Embed Size (px)
Citation preview
Feuchtwasser im Offsetdruck

Aufgabe
Das Funktionsprinzip des Offsetdrucks beruht auf dernatürlichen Reaktion, dass sich Fett und Wassergegenseitig abstoßen. Während druckende Bildstellen
auf der Offsetdruckplatte die„fettige“ Druckfarbe anneh-men, wird das Feuchtwasserabgestoßen. Die nichtdruckenden Stellen sindwasserfreundlich undstoßen die Druckfarbe
ab.
Zunächstwird dieDruckplatte
von dem Feucht-werk mit einem dünnen
Feuchtwasserfilm benetzt,danach werden die druckenden
Stellen mit Druckfarbe durch dieFarbauftragswalzen eingefärbt. Das
Druckbild wird im Anschluss an einenGummituchzylinder abgegeben und von diesem aufden Bedruckstoff übertragen.Man bezeichnet den Offsetdruck daher auch als einindirektes Druckverfahren.
Feuchtwasserzusätze sind konzentrierte Additive, dieeine Reihe von Funktionen und Aufgaben über-nehmen. Neben verschiedenen Schutzfunktionenbeeinflusst der Feuchtwasserzusatz die chemisch-physikalischen Eigenschaften des Feuchtwassers,erleichtert und optimiert den Druckprozess.
Nachfolgend sind die wesentlichen Komponentenund Aufgaben eines Feuchtwasserzusatzes aufgeführt.Die Zusammensetzung und Entwicklung dieser Zusätze basiert auf einem Höchstmaß an Kompetenzund Know-how. Meist sind mehr als 25 Rohstoffe undderen Zusammenwirken für einen optimal funktio-nierenden Feuchtwasserzusatz wie Schwego® Softverantwortlich.
Komponenten
PuffersystemDas Puffersystem stellt einen zum Drucken günstigenpH-Wert von 4,8 – 5,2 ein.Trotz verschiedenerEinflussfaktoren wie Wasserqualität, Verschmutzungendurch Farbe, Waschmittel o.ä. wird der pH-Wertkonstant auf dem gewünschten Wert gehalten –„gepuffert“.
Tensid-/EmulgatorsystemEs steuert die chemi-sche und physikalischeReaktion der Wechsel-wirkungen zwischenDruckfarbe, Feucht-wasser und Druck-platte. Hierzu zählenbeispielsweise dasWasseraufnahmever-halten der Druckfarbe(Menge und Ge-schwindigkeit) und die optimale Grenz- undOberflächenspannung.
KomplexierungsmittelDurch verschiedene Ablagerungen aus Druckfarbe,Papier und Feuchtwasser entstehen Reaktionenzwischen den Materialien, die den Fortdruckprozess
Feuchtwasserim Offsetdruck
Wesentliche Unterscheidungsmerkmale der Offsetdruckverfahren:
Bogenoffset:Der Bedruckstoff wird Bogen für Bogen bedruckt.Neben einigen Spezialverfahren wird vor allemim Akzidenzdruck produziert. Die Druckfarbentrocknen meist wegschlagend/oxidativ.
Rollenoffset:Der Bedruckstoff wird endlos von der „Rolle“bedruckt. Man unterscheidet in Zeitungsdruck(Coldset), Akzidenzdruck (Heatset) und Endlos-druck. Während im Zeitungsdruck die Druckfarbedurch „Wegschlagen“ trocknet, wird im Heatsetdie Farbe physikalisch durch einen Heißluft-trockner getrocknet. Der Endlosdruck entsprichtverfahrenstechnisch dem Bogenoffsetdruck mitdem Unterschied das der Bedruckstoff „endlos“bedruckt wird.
Wassertropfen oben:hohe OberflächenspannungWassertropfen unten:niedrige Oberflächenspannung
www.SchwegmannNet.de
erheblich stören können. Ein wesentlicher Faktorist hierbei das Calcium- und Magnesiumhydrogen-karbonat. Es kann sich anreichern und durch seinewasserfreundliche Charakteristik den Farbtransportstören. Ausgesuchte Komplexierungsmittel bindendiese Salze und reduzieren die Ablagerungen.
KonservierungsmittelDas Feuchtwasser enthält, insbesondere durch denDruckprozess, eine Vielzahl von Fremdstoffen, die vonKeimen bevorzugte Nährstoffe enthalten, wie z.B.Papierstaub. Die Bildung und Vermehrung derBakterien, Hefen und Schimmelpilze wird zudemdurch Wärmeentwicklung, weitläufige Feuchtwasser-kreisläufe und ruhende Betriebszustände im Feucht-wasserkreislauf begünstigt.Um diese Keimbildung zu verhindern, werden Konser-vierungsmittel eingesetzt.Das größte Risiko einer Verkeimung besteht imZeitungsdruck. Im Akzidenzdruck wird dem Feucht-wasser meist Alkohol (IPA) zudosiert. Neben derdrucktechnischen Erleichterung wirkt der Alkoholhier auch keimhemmend.
DruckplattenschutzUm die Oberfläche der Druckplatte währendProduktionsunterbrechungen vor Oxidation undFremdstoffen zu schützen, bilden ausgesuchteKomponenten während eines Maschinenstopps einenSchutzfilm auf der Druckplatte.
TrockenstoffIm Gegensatz zum Rollenoffset werden im Bogen-offsetdruck in der Regel wegschlagend/oxidativtrocknende Farben eingesetzt. Zur Beschleunigung deroxidativen Trocknung kann ein Trockenstoff, wieSchwego® Drier 8141, dem Feuchtwasser zugegebenwerden. Alternativ bieten wir mit Schwego® Soft8128/8129 und 8157 Feuchtwasserzusätze mitintegriertem Trockenstoff in unterschiedlichen pH-Wert Einstellungen an. Alle bei uns verarbeitetenTrockenstoffe sind frei von gesundheitsschädlichemund umweltbedenklichem Cobalt.
InhibitorenZum Schutz vor Korrosionsschäden an Maschinen-teilen werden dem Feuchtwasserzusatz Inhibitorenzugesetzt. Schwego® Soft ist grundsätzlich mitInhibitoren ausgestattet, deren Funktion von führen-den Maschinen- und Anlagenherstellern geprüft undfreigegeben ist.
LösungsvermittlerUm alle aufgeführten Komponenten über einenlängeren Zeitraum in einer Lösung zu stabilisieren,bedient man sich geeigneter Lösungsvermittler.Diese Lösemittel haben oft einen entscheidendenEinfluss auf die Umweltverträglichkeit des Feucht-wasserzusatzes.
UmweltDurch die komplexe Zusammensetzung eines Feucht-wasserzusatzes spielt auch das Thema „Umwelt“ eineumfangreiche Rolle bei der Produktentwicklung.Insbesondere der VOC-Gehalt, Art der Konservie-rungsstoffe, Entsorgungsmöglichkeit und Produkt-kennzeichnungen sind hier permanente Schlagworte.Für jedes Produkt gibt es ein EG-Sicherheitsdaten-blatt, dem man alle Sicherheitshinweise entnehmenkann. Als äußerst umweltbewusstes Unternehmen istSchwegmann immer ein Vorreiter bei der Entwicklungvon umweltverträglichen Produkten.
Parameter des Feuchtwassers
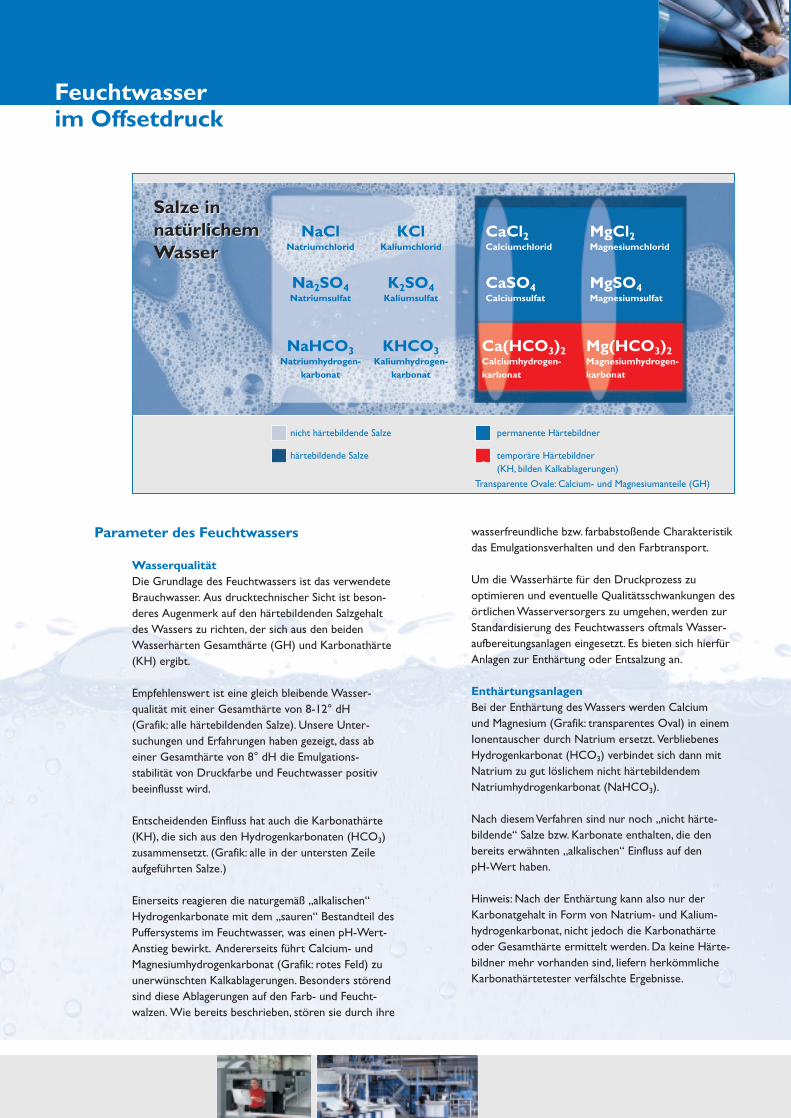
WasserqualitätDie Grundlage des Feuchtwassers ist das verwendeteBrauchwasser. Aus drucktechnischer Sicht ist beson-deres Augenmerk auf den härtebildenden Salzgehaltdes Wassers zu richten, der sich aus den beidenWasserhärten Gesamthärte (GH) und Karbonathärte(KH) ergibt.
Empfehlenswert ist eine gleich bleibende Wasser-qualität mit einer Gesamthärte von 8-12° dH (Grafik: alle härtebildenden Salze). Unsere Unter-suchungen und Erfahrungen haben gezeigt, dass abeiner Gesamthärte von 8° dH die Emulgations-stabilität von Druckfarbe und Feuchtwasser positivbeeinflusst wird.
Entscheidenden Einfluss hat auch die Karbonathärte(KH), die sich aus den Hydrogenkarbonaten (HCO3)zusammensetzt. (Grafik: alle in der untersten Zeileaufgeführten Salze.)
Einerseits reagieren die naturgemäß „alkalischen“Hydrogenkarbonate mit dem „sauren“ Bestandteil desPuffersystems im Feuchtwasser, was einen pH-Wert-Anstieg bewirkt. Andererseits führt Calcium- undMagnesiumhydrogenkarbonat (Grafik: rotes Feld) zuunerwünschten Kalkablagerungen. Besonders störendsind diese Ablagerungen auf den Farb- und Feucht-walzen. Wie bereits beschrieben, stören sie durch ihre
wasserfreundliche bzw. farbabstoßende Charakteristikdas Emulgationsverhalten und den Farbtransport.
Um die Wasserhärte für den Druckprozess zuoptimieren und eventuelle Qualitätsschwankungen desörtlichen Wasserversorgers zu umgehen, werden zurStandardisierung des Feuchtwassers oftmals Wasser-aufbereitungsanlagen eingesetzt. Es bieten sich hierfürAnlagen zur Enthärtung oder Entsalzung an.
Enthärtungsanlagen Bei der Enthärtung des Wassers werden Calciumund Magnesium (Grafik: transparentes Oval) in einemIonentauscher durch Natrium ersetzt. VerbliebenesHydrogenkarbonat (HCO3) verbindet sich dann mitNatrium zu gut löslichem nicht härtebildendemNatriumhydrogenkarbonat (NaHCO3).
Nach diesem Verfahren sind nur noch „nicht härte-bildende“ Salze bzw. Karbonate enthalten, die denbereits erwähnten „alkalischen“ Einfluss auf den pH-Wert haben.
Hinweis: Nach der Enthärtung kann also nur derKarbonatgehalt in Form von Natrium- und Kalium-hydrogenkarbonat, nicht jedoch die Karbonathärteoder Gesamthärte ermittelt werden. Da keine Härte-bildner mehr vorhanden sind, liefern herkömmlicheKarbonathärtetester verfälschte Ergebnisse.
Salze innatürlichemWasser
Feuchtwasserim Offsetdruck
nicht härtebildende Salze
härtebildende Salze
permanente Härtebildner
temporäre Härtebildner (KH, bilden Kalkablagerungen)
Transparente Ovale: Calcium- und Magnesiumanteile (GH)
NaClNatriumchlorid
KClKaliumchlorid
Na2SO4Natriumsulfat
K2SO4Kaliumsulfat
NaHCO3Natriumhydrogen-
karbonat
KHCO3Kaliumhydrogen-
karbonat
CaCl2Calciumchlorid
MgCl2Magnesiumchlorid
CaSO4Calciumsulfat
MgSO4Magnesiumsulfat
Ca(HCO3)2Calciumhydrogen-karbonat
Mg(HCO3)2Magnesiumhydrogen-karbonat
Salze innatürlichemWasser
www.SchwegmannNet.de
Um die für den Druck empfohlene Gesamthärtewieder zu erreichen, wird in der Regel das enthärteteWasser in definierter Menge mit Leitungswasserverschnitten.
Entsalzungsanlagen:Bei der Entsalzung kommt meist eine Umkehrosmose-anlage zum Einsatz. Hier werden alle im Wasser vor-handenen Salze entfernt. Um die für den Druck-prozess empfehlenswerte Gesamtwasserhärte vonca. 10° dH zu erreichen, wird dem entsalzten Wasserein Aufhärtungsmittel, wie Schwego® dH-Fix 8230,zugegeben. Diese Aufhärtungsmittel bilden diegewünschte Gesamthärte ausschließlich durch„permanente“ Härtesalze.
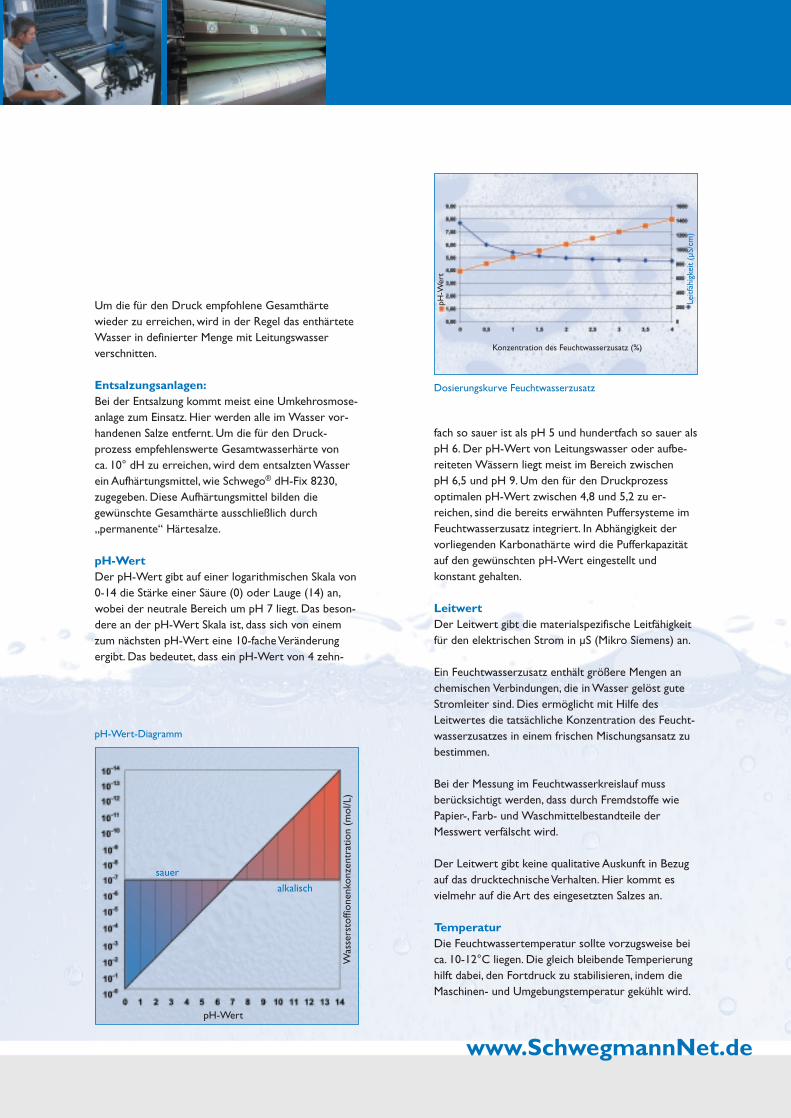
pH-WertDer pH-Wert gibt auf einer logarithmischen Skala von0-14 die Stärke einer Säure (0) oder Lauge (14) an,wobei der neutrale Bereich um pH 7 liegt. Das beson-dere an der pH-Wert Skala ist, dass sich von einemzum nächsten pH-Wert eine 10-fache Veränderungergibt. Das bedeutet, dass ein pH-Wert von 4 zehn-
fach so sauer ist als pH 5 und hundertfach so sauer alspH 6. Der pH-Wert von Leitungswasser oder aufbe-reiteten Wässern liegt meist im Bereich zwischenpH 6,5 und pH 9. Um den für den Druckprozessoptimalen pH-Wert zwischen 4,8 und 5,2 zu er-reichen, sind die bereits erwähnten Puffersysteme imFeuchtwasserzusatz integriert. In Abhängigkeit dervorliegenden Karbonathärte wird die Pufferkapazitätauf den gewünschten pH-Wert eingestellt undkonstant gehalten.
Leitwert Der Leitwert gibt die materialspezifische Leitfähigkeitfür den elektrischen Strom in µS (Mikro Siemens) an.
Ein Feuchtwasserzusatz enthält größere Mengen anchemischen Verbindungen, die in Wasser gelöst guteStromleiter sind. Dies ermöglicht mit Hilfe desLeitwertes die tatsächliche Konzentration des Feucht-wasserzusatzes in einem frischen Mischungsansatz zubestimmen.
Bei der Messung im Feuchtwasserkreislauf mussberücksichtigt werden, dass durch Fremdstoffe wiePapier-, Farb- und Waschmittelbestandteile derMesswert verfälscht wird.
Der Leitwert gibt keine qualitative Auskunft in Bezugauf das drucktechnische Verhalten. Hier kommt esvielmehr auf die Art des eingesetzten Salzes an.
TemperaturDie Feuchtwassertemperatur sollte vorzugsweise beica. 10-12°C liegen. Die gleich bleibende Temperierunghilft dabei, den Fortdruck zu stabilisieren, indem dieMaschinen- und Umgebungstemperatur gekühlt wird.
pH-Wert-Diagramm
Dosierungskurve Feuchtwasserzusatz
Konzentration des Feuchtwasserzusatz (%)
pH-W
ert
Leitf
ähig
keit
(µS/
cm)
sauer
alkalisch
pH-Wert
Was
sers
toffi
onen
konz
entr
atio
n (m
ol/L
)
Druckprozess
Neben der bisherigen Beschreibung der Funktionund Aufgabe des Feuchtwassers birgt der industrielleOffsetdruck auch eine Reihe von verfahrenstech-nischen Schwierigkeiten.
Die besondere Herausforderung im Offsetdruck liegtin dem Emulsionsverhalten von Druckfarbe undFeuchtwasser. Der Druckprozess erfordert, dass beideStoffe in einem bestimmten Verhältnis und definierterGeschwindigkeit emulgieren und während des Fort-drucks stabil bleiben. Das Emulsionsverhalten stehtwiederum in Wechselwirkung mit einer Vielzahl vonvariablen Parametern, die das Druckverfahren schwerbeherrschbar und reproduzierbar machen.
Neben der Druckfarbe und dem Feuchtwasserzusatzspielen vor allem mechanische Einflüsse, verwendeteMaterialien, deren Anwendungsbedingungen undZustand eine wesentliche Rolle. Hierunter fallen Farb-und Feuchtwalzen, Feuchtwerktyp, Gummituch,Wasserqualität, Temperatur, Bedruckstoff, Maschinen-typ und vieles mehr.
Zusätzlich machen prozessbedingte Veränderungenwie Farb- und Papierstrichaufbau auf dem Gummituchoder Feuchtwerkwalzen,Temperaturveränderungen inder Druckmaschine, Zwischenwaschungen anGummitüchern und/oder Feuchtwerken,Verschleißder Druckplatte u.v.m. einen Fortdruck über langeStrecken in gleich bleibender Qualität unmöglich.
Den größten Einfluss hat hierbei der Drucker, derneben seiner Fachkompetenz vor allem durch seineErfahrung und dem Gefühl zum Druckprozess spürt,an welchen „Schrauben“ er drehen muss, um das Opti-mum an Qualität und Leistung aus der Druckmaschineherauszuholen. Leider treten diese persönlichen Eigen-schaften aufgrund des stetig steigenden Automatisie-rungsgrades immer mehr in den Hintergrund.
Alkoholreduzierung und -eliminierungIm Akzidenzbereich des Offsetdrucks (Bogenoffsetund Heatsetdruck) wird dem Feuchtwasser meist Iso-propanol (IPA) zugeführt. Dieser übernimmt mehrereFunktionen und erleichtert so den Druckprozess.
Aus Umwelt- und Kostengründen wird jedoch schonseit der Erfindung des Alkoholfeuchtwerks darangearbeitet, den Alkohol (IPA) zu substituieren.Während man früher teilweise mit mehr als 20 % IPAim Feuchtwasser produzierte, ist heute eine Ab-senkung bis auf 8 % relativ unproblematisch.
Dies ist vor allem durch die neuen Techniken derMess- und Dosiertechnik für IPA im Feuchtwassergelungen. Darüber hinaus haben die Zulieferer derDruckindustrie ihre Produkte auf die Anforderungendes IPA-freien Drucks abgestimmt. Auch bei uns gibtes hierfür spezielle Schwego® Soft Varianten.
Soll eine deutlichere Reduzierung oder gar eineEliminierung von IPA im Feuchtwasser durchgeführtwerden, so ist bei der Arbeit ein erhöhter Grad anSorgfalt und Sensibilität notwendig. Der Erfolg derAlkoholreduzierung ist abhängig von der Optimierungdes gesamten Druckprozesses.
Die aufgeführten Funktionen des IPAs bewirkenvor allem eine größere Produktionssicherheit und -stabilität, anders ausgedrückt, können mit IPAkleinere Mängel und Nachlässigkeiten innerhalb derProduktion kaschiert werden.
Nachfolgend sind einige Handlingtipps aufgeführt, dieinsbesondere bei IPA-Reduzierung und -eliminierungBeachtung finden sollten, jedoch häufig vernachlässigtwerden.
Wirkung von Isopropanol (IPA):
� Schnelles, stabiles Farb- Wassergleich-gewicht
� Senkt die Oberflächenspannung
� Kühlt durch Verdunstungskälte
� Vermeidet Keimbildung
� Selbstreinigende Wirkung
� Erhöht die Feuchtwasserviskosität
� Wirkt schaumhemmend
� Verringert Farbaufbau auf den Feucht-walzen
� Dämpfung von Kammstreifen (Ober-flächenwellen)
Feuchtwasserim Offsetdruck

www.SchwegmannNet.de
Anwendungshinweise
Justierung der Farb- und FeuchtwalzenZu starke Walzenstreifen (Kontakt der einzelnenWalzen zueinander) haben durch die mechanischeBelastung und Wärmeentwicklung einen negativenEinfluss auf das Emulsionsverhalten. Empfehlenswertsind die Angaben des Maschinenherstellers, wobeiman bei erwärmten Walzen tendenziell bis zu 20 % geringere Werte anwenden kann. Transparenteund flexible Kontrollstreifen für die korrekte Walzen-justage sind bei uns für Schwego® Soft-Anwenderkostenlos erhältlich.
Regelmäßige WalzenbehandlungDie Reinigung und Pflege der Farb- und Feuchtwalzenmit speziellen Reinigungsmitteln ist sehr effektiv.Schmutzpartikel, insbesondere Kalkablagerungen ausFeuchtwasser, Papier und Druckfarbe, führen zurVerhärtung und Oberflächenglättung der Farb- undFeuchtwalzen. In der Folge ist die Emulsionsbildunggestört, was wiederum zu einem instabilen Fortdruck-verhalten mit geringem Spielraum im Farb-/Wasser-gleichgewicht führt. Reinigungsmittel, wie Schwego®
Clean 8179, lösen den Schmutz und die Kalk-ablagerungen aus den Poren der Walzen.Die Oberfläche der Walzen wird wieder geschmeidigund offenporig. Druckfarbe und Feuchtwasser werdenwieder besser aufgenommen und transportiert, waszu einer deutlich stabileren Farb-Wasseremulsionführt.
Reduzierte Farb-/WasserführungBesonders nach der zuvor beschriebenen Walzen-behandlung wird deutlich, welches Potenzial an Fort-druckstabilität vorhanden ist. Oftmals können dieFarb- und Wasserwerte drastisch reduziert werden (-50 %), ohne dass die Farbdichte abnimmt. Im Gegen-teil, die Farb-/Wasseremulsion ist nicht mehr so „fett“,
die Neigung zu „Tonen“ ist geringer, der Rasterpunktdruckt spitzer, der Farbaufbau auf den Dosierwalzenund dem Gummituch wird deutlich reduziert.Merke: „So wenig Farbe und Wasser wie möglich!“
Die besten Fortdruckbedingungen sind gegeben, wennan der „Schmiergrenze“ gedruckt wird – der Moment,an dem gerade noch genug Wasser vorhanden ist, umdie druckfreien Stellen farbfrei zu halten. Meistensbeginnt das „Schmieren“ an den äußeren Kanten desBedruckstoffs in Druckrichtung. Die Ursache liegt oftan nicht vollständig geschlossenen Farbzonen im bild-freien Randbereich oder eingelaufenen Duktoren, dieam Rand zu viel Farbe in den Walzenstuhl lassen.Tipp: Duktorhub reduzieren, Farbzonenöffnung imdruckenden Bereich erhöhen!
Darüber hinaus ist es empfehlenswert in Abhängigkeitdes Sujets, bei Filmfeuchtwerken die Diagonalver-stellung der Dosierwalzen zu verwenden.
TemperaturbedingungenDen Temperaturen, insbesondere aufHigh-Volume und schnelllaufendenMaschinen, sollte besondere Beachtunggeschenkt werden.Generell sollte die Wärmeentwicklungan der Druckmaschine gut abgeleitetwerden. Entgegen dieser Empfehlungsieht man häufig Walzenschutzgitter, dieaufgrund spritzender und nebelnderFarbe abgeklebt werden, um dieMaschine sauber zu halten. In der Folgeerwärmt sich jedoch der gesamteWalzenstuhl, was auch hier zur Störungdes Emulsionsverhalten führt.
Soweit eine Farbreibertemperierungvorhanden ist, sollte sie bei ca. 26° C amRücklauf liegen.
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
4 mm
5 mm
6 mm
7 mm
8 mm
9 mm
10 mm
11 mm
12 mm
Transparenter, flexibler Kontrollstreifenfür die Walzenjustage
Bernd Schwegmann GmbH & Co. KG · Wernher-von-Braun-Straße 14 · 53501 Grafschaft-Gelsdorf · GermanyTel.: +49 (0) 22 25 / 92 26-0 · Fax: +49 (0) 22 25 / 92 26-33 · E-mail: [email protected] · www.SchwegmannNet.de
Die Feuchtwassertemperatur sollte am Rücklauf mög-lichst nicht über ca. 12° C liegen, wobei die untereTemperaturgrenze im Rollenoffset meist durch dieKondenswasserbildung begrenzt ist. Diese kann durchherabfallende Wassertropfen auf die Papierbahn zuärgerlichen Bahnrissen und damit zu Produktions-unterbrechungen führen.
Feuchtwasserpflege Ölige oder fettige Bestandteile im Feuchtwasser sindzu vermeiden.Wie zu Beginn beschrieben, basiert der Offsetdruckauf dem Prinzip, dass sich Farbe (Fett) und Wassergegenseitig abstoßen. Gelangen durch die Reinigungder Gummitücher, Farb- und Feuchtwalzen wasser-mischbare ölige Reinigungsmittel in das Feuchtwasser,ist dessen Funktion natürlich beeinträchtigt. Solltendennoch mal Farb- und Fettbestandteile auf demFeuchtwasser schwimmen, empfiehlt sich der Einsatzvon Schwego® Sorb 8225. Dieses Spezialfaserpadschwimmt auf der Oberfläche des Wassers und bindetölige und fettige Beläge an sich.
Werden Feuchtwalzen mit öligen Reinigungsmittelngereinigt, bildet sich unter Umständen ein farbfreund-licher Film auf den Feuchtwalzen. Dadurch wird dieerneute Verschmutzung durch Druckfarbe gefördertund die Bildung eines Wasserfilms gestört.
Bei der manuellen Reinigung der Feuchtwalzen imFilmfeuchtwerk sollte ein dickerer Farbfilm zuvorvorsichtig mit einer Spachtel abgerakelt werden.Danach kann mit einem schnellflüchtigen Reinigungs-mittel, wie Schwego® Damp 8174, die Farbe entferntwerden. Im Anschluss ist es ratsam, die Feuchtwalzemit einer wasserfreundlichen Substanz wie Gummi-arabikum bzw. Druckplattenkonservierer einzureiben.
Bei einer starken Verschmutzung des Feuchtwassersinsbesondere durch Keimbildung, muss der Feucht-wasserkreislauf mit einem speziellen Reinigungsmittelwie Schwego® Fix 8110 gespült bzw. gereinigt werden.
Biozide vorsichtig verwenden. Vor Gebrauch stetsEtikett und Produktinformationen lesen.
© Bernd Schwegmann GmbH & Co. KGNachdruck oder Vervielfältigung des Inhalts auch inAuszügen bedarf der schriftlichen Zustimmung derBernd Schwegmann GmbH Co. KG
Abb
ildun
gen:
MA
N R
olan
d D
ruck
mas
chin
en A
G,K
oeni
g &
Bau
er A
G
I
S.T
hiel
,09/
2006




























