der Nutzfahrzeuge ........... 26311.3 Untergrundvorbereitung und
Beschichtung................................................ 26311.4 Lackierung von Industrieprodukten........... 26511.5 Korrosionsschutz besonders
beanspruchter Objekte ................................ 26611.5.1 Untergrundprüfung und
Untergrundvorbereitung............................. 26611.5.2 Beschichtungssysteme im schweren
Korrosionsschutz ......................................... 267
12 Bearbeiten von Oldtimern .......................... 269
12.1 Stationen des Fahrzeugbaus ...................... 27012.2 Geschichte der Fahrzeuglacke und
der Fahrzeuglackierung............................... 272 12.3 Die Fahrzeugzulassung als Oldtimer ......... 27412.4 Zustandsnoten ............................................. 27512.5 Restaurierarbeiten am Oldtimer................. 27512.6 Lackierung von Oldtimern .......................... 276
13 Fehler am Lackierergebnis ......................... 277
13.1 Schadensursachen ...................................... 27813.1.1 Reklamationsgründe bei der Fahrzeug-
übergabe nach erfolgter Lackierung.......... 27813.1.2 Reklamation wegen eines Lackfehlers
durch Umwelteinflüsse ............................... 27813.2 Lackierfehler, Fehler im
Beschichtungsaufbau.................................. 27813.3 Lackfilmstörungen durch
Umwelteinflüsse .......................................... 284
14 Aufbereitung von Oberflächen................... 287
14.1 Übersicht über die Maßnahmen ................ 28814.2 Übersicht über die Fahrzeugpflege............ 28914.3 Außenreinigung........................................... 29014.3.1 Die Fahrzeugwäsche ................................... 290 14.3.2 Hartnäckige Verunreinigungen
beseitigen ..................................................... 29214.3.3 Kunststoffe reinigen und pflegen............... 29214.3.4 Leichtmetallfelgen reinigen ........................ 29314.3.5 Chromreinigung........................................... 29314.3.6 Lackpflege und Lackaufbereitung .............. 29414.3.7 Pflege von Mattlacken ................................. 29614.3.8 Werkstatthinweise zur Lackpflege.............. 29614.4 Oberflächen aufbereiten durch Polieren ... 29714.4.1 Auswahl und Handhabung von
Poliermaschinen .......................................... 29714.4.2 Vorgehensweise beim Polieren.................. 29814.4.3 Werkstatthinweise zum Polieren................ 29914.5 Konservierung des Lacks ............................ 29914.6 Innenreinigung............................................. 30014.6.1 Reinigung des Fahrgast- und Kofferraums 30014.6.2 Leder im Fahrzeug reinigen und pflegen .. 30014.6.3 Textil- und Lederreparatur .......................... 30114.6.4 Kunststoffteile im Innenbereich reinigen.. 30114.7 Die professionelle Fahrzeugaufbereitung . 302
15 Mathematik .................................................. 303
15.1 Grundlagen................................................... 30415.1.1 Umwandlung von Einheiten....................... 30415.1.2 Bruchrechnen............................................... 30515.1.3 Rechenregeln ............................................... 30615.1.4 Verhältnisrechnen mit dem Dreisatz.......... 30615.1.5 Mischungsrechnen ...................................... 30715.1.6 Prozentrechnen ............................................ 30715.1.7 Rabatt, Skonto, Mehrwertsteuer ................ 30815.1.8 Rechnen mit Formeln.................................. 30815.1.9 Zinsberechnung ........................................... 30815.2 Flächenberechnung..................................... 30915.3 Körperberechnung....................................... 31015.4 Materialberechnung .................................... 31115.5 Lohnberechnung.......................................... 31215.5.1 Tarifverträge und Lohnvereinbarungen .... 31215.5.2 Einflüsse auf die individuelle Höhe
des Lohnes ................................................... 31315.5.3 Vergütungsformen....................................... 31315.5.4 Zeitlohn ......................................................... 31415.5.5 Leistungslohn, Akkordlohn......................... 31515.5.6 Lohn- und Gehaltsabrechnung................... 31615.6 Kalkulation und Preisberechnung.............. 31715.7 Stundenverrechnungssatz, Lohnminute ... 31815.8 Rechnen mit Arbeitswerten ........................ 31915.9 Kalkulation mit Schadensprogrammen .... 31915.10 Kalkulation von Ausbeularbeiten............... 32015.11 Berechnung von Hagelschäden ................. 32115.12 Maschinenkosten......................................... 321
16 Gestaltung .................................................... 323
16.1 Grundlagen der Formenlehre..................... 32416.1.1 Formen und Formelemente........................ 32416.1.2 Formbeziehungen........................................ 32816.2 Grundlagen der Farbenlehre ...................... 32916.2.1 Wirkungen von Farben................................ 32916.2.2 Farbwahrnehmung...................................... 33016.2.3 Farbmischung .............................................. 33016.2.4 Theorie und Praxis des Farbenmischens .. 331
Inhaltsverzeichnis
7
20154 S. 001-124 neu_Layout 1 16.11.12 08:46 Seite 7
16.2.5 Die drei Merkmale einer Farbe ................... 33216.2.6 Farbordnungssysteme ................................ 33416.2.7 Farbkarten, Farbregister, Trendfarben ....... 33516.3 Gestaltung am Fahrzeug............................. 33616.3.1 Gestaltungsmöglichkeiten in der
Übersicht....................................................... 336 16.3.2 Unifarben am Fahrzeug............................... 33616.4 Farbkontraste ............................................... 33716.4.1 Farbe-an-sich-Kontrast ................................ 33816.4.2 Komplementär-Kontrast.............................. 33816.4.3 Hell-Dunkel-Kontrast ................................... 33916.4.4 Qualitätskontrast.......................................... 33916.4.5 Quantitätskontrast ....................................... 340 16.4.6 Minimax-Effekt ............................................. 34016.4.7 Kalt-warm-Kontrast ..................................... 34116.4.8 Flimmerkontrast........................................... 34116.4.9 Simultankontrast.......................................... 34116.4.10 Sukzessivkontrast ........................................ 34116.5 Harmonisierende Farben ............................ 34216.5.1 Farbklang ...................................................... 34216.5.2 Farbharmonie............................................... 34216.6 Zeichen und Design am Fahrzeug ............. 34316.6.1 Objektübersicht ............................................ 34316.6.2 Geschäftsfahrzeuge ..................................... 34416.6.3 Firmenwerbung am Geschäftsfahrzeug.... 34516.6.4 Custompainting............................................ 34516.7 Erstellung von Gestaltungsvorschlägen ... 34716.8 Technisches Zeichnen ................................. 34816.8.1 Der Maßstab................................................. 34816.8.2 Vergrößern von Entwurfszeichnungen...... 34816.8.3 Bemaßung von Zeichnungen..................... 34916.8.4 Darstellung von Körpern in
rechtwinkliger Parallelkonstruktion ........... 34916.8.5 Darstellung von Körpern in
schräger Parallelkonstruktion..................... 350
17 Design- und Effektlackierungen................. 351
17.1 Einführung und Übersicht........................... 35217.2 Designtechniken........................................... 35317.2.1 Abklatschtechniken...................................... 35317.2.2 Kombinationstechniken .............................. 35417.2.3 Sondertechniken.......................................... 35517.2.4 Schleiftechniken........................................... 35817.2.5 Imitationstechniken ..................................... 35917.2.6 Einlegetechniken.......................................... 36017.2.7 Entwicklung einer neuen
Gestaltungstechnik ...................................... 36117.3 Effektlackierungen ....................................... 36217.4 Oberflächenveredlung durch
Galvanisieren ............................................... 36417.5 Geschäftskonzept für Design- und
Effektlackierungen ....................................... 364
18 Schrift............................................................ 365
18.1 Schrift als Mittel der Kommunikation........ 36618.2 Schriftentwicklung bis heute ...................... 36718.3 Beschreibung einer Schrift ......................... 36918.3.1 Merkmale einer Schrift................................ 36918.3.2 Schriftgruppen nach DIN ............................ 37018.4 Schrift und Lesbarkeit ................................. 37118.5 Gestaltung mit Schrift ................................. 37318.6 Schriftausführung........................................ 37418.7 Schriftanwendung am Fahrzeug................ 37518.7.1 Beschriftung am Privatfahrzeug................. 37518.7.2 Beschriftung am Geschäftsfahrzeug.......... 375
19 Physik............................................................ 379
19.1 Grundbegriffe ............................................... 38019.1.1 Zustandsformen der Stoffe
(Aggregatzustand)........................................ 380 19.1.2 Masse, Volumen und Dichte ....................... 38119.1.3 Kohäsionskräfte und Adhäsionskräfte....... 38119.1.4 Stoffgemische............................................... 38219.1.5 Lösungen ...................................................... 38219.2 Physikalische Eigenschaften von Stoffen.. 383 19.2.1 Härte .............................................................. 38319.2.2 Zähigkeit........................................................ 38319.2.3 Sprödigkeit.................................................... 38319.2.4 Dehnbarkeit................................................... 38319.2.5 Haftung und Benetzbarkeit.......................... 38319.2.6 Viskosität und Thixotropie .......................... 38419.2.7 Trocknung und Luftfeuchte ......................... 38419.3 Optik .............................................................. 38519.3.1 Licht und Sehen ........................................... 38519.3.2 Optische Gesetze und ihre Bedeutung
für den Fahrzeuglackierer............................ 38519.3.3 Farbiges Sehen............................................. 38619.3.4 Additive und subtraktive Farbmischung ... 387 19.3.5 Spektralkurven und Metamerie .................. 38719.4 Wärmelehre (Kalorik)................................... 38819.4.1 Wärme........................................................... 38819.4.2 Wärmetransport ........................................... 388 19.4.3 Farbton und Wärme..................................... 388 19.5 Akustik ........................................................... 38919.5.1 Schall ............................................................. 38919.5.2 Schall und Schallschutz rund ums
Fahrzeug........................................................ 389 19. 6 Elektrizitätslehre ........................................... 39019.6.1 Wesen des elektrischen Stroms ................. 39019.6.2 Stromkreis..................................................... 39019.6.3 Elektrische Nennleistung............................. 39019.6.3 Gefahren ....................................................... 390
20 Chemie ............................................................ 391
20.1 Grundbegriffe ................................................. 39220.1.1 Vom Stoff zum kleinsten Baustein ............... 39220.1.2 Aufbau der Atome.......................................... 39220.1.3 Moleküle und ihre Zusammensetzung ........ 39320.1.4 Chemische Reaktionen .................................. 39320.2 Chemische Reaktionen wichtiger Stoffe...... 39420.2.1 Luft und Sauerstoff ........................................ 39420.2.2 Oxidation und Reduktion .............................. 39420.2.3 Säuren ............................................................. 39520.2.4 Laugen............................................................. 39520.2.5 Neutralisation und Salzbildung .................... 39620.2.6 Kohlenstoff und
Kohlenstoffverbindungen.............................. 39620.2.7 Chemische Reaktionen am
Kohlenstoffmolekül ........................................ 39720.2.8 Bildung von Makromolekülen ...................... 397
Sachwortverzeichnis.................................................... 398 Firmen- und Bildverzeichnis........................................ 403
Inhaltsverzeichnis
8
20154 S. 001-124 neu_Layout 1 16.11.12 08:46 Seite 8
1Berufs- undBetriebsorganisation
1.1 Das Arbeitsfeld des Fahrzeuglackierers1.2 Aus- und Weiterbildung1.3 Rechtliche Grundlagen1.4 Betriebsorganisation1.5 Werkstatt und Arbeitsplatz des Fahrzeuglackierers1.6 Datenverarbeitung und Datenschutz im Betrieb1.7 Qualitätsmanagement (QM)1.8 Umweltschutzmaßnahmen im Lackierbetrieb
20154 S. 001-124 neu_Layout 1 16.11.12 08:46 Seite 9
1 Berufs- und Betriebsorganisation1.1 Das Arbeitsfeld des Fahrzeuglackierers
10
Tabelle 1: Gründe für die Beschichtung eines Objektes
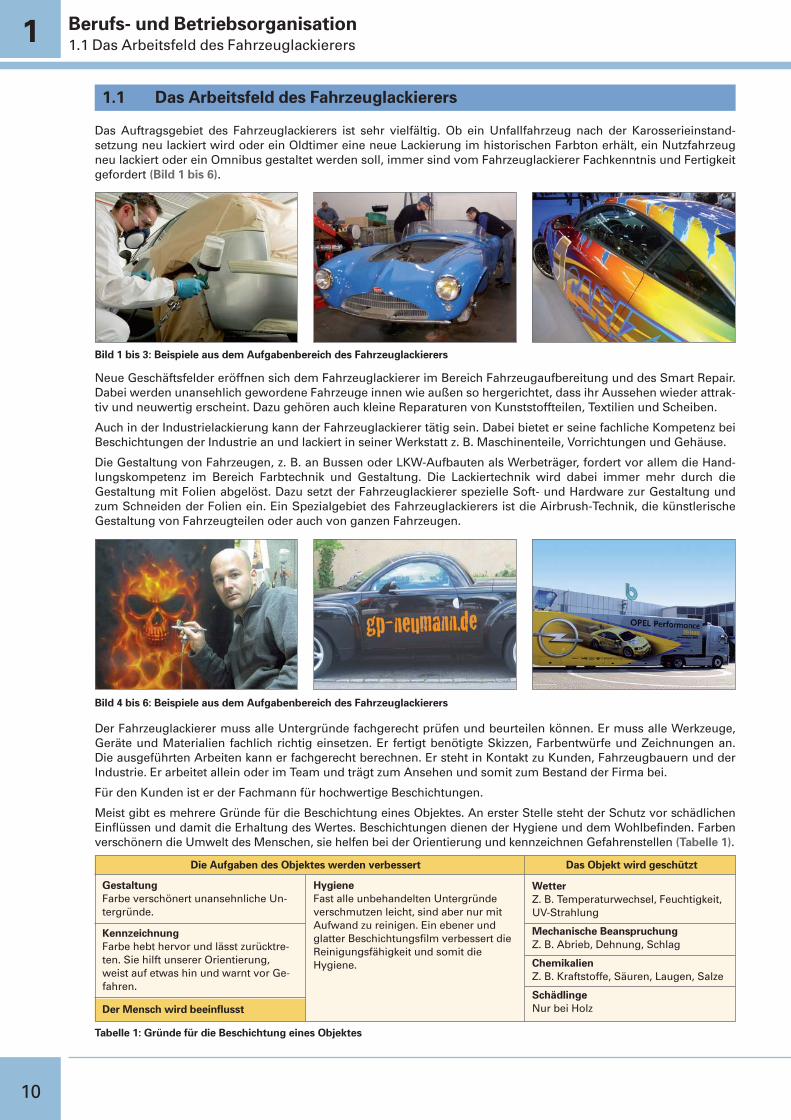
Das Auftragsgebiet des Fahrzeuglackierers ist sehr vielfältig. Ob ein Unfallfahrzeug nach der Karosserieinstand-setzung neu lackiert wird oder ein Oldtimer eine neue Lackierung im historischen Farbton erhält, ein Nutzfahrzeugneu lackiert oder ein Omnibus gestaltet werden soll, immer sind vom Fahrzeuglackierer Fachkenntnis und Fertigkeitgefordert (Bild 1 bis 6).
Neue Geschäftsfelder eröffnen sich dem Fahrzeuglackierer im Bereich Fahrzeugaufbereitung und des Smart Repair.Dabei werden unansehlich gewordene Fahrzeuge innen wie außen so hergerichtet, dass ihr Aussehen wieder attrak-tiv und neuwertig erscheint. Dazu gehören auch kleine Reparaturen von Kunststoffteilen, Textilien und Scheiben.
Auch in der Industrielackierung kann der Fahrzeuglackierer tätig sein. Dabei bietet er seine fachliche Kompetenz beiBeschichtungen der Industrie an und lackiert in seiner Werkstatt z. B. Maschinenteile, Vorrichtungen und Gehäuse.
Die Gestaltung von Fahrzeugen, z. B. an Bussen oder LKW-Aufbauten als Werbeträger, fordert vor allem die Hand-lungskompetenz im Bereich Farbtechnik und Gestaltung. Die Lackiertechnik wird dabei immer mehr durch die Gestaltung mit Folien abgelöst. Dazu setzt der Fahrzeuglackierer spezielle Soft- und Hardware zur Gestaltung undzum Schneiden der Folien ein. Ein Spezialgebiet des Fahrzeuglackierers ist die Airbrush-Technik, die künstlerischeGestaltung von Fahrzeugteilen oder auch von ganzen Fahrzeugen.
Der Fahrzeuglackierer muss alle Untergründe fachgerecht prüfen und beurteilen können. Er muss alle Werkzeuge,Geräte und Materialien fachlich richtig einsetzen. Er fertigt benötigte Skizzen, Farbentwürfe und Zeichnungen an. Die ausgeführten Arbeiten kann er fachgerecht berechnen. Er steht in Kontakt zu Kunden, Fahrzeugbauern und derIndustrie. Er arbeitet allein oder im Team und trägt zum Ansehen und somit zum Bestand der Firma bei.
Für den Kunden ist er der Fachmann für hochwertige Beschichtungen.
Meist gibt es mehrere Gründe für die Beschichtung eines Objektes. An erster Stelle steht der Schutz vor schädlichenEinflüssen und damit die Erhaltung des Wertes. Beschichtungen dienen der Hygiene und dem Wohlbefinden. Farbenverschönern die Umwelt des Menschen, sie helfen bei der Orientierung und kennzeichnen Gefahrenstellen (Tabelle 1).
1.1 Das Arbeitsfeld des Fahrzeuglackierers
Die Aufgaben des Objektes werden verbessert Das Objekt wird geschützt
Gestaltung
Farbe verschönert unansehnliche Un-tergründe.
Kennzeichnung
Farbe hebt hervor und lässt zurücktre-ten. Sie hilft unserer Orientierung,weist auf etwas hin und warnt vor Ge-fahren.
Der Mensch wird beeinflusst
Hygiene
Fast alle unbehandelten Untergründeverschmutzen leicht, sind aber nur mitAufwand zu reinigen. Ein ebener undglatter Beschichtungsfilm verbessert dieReinigungsfähigkeit und somit dieHygiene.
Wetter
Z. B. Temperaturwechsel, Feuchtigkeit,UV-Strahlung
Mechanische Beanspruchung
Z. B. Abrieb, Dehnung, Schlag
Chemikalien
Z. B. Kraftstoffe, Säuren, Laugen, Salze
Schädlinge
Nur bei Holz
Bild 1 bis 3: Beispiele aus dem Aufgabenbereich des Fahrzeuglackierers
Bild 4 bis 6: Beispiele aus dem Aufgabenbereich des Fahrzeuglackierers
20154 S. 001-124 neu_Layout 1 16.11.12 08:46 Seite 10
1
13
Damit ein Betrieb seine Aufgaben bzw. Aufträge fach- und termingerecht erfüllen kann, bedarf es einer betrieblichenOrganisation. Dies wird durch Aufgabenteilung und genaue Abgrenzung der Arbeits- bzw. Geschäftsbereiche erreicht.
Der Unternehmer organisiert seinen Betrieb so, dass mitallen Faktoren (Mitarbeiter, Maschinen, Materialien, Zeit,Kapital) das optimale Ergebnis erzielt wird. Dabei stehendie folgenden Ziele im Vordergrund:● Kapitalgewinn● Auslastung, Ausweitung des Betriebes● Ansehen auf dem Markt● Versorgung der Mitarbeiter
Gesetzliche Vorschriften müssen dabei eingehalten wer-den, z. B. Umweltschutzvorschriften, Wettbewerbsregelnu. a. Das Erreichen der Ziele wird durch Maßnahmen derQualitätssicherung unterstützt.
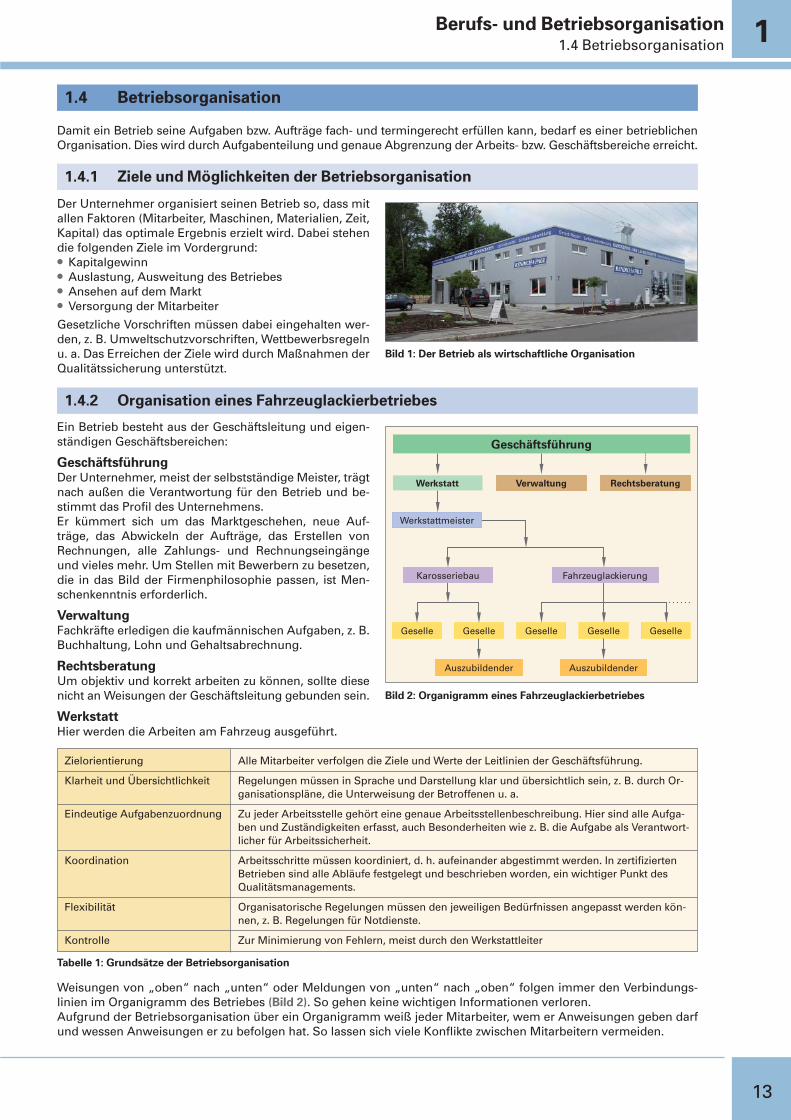
Ein Betrieb besteht aus der Geschäftsleitung und eigen-ständigen Geschäftsbereichen:
GeschäftsführungDer Unternehmer, meist der selbstständige Meister, trägtnach außen die Verantwortung für den Betrieb und be-stimmt das Profil des Unternehmens. Er kümmert sich um das Marktgeschehen, neue Auf-träge, das Abwickeln der Aufträge, das Erstellen vonRechnungen, alle Zahlungs- und Rechnungseingängeund vieles mehr. Um Stellen mit Bewerbern zu besetzen,die in das Bild der Firmenphilosophie passen, ist Men-schenkenntnis erforderlich.
VerwaltungFachkräfte erledigen die kaufmännischen Aufgaben, z. B.Buchhaltung, Lohn und Gehaltsabrechnung.
RechtsberatungUm objektiv und korrekt arbeiten zu können, sollte diesenicht an Weisungen der Geschäftsleitung gebunden sein.
WerkstattHier werden die Arbeiten am Fahrzeug ausgeführt.
Tabelle 1: Grundsätze der Betriebsorganisation
Weisungen von „oben“ nach „unten“ oder Meldungen von „unten“ nach „oben“ folgen immer den Verbindungs-linien im Organigramm des Betriebes (Bild 2). So gehen keine wichtigen Informationen verloren.Aufgrund der Betriebsorganisation über ein Organigramm weiß jeder Mitarbeiter, wem er Anweisungen geben darfund wessen Anweisungen er zu befolgen hat. So lassen sich viele Konflikte zwischen Mitarbeitern vermeiden.
Berufs- und Betriebsorganisation1.4 Betriebsorganisation
1.4 Betriebsorganisation
1.4.1 Ziele und Möglichkeiten der Betriebsorganisation
1.4.2 Organisation eines Fahrzeuglackierbetriebes
Bild 1: Der Betrieb als wirtschaftliche Organisation
Geschäftsführung
Werkstatt
Werkstattmeister
Karosseriebau
Geselle Geselle Geselle Geselle Geselle
Auszubildender Auszubildender
Fahrzeuglackierung
Verwaltung Rechtsberatung
Bild 2: Organigramm eines Fahrzeuglackierbetriebes
Zielorientierung Alle Mitarbeiter verfolgen die Ziele und Werte der Leitlinien der Geschäftsführung.
Klarheit und Übersichtlichkeit Regelungen müssen in Sprache und Darstellung klar und übersichtlich sein, z. B. durch Or-ganisationspläne, die Unterweisung der Betroffenen u. a.
Eindeutige Aufgabenzuordnung Zu jeder Arbeitsstelle gehört eine genaue Arbeitsstellenbeschreibung. Hier sind alle Aufga-ben und Zuständigkeiten erfasst, auch Besonderheiten wie z. B. die Aufgabe als Verantwort-licher für Arbeitssicherheit.
Koordination Arbeitsschritte müssen koordiniert, d. h. aufeinander abgestimmt werden. In zertifiziertenBetrieben sind alle Abläufe festgelegt und beschrieben worden, ein wichtiger Punkt desQualitätsmanagements.
Flexibilität Organisatorische Regelungen müssen den jeweiligen Bedürfnissen angepasst werden kön-nen, z. B. Regelungen für Notdienste.
Kontrolle Zur Minimierung von Fehlern, meist durch den Werkstattleiter
20154 S. 001-124 neu_Layout 1 16.11.12 08:46 Seite 13
1
14
Der abgestimmte Einsatz von Verhalten, Kommunikationund Erscheinungsbild des Fahrzeuglackierbetriebes nachinnen und außen (Corporate Identity) verschafft dem Be-trieb Bedeutung auf dem Markt und wirbt Kunden.Jeder zur Zufriedenheit des Kunden ausgeführte Auftragist die beste Werbung für einen Fahrzeuglackierbetrieb.Darüber hinaus kann der Betrieb durch Werbemaßnah-men, wie Anzeigen in der Tagespresse, Internetauftrittoder auch durch eine professionelle Kampagne, in derÖffentlichkeit auf sich aufmerksam machen. Die Ausrichtung des Denkens und des Handelns aller Be-triebsangehörigen auf den Kunden und seine Bedürf-nisse bezeichnet man als Kundenorientierung.
Kundenzufriedenheit entsteht durch:● Ausführung der Arbeit nach Kundenvorstellung
Bei der Auftragsannahme sind besonders Preis- und Ter-minvorstellungen zu klären. Eine hochwertige Arbeits-ausführung muss selbstverständlich sein.● Kundenorientierte Kommunikation
Ungeschickte Gesprächsführung verärgert den Kunden(Bild 1). Jedes Gespräch erfordert die Einstellung auf diePersönlichkeit des Kunden. Das Führungspersonal mussgeschult werden. Besonders schwierig wird es, wenn derKunde nicht Recht hat, dies aber nicht einsehen will. Mit-arbeiter verweisen bei Zweifeln an den Vorgesetzten.
Je nach Kundenart sind die Forderungen an den Betriebund die Mitarbeiter verschieden, siehe Tabelle 1. Für dasUnternehmen ist ein gesunder Kunden-Mix am besten.
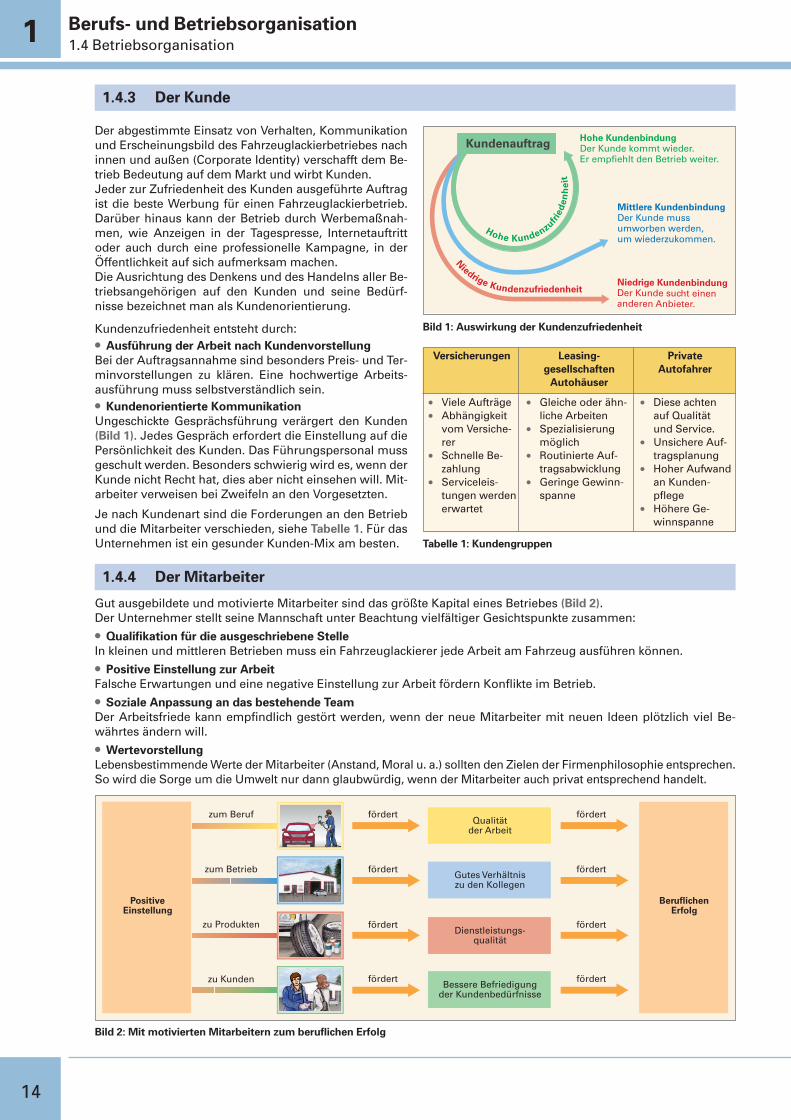
Gut ausgebildete und motivierte Mitarbeiter sind das größte Kapital eines Betriebes (Bild 2).Der Unternehmer stellt seine Mannschaft unter Beachtung vielfältiger Gesichtspunkte zusammen:● Qualifikation für die ausgeschriebene Stelle
In kleinen und mittleren Betrieben muss ein Fahrzeuglackierer jede Arbeit am Fahrzeug ausführen können. ● Positive Einstellung zur Arbeit
Falsche Erwartungen und eine negative Einstellung zur Arbeit fördern Konflikte im Betrieb.● Soziale Anpassung an das bestehende Team
Der Arbeitsfriede kann empfindlich gestört werden, wenn der neue Mitarbeiter mit neuen Ideen plötzlich viel Be-währtes ändern will.● Wertevorstellung
Lebensbestimmende Werte der Mitarbeiter (Anstand, Moral u. a.) sollten den Zielen der Firmenphilosophie entsprechen.So wird die Sorge um die Umwelt nur dann glaubwürdig, wenn der Mitarbeiter auch privat entsprechend handelt.
Berufs- und Betriebsorganisation1.4 Betriebsorganisation
1.4.3 Der Kunde
1.4.4 Der Mitarbeiter
Hohe KundenbindungDer Kunde kommt wieder.Er empfiehlt den Betrieb weiter.
Mittlere KundenbindungDer Kunde mussumworben werden,um wiederzukommen.
Niedrige KundenbindungDer Kunde sucht einenanderen Anbieter.
N
iedrige Kundenzufriedenheit
Hohe Kundenzu
frie
de
nh
eit
Kundenauftrag
Bild 1: Auswirkung der Kundenzufriedenheit
Tabelle 1: Kundengruppen
Bild 2: Mit motivierten Mitarbeitern zum beruflichen Erfolg
PositiveEinstellung
fördertzum Beruf
zu Kunden
zu Produkten
zum Betrieb
BeruflichenErfolg
Qualitätder Arbeit
Gutes Verhältniszu den Kollegen
Dienstleistungs-qualität
Bessere Befriedigungder Kundenbedürfnisse
fördert
fördert
fördert
fördert
fördert
fördert
fördert
Versicherungen
● Viele Aufträge● Abhängigkeit
vom Versiche-rer
● Schnelle Be-zahlung
● Serviceleis-tungen werdenerwartet
Leasing-
gesellschaften
Autohäuser
● Gleiche oder ähn-liche Arbeiten
● Spezialisierungmöglich
● Routinierte Auf-tragsabwicklung
● Geringe Gewinn-spanne
Private
Autofahrer
● Diese achtenauf Qualitätund Service.
● Unsichere Auf-tragsplanung
● Hoher Aufwandan Kunden-pflege
● Höhere Ge-winnspanne
20154 S. 001-124 neu_Layout 1 16.11.12 08:46 Seite 14
1
15
TeamarbeitTeamarbeit, d. h. die Zusammenarbeit mehrerer Mitarbeiter zur Lösung eines Problems, hat sich in Betrieben durch-gesetzt. Je nach Betrieb kann Teamarbeit unterschiedlich organisiert sein. Die Mitarbeiter kleinerer Fahrzeuglackier-betriebe können sich genauso als Team verstehen, wie die Mitglieder von Arbeitsgruppen eines großen Autohauses.Die Fähigkeit in einem Team zu arbeiten, erfordert neben Fachkompetenz zusätzliche Fähigkeiten von den Beteiligten(Tabelle 1).
Tabelle 1: Kriterien für eine gute Teamarbeit
Für Unzufriedenheit im Team kann auch die Zusammensetzung des Teams die Ursache sein. Nicht immer handelt essich um persönliche Mängel eines Einzelnen. So kann es zwischen zwei dominanten Personen im Team zu Führungs-kämpfen auf Kosten der Teamarbeit kommen. Es lassen sich einige interne Probleme vermeiden, wenn der Unter-nehmer die Arbeitsteams aus Leuten bildet, die sich auch privat gut verstehen und schätzen.
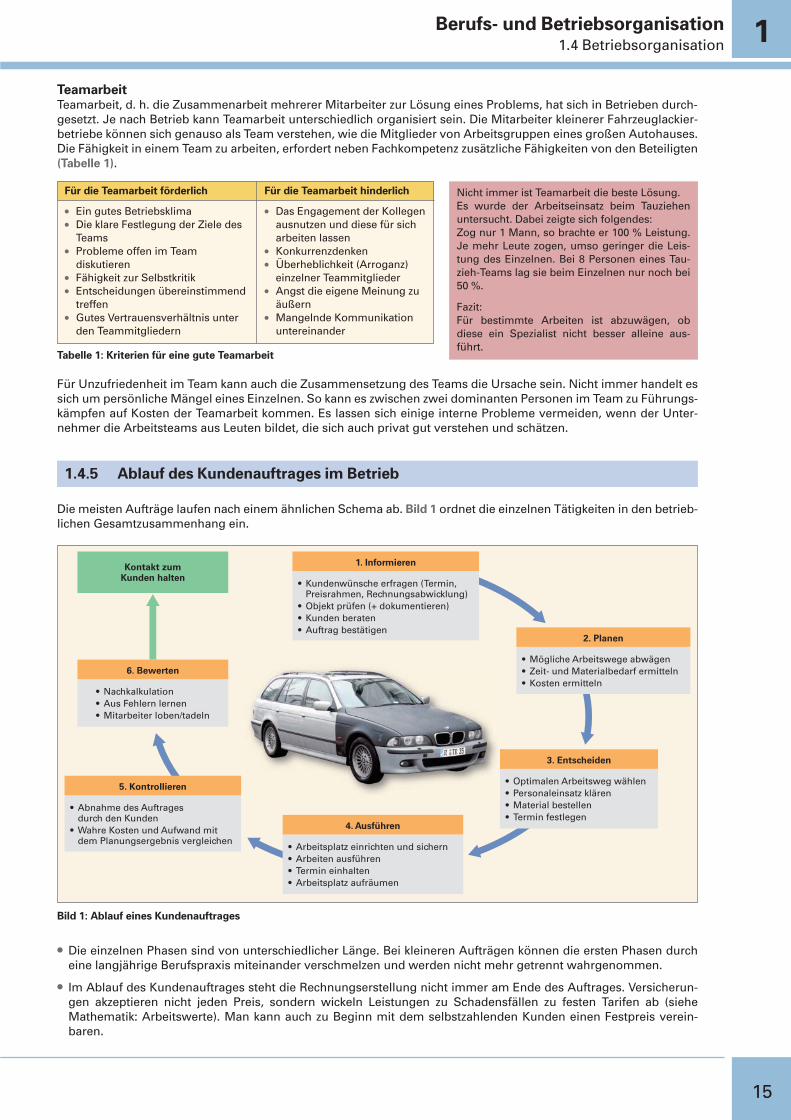
Die meisten Aufträge laufen nach einem ähnlichen Schema ab. Bild 1 ordnet die einzelnen Tätigkeiten in den betrieb-lichen Gesamtzusammenhang ein.
● Die einzelnen Phasen sind von unterschiedlicher Länge. Bei kleineren Aufträgen können die ersten Phasen durcheine langjährige Berufspraxis miteinander verschmelzen und werden nicht mehr getrennt wahrgenommen.
● Im Ablauf des Kundenauftrages steht die Rechnungserstellung nicht immer am Ende des Auftrages. Versicherun-gen akzeptieren nicht jeden Preis, sondern wickeln Leistungen zu Schadensfällen zu festen Tarifen ab (siehe Mathematik: Arbeitswerte). Man kann auch zu Beginn mit dem selbstzahlenden Kunden einen Festpreis verein-baren.
Berufs- und Betriebsorganisation1.4 Betriebsorganisation
Für die Teamarbeit förderlich Für die Teamarbeit hinderlich
● Ein gutes Betriebsklima ● Das Engagement der Kollegen● Die klare Festlegung der Ziele des ausnutzen und diese für sich
Teams arbeiten lassen● Probleme offen im Team ● Konkurrenzdenken
diskutieren ● Überheblichkeit (Arroganz)● Fähigkeit zur Selbstkritik einzelner Teammitglieder● Entscheidungen übereinstimmend ● Angst die eigene Meinung zu
treffen äußern● Gutes Vertrauensverhältnis unter ● Mangelnde Kommunikation
den Teammitgliedern untereinander
Nicht immer ist Teamarbeit die beste Lösung.Es wurde der Arbeitseinsatz beim Tauziehenuntersucht. Dabei zeigte sich folgendes: Zog nur 1 Mann, so brachte er 100 % Leistung.Je mehr Leute zogen, umso geringer die Leis-tung des Einzelnen. Bei 8 Personen eines Tau-zieh-Teams lag sie beim Einzelnen nur noch bei50 %.
Fazit: Für bestimmte Arbeiten ist abzuwägen, obdiese ein Spezialist nicht besser alleine aus-führt.
1.4.5 Ablauf des Kundenauftrages im Betrieb
1. Informieren
• Kundenwünsche erfragen (Termin, Preisrahmen, Rechnungsabwicklung)• Objekt prüfen (+ dokumentieren)• Kunden beraten• Auftrag bestätigen
2. Planen
• Mögliche Arbeitswege abwägen• Zeit- und Materialbedarf ermitteln• Kosten ermitteln
3. Entscheiden
• Optimalen Arbeitsweg wählen• Personaleinsatz klären• Material bestellen• Termin festlegen
5. Kontrollieren
• Abnahme des Auftrages durch den Kunden• Wahre Kosten und Aufwand mit dem Planungsergebnis vergleichen
6. Bewerten
Kontakt zumKunden halten
• Nachkalkulation• Aus Fehlern lernen• Mitarbeiter loben/tadeln
4. Ausführen
• Arbeitsplatz einrichten und sichern• Arbeiten ausführen• Termin einhalten• Arbeitsplatz aufräumen
Bild 1: Ablauf eines Kundenauftrages
20154 S. 001-124 neu_Layout 1 16.11.12 08:46 Seite 15
1
16
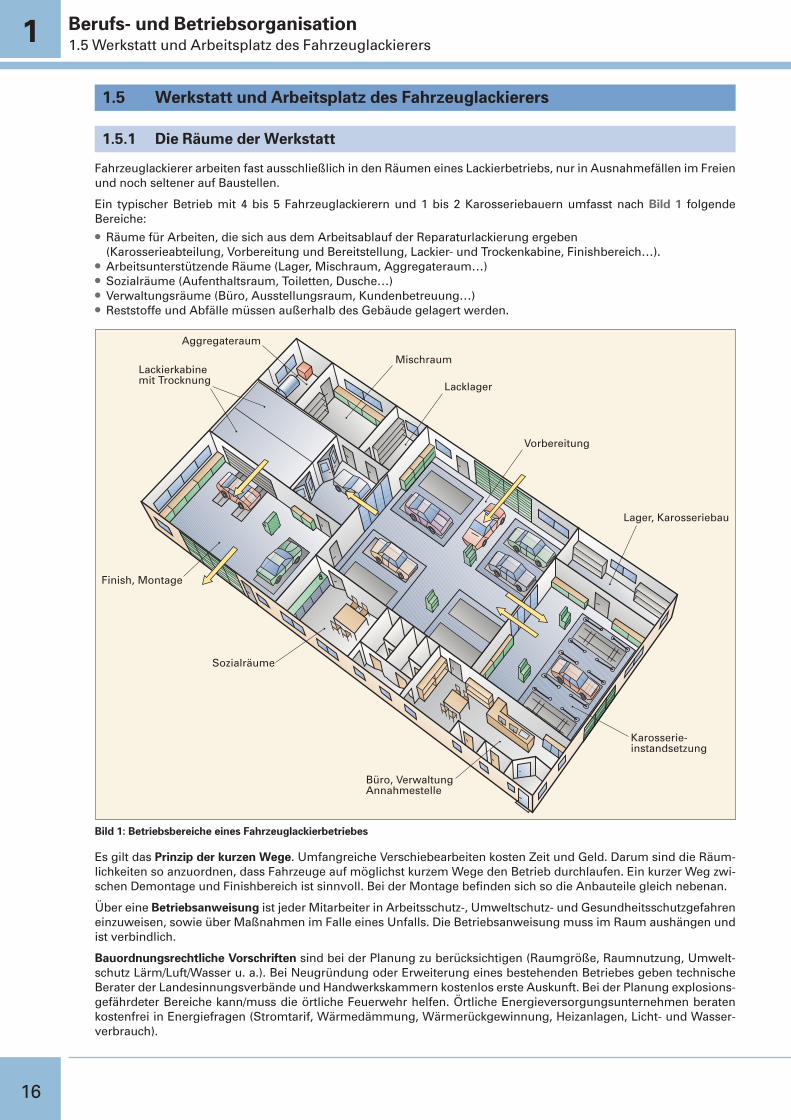
Fahrzeuglackierer arbeiten fast ausschließlich in den Räumen eines Lackierbetriebs, nur in Ausnahmefällen im Freienund noch seltener auf Baustellen.
Ein typischer Betrieb mit 4 bis 5 Fahrzeuglackierern und 1 bis 2 Karosseriebauern umfasst nach Bild 1 folgende Bereiche:● Räume für Arbeiten, die sich aus dem Arbeitsablauf der Reparaturlackierung ergeben
(Karosserieabteilung, Vorbereitung und Bereitstellung, Lackier- und Trockenkabine, Finishbereich…).● Arbeitsunterstützende Räume (Lager, Mischraum, Aggregateraum…)● Sozialräume (Aufenthaltsraum, Toiletten, Dusche…)● Verwaltungsräume (Büro, Ausstellungsraum, Kundenbetreuung…)● Reststoffe und Abfälle müssen außerhalb des Gebäude gelagert werden.
Es gilt das Prinzip der kurzen Wege. Umfangreiche Verschiebearbeiten kosten Zeit und Geld. Darum sind die Räum-lichkeiten so anzuordnen, dass Fahrzeuge auf möglichst kurzem Wege den Betrieb durchlaufen. Ein kurzer Weg zwi-schen Demontage und Finishbereich ist sinnvoll. Bei der Montage befinden sich so die Anbauteile gleich nebenan.
Über eine Betriebsanweisung ist jeder Mitarbeiter in Arbeitsschutz-, Umweltschutz- und Gesundheitsschutzgefahreneinzuweisen, sowie über Maßnahmen im Falle eines Unfalls. Die Betriebsanweisung muss im Raum aushängen undist verbindlich.
Bauordnungsrechtliche Vorschriften sind bei der Planung zu berücksichtigen (Raumgröße, Raumnutzung, Umwelt-schutz Lärm/Luft/Wasser u. a.). Bei Neugründung oder Erweiterung eines bestehenden Betriebes geben technischeBerater der Landesinnungsverbände und Handwerkskammern kostenlos erste Auskunft. Bei der Planung explosions-gefährdeter Bereiche kann/muss die örtliche Feuerwehr helfen. Örtliche Energieversorgungsunternehmen beratenkostenfrei in Energiefragen (Stromtarif, Wärmedämmung, Wärmerückgewinnung, Heizanlagen, Licht- und Wasser-verbrauch).
Berufs- und Betriebsorganisation1.5 Werkstatt und Arbeitsplatz des Fahrzeuglackierers
1.5.1 Die Räume der Werkstatt
1.5 Werkstatt und Arbeitsplatz des Fahrzeuglackierers
Bild 1: Betriebsbereiche eines Fahrzeuglackierbetriebes
Lager, Karosseriebau
Vorbereitung
Lacklager
Mischraum
Finish, Montage
Lackierkabinemit Trocknung
Aggregateraum
Sozialräume
Büro, VerwaltungAnnahmestelle
Karosserie-instandsetzung
20154 S. 001-124 neu_Layout 1 16.11.12 08:46 Seite 16
1
17
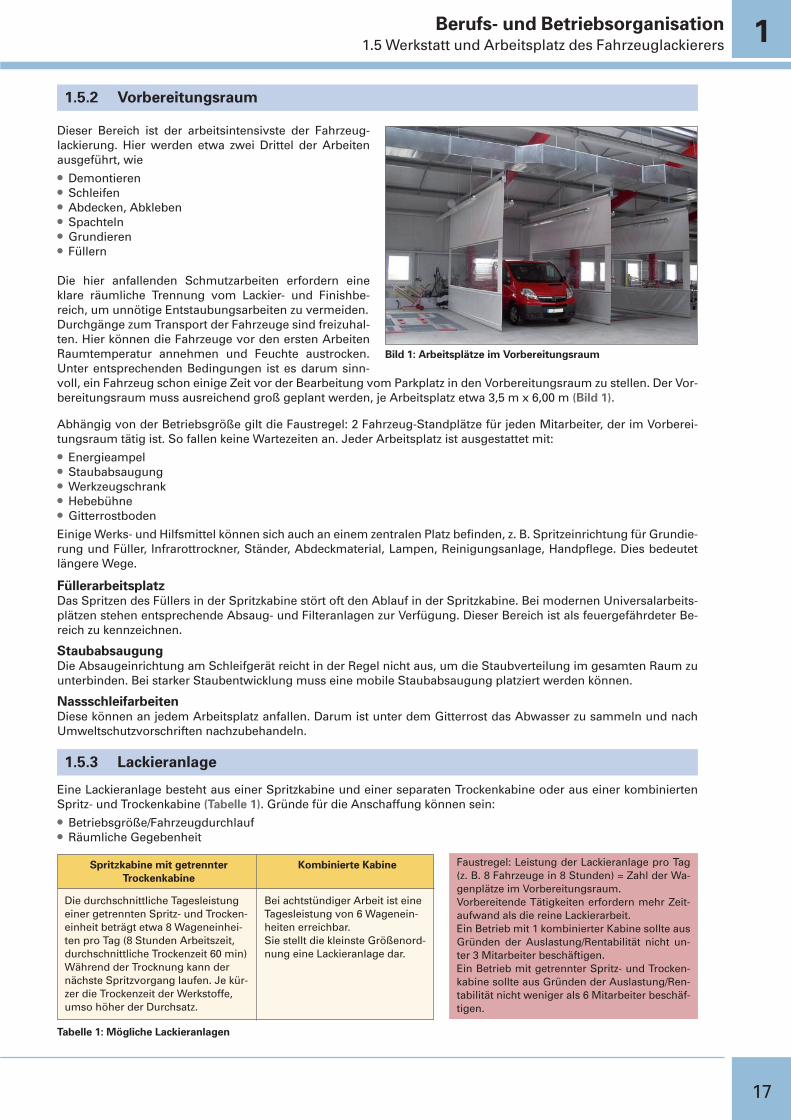
Dieser Bereich ist der arbeitsintensivste der Fahrzeug-lackierung. Hier werden etwa zwei Drittel der Arbeitenausgeführt, wie● Demontieren● Schleifen● Abdecken, Abkleben● Spachteln● Grundieren● Füllern
Die hier anfallenden Schmutzarbeiten erfordern eineklare räumliche Trennung vom Lackier- und Finishbe-reich, um unnötige Entstaubungsarbeiten zu vermeiden. Durchgänge zum Transport der Fahrzeuge sind freizuhal-ten. Hier können die Fahrzeuge vor den ersten ArbeitenRaumtemperatur annehmen und Feuchte austrocken.Unter entsprechenden Bedingungen ist es darum sinn-voll, ein Fahrzeug schon einige Zeit vor der Bearbeitung vom Parkplatz in den Vorbereitungsraum zu stellen. Der Vor-bereitungsraum muss ausreichend groß geplant werden, je Arbeitsplatz etwa 3,5 m x 6,00 m (Bild 1).
Abhängig von der Betriebsgröße gilt die Faustregel: 2 Fahrzeug-Standplätze für jeden Mitarbeiter, der im Vorberei-tungsraum tätig ist. So fallen keine Wartezeiten an. Jeder Arbeitsplatz ist ausgestattet mit:● Energieampel● Staubabsaugung● Werkzeugschrank● Hebebühne● Gitterrostboden
Einige Werks- und Hilfsmittel können sich auch an einem zentralen Platz befinden, z. B. Spritzeinrichtung für Grundie-rung und Füller, Infrarottrockner, Ständer, Abdeckmaterial, Lampen, Reinigungsanlage, Handpflege. Dies bedeutetlängere Wege.
FüllerarbeitsplatzDas Spritzen des Füllers in der Spritzkabine stört oft den Ablauf in der Spritzkabine. Bei modernen Universalarbeits-plätzen stehen entsprechende Absaug- und Filteranlagen zur Verfügung. Dieser Bereich ist als feuergefährdeter Be-reich zu kennzeichnen.
StaubabsaugungDie Absaugeinrichtung am Schleifgerät reicht in der Regel nicht aus, um die Staubverteilung im gesamten Raum zuunterbinden. Bei starker Staubentwicklung muss eine mobile Staubabsaugung platziert werden können.
NassschleifarbeitenDiese können an jedem Arbeitsplatz anfallen. Darum ist unter dem Gitterrost das Abwasser zu sammeln und nachUmweltschutzvorschriften nachzubehandeln.
Eine Lackieranlage besteht aus einer Spritzkabine und einer separaten Trockenkabine oder aus einer kombiniertenSpritz- und Trockenkabine (Tabelle 1). Gründe für die Anschaffung können sein:● Betriebsgröße/Fahrzeugdurchlauf● Räumliche Gegebenheit
Berufs- und Betriebsorganisation1.5 Werkstatt und Arbeitsplatz des Fahrzeuglackierers
1.5.2 Vorbereitungsraum
1.5.3 Lackieranlage
Bild 1: Arbeitsplätze im Vorbereitungsraum
Faustregel: Leistung der Lackieranlage pro Tag(z. B. 8 Fahrzeuge in 8 Stunden) = Zahl der Wa-genplätze im Vorbereitungsraum. Vorbereitende Tätigkeiten erfordern mehr Zeit-aufwand als die reine Lackierarbeit.Ein Betrieb mit 1 kombinierter Kabine sollte ausGründen der Auslastung/Rentabilität nicht un-ter 3 Mitarbeiter beschäftigen. Ein Betrieb mit getrennter Spritz- und Trocken-kabine sollte aus Gründen der Auslastung/Ren-tabilität nicht weniger als 6 Mitarbeiter beschäf-tigen.
Spritzkabine mit getrennter Kombinierte Kabine
Trockenkabine
Die durchschnittliche Tagesleistungeiner getrennten Spritz- und Trocken-einheit beträgt etwa 8 Wageneinhei-ten pro Tag (8 Stunden Arbeitszeit,durchschnittliche Trockenzeit 60 min)Während der Trocknung kann dernächste Spritzvorgang laufen. Je kür-zer die Trockenzeit der Werkstoffe,umso höher der Durchsatz.
Bei achtstündiger Arbeit ist eineTagesleistung von 6 Wagenein-heiten erreichbar.Sie stellt die kleinste Größenord-nung eine Lackieranlage dar.
Tabelle 1: Mögliche Lackieranlagen
20154 S. 001-124 neu_Layout 1 16.11.12 08:46 Seite 17
2
35
Bezüglich des Fahrzeugaufbaus wird unterschieden in ● Getrennte Bauweise (Rahmenbauweise) ● Selbsttragende Bauweise
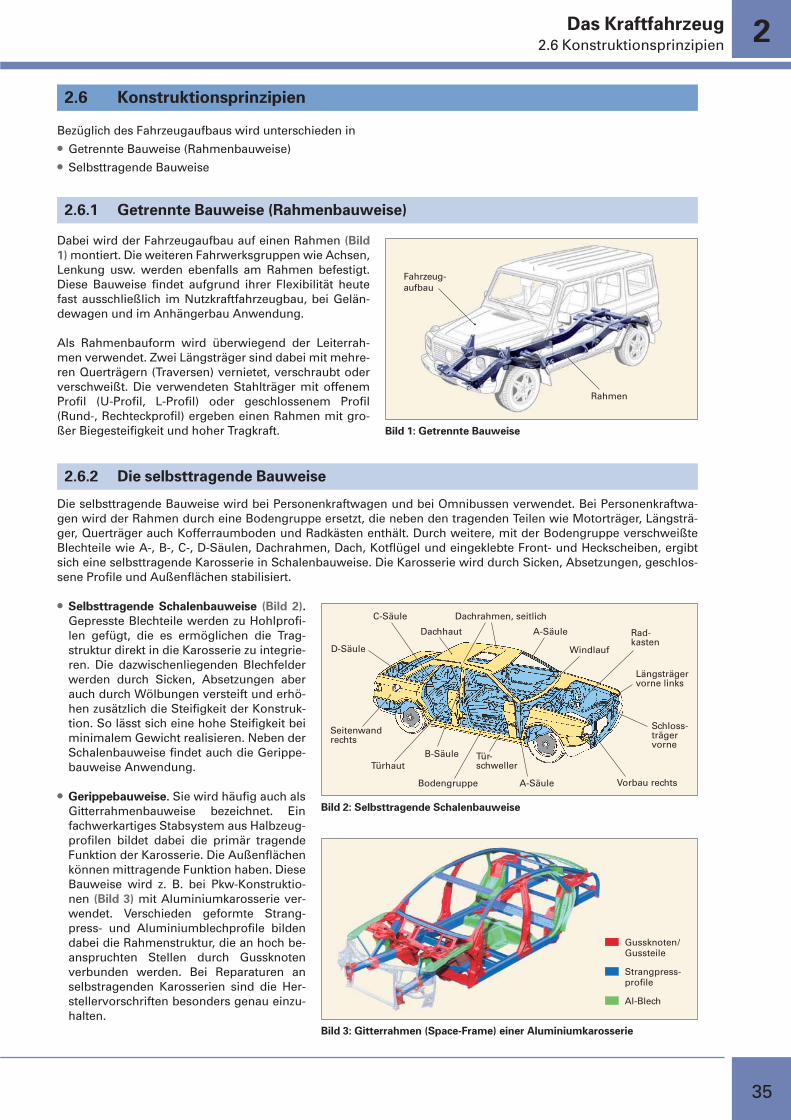
Dabei wird der Fahrzeugaufbau auf einen Rahmen (Bild
1) montiert. Die weiteren Fahrwerksgruppen wie Achsen,Lenkung usw. werden ebenfalls am Rahmen befestigt.Diese Bauweise findet aufgrund ihrer Flexibilität heutefast ausschließlich im Nutzkraftfahrzeugbau, bei Gelän-dewagen und im Anhängerbau Anwendung.
Als Rahmenbauform wird überwiegend der Leiterrah-men verwendet. Zwei Längsträger sind dabei mit mehre-ren Querträgern (Traversen) vernietet, verschraubt oderverschweißt. Die verwendeten Stahlträger mit offenemProfil (U-Profil, L-Profil) oder geschlossenem Profil(Rund-, Rechteckprofil) ergeben einen Rahmen mit gro-ßer Biegesteifigkeit und hoher Tragkraft.
Die selbsttragende Bauweise wird bei Personenkraftwagen und bei Omnibussen verwendet. Bei Personenkraftwa-gen wird der Rahmen durch eine Bodengruppe ersetzt, die neben den tragenden Teilen wie Motorträger, Längsträ-ger, Querträger auch Kofferraumboden und Radkästen enthält. Durch weitere, mit der Bodengruppe verschweißteBlechteile wie A-, B-, C-, D-Säulen, Dachrahmen, Dach, Kotflügel und eingeklebte Front- und Heckscheiben, ergibtsich eine selbsttragende Karosserie in Schalenbauweise. Die Karosserie wird durch Sicken, Absetzungen, geschlos-sene Profile und Außenflächen stabilisiert.
● Selbsttragende Schalenbauweise (Bild 2).
Gepresste Blechteile werden zu Hohlprofi-len gefügt, die es ermöglichen die Trag-struktur direkt in die Karosserie zu integrie-ren. Die dazwischenliegenden Blechfelderwerden durch Sicken, Absetzungen aberauch durch Wölbungen versteift und erhö-hen zusätzlich die Steifigkeit der Konstruk-tion. So lässt sich eine hohe Steifigkeit beiminimalem Gewicht realisieren. Neben derSchalenbauweise findet auch die Gerippe-bauweise Anwendung.
● Gerippebauweise. Sie wird häufig auch alsGitterrahmenbauweise bezeichnet. Einfachwerkartiges Stabsystem aus Halbzeug-profilen bildet dabei die primär tragendeFunktion der Karosserie. Die Außenflächenkönnen mittragende Funktion haben. DieseBauweise wird z. B. bei Pkw-Konstruktio-nen (Bild 3) mit Aluminiumkarosserie ver-wendet. Verschieden geformte Strang-press- und Aluminiumblechprofile bildendabei die Rahmenstruktur, die an hoch be-anspruchten Stellen durch Gussknotenverbunden werden. Bei Reparaturen anselbstragenden Karosserien sind die Her-stellervorschriften besonders genau einzu-halten.
Das Kraftfahrzeug2.6 Konstruktionsprinzipien
2.6 Konstruktionsprinzipien
2.6.1 Getrennte Bauweise (Rahmenbauweise)
2.6.2 Die selbsttragende Bauweise
Fahrzeug-aufbau
Rahmen
Bild 1: Getrennte Bauweise
D-Säule
C-Säule
Dachhaut
Dachrahmen, seitlich
Rad-kasten
A-Säule
Windlauf
Längsträgervorne links
Seitenwandrechts
TürhautB-Säule
Bodengruppe
Tür-schweller
A-Säule
Schloss-trägervorne
Vorbau rechts
Bild 2: Selbsttragende Schalenbauweise
Gussknoten/Gussteile
Strangpress-profile
Al-Blech
Bild 3: Gitterrahmen (Space-Frame) einer Aluminiumkarosserie
20154 S. 001-124 neu_Layout 1 16.11.12 08:46 Seite 35
2
36
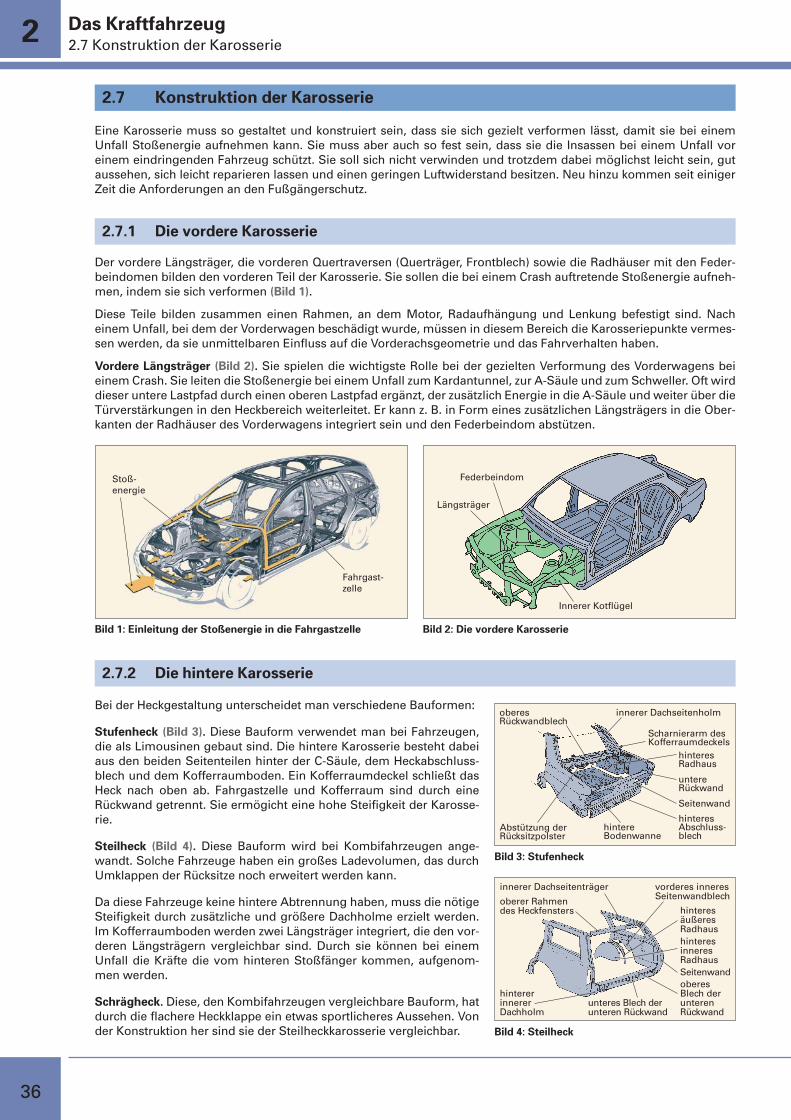
Eine Karosserie muss so gestaltet und konstruiert sein, dass sie sich gezielt verformen lässt, damit sie bei einem Unfall Stoßenergie aufnehmen kann. Sie muss aber auch so fest sein, dass sie die Insassen bei einem Unfall vor einem eindringenden Fahrzeug schützt. Sie soll sich nicht verwinden und trotzdem dabei möglichst leicht sein, gutaussehen, sich leicht reparieren lassen und einen geringen Luftwiderstand besitzen. Neu hinzu kommen seit einigerZeit die Anforderungen an den Fußgängerschutz.
Der vordere Längsträger, die vorderen Quertraversen (Querträger, Frontblech) sowie die Radhäuser mit den Feder-beindomen bilden den vorderen Teil der Karosserie. Sie sollen die bei einem Crash auftretende Stoßenergie aufneh-men, indem sie sich verformen (Bild 1).
Diese Teile bilden zusammen einen Rahmen, an dem Motor, Radaufhängung und Lenkung befestigt sind. Nach einem Unfall, bei dem der Vorderwagen beschädigt wurde, müssen in diesem Bereich die Karosseriepunkte vermes-sen werden, da sie unmittelbaren Einfluss auf die Vorderachsgeometrie und das Fahrverhalten haben.
Vordere Längsträger (Bild 2). Sie spielen die wichtigste Rolle bei der gezielten Verformung des Vorderwagens bei einem Crash. Sie leiten die Stoßenergie bei einem Unfall zum Kardantunnel, zur A-Säule und zum Schweller. Oft wirddieser untere Lastpfad durch einen oberen Lastpfad ergänzt, der zusätzlich Energie in die A-Säule und weiter über dieTürverstärkungen in den Heckbereich weiterleitet. Er kann z. B. in Form eines zusätzlichen Längsträgers in die Ober-kanten der Radhäuser des Vorderwagens integriert sein und den Federbeindom abstützen.
Bei der Heckgestaltung unterscheidet man verschiedene Bauformen:
Stufenheck (Bild 3). Diese Bauform verwendet man bei Fahrzeugen,die als Limousinen gebaut sind. Die hintere Karosserie besteht dabeiaus den beiden Seitenteilen hinter der C-Säule, dem Heckabschluss-blech und dem Kofferraumboden. Ein Kofferraumdeckel schließt dasHeck nach oben ab. Fahrgastzelle und Kofferraum sind durch eineRückwand getrennt. Sie ermögicht eine hohe Steifigkeit der Karosse-rie.
Steilheck (Bild 4). Diese Bauform wird bei Kombifahrzeugen ange-wandt. Solche Fahrzeuge haben ein großes Ladevolumen, das durchUmklappen der Rücksitze noch erweitert werden kann.
Da diese Fahrzeuge keine hintere Abtrennung haben, muss die nötigeSteifigkeit durch zusätzliche und größere Dachholme erzielt werden.Im Kofferraumboden werden zwei Längsträger integriert, die den vor-deren Längsträgern vergleichbar sind. Durch sie können bei einemUnfall die Kräfte die vom hinteren Stoßfänger kommen, aufgenom-men werden.
Schrägheck. Diese, den Kombifahrzeugen vergleichbare Bauform, hatdurch die flachere Heckklappe ein etwas sportlicheres Aussehen. Vonder Konstruktion her sind sie der Steilheckkarosserie vergleichbar.
Das Kraftfahrzeug2.7 Konstruktion der Karosserie
2.7 Konstruktion der Karosserie
2.7.1 Die vordere Karosserie
2.7.2 Die hintere Karosserie
oberer Rahmendes Heckfensters
innerer Dachseitenträger vorderes inneresSeitenwandblech
hinteresäußeresRadhaushinteresinneresRadhaus
hintererinnerer Dachholm
SeitenwandoberesBlech derunterenRückwand
unteres Blech derunteren Rückwand
Bild 4: Steilheck
Scharnierarm desKofferraumdeckels
hinteresRadhaus
Seitenwand
untereRückwand
Abstützung derRücksitzpolster
hinteresAbschluss-blech
hintereBodenwanne
innerer Dachseitenholmoberes Rückwandblech
Bild 3: Stufenheck
Stoß-energie
Fahrgast-zelle
Bild 1: Einleitung der Stoßenergie in die Fahrgastzelle
Federbeindom
Längsträger
Innerer Kotflügel
Bild 2: Die vordere Karosserie
20154 S. 001-124 neu_Layout 1 16.11.12 08:46 Seite 36
2
37
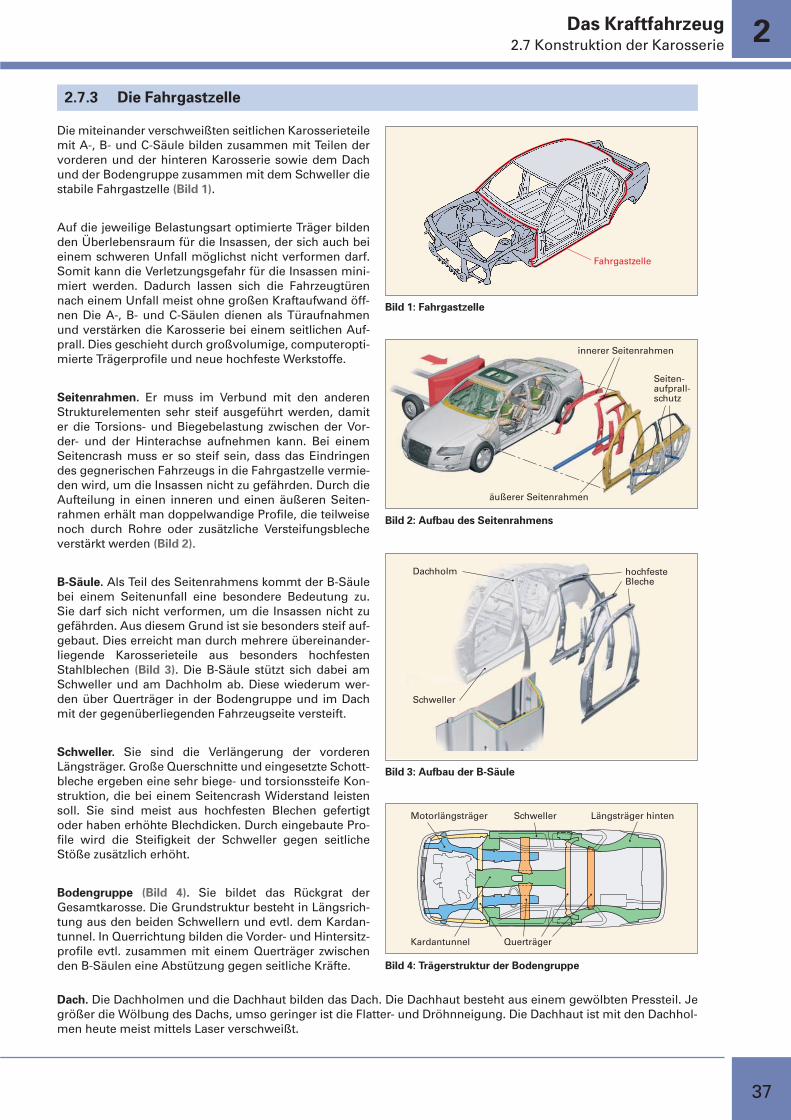
Die miteinander verschweißten seitlichen Karosserieteilemit A-, B- und C-Säule bilden zusammen mit Teilen dervorderen und der hinteren Karosserie sowie dem Dachund der Bodengruppe zusammen mit dem Schweller diestabile Fahrgastzelle (Bild 1).
Auf die jeweilige Belastungsart optimierte Träger bildenden Überlebensraum für die Insassen, der sich auch beieinem schweren Unfall möglichst nicht verformen darf.Somit kann die Verletzungsgefahr für die Insassen mini-miert werden. Dadurch lassen sich die Fahrzeugtürennach einem Unfall meist ohne großen Kraftaufwand öff-nen Die A-, B- und C-Säulen dienen als Türaufnahmenund verstärken die Karosserie bei einem seitlichen Auf-prall. Dies geschieht durch großvolumige, computeropti-mierte Trägerprofile und neue hochfeste Werkstoffe.
Seitenrahmen. Er muss im Verbund mit den anderenStrukturelementen sehr steif ausgeführt werden, damiter die Torsions- und Biegebelastung zwischen der Vor-der- und der Hinterachse aufnehmen kann. Bei einemSeitencrash muss er so steif sein, dass das Eindringendes gegnerischen Fahrzeugs in die Fahrgastzelle vermie-den wird, um die Insassen nicht zu gefährden. Durch dieAufteilung in einen inneren und einen äußeren Seiten-rahmen erhält man doppelwandige Profile, die teilweisenoch durch Rohre oder zusätzliche Versteifungsblecheverstärkt werden (Bild 2).
B-Säule. Als Teil des Seitenrahmens kommt der B-Säulebei einem Seitenunfall eine besondere Bedeutung zu.Sie darf sich nicht verformen, um die Insassen nicht zugefährden. Aus diesem Grund ist sie besonders steif auf-gebaut. Dies erreicht man durch mehrere übereinander-liegende Karosserieteile aus besonders hochfestenStahlblechen (Bild 3). Die B-Säule stützt sich dabei amSchweller und am Dachholm ab. Diese wiederum wer-den über Querträger in der Bodengruppe und im Dachmit der gegenüberliegenden Fahrzeugseite versteift.
Schweller. Sie sind die Verlängerung der vorderenLängsträger. Große Querschnitte und eingesetzte Schott-bleche ergeben eine sehr biege- und torsionssteife Kon-struktion, die bei einem Seitencrash Widerstand leistensoll. Sie sind meist aus hochfesten Blechen gefertigtoder haben erhöhte Blechdicken. Durch eingebaute Pro-file wird die Steifigkeit der Schweller gegen seitlicheStöße zusätzlich erhöht.
Bodengruppe (Bild 4). Sie bildet das Rückgrat der Gesamtkarosse. Die Grundstruktur besteht in Längsrich-tung aus den beiden Schwellern und evtl. dem Kardan-tunnel. In Querrichtung bilden die Vorder- und Hintersitz-profile evtl. zusammen mit einem Querträger zwischenden B-Säulen eine Abstützung gegen seitliche Kräfte.
Dach. Die Dachholmen und die Dachhaut bilden das Dach. Die Dachhaut besteht aus einem gewölbten Pressteil. Jegrößer die Wölbung des Dachs, umso geringer ist die Flatter- und Dröhnneigung. Die Dachhaut ist mit den Dachhol-men heute meist mittels Laser verschweißt.
Das Kraftfahrzeug2.7 Konstruktion der Karosserie
2.7.3 Die Fahrgastzelle
Fahrgastzelle
Bild 1: Fahrgastzelle
Motorlängsträger Längsträger hintenSchweller
Kardantunnel Querträger
Bild 4: Trägerstruktur der Bodengruppe
innerer Seitenrahmen
äußerer Seitenrahmen
Seiten-aufprall-schutz
Bild 2: Aufbau des Seitenrahmens
hochfesteBleche
Dachholm
Schweller
Bild 3: Aufbau der B-Säule
20154 S. 001-124 neu_Layout 1 16.11.12 08:46 Seite 37
2
38
Karosserieanbauteilen sind die Kotflügel, Fronthaube, Heckklappe, Stoßfänger, Türen sowie Scheiben aus Sicher-heitsglas.
Kotflügel. Sie bestehen vorwiegend aus Stahl- oder aus Gewichtsgründen aus Aluminiumblech. Diese sind in der Re-gel durch Punktschweißen mit dem oberen Radhausprofil, der A-Säule und dem Frontblech verbunden. Zur leichte-ren Demontage können Kotflügel auch verschraubt sein.
Fronthaube und Kofferraumdeckel. Sie sind meist die größten Blechteile im Außenhautbereich. Die glatten und nurleicht bauchigen Bauteile erhalten ihre Steifigkeit durch unterlegte Haubenrahmen. Die Fronthaube muss so nach-giebig sein, dass bei Unfällen mit Fußgängern und Zweirädern das Verletzungsrisiko möglichst gering ist. Zur Ge-räuschdämmung ist innen meist eine Isolierung angebracht.
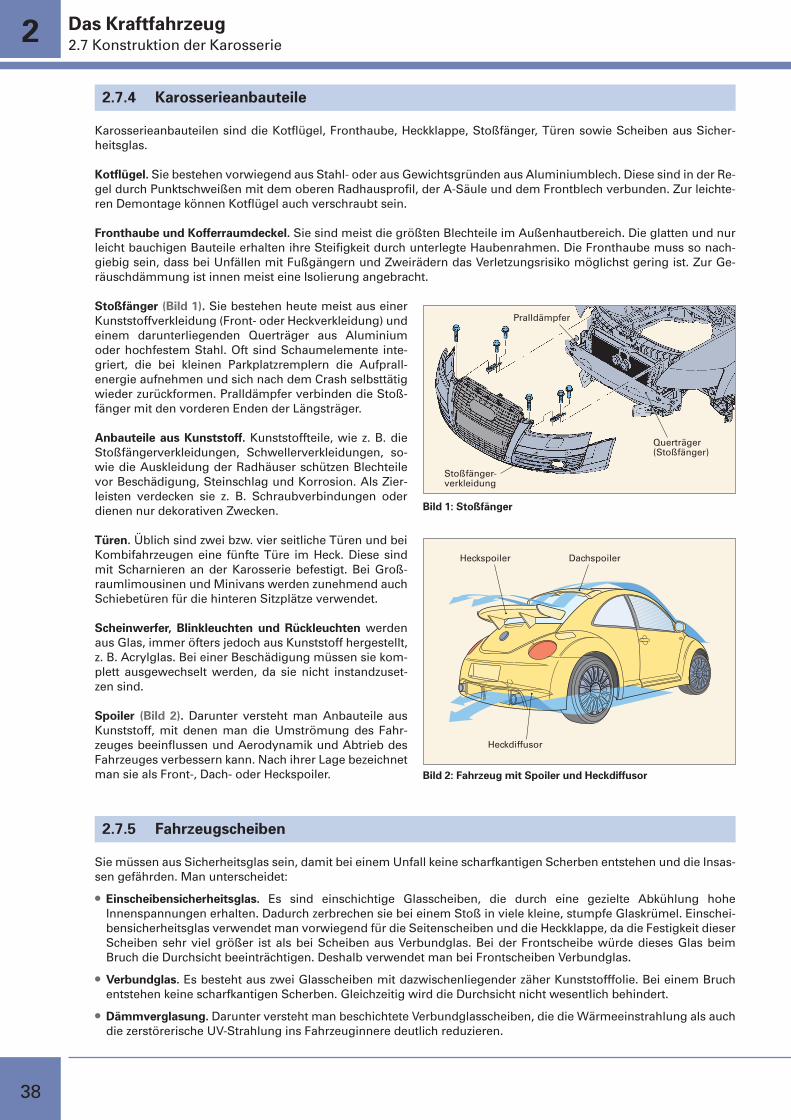
Stoßfänger (Bild 1). Sie bestehen heute meist aus einerKunststoffverkleidung (Front- oder Heckverkleidung) undeinem darunterliegenden Querträger aus Aluminiumoder hochfestem Stahl. Oft sind Schaumelemente inte-griert, die bei kleinen Parkplatzremplern die Aufprall-energie aufnehmen und sich nach dem Crash selbsttätigwieder zurückformen. Pralldämpfer verbinden die Stoß-fänger mit den vorderen Enden der Längsträger.
Anbauteile aus Kunststoff. Kunststoffteile, wie z. B. dieStoßfängerverkleidungen, Schwellerverkleidungen, so-wie die Auskleidung der Radhäuser schützen Blechteilevor Beschädigung, Steinschlag und Korrosion. Als Zier-leisten verdecken sie z. B. Schraubverbindungen oderdienen nur dekorativen Zwecken.
Türen. Üblich sind zwei bzw. vier seitliche Türen und beiKombifahrzeugen eine fünfte Türe im Heck. Diese sindmit Scharnieren an der Karosserie befestigt. Bei Groß-raumlimousinen und Minivans werden zunehmend auchSchiebetüren für die hinteren Sitzplätze verwendet.
Scheinwerfer, Blinkleuchten und Rückleuchten werdenaus Glas, immer öfters jedoch aus Kunststoff hergestellt,z. B. Acrylglas. Bei einer Beschädigung müssen sie kom-plett ausgewechselt werden, da sie nicht instandzuset-zen sind.
Spoiler (Bild 2). Darunter versteht man Anbauteile ausKunststoff, mit denen man die Umströmung des Fahr-zeuges beeinflussen und Aerodynamik und Abtrieb desFahrzeuges verbessern kann. Nach ihrer Lage bezeichnetman sie als Front-, Dach- oder Heckspoiler.
Sie müssen aus Sicherheitsglas sein, damit bei einem Unfall keine scharfkantigen Scherben entstehen und die Insas-sen gefährden. Man unterscheidet:
● Einscheibensicherheitsglas. Es sind einschichtige Glasscheiben, die durch eine gezielte Abkühlung hohe Innenspannungen erhalten. Dadurch zerbrechen sie bei einem Stoß in viele kleine, stumpfe Glaskrümel. Einschei-bensicherheitsglas verwendet man vorwiegend für die Seitenscheiben und die Heckklappe, da die Festigkeit dieserScheiben sehr viel größer ist als bei Scheiben aus Verbundglas. Bei der Frontscheibe würde dieses Glas beimBruch die Durchsicht beeinträchtigen. Deshalb verwendet man bei Frontscheiben Verbundglas.
● Verbundglas. Es besteht aus zwei Glasscheiben mit dazwischenliegender zäher Kunststofffolie. Bei einem Bruchentstehen keine scharfkantigen Scherben. Gleichzeitig wird die Durchsicht nicht wesentlich behindert.
● Dämmverglasung. Darunter versteht man beschichtete Verbundglasscheiben, die die Wärmeeinstrahlung als auchdie zerstörerische UV-Strahlung ins Fahrzeuginnere deutlich reduzieren.
Das Kraftfahrzeug2.7 Konstruktion der Karosserie
2.7.4 Karosserieanbauteile
2.7.5 Fahrzeugscheiben
Pralldämpfer
Stoßfänger-verkleidung
Querträger(Stoßfänger)
Bild 1: Stoßfänger
Heckspoiler Dachspoiler
Heckdiffusor
Bild 2: Fahrzeug mit Spoiler und Heckdiffusor
20154 S. 001-124 neu_Layout 1 16.11.12 08:46 Seite 38
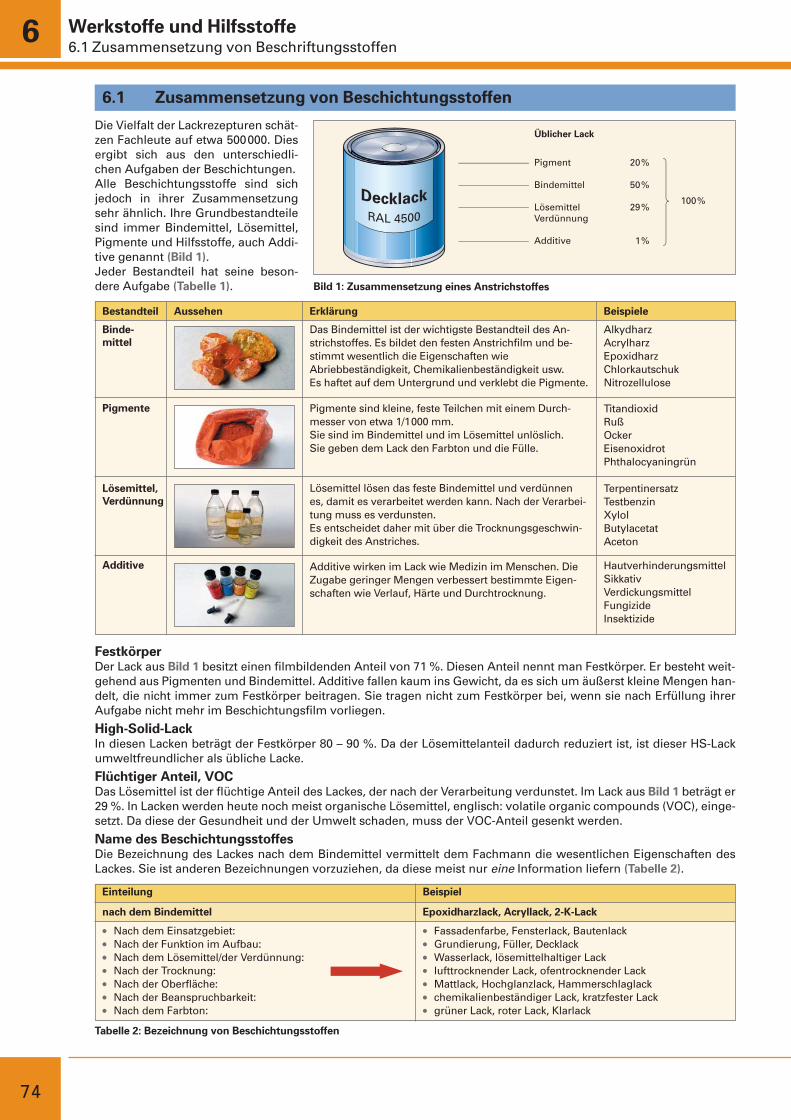
6 Werkstoffe und Hilfsstoffe6.1 Zusammensetzung von Beschriftungsstoffen
74
Die Vielfalt der Lackrezepturen schät-zen Fachleute auf etwa 500000. Diesergibt sich aus den unterschiedli-chen Aufgaben der Beschichtungen. Alle Beschichtungsstoffe sind sichjedoch in ihrer Zusammensetzungsehr ähnlich. Ihre Grundbestandteilesind immer Bindemittel, Lösemittel,Pigmente und Hilfsstoffe, auch Addi-tive genannt (Bild 1).Jeder Bestandteil hat seine beson-dere Aufgabe (Tabelle 1).
FestkörperDer Lack aus Bild 1 besitzt einen filmbildenden Anteil von 71 %. Diesen Anteil nennt man Festkörper. Er besteht weit-gehend aus Pigmenten und Bindemittel. Additive fallen kaum ins Gewicht, da es sich um äußerst kleine Mengen han-delt, die nicht immer zum Festkörper beitragen. Sie tragen nicht zum Festkörper bei, wenn sie nach Erfüllung ihrerAufgabe nicht mehr im Beschichtungsfilm vorliegen.
High-Solid-LackIn diesen Lacken beträgt der Festkörper 80 – 90 %. Da der Lösemittelanteil dadurch reduziert ist, ist dieser HS-Lackumweltfreundlicher als übliche Lacke.
Flüchtiger Anteil, VOCDas Lösemittel ist der flüchtige Anteil des Lackes, der nach der Verarbeitung verdunstet. Im Lack aus Bild 1 beträgt er29 %. In Lacken werden heute noch meist organische Lösemittel, englisch: volatile organic compounds (VOC), einge-setzt. Da diese der Gesundheit und der Umwelt schaden, muss der VOC-Anteil gesenkt werden.
Name des BeschichtungsstoffesDie Bezeichnung des Lackes nach dem Bindemittel vermittelt dem Fachmann die wesentlichen Eigenschaften desLackes. Sie ist anderen Bezeichnungen vorzuziehen, da diese meist nur eine Information liefern (Tabelle 2).
RAL 4500
Decklack
Pigment 20%
Bindemittel 50%
Lösemittel 29%Verdünnung
Additive 1%
100%
Üblicher Lack
Bild 1: Zusammensetzung eines Anstrichstoffes
Bestandteil Aussehen Erklärung Beispiele
Binde-
mittel
Das Bindemittel ist der wichtigste Bestandteil des An-strichstoffes. Es bildet den festen Anstrichfilm und be-stimmt wesentlich die Eigenschaften wie Abriebbeständigkeit, Chemikalienbeständigkeit usw.Es haftet auf dem Untergrund und verklebt die Pigmente.
Pigmente sind kleine, feste Teilchen mit einem Durch-messer von etwa 1/1000 mm. Sie sind im Bindemittel und im Lösemittel unlöslich.Sie geben dem Lack den Farbton und die Fülle.
Lösemittel lösen das feste Bindemittel und verdünnenes, damit es verarbeitet werden kann. Nach der Verarbei-tung muss es verdunsten.Es entscheidet daher mit über die Trocknungsgeschwin-digkeit des Anstriches.
Additive wirken im Lack wie Medizin im Menschen. DieZugabe geringer Mengen verbessert bestimmte Eigen-schaften wie Verlauf, Härte und Durchtrocknung.
AlkydharzAcrylharzEpoxidharzChlorkautschukNitrozellulose
TitandioxidRußOckerEisenoxidrotPhthalocyaningrün
TerpentinersatzTestbenzinXylolButylacetatAceton
HautverhinderungsmittelSikkativVerdickungsmittelFungizideInsektizide
Pigmente
Lösemittel,
Verdünnung
Additive
Einteilung Beispiel
nach dem Bindemittel Epoxidharzlack, Acryllack, 2-K-Lack
● Nach dem Einsatzgebiet:● Nach der Funktion im Aufbau:● Nach dem Lösemittel/der Verdünnung: ● Nach der Trocknung:● Nach der Oberfläche:● Nach der Beanspruchbarkeit:● Nach dem Farbton:
● Fassadenfarbe, Fensterlack, Bautenlack● Grundierung, Füller, Decklack● Wasserlack, lösemittelhaltiger Lack● lufttrocknender Lack, ofentrocknender Lack● Mattlack, Hochglanzlack, Hammerschlaglack● chemikalienbeständiger Lack, kratzfester Lack● grüner Lack, roter Lack, Klarlack
Tabelle 2: Bezeichnung von Beschichtungsstoffen
➡
6.1 Zusammensetzung von Beschichtungsstoffen
20154 S. 001-124 neu_Layout 1 16.11.12 08:47 Seite 74
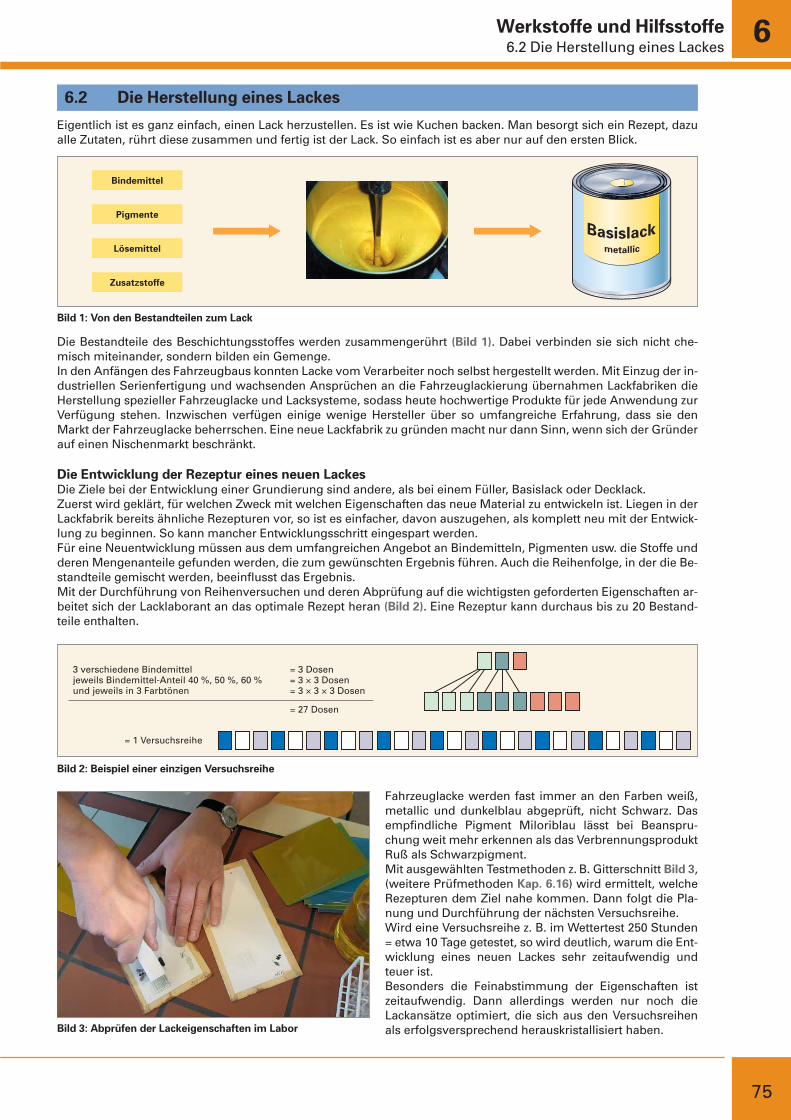
6
75
Eigentlich ist es ganz einfach, einen Lack herzustellen. Es ist wie Kuchen backen. Man besorgt sich ein Rezept, dazualle Zutaten, rührt diese zusammen und fertig ist der Lack. So einfach ist es aber nur auf den ersten Blick.
Die Bestandteile des Beschichtungsstoffes werden zusammengerührt (Bild 1). Dabei verbinden sie sich nicht che-misch miteinander, sondern bilden ein Gemenge.In den Anfängen des Fahrzeugbaus konnten Lacke vom Verarbeiter noch selbst hergestellt werden. Mit Einzug der in-dustriellen Serienfertigung und wachsenden Ansprüchen an die Fahrzeuglackierung übernahmen Lackfabriken dieHerstellung spezieller Fahrzeuglacke und Lacksysteme, sodass heute hochwertige Produkte für jede Anwendung zurVerfügung stehen. Inzwischen verfügen einige wenige Hersteller über so umfangreiche Erfahrung, dass sie denMarkt der Fahrzeuglacke beherrschen. Eine neue Lackfabrik zu gründen macht nur dann Sinn, wenn sich der Gründerauf einen Nischenmarkt beschränkt.
Die Entwicklung der Rezeptur eines neuen LackesDie Ziele bei der Entwicklung einer Grundierung sind andere, als bei einem Füller, Basislack oder Decklack. Zuerst wird geklärt, für welchen Zweck mit welchen Eigenschaften das neue Material zu entwickeln ist. Liegen in derLackfabrik bereits ähnliche Rezepturen vor, so ist es einfacher, davon auszugehen, als komplett neu mit der Entwick-lung zu beginnen. So kann mancher Entwicklungsschritt eingespart werden.Für eine Neuentwicklung müssen aus dem umfangreichen Angebot an Bindemitteln, Pigmenten usw. die Stoffe undderen Mengenanteile gefunden werden, die zum gewünschten Ergebnis führen. Auch die Reihenfolge, in der die Be-standteile gemischt werden, beeinflusst das Ergebnis.Mit der Durchführung von Reihenversuchen und deren Abprüfung auf die wichtigsten geforderten Eigenschaften ar-beitet sich der Lacklaborant an das optimale Rezept heran (Bild 2). Eine Rezeptur kann durchaus bis zu 20 Bestand-teile enthalten.
Werkstoffe und Hilfsstoffe6.2 Die Herstellung eines Lackes
6.2 Die Herstellung eines Lackes
Bild 1: Von den Bestandteilen zum Lack
Bindemittel
Pigmente
Lösemittel
Zusatzstoffe
Basislackmetallic
Bild 3: Abprüfen der Lackeigenschaften im Labor
3 verschiedene Bindemitteljeweils Bindemittel-Anteil 40 %, 50 %, 60 %und jeweils in 3 Farbtönen
= 3 Dosen= 3 × 3 Dosen= 3 × 3 × 3 Dosen
= 27 Dosen
= 1 Versuchsreihe
Bild 2: Beispiel einer einzigen Versuchsreihe
Fahrzeuglacke werden fast immer an den Farben weiß,metallic und dunkelblau abgeprüft, nicht Schwarz. Dasempfindliche Pigment Miloriblau lässt bei Beanspru-chung weit mehr erkennen als das VerbrennungsproduktRuß als Schwarzpigment.Mit ausgewählten Testmethoden z. B. Gitterschnitt Bild 3,(weitere Prüfmethoden Kap. 6.16) wird ermittelt, welcheRezepturen dem Ziel nahe kommen. Dann folgt die Pla-nung und Durchführung der nächsten Versuchsreihe.Wird eine Versuchsreihe z. B. im Wettertest 250 Stunden= etwa 10 Tage getestet, so wird deutlich, warum die Ent-wicklung eines neuen Lackes sehr zeitaufwendig undteuer ist. Besonders die Feinabstimmung der Eigenschaften istzeitaufwendig. Dann allerdings werden nur noch dieLackansätze optimiert, die sich aus den Versuchsreihenals erfolgsversprechend herauskristallisiert haben.
20154 S. 001-124 neu_Layout 1 16.11.12 08:47 Seite 75
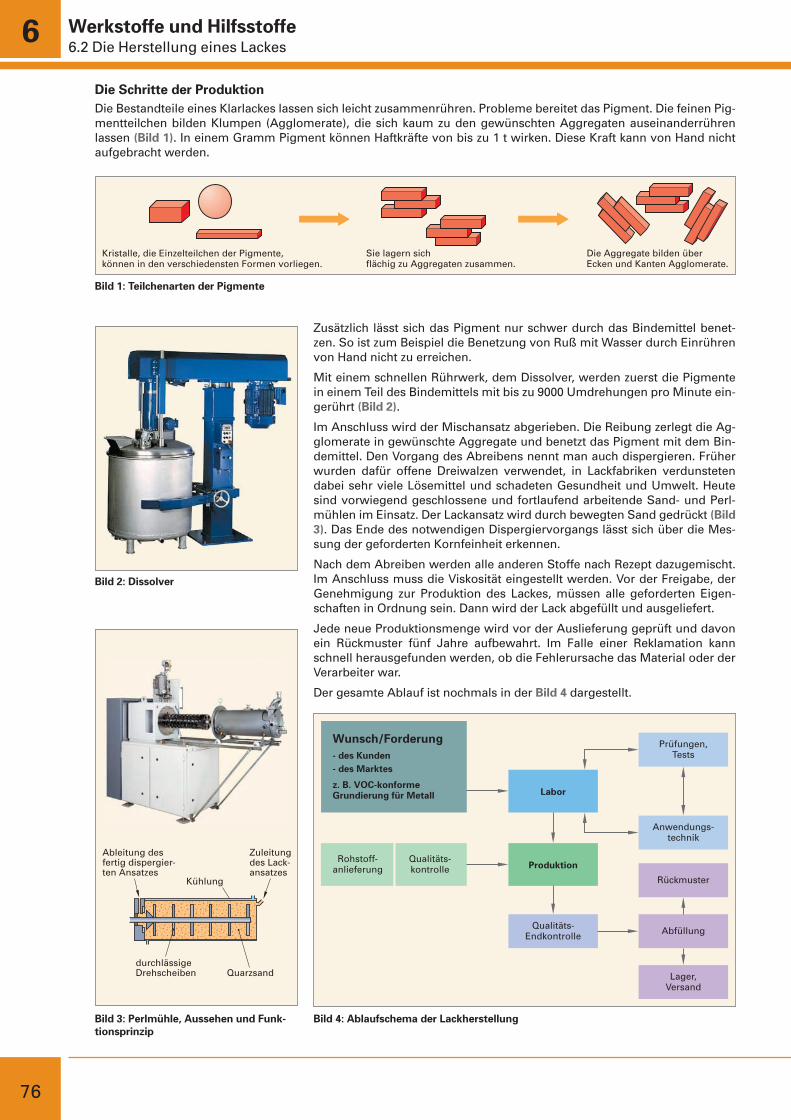
6
76
Die Schritte der Produktion
Die Bestandteile eines Klarlackes lassen sich leicht zusammenrühren. Probleme bereitet das Pigment. Die feinen Pig-mentteilchen bilden Klumpen (Agglomerate), die sich kaum zu den gewünschten Aggregaten auseinanderrührenlassen (Bild 1). In einem Gramm Pigment können Haftkräfte von bis zu 1 t wirken. Diese Kraft kann von Hand nichtaufgebracht werden.
Zusätzlich lässt sich das Pigment nur schwer durch das Bindemittel benet-zen. So ist zum Beispiel die Benetzung von Ruß mit Wasser durch Einrührenvon Hand nicht zu erreichen.
Mit einem schnellen Rührwerk, dem Dissolver, werden zuerst die Pigmentein einem Teil des Bindemittels mit bis zu 9000 Umdrehungen pro Minute ein-gerührt (Bild 2).
Im Anschluss wird der Mischansatz abgerieben. Die Reibung zerlegt die Ag-glomerate in gewünschte Aggregate und benetzt das Pigment mit dem Bin-demittel. Den Vorgang des Abreibens nennt man auch dispergieren. Früherwurden dafür offene Dreiwalzen verwendet, in Lackfabriken verdunstetendabei sehr viele Lösemittel und schadeten Gesundheit und Umwelt. Heutesind vorwiegend geschlossene und fortlaufend arbeitende Sand- und Perl-mühlen im Einsatz. Der Lackansatz wird durch bewegten Sand gedrückt (Bild
3). Das Ende des notwendigen Dispergiervorgangs lässt sich über die Mes-sung der geforderten Kornfeinheit erkennen.
Nach dem Abreiben werden alle anderen Stoffe nach Rezept dazugemischt.Im Anschluss muss die Viskosität eingestellt werden. Vor der Freigabe, derGenehmigung zur Produktion des Lackes, müssen alle geforderten Eigen-schaften in Ordnung sein. Dann wird der Lack abgefüllt und ausgeliefert.
Jede neue Produktionsmenge wird vor der Auslieferung geprüft und davonein Rückmuster fünf Jahre aufbewahrt. Im Falle einer Reklamation kannschnell herausgefunden werden, ob die Fehlerursache das Material oder derVerarbeiter war.
Der gesamte Ablauf ist nochmals in der Bild 4 dargestellt.
Werkstoffe und Hilfsstoffe6.2 Die Herstellung eines Lackes
Bild 2: Dissolver
Ableitung desfertig dispergier-ten Ansatzes
durchlässigeDrehscheiben Quarzsand
Kühlung
Zuleitungdes Lack-ansatzes
Bild 3: Perlmühle, Aussehen und Funk-
tionsprinzip
Kristalle, die Einzelteilchen der Pigmente,können in den verschiedensten Formen vorliegen.
Sie lagern sichflächig zu Aggregaten zusammen.
Die Aggregate bilden überEcken und Kanten Agglomerate.
Bild 1: Teilchenarten der Pigmente
Wunsch/Forderung
- des Kunden
- des Marktes
z. B. VOC-konformeGrundierung für Metall Labor
ProduktionQualitäts-kontrolle
Rohstoff-anlieferung
Prüfungen,Tests
Anwendungs-technik
Qualitäts-Endkontrolle Abfüllung
Rückmuster
Lager,Versand
Bild 4: Ablaufschema der Lackherstellung
20154 S. 001-124 neu_Layout 1 16.11.12 08:47 Seite 76
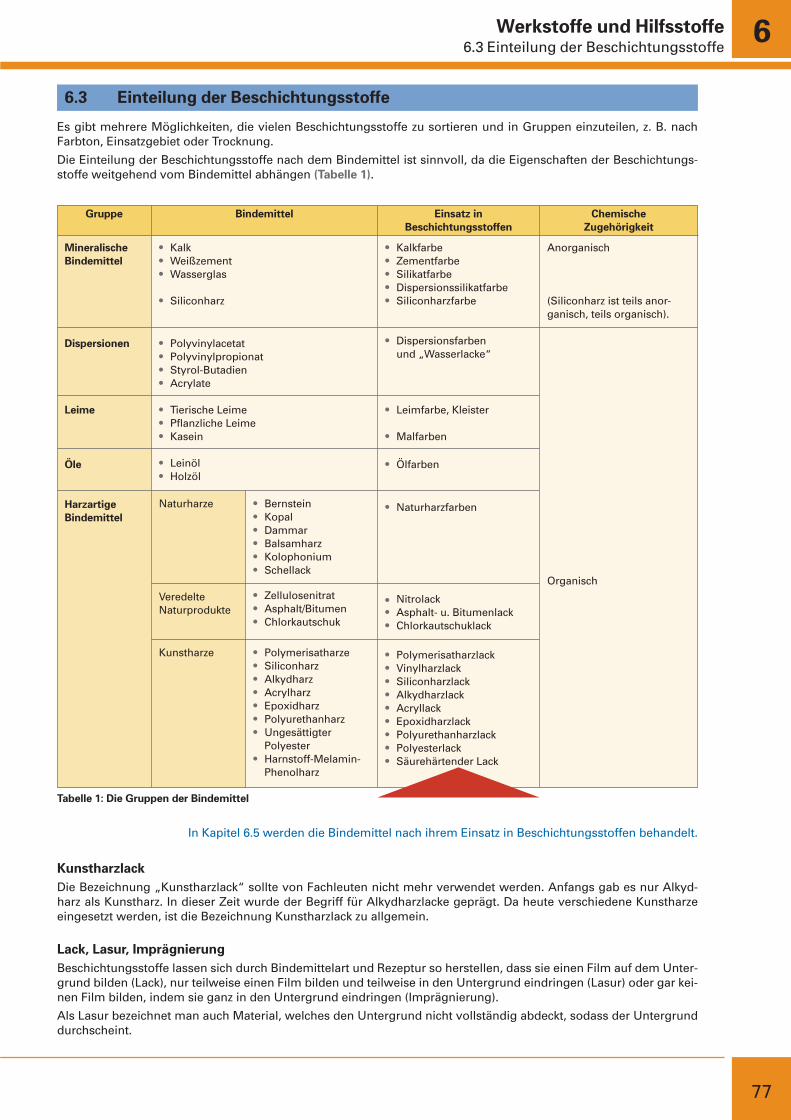
6Werkstoffe und Hilfsstoffe6.3 Einteilung der Beschichtungsstoffe
77
Es gibt mehrere Möglichkeiten, die vielen Beschichtungsstoffe zu sortieren und in Gruppen einzuteilen, z. B. nachFarbton, Einsatzgebiet oder Trocknung.
Die Einteilung der Beschichtungsstoffe nach dem Bindemittel ist sinnvoll, da die Eigenschaften der Beschichtungs-stoffe weitgehend vom Bindemittel abhängen (Tabelle 1).
In Kapitel 6.5 werden die Bindemittel nach ihrem Einsatz in Beschichtungsstoffen behandelt.
Kunstharzlack
Die Bezeichnung „Kunstharzlack“ sollte von Fachleuten nicht mehr verwendet werden. Anfangs gab es nur Alkyd-harz als Kunstharz. In dieser Zeit wurde der Begriff für Alkydharzlacke geprägt. Da heute verschiedene Kunstharzeeingesetzt werden, ist die Bezeichnung Kunstharzlack zu allgemein.
Lack, Lasur, Imprägnierung
Beschichtungsstoffe lassen sich durch Bindemittelart und Rezeptur so herstellen, dass sie einen Film auf dem Unter-grund bilden (Lack), nur teilweise einen Film bilden und teilweise in den Untergrund eindringen (Lasur) oder gar kei-nen Film bilden, indem sie ganz in den Untergrund eindringen (Imprägnierung).
Als Lasur bezeichnet man auch Material, welches den Untergrund nicht vollständig abdeckt, sodass der Untergrunddurchscheint.
6.3 Einteilung der Beschichtungsstoffe
● Bernstein● Kopal● Dammar● Balsamharz● Kolophonium● Schellack
● Zellulosenitrat● Asphalt/Bitumen● Chlorkautschuk
● Polymerisatharze● Siliconharz● Alkydharz● Acrylharz● Epoxidharz● Polyurethanharz● Ungesättigter
Polyester● Harnstoff-Melamin-
Phenolharz
● Naturharzfarben
● Nitrolack● Asphalt- u. Bitumenlack● Chlorkautschuklack
● Polymerisatharzlack● Vinylharzlack● Siliconharzlack● Alkydharzlack● Acryllack● Epoxidharzlack● Polyurethanharzlack● Polyesterlack● Säurehärtender Lack
● Kalkfarbe● Zementfarbe● Silikatfarbe● Dispersionssilikatfarbe● Siliconharzfarbe
● Dispersionsfarbenund „Wasserlacke“
● Leimfarbe, Kleister
● Malfarben
● Ölfarben
Anorganisch
(Siliconharz ist teils anor-ganisch, teils organisch).
Organisch
Gruppe Bindemittel Einsatz in
Beschichtungsstoffen
Chemische
Zugehörigkeit
Mineralische
Bindemittel
Dispersionen
Leime
Öle
Harzartige
Bindemittel
● Kalk● Weißzement● Wasserglas
● Siliconharz
● Polyvinylacetat● Polyvinylpropionat● Styrol-Butadien● Acrylate
● Tierische Leime● Pflanzliche Leime● Kasein
● Leinöl● Holzöl
Naturharze
VeredelteNaturprodukte
Kunstharze
Tabelle 1: Die Gruppen der Bindemittel
20154 S. 001-124 neu_Layout 1 16.11.12 08:47 Seite 77
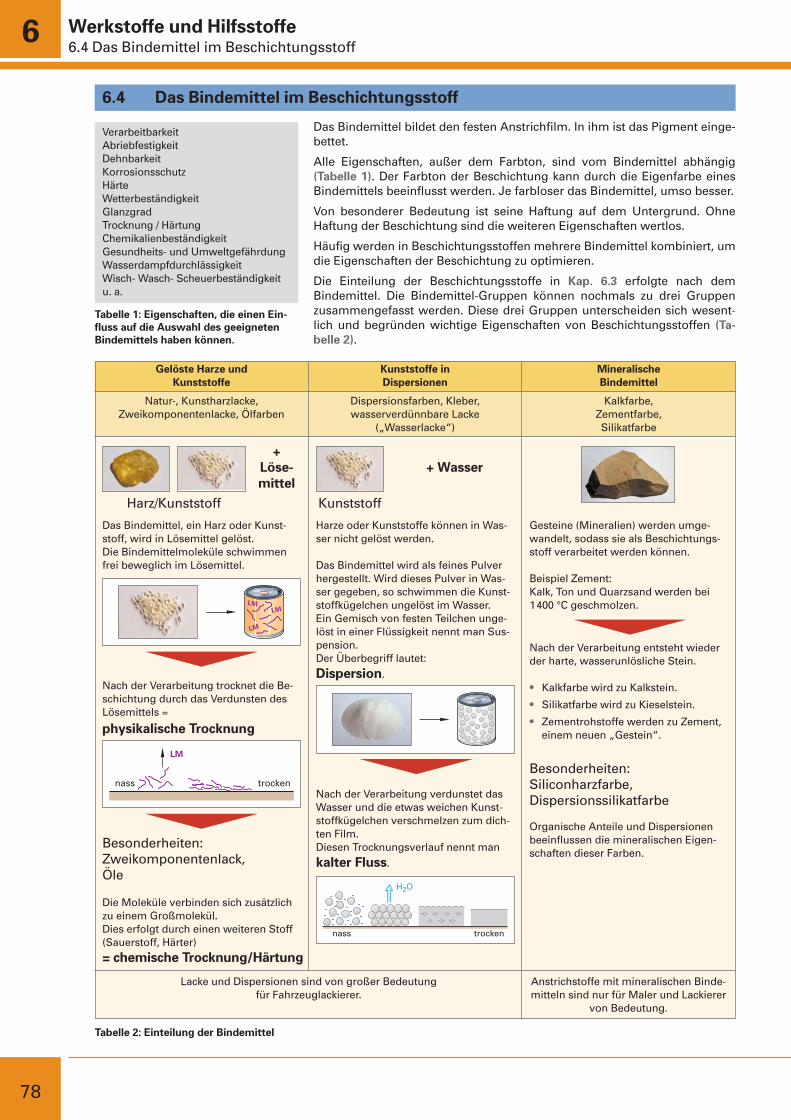
6
78
Das Bindemittel bildet den festen Anstrichfilm. In ihm ist das Pigment einge-bettet.
Alle Eigenschaften, außer dem Farbton, sind vom Bindemittel abhängig (Tabelle 1). Der Farbton der Beschichtung kann durch die Eigenfarbe einesBindemittels beeinflusst werden. Je farbloser das Bindemittel, umso besser.
Von besonderer Bedeutung ist seine Haftung auf dem Untergrund. OhneHaftung der Beschichtung sind die weiteren Eigenschaften wertlos.
Häufig werden in Beschichtungsstoffen mehrere Bindemittel kombiniert, umdie Eigenschaften der Beschichtung zu optimieren.
Die Einteilung der Beschichtungsstoffe in Kap. 6.3 erfolgte nach dem Bindemittel. Die Bindemittel-Gruppen können nochmals zu drei Gruppen zusammengefasst werden. Diese drei Gruppen unterscheiden sich wesent-lich und begründen wichtige Eigenschaften von Beschichtungsstoffen (Ta-
belle 2).
Werkstoffe und Hilfsstoffe6.4 Das Bindemittel im Beschichtungsstoff
6.4 Das Bindemittel im Beschichtungsstoff
VerarbeitbarkeitAbriebfestigkeitDehnbarkeitKorrosionsschutzHärteWetterbeständigkeitGlanzgradTrocknung / HärtungChemikalienbeständigkeitGesundheits- und UmweltgefährdungWasserdampfdurchlässigkeitWisch- Wasch- Scheuerbeständigkeit u. a.
Gelöste Harze und
Kunststoffe
Kunststoffe in
Dispersionen
Mineralische
Bindemittel
Natur-, Kunstharzlacke,Zweikomponentenlacke, Ölfarben
Das Bindemittel, ein Harz oder Kunst-stoff, wird in Lösemittel gelöst. Die Bindemittelmoleküle schwimmenfrei beweglich im Lösemittel.
Dispersionsfarben, Kleber,wasserverdünnbare Lacke
(„Wasserlacke“)
Kalkfarbe,Zementfarbe,Silikatfarbe
LM
LM
LM
+
Löse-
mittel
Harz/Kunststoff
Harze oder Kunststoffe können in Was-ser nicht gelöst werden.
Das Bindemittel wird als feines Pulverhergestellt. Wird dieses Pulver in Was-ser gegeben, so schwimmen die Kunst-stoffkügelchen ungelöst im Wasser.Ein Gemisch von festen Teilchen unge-löst in einer Flüssigkeit nennt man Sus-pension.Der Überbegriff lautet:
Dispersion.
Nach der Verarbeitung verdunstet dasWasser und die etwas weichen Kunst-stoffkügelchen verschmelzen zum dich-ten Film. Diesen Trocknungsverlauf nennt man
kalter Fluss.
+ Wasser
Kunststoff
Gesteine (Mineralien) werden umge-wandelt, sodass sie als Beschichtungs-stoff verarbeitet werden können.
Beispiel Zement:Kalk, Ton und Quarzsand werden bei1400 °C geschmolzen.
Nach der Verarbeitung entsteht wiederder harte, wasserunlösliche Stein.
● Kalkfarbe wird zu Kalkstein.● Silikatfarbe wird zu Kieselstein.● Zementrohstoffe werden zu Zement,
einem neuen „Gestein“.
Besonderheiten:Siliconharzfarbe,Dispersionssilikatfarbe
Organische Anteile und Dispersionenbeeinflussen die mineralischen Eigen-schaften dieser Farben.
LM
nass trocken
H2O
nass trocken
Besonderheiten:Zweikomponentenlack, Öle
Die Moleküle verbinden sich zusätzlichzu einem Großmolekül.Dies erfolgt durch einen weiteren Stoff(Sauerstoff, Härter)
= chemische Trocknung/Härtung
Nach der Verarbeitung trocknet die Be-schichtung durch das Verdunsten desLösemittels =
physikalische Trocknung
Lacke und Dispersionen sind von großer Bedeutungfür Fahrzeuglackierer.
Anstrichstoffe mit mineralischen Binde-mitteln sind nur für Maler und Lackierer
von Bedeutung.
Tabelle 1: Eigenschaften, die einen Ein-
fluss auf die Auswahl des geeigneten
Bindemittels haben können.
Tabelle 2: Einteilung der Bindemittel
20154 S. 001-124 neu_Layout 1 16.11.12 08:47 Seite 78
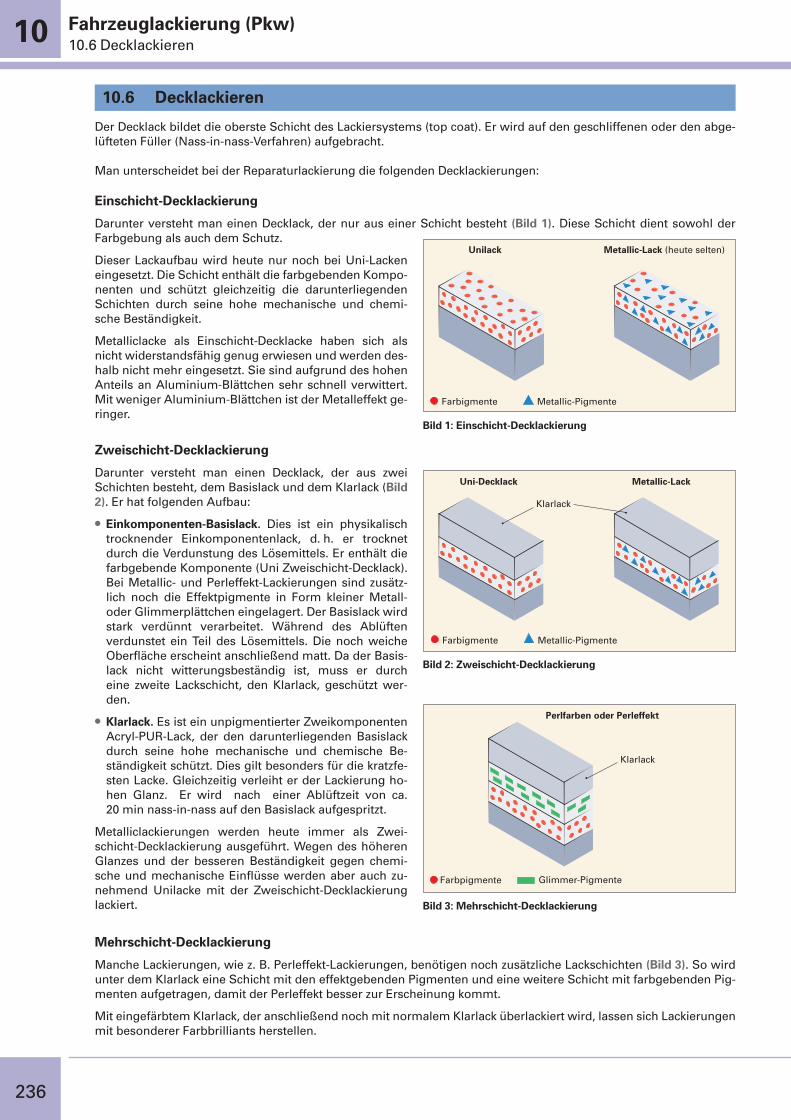
Der Decklack bildet die oberste Schicht des Lackiersystems (top coat). Er wird auf den geschliffenen oder den abge-lüfteten Füller (Nass-in-nass-Verfahren) aufgebracht.
Man unterscheidet bei der Reparaturlackierung die folgenden Decklackierungen:
Einschicht-Decklackierung
Darunter versteht man einen Decklack, der nur aus einer Schicht besteht (Bild 1). Diese Schicht dient sowohl derFarbgebung als auch dem Schutz.
Dieser Lackaufbau wird heute nur noch bei Uni-Lackeneingesetzt. Die Schicht enthält die farbgebenden Kompo-nenten und schützt gleichzeitig die darunterliegendenSchichten durch seine hohe mechanische und chemi-sche Beständigkeit.
Metalliclacke als Einschicht-Decklacke haben sich alsnicht widerstandsfähig genug erwiesen und werden des-halb nicht mehr eingesetzt. Sie sind aufgrund des hohenAnteils an Aluminium-Blättchen sehr schnell verwittert.Mit weniger Aluminium-Blättchen ist der Metalleffekt ge-ringer.
Zweischicht-Decklackierung
Darunter versteht man einen Decklack, der aus zweiSchichten besteht, dem Basislack und dem Klarlack (Bild
2). Er hat folgenden Aufbau:
● Einkomponenten-Basislack. Dies ist ein physikalischtrocknender Einkomponentenlack, d. h. er trocknetdurch die Verdunstung des Lösemittels. Er enthält diefarbgebende Komponente (Uni Zweischicht-Decklack).Bei Metallic- und Perleffekt-Lackierungen sind zusätz-lich noch die Effektpigmente in Form kleiner Metall-oder Glimmerplättchen eingelagert. Der Basislack wirdstark verdünnt verarbeitet. Während des Ablüften verdunstet ein Teil des Lösemittels. Die noch weicheOberfläche erscheint anschließend matt. Da der Basis-lack nicht witterungsbeständig ist, muss er durch eine zweite Lackschicht, den Klarlack, geschützt wer-den.
● Klarlack. Es ist ein unpigmentierter ZweikomponentenAcryl-PUR-Lack, der den darunterliegenden Basislackdurch seine hohe mechanische und chemische Be-ständigkeit schützt. Dies gilt besonders für die kratzfe-sten Lacke. Gleichzeitig verleiht er der Lackierung ho-hen Glanz. Er wird nach einer Ablüftzeit von ca. 20 min nass-in-nass auf den Basislack aufgespritzt.
Metalliclackierungen werden heute immer als Zwei-schicht-Decklackierung ausgeführt. Wegen des höherenGlanzes und der besseren Beständigkeit gegen chemi-sche und mechanische Einflüsse werden aber auch zu-nehmend Unilacke mit der Zweischicht-Decklackierunglackiert.
Mehrschicht-Decklackierung
Manche Lackierungen, wie z. B. Perleffekt-Lackierungen, benötigen noch zusätzliche Lackschichten (Bild 3). So wirdunter dem Klarlack eine Schicht mit den effektgebenden Pigmenten und eine weitere Schicht mit farbgebenden Pig-menten aufgetragen, damit der Perleffekt besser zur Erscheinung kommt.
Mit eingefärbtem Klarlack, der anschließend noch mit normalem Klarlack überlackiert wird, lassen sich Lackierungenmit besonderer Farbbrilliants herstellen.
10 Fahrzeuglackierung (Pkw)10.6 Decklackieren
236
10.6 Decklackieren
Unilack Metallic-Lack (heute selten)
Farbigmente Metallic-Pigmente
Bild 1: Einschicht-Decklackierung
Klarlack
Uni-Decklack Metallic-Lack
Farbigmente Metallic-Pigmente
Bild 2: Zweischicht-Decklackierung
Klarlack
Perlfarben oder Perleffekt
Farbpigmente Glimmer-Pigmente
Bild 3: Mehrschicht-Decklackierung
20154 S. 157-260 neu_Layout 1 16.11.12 08:54 Seite 236
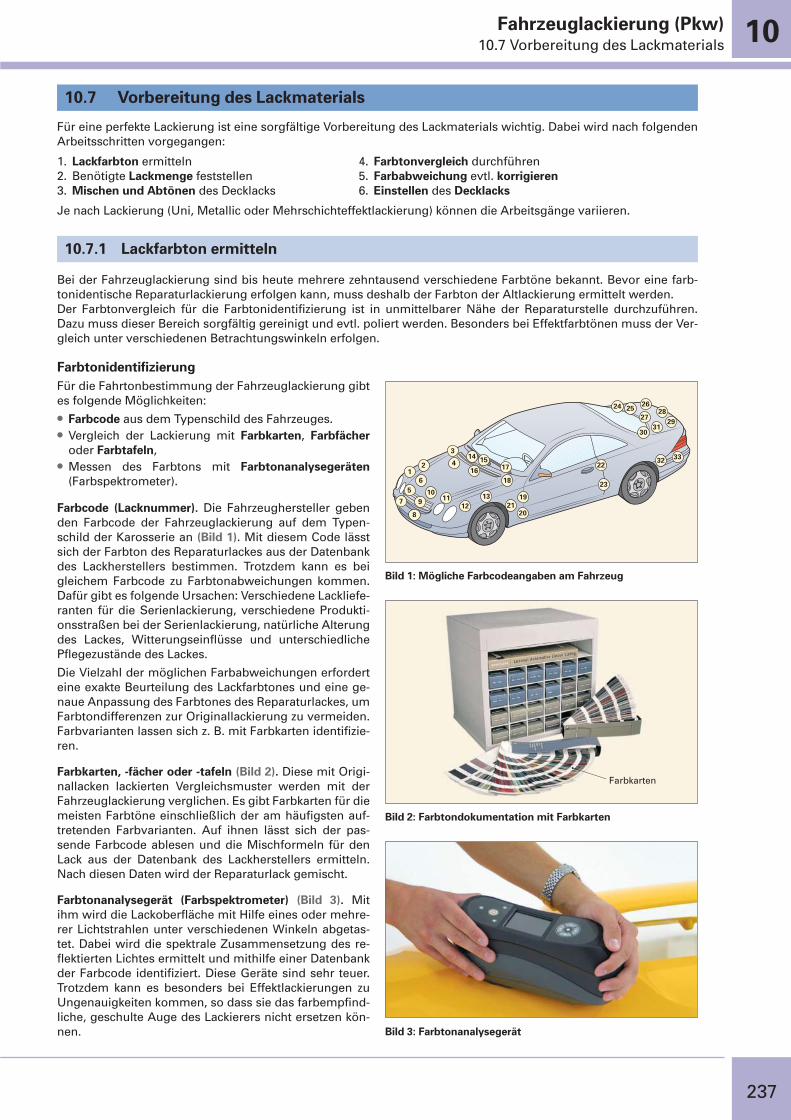
Für eine perfekte Lackierung ist eine sorgfältige Vorbereitung des Lackmaterials wichtig. Dabei wird nach folgendenArbeitsschritten vorgegangen:
1. Lackfarbton ermitteln 4. Farbtonvergleich durchführen2. Benötigte Lackmenge feststellen 5. Farbabweichung evtl. korrigieren
3. Mischen und Abtönen des Decklacks 6. Einstellen des Decklacks
Je nach Lackierung (Uni, Metallic oder Mehrschichteffektlackierung) können die Arbeitsgänge variieren.
Bei der Fahrzeuglackierung sind bis heute mehrere zehntausend verschiedene Farbtöne bekannt. Bevor eine farb-tonidentische Reparaturlackierung erfolgen kann, muss deshalb der Farbton der Altlackierung ermittelt werden.Der Farbtonvergleich für die Farbtonidentifizierung ist in unmittelbarer Nähe der Reparaturstelle durchzuführen.Dazu muss dieser Bereich sorgfältig gereinigt und evtl. poliert werden. Besonders bei Effektfarbtönen muss der Ver-gleich unter verschiedenen Betrachtungswinkeln erfolgen.
Farbtonidentifizierung
Für die Fahrtonbestimmung der Fahrzeuglackierung gibtes folgende Möglichkeiten: ● Farbcode aus dem Typenschild des Fahrzeuges.● Vergleich der Lackierung mit Farbkarten, Farbfächer
oder Farbtafeln, ● Messen des Farbtons mit Farbtonanalysegeräten
(Farbspektrometer).
Farbcode (Lacknummer). Die Fahrzeughersteller gebenden Farbcode der Fahrzeuglackierung auf dem Typen-schild der Karosserie an (Bild 1). Mit diesem Code lässtsich der Farbton des Reparaturlackes aus der Datenbankdes Lackherstellers bestimmen. Trotzdem kann es beigleichem Farbcode zu Farbtonabweichungen kommen.Dafür gibt es folgende Ursachen: Verschiedene Lackliefe-ranten für die Serienlackierung, verschiedene Produkti-onsstraßen bei der Serienlackierung, natürliche Alterungdes Lackes, Witterungseinflüsse und unterschiedlichePflegezustände des Lackes.
Die Vielzahl der möglichen Farbabweichungen erforderteine exakte Beurteilung des Lackfarbtones und eine ge-naue Anpassung des Farbtones des Reparaturlackes, umFarbtondifferenzen zur Originallackierung zu vermeiden.Farbvarianten lassen sich z. B. mit Farbkarten identifizie-ren.
Farbkarten, -fächer oder -tafeln (Bild 2). Diese mit Origi-nallacken lackierten Vergleichsmuster werden mit derFahrzeuglackierung verglichen. Es gibt Farbkarten für diemeisten Farbtöne einschließlich der am häufigsten auf-tretenden Farbvarianten. Auf ihnen lässt sich der pas-sende Farbcode ablesen und die Mischformeln für denLack aus der Datenbank des Lackherstellers ermitteln.Nach diesen Daten wird der Reparaturlack gemischt.
Farbtonanalysegerät (Farbspektrometer) (Bild 3). Mitihm wird die Lackoberfläche mit Hilfe eines oder mehre-rer Lichtstrahlen unter verschiedenen Winkeln abgetas-tet. Dabei wird die spektrale Zusammensetzung des re-flektierten Lichtes ermittelt und mithilfe einer Datenbankder Farbcode identifiziert. Diese Geräte sind sehr teuer.Trotzdem kann es besonders bei Effektlackierungen zuUngenauigkeiten kommen, so dass sie das farbempfind-liche, geschulte Auge des Lackierers nicht ersetzen kön-nen.
10Fahrzeuglackierung (Pkw)10.7 Vorbereitung des Lackmaterials
237
10.7 Vorbereitung des Lackmaterials
10.7.1 Lackfarbton ermitteln
33
3130
29
2827
24 2526
22
23
2120
19
12
13
18
17
11
8
9
10
7
5
6
12
3
414
16
15 32
Bild 1: Mögliche Farbcodeangaben am Fahrzeug
Farbkarten
Bild 2: Farbtondokumentation mit Farbkarten
Bild 3: Farbtonanalysegerät
20154 S. 157-260 neu_Layout 1 16.11.12 08:54 Seite 237
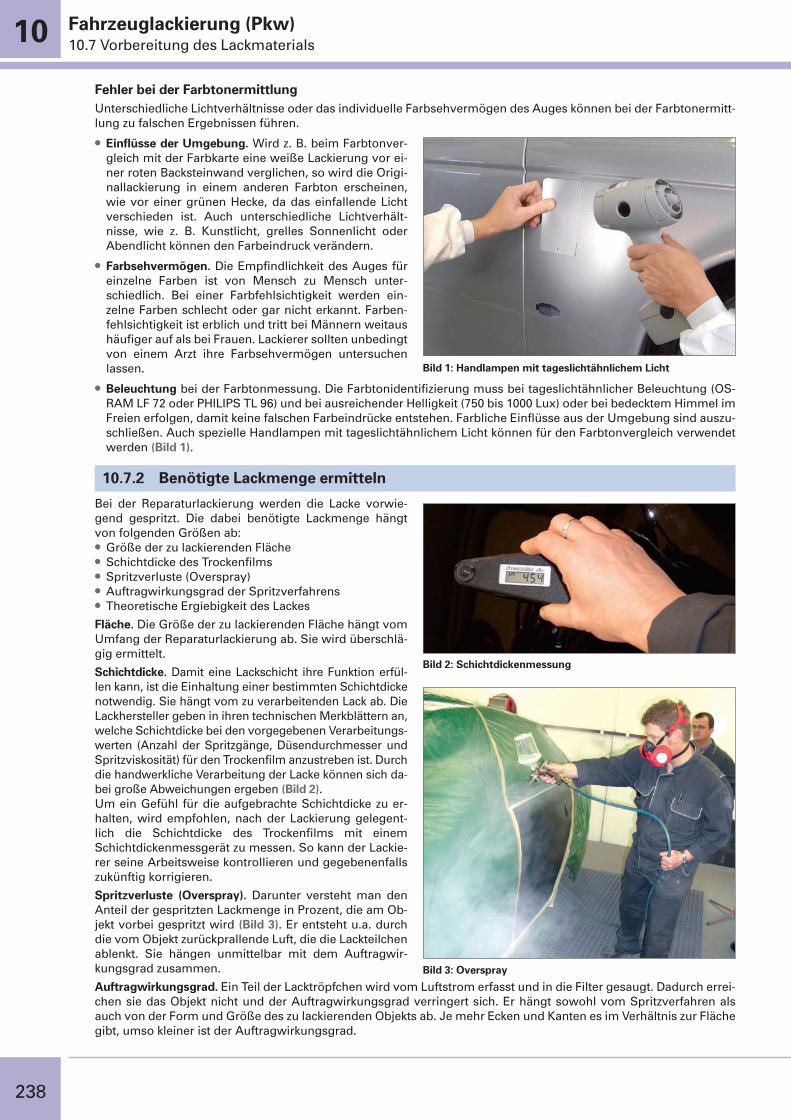
Fehler bei der Farbtonermittlung
Unterschiedliche Lichtverhältnisse oder das individuelle Farbsehvermögen des Auges können bei der Farbtonermitt-lung zu falschen Ergebnissen führen.
● Einflüsse der Umgebung. Wird z. B. beim Farbtonver-gleich mit der Farbkarte eine weiße Lackierung vor ei-ner roten Backsteinwand verglichen, so wird die Origi-nallackierung in einem anderen Farbton erscheinen,wie vor einer grünen Hecke, da das einfallende Lichtverschieden ist. Auch unterschiedliche Lichtverhält-nisse, wie z. B. Kunstlicht, grelles Sonnenlicht oderAbendlicht können den Farbeindruck verändern.
● Farbsehvermögen. Die Empfindlichkeit des Auges füreinzelne Farben ist von Mensch zu Mensch unter-schiedlich. Bei einer Farbfehlsichtigkeit werden ein-zelne Farben schlecht oder gar nicht erkannt. Farben-fehlsichtigkeit ist erblich und tritt bei Männern weitaushäufiger auf als bei Frauen. Lackierer sollten unbedingtvon einem Arzt ihre Farbsehvermögen untersuchenlassen.
● Beleuchtung bei der Farbtonmessung. Die Farbtonidentifizierung muss bei tageslichtähnlicher Beleuchtung (OS-RAM LF 72 oder PHILIPS TL 96) und bei ausreichender Helligkeit (750 bis 1000 Lux) oder bei bedecktem Himmel imFreien erfolgen, damit keine falschen Farbeindrücke entstehen. Farbliche Einflüsse aus der Umgebung sind auszu-schließen. Auch spezielle Handlampen mit tageslichtähnlichem Licht können für den Farbtonvergleich verwendetwerden (Bild 1).
Bei der Reparaturlackierung werden die Lacke vorwie-gend gespritzt. Die dabei benötigte Lackmenge hängtvon folgenden Größen ab:● Größe der zu lackierenden Fläche● Schichtdicke des Trockenfilms● Spritzverluste (Overspray)● Auftragwirkungsgrad der Spritzverfahrens● Theoretische Ergiebigkeit des Lackes
Fläche. Die Größe der zu lackierenden Fläche hängt vomUmfang der Reparaturlackierung ab. Sie wird überschlä-gig ermittelt.
Schichtdicke. Damit eine Lackschicht ihre Funktion erfül-len kann, ist die Einhaltung einer bestimmten Schichtdickenotwendig. Sie hängt vom zu verarbeitenden Lack ab. DieLackhersteller geben in ihren technischen Merkblättern an,welche Schichtdicke bei den vorgegebenen Verarbeitungs-werten (Anzahl der Spritzgänge, Düsendurchmesser undSpritzviskosität) für den Trockenfilm anzustreben ist. Durchdie handwerkliche Verarbeitung der Lacke können sich da-bei große Abweichungen ergeben (Bild 2). Um ein Gefühl für die aufgebrachte Schichtdicke zu er-halten, wird empfohlen, nach der Lackierung gelegent-lich die Schichtdicke des Trockenfilms mit einemSchichtdickenmessgerät zu messen. So kann der Lackie-rer seine Arbeitsweise kontrollieren und gegebenenfallszukünftig korrigieren.
Spritzverluste (Overspray). Darunter versteht man denAnteil der gespritzten Lackmenge in Prozent, die am Ob-jekt vorbei gespritzt wird (Bild 3). Er entsteht u.a. durchdie vom Objekt zurückprallende Luft, die die Lackteilchenablenkt. Sie hängen unmittelbar mit dem Auftragwir-kungsgrad zusammen.
Auftragwirkungsgrad. Ein Teil der Lacktröpfchen wird vom Luftstrom erfasst und in die Filter gesaugt. Dadurch errei-chen sie das Objekt nicht und der Auftragwirkungsgrad verringert sich. Er hängt sowohl vom Spritzverfahren alsauch von der Form und Größe des zu lackierenden Objekts ab. Je mehr Ecken und Kanten es im Verhältnis zur Flächegibt, umso kleiner ist der Auftragwirkungsgrad.
10 Fahrzeuglackierung (Pkw)10.7 Vorbereitung des Lackmaterials
238
10.7.2 Benötigte Lackmenge ermitteln
Bild 1: Handlampen mit tageslichtähnlichem Licht
Bild 2: Schichtdickenmessung
Bild 3: Overspray
20154 S. 157-260 neu_Layout 1 16.11.12 08:54 Seite 238
Beim Hochdruckspritzen (z. B. 5 bar Spritzdruck) werden durch die zurückprallende Luft bis zu 70 % des Lackes amObjekt vorbei gesprüht. Das heiß nur 30 % treffen auf die Oberfläche. Bei Niederdruckpistolen (HVLP) oder nebelre-duzierten Pistolen (RP) liegt dieser Wert bei über 65 %.
Theoretische Ergiebigkeit. Sie kann aus den technischen Merkblättern der Lackhersteller abgelesen werden. Sie gibtan wie viel Fläche sich bei einer vorgesehenen Trockenschichtdicke mit einem Liter Lack beschichten lässt. Damitwird berücksichtigt, dass Anteile des Lackes bei der Verarbeitung und beim Trocknen verdunsten.
Berechnung der Lackmenge
Nachdem die Größe der zu lackierenden Fläche überschlägig ermittelt wurde, kann mit Hilfe der theoretischen Ergie-bigkeit und dem Auftragwirkungsgrad die benötigte Lackmenge näherungsweise ermittelt werden.
Beispiel: Zu lackierende Fläche: 1 m². Theoretische Ergiebigkeit (z. B. EP-Grundierfüller): 5,6 m²/Liter bei einer vorge-gebenen Schichtdicke von 75 μm Da das Nachmischen von Lacken sehr zeitaufwendig ist, wird man die ermittelteLackmenge großzügig aufrunden. Auftragwirkungsgrad (HVLP): 70 %
Nachdem der Farbton identifiziert wurde und feststeht, um welche Farbtonvariante es sich handelt, muss der Lackbeschafft werden. Aktuelle Farbtöne werden meist fertig gemischt angeboten (Ready-Mix). Die kleinste Gebinde-größe beträgt 1 Liter, sodass vor allem bei kleinen Reparaturen viel Lack übrig bleibt. Für viele Farbtöne werdenkeine fertig ausgemischten Lacke angeboten. Deshalb werden die Reparaturlacke meist vor Ort mit einer Farbmisch-anlage selbst gemischt und abgetönt. Dazu werden die Grundfarben mit Abtönfarben gemischt.● Grundfarben. Bei der Unilackierung wird als Grundfarbe (Ausgangsfarbe) Weiß, bei der Metalliclackierung Metal-
lic-Silber verwendet. Durch unterschiedliche Größen der Metallicpigmente im Silber lässt sich ein sehr feiner bisgrober Metallic-Effekt erzeugen.
● Abtönfarben (Mischlacke). Die Grundfarben werden mit verschiedenen hochpigmentierten Abtönfarben ge-mischt. Je nach Lackhersteller ist zur Darstellung eines Farbtons eine unterschiedliche Anzahl an Abtönfarben nö-tig. Die subtraktive Farbmischung erfordert unterschiedliche Pigmentierungen für einen Farbton, um möglichstviele Farbnuancen darstellen zu können. Farbmischanlagen erleichtern das Mischen und Abtönen der Lacke. Damitbei Metalliclackierungen der Effekt (Flop) nicht verdeckt wird, dürfen nur lasierende Abtönfarben verwendet wer-den.
Farbmischanlagen
Damit lassen sich alle Farben nach bestimmten Farbfor-meln aus den Grundfarben und Abtönfarben zusammen-stellen. Farbmischanlagen (Bild 1) bestehen aus folgen-den Komponenten: ● Rührvorrichtung. Vor dem Anmischen der Lacke müs-
sen die hochpigmentierten Abtönfarben in den einzel-nen Farbdosen gut verrührt werden, da sich die Pig-mente absetzen und die Lackbestandteile sich entmi-schen können. Darum werden die Dosendeckel durchRühraufsätze ersetzt und in speziellen Regalen gela-gert. Über einen gemeinsamen Antrieb werden alleFarbdosen gleichzeitig mehrmals täglich, besondersaber vor dem Mischvorgang mehrere Minuten durch-gerührt. Mikropigmentierte Lacke kommen ohne Rühr-vorrichtung aus, da sich die Pigmente auch nach län-gerer Lagerung nicht absetzen.
● Datenbank mit den Mischformeln. Um den genauen Farbton zu erhalten, müssen dem weißen bzw. silbernenGrundlack die verschiedenen Abtönfarben grammgenau zugemischt werden. Die genauen Mengen der einzelnenKomponenten werden den Datenbanken der Lackhersteller entnommen. Damit es nicht zu Farbtonabweichungenkommt, darf die Mindestmenge, die ausgemischt werden soll, nicht unterschritten werden.
● Computerwaage. Zum Mischen werden die einzelnen Dosen mit den Abtönfarben aus dem Regal entnommen undauf der Computerwaage in einen Behälter gemessen. Wird aus Versehen von einer Farbe eine zu große Menge da-zugegeben, so kann über ein Korrekturprogramm die Mischformel neu berechnet werden.
10Fahrzeuglackierung (Pkw)10.7 Vorbereitung des Lackmaterials
239
10.7.3 Mischen und Abtönen des Decklacks
Datenbankmit den Mischformeln
Computer-waage
Lacke(hier ohneRührvorrichtung)
Misch-gefäße
Bild 1: Farbmischanlage
zu lackierende FlächeLackmenge = –––––––––––––––––––––––––––––
Theoretische Auftrags-Ergiebigkeit
xwirkungsgrad
1 m2Lackmenge = –––––––––––––––– = 0,255 l
m25,6 –––– x 0,7
l
20154 S. 157-260 neu_Layout 1 16.11.12 08:54 Seite 239

Es werden meist Lacke, aber auch andere Werkstoffe in – oder übereinander kombiniert. Das Aussehen der Oberflä-che lässt sich nur begrenzt steuern, der Effekt entsteht im Moment der Ausführung und ist kaum korrigierbar.
Verlauftechnik
Geichmäßiger Verlauf. Ein gleichmäßiger Übergang zwi-schen zwei Farbtönen lässt sich nur über das Spritzver-fahren erreichen. Die handwerkliche Ausführung derÜbergangszone, in der sich zwei Farben einander annä-hern, verlangt viel Fingerspitzengefühl im Umgang mitder Spritzpistole.
Ungleichmäßiger Verlauf. Farbverläufe ergeben sichauch ungewollt, wenn Lacke ineinander laufen und sichvermischen. Auf die gefüllerte Fläche werden verschie-dene Lacke aufgegossen. Durch die gesteuerte Bewe-gung der Platte entstehen eher zufällig Muster und op-tisch reizvolle Übergangszonen zwischen den unter-schiedlichen Farben (Bild 1).Diese Technik ist sehr materialaufwendig, da der Lack dieganze Fläche bedecken muss, und dabei zwangsläufigauch über Kanten abläuft.Vor der Ausführung auf großen Flächen sind Versuchezur geeigneten Viskosität der Lacke nötig.
Lack-in-Lack-Techniken
Bei Verträglichkeit der Lacke. Gleiche Lacke in verschie-denen Farbtönen lassen sich durch Spritzen (Verlaufs-technik), aber auch Tropfen, Sprenkeln, Verwischen somiteinander kombinieren, dass je nach Viskosität derLacke Verläufe oder auch grobe Abgrenzungen zwischenden Farben entstehen (Bild 3).Reizvolle Adern entstehen, wenn mit Druckluft die Lackeineinander geblasen werden.
Bei Unverträglichkeit der Lacke. Wasser und Lack vertra-gen sich nicht besonders gut, wenn beide Materialienbeim Lackieren zusammentreffen. Nach dem Auftrag, z. B. mit dem Pinsel, entmischen sich beide Materialienzu interessanten Effekten. Dies fordert zu kreativen Expe-rimenten geradezu heraus (Bild 2). Durch Streichen ergeben sich andere Übergangszonenals durch Spritzen.
Verblasetechnik
Auf vorbereiteten Untergrund in ausreichender Mengeaufgetragene Lacke oder Lasuren lassen sich mit Druck-luft zu interessanten Formen und Farbübergängen ge-zielt verblasen (Bild 3 und 4).
Spinnwebtechnik
Jeder Fahrzeuglackierer kennt das Spritzbild bei zu hoch-viskosem Lack. Der Lack „rotzt“, es entsteht ein dünnerungleichmäßiger Faden. Dies macht man sich bei dieserTechnik zu Nutze.
Zuerst ist die Fläche mit einem 2K-Lack im Grundton zulackieren. Über die geeignete Materialeinstellung undDüsen- und Druckwahl entscheiden Spritzversuche, bisdas Spritzergebnis den Vorstellungen entspricht.
Dann wird der Spritzfaden gestaltend über die lackierteFläche gezogen (Bild 5).
Um eine glatte Fläche zu erhalten muss unter Umstän-den mehrmals mit Klarlack beschichtet werden.
17 Design- und Effektlackierungen17.2 Designtechniken
354
17.2.2 Kombinationstechniken
Bild 1: Verlauftechnik
Bild 2: Lack-in-Lack-Technik (Wasserbasis + Lösemittelbasis)
Bild 3 und 4: Lack-in-Lack-Verblasetechnik
Bild 5: Spinnwebtechnik
20154 S. 261-403 neu_Layout 1 16.11.12 08:59 Seite 354





























