Embed Size (px)
Citation preview
Herstellung – Eigenschaften – Anwendung
Bundesverbandder DeutschenGießerei-Industrie (BDG)
Feinguss
Projekt1_Layout 1 24.03.15 15:00 Seite 2

Konstruierenund Gießen
Informationen für den Gusskonstrukteur
Verwirklichen Sie Ihre
Konstruktionsideensie könnten entscheidend sein!
Die Internetplattform des BDG Konstruieren und Gießen infor-miert Sie über Werkstoffe und Verfahrenstechniken der Gießerei-branche. Sie hinterfragt neue Technologien und gibt Anregungenzur Gussgestaltung. Fakten und Kennwerte über Gusswerkstoffeund Gussteile geben dem Anwender weitere Hinweise für seineArbeit. All dies finden Sie im Internet unter:
www.kug.bdguss.de
Foto
:Fot
olia
;Ges
taltu
ng:B
DG
Projekt1_Layout 1 24.03.15 15:00 Seite 3
Inhalt
FeingussHerstellung – Eigenschaften – Anwendung
Autoren:H. Aue, W. Blank, Dr. F. Feikus, D. Finke, J. Gottschalk, K. Hanke, P. Hippler,Dr. J. Jahn, J. Knaus, K. Kohlgrüber, K. Präfke, Dr. J. Schädlich-Stubenrauch,G. Scholz, K.-H. Schütt, Dr. W. Weihnacht
1
Landeklappen-strukturteil fürFluggerät ausEN AC-AlSi7Mg0,6
Titelbild: Strator aus Titanfeingussfür Flugzeugturbine
Rotorkreuz fürmedizintech-nisches Gerätaus G46Cr13
Lagergehäusefür Turboladeraus G25CrMo4
1 Einleitung 2
2 Das Verfahren Feingießen 7Werkzeuge für die Modellherstellung 7Die Feingussfertigung 8Qualitätssicherung und Kontrollen 12Rapid Prototyping und Manufacturing im Feinguss 15
3 Werkstoffe für das Feingießen 20Stähle für den Feinguss 21Nickel- und Cobalt-Basislegierungen 23Gusseisen 23Aluminium-Basislegierungen 24Titan- und Titan-Basislegierungen 24Kupfer- und Kupfer-Basislegierungen 26
4 Konstruieren und Gestalten 27
5 Preisbestimmende Faktoren 40
6 Schweißen an Feingussbauteilen 41Stahlguss 41Aluminium 42
7 Wärmebehandlung 43Stahlguss 43Aluminium 44
8 Anhangteil 46Normen und Richtlinien 46Weiterführende Literatur 47Glossar 48
Tite
lfoto
s:TI
TAL;
Foto
sIn
halts
verz
eich
nis:
TITA
L,Zo
llern
,Bud
erus
Motorgehäusefür Luftfahrt ausEN AC-AlSi7Mg0,6wa
Inhalt_feinguss.indd 1 26.04.11 16:38

2
Bild 1: Der Verfahrensablauf beim Feingie en (von links nach rechts): Eine bestimmteAnzahl von odellen ist mit demGie s stem verbunden und bildet eine sogenannte Traube.Durchmehrmaliges Tauchen der Traube in einen Schlicker mit anschlie endemBesandenwird die keramische Form hergestellt. Nach dem Herausl sen des odell- und Gie -s stemwerkstoffs wird die Form gebrannt. Das sich anschlie ende Gie en erfolgt in dienoch hei e Form. Nach dem Erkalten des Gussteils werden die Formkeramik entfernt unddie einzelnen Gussteile abgetrennt. (Bild: ZGV)
-
1 EinleitungIm gesamten deutschsprachigen aumgilt der Name „Feingießen“ für das indus-triell angewendete Gießen nach „verlo-renen“ Modellen, das sogenannte Modell-ausschmelzverfahren. Im Ausland ist Fein-gießen beispielsweise unter folgendemNamen bekannt: „Investment casting“(lost wax process), „fonte cire perdue“und andere mehr.
Das Kennzeichen dieses speziellen Gieß-verfahrens sind die „verlorenen“ Modelle,die so heißen, weil sie nach dem Einfor-men zerstört werden, um den Formhohl-raum in der Gießform freizugeben, in dendie Schmelze eingegossen wird. DieseModelle bestehen meist aus Wachsenoder deren Gemischen und werden vordem Abgießen aus den Gießformen aus-geschmolzen, ausgelöst und/oder aus-gebrannt. Die Wachsmodelle werden inmetallischen Werkzeugen auf Wachs-spritzmaschinen hergestellt undmit einemaus Wachs bestehenden Gießsystem zusogenannten Wachstrauben als Gieß-einheit verklebt. Sie erhalten durch wie-derholtes Tauchen in keramischen Schli-cker mit anschließendem Besanden undTrocknen eine keramische Schale. DieseModelle bestehen meist aus Wachsenoder deren Gemischen und werden vor
Bild 2: Vierteilige, einbaufertig feingegossene u lung für einen Hochs annungsschalter,Werkstoff G16Cr o4 (W.-Nr. 1.7242), Länge 106mm,Gesamtgewicht 205 g (Bild: Buderus, oers)
dem Abgießen aus den Gießformen aus-geschmolzen, -gelöst und/oder -gebrannt(Bild 1).
Die Verwendung verlorener Modelle er-möglicht die Nutzung ungeteilter Gießfor-men. Sie bewirken, dass ohne Formver-satz sehr enge Maßtoleranzen eingehal-ten werden können und Gussteile ohneTeilungsgrat gefertigt werden können
(Bild 1). Das Gießen in heiße Formen istdafür prädestiniert, dass auch geringeWanddicken und komplizierte geometri-sche Formen konturenscharf zu gießensind. Damit kommt das Feingießen alsurformende Verfahrenstechnik der end-gültigen Gestalt eines Bauteiles sehrnahe. In vielen Fällen wird diese sogarerreicht, wie das Beispiel im Bild 2 zeigt.Das ist einer der Gründe für die Wirt-schaftlichkeit von Feinguss.
1.1UrsprungundEntwick-lungsgeschichte
rsprünglich wurde das Wachsaus-schmelzverfahren für Schmuck undKunstguss verwendet. Kunstguss wirdheute nach verschiedenen Formverfah-ren hergestellt, wobei auch das Wachs-auschmelzverfahren in seinen manuellenVerfahrensmodifikationen zum Einsatzkommt. Die Entscheidung für die Ver-fahrenswahl erfolgt hier nach fertigungs-technischen Gesichtspunkten und auskünstlerischen Aspekten durch die Gie-ßerei.
Das historische Wachsausschmelzver-fahren, Bienenwachs zu formen, es mitLehm zu umkleiden, nach dem Trocknendas Wachs auszuschmelzen, die ver-bleibende Lehmhülle zu brennen, denentstandenen Hohlraum mit Metall aus-zugießen und nach dem Abkühlen denLehm zu entfernen, um ein Gussteil zuerhalten, ist in der Geschichte der Kulturund der Technik der rsprung allerGießverfahren. Seine rsprünge reichenin die Bronzezeit, also bis etwa 3000 v.Chr. zurück, wie es Funde aus verschie-denen Kulturbereichen der Erde zeigen,so in Mesopotamien, Kreta, gypten,China, die von der frühen Blütezeit dieses

3
der von Flugzeugmotoren aus Kobalt-Basislegierungen weiterentwickelt, diedamals wegen ihrer Härte nicht bearbeitetwerden konnten. 1944 entstand so dieerste industrielle Feingießerei in den SA.In der ersten Hälfte der fünfziger ahrekam das Feingießen über Lizenzerteilun-gen der Amerikaner nach Deutschlandund bewährte sich zunächst im Maschi-nenbau und in der Feinwerktechnik, wovor allem Eisen- und Stahllegierungenvergossen wurden 1 .
Die Werkstoffpalette hat sich seitdemweiterentwickelt. Neben einer breitenPalette von Stahllegierungen sind es vorallem Kobalt- und Nickel-Basislegierun-gen sowie Nichteisen-MetalllegierungenausAluminium, Kupfer und Titan, die heu-te im Feinguss dominieren. Welche Legie-rungen für den Feinguss besonders ge-eignet sind, wird im Kapitel 3 beschriebenoder kann bei den Feingießereien erfragtwerden.
Wirtschaftlichkeit und ualitätsvorteilehaben dazu geführt, dass Feinguss heutepraktisch in der gesamten Industrie ver-wendet wird. Hauptabnehmer sind dieHersteller folgender Erzeugnisse:
- Antriebsaggregate und Getriebe,- Automobilbau,- Bergbau- und Bodenbearbeitungs-
maschinen,- Chemische Apparate, Pumpen und
Armaturen,- Druck-, Papier-, Verpackungsmaschi-
nen und Verkaufsautomaten,- Elektronische Bausätze, Steuer- und
egelgeräte,- Feinmechanische Erzeugnisse,- Flecht-, Ketten- und eißverschluss-
maschinen,- Förder- und Transportgeräte, Aufzüge,- Funk-, Fernseh-, Fernmelde- undTele-
metriegeräte,
Verfahrens zeugen, das sich bald überden gesamten Nahen Osten ausbreitete(Bild 3). Bereits damals wurden großeStücke aus mehreren einzeln gegossenenTeilen zusammen gesetzt.
Zwischen 1800 und 1600 v. Chr. breitetesich der Anwendungsbereich des Wachs-ausschmelzverfahrens auch bis nach Mit-tel- und Nordeuropa aus.Aus der Bronze-zeit des Nordens sind viele Gießstellenund Funde bekannt. Ein besonderesWahrzeichen dieser Zeit ist der im Bild4 abgebildetete Kult- und Sonnenwagenvon Trundholm aus dem 11. ahrhundertv. Chr., der im Museum Kopenhagen aus-gestellt ist.
Im Verlauf der ahrtausende wurde dasWachsausschmelzverfahren zumGießenvon Gegenständen des täglichen Ge-brauchs, für Waffen, Musikinstrumente(Luren), Kultgegenstände und Schmuckgenutzt. Werkstoffe waren vor allemBronze, in manchen Fällen auch Gold undSilber, deren Schmelz- und Gießtempera-turen schon damals beherrscht wurden.
In der enaissance entwickelte sich dasVerfahren in Europa zu wohl einmaligerkultureller Blüte. Donatello, iccio undCellini in Italien, die Vischers in Nürnbergund viele spätere Künstler schufen Meis-terwerke von bleibender Schönheit (Bild5). Standbilder wurden schon damals ausGewichts- und gießtechnischen Gründenmit Sandkernen gegossen. Den künstle-rischen Eindruck beeinträchtigte es je-doch nicht.
Zu Beginn des 20. ahrhunderts habenZahnärzte und -techniker begonnen, die-
ses Verfahren für humanmedizinischeZwecke (Zahnprothesen) zu nutzen. Etwa20 ahre später wurden auch Schmuck-stücke und Brillenteile nach dem Wachs-auschmelzverfahren, wie das Verfahrendamals genannt wurde, hergestellt. Damitbegann die industrielle Nutzung diesesVerfahrens.
Allerdings war es bis zu diesem Zeitpunktnur möglich, niedrig schmelzende Metallezu vergießen, da die Formstoffe Lehmund Gips den hohen Schmelztemperatu-ren der Eisenwerkstoffe nicht standhiel-ten. Erst die Einführung des Ethylsilicatesals Bindemittel mit SiO2-Basis im ahre1929 durch die Deutschen Erdle und Pran-ge ermöglichte den Beginn einer indus-triellen Nutzung. Zusammen mit feuer-festen Gießereisanden widerstanden dieFormen flüssigem Eisen und Stahl vonetwa 1600 °C und konnten auch ausanderen hoch schmelzenden Legierun-gen Gussteile im Wachsausschmelzver-fahren hergestellt werden. Das war erstMitte der 1930er ahre der Fall, als Ethyl-silicat in Verbindung mit feuerfesten Form-stoffen als Gießhitze beständiger Form-stoff für die Keramikschalenformen ent-wickelt war.
Anfang der 1940er ahre wurde das Ver-fahren in den SA für hitzebeständigeAxialturbinenschaufeln für Abgasturbola-
Bild 3: o f eines annes als u fer la-stik, Feinguss aus eso otamien, um 2000v. Chr., gefunden bei Ausgrabungen amIchtatem el (Im zweiten Golfkrieg verschol-len)
Bild 5: erseus mit dem abgeschlageneno f der edusa, Bronzefeinguss aus dem
15. h. von Cellini (Standort: Florenz)
Bild 4: ult- und Sonnenwagen von Trund-holm, Bronzekunstguss nach dem Aus-schmelzverfahren aus dem 11. ahrhundertv. Chr. (Bestand: useum o enhagen)
4
- Heimwerkergeräte und Maschinen fürdas Handwerk,
- Hydraulik- und Druckluftarmaturen,- Industrieöfen,- agd-, Sport- und andere Waffen,- Kältemaschinen und physikalische
Aggregate,- Kerntechnische Anlagen,- Laborgeräte,- Landmaschinen und andere Fahr-
zeuge,- Lebensmittel verarbeitendeMaschinen,- Leit- und Laufschaufeln für Gas- und
andere Turbinen,- Luft- und aumfahrt,- Medizinische Instrumente, Implantate
für die Humanmedizin,- Meerwasser-Entsalzungsanlagen,- Mess-, Prüf-, Zähl-, Stempel- und
Nummeriergeräte,- Navigationsgeräte,- Optische und geodätische Geräte, La-
sertechnik,- ichtfunk-, adar- und astronomische
Geräte,- Schalt-, Steuer- und egelgeräte,- Schnellverschlüsse,- Schutz- und wehrtechnische Geräte
und Systeme,- Spielzeug und Werbeartikel,- Sportartikel und Freizeitgeräte,- Textil-, Leder-, Holz- und Kunststoff
verarbeitende Maschinen,- Triebwerke, Turbinen und otations-
verdichter,- Verbrennungsmotorenteile, wie Wir-
belkammern, Turboladerlaufräder,Kipphebel,
- Waagen, Dosiergeräte und Abfüllma-schinen,
- Wasseraufbereitungsanlagen,- Werkzeuge,- Werkzeugmaschinen.
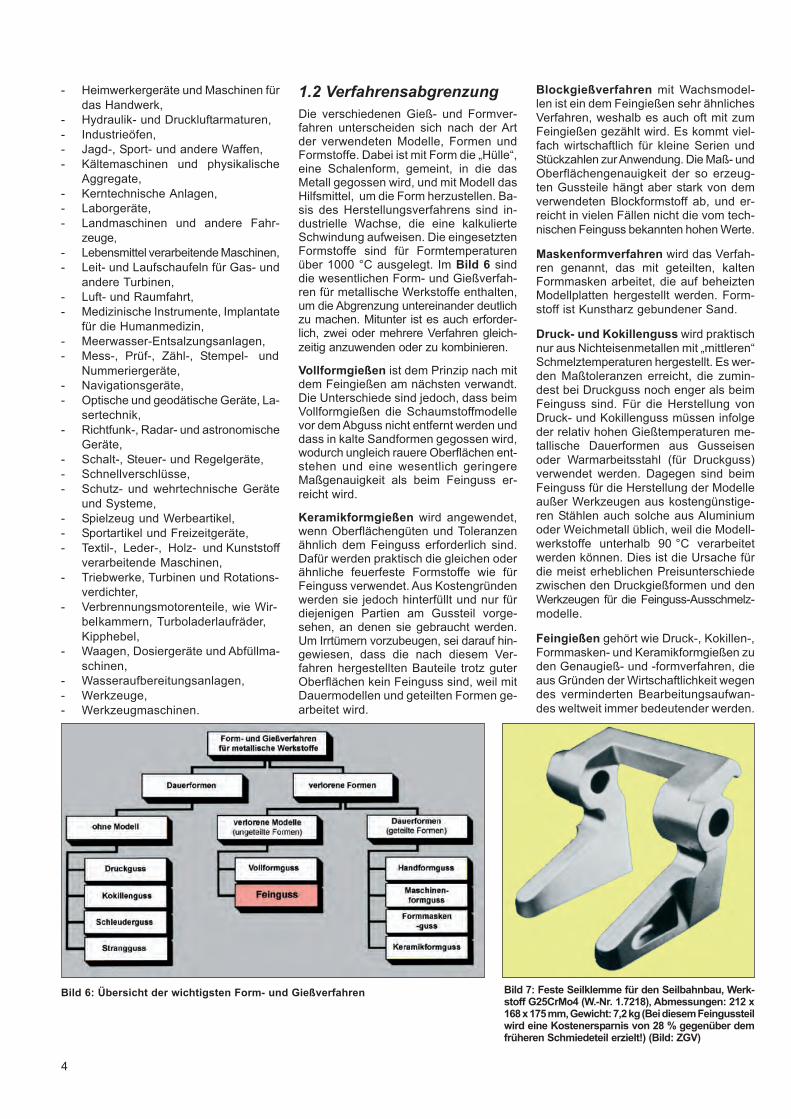
1.2 VerfahrensabgrenzungDie verschiedenen Gieß- und Formver-fahren unterscheiden sich nach der Artder verwendeten Modelle, Formen undFormstoffe. Dabei ist mit Form die „Hülle“,eine Schalenform, gemeint, in die dasMetall gegossen wird, und mit Modell dasHilfsmittel, um die Form herzustellen. Ba-sis des Herstellungsverfahrens sind in-dustrielle Wachse, die eine kalkulierteSchwindung aufweisen. Die eingesetztenFormstoffe sind für Formtemperaturenüber 1000 °C ausgelegt. Im Bild 6 sinddie wesentlichen Form- und Gießverfah-ren für metallische Werkstoffe enthalten,um die Abgrenzung untereinander deutlichzu machen. Mitunter ist es auch erforder-lich, zwei oder mehrere Verfahren gleich-zeitig anzuwenden oder zu kombinieren.
Vollformgie en ist dem Prinzip nach mitdem Feingießen am nächsten verwandt.Die nterschiede sind jedoch, dass beimVollformgießen die Schaumstoffmodellevor demAbguss nicht entfernt werden unddass in kalte Sandformen gegossen wird,wodurch ungleich rauere Oberflächen ent-stehen und eine wesentlich geringereMaßgenauigkeit als beim Feinguss er-reicht wird.
eramikformgie en wird angewendet,wenn Oberflächengüten und Toleranzenähnlich dem Feinguss erforderlich sind.Dafür werden praktisch die gleichen oderähnliche feuerfeste Formstoffe wie fürFeinguss verwendet. Aus Kostengründenwerden sie jedoch hinterfüllt und nur fürdiejenigen Partien am Gussteil vorge-sehen, an denen sie gebraucht werden.m Irrtümern vorzubeugen, sei darauf hin-
gewiesen, dass die nach diesem Ver-fahren hergestellten Bauteile trotz guterOberflächen kein Feinguss sind, weil mitDauermodellen und geteilten Formen ge-arbeitet wird.
Blockgie verfahren mit Wachsmodel-len ist ein dem Feingießen sehr ähnlichesVerfahren, weshalb es auch oft mit zumFeingießen gezählt wird. Es kommt viel-fach wirtschaftlich für kleine Serien undStückzahlen zurAnwendung. DieMaß- undOberflächengenauigkeit der so erzeug-ten Gussteile hängt aber stark von demverwendeten Blockformstoff ab, und er-reicht in vielen Fällen nicht die vom tech-nischen Feinguss bekannten hohenWerte.
askenformverfahren wird das Verfah-ren genannt, das mit geteilten, kaltenFormmasken arbeitet, die auf beheiztenModellplatten hergestellt werden. Form-stoff ist Kunstharz gebundener Sand.
Druck- und okillenguss wird praktischnur aus Nichteisenmetallen mit „mittleren“Schmelztemperaturen hergestellt. Es wer-den Maßtoleranzen erreicht, die zumin-dest bei Druckguss noch enger als beimFeinguss sind. Für die Herstellung vonDruck- und Kokillenguss müssen infolgeder relativ hohen Gießtemperaturen me-tallische Dauerformen aus Gusseisenoder Warmarbeitsstahl (für Druckguss)verwendet werden. Dagegen sind beimFeinguss für die Herstellung der Modelleaußer Werkzeugen aus kostengünstige-ren Stählen auch solche aus Aluminiumoder Weichmetall üblich, weil die Modell-werkstoffe unterhalb 90 °C verarbeitetwerden können. Dies ist die rsache fürdie meist erheblichen Preisunterschiedezwischen den Druckgießformen und denWerkzeugen für die Feinguss-Ausschmelz-modelle.
Feingie en gehört wie Druck-, Kokillen-,Formmasken- und Keramikformgießen zuden Genaugieß- und -formverfahren, dieaus Gründen der Wirtschaftlichkeit wegendes verminderten Bearbeitungsaufwan-des weltweit immer bedeutender werden.
Bild 6: bersicht der wichtigsten Form- und Gie verfahren Bild 7: Feste Seilklemme für den Seilbahnbau, Werk-stoff G25Cr o4 (W.-Nr. 1.7218), Abmessungen: 212 x168x175mm,Gewicht:7,2kg(BeidiesemFeingussteilwird eine osteners arnis von 28 gegenüber demfrüheren Schmiedeteil erzielt ) (Bild: ZGV)

5
1.3 MerkmaleCharakteristische Merkmale, die diese er-folgreiche Entwicklung des industriellenFeingießens beeinflusst haben, sind nach-folgend aufgeführt.
I. WirtschaftlichkeitHier ist an erster Stelle die Wirtschaft-lichkeit zu nennen. Nur rationelle Ferti-gungsmethoden können sich auf Dauerbehaupten. Der Feinguss hat in den übersechzig ahren seiner industriellen Nut-zung sein Anwendungsspektrum mehrund mehr ausweiten können. So werdenimmer größere Gussteile, andererseitsimmer schwieriger zu erschmelzendeLegierungen feingegossen.Aufgrund sei-ner wirtschaftlichen Vorteile wird Fein-guss bei wertanalytischen Vergleichenzunehmend in Betracht gezogen ( Bild 7).Einen bedeutendenEntwicklungssprung intechnischer und wirtschaftlicher Hinsichtkonnte mit den günstig nutzbaren apid-Prototyping- und apid-Tooling-Verfah-ren erzielt werden, wodurch heute auchKleinserien und Einzelteile mit Feingie-ßen wirtschaftlich und schnell gefertigtwerden können (Bild 8). Spezielle Wirt-schaftlichkeitshinweise werden unter 4.1gegeben.
II. GestaltungsfreiheitWie kein anderes Gießverfahren bietetFeingießen die Möglichkeit zum optimalenGestalten (Bild 9). Durch Feinguss ge-rechtes Konstruieren werden oft techni-sche Lösungen erreicht, die auf andereWeise gar nicht oder zumindest wirt-schaftlich nicht möglich sind. Einzelheitenhierzu sind im Kapitel 4 „Konstruieren undGestalten“ dargelegt.
III. Freie WerkstoffwahlDie im Kapitel 3 genannte breite Werk-stoff- und Legierungspalette bietet mitihren vielfältigen technologischen Eigen-schaften ein weites Anwendungsgebietfür die unterschiedlichsten Anforderun-
I
lichen Anforderungen die gleichen Fein-gussteile aus verschiedenenWerkstoffenherzustellen (Bild 10).
IV. Hohe Maßgenauigkeit und Ober-flächengüte
Enge Toleranzen und gute Maßhaltigkeitauch bei wiederholter Großserienferti-gung sindmit Feinguss sicher zu erreichen.Die auftretenden Streubreiten liegen etwabei /- 0,6 vom Nennmaß, wie der Ta-belle 1 aus den VDG- erkblatt 690entnommen werden kann. Feinguss hatzudem eine hohe Oberflächengüte, diesich durch iefenfreiheit und eine au-tiefe von a 1,6 bis 6,3 m auszeichnet(Tabelle 1).
V. Geringer BearbeitungsaufwandMaßgenauigkeit, Maßhaltigkeit und guteOberflächen kennzeichnen das ErzeugnisFeingussteil, das meist nur geringfügigund vielfach gar nicht bearbeitet zu wer-den braucht. Das ist besonders dann vonVorteil, wenn es sich um schwer zerspan-bare Werkstoffe oder um kompliziert ge-taltete Konturen handelt. So lassen sichmit Feinguss auch Bearbeitungsaufwandund Lagerhaltungskosten vermindern.
VI. StückgewichteDer größte Teil der gefertigten Feinguss-teile liegt im Gewichtsbereich von einigenGramm bis 100 Kilogramm. Es werdenaber auchWerkstücke mit Gewichten vonweniger als einem Gramm und aus Co-,Cu-, Fe- und Ni-Basis-Legierungen vonweit über 100 kg feingegossen, wie bei-spielhaft die Bilder 11 und 12 verdeut-lichen.
a)
b)
c)
Bild9:FeingegossenerZerstäuber fürverbren-nungstechnische Anlagen, Werkstoff EN AC-AISi7 g0,3 (W.-Nr. EN AC-42100), Abmessun-gen: Dmr. 84 x 62 mm, Gewicht: 82 g (Bild:Feinguss Blank, iedlingen)
Bild 10: it demselben odellwerkzeug ausStahl, CuZn- und Al-Basis-Legierung eweilsents rechend den Funktionsanforderungenhergestelltes Feingussteil für den allgemei-nen aschinenbau, a e140x75x55mm(Bild:Feinguss Blank, iedlingen)
gen in allen Bereichen der Technik. Selbstfür Forschungszwecke und bei seltenenauch ausländischen Sonderlegierun-
gen ist der Feingießer immer in der Lage,entsprechenden Wünschen nachzukom-men. Dabei ist vorauszusetzen, dass derWerkstoff nach dem heutigen Stand derTechnik gießbar ist. Oft ist es zudemmöglich, mit einem einzigen Modellwerk-zeug angepasst an die jeweiligen betrieb-
Bild 8: a id rotot ing im Feingussa) Stereolithogra hiemodell für die Formen-herstellung (Bild: N , Neukirchen)b) Feingusswachsmodellc) Feingussteil
Tabelle 1: ichtwerte für berflächenrauheit von Feingussteilen (nach VDG- erkblatt 690)
Werkstoff-gru e D
Werkstoff-gru e A
Werkstoff-gru e T
ber-flächen-nor-malien
CLA( inch)
a( m)
CLA( inch)
a( m)
CLA( inch)
a( m)
N 7 63 1,6N 8 125 3,2 125 3,2N 9 250 6,3 250 6,3 250 6,3
6
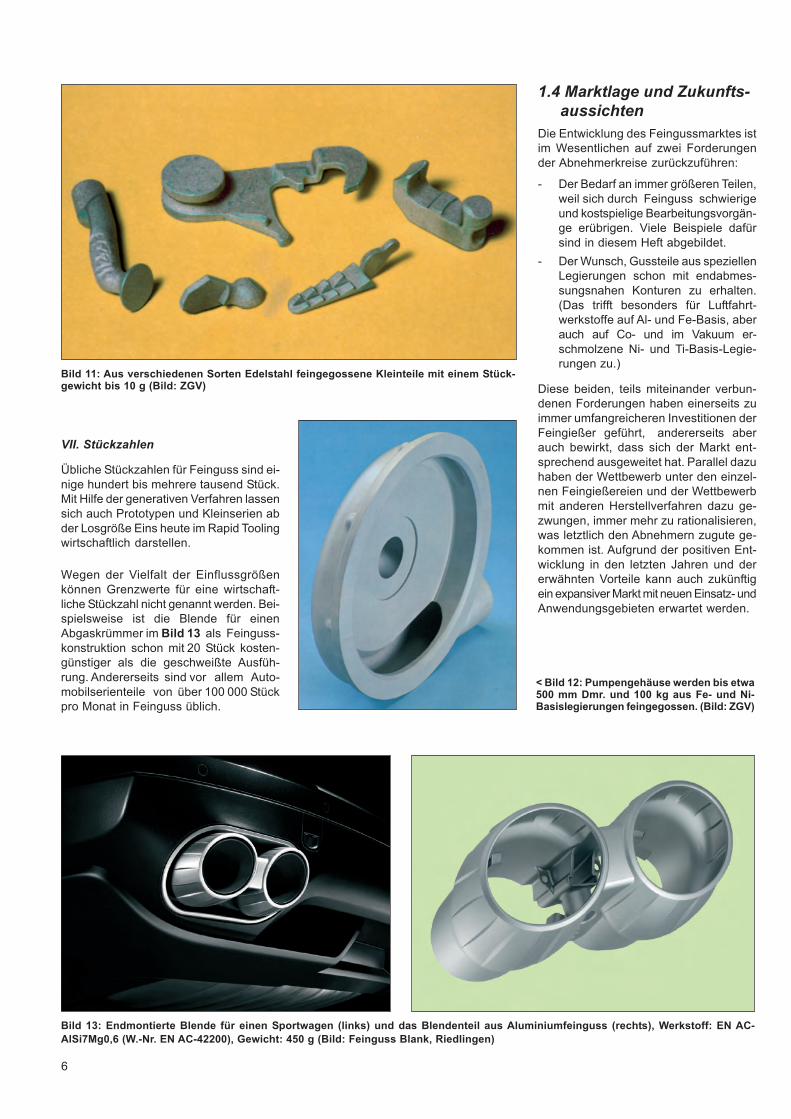
VII. Stückzahlen
bliche Stückzahlen für Feinguss sind ei-nige hundert bis mehrere tausend Stück.Mit Hilfe der generativen Verfahren lassensich auch Prototypen und Kleinserien abder Losgröße Eins heute im apid Toolingwirtschaftlich darstellen.
Wegen der Vielfalt der Einflussgrößenkönnen Grenzwerte für eine wirtschaft-liche Stückzahl nicht genannt werden. Bei-spielsweise ist die Blende für einenAbgaskrümmer im Bild 13 als Feinguss-konstruktion schon mit 20 Stück kosten-günstiger als die geschweißte Ausfüh-rung. Andererseits sind vor allem Auto-mobilserienteile von über 100 000 Stückpro Monat in Feinguss üblich.
Bild 12: um engehäuse werden bis etwa500 mm Dmr. und 100 kg aus Fe- und Ni-Basislegierungen feingegossen. (Bild: ZGV)
1.4 Marktlage und Zukunfts-aussichten
Die Entwicklung des Feingussmarktes istim Wesentlichen auf zwei Forderungender Abnehmerkreise zurückzuführen:
- Der Bedarf an immer größeren Teilen,weil sich durch Feinguss schwierigeund kostspielige Bearbeitungsvorgän-ge erübrigen. Viele Beispiele dafürsind in diesem Heft abgebildet.
- Der Wunsch, Gussteile aus speziellenLegierungen schon mit endabmes-sungsnahen Konturen zu erhalten.(Das trifft besonders für Luftfahrt-werkstoffe auf Al- und Fe-Basis, aberauch auf Co- und im Vakuum er-schmolzene Ni- und Ti-Basis-Legie-rungen zu.)
Diese beiden, teils miteinander verbun-denen Forderungen haben einerseits zuimmer umfangreicheren Investitionen derFeingießer geführt, andererseits aberauch bewirkt, dass sich der Markt ent-sprechend ausgeweitet hat. Parallel dazuhaben der Wettbewerb unter den einzel-nen Feingießereien und der Wettbewerbmit anderen Herstellverfahren dazu ge-zwungen, immer mehr zu rationalisieren,was letztlich den Abnehmern zugute ge-kommen ist. Aufgrund der positiven Ent-wicklung in den letzten ahren und dererwähnten Vorteile kann auch zukünftigein expansiverMarktmit neuenEinsatz- undAnwendungsgebieten erwartet werden.
Bild 11: Aus verschiedenen Sorten Edelstahl feingegossene leinteile mit einem Stück-gewicht bis 10 g (Bild: ZGV)
Bild 13: Endmontierte Blende für einen S ortwagen (links) und das Blendenteil aus Aluminiumfeinguss (rechts), Werkstoff: EN AC-AlSi7 g0,6 (W.-Nr. EN AC-42200), Gewicht: 450 g (Bild: Feinguss Blank, iedlingen)

7
2 Das Verfahren Fein-gießen
Der Fertigungsablauf beim Feingießenbesteht grundsätzlich aus den Produk-tionsbereichen Wachsmodellfertigungund Keramikformenfertigung, Schmelz-betrieb und Nachbearbeitung (Bild 14).
2.1Werkzeuge für dieModell-herstellung
Zum Herstellen der verlorenen Modelleund der Gießsysteme werdenWerkzeuge(Wachsspritzformen, auch Matrizen ge-nannt) gebraucht. Diese Wachsspritzfor-men sind im Prinzip vergleichbar mit denSpritzgießformen für die Kunststoffin-dustrie. Allerdings sind die Wachsspritz-formen oft handbetätigte Formen (Bild15), das heißt, möglicherweise eingebauteSchieber, Stecker oder Handeinlagenwerden von Hand bewegt und die Spritz-linge werden von Hand entnommen. Dieshängtmit den benötigten Stückzahlen vonGussteilen zusammen. Feingussteile ha-ben normalerweise nicht die Stückzahlen,wie man sie von der Kunststoffbrancheher kennt. Für Automobilgussteile kom-men aber auch Automatikwerkzeuge mitmechanisierter Entnahmevorrichtung zumEinsatz (Bilder 16a und b).
2.1.1 WerkzeugartenDie Wahl der anzuwendenden Werkzeug-art hängt von den vorgesehenen Stück-zahlen, dem Modellwerkstoff und derKontur des Gussteiles ab. So sind fol-gende Werkzeuge gebräuchlich:
- Mehrfachwerkzeuge für größere Se-rien, wobei mit den Modellen auchTeile des Gießsystems hergestelltwerden können,
- Einfachwerkzeuge für mittlere undkleinere Serien, bei denen die Mo-
Bild 14: Brennen (a) und Abgie en (b) einer Feingie form
Bild 15: Handbetätigte Wachss ritzform aus Aluminium mit 34 Handeinlagen
delle einzeln mit dem Gießsystem ver-bunden werden.
e nach dem zu verarbeitenden Modell-werkstoff, der herzustellenden Stückzah-len und den verwendeten Spritzmaschi-nen werden die Werkzeuge dann nochwie folgt unterschieden:
- Stahlwerkzeuge für Großserien wer-den wegen der höheren Standzeit ein-gesetzt,
- Aluminiumwerkzeuge werden zumVerarbeiten von Wachsen eingesetztund haben praktisch unbegrenzteStandzeiten,
- Weichmetallwerkzeuge sind meistaus einer niedrig schmelzenden Sn-Bi-Legierung. Sie werden vereinzeltnoch von verschiedenen Feingieße-reien für kleinere und mittlere Serienangeboten. Diese werden aber zu-nehmend durch die apid-Prototy-ping-Verfahren verdrängt.
Genauere Feingussteile entstehen, wennbei Handbetrieb mit Formen aus Alumi-nium gearbeitet wird.Aluminium ist für denFormenbauer leicht zu bearbeiten unddas Arbeiten mit den Formen ist für dasBedienungspersonal an denWachsspritz-maschinen vom Gewicht vorteilhaft. Fürgroße Feingussteile werden Formen aus
Aluminium mit Gewichten bis zu 700 kggebaut.
Formen für Spritzautomaten kommen zurAnwendung, wenn die Stückzahlen, wiein derAutomobilbranche üblich, sehr hochsind. Auch diese Formen werden in deregel aus Aluminium gefertigt. Selten, so
bei sehr hohen Stückzahlen, wird dieseArt der Formen aus Stahl gearbeitet.
2.1.2 Anforderungen an die Werk-zeuge
Die Formen beziehungsweise Formnesterunterliegen hohen ualitätsanforderun-gen insbesondere mit hohen Oberflä-chengüten. Zum einen müssen die Ab-messungen in engen Toleranzen liegenund erfordern eine hohe Oberflächengüte.Zum anderen dürfen die Nester wegen derLuftabfuhr eine nicht zu feine Oberflächeaufweisen. Zwischen Kunden und Gie-ßerei muss deshalb die Oberflächengütevereinbart werden. Engere Toleranzensind natürlich möglich und werden auchin speziellen Fällen angewendet, sind abermit höheren Werkzeugkosten verbunden.Im Allgemeinen gelten die Anforderungender IS 8062.
Auf die Entformbarkeit der Wachsmodellemuss der Formenbauer besonderes Au-genmerk richten. Sehr tiefe Konturen kön-nen beispielsweise in der Form sehr festsitzen. Eine zusätzliche Handeinlage oderein Schieber begünstigen das Entformen.Auf die Entlüftung solch tiefer Konturenist zu achten. Wachsteile mit vielen ip-pen lassen sich nur schwer entformen.Hier sind nach Vereinbarung mit dem End-kunden Entformungsschrägen vorteilhaft.Für das sichere Entformen der Wachs-modelle, besonders bei höheren Stück-zahlen und automatischen Prozessen,sind die verschiedenen Auswerfersyste-me unumgänglich.
In den vergangenen ahren haben sichverschiedene Hilfsmittel für das Formenvon Hinterschneidungen in Gussteilenentwickelt. Zuerst wird versucht, durchSchieber oder Handeinlagen so viel wiemöglich darzustellen. Wenn das technischnicht möglich ist, werden wasserlöslicheoder keramische Kerne verwendet. So-

8
wohl für das Herstellen wasserlöslicherWachskerne als auch keramischer Kernesind ebenfalls Spritzwerkzeuge erforder-lich.
Wesentlich für die Modell ualität ist dasAnspritzen der Teile. Der Anspritzpunktsollte möglichst immer am Anguss sein,um späteres zusätzliches Verputzen derGussteile zu vermeiden. Der oder dieSpritzkanäle müssen immer ausreichenddimensioniert sein, um ein Einfrieren zuvermeiden. Das Wachs hat wie jedes zuverspritzende Material die Eigenschaft,an den Formwänden zuerst zu erhärten.DiesemGesetz unterliegt auch der Spritz-kanal. m das Wachsteil sicher zu ver-sorgen und Einfallstellen zu vermeiden,muss der Spritzkanal immer bis zumSchluss eine flüssige Seele behalten undentsprechend groß im Durchmesser ge-halten werden.
Einfallstellen können vermieden werden,indem sogenannte Füllkerne in die Kon-turen der Wachsspritzform mit großerWanddicke eingelegt werden. Die Füll-kerne sollten aber mindestens 4, besser5 mm Wand allseitig offen lassen, damitdas Wachs des Wachsmodells den Füll-kern voll umschließen kann. Der Füllkernselbst wird durch mitgespritzte Spitzen inseiner Position gehalten.
Die Modell ualität wird auch von derBetriebstemperatur der Spritzform beein-flusst. e nach Spritztechnologie, Modell-
Bild 16a: Halbautomatische Wachs ritzform in Aluminiumaus-führung für die Fertigung von acht Wachslingen mit Gie stab
Bild 16b: Automatische Wachs ritzform in Aluminiumausführungmit vier Stahlschiebern und Auswerfers stem
wachstyp, eingespritzter Wachsmengeund Spritzfolge kann eine Formtemperie-rung zum Beispiel mit einer durchströmen-den Temperierungsflüssigkeit in einem in-neren Bohrungssystem unumgänglichsein.
Die Gestaltung der Gussteile (Geometrieund Abmaße) beziehungsweise Wachs-modelle stimmt der Feingießer mit demEndabnehmer ab. Dabei werden nebenden gießtechnologischen Gesichtspunk-ten auch moderne Möglichkeiten der Zer-spanung beim Formenbauer (auf CNC-Hochleistungsmaschinen lassen sich a-dien 0,5 mm herstellen ) berücksichtigt.Alle Angaben zur Auslegung der Spritz-form (Maße desWachsmodells, Dimensi-onierung des mit zu formenden Angusses,Anzahl der Nester, Spritzkanäle, Anschluss-maße in der Spritzmaschine usw.) erhältder Formenbauer vom Feingießer.
Der Endabnehmer als Kunde des Fein-gießers kann zur preiswerteren Anferti-gung einer Form beitragen, in dem erseine dem Teil entsprechenden 3D-Datenzur Verfügung stellt. Gießtechnische n-derungen wie zusätzliche Bearbeitungs-zugaben und Schwindmaßzugaben brin-gen der Feingießer oder Formenbauerein.
Eine dem Feingussverfahren gerechtwerdend angefertigte Wachsspritzform istwesentliche Voraussetzung für die Her-stellung guter Feingussteile.
2.2 Die FeingussfertigungNeben der Modellfertigung und -montagegehören die Gießformenherstellung (Bild17), der Gieß- undAuspackprozess sowiediverse Nachbehandlungsaufgaben zumLeistungsangebot der Feingießereien.
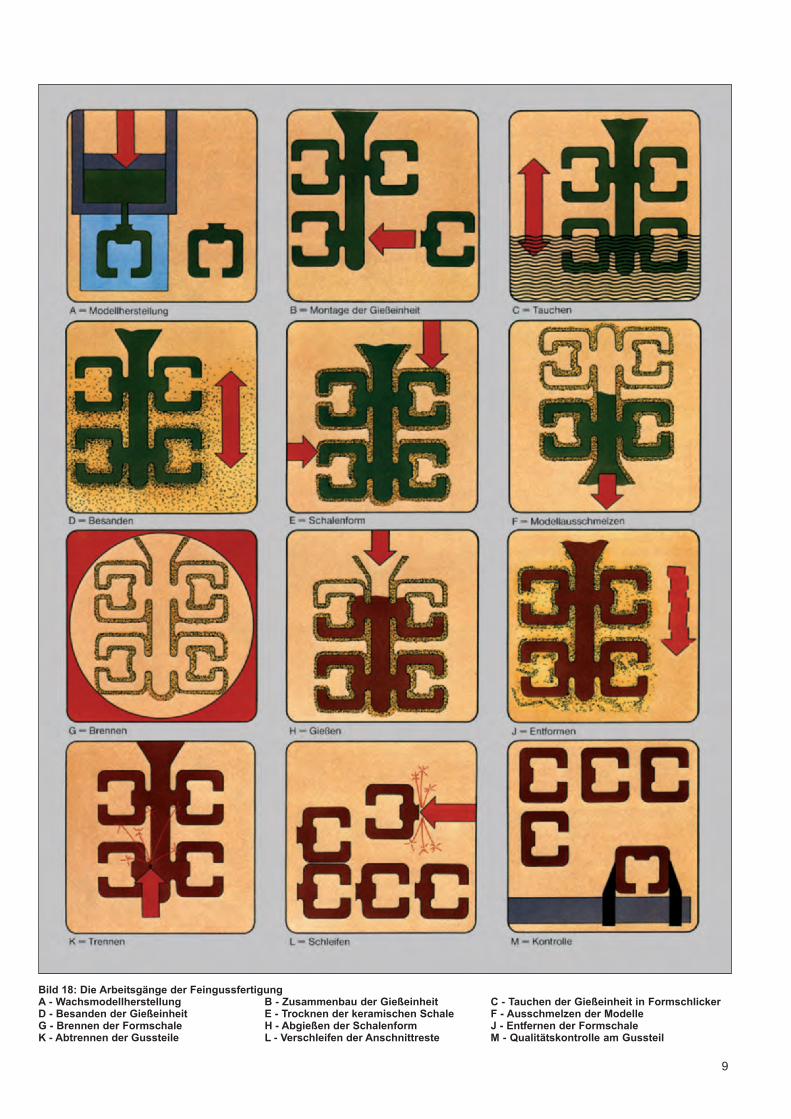
2.2.1 Das AusschmelzverfahrenDie weiteren Arbeitsgänge der Feinguss-fertigung sind schematisch im Bild 18dargestellt. Im Einzelnen handelt es sichum die Arbeitsgänge
- Herstellen der odelle und der Gie -s steme (A): Mit den unter 2.1 be-schriebenen Werkzeugen werdendann, vergleichbar dem Kunststoff-spritzgießen, die Modelle hergestellt,die bereits mit „Angüssen“ (Teil desGießsystems) versehen sind. Dabeilassen sich der Arbeitsdruck der Spritz-maschine und die Temperatur des Mo-dellwerkstoffs so steuern, dass pro-zesssicher maßhaltige Modelle ent-stehen. Auf ähnliche Weise werdenauch die Gießsysteme hergestellt.
- Zusammenbau zuGie einheiten (B):Der nächste Schritt ist das Zusammen-fügen (Kleben und/oder Verschweißen)der Modelle und Gießsysteme zu soge-nannten Trauben (Bilder 19 und 20).Damitwerdengießgerechteundvorallemwirtschaftliche Gießeinheiten erhalten.Größere Teile können natürlich aucheinzeln gegossen werden. Entsprechend
Bild 17: Die Schalenformherstellung beim Feingie en (Bilder: N , Neukirchen)a) Formschalen vor dem Wachsausschmelzen b) Brennen der Formschale c) Abgie en der Formschale unter Vakuum
9
Bild 18: Die Arbeitsgänge der FeingussfertigungA - Wachsmodellherstellung B - Zusammenbau der Gie einheit C - Tauchen der Gie einheit in FormschlickerD - Besanden der Gie einheit E - Trocknen der keramischen Schale F - Ausschmelzen der odelleG - Brennen der Formschale H - Abgie en der Schalenform - Entfernen der Formschale- Abtrennen der Gussteile L - Verschleifen der Anschnittreste - ualitätskontrolle am Gussteil

10
Bild 20: Werkzeuglos mit dem generativenVerfahren Stereolithogra hie aufgebauteAusschmelzmodelle ( uick-Cast-Verfahren)
sichern. DieseKontrollen beziehen sichnicht nur auf die Maße der Werkzeuge,Modelle und Gussteile, sondern bei-spielsweise auch auf die Gasdurchläs-sigkeit, dasAusdehnungsverhalten unddie Festigkeit der Keramikformen imheißen oder kalten Zustand. Ebenfallswird die chemische Zusammensetzungder Feingusswerkstoffe überwacht unddem Kunden auf Wunsch die Analysezur Verfügung gestellt. Darüber hinausist es jedoch notwendig, auch die ver-wendeten ohstoffe einer Warenein-gangsprüfung zu unterziehen, um eineoptimale Fertigung zu gewährleisten.Die gewünschten Eigenschaften werdenmit den ohstofflieferanten in Formvon Datenblättern oder Liefervorschrif-ten vereinbart. So sind zumBeispiel nurModellwerkstoffe, Formstoffe undForm-stoffbinder, Metalle und Legierungsele-mente für Feinguss geeignet, die be-stimmte technologische beziehungswei-se chemische Eigenschaften aufwei-sen. Die speziellen Punkte der Güte-sicherung, der statistischen ualitäts-kontrolle und der zu vereinbarendenAb-nahmebedingungen sind im Kapitel 2.3dargelegt.
- Vorrichtungen: Zur wirtschaftlichenFertigung können für die verschiedenenArbeitsgängeVorrichtungenerforderlichwerden, die wie auch die Werkzeugedem Besteller oder Kunden berechnetwerden.
den technischenGegebenheiten derGie-ßerei erfolgt die Montage der Gießein-heiten. Ein sachkundiger Aufbau derGießeinheiten und entsprechendeAn-gusstechnik sind ausschlaggebend fürdie Fertigung gefügedichter und sau-berer Feingussteile und fallen in denAufgabenbereich der Feingießerei.
- Herstellen der Gie formen (C, D, E):Die so entstandenen Gießeinheiten bil-den die Träger für die zähflüssige Form-keramik, die aus feuerfesten Mehlenund Bindern besteht. Durch wiederholtesEintauchen in den Formstoffschlicker, an-schließendes Besanden und nachfolgen-des Trocknen entsteht so eine kerami-sche Schale aus mehreren, fest mitein-ander verbundenenSchichten (Bild 21).
- Ausschmelzen und Brennen (F, G):Nun müssen der Modellwerkstoff ent-fernt und die so entstandenen Schalengebrannt werden, um die für das Gie-ßen erforderliche feste Keramikformzu erhalten. Die Wachse werden imDampfautoklaven herausgeschmol-zen. Bei Brenntemperaturen von über1000 °C werden anschließend die Mo-dellwerkstoffreste vollständig undrückstandslos verbrannt und die fürdas Gießen erforderliche Festigkeitund Gasdurchlässigkeit der Form-schale eingestellt.
- Schmelzen und Gie en (H): Für dasErschmelzen und das Vergießen vonStählen, Co-, Ni- und Ti-Basis-Legie-rungen werden Induktionsöfen oderVakuum-Induktionsöfen eingesetzt.Zum Schmelzen von Al- und Cu-Ba-sislegierungen kommen Gas-, l- undelektrisch beheizte Tiegelöfen zur An-wendung. Das Fassungsvermögender Ofenaggregate reicht von etwa 15bis 600 kg, was maßgeblich die ab-zugießende Gussteilgröße bestimmt.Das Abgießen erfolgt in die noch hei-ßen Formschalen, die beispielsweisebei Stählen eine Temperatur von 900bis 1200 °C haben. Dadurch ist ge-währleistet, dass auch enge uer-schnitte und feinste Konturen sichermit Schmelze gefüllt werden. Einesaubere Schmelzeführung und dasexakte Einhalten sowohl der Schmelz-als auch der Formtemperaturen wer-den als wichtige Voraussetzung fürualitativ hochwertige Feingussteilesorgfältig überwacht.
- Entformen ( ):Nachdem formfestenEr-kalten desGießmetalls in der Formwirddie Formkeramikmit Drucklufthämmernund/oder mit Druckwasser weitgehendentfernt. Schlagempfindliche und ver-zuggefährdete Gussteile sowie solchemit komplizierter Innengestaltung wer-den in Keramik lösenden Bädern che-misch vom Formstoff befreit.
- Trennen ( ):Gussteile und Gießsys-teme werden nun voneinander ge-
Bild 19: ontage der vorgefertigten Aus-schmelzmodelle an das Gie s stem zurGie einheit
trennt. Das erfolgt meist mit Trenn-scheiben oder Bandsägen. An denGussteilen noch anhaftende Form-stoffreste werden durch Strahlen ent-fernt. e nach Gusswerkstoff kommtdafür Stahlkies, Korund, Glasperlenoder Druckwasser zum Einsatz.
- Schleifen (L): Angussreste, die vomTrennen her noch stehengeblieben sind,werden anschließend beigeschliffen.Liegt der Anguss auf einer Fläche, dievom Abnehmer noch spanend bearbei-tet wird, dann kann aus Kostengründenoft vereinbart werden, den Angussreststehen zulassen. Er wird während dernachfolgenden Bearbeitung „automa-tisch“ mit entfernt,wodurch ein Arbeits-gang und entsprechende Kosten ein-gespart werden können.
- Wärmebehandeln: FeingegosseneWerkstücke können im Gusszustandund in den verschiedensten Wärme-behandlungszuständen geliefert wer-den. Der Lieferzustand ist beispiels-weise für
Stähle: weichgeglüht, normalisiert,ausscheidungs- oder einsatzgehärtet,vergütet, lösungsgeglühtCo- und Ni-Basislegierungen: Gusszustand, lösungsgeglüht, ausschei-dungsgehärtet, gealtertAl-Basislegierungen: Gusszustand,lösungsgeglüht, warmausgelagertund überaltertCu-Basis-Legierungen:Gusszustand,ausgehärtet, vergütet.
- ichten: Wenn aufgrund der kon-struktiven Gestaltung des Gussteilswährend des Erstarrens oder Wärme-behandelns ein Verzug auftritt, wird einichten erforderlich. e nachWerkstoff
und Gussteil geschieht dies warmoder kalt, manuell oder maschinell.
- rüfen und ontrollieren ( ): Alleoben genannten Verfahrensschritte un-terliegen entsprechenden begleitendenKontrollen, umdie gleichbleibende guteualität des Erzeugnisses Feinguss zu
Bild 21: AutomatisierterAufbauder eramik-schalenformdurch abwechselndes Tauchenin Schlicker und fluidisiertem Sandbad

11
In die gleiche ichtung zielt das HEremium Casting, wo durch Kombina-
tion des Feingießens mit einer computer-gelenkten Erstarrung unabhängig von derWanddicke ein feines und gleichmäßigverteiltes Gefüge im Gussteil eingestelltwird. Festigkeit und Zähigkeit der Guss-teile werden dadurch deutlich gesteigert.Für die Festigkeitssteigerung ist das feineMikro- und Makrogefüge und für die Zä-higkeitsverbesserung das dichte Gefügeverantwortlich (Bilder 23 bis 25) 3 .
Diese Sonderverfahren kommen vorallem in den Hochtechnologien wie derLuft- und aumfahrt oder dem ennsport,aber auch in der Medizintechnik u. ä. Be-reichen zum Einsatz. Genutzt werden kön-nen zudem diese verbesserten Eigen-schaften zum weiteren Leichtbau.
Beim Vakuumfeinguss wird die Schmel-ze im evakuierten luftleeren aum ver-gossen, um nicht erwünschte eaktionen
2.2.2 Sonderverfahren
Spezielle Verfahrensmodifikationen er-weitern zudem das Anwendungsspek-trum des Feingießens. Das So hia-Ver-fahren wurde entwickelt, um komplexeAIuminium-Feingussteile mit sehr unter-schiedlichen Wanddicken über das ge-samte Bauteil mit einem gleichmäßigenund dichten Gefüge zu fertigen. Das wirddurch regelbare reproduzierbare Erstar-rungsparameter, die prozessseitig auf diekonstruktiven Gegebenheiten des Guss-teils abgestimmt werden, erreicht 2 .
Dadurch werden außergewöhnlich hohestatische und dynamische Festigkeits-eigenschaften erzielt, die denen vonKnetlegierungen nahe kommen. Damitlassen sich mit diesem Verfahren vorallem hoch beanspruchte Bauteile mitsehr komplexer Gestalt schnell und wirt-schaftlich fertigen (Bild 22).
Bild 22: Strukturteile für Fluggeräte (a), für tikträger (b) und für eine dünnwandige Verstärkung, alle nach dem So hia-Verfahrengefertigt, Werkstoff: EN AC-AlSi7 g,0,6 (W.-Nr. EN AC-42200) (Bild: Zollern Soest)
Bild 23: Gehäuse für das Zwischengetrie-be einer Flugturbine, hergestellt nach demHE remium Casting aus der Legie-rungENAC-AlSi7 g0,6. it einemGewichtvon80kggeh rtdasGussteil zudengr e-ren Feingussteilen. (Bild: Tital, Bestwig)
Bild 24: Instrumententräger für das Cock iteines Verkehrsflugzeuges nach dem HEremium Casting gefertigt. Bei einer bedeu-
tenden Gewichtsreduzierung ersetzt diesesTeil eine aus 296 Blech- und Frästeilen beste-hende Fügekonstruktion (Bild: TItal, Bestwig)
Bild 25: Ein Headset nach dem Vakuum-Differenz-druck-Verfahren (VDD) gefertigtmitWanddicken vonbis zu 1,5 mm und feinen Details im Stegbereich mitWanddicken unter 1 mm aus der g-Legierung AZ91 (Bild: 1zu1 rotot en, Dormbirn)
mit der mgebungsluft zu vermeiden.Mit diesem Verfahren können deshalbWerkstoffe vergossen werden, die sich un-ter der Normalatmosphäre nicht schmelzenund vergießen lassen würden und zudemüber einen sehr hohen einheitsgradder Schmelze verfügen müssen.
Dieses Verfahren kommt für Ni-Basis-Legierungen zum Einsatz, wie sie bei che-misch beständigen und hochwarmfestenBauteilen bis zu 1000 °C Einsatztem-peratur zum Einsatz kommen. Hochtem-peraturbeständige Feingussteile aus Ni-Basis-Werkstoffen im Vakuumfeinguss er-schmolzen, kommen in modernen An-triebslösungen zum Einsatz. Weitere An-wendungsgebiete werden bei Hochtem-peratur belasteten Automobilteilen inGroßserienfertigung aus Aluminium- undMagnesiumlegierungen gesehen. Zudemerfordern die Zukunftskonzepte für dieEnergieerzeugung immer hochtempera-turbeständigere Gussteile.
12
2.3 Qualitätssicherung undKontrollen
Die ualität nimmt in zunehmendem Ma-ße eine Schlüsselfunktion auf allen Märk-ten ein,was auch für Feinguss gilt. DasWortualität leitet sich aus dem lateinischenualitas ab und heißt wörtlich Beschaffen-heit beziehungsweise Eigenschaft. Im heu-tigenSinne verbindet sichmit demAusdruckualität jedoch nicht nur der Begriff der
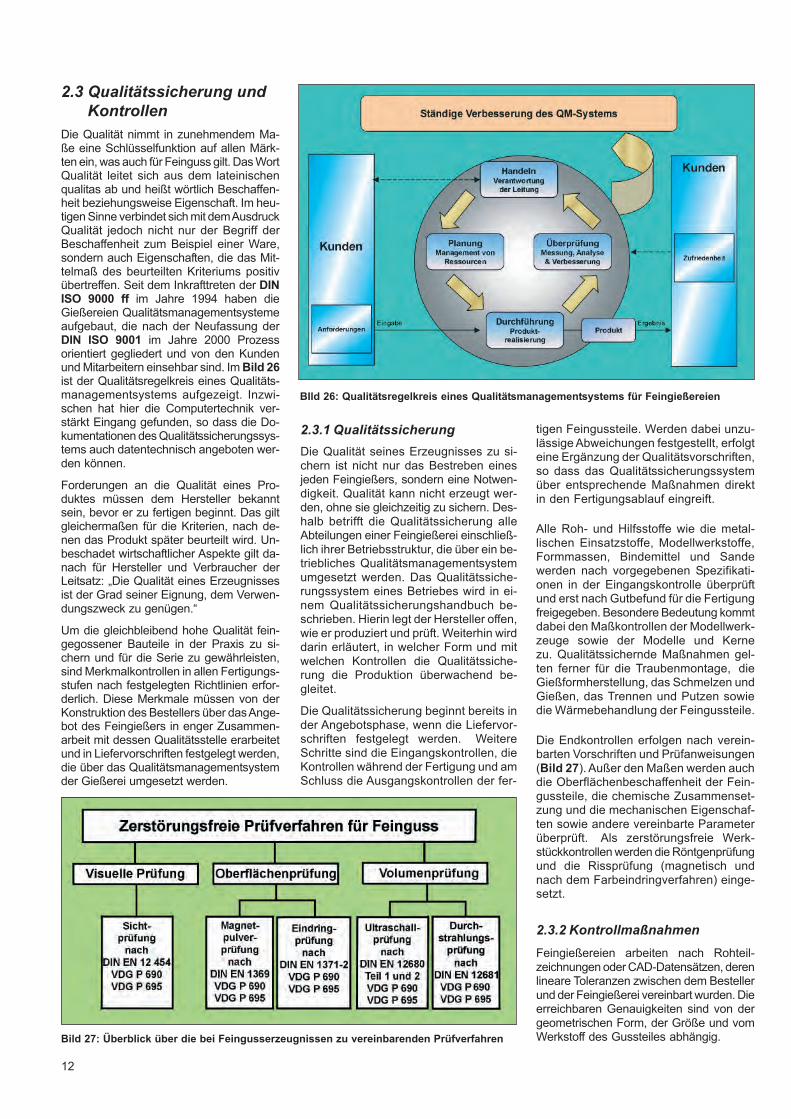
Beschaffenheit zum Beispiel einer Ware,sondern auch Eigenschaften, die das Mit-telmaß des beurteilten Kriteriums positivübertreffen. Seit dem Inkrafttreten der DINIS 9000 ff im ahre 1994 haben dieGießereien ualitätsmanagementsystemeaufgebaut, die nach der Neufassung derDIN IS 9001 im ahre 2000 Prozessorientiert gegliedert und von den KundenundMitarbeitern einsehbar sind. ImBild 26ist der ualitätsregelkreis eines ualitäts-managementsystems aufgezeigt. Inzwi-schen hat hier die Computertechnik ver-stärkt Eingang gefunden, so dass die Do-kumentationendes ualitätssicherungssys-tems auch datentechnisch angeboten wer-den können.
Forderungen an die ualität eines Pro-duktes müssen dem Hersteller bekanntsein, bevor er zu fertigen beginnt. Das giltgleichermaßen für die Kriterien, nach de-nen das Produkt später beurteilt wird. n-beschadet wirtschaftlicher Aspekte gilt da-nach für Hersteller und Verbraucher derLeitsatz: „Die ualität eines Erzeugnissesist der Grad seiner Eignung, dem Verwen-dungszweck zu genügen.“
m die gleichbleibend hohe ualität fein-gegossener Bauteile in der Praxis zu si-chern und für die Serie zu gewährleisten,sindMerkmalkontrollen in allen Fertigungs-stufen nach festgelegten ichtlinien erfor-derlich. Diese Merkmale müssen von derKonstruktion des Bestellers über dasAnge-bot des Feingießers in enger Zusammen-arbeit mit dessen ualitätsstelle erarbeitetund in Liefervorschriften festgelegt werden,die über das ualitätsmanagementsystemder Gießerei umgesetzt werden.
2.3.1 QualitätssicherungDie ualität seines Erzeugnisses zu si-chern ist nicht nur das Bestreben einesjeden Feingießers, sondern eine Notwen-digkeit. ualität kann nicht erzeugt wer-den, ohne sie gleichzeitig zu sichern. Des-halb betrifft die ualitätssicherung alleAbteilungen einer Feingießerei einschließ-lich ihrer Betriebsstruktur, die über ein be-triebliches ualitätsmanagementsystemumgesetzt werden. Das ualitätssiche-rungssystem eines Betriebes wird in ei-nem ualitätssicherungshandbuch be-schrieben. Hierin legt der Hersteller offen,wie er produziert und prüft. Weiterhin wirddarin erläutert, in welcher Form und mitwelchen Kontrollen die ualitätssiche-rung die Produktion überwachend be-gleitet.
Die ualitätssicherung beginnt bereits inder Angebotsphase, wenn die Liefervor-schriften festgelegt werden. WeitereSchritte sind die Eingangskontrollen, dieKontrollen während der Fertigung und amSchluss die Ausgangskontrollen der fer-
tigen Feingussteile. Werden dabei unzu-lässigeAbweichungen festgestellt, erfolgteine Ergänzung der ualitätsvorschriften,so dass das ualitätssicherungssystemüber entsprechende Maßnahmen direktin den Fertigungsablauf eingreift.
Alle oh- und Hilfsstoffe wie die metal-lischen Einsatzstoffe, Modellwerkstoffe,Formmassen, Bindemittel und Sandewerden nach vorgegebenen Spezifikati-onen in der Eingangskontrolle überprüftund erst nach Gutbefund für die Fertigungfreigegeben. Besondere Bedeutung kommtdabei den Maßkontrollen der Modellwerk-zeuge sowie der Modelle und Kernezu. ualitätssichernde Maßnahmen gel-ten ferner für die Traubenmontage, dieGießformherstellung, das Schmelzen undGießen, das Trennen und Putzen sowiedie Wärmebehandlung der Feingussteile.
Die Endkontrollen erfolgen nach verein-barten Vorschriften und Prüfanweisungen(Bild 27). Außer den Maßen werden auchdie Oberflächenbeschaffenheit der Fein-gussteile, die chemische Zusammenset-zung und die mechanischen Eigenschaf-ten sowie andere vereinbarte Parameterüberprüft. Als zerstörungsfreie Werk-stückkontrollenwerden die öntgenprüfungund die issprüfung (magnetisch undnach dem Farbeindringverfahren) einge-setzt.
2.3.2 KontrollmaßnahmenFeingießereien arbeiten nach ohteil-zeichnungenoderCAD-Datensätzen, derenlineare Toleranzen zwischen dem Bestellerund der Feingießerei vereinbart wurden.Dieerreichbaren Genauigkeiten sind von dergeometrischen Form, der Größe und vomWerkstoff des Gussteiles abhängig.Bild 27: berblick über die bei Feingusserzeugnissen zu vereinbarenden rüfverfahren
BIld 26: ualitätsregelkreis eines ualitätsmanagements stems für Feingie ereien

13
stimmt, ist es notwendig, das Gussteil mitdreidimensionalen Bezugselementen zuversehen. Sie werden mit den Buchsta-ben „A“, „B“ und „C“ gekennzeichnet (sieheBild 28a).An diesen theoretischen Ebenenlassen sich natürlich keine Messungenvornehmen. Ihnen werden daher Bezugs-punkte zugeordnet, die Ausgangs- oderAufnahmepunkte sowohl für das Messenals auch für das Bearbeiten sind. Dadurchwerden die gleichbleibende Lage der Teileund die Wiederholbarkeit der Messunggewährleistet. Diese Bezugs- oder Auf-nahmepunkte sind an zugänglichenStellen der Oberfläche vorzusehen und inder Zeichnung zu vermerken. Sie solltensoweit auseinander liegen, wie es Größeund Gestalt des Gussteiles zulassen.
Meist werden Aufnahmepunkte so ange-ordnet, dass die Bezugsebene „A“ durchdrei Aufnahmepunkte, die Ebene „B“ durchzwei Aufnahmepunkte und die Ebene „C“durch einenAufnahmepunkt fixiert werden(siehe Bild 28b). In Sonderfällen, zum Bei-spiel bei räumlich gekrümmten Flächen,ist es erforderlich, dass sich Feinguss-bezieher und Feingießer miteinander ab-stimmen. Während der Fertigung könnendie Bezugspunkte nicht mehr geändertwerden, ohne dass beide Seiten dem zu-stimmen.
In das ualitätssicherungssystem derFeingießerei sind systematische Maß-kontrollen während der gesamten Ferti-gung eingebunden. Dabei hat die Maß-kontrolle nicht nur eine passive, über-wachende Funktion, sondern ist gleich-zeitig auch aktives Stellglied in einemegelkreis, um die Soll ualität zu sichern.
Die Maßkontrolle mit ustier- und Prüf-einrichtungen, elektronischen Tastern undprogrammgesteuerten 3D-Messmaschi-nen und anderen technischen Einrich-tungen erfolgt an denWerkzeugen für dieModellherstellung, an den Modellen undKernen sowie an den bei Bedarf gerichte-ten und wärmebehandelten Gussteilen.
I. Maßkontrollem sicherzustellen, dass die Vermaßung
von Zeichnungen in der Industrie überallgleich ist, müssen bei der Konstruktiondie Zeichnungsangaben detailliert aus-geführt werden. Hierunter ist zu verste-hen, dass die Zeichnungen nicht nur die„üblichen“ Maß- und Toleranzangabenenthalten, sondern auch die Form- undLageabweichungen nach DIN IS 8062,soweit diese für die Bearbeitung oder ausfunktionellenGründen vonBedeutung sind.
Damit die spätere Bearbeitung mit denerforderlichen Maßkontrollen überein-
Bild 28: Bestimmung der Bezugs unkte für die a kontrolle bei Feingussteilena) Festlegen dreidimensionaler Bezugsebenenb) Definieren von drei a bezugsflächen über sechs Bezugs- beziehungsweise Aufnahme unkte
a) b)
II. Ausgangskontrolle
Zweck der Ausgangskontrolle ist, zu be-urteilen, ob die Feingussteile den vor-geschriebenen und vereinbarten Zeich-nungstoleranzen entsprechen. An Erst-mustern werden deshalb alle Maße kon-trolliert. In der Serienfertigung hat sichherausgestellt, dass eine Kontrolle allerZeichnungsmaße wirtschaftlich nicht zuvertreten ist. Erfahrungsgemäß ist es vor-teilhaft, nur Funktionsmaße zu prüfen, dievorher mit dem Besteller vereinbart wor-den sind. blicherweise werden sie in derZeichnung vermerkt oder in einer sepa-raten Prüf- und Kontrollanweisung fest-geschrieben.
Prüflehren vereinfachen das Messen underhöhen die Wirtschaftlichkeit. Bei ent-sprechendem Kompliziertheitsgrad odernachfolgender NC-Bearbeitung ist stetseine Lehre oder Messvorrichtung erfor-derlich, um Spannen und Bearbeiten zubeherrschen. Lehren dieser Art werdenmeist vom Feingussbezieher zur Ver-fügung gestellt. Wird mit ihrer Herstellungjedoch der Feingießer beauftragt, dannmüssen ihm die Prüfmaße und die Auf-nahme zur ersten Bearbeitung genanntwerden.
Bild 30: Blick in ein modernes Werkstofflabor einer Gie ereiBild 29: a endkontrolle an einemGussteil mit einer ess-maschine

14
2.3.3 Zerstörungsfreie Werkstoff-prüfung
Die zerstörungsfreien Prüfverfahren die-nen dazu, die Beschaffenheit von Guss-teilen zu prüfen. Prüfverfahren für die äu-ßere Beschaffenheit sind die Magnetpul-verprüfung (DIN EN 1369) und die Ein-dringprüfung (DIN EN 1371 Teil 2).Prüfverfahren für die innere Beschaffen-heit sind die ltraschallprüfung (DIN EN12680, Teile 1 und 2) und die Durch-strahlungsprüfung (DIN EN 12681). Ineinem Sonderdruck der ZGV 4 sinddiese Verfahren ausführlich beschrieben.Spezielle Liefervorschriften für den Fein-guss enthält das VDG-Merkblatt P 695 5 .
Zur Beurteilung der Prüfergebnisse wer-den Feingussteile aus Stahl in Gütestufenmit unterschiedlichen Anforderungen andie äußere und innere Beschaffenheiteingeteilt. Die Oberflächenzone und dasInnere eines Bauteils werden häufig un-terschiedlich beansprucht. Deshalb sinddie Gütestufen für äußere und innere Be-schaffenheit unabhängig voneinanderdefiniert, können also je nach Anforde-rung unterschiedlich gewählt werden.
I. Visuelle PrüfungDie berflächenbeschaffenheit musszwischen Besteller und Hersteller verein-bart werden. Für die visuelle Beurteilung,die sich auf Oberflächenfehler, zum Bei-spiel Poren, Schlackenstellen, Kaltschwei-ßen, Schülpen, Keramikreste, aber auchauf nebenheiten und Grate bezieht, gibtes die Norm DIN EN 12454. Sie stütztsich auf die BNIF- und SC ATA - icht-reihen zur Bestimmung der Oberflächen-fehler. Diese ichtreihen enthalten Ober-flächenvergleichsmuster, mit denen dieOberflächenfehler klassifiziert werdenkönnen. Hierzu ist ein Sonderdruck beider ZGV in Düsseldorf erhältlich 6 .Häufigwird jedoch Bezug genommen auf dasVDG-Merkblatt P 690 7 , in dem unteranderem Kriterien für Oberflächen be-schrieben sind.
II. OberflächenprüfungDie agnet ulver rüfung, die Beurtei-lung der Anzeigen und die Einteilung inGütestufen sind inDIN EN 1369 beschrie-ben. Das Verfahren ist auf ferromagneti-sche Stahlsorten beschränkt. Austeniti-sche und teilaustenitische Stähle sind nurschwach magnetisierbar und daher nichtmit diesem Verfahren prüfbar.Alle Magne-tisierungsverfahren und Prüfmittelkombi-nationen sind anwendbar. Bevorzugt wirdmit Selbstdurchflutung und nassen Prüf-mitteln gearbeitet. Die Prüfoberflächemuss dabei sauber sein und eine be-stimmte Mindestbeschaffenheit haben,die durch den kleinsten nachzuweisendenFehler bestimmt wird.
Die Farbeindring rüfung (Bild 31), dieBeurteilung der Anzeigen und die Eintei-lung in Gütestufen sind inDIN EN 1371 be-schrieben. Diese Norm ist bei allen Stahl-gusssorten anwendbar, wird jedoch übli-cherweise nur bei austenitischem und auste-nitisch-ferritischem Stahlguss vorgesehen.Die DIN EN 1371, Teil 1 gilt für Sand-,Schwerkraftkokillen- und Niederdruckko-killen-Gussteile, die DIN EN 1371, Teil 2für Feingussstücke. Die Ausblutungsgrö-ßen werden neben der nterscheidungnach Gütestufen auch nach der Wand-dicke der Bauteile unterschieden.
III. Volumenprüfung
Die ltraschall rüfung, die BeurteilungderAnzeigen und die Einteilung der Güte-stufen sind inDIN EN 12680 beschrieben.Teil 1 der Norm gilt bei Stahlgussteilenfür allgemeine Verwendung, Teil 2 enthältverschärfteAnforderungen für hoch bean-spruchte Bauteile, zum Beispiel für be-stimmte Turbinenkomponenten. ber dieltraschallprüfung sind alle gusstypi-
schen Fehler auffindbar. Mit einem Nor-malprüfkopf sind Fehler mit Volumen-ausdehnung bestimmbar, mit einemWin-kelprüfkopf werden planare (rissartige)Fehler bestimmt.
Besonders wichtig ist die Echodynamik,das heißt das Wandern des Echos aufdem Bildschirm und seine gleichzeitigeHöhenänderung beim Bewegen des Prüf-kopfs. Wenn hierdurch Hinweise auf riss-ähnliche, also gefährliche Fehler gegebenwerden, müssen solche Anzeigen regis-triert werden, auch wenn die Echohöhesehr gering ist.
Das Ausmessen der Anzeigenhöhe inseitlicher und Tiefenrichtung wird so be-schrieben und festgelegt, dass die Wahr-scheinlichkeit, die wahre Fehlergröße zuerfassen, sehr groß ist. Versuche habendas bestätigt.
Wichtig für eine einwandfreie ltraschall-prüfung ist ferner ualifiziertes Prüfper-sonal und eine genaue Prüfanweisung,die die Lage und Orientierung zu erwar-tender Fehler berücksichtigt. Aufgrund derGröße und komplizierten Geometrie findetdie ltraschallprüfung beim Feinguss sel-ten Anwendung.
Für die Durchstrahlungs rüfung, giltDIN EN 12681. Die möglichen Aufnah-meanordnungen, Strahlen uellen und de-ren Anwendungsbereiche sind beschrie-ben. Nach den erforderlichen Prüfbedin-gungen werden die Prüfklassen A und Bunterschieden. Im Allgemeinen ist diePrüfklasse A ausreichend. Die Prüfklas-se B gilt nur für Sonderfälle.
Die bei der Durchstrahlungsprüfung erhal-tenen Anzeigen sind auf der Grundlagevon ASTM-Bildreihen nach Güteklassen(Level 1 bis 8) eingeteilt. Nichteisenmetal-le werden auch nach den ASTM- icht-reihen eingestuft.
Die maßliche Bemusterung mit der Com-utertomogra hie ist heute ein sich
ausbreitendes und gleichberechtigtesVerfahren zur taktilen Messtechnik für diezerstörungsfreie Bestimmung von kom-plexen Innen- und Außenkonturen vonGussteilen und damit auch gut für dieFeingussfertigung einsetzbar. Allerdingsist dieses auch als Serienprüfung einsetz-bare Verfahren mit hohen Aufwendungenim Kostenbereich verbunden.
Die Verfahren zur Prüfung der inneren Be-schaffenheit ergänzen sich gegenseitig.Die Verfahren werden daher häufig mit-einander kombiniert. Die ltraschallprü-fung wird bevorzugt bei größeren Wand-dicken, ferritischen Werkstoffen oderin der Serienfertigung angewendet. DieDurchstrahlungsprüfung wird entspre-chend bei dünnwandigen Teilen, bei aus-tenitischen und austenitisch-ferritischenWerkstoffen oder in Kombination mit derltraschallprüfung angewendet.
Bild 31: iss rüfung nach der Farbeindring-methode an einem Aluminium-Gehäuseteilaus Feinguss
Bild 32: Halter für Navigationsgeräte aus ENAC-AlSi7 g0,3wa (W.-Nr. ENAC-42100)mit ei-nerminimalenWanddickevon1,5mm,Abmes-sungen: 330 x 280 x 200 mm, Gewicht 840 g
15
2.4 Rapid Prototyping und -Manufacturing imFeinguss
2.4.1 GrundlagenImmer kürzer werdende Produktlebens-zeiten und ständig zunehmender Wettbe-werbs- und Innovationsdruck fordernVerkürzungen und Einsparungen in denEntwicklungs- und Produkteinführungs-prozessen. Simultane Entwicklungs- undErprobungsschritte sind ein notwendigesErfordernis zur Erfüllung dieser Markt-vorgaben. VomEntwurf bis zur Erprobungsind minimale Zeiträume zur Erstellungder benötigten Bauteile vorgesehen, derTrend geht - je nach Komplexität der je-weiligen Projekte und der betreffendenBranche - hin zu wenigenWochen. DieseForderungen werden an alle für die ein-zelne Konstruktion benötigtenWerkstoffegestellt. Aus diesen Gründen ist es erfor-derlich, in kürzesten Zeitspannen unteranderem alle Informationen über die geo-metrischen und technisch-physikalischenAnforderungen und Eigenschaften bereit-zustellen und zu verarbeiten.
Durch den Einsatz von apid-Prototy-ping-Verfahren ( P) in der Feingießereiist es möglich, innerhalb kürzester Zeitserienidentische Prototypen und Nullse-rien herzustellen. Hierdurch wird die Ent-wicklungszeit bis zur Markteinführungeines Produktes entscheidend verkürzt.Der Kunde ist nun in der Lage, sein Pro-dukt als Erster zu vermarkten. Dies ist imZeitalter sich ständig reduzierender Pro-duktlebenszyklen ein entscheidenderWettbewerbsvorteil. Durch den Verzichtauf Werkzeuge in der Entwicklungsphasewerden die erhöhten Kosten von P-Gussteilen im Vergleich zu Serienguss-teilen bei weitem kompensiert.
Dies ist besonders bei Neuprodukten derFall, bei denen es am Anfang noch keinegenauen Designvorstellungen gibt undsich das endgültige Design erst nachmehreren Testphasen herausstellt. Fürdie Industrie ist der Feinguss mit P-Mo-dellen deshalb besonders dort interes-sant, wo es um kleine Serien mit hohernderungsgeschwindigkeit und um Pro-
jekte mit hohen Entwicklungskosten geht.Ein weiterer Vorteil ist, dass der Kom-plexität der Gussteile (Hinterschnitte, ke-ramische Kerne, Eingussteile aus Stahl)nahezu keine Grenzen gesetzt sind. Diesmacht das Verfahren für die Luft- undaumfahrt, die Medizintechnik, den enn-
sport und den Sondermaschinenbau be-sonders attraktiv 8 .
Das „ apid Prototyping“ hat seit 1990 einerasante Entwicklung hinter sich. Während
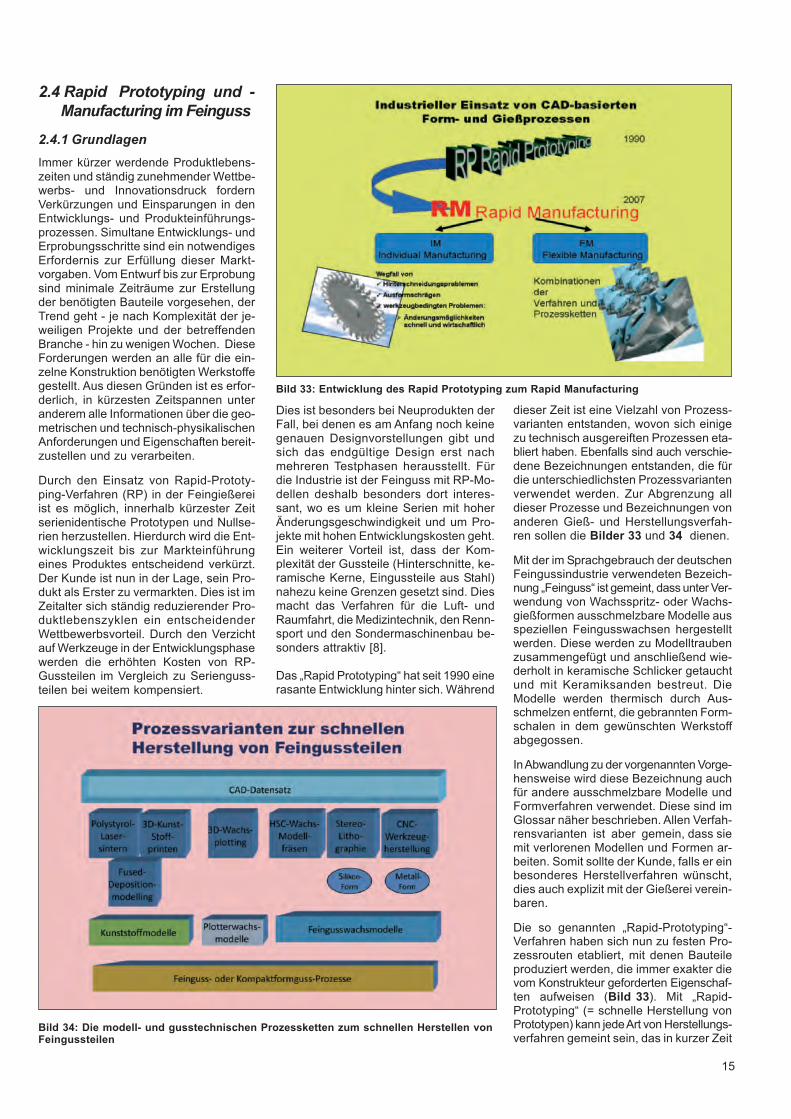
Bild 33: Entwicklung des a id rotot ing zum a id anufacturing
Bild 34: Die modell- und gusstechnischen rozessketten zum schnellen Herstellen vonFeingussteilen
dieser Zeit ist eine Vielzahl von Prozess-varianten entstanden, wovon sich einigezu technisch ausgereiften Prozessen eta-bliert haben. Ebenfalls sind auch verschie-dene Bezeichnungen entstanden, die fürdie unterschiedlichsten Prozessvariantenverwendet werden. Zur Abgrenzung alldieser Prozesse und Bezeichnungen vonanderen Gieß- und Herstellungsverfah-ren sollen die Bilder 33 und 34 dienen.
Mit der im Sprachgebrauch der deutschenFeingussindustrie verwendeten Bezeich-nung „Feinguss“ ist gemeint, dass unter Ver-wendung von Wachsspritz- oder Wachs-gießformen ausschmelzbare Modelle ausspeziellen Feingusswachsen hergestelltwerden. Diese werden zu Modelltraubenzusammengefügt und anschließend wie-derholt in keramische Schlicker getauchtund mit Keramiksanden bestreut. DieModelle werden thermisch durch Aus-schmelzen entfernt, die gebrannten Form-schalen in dem gewünschten Werkstoffabgegossen.
InAbwandlung zu der vorgenanntenVorge-hensweise wird diese Bezeichnung auchfür andere ausschmelzbare Modelle undFormverfahren verwendet. Diese sind imGlossar näher beschrieben. Allen Verfah-rensvarianten ist aber gemein, dass siemit verlorenen Modellen und Formen ar-beiten. Somit sollte der Kunde, falls er einbesonderes Herstellverfahren wünscht,dies auch explizit mit der Gießerei verein-baren.
Die so genannten „ apid-Prototyping“-Verfahren haben sich nun zu festen Pro-zessrouten etabliert, mit denen Bauteileproduziert werden, die immer exakter dievom Konstrukteur geforderten Eigenschaf-ten aufweisen (Bild 33). Mit „ apid-Prototyping“ ( schnelle Herstellung vonPrototypen) kann jedeArt vonHerstellungs-verfahren gemeint sein, das in kurzer Zeit

16
zu einem Bauteil führt. Besser kenn-zeichnend für die hier besprochenenProzessketten ist der Begriff „Solid Free-form Manufacturing(SFM)“ ( aufbauen-de Verfahren zu Herstellung von Bauteilenmit Freiformflächen), auch unter dem Be-griff „generierende“ Verfahren im Gegen-satz zu zerspanenden Verfahren bekannt.Das „ apid Manufacturing“ und die hier-auf aufsetzenden Verfahrensweisen „Indi-vidual Manufacturing“ und „Flexible Manu-facturing“ beziehen grundsätzlich alle Ver-fahrensweisen ein, die zu einsatzfähigenBauteilen führen. Ausführliche Informati-onen zu den Begriffen ualitätsbedin-gungen und Liefervereinbarungen sind inder VDG- ichtlinie 3404 9 enthalten.
Der Wandel vom „ apid-Prototyping“,dem oft der Makel des „provisorischen“anhaftete, ist vollzogen. Weiter noch wer-den sich die SFM-Prozessketten zu nochindividuelleren und flexibleren Produk-tionsrouten fortentwickeln. Bislang ist das„ apid-Prototyping“ durch hohen Per-sonaleinsatz gekennzeichnet. Das darinbefindliche, hohe ationalisierungspo-tenzial wird mit steigendem Bedarf anderart hergestellten Bauteilen zunehmendausgeschöpft.
Neben dem schnellen Herstellen von An-schauungs-, Funktions- oder Handmus-tern in den frühen Phasen der Produktent-wicklung bietet das Feingießen als Folge-prozess auch die Möglichkeit, fast alletechnisch nutzbaren metallischen Werk-stoffe als apid-Prototyping-Werkstückemit nahezu vollständiger Funktionsfähig-keit herzustellen. Die ursprüngliche Kon-struktionsidee wird überprüfbar hinsichtlichKonstruktion, Funktionsfähigkeit undDesign. apid Prototyping im Feingussstellt somit eine Ergänzung und Erweite-rung der Anwendung von Feingussteilendar, insbesondere bei der
Bild 35: Gehäuse für den Fahrzeugbau nachdem uick-Cast-Verfahren gefertigt aus derAluminiumlegierung ENAC-AlSi7 g0,3 (W.-Nr. ENAC-42100), Gewicht 690 g, Gr tmaetwa 150 mm (Bild: N , Neukirchen)
- nterstützung von Entwicklungspro-jekten durch schnelle Bereitstellunggebrauchs- und funktionsfähigerFeingussteile in der Entwicklung vonder Stückzahl 1 bis zur Vorserie fürGroßserienabnehmer
- Erste Bauteile können zunächst ohne„gussgerechte“ Konstruktion herge-stellt werden, wichtig für Grundsatz-untersuchungen und Neuentwicklun-gen
- Die „gegossene Konstruktion“ kannunabhängig vom späteren Serien-prozess gefertigt, getestet oder ein-gesetzt werden
- Einsparung vonWerkzeugkosten beider Entwicklung neuer Teile durchNutzung preiswerter und schnellerWege für Variantenuntersuchungen
- Herstellung von Musterteilen auchfür Druckgießer, Kokillengießer undSandgießer
- Angebot von Feingussteilen auch beiEinzelteilen und Kleinserien
- Entwicklungsbegleitung bis zur Verifi-zierung und Serienfreigabe (Enginee-ring).
Die Anwendung von apid Prototypingim Feinguss verändert nicht die Grund-technologien des Feingießens, sondernschafft neue Möglichkeiten, wesentlichschneller zum Feingussteil zu kommen.Dies ist vor allem dadurch möglich, dassin kürzester Zeit Ausschmelzmodelle be-reitgestellt werden und dies eben ohnedie Herstellung von Wachsspritzformen,worauf schnell abgießbare Formen ent-stehen.
2.4.2 Die Prozessvariantene nach Entwicklungsstand eines Pro-jektes werden vom Entwickler oder Kon-strukteur Entwürfe beziehungsweise CAD-Daten bereitgestellt, die primär die Funk-tionalität des Bauteiles sicherstellen sol-len. Die Daten reichen von prozessge-recht, das heißt form- und gießgerechtkonstruierten Bauteilen bis hin zu Geo-metrien, die in einem späteren Serien-produktionsprozess völlig anders her-gestellt werden können.
Neben durchgängigen CAD/CAE-Sys-temen tragen die CNC-Techniken zumraschen Erstellen von Prototypen undKleinserien bei. Mittlerweile haben sichauch die sogenannten SFM-Prozesse(Solid-Freeform Modelling) zu durchgän-gigen Prozessketten etabliert, mit denenualitativ hochwertige Bauteile hergestelltwerden können. Eine bersicht über diegängigen modell- und gusstechnischenProzessketten gibt Bild 34. Feingussteile
lassen sich über verschiedene Prozess-ketten herstellen. Die optimale und ge-samtwirtschaftlich günstigste Herstel-lungsvariante wird vom geforderten Lie-fertermin und ganz entscheidend vomAnforderungsprofil beeinflusst, das andas Bauteil gestellt wird. In den Fallbei-spielen sind einzelne Beispiele genauerbeschrieben.
Die Gemeinsamkeit aller Prozesskettenist, dass sie allesamt auf CAD-Daten-basen beruhen, was grundsätzlich repro-duzierbare Bauteilmaße gewährleistet.Die Gussteile können somit auch sehrschnell mittels eines 3D-Messsystemsvermessen werden.
Grundsätzlich existieren zum einen dieProzesse, bei denen die Modelle auf di-rektem Weg hergestellt werden. Die wirt-schaftlich sinnvolle Stückzahl ist auf Ein-zelteile bis hin zu einigen 10 Stück be-schränkt, abhängig von deren Größe undder geforderten Lieferzeit. Auf Grund derlagenförmigen Bauweise sind Einschrän-kungen bezüglich der Oberflächengüteund der Fertigungstoleranzen üblich, abermit erhöhtem manuellem Finishaufwandzu verbessern.
Neben den für das Feingießen bekanntenWachsmodellen können auch verschie-denste thermoplastische Kunststoffe ver-wendet werden. Entscheidend für denEinsatz als Modellwerkstoff sind hierbeidas vollständige, rückstandslose Ver-brennen des Kunststoffes und seine mög-lichst geringe Ausdehnung während desAufheizens der Keramik- beziehungswei-se Schalenform, damit diese nicht zerstörtwird.
Für größere Stückzahlen und für Feinguss-teile mit höheren Anforderungen an dieOberflächengüte werden die Modelle in-direkt über Wachsspritz- oder Wachs-gießformen hergestellt. Diese können ausKunststoff oder Metall erstellt werden.nter einem derartigen Vorserienwerk-
zeug wird ein voll funktionsfähiges Fein-gusswerkzeug verstanden, welches ein-facher ausgelegt und damit kostengüns-tiger und deutlich schneller herzustellenist als ein Serienwerkzeug. Ein solchesWerkzeug eignet sich für Vorserien mitmittleren bis größeren Stückzahlen. Eskönnen schnell und kostengünstig nde-rungen oder Teileoptimierungen bei nurgeringem Preisunterschied zu Teilen ausdem Serienwerkzeug durchgeführt wer-den. Die Oberfläche, Maßgenauigkeit undGussausführung entsprechen vollständigdenen späterer Serienteile 7 .
Eine schnelle und preisgünstige Möglich-keit ist aber auch der Einsatz flexibler,elastischer Siliconformen. Für die Silicon-formenherstellung können neben zer-spanend hergestellten rmodellen insbe-

17
sondere die „generativ“ hergestellten r-modelle Verwendung finden. Besondersgeeignet sind Modelle, die mittels Ste-reolithographie (SLA) unter Verwendungflüssiger V-empfindlicher Harze herge-stellt werden. Diese können relativ engeToleranzen realisieren. Durch die an-schließende Finishbearbeitung der Ober-fläche wird eine diesbezüglich ä uiva-lente ualität erzeugt, wie sie in festenWachsspritzformen möglich ist.
Die rmodelle werden gefinisht undanschließend mit Silicon unter Vakuumumgossen. Die Siliconform wird aufge-schnitten und das Modell entnommen.Danach können in einer Kunststoff-Va-kuumgießanlage Wachsteile auch mitkomplizierterer Struktur relativ einfachund preisgünstig hergestellt werden. DieSiliconform ist verwendbar für die Her-stellung von maximal 20 bis 30 Wachs-teilen. Danach kann es zu ualitäts-einbußen kommen, die durch thermischeund chemische Belastungen des Siliconsdurch das heiße Wachs begründet sind.
Bild 36: C CL NE -Automat zum Schlickertauchen, Besanden undSchnelltrocknen von Feingussformen (Bild: Technolog , Graf-schaft)
Bild 37: Herstellung von Gussteilen nach dem om aktform-verfahren, hier Form aus gi sgebundenem Formstoff (auchbezeichnet mit Gi sfeinguss , Gi sguss, usw.) (Bild: S ace-cast, Eschweiler)
Bild 38: Formschale und Abguss eines elton-Turbinenrades (Bild: ES-Innocast und Edelstahlwerke Schmees, Langenfeld),Bedarf vier Stück, Werkstoff: G 4CrNi13-4 (W-Nr. 1.4317), odellwerkstoff: Segmentiert aufgebaute ol st rolmodelle, Durchmesser 1 100 mm,Gewicht der Formschale etwa 150 kg, Hinterfüllung mit Schamotteformstoff, Gussgewicht rund 830 kg. Vorteil gegenüber Sand- odereramikformverfahren: h here Genauigkeit, bessere berflächengüte und somit Eins arung von manueller Schleifbearbeitung (links)
Bild 39: ro ekt Druckwellenlader (Bild: ES-Innocast, Langenfeld),Bedarf e zwei Stück, Abmessungen: 150 x 150 x 145 mmmit kom lexer Gussteil-Innengeometrie, Gewicht: 3 bis 4,5 kg, Werkstoff: G 40CrNiSi25-20 (W-Nr. 1.4848), Leistungsumfang: Erstellung ol st rol-Ausschmelzmodelle, Abguss im om aktformverfahren, 3D- ess rotokoll,mechanische Endbearbeitung, Durchlaufzeit: 15 Arbeitstage (10 Arbeitstage ohne mechanische Bearbeitung) (rechts)
m den Vorteil der schnellen Modellher-stellung voll nutzen zu können, sind ne-ben den etablierten Strecken zur Form-schalenfertigung auch noch weitere Mög-lichkeiten der Formherstellung im Ein-satz.
Die eine beruht darauf, die Herstellzeitenim Vergleich zur klassischen Technologieder Formschalenherstellung drastisch zuverkürzen. Dies wird erreicht, indem durcheine thermisch geregelte Trocknung dieerforderliche Trocknungszeit von etwa 24Stunden pro Schicht der Schale auf etwa30 bis 40 min reduziert wird. Damit kanndie Zeit für das Herstellen einer Schalevon etwa 7 Arbeitstagen auf nur 4 bis 5 hverkürzt werden (Bild 36).
Eine zweite Möglichkeit zur schnellenFormenherstellung nutzt die „alte“ Tech-nologie der Kompaktformfertigung, wie siein den Anfängen des Feingusses bei derHerstellung von Dentalprothesen undauch bei der Schmuckherstellung zum
Einsatz kam, jedoch mit modernen Form-stoffen. Die Form besteht bei der Herstel-lung von Gussteilen aus niedrig schmel-zenden Metallen meist aus gipsgebun-denem Formstoff, der auch als „Gipsfein-guss“, Gipsguss“, usw. bezeichnet wird.Die Zeit von der Formherstellung bis zumAbguss beträgt wegen eines aufwändi-gen Brennprozesses bis zu etwa 48 Stun-den (Bild 37). KleineFormensindaber auchinnerhalb einesArbeitstages abgießfähig.
Häufig wird auch auf eine Kombination bei-der Verfahren zurückgegriffen, um zumBei-spiel sehr große oder Gussteile mit sehrkomplexen Innenkonturen herzustellen, wiebei dem im Bild 38 gezeigten Pelton-Tur-binenrades und im Bild 39 abgebildetenDruckwellenladers.
Die Lieferzeiten für derartig hergestellteGussteile liegen in der Nähe der physika-lisch-technischen Produktionsgeschwin-digkeit der jeweiligen Prozesskette, wasbesondere Anforderungen an alle Betei-ligten stellt:

18
- MaximalesEngagement derMitarbeiter,- Zeitnahes, straffesProjektmanagement,- Flexible Fertigungsmöglichkeiten,- Hinreichende Fertigungskapazitäten,- Prozessspezifisches Know-How,- Optimales Informationsmanagement.
Gegenüber einer konventionellen Serien-fertigung wird folgenden Punkten beson-dere Beachtung geschenkt:
- Sehr enge beziehungsweise keineZeitfenster für Vorversuche und Opti-mierungszyklen,
- Der erste Guss muss wegen der straf-fen Zeitschiene sitzen,
- Alle ualitätsansprüche müssen, wiegefordert, auf Anhieb erfüllt sein:
- druckdicht, glatte Oberfläche,- Geometrie und Maße,- Gefüge und Eigenschaften mitPrüfungen und Zeugnissen.
Eine Besonderheit unter den SFM-Ver-fahren ist die Herstellung von Formen undKernen. Dies kann entweder über dasselektive Lasersintern oder auch über das3D-Printen erfolgen. In beiden Fällenwerden feingussspezifische, pulverför-mige Formstoffe lagenweise so verfestigt,dass nach dem Entfernen des nicht ver-festigten Pulvers die gewünschte Form,
Segmente der Form oder Kerne zur wei-teren Verarbeitung bereitgestellt werdenkönnen.
Die Kerne können in Wachsspritzformenzur Darstellung der Innenkonturen ein-gesetzt werden. Diese Verfahren werdensicherlich in Zukunft weitere Möglich-keiten zum schnellen und preisgünstigenHerstellen von Gussteilen eröffnen. Ob-wohl diese Prozesskette rein begrifflichnicht zum Feinguss gehört, ist es docherwähnenswert, da hiermit werkzeuglosKerne für die Fertigung von Feinguss-prototypen hergestellt werden können.
2.4.3 Vorgehensweisee nach Anforderungsprofil, das an dasherzustellende Bauteil gestellt wird, er-scheinen die verschiedenen Prozess-ketten unterschiedlich sinnvoll. Dahermuss zum Zeitpunkt der Angebotserstel-lung der Kunde zusammen mit demGießer dieses Anforderungsprofil genauabstimmen. Im Bild 40 wird ein groberberblick über die grundsätzlich notwen-
digen Informationen zur Durchführungeines Projektes gegeben. Bei der Stück-zahl ist zu berücksichtigen, ob eventuellspäter weitere Muster benötigt werden.Hierbei spielt es eine besondere olle,ob nach zum Beispiel Testläufen nochnderungen an dem jeweiligen Bauteil
erfolgen könnten.
Die aufgelisteten Punkte beinhalten selbst-verständlich noch weitere nterpunkte, dieunter anderem in diversen Normen undMerkblättern hinterlegt sind. Dies gilt ins-besondere für die Genauigkeiten, Oberflä-chengüten und die werkstoffbezogenenEigenschaften, auf die an anderer Stelleausführlich eingegangen wird.
Für die CAD-Datenbasis gilt, dass zurraschen Herstellung mit SFM-Prozessennur reine 3D-Daten verwendet werdenkönnen. Die gebräuchlichsten Datenfilesund CAD-Programme für den Gussteil-entwicklungs- und -fertigungsprozess sindim Bild 41 zusammengestellt.
Bild 40: bersicht über das Anforderungs rofil an diegie technisch herzustellenden Bauteile
Bild 41: Einige gängige Datenfiles und CAD- rogramme für die Gussteilent-wicklung und -fertigung
2.4.4 FallbeispieleDa sehr oft der Zeitfaktor entscheidendfür die gewählte Prozesskette ist, werdenzunehmend auch Aufträge gleicherBauteile über zwei verschiedene Pro-zessketten abgewickelt. So stehen inkürzester Zeit erste Gussteile zur Ver-fügung, die zum Beispiel zum Einrichtenvon Bearbeitungsanlagen, Funktionstestsusw. eingesetzt werden. e komplexer einBauteil ist, desto weiter verschiebt sichdie Grenzstückzahl hin zu größeren Los-größen, denn für jedes Gussteil muss jazum Beispiel ein Ausschmelzmodell her-gestellt werden. Die Herstellung dieserTeile kann größenabhängig einige Stun-den bis zu zwei Tagen dauern.
Bild 43: it dem Thermo et-Verfahren aufge-bautes Ausschmelzmodell (oben) und dasdamit gefertigte kom lizierte Feingussteilaus Aluminium (unten) (Bild: FeingussBlank, iedlingen)
Bild 42: Thermo et-Anlage zumschichtweisenAufbauen von Wachsmodellen für den Fein-guss ohne Wachss ritzform (Bild: FeingussBlank, iedlingen)

19
Bild 44: Herstellung des Feingussteils Intermediate Case unter Nutzung des SelektivenLasersinterns (SLS) zur Herstellung des mehrteiligen Ausschmelzmodelles (Bild: Tital,Bestwig)a) om lett montiertes Wachsmodell aus SLS-Teilenb) Ein odellsegment mit den dazu geh rigen keramischen ernenc) Das fertige Feingussteil aus der Legierung EN AC-AlSi7 g0,6, (W-Nr. EN AC-42200)Dmr. 900 x 360 mm, Gewicht: 80 kg
Bild 45: lleitblech,a e: 470 x 210 mm,
Wanddicke 0,8 mm,Gewicht: 0,15 kg,Werkstoff EN AC-Al-Si9 gwa (W-Nr. ENAB-43300), om akt-formguss,Stückzahl 2,Lieferzeit 8 Arbeits-tage (Bild: S acecast,Eschweiler)
Bild 46: Lagergehäuse für einen Turbolader,Stückzahl 10,Abmessungen: 86 x 78 x 80mm,Gewicht 700 g, Werkstoff EN-G L-250, SLS-ol st rol-Ausschmelzmodelle, hergestellt
im om aktformverfahren. Besonderheit:om lexe Gussteilinnenkontur mit ern-
durchmessern von 5 mm. Lieferzeit ein-schlie lich Fertigbearbeitung 15Arbeitstage(Bild: ES-Innocast, Langenfeld)
Bild 47: rozessstufen zur Herstellung eines elektrisch ge-steuerten Ventilgehäuses für W (Bild: C HE , Lübeck)1: mehrteilige Siliconform, hergestellt nach dem C -Va-kuumgie verfahren mit Hilfe eines odells, das mit dem -Verfahren Stereolithogra hie (SLA) gefertigt wurde2: das nach dem Selektiven Lasersintern (SLS) in dieser Formgefertigte odell für den Vakuumguss ( berflächen gefinisht)3: Wachsteil nach dem Vakuumgie verfahren hergestellt4: Feingussteil aus Aluminium, hergestellt nach dem etal-art-Casting( C)-Verfahren( om aktformguss) mit bis zu
1,25 mm Wanddicke
Bild 48 : Gussteile für fz-Türbeschlag ( rotot en für s ätere Zink-Druck-gussserien), Besonderheit: Druckguss-Werkstoff: Z 410 (ZnAl4Cu1), rmo-dell: Stereolithogra hie, Wachss ritzform: 2- om onenten-Silicon, Her-stelldauer: 14 Arbeitstage, Stückzahl: 20 (Bild: S acecast, Eschweiler)
In den Bildern 42 bis 48 sind einigeFallbeispiele aufgeführt, die nur einenAusschnitt aus den vielfältigen Möglich-keiten der SFM-Prozessketten darstellen.
Ausführlich wurde die Problematik apid-Prototyping im Feinguss in 8 abgehan-delt. Das Heft der Zeitschrift „konstruierengiessen“ kann bei der Zentrale für Guss-
verwendung in Düsseldorf bezogen wer-den.
a) b) c)

20
3. Werkstoffe für dasFeingießen
3.1Allgemeine EigenschaftenFeingegossene Werkstoffe erstarren prak-tisch uasi-isotrop (ausgenommen einigegerichtet erstarrte Bauteile). Sie weisendamit nicht das zeilige, gerichtete Gefügevon Knetwerkstoffen mit unterschiedli-chen Längs- und uerwerten auf, daszum Beispiel durch Walzen, Schmiedenoder Ziehen entsteht. Bei feingegossenenWerkstoffen kann deshalb in allen dreiDimensionen mit gleichen technologi-schen Werten gerechnet werden.
Da die jeweilige Wärmebehandlung vor-wiegend von der Art des Werkstoffs be-stimmt wird, werden feingegosseneWerk-stoffe praktisch auf die gleiche Weisewärmebehandelt wie Knetwerkstoffe glei-cher chemischer Zusammensetzung. Da-bei ist die Neigung zum Verziehen beiFeinguss nur gering, was Präzisionsar-beiten besonders erleichtert.
An vielen Flächen ist wegen der hohenSauberkeit und Maßgenauigkeit eine spa-nende Bearbeitung nicht mehr erforder-lich. Eine Gusshaut im bekannten Sinneentsteht bei Feinguss nicht. Dadurch er-geben sich saubere Oberflächen, diespanendes Bearbeiten nicht beeinträch-tigen. Lediglich Titan-Basislegierungenweisen eine härtere Oberfläche auf. Diespanende Bearbeitbarkeit von Feingussentspricht derjenigen von Knetwerkstoffengleicher chemischer Zusammensetzungund Wärmebehandlung. Die Vor- undEndbearbeitung sowie Montageleistun-gen gehören heute auch zum Leistungs-angebot der Feingießereien (Bild 49).
Für das Schweißen, Panzern und Lötengilt das Gleiche. Die Feingussoberflächebraucht vorher nicht bearbeitet zu werden.Schweißfasern und Sitze für aufzulötendeTeile werden deshalb vorteilhaft mitge-gossen.
3.2 WerkstoffsortenNach dem Feingießverfahren lässt sicheine fast unübersehbare Vielfalt sowohlvon Guss- als auch von Knetwerkstoffen,in Normen und anderen ichtlinien ge-nannt oder nicht genormt, verarbeiten.Aus Gründen der Wirtschaftlichkeit mussaber eine Beschränkung erfolgen, zumaleinerseits zahlreicheWerkstoffe ähnlicheEigenschaften aufweisen undmindestensgleichwertig durch einen einzigen auchwirtschaftlicher „ersetzt“ werden können.
Andererseits ermöglicht Feingießen oftdie kostenneutrale Verwendung eineshöherwertigeren Werkstoffs, womit eineVielzahl von Anwendungsfällen abge-deckt werden kann. Entsprechend wer-den nachfolgend zu den verschiedenenWerkstoffgruppen nur ausgewählte Sor-ten genannt. Es gelten die entsprechen-den Werkstoffnormen und Mindestwerte,die imAnhangsteil 1, Seite 46, zusammen-gestellt sind. Die dort in den Tabellenangegebenen Daten sind Anhaltswerte,weil ausschließlich der betreffendeFeingießer verbindliche Werte nennenkann.
Das gilt auch dann, wenn in Normen odersonstigen Vorschriften gewährleisteteMindestwerte genannt werden, denn die-se beziehen sich üblicherweise auf ande-re Formgebungsverfahren und sind ausmetallurgischen Gründen nicht auf dasFeingießen einfach übertragbar. Wennnichts anderes vereinbart, gelten dieWertefür den getrennt gegossenen Probestab.
Werden für bestimmte Anwendungsfälleandere Werkstoffe bindend vorgeschrie-ben, so sind diese beim Feingießer anzu-fragen. Die verschiedenen Feingieße-reien stellen jeweils nicht alle der nach-folgend genanntenWerkstoffgruppen be-ziehungsweise Basislegierungen her.Hier ist ebenfalls eine Anfrage erforder-lich.
3.3 WirtschaftlichkeitOptimale Werkstoffwahl, zweckmäßigeWärmebehandlung und richtige Oberflä-chenbehandlung sind wesentliche Krite-rien für die Wirtschaftlichkeit von Fein-guss. Es ist deshalb wirtschaftlich vor-teilhaft, gängige Feingusswerkstoffe zuverwenden. Im Zweifelsfalle ist es ange-raten, den Feingießer zu befragen. Wennirgend möglich, wird er artgleiche oderbesser geeignete Werkstoffe aus derlaufenden Fertigung vorschlagen.
Oft können, besonders für kleinere Teile,korrosionsbeständigeWerkstoffe verwen-det werden, um ein teures Oberflächenver-edeln bei niedrig- und unlegiertenWerk-stoffen einzusparen. Solche Teile bleibenauch dann chemisch beständig, wenn ihreOberfläche beschädigt wird (Bild 50).
Häufig ist es möglich, mit nur einem Mo-dellwerkzeug die gleichen Bauteile ausverschiedenen Werkstoffen (auch ausLegierungen auf unterschiedlicher Basis)zu beziehen. So kann zum Beispiel fürgleiche Armaturen- und Pumpenteile derWerkstoff optimal auf die Aggressivitätdes jeweiligen Mediums abgestimmt wer-den. Die problemlose Werkstoffumstel-lung ist aber auch dann von Vorteil, wennhöhere Beanspruchungen auftreten alsvorher bekannt oder vorhersehbar waren.Dann kann fast immer ein besser geeig-neter Werkstoff gewählt werden.
Bild 49: 200 g leichtes aber hoch belastbares Feingussteil Fu raste für otor-Cross- rafträder aus G42Cr o4 (W.-Nr. 1.7227), welchesin der Gie erei nicht nur entwickelt und gefertigt, sondern auch montiert und aarweise samt Zubeh r als Bausatz (rechts) direkt zurontage zur Verfügung gestellt wird (Bild: Feinguss Blank, iedlingen)
Bild 50: Einsatz von -Techniken in derDentaltechnik zurHerstellung von individuellüber 3D-Datenmodell gestalteten ronenundBrücken aus s eziellen k r ervertäglichenLegierungen imFeingie verfahren (Bild: En-visiontec, arl)

21
3.4 Stähle für den FeingussFür die feingegossenen Stähle gelten diebetreffenden DIN und DIN EN-Normen,die im Anhang Teil 1, S. 46, und denuellen 10 bis 12 aufgeführt sind. Zudem
sind diese zusammenfassend in derBroschüre „Stahlguss“, die bei der ZGV inDüsseldorf bezogen werden kann, aufge-führt und näher erläutert 10 . Im inter-nationalen Geschäft kommen noch dieentsprechenden nationalen Normen zurAnwendung, die bei den betreffenden Nor-mengremien bezogen werden können,die im Anhangteil aufgeführt sind. ImNachfolgenden wird deshalb nur auf dieBesonderheiten des Feingusseinsatzeseingegangen.
I. EinsatzstähleFeinguss eignet sich für alleAufkohlungs-verfahren, wie dem Bad- oder Gasauf-kohlen. Legierte Einsatzstähle werdenden unlegierten meist vorgezogen, weilsie besser zu gießen sind, bessere me-chanische Eigenschaften aufweisen unddennoch kaum mehr kosten als unlegier-te. Bevorzugte Legierungen sind derG16CrMo4 (W-Nr. 1.7242), der G15CrNi6(W-Nr. 1.5919) und der C18D (W-Nr.1.0416). Im einsatzgehärteten Zustandwerden diese Sorten für Bauteile hoherOberflächenhärte und Verschleißfestig-keit (Härtewerte von 59 bis 65 H C)genutzt, die zum Beispiel als Schalt-klinken und -räder, Nocken, Druckstücke,Klemmplatten, Hebeln sowie Waffentei-len zum Einsatz kommen.
II. NitrierstähleDa sich aluminiumlegierte Nitrierstähle of-fen nur schlecht vergießen lassen, bietetder Feingießer Cr-Mo-V-legierte Sortenan. Sie sind auf hohe Festigkeiten zu ver-güten und nehmen bei geringstem Härte-verzug an der Oberfläche Härten von über750 bzw. 900 HV an. Der G 38CrMoV5-1(W-Nr. 1.2343) ist ein Warmarbeitsstahlaus dieser Gruppe, der bevorzugt imFeinguss zur Anwendung kommt.
III. Vergütungsstähle
Nur sachgemäßes Vergüten verleiht die-sen Stählen die hohen Festigkeiten undZähigkeiten. Sie sind flamm-, induktions-und tauchhärtbar. Die unlegierten Sortensind Schalenhärter, die bis etwa 5 mmTiefe einhärten. Bevorzugte Sorten sindhier der C45E (W-Nr. 1.1191) für Bautei-le ohne besondere Anforderungen, derC60E (W-Nr. 1.1221) für Bauteile mithöherer Festigkeit und guter Zähigkeit wiein Büro-, Druck-, Schuh-, Textil- undWerkzeugmaschinen und die legiertenSorten G42CrMo4 (W-Nr. 1.7225) undG50CrV4 (W-Nr. 1.8159) für Bauteile mitbestimmter Vergütungsfestigkeit bei guterZähigkeit, die bei Schnellverschlüssenvon Waffen, Sicherheits-, Flugkörper undZellenbauteilen zum Einsatz kommen. Istnach dem Gießen unerwünschtes and-entkohlen aufgetreten, wird dies durchentsprechendes Wiederaufkohlen aus-geglichen.
IV. Hochfeste StähleDiese höchst- beziehungsweise hoch-festen Stähle sind gut bearbeitbar undwerden erst nach dem Fertigbearbeitenpraktisch ohne Verzug ausgehärtet. IhreElastizitätsmoduln liegen weit über denender Leichtmetalle. Auch ihr Streckgren-zen/Gewichts-Verhältnis „Leistungsge-wicht“ erreicht je nach Konstruktion oftWerte, die über denen der Leichtmetalleliegen. Zu dieser Gruppe gehören dieSorten G 2NiCoMo18-9-5 (W-Nr. 1.6358)und G 2CrNiCoMo12-8-5 (W-Nr. 1.6980)im ausscheidungsgehärteten Zustand.
Wegen der geringen Wanddicken, die imFeinguss herstellbar sind, werden diesehochfesten Stähle in erheblichem mfangin der Luftfahrt eingesetzt. Außerdem bie-ten sie Vorteile bei Präzisionsteilen fürhöchstbeanspruchte Maschinen undWerkzeuge, besonders bei aummangelund kommen bei schnell laufenden Ma-schinen und Werkzeugen zum Einsatz.
m optimale technologischeWerte zu er-reichen, werden beide genannten Werk-stoffe im Vakuum erschmolzen und ver-gossen.
V. WerkzeugstähleDa bei Gussteilen kein ekristallisations-glühen durchgeführt wird, ist bei feinge-gossenen Werkzeugstählen die Wärme-behandlung besonders sorgfältig vorzu-nehmen. Beim Abkühlen in der Gießformeventuell auftretende andentkohlungwird durch entsprechendes Wiederauf-kohlen mit anschließendem Diffusions-glühen aufgehoben.
Scharfe, schneidende Kanten können we-gen der Oberflächenspannung der flüs-sigen Metalle nicht gegossen werden, sie
sind nur spanend zu fertigen.AmGussteilist deshalb ein kleines Aufmaß vorzu-sehen (siehe Bearbeitungszugaben undMesserkanten, Seite 36).
Mit Ausnahme der rostträgen Sorten,G 165CrMoV12 (W.-Nr. 1.2601) undG 90CrCoMoV17 (W.-Nr. 1.4535) sinddiese Werkzeugstähle nicht korrosions-beständig. Die unlegierten Sorten eignensich für Bauteile und Werkzeuge miteinem guten Widerstand gegen Schlag,Verschleiß und Druck, Handwerkzeugeund Körper von Verbundwerkzeugen. Dielegierten kommen als Messerstahl fürPapier, Textilen und Kunststoffe sowiezur Lebensmittelzerkleinerung zum Ein-satz.
VI. Verschleißbeständige Stähle
Die hier genannten Legierungen könnenoffen erschmolzen werden und erstarrennaturhart. Ihr Gefüge ist durch Wärmebe-handeln nicht zu beeinflussen oder zu ver-ändern. Bei nur geringen Zähigkeitswer-ten weist diese Werkstoffgruppe eineeihe günstiger Eigenschaften auf.
Sie sind als Stähle auf Cobalt-Basis Le-gierungen nicht magnetisierbar, hoch kor-rosionsbeständig und hoch verschleißfest.Bemerkenswert ist die hoheWärmehärte.Sie beträgt beispielsweise bei 700 °Cetwa 36 H C für G 250CoCrW48-33(W.-Nr. 2.8897).
Co-Basislegierungen haben relativ nied-rige Härtewerte, die ihre rsache in deraustenitischenGrundmasse haben. Die ho-he Verschleißfestigkeit beruht auf der Kalt-verfestigung der Grundmasse und auf denin ihr eingelagerten sehr harten Carbiden.Dadurch haben sie eine höhere Ver-schleißfestigkeit als gehärtete Werkzeug-stähle. Co-Basis-Hartlegierungen sindhartlötbar, jedoch ist Schweißen nicht zuempfehlen. Wenn Feinbearbeiten erfor-derlich sind, sollte oberhalb etwa 50 H Cgeschliffen oder erodiert werden.
Bild 52: Diverse feingegossene Werkzeugein-sätze aus G51CrV4 (W.-Nr. 1.8159) (Bild: Bu-derus, oers)
Bild 51: Getriebeteile für den Fahrzeugbau ausder Stahlgusslegierung G16Cr o4 (W.-Nr.1.7242) (Bild: Buderus, oers)

22
magnetisierbar. Das beeinträchtigt jedochdie Korrosionsbeständigkeit nicht, die, eindichtes Gefüge vorausgesetzt, nur vomLegierungstyp und der Oberflächenbe-handlung bestimmt wird. Die Schweiß-barkeit ist gut. Bei artgleichen Zusätzenist jedoch der Stabilisator (Ti, Ta/Nb) zubeachten.
Titanstabilisierte und nichtstabilisierteaustenitische Stähle lassen sich gut Hoch-glanz polieren. Sie werden deshalb auchfür sichtbare Armaturen an Lebensmittelverarbeitenden Maschinen verwendet. Beiverschiedenartigem, nicht vorhersehba-rem oder wechselndem chemischenAngriff durch Säuren oder Laugen hat sichdie Sorte G 5CrNiMoNb18-10 (W-Nr.1.4581) bewährt, so beispielsweise beiPumpen und Armaturen.
Wird außer hoher Korrosionsbeständig-keit auch hohe Härte und/oder hohe Ver-schleißfestigkeit gefordert (zum Beispielan Sitzen von Ventilen oder Schiebern inArmaturen), dann sind Hartlegierungen zuverwenden.
Bei sehr hoher dynamischer Beanspru-chung und daraus resultierender Kriech-gefahr können die austenitischen Stählenicht verwendet werden. Es sind dann dieim Vakuum erschmolzenen Ni- und Co-Basislegierungen einzusetzen.
Bauteile aus austenitischen Stählen sindgut dafür geeignet, mit solchen aus Al-Basislegierungen zusammengebaut zuwerden, weil wegen der geringen n-terschiede in den Spannungspotentialenpraktisch keine galvanische Elementbil-dung auftritt.
Zum Einsatz kommen diese Legierungenfür Blech-, Draht- und Fadenführungen,wo ihre hohe Verschleißfestigkeit gefor-dert ist. Bei Gleitringdichtungen in Säure-pumpen undArmaturen, Ventilteilen, Ver-schleißbuchsen, Werkzeugen, Mess- undmedizinischen Geräten kommen die zu-dem hohe Korrosionsbeständigkeit auf-weisenden Sorten zur Anwendung. DerG 250CoCrW48-33 eignet sich des Wei-teren für Warmpressmatritzen.
VII. Nichtrostende ferritisch-martensi-tische Stähle
Zwar werden die hier genannten Cr-Stäh-le nach DIN EN 10283 als nichtrostendaufgeführt, treffender ist aber die Bezeich-nung „rostträge“. Aufgrund ihrer hohenChromgehalte weisen sie gegenüber vie-len Medien eine gute Korrosionsbestän-digkeit auf, die unter der Voraussetzungeines dichten Gefüges, mit der Werkstoff-härte und der Oberflächengüte, die durchBeizen, Schleifen, Polieren erzielt wird,ansteigt, aber nicht die der austenitischenStähle erreicht.
Die Chromstähle sind magnetisierbar undtemperaturbeständig.Siewiderstehen leich-ten korrosiven Angriffen, zumBeispiel durchWasser, Feuchte, Dampf, oxidierendeSalzlösungen und schwache Säuren. Siewerden deshalb für Gussteile höhererFestigkeit, die rostträge sein müssen,verwendet.
Im Feinguss kommen bevorzugt die Sor-ten G 22CrNi17 (W-Nr. 1.4059), G 9Cr-Mo17-1 (Sonderwerkstoff) und G 4Cr-Ni13-4 (W.-Nr. 1.4317) im vergüteten Zu-stand zur Anwendung. Die Erstgenanntehat ihr bevorzugtes Anwendungsgebietbei Teilen, die gegen Luftfeuchte, Dampf,Wasser und häufiges Handhaben bestän-dig sein sollen. Die zweite Legierungkommt vorzugsweise für optische, me-dizinische und andere Messgeräte imTemperaturbereich bis 500 °C zum Ein-satz. Weitere Anwendungsgebiete sindhitze- und verschleißbeständige Armatu-renteile sowie hochfeste korrosionsbe-ständige und Salzwasser beständigeBauteile.
VIII. Nichtrostende austenitische StähleDie austenitischen Stähle sind je nach Le-gierungstyp rost-, säure-, hitze- und/oderzunderbeständig bis etwa 900 °C (Ver-sprödungsbereich beachten ). Sie weisenhohe Duktilitätswerte auf und sind kaltzähbis etwa -190 °C. Als austenitische Werk-stoffe sind sie nicht härt- oder vergütbarund nicht oder nur schwach magnetisier-bar. Da sie kaltverfestigen, sind sieschwieriger zu bearbeiten als andereStähle gleicher Festigkeit. In Partien, diezum Beispiel durch Schnittkräfte, Druck,Schlag oder Biegen kaltverfestigt werden,wandelt das Gefüge um und wird schwach
Bevorzugt kommen im Feinguss dieSorten G 5CrNi19-10 (W-Nr. 1.4308) undG 5CrNiMoNb18-10 (W-Nr. 1.4581) imabgeschreckten Zustand zurAnwendung.Einsatz finden diese Feingussteile inPumpen, Zentrifugen, ührwerken, Ven-tilen, Armaturen der chemischen, Textil-,Kunstseide-, Zellstoff- und Kaliindustrieaber auch fürAnlagen der Luft-, Stickstoff-und Sauerstoffverflüssigung und für Teilevon Maschinen, die Lebensmittel, Geträn-ke, Genussmittel, Gewürze und Arznei-mittel verarbeiten. Die Sorte G 12CrNi18-11 (W-Nr. 1.3955) besticht durch ihremagnetische Permeabilität von / 1,01.
IX. DuplexstähleDuplexstähle nach DIN EN 10283 habenein austenitisch-ferritisches Zweiphasen-gefüge mit etwa gleichen Volumenantei-len an Ferrit und Austenit. Aufgrund derLegierungselemente Cr, Ni und Mo ver-fügen sie über hervorragende Korrosions-eigenschaften. Gegenüber den austeniti-schenWerkstoffen werden deutlich höhe-re Festigkeiten erzielt, die erheblicheVorteile bringen beim Einsatz in Medienmit Feststoffanteilen. Sie sind wie Auste-nite nicht härt- oder vergütbar.
Aufgrund der hohen Versprödungsnei-gung ( Versprödungsbereiche bei 700 bis900 und bei 400 bis 600 °C) sind dieseWerkstoffe einem Lösungsglühen beietwa 1 100 °C mit raschem Abschreckenin Wasser oder vergleichbaren Medien zuunterziehen. Zum Erzielen einer höherenFestigkeit sind absichtliche Versprödun-gen um 500 °C möglich, die jedoch zueiner deutlich geringeren Duktilität undschlechterer Korrosionsbeständigkeit füh-ren.
Die am häufigsten zur Anwendung kom-mendenWerkstoffe, wie G 2CrNiMoN22-5-3 (W-Nr. 1.4470) oder G 2CrNIMoCu-N25-6-3-3 (W-Nr. 1.4517), sind in derDINEN 10283 „Korrosionsbeständiger Stahl-guss“ genormt. e nach Anforderungs-profil an die Korrosionseigenschaftenkann zwischen den Standard- und denSuperduplex-Werkstoffen unterschiedenwerden.
Die für das Korrosionsverhalten entschei-denden Elemente werden in Form einerWirksumme („Pitting Corrosion esis-tance E uivalent - P E „), die einen Zu-
FlugzeugenausGNiCr19Nb oTi,Abmessun-gen: 80 x 86 x 84 mm, Gewicht: 980 g (Bild:Zollern, Sigmaringen)
Bild 54: Verschluss latte für den Fahrzeugbau aus Stahlfeinguss der Sorte G 5CrNi19-10(W.-Nr. 1.4308), Gr tma etwa 160 mm, Gewicht: 300 g (Bild: N , Neukirchen)
Bild 53:Wärmeabnehmer für limaanlage in

23
sammenhang zwischen der Lochfraßbe-ständigkeit und der ehemaligen Zusam-mensetzung herstellt, zusammengefasst.
P E Cr 3,3Mo 16N (1)
(Massenanteile von Cr, Mo und N in )
X. Hitze- und zunderbeständige StähleBei Temperaturen über 500 bis 600 °Csind hitzebeständige Stähle erforderlich.Sie sind, bedingt durch ihre hohen Chrom-gehalte, je nach Legierungszusammen-setzung, beständig gegen verzunderndeGase. Es kommen sowohl ferritische alsauch austenitische Stähle zum Einsatz.Bei allen austenitischen Stählen ist zu be-achten, dass sie in bestimmten Tempe-raturbereichen verspröden (können) undbei entsprechend hoher Beanspruchungnicht kriechfest sind.
bliche Feingusslegierungen dieserWerkstoffsorte sind der G 40CrSi13(W.Nr. 1.4729) und der G 40CrNiSi25-20(W-Nr. 1.4848), die für fenteile, Apparateund stationäre Gasmotoren sowie Ver-brennungsmotoren Einsatz finden.
XI. Hochwarmfeste offen erschmolzeneStähle
Die offen erschmolzenen hochwarmfes-ten Werkstoffe sind gegen heiße Medien(Dämpfe, Gase) beständig. Werte für dieZeitdehngrenze und Zeitstandfestigkeitwerden auf Anfrage vom jeweiligen Fein-gießer genannt. Wegen ihrer guten Kriech-festigkeit können sie auch für statisch unddynamisch hochbeanspruchte Bauteile beiniedrigen Betriebstemperaturen Verwen-dung finden.
Bevorzugte Stahlgusslegierungen sindder G 20CrCoMo12-21 (W.-Nr. 1.4912)und der G 15CrNiCo21-20-20 (W-Nr.1.4957), die für Turbinenbauteile, Bren-nereinsätze, Vorkammern, Strebenhal-tern, Leitschaufeln und Nachverbren-nungsteile zum Einsatz kommen. FürTurbolader- und Gasturbinenteile sowieLeitschaufeln werden hier auch spezielleCo-Legierungen (siehe Kapitel 3.5) ein-gesetzt.
3.5 Nickel- und Cobalt-Basis-legierungen
I. Hochkorrosionsbeständige Legie-rungen
In Fällen, in denen die Korrosionsbestän-digkeit der austenitischen Stähle nicht(mehr) ausreicht, werden Nickel- und Co-balt-Basislegierungen verwendet, vondenen hier je ein Typ als Vorzugslegie-rung für den Feinguss genannt ist: GNi-Cr20Mo15 und GCoCr28Mo. Diese Werk-stoffe haben ein austenitisches Grund-gefüge, sind nichtmagnetisierbar und nochetwas schwieriger zu bearbeiten als dieaustenitischen Stähle. m Werkstoffedieser Art optimal auszuwählen, ist eserforderlich, dass sich Feingussbezieherund Feingießer detailliert abstimmen.
Die Cobaltlegierungen haben ihr Haupt-anwendungsgebiet in der medizinischenImplantattechnik (Bild 56). Sie kommenwegen ihrer guten Körperverträglichkeitbei Hüft- und Kniegelenkimplantaten so-wie bei metallischem Zahnersatz (Dental-guss) zum Einsatz.
II. Hochwarmfeste offen erschmolzeneLegierungen (Co-Basislegierungen)
Die offen erschmolzenen hochwarmfes-ten Werkstoffe sind gegen heiße Medien(Dämpfe, Gase) beständig. Werte für dieZeitdehngrenze und Zeitstandfestigkeitwerden auf Anfrage vom jeweiligen Fein-gießer genannt.Wegen ihrer guten Kriech-festigkeit können sie auch für statisch unddynamisch hochbeanspruchte Bauteilebei niedrigen Betriebstemperaturen Ver-wendung finden.
Neben den unter 3.4 beschriebenen Stahl-sorten kommen für Turbolader- und Gas-turbinenteile die Co-Basislegierung GCo-Cr25NiW und die spezielle Leitschaufel-und -ringelegierung GCoCr-20Ni20W (W-Nr. 2.4989) zum Einsatz (Bild 55).
III. HochwarmfestevakuumerschmolzeneLegierungen (Ni-Basislegierungen)
Die große dynamische Belastbarkeit beihohen Temperaturen wird bei diesen Ni-ckel-Basislegierungen durch Ausschei-dungshärten erreicht. Die Metalle, die diesüber intermetallische Verbindungen be-wirken, sindAluminium und Titan. Wegender Affinität zu Sauerstoff muss unterLuftabschluss geschmolzen und gegossenwerden, also unter Vakuum oder Schutz-gas. AlsAustenite sind die hochwarmfes-ten Legierungen kaltverfestigend und dem-entsprechend schwierig zu bearbeiten.
Diese Legierungen sind ursprünglich fürGasturbinenschaufeln in Flugtriebwerkenentwickelt worden. Inzwischen werden sieauch für otoren von Abgas-Turboladernund Schaufeln von stationären und be-weglichen Frischgas-Turbinen verwendet.Bevorzugte Feingusslegierungen dieserGruppe sind die GNiCr12Al6MoNb (W-Nr.
2.4670) und die GNiCr16Co8AlTi (Son-derwerkstoff). Verbindliche Zeitstandwertenennt der Feingießer, mit dem auch vor-her die Abnahmebedingungen zu verein-baren sind.
edoch auch bei niedrigen Betriebstem-peraturen empfehlen sich diese Legie-rungen für dynamisch und statisch hochbelastete, korrosionsbeständige Maschi-nen- und Geräteteile, an deren Kriechfes-tigkeit hohe Anforderungen gestellt wer-den. Die hochwarmfesten Legierungenbieten somit auch für „normale“ Betriebs-temperaturen die Voraussetzung, Bautei-le kleiner, mit geringerenWanddicken unddamit leichter, also wirtschaftlicher, zukonstruieren und zu bauen.
Für stengel- und monokristallin erstarrteFeingussteile sind besondere, in der Ta-belle nicht aufgeführte Legierungen er-forderlich. Ein solcher Bedarf ist mit dem-jenigen Feingießer zu besprechen, derdarauf eingerichtet ist, diese Legierungenzu schmelzen, zu gießen und gerichteterstarren zu lassen.
3.6 GusseisenGusseisen gehört nicht zu den meist ge-nutzten Feingusswerkstoffen. Die Ver-wendung ist aber prinzipiell möglich. Guss-eisen mit Lamellengraphit (alt: GG, neu:G L) wird verwendet, wenn gute Gleit-und Notlaufeigenschaften oder ein hohesDämpfungsvermögen gegenüber Schwin-gungen gefordert werden. Bevorzugt wirdhier die Legierung EN-G L-250 (W-Nr.EN- L1040) genutzt. Wird zusätzlich zuden genannten, typischen Eigenschaftenvon unlegiertem Gusseisen auch Korro-sionsbeständigkeit gefordert, so kommtdas austenitische Gusseisen G LA-NiCu-Cr15-6-2 (W-Nr. EN- l3011) zum
Einsatz. Es ist nicht magnetisierbar undhat eine hohe Wärmeausdehnung.
Aus Gusseisen mit Kugelgraphit (alt GGG,neu: G S) werden solche Bauteile fein-gegossen, an die neben Gleit-, Notlauf-und/oder Dämpfungseigenschaften au-ßerdem höhere Anforderungen an dieZähigkeit und Festigkeit gestellt werden.Eine hier eingesetzte Legierung ist dieEN-G S-400-15 (W-Nr. EN- S1030).
Bild55:Turbinenschaufeln fürdenAirbusA380nach dem Vakuum-Differenzdruck-Verfahrengefertigt (Bild: 1zu1 rotot en, Dormbirn)
Bild 56: Feingussrohlinge Im lantate für dieedizintechnik aus einer CoCr o-Legierung
gemä AST F75 (Bild: Buderus, oers)

24
3.7 Aluminium-Basislegie-rungen
Wegen seiner geringen Dichte und derguten mechanischen Eigenschaften wirdAluminiumfeinguss vor allem in der Elek-tro- und Elektronikindustrie eingesetzt.Das Gleiche gilt für Flugzeugbau und fürGeräte, die aus Handhabungsgründenleicht sein müssen 13, 14 .
Im Vergleich zumDruckguss zeichnet sichFeinguss durch ein dichteres Gefüge, diedefinierten elektrischen und thermischenLeitwerte sowie relativ niedrige Werk-zeugkosten aus. Hinzu kommt, dass Fein-guss praktisch keine Aushebeschrägenerfordert und wesentlich kompliziertereKonstruktionen ermöglicht. Wenn Druck-gießen und Feingießen für ein bestimmtesTeil in Frage kommen, lohnt sich aus die-sen Gründen eine Vergleichskalkulationmit Blick auf die Werkzeugkosten dann,wenn es sich um relativ kleine Stückzah-len handelt. Zwar kann wegen der sons-tigen Einflussgrößen keine feste Grenz-kostenstückzahl angegeben werden, aberbis etwa 1000 Stück wird meist Feingie-ßen wirtschaftlicher sein.
Nicht nur die Druckgießform, auch die da-ran eventuell notwendigen nderungensind sehr aufwändig. Daher hat es sichbewährt, für geplante Druckgussgroßse-rien die Vor- und Versuchsserien fein-zugießen. Wenn die mit den Feinguss-teilen durchgeführten Testreihen abge-schlossen sind, kann nahezu risikolos aufDruckgießen übergegangen werden.
m galvanische Elementbildung zu ver-meiden, werden Bauteile aus Al-Basis-legierungen vorteilhaft mit solchen ausaustenitischen Stählen und austeniti-schen Legierungen zusammenmontiert.
Die EN AC-AlSi7Mg0,6 (W.-Nr. EN AC-42200) im warmausgelagerten Zustand istdie Standardlegierung für Feingussteile,die gut gieß- und schweißbar ist. DieseLegierung ist eine in vielen Industrielän-
dern genormte Hüttenlegierung mit sehrguten Gieß- und Korrosionseigenschaf-ten. Sie ist druckdicht, unempfindlich ge-gen Spannungsrisskorrosion, seewasser-beständig, anodisch oxidierbar und lässtsich sehr gut schweißen und gut polieren.Produkte aus dieser Legierung werdenfarblos oder farbig und für technischeZwecke auch schwarz anodisiert geliefert.Sie findet Einsatz bei Teilen für die Elek-tro- und Elektronikindustrie sowie im Flug-körper- und Zellenbau.
Die EN AC-AlCu4MgTi (W.-Nr. EN AC-21000) kommt sowohl kalt- als auchwarmausgelagert zum Einsatz, wenn andie gefertigten Teile höhere Ansprüchegestellt werden. Die ENAC-AlMg3(a) (W.-Nr. EN AC-51100) zeichnet sich bereitsim Gusszustand durch eine sehr guteKorrosionsbeständigkeit gegen Meer-wasser, schwach alkalische Medien undWitterungseinflüsse aus.
Wenn es auf weitere Gewichtsredzierungankommt, kann auch Magnesium feinge-gossen werden. Allerdings ist hier ausWirtschaftlichkeitsgründen, wegen deraufwändigeren Fertigungstechnologieund schlechteren Gießbarkeit, zu prüfen,ob nicht, wie in den meisten Fällen, eineAl-Basislegierung günstiger ist.
3.8 Titan und Titan-Basisle-gierungen
Titanlegierungen wurden 1954 erstmaligin den SA im Feinguss vergossen. Titanals reaktives Metall mit hoher Schmelz-temperatur kann nur unter Luftabschluss,also im Vakuum, erschmolzen und ver-gossen werden. Die Wärmebehandlungund auch ein eventuelles Schweißen er-folgen unter Schutzgas. Die hohe eakti-vität des Titans erfordert ein Schmelzennach der Skull-Melting-Technik im Vaku-umlichtbogenofen. Wegen der für Titanüblichen eaktionszone, die durch Beizenentfernt werden muss, lassen sich die fürFeinguss üblichenWandstärketoleranzenwegen der Notwendigkeit des Beizensschwierig erreichen. Es kann bei den Maß-toleranzen praktisch nur der Genauig-keitsgrad T1 nach VDG- erkblatt 6907 angewendet werden.
Titan und seine Legierungen sind weit-gehend beständig gegen freie Chlorionen,oxidierende und reduzierende Säuren so-wie unempfindlich gegenüber Lochfraß,um nur einige Beispiele zu nennen. Da-raus ergeben sich zahlreiche Anwendun-gen unter anderem in der chemischen undder Lebensmittel verarbeitenden Indus-trie, aber auch für Implantate in der Hu-manmedizin.
Die günstige spezifische Festigkeit wirdbesonders bei Bauteilen für die Luft- undaumfahrt sowie enn- und Sportwagen
umfangreich genutzt. Titan ist je nach Le-gierungstyp bis maximal 550 °C einsetz-bar. Gleich den austenitischen Werkstof-fen verfestigt Titan kalt, was beim Bearbei-ten zu berücksichtigen ist.
Alle Gussteile werden aus kommerziellenHalbzeuglegierungen hergestellt. blicheLegierungen im Feinguss sind die G-Ti2(W.-Nr. 3.7031) , GTi3 (W-Nr. 3.705) und
Bilder AL
Bild 58: Feingussteil Housing für Fluggeräte aus dem Werkstoff EN AC-AlSi7 g0,6 wa (W.-Nr. EN AC-42200) nach dem S HIA-Verfahrengefertigt, Abmessungen: Dmr. 410 x 200 mm, Gewicht: 7400 g (links)Bild 59: Elektronikgehäuse für die Luftfahrt aus dem Werkstoff EN AC-AlSi7 g0,6 wa (W.-Nr. EN AC-42200), Abmessungen: 600 x 250 x165 mm, Gewicht: 3200 g ( itte)Bild 60: um engehäuse für Triebwerk aus demWerkstoff ENAC-AlSi5Cu1 wa (W.-Nr. ENAC-45300) nach dem S HIA-Verfahren gefertigt(rechts) (Alle Bilder: Zollern, Soest)
Bild 57:Gehäuse für einenFlugk r er,Abmes-sungen: 900 x 600 x 400 mm, mit einem ausmehreren Einzelteilen aufgebautem SLS- o-dell ausderLegierungENAC-AlSi7 g0,6 (W.-Nr. EN AC-42200) nach demHE remium-Casting gefertigt (Bild: Tital, Bestwig)

25
echanische Eigenschaften TNB-V2 TNB-V5 GE48-2-2
Streckgrenze bei T MPaStreckgrenze bei HT MPa
1050800
(800°C)
600570
(700°C)
310-385335
(760°C)
Festigkeit bei T MPaFestigkeit bei HT MPa
1080830
(800°C)
780740
(700°C)
410-445475
(760°C)
Dehnung bei TDehnung bei HT
1,05,0
(800°C)
0,51,75
(700°C)
0,65,1
(760°C)
Kriecheigenschaften s-1 6,00E-09T:800°C,p:250MPa
8,13E-10T:700°C,p:300MPa
5,50E-08T:760°C,p:138MPa
die G-TiAl6V4 (W.-Nr. 3.7165), die diegrößte wirtschaftliche Bedeutung hat. Beihöheren Einsatztemperaturen kommt zu-nehmend auch die Legierung G-TiAl-6Sn2Zr4Mo2Si (W.-Nr. 3.7145) nachDIN17865 zur Anwendung. Die in den Guss-teilen erzielten Eigenschaften liegen auf ei-nemdemHalbzeug vergleichbarenNiveau.
Die hohe Festigkeit des Titans gegen-über Aluminium und der geringe E-Modulgegenüber Stahl machen ein ichten dergegossenen Teile schwierig. Mit spezi-ellen Lehren aus Stählen mit ausgewähl-tenAusdehnungskoeffizienten kann aberbei der Wärmebehandlung das Gussteildurch Kriechen auf Maß gebracht werden.
TiAl-TitanaluminideTi-Al-Legierungen (TiAl) sind ein High-Tech-Werkstoff für Hochtemperaturan-wendungen. Die TiAl-Aluminide bildeneine Familie von intermetallischen Werk-stoffen, welche durch eine niedrige Dich-te, gute Hochtemperatureigenschaften,einen guten Korrosionswiderstand undhervorragende Kriecheigenschaften ge-kennzeichnet sind (Tabellen 2 und 3).Damit besitzen sie ein großes Potentialzur Anwendung in Bereichen, die bishervon Nickelbasis-Superlegierungen domi-niert wurden.
Limitierungen desWerkstoffeinsatzes aufGrund der niedrigen Duktilität bei aum-temperatur wurden bereits durch die Ent-wicklung neuer Legierungen überwun-
Tabelle 3: Die wichtigen mechanischen Eigenschaften der TiAl-Aluminiden
den. Legierungen der letzten Generationzeigen sehr attraktive Eigenschaften fürdie Herstellung von Turbinenschaufeln(Bild 64) oder Turboladerrädern (Bild 65).Durch eine starke Gewichtsreduktion vonbis zu 50 steigen die Ansprechzeitenvon beweglichen Komponenten, wodurchLeistung und Energieeffizienz deutlichverbessert werden. Hohe Schmelztempe-
raturen und die charakteristische eakti-vität von TiAl erfordern jedoch speziellangepasste Schmelzprozesse und che-misch und thermisch stabile Keramik-formschalen.
Titanfeingießereien sind darauf einge-richtet, auch Zirkonium und dessen Le-gierungen zu vergießen.
Tabelle 2: Dichte und Schmelztem eratur der technisch ange-wandten TiAl-Aluminiden
Bild 64: Turbinenschaufel aus TiAl-Aluminiden (Bild:ACCESS,Aachen)
Bild 65: Turbinenlaufräder aus TiAl-Aluminiden (Bild:ACCESS,Aachen)T - aumtemperatur
HT - Hochtemperatur
Bild 61: Fingergelenk-Im lantate für dieedizintechnik aus k r ervertäglichem
Titanfeinguss (N , Neukirchen)
Bild 62: Strator aus Titanfeinguss für Flug-zeugturbine mit angegossenen robestü-cken und 2mmdicken Schaufeln,Werkstoff:GTiAl6V4 (W.-Nr. 3.7264), Dmr. 570 mm, Ge-wicht: 18 500 g (Bild: Tital, Bestwig) (oben)
Bild 63: S iralgehäuse für eine Flugturbineaus GTiAl6V4 (W.-Nr. 3.7264) nach demuick-Cast-Verfahren gefertigt, Dmr. 450mm
(Bild: Tital, Bestwig) (links)
1 GKSS - Forschungszentrum Geesthacht GmbH2 GE - General Electrics
Legierung ChemischeZusammensetzung
Dichte
g cm
Li uidus-tem eratur
C
Erfinder
TNB-V2TNB-V5GE48-2-2
Ti-45Al-10Nb-0.2BTi-45Al-5Nb-0.2C-0.2BTi-48Al-2Cr-2N
4,24,03,9
15501530
1500 - 1520
GKSSGKSSGE

26
3.9 Kupfer- und Cu-Basis-Legierungen
Kupferlegierungen zeigen je nach Zusam-mensetzung unterschiedliche Eigen-schaften. In Verbindung mit Aluminiumund Eisen entsteht ein Werkstoff, der einehochfeste Korrosionsbeständigkeit ge-genüber Meerwasser zeigt. Typische Ein-satzgebiete sind Pumpenteile, Schiffs-propeller, Ventilgehäuse, Heißdampfarma-turen, Hydraulikteile, wassergekühlteAus-puffteile, Schiffsanbauten, Knetarme fürdie chemische Industrie, Wärmetauscher,sowie Gleit- und Druckstücke. Diese Le-gierungen besitzen auch guteAbrieb- undVerschleißfestigkeit, weiterhin sind sie nicht-magnetisch. Feingussteile aus Kupferund Kupfer-Basislegierungen werden zu-dem bevorzugt von der Elektro- und Elek-tronikindustrie verwendet, die bestrebtsind, immer kleiner und leichter zu bau-en. Im Feinguss kommt vor allem die Kup-fer-Aluminium-Legierung CuAl10Fe5Ni5-C (W-Nr. CC333G) (entspricht der DIN-Sorte CuAl10Ni) zum Einsatz.
Kupfer-Zinn-Legierungen zeichnen sichdurch hohe Dehnungseigenschaften, Kor-rosions- und Meerwasserbeständigkeit,sowie gute Kavitationsbeständigkeit aus.Weiterhin besitzen sie gute Gleit- undDämpfungseigenschaften. Die CuSn10-C(W-Nr. CC480K) und CuSn12-C (W-Nr.CC483K) sind hier bevorzugte Feingussle-gierungen. Die günstigen technologischenEigenschaften werden ferner für Textil-maschinen- und Armaturenteile genutzt.
Cu-Zink-Basislegierungen sind wegenihrer guten Gleiteigenschaften und ihrerKorrosionsbeständigkeit außerdem fürTeile geeignet, die reibendem Verschleißund/oder chemischem Angriff zum Bei-spiel durch Meerwasser ausgesetzt sind.So wird die Sorte CuZn16Si4-C (W-Nr.CC761S) beispielsweise für Kompassteileverwendet, bei denen es auf völlige Nicht-magnetisierbarkeit ankommt.
Kupfer-Zink-Legierungen zeichnen sichdurch eine besonders gute Gießbarkeit fürdünnwandige Teile aus, sie besitzen eben-falls gute Korrosionseigenschaften. Typi-sche Anwendungsgebiete sind kompli-zierteArmaturenmit geringenWanddicken. Informationsmaterial der Zentrale für Gussverwendung
unter e-mail:[email protected] und Tel. (02 11) 6871-223Die Vielfalt der Gusswerkstoffe mit ihren unterschiedlichen Eigenschafts-profilen ist groß. Erst die richtigeWerkstoff- undVerfahrensauswahl und einegieß- und anwendungsgerechte Gussteilkonstruktion ermöglichen es, dieVorteile eines Gussteils voll auszuschöpfen. Die ZGV-Zentrale für Gussver-wendung hat für die wichtigsten Fragen und Problemstellungen bei der
Werkstoffauswahl, Gusskonstruktion und GussanwendungSonderdrucke und Werkstoffmonographien, die auf Anfrage zur Klärungbestehender Fragen zu diesen Themen zur Verfügung gestellt werden:
Fordern Sie das Lieferverzeichnis unter e-mail: [email protected] an!Bild 66: Gehäuse mit integriertem Hohlleiterfür die HF-Technik, Werkstoff CuZn16Si4-C(ENCC761S),Abmessungen:110x95x60mm,Gewicht 795 g (Bild: ZGV)
II. Heißisostatisches PressenBeim HIP-Verfahren („Hippen“) werdendie zu behandelnden Feingussstücke ineinem Autoklaven unter Schutzgas (Ar-gon) hohen Drücken und Temperaturenausgesetzt, zum Beispiel bei Stählen undNi-Basis-Legierungen bis 1500 bar undüber 900 °C. Dabei werden die Porendurch Fließen des Werkstoffs im Mikro-bereich unter gleichzeitigem „Verschwei-ßen“ der Porenwände geschlossen. DasHIP-Verfahren kommt bei eingeschlosse-nen Poren zurAnwendung. Grundsätzlichist das Verfahren für alle Feingusswerk-stoffe einsetzbar. Das Hippen erforderteine nachfolgende Wärmebehandlung,weshalb die Wärmebehandlung desGussteils generell nach diesem Prozesserfolgen sollte.
3.10 NachdichtenWird in besonderen Fällen eine Steige-rung der Gefügedichtheit gefordert, sokönnen die Werkstücke imprägniert oderheißisostatisch gepresst werden.
I. ImprägnierenHierbei erfolgt das Abdichten von Poro-sitäten durch Tränken der Gussteile mitzum Beispiel flüssigen Kunststoffen oderMitteln auf Wasserglasbasis. Das Impräg-nieren erfolgt nach der Vakuum/Druck-methode, die ein optimales Infiltrieren desAbdichtmittels sichert. Die Druckver-dichtung durch Imprägnieren kommt beioffenen Oberflächenfehlern zur Anwen-dung.
Bild 67: Schaufelrad für denLandmaschinen-bau ausG-CuZn15Si4-C (W.-Nr. CC761S),Ab-messungen: Dmr. 170 x 30mm, Gewicht 410 g(oben links)
Bild 68: Schaltfinger für Elektronik aus G-CuZn34Al2-C (W.-Nr. CC764S), Abmessun-gen 50 x 40 x 20 mm, Gewicht. 43 g (obenrechts)
Bild 69: Führungsstück für den Fahrzeugbauaus G-CuZn35Al1 (W.-Nr. CC765S); Abmes-sungen. 90 x 60 x 40 mm, Gewicht: 250 g(unten rechts) (Alle Bilder: ZGV)

27
4 Konstruieren undGestalten
Feingießen erweitert die Freiheit des kon-struktiven Gestaltens außerordentlich. Essind sehr kompliziert und komplex ausge-führte Werkstücke mit geringen Wand-dicken, hoher Oberflächengüte und engenMaßtoleranzen herstellbar. Zusammen mitder Werkstoffvielfalt werden für Konstruk-tionsaufgaben der verschiedenstenArt mitFeinguss oft neue, vor allem aber wirt-schaftliche Lösungen gefunden.
Ein unter allen technischen und wirtschaft-lichen Gesichtspunkten optimal gestalte-tes Feingussteil setzt den engen Kontaktzwischen demGestaltenden und demFein-gießer voraus: hier die konstruktiven For-derungen, dort die fertigungstechnischenMöglichkeiten. Das Ergebnis einer solchenZusammenarbeit sind anwendungstech-nisch optimierte Bauteile, hergestellt mitmöglichst geringem Fertigungsaufwand.Gestaltende in diesem Sinne sind Kon-strukteure und Entwicklungsingenieure,betriebliche Führungskräfte sowie tech-nische Kaufleute und Einkäufer, die neueund rationelleWege suchen, wirtschaftlichzu fertigen.
Trotz aller Freizügigkeit beim Konstruie-ren in Feinguss empfiehlt es sich im Inte-resse verbesserter Wirtschaftlichkeit,einige Hinweise zu beachten, um den Fer-tigungsaufwand möglichst niedrig zu hal-ten. Damit werden einerseits die physika-lischen Gesetzmäßigkeiten beim Gießensowie der Arbeitablauf vomWerkzeug biszum Gussstück berücksichtigt, anderer-seits zeigen sie weitere Potenziale auf,die mit dem Feingießen zu erreichen sind.Ein „richtig“ konstruiertes Feingussteilsollte demnach folgenden Gesichtspunk-ten gerecht werden:- wirtschaftlich,- funktions- und beanspruchungsgerecht,- feingießgerecht,- bearbeitungsgerecht,- montagegerecht,- formschön.
4.1 WirtschaftlichkeitIn jedem Fall gilt die Faustregel: e kom-plizierter einWerkstück und/oder je schwie-riger es zu bearbeiten ist, desto wirtschaft-licher ist es, feinzugießen. Beste Wirt-schaftlichkeit und optimale Gestalt wer-den jeweils so erreicht.
Der Konstrukteur lässt das im Blickpunktstehende Teil vor seinem geistigen Augesozusagen „schrumpfen“ beziehungswei-se abmagern, um so die kleinstmögliche,noch vertretbare Gestalt (Form, Kontur) zuerreichen. Er vermeidet Materialanhäu-fungen und schroffe uerschnittsüber-gänge, verringert sinnvoll Wanddicken,sieht Aussparungen vor und nutzt die ho-hen technologischen Werte feingegosse-ner Werkstoffe. Hierzu kommen heuteverstärkt die computerunterstützten Tech-niken zum Einsatz, auf die unter Punkt4.3 eingegangen wird.
Besonders geeignet ist für die Herstellungkosten- und masseoptimierter Gussteileauch die bionisch orientierte Bauteilge-staltung 16 .
Die allgemeinen Preis bestimmenden Fak-toren werden unter Kapitel 5 dargelegt.Im Wesentlichen werden sie gebildetaus Stückzahlen pro Gießeinheit, Sperrig-keitsgrad, Werkstoff, Toleranzen sowieden Abnahmekriterien.
4.2 Konstruktive Aspekte
4.2.1 AußenkonturDas Feingießen ermöglicht, wie schonmehrfach erwähnt, die Herstellung sehrkomplexer und filigraner Bauteile. Für dieoptimale Ausnutzung dieser Möglichkei-ten sind folgende egeln zu beachten.
I. Räumlich gekrümmte Flächenäumlich gekrümmte Flächen lassen sich
im Feingießverfahren genau und formtreureproduzieren. Die Wirtschaftlichkeit istdadurch gegeben, dass der dafür notwen-dige hohe Bearbeitungsaufwand nur ein-mal, nämlich beim Herstellen des Werk-zeuges, erforderlich ist.
II. TeilefamilienBei entsprechender Konstruktion könnensogenannte Teilefamilien gebildet wer-den, wenn es für ähnliche Teile möglichist, mit einem Werkzeug und mehrerenauswechselbaren Kernschiebern zu ar-beiten. Die Werkzeugkosten verringernsich dadurch spürbar (Bilder 70 und 71).
Andererseits kommt es aber auch zumBeispiel bei Elektronikgehäusen vor (Bild72), dass alle Details ein- und angegos-sen werden, die für mehrere, ähnliche Ein-bausätze gebraucht werden. Im Einzelfallwerden sie selten alle genutzt. Das betreffen-de Gussstück ist dann aber vielseitig ver-
Bild 72: Elektronikgehäuse aus EN AC-AlSi7-g.0,3wa(W.-Nr.ENAC-42100),Abmessungen:
330 x 280 x 240 mm, Gewicht: 5 400 g (Bild:Zollern, Soest)
Bild 70: e nach den betrieblichen Anforde-rungen (z. b. Turbolader, ältetechnik) wer-den Verdichterräder aus Al- und Ti-Basis-Legierungen feingegossen, a e bis etwaDmr. 900 mm, Gewicht bis rund 35 kg (Bild:Tital, Bestwig)
Bild 71: Zangeneinsätze für denWerkzeugbauaus G51CrV4 (W.-Nr. 1.8159) (Bild: Buderus,oers)
Bild 73: Bildung von Teilefamilien durch verschiedene ernschieberausführungen
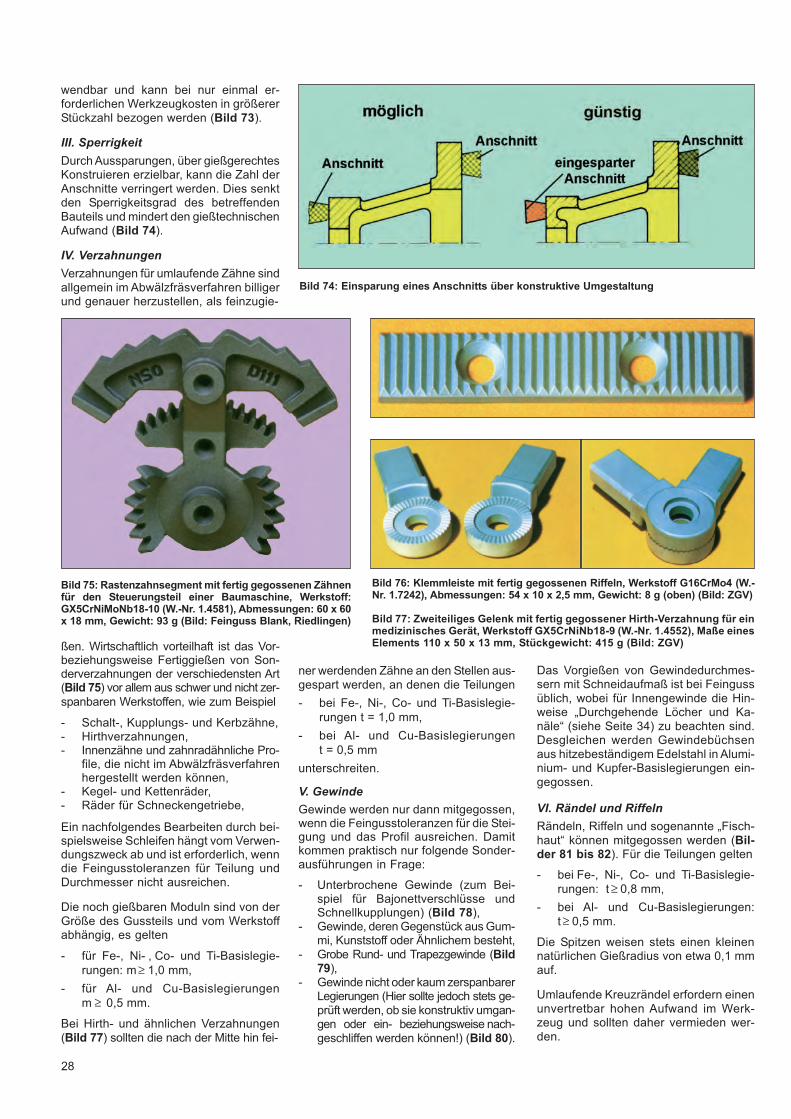

29
Bild 81: Baumaschinenteil mit vor-gegossenerVerzahnungund ände-lung,WerkstoffG 5CrNi o-Nb18-10(W.-Nr. 1.4581), Abmessungen: Dmr.22 x Dmr. 9 x 59 mm, Gewicht: 44 g
Bild 82: ändelhülse für Elektrowerkzeug aus G16 nCr5(W.-Nr.1.7131),Abmessungen:Dmr.46 29x35mm,Gewicht:123 g (Beide Bilder: ZGV)
Bild 79: Verschluss für W-Schiebedach, für die Vorserie einteilig aus Vergütungsstahlfeingegossen, Abmessungen: Dmr. 29 x 50 mm, Gewicht: 90 g (Bild: Buderus, oers)
Bild 78: elkmaschinengehäuse, WerkstoffG 5CrNiNb18-9 (W.-Nr. 1.4552), Abmessun-gen: Dmr. 84 x 47 mm, Gewicht: 520 g (Bild:Buderus, oers)
BIld 80: Hüftschalen-Im lantatteil aus Titanoder Ti-Basislegierung mit angegossenen Ge-windesegmenten, Abmessungen: Dmr. 47 x26 mm, Gewicht: 31 g (Bild: Tital, Bestwig)
4.2.2 Innenkontur und Hinter-schneidungen
Die hochentwickelte Kerntechnik desFeingießverfahrens bietet bei Innenkon-turen und Hinterschneidungen vielfältigeMöglichkeiten zum kostengünstigen Ge-stalten. So können oft mehrere Konstruk-tionselemente zu einem Teil „aus einemGuss“ zusammengefasst werden, womitaufwändige Passungsarbeiten und dasZusammenfügen samt Montageeinrich-tungen eingespart werden. Es könntenInnenkonturen ausgebildet werden, dieauf andereWeise nicht oder nur schwierigherzustellen sind. Hierfür werden Hand-einlagen, Kernschieber und/oder Einlege-kerne imWerkzeug verwendet. Auch kön-nen Modelle aus einzelnen Elementen zu-sammengebaut werden. Von den Möglich-keiten, die nachfolgend beschrieben wer-den, kommt in Abhängigkeit von der Bau-teilgestalt die jeweils wirtschaftlichste zumEinsatz.
I. Kernschieber und HandeinlagenWenn es die darzustellende Kontur er-laubt, werden imWerkzeug Kernschieberund/oder Handeinlagen vorgesehen undwenn möglich, die Kernschieber automa-tisch entformt. Oft müssen sie jedoch vonHand gezogen werden, was besondersbei Gehäusen mit vielfach hinterschnitte-nen Innenkonturen erforderlich ist (sieheauch Kapitel 2.1). Können die Kernschie-ber durch Drehen entformt werden, solassen sich auch kreisförmige Hinter-schneidungen ausbilden (Bild 83).
Bild 83: urvenstück (rechts geschnitten) ausG16Cr o4 (W.-Nr. 1.7242), dessen odelle mitHilfedrehbarer ernschieberhergestelltwerden,Abmessungen: 40 x 18 x 14 mm, Gewicht 20 g(Bild: Feinguss Blank, iedlingen)

30
Bild 86: Z linderko f für einen Dieselmotor aus Cr o-legiertem Vergütungsstahlguss ( it-te), dessenAusschmelzmodell mit Hilfe von wasserl slichen (grün) und keramischen (wei )ernen hergestellt wurde. (Bild: ZGV)
Bild 87: Zweiteiliges Ausschmelzmodell (links und itte) für einen Turbinenlaufring (rechts)aus einem hitzebeständigen hoch legierten Edelstahl, Abmessungen: Dmr. 230 x 58 mm, Ge-wicht: 3150 g (Bild: Buderus, oers)
II. Wasserlösliche KerneFür nicht zu enge Innenkonturen könnenwasserlösliche Kerne verwendet werden,für die allerdings je ein weiteresWerkzeugbenötigt wird. Sie werden in das Modell-werkzeug eingelegt und mit dem nichtwasserlöslichen Modellwerkstoff um-spritzt. Wird der Kern dann imWasserbadherausgelöst, entsteht die gewünschteInnenkontur. Diese Art der Kerntechnikwird unter anderem bei Hydraulikteilenangewendet (Bild 84).Voraussetzung ist,dass die entstandenen Hohlräume beimAufbringen der keramischen Schalenformordnungsgemäß ausgefüllt werden kön-nen.
III. Keramische KerneFür enge und/oder kompliziert gestaltete,hinterschnittene Gussteilhohlräume, dievom keramischen Formstoff bei der Form-herstellung nicht erreicht oder ausgefülltwerden können, kommen keramischeKerne zum Einsatz. Sie werden fertig ge-brannt in das Werkzeug eingelegt undverbleiben im Gegensatz zu den was-serlöslichen Kernen bis nach demAbgussin der Gießform.
Keramische Kerne sind für den Feingie-ßer Zulieferteile, die meist lange Lieferzei-ten haben. Dies ist bei der Terminplanungzu berücksichtigen. Obwohl sie hohenAufwand bedingen, rechtfertigt das damitErreichte die höheren Kosten. So sind dieInnenkonturen von Triebwerkschaufeln(Bild 85) gar nicht anders herzustellen.
IV. Kombinierte KerntechnikBei Gussteilen mit vielgestaltigen Innen-konturen und Hinterschneidungen werdenmehrere Kerntechniken gleichzeitig ange-wendet. Ein Beispiel mit keramischen undwasserlöslichen Kernen ist im Bild 86 zusehen.
Bild 85: Gasturbinenschaufel (links) aus einer warmfesten Nickel-Basislegierung und Schnitt durch dieses Teil ( itte), dessen schma-le ühlkanäle durch keramische erne (rechts) abgeformt werden,Abmessungen: 205 x 115 x 110mm,Gewicht: 4,1 kg (Bild: Doncasters)
Bild 84: Feingussteil (unten links), dessen Innenraum am Wachs-modell (unten rechts) durch einen wasserl slichen ern (hellgrün)abgeformt wird (oben) (Bild: Schubert Salzer, Lobenstein)
V. Zusammengesetzte ModelleIn anderen Fällen bietet sich das Zusam-mensetzen von Modellteilen an. Mit Hilfevon Passmarken werden sie exakt zu-sammengefügt und verbunden, wodurchdie hinterschnittenen Konturen entste-hen, wie beim Leitring im Bild 87. DieseArt zu verfahren ist oft auch wirtschaft-lich, wenn symmetrischeModelle aus zweioder mehreren gleichen Modellteilen zu-sammengesetzt werden können, weil nurein (Teil-)Werkzeug benötigt wird.
VI. Gekrümmte Kanäle
Können gekrümmte Kanäle konstruktiv sogestaltet werden, dass sie mit Kernschie-bern im Werkzeug herzustellen sind, soist dies besonders wirtschaftlich.
In allen anderen Fällen müssen wasser-lösliche oder keramische Kerne verwen-det werden, wofür jeweils ein Werkzeugfür ihre Herstellung benötigt wird (Bilder88 und 89).

31
Bild 88: Verschiedene glichkeiten zum Gestalten von gekrümmten anälen bei fein-gegossenen Gussteilen
Bild 89:Ansicht und Schnitt durch einen Saugk r er für ein h draulischesAggregat aus demWerkstoff EN-AC-AlSi7 g0,3 (W.-Nr. EN AC-42100), Abmessungen: 77 x 35 x 34 mm, Ge-wicht: 70 g, dessen eng dimensionierte Innenkonturen mit einem keramischen ern ausge-bildet werden. (Bild: Feinguss Blank, iedlingen)
4.2.3Funktions-undbeanspruchungs-gerechte Gussteilgestaltung
Oft besteht die Möglichkeit, wegen desgroßen Gestaltungsfreiraumes beim Fein-guss, mehrere bisher gefügte Teile wirt-schaftlich zu einem Gussteil zusammen-zufassen. Bezüglich der Ausführung derGusskonstruktion müssen dabei bestimm-te egeln beachtet werden, die nachfol-gend beschrieben werden.
I. IntegralgussausführungWerden mehrere Konstruktionselemente,die bisher beispielsweise durch Schwei-ßen, Schrauben und Löten zusammen-gefügt werden mussten, zu einem Fein-gussteil zusammengefasst, so entstehtein Integralgussteil aus einem Guss (Bild90). Das erhöht nicht nur die Funktions-sicherheit, zum Beispiel, wenn Schwin-gungen auftreten, sondern ist auch nochbesonders wirtschaftlich, da Werkzeug-kosten und Bearbeitungskosten reduziertwerden können.
Mit dem mstellen einer mehrteiligenMontage- in eine einteilige Feingusskons-truktion ist gleichzeitig die Möglichkeit ge-geben, einen wesentlich besser geeig-neten, aber teureren Werkstoff zu ver-wenden und dennoch einen Kostenvorteilzu erreichen.
II. EingießteileDas Eingießen von Teilen erfolgt üblicher-weise so, dass Teile aus höher schmel-zenden Metallen mit Metall niedrigerenSchmelzpunktes umgossen werden, dasbeim Erkalten aufschrumpft (Bild 91). DieEingießteile müssen wie folgt beschaffensein:
- sie müssen (verfahrens- und gussle-gierungsbedingt) aus hitzebeständi-gen Werkstoffen bestehen,
- sie müssen sich im Werkzeug und inder Formkeramik arretieren lassen,
- sie müssen so gestaltet sein, dasssich das um sie herum fließende Me-tall mit ihnen formschlüssig verbindet.
III. KerbwirkungenNicht nur der Konstrukteur ist bestrebt,Kerbwirkungen zu vermeiden, sondernauch der Feingießer, denn scharfe Kerben(Aufheizkanten) stören beimGießen (Bild92). Ein mit möglichst großen adien ver-sehenes Gussteil weist im Kraftfluss ge-ringere Spannungsgefälle auf und wirddadurch funktionssicherer.
Die Feingussoberfläche weist die gleicheKerbunempfindlichkeit auf wie eine feinst-bearbeitete Fläche.
Bild 90: Bandklammerwerkzeug für eine Ver ackungsmaschine, Werkstoff G15CrNi6 (W.-Nr.1.5919), Abmessungen: 35 x 47 x 68 mm, Gewicht: 300 g (Einteilig feingegossen (rechts) sinddie Herstellkosten gegenüber früherer Fügekonstruktion (links) um 72 niedriger ) (Bild: ZGV)
Bild 91:Gehäuseober- und -unterteil, rechtsmit drei eingegossenen, feingegossenenGewinde-büchsenausG 40CrNiSi25-20, (W.-Nr.1.4848),Werkstoff:EN-AC-AlSi7 g0,3 (W.-Nr.ENAC-42100),Abmessungen: Dmr. 165 x 155 bzw. 70 mm, Gewicht: 715 bzw. 800 g (Bild: Zollern; Soest)
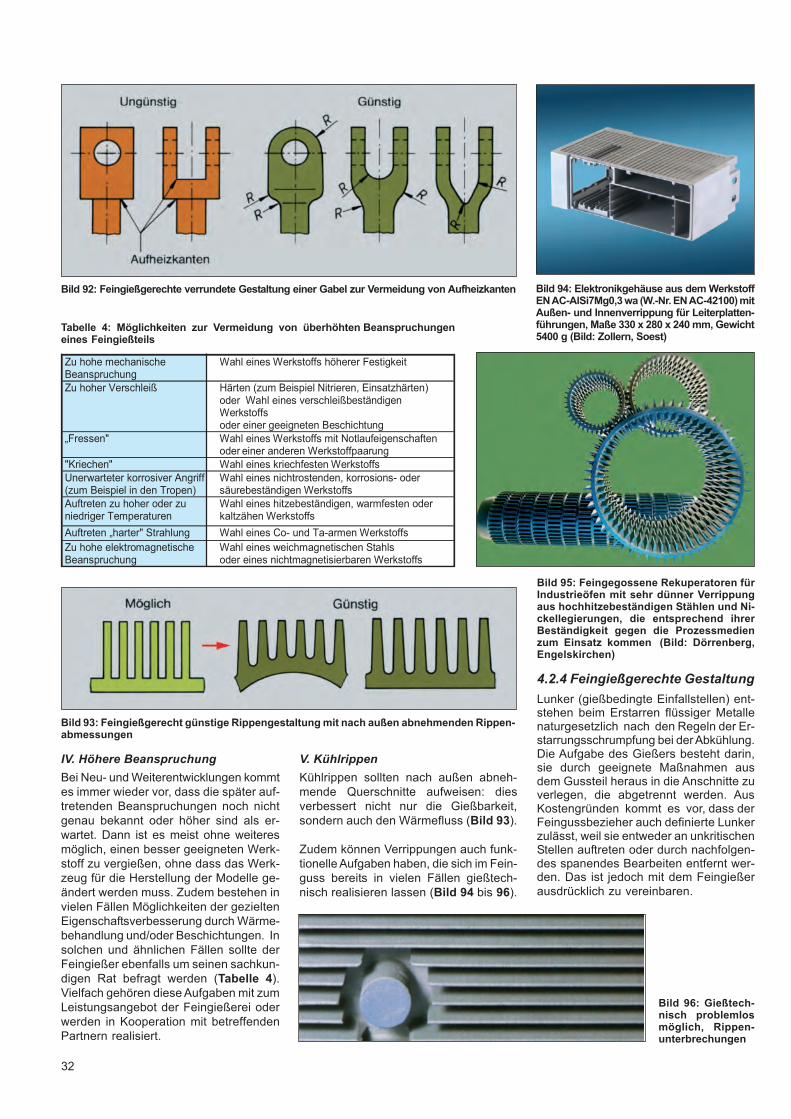
32
Bild 92: Feingie gerechte verrundete Gestaltung einer Gabel zur Vermeidung von Aufheizkanten
IV. Höhere BeanspruchungBei Neu- undWeiterentwicklungen kommtes immer wieder vor, dass die später auf-tretenden Beanspruchungen noch nichtgenau bekannt oder höher sind als er-wartet. Dann ist es meist ohne weiteresmöglich, einen besser geeigneten Werk-stoff zu vergießen, ohne dass das Werk-zeug für die Herstellung der Modelle ge-ändert werden muss. Zudem bestehen invielen Fällen Möglichkeiten der gezieltenEigenschaftsverbesserung durchWärme-behandlung und/oder Beschichtungen. Insolchen und ähnlichen Fällen sollte derFeingießer ebenfalls um seinen sachkun-digen at befragt werden (Tabelle 4).Vielfach gehören dieseAufgaben mit zumLeistungsangebot der Feingießerei oderwerden in Kooperation mit betreffendenPartnern realisiert.
V. KühlrippenKühlrippen sollten nach außen abneh-mende uerschnitte aufweisen: diesverbessert nicht nur die Gießbarkeit,sondern auch den Wärmefluss (Bild 93).
Zudem können Verrippungen auch funk-tionelleAufgaben haben, die sich im Fein-guss bereits in vielen Fällen gießtech-nisch realisieren lassen (Bild 94 bis 96).
Bild 94: Elektronikgehäuse aus demWerkstoffENAC-AlSi7 g0,3wa (W.-Nr.ENAC-42100)mitAu en- und Innenverri ung für Leiter latten-führungen, a e 330 x 280 x 240mm, Gewicht5400 g (Bild: Zollern, Soest)
Tabelle 4: glichkeiten zur Vermeidung von überh hten Beans ruchungeneines Feingie teils
Bild 93: Feingie gerecht günstige i engestaltungmit nach au en abnehmenden i en-abmessungen
Bild 96: Gie tech-nisch roblemlosm glich, i en-unterbrechungen
Bild 95: Feingegossene eku eratoren fürIndustrie fen mit sehr dünner Verri ungaus hochhitzebeständigen Stählen und Ni-ckellegierungen, die ents rechend ihrerBeständigkeit gegen die rozessmedienzum Einsatz kommen (Bild: D rrenberg,Engelskirchen)
4.2.4 Feingießgerechte GestaltungLunker (gießbedingte Einfallstellen) ent-stehen beim Erstarren flüssiger Metallenaturgesetzlich nach den egeln der Er-starrungsschrumpfung bei derAbkühlung.Die Aufgabe des Gießers besteht darin,sie durch geeignete Maßnahmen ausdem Gussteil heraus in die Anschnitte zuverlegen, die abgetrennt werden. AusKostengründen kommt es vor, dass derFeingussbezieher auch definierte Lunkerzulässt, weil sie entweder an unkritischenStellen auftreten oder durch nachfolgen-des spanendes Bearbeiten entfernt wer-den. Das ist jedoch mit dem Feingießerausdrücklich zu vereinbaren.
Zu hohe mechanischeBeanspruchung
Wahl eines Werkstoffs höherer Festigkeit
Zu hoher Verschleiß Härten (zum Beispiel Nitrieren, Einsatzhärten)oder Wahl eines verschleißbeständigenWerkstoffsoder einer geeigneten Beschichtung
„Fressen Wahl eines Werkstoffs mit Notlaufeigenschaftenoder einer anderen Werkstoffpaarung
Kriechen Wahl eines kriechfesten Werkstoffsnerwarteter korrosiver Angriff
(zum Beispiel in den Tropen)Wahl eines nichtrostenden, korrosions- odersäurebeständigen Werkstoffs
Auftreten zu hoher oder zuniedriger Temperaturen
Wahl eines hitzebeständigen, warmfesten oderkaltzähen Werkstoffs
Auftreten „harter Strahlung Wahl eines Co- und Ta-armen WerkstoffsZu hohe elektromagnetischeBeanspruchung
Wahl eines weichmagnetischen Stahlsoder eines nichtmagnetisierbaren Werkstoffs
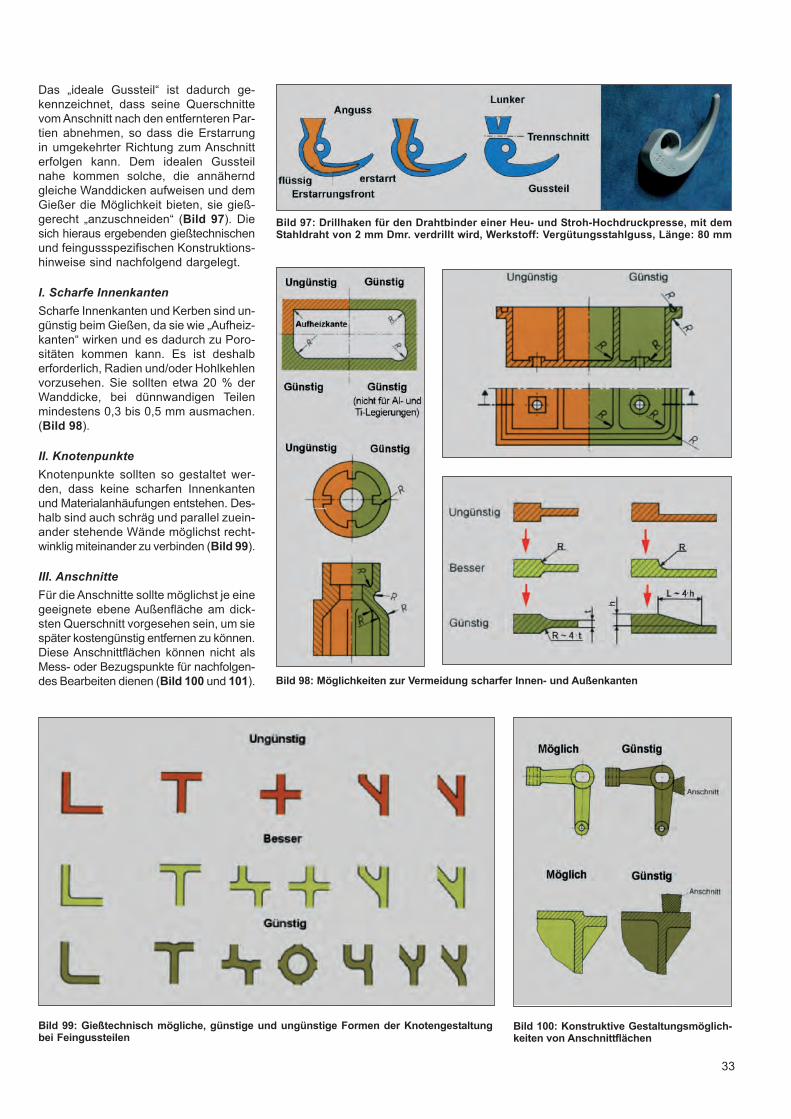
33
Das „ideale Gussteil“ ist dadurch ge-kennzeichnet, dass seine uerschnittevomAnschnitt nach den entfernteren Par-tien abnehmen, so dass die Erstarrungin umgekehrter ichtung zum Anschnitterfolgen kann. Dem idealen Gussteilnahe kommen solche, die annäherndgleiche Wanddicken aufweisen und demGießer die Möglichkeit bieten, sie gieß-gerecht „anzuschneiden“ (Bild 97). Diesich hieraus ergebenden gießtechnischenund feingussspezifischen Konstruktions-hinweise sind nachfolgend dargelegt.
I. Scharfe InnenkantenScharfe Innenkanten und Kerben sind un-günstig beim Gießen, da sie wie „Aufheiz-kanten“ wirken und es dadurch zu Poro-sitäten kommen kann. Es ist deshalberforderlich, adien und/oder Hohlkehlenvorzusehen. Sie sollten etwa 20 derWanddicke, bei dünnwandigen Teilenmindestens 0,3 bis 0,5 mm ausmachen.(Bild 98).
II. KnotenpunkteKnotenpunkte sollten so gestaltet wer-den, dass keine scharfen Innenkantenund Materialanhäufungen entstehen. Des-halb sind auch schräg und parallel zuein-ander stehende Wände möglichst recht-winkligmiteinander zu verbinden (Bild 99).
III. AnschnitteFür die Anschnitte sollte möglichst je einegeeignete ebene Außenfläche am dick-sten uerschnitt vorgesehen sein, um siespäter kostengünstig entfernen zu können.Diese Anschnittflächen können nicht alsMess- oder Bezugspunkte für nachfolgen-des Bearbeiten dienen (Bild 100 und 101).
Bild 97: Drillhaken für den Drahtbinder einer Heu- und Stroh-Hochdruck resse, mit demStahldraht von 2 mm Dmr. verdrillt wird, Werkstoff: Vergütungsstahlguss, Länge: 80 mm
Bild 98: glichkeiten zur Vermeidung scharfer Innen- und Au enkanten
Bild 99: Gie technisch m gliche, günstige und ungünstige Formen der notengestaltungbei Feingussteilen
Bild 100: onstruktive Gestaltungsm glich-keiten von Anschnittflächen
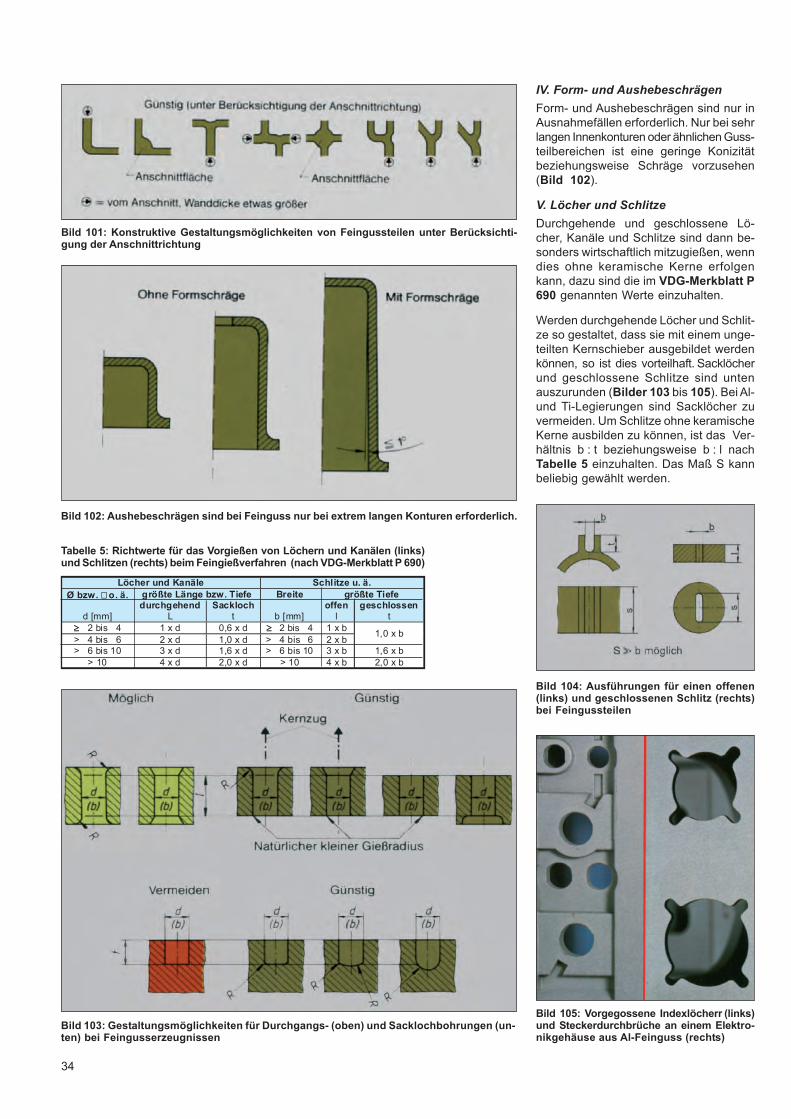
34
IV. Form- und AushebeschrägenForm- und Aushebeschrägen sind nur inAusnahmefällen erforderlich. Nur bei sehrlangen Innenkonturen oder ähnlichenGuss-teilbereichen ist eine geringe Konizitätbeziehungsweise Schräge vorzusehen(Bild 102).
V. Löcher und SchlitzeDurchgehende und geschlossene Lö-cher, Kanäle und Schlitze sind dann be-sonders wirtschaftlich mitzugießen, wenndies ohne keramische Kerne erfolgenkann, dazu sind die im VDG- erkblatt690 genannten Werte einzuhalten.
Werden durchgehende Löcher und Schlit-ze so gestaltet, dass sie mit einem unge-teilten Kernschieber ausgebildet werdenkönnen, so ist dies vorteilhaft. Sacklöcherund geschlossene Schlitze sind untenauszurunden (Bilder 103 bis 105). Bei Al-und Ti-Legierungen sind Sacklöcher zuvermeiden. m Schlitze ohne keramischeKerne ausbilden zu können, ist das Ver-hältnis b : t beziehungsweise b : l nachTabelle 5 einzuhalten. Das Maß S kannbeliebig gewählt werden.
Bild 101: onstruktive Gestaltungsm glichkeiten von Feingussteilen unter Berücksichti-gung der Anschnittrichtung
Bild 102: Aushebeschrägen sind bei Feinguss nur bei extrem langen onturen erforderlich.
Tabelle 5: ichtwerte für das Vorgie en von L chern und anälen (links)undSchlitzen (rechts) beimFeingie verfahren (nachVDG- erkblatt 690)
Bild 103: Gestaltungsm glichkeiten für Durchgangs- (oben) und Sacklochbohrungen (un-ten) bei Feingusserzeugnissen
Bild 104: Ausführungen für einen offenen(links) und geschlossenen Schlitz (rechts)bei Feingussteilen
Bild 105: Vorgegossene Indexl cherr (links)und Steckerdurchbrüche an einem Elektro-nikgehäuse aus Al-Feinguss (rechts)
L cher und anäle Schlitze u. ä.bzw. o. ä. gr te Länge bzw. Tiefe Breite gr te Tiefe
durchgehend Sackloch offen geschlossend mm L t b mm l t
≥≥ 2 bis 4 1 x d 0,6 x d ≥≥ 2 bis 4 1 x b4 bis 6 2 x d 1,0 x d 4 bis 6 2 x b 1,0 x b
6 bis 10 3 x d 1,6 x d 6 bis 10 3 x b 1,6 x b10 4 x d 2,0 x d 10 4 x b 2,0 x b
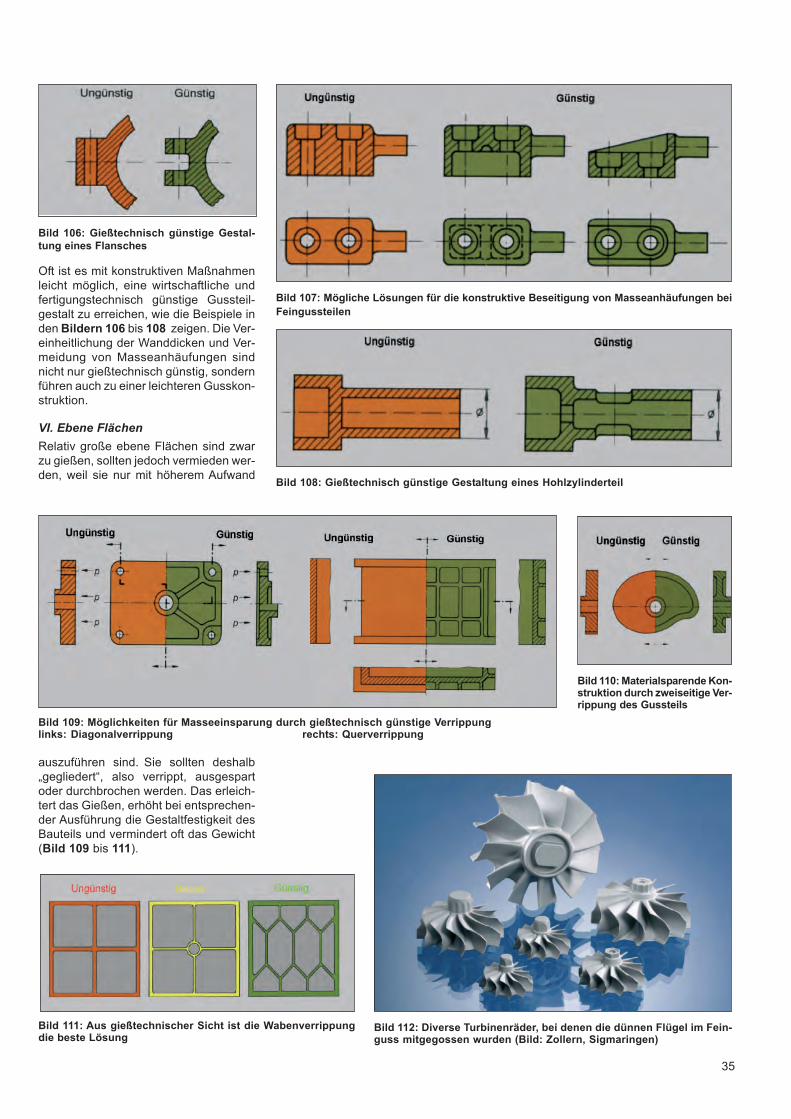
35
Bild 107: gliche L sungen für die konstruktive Beseitigung von asseanhäufungen beiFeingussteilen
Bild 108: Gie technisch günstige Gestaltung eines Hohlz linderteil
Oft ist es mit konstruktiven Maßnahmenleicht möglich, eine wirtschaftliche undfertigungstechnisch günstige Gussteil-gestalt zu erreichen, wie die Beispiele indenBildern 106 bis 108 zeigen. Die Ver-einheitlichung der Wanddicken und Ver-meidung von Masseanhäufungen sindnicht nur gießtechnisch günstig, sondernführen auch zu einer leichteren Gusskon-struktion.
VI. Ebene Flächenelativ große ebene Flächen sind zwar
zu gießen, sollten jedoch vermieden wer-den, weil sie nur mit höherem Aufwand
auszuführen sind. Sie sollten deshalb„gegliedert“, also verrippt, ausgespartoder durchbrochen werden. Das erleich-tert das Gießen, erhöht bei entsprechen-der Ausführung die Gestaltfestigkeit desBauteils und vermindert oft das Gewicht(Bild 109 bis 111).
Bild 106: Gie technisch günstige Gestal-tung eines Flansches
Bild 109: glichkeiten für asseeins arung durch gie technisch günstige Verri unglinks: Diagonalverri ung rechts: uerverri ung
Bild 111: Aus gie technischer Sicht ist die Wabenverri ungdie beste L sung
Bild 112: Diverse Turbinenräder, bei denen die dünnen Flügel im Fein-guss mitgegossen wurden (Bild: Zollern, Sigmaringen)
Bild 110: aterials arende on-struktion durch zweiseitige Ver-ri ung des Gussteils
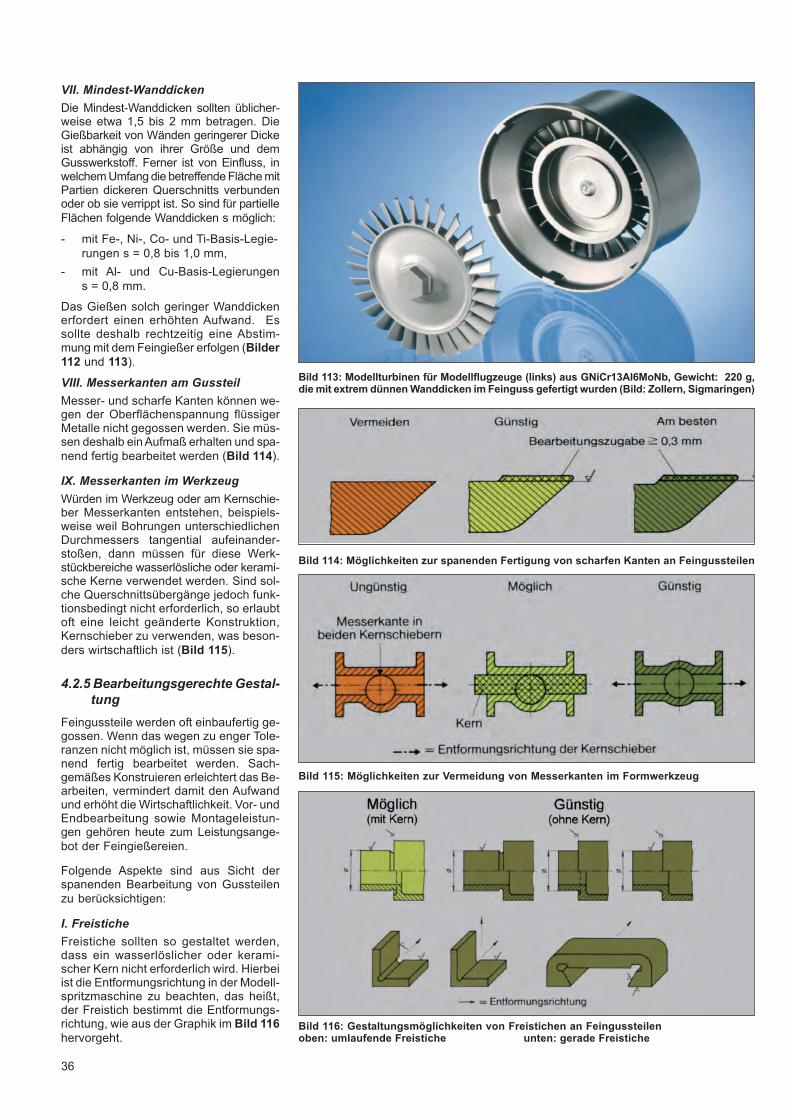
36
Bild 113: odellturbinen für odellflugzeuge (links) aus GNiCr13Al6 oNb, Gewicht: 220 g,diemit extrem dünnenWanddicken im Feinguss gefertigt wurden (Bild: Zollern, Sigmaringen)
Bild 114: glichkeiten zur s anenden Fertigung von scharfen anten an Feingussteilen
Bild 115: glichkeiten zur Vermeidung von esserkanten im Formwerkzeug
Bild 116: Gestaltungsm glichkeiten von Freistichen an Feingussteilenoben: umlaufende Freistiche unten: gerade Freistiche
VII. Mindest-WanddickenDie Mindest-Wanddicken sollten üblicher-weise etwa 1,5 bis 2 mm betragen. DieGießbarkeit von Wänden geringerer Dickeist abhängig von ihrer Größe und demGusswerkstoff. Ferner ist von Einfluss, inwelchem mfangdie betreffendeFlächemitPartien dickeren uerschnitts verbundenoder ob sie verrippt ist. So sind für partielleFlächen folgende Wanddicken s möglich:
- mit Fe-, Ni-, Co- und Ti-Basis-Legie-rungen s 0,8 bis 1,0 mm,
- mit Al- und Cu-Basis-Legierungens 0,8 mm.
Das Gießen solch geringer Wanddickenerfordert einen erhöhten Aufwand. Essollte deshalb rechtzeitig eine Abstim-mungmit dem Feingießer erfolgen (Bilder112 und 113).
VIII. Messerkanten am GussteilMesser- und scharfe Kanten können we-gen der Oberflächenspannung flüssigerMetalle nicht gegossen werden. Sie müs-sen deshalb einAufmaß erhalten und spa-nend fertig bearbeitet werden (Bild 114).
IX. Messerkanten im WerkzeugWürden im Werkzeug oder am Kernschie-ber Messerkanten entstehen, beispiels-weise weil Bohrungen unterschiedlichenDurchmessers tangential aufeinander-stoßen, dann müssen für diese Werk-stückbereiche wasserlösliche oder kerami-sche Kerne verwendet werden. Sind sol-che uerschnittsübergänge jedoch funk-tionsbedingt nicht erforderlich, so erlaubtoft eine leicht geänderte Konstruktion,Kernschieber zu verwenden, was beson-ders wirtschaftlich ist (Bild 115).
4.2.5 Bearbeitungsgerechte Gestal-tung
Feingussteile werden oft einbaufertig ge-gossen. Wenn das wegen zu enger Tole-ranzen nicht möglich ist, müssen sie spa-nend fertig bearbeitet werden. Sach-gemäßes Konstruieren erleichtert das Be-arbeiten, vermindert damit den Aufwandund erhöht die Wirtschaftlichkeit. Vor- undEndbearbeitung sowie Montageleistun-gen gehören heute zum Leistungsange-bot der Feingießereien.
Folgende Aspekte sind aus Sicht derspanenden Bearbeitung von Gussteilenzu berücksichtigen:
I. FreisticheFreistiche sollten so gestaltet werden,dass ein wasserlöslicher oder kerami-scher Kern nicht erforderlich wird. Hierbeiist die Entformungsrichtung in der Modell-spritzmaschine zu beachten, das heißt,der Freistich bestimmt die Entformungs-richtung, wie aus der Graphik im Bild 116hervorgeht.
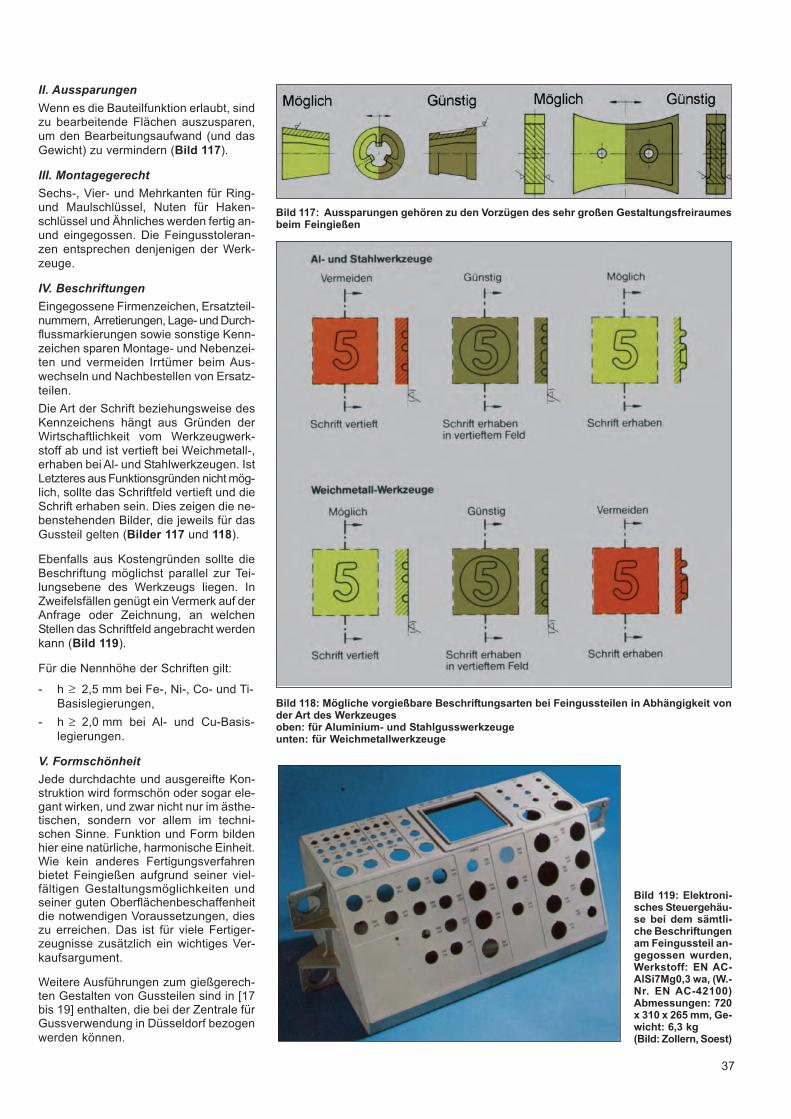

38
4.3 Computergestütztes Ge-stalten
Zunehmender Zeit- und Kostendruck inder Bauteilentwicklung und der hohe Ent-wicklungsstand der CAE-Techniken ha-ben dazu geführt, dass der Bauteilent-wicklungsprozess zunehmend über CAD-Daten-Modelle abgewickelt wird. DieFeingießereien unterstützen ihre Kundenbei der Bauteilerstellung mit ihren gieß-spezifischen und ihrem verfahrensspezi-fischen Wissen, was beim Feingießeneinen besonderen Einfluss ausübt. DieGießereien sind so neben der gießtech-nischen Aufbereitung der üblichen Zeich-nungsunterlagen auch in der Lage, mit 3D-CAD-Modellen zu arbeiten, was bei derNutzung von apid-Prototyping-Techni-ken sogar zwingende Voraussetzung ist,denn die dort genutzten generativen Ferti-gungstechniken erfordern die Verfügbar-keit eines 3D-CAD-Datensatzes desGussteils (Volumenmodell), was von derFeingießerei sowohl zur Anfertigung derModelle in werkzeuglosen Schichtaufbau-verfahren, als auch zur Entwicklung undFertigung der Modellspritzformen genutztwerden kann (Bilder 120 bis 122). Zudemkönnen die heute verfügbaren virtuellenTechniken auch zur wirtschaftlichen undschnelleren Entwicklung von Feingusstei-len und zur ualitätssicherung eingesetztwerden. Die möglichst durchgängige Nut-zung von 3D-CAD-Daten bringt erheb-liche Zeiteinsparungen, denn diese Datenfinden wie oben schon angedeutet invielen Bereichen Anwendung, die nach-folgend beschrieben werden.
Weiterführende Informationen zur com-puterunterstützten Bauteilentwicklung imFeinguss sind in 8 enthalten.
I. GussteilentwicklungHier bietet sich der Einsatz computerun-terstützter Entwicklungstechniken an,denn, wie an anderer Stelle schon aus-geführt, lassen sich im Feinguss wie beikaum einen anderem Verfahren hoch-komplexe und filigrane Gusskörper fer-tigen, die an ihren Belastungsfall optimiertausgelegt werden können. Mit der Finite-Elemente-Methode (FEM) lassen sichSchwachstellen bereits im CAD-Entwurfermitteln und verschiedene Konstruk-tionsvarianten objektiv beurteilen. Durchiterative Topologieoptimierung lässt sichhier bereits vor der Anfertigung teurerWerkzeuge und Vorserienteile eine kraft-flussgerechte Konstruktion des Bauteilsentwickeln . Da die Feingussteile sehrkomplex sind, sind hierfür bedeutendmehr Iterationsschritte erforderlich als beieinfachen geometrischen Körpern, waswirtschaftlich nur rechentechnisch zurealisieren ist. Zudem lassen sich durchAnpassen konstruktiver Elemente, wie
adien, undungen, ippen usw. örtlicheSpannungsspitzen abbauen. Außerdemkönnen die gießtechnischen Anpassun-gen der Gusskonstruktion (Schrägen, a-dien, Hinterschneidungen usw.) relativschnell von der Gießerei in das CAD-Mo-dell des Bauteils eingearbeitet werden.
Bionisch gestaltete Bauteile, die sichdurch ein Optimum in der Spannungsver-teilung und damit größtmögliche Belast-barkeit des Bauteils auszeichnen, sindmeist komplexe Konstruktionen mit ver-winkelten und verdrehten Konturen. DieseStrukturen lassen sich vielfach wegenihrer Komplexität nur durch Formgießenfertigen. Auf Grund der hohen Gestal-tungsfreiheit ist das Feingießen beson-ders für die Fertigung bionisch gestalteterBauteile besonders geeignet. Mehr Infor-mationen zur Herstellung bionischer Guss-teile enthält die uelle 15 .
II. Werkzeugentwicklung
Das CAD-Datenmodell des Bauteils lässtsich nicht nur zur gießgerechten Anpas-sung der Bauteilkonstruktion nutzen, son-dern auch zur Gestaltung des Spritzwerk-zeuges (Bild 122). Neben dem Festlegenvon Aushebeschrägen, Teilungen u. ä.werden auch Kerne, Formteile und anderekonstruktive Aspekte der Werkzeugge-staltung berücksichtigt und an die Auf-spannung der Maschine angepasst.
Des Weiteren findet das CAD-ModellEingang in die CNC-Maschinensteuerungder Bearbeitungsmaschine zur Anferti-gung der Formenkonturen und zur virtu-ellen berprüfung der Bearbeitungsschrit-te und sorgt so dafür, dass ein ualitativeinwandfreies Modell und damit Gussteilherstellbar ist.
Bild 120: Gehäuse für W-Automatikgetriebe aus ENAC-AlSi7 g0,6 (W.-Nr. EN AC-42200)(rechts), werkzeuglos unter Nutzung des CAD-Datenmodells hergestellt nach dem uick-Cast-Verfahren mit generativ aufgebauten Stereolithogra hie(SL)- odellen, Abmessungen:480 x 360 x 400 mm, Gewicht: 18 000 g (Bild: Tital, Bestwig)
Bild 121: rotot enfertigung nach demVakuum-Differenzdruck-Verfahren (VDD)mit durch-gehender Nutzung der CAD-Daten am Beis iel des Feingussteils für einen elektronischsteuerbaren Saugregelmodul für Schraubenkom ressoren (Bild: 1zu1 rotot en, Dornbirn)a) CAD-Datenmodell des Gussteilsb) Wachsmodell mit keramischem ern (wei ), das in einer Siliconform gefertigt wurde, de-ren Formgebung über ein SL- odell erfolgtec) verlorenes FD - odel im VDD-Verfahren gefertigtd) bearbeitetes Feingussteil
a) b)
c) d)
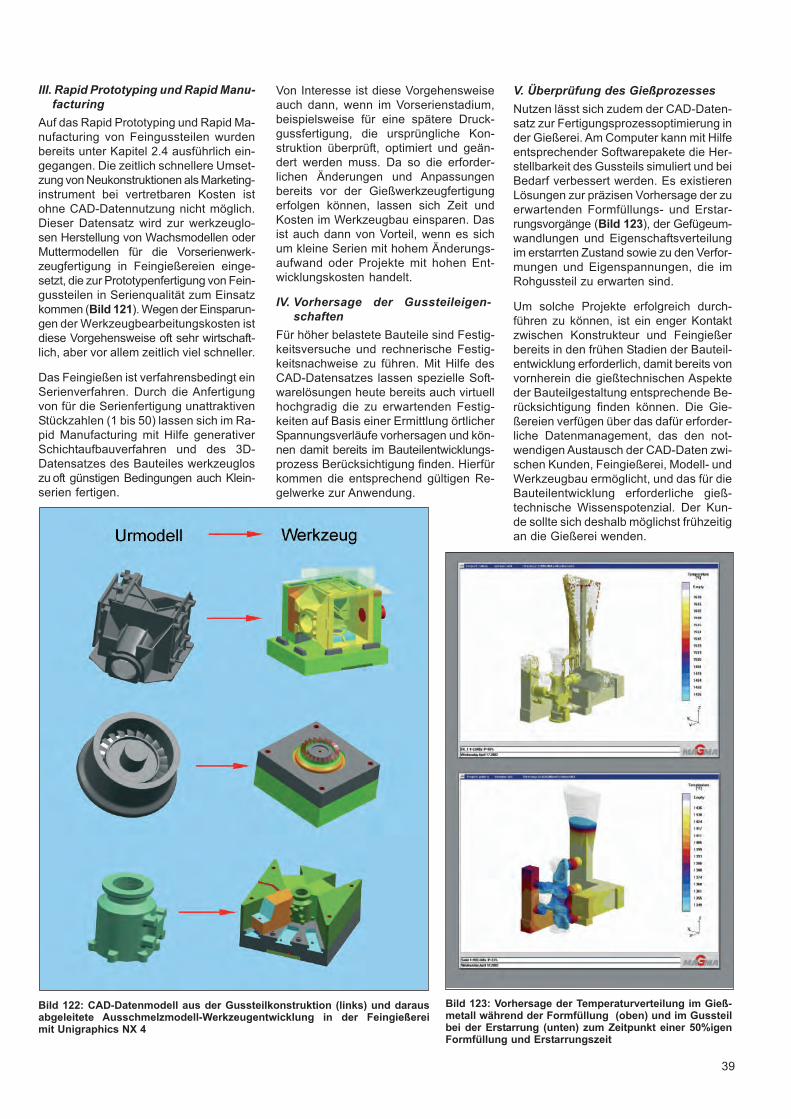
39
d)
a)
III. Rapid Prototyping und Rapid Manu-facturing
Auf das apid Prototyping und apid Ma-nufacturing von Feingussteilen wurdenbereits unter Kapitel 2.4 ausführlich ein-gegangen. Die zeitlich schnellere mset-zung vonNeukonstruktionen alsMarketing-instrument bei vertretbaren Kosten istohne CAD-Datennutzung nicht möglich.Dieser Datensatz wird zur werkzeuglo-sen Herstellung von Wachsmodellen oderMuttermodellen für die Vorserienwerk-zeugfertigung in Feingießereien einge-setzt, die zur Prototypenfertigung von Fein-gussteilen in Serien ualität zum Einsatzkommen (Bild 121).Wegen der Einsparun-gen der Werkzeugbearbeitungskosten istdiese Vorgehensweise oft sehr wirtschaft-lich, aber vor allem zeitlich viel schneller.
Das Feingießen ist verfahrensbedingt einSerienverfahren. Durch die Anfertigungvon für die Serienfertigung unattraktivenStückzahlen (1 bis 50) lassen sich im a-pid Manufacturing mit Hilfe generativerSchichtaufbauverfahren und des 3D-Datensatzes des Bauteiles werkzeugloszu oft günstigen Bedingungen auch Klein-serien fertigen.
V. Überprüfung des GießprozessesNutzen lässt sich zudem der CAD-Daten-satz zur Fertigungsprozessoptimierung inder Gießerei. Am Computer kann mit Hilfeentsprechender Softwarepakete die Her-stellbarkeit des Gussteils simuliert und beiBedarf verbessert werden. Es existierenLösungen zur präzisen Vorhersage der zuerwartenden Formfüllungs- und Erstar-rungsvorgänge (Bild 123), der Gefügeum-wandlungen und Eigenschaftsverteilungim erstarrten Zustand sowie zu den Verfor-mungen und Eigenspannungen, die imohgussteil zu erwarten sind.
m solche Projekte erfolgreich durch-führen zu können, ist ein enger Kontaktzwischen Konstrukteur und Feingießerbereits in den frühen Stadien der Bauteil-entwicklung erforderlich, damit bereits vonvornherein die gießtechnischen Aspekteder Bauteilgestaltung entsprechende Be-rücksichtigung finden können. Die Gie-ßereien verfügen über das dafür erforder-liche Datenmanagement, das den not-wendigenAustausch der CAD-Daten zwi-schen Kunden, Feingießerei, Modell- undWerkzeugbau ermöglicht, und das für dieBauteilentwicklung erforderliche gieß-technische Wissenspotenzial. Der Kun-de sollte sich deshalb möglichst frühzeitigan die Gießerei wenden.
Von Interesse ist diese Vorgehensweiseauch dann, wenn im Vorserienstadium,beispielsweise für eine spätere Druck-gussfertigung, die ursprüngliche Kon-struktion überprüft, optimiert und geän-dert werden muss. Da so die erforder-lichen nderungen und Anpassungenbereits vor der Gießwerkzeugfertigungerfolgen können, lassen sich Zeit undKosten im Werkzeugbau einsparen. Dasist auch dann von Vorteil, wenn es sichum kleine Serien mit hohem nderungs-aufwand oder Projekte mit hohen Ent-wicklungskosten handelt.
IV. Vorhersage der Gussteileigen-schaften
Für höher belastete Bauteile sind Festig-keitsversuche und rechnerische Festig-keitsnachweise zu führen. Mit Hilfe desCAD-Datensatzes lassen spezielle Soft-warelösungen heute bereits auch virtuellhochgradig die zu erwartenden Festig-keiten auf Basis einer Ermittlung örtlicherSpannungsverläufe vorhersagen und kön-nen damit bereits im Bauteilentwicklungs-prozess Berücksichtigung finden. Hierfürkommen die entsprechend gültigen e-gelwerke zur Anwendung.
Bild 123: Vorhersage der Tem eraturverteilung im Gie -metall während der Formfüllung (oben) und im Gussteilbei der Erstarrung (unten) zum Zeit unkt einer 50 igenFormfüllung und Erstarrungszeit
Bild 122: CAD-Datenmodell aus der Gussteilkonstruktion (links) und darausabgeleitete Ausschmelzmodell-Werkzeugentwicklung in der Feingie ereimit nigra hics N 4

40
5 PreisbestimmendeFaktoren
Feinguss ist, wie bereits mehrfach ange-sprochen, eine in vielen Fällen wirtschaft-liche Lösung zur Teilefertigung, da es einlanglebiges Erzeugnis ist, wo durch denendabmessungsnahen, oberflächensau-beren Gusszustand Bearbeitungsgänge,Fügeprozesse, Logistikleistungen undNachbehandlungsschritte eingespart wer-den können. Zudem lassen sich über dieNutzung generativer Verfahren (sieheKapitel 2.4) im Prototypen- und Kleinse-rienbereich Werkzeugkosten einsparen.
WeitereAspekte, die die Wirtschaftlichkeitder Feingussfertigung beeinflussen kön-nen, sind im Folgenden beschrieben.
I. Stückzahlene größer die Stückzahl insgesamt ist,hergestellt in einer oder mehreren Se-rien, desto niedriger sind die anteiligenWerkzeugkosten je Stück. Möglich sindauch die werkzeuglose Fertigung mit Hilfegenerativer Verfahren, die ein apid Pro-totyping und apid Tooling ab LosgrößeEins ermöglichen, worauf ausführlich imKapitel 2.4 berichtet wird.
Die in einer Serie herzustellende Stück-zahl bestimmt, inwieweit das Spritzen derModelle, der Zusammenbau, das Tren-nen, Schleifen und gegebenenfalls ich-ten mechanisiert werden können. Trotzdes Aufwandes für das Mechanisierenvermindern die dadurch eingesparten Zei-ten den Stückpreis beachtlich.
II. Sperrigkeitsgrad und Stückzahlene mehr Modelle zu einer Gießeinheit, dersogenannten Traube, zusammengefasstwerden können, desto günstiger ist derStückpreis. Dies wird beeinflusst vomSperrigkeitsgrad der Teile, womit deraum gemeint ist, den sie in der Gießform
einnehmen. Daher wird ein kompaktesFeingussteil meist billiger sein als einsperriges mit dem gleichen Gewicht. DerSperrigkeitsgrad wird aber auch davonbeeinflusst, ob ein Gussteil aus gieß-technischen Gründen ein- oder mehrfachangeschnitten werden muss. Der Einflussdes Sperrigkeitsgrades ist einer der Grün-de, warum es bei Feinguss nicht möglichist, Preise je Gewichtseinheit, sogenannte„Kilopreise“, zu nennen.
III. KerneWasserlösliche und keramische Kernebieten vielfältige Möglichkeiten für diewirtschaftliche Formgebung, erfordern aberauch entsprechenden Aufwand. Wenn eskonstruktivmöglich ist, ohne sie auszukom-men, verringern sich jeweils Stückpreis undWerkzeugkosten beträchtlich.
IV. WerkstoffBeim Feinguss liegt der Kostenschwer-punkt bei den Arbeitszeiten und denFormstoffen. Die Art des Werkstoffesbeeinflusst deshalb den Preis nur beihoch legierten Stählen, Cobalt-, Kupfer-,Nickel- und Titan-Basislegierungen. BeiBauteilen gleichen Legierungstyps sinddie Preisunterschiede für ein bestimm-tes Gussteil nur gering.
Werden jedochWerkstoffe höchster ua-lität im Vakuum erschmolzen und im Va-kuum vergossen, so rechtfertigen die da-mit erzielten hohen Gebrauchswerte denhöheren Aufwand. Die Aufpreise betra-gen etwa 10 bis 120 , bezogen auf einenunlegierten, offen erschmolzenen Stahl.
V. ToleranzenAuch bei Feinguss beeinflussen vorge-schriebene Toleranzen den Preis spürbar.Es ist deshalb sinnvoll, keine Toleranzenger zu wählen, als es der Zweck erfor-dert. Erfahrungsgemäß werden dem Fein-gießer oft Maßtoleranzen genannt, dieursprünglich aus der spanenden Ferti-gung stammen und so eng gar nicht ge-braucht werden. Es bringt Preisvorteile,sie den verfahrenstechnischen Möglich-keiten des Feingießers anzupassen.
Für die Toleranzen derWerkstoffanalysengilt das nur dann, wenn die allgemein ge-normten Elemente eingeschränkt werdenmüssen, was jedoch nur selten vorkommt.
VI. AbnahmebedingungenBesondere Güteanforderungen und Ab-nahmevorschriften erfordern meist auchzusätzliche Maßnahmen in der Gießerei.Sie gehen damit naturgemäß in die Her-stellkosten und damit in die Preise ein.Die erforderlichen Prüf- und Abnahme-vorschriften sind deshalb mit dem Fein-gießer zu vereinbaren undmüssen geklärtsein, bevor die Fertigung beginnt.
Grundlage für dieAbnahme der Feinguss-erzeugnisse sind die Prüfspezifikationen,die im Allgemeinen vom Besteller erstelltwerden und gemäß den geltenden Vor-schriften mit den Feingießereien in Prüf-anweisungen umgesetzt werden. Es ge-nügt also nicht, Feingussteile nur mit derAngabe „Abnahme nach EN 10204“ inAuftrag zu geben, weil dadurch der Ab-nahmeumfang nicht hinreichend genug de-finiert ist. Erst bei Nennung einer Liefer-und/oder Abnahmevorschrift ist der Fein-gießer in der Lage, den geforderten Prüf-umfang anzubieten.
Wird also vom Besteller eine Abnahme ge-wünscht, so ist das bereits bei der Bestel-lung zu vereinbaren. DieseVereinbarungenbeziehen sich dann auf die Art der Proben-nahme, den Prüfumfang und auf die Prü-fung. Dabei ist es ratsam, die entsprechen-den Normen für die Technischen Lieferbe-dingungen heranzuziehen, die im Anhang,Seite 47 aufgeführt sind. Die Kosten fürgewünschte Abnahmen sind vom Be-steller zu tragen.
Feingussteile aus Aluminiumlegierungenwerden nach DIN 1559-1 und -4 und sol-che aus Stahl-Nickel- und Cobaltlegie-rungen nachDIN EN 2103 abgenommen.Ausländische Normen, wie zum BeispielIL-C-6021 H und IL 21180 C, sowie die
Abnahmevorschrift AI 3380 kommenebenfalls zur Anwendung. AusländischeNormen können auch Grundlage zur Lie-ferung von Feingussteilen sein.
VII. Günstige PreiseDer geringste Aufwand wird durch detail-liertes Abstimmen zwischen Besteller undFeingießer erreicht. Das sollte rechtzeitiggeschehen, also bevor die Werkzeugeangefertigt werden. Aber auch späterkann das Gießen noch durch oft nur ge-ringfügig erscheinende nderungen er-leichtert werden. So lassen sich meistWerkstoffkosten und Gussteilpreise sen-ken und/oder die Funktionssicherheit undStandzeit der Gussteile erhöhen.
VIII. RichtpreiseFür die Projektkalkulationen und als Orien-tierungshilfe werden vom Feingießer aufWunsch ichtpreise genannt. Für wertana-lytische Vergleiche ist es jedoch unerläss-lich, einschließlich derAbnahme- und Prüf-kosten alle erforderlichen Daten zu erfas-sen und exakt zu kalkulieren. Nur so ist esmöglich, verbindliche Preise zu nennen.
Bild 124: Landekla enstrukturteil für Flugge-rät aus demWerkstoff ENAC-AlSi7 g0,6 wa(W.-Nr. EN AC-42200) nach dem S HIA-Ver-fahren gefertigt, Abmessungen: 700 x 420 x125mm,Gewicht:12300g(Bild:Zollern,Soest)
Bild 125: Glashalter für die Installationstech-nik aus dem Werkstoff: G2CrNi o17-12-2(W.-Nr. 1.4404) (Bild: Buderus, oers)

41
6 Schweißen an Fein-gussbauteilen
Produktionsschweißungen an Feinguss-teilen sind sicherlich nicht die egel, je-doch auch nicht wegzudenken, insbe-sondere dann, wenn die Stückgewichtegrößer werden. Die hohe Vielfalt der An-forderungen an Oberflächen und Volumen-güten, an die Geometrie und die Maßhal-tigkeit der Feingussprodukte zwingt dazu,immer häufiger konstruktive Veränderun-gen vorzunehmen oder aber Oberflächen-und Volumengüten zu verbessern. Hierzuist es unumgänglich, Verfahren anzuwen-den, wie zum Beispiel das Schweißen, da-mit auch die Wirtschaftlichkeit gewähr-leistet bleibt.
Nach den gängigen egelwerken, zumBeispiel der DIN EN 1559 „Gießerei-wesen, Technische Lieferbedingungen“,ist das Schweißen an Stahl- und Alu-miniumgussteilen grundsätzlich erlaubtund als Produktionsschweißung definiert.Das Produktionsschweißen schließt defi-nitionsgemäß die Begriffe Fertigungs- undVerbindungsschweißen ein.
nter angemessener Berücksichtigungdes Werkstoffs und der Form des Guss-teils sind Produktionsschweißungen sodurchzuführen, dass die im Schweißwerk-stoff und in der Wärmeeinflusszone rele-vanten Eigenschaftswerte den Anforde-rungen an die Eigenschaften des Grund-werkstoffs ausreichend entsprechen. DieBereiche, wo Produktionsschweißungendurchgeführt werden sollen, sind so vorzu-bereiten und zu prüfen, dass eine einwand-freie Schweißung sichergestellt ist. DieDokumentation dieser Bereiche kann ver-einbart werden (Auszug ausDINEN1559).
Ebenso bedarf es der Vereinbarung zwi-schen Kunde und Lieferant/Hersteller,Schweißverfahrens-Prüfungen zum Bei-spiel nachDIN EN 288-3 oder Schweißer-ualifikation nach IS 9606-1 zu verlan-gen zum Nachweis, dass der Herstellerdie Produktionsschweißungen korrekt aus-führen kann, gegebenenfalls in Verbin-dung mit einer Wärmebehandlung nachdem Schweißen.
6.1 Stahlguss
6.1.1 Grundlagen
nter den Gusswerkstoffen zeichnet sichStahlguss durch seine gute Schweiß-barkeit aus. Dieser besondere Vorteil derErzeugnisform Stahlguss kann bei derkonstruktiven Gestaltung von hoch bean-spruchten Bauteilen vorteilhaft ausgenutztwerden. Das gilt auch für den Stahlfein-guss.
I. SchweißeignungFeingussteile aus Stahllegierungen zeich-nen sich unter anderem in Abhängig-keit der chemischen Zusammensetzungdurch Ihre gleichmäßigen mechanischenEigenschaften in allen ichtungen als gutschweißbar aus. Die Schweißeignungwird im Wesentlichen durch die Eigen-schaftsänderungen in der Wärmeeinfluss-zone (WEZ) bestimmt, die ihrerseits beigegebener chemischer Zusammenset-zung durch die Wanddicke sowie dieSchweißparameter, zum Beispiel Vor-wärm- und Zwischenlagentemperatur, und/oder Wärmeeinbringen bedeutend beein-flussen kann.
II. SchweißvorbereitungDie zum Schweißen vorbereiteten Berei-che sind grundsätzlich durch eine Sicht-prüfung zu beurteilen, wenn möglich zu-sätzlich mittels der Farbeindring- oderMagnetpulverprüfung.
Die Kriterien für die Beurteilung derSchweißbereiche sollten mindestens den-jenigen desGussteils beziehungsweise derbetreffenden Gussteilzone entsprechen.ImAllgemeinen sollten jedoch verschärfteKriterien angelegt werden. LineareAnzei-gen, die auf isse schließen lassen, sindgrundsätzlich zu beseitigen.
Zu beachten ist, dass die zum Schweißenvorbereitete Mulde oder Schweißflankevor dem Schweißen frei von Schmutz, loder Prüfmittelresten ist.
III. Vorgaben und Regelwerke für dasSchweißen
Die Schweißzusatzwerkstoffherstellerinformieren auf den Schweißzusatzwerk-stoffverpackungen (zum Beispiel bei E-Hand-Elektroden) umfangreich über Strom-stärke, Stromart oder Vorwärmtempe-raturen. Zusätzlich können viele wichtigeInformationen aus den Herstellerkatalo-gen entnommen werden. Da die meistenStahlgusssorten in egelwerken ent-halten sind, zum Beispiel in DIN EN10283, erhält der Anwender auch hier dienotwendigen Informationen, die für einefachgerechte Schweißung notwendig sind.
6.1.2 Typische SchweißverfahrenIn den letzten ahren erfolgte ein m-bruch bei den Schweißverfahren. Durchdie Herstellung von Fülldrähten für dasetallschutzgasschwei en (MSG)
konnte die Angebotspalette an den ver-schiedensten Schweißzusatzwerkstoffendeutlich erhöht werden. Für diese Drähtekommen kostengünstige Standardgrund-werkstoffe zum Einsatz. Durch Einbringender verschiedensten Legierungselementein Pulverform entsteht ein Draht mit genaudefinierter Zusammensetzung. Hierdurchwurde der Anteil an Schweißelektrodenfür das E-Handschweißen deutlich redu-ziert.
Stark verbreitetet ist inzwischen, aufGrund der Größe der Bereiche, die durchSchweißen instandgesetzt werden müs-sen, dasWolfram-lnertgas-Schwei ver-fahren (WIG) und das Laserschwei en.Auch Kombinationsverfahren, wie dasLaserh bridschwei en, werden genutzt.Mit diesem Verfahren lassen sich die Vor-teile vom Lichtbogen- und Laserschwei-ßen verbinden. Das Prinzip ist einfach:Beim Laserhybridsystem trifft die mit Licht-geschwindigkeit transportierte Energiedes Laserstrahls mit dem Plasma desLichtbogens zusammen. Sie wirken gleich-zeitig in dieselbe Schweißzone und ver-stärken ihre Wirkung.
Ein Multitalent für Auftrags- und Verbin-dungsschweißungen oder auch für dasBeseitigen partieller Poren, Schwindungs-fehler usw. ist das Laserschweißen vonHand. Dieses Verfahren kommt bevorzugtzum Einsatz, wenn kleinste Schweißun-gen notwendig sind, die möglichst ohneMaßverzug vollzogen werden müssen.
Neben dem Handlaserschweißen miteinem ND: AG-Laser (die Buchstabenstehen für Neodym - ttrium - Aluminium- Granat) sind auch automatische Verfah-ren heute im Einsatz. Mit diesem Verfah-ren sind alle Feingusswerkstoffe außerGusseisen gut schweißbar.
Bild 126: Feingegossene Landekla e für denAirbus A 340 Träger (links) aus EN AC-AlSi-7 g0,6 (W.-Nr: ENAC-42200), ohr undWagen(rechts) aus G-TiAl6V4 (Bild Tital, Bestwig)
Bild 127: Einteilig gegossene Schwinggabelnfür FüllstandsmessungausdemWerkstoffG -2CrNi o18-14-3 (W.-Nr.1.3952),Abmessungen:106 x 38 mm, Gewicht: 78 g (oben) und 23 x 64mm, 35 g (unten) (Bild: Zollern, Sigmaringen)

42
6.1.3 Thermische Behandlung vorund nach dem Schweißen
e nachArt und Größe der Schweißungenwird niedrig legierter bis martensitischerVergütungsstahl entweder in geglühtemoder vergütetem Zustand geschweißt.Sofern im geglühten Zustand geschweißtwird, muss danach die Vergütung er-folgen. Andererseits ist es möglich, dassvor dem Schweißen angelassen oderentspannt wird. Hierbei ist zu beachten,dass die Anlass-/Spannungsarmglüh-temperatur etwa 20 bis 30 °C unterhalbder gewählten Anlasstemperatur liegt,damit die eingestellten mechanisch-tech-nologischen Werte nicht verändert wer-den.
Austenitischer Stahlguss wird grund-sätzlich im abgeschreckten Zustand ge-schweißt. Bezüglich eines erneutenLösungsglühens nach dem Schweißenmuss unterschieden werden in dieStandard-Austenite mit C-Gehalten bis0,07 ohne Niob-/Titanzusätze und indie Gruppe derAustenite mit C-Gehalten0,03 oder mit Niob-Titan stabilisiert.Grund hierfür ist beispielsweise die Ge-fahr von interkristalliner Korrosion in derWärmeeinflusszone, die durch chemi-schen Angriff entlang der Korngrenzenentstehen kann. Hierbei wird das Gefügeaufgelockert und der metallische Zusam-menhang gestört.
Bei den Standard-Austeniten scheidetsich durch das hohe Wärmeeinbringenbeim Schweißen Chromcarbid aus. DerChrommindestgehalt für die Passivierungder Oberfläche in der Matrix nahe denKorngrenzenbereichen wird unterschrit-ten und es entsteht interkristalline Korro-sion. m dies zu verhindern, werden häu-fig sogenannte Low-Carbon-Austeniteoder Niob- und Titanvarianten eingesetzt.Hierdurch können längere Verweilzeitenim kritischen Temperaturbereich zwischen600 und 700 °C gefahrlos durchlaufenwerden, oder es erfolgt ein Post WeldHeat Treatment, ein Lösungsglühen.
strom unter Argon als Schutzgas ange-wandt. Produktionsschweißungen lassensich zuverlässig bei allen gängigen Fein-gusslegierungen mit dieser Technik durch-führen. ualitativ verbesserte Ergebnissebei Schweißungen an Gussteilen werdenheute mit dem Einsatz vonArgon/Helium-Gasgemischen erzielt.
WIG-Schwei en von Aluminiumwerk-stoffen mit Gleichstromwird vorzugsweisebei voll mechanisierten oder automati-schen Schweißungen eingesetzt. AlsSchutzgas fungiert Helium. Instandset-zungsarbeiten können heute mit diesemVerfahren in guter ualität an großen,dickwandigenAluminiumbauteilen durch-geführt werden, da hier das Schweißenohne Vorwärmung möglich ist.
Automatisierte Schweißvorgänge lassensich heute vorteilhaft in Verbindungmit ent-sprechenden Spann- und Positioniervor-richtungen mit der Laserstrahlschwei -technik an Gussteilen durchführen.
Die Elektroden für das WIG-Schweißenbestehen aus Wolfram oder aus Wolframmit Beimengungen oxidischer Zusätze.Die Elektrodenwerkstoffe sind in DIN EN26848 genormt.
Argon ist das Standardschutzgas für nor-male Schweißaufgaben. Argon/Helium(Gasgemisch) wird überall dort einge-setzt, wo erhöhte Anforderungen an dieSchweißnaht ualität gestellt werden (DIN32 526 beziehungsweise DIN EN 439).
Im Allgemeinen ist artgleicher Zusatz-werkstoff zu verwenden. Zusatzwerkstoffewerden als relativ dünne nackte Drähte(1,6 oder 2,4 mm, auch 3,2 Dmr.) verwen-det, die als Stäbe oder aufgespult geliefertwerden. Der Draht muss vor Schmutz undFeuchtigkeit geschützt werden, da Ver-unreinigungen die ualität der Schweiß-verbindung herabsetzen. Mit geschältemDraht ist das Gefüge der Schweißnaht zuverbessern.
6.2 Aluminium
6.2.1 GrundlagenIm Allgemeinen lässt sich Aluminiumschweißen. Das Metall weist jedoch,verglichen mit den Schweißeigenschaf-ten von Stahl, zahlreiche Spezialcharak-teristika auf. Insbesondere der Sauberkeitkommt hohe Bedeutung zu. Der Schmelz-punkt der auf der Aluminiumoberflächebefindlichen Oxidschicht beträgt gegen-über dem Metall selbst gut das Dreifache(rund 2050 °C). Diese Schicht, die auchals Elektroisolierung fungiert, erschwertdaher die aupenbildung auf der Fugen-oberfläche. Die Oxidschicht ist ausge-sprochen hart und zäh, und die absplit-ternden Partikel können beim Schweißenleicht in das Schmelzbad geraten undSchweißnahtfehler oder Oxideinschlüsseverursachen. Bei einer stärkeren Oxid-schicht, insbesondere bei gleichzeitigansteigender Temperatur und Luftfeuch-tigkeit, wird die Oberfläche porig und ab-sorbiert Feuchtigkeit aus der mge-bungsluft. Mit dieser Feuchtigkeit gelangtWasserstoff in die Schweißnaht und ver-ursacht die Entstehung von Poren. Ausdiesem Grunde sollte die Oxidschicht vordem Schweißen mechanisch oder che-misch entfernt werden.
Grundsätzlich ist nach dem Schweißeneine Wärmebehandlung gemäß der Werk-stoff-Spezifikationen der Gussteile durch-zuführen. Hinweise zur Schweißbarkeitder einzelnen Legierungen sind in derNorm DIN EN 1706 hinterlegt.
6.2.2 Typische SchweißverfahrenDas Wolfram-Inert-Gasschwei en(WIG) ist das wichtigste Schmelz-schweißverfahren zum Fügen von Alu-minium und dessen Legierungen. Es wirdeine nicht abschmelzende Elektrode ausWolfram verwendet. Der blanke Zusatz-draht muss gesondert zugeführt werden.Dieses Verfahren wird imAllgemeinen fürdas Freihandschweißen mit Wechsel-
Bild 128: Bearbeitete und olierte nie-Im lantate aus CoCr o-Legie-rung gemä AST F75 (Bild: Buderus, oers)
Bild 129: nochenklammern für die edizintechnik ausCo-Basisle-gierung, Abmessungen: 25 x 13 x 4 mm, Gewicht: 3 g (Bild: Zoll-ern, Sigmaringen)
43
6.2.3 SchweißnahtvorbereitungDie Schweißnahtvorbereitung bedarf ei-ner sorgfältigen Ausführung. Die auszu-bessernden Gussteiloberflächen sindmechanisch von Oxydhäuten zu befreien.Schmutz, l oder Prüfmittelreste sindebenfalls zu entfernen. Bei großen, dick-wandigen Gussteilen ist ein Vorwärmenzu empfehlen, um Bindefehler, Porosi-täten und Spannungen zu vermeiden.Vorwärmtemperaturen bis etwa 250 °Cwerden angewendet.
6.2.4 SchweißerqualifikationKäufer und Hersteller werden darauf auf-merksam gemacht, dass nur zugelasseneVerfahren und entsprechend ualifizierteSchweißer eingesetzt werden dürfen.Schweißerprüfungen können nach DINEN 287 oder DIN 29591 durchgeführtwerden. Die Vorschriften des Hauptver-bandes der gewerblichen Berufsgenos-senschaften sind einzuhalten.
Die beim Schutzgasschweißen mit hohenStromstärken besonders hohe V-Strah-lungsintensität des Lichtbogens und dierelativ hohen Leerlaufspannungen erfor-dern gegenüber dem offenen Lichtbo-genschweißen verstärkte Schutzmaßnah-men für den Schweißer. DerAugenschutzsowie Körperschutz und eine wirksameAbsaugung für Gase und Dämpfe sindwichtigeAspekte beim Lichtbogenschwei-ßen.
Weitere Informationen sind in 19, 20 ent-halten
7 WärmebehandlungFeingussteile können in vielen Fällen un-behandelt zum Einsatz kommen. Siewerden bei Bedarf und bei bestimmtenWerkstoffen zur Erzielung der gefordertenEigenschaften aber auch wärmebehan-delt. Werkstoffspezifisch können unter-schiedliche Wärmebehandlungen erfor-derlich sein. Diese erfordern deshalb einespezielle Vereinbarung zwischen demKunden und der betreffenden Gießerei.
7.1 Stahlguss
Stahlguss wird mit wenigen Ausnahmenimmer wärmebehandelt. Dabei werdenfolgende Ziele angestrebt:
- Vermindern der erstarrungsbedingtenSeigerungen (hauptsächlich bei grö-ßeren Gieß uerschnitten),
- Kornfeinen des relativ grobkörnigenEr-starrungsgefüges bei umwandlungs-fähigen Sorten,
- Erzielen der legierungsabhängigenWerkstoffeigenschaften durch uali-tätsbestimmendesWärmebehandeln.
7.1.1 Grundlagen
Im Vergleich zu den umgeformten Stählensind die Haltezeiten beim Wärmebehan-deln von Stahlguss imAllgemeinen länger,was dem gewünschten Diffusionsaus-gleich der Seigerungszonen sowie denmeist größeren Wanddicken entgegen-kommt. Im brigen besteht bezüglich derlegierungstechnisch erforderlichen Wär-mebehandlungsschritte zwischen umge-formtem und gegossenem Stahl keingrundsätzlicher nterschied.
Die Ofeneinrichtungen zum Wärmebe-handeln sind in der Mehrzahl leicht isoliertund werden über eine Vielzahl gleich-mäßig verteilter, vorwiegend rechnerge-steuerter Kleinbrenner beheizt. Dies ge-währleistet das exakte Einhalten der Auf-heiz- und Abkühlkurven und während derHaltezeit eine gleichmäßige Temperatur-verteilung im Ofen, auch bei stark wech-selnder Belegungsdichte.
KurzeWege zu denAbschreckbädern be-günstigen das Einhalten einer gleichmä-ßigen Abschrecktemperatur am ganzenGussteil. Mögliche Maßabweichungendurch Verzug oder Verzundern der Ober-fläche werden durch entsprechende Maß-nahmen wie zum Beispiel Auflagen imGlühofen oder Maßzugaben kontrolliert.Da üblicherweise nicht in Schutzgasat-mosphäre wärmebehandelt wird, weist dieandschicht meist eine legierungsab-
hängige Entkohlungszone auf.
Die nachfolgend beschriebenen wichtig-sten Wärmebehandlungsverfahren be-ziehungsweise -schritte können je nachWerkstoffgruppe oder Gussteilkategorieteilweise entfallen oder werden mitein-ander kombiniert. Eine bersicht der Tem-peraturlagen beim Wärmebehandeln vonunlegiertem Stahlguss wird im Bild132gegeben.
7.1.2 Vorbereitendes Wärmebe-handeln
Zu den vorbereitenden Wärmebehand-lungsverfahren gehören unter anderemdas Diffusionsglühen, das Normalglühen,das Weichglühen und das Spannungs-armglühen.Angestrebt werden die im Fol-genden aufgeführten Ziele:
- Ausgleich von Kristallseigerungen,- feineres Ausgangsgefüge für ein
nachfolgendes Vergüten,- Senken des isikos der issbildung
beim thermischen Bearbeiten wieBrennschneiden oder Fugenhobeln,
- Erleichtern des spanenden Vorbear-beitens, zum Beispiel zum Verringernder maßgebendenWanddicken, damitdas Durchvergüten begünstigt wird.
7.1.3 QualitätsbestimmendesWär-mebehandeln
Die Art der ualitätsbestimmenden Wär-mebehandlung ist in der egel in Nor-men, normähnlichen egelwerken und/oder Kundenvorschriften spezifiziert. Hier-zu gehören beispielsweise das Normal-glühen (Normalisieren), Härten, Vergütenund Spannungsarmglühen. Zur Gewähr-leistung der erwarteten Eigenschaftensind einige stahlgussspezifische Beson-derheiten zu beachten, die sich im We-sentlichen aus der freien Gestaltungs-möglichkeit von Stahlgussteilen ergeben:
- Die Gestalt des Gussteile muss eingegebenenfalls erforderliches Ab-schrecken in einem Flüssigkeitsbadzulassen. Neben schroffen Wand-dickenübergängen müssen auchschlecht zugängliche Innenräume be-achtet werden.
- Die angestrebten Eigenschaften kön-nen im Allgemeinen nur bis zu den inden Normen oder normähnlichen e-gelwerken aufgeführten maßgeblichenWanddicken erwartet werden.
- Die vom Konstrukteur festgelegteWerkstoffsorte muss bezüglich dererwarteten Eigenschaften mit dermaßgeblichen Wanddicke bezie-hungsweise mit der erreichbaren Ab-kühlgeschwindigkeit abgestimmt sein.Abgekühlt wird üblicherweise imWas-ser- oder lbad sowie an bewegteroder ruhender Luft.
.
Bild 130: Fertig bearbeitetes Bauteil Linkaus Titanfeinguss im einbaufähigen Zustand(Bild: Tital, Bestwig)
Bild 131: Das rismengehäuse für Teleskoaus Aluminiumfeinguss verbindet an-s ruchsvolle Geometrie mit hoher ber-flächengüte und Leichtbau (Bild: FeingussBlank, iedlingen)
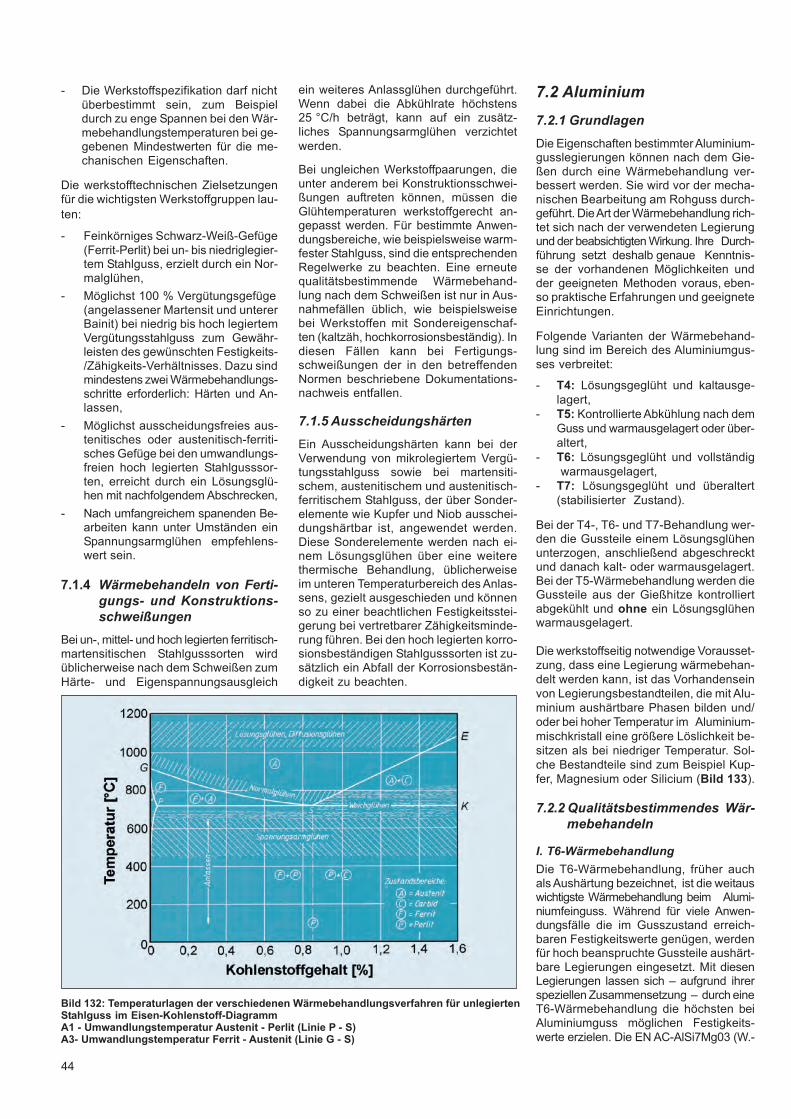
44
ein weiteres Anlassglühen durchgeführt.Wenn dabei die Abkühlrate höchstens25 °C/h beträgt, kann auf ein zusätz-liches Spannungsarmglühen verzichtetwerden.
Bei ungleichen Werkstoffpaarungen, dieunter anderem bei Konstruktionsschwei-ßungen auftreten können, müssen dieGlühtemperaturen werkstoffgerecht an-gepasst werden. Für bestimmte Anwen-dungsbereiche, wie beispielsweise warm-fester Stahlguss, sind die entsprechendenegelwerke zu beachten. Eine erneuteualitätsbestimmende Wärmebehand-lung nach dem Schweißen ist nur in Aus-nahmefällen üblich, wie beispielsweisebei Werkstoffen mit Sondereigenschaf-ten (kaltzäh, hochkorrosionsbeständig). Indiesen Fällen kann bei Fertigungs-schweißungen der in den betreffendenNormen beschriebene Dokumentations-nachweis entfallen.
7.1.5 AusscheidungshärtenEin Ausscheidungshärten kann bei derVerwendung von mikrolegiertem Vergü-tungsstahlguss sowie bei martensiti-schem, austenitischem und austenitisch-ferritischem Stahlguss, der über Sonder-elemente wie Kupfer und Niob ausschei-dungshärtbar ist, angewendet werden.Diese Sonderelemente werden nach ei-nem Lösungsglühen über eine weiterethermische Behandlung, üblicherweiseim unteren Temperaturbereich desAnlas-sens, gezielt ausgeschieden und könnenso zu einer beachtlichen Festigkeitsstei-gerung bei vertretbarer Zähigkeitsminde-rung führen. Bei den hoch legierten korro-sionsbeständigen Stahlgusssorten ist zu-sätzlich ein Abfall der Korrosionsbestän-digkeit zu beachten.
- Die Werkstoffspezifikation darf nichtüberbestimmt sein, zum Beispieldurch zu enge Spannen bei den Wär-mebehandlungstemperaturen bei ge-gebenen Mindestwerten für die me-chanischen Eigenschaften.
Die werkstofftechnischen Zielsetzungenfür die wichtigsten Werkstoffgruppen lau-ten:
- Feinkörniges Schwarz-Weiß-Gefüge(Ferrit-Perlit) bei un- bis niedriglegier-tem Stahlguss, erzielt durch ein Nor-malglühen,
- Möglichst 100 Vergütungsgefüge(angelassener Martensit und untererBainit) bei niedrig bis hoch legiertemVergütungsstahlguss zum Gewähr-leisten des gewünschten Festigkeits-/Zähigkeits-Verhältnisses. Dazu sindmindestens zweiWärmebehandlungs-schritte erforderlich: Härten und An-lassen,
- Möglichst ausscheidungsfreies aus-tenitisches oder austenitisch-ferriti-sches Gefüge bei den umwandlungs-freien hoch legierten Stahlgusssor-ten, erreicht durch ein Lösungsglü-hen mit nachfolgendemAbschrecken,
- Nach umfangreichem spanenden Be-arbeiten kann unter mständen einSpannungsarmglühen empfehlens-wert sein.
7.1.4 Wärmebehandeln von Ferti-gungs- und Konstruktions-schweißungen
Bei un-,mittel- und hoch legierten ferritisch-martensitischen Stahlgusssorten wirdüblicherweise nach dem Schweißen zumHärte- und Eigenspannungsausgleich
7.2 Aluminium
7.2.1 GrundlagenDie Eigenschaften bestimmterAluminium-gusslegierungen können nach dem Gie-ßen durch eine Wärmebehandlung ver-bessert werden. Sie wird vor der mecha-nischen Bearbeitung am ohguss durch-geführt. DieArt derWärmebehandlung rich-tet sich nach der verwendeten Legierungund der beabsichtigtenWirkung. Ihre Durch-führung setzt deshalb genaue Kenntnis-se der vorhandenen Möglichkeiten undder geeigneten Methoden voraus, eben-so praktische Erfahrungen und geeigneteEinrichtungen.
Folgende Varianten der Wärmebehand-lung sind im Bereich des Aluminiumgus-ses verbreitet:
- T4: Lösungsgeglüht und kaltausge-lagert,
- T5: KontrollierteAbkühlung nach demGuss und warmausgelagert oder über-altert,
- T6: Lösungsgeglüht und vollständigwarmausgelagert,
- T7: Lösungsgeglüht und überaltert(stabilisierter Zustand).
Bei der T4-, T6- und T7-Behandlung wer-den die Gussteile einem Lösungsglühenunterzogen, anschließend abgeschrecktund danach kalt- oder warmausgelagert.Bei der T5-Wärmebehandlung werden dieGussteile aus der Gießhitze kontrolliertabgekühlt und ohne ein Lösungsglühenwarmausgelagert.
Die werkstoffseitig notwendige Vorausset-zung, dass eine Legierung wärmebehan-delt werden kann, ist das Vorhandenseinvon Legierungsbestandteilen, die mit Alu-minium aushärtbare Phasen bilden und/oder bei hoher Temperatur im Aluminium-mischkristall eine größere Löslichkeit be-sitzen als bei niedriger Temperatur. Sol-che Bestandteile sind zum Beispiel Kup-fer, Magnesium oder Silicium (Bild 133).
7.2.2 Qualitätsbestimmendes Wär-mebehandeln
I. T6-WärmebehandlungDie T6-Wärmebehandlung, früher auchalsAushärtung bezeichnet, ist die weitauswichtigste Wärmebehandlung beim Alumi-niumfeinguss. Während für viele Anwen-dungsfälle die im Gusszustand erreich-baren Festigkeitswerte genügen, werdenfür hoch beanspruchte Gussteile aushärt-bare Legierungen eingesetzt. Mit diesenLegierungen lassen sich aufgrund ihrerspeziellenZusammensetzung durch eineT6-Wärmebehandlung die höchsten beiAluminiumguss möglichen Festigkeits-werte erzielen. Die ENAC-AlSi7Mg03 (W.-
Bild 132: Tem eraturlagen der verschiedenen Wärmebehandlungsverfahren für unlegiertenStahlguss im Eisen- ohlenstoff-DiagrammA1 - mwandlungstem eratur Austenit - erlit (Linie - S)A3- mwandlungstem eratur Ferrit - Austenit (Linie G - S)
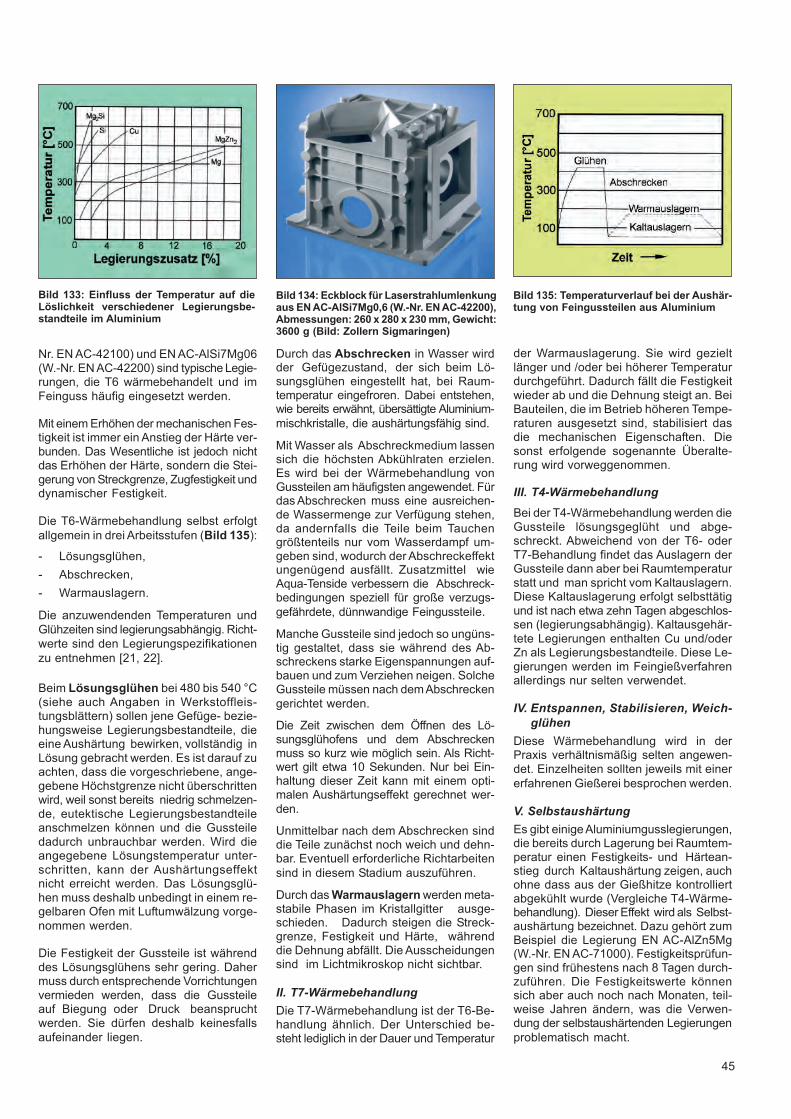
45
Nr. ENAC-42100) und ENAC-AlSi7Mg06(W.-Nr. ENAC-42200) sind typischeLegie-rungen, die T6 wärmebehandelt und imFeinguss häufig eingesetzt werden.
Mit einemErhöhen dermechanischen Fes-tigkeit ist immer ein Anstieg der Härte ver-bunden. Das Wesentliche ist jedoch nichtdas Erhöhen der Härte, sondern die Stei-gerung vonStreckgrenze, Zugfestigkeit unddynamischer Festigkeit.
Die T6-Wärmebehandlung selbst erfolgtallgemein in drei Arbeitsstufen (Bild 135):
- Lösungsglühen,- Abschrecken,- Warmauslagern.
Die anzuwendenden Temperaturen undGlühzeiten sind legierungsabhängig. icht-werte sind den Legierungspezifikationenzu entnehmen 21, 22 .
Beim L sungsglühen bei 480 bis 540 °C(siehe auch Angaben in Werkstoffleis-tungsblättern) sollen jene Gefüge- bezie-hungsweise Legierungsbestandteile, dieeineAushärtung bewirken, vollständig inLösung gebracht werden. Es ist darauf zuachten, dass die vorgeschriebene, ange-gebene Höchstgrenze nicht überschrittenwird, weil sonst bereits niedrig schmelzen-de, eutektische Legierungsbestandteileanschmelzen können und die Gussteiledadurch unbrauchbar werden. Wird dieangegebene Lösungstemperatur unter-schritten, kann der Aushärtungseffektnicht erreicht werden. Das Lösungsglü-hen muss deshalb unbedingt in einem re-gelbaren Ofen mit Luftumwälzung vorge-nommen werden.
Die Festigkeit der Gussteile ist währenddes Lösungsglühens sehr gering. Dahermuss durch entsprechende Vorrichtungenvermieden werden, dass die Gussteileauf Biegung oder Druck beanspruchtwerden. Sie dürfen deshalb keinesfallsaufeinander liegen.
der Warmauslagerung. Sie wird gezieltlänger und /oder bei höherer Temperaturdurchgeführt. Dadurch fällt die Festigkeitwieder ab und die Dehnung steigt an. BeiBauteilen, die im Betrieb höheren Tempe-raturen ausgesetzt sind, stabilisiert dasdie mechanischen Eigenschaften. Diesonst erfolgende sogenannte beralte-rung wird vorweggenommen.
III. T4-WärmebehandlungBei der T4-Wärmebehandlung werden dieGussteile lösungsgeglüht und abge-schreckt. Abweichend von der T6- oderT7-Behandlung findet das Auslagern derGussteile dann aber bei aumtemperaturstatt und man spricht vom Kaltauslagern.Diese Kaltauslagerung erfolgt selbsttätigund ist nach etwa zehn Tagen abgeschlos-sen (legierungsabhängig). Kaltausgehär-tete Legierungen enthalten Cu und/oderZn als Legierungsbestandteile. Diese Le-gierungen werden im Feingießverfahrenallerdings nur selten verwendet.
IV. Entspannen, Stabilisieren, Weich-glühen
Diese Wärmebehandlung wird in derPraxis verhältnismäßig selten angewen-det. Einzelheiten sollten jeweils mit einererfahrenen Gießerei besprochen werden.
V. SelbstaushärtungEs gibt einigeAluminiumgusslegierungen,die bereits durch Lagerung bei aumtem-peratur einen Festigkeits- und Härtean-stieg durch Kaltaushärtung zeigen, auchohne dass aus der Gießhitze kontrolliertabgekühlt wurde (Vergleiche T4-Wärme-behandlung). Dieser Effekt wird als Selbst-aushärtung bezeichnet. Dazu gehört zumBeispiel die Legierung EN AC-AlZn5Mg(W.-Nr. ENAC-71000). Festigkeitsprüfun-gen sind frühestens nach 8 Tagen durch-zuführen. Die Festigkeitswerte könnensich aber auch noch nach Monaten, teil-weise ahren ändern, was die Verwen-dung der selbstaushärtenden Legierungenproblematisch macht.
Durch das Abschrecken in Wasser wirdder Gefügezustand, der sich beim Lö-sungsglühen eingestellt hat, bei aum-temperatur eingefroren. Dabei entstehen,wie bereits erwähnt, übersättigte Aluminium-mischkristalle, die aushärtungsfähig sind.
Mit Wasser als Abschreckmedium lassensich die höchsten Abkühlraten erzielen.Es wird bei der Wärmebehandlung vonGussteilen amhäufigsten angewendet. FürdasAbschrecken muss eine ausreichen-de Wassermenge zur Verfügung stehen,da andernfalls die Teile beim Tauchengrößtenteils nur vom Wasserdampf um-geben sind, wodurch derAbschreckeffektungenügend ausfällt. Zusatzmittel wieA ua-Tenside verbessern die Abschreck-bedingungen speziell für große verzugs-gefährdete, dünnwandige Feingussteile.
Manche Gussteile sind jedoch so ungüns-tig gestaltet, dass sie während des Ab-schreckens starke Eigenspannungen auf-bauen und zum Verziehen neigen. SolcheGussteile müssen nach demAbschreckengerichtet werden.
Die Zeit zwischen dem ffnen des Lö-sungsglühofens und dem Abschreckenmuss so kurz wie möglich sein. Als icht-wert gilt etwa 10 Sekunden. Nur bei Ein-haltung dieser Zeit kann mit einem opti-malen Aushärtungseffekt gerechnet wer-den.
nmittelbar nach dem Abschrecken sinddie Teile zunächst noch weich und dehn-bar. Eventuell erforderliche ichtarbeitensind in diesem Stadium auszuführen.
Durch dasWarmauslagernwerdenmeta-stabile Phasen im Kristallgitter ausge-schieden. Dadurch steigen die Streck-grenze, Festigkeit und Härte, währenddie Dehnung abfällt. DieAusscheidungensind im Lichtmikroskop nicht sichtbar.
II. T7-WärmebehandlungDie T7-Wärmebehandlung ist der T6-Be-handlung ähnlich. Der nterschied be-steht lediglich in der Dauer undTemperatur
Bild 133: Einfluss der Tem eratur auf dieL slichkeit verschiedener Legierungsbe-standteile im Aluminium
Bild 134: Eckblock für Laserstrahlumlenkungaus ENAC-AlSi7 g0,6 (W.-Nr. ENAC-42200),Abmessungen: 260 x 280 x 230mm,Gewicht:3600 g (Bild: Zollern Sigmaringen)
Bild 135: Tem eraturverlauf bei der Aushär-tung von Feingussteilen aus Aluminium
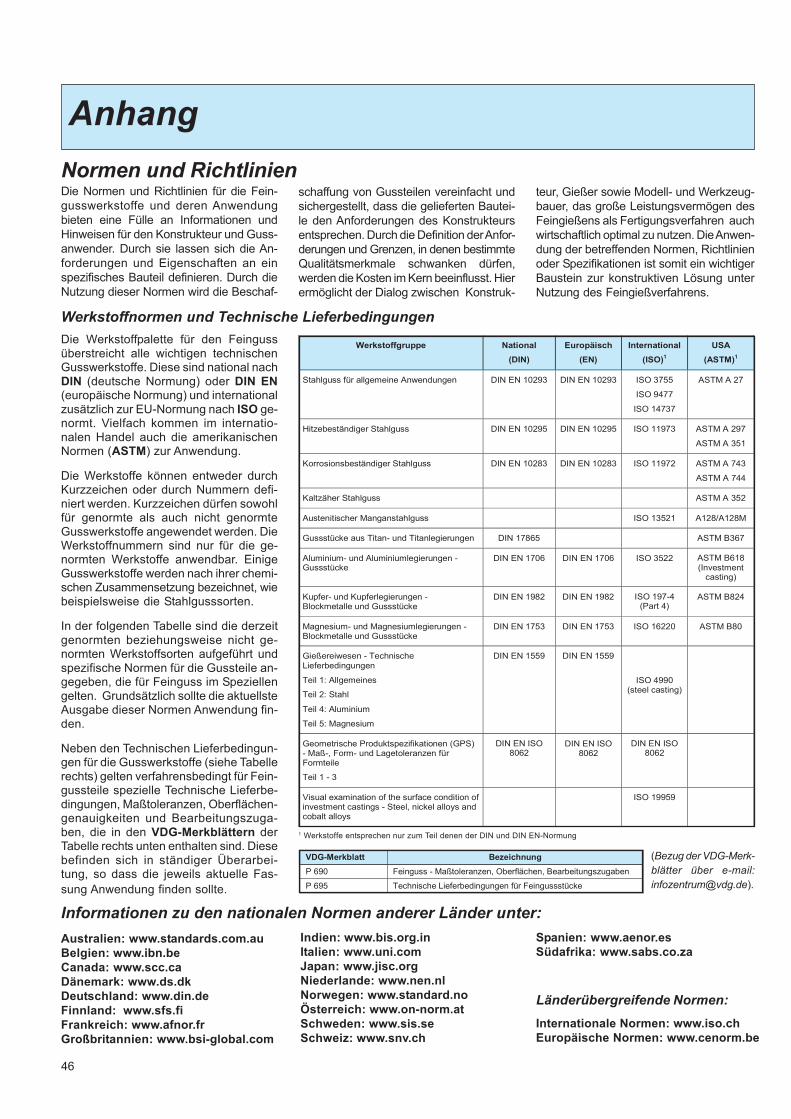
46
Anhang
Die Normen und ichtlinien für die Fein-gusswerkstoffe und deren Anwendungbieten eine Fülle an Informationen undHinweisen für den Konstrukteur und Guss-anwender. Durch sie lassen sich die An-forderungen und Eigenschaften an einspezifisches Bauteil definieren. Durch dieNutzung dieser Normen wird die Beschaf-
Die Werkstoffpalette für den Feingussüberstreicht alle wichtigen technischenGusswerkstoffe. Diese sind national nachDIN (deutsche Normung) oder DIN EN(europäische Normung) und internationalzusätzlich zur E -Normung nach IS ge-normt. Vielfach kommen im internatio-nalen Handel auch die amerikanischenNormen (AST ) zur Anwendung.
Die Werkstoffe können entweder durchKurzzeichen oder durch Nummern defi-niert werden. Kurzzeichen dürfen sowohlfür genormte als auch nicht genormteGusswerkstoffe angewendet werden. DieWerkstoffnummern sind nur für die ge-normten Werkstoffe anwendbar. EinigeGusswerkstoffe werden nach ihrer chemi-schen Zusammensetzung bezeichnet, wiebeispielsweise die Stahlgusssorten.
In der folgenden Tabelle sind die derzeitgenormten beziehungsweise nicht ge-normten Werkstoffsorten aufgeführt undspezifische Normen für die Gussteile an-gegeben, die für Feinguss im Speziellengelten. Grundsätzlich sollte die aktuellsteAusgabe dieser Normen Anwendung fin-den.
Neben den Technischen Lieferbedingun-gen für die Gusswerkstoffe (siehe Tabellerechts) gelten verfahrensbedingt für Fein-gussteile spezielle Technische Lieferbe-dingungen, Maßtoleranzen, Oberflächen-genauigkeiten und Bearbeitungszuga-ben, die in den VDG- erkblättern derTabelle rechts unten enthalten sind. Diesebefinden sich in ständiger berarbei-tung, so dass die jeweils aktuelle Fas-sung Anwendung finden sollte.
schaffung von Gussteilen vereinfacht undsichergestellt, dass die gelieferten Bautei-le den Anforderungen des Konstrukteursentsprechen.Durch dieDefinition derAnfor-derungen und Grenzen, in denen bestimmteualitätsmerkmale schwanken dürfen,
werdendieKosten imKern beeinflusst. Hierermöglicht der Dialog zwischen Konstruk-
teur, Gießer sowie Modell- und Werkzeug-bauer, das große Leistungsvermögen desFeingießens als Fertigungsverfahren auchwirtschaftlich optimal zu nutzen. DieAnwen-dung der betreffenden Normen, ichtlinienoder Spezifikationen ist somit ein wichtigerBaustein zur konstruktiven Lösung unterNutzung des Feingießverfahrens.
Werkstoffnormen und Technische Lieferbedingungen
Normen und Richtlinien
1 Werkstoffe entsprechen nur zum Teil denen der DIN und DIN EN-Normung
(Bezug der VDG-Merk-blätter über e-mail:[email protected]).
Australien: www.standards.com.auBelgien: www.ibn.beCanada: www.scc.caDänemark: www.ds.dkDeutschland: www.din.deFinnland: www.sfs.fiFrankreich: www.afnor.frGro britannien: www.bsi-global.com
Informationen zu den nationalen Normen anderer Länder unter:Indien: www.bis.org.inItalien: www.uni.coma an: www. isc.orgNiederlande: www.nen.nlNorwegen: www.standard.nosterreich: www.on-norm.at
Schweden: www.sis.seSchweiz: www.snv.ch
S anien: www.aenor.esSüdafrika: www.sabs.co.za
Länderübergreifende Normen:Internationale Normen: www.iso.chEuro äische Normen: www.cenorm.be
Werkstoffgru e National(DIN)
Euro äisch(EN)
International(IS )1
SA(AST )1
Stahlguss für allgemeine Anwendungen DIN EN 10293 DIN EN 10293 ISO 3755
ISO 9477
ISO 14737
ASTM A 27
Hitzebeständiger Stahlguss DIN EN 10295 DIN EN 10295 ISO 11973 ASTM A 297
ASTM A 351
Korrosionsbeständiger Stahlguss DIN EN 10283 DIN EN 10283 ISO 11972 ASTM A 743
ASTM A 744
Kaltzäher Stahlguss ASTM A 352
Austenitischer Manganstahlguss ISO 13521 A128/A128M
Gussstücke aus Titan- und Titanlegierungen DIN 17865 ASTM B367
Aluminium- und Aluminiumlegierungen -Gussstücke
DIN EN 1706 DIN EN 1706 ISO 3522 ASTM B618(Investmentcasting)
Kupfer- und Kupferlegierungen -Blockmetalle und Gussstücke
DIN EN 1982 DIN EN 1982 ISO 197-4(Part 4)
ASTM B824
Magnesium- und Magnesiumlegierungen -Blockmetalle und Gussstücke
DIN EN 1753 DIN EN 1753 ISO 16220 ASTM B80
Gießereiwesen - TechnischeLieferbedingungen
Teil 1: Allgemeines
Teil 2: Stahl
Teil 4: Aluminium
Teil 5: Magnesium
DIN EN 1559 DIN EN 1559
ISO 4990(steel casting)
Geometrische Produktspezifikationen (GPS)- Maß-, Form- und Lagetoleranzen fürFormteile
Teil 1 - 3
DIN EN ISO8062
DIN EN ISO8062
DIN EN ISO8062
Visual examination of the surface condition ofinvestment castings - Steel, nickel alloys andcobalt alloys
ISO 19959
VDG- erkblatt BezeichnungP 690 Feinguss - Maßtoleranzen, Oberflächen, Bearbeitungszugaben
P 695 Technische Lieferbedingungen für Feingussstücke
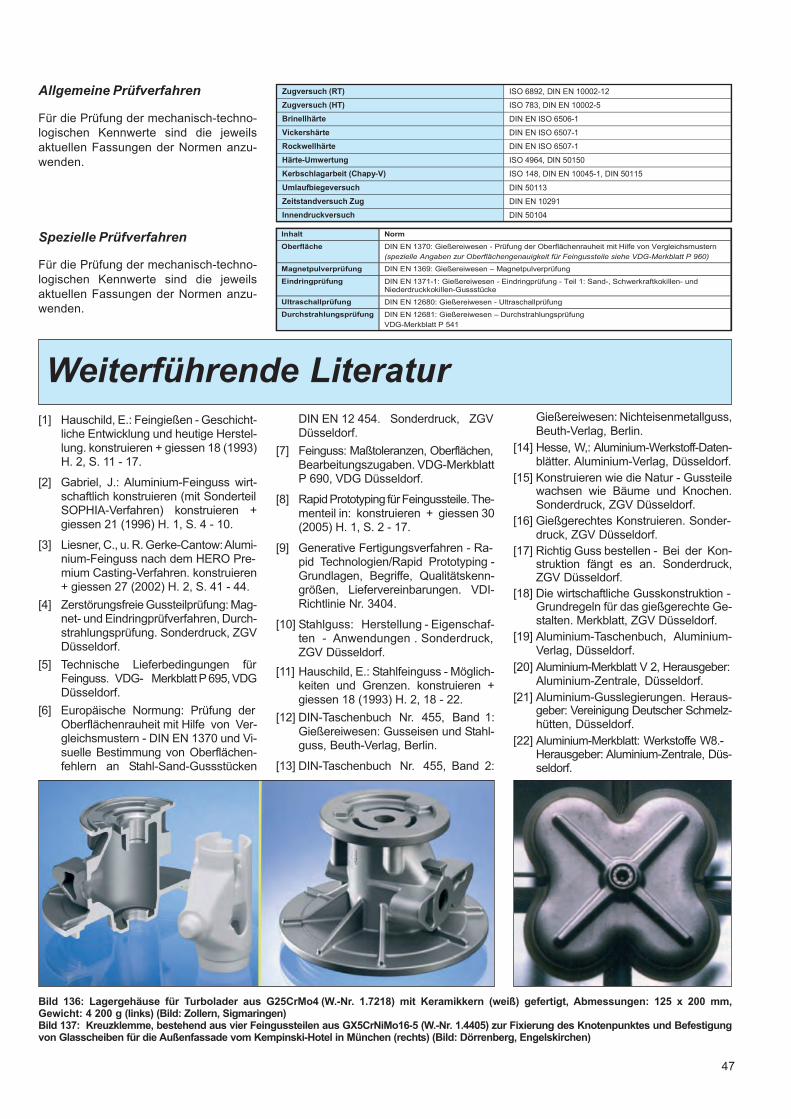
47
Allgemeine Prüfverfahren
Für die Prüfung der mechanisch-techno-logischen Kennwerte sind die jeweilsaktuellen Fassungen der Normen anzu-wenden.
Spezielle Prüfverfahren
Für die Prüfung der mechanisch-techno-logischen Kennwerte sind die jeweilsaktuellen Fassungen der Normen anzu-wenden.
Weiterführende Literatur1 Hauschild, E.: Feingießen - Geschicht-
liche Entwicklung und heutige Herstel-lung. konstruieren giessen 18 (1993)H. 2, S. 11 - 17.
2 Gabriel, .: Aluminium-Feinguss wirt-schaftlich konstruieren (mit SonderteilSOPHIA-Verfahren) konstruierengiessen 21 (1996) H. 1, S. 4 - 10.
3 Liesner, C., u. . Gerke-Cantow:Alumi-nium-Feinguss nach dem HE O Pre-mium Casting-Verfahren. konstruierengiessen 27 (2002) H. 2, S. 41 - 44.
4 ZerstörungsfreieGussteilprüfung:Mag-net- und Eindringprüfverfahren, Durch-strahlungsprüfung. Sonderdruck, ZGVDüsseldorf.
5 Technische Lieferbedingungen fürFeinguss. VDG- MerkblattP695,VDGDüsseldorf.
6 Europäische Normung: Prüfung derOberflächenrauheit mit Hilfe von Ver-gleichsmustern - DIN EN 1370 und Vi-suelle Bestimmung von Oberflächen-fehlern an Stahl-Sand-Gussstücken
-
DIN EN 12 454. Sonderdruck, ZGVDüsseldorf.
7 Feinguss: Maßtoleranzen, Oberflächen,Bearbeitungszugaben. VDG-MerkblattP 690, VDG Düsseldorf.
8 apidPrototyping fürFeingussteile.The-menteil in: konstruieren giessen 30(2005) H. 1, S. 2 - 17.
9 Generative Fertigungsverfahren - a-pid Technologien/ apid Prototyping -Grundlagen, Begriffe, ualitätskenn-größen, Liefervereinbarungen. VDI-ichtlinie Nr. 3404.
10 Stahlguss: Herstellung - Eigenschaf-ten - Anwendungen . Sonderdruck,ZGV Düsseldorf.
11 Hauschild, E.: Stahlfeinguss - Möglich-keiten und Grenzen. konstruierengiessen 18 (1993) H. 2, 18 - 22.
12 DIN-Taschenbuch Nr. 455, Band 1:Gießereiwesen: Gusseisen und Stahl-guss, Beuth-Verlag, Berlin.
13 DIN-Taschenbuch Nr. 455, Band 2:
Gießereiwesen: Nichteisenmetallguss,Beuth-Verlag, Berlin.
14 Hesse, W,: Aluminium-Werkstoff-Daten-blätter. Aluminium-Verlag, Düsseldorf.
15 Konstruieren wie die Natur - Gussteilewachsen wie Bäume und Knochen.Sonderdruck, ZGV Düsseldorf.
16 Gießgerechtes Konstruieren. Sonder-druck, ZGV Düsseldorf.
17 ichtig Guss bestellen - Bei der Kon-struktion fängt es an. Sonderdruck,ZGV Düsseldorf.
18 Die wirtschaftliche Gusskonstruktion -Grundregeln für das gießgerechte Ge-stalten. Merkblatt, ZGV Düsseldorf.
19 Aluminium-Taschenbuch, Aluminium-Verlag, Düsseldorf.
20 Aluminium-Merkblatt V 2, Herausgeber:Aluminium-Zentrale, Düsseldorf.
21 Aluminium-Gusslegierungen. Heraus-geber: Vereinigung Deutscher Schmelz-hütten, Düsseldorf.
22 Aluminium-Merkblatt: Werkstoffe W8.-Herausgeber: Aluminium-Zentrale, Düs-seldorf.
Bild 136: Lagergehäuse für Turbolader aus G25Cr o4 (W.-Nr. 1.7218) mit eramikkern (wei ) gefertigt, Abmessungen: 125 x 200 mm,Gewicht: 4 200 g (links) (Bild: Zollern, Sigmaringen)Bild 137: reuzklemme, bestehend aus vier Feingussteilen aus G 5CrNi o16-5 (W.-Nr. 1.4405) zur Fixierung des noten unktes und Befestigungvon Glasscheiben für die Au enfassade vom em inski-Hotel in ünchen (rechts) (Bild: D rrenberg, Engelskirchen)
Zugversuch ( T) ISO 6892, DIN EN 10002-12
Zugversuch (HT) ISO 783, DIN EN 10002-5
Brinellhärte DIN EN ISO 6506-1
Vickershärte DIN EN ISO 6507-1
ockwellhärte DIN EN ISO 6507-1
Härte- mwertung ISO 4964, DIN 50150
erbschlagarbeit (Cha -V) ISO 148, DIN EN 10045-1, DIN 50115
mlaufbiegeversuch DIN 50113
Zeitstandversuch Zug DIN EN 10291
Innendruckversuch DIN 50104
Inhalt Norm
berfläche DIN EN 1370: Gießereiwesen - Prüfung der Oberflächenrauheit mit Hilfe von Vergleichsmustern(spezielle Angaben zur Oberflächengenauigkeit für Feingussteile siehe VDG-Merkblatt P 960)
agnet ulver rüfung DIN EN 1369: Gießereiwesen Magnetpulverprüfung
Eindring rüfung DIN EN 1371-1: Gießereiwesen - Eindringprüfung - Teil 1: Sand-, Schwerkraftkokillen- undNiederdruckkokillen-Gussstücke
ltraschall rüfung DIN EN 12680: Gießereiwesen - ltraschallprüfung
Durchstrahlungs rüfung DIN EN 12681: Gießereiwesen DurchstrahlungsprüfungVDG-Merkblatt P 541
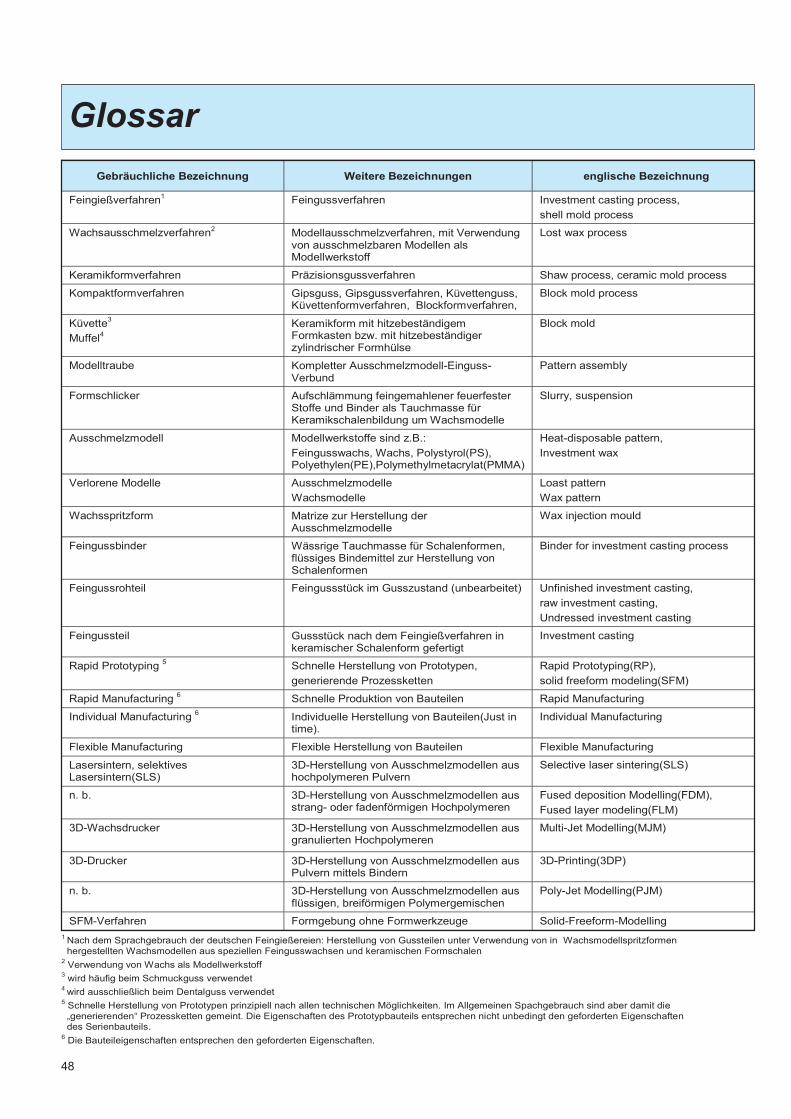
48
Gebräuchliche Bezeichnung Weitere Bezeichnungen englische Bezeichnung
Feingießverfahren1 Feingussverfahren Investment casting process,shell mold process
Wachsausschmelzverfahren2 Modellausschmelzverfahren, mit Verwendungvon ausschmelzbaren Modellen alsModellwerkstoff
Lost wax process
Keramikformverfahren Präzisionsgussverfahren Shaw process, ceramic mold process
Kompaktformverfahren Gipsguss, Gipsgussverfahren, Küvettenguss,Küvettenformverfahren, Blockformverfahren,
Block mold process
Küvette3
Muffel4Keramikform mit hitzebeständigemFormkasten bzw. mit hitzebeständigerzylindrischer Formhülse
Block mold
Modelltraube Kompletter Ausschmelzmodell-Einguss-Verbund
Pattern assembly
Formschlicker Aufschlämmung feingemahlener feuerfesterStoffe und Binder als Tauchmasse fürKeramikschalenbildung um Wachsmodelle
Slurry, suspension
Ausschmelzmodell Modellwerkstoffe sind z.B.:Feingusswachs, Wachs, Polystyrol(PS),Polyethylen(PE),Polymethylmetacrylat(PMMA)
Heat-disposable pattern,Investment wax
Verlorene Modelle AusschmelzmodelleWachsmodelle
Loast patternWax pattern
Wachsspritzform Matrize zur Herstellung derAusschmelzmodelle
Wax injection mould
Feingussbinder Wässrige Tauchmasse für Schalenformen,flüssiges Bindemittel zur Herstellung vonSchalenformen
Binder for investment casting process
Feingussrohteil Feingussstück im Gusszustand (unbearbeitet) nfinished investment casting,raw investment casting,ndressed investment casting
Feingussteil Gussstück nach dem Feingießverfahren inkeramischer Schalenform gefertigt
Investment casting
apid Prototyping 5 Schnelle Herstellung von Prototypen,generierende Prozessketten
apid Prototyping( P),solid freeform modeling(SFM)
apid Manufacturing 6 Schnelle Produktion von Bauteilen apid Manufacturing
Individual Manufacturing 6 Individuelle Herstellung von Bauteilen( ust intime).
Individual Manufacturing
Flexible Manufacturing Flexible Herstellung von Bauteilen Flexible Manufacturing
Lasersintern, selektivesLasersintern(SLS)
3D-Herstellung von Ausschmelzmodellen aushochpolymeren Pulvern
Selective laser sintering(SLS)
n. b. 3D-Herstellung von Ausschmelzmodellen ausstrang- oder fadenförmigen Hochpolymeren
Fused deposition Modelling(FDM),Fused layer modeling(FLM)
3D-Wachsdrucker 3D-Herstellung von Ausschmelzmodellen ausgranulierten Hochpolymeren
Multi- et Modelling(M M)
3D-Drucker 3D-Herstellung von Ausschmelzmodellen ausPulvern mittels Bindern
3D-Printing(3DP)
n. b. 3D-Herstellung von Ausschmelzmodellen ausflüssigen, breiförmigen Polymergemischen
Poly- et Modelling(P M)
SFM-Verfahren Formgebung ohne Formwerkzeuge Solid-Freeform-Modelling1Nach dem Sprachgebrauch der deutschen Feingießereien: Herstellung von Gussteilen unter Verwendung von in Wachsmodellspritzformenhergestellten Wachsmodellen aus speziellen Feingusswachsen und keramischen Formschalen
2 Verwendung von Wachs als Modellwerkstoff3 wird häufig beim Schmuckguss verwendet4wird ausschließlich beim Dentalguss verwendet5 Schnelle Herstellung von Prototypen prinzipiell nach allen technischen Möglichkeiten. Im Allgemeinen Spachgebrauch sind aber damit die„generierenden“ Prozessketten gemeint. Die Eigenschaften des Prototypbauteils entsprechen nicht unbedingt den geforderten Eigenschaftendes Serienbauteils.
6 Die Bauteileigenschaften entsprechen den geforderten Eigenschaften.
Glossar


Tite
lfoto
s:TI
TAL;
Tite
lges
taltu
ngD
.Bra
nden
burg
(BD
G)·
Feb.
2015
Bundesverbandder DeutschenGießerei-Industrie (BDG)
Hansaallee 20340549 DüsseldorfInternet: www.bdguss.de
Telefon: +49 (0)2 11/68 71-0Telefax: +49 (0)2 11/68 71-3 33E-mail: [email protected]
Projekt1_Layout 1 24.03.15 15:00 Seite 1